Embed Size (px)
Citation preview

lPmPqŠepqŠbn nqbPŠh rjp`Їmh
rjp`Їmq|jhi depf`bmhi rmPbepqhŠeŠu`p)nbhu ŠeumnkncPi
`.P. qnjnkemjn
tPghjn-uPlP)mP leŠndh napnakemm“u`p)nbhu opndrjŠPbr opn0eqP o`jrb`mm“
ДОПУЩЕНОМіністерством освіти Українияк навчальний посібникдля студентів технічних вузів
j,_" rdruŠ 1999

2
q%*%ле…*% ̀ .P. Фізико-хімічні методи оброблення харчових про-дуктів у процесі пакування. — К.: УДУХТ, 1999. — 212 с.
Викладено поняття про енергетичні поля впливу, обробленняхарчових продуктів опроміненням, змінним електричним струмом,магнітними полями, акустичними методами, а також засоби стерилі-зації, консервування, хімічного оброблення продукції тощо, спрямо-вані на забезпечення подовження терміну зберігання і зменшення втратготової продукції, збереження її якісних показників. Наводяться ме-тоди, технології та обладнання для оброблення продукції, прогнозу-ються напрями удосконалення методів оброблення.
Видання призначено для студентів вищих навчальних закладів,а також може бути використано інженерно-технічними працівникамихарчових виробництв, конструкторських бюро, науковими співробіт-никами.
Рецензенти:b.c. aелS*, д-р техн. наук
l.d. u%ме…*%, д-р техн. наук
©А.І. Соколенко, В.Б. Костін, 1999

3
В С Т У ПОрганізація виробництва продуктів біологічного походження в
промислових масштабах потребує знань харчових технологій, біології,процесного забезпечення, технології зберігання, економіки і основорганізації збуту.
Більшість харчових виробництв тією чи іншою мірою можна відне-сти до мікробіологічних. Історія розвитку таких галузей, як молочна,хлібопекарська, виноробна, пивоварна, консервна та ін., налічує ти-сячоліття. Для останніх десятиріч характерною є поява і бурхливийрозвиток галузей промислової мікробіології, до яких передусім слідвіднести виробництва вітамінів, антибіотиків, амінокислот, ферментів,органічних кислот тощо.
З точки зору інженера-технолога мікробіологічної промисловостізагальну сукупність харчових виробництв можна поділити на такі групи:
виробництва продуктів харчування (продукція молочної промис-ловості, тверді сири, масло, консервація, квашення і т. ін.), які незаймаються синтезом великих мас мікроорганізмів або вилученнямпродуктів їх метаболізму. Використання мікроорганізмів у їх техноло-гіях обмежується певною стадією виробництва;
бродильні виробництва (галузі з одержання алкогольних напоїв,дріжджів, розчинників, органічних кислот — молочної, лимонної), якимпритаманне використання обладнання глибинного вирощування мікро-організмів. Умови біосинтезу у їх технологіях різко обмежують мож-ливість розвитку сторонньої мікрофлори — за рахунок регулюваннярН, вибору температури, концентрації цукру, спирту та інших ком-понентів;
виробництва тонкого мікробіологічного синтезу (бактеріальніпрепарати, антибіотики, ферментні препарати, амінокислоти, вітамі-ни та ін.), де виникає потреба захисту процесів на стадії ферментації.

4
Особливо важливу роль в них відіграє обладнання для гарантованоїстерилізації живильних середовищ, добавок, повітря тощо.
Отже, харчові виробництва будуються на використанні різнихвидів мікроорганізмів або забезпеченні відповідної мікробіологічноїчистоти по всьому циклу.
У деяких випадках культури мікроорганізмів основного вироб-ництва супроводжують готову продукцію (наприклад квашену), про-те переважна її більшість має бути мікробіологічно чистою. Боротьбаз бактеріальним забрудненням повинна вестись за такими напрямами:
1) забезпечення непроникнення мікробів: із сировини, включаючиводу; з повітря; з готових продуктів як у процесі їх одержання, так і підчас довгострокового зберігання на складах; від службового персоналу;
2) попередження розмноження мікроорганізмів шляхом: проек-тування і спорудження виробничих будівель, конструкція яких запо-бігала б перехресному інфікуванню та утворенню в приміщеннях зак-ритих зон; створення і застосування обладнання, яке б давало мож-ливість підтримувати гігієнічні норми; контролювання умов зберіган-ня і руху на всіх стадіях від одержання сировини до реалізації готовоїпродукції; правильного вибору методів виробництва і умов техноло-гічних процесів;
3) застосування відповідних методів очищення під час: поперед-нього оброблення деяких видів сировини, в тому числі повітря і води;експлуатації обладнання і виробничих приміщень;
4) пастеризування і стерилізування з використанням специфіч-них методів оброблення (фільтрація, високотемпературне оброблен-ня, хімічні агенти, фізичні способи тощо) з метою часткового або по-вного знешкодження сторонньої мікрофлори;
5) фарбування фунгіцидними фарбами робочих поверхонь для упе-редження загрози грибкового росту за умови, що ці фарби мають низь-ку токсичність щодо людини на випадок забруднення ними продукції.
Інколи плоди, овочі, продукти з них та інші харчові продуктиможуть псуватись і за відсутності мікробів у результаті різних біохіміч-них процесів, перебіг яких відбувається під впливом кисню та ін. Такібіохімічні процеси проходять у присутності ферментів, що виступа-ють у ролі каталізаторів.
Отже, для надійного захисту сировини, плодів, овочів або го-тової продукції потрібно змінити їх властивості або створити потрібніумови зберігання з метою знешкодження мікробів.
Існує велика кількість способів оброблення сировини або готовоїпродукції, проте найпоширенішим є теплове оброблення. Сучасні ви-робництва соків, напоїв, паст, пива, овочевих, м’ясних і рибних кон-

5
сервів тощо зорієнтовані на використання саме пастеризування абостерилізування. Але під час теплового оброблення руйнується значнакількість вітамінів, змінюються смакові властивості, втрачаються леткіречовини та ін., через що теплове оброблення має обмежуватись, зодного боку, мінімальними змінами в якості продукції, а з другого —максимально знешкоджувати сторонню мікрофлору.
Реалізація цих запитів базується на знаннях, що стосуютьсярізновидів мікрофлори та їх властивостей, шляхів попадання до про-дукції, методів інактивації та знешкодження, особливостей дії кон-сервантів, методів фізичного впливу, особливостей перебігу теплово-го оброблення тощо. Цим питанням, а також особливостям технологіїта обладнання присвячується пропонований навчальний посібник.
Глава 1. ОСНОВНІ СКЛАДОВІ СИРОВИНИІ ХАРЧОВОЇ ПРОДУКЦІЇ
У організмі людини в процесі життєдіяльності безперервно руй-нується певна частина органічних речовин і синтезуються нові сполу-ки за рахунок речовин, що надходять з продуктами харчування, ди-хання та ін. При цьому процеси розпаду супроводжуються виділенняменергії, а процеси синтезу спрямовані на її накопичення.
Харчові речовини виступають, з одного боку, будівельнимматеріалом для побудови нових тканин, а з другого, — енергетич-ним матеріалом, що підтримує і зберігає теплоту тіла і перетворюєтеплову енергію в механічну роботу, в тому числі й у роботувнутрішніх органів.
Забезпечення нормальної життєдіяльності можливе не тількиза умови забезпечення організму необхідною кількістю енергії (у виг-ляді, головним чином, вуглеводів і жирів) і білками (будівельним ма-теріалом), й підтримання певних співвідношень між численними фак-торами харчування. Особлива роль у цих процесах належить компо-нентам, які не синтезуються в організмі людини.
Всі харчові речовини можна розподілити на органічні та неор-ганічні. До перших належать вуглеводи, ліпіди (жири, ліпоїди), білкиабо азотисті речовини, органічні кислоти, фенольні речовини, гліко-зиди, ефірні олії та фітонциди, ферменти, вітаміни, до других —мінеральні солі та вода.
b3гле"оди являють собою велику групу органічних сполук, якізустрічаються переважно в сировині рослинного походження. Голов-ними представниками вуглеводів є моноцукриди (глюкоза, фрукто-

6
за), поліцукриди І порядку (цукроза, лактоза, мальтоза), поліцукри-ди ІІ порядку (крохмаль, декстрин, глікоген, целюлоза, пектиновіречовини).
Вуглеводи відіграють енергетичну роль у харчуванні та жит-тєдіяльності, вивільнюючи тепло під час окислювання в організмі(15,7 кДж/г). Потреба дорослої людини у вуглеводах становить400-500 г на добу.
cлю*%ƒ= S -!3*2%ƒ= — прості (моно) цукри, що мають однаковуемпіричну формулу С
6Н
12О
6, але відрізняються структурою молекули.
Обидва ці цукри безпосередньо засвоюються організмом людини, при-чому фруктоза краще, ніж глюкоза.
03*!%ƒ= — буряковий цукор — зустрічається у плодах разом зглюкозою і фруктозою. Емпірична формула — С
12Н
22О
11. В організмі
безпосередньо не засвоюється, а гідролітично розпадається на глю-козу і фруктозу за схемою
С12Н
22О
11 + Н
2О → 2С
6Н
12О
6.
Безпосередньому окисленню в організмі підлягають глюкоза іфруктоза. Цей процес називають інверсією.
Цукри розрізняються за солодкістю. Найсолодша — фруктоза,найменш солодка — глюкоза.
Цукри добре розчинюються у воді: під час кипіння — 83 %.j!%.м=ль в організм людини потрапляє з картоплею, зернови-
ми, чечевицею, зеленим горошком, кукурудзою. Крохмаль не має со-лодкого присмаку. Емпірична формула — (С
6Н
10О
5)n. У рослинах містить-
ся у вигляді зерен, що складаються з двох речовин: амілози і аміло-пектину. Амілоза розчиняється в гарячій воді, амілопектин не розчи-няється, але набухає в ній, утворюючи клейстер.
0елюл%ƒ= — клітковина — речовина (вуглевод), що є головноюскладовою частиною оболонок клітин рослин. Емпірична формула це-люлози, як і крохмалю — (С
6Н
10О
5)n. Вона хімічно інертна: не розчи-
няється у воді, у міцних кислотах, у лугах і є баластом в харчовомураціоні. Проте в невеликих кількостях потрібна для організму люди-ни, бо спричиняє корисну для фізіології харчування перистальтику(рух) кишок. Целюлоза гальмує теплообмінні процеси в харчових ви-робництвах, зумовлює густу консистенцію продуктів харчування івисоке значення термічної інерції.
oе*2, …%"S !еч%", …, , як і целюлоза, є поліцукридами нецукри-стого типу. Вони є в плодах, овочах як у вигляді протопектину, не-розчинного у холодній воді, так і у вигляді розчинного пектину. Занагрівання протопектин гідролізується, перетворюючись у розчиннуформу. Пектинові речовини не засвоюються безпосередньо організ-

7
мом, але відіграють у фізіології харчування і в технології харчовихвиробництв активнішу роль порівняно з целюлозою. Вони утворюютькомплексні сполуки з важкими металами, виводять їх з організму і єважливим природним засобом профілактики специфічних професійнихзахворювань. Крім того, пектинові речовини мають важливі цінні влас-тивості утворювати в присутності цукру і кислоти фруктові драглі йжеле. На цих їх властивостях основані виробництва джемів, повидел,мармеладів, пастили, фруктових начинок тощо. Водночас пектиновіречовини гальмують фільтрування соків і пресування фруктової мезги.
fири — складні ефіри триатомного спирту-гліцерину і високо-молекулярних органічних кислот — найпотужніше енергетичне дже-рело. Їх енергетична цінність — 37,7 кДж/г. Потреба в жирах стано-вить 80-100 г на день. Рослинні жири містяться у насінні рослин івикористовуються в харчових виробництвах. У процесі теплового об-роблення жири гідролізуються на структурні компоненти, причому їхкислотне число підвищується, а якість погіршується.
aSл*о"S 2а азо2ис2S речо"ини. Білкові речовини складаютьсяз амінокислот, похідних від жирних кислот, де один атом водню замі-щено амінною групою. Різні білкові речовини складаються з різнихамінокислот, а в одному й тому самому виді білка містяться різні амі-нокислоти. Енергетична цінність білків — 16,7 кДж/г. Денна потребалюдини у білках — 80-100 г. Одночасно білки використовуються длявідновлення і побудови тканин. Особливу цінність мають білки, подібніза складом до білків людини. Є амінокислоти, які людський організмне синтезує (триптофин, фенілаланін, лейцин, ізолейцин, валін, тре-онін, лізин, метионін), тому повинен одержувати готовими іззовні.Повноцінних білків більше в сировині тваринного походження.
nрганSчнS *исло2и містяться в плодовій і овочевій сировині,переважають серед них яблучна і лимонна. У продуктах переробленнязустрічаються оцтова і молочна. Проте кислий присмак плодів визна-чається не стільки загальною кількістю кислот, скільки концентра-цією іонів водню, що виражається через водневий показник рН (лога-рифм концентрації іонів водню, взятий з протилежним знаком).
Органічні кислоти покращують обмін речовин в організмі, а ухарчових виробництвах часто відіграють активну роль у регулюваннітехнологічних процесів (уповільнення життєдіяльності мікроорганізміву консервному виробництві, інверсія цукрози в кондитерському ви-робництві тощо).
oолSфеноли — велика група органічних речовин, дія яких по-в’язана з їх в’яжучим присмаком і забарвленням. Вони корисні дляорганізму, особливо за шлункових і кишкових захворювань. Проте

8
водночас вони можуть ускладнювати технологічні процеси через окис-лення дубильних речовин.
tермен2и — органічні або біологічні каталізатори, тобто речо-вини, які полегшують або прискорюють хід хімічних процесів, незмінюючи своїх кількісних та якісних показників до і після їх перебігу.Основними компонентами ферментів є білки, більше того деякі фер-менти являють собою чистий білок. Ферментативну активність можнапояснити наявністю в білкових молекулах ділянок, утворених спе-цифічним сполученням амінокислотних залишків і функціональнихгрупувань.
Без ферментів значна частина реакцій у живих організмах про-ходила б занадто повільно і не буде перебільшеним твердження, щожиття, яке існує на Землі, можливе в першу чергу завдяки їх обміну.Нині відомо близько 750 окремих ферментів, причому понад 100 зних одержано в досить чистому кристалічному вигляді. В багатьохвиробництвах використовуються не такі чисті суміші, проте з висо-кою активністю.
Кожен з ферментів характеризується специфічністю дії, каталі-зуючи певні хімічні реакції чи перетворення. Приміром, цукраза пере-водить цукрозу в інвертний цукор, пектаза розкладає пектинові речо-вини до пектинової кислоти, пектаназа розкладає пектин до галакту-ронових кислот тощо.
Ферменти чутливі до умов середовища перебування і для най-кращої своєї дії потребують оптимальних параметрів. Особливо воничутливі до температури і активної кислотності середовища. Для більшостіферментів межа активності близька до температури 40 °С. За знижен-ня температури їх активність різко падає, а за її підвищення вониінактивуються або руйнуються. Оптимальні значення рН для цукрази4,0-5,5, мальтази — 6,1-6,8, пепсину — 1,5-1,6, каталази — 7,0.
Деякі ферменти використовують як лабораторні аналітичні ре-активи. Для промисловості корисні методи, що передбачають наявністьспецифічного ферменту для визначення стадії того чи іншого проце-су. Приміром, два методи такого типу використовують для визначен-ня критичної кількості тепла, потрібного для пастеризації молока чибланшування овочів. Вони базуються на результатах порівняльнихвипробувань.
Приміром, умови пастеризації молока (час і температура)підібрані таким чином, щоб в результаті оброблення були знешкод-жені патогенні мікроорганізми, зокрема туберкульозу корів. Встанов-лено, що за цих умов інактивується і фосфатаза, а випробування нафосфатазу виконуються дуже просто за допомогою калориметрично-

9
го методу, базованого на гідролізі р-нітрофенілфосфату. Цей методпотребує набагато менше часу, ніж методи бактеріологічного контро-лю і може використовуватись у повсякденній практиці.
Заморожені й висушені овочі та деякі фрукти мають кращу струк-туру і краще зберігаються, якщо їх перед обробленням обварюють абобланшують. Ця операція виглядає як короткочасне оброблення окропомабо парою з метою інактивації частини ферментів, у тому числі й пе-роксидази. Умови бланшування повинні гарантувати повну інактиваціюцього ферменту. Пероксидазу виявляють додаванням розчину поліфе-нолу (зазвичай гваякол) і перекису водню. Фермент, якщо він при-сутній, забезпечує перетворення гваяколу в хіноїдну форму, яка швидкополімеризується до з’єднання, що має коричневе забарвлення.
bS2амSни входять до сировини рослинного і тваринного по-ходження в дуже малих за масою частках, проте саме в цих дозахвони потрібні для життєдіяльності людини, забезпечуючи опір організ-му мікробам, підвищуючи працездатність. Без вітамінів не засвою-ються вуглеводи, жири і білки. Авітамінози є причиною порушень ворганізмі людини.
Для позначення вітамінів користуються літерами латинськогоалфавіту: А, В, С, D і т. д. Одночасно вітаміни мають різні назвизалежно від хімічного складу, наприклад: вітамін С — аскорбіновакислота, вітамін В
1 — тіамін; вітамін Е — токоферол. Крім того, вітамі-
ни позначають назвами тих захворювань, що виникають у разі їхнедостачі в організмі, з доданням до цієї назви приставки «анти».Приміром, вітамін А — антиксерофтальмічний (ксерофтальмія — зах-ворювання слизової оболонки ока); вітамін D — антирахітичний; вітамінС — антицинготний.
Вітаміни поділяють на водорозчинні і жиророзчинні. До першихналежать вітаміни В, С і Р, до других — А, D, E, К. У сировинірослинного походження містяться основні вітаміни названих груп: В
1,
В2, С, Р, РР, E, каротин (провітамін А) і деякі інші. Особливо корисні
плоди і овочі як джерело вітаміну С, який міститься в томатах, бол-гарському перці, картоплі, капусті, чорній смородині, зеленій луш-пині грецьких горіхів, цитрусових тощо. Провітамін А-каротин міститьсяв томатах, абрикосах, шпінаті.
Вміст вітамінів у харчових продуктах значною мірою визна-чається організацією технологічного процесу. Деякі технології призво-дять до руйнації і втрати вітамінів. Так, вітамін С значно втрачаєтьсяв результаті розчинення у воді та під час аерації. Сировину, що міститькаротин, слід переробляти, не відокремлюючи сік від м’якоті, оскіль-ки каротин фіксується саме на м’якоті.

1 0
lSнеральнS речо"ини потрібні організму людини для активі-зації обміну речовин. Мінеральні структури, до складу яких входятьелементи K, Na, Ca, Mg, Fe, P, S, Cl та ін., одержуються саме зпродуктами харчування.
Крім названих елементів, яких відносно багато надходить зїжею, жива тканина потребує ще кілька десятків елементів, але вдуже незначних кількостях (10—3 % і навіть менше). Це — мікроеле-менти, особливо важливими з яких є мідь, цинк, олово, свинець,миш’як, йод, бор.
Більшість мінеральних солей і мікроелементів міститься у про-дуктах рослинного походження. Важливо, щоб мінеральні речовининадходили в певному співвідношенні. Кожна з солей важлива і маєсвоє призначення. Так, солі натрію регулюють осмотичний тиск, солікалію мають сечогінну дію, солі магнію знижують артеріальний тиск,кальцій і фосфор використовуються для побудови кісткових тканин,залізо входить до складу гемоглобіну і т. ін.
Методи фізико-хімічного оброблення сировини, напівфабрикатіві готової продукції спрямовані на досягнення певних змін в об’єктахоброблення, забезпечення певних якостей або подовження термінузберігання. Вибір тих чи інших методів оброблення пов’язаний пере-дусім з урахуванням особливостей продукції, в тому числі її біологіч-них особливостей.
Рослинна тканина має клітинну структуру. Клітини бувають оваль-ними, круглими, багатокутними, розміром до десятків мікрометрів.Щільно прилягаючи одна до одної вони з’єднуються між собою міжклітин-ною речовиною. Кожна клітина має міцну розтягувану оболонку, що слу-жить каркасом, відповідальним за форму клітини. З середини оболонкавистелена дуже тонким шаром — цитоплазмою. Внутрішня частина кліти-ни, заповнена клітинним соком, називається вакуолею.
Міжклітинна речовина, що цементує рослинну тканину, скла-дається з протопектину. У ряді випадків для пом’якшення тканини іодержання несуцільної структури її піддають такому обробленню, післяякого нерозчинний (у холодній воді) протопектин перетворюється врозчинну форму.
Клітинна оболонка складається з клітковини і деякої кількостіпротопектину. Вона має дрібнопористу структуру з дуже малими от-ворами і каналами, через які можуть вільно проходити молекули водиі розчинюваних у воді речовин, а також клітинний сік. Клітинну обо-лонку вважають напівпроникною.
Шар цитоплазми не з’єднується з клітинною оболонкою, а вільноприлягає до неї, притиснутий клітинним соком. Носієм життя висту-

1 1
пає саме цитоплазмова оболонка, яка складається в основному з білко-вих речовин і деякої кількості ліпідів. Цитоплазмова мембрана є ульт-рамікропористою структурою, через яку можуть проникати лишемолекули води. В зв’язку з явищем осмосу можливе переведення внут-ріклітинної вологи в зовнішнє середовище. У міру осмотичного відсмок-тування води цитоплазма починає відшаровуватись від клітинної обо-лонки, а далі цитоплазмовий міхур збирається десь в середині кліти-ни. Цей процес називають плазмолізом. У стані плазмолізу клітинабездіяльна. Вона не гине, але її нормальні функції припиняються. Утакому стані вона може перебувати дуже довго. Все це стосується ібактеріальної клітини, а тому, створивши умови плазмолізу мікроб-них культур, можна забезпечити довгострокове зберігання харчовоїпродукції.
Розміщення плазмованої клітини в чистій воді забезпечує хідпроцесу в зворотному напрямку. У результаті цього в клітині виникнетиск, який відповідно до процесу, що його викликав, називаєтьсяосмотичним.
Поведінка речовин у розчиненому стані багато в чому відповідаєзаконам газового стану. Осмотичний тиск р, МПа, можна вирахуватиза відомим характеристичним рівнянням
pV=RT,де V — об’єм даного розчину, в якому розчинено 1 г моль речовини, л;R — газова стала — 8,3144⋅103 Дж/(кмоль⋅К); Т — абсолютна температура.
Звідсир=RT/V.
Припустимо, що треба розрахувати осмотичний тиск 10%-горозчину цукрози при температурі 15 °С. Визначимо параметрV — кількість літрів 10%-го розчину цукрози, в якому розчинено1 г/моль цієї речовини.
1 г/моль цукрози С12Н
22О
11 дорівнює 342 г. Можна з деякою по-
хибкою прийняти, що 10%-й розчин цукрози — це такий розчин, в1 л якого міститься 100 г цукру. Тоді маємо:
1 л — 100 г;V — 342 г;
V=100
1342 ⋅=3,42 л.
Таким чином,р=8,3144⋅103⋅(273+15)⋅10—6:3,42=0,7 МПа.
Якщо врахувати, що розчин цукрози був відносно слабким, тоодержаний тиск можна вважати високим. Практика харчових вироб-ництв (в тому числі й завдання з консервації) має справу із значно

1 2
вищими концентраціями (60-70 % і більше). Якщо в розчин потрапля-ють мікробні клітини, то на межі розчин — напівпроникна мембранаосмотичний потенціал, який можна не тільки розрахувати, а й вимі-ряти, буде реалізовано.
Величина осмотичного тиску, як бачимо, визначається черезмасову концентрацію і молекулярну масу даної речовини. Осмотичнийтиск прямо пропорційний масовій концентрації та обернено пропорцій-ний молекулярній масі. Таким чином для однієї й тієї самої масовоїконцентрації осмотичний тиск буде більшим для речовин з меншоюмолекулярною масою. Наприклад, у кухонної солі він приблизно у6 разів вищий, ніж у цукрози.
Слід підкреслити, що властивість напівпроникності не є ста-більним атрибутом клітини. Вона відповідає тільки живій здоровій інеушкодженій цитоплазмі і навіть для неї не є постійною. Зміни на-півпроникності пов’язані з умовами середовища. Але рівень нестабіль-ності клітинної проникності для живої цитоплазми не дуже високий іблизький до середнього значення. Картина різко змінюється, коликлітина піддається несприятливим зовнішнім збуренням: механічнимтравмам, обробленню високими або низькими температурами, іонізу-ючим опроміненням, електричним полем і ін.
Під час переходу критичних порогів подразнень відбуваютьсянезворотна коагуляція колоїдів цитоплазми, максимальне збільшенняклітинної проникності, розрив цитоплазмової оболонки і загибель кліти-ни. Речовини, що містилися у середині клітини, вивільняються.
Мікрофлора, якою інфікована готова продукція, у більшостівипадків відповідає таким самим чином на зовнішні збурення, в ре-зультаті чого і може досягатись ефект її знешкодження. Мінімізаціяенергетичних та інших витрат при цьому пов’язана з різними показ-никами процесу і часу його проведення. Наявна мікрофлора, що їїтреба знешкодити, може бути пов’язана з мікробіологією самого ви-робництва або ж з нетехнологічним попаданням мікробів. Можна спо-діватись на нерівномірність концентрації останніх в об’ємі продукції,але вибраний метод оброблення повинен привести до повного знеш-кодження або інактивації мікрофлори у всьому об’ємі. Останнє пов’я-зане з досягненням певних рівнів тепло- і масообміну в зоні оброблен-ня. Це означає, що вплив на динаміку їх перебігу матимуть такі фізичніпараметри, як щільність, поверхневий натяг, в’язкість, електро- татеплофізичні властивості та ін., які також слід враховувати.
o, 2=…… дл “=м%*%…2!%лю1. Яка роль в життєдіяльності організму людини належить вуг-
леводам?

1 3
2. Що є кінцевими продуктами розпаду вуглеводів, жирів і білківу організмі людини?
3. Чому вуглеводи, жири, білки і крохмаль є енергоносіями і чиможна теоретично визначити їх енергетичну цінність?
4. Чи завжди потрібен додатковий кисень для окислювання еле-ментів вуглеводів?
5. Які хімічні елементи в складі вуглеводів, жирів, крохмалю ібілків окислюються?
6. Чому варто віддавати перевагу в харчуванні: цукрозі, фрук-тозі чи глюкозі?
7. Білки якого походження Вам відомі? Як би Ви їх класифікували?8. Чи впливає на жири теплове оброблення?9. Чи буде змінюватись осмотичний тиск розчину, в якому відбу-
вається гідролітичний розпад цукрози на глюкозу і фруктозу?10. Розчини яких речовин створюють осмотичний тиск?11. Як впливає осмотичний тиск розчинів на життєдіяльність
мікроорганізмів?12. Чи змінює загальне підвищення тиску осмотичні властивості
розчинів?

1 4
Глава 2. МІКРООРГАНІЗМИІ ВПЛИВ НА НИХ РІЗНИХ ФАКТОРІВ
Відомо, що вирішення багатьох проблем і запитів, що форму-люються практикою життєвих потреб, досягалось без будь-якого тео-ретичного обгрунтування. Так було і з консервуванням харчових про-дуктів, запропонованим Н. Аппертом — практиком-поваром і кондите-ром у 1810 р., коли вийшла його книга «Мистецтво зберігати харчовіпродукти тваринного і рослинного походження на багато років». Уря-дова комісія Франції, до складу якої входив видатний хімік Гей-Лю-сак, підтвердила ефективність запропонованої Н. Аппертом технології,хоча суть її тоді не могла бути правильно пояснена. Проаналізувавшивільний простір в консервній банці та не знайшовши там повітря,Гей-Люсак зробив висновок, що консерви добре зберігаються завдя-ки відсутності кисню. Про те, що псування харчових продуктів вик-ликається дією не повітря, а мікроорганізмів, стало відомо лише че-рез півсторіччя з праць Луї Пастера. Тому виходу в світ книги Н. Ап-перта, де детально описувались методи консервування харчових про-дуктів у герметичній тарі, можна лише дивуватись. Він писав: «...сут-тєва дія тепла проявляється не тільки в тому, що змінюється комбі-нація компонентів харчових продуктів тваринного і рослинного по-ходження, а також і в тому, що якщо не знешкоджується, то, увсякому разі, затримується на довгі роки природна схильність цихпродуктів до розкладання...». Якщо під «схильністю до розкладання»розуміти дію мікроорганізмів, то можна сказати, що автор, як про-рок, наблизився до проникнення в суть проблеми.
Поширення мікроорганізмів у природі повсюдне: їх знаходять угрунті, воді, повітрі, на рослинах, предметах, на тілі людини і в їївнутрішніх органах тощо.
Мікроорганізми легко пристосовуються до різних умов існуван-ня, джерел харчування, стійкі до нестачі вологи, коливань темпера-тури, здатні швидко розмножуватись.
Одні з них за своїми властивостями належать до рослин, іншідо тварин. Є й такі форми, які можна віднести як до перших, так і додругих одночасно.
Мікроорганізми беруть участь у кругообігу речовин у природі.Розкладаючи рослинні та тваринні залишки, мікроорганізми перетво-рюють їх у мінеральні сполуки з утворенням кінцевих продуктів СО
2 і
Н2О, які знову використовуються рослинами для харчування. Мікро-
організмам належить основна роль в поверненні вуглекислоти в ат-мосферу і підтримання її концентрації на певному рівні, у геохімічних
1 5
перетвореннях азоту, фосфору, сірки, з їх життєдіяльністю пов’яза-не утворення кам’яного вугілля, нафти, деяких руд, торфу.
У господарчій діяльності людини мікроорганізми використовуютьсядуже широко. Виробництво хліба, виноробство, пивоваріння, одержанняоцту, органічних кислот, кисломолочних продуктів, сирів, квашенняовочів і фруктів пов’язані з життєдіяльністю дріжджів, молочно-, про-піоново- і оцтовокислих бактерій, мікроскопічних грибів. З допомогоюмікроорганізмів одержують ферменти, амінокислоти, вітаміни, ціннілікувальні препарати — антибіотики, регулятори росту і гормони. Мікро-організми синтезують білок, біохімічні засоби захисту рослин, іншіпотрібні біопрепарати, вилучають з природних матеріалів і відходівпромисловості мідь, марганець, дорогоцінні метали та ін.
Водночас деякі з мікроорганізмів спричиняють псування сільсько-господарської сировини, багатьох напівфабрикатів і готових харчовихпродуктів, кормів, руйнують промислові матеріали. Є групи мікроор-ганізмів — збудників захворювань людини, тварин і рослин.
Знання особливостей біології мікроорганізмів, сучасних досяг-нень мікробіології, перспективних напрямів розвитку біотехнології даєможливість знаходити методи боротьби з ними, використовувати дляпоглибленої безвідходної технології перероблення продовольчої сиро-вини.
Мікроорганізми відрізняються формою, розмірами, будовою,властивостями. Мікробна клітина має оболонку, в якій міститься ци-топлазма і органели. Залежно від типу клітинної організації мікроор-ганізми поділяють на прокаріоти (клітини, які не мають окремого ядра)і еукаріоти (клітини з ядром, відокремленим від цитоплазми оболон-кою). До прокаріотів належать бактерії, актиноміцети; спірохети, си-ньо-зелені водорості (ціанобактерії) кламідії, мікоплазми, риккетсії; адо еукаріотів — дріжджі, міцеліальні гриби (мікроміцети), водорості,найпростіші. Рослинні та тваринні організми складаються з еукаріот-них клітин. Більшість мікроорганізмів — одноклітинні і лише деякі зних мають багатоклітинну будову.
Віруси і фаги — найдрібніші організми, які можна розпізнатилише через електронний мікроскоп. На відміну від інших вони не ма-ють клітинної структури.
Для харчової промисловості найцінніші бактерії, актиноміцети,дріжджі, міцеліальні гриби.
2.1. tSƒS%л%гS мS*!%%!г=…SƒмS"Фізіологія — це наука про харчування, дихання, розвиток мікро-
організмів та одержання енергії для здійснення цих процесів. Знання

1 6
фізіології дає можливість ефективно впливати на мікробіологічні про-цеси під час зберігання і перероблення харчової сировини, регулю-вання життєдіяльності мікроорганізмів на різних стадіях одержанняхарчових продуктів, керувати культивуванням мікробних клітин зметою синтезу біомаси або біологічно активних речовин, знаходитишляхи боротьби з мікробами-шкідниками.
Харчування мікроорганізмів відбувається в процесі метаболізму— постійного обміну речовин між організмом і зовнішнім середовищем.Мікроорганізми використовують харчові речовини для побудови склад-них частин свого тіла. Сукупність хімічних реакцій, що лежать в ос-нові росту, самооновлення, розвитку, збільшення біомаси організмів,являють собою конструктивний обмін, або анаболізм.
Побудовчі процеси пов’язані з використанням великої енергії.Під час розщеплення складних речовин на прості та окислюванняхімічних речовин вивільняється енергія, яка акумулюється в сполу-ках аденозитрифосфорної кислоти АТФ та інших високоенергетичнихсполуках. Сукупність процесів, що проходять з виділенням енергії, єенергетичним обміном або катаболізмом. Конструктивний і енергетич-ний обміни відбуваються одночасно і перебувають у тісному взаємоз-в’язку. Потреба мікроорганізмів у харчових речовинах визначається восновному елементарним складом їх клітин.
Основні хімічні елементи, що входять до складу клітин мікро-організмів — це вуглець, азот, кисень, водень і мінеральні або зольніелементи. На частку вуглецю припадає 45-50 %, кисню - 20-30, азоту— 7-14, водню — 6-10 %. Склад мінеральних речовин налічує від 2 до14 % сухих речовин СР клітини. З різних елементів та їх сполук мікро-організми синтезують білки, вуглеводи, ліпіди, нуклеїнові кис-лоти, ферменти, вітаміни та ін.
Вміст води у вегетативних клітинах становить 70-85, у спорах —близько 40-50 % і коливається залежно від виду, віку, складу сере-довища.
Під час харчування речовини надходять у клітину з середовища івикористовуються як будівельний матеріал або як енергетичне джерело.
Існує два способи харчування живих організмів — голозойний іголофітний.
c%л%ƒ%L…, L спосіб притаманний тваринним організмам і найпро-стішим, які мають органи або вакуолі травлення. Процес харчуванняв них складається з проковтування їжі та її перетравлювання під дієюферментів.
c%л%-S2…, L спосіб характерний для організмів, які не маютьспеціальних органів захоплення і травлення їжі, — для рослин і мікро-

1 7
організмів. Вони засвоюють відносно низькомолекулярні речовини,розчинені у воді, і виділяють кінцеві продукти обміну речовин всієюнапівпроникною поверхнею тіла.
Клітинна стінка і цитоплазматична мембрана непроникні длябагатьох нерозчинених у воді високомолекулярних речовин: крохма-лю, целюлози, білків, жирів та ін. Такі речовини спочатку розщеплю-ються на прості сполуки (моно- і діцукриди, амінокислоти, органічнікислоти, гліцерин і т. ін.) з допомогою екзоферментів, які виділяютьсяв середовище мікробними клітинами. Це процес зовнішнього травлен-ня. Він властивий тільки мікроорганізмам.
Клітинна стінка і цитоплазматична мембрана здатні пропускатитільки потрібні речовини. Цитоплазматична мембрана в цьому процесівідіграє основну роль. Відомі такі способи проникнення речовин у кліти-ну, як пасивна дифузія, полегшена дифузія і активне перенесення.
Як способи енергетичного обміну мікроорганізми використову-ють також дві основні форми - дихання і бродіння.
d, .=…… — це процес окислювання органічних речовин кліти-ною у процесі доступу кисню.
a!%дS…… — процес окислювання органічних речовин клітиноюбез участі кисню.
Перебіг процесів окислювання (розщеплення) складних органіч-них речовин до простіших відбуваються з виділенням енергії. Став-лення мікроорганізмів до кисню повітря різне і визначається способомїх енергообміну. Так, аероби для цих процесів використовують ки-сень, у анаеробів окисні процеси здійснюються без кисню, мікроорга-нізми розвиваються завдяки дуже малим кількостям кисню, для об-лігатних анаеробів кисень є отрутою. Деякі дріжджі можуть переходи-ти з анаеробного на аеробний тип дихання.
У аеробних мікроорганізмів у процесі дихання відбувається по-вне окислення органічних речовин до діоксиду вуглецю і води. Так,повне окислення глюкози йде відповідно до умови
С6Н
12О
6+6О
2=6СО
2+6Н
2О+2822 кДж. (2.1)
У мікроорганізмів такий тип дихання зустрічається відносно рідко.Частіше органічні речовини окислюються не до кінця. При цьому ви-діляється менше енергії. Значна її частина залишається невикориста-ною в продуктах неповного окислювання, багато з яких мають важ-ливе значення (наприклад лимонна, глюконова, ітаконова та іншіорганічні кислоти). Прикладом є неповне окислювання етилового спиртув оцтову кислоту оцтовокислими бактеріями:
С2Н
5ОН+О
2=СН
3СООН+Н
2О+504 кДж, (2.2)
тоді як повне окислювання відповідає умові

1 8
С2Н
5ОН+3О
2=2СО
2+3Н
2О+1369 кДж. (2.3)
Анаеробні мікроорганізми одержують енергію в результаті бро-діння. Тут відбувається неповне окислювання. Типовий приклад спир-тове бродіння:
С6Н
12О
6=2С
2Н
5ОН+2СО
2+115 кДж. (2.4)
До анаеробних дихальних процесів належить молочнокисле бро-діння
С6Н
12О
6=2СН
3СНОНСООН+75,5 кДж. (2.5)
Наведені рівняння відображають лише кінцевий результат про-цесів. Насправді перебіг відбувається у кілька стадій з утвореннямряду проміжних продуктів. Зрозуміло, що аеробні процеси окисленнянабагато вигідніші за анаеробні. Аеробне окислювання глюкози ви-вільняє приблизно в 25 разів більше енергії, ніж спиртове, і в 37разів більше, ніж молочнокисле бродіння.
2.2. bCл, " -=*2%!S" ƒ%"…Sш…ь%г% “е!ед%", ?= …= мS*!%%!г=…Sƒм,Умови середовища мають суттєвий вплив на розвиток і життє-
діяльність мікроорганізмів. За сприятливих умов мікроорганізми ак-тивно ростуть і розмножуються, зумовлюючи певні біохімічні проце-си. Несприятливі фактори змінюють властивості мікроорганізмів, об-межують їх діяльність і спричиняють загибель.
tSзичнS фа*2ори. До фізичних факторів, що впливають намікроорганізми, належать температура, вологість середовища, кон-центрація розчинених речовин, осмотичний тиск, променева енергія,ультразвук, струми високої частоти ВЧ і надвисокої частоти НВЧ,тиск.
ŠемCе!=23!=. Кожна фізіологічна група мікроорганізмів розви-вається в обмежених температурних інтервалах. Для одних ці темпе-ратурні діапазони вузькі, для інших, навпаки, широкі. В цих межахдля кожного виду є характерні мінімальна, оптимальна і максималь-на температури розвитку.
Мінімальна температура — це та, нижче якої мікроорганізми нерозмножуються. Оптимальна температура відповідає найбільш інтен-сивному розмноженню і розвитку мікроорганізмів. Максимальною вва-жається температура, вище якої розвиток мікроорганізмів припиняється.
Щодо оптимальної температури розвитку мікроорганізми поді-ляються на три групи: психрофіли, мезофіли і термофіли.
Психрофіли, або холодолюбиві, добре ростуть за відносно низь-ких температур. Мінімальною для їх розвитку є температура—7...—2 °С, оптимальною — близько 15...20 і максимальною — 30...35 °С.Вони досить активно розмножуються і за температур, нижчих за оп-

1 9
тимальну. Психрофільні мікроорганізми зустрічаються на охолодже-них і заморожених продуктах у холодильниках.
Мезофіли, або ті, що полюбляють середні температури, рос-туть за мінімальної температури 5...10 °С, оптимальної — 25...35, мак-симальної — 40...45 °С. Вони поширені і багаточисельні за видовим скла-дом. До них належить більшість сапрофітних мікроорганізмів (дріжджі,гриби, гнильні бактерії, молочнокислі бактерії, актиноміцети), а та-кож всі патогенні види.
Термофіли, або теплолюбні мікроорганізми, розвиваються замінімальної температури не нижче 30 °С, оптимальної — 45...60, мак-симальної — 70...80 °С. Вони зустрічаються у геотермальних водах, підчас самозігрівання соку, зерна, солоду тощо.
Мікроорганізми досить швидко звикають (адаптуються) до не-великих змін температури.
Впливи високих і низьких температур на мікроорганізми різні.Температури, що перевищують максимальні, діють на них згубно.Високі температури, що спричиняють загибель клітин, називаютьсялетальними. Стійкість мікроорганізмів щодо високих температур за-лежить від середовища, видової приналежності та фізіологічного ста-ну клітин. У водному середовищі термочутливі безспорові бактерії,дріжджі, мікроміцети, вегетативні клітини споротвірних бактерій ги-нуть при нагріванні до 60 °С протягом 1 год, до 70 — 15...30, до80...100 °С — протягом кількох хвилин і навіть секунд. У повітряномусередовищі їх загибель настає при 170 °С через 1-2 год.
Спори бактерій витримують кіп’ятіння від кількох хвилин до2-6 год, а температуру 120...130 °С — протягом 20 хв. Дріжджові тагрибні спори гинуть при нагріванні до 65...80 °С. За високих темпера-тур порушується колоїдний стан цитоплазми, відбувається згортання(денатурація) білків, інактивація ферментних систем.
До низьких температур мікроорганізми стійкі. Деякі бактеріїзберігають життєдіяльність при температурі рідкого водню (—253 °С).Гриби і дріжджі температуру рідкого повітря (—190 °С) витримуютькілька діб. Дуже стійкі до низьких температур віруси. Під час транс-портування і зберігання швидкопсувні продукти охолоджують до тем-ператур 0...4 °С або заморожують до —15...—20 °С.
Методами термічної інактивації мікроорганізмів у різних про-дуктах є пастеризація і стерилізація.
П а с т е р и з а ц і я — це нагрівання продукту до температури63...90 °С. Під час пастеризації гине значна кількість живих клітинмікроорганізмів, але залишаються спори і термостійкі бактерії. Три-валість пастеризації залежить від виду продукту, його об’єму, вибра-

2 0
ної температури і становить 30...40 хв. При температурі 90...100 °С па-стеризація може бути короткочасною (кілька секунд). Пастеризуютьмолоко, пиво, фруктові соки тощо.
С т е р и л і з а ц і я (знепліднення) — це повне знешкодженняживих вегетативних клітин і спор мікроорганізмів. Її використовуютьдля оброблення живильних середовищ, різних продуктів, посуду, тари,інструментів, обладнання, комунікацій. Поширений режим стерилі-зації при температурі 120 °С — протягом 20 хв.
b%л%гS“2ь “е!ед%", ?=. Життєдіяльність мікроорганізмів можли-ва тільки за наявності в середовищі або продукті певної кількості вільноїі доступної для них вологи. Розвиток бактерій можливий за вологості25-30 %. Міцеліальні гриби можуть розвиватися без рідкої вологи впродукті, але у вологій атмосфері, мінімум вологи для них в суб-страті близько — 10-15, іноді навіть 6-7 %. Тому вони можуть рости настінах вогких приміщень з поганою вентиляцією, у погано висушено-му зерні, солоді, на поверхнях харчових продуктів.
Відношення мікроорганізмів до висушування різне. Споротвірнівиди чутливі до висушування: бактеріальні спори у висушеному станіможуть зберігатися десятки років. Сухі спори грибів не втрачаютьспроможності до проростання 2-3 роки. Сухі хлібопекарські дріжджіжиттєдіяльні близько року. Менш стійкі до зневоднення вегетативніклітини неспоротвірних бактерій, наприклад оцтовокислі, нитрифіку-вальні, деякі патогенні види, під час висушування гинуть, і навпаки,молочнокислі у вигляді сухих заквасок зберігаються місяцями. Вису-шування мікроорганізмів з метою їх консервування широко застосо-вується для одержання харчових і кормових дріжджів, засобів захис-ту рослин та інших мікробних препаратів. Мікроорганізми добре пере-носять висушування в замороженому стані під вакуумом. Цей методвикористовують для подовженого зберігання виробничих і музейнихкультур, виготовлення живих вакцин.
j%…це…2!=цS !%ƒч, …е…, . !еч%", … S %“м%2, ч…, L 2, “* “е!ед%-", ?= помітно впливають на життєдіяльність мікроорганізмів, оскількибільшість з них існує в середовищах з відносно низькою концентрацієюрозчинених речовин і чутливі до її коливань. Оптимальною для обмінуречовин є 0,5 % цукру або солі в середовищі. Осмотичний тиск в роз-чині в цьому разі набагато менший, ніж у цитоплазмі. Висока концент-рація речовин у середовищі призводить до порушення процесів обмінуміж клітинним середовищем і потім пригнічує життєдіяльність клітиниабо спричиняє її загибель (тургор, плазмоліз і плазмоптиз).
Існують мікроорганізми, які зберігають життєдіяльність у роз-чинах з високим осмотичним тиском. Такі мікроорганізми називаються
2 1
осмофільними. До них належать деякі дріжджі, гриби, що живуть усередовищах з концентрацією цукру 60-70 %. Осмофіли є причиноюпсування варення, повидла, джему, згущеного молока з цукром та ін.
Галофільні (солелюбні) щодо концентрації солі розчини поділя-ються на слабо-, середньо- і дуже галофільні. До слабогалофільнихналежать молочнокислі стрептококи і палички (концентрація NaCl2-5 %), кишкові палички (6-8 %); до середньогалофільних — педіококи(9-10 %), сарцини (10-12 %), сінна паличка (10-15 %), дріжджі(10-20 %), аспергилові (17-18 %) і пеніцилінові гриби (19-20 %); додуже галофільних — мікрокок рожевий (20-25 %), галобактерії (понад25 %). Галофільні мікроорганізми існують у морях, солоних озерах,спричиняють псування солоних продуктів (риба, м’ясо, сало тощо).
o!%ме…е"= е…е!гS . Сонячні промені по-різному впливають намікроорганізми. Світлові промені використовуються лише фотофтор-ними мікроорганізмами (зеленими і пурпурними бактеріями) у фото-синтезі. Прямі сонячні промені спричиняють швидку загибель більшостімікроорганізмів, особливо хворобних. Розсіяне світло впливає на мікро-організми слабко.
Ультрафіолетові промені УП мають найбільшу мікробоцидну дію.В сучасних технологіях використовують спеціальні бактерицидні (ртут-но-кварцеві) лампи для стерилізації повітря в лікарнях, лабораторнихі виробничих приміщеннях, холодильних камерах, для обробленняповерхонь обладнання, тари та ін. Порівняно з вегетативними кліти-нами спори мікроорганізмів більш стійкі до УП і гинуть при опромі-ненні протягом 7-40 хв. Ультрафіолетові промені інактивують фермен-ти, спричиняють зміни в молекулах білків і нуклеїнових кислот, що іпояснює їх фізичну дію.
Іонізуючі опромінення (рентгенівські і γ-промені, α і β — частин-ки ядерного розпаду) в малих дозах стимулюють розвиток мікроор-ганізмів, у великих дозах викликають зміни в побудові ДНК, РНК,білків, поліцукридів, утворюють пероксидази і гідропероксидази, руй-нують структуру білкових клітин.
Летальна доза іонізуючої радіації для мікроорганізмів у сотні йтисячі разів вища, ніж для вищих організмів: для вищих тварин —0,001 Мрад (1 Мрад (мегарад) = 1 млн. рад), для вегетативних клітинбактерій — 0,5; дріжджів і міцеліальних грибів — 1; спор бактерій —2 Мрад.
rль2!=ƒ"3* (УЗ-хвилі). Коливанням з частотою понад 20 кГцпритаманна значна механічна енергія, що швидко руйнує клітинимікроорганізмів. Спори до УЗ-хвиль стійкі більше, ніж клітини. УЗ-хвилі використовують для стерилізації питної води, деяких харчових

2 2
продуктів, для вилучення з клітин ферментів, токсинів, вітамінів,ДНК, РНК та інших біологічно активних речовин.
Струми високої ВЧ і надвисокої НВЧ частот спричиняють заги-бель мікроорганізмів внаслідок теплового ефекту. На відміну від зви-чайного теплового оброблення при ВЧ- і НВЧ-нагріванні не проявля-ються теплозахисні властивості фізичних і хімічних структур продуктів(консистенція, наявність білків, жирів та інших речовин). Електромаг-нітна енергія ВЧ- і НВЧ-струмів акумулюється безпосередньо мікроб-ними клітинами, тому відмирання їх відбувається швидше і за меншихтемператур. Це дає можливість знизити температуру оброблення про-дуктів і поліпшити їх якість за рахунок збереження ароматичних речо-вин, вітамінів, смакових властивостей. ВЧ- і НВЧ-нагрівання рекомен-дується для стерилізації фруктових соків, компотів, джемів тощо.
Š, “*. Мікробні клітини мають високу стійкість до тиску. Дріжджіне знижують бродильної активності за умови тиску до 30 МПа, а їхжиттєдіяльність зберігається до 80 МПа. Глибоководні мікроорганізмиморів і океанів живуть на глибинах до 10 км, де тиск сягає 100 МПа.Вегетативні клітини бактерій і мікроміцетів залишаються життєдіяльни-ми за тиску 300-500 МПа, бактеріальні спори переносять тиск 2000 МПа.
uSмSчнS фа*2ори. До хімічних факторів, що впливають нажиттєдіяльність мікроорганізмів, належать реакція середовища рН,окисно-відновні умови середовища rН
2 і присутність у середовищі от-
руйних хімічних речовин.pе=*цS “е!ед%", ?=. Від кислотності або лужності середовища
(концентрації водневих і гідроксильних іонів) значною мірою залежитьрозвиток мікроорганізмів. Значні коливання рН можуть впливати на зарядповерхні клітини, змінення проникності клітинної стінки і цитоплазма-тичної мембрани для різних молекул субстрату, що в свою чергу пору-шує харчування і обмін речовин. рН середовища впливає на активністьекзоферментів, що виділяються мікробною клітиною. Проникнувши вцитоплазму, водневі та гідроксильні іони можуть сприяти зміні напрямкута інтенсивності біохімічних процесів у клітині, що каталізуються ендо-ферментами. Наприклад, дріжджі в кислому середовищі утворюють восновному етиловий спирт і невелику кількість гліцерину як побічногопродукту; в лужному середовищі вихід етанолу значно знижується,але в багато разів зростає утворення гліцерину.
Реагування окремих груп мікроорганізмів щодо середовища різне.Деякі мікроорганізми розвиваються в широких межах рН і легко пе-реносять його зміни, для інших межі зміни рН більш вузькі. Розрізня-ють мінімальні, оптимальні і максимальні значення рН для окремихфізіологічних груп мікроорганізмів. Для дріжджів, міцеліальних грибів,

2 3
кислототвірних бактерій найсприятливішим є слабокисле середовище(рН 3-6). Багато грибів розвивається у дуже широкому діапазоні рН:від 1,0 до 11. Більшість патогенних і гнильних бактерій, а також акти-номіцети краще розвиваються в нейтральному або слабокисломусередовищі (рН 6,5-7,5), а кисле середовище для них несприятливе інавіть згубне.
Негативний вплив підвищеної кислотності середовища на мікро-організми лежить в основі квашення овочів, маринування, одержаннякисломолочних продуктів.
n*, “…%-"Sд…%"…S 3м%", “е!ед%", ?= залежать від стану відновле-них і окислених речовин і характеризуються окисно-відновним потен-ціалом (rH
2). Величина rH
2 відображає ступінь аеробності середовища.
У водному розчині, насиченому киснем, rH2=41, а в розчині, насиче-
ному воднем, rH2=0. Облігатні анаероби розвиваються при значеннях
rH2 від 0 до 14, розмножуються при rH
2=3...5. Факультативні анаероби
розвиваються при rH2=0...20, аероби — при rH
2=14...30, rH
2 вище 30
для мікроорганізмів несприятливе.n2!3L…S . SмSч…S !еч%", …, — неорганічні та органічні — уповіль-
нюють і навіть припиняють розвиток мікроорганізмів. Такі речовининазивають антисептиками. Залежно від хімічного складу, концент-рації, температури, рН, тривалості контакту антисептики по-різномувпливають на мікробні клітини. За підвищення концентрації антисеп-тики проявляють затримувальну (мікробіологічну) дію або виклика-ють їх загибель (мікробоцидна дія).
Антисептики спричиняють летальний вплив на мікроорганізмитільки за безпосереднього контакту з ними. При цьому може ушкод-жуватись клітинна оболонка (під дією поверхнево-активних речовинПАР, мила, жирних кислот), руйнуються білки ЦПМ і цитоплазми(за контакту з фенолом, крезолом, їх похідними). Отрутами для фер-ментів є солі важких металів, формалін, феноли. Інактивація фер-ментів викликається також ціанистими сполуками, діоксидом вугле-цю, сірководнем. Ліпіди клітинних мембран розчиняються під дієюспиртів і ефірів. Гідроліз білків клітини здійснюється під впливом не-органічних кислот і лугів, денатурація білків — формаліну. Активніокисники (хлор, озон та ін.) можуть проникати крізь оболонку, дефор-мувати її, вступати у взаємодію з аміногрупами білків і спричиняти їхденатурацію. Окисники широко застосовуються для дезинфекції пит-ної води, промислових викидів.
Отруйні речовини діють неоднаково на різні види мікроорганізмів.Спори більш стійкі до антисептиків порівняно з вегетативними кліти-нами. За багаторазового використання антисептичних речовин мікро-

2 4
організми можуть адаптуватися до них. Антисептики використову-ються в медицині, ветеринарії, харчовій промисловості для знищенняпатогенних мікроорганізмів або сторонньої мікрофлори. В промисло-вості для дезинфекції обладнання, комунікацій, приміщень широковикористовують хлорне вапно, антиформін, четвертинні амонієві спо-луки (катапін), сульфанол, формалін, кислий ельмоцид тощо. Високуантисептичну дію мають, наприклад, гіркі речовини хмелю (гумулон ілупулон). Вони пригнічують дію молочнокислих бактерій, але не впли-вають на дріжджі.
aSологSчнS фа*2ори. В природних умовах мікроорганізми жи-вуть не ізольовано, а разом з іншими живими істотами — тваринами,рослинами, мікроорганізмами. Відомі такі типи взаємозв’язків міжмікроорганізмами: симбіоз, метабіоз, антагонізм, конкуренція, пара-зитизм, хижацтво.
q, мKS%ƒ — взаємно корисне співіснування, коли два або більшевиди мікроорганізмів у процесі спільного розвитку створюють для себевигідні умови. Наприклад, одночасний розвиток аеробних і анаероб-них мікроорганізмів, в «чайному грибі» — кілька видів оцтовокислихбактерій і дріжджів.
`…2=г%…Sƒм — такий вид взаємозв’язку, коли один вид мікроор-ганізмів (антагоніст) пригнічує або повністю припиняє розвиток іншихвидів, або спричиняє їх загибель. Найбільша кількість антагоністіввиявлена серед актиноміцетів. Антагоністичні властивості мають сап-рофіти, наприклад молочнокислі бактерії. Антагоністичні форми зуст-річаються у спорових бактерій, багатьох мікроміцетів, деяких неспо-ротвірних бактерій. В основі антагонізму лежить утворення мікроба-ми-антагоністами органічних кислот, спиртів, лугів та інших продуктівжиттєдіяльності. Дуже поширеною формою антагонізму в світі мікро-організмів є утворення специфічних продуктів обміну речовин (анти-біотиків), що згубно діють на інші форми мікробів.
j%…*3!е…цS — одна з форм антагонізму, коли конкурентосп-роможні види мікроорганізмів в результаті надто швидкого спожи-вання з середовища живильних речовин або кисню, швидше роз-множуються. Цей тип взаємозв’язків дуже поширений у технологіч-них процесах між чистими виробничими культурами та інфікуваль-ною мікрофлорою.
o=!=ƒ, 2, ƒм — форма взаємозв’язків, за якої мікроби-паразитирозвиваються за рахунок речовин живих клітин інших організмів. Па-разитизму відповідають взаємозв’язки між бактеріями і фагами, фа-гами і актиноміцетами. Паразитами є також патогенні мікроби збудни-ки різних захворювань людини, тварин, рослин.
2 5
u, ›=ц2"% — це позаклітинний паразитизм. Деякі мікроорганіз-ми поглинають клітини інших видів і використовують їх як живиль-ний матеріал. Мікроорганізми-хижаки зустрічаються серед бактерій,найпростіших, грибів.
`…2, KS%2, *, (гр. =…2, — проти, KS%“ — життя) — специфічніпродукти життєдіяльності клітин, які мають протимікробну і проти-пухлинну дію. Відомо понад 6000 антибіотичних речовин і кількість їхвесь час збільшується. За біологічним походженням антибіотики кла-сифікують на такі, що виділяються мікроорганізмами (грибами, акти-номіцетами, бактеріями), утворюються вищими рослинами, а такожтакі, що продукуються тваринами.
До антибіотиків мікробного походження належать продуцентигрибів: пеніцилін, аспергилін, гризеофульвін, стрептоміцин, тетра-циклін, хлорамфенікол, хлорометицетін, актидіон, ністатин, неоміцин,тілозин, поліміксин, нізини, дипломіцин, колоформін, бацитрацин,лихеніфоріни та ін. Напівсинтетичними антибіотиками є ампіцилін,клоаксацилін, метицилін тощо.
Антибіотики рослинного походження утворюються такими рос-линами, як алое, черемха, цибуля, часник, хрін, кропива, береза(бруньки), звіробій та ін., всього понад 60 рослин. З часнику виділеноантибіотик аліцин, з листя томатів — томатин, з коріння ріпи — рапін,звіробою — іманин, бобових — фітоалексин.
Антибіотиками тваринного походження є: лізоцин — виділено зяєчного білка, сироватки крові, нирок, печінки, легенів, а також збактеріофагів; еритрин — міститься в еритроцитах крові тварин і лю-дини; екмоліп — у тканинах риби; інтерферон — утворюється в кліти-нах під дією вірусів (або синтезується за допомогою мікроорганізмів,одержаних методами генної інженерії).
На відміну від антисептиків, що діють на будь-яку живу кліти-ну, для антибіотиків характерна вибірковість впливу на мікроорганіз-ми. Кожна антибіотична речовина діє тільки на визначені види мікро-організмів і не впливає на інші, тобто має свій специфічний анти-мікробний спектр дії. Є протибактеріальні антибіотики широкого спек-тра дії (група тетрациклінів, стрептоміцини, неоміцин, поліміксини,граміцидін С, гігроміцин, ампіцилін та ін). Антибіотичні речовини по-різному впливають на мікробні клітини: мікробостатичні стимулюютьріст, мікробоцидні вбивають, а літичні навіть розчиняють клітини.
Антибіотики використовують у медицині, харчовій, консервнійпромисловості, сільському господарстві.
2.3. o%ш, !е…… мS*!%%!г=…SƒмS" 3 C!, !%дSМікроорганізми є в грунті, повітрі, воді, на рослинах, в організ-
мах людей і тварин, на будь-якому харчовому виробництві, в його

2 6
сировині і продукції. Склад мікрофлори залежить від властивостей істану об’єкта, середовища, наявності органічних і мінеральних речо-вин, кліматичних і географічних умов.
lS*рофлора гр3н2S". У грунтах мікроорганізми мають сприят-ливі умови для свого розвитку: харчові речовини, вологу, захист віддії прямих сонячних променів. В 1 г піщаного грунту міститься до100 тис. клітин мікроорганізмів, у глинах — понад 200 млн., чорнозем-них грунтах з добривом — 5-8 млрд.
Мікрофлора грунтів різноманітна і залежить від їх хімічного скла-ду, структури, рН, освітлення, аерації, рівня вологи і харчових речо-вин. На склад і кількість мікроорганізмів впливає пора року, кліматичніфактори, методи оброблення грунтів тощо. Найбільш поширені в грунтахгриби, актиноміцети і бактерії, гнильні, маслянокислі, азотофіксувальні,нітрифікувальні, сірко- і залізобактерії. Менш поширені дріжджі, водо-рості, найпростіші, бактеріофаги. В грунтах можуть бути і патогенні мікро-би, де вони зберігаються тривалий час, потрапляючи туди з мертвимитваринами, фекаліями, органічними викидами, стічними водами.
Мікроорганізми грунтів беруть активну участь в усіх процесах,пов’язаних з кругообігом речовин у природі. Від діяльності мікроор-ганізмів залежать процеси грунтоутворення. Вони перетворюють у гу-мус рослинні і тваринні залишки, а також мінералізують органічніречовини. Під дією мікроорганізмів відбувається синтез нових органіч-них речовин у грунті, змінюється його структура, кислотність, піддією мікробів-антагоністів — процеси самоочищення грунтів.
lS*рофлора по"S2ря. Повітря є несприятливим середовищемдля розвитку мікроорганізмів, бо в ньому відсутні потрібні харчовіречовини. Крім того, повітря підсушує і навіть спричиняє загибельмікроорганізмів у результаті дії прямих сонячних променів. З пиломмікроорганізми виносяться навіть у нижні шари стратосфери. У повітрізустрічаються мікрококи, сарцини, стафілококи, спори бактерій,конідії, шматочки міцелію мікроміцетів, дріжджі, актиноміцети. По-вітряна мікрофлора стійка до дії сонячної радіації.
Зменшенню кількості мікроорганізмів і оздоровленню повітрясприяють зелені насадження: рослини виділяють фітонциди, адсорбу-ють на собі значну кількість пилу.
У повітрі виробничих приміщень цехів харчових виробництв в1 м3 повинно бути не більше 500 бактерій. У житлових приміщенняхповітря вважається чистим, якщо кількість бактерій в 1 м3 не переви-щує 1500, в тому числі стрептококів — не більше 16.
lS*рофлора "оди. Вода є природним і достатньо сприятливимсередовищем для мікроорганізмів. Склад мікрофлори та її кількість у

2 7
різних водних джерелах неоднакові і можуть варіювати від одиницьдо мільйонів у 1 см3.
Мікрофлора поверхневих водоймищ багаточисельна, різномані-тна і залежить від вмісту в воді органічних і мінеральних речовин,сезонних і метеорологічних факторів тощо.
У воді постійно живуть сапрофітні мікроорганізми, що флуо-ресціюють, бактерії, протей, цианобактерії, рожевий та інші мікро-коки, сарцини, дріжджі родоторулу, споротвірні бактерії тощо.
Особливої уваги заслуговують патогенні для людини, тварин ірослин мікроорганізми. Основним джерелом патогенних форм є фе-калії людини і тварин, з якими у водоймища потрапляють збудникидизентерії, холери, черевного тифу, сибірської виразки, лептоспіро-зи, вірусних захворювань тощо.
Питна вода за своїм складом і властивостями повинна бути епі-деміологічно безпечною, нешкідливою за хімічним складом і смачною.Загальне число бактерій в 1 см3 (мікробне число) не повинно переви-щувати 100, кишкових паличок (колі-індекс) — 3 в 1 дм3, колітитр(найменший об’єм, в якому допускається присутність однієї кишковоїпалички) має бути не менше 300.
Вода колодязів і відкритих водоймищ вважається доброякісноюза колі-індексу не більше 10 (колітитр не менше 100), мікробне чис-ло не повинно бути вище 1000. Воду, що не відповідає цим показни-кам, потрібно обробляти.
2.4. p%ƒ", 2%* S !%ƒм…%›е…… мS*!%%!г=…SƒмS"За сприятливих умов, тобто в середовищі, де є водний розчин хар-
чових речовин, а також відповідні фізичні і хімічні фактори (температура,рН, О
2), в клітинах мікроорганізмів починаються ферментативні процеси,
обмін речовин з середовищем. З речовин, що проникли в клітину, утворю-ються внутрішні клітинні речовини і структурні елементи. Одночасно відбу-ваються процеси розпаду речовин (дисиміляція). Якщо анаболічні процесипереважають катаболічні, то відбувається ріст клітини, збільшення їїрозмірів. Досягши певних розмірів і відповідної фази розвитку, клітинаможе почати розмножуватись. Швидкість розмноження залежить як відвидових властивостей культури, так і від умов середовища. В сприятли-вих умовах кожне наступне покоління у дріжджових клітин з’являєтьсячерез годинний інтервал, а у деяких бактерій через кожні 20-40 хвилин.Проте зазвичай розмноження відбувається значно повільніше, бо в сере-довищі завжди є лімітувальні фактори (не вистачає якогось харчовогокомпонента, змінюється температура, рН, утворюються токсичні речови-ни, надлишок клітинної маси на одиницю об’єму і т. ін.).

2 8
Бактерії і клітини мають такі види розмноження:поділ, в результаті якого дорослі клітини діляться на дві части-
ни і утворюються дві клітини;утворення бруньок, які починаються з появи невеличкого наро-
сту на поверхні материнської клітини. Брунька росте і потім відокрем-люється у вигляді самостійної клітини, в яку переходить цитоплазмаі частина ядра материнської клітини. Цей вид розмноження частішевластивий дріжджам.
Плісені у процесі пророщування утворюють довгі, розгалуженісистеми — міцелії. Під час вегетативного розмноження міцелій розпа-дається на окремі ділянки, які можуть самостійно розвиватися. Спориутворюються як усередині вегетативної частини гриба, так і зовні накінці спеціальних виростів — стеригмів. Утворення спор можливе та-кож у дріжджів і деяких видів бактерій.
Спори утворюються внаслідок попадання клітини в несприят-ливі умови, де відсутні живильні речовини в присутності вологи іповітря. У протоплазмі клітин відбуваються такі зміни: в окремих місцяхклітинна речовина ущільнюється, вміст вологи зменшується до 45-55 %,ці ущільнення відокремлюються від протоплазми у вигляді кулько-вих, овальних або інших форм. У клітинах споротвірних дріжджіврозмір спор досягає 2-6 мкм, а їх число може бути 1, 2, 4, 8. Спо-ротвірні паличковидні бактерії називають бацилами. Коки не утворю-ють спор. Спори дуже стійкі до дії несприятливих температур, рН,радіації та інших факторів. По суті, утворення спор — швидше засібзбереження існування, ніж розмноження.
В результаті росту і розмноження клітин у живильному середо-вищі збільшується біомаса. Її кількість можна характеризувати за су-хою масою клітин на одиницю об’єму (мг/л, г/л, кг/м3), а в тому разі,якщо клітини мають приблизно однакові розміри, — за числом клітинв одиниці об’єму (млн/мл, млрд/мл).
Розвиток мікроорганізмів має кілька фаз. Засівний матеріал, щопотрапив в повноцінне середовище, не зразу починає розмноження.Цей перехід називають лаг-фазою. Тільки через певний час, іноді че-рез кілька годин, клітини пристосовуються до середовища і умов.
У цей період активуються ферменти, а в разі потреби синтезу-ються нові. В період лаг-фази стрімко зростає кількість нуклеїновихкислот, особливо РНК, що потрібно для синтезу білків. Після лаг-фази настає логарифмічна, або експоненціальна фаза, протягом якоїклітини розмножуються з максимальною для цієї культури швидкі-стю. Внаслідок цього запас потрібних живильних речовин зменшуєть-ся, крім того, відбувається накопичення різних продуктів обміну, які

2 9
за певної концентрації можуть заважати нормальному протіканню біо-хімічних процесів.
У ході інтенсивного росту і розмноження в середині замкненоїсистеми негативні впливи лімітувальних факторів збільшуються і врезультаті швидкість росту зменшується, настає фаза уповільненогоросту. Через визначений час у стаціонарній фазі маса клітин досягаємаксимуму. Потім настає період, коли кількість відмираючих і автоно-мізованих клітин перевищує приріст. В результаті кількість біомасизменшується — настає фаза відмирання.
Таким чином, найбільш інтенсивний ріст і розмноження відбу-ваються в логарифмічній фазі. Для характеристики розвитку культу-ри використовують швидкість росту — зміну кількості біомаси за оди-ницю часу. Максимальна швидкість росту в логарифмічній фазі різнадля кожної культури і є найбільш важливою характеристикою її фізіо-логічних властивостей. Якщо приріст біомаси за нескінченно малийпроміжок часу dτ позначити через dm, то
V= ,d
dm
τ(2.6)
де V — швидкість росту.Щоб визначити, з якою швидкістю йде приріст біомаси від ви-
хідної кількості m0 до m
1 за час τ
1-τ
0, використовують середню
швидкість росту Vсер
, яку визначають за формулою
Vсер
= .mm
01
01
τ−τ−
(2.7)
Якщо приріст біомаси в одиницю часу віднести до однієї оди-ниці активної біомаси, тоді швидкість розмноження, позначену µ,можна обчислити за формулою
µ= .m
1
d
dm
m
V
τ= (2.8)
Середню питому швидкість росту за період τ1—τ
0 при збільшенні
біомаси на m1-m
0 визначають за формулою
µсер
= .)mlgm(lg3,2mlnmln
21
01
21
01
τ−τ−
=τ−τ
−(2.9)
Якщо біомаса культури мікроорганізмів збільшується з постій-ною питомою швидкістю росту, як це має місце в логарифмічній фазі,тоді кількість одержаної біомаси за період τ
1-τ
0 можна визначити за
формулоюm
1=m
0,e )( 01 τ−τµ

3 0
де е — основа натурального логарифму.В солодовому середовищі (суслі) дріжджі мають µ=0,19...0,4, a
кормові дріжджі, що вирощуються на гідролізатах і відходах вироб-ництв, — µ=0,12...0,17.
Інфікувальна мікрофлора, в тому числі і та, що супроводжуєвиробництво хлібопекарських дріжджів, має швидкість росту, щоперевищує цей показник чистої культури в 5-7 разів. Це означає, щовнаслідок попадання сторонньої мікрофлори в живильне середовищевона з часом витіснить цукроміцети.
o, 2=…… дл “=м%*%…2!%лю1. Яку роль у природному кругообігу речовин мають мікроорга-
нізми?2. В яких галузях харчової індустрії використовуються мікроор-
ганізми?3. Назвіть виробництва, на яких для власних потреб одержують
певні мікрорганізми.4. З яких хімічних елементів складаються клітини мікроорганізмів?5. Які складові фізіології мікроорганізмів Вам відомі?6. Чи можна впливати на фізіологію мікроорганізмів зовнішніми
діями?7. Яку роль у фізіології мікроорганізмів відіграють клітинна стінка
і цитоплазматична мембрана?8. Чим відрізняються процеси дихання і бродіння за участю мікро-
організмів?9. Який вигляд має рівняння окислювання глюкози?10. Який вигляд має рівняння окислювання етилового спирту?11. Який вигляд має рівняння спиртового бродіння?12. Чи має вплив на життєдіяльність мікроорганізмів реакція се-
редовища?13. Які з фізичних факторів впливають на мікроорганізми?14. Які з хімічних факторів впливу на мікроорганізми Вам відомі?15. Якими рівняннями характеризується динаміка приросту маси
мікроорганізмів?16. Назвіть види продукції харчових виробництв, в яких мікроф-
лора може стати причиною псування.17. Назвіть можливі заходи щодо забезпечення мікробіологічної
стійкості молока, м’яса, пива, вина, хліба, соків, напоїв.

3 1
Глава 3. ТЕОРЕТИЧНІ ОСНОВИ ТЕХНОЛОГІЙДОВГОСТРОКОВОГО ЗБЕРІГАННЯХАРЧОВИХ ПРОДУКТІВ
Оскільки сировина, напівфабрикати і готова продукція харчо-вих виробництв є живильним середовищем для мікроорганізмів, тодля запобігання їх псуванню потрібно створити такі умови, щоб мікро-організми були знешкоджені або не могли розвиватись, а ферменти,що регулюють біохімічні процеси, були інактивовані. Засоби, які прицьому можуть використовуватись, умовно поділяють на три основнігрупи, що грунтуються на принципах:
1) KS%ƒ3, тобто на підтриманні життєвих процесів у сировині івикористанні її природного імунітету;
2) =…=KS%ƒ3, тобто на уповільненні, пригніченні життєдіяльності задопомогою різних фізичних, хімічних і біохімічних факторів. При цьомумікроорганізми завжди приводяться в анабіозний стан. Життєві ж проце-си в сировині і напівфабрикатах, як правило, зовсім припиняються;
3) =KS%ƒ3, тобто на відсутності всіх життєвих процесів як длямікроорганізмів, так і для середовища.
Незважаючи на таку класифікацію, жоден із зазначених прин-ципів не використовується на практиці в чистому вигляді. Частішереалізуються методи, що грунтуються на змішаних принципах. Про-те щоразу можна спостерігати певну перевагу тих чи інших методів,що і визначає право використання цієї класифікації.
aSоз. Суть цього методу — зберігання плодів і овочів у свіжомувигляді без будь-якого спеціального оброблення. При цьому вжива-ються тільки заходи, спрямовані на підтримання нормальних життє-вих процесів та деяке обмеження їх інтенсивності для зменшення втратхарчових речовин в результаті дихання і втрат маси в результаті ви-паровування вологи. Підтримання нормальних життєвих процесів іобмеження їх інтенсивності досягаються певним режимом складуван-ня і зберігання сировини. Зазвичай дбають про нормальний доступповітря до окремих плодів. Невиконання цієї умови спричиняє пору-шення нормального дихання і настає так зване інтрамолекулярнедихання, за якого цукри сировини розкладаються на діоксид вуглецюі спирт за схемою
С6Н
12О
6=2С
2Н
5ОН+2СО
2.
Утворений спирт є отрутою для цитоплазми, отруює рослинніклітини і спричиняє їх загибель. Треба мати на увазі, що інтенсивністьпроцесів дихання і випаровування вологи значно зростає з підвищен-ням температури. Швидкість випаровування вологи, крім того, багато
3 2
в чому залежить від вологості повітря. Внаслідок накопичення в ат-мосфері дуже великої кількості діоксиду вуглецю припиняється нор-мальне дихання плодів. Суттєву роль у процесах зберігання відігра-ють умови, що забезпечують мінімум контактів зі збудниками псу-вання.
Принцип біозу використовується не як самостійний метод кон-сервування, а як спосіб короткочасного зберігання сировини на пер-шому етапі технологічного процесу.
`набSоз. На цьому принципі грунтується ряд методів консерву-вання. Розглянемо холодильне зберігання сировини і харчової про-дукції як таке, за якого принцип анабіозу використовується в найбільшчистому вигляді. Розрізняють три основні способи зберігання при низь-ких температурах:
1. Зберігання в охолодженому стані, за якого температура підтри-мується на рівні, близькому до точки замерзання продукту. В цьомуразі вся або більша частина початкової вологи залишається в про-дукті. Зазначимо, що розчинені в клітинній цитоплазмі речовини зни-жують точку замерзання нижче 0 °С.
2. Глибоке заморожування, за якого основна частина початко-вої вологи перетворюється на лід.
3. Змішані методи, за яких низька температура використовуєть-ся в поєднанні з іншими способами, наприклад з використанням діок-сиду вуглецю для припинення дихання бактеріальних клітин.
Якщо розглядати лише низьку температуру, то її вплив набіологічні системи проявляється так:
а) швидкості процесів обміну і поділу клітин зменшуються;б) швидкості хімічних реакцій також зменшуються, в тому числі
і реакцій, що каталізуються ферментними системами;в) збільшення в’язкості цитоплазми обмежує рух речовин, що
реагують;г) якщо утворюється лід, концентрація речовин, розчинених у
залишковій рідинній фазі, зростає, і вони зрештою можуть викрис-талізовуватись.
Сполучення цих факторів може призвести до значних пору-шень метаболічних процесів у живих тканинах і мікроорганізмах і врезультаті до втрати життєдіяльності. Так само вони можуть викли-кати значні зміни в неживих тканинах харчових виробів.
3.1. bCл, " …, ƒь*%_ 2емCе!=23!, …= мS*!%%!г=…Sƒм,Спроможність мікроорганізмів до виживання і розмноження при
низьких температурах, яка змінюється в дуже широких межах, час-

3 3
то пов’язана з їх попередньою історією та адаптацією. Так, більшістьпатогенних мікроорганізмів, активних при 37 °С, стають неактивнимипри температурі замерзання і можуть повільно гинути в умовах гли-бокого заморожування, тоді як спорогенні мікроби можуть використо-вувати свій захисний механізм і залишатись неактивними протягомтривалого часу при дуже низьких температурах. Деякі психрофільнімікроби залишаються активними при температурі нижче точки за-мерзання і можуть рости при —4 °С. Вони спричиняють псування охо-лоджених продуктів, що зберігаються, і можуть стати дуже небез-печними.
Різні види і штами дріжджів, грибів і бактерій є активними принизьких температурах і кожен продукт має свою типову мікрофлору.Серед цих бактерій найчастіше зустрічаються представники родівPseudjjnas i Micrococci.
Зберігаючи продукти при низьких температурах, слід мати наувазі одну важливу обставину: при температурі нижче критичної всіметаболічні процеси гальмуються. Проте навіть за цих низьких швид-костей реакції, викликані мікроорганізмами, можуть відігравати важ-ливу роль, якщо вони тривають протягом кількох місяців зберіганняпродукту. На практиці загальна кількість мікроорганізмів поволі змен-шується протягом кількох місяців. З цієї причини заморожування неможе замінити стерилізацію.
При зниженні температури на кожні 10° швидкість більшостіхімічних і біохімічних реакцій знижується в 2-3 рази. Це правильноне тільки для температур нижче точки замерзання. Проте у водномурозчині на швидкість реакцій впливають і інші фактори. Так, можепідвищитись в’язкість, що призведе до обмеження руху рідини абоматиме місце викристалізовування льоду, яке зумовлює підвищенняконцентрації розчинених реагуючих речовин. Розрахувати ці впливи,звичайно, неможливо, але встановлено, що багато реакцій розпадупротікає достатньо швидко навіть при —20 °С, що обмежує термінзберігання багатьох продуктів. Типовим прикладом може бути гідролізтригліцеридних жирів ліпазами. Подібні реакції спричиняють дефектиструктури харчової продукції і утворення гіркого смаку.
Більшість харчових продуктів, що зберігаються заморожени-ми, мають у своєму складі водну фазу з порівняно низькою концент-рацією розчинених речовин. Ці речовини зазвичай являють собою сумішглобулярних білків, неорганічних солей і різних органічних сполук,наприклад цукрів і нуклеотидів, що є живильними компонентами длямікроорганізмів. В результаті охолодження нижче точки замерзаннявідбувається викристалізовування льоду, концентрація розчину

3 4
збільшується і це може викликати пригнічувальну дію на мікробніклітини порушенням їх метаболізму або зниженням вмісту або актив-ності води нижче рівня, за якого можлива їх життєдіяльність.
Наближений вираз може бути виведений з термодинамічнихпринципів активності води замороженої системи, наприклад білково-го гелю, при різних температурах. Зміна вільної енергії в діапазоні відпереохолодження води до льоду при тій самій температурі описуєтьсярівнянням
Е=RTln0a
a=RTlna, (3.1)
де R — газова стала; Т — абсолютна температура; а — активністьльоду; a
0 — активність переохолодженої води при тій самій темпера-
турі, яку можна прийняти за одиницю (під активністю води розуміютьвідношення тиску пари розчину до тиску пари чистої води).
Рівняння Гіббса - Гельмгольца пов’язує цю зміну вільної енергіївідносно температури з ентальпією затверднення льоду
,T
H
dTTE
d
2л−
=⎟⎠⎞
⎜⎝⎛ ∆
(3.2)
де Нл — ентальпія затверднення льоду.Перетворивши цей вираз, одержимо
.RT
H
dT
alnd2л−
= (3.3)
Значення Нл можна виразити через Н
о — тобто її величину при
0 °С, яка дорівнює 6025,2 Дж/моль, і різницю темплоємностей льоду іводи в межах даного діапазону температур:
Нл=Н
о—∆t∆C
р, (3.4)
де ∆t — зниження температури замерзання, °С; ∆Cр — різниця між
теплоємністю льоду і води (37,71 Дж/моль).Отже,
Т=273—∆t=T0—∆t. (3.5)
Підставляючи ці вирази в умову (3.3), одержимо:
dlna= .)tT(R
)t(d)CtH(2
0
p0
∆−
∆∆∆−(3.6)
Останній вираз можемо проінтегрувати, розгортаючи 20 )tT(
1
∆−в такий ряд:

3 5
..д.тіT
t3
T
t21T
2
00
20
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆+⎟⎟
⎠
⎞⎜⎜⎝
⎛ ∆+− (3.7)
Для температур до —30 °С лише два перших члени є значущи-ми, тому умова (3.6) спрощується:
dlna=⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆+
020 T
t21
RT
1(H
0—∆tC
p)d(∆t). (3.8)
Підставляючи вказані значення відомих величин, одержимо:l n a = – ( 9 , 7 ⋅10—3+10,3⋅10—6⋅∆t)∆t, (3.9)
або при переході до десятичних логарифмівlga=—4,21⋅10—3⋅∆t—4,48⋅10—6(∆t)2. (3.10)
Цей вираз є загальним, якщо виходити тільки з ∆t. Так, при—20 °С розрахункова величина «а» становить 0,82, тобто нижче рівня,за якого може рости більшість бактерій, але в діапазоні для деякихдріжджів і грибів.
Результати, одержані таким розрахунком, є лише одним ас-пектом складної картини пригнічення росту мікробів і тому можутьдати неправильне уявлення. Зокрема, крім зміни активності води,очевидно, діють і інші фактори, які проявляються ще до початкуутворення льоду. Крім того, атмосфера в холодильнику часто набли-жається до межі насичення, тому мікроорганізми, що живуть на по-верхні продукту (і частка яких у псуванні найбільш важлива), пере-бувають у кращих умовах щодо вологи, ніж ті, що містяться в гли-бинних шарах.
Встановлено, що на більшість продуктів сприятливо діє швид-ке, а не повільне заморожування і що продукти псуються при коли-ваннях температури зберігання. Існує теорія, за якою величина крис-талів льоду є домінуючим фактором і повільне охолодження чи коли-вання температури дозволяють утворюватись кристалам, які маютьрозміри, достатні для травмування стінок у клітинних тканинах. Цимможна пояснити структурні зміни в таких матеріалах, як м’ясо, риба,а також загибель мікробних клітин.
Вплив заморожування на біологічні тканини не можна пояснититільки фізичним ушкодженням клітин кристалами льоду. В багатьохвипадках більш важливим механізмом є денатурація білків, яка спри-чиняється підвищеною концентрацією солей. Денатурація часто є не-зворотним процесом і призводить до значних змін у структурі об’єм-ного матеріалу або життєздатності окремих клітин.

3 6
Денатурація білка — це реакція, що регулюється часом і темпе-ратурою. Вона залежить також від концентрації солей і рухомості ре-агуючих речовин. Для уникнення денатурації білків бажано темпера-турний діапазон від —2 до —8 °С проходити швидко.
Глибоке заморожування харчових продуктів переводить більшучастину вологи в твердий стан. Тому мікроорганізми, що живлятьсяосмотичним шляхом, втрачають можливість харчування. Цій умовівідповідає температура —18 °С.
Для визначення кількості вимороженої вологи при різних тем-пературах у спеціальних рекомендаціях наводяться більш чи меншскладні формули. Проте існує доволі просте правило, за допомогоюякого можна з достатньою точністю розрахувати кількість вимороже-ної вологи.
Відомо, що після досягнення точки замерзання подальше зни-ження температури вдвічі приводить до вимерзання половини воло-ги, що залишилась. Якщо кріоскопічна температура становила —2 °С,то при зниженні температури до —4 °С вимерзне половина кількостівологи. При подальшому зниженні температури до —8 °С за цим пра-вилом вимерзне 75 % води. Таким чином, при —16 °С кількість вимо-роженої вологи становитиме 87,5 %, при —32 °С — 93,8 % і т. д.
Оскільки температура замерзання багатьох видів сировини іхарчових продуктів не нижче —2 °С, очевидно, що при —18 °С ос-новна кількість вологи буде виморожена (в овочах — 84-91 %, а вплодах — 71-80 %).
Підкреслимо, що під час використання методу заморожуван-ня сировини і продукції принцип анабіозу стосується (і то не по-вною мірою) тільки мікроорганізмів, а плоди і овочі як живий організмгинуть.
Зазначимо ще одну особливість методу заморожування, якаускладнює і стримує його широке впровадження. Річ у тім, що післязаморожування продукту до —18 °С слід підтримувати цю температу-ру доти, доки продукт не потрапить до споживача. Якщо навіть накороткий час підвищити його температуру хоча б до —10 °С, то мікро-організми повертаються до нормальної життєдіяльності, яку вже неприпинити повторним зниженням температури до —18 °С.
Тому на всіх етапах зберігання, руху і реалізації продукції за-значена температура повинна підтримуватись.
3.2. g…е"%д…ю"=…… ƒ=м%!%›3"=…… мЦим методом доцільно користуватись для зневоднювання про-
фільтрованих цитрусових і ягідних соків і з меншим успіхом — для

3 7
зневоднювання томатного соку і концентратів пектину. Основнаскладність під час використання даного методу полягає у потребі ро-сту кристалів льоду без значного включення в них соку і в такій формі,що забезпечує легке і швидке видалення. Це потребує повільногоросту відносно великих і однорідних кристалів.
Існують методи, що грунтуються на використанні ступінчасто-го заморожування за контролю швидкості охолодження і перемішу-вання з метою недопущення такого переохолодження, за якого можеутворитися багато дрібних кристалів. Наприклад, для одержання пив-ного концентрату на першому ступені охолодження до —12 °С заморо-жується 50 % води з подальшим охолодженням для видалення ще25 % вологи. Це має переваги в тому, що виключається утвореннябілкової зависі і стає необов’язковим тривале зберігання або витри-мування пива на холоді. Аналогічний процес використовують і під часвиробництва апельсинового соку. Смакові якості і міцність вин можутьбути посилені частковим заморожуванням. Його можна використову-вати замість існуючих методів кріплення вин коньяком, особливо увиробництві хересу і портвейну. Відомо, що за якістю концентратисоків, одержані заморожуванням, у зв’язку з відсутністю тепловогоушкодження і зменшення втрат ефірних олій, помітно перевищуютьаналогічні концентрати, одержані випаровуванням під вакуумом. Прицьому краще зберігається аскорбінова кислота. Можна стверджувати,що високоякісні фруктові концентрати в майбутньому будуть готува-тися цим способом.
Крім переваг в якості продукції, заморожування теоретичноможе забезпечувати одержання даної концентрації з меншими енер-гетичними витратами. Це випливає з різниці між теплотою випарову-вання (555,6 ккал/кг) і теплотою заморожування (80 ккал/кг). Інакшекажучи, для випаровування 1 кг води треба витратити приблизно в7 разів більше енергії, ніж для її виморожування. Але ці перевагизначно зменшуються через втрати цінних розчинених речовин, щовходять до маси льоду. Ці втрати можуть збільшуватись за збільшен-ня концентрації і характеризуватись дуже великими цифрами за ви-сокої в’язкості остаточного продукту в кінці заморожування.
Отже, використання холоду — ефективний метод консервуван-ня харчових продуктів, але достатньо складний і дорогий.
3.3. r2"%!е…… ", “%*, . *%…це…2!=цSL%“м%2, ч…% =*2, "…, . !еч%", …
Як уже зазначалося, осмотично активні речовини за достатньоїконцентрації викликають плазмоліз рослинних і мікробних клітин, в

3 8
результаті чого вони впадають в анабіотичний стан і втрачають спро-можність псувати харчові продукти.
Такими речовинами є сіль і цукор, які використовують дляконсервування харчових продуктів. Для стійкого плазмолізу мікроб-них клітин треба мати концентрацію цукру 70 %, солі — 12 % (якразу відповідності з їх молекулярними масами, які відносяться між со-бою як 6:1).
3.4. b, “3ш3"=…… Мікроорганізми харчуються, використовуючи явище осмосу і
всмоктуючи харчові речовини. Тому всі мікроби для свого розвиткупотребують цілком визначеної концентрації води в навколишньомусередовищі. Мінімум вологості, за якої можливий розвиток бактерій,становить 25-30 %, а плісеневі гриби потребують не менше 10 % во-логи. Потрапивши в сухе середовище, мікробні клітини віддають ос-мотичним шляхом свою вологу, плазмолізують і припиняють життє-діяльність.
У процесі висушування вологість овочів і плодів доводять до8-25 %, тобто до рівня, який припиняє розвиток мікроорганізмів.
Зазвичай плоди і овочі під час підготовки до сушіння і в процесісамого сушіння проходять таке оброблення, за якого вони, як живіорганізми, гинуть. Гинуть під час нагрівання і мікроорганізми. Колимова йде про принцип анабіозу щодо сушіння, то маються на увазімікроорганізми, що потрапили на поверхню висушених продуктів упроцесі зберігання. Ці мікроби плазмолізують і зберігаються тривалийчас у стані анабіозу. Якщо висушений продукт зволожити, мікробизнову оживають і псують продукцію.
Сушіння як метод консервування харчових продуктів має бага-то переваг. Використовувані технологія і обладнання прості і надійні.Маса і об’єми сировини в процесі сушіння набагато зменшуються, чимдосягається економія тарних матеріалів, транспортних витрат, площдля зберігання. Висушені продукти не потребують герметичної упа-ковки і особливих вимог до умов зберігання.
Головний недолік висушених продуктів — погане відновлюванняїх природних властивостей за повторного обводнення перед вживан-ням в їжу. Використовуються і нові високоефективні методи висушу-вання, в тому числі і сублімаційне висушування, за якого сировиназаморожується в атмосфері глибокого вакууму. В результаті вологасублімує. За такого методу висушування молекулярна структура про-дукту змінюється мало, висушений продукт відрізняється високимвмістом пор, в результаті чого початкові властивості сировини швид-

3 9
ко відновлюються під час зволожування. Висушені сублімаційним ме-тодом харчові продукти зберігають початковий об’єм, запах, смак ібіологічну цінність. Проте обладнання сублімаційної сушарні складне іпроцес супроводжується великими енергозатратами. Обов’язковою длявисушених сублімаційним методом продуктів є герметична тара.
3.5. gKе!Sг=…… " !ег3ль%"=…SL =2м%“-е!SЦей метод використовується для зберігання в основному плодів
і овочів.Як відомо, життєдіяльність плодів проходить нормально при
доступі до них повітря. Під час кисневого дихання цукри окислюють-ся, перетворюючись у діоксид вуглецю і воду з виділенням тепла. Прицьому на один моль спожитого кисню виділяється 1 моль СО
2 відпові-
дно з залежністюС
6Н
12О
6+6О
2→6СО
2+6Н
2О.
Оскільки молі всіх газів займають один і той самий об’єм, товиходить, що об’єм спожитого кисню дорівнює об’єму виділеного діок-сиду вуглецю.
Якщо зберігати плоди в газонепроникному приміщенні, то ки-сень з атмосфери з вмістом 79 % N
2 i 21 % O
2 буде витрачатись на
дихання, а замість витраченого кисню в атмосферу буде виділятисьтакий самий об’єм СО
2. При цьому , як видно з попереднього, сума
об’ємів (О2+СО
2) — величина стала.
Після використання всього кисню склад атмосфери приміщеннябуде такий: азот — 79 %, діоксид вуглецю — 21 %. При цьому почнеть-ся безкисневе дихання, що супроводжується подальшим накопичен-ням СО
2 і утворенням спирту, чого не можна допускати, бо повне
припинення нормального дихання призведе рослинну клітину до за-гибелі.
Але відомо, якщо ввести в атмосферу приміщення за рахунокжиттєдіяльності плодів діоксид вуглецю в такій кількості, за якої інтра-молекулярні явища ще не настають (до 10 %), то дихання плодів незовсім припиняється, а лише уповільнюється. Завдяки цьому уповіль-нюються витрати харчових речовин клітини і термін зберігання в такіймодифікованій атмосфері подовжується.
Так само підвищена концентрація СО2 діє і на мікроорганізми.
У зв’язку з цим виник метод консервування, за якого рослиннасировина зберігається в атмосфері зі зниженим вмістом кисню і якамістить СО
2. Відомо, що в різних випадках для різних видів плодів і
навіть різних помологічних сортів одного й того самого виду сировиниоптимальний склад модифікованої атмосфери змінюється.

4 0
У так званих нормальних газових сумішах сумарний вміст кис-ню і діоксиду вуглецю відповідає 21 %. В межах цієї суми кисень ста-новив 11-16 %, діоксид вуглецю — від 10 до 5, кількість азоту залиша-лась незмінною — 79 %.
Пізніше було встановлено, що в ряді випадків оптимальними єсуміші, де сума СО
2 і О
2 менша 21 %. Такі суміші називають субнор-
мальними.Найбільш поширені субнормальні суміші, в яких вміст кисню
становить 3-5 %, діоксиду вуглецю — 3-5 і азоту 90-94 %.Cубнормальні газові суміші вже не можна одержати тільки за
рахунок фізіологічної активності сировини і природної вентиляції схо-вища. Реалізуються вони за рахунок подачі газових сумішей череззовнішні джерела, наприклад із спеціальних газогенераторів або ба-лонів. У субнормальних сумішах гальмівна дія на процес дихання єрезультатом не тільки накопичення СО
2, а і різкого зниження О
2 до
3-5 %, в результаті чого процеси дозрівання стабілізуються на неви-сокому енергетичному рівні життєдіяльності сировини.
Зазвичай використання субнормальних газових сумішей поєдну-ють зі зниженими температурами (0 - плюс 5 °С). Бувають також суб-нормальні газові суміші, в яких зовсім немає СО
2 і 3-5 % кисню, а
основна маса припадає на азот.Існує ще один варіант використання регульованої атмосфери
зберігання рослинної сировини в селективно-проникних плівках. Прицьому плоди фасують в поліетиленові пакети місткістю 1-3 кг, ящикиз поліетиленовими вкладками на 25-30 кг або контейнери місткістю500-600 кг.
Оскільки поліетиленові плівки не однаково проникні для різнихгазів і, як правило, для СО
2 більше, ніж для О
2, то середовище в
пакеті в результаті втрати діоксиду вуглецю розріджується, утво-рюється вакуум. Об’єм пакетів зменшується, а парціальний тиск азо-ту збільшується. У зв’язку з тим що плівка з поліетилену для азотупроникна, то він виходить з пакета і вакуум зростає.
В результаті в таких місткостях утворюється модифікована мікро-атмосфера, яку можна регулювати вибором плівки з різною селектив-ною проникністю.
Отже, зберігання плодів і овочів у регульованій атмосфері ба-зується на антибіотичному стані, в який упадають як мікроорганізми,так і рослинна сировина.
Модифікація атмосфери використовується також для консерву-вання продуктів перероблення сировини. Поширене, наприклад, збе-рігання виноградного соку-напівфабрикату в резервуарах місткістю
4 1
20-50 т на холоді в атмосфері діоксиду вуглецю. При цьому повітряповністю видаляється з незаповненого соком простору резервуара задопомогою СО
2, що подається з балонів під тиском 0,05 МПа.
3.6. l=!, …3"=…… , “C, !23"=…… , *"=ше…… S “C, !2%"е K!%дS…… Більшість мікроорганізмів, особливо гнильних, не можуть роз-
виватися в кислому середовищі або в середовищі, що має спирт.На цих властивостях мікроорганізмів грунтуються такі методи
консервування, як маринування, квашення, спиртування і спиртовебродіння.
Під час виготовлення маринадів підготовлені плоди і овочі зали-вають розчином оцтової кислоти з вмістом цукру, солі (бувають мари-нади на основі молочної кислоти). Основним консервантом тут є оцтовакислота, вміст якої в різних маринадах коливається від 0,6 до 1,2 %.Така невелика кількість оцтової кислоти сама по собі не може по-вністю припинити розвиток плісені, оцтовокислих бактерій та іншихмікроорганізмів, тому маринування само по собі не може зберігатипродукт тривалий час. Для збільшення терміну зберігання маринованіпродукти фасують у тару, яку герметизують і пастеризують (або збе-рігають при зниженій температурі). При цьому змінюється сам прин-цип консервування, який у такому випадку зводиться вже не до ана-біозу мікробів, викликаному дією кислоти, а до знешкодження мікробівза допомогою високої температури.
Квашенням називають такий процес оброблення овочів і плодів,за якого в результаті дії молочно-кислих бактерій цукор, що є в си-ровині, зброджується в молочну кислоту за схемою
С6Н
12О
6→2СН
3СНОНСООН.
Накопичена в процесі бродіння молочна кислота запобігає псу-ванню продукції.
Термін «квашення» зазвичай використовується щодо капусти, ащодо огірків і томатів користуються терміном «засіл», квашені яблуканазивають моченими. Всі ці продукти консервуються за допомогоюмолочно-кислого бродіння.
Квашення капусти і засолювання огірків здійснюється або само-плинно на своїх молочно-кислих бактеріях, які завжди є в епіфітніймікрофлорі продукту, або завдяки введенню чистої культури мікро-організмів молочно-кислих бактерій.
Для квашення потрібно створити умови, за яких бактерії малиб вільний доступ до цукристого соку, що міститься в клітинах сиро-вини. Тому до овочів додають сіль у сухому вигляді (для квашеннякапусти) або у вигляді 7-8 %-го розчину (для квашення огірків), щоб

4 2
викликати плазмоліз клітин і осмотичне відсмоктування з них соку.Тому овочі покриваються соком, в якому починають розмножуватись ідіяти молочно-кислі бактерії. Сіль потрібна і як смаковий засіб, крімтого, вона діє як консервант.
Спиртування використовують як метод консервування плодовихсоків у безалкогольній і лікеро-горілчаній промисловості. Дріжджі повністюприпиняють свою життєдіяльність за вмісту спирту в середовищі не нижче16 %. Саме таку кількість спирту додають у плодові соки-напівфабрика-ти, призначені для виготовлення безалкогольних напоїв.
Під час спиртового бродіння завдяки діяльності винних дріжджіву епіфітній мікрофлорі плодоягідної сировини або внесених у виглядічистої культури зовні відбувається розкладання цукру з утвореннямспирту за схемою
С6Н
12О
6→2С
2Н
5ОН+2СО
2.
Спирт, що утворюється, запобігає псуванню продукції.Слід мати на увазі, що квашення і спиртування (бродіння) мож-
на віднести до методів консервування плодів і овочів лише умовно, бов результаті цих процесів відбувається значна денатурація вихідноїсировини і одержується зовсім новий продукт. Крім того, сама метатакого оброблення полягає в одержанні нового продукту з певнимивластивостями.
А н а б і о зТепло"а с2ерилSзацSя. На принципі анабіозу створено багато
методів консервування. Найбільше промислове значення з них маєтеплова стерилізація. Загибель мікробних клітин під дією високої тем-ператури настає в результаті незворотних змін у протоплазмі, білкиякої коагулюють, що спричиняє розрив цитоплазмової оболонки. Інак-тивуються під час теплового оброблення і ферменти, які зберігаютьсяв продукції до початку стерилізації. Таким чином, збудники псуван-ня, що містяться в середині тари, під час теплового оброблення знеш-коджуються, а нові ззовні не мають доступу. На базі теплової стерил-ізації спеціалізується ціла галузь харчової промисловості — консервна.Використовується цей метод і в технології оброблення м’яса і м’ясо-продуктів, молока, риби, виноробстві, пивоварінні тощо.
Основні закономірності і технології, на яких базується стерилі-зація, будуть викладені далі. Тут тільки зазначимо, що цей методконсервування не тільки найнадійніший, але і найуніверсальніший.Теплове оброблення спричиняє певні зміни у самому продукті. Алеякщо знайти оптимальні режими стерилізації, то хімічні зміни в хар-чових продуктах будуть мінімальними, природні властивості сирови-ни змінюватимуться якнайменше.

4 3
Готові консерви можуть зберігатися в звичайних умовах. Це саместосується і умов перевезень.
Принцип анабіозу в цьому методі зберігається як щодо мікроор-ганізмів, так і щодо сировини.
bи*орис2ання с2р3мS" "исо*о_ S над"исо*о_ час2о2. Вико-ристання електричного змінного струму високої ВЧ і надвисокої НВЧчастот являє собою один з особливих варіантів теплової стерилізаціїабо пастеризації харчових продуктів. Якщо харчовий продукт поміститив змінне поле високої частоти, то відбувається поглинання електрич-ної енергії структурними елементами продукту, які в результаті змінноїполяризації одержують коливальний рух, що завдяки внутрішньомутертю перетворюється в тепло. Оскільки поглинання електромагнітноїенергії відбувається одночасно всім об’ємом продукту, то він швидкорозігрівається. Швидкість прогрівання пов’язана з так званою потуж-ністю розсіювання електроенергії, яку можна визначити з рівняння
Р=0,555Е2fεtgδ10—9,де Р — питома потужність розсіювання, кВт/м3; Е — градієнт напру-ження, кВ/см; tg δ — тангенс кута діелектричних втрат; ε — діелект-рична проникність продукту; f — частота струму, Гц.
Добуток діелектричної проникності на тангенс кута втрат нази-вають фактором втрат, або коефіцієнтом поглинання, який дає уяв-лення про можливість інтенсивності нагрівання. Оскільки ця величиназалежить від електрофізичних властивостей харчових продуктів, якінеоднакові для різних об’ємів, при ВЧ-обробленні можливе селектив-не нагрівання. Цю особливість ВЧ-нагрівання слід враховувати припошуках параметрів процесу, щоб гарантувати однорідність теплово-го оброблення.
Під час ВЧ-нагрівання для стерилізації консервів використовуєть-ся радіочастотний діапазон електромагнітних хвиль 20-30 МГц. Кон-сервна банка, розміщена між двома металевими пластинами, відіграєроль конденсатора в електричному коливальному контурі генераторависокої частоти.
Короткочасне ефективне нагрівання дає змогу одержати висо-коякісні консерви, особливо в тих випадках, якщо під час звичайноїстерилізації якість погіршується через розварювання плодів (наприк-лад компоти).
Ще ефективнішим є надвисокочастотне нагрівання. Використаннямікрохвильової енергії з частотою 2400 МГц дає можливість здійсню-вати безперервний процес стерилізації на конвеєрі в робочій камері,куди енергія, що генерується магнетронами, подається через хвильо-води. Під час НВЧ-оброблення фізичні властивості продукту, розміри

4 4
банки і т.ін. мало відбиваються на режимі роботи генератора мікро-хвильової енергії. При цьому зазначимо, що впровадження в практи-ку ВЧ- і НВЧ-оброблення стримується складністю обладнання і відносновисокою вартістю, а також складністю контролю температурних па-раметрів у посуді під час оброблення тощо.
Більш повно теоретичні аспекти і обладнання ВЧ- і НВЧ-оброблення будуть розглянуті в спеціальному розділі. Окремо жбуде розглянуто використання антисептиків, антибіотиків, знеп-ліднювального фільтрування, ультрафіолетового та іонізуючогоопромінення.
Підсумовуючи розглянуті положення, що стосуються технологійоброблення, слід зазначити, що харчові продукти можна зберігатипротягом тривалого часу, впливаючи на них різними факторами:
фізичними — використання високих і низьких температур,мікрохвильової енергії, іонізуючого опромінення, ультрафіолетовоїрадіації, знепліднювального фільтрування, зневоднення;
хімічними — використання антисептиків і антибіотиків, дода-вання оцтової кислоти і спирту;
фізико-хімічними — використання осмотично діючих речовинцукру, солі у великих концентраціях;
біохімічними — квашення, засіл, мочення, спиртове бродіння.Деякі методи грунтуються на комбінованій дії кількох факторів
(наприклад, копчення, в якому поєднуються консервувальна дія зне-воднення, солі і бактерицидних речовин, що є в коптильному димі чирідині).
o, 2=…… дл “=м%*%…2!%лю1. Які умови повинні бути забезпечені для довгострокового збері-
гання продукції?2. Чим відрізняються принципи біозу, анабіозу і абіозу?3. Що таке бактеріостатичний ефект? Як він може досягатись?4. Які зміни в мікробних клітинах відповідають летальному ефекту?5. Яким чином може досягатись анабіотичний стан мікрофлори,
що супроводжує продукцію харчових виробництв?6. Чому уповільнюється і припиняється діяльність мікрофлори в
продуктах харчування в результаті заморожування?7. Чому пригнічується діяльність мікрофлори в кислому сере-
довищі?8. Які речовини в складі продукції харчових виробництв можуть
спричинити летальний ефект мікрофлори? Чи не буде така продук-ція чимось шкідливою для людини?

4 5
9. Чим може викликатись втрата вологи мікроорганізмами і дочого це приводить?
10. Для яких видів продукції доцільно використовувати заморо-жування як засіб бактеріостатичного впливу?
11. Осмотичний ефект і виморожування вологи мають щось спільне?12. Чи відомі Вам теоретичні положення щодо прогнозів у досяг-
ненні бактеріостатичного і летального ефектів?13. До яких видів харчової продукції можна застосовувати стабі-
лізацію методом висушування?14. Зберігання продукції в регульованій атмосфері грунтується
на принципі біозу, анабіозу чи абіозу?15. Яке газове середовище для зберігання овочів і фруктів на-
зивається субнормальним?16. Які речовини продукції харчових виробництв відіграють роль
енергоносіїв у фізіології мікроорганізмів?17. Чи існує бактеріостатичний ефект за температурним впливом?18. Який ефект (бактеріостатичний чи летальний) можуть вик-
ликати хімічні консерванти?19. Чи може вважатись хімічним консервантом цукор, сіль?20. Чому до стану анабіозу приводить оброблення продукції стру-
мами високої і надвисокої частот?

4 6
Глава 4. ТЕПЛОВА СТЕРИЛІЗАЦІЯ І ПАСТЕРИЗАЦІЯ
4.1. g=г=ль…S C%л%›е…… Стерилізація і пастеризація готової продукції є завершальними
технологічними операціями. Вони можуть виконуватись у так званомупотоці перед операцією фасування продукції або вже після фасуван-ня і закривання банок, пляшок тощо. Вибір тієї чи іншої схеми маєвраховувати особливості продукції, температурні режими і час оброб-лення, енергетичні витрати, наявність обладнання, економічні показ-ники та ін. Важливою характеристикою є склад мікрофлори продукціїта її концентрація, що і визначає параметри проведення процесу теп-лового оброблення.
Відомо, що кожна форма мікроорганізмів має цілком визначе-ний температурний діапазон, у межах якого вона може виживати ірозмножуватись. При температурі, що перевищує верхню межу цьо-го діапазону, метаболізм мікробної клітини порушується, найшвид-ше внаслідок теплової інактивації важливих ферментних систем. Післядосягнення цієї точки «летальної реакції» навіть незначне збільшеннятемператури викликає швидке нарощування її згубної дії на мікроор-ганізми. Ця величина в середньому близька до 50 °С для вегетативнихформ і до 100 °С для бактеріальних спор за середнього рівня воло-гості. Знаючи енергію активації і константу швидкості процесу, можнаобчислити час, який потрібен для проведення реакції при визначенійтемпературі.
Таблиця 4.1Величина енергій активації для реакцій, що протікають
у присутності різних каталізаторів
Теплова інактивація є реакцією першого порядку, для якої
Реакція Kаталізатор Еакт
, Дж/моль
Розкладання Н2О
2Немає 75420
Kолоїдна платина 49023
Kаталаза печінки 23045
Інверсія цукрози Іони водню 108940
Інвертаза дріжджів 48185
Гідроліз складногоефіру (етиловий ефірмасляної кислоти)
Іони водню 55308
Ліпаза підшлунковоїзалози 17598

4 7
dt
dN=kN, (4.1)
k = eС—Е/RT, (4.2)де N — кількість (або концентрація) мікроорганізмів; t — час, хв; k —константа швидкості реакції; Е — енергія активації, 272350 Дж/моль(для спорових форм Cl. botulinum); R — газова стала, 8,288 Дж/г(моль⋅град);Т — абсолютна температура; С — константа, що залежить від видумікробів і субтрату.
Якщо прийняти, що загибель мікроорганізмів у часі підкорюєтьсялогарифмічній залежності, то теоретично повна стерильність не можебути досягнута, але може бути прийнятий певний стандарт, наприк-лад не більше 1 живої клітини з 108. Рівняння (4.1) можна інтегрувативід t=0 до t=t
с — «часу термічної загибелі», який відповідає зниженню
початкової концентрації N0 до 1/108 вихідної величини.
Таким чином,
lnt
0
N
N=kt
c. (4.3)
Позначимо
(lnt
0
N
N)=а,
тоді
k= .t
a
c(4.4)
Підставивши у формулу (4.4) значення k з формули (4.2), одержуємо
tc= ,
)RT/ECexp(
a
−(4.5)
що після логарифмування і переходу до десяткових логарифмів маєвигляд:
lgtc= .
303,2
C
303,2
aln
RT303,2
E⎥⎦
⎤⎢⎣
⎡−+ (4.6)
Вираз у квадратних дужках позначимо С′. Визначенням виразуС′ займалось багато дослідників і було знайдено, що ця величина длянейтральних середовищ дорівнює —35,5. Тоді
lgtc=
RT303,2
E—35,5. (4.7)

4 8
Підставимо числові значення:
lgtc= ,5,35
T
142105,35
T288,8303,2
272350−=−
⋅(4.8)
де tc — у хвилинах; Т — у градусах абсолютної шкали.Мікроби дуже чутливі до активної кислотності середовища,
причому більшість з них пригнічується, але добре діють в малокис-лотних продуктах.
У кислому середовищі мікроорганізми не тільки погано розви-ваються, але й погано переносять дію високих температур, швидкогинуть під час нагрівання. І навпаки, в малокислих продуктах мікробиє термостійкими, часто переносять багатогодинне кип’ятіння.
Тому для визначення режимів стерилізації продуктів треба матидані їх активної кислотності. За прийнятими в хімії критеріями всіхарчові продукти, що консервуються, слід відносити до кислих сере-довищ, бо водневий показник їх (майже завжди) нижче 7 (табл. 4.2).
Таблиця 4.2Дані активної кислотності продукції
Kонсерви рН Kонсерви рН
М’ясні і м’ясорослинні 6,0-6,4 Kомпоти: з вишень, слив, яблук, винограду, айви, абрикосів і персиків половинками з цілих абрикосів і персиків з мандаринів з черешніФруктові соки: з чорної смородини, яблук, винограду, вишень, айви, абрикосів
3,3-3,9
4,0-4,24,64,0
4,0
Молочні 6,1-6,3
Рибні: натуральні в олії в томатному соусі
6,4-7,26,3-6,75,2-5,5
Овочі натуральніОвочеві сокиТоматне пюреТоматна пастаОвочеві закусочніОвочеві обідні
5,2-6,34,2-5,4
4,54,8
4,8-5,14,0-5,2
Джеми, варення,повидло: з айви, груш, слив, яблук з абрикосів, чорної смородини, грецького горіха
3,1-4,1
6,7

4 9
Мікробіологи встановили свій критерій кислотності харчовихпродуктів, що грунтується на реакції на активну кислотність найбільшнебезпечного, з позицій охорони здоров’я, збудника псування Cl.botulinum [13].
Бактерії-збудники ботулізму є токсичними спороносними анае-робами і тому знаходять для себе цілком життєздатні умови в консер-вах, герметично закупорених, з яких більша частина повітря видале-на під час закривання. Відомі шість типів збудників ботулізму — А, В,С, D, Е і F. Найбільш небезпечні А і В, бо вони відрізняються відінших термостійкістю. Вони розкладають різні тваринні і рослинні білки,а також вуглеводи з утворенням газів.
Збудники ботулізму є сапрофітами і можуть розвиватись тількина неживих середовищах. У процесі своєї життєдіяльності вонипродукують токсин, надзвичайно небезпечний для здоров’я і жит-тя людини.
Тому знешкодження спор збудників ботулізму під час стерилі-зації консервів у всьому світі вважається обов’язковим.
Виходячи з аналізу впливу кислотності на різні мікроорганізмивсі харчові продукти умовно поділяють на малокислотні (рН>4,2) ікислотні (рН≤4,2). Першу групу стерилізують при температурі вище100 °С зазвичай в інтервалі 112...120 °С (іноді при 125...130 °С). Другугрупу стерилізують при 100 °С або при ще менших температурах,але не нижче 75 °С.
До першої групи належать усі м’ясні, рибні, молочні та ово-чеві консерви, а до другої — плодовоягідні консерви, варення, дже-ми, соки [13].
У зв’язку з тим що в томатному соку можливий розвиток Cl.botulinum, з 1973 р. томатний сік стерилізують при температурі 120 °С.
З загальної картини випадають також салати із свіжих овоче-вих культур (капуста, солодкий перець, томати, морква, цибуля,буряк), рН яких за допомогою оцтової кислоти відрегульовано в діа-пазоні 3,7-4,2. Для них температура стерилізації призначається112-120 °С.
q2е!, лSƒ=цS — загальний термін, що означає теплове оброб-лення продукції, метою якої є знешкодження мікробів. У ширшомурозумінні стерилізацією називають теплове оброблення при 100 °С івище. Стерилізація ж при температурі нижче 100 °С називається C=“-2е!, ƒ=цSGю.
Існує ще один спосіб стерилізації — 2, …д=лSƒ=цS , або повтор-на стерилізація, коли консерви стерилізують двічі чи тричі з інтерва-лом між варками 20-28 годин. В результаті такого оригінального тепло-

5 0
вого оброблення початкова консистенція сировини змінюється мало, томуякість консервів буває кращою, ніж у результаті звичайної стерилізації.
4.2. t=*2%!, , ?% ", ƒ…=ч=ю2ь ч=“ “2е!, лSƒ=цS_Часом теплової загибелі даного виду мікроорганізмів вважають
той, що потрібний для руйнування всіх клітин у даному середовищіпри визначеній температурі. Величина такого часу визначається за-нурюванням невеликих пробірок з культурою в баню з даною темпе-ратурою.
Після витримування протягом вибраного часу пробірки швидкоохолоджують. Час нагрівання до температури бані приймають довіль-ний і він нетривалий. Таким чином ставиться ціла серія дослідів, вмістпробірок досліджується на наявність залишкової мікрофлори.
На рис. 4.1 показана поведінка двох штамів з різною стійкістюдо нагрівання: на рис. 4.1, = — окремо, на рис. 4.1, K — у суміші. Почат-
кові концентрації клітин цих штамів були різними. Криві викресленівідносно однієї температури, яка є помірно згубною для обох штамів.
Оскільки нахил окремих кривих є функцією лише середовища ітемператури, то звідси випливає, що час повної стерилізації дещозмінюється зі зміною вихідного рівня інокуляції. З цього можна зроби-ти два висновки:
а) для всіх вимірів величин часу, потрібного для теплової загибелімікробів, слід використовувати сталий початковий рівень інокуляції;
a K
Рис. 4.1. Графіки інактивації двох штамів мікроор-ганізмів при однаковій летальній температурі:
= — окремо для кожного штаму: 1 — для штамів, щошвидко гинуть; 2 — для стійких штамів; K — для суміші здвох штамів

5 1
б) у процесі консервування слід мати по можливості найнижчийрівень бактеріального забруднення. За високого забруднення поверхоньтаких продуктів, як, наприклад, м’ясо і овочі, може бути корисне корот-кочасне оброблення парою або окропом перед самим консервуванням.
У визначенні тривалості стери-лізації основне завдання полягає втому, щоб визначити поведінку спормікробів під час нагрівання до різнихтемператур у відповідних харчовихсумішах. Можна зробити ряд вимірю-вань часу теплової загибелі мікробнихклітин при різних температурах і данізобразити у вигляді графіка (рис. 4.2).При використанні інших харчових про-дуктів, особливо з різними показни-ками рН, характер нахилу прямоїможе змінюватись. На графіку вказа-но дві величини, які широко викори-стовуються в консервній промисловості:tk — кількість часу, хв, при 121 °С,
потрібного для інактивації спор, в да-ному прикладі 4 хв; z — число гра-дусів, потрібне для 10-кратногозбільшення швидкості інактивації, в да-ному випадку 10°. Ці величини, що виз-начають криву, знаходять із залежності
lg ,z
121T
t
t
c
k −= (4.9)
де tс — час теплової загибелі мікробів при температурі стерилізації Т, °С.Вплив змін рН на ці величини наведено в табл. 4.3 на прикладі з
цукровою культурою в результаті регулювання рН за допомогою кис-лоти або лугів.
Таблиця 4.3Вплив рН на умови стерилізації
рН Час, хв Температура, °С4,7 0,08 89
5,7 3,7 94
7,1 4,7 94
Рис. 4.2. Залежність часу теп-лової загибелі мікробних клітин відтемператури для спор Bacillusstearothermophilus у нейтрально-му харчовому продукті

5 2
Встановлено, що величина z мало відрізняється від 10° для будь-якого продукту, і на практиці часто користуються середньою величи-ною замість окремих величин для кожного продукту. Разом з тим ве-личина t
к змінюється від 0 до 10 хвилин.
4.3. q2е!, лSƒ=цS CSд ч=“ …=г!S"=…… S %.%л%д›е…… Величини t
с i t
к одержані шляхом вимірів, що проводились у
дослідах з невеличкими пробами, які можна швидко нагрівати і охо-лоджувати. Тому передбачалось, що згубна реакція виникає при однійекспериментальній температурі. Ці умови, звичайно, не можна одер-жати під час нагрівання великої кількості продукту в посуді, коликінцевий ступінь згубної реакції є сумарним ефектом поступової змінитемператури протягом циклу. Основна увага приділяється саме цент-ру посуду, і слід враховувати той факт, що за бажання досягти об-роблення саме в центрі може статися перегрівання продукту в інших(периферійних) частинах. Подібне явище іноді призводить до зни-ження якості продукту, і це спонукало до розроблення більш швид-ких методів оброблення продуктів.
При розгляданні змін температури в центрі твердого тіла заз-началось, що графічне зображення залежності температури (в лога-рифмічних координатах) від часу повинно дати практично пряму лінію.Звичайно, це справедливо лише для однорідних продуктів, включа-ючи тверде м’ясо, але гетерогенні матеріали іноді дають криву лінію.Припустимо, що заповнений посуд помістили в пару, наприклад при
126 °С, тобто при темпе-ратурі дещо вищій за по-трібну величину 121 °С, іщо для вимірювання тем-ператури в центрі посу-ду встановлено термопа-ру. Одержана крива на-грівання показана нарис. 4.3 суцільною лінієюd. Завдання полягає втому, щоб визначити ,коли потрібно припини-ти подачу пари і початиохолодження, причомуце потрібно зробити кіль-ка разів, здійснюючи охо-лодження в різні про-
Рис. 4.3. Криві нагрівання і охолодження ге-терогенного продукту у центрі банки:
=, b, “ — криві охолодження; d — криванагрівання

5 3
міжки часу. Три такі криві охолодження, початого в різні періоди, нарис. 4.3, показані пунктирними лініями a, b, c. Для наочності прийня-то, що цей продукт має такі самі величини t
к i z (тобто 4 хв і 10°), що
і на рис. 4.1. Ці два графікиможуть бути використанідля визначення найбільшприйнятного часу початкуохолодження. Величини,зворотні t
c, можна розгля-
дати як швидкості стерилі-зації. Якщо швидкість сте-рилізації нанести на графіквідносно часу, то теоретич-не мінімальне оброблення,необхідне для відмираннямікроорганізмів, буде досяг-нуто в тому разі, якщо пло-ща під кривою дорівнює оди-ничній площі, показаній нарис. 4.4.
Для побудови цієї кривої потрібні дані, наведені в табл. 4.4 іодержані так:
графа 1 — проміжок часу з рис. 4.3.графа 2 — відповідні показники температури з рис. 4.3.графа 3 — величини часу t
с при цих температурах, взяті з рис.
4.2 або розраховані за формулою (4.9).графа 4 — швидкості відмирання, тобто величини, зворотні t
с.
Таблиця 4.4Розрахунок умов стерилізації
Час, хв Температура, °С tc, хв Швидкість
стерилізації, хв—1
1 2 3 45 86 Дуже висока Незначна10 99 630 0,001615 104 200 0,005020 113 25 0,0425 a — 107 100 0,01
b — 121 4,0 0,25
Рис. 4.4. Криві швидкості відмираннямікроорганізмів у банці під час стерилі-зації:
= — недостатньої; b — наближеної додостатньої; “ — надлишкової

5 4
Закінчення табл. 4.4
Дані, наведені в графах 1 і 4, можна окремо графічно показатидля циклів охолодження =, b і “ і одержати криві, аналогічні зображе-ним на рис. 4.4, а площі, утворені ними, порівняти з площею, щодорівнює одиниці. На цьому прикладі можна бачити, що центр посудупротягом перших 15 хв стерилізується незначною мірою і що крива bохоплює площу, близьку до одиниці, крива = — значно меншу пло-щу, а крива “ вказує на надлишкову стерилізацію. У разі потребиможе бути інтерпретована додаткова крива, яка охоплювала б пло-щу, точно відповідну одиничній, і за якою можна було б розрахуватиточний час початку охолодження.
4.4. q2е!, лSƒ=цS !Sд, …Невеликі кількості рідин стерилізують в автоклавах, при цьому
швидко досягають температури у 120 °С і підтримують її, скажімо,протягом 20 хв, а потім знижують тиск і розхолоджують посудининастільки швидко, наскільки це можливо. Тому періоди нагрівання іохолодження тут незначні і можна стверджувати, що стерилізаціявідбувається за 20 хв при 120 °С. Але збільшення посуду з рідиноюподовжує час нагрівання і охолодження, що створює умови, наведеніу табл. 4.4. Під час нагрівання і охолодження в діапазоні температурвід 100 до 120 °С зі значною швидкістю можуть відбуватись реакції,згубні для мікроорганізмів, і реакції, що спричиняють деградаціюдеяких структур.
4.5. o“3"=…… C!%д3*2S" CSд ч=“ 2еCл%"%г% %K!%Kле…… Всі види теплового оброблення — від пастеризації до стерилі-
зації — викликають зміни в продукції, які можуть бути класифіко-вані так [19]:
1. Желатинізація і сольватизація крохмалю та інших поліцукридів.Ці зміни часто відбуваються у процесі консервування харчових про-дуктів, коли їх попередньо обробляють з метою скорочення часу навиготовлення в домашніх умовах, а також під час приготування пива.
1 2 3 4c — 122 3,0 0,3
30 a — 82 Дуже висока Незначнаb — 104 200 0,005“ — 121 4,0 0,25
35 “ — 93 Дуже висока Незначна

5 5
2. Денатурація білків, у тому числі інактивація ферментів.Навіть незначне теплове оброблення викликає деяку денатураціюбілків. Тому іноді оброблення обмежують частковою стерилізацією.Наприклад, під час пастеризації яєць досягається інактивація не-безпечних мікробів роду Salmonella, хоча подібне оброблення недіє на інші непатогенні мікроби. Тому пастеризовані яйця повиннізберігатися в прохолодному місці.
3. Псування вітамінів та інших біологічно активних речовин.4. Карамелізація або інші реакції полімеризації, що змінюють
колір і зовнішній вигляд продукції, а іноді і її харчові цінності.У деяких випадках, наприклад під час приготування певних
м’ясних консервів, рисових пудингів тощо, ці реакції бажані. Вивчен-ня хімії цих реакцій показало, що їх можна поділити на такі групи:
а) дійсна карамелізація цукрів та інших поліоксисполук. Ця ре-акція навмисно стимулюється, наприклад під час виготовлення дея-ких цукерок. При цьому потрібні жорсткі умови, бо реакція каталі-зується за крайніх значень рН;
б) окиснювальна полімеризація аскорбинової кислоти і поліфе-нолів у полікарбоніальних сполуках з великою молекулярною масою ітемним кольором. Це нагадує ферментативне потемніння поверхоньрозрізу фруктів і овочів;
в) полімеризація α-, β-насичених альдегідів. Так, фурфурол єнормальним інградієнтом чаю і кави, який допомагає одержанню нимитемного кольору в процесі їх оброблення;
г) реакції, що ведуть до одержання коричневого кольору. Вонипочинаються як реакції між карбонілами і аміногрупами (перші з ре-дукувальних цукрів, а другі — з амінокислот, поліпептидів або білків),хоча в цих реакціях можуть брати пряму або непряму участь сполукиамонію. Наступні стадії є складними, але зрештою призводять до за-барвлення продуктів.
Реакції, зазначені в пунктах 3 і 4а-г, є реакціями нормальногохімічного типу з енергіями активації від 83800 до 108940 Дж/моль,тоді як для інактивації спор потрібно 272350 Дж/моль. Відомо, щозбільшення температури стерилізації на 10° з одержанням того са-мого стерилізаційного ефекту дає можливість знизити час до однієїдесятої хвилини. Аналогічне збільшення температури і зменшеннячасу буде змінювати швидкість руйнування вітамінів або швидкістьзміни кольору в 0,23 рази порівняно з початковою величиною. Цестворює умову для високотемпературної короткочасної стерилізації(метод ВТКС).

5 6
4.6. Šе%!е2, ч…е %Kг!3…23"=…… ", “%*%2емCе!=23!…%_*%!%2*%ч=“…%_ “2е!, лSƒ=цS_ bŠjq
Залежність між tc і температурою для бактеріальних спор при
Еакт
=226260 Дж/моль має вигляд (4.8). Припустимо, що якийсь вітамінА також руйнується високою температурою в аналогічному середо-вищі і що реакція його деструкції має величину Е
акт порядку 108940.
Якщо відомо, що 50 % речовини А руйнується протягом 15 хв при115 °С, то швидкість деструкції А при 115 °С буде визначатися:
dt
dA− =kA, (4.10)
де k — константа швидкості реакції.Інтегруючи від t=0 до t=15 хв, протягом яких частка A змінюєть-
ся від 1 до 0,5, одержуємо:
kt=lnt
0
A
A=ln
5,0
0,1=0,693, (4.11)
або
15
693,0k
115= =0,046 хв—1. (4.12)
Тоді рівняння Арреніуса можуть бути записані так:
k=exp ⎟⎠⎞
⎜⎝⎛ −
RT
EC , (4.13)
або
ln k=—RT
108940+ C, (4.14)
чи стосовно цієї реакції
lg k=—T
5700+C′. (4.15)
Константа може бути визначена шляхом використання умовпри 115 °С:
lg 0,046=—338
5700+C′; (4.16)
С′=13,36.Тепер під час використання стерилізації повинні бути вибрані
такі умови, які б відповідали рівнянню (4.8) і були розраховані в при-пустимому діапазоні температур, наприклад 75...150 °С. Ці величининаведені у графах 1 і 2 табл. 4.5, а lgk може бути вирахований з

5 7
формули (4.15), відношення At/A
0 — з формули (4.11). Результати роз-
рахунків наведені у графах 3 і 4.
Таблиця 4.5Розрахунок збереження вітаміну Aпід час стерилізації в різних умовах
Дані табл. 4.5 свідчать про переваги методу ВТКС з ростомтемператури. Вибраний приклад відповідає повній стерилізації, алетой самий принцип залишається в силі під час проведення частковихоброблень, наприклад пастеризацією. Тому молочні суміші для моро-зива обробляють методом ВТКС, тоді як раніше їх пастеризувалитривалою дією низької температури. Для цих продуктів встановленітехнічні умови. Так, молоко повинно пастеризуватись при 63 °С про-тягом 30 хв або при 72 °С протягом 15 секунд. Є вдалі спроби миттєво-го оброблення при більш високих температурах.
Слід зазначити, що обидва режими оброблення молока забезпе-чують загибель звичайних патогенних мікроорганізмів, але не знеш-коджують термофільні мікроби. Достатньо часто у процесі проведен-ня циклічної пастеризації молока Lactobacillus thermophilus швидкоросли, згортаючи молоко до твердого згустка. Оптимальна темпера-тура росту цих мікробів становить біля 62° при рН 5,7 і низькій кон-центрації кисню.
Під час використання методу ВТКС на ферменти менше діє ви-сока температура, ніж під час звичайного і більш тривалого оброб-лення. Зі спеціальних літературних джерел відомі випадки, в якихферменти, що досліджувались, наприклад пероксидаза і фосфатаза,руйнувались зразу ж після оброблення методом ВТКС, але через де-який час виникали знову. Це ще один ускладнюючий фактор, якийварто враховувати так само, як і бактеріологічні аспекти, для визна-чення умов оброблення.
Температура , °C tс
lg(lnA0/A
t) A
t/A
0
1 2 3 4
75 →~ 2,4 →0100 400 0,7 0,007110 36 0,04 0,33120 4 —0,52 0,73130 0,5 —1,07 0,92140 0,08 —1,6 0,98150 0,01 —2,1 0,99
5 8
4.7. pе›, м, “2е!, лSƒ=цS_ 2= C=“2е!, ƒ=цS_Вибір режимів теплового оброблення харчової продукції і на-
поїв має здійснюватись з урахуванням всієї сукупності супровіднихфакторів. До них належать ступінь інфікованості продукції, можливітемпературні показники, вид тари чи упаковки, її об’єм, консистен-ція продукту та його теплофізичні характеристики тощо.
З різних видів продукції напрацьовані і використовуються умо-ви стерилізації (пастеризації), що записуються у вигляді формули
Т
BБA −−Р, (4.17)
де А — час, протягом якого температура підвищується до стериліза-ційної, хв; Б — тривалість стерилізації, хв; В — час охолодження, хв;Т — температура стерилізації, °С; Р — протитиск у автоклаві, МПа.
Наприклад, черешневий компот у банках СКО-83-2 (літрових)можна гарантовано стерилізувати за такою формулою:
100
253025 −−0,1.
Це означає, що компот нагрівають до 100 °С протягом 25 хв,тримають при 100 °С 30 хв, охолоджують 25 хв, протитиск в автоклавіустановлюють 0,1 [10].
Слід мати на увазі, що зниження заданого за формулою проти-тиску навіть на кілька секунд може призвести до зривання кришок наскляних банках. Щоб гарантувати відповідний протитиск в усіх трубо-проводах, по яких подається вода, пара, стиснуте повітря до авто-клава, встановлюють клапани зворотної дії.
Кожна із складових витрат часу А, Б і В призначається також із урахуванням матеріалу і об’єму посуду. Аналізуючи теплофізичнуситуацію, можна бачити, що головний опір процесу теплопередачіматиме місце з боку тепловіддачі від стінки до продукту для метале-вого посуду, а для скляного значним додатком виступатиме опір теп-лопередачі самої стінки.
Якщо витрати часу на нагрівання продукту для металевих ба-нок можуть бути зменшені за рахунок температурного напору (тобтоза рахунок підвищення температури теплоносія), то за умов викори-стання скляного посуду цей шлях має суттєві обмеження через мож-ливу терморуйнацію. Це саме стосується і режимів охолодження. Тем-пературні перепади між цими показниками для банки і теплоносія наділянці охолодження потрібно мати меншими не тільки через концен-трацію термонапружень, а ще й через те, що вони накладаються нанапруження, пов’язані з підвищеним внутрішнім тиском.
5 9
У зв’язку з викладеним завдання інтенсифікації процесу тепло-обміну і скорочення загального часу стерилізації вирішують за рахунокзменшення об’ємів посуду або зміни гідродинамічного стану його вмісту.Останнє досягається задаванням посуду механічного обертального руху,за якого відбувається додаткове перемішування, вирівнювання темпе-ратури і покращання умов теплопередачі. Найкращі результати прицьому досягаються під час випуску продукції підвищеної консистенціїтипу пюре. Але вирішення проблеми таким чином потребує відповіді напитання, пов’язані зі швидкістю обертання, оскільки відомо, що спо-чатку з ростом цього показника відбувається інтенсифікація, а подаль-ше його нарощування супроводжується певною межею, на якій ефектстабілізується, а потім починає знижуватись [3].
Існують стерилізаційні апарати, в яких обертальний рух посудузадається навколо його поздовжньої осі, і такі, де відбувається прин-цип обертання з дна на кришку. Останні особливо ефективні під часвикористання посуду відносно великого об’єму і консистентної продукції.
Дослідження свідчать про те, що використання ротаційної сте-рилізації не тільки різко скорочує тривалість процесу, але і підви-щує якість продукції, оскільки під час ротаційної стерилізації про-дукт по всьому об’єму тари прогрівається більш рівномірно.
Співвідношення, що характеризують тривалість процесів сте-рилізації в різних умовах, наведені в табл. 4.6 [13].
Таблиця 4.6Порівняльні дані процесів стерилізації
Kонсерви ТараРежим стерилізації
для нерухомихбанок
ротаційні
1 2 3 4
Закуска з кабачків зморквою 83-2
Закуска з баклажанів 83-2
Закуска з перцю з морквою 83-2
Пюре з гарбузів з манноюкрупою 83-2
Соус із кабачків 14
120
3012025 −−120
254020 −−
120
307525 −−120
253020 −−
120
307525 −−120
253520 −−
120
3011025 −−120
254020 −−
120
2512025 −−120
254020 −−

6 0
Закінчення табл. 4.6
Ротаційна стерилізація дає змогу розширити асортимент тариза рахунок збільшення об’єму банок. Висока термічна інерція деякиххарчових продуктів обмежує випуск цих консервів 1-2-літровими об’є-мами. При більших об’ємах тари тривалість стерилізації збільшуєтьсянастільки, що практично скористатися таким режимом неможливо. Зцієї причини погіршується і якість продукції у великій тарі. Прикла-дом цього може бути режим стерилізації морквяного соку в 3-літровійбанці, тривалість якої перевищує 4 години. Така тривала дія високоїтемператури неприпустима з причин якості. Отже, випускати цей про-дукт в умовах «нерухомої» стерилізації неможливо. Для ротаційної жстерилізації таких густих продуктів можна визначити прийнятні ре-жими оброблення не тільки в 3-, але і в 10-літрових банках.
В той же час ротаційна стерилізація має і деякі недоліки. Першза все вона не дає помітного ефекту для дуже рідких продуктів типувиноградного або яблучного соків, у яких під час стерилізації діютьприродні інтенсивні конвективні контури перемішування. По-друге,занадто густі продукти, наприклад паштети, які особливо потребу-ють утворення примусової конвекції, не перемішуються під час обер-тання консервної тари і стимуляція не відбувається.
Обертання може погіршити якість деякої продукції. Наприклад,під час стерилізації консервів «Зелений горошок» із зерен вимивається
1 2 3 4
Сік морквяний 14
Сік томатний 14
Томати протерті 14
Сік морквяний 83-3
Сік сливовий 14
Сік абрикосовий 14
Сік вишневий з м’якоттю іцукром 14
120
2521025 −−120
254510 −−
120
256025 −−120
25510 −−
120
3519025 −−120
30510 −−
120
3520025 −−120
253525 −−
100
308025 −−100
201510 −−
100
308025 −−100
201510 −−
100
306025 −−100
20510 −−
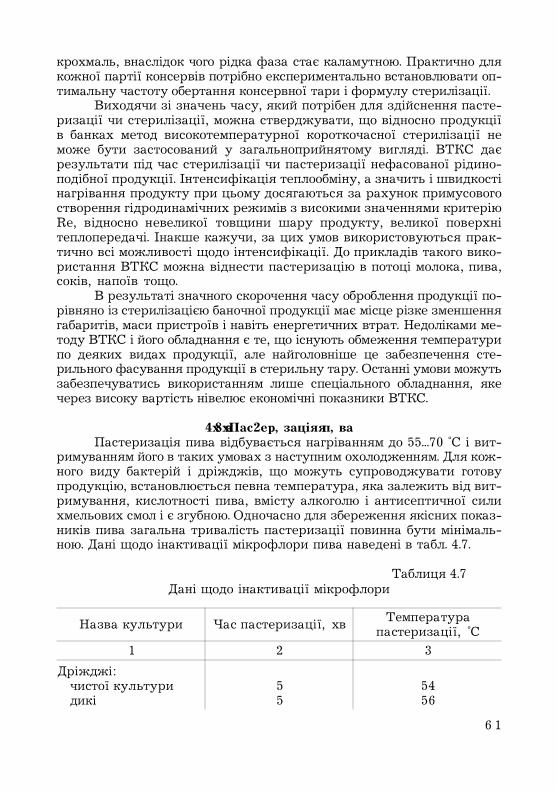
6 1
крохмаль, внаслідок чого рідка фаза стає каламутною. Практично длякожної партії консервів потрібно експериментально встановлювати оп-тимальну частоту обертання консервної тари і формулу стерилізації.
Виходячи зі значень часу, який потрібен для здійснення пасте-ризації чи стерилізації, можна стверджувати, що відносно продукціїв банках метод високотемпературної короткочасної стерилізації неможе бути застосований у загальноприйнятому вигляді. ВТКС даєрезультати під час стерилізації чи пастеризації нефасованої рідино-подібної продукції. Інтенсифікація теплообміну, а значить і швидкостінагрівання продукту при цьому досягаються за рахунок примусовогостворення гідродинамічних режимів з високими значеннями критеріюRе, відносно невеликої товщини шару продукту, великої поверхнітеплопередачі. Інакше кажучи, за цих умов використовуються прак-тично всі можливості щодо інтенсифікації. До прикладів такого вико-ристання ВТКС можна віднести пастеризацію в потоці молока, пива,соків, напоїв тощо.
В результаті значного скорочення часу оброблення продукції по-рівняно із стерилізацією баночної продукції має місце різке зменшеннягабаритів, маси пристроїв і навіть енергетичних втрат. Недоліками ме-тоду ВТКС і його обладнання є те, що існують обмеження температурипо деяких видах продукції, але найголовніше це забезпечення сте-рильного фасування продукції в стерильну тару. Останні умови можутьзабезпечуватись використанням лише спеціального обладнання, якечерез високу вартість нівелює економічні показники ВТКС.
4.8. o=“2е!, ƒ=цS C, "=Пастеризація пива відбувається нагріванням до 55...70 °С і вит-
римуванням його в таких умовах з наступним охолодженням. Для кож-ного виду бактерій і дріжджів, що можуть супроводжувати готовупродукцію, встановлюється певна температура, яка залежить від вит-римування, кислотності пива, вмісту алкоголю і антисептичної силихмельових смол і є згубною. Одночасно для збереження якісних показ-ників пива загальна тривалість пастеризації повинна бути мінімаль-ною. Дані щодо інактивації мікрофлори пива наведені в табл. 4.7.
Таблиця 4.7Дані щодо інактивації мікрофлори
Назва культури Час пастеризації, хв Температурапастеризації, °С
1 2 3
Дріжджі: чистої культури дикі
55
5456
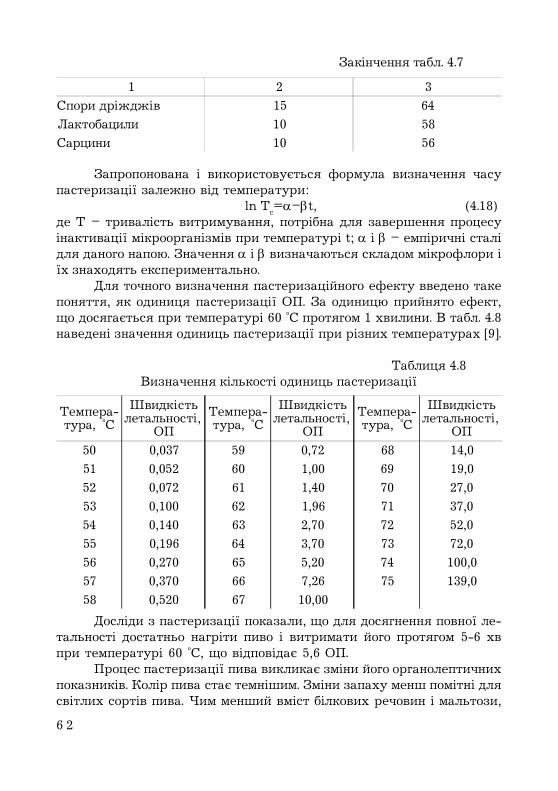
6 2
Закінчення табл. 4.7
Запропонована і використовується формула визначення часупастеризації залежно від температури:
ln Tc=α—βt, (4.18)
де Т — тривалість витримування, потрібна для завершення процесуінактивації мікроорганізмів при температурі t; α і β — емпіричні сталідля даного напою. Значення α і β визначаються складом мікрофлори іїх знаходять експериментально.
Для точного визначення пастеризаційного ефекту введено такепоняття, як одиниця пастеризації ОП. За одиницю прийнято ефект,що досягається при температурі 60 °С протягом 1 хвилини. В табл. 4.8наведені значення одиниць пастеризації при різних температурах [9].
Таблиця 4.8Визначення кількості одиниць пастеризації
Досліди з пастеризації показали, що для досягнення повної ле-тальності достатньо нагріти пиво і витримати його протягом 5-6 хвпри температурі 60 °С, що відповідає 5,6 ОП.
Процес пастеризації пива викликає зміни його органолептичнихпоказників. Колір пива стає темнішим. Зміни запаху менш помітні длясвітлих сортів пива. Чим менший вміст білкових речовин і мальтози,
1 2 3
Спори дріжджів 15 64
Лактобацили 10 58
Сарцини 10 56
Темпера-тура, °С
Швидкістьлетальності,
ОП
Темпера-тура, °С
Швидкістьлетальності,
ОП
Темпера-тура, °С
Швидкістьлетальності,
ОП
50 0,037 59 0,72 68 14,0
51 0,052 60 1,00 69 19,0
52 0,072 61 1,40 70 27,0
53 0,100 62 1,96 71 37,0
54 0,140 63 2,70 72 52,0
55 0,196 64 3,70 73 72,0
56 0,270 65 5,20 74 100,0
57 0,370 66 7,26 75 139,0
58 0,520 67 10,00

6 3
тим незначніші зміни запаху. В пиві з’являється присмак свіжого хліба.Для зниження хлібного присмаку і запаху процес пастеризації здійсню-ють при зниженій температурі і подовжують час оброблення.
Для оброблення пива верхового і низового бродіння факторитемператури і часу різні. Для низових дріжджів температура інакти-вації становить 56 °С, а для верхових — 60 °С.
Значне підвищення температури пастеризації небажане, бо вонозбільшує тиск у пляшках а також збільшує втрати посуду і продукції.Крім того, висока температура погано впливає на ізомеризацію гіркиххмельових смол [9].
Пастеризація фасованогов пляшки пива відбувається затри етапи: перший — нагріван-ня від 2...5 °С до температурипастеризації 62 °С, другий —витримування при цій темпера-турі і третій охолодження дотемператури 20...25 °С. Тут та-кож існують обмеження порізниці температур між тепло-носієм і пляшками через термо-руйнування. Ці обмеження пере-бувають у протиріччі по відно-шенню до інтенсифікації проце-су, зменшення габаритів пасте-ризаторів, їх маси та ін.
На рис. 4.5 і 4.6 показанітермохронограми пастеризаціїпляшкового пива для патериза-тора НРБ і фірми Gasguet. З нихвидно, що за рахунок підвищен-ня температури і при скороченнічасу процесу можна набагатозбільшити такий показник, яккількість ОП.
Динаміка нагрівання вміс-ту пляшки залежить від такихпоказників, як гідродинамічніхарактеристики взаємодії тепло-носія і пляшки, температурнийнапір, в’язкість продукту, його
Рис. 4.5. Термохронограма по па-стеризатору НРБ:
1, 2, 3 — зони відповідно нагріван-ня, витримування, охолодження
Рис. 4.6. Термохронограма по па-стеризатору фірми Gasquet:
1, 2, 3 — зони відповідно нагріван-ня, витримування, охолодження

6 4
поверхневий натяг тощо і підлягає аналітичному моделюванню. Зва-жаючи на достатню складність останнього, автори посібника виконалисерію досліджень з метою одержання термохронограм. Проводилисьвони на спеціальному стенді, до складу якого входили термостат,пляшки з досліджуваним продуктом, спеціальний зонд на 5 термопарі потенціометр. Це давало можливість в умовах стабілізованої темпе-ратури теплоносія здійснювати виміри температур з розгортаннямпроцесу в часі. П’ять термопар розміщувались по висоті пляшки ідавали можливість фіксувати нерівномірність теплових полів (рис. 4.7).
Як тепловий агент використовувалась вода і дослідження відповідалирежимам занурювання пляшок у теплоносій і режимам душіювання.Результати цих досліджень показані на рис. 4.8 для випадків верти-кальної і горизонтальної орієнтації виробів. Виконані дослідження доз-воляють зробити такі висновки:
вертикальна орієнтація пляшок для випадків нагрівання мето-дом душіювання і занурювання супроводжується значними темпера-турними перепадами по висоті і поперечному перерізу. Пояснюється
Рис. 4.7. Схема розта-шування термопар на тер-мозонді для випадків орі-єнтації пляшок:
= — горизонтальної;K — вертикальної дном до-гори; " — вертикальноїдном донизу
= K
"

6 5
KРис. 4.8. Динаміка нагрівання вмісту пляшки (0,33 л) при температурі
теплоносія 65 °С і tп=1 °С:
= — у режимі зрошування з різною орієнтацією пляшки; K — у режимізанурювання; 1, 2, 3, 4 і 5 показники термопар (рис. 4.7)
=
це відносно низьким рівнем гідродинамічного перемішування вміступляшки. Аналіз картини температурних полів вказує на можливістьінтенсифікації процесу на фазі нагрівання за рахунок дестабілізаціївнутрішніх конвективних потоків;
визначальним є опір вертикальної циркуляції вмісту пляшки,що підтверджується дослідами, в яких пляшка займала положеннядогори горлом, донизу горлом і горизонтальне;
одержані результати в режимах занурювання і душіювання, щозбігаються за динамікою нагрівання. Це означає, що під час душію-вання існує якась нижня межа щільності зрошування, перевищенняякої практично не змінює динаміку теплопередачі.
4.9. b, ƒ…=че…… д, …=мS*, 2, “*3 " Cл ш*=.3 C!%це“S C=“2е!, ƒ=цS_
Одним з важливих показників процесу пастеризації євнутрішній тиск.
Відомо, що наповнення пляшок пивом відбувається при темпе-ратурі продукту 2...4 °С і тиску приблизно 0,15...0,25 МПа. Ці значенняпараметрів вибираються з метою якомога більш повного збереження врозчиненому стані СО
2, кількість якого відповідає зрівноваженому стану.
Після завершення заповнення внутрішній об’єм пляшки сполучається

6 6
з атмосферою, тиск в ній знижується до атмосферного, а потімздійснюється коркування. Далі під час нагрівання вмісту пляшкизбільшується об’єм пива і зростає тиск. Це можна визначити за вира-зом [9]
Р2=Р
1 .)t273(
)t273(
)tt(000466,0)01,01(VV01,0
V01,0
1
2
1200
0
++
−−− aa
a (4.19)
де Р1 і Р
2 - відповідно початковий і кінцевий тиск у пляшці; V
0 —
внутрішній загальний об’єм пляшки; = — частка газової фази в за-гальному об’ємі пляшки.
Як бачимо з результатів розрахунків (табл. 4.9), суттєве зна-чення в досягненні кінцевого тиску Р
2 має частка об’єму газової фази
=. Різні значення останньої можуть визначатись відхиленням від номі-нального об’єму самої пляшки, а також точністю дозування рідини.
Для визначення можливих показників Р2 встановимо максимальні
і мінімальні значення = для різних типів пляшок згідно з ГОСТ 10117-80 (табл. 4.10). А результати розрахунків наведені в табл. 4.11.
Таблиця 4.9Результати розрахунків щодо визначення тиску Р
2, МПа,
залежно від параметра = і температури t2, °С, при t
1=1 °С
а, %
t2, °C 1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10 11
5 0,12 0,11 0,11 0,11 0,10 0,10 0,10 0,10 0,10 0,10
10 0,16 0,13 0,12 0,11 0,11 0,11 0,11 0,11 0,11 0,11
15 0,26 0,15 0,13 0,12 0,12 0,12 0,11 0,11 0,11 0,11
20 0,63 0,18 0,15 0,13 0,13 0,12 0,12 0,12 0,12 0,12
25 ∞ 0,23 0,17 0,15 0,14 0,13 0,13 0,12 0,12 0,12
30 — 0,31 0,19 0,16 0,15 0,14 0,13 0,13 0,13 0,13
35 — 0,45 0,22 0,18 0,16 0,15 0,14 0,14 0,13 0,13
40 — 0,86 0,27 0,20 0,17 0,16 0,15 0,14 0,14 0,14
45 — 6,38 0,33 0,22 0,19 0,17 0,16 0,15 0,15 0,14
50 — ∞ 0,42 0,25 0,20 0,18 0,17 0,16 0,15 0,15
55 — — 0,59 0,29 0,23 0,20 0,18 0,17 0,16 0,15
60 — — 0,96 0,35 0,25 0,21 0,19 0,18 0,17 0,16
65 — — 2,42 0,42 0,28 0,23 0,20 0,19 0,18 0,17

6 7
Закінчення табл. 4.9
Таблиця 4.10Дані до визначення можливих відхилень
об’ємів газової фази
Аналіз даних табл. 4.9 і 4.11 показує, що за малих значень вели-чини = в результаті теплового розширення рідини тиск теоретичноможе розвиватись до нескінченно великого значення за умови, щознаменник виразу (4.19) перетворюється в нуль. У зоні від’ємних зна-чень Р
2 вираз втрачає фізичний зміст. Умова Р
2=∞, зрозуміло, теж не
досягається, оскільки при певних значеннях тиску відбувається відкор-ковування пляшки або її руйнування.
При цьому абсолютна числова величина об’єму пляшки, як ба-чимо з табл. 4.9, значення не має, важливою є лише величина =. Дляпляшок з номінальним об’ємом 0,5 та 0,33 л значення Р
2 для однако-
вих t2 і = повністю збігаються. Це саме підтвердили розрахунки і для
типорозмірів пляшок місткістю від 0,1 до 1,0 л і стосуються будь-яких об’ємів.
Отже, можна зробити висновок про доцільність прогностичноїоцінки значень Р
2 за відхиленнями повного об’єму пляшки від номіна-
лу в межах ГОСТ (табл. 4.10).В табл. 4.10 наведено дані можливих відхилень об’ємів, що дало
змогу прорахувати максимальні аmax
і мінімальні аmin
значення. Найгірші
1 2 3 4 5 6 7 8 9 10 11
70 — — ∞ 0,52 0,31 0,25 0,22 0,20 0,18 0,18
75 — — — 0,69 0,36 0,27 0,23 0,21 0,19 0,18
80 — — — 1,01 0,42 0,30 0,25 0,22 0,20 0,19
Типпляшки
Місткість, см3 Об’ємгазовоїфази, см3
Величина а, %
номінальна допустима аmax
аmin
ІІІ 100 100±3 10±3 11,50 6,54
ІV 250 270±10 20±10 10,70 3,85330 350±10 20±10 8,30 2,94
500 535±10 35±10 8,30 4,76
I 500 520±10 20±10 5,66 1,96
700 725±15 25±15 5,40 1,41
II 800 835±15 35±15 4,70 2,40

6 8
Таблиця 4
.11
Результати розрахунків з визначення тиску Р
2, МПа,
як функції параметра
= і температури t
2, °С,
при t
1=1
°С з
урахуванням відхилень повного об
’єму пляшки
в межах
ГОСТ

6 9
співвідношення відповідаютьпляшкам типу І номінальноюмісткістю 0,5 і 0,7 л і типу ІІ —0,8 л. Саме для цих пляшок навітьза номінального заповнення про-гнозується зрив пробки або руй-нування самого посуду . Замінімальних значень а
min слід че-
кати такого самого результату ідля пляшки номінальноюмісткістю 0,33 л.
На рис. 4.9, 4.10 та 4.11 по-казані графічні залежності тискувід температури при різних зна-ченнях = для різних типів пляшок.Зважаючи на можливі відхилен-ня дози рідини, яка подається впляшку, можна стверджувати,що критичні умови для переза-повненого посуду матимуть місцеу процесі пастеризації. Це сто-сується всіх типів пляшок. Теп-лове розширення рідини не є єди-ною причиною в досягненні пев-них параметрів. Збільшення тис-ку відбувається також за раху-нок переходу зв’язаного СО
2 в
газоподібний стан. Кількість виді-леного газу пов’язана з підвищен-ням температури і величиною тис-ку в газовому просторі пляшки. Зростом температури безперервнозбільшується тиск за рахунок до-даткового виділення СО
2 і при
вмісті СО2 в 3,6 г/л в пляшці
місткістю 0,33 л при температурі60 °С внутрішній тиск становить0,3 МПа. За тих самих умов дляпляшки в 1 л тиск становитиме0,4 МПа. Існує взаємозв’язок міжтемпературою, часткою газового
Рис. 4.9. Залежність тиску від тем-ператури у пляшках за заданого значен-ня частки газової фази ==1, 2, 3, 4 %.
Рис. 4.11. Залежність тиску від тем-ператури у пляшках за заданого зна-чення ==8, 9, 10 %.
Рис. 4.10. Залежність тиску від тем-ператури у пляшках за заданого зна-чення частки газової фази ==5, 6, 7 %.

7 0
об’єму пляшки і тиском, що розвиваєть-ся. Так, на рис. 4.12 показані залеж-ності температури від параметра = притиску в пляшці, що не перевищує зна-чення 0,5 МПа.
З урахуванням принципу супер-позиції можна констатувати, що підви-щення тиску в пляшці під час її на-грівання визначається тепловим розши-ренням рідини і часткою тиску за ра-хунок виділення СО
2. При цьому дру-
гий параметр за певних умов і не поч-не діяти . Це можливо тоді, колизбільшений тиск у пляшці за рахуноктеплового об’ємного розширення пивабуде більшим, ніж цей показник за
зрівноваженого стану. За цих умов газ не буде виділятися.Зі сказаного випливає, що величина тиску в пляшці прогно-
зується з двома можливими максимумами, кожен з яких визначати-меться першим або другим фактором. На рис. 4.13 показано графікзалежності тиску від величини =, де крива 1 відповідає частці тиску,що створюється за рахунок теплового розширення пива, а пряма 2
частці тиску за рахунок виді-лення газу. Положення остан-ньої визначається як тискзрівноваженої системи привибраній температурі. Такимчином, існує якесь оптималь-не значення =
0, якому відпові-
дають рівні значення першої ідругої складових. Положенняточки =
0 на горизонтальній осі
розбиває графік на дві зони:зона I — їй відповідає
значення тиску, що визна-чається лише тепловим роз-
ширенням продукту в пляшці. За малих значень = ця величина можебути значною і аж за межею границі міцності. Якщо за якихось при-чин відбувається повне заповнення (або близьке до нього) пляшки,то з урахуванням того, що вода і її розчини є нестискуваними, мож-на прогнозувати зрив пробки або руйнування посуду;
Рис. 4.12. Графік залежностітемператури від частки газовоїфази = при загальному тиску упляшці Р
2=0,2; 0,3; 0,4 МПа
Рис. 4.13. Залежність тиску від част-ки газової фази = в об’ємі пляшки

7 1
зона II — їй відповідає стале значення тиску в пляшці (тискзрівноваженого стану Р
зр).
Якщо зважити на те, що об’ємне теплове розширення продук-ту і газовиділення є наслідком нагрівання, то можна вважати, що позоні I газоутворення не відбувається, а якщо =>=
0, то саме газоутво-
рення визначатиме загальний тиск.У зв’язку з викладеними міркуваннями можна зробити висновок
про надзвичайно суттєве значення ступеня заповнення пляшок напо-ями. Заповнення вище критичного значення супроводжується втрата-ми продукції.
На жаль, це не єдиний показник руйнування посуду, оскількиза інших рівних умов дуже велике значення має якість тари (скла) ікоркових матеріалів. Проте за будь-яких умов перезаповнення посудупродуктом значно погіршує ситуацію.
Виконані теоретичні дослідження динаміки зміни тиску в пляш-ках дають змогу зробити такі висновки:
теплове розширення рідини в пляшках може бути визначаль-ним у досягненні значень тиску і значною мірою залежить від часткигазової фази в загальному об’ємі пляшки;
збільшення частки газової фази за інших рівних умов забезпе-чує зниження тиску в пляшці аж до критичних значень =, після чогозагальний тиск визначатиметься умовами рівноваги між СО
2 в розчині
і в газовій фазі;критичний тиск у пляшках може досягатися як за рахунок відхи-
лень значень повного їх об’єму в межах ГОСТ, так і за рахунок пере-заповнення під час дозування рідини;
за ступенем заповнення пляшок, що подаються на пастериза-цію, має бути посилений контроль. Вщерть заповнені пляшки з проце-су пастеризації мають вилучатися;
автомат для заповнення склотари продукцією, що подається напастеризацію, має додатково перевірятись на точність дозування. Ба-жано, щоб відхилення (за дозою) від номіналу були від’ємні (в межахдопуску).
4.10. b, ƒ…=че…… Cе!емS?е…ь S …=C!3›е…ь 3 “*л%C%“3дSƒ= CSд", ?е…%г% 2, “*3
Відомо, що склопосуд, який використовується у виробництві,має складну форму. Тому складемо розрахункову схему і проаналі-зуємо рівняння деформацій і рівняння рівноваги для осесиметричногоциліндричного тіла. Це дасть у подальшому можливість оцінити впли-ви на окремі частини посуду.

7 2
У першому наближенні вважатимемо внутрішній тиск сталим.Кожна з точок моделі одержить якісь переміщення. Очевидно,
що за умов симетрії ці переміщення відбуватимуться в радіальних пло-щинах. Точка може переміщуватись по радіусу і по відповідній твірній.
Радіальне переміщення довільновзятої точки позначимо u. При цьомувеличина u є функцією радіуса r і незмінюється по довжині циліндра. Задодатний напрямок r приймаємо напря-мок від осі циліндра (рис. 4.14).
Вважатимемо, що осьові пере-міщення розподілені так, що поперечніперерізи залишаються плоскими.
Позначивши відносні деформаціїε
r і ε
t в радіальному і коловому напрям-
ках, записуємо
εr=
dr
du. (4.20)
Оскільки після навантаження маємо довжину кола 2π(r+u), то
εt=
r2
r2)ur(2
ππ−+π
, або εt=
r
u. (4.21)
Підставляючи u=εtr у вираз (4.20), маємо
dr
d(ε
tr)—ε
r=0. (4.22)
Виділивши елемент ци-ліндричної частини посуду іпроектуючи сили, що діють нанього, на напрямок радіуса r,записуємо умову рівноваги(рис. 4.15):
(σr+dσ
r)(r+dr)dϕdz—
—σrrdϕdz—σ
tdzdzdϕ=0. (4.23)
Звідси знаходимо
σr+
dr
d rσr—σ
t=0 (4.24)
або
dr
d(σ
rr)— σ
t=0. (4.25)
Рис. 4.14. Розрахункова схе-ма визначення напружень у ци-ліндричній частині пляшки:
r — радіус; u — радіальнепереміщення довільної точки
Рис. 4.15. Напруження на елементістінки пляшки:
r — внутрішній радіус
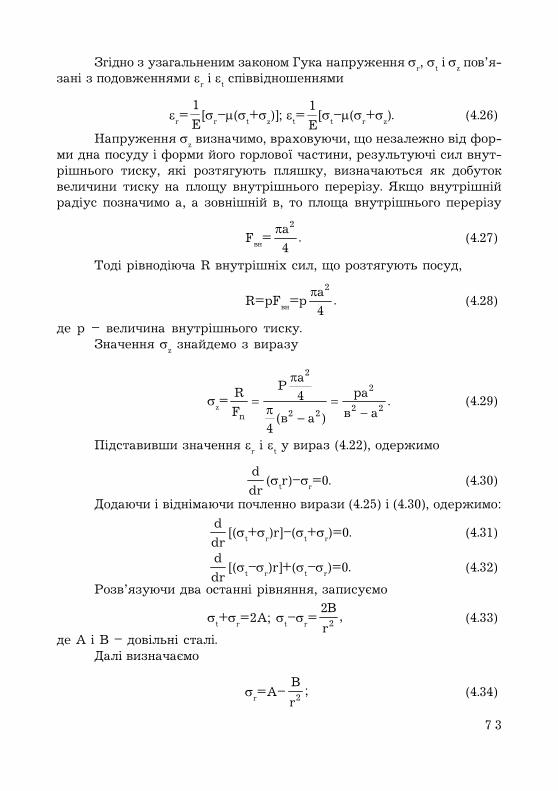
7 3
Згідно з узагальненим законом Гука напруження σr, σ
t і σz пов’я-
зані з подовженнями εr і ε
t співвідношеннями
εr=
E
1[σ
r—µ(σ
t+σ
z)]; ε
t=
E
1[σ
t—µ(σ
r+σ
z). (4.26)
Напруження σz визначимо, враховуючи, що незалежно від фор-
ми дна посуду і форми його горлової частини, результуючі сил внут-рішнього тиску, які розтягують пляшку, визначаються як добутоквеличини тиску на площу внутрішнього перерізу. Якщо внутрішнійрадіус позначимо а, а зовнішній в, то площа внутрішнього перерізу
Fвн= .
4
a2π(4.27)
Тоді рівнодіюча R внутрішніх сил, що розтягують посуд,
R=рFвн=р .
4
a2π(4.28)
де р — величина внутрішнього тиску.Значення σ
z знайдемо з виразу
σz= .
aв
pa
)aв(4
4a
P
F
R22
2
22
2
n −=
−π
π
= (4.29)
Підставивши значення εr і ε
t у вираз (4.22), одержимо
dr
d(σ
tr)—σ
r=0. (4.30)
Додаючи і віднімаючи почленно вирази (4.25) і (4.30), одержимо:
dr
d[(σ
t+σ
r)r]—(σ
t+σ
r)=0. (4.31)
dr
d[(σ
t—σ
r)r]+(σ
t—σ
r)=0. (4.32)
Розв’язуючи два останні рівняння, записуємо
σt+σ
r=2A; σ
t—σ
r= ,
r
B22 (4.33)
де А і В — довільні сталі.Далі визначаємо
σr=А— ;
r
B2 (4.34)

7 4
σt=А— ;
r
B2 (4.35)
Переміщення u знайдемо з виразу (4.21), якщо εt визначити
попередньо за законом Гука (4.26):
u=E
1[А(1—µ)r+B(1+µ)
r
1—µσ
zr]. (4.36)
Значення сталих А і В знайдемо за таких граничних умов:при r=а σ
r=—р
а; при r=в σ
r=—p
в, тобто
А— 2a
B=—р
а; А— 2в
B=—р
в, (4.37)
де рв — зовнішній тиск.Звідси
А= ;ав
вpap22
2в
2a
−
− В= 22
22
ав
вa
−(р
а—р
в). (4.38)
В результаті підстановок одержимо:
σr= ;
aв
pp
r
вa
ав
вpap22вa
2
22
22
2в
2a
−−
−−−
(4.39)
σt= ;
aв
pp
r
вa
ав
вpap22вa
2
22
22
2в
2a
−−
+−−
(4.40)
u= .zaв
pp
r
вa
E
1r
ав
вpap
E
1r22
вa22
22
2в
2a µσ−
−−µ+
+−−µ−
(4.41)
За наявності зовнішнього тиску одержимо:
σz= .
ав
вpap22
2в
2a
−
−(4.42)
Тоді u= .aв
pp
r
вa
E
1r
ав
вpap
E
122вa
22
22
2в
2a
−−µ+
+−−µ−
(4.43)
Одержані розрахункові формули (4.39)-(4.43) відповідають умо-вам перебування посуду в стерилізаторі, коли оброблення здійснюєтьсяза підвищеного зовнішнього тиску. Для випадку пастеризації зовнішнійтиск відсутній і тоді маємо р
а=р, р
в=0.
σr= ;
r
в1
ав
pa2
2
22
2
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−(4.44)

7 5
σt= ;
r
в1
ав
pa2
2
22
2
⎟⎟⎠
⎞⎜⎜⎝
⎛+
−(4.45)
u= .aв
p
r
вa1r
ав
ap
E
122
a22
22
2a
−εµ−
+−
µ−(4.46)
Рівняння (4.44) і (4.45) відображають епюри розподілу радіаль-них і колових напружень. З них видно, що σ
r і σ
t за інших рівних умов
залежать від величини поточного значення радіуса r.Нехай r=а і йому відповідають
σr= ;р
а)ав(
вра
ав
pa
a
в1
ав
pa222
22
22
2
2
2
22
2
−=−
−−
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
−(4.47)
σt= .
ав
)ва(р
а)ав(
вра
ав
pa
a
в1
ав
pa22
22
222
22
22
2
2
2
22
2
−+
=−
+−
=⎟⎟⎠
⎞⎜⎜⎝
⎛+
− (4.48)
При r=в маємо:
σr= ;0
в
в1
ав
pa2
2
22
2
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
−(4.49)
σt= .
ав
2pa
в
в1
ав
pa22
2
2
2
22
2
−=⎟
⎟⎠
⎞⎜⎜⎝
⎛+
−(4.50)
Таким чином, на-пруження σ
r і σ
t уподовж
радіуса змінюються загіперболічним законом.Нагадаємо при цьому, щовектори напружень σ
r, σ
t
і σz взаємно перпендику-
лярні (рис. 4.16).Наведені тут ре-
зультати щодо визначен-ня величин напружень уциліндричній частині пля-шок перебувають у повнійвідповідності з класичноютеорією розрахунків тов-
Рис. 4.16. Епюри радіальних та колових на-пружень у циліндричній частині стінки пляшки:
= — внутрішній радіус; " — зовнішній радіус

7 6
стостінних посудин. Між іншим, вказівки щодо визначення понять «тов-стостінні» і «тонкостінні» оболонки в літературі відсутні, тому вартозіставити стосовно нашого випадку різні моделі. Крім того, на наш
погляд, основні теоретичні посилання, якіприводять до одержання розрахунковихформул, можуть бути значно спрощені.
Як уже відомо, в основу аналітич-ного апарата покладена певна мікромодель(рис. 4.15) і використані основні припущен-ня опору матеріалів. На цій же основі спро-буємо розглянути макромодель. Припус-тимо, що йдеться про посудину чи обо-лонку циліндричної форми. Відомими євнутрішній радіус r
1, зовнішній радіус r
2,
висота посудини Н і внутрішній тиск р(рис. 4.17). Вважатимемо, що зовнішнійтиск відсутній.
Використовуючи метод перерізів,діаметральною площиною F розсікаємопосудину на два напівциліндри і розгля-немо їх у стані рівноваги.
Внутрішня поверхня напівциліндраперебуває під внутрішнім тиском р. Результуюча R внутрішніх силтиску р буде лежати на осі симетрії в площині ОXY, а числове зна-чення її може бути обчислене за умови:
R=2рr1Н. (4.51)
Щодо визначення значення результуючої сил внутрішнього тискуна стінку оболонки будь-якої форми сформулюємо таке правило: ре-зультуюча сил внутрішнього тиску на довільно вибрану частину обо-лонки визначається як добуток значення тиску на площу перерізуплощини, яким частина оболонки утворена.
У нашому випадку величина цієї площі відповідає значенню 2r1Н.
Посилаючись на умову рівноваги відсіченої частини в площі пе-рерізу до граней напівциліндра, маємо прикласти внутрішні сили увигляді колових напружень σ
t. Тоді запишемо:R=2(r
2—r
1)Нσ
t(4.52)
або 2рr1Н=2(r
2—r
1)Нσ
t. (4.53)
Звідси
σt= .
rr
pr
12
1
−(4.54)
Рис. 4.17. Схема до мак-ромоделі посудини циліндрич-ної форми:
r1 — внутрішній радіус;
r2 — зовнішній радіус; Н — ви-
сота; р — внутрішній тиск
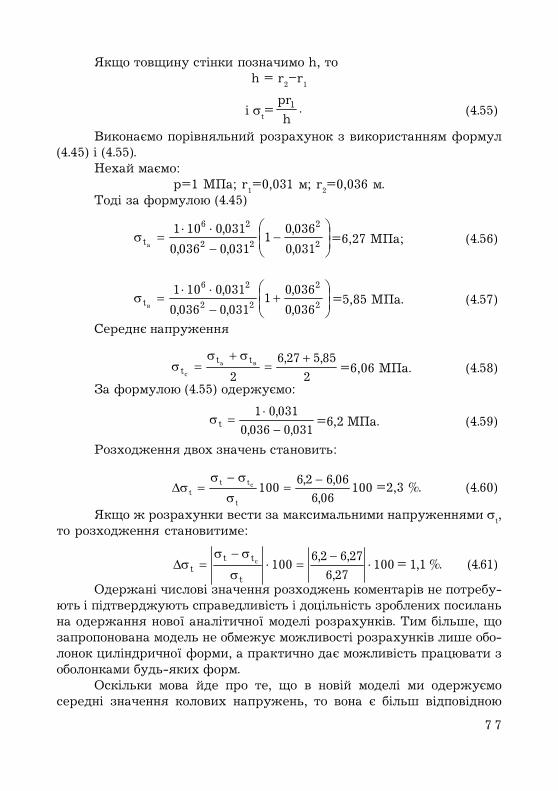
7 7
Якщо товщину стінки позначимо h, тоh = r
2—r
1
і σt= .
h
pr1 (4.55)
Виконаємо порівняльний розрахунок з використанням формул(4.45) і (4.55).
Нехай маємо:р=1 МПа; r
1=0,031 м; r
2=0,036 м.
Тоді за формулою (4.45)
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−⋅⋅
=σ2
2
22
26
t031,0
036,01
031,0036,0
031,0101a
=6,27 МПа; (4.56)
⎟⎟⎠
⎞⎜⎜⎝
⎛+
−⋅⋅
=σ2
2
22
26
t036,0
036,01
031,0036,0
031,0101в
=5,85 МПа. (4.57)
Середнє напруження
2
85,527,6
2вa
с
ttt
+=
σ+σ=σ =6,06 МПа. (4.58)
За формулою (4.55) одержуємо:
031,0036,0
031,01t −
⋅=σ =6,2 МПа. (4.59)
Розходження двох значень становить:
10006,6
06,62,6100
t
ttt
c −=
σ
σ−σ=σ∆ =2,3 %. (4.60)
Якщо ж розрахунки вести за максимальними напруженнями σt,
то розходження становитиме:
10027,6
27,62,6100
t
ttt
c ⋅−
=⋅σ
σ−σ=σ∆ = 1,1 %. (4.61)
Одержані числові значення розходжень коментарів не потребу-ють і підтверджують справедливість і доцільність зроблених посиланьна одержання нової аналітичної моделі розрахунків. Тим більше, щозапропонована модель не обмежує можливості розрахунків лише обо-лонок циліндричної форми, а практично дає можливість працювати зоболонками будь-яких форм.
Оскільки мова йде про те, що в новій моделі ми одержуємосередні значення колових напружень, то вона є більш відповідною

7 8
моделям розрахунків тонкостінних оболонок, завданням яких є визна-чення колових і меридіональних напружень.
Нормальні напруження σt і σ
z діють у площинах, де відсутні
дотичні напруження і очевидно, що вони є головними.Що стосується третього, головного, напруження, спрямовано-
го по нормалі до поверхні оболонки, то воно на внутрішній поверхнідорівнює р, а на зовнішній — нулю (при внутрішньому тиску). Оскіль-ки в тонкостінних оболонках σ
1= σ
t і σ
2=σ
z значно більші за р, ос-
таннім нехтують, тобто вважають, що σ3=0.
Останнє дає змогу вважати, що матеріал оболонки перебуває вплоскому напруженому стані. Тому під час розрахунків на міцністьзалежно від стану матеріалу потрібно використовувати відповідну гіпо-тезу міцності. Наприклад, за IV теорією міцності умова міцності маєвигляд:
σекв. IV
= zt2z
2t σσ−σ+σ ≤[σ]. (4.62)
Використаємо запропоно-вану макромодель для визна-чення напружень на перехіднихповерхнях.
Метою дослідження тутматимемо визначення меридіо-нальних (осьових) і колових на-пружень в довільно вибраномуперерізі I-I.
Нехай внутрішній радіусв перерізі I-I має значення r
1,
зовнішній — r2, внутрішній ра-
діус пляшки в її циліндричнійчастині r
a (рис. 4.18).
Тоді на основі методу пе-рерізів можемо стверджувати,що осьова рівнодіюча внутріш-нього тиску R
ос на частині пляш-
ки, що вище площини I-I, визначається за формулоюRос=πr2
1р. (4.63)
Осьові напруження
σz= ,
rr
pr
)rr(
pr
)rr(
R21
22
21
21
22
21
21
22
oc
−=
−ππ
=−π
(4.64)
а меридіональні —
Рис. 4.18. Схема до визначення на-пружень на перехідній частині пляшки:
r1 — внутрішній діаметр перехідної
поверхні; r2 — зовнішній діаметр пере-
хідної поверхні; ra — внутрішній діаметр
циліндричної частини пляшки

7 9
σm= ,
cos)rr(
pr
cos 21
22
21z
ϕ−=
ϕσ
(4.65)
Зі збільшенням відстані z від циліндричної частини пляшки, якбачимо, осьові напруження σ
z зменшуються, якщо товщина стінки
пляшки залишається сталою.Позначимо
Ф= .rr
r21
22
21
−(4.66)
Нехай r2=r
1+δ, де δ=const. Тоді
Ф= .r2
r
rr2r
r
r)r(
r2
1
21
21
21
21
21
21
21
21
δ+δ=
−δ+δ+=
−δ+(4.67)
Задавшись діапазоном зміни r1 і вибравши δ=0,005 м, одержує-
мо значення Ф=Ф(r1):
r1, м 0,01 0,02 0,03 0,04 0,05
Ф 0,8 1,78 2,77 3,76 4,76Відповідно до виразу (4.67)
одержуємо залежність, наближе-ну до лінійної (рис. 4.19).
Аналогічну залежність відзначення радіуса r
1 мають вели-
чини σz і σ
m.
Таким чином, за цими по-казниками пляшки в горловій ча-стині мають значний запас міц-ності, якщо товщина δ залиша-тиметься однаковою.
Визначимо колові напру-ження на якійсь ділянці пляшкитовщиною dz. З останньою вели-чиною пов’язані значення внут-рішніх радіусів, що відповідають перерізам на висотах z і z+dz. По-значимо ці радіуси як r
1z і r′
1z (рис. 4.20). Тоді площа перерізу у
формі трапеції дорівнюватиме
Fтрап
=2
1(2r
1z+2r′
1z)dz=(r
1z+r′
1z)dz. (4.68)
У випадку відомої форми бічної поверхні, коли крива твірноїL=L(z), у заданих межах підрахунку від z=z
1 до z=z
2 маємо:
Рис. 4.19. Графік залежності осьо-вих та меридіональних напружень відвнутрішнього радіуса r
1

8 0
Fтрап
=2 .dz)z(L2
1
z
z∫ (4.69)
Тоді рівнодіюча сил внутрішнього тиску, які діють на половинівнутрішньої поверхні пляшки, обмеженої значеннями z
1 і z
2, визна-
чається за формулою
R=pFтрап
=2р .dz)z(L2
1
z
z∫ (4.70)
Для елементарної ділянки маємо:dR=p(r
1z+r′
1z)dz. (4.71)
При відомому значенні ϕdr=dztgϕ (4.72)
і r1z= r′
1z+dr=r
1z+tgϕdz. (4.73)
Тоді площа, що працює на розрив, дорівнює:
Fрозр
=2ϕcos
dzδ. (4.74)
Колові напруження на ділянці dz:
σt= .
2
cos)rr(p
cosdz
2
dz)rr(p
dF
dR z1z1z1z1
розр δϕ′+
=δ
ϕ
′+= (4.75)
Як бачимо, і колові напруження зі зменшенням радіуса на гор-ловині пляшки зменшуються. Це означає, що виходячи з умови рівно-міцності доцільною є постановка питання про організацію випуску
пляшок з перемінною товщи-ною в горловій частині.
Іншим є висновок проте, що для пастеризаційно-го оброблення варто вибира-ти посуд з меншим діаметром.Це, за інших рівних умов,сприятиме суттєвому змен-шенню виробничих втрат.
Одержані розрахунковіформули (4.64), (4.65) і (4.75)дають змогу виконати розра-хунки і побудувати епюривідповідних напружень повисоті пляшки чи іншого по-
Рис. 4.20. Епюри колових, осьових і ме-ридіональних напружень

8 1
суду відомих розмірів і форми. Загальний вигляд епюр колових, осьо-вих і меридіональних напружень показано на рис. 4.20.
Метою цього дослідження було визначення параметрів напру-женого стану, в тому числі і величин деформацій, оскільки останніпов’язані зі зміною загального об’єму посуду.
На базі теорії розрахунків товстостінних оболонок одержанорівняння (4.46), за допомогою якого можна визначати зміну внутріш-нього і зовнішнього радіусів під впливом внутрішнього тиску р.
Теорія розрахунків тонкостінних оболонок для циліндричої час-тини пляшки дає вираз:
u= ,2
1Eh
pR2
⎟⎠⎞
⎜⎝⎛ µ
− (4.76)
де R — середній радіус пляшки; h — товщина стінки.Для перехідної поверхні горловини пляш-
ки (рис. 4.21), якщо вважати її наближеною доконічної, скористаємось виразом
u= .hE4
tgpx3 22 α(4.77)
Виконаємо підрахунки за величиною змінивнутрішнього радіуса циліндричної частинипляшки.
Вихідні дані для розрахунку: р=0,5 МПа;Å=0,55⋅1011 Па; µ=0,25; R=0,035 м; h=0,005 м.
u= ⎟⎠⎞
⎜⎝⎛ −
⋅⋅⋅⋅
2
25,01
005,01055,0
032,0105,011
26
=1,63⋅10—6 м.
Якщо вважати, що до деформації внут-рішній радіус r
1=0,032 м, то після деформації
матимемо:r′1=r
1+u=0,032+1,63⋅10—6=0,03200163 м.
Площа внутрішнього поперечного перерізу пляшки відповідностановитиме:
до деформаціїfвн=πr
12=3,14⋅0,0322=3,215⋅10—3 м2;
після деформаціїf′вн=π(r′
1)2=3,14⋅0,032001632=3,21569⋅10—3 м2.
Якщо прийняти висоту циліндричної частини пляшки рівною0,156 м, то об’єми становитимуть:
Рис. 4.21. Схемадо визначення де-формацій перехідноїчастини пляшки

8 2
до деформаціїVвн=3,215⋅10—3⋅0,156=0,5⋅10—3 м3;
після деформаціїV′вн=3,21569⋅10—3⋅0,156=0,50165⋅10—3 м3,
а зміна об’єму становитиме:∆V
вн=V′
вн—V
вн=0,50165⋅10—3—0,5⋅10—3=0,00165⋅10—3 м3 = 1,6 см3.
Аналогічні розрахунки виконаємо з використанням формули(4.46).
.м10411,1032,0036,0
1055,0
32,0
036,0032,0
1055,0
25,01032,0
32,0036,0
032,01055,0
1055,0
25,021u
622
622
1122
26
11
−⋅=−⋅⋅
×
×⋅
++
−⋅⋅
⋅⋅−
=
Одержані два значення по величині збільшення внутрішньогорадіуса показують, що для практичних розрахунків можна використо-вувати обидві теорії. Тим часом, незважаючи на відносно малі дефор-мації посуду в радіальному напрямку, маємо зміни об’єму, які повиннівраховуватись, оскільки вони однакового з об’ємом газової фази по-рядку. А саме цей показник, як зазначено далі, є визначальним завеличиною тиску у процесі пастеризації або стерилізації продукції.
4.11. b, ƒ…=че…… 2емCе!=23!…, . …=C!3›е…ьТехнологічні умови виконання процесів фасування пива і напоїв
для збереження в розчиненому стані СО2 потребують температури 2...4 °С.
Водночас відразу після закупорювання посуд передається в пастери-затор, де з метою прискорення процесів нагрівання продукції бажаномати якомога більший температурний напір, тобто різницю між тем-пературою теплоносія і температурою вмісту пляшок. Ця різниця тем-ператур спричиняє термічні напруження, які потрібно обов’язкововраховувати. При цьому наявна спільна дія напружень від підвищеннятиску і термічних напружень.
Розрахунок температурних напружень базується на використанніузагальненого закону Гука, який для нашого випадку подамо у вигляді:
⎪⎪⎪
⎩
⎪⎪⎪
⎨
⎧
α+µσ−µσ−σ=ε
α+µσ−µσ−σ=ε
α+µσ−µσ−σ=ε
)80.4(),r(t)(E
1
)79.4();r(t)(E
1
)78.4();r(t)(E
1
rztt
tzrr
trzz

8 3
де α — коефіцієнт температурного розширення; t(r) — закон змінитемператури.
Розв’язавши ці рівняння щодо напружень, запишемо:
σz=
)21)(1(
E
µ−µ+[(1—µ)ε
z+µε
r+µε
t—(1+µ)αt(r)]; (4.81)
σr=
)21)(1(
E
µ−µ+[(1—µ)ε
r+µε
t+µε
z—(1+µ)αt(r)]; (4.82)
σt=
)21)(1(
E
µ−µ+[(1—µ)ε
t+µε
r+µε
z—(1+µ)αt(r)]. (4.83)
Врахувавши, що εr=
dr
du; ε
t=
r
u(4.84)
після підстановки в рівняння (4.24) виразів (4.82) і (4.83), запишемо:
.dr
)r(dt
1
1
r
u
dr
du
r
1
dr
ud22
2
αµ−µ+
=−+ (4.85)
За відомого закону зміни температури t=t(r) з рівняння (4.85)можна визначити переміщення.
Перепишемо вираз (4.85) у вигляді
.dr
)r(dt
1
1
dr
)ur(d
r
1
dr
dα
µ−µ+
=⎥⎦⎤
⎢⎣⎡ (4.86)
Після подвійного інтегрування маємо:
u= .r
CrCrdr)r(t
1
1
r
r 21
r
r11
++αµ−µ+
∫ (4.87)
Сталі інтегрування знайдемо за початкових умов для σr на
внутрішній і зовнішній поверхнях пляшки.
;0)(1rrr =σ =
.0)(2rrr =σ =
(4.88)Підставивши вирази (4.84) і (4.87) в умову (4.82), маємо:
σr= .
21r
C
21
Crdr)r(t
r
1
1
1
1
Ez2
21
r2
1⎥⎥
⎦
⎤
⎢⎢
⎣
⎡ε
µ−µ
+−µ−
+αµ−µ+
−µ+ ∫ (4.89)
Підставивши цей вираз у рівняння (4.88) і розв’язавши системудвох рівнянь, знайдемо сталі інтегрування С
1 і С
2:
С1= ;rdr)r(t
rr
1
1
)21)(1(z
r
r21
22
2
1
µε−α−µ−
µ−µ+∫ (4.90)

8 4
С2= .rdr)r(t
rr
r
1
1 2
1
r
r21
22
21 ∫ α−µ−
µ+(4.91)
Тоді підстановкою виразу (4.84) у рівняння (4.81)-(4.83) з ураху-ванням виразу (4.87) одержимо:
σr= ;rdr)r(t
r)rr(
rrrdr)r(t
r
1
1
E 2
11
r
r22
122
21
2r
r2 ⎥
⎥
⎦
⎤
⎢⎢
⎣
⎡α
−−
+α−µ− ∫∫ (4.92)
σt= ;)r(trdr)r(t
r)rr(
rrrdr)r(t
r
1
1
E 2
11
r
r22
122
21
2r
r2 ⎥
⎥
⎦
⎤
⎢⎢
⎣
⎡α−α
−−
+αµ− ∫∫ (4.93)
σz= .)r(t)1(rdr)r(t
rr
2
1
Ez
r
r21
22
2
1⎥⎥
⎦
⎤
⎢⎢
⎣
⎡α−εµ−+α
−µ
µ− ∫ (4.94)
Значення εz, що входить в останню формулу у разі вільного
розширення пляшки, може бути знайдене за умови відсутності в по-перечному перерізі сили:
N= ∫ ∫π
σ2
0
r
r
z
2
1
rdrdϕ=0, (4.95)
або ∫ σ2
1
r
r
z rdr=0.
Підставляючи в останню умову вираз (4.94) для визначення σz,
запишемо:
σz= .)r(trdr)r(t
rr
2
1
E 2
1
r
r21
22 ⎥
⎥
⎦
⎤
⎢⎢
⎣
⎡α−α
−µ− ∫ (4.96)
Визначити інтеграл ∫ α2
1
r
r
rdr)r(t можна, якщо відомим є закон зміни
температури t(r) по товщині стінки.Для випадку лінійного закону зміни температури маємо:
8 5
t(r)=T .rr
rr
12
2
−−
(4.97)
де Т=t1—t
2; t
1 і t
2 — температура відповідно на внутрішній і зовнішній
поверхнях пляшки.За умови t
1>t
2 має місце охолодження вмісту пляшки.
Підставивши формулу (4.97) в умови (4.92)-(4.94), після інтегру-вання знайдемо:
σr= ;
)rr(
rr
r
r1
r
rr
)rr)(1(3
TE21
22
31
32
2
21
2
31
12 ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
⎟⎟⎠
⎞⎜⎜⎝
⎛−−−
−µ−α
(4.98)
σt= ;
)rr(
rr
r
r1
r
rr2
)rr)(1(3
TE21
22
31
32
2
21
2
31
12 ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
⎟⎟⎠
⎞⎜⎜⎝
⎛+−+
−µ−α
(4.99)
σz= .
)rr(
)rr(2r3
)rr)(1(3
TE21
22
31
32
12 ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
−−µ−
α(4.100)
Напруження на внутрішній поверхні пляшки (при r=r1) будуть:
⎪⎩
⎪⎨
⎧
⎥⎦
⎤⎢⎣
⎡−−
−−µ−
α=σ=σ
=σ
==
=
,)rr(
)rr(2r3
)rr)(1(3
TE)()(
;0)(
21
22
31
32
112
rrzrrt
rrr
1
1
(4.101)
на зовнішній поверхні при r=r2 —
⎪⎩
⎪⎨
⎧
⎥⎦
⎤⎢⎣
⎡−−
−−µ−
α=σ=σ
=σ
==
=
.)rr(
)rr(2r3
)rr)(1(3
TE)()(
;0)(
21
22
31
32
212
rrzrrt
rrr
2
2
(4.102)
Загальний вигляд епюр напружень показано на рис. 4.22, =.Для випадку логарифмічного закону зміни температури в стінці
пляшки маємо:
t(r)= .r
rln
r
rln
T 2
1
2(4.103)
Відповідною підстановкою одержимо:
σr= ;
r
rln
r
r1
rr
r
r
rln
rr
ln)1(2
TE
1
22
22
21
22
21
1
2
1
2 ⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
−+
µ−
α− (4.104)

8 6
σt= ;
r
rln
r
r1
rr
r
r
rln1
rr
ln)1(2
TE
1
22
22
21
22
212
1
2 ⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
−−−
µ−
α− (4.105)
σz= .
r
rln
rr
r2
r
rln21
rr
ln)1(2
TE
1
221
22
212
1
2 ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−−
µ−
α− (4.106)
На внутрішній поверхні пляшки при r=r1 маємо:
;0)(1rrr =σ =
,r
rln
rr
r21
rr
ln)1(2
TE)()(
1
221
22
22
1
2rrzrrt 11 ⎥
⎦
⎤⎢⎣
⎡−
−µ−
α=σ=σ == (4.107)
на зовнішній поверхні при r=r2 —
;0)(2rrr =σ = (4.108)
.r
rln
rr
r21
rr
ln)1(2
TE)()(
1
221
22
22
1
2rrzrrt 22 ⎥
⎦
⎤⎢⎣
⎡−
−µ−
α=σ=σ ==
Епюри розподілу напруженьдля цього випадку показані на рис.4.22, K.
Як бачимо, модулі макси-мальних осьових і колових напру-жень обох моделей відповідаютьвнутрішній і зовнішній поверхням.
З точки зору доцільності по-чаткового вибору моделі розрахун-ки краще виконати для обох варі-антів, а потім вибрати той, у яко-му модулі напружень будутьбільшими.
Слід зазначити, що осьові іколові напруження по товщиністінки пляшки змінюють свій знак,
тоді як ці напруження підвищеного тиску мають один знак.Розглянемо дещо детальніше фізичну суть температурних на-
пружень.
Рис. 4.22. Епюри температурнихнапружень по товщині стінки пляшки:
= — для лінійного закону змінитемператури; K — для логарифмічно-го закону зміни температури
= K

8 7
За умови, що температура внутрішньої стінки t1 є більшою
за температуру зовнішньої стінки t2, розширення внутрішніх шарів
стінки стримується зовнішніми, холоднішими шарами. У зв’язку зцим внутрішні шари у цій взаємодії стискуються, а зовнішні роз-тягуються, що і знайшло своє відображення в епюрах σ
t і σ
z на
рис. 4.22, = і K.Якщо температурний градієнт матиме зворотний напрямок,
тобто t2>t
1, то зовнішні шари стінки пляшки працюватимуть на стис-
кання, а внутрішні — на розтягування. В першому випадку (при t1>t
2)
матиме місце охолодження вмісту пляшки, а в другому (при t2>t
1)
нагрівання.Під час нагрівання пляшок внутрішній тиск піднімається посту-
пово зі збільшенням температури, але одночасно зменшуються тем-пературні напруження.
На початку процесу внутрішній тиск відсутній, а тому врахову-ються лише температурні напруження, і різниця між температурамитеплоносія і вмісту пляшок може бути більшою. Це дає змогу швидшездійснювати нагрівання пляшок під час пастеризації.
Процес охолодження посуду починається за максимальних зна-чень тиску. Це означає, що колові напруження (σ
t)p від тиску, колові
температурні напруження (σt)T, осьові напруження (σ
z)p і (σ
z)T одно-
часно матимуть максимальні значення. При цьому на зовнішній по-верхні пляшки вони збігатимуться за знаком і тому слід чекати руйну-вання саме зовнішньої поверхні.
4.12. b, ƒ…=че…… “3м=!…, . …=C!3›е…ьЗ урахуванням принципу суперпозиції для лінійного закону зміни
температури запишемо:
;rr
rr
r
r1
r
rr2
)rr)(1(3
TE
r
r1
rr
pr)()(
21
22
31
32
2
21
2
31
12
2
22
21
22
21
Ttptt
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
⎟⎟⎠
⎞⎜⎜⎝
⎛+−+
−µ−α
+
+⎟⎟⎠
⎞⎜⎜⎝
⎛+
−=σ+σ=σ
(4.109)
σz= .
)rr(
)rr(2r3
)rr)(1(3
TE
rr
pr21
22
31
32
1221
22
21
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
−−µ−
α+
−(4.110)
Значення величин σt і σ
z залежно від числових значень пара-
метрів, що входять до складу виразів (4.109) і (4.110), можуть бути ідодатними, і від’ємними.

8 8
Для зовнішньої поверхні матимемо:
;)rr(
)rr(2r3
)rr)(1(3
TE
rr
pr2)( 2
122
31
32
212
21
22
21
rrt 2 ⎥⎦
⎤⎢⎣
⎡−−
−−µ−
α+
−=σ = (4.111)
(σz)r=r2
= .)rr(
)rr(2r3
)rr)(1(3
TE
rr
pr21
22
31
32
212
21
22
21
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
−−µ−
α+
− (4.112)
У випадку логарифмічного закону зміни температури для зовн-ішньої поверхні пляшки маємо:
(σt)r=r2
= ;r
rln
rr
r21
rr
ln)1(2
TE
rr
pr2
1
221
22
21
1
221
22
21
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
µ−
α+
−(4.113)
(σz)r=r2
= .r
rln
rr
r21
rr
ln)1(2
TE
rr
pr
1
221
22
21
1
221
22
21
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−−
µ−
α+
−(4.114)
Одержані аналітичні моделі дають змогу визначити всю су-купність напружень, взаємозв’язки між геометричними і силовими па-раметрами, прогнозувати способи зменшення критичних напружень.
Наявність значень напружень σt, σ
r і σ
z та законів їх розподілу
по товщині пляшки дають можливість знайти величини відносних де-формацій ε
z, ε
r і ε
t, використовуючи рівняння (4.78)-(4.80).
За відомими величинами відносних деформацій обчислюютьсядеформації абсолютні, що дає змогу оцінити зміну об’єму посуду піддією сил внутрішнього тиску і за рахунок теплової деформації.
Абсолютна деформація радіуса r1 становитиме:
∆r1=r
1ε
r, (4.115)
тоді нове значення внутрішнього радіусаr′1= r
1+∆r
1=r
1(1+ε
r). (4.116)
Деформацію в осьовому напрямку для циліндричної частинипляшки знайдемо за виразом
z′=z(1+εz), (4.117)
де z і z′ — висота циліндричної частини відповідно до і після дефор-мації.
Зміна внутрішнього об’єму циліндричної частини пляшки ста-новитиме:
∆V′вн=πr2
1(1+ε
r)2z(1+ε
z)—πr2
1z. (4.118)
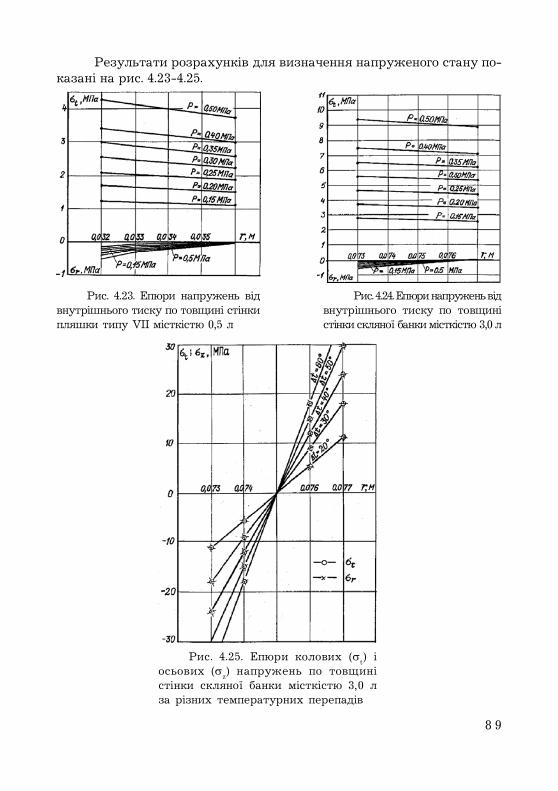
8 9
Результати розрахунків для визначення напруженого стану по-казані на рис. 4.23-4.25.
Рис. 4.23. Епюри напружень відвнутрішнього тиску по товщині стінкипляшки типу VII місткістю 0,5 л
Рис. 4.24. Епюри напружень відвнутрішнього тиску по товщиністінки скляної банки місткістю 3,0 л
Рис. 4.25. Епюри колових (σt) і
осьових (σz) напружень по товщині
стінки скляної банки місткістю 3,0 лза різних температурних перепадів

9 0
Виконані дослідження динаміки зміни тиску і напружень у гер-метизованій тарі під час стерилізації і пастеризації продукції даютьможливість зробити такі висновки:
1. Теплове оброблення продукції у герметизованій тарі супро-воджується зміною внутрішнього тиску як за рахунок зміни енерге-тичного рівня рідинної і газової фаз, масообміну у системі рідина -газ, так і за рахунок пружної деформації посуду.
2. Незважаючи на значну жорсткість скляної тари, доцільновраховувати зміни внутрішнього об’єму посуду під час підвищен-ня тиску.
3. Класичні теорії розрахунків тонко- і товстостінних оболонокможуть використовуватись для розв’язання задач з визначення об’єм-ного напруженого стану у пляшках і банках.
4. Розроблено макромодель розрахунку оболонок довільної фор-ми. Зіставлення розрахунків за запропонованою макромоделлю визна-чення напружень у циліндричних осесиметричних оболонках з резуль-татами розрахунків за класичними моделями показало їх практичнузбіжність. Використання макромоделі дає можливість розраховуватискладні форми оболонок для визначення напруженого стану.
5. Використання принципу суперпозиції дає змогу встановитисукупність напружень у посуді у результаті підвищеного внутрішньо-го тиску і у зв’язку з температурними перепадами на стінках об’єктів.
6. Встановлено, що поєднання дії внутрішнього тиску і темпе-ратурних напружень мають місце для режиму нагрівання посуду ідля режиму його охолодження. При цьому зазначимо, що темпера-турні напруження пропорційні різниці температур на стінках оболо-нок і існують як під час нагрівання, так і під час охолодження. Макси-мальні температурні перепади відповідають саме початкам нагріван-ня і охолодження посуду, а найбільший тиск у ньому відповідаєнайбільшій температурі. Це поєднання максимальних напружень відтиску і від різниці температур пояснює причину втрат продукції зде-більшого саме під час охолодження.
7. Розроблені аналітичні моделі вказують на те, що поєднанняколових напружень від внутрішнього тиску і від температурних на-пружень максимальних значень досягає на зовнішній поверхні посуду(збігаються за знаком) у режимі охолодження. У зв’язку з цим руйну-вання посуду має очікуватись саме з зовнішньої поверхні.
4.13. o=“2е!, ƒ=цS C, "= " C%2%цSГоловним недоліком пастеризації пива в скляній тарі є обмежен-
ня швидкості нагрівання і наступного охолодження. Ці обмеження знач-
9 1
ною мірою визначають час оброблення посуду і габаритні розмірипастеризаторів, витрати матеріалів на них і вартість.
Через малу різницю температур теплоносія і посуду має місцевідносно тривалий час нагрівання і охолодження останнього. Крім того,максимальну температуру оброблення обмежують через підвищеннявнутрішнього тиску [9].
Реалізація технології ВТКС щодо оброблення пива знайшла своєвідображення у пастеризації пива у потоці. Здійснюється вона безпо-середньо перед розливом напою у пристроях, основною частиною якихє пластинчастий теплообмінний апарат з секціями регенерації — охо-лодження і нагрівання. Комплектується пристрій видержувачем, уякому нагріте до певної температури пиво витримується від 15 до60 с. Технологічна схема пастеризатора показана на рис. 4.26.
Пиво з температурою біля 2 °С з форфасного відділення подаєтьсянасосом 5 у секцію регенерації — охолодження і в режимі протитечіїнагрівається, охолоджуючи гаряче пиво, що надходить з видержувача.Зміни температур, що досягаються, показані на технологічній схемі. Даліпотік пива потрапляє у секцію нагрівання 7, 8, де за рахунок проміжно-го теплоносія нагрівається до температури пастеризації і передається увидержувач 6. Проміжний теплоносій циркулює у замкненому циркуляц-ійному контурі при автоматичному підтриманні його температури на за-даному рівні за рахунок підведення пари від мережі заводу.
Рис. 4.26. Принципова схема пастеризатора у по-тоці:
1 — регулятор рівня і ступеня пастеризації; 2 —буферна місткість; 3 — вихід на фасувальний автомат;4 — вхід з форфасного відділення; 5 — насос; 6 — ділянкавитримки; 7, 8 — зони нагрівання; 9 — зона охолод-ження
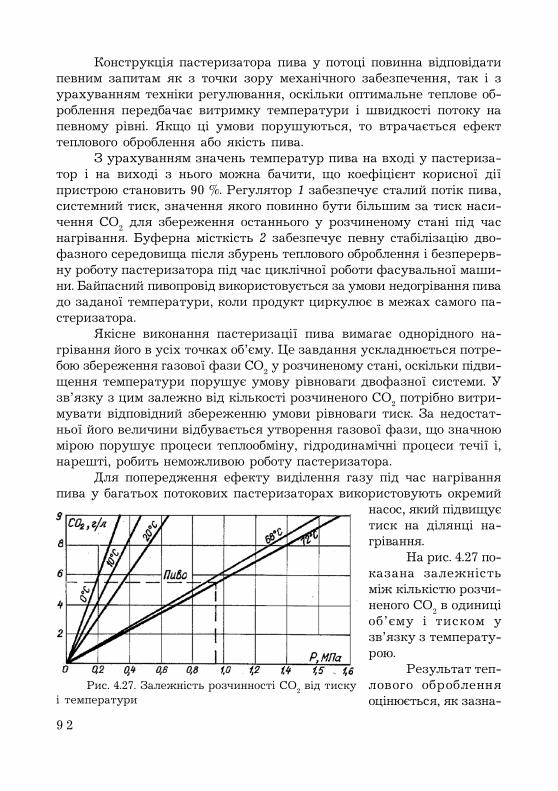
9 2
Конструкція пастеризатора пива у потоці повинна відповідатипевним запитам як з точки зору механічного забезпечення, так і зурахуванням техніки регулювання, оскільки оптимальне теплове об-роблення передбачає витримку температури і швидкості потоку напевному рівні. Якщо ці умови порушуються, то втрачається ефекттеплового оброблення або якість пива.
З урахуванням значень температур пива на вході у пастериза-тор і на виході з нього можна бачити, що коефіцієнт корисної діїпристрою становить 90 %. Регулятор 1 забезпечує сталий потік пива,системний тиск, значення якого повинно бути більшим за тиск наси-чення СО
2 для збереження останнього у розчиненому стані під час
нагрівання. Буферна місткість 2 забезпечує певну стабілізацію дво-фазного середовища після збурень теплового оброблення і безперерв-ну роботу пастеризатора під час циклічної роботи фасувальної маши-ни. Байпасний пивопровід використовується за умови недогрівання пивадо заданої температури, коли продукт циркулює в межах самого па-стеризатора.
Якісне виконання пастеризації пива вимагає однорідного на-грівання його в усіх точках об’єму. Це завдання ускладнюється потре-бою збереження газової фази СО
2 у розчиненому стані, оскільки підви-
щення температури порушує умову рівноваги двофазної системи. Узв’язку з цим залежно від кількості розчиненого СО
2 потрібно витри-
мувати відповідний збереженню умови рівноваги тиск. За недостат-ньої його величини відбувається утворення газової фази, що значноюмірою порушує процеси теплообміну, гідродинамічні процеси течії і,нарешті, робить неможливою роботу пастеризатора.
Для попередження ефекту виділення газу під час нагріванняпива у багатьох потокових пастеризаторах використовують окремий
насос, який підвищуєтиск на ділянці на-грівання.
На рис. 4.27 по-казана залежністьміж кількістю розчи-неного СО
2 в одиниці
об’єму і тиском узв’язку з температу-рою.
Результат теп-лового обробленняоцінюється, як зазна-
Рис. 4.27. Залежність розчинності СО2 від тиску
і температури

9 3
чалось, в одиницях пастеризації ОП. Для досягнення біологічної пасте-ризації пива достатньо забезпечити теплове оброблення з 20 ОП. Діа-пазон можливих значеньзазвичай призначають умежах від 20 до 40 ОП. Прицьому 20 ОП вважаютьнижньою межею, а верхнявеличина є обмеженнямнагрівання для забезпечен-ня якості продукту. На рис.4.28 показана залежністьвеличини ОП від часу вит-римки і температури. Її жможна подати в аналітич-ному вигляді:
ОП=Т⋅1,393(t—60), (4.119)де Т — час витримки нагрітого пива, хв; t — температура, до якоїнагріто пиво, °С.
Час витримки Т визначається через співвідношення об’єму ділян-ки витримки V до об’ємної продуктивності Q системи, а саме:
Т=60 ,Q
V(4.120)
якщо об’ємна продуктивність задається у гл/год, а V — у гл.Визначення параметрів ділянки витримки є важливим факто-
ром, бо саме вони визначають якість пастеризації, а температурунагрівання можна розглядати як наперед задану величину, граничнізначення якої незмінні.
Розглянемо приклад розрахунку ділянки витримки пастериза-тора пива у потоці продуктивністю 240 гл/год з тривалістю витримки30 секунд. Тоді
V=60
2405,0
60
TQ ⋅= =2 гл=0,2 м3.
Якщо видержувач виконано у формі трубопровода з діаметром100 мм, то площа його поперечного перерізу
f=4
1,014,3
4
d 22 ⋅=
π=0,00785 м2.
Тоді довжина становитиме
l=00785,0
2,0
f
V= =25,48 м.
Рис. 4.28. Залежність ступеня пастеризаціївід температури та різного часу витримки

9 4
Визначимо швидкість потоку пива у видержувачі:
w=00785,03600
24
f3600
Q
⋅= =0,849 м/с,
що можна вважати прийнятним.Регулювання якості пастеризації розглядається як комплекс зав-
дань з регулювання температури нагрівання, величини потоку, рівнязаповнення буферної місткості, ступеня пастеризації.
Регулювання температури нагрівання, величини потоку і рівнязаповнення буферної місткості реалізуються як реальне регулювання.Регулятор ступеня пастеризації не є самостійним блоком і зазвичай ви-користовується для введення і контролю кількості одиниць пастеризації.
Кожна зміна потоку повинна викликати регулювання темпера-тури для підтримання заданої величини ОП.
Аналогічно рівень заповнення буферної місткості впливає напроцес регулювання. Заповнення буферної місткості вище або нижчеграничного рівня приводить до зміни потоку пива. Існують певні обме-ження як на максимальну, так і на мінімальну величину потоку. Мак-симальне значення величини потоку визначається можливостями си-стеми нагрівання, а мінімальна величина зазвичай обмежується 1/3номінальної продуктивності пастеризатора. Подальше зниження цієїмінімальної величини, як вважають фірми-виробники, може призве-сти до термічного розтріскування теплопередавальних пластин.
Для розрахунків параметрів пастеризатора пива у потоці передлінією фасування продуктивністю 240 гл/год з видержувачем об’ємом2 гл і тривалістю витримки 30 с варто задати такий діапазон регулю-вання: ступінь пастеризації — від 20 до 40 ОП; потік — від 80 до280 гл/год; температура — від 68 до 72 °С; рівень заповнення буфер-ної місткості — 25 + 20 %.
На рис. 4.28 показані основні залежності і блокувальний контурза вказаними температурами. З нього видно, що максимальний часвитримки пива становить 90, а мінімальний — 26 с.
Розвиток технології і техніки для пастеризації пива у потоціможна відстежити за розробками фірми ТУХЕНХАГЕН, схеми якихпоказані на рис. 4.29, P-VP.
Вони пояснюють окремі варіанти і разом з тим виявляють загаль-ну тенденцію розвитку пастеризаторів у потоці і спроби їх оптимізації.
Накопичений досвід експлуатації пастеризаторів у потоці даєзмогу узагальнити такі рекомендації.
a%Lле!. Пристрій для приготування гарячої води повинен бутиоснащений протитечійними елементами і накопичувальним резервуа-

9 5
PP
P
ром. Температура води повинна регулюватись у водяному, а не упаровому контурі. Це дає можливість регулювати роботу нагріваль-ного контура без запізнень.
Рис. 4.29. Приклади (P-VP) принципової схеми виконання пастеризатора:1 — регулятор рівня і ступеня пастеризації; 2 — буферна місткість; 3 —
вихід на фасувальний автомат; 4 — вхід з форфасного відділення; 5 — насос;6 — ділянка витримки; 7, 8 — зони нагрівання; 9 — зона охолодження

9 6
PPP
IV
Максимальна температура гарячої води не повинна більше ніжна 3 °С перевищувати температуру нагрівання пива, для того щоб уразі якихось затримок не зіпсувати пиво.
b , KS! …=“%“S". Насоси, що використовуються у пастеризаторах пивау потоці, повинні мати плоскі характеристики для попередження форму-вання великих перепадів тиску під час регулювання величини потоку.
Рис. 4.29 (продовження)

9 7
V
VI
З показаних на рис. 4.30 стрімкої і пологої характеристик на-сосів видно, як в обох випадках за однакового регулювання потоку Qвиникає значна різниця тиску.
ŠеCл%%KмS……, L =C=!=2 . Параметри теплообмінного апарата ви-бираються таким чином, щоб його ККД становив 92-94 %. Менші зна-чення ККД призводять до нестабільності у регулюванні ступеня пас-
Рис. 4.29 (закінчення)

9 8
теризації. Крім того, ККД повинен бути високим для забезпеченнянадійного охолодження пива до температури фасування (7-10 °С).
a3- е!…= мS“2 *S“2 ь. Для перемішування пива, яке надходитьна фасування, підведення від пастеризатора повинно виконуватисьчерез окремий штуцер, розташований у нижній частині місткості.
j%…2 !%ль…%-", мS!ю"=ль…= S !ег3лю"=ль…= =C=!=2 3!=
Пастеризатори пива у потоці використовуються під час фасу-вання пива у бочки, цистерни, кеги. Матеріалоємність їх майже у 10разів менша, ніж у тунельних пастеризаторів. Проте головним недо-ліком пастеризаторів у потоці є потреба в доповненні їх асептичною
=
Стрімка характеристика
K
Полога характеристика
Рис. 4.30. Стрімка (=) і полога (K) характеристики насоса
ПозначенняДатчик Функції
(показники)Перша літера Після першоїлітери
L Рівня
F Витрат
P Тиску
T Температури
T На відстані
I За місцем
R Реєструвальна
A Сигналізації
Q Підсумовувальна
C Kерувальна

9 9
підготовкою склопосуду і асептичними умовами фасування і закупо-рювання пляшок. Тільки таке поєднання технологій дає можливістьзбільшити термін зберігання пива до 3-6 місяців.
4.14. c=! че -=“3"=…… C, "=Певним різновидом пастеризації пива у потоці є технологія, яка
передбачає нагрівання пива і його фасування у гарячому стані за підви-щеного тиску. Це дає можливість здійснити теплове асептичне оброб-лення посуду і очікувати подовження терміну зберігання пива.
Перепоною на шляху використання технології гарячого фасу-вання пива є можливе порушення стану рівноваги і виділення з ріди-ни розчиненого СО
2. Але підвищення тиску під час фасування дає
можливість зміщення умови рівноваги. Виконані промислові дослід-ження показали, що пиво можна фасувати при температурі 63-65 °Сі тиску 0,55-0,60 МПа без спінення продукту після заповнення пляшок.
Підвищений тиск, який потрібно підтримувати, визначає особ-ливі вимоги до фасувального автомата. Пляшки у мийній машині неохолоджуються і на фасувальну машину подаються з температуроювище 40 °С. Підвищена температура попереджає спінення пива і меха-нічне руйнування посуду.
На рис. 4.31 показана схема гарячого фасування пива. Напій іззбірника 1 насосом 2 через зворотний клапан 3 подається у зону попе-
реднього нагрівання пастеризатора 4 і звідти потрапляє у пастериза-ційну частину 5. Залежно від вимог пиво після пастеризації переми-канням клапана 6 може спрямовуватись або через зону попередньоготеплообміну, або через клапан 7 прямо у фасувальний автомат 12.Під час проходження через зону теплообміну дещо знижується тем-
Рис. 4.31. Схема гарячого фасування пива

100
пература пастеризації і пиво розливається за пониженого тиску і припониженій температурі, яка, проте, достатня для стерилізації пля-шок. Циркуляція теплої води забезпечується насосом 8, а нагріваєтьсявона парою у нагрівнику 9. Регулювальний клапан 10 з’єднаний з ав-томатичним регулятором тиску на щиті 11.
Заповнення пляшок відбувається до верху, а потім під час охо-лодження за рахунок температурного стискання рівень знижуєтьсядо потрібного. Це сприяє зниженню кількості кисню, розчиненого упиві, забезпечує менший пастеризаційний присмак та більш світлийколір пива порівняно з пастеризацією у пляшках.
До недоліків технології гарячого фасування пива належать підви-щений тиск фасування і втрати продукції, пов’язані з ним, потребамати спеціальне фасувально-закупорювальне обладнання, значні до-даткові втрати теплової енергії.
Здійснимо оцінку витрат тепла і пари на забезпечення гарячогофасування на лінії продуктивністю 12000 пляшок на годину за умовифасування пива у склотару місткістю 0,5 л. Нехай початкова темпера-тура пива t
п=5 °С, а кінцева — t
к=62 °С, пляшок відповідно t′
п=40 °С і
t′к=62 °С. Тоді витрати тепла Q становитимуть:
Q = mC(tк—t
п)+m′C′(t′
к—t′
п)=
=6000⋅4,19⋅(62—5)+6000⋅0,67⋅(62—40)=1601820 кДж/год,де m і m′ — відповідно масові витрати пива і пляшок, які нагрівають-ся протягом однієї години, кг/год; С і С′ — відповідно теплоємностіпива і води, кДж/(кг⋅град).
Знайдемо витрати пари у нагрівнику:
Д=2182
1601820
r
Q= =734,1 кг/год,
де r — теплота конденсації пари. За вибраного тиску Р=0,25 МПа rдорівнює 2182 кДж/кг.
Порівняння витрат тепла і пари для випадків гарячого фасуван-ня пива і пастеризації пива у потоці явно на користь останньої, оск-ільки тут передбачаються режими роботи з рекуперацією 90-92 %теплової енергії. Проте технологічний ефект від гарячої пастеризаціїнабагато вищий.
4.15. ̀ “еC2, ч…е *%…“е!"3"=…… .=!ч%", . C!%д3*2S"Розглянуте у попередньому розділі гаряче фасування пива є
дещо наближеним до умов асептичного консервування.Аналіз раніше викладеного показує, що незважаючи на те що
з часу відкриття Н. Апперта минуло майже два сторіччя, протягомяких було закладено мікробіологічні і теплофізичні основи теплової

101
стерилізації і пастеризації і створена сучасна апаратура, сам прин-цип практично залишається без будь-яких змін: нестерильний про-дукт розмішується у нестерильному посуді за нестерильних умов,відбувається герметизація тари, а після цього здійснюється відповіднетеплове оброблення. У результаті такого процесу мікроорганізми, щоє у посуді, гинуть, а нові, завдяки герметичній упаковці посуду, по-трапити усередину не можуть.
До того ж тепловим обробленням руйнуються ферменти, які бмогли стимулювати псування продукції немікробної дії.
Одночасно існуючим способам реалізації принципу Н. Аппертапритаманні суттєві недоліки:
значний час теплового оброблення, який вимірюється десятка-ми хвилин, причому різний для різних типорозмірів посуду;
неможливість отримати стерильну продукцію у великому посуді(не більше 10 л);
періодичність оброблення (для автоклавів), що утруднює ство-рення автоматичних потокових ліній;
небезпечність обслуговування апаратів, що працюють під тиском;механічні втрати скляного посуду і деформування жерстяного;відносна складність керування процесом;високі трудовитрати на обслуговування апаратів;погіршення якості консервів через потребу виконання тривалого
теплового оброблення, характерного для продукції високої термічної інерції.В основу принципу асептичного консервування покладено висо-
котемпературну короткочасну стерилізацію, для того щоб протягомкількох секунд одержати стерильний продукт, який можна було бшвидко охолодити і вже стерильним фасувати у стерильну тару безпотреби подальшого теплового оброблення консервів у тарі. При цьо-му фасування має відбуватись у стерильних умовах [13].
Асептичне консервування найбільш придатне для рідких і пю-реподібних продуктів, які можна швидко нагріти у тонкому шарі довисокої температури у трубчастих або пластинчастих теплообміннихапаратах. Це ж стосується і можливості швидкого охолодження. Дещоскладніше вирішуються проблеми стерилізації тари, створення асеп-тичних умов фасування, закорковування та ін.
На рис. 4.32 показана схема асептичного консервування рідких іпюреподібних продуктів у дрібній жерстяній тарі [13]. Технологічнийпроцес складається з чотирьох операцій, які відбуваються синхронноі безперервно, а саме:
стерилізація продукції методом швидкого нагрівання і охо-лодження;

102
стерилізація тари і кри-шок нагрітою парою;
асептичне фасуванняохолодженої стерильної про-дукції у стерильну тару;
закупорювання заповне-ної тари стерильними кришка-ми в асептичних умовах, ство-рених з використанням насиче-ної або перегрітої пари.
За цією схемою стерилі-зація продукції відбуваєтьсябезперервним подаванням їїчерез теплообмінну систему, деу потоці відбувається нагріван-ня до температури стерилі-зації, витримування і охолод-ження. Режими короткочасноїстерилізації і охолодження де-яких рідких і пюреподібних
продуктів у трубчастих і пластинчастих апаратах або стерилізато-рах, змішування з наступним вакуум-охолодженням в умовах асеп-тичного консервування, наведені у табл. 4.12.
Таблиця 4.12Параметри стерилізації
ÏðîäóêòÒèï
ñòåðèë³çàö³éíîãîïðèñòðîþ
Ðåæèìè êîðîòêî÷àñíî¿ñòåðèë³çàö³¿, ñ
Òåìïå-ðàòóðàñòåðè-ë³çàö³¿,
°ÑÍàãð³-âàííÿ
Ñòåðèë³-çàö³ÿ
Îõîëîä-æåííÿ
1 2 3 4 5 6Òîìàò-ïàñòà Ñòåðèë³çàòîð
çì³øóâàííÿ çâàêóóì-îõîëîä-íèêîì 30 11 2 110
Òîìàòíèé ñ³ê 11 23 47 115ßáëó÷íå ïþðå Òðóá÷àñòèé
òåïëîîáì³ííèê 10 20 41 112
Рис. 4.32. Схема асептичного консер-вування рідких і пюреподібних продуктів:
1 — наповнювач; 2, 4 — теплообмін-ники-стерилізатори; 3 — трубчастий ви-держувач; 5 — насос; 6 — місткість для про-дукту; 7 — миття банок; 8 — висушуваннябанок; 9 — стерилізація банок; 10 — закат-ний автомат; 11 — стерилізація кришок

103
Закінчення табл. 4.12
В установці, зображеній на рис. 4.32, до наповнювача 1 поперед-ньо охолоджений у теплообміннику-охолоднику 2, витриманий у труб-частому видержувачі 3, простерилізований у теплообміннику-стери-лізаторі 4 насосом 5 продукт подається зі збірника 6. Порожній посудпісля мийки 7 потрапляє у висушник 8 і стерилізатор 9, де оброб-ляється перегрітою парою. У середньому достатнім є теплове оброб-лення парою з температурою 165-200 °С протягом 30 с. Простерилізо-ваний посуд безперервно подається до наповнювача 1, а звідти — дозакатного пристрою 10. Кришки стерилізуються перегрітою парою успеціальному пристрої 11.
Всі операції, пов’язані зі стерилізацією, наповнюванням і закупо-рюванням, відбуваються за атмосферного тиску у відкритій системі. По-трапляння мікрофлори з повітря запобігається подаванням перегрітої пари.
Аналогічні системи використовують у виробництві і фасуваннімайонезу та інших продуктів. Для підтримання асептичних умов під
1 2 3 4 5 6
Яблучний сік зм’якоттю 15 31 64 114
Винограднийсік
Стерилізатор-охолодник 10 20 30 110
Морквянепюре 11 23 47 136
Морквяний сікз м’якоттю 15 31 64 148
Сливове пюре Трубчастийтеплообміннийпристрій 15 31 64 130
Пюре ззеленогогорошку 13 27 55 142
Суп-пюрем’ясо-овочевий(для дитячогохарчування) 11 23 47 146
Молоко Стерилізаторзмішування звакуум-охолод-ником 8 4 2 138

104
час фасування і закупорювання обладнання для виконання цих опе-рацій у сучасних розробках відокремлюють від приміщення цеху. Утаких герметизованих об’ємах доцільно підтримувати невеликий підви-щений тиск стерилізованого повітря.
o, 2=…… дл “=м%*%…2!%лю1. Чим можна пояснити значне використання теплового оброб-
лення продуктів для досягнення пастеризації (стерилізації)?2. Якими залежностями користуються для опису теплової інак-
тивації мікроорганізмів?3. Чи впливає активна кислотність середовища на пастеризацію
(стерилізацію) продуктів і напоїв?4. Які фактори визначають час стерилізації?5. Чи можна прискорити процес нагрівання і охолодження під
час стерилізації?6. Сформулюйте такі поняття, як пастеризація, стерилізація,
тиндалізація.7. Чим потрібно керуватись у виборі часу стерилізації?8. Які показники визначають час нагрівання і охолодження фа-
сованої продукції під час пастеризації (стерилізації)?9. Які види псування продуктів мають місце під час теплового
оброблення?10. Які переваги має метод високотемпературної короткочасної
стерилізації ВТКС?11. Режими пастеризації і стерилізації, формули стерилізації.12. Апарати для проведення стерилізації, пастеризації.13. Чому метод ВТКС малопридатний для фасованої продукції?14. Що називають одиницею пастеризації під час теплового об-
роблення пива?15. Яка кількість одиниць пастеризації ОП відповідає достатньо-
му тепловому обробленню пива?16. Чи впливає пастеризація на органолептичні якості пива?17. Що є причиною нерівномірного нагрівання продукції, фасо-
ваної у тару?18. Що є причиною підвищення тиску у пляшках з пивом під час
пастеризації?19. Як можна обмежити тиск у герметизованому посуді під час
пастеризації?20. Як визначається тиск у герметизованому посуді під час нагрівання?21. Як визначаються напруження у посуді у зв’язку з підвищен-
ням внутрішнього тиску?

105
22. Чи змінюються напруження у посуді від внутрішнього тискузі зміною протитиску в автоклаві?
23. Як визначити рівнодіючу сил, що розтягують посуд?24. Як визначити рівнодіючу внутрішніх сил, що діють на кришку?25. Як визначаються температурні напруження склопосуду під
час пастеризації (стерилізації)?26. Як співвідносяться напруження внутрішнього тиску і термічні
напруження у склопосуді?27. Назвіть переваги і недоліки пастеризації пива у потоці.28. Які з показників потрібно контролювати під час пастеризації
пива у потоці?29. Чому температура пастеризації пива у потоці є більшою по-
рівняно з пастеризацією у пляшках?30. Назвіть основні складові частини пристрою для пастеризації
пива у потоці.31. Чому пастеризація газованих напоїв у потоці відбувається за
підвищеного тиску?32. Які особливості технології гарячого фасування пива?33. Що таке асептичне консервування харчових продуктів?34. Як забезпечується асептичне оброблення тари?

106
Глава 5. ХІМІЧНІ І МІКРОБІОЛОГІЧНІ МЕТОДИ ОБРОБЛЕННЯ
uSмSч…S ме2 %д, консервування грунтуються на властивостяхдеяких речовин пригнічувати розвиток мікроорганізмів чи зовсім зни-щувати їх. Такі речовини повинні бути нешкідливими для людини аболегко видалятися з продукту перед вживанням, не додавати невлас-тивих йому запаху та смаку та не знижувати харчових якостей про-дукту. Хімічними консервантами є антисептики, антиоксиданти і ре-човини, що підвищують у розчині осмотичний тиск (сіль, цукор).
Найпоширенішим антисептиком є сірчиста кислота (H2SO
3). Вона
сприяє збереженню вітаміну С, інактивує ферментну систему, якаокислює цей вітамін. Проте сірчиста кислота руйнує вітамін В
1 (тіамін).
Максимальна дозволена концентрація сірчистого ангідриду SO2 для
пюре з плодів та ягід становить 0,15-0,2 %. У готових виробах з фруктів(мармелад та ін.) вміст сірчистої кислоти не повинен перевищувати20 мг на 1 кг виробів.
Як антисептик застосовують також бензойну кислоту (С6Н
5СООН)
та її натрієву сіль (бензойнокислий натрій). У концентрації 0,05-0,1 %вони пригнічують розвиток дріжджів, плісені, бактерій та нешкідливідля людини.
Винний спирт (С2Н
5ОН) як консервант плодових та ягідних соків
ефективний у концентрації не менше 16 %. Найбільш поширена кон-центрація — 25-30 %. Спиртовані соки використовуються в основномудля вироблення слабоалкогольних напоїв та лікерних виробів.
Оцтова кислота (СН3СООН) пригнічує багато мікроорганізмів, у
тому числі деякі гнильні, і в концентрації 1,2-1,8 % застосовуєтьсядля маринування, яке зазвичай поєднують з тепловою стерилізацієюта зберіганням при низьких температурах.
Сорбінова кислота в концентрації 0,025-0,05 % має бактерицид-ну дію на плісень та дріжджі, але на бактерії майже не впливає.Нешкідливою для людини є концентрація 0,1 %. Її використовують дляконсервування плодових соків, пюре, джемів та варення в концент-рації 0,05-0,1 %.
Внесення цукру та солі підвищує осмотичний тиск, що сповіль-нює життєдіяльність мікроорганізмів. Під час виготовлення джемів,повидла, варення на 1 кг плодів та ягід додають у середньому 1 кгцукру. В подальшому під час варіння частину вологи випаровують зтим, щоб концентрація цукру в продукті становила 60-65 %, за якоїмікроби не розмножуються.
Останнім часом широко застосовуються антибіотики — хімічніречовини, що утворюються мікроорганізмами, здатні пригнічувати ріст

107
бактерій та вбивати їх. Вони характеризуються вибірковою дією. Хо-рошим консервантом для плодів та овочів є білий кристалічний поро-шок нізин, який зустрічається в розчиненому вигляді в молочних про-дуктах та квашених овочах. Нізин нешкідливий для людини і викори-стовується зазвичай у поєднанні з термообробленням.
lS*!%KS%л%гSч…S ме2 %д, грунтуються на консервувальній дії ре-човин, які утворюються в продуктах у результаті життєдіяльностідеяких мікроорганізмів. Для цього найчастіше використовуються мо-лочнокислі бактерії, які під час зброжування цукру виділяють у на-вколишнє середовище молочну кислоту (СН
3СНОНСООН). У концент-
рації 0,5 % молочна кислота пригнічує багато шкідливих мікроор-ганізмів, але не затримує розвиток дріжджів та плісені. За 1-2 %-їконцентрації молочної кислоти дія молочнокислих бактерій припиняєть-ся, навіть якщо в середовищі є ще незброджений цукор.
Консервувальну дію може викликати й етиловий спирт, щовиділяється в результаті зброджування дріжджами цукрів. Молочно-кисле та спиртове бродіння відбувається у процесі квашення овочівта замочування плодів. При цьому може накопичуватись до 0,5-0,7 %етилового спирту. Це не запобігає розвитку молочнокислих бактерій,але відчутно поліпшує смак готової продукції.
5.1. nсно"нS способи пSд"ищення с2Sй*ос2Sбезал*огольних напо_"
Стійкість — один з основних показників якості безалкогольнихнапоїв, яка визначається біологічною і колоїдною стабільністю. Біологі-чна стійкість - це строк витримування напою в пляшці з моменту фасу-вання до моменту визначення напою як такого, що не відповідає вимо-гам нормативно-технічної документації через зміни його органолептич-них та фізико-хімічних властивостей в результаті життєдіяльності мікро-організмів. Колоїдна стійкість напою (в пляшці) це його витримуваннявід моменту фасування до моменту випадіння осаду, не викликаногожиттєдіяльністю мікроорганізмів. Осад може утворюватись в резуль-таті взаємодії кислот напою та солей твердості води, білкових та ду-бильних речовин, пектину та ін. Тому під час розроблення напоїв звикористанням натуральної сировини (концентровані та спиртові пло-дово-ягідні соки, екстракти із зернової сировини, чорного та зеленогочаю) для підвищення їх колоїдної стійкості особливу увагу потрібноприділяти сумісності різних компонентів, що входять до їх складу.
Випуск продукції високої якості пов’язаний з потребою підтри-мування мікробіологічної чистоти виробництва, що досягається, по-ряд з використанням способів підвищення біологічної та колоїдної

108
стійкості напоїв, застосуванням різних способів санітарного оброблен-ня обладнання.
5.1.1. qпособи пSд"ищення *оло_дно_ с2Sй*ос2S напо_"Великий вплив на колоїдну стійкість напоїв має вода, що вико-
ристовується у виробництві. Міська водопровідна вода, як правило,потребує оброблення для зменшення солей твердості та виведенняактивного хлору, який використовується для її знезараження. За бак-теріологічними показниками та вмістом токсичних хімічних речовинміська водопровідна вода повинна відповідати вимогам ГОСТ 2874-82.Вода питна.
Тверда вода з великим вмістом солей кальцію та магнію, спри-чиняє колоїдні помутніння напоїв, відкладання солей на стінках тру-бопроводів та котлів, холодильних установок, мийній машині та ін.Наявність у воді вільного хлору, підвищеної кількості озону або кис-ню негативно впливає на аромат, смак та особливо на колір напоїв,що містять м’якоть плодів. Небажані явища викликає наявність у водізаліза, срібла та важких металів.
Для приготування напоїв підвищеної стійкості та високого спо-живчого попиту потрібно велику увагу приділяти технологічній підго-товці води.
Способи оброблення води для виробництва напоїв включаютьочищення, дезинфікування та пом’якшення води.
nчищення 2а дезинфS*3"ання "оди. Для відокремлення меха-нічних домішків воду фільтрують крізь пісочні фільтри. Як фільтру-вальний матеріал використовують дрібний гравій та кварцевий пісок.Використовують відкриті та закриті фільтри. Останні працюють підтиском, при збільшенні якого (через відкладання на них забруднень)до 0,06-0,1 МПа потрібне їх промивання.
Для промивання обох типів фільтрів знизу догори (в протист-румі) пропускають воду або суміш води та повітря в кількості від 1 до5 % від об’єму оброблюваної води. Якщо для промивання фільтранедостатньо чистої води, можна використовувати необроблену воду.Промивні води не можна використовувати для технологічних цілей.Для вилучення сполук заліза, марганцю та сірки воду перед фільтру-ванням у пісочному фільтрі збагачують киснем, для чого її розпилю-ють над відкритою місткістю або перед входом до фільтра подають утрубопровід стиснуте повітря.
Внаслідок взаємодії сульфіду заліза з киснем та сірководню зкиснем сірка вивільняється та виводиться:
4FeS2+3О
2+6Н
2О→4Fе(ОН)
3+8S;

109
Н2S+Н
2О+(1/2)⋅О
2→S+2H
2O.
Розчинений у воді двовалентний іон заліза окислюється киснему тривалентний іон, який утворює з водою нерозчинний гідроксид за-ліза:
2Fe(HCO3)2+(1/2)⋅O
2+H
2O→2Fe(OH)
3↓+4CO
2.
Також легко виводиться марганець, що міститься у воді у виг-ляді бікарбонату.
Проте при цьому значення рН води потрібно підтримувати улужному діапазоні (≥7,0). Якщо значення рН нижче 7,0, воду доціль-но пропускати крізь доломіт або можна використати доломітовийфільтр замість пісочного. При пропусканні води крізь доломіт зростаєкарбонатна твердість. Для окислення 1 мг заліза в 1 л води потрібно0,143 мг кисню. Це відповідає приблизно 0,5 мл повітря. Виходячи зцього у воду треба ввести 0,5 % повітря від годинної витрати води.Осаджені на частках кварцу сполуки заліза та марганцю діють яккаталізатори для подальшого осадження. Якщо використовується но-вий фільтрувальний матеріал, то для прискорення осадження мар-ганцю доцільно нанести на фільтр трохи перманганату калію або діок-сиду марганцю.
Для виведення з води зависей, фарбувальних речовин та речо-вин, які надають воді запаху (вільний хлор, хлорфенол, озон та ін.),використовують вугільно-пісочні фільтри, що являють собою місткістьз кількома шарами кварцевого піску та фільтрувального вугілля. Дляуникнення виносу часток піску нижній шар набирають з гравію, а длярівномірного розподілення води верхній шар повинен бути пісочним.Для видалення запахів використовують липове або ялинове деревневугілля в розрахунковому дозуванні від 2 до 2,5 кг на кожні 100 лводи, а для знебарвлювання — кісткове вугілля в кількості 100-200 гна 100 л води. Для одночасного знімання кольору та запаху рекомен-довано використовувати активоване вугілля. З перебігом часу адсор-бційна активність вугілля знижується, внаслідок чого повинна бутипроведена його активація або заміна. На вугільних фільтрах можутьосідати органічні речовини, що служать сприятливим поживним се-редовищем для розвитку мікроорганізмів. Для запобігання цьому тре-ба здійснювати постійний мікробіологічний контроль води та стерилі-зувати фільтр парою або гарячою водою.
Для тонкого очищення (полірування) води на заводах з виробниц-тва безалкогольних напоїв рекомендовано використовувати керамічнісвічкові, пластинчасті фільтри зі спеціальним фільтркартоном.
Залежно від діаметра пор використаного фільтрувального ма-теріалу ступінь очищення води може бути різним. При затриманні
110
фільтром клітин дріжджів та бактерій фільтрування є знепліднюваль-ним. Розмір пор фільтра в цьому випадку не повинен перебільшувати1,5-1,6 мкм.
Для знезараження води, крім знепліднювального фільтруван-ня, можуть використовуватися хлорування, озонування, ультрафіо-летове опромінення та сріблення води.
Після знезараження за допомогою знепліднювального фільтру-вання воду безпосередньо після оброблення можна спрямувати на тех-нологічні цілі. Для оброблення води хлором, озоном або іонами сріблапотрібні спеціальні місткості для витримування обробленої води дея-кий час.
Впливовою на мікроорганізми основою під час хлорування таозонування є атомарний кисень, що виділяється у воду у процесі про-тікання таких реакцій:
озонування — Н2О
2→Н
2О+(О);
хлорування — Сl2+Н
2О→НОСl+НСl;
НОСl→(О)+НСl.Соляна кислота, що утворюється під час реакції, нейтралізується
солями, які утворюють карбонатну твердість води. Таким чином, підчас знезараження води хлоруванням треба враховувати те, що водаповинна мати як мінімум 1° (німецький градус) карбонатної твердостіна кожні 25 мг хлору в 1 л напою. Один німецький градус відповідає0,3566 мг⋅екв/л. В противному разі надмірна соляна кислота буде руй-нувати трубопроводи та обладнання. Отже, кожен міліграм хлору в 1л на 0,04 знижує карбонатну та настільки само збільшує некарбонат-ну твердість. Залежно від кількості мікроорганізмів у воді та трива-лості контакту води з хлором дозування його може коливатись в інтер-валі від 0,33 до 2 мг/л. Для хлорування може використовуватись газо-подібний хлор або хлорне вапно (суміш Са(ОСl)
2, СаСl
2 та Са(ОН)
2),
хлорамін хлордіоксид. Швидкість відмирання мікроорганізмів залежитьвід дозування вільного хлору, значень рН та температури води,кількості та виду мікроорганізмів. Чим вища температура та нижчезначення рН, тим швидше відбувається дезинфікування води.
Дозування вільного хлору понад 0,5 мг/л надає воді сторонньогозапаху. За такого дозування вільного хлору та присутності у воді фе-нольних сполук (через небезпеку утворення хлорфенолу) воду післяхлорування потрібно дехлорувати за допомогою активованого вугілля.
Для озонування у воду вносять приблизно 0,3-2,0 г/т озону,який отримують безпосередньо на місці. Перевагами озонування є малийчас дії (10 хв), відсутність стороннього неприємного запаху та смаку,нетривалий саморозклад.

111
Для дезинфікування ультрафіолетовим опроміненням воду про-пускають крізь кварцеву кювету. При цьому найменші відкладаннясолей жорсткості на кюветі, муті в рідині різко знижують ефект об-роблення.
Для знезаражування води за допомогою іонів срібла до неї вно-сять срібло, хлорид або сульфат срібла. Максимальне дозування срібластановить 0,1 мг/л. Перевага способу в тому, що іони срібла діютьпротягом тривалого часу і запобігають повторному інфікуванню. Алетреба мати на увазі, що іони срібла є каталізатором окислювальнихпроцесів у напоях.
oом’я*шення "оди. Воду, яку використовують для приготу-вання безалкогольних напоїв, пом’якшують для надання напоям більшм’якого смаку, підвищення їх колоїдної стійкості та зниження витраткислот.
Так, 1 л води з 1 німецьким градусом карбонатної твердостінейтралізує 27 мг винної, 25 мг лимонної або 32,1 мг молочної кисло-ти. Пом’якшують воду на заводах безалкогольних напоїв здебільшогодвома способами - вапняно-содовим (реагентним) та іонообмінним (Nа-і Н-катіонування).
За реагентного способу в воду додають гашене вапно (вапнянемолочко). За відповідного витримування в реагентному танку солі кар-бонатної твердості осаджуються у вигляді карбонату кальцію. Процеспротікає так:
Са(НСО3)2+Са(ОН)
2→2СаСО
3↓+2Н
2О;
Мg(HCO3)2+Ca(OH)
2→CaCO
3↓+MgCO
3+2H
2O;
2NaHCO3+Ca(OH)
2→CaCO3↓+Na
2CO
3+2H
2O.
Вносячи гашене вапно, потрібно точно порівнювати його дозу-вання з карбонатною твердістю води, оскільки у збільшеній дозіСа(ОН)
2 діє як луг і збільшує рН води.
Принцип іонообмінної водопідготовки (пом’якшення води) грун-тується на властивості деяких матеріалів (іонообмінних смол, глау-конітів, штучних пермутитів, сульфовугілля) замінювати свої іони наіони, що містяться в розчині. Використовуючи цей принцип, з водививодять солі твердості. У процесі Nа-катіонового пом’якшення про-тікають такі реакції:
2[Кат]Na+Ca(HCO3)2
←→[Kaт]
2Ca+2NaHCO
3;
2[Kaт]Na+Mg(HCO3)2
←→[Kaт]
2Mg+2NaHCO
3;
2[Kaт]Na+CaSO4
←→[Kaт]
2Ca+Na
2SO
4;
2[Kaт]Na+MgCl2
←→[Kaт]
2Mg+2NaCl.
Регенерується фільтр після вичерпання його обмінної здатності5-10%-м розчином кухонної солі згідно з таким рівнянням:

112
[Kaт]2Ca+2NaCl←
→2[Kaт]Na+CaCl2;
[Kaт]2Mg+2NaCl←
→2[Kaт]Na+MgCl2.
У процесі Н-катіонового пом’якшення протікають такі реакції:2[Kaт]H+Ca(HCO
3)2
←→[Kaт]
2Ca+2CO
2+2H
2O;
2[Kaт]H+CaCl2
←→[Kaт]
2Ca+HCl;
2[Kaт]H+CaSO4
←→[Kaт]
2Ca+H
2SO
4;
2[Kaт]H+MgSO4
←→[Kaт]
2Mg+H
2SO
4.
Регенерація Н-катіонових пристроїв проводиться 1,0-1,5 %-мрозчином сірчаної або 5-6 %-м розчином соляної кислот.
Таке оброблення води значно знижує її рН. Інколи використо-вуються одночасно Na- і Н-катіонування.
Для приготування високоякісних безалкогольних напоїв оброб-лена вода повинна мати такі показники:
5.1.2. qпособи пSд"ищення бSологSчно_ с2 Sй*ос2 S напо_"bпли" мS*роорганSзмS" на с2 Sй*Sс2 ь напо_". Біологічна
стійкість напоїв знижується через розмноження в них мікроорганізмів.У напоях, заражених мікроорганізмами, з’являється осад, часто вонистають каламутними; у пляшках збільшується тиск внаслідок виді-лення газоподібних продуктів. Ацетальдегід та складні ефіри, що ви-никають у результаті життєдіяльності мікроорганізмів, надають напо-ям стороннього присмаку і запаху.
За хімічним складом напої характеризуються такими показни-ками, мас. ч., %:
Вода 80-90Цукри 0,5-15Органічний азот 5⋅10—4-1⋅10—1
Мінеральні солі 5⋅10—2-1⋅10—1
Сліди вітамінів 1⋅10—4
Діоксид вуглецю 0,5-3,6рН напоїв 2,5-3,6
Загальна твердість, мг⋅екв/л, не більше 0,7Загальна лужність, мг⋅екв/л, не більше 1,7Активний хлор, мг/л ВідсутнійЗалізо (Fe2+; Fe3+), мг/л ВідсутнійМарганець (Мg2+), мг/л, не більше 0,1Алюміній (Аl3+), мг/л, не більше 0,1Загальна кількість бактерій:в 1 мл води, не більше 25кишкової групи в 100 мл води Відсутні

113
Невисокий вміст азотистих речовин, низьке значення рН, при-сутність діоксиду вуглецю запобігають розвитку багатьох видів мікро-організмів. Проте окремі їх види здатні розвиватися в цих умовах івикликати псування напоїв. До них належать дріжджі, у деяких ви-падках молочно- і оцтовокислі бактерії і міцеліальні гриби.
Однією з головних умов, що визначає розвиток мікроорганізмів,є значення рН. Для росту і розвитку різних груп мікроорганізмів існу-ють визначені межі значень рН.
Низьке значення рН напоїв (2,5-3,6) запобігає росту більшостібактерій, але практично не впливає на розвиток дріжджів, хоча додеякої міри стримує їх ріст.
Низький окисно-відновний потенціал знижує ріст більшості мікро-організмів, а високий — стимулює. Всі дріжджі, крім яскраво вира-жених аеробів, майже не потребують кисню, хоча його присутність усередовищі сприяє їх розмноженню.
Важливою умовою,що впливає на розвиток окремих груп мікро-організмів у напоях, є температура. Для розмноження молочно- і оц-товокислих бактерій потрібні більш високі температури. Більшістьштамів дріжджів, виділених з напоїв, мають оптимум росту при тем-пературі 20-30 °С; дріжджі зберігають здатність до росту навіть привідносно низьких температурах.
Деякі компоненти, що входять до складу напоїв, — ефірні мас-ла цитрусових плодів і екстрактів деяких пряно-ароматичних рослин,діоксид вуглецю — діють на мікроорганізми антимікробно.
Апельсинове масло в порівнянні з лимонним має найбільшу ан-тимікробну дію. В кількості 500 мг/л воно повністю пригнічує ріст клітиндріжджів у концентрації 1 млн/мл. Антимікробних властивостей ефір-ним маслам цитрусових плодів надає α-лимонен, що входить до їхскладу. Різні глікозиди у вигляді поліоксіфенолів і сапонинів у напоях,приготовлених на рослинних екстрактах, також пригнічують розви-ток мікроорганізмів.
Всі зазначені фактори більшою або меншою мірою створюють унапоях сприятливі умови для розвитку окремих груп мікроорганізмів —
Вид мікроорганізмів Границі росту при значеннях рНсередовища
Міцеліальні гриби 1,5-9,0Дріжджі 1,5-8,5Молочнокислі бактерії 3,0-7,0Kишкова паличка 3,5-9,5Спорові бактерії 4,5-8,5

114
дріжджів. Дослідження показали, що понад 90 % усіх випадків біологіч-ного псування безалкогольних газованих напоїв спричинені дріжджами.
5.1.3. lS*рофлора безал*огольних напо_"Порівняння даних за таксономічною належністю дріжджів, ви-
ділених з напоїв вітчизняного виробництва, з даними зарубіжних дос-лідників показало, що видовий та родовий склади дріжджів достат-ньо близькі та визначаються в основному дріжджами родівSaсcharomyces, Candida, Тorulopsis.
Дріжджі, виділені з різних напоїв вітчизняного виробництва,мають суттєві відмінності в родовому та видовому складі. Напої насоках уражаються в основному дріжджами роду Saсcharomyces, на-пої на настоях та ароматизаторах майже в рівних співввідношеннях —дріжджами родів Saсcharomyces та Candida.
Дріжджі роду Тorulopsis зустрічаються в обох видах напоїв. Зроду Saсcharomyces дріжджі Saсcharomyces cawisial здатні викликатишвидке та масове псування напоїв. Напій, який містить цукри, являєсобою сприятливе поживне середовище для розвитку дріжджів. Іншіпотрібні речовини дріжджі здатні синтезувати самі. Вони розмножу-ються навіть за незначного вмісту кисню в напої. Тому під час вироб-ництва напоїв треба по можливості виключати потрапляння до нихкисню, особливо на стадії перемішування купажних сиропів та підчас розливу напоїв. Під час виробництва високостійких напоїв, особ-ливо на цитрусових та виноградних соках, для зниження кисню в нихдодають як антиоксидант аскорбінову кислоту.
Виявлено випадки псування напоїв осмофільними дріжджамиSaсcharomyces bisporum, Saсcharomyces boilui, Saсcharomyces rouxui.
Осмофільні дріжджі ростуть на субстратах з високим вмістомцукру (цукрові сиропи, концентровані соки) і здатні повільно їх зброд-жувати. За швидкого використання сиропів, соків дріжджі не завда-ють їм шкоди. Та, потрапивши до напою, вони здатні розвиватися вних, але повільніше, ніж звичайні (неосмофільні). Це пояснюєтьсятим, що осмофільні дріжджі мають, як правило, невелику кисло-тостійкість та слабко зростають за низьких значень рН. Температур-ний оптимум осмофільних дріжджів вищий, ніж неосмофільних, вонипереносять більш високі температури. Крім того, вони менш чутливідо дії консервантів.
До бактерій, що викликають псування напоїв, належать, у пер-шу чергу молочнокислі роду Lactobacillus. Під їх дію можуть потрап-ляти напої на соках, що містять органічний азот та вільні амінокисло-ти; рН напою не нижче 3. В інших видах напоїв з низьким вмістом

115
органічного азоту і низьким значенням рН молочнокислі бактерії нездатні до розвитку.
Оцтовокислі бактерії вибагливі до поживного середовища. Оп-тимум рН їх зростання — 5,4-6,3; вони можуть переносити кислу ре-акцію середовища до рН нижче 4,0. Основною умовою розвитку бак-терій є наявність кисню, що перешкоджає їх зростанню в напоях,насичених діоксидом вуглецю. Оцтовокислі бактерії можуть бути ви-явлені в негазованих напоях, особливо розлитих у полімерну тару.
Відомі випадки псування газованих напоїв міцеліальними гриба-ми. На ці мікроорганізми згубно діє діоксид вуглецю; навіть незначниййого вміст у напої сприяє їх знищенню. Треба зазначити, що хочаміцеліальні гриби не являють собою головну причину псування на-пою, проте навіть присутність їх спор у напої свідчить про поганийсанітарний стан підприємства. Міцеліальні гриби можуть з’являтись увідкритих місткостях на поверхні сиропу та навіть у 50%-х розчинахлимонної кислоти. Вони є причиною специфічних запаху і присмаку.
Присутність міцеліальних грибів у сировині та у напівфабрика-тах з м’якоттю небажана, тому що у процесі розвитку вони утворю-ють пектолітичні ферменти, здатні швидко розшаровувати каламутнірідини.
Останнім часом широко провадяться розробки низькокалорій-них (дієтичних) напоїв, де замість цукрози використовують різні син-тетичні цукрозамінники.
Оскільки мікробіальне псування напоїв спричиняється майжевиключно мікроорганізмами, для яких головним джерелом живленняє різні вуглеводи, то напої, які їх не містять, не повинні відчуватидію мікроорганізмів. Винятком є деякі види молочнокислих бактерійроду Lactobacillus, які за певних умов можуть використовувати якджерело живлення лимонну кислоту.
Згідно з даними фірми Kajo (Німеччина) лише деякі напої скла-даються з води, штучних підсолоджувачів, лимонної кислоти, арома-тизуючих речовин та СО
2. До складу більшої частини низькокалорій-
них напоїв входить незначна кількість вуглеводів у вигляді добавоксоку або фруктози, глюкози, цукрози. Остання додається для зняттяметалевого присмаку цукрину. Таким чином, низькокалорійні напої знезначними добавками вуглеводів також можуть підпадати під діюдріжджів. Цукрин має консервувальну дію, але тієї його кількості,що міститься в напої, недостатньо для прояву цієї дії.
Для збільшення біологічної стійкості напоїв застосовують кон-серванти та різні види теплового оброблення (пастеризацію). За такихспособів оброблення в напої відбувається повне або часткове припи-

116
нення життєдіяльності основної маси мікроорганізмів і тим самим га-рантується збереження якості напою протягом тривалого часу.
5.1.4. bи*орис2 ання *онсер"ан2 S"Консерванти належать до харчових добавок. Їх використання
не повинно негативно впливати на органолептичні властивості напоївта їх споживчу цінність. Антимікробна дія консервантів повинна бутиспецифічною по відношенню до головної групи мікроорганізмів, щоспричиняють псування напоїв. Як консерванти для безалкогольних на-поїв використовують бензойну, сорбінову кислоти та юглон. Для кож-ного консерванта Міністерство охорони здоров’я встановило гранич-но допустиму дозу використання у виробництві напоїв.
Значне поширення за кордоном та останнім часом у нашій країніотримала бензойна кислота. Через слабку розчинність у воді вона зас-тосовується у вигляді натрієвої солі. За кордоном використовують та-кож ефіри бензойної кислоти: метил-4-гідрокси-бензоат, етил-4-гідрок-си-бензоат, пропил-4-гідрокси-бензоат. Бензойна кислота та її похідніактивні передусім по відношенню до дріжджів, міцеліальних грибівта меншою мірою проти бактерій.
Ефективність дії бензойної кислоти визначається активною кис-лотністю напоїв або значенням рН. Найбільший ефект проявляєтьсяза низьких значень рН. Це пояснюється здатністю бензойної кислотидо дисоціації. Чим нижче значення рН, тим більша в напої частканедисоційованої кислоти, що має антимікробну дію. За високих зна-чень рН бензойна кислота утворює солі, які не справляють бактери-цидної дії.
Значення рН 2,0 3,0 4,0 5,0 6,0Недисоційованакислота, % 99,4 94,3 62,5 13,7 1,6
Напої, які виробляються підприємствами галузі, в основномумають титрувальну кислотність 2,0-3,0 мл 0,1 н.розчину NаОН, та рНу межах 3,2-3,6. Частка недисоційованої бензойної кислоти при цьомустановить 72-75 % від внесеної кількості.
Під час розроблення нових високостійких напоїв, особливо насоках з бензоатом натрію, поряд з титрувальною кислотністю потрібновраховувати й рН напоїв, оскільки ці напої мають достатньо високубуферну місткість.
Зі зниженням рН, особливо під час використання лимонної кис-лоти, можуть погіршуватись органолептичні властивості напоїв — вонистають різко кислими. В напоях типу «Кола» (рН 2,4-2,8) для цих цілейвикористовується ортофосфорна кислота. Треба враховувати також,

117
що низькі величини рН можна отримати лише під час використанняпом’якшеної води.
Тривале використання бензойної кислоти у виробництві сприяєадаптації до неї дріжджів. Дріжджі, стійкі до бензойної кислоти, підчас зростання в безалкогольних напоях переносять її десятикратніконцентрації. Деякі мікроорганізми здатні розщеплювати бензойнукислоту.
Сорбінова кислота менш активна, ніж бензойна. Антимікробнадія її проявляється, по-перше, щодо дріжджів та міцеліальних грибів.Як і під час використання кислот, що мають антимікробну дію, зізменшенням рН середовища ефективність дії сорбінової кислотизбільшується. Використовується вона частіше у вигляді калієвої і на-трієвої солей.
Сорбінова кислота в напої, особливо під час зберігання, спри-чиняє зміну смаку і напій отримує різко виражений кислий смак. Цепояснюється її високою реакційною властивістю і легкою окислювані-стю на повітрі.
Більш висока ефективність дії сорбінової кислоти має місце підчас її використання в сполученні з аскорбіновою кислотою. Сорбіновакислота пригнічує ріст мікроорганізмів; додавання аскорбінової кис-лоти, що створює безкисневі умови середовища, одночасно перешкод-жає окисленню сорбінової кислоти. Вихідний розчин сорбінової кисло-ти має обмежений термін зберігання; зберігають його в закоркованійтарі без доступу тепла і світла.
У разі одночасного використання у виробництві сорбінової і бен-зойної кислот потрібно знижувати кількість кожного консерванта.
Юглон має високу антимікробну активність щодо дріжджів іменшою мірою щодо бактерій. Консервувальна дія юглону звичайновища дії бензойної і сорбінової кислот і не залежить від значення рНнапоїв. Юглон малорозчинний у воді, добре розчинний в етиловомуспирті. У виробництві використовується тільки свіжоприготований спир-товий розчин юглону, оскільки під час зберігання робочого розчинузнижується його антимікробна активність.
Юглон у природі міститься в рослинах родини горіхових. Особ-ливо багато юглону міститься в молодих пагонах і незрілій лушпинигрецьких горіхів.
Юглон, виділений із зеленої лушпини грецького горіха, запро-понований у 1970 р. Нікітським ботанічним садом як консервант длябезалкогольних напоїв.
Додавання юглону в напої не впливає на біологічні компоненти, такіяк тіамін, рибофлавін та аскорбінову кислоту. Широке використання юг-

118
лону, добутого з рослин, обмежене через малу кількість рослинної сиро-вини та малого виходу продукту — до 1,5-2,0 % від маси свіжої сировини.
У НВО напоїв та мінеральних вод розроблено технологію вико-ристання юглону, отриманого синтетичним шляхом. Досліджено йогоантимікробну активність щодо мікроорганізмів — шкідників напоїв.
За дорученням Міністерства охорони здоров’я Київським науко-во-дослідним інститутом гігієни харчування проведено токсико-гігієнічнідослідження синтетичного юглону. Вивчено його вплив на фізіологічні,біохімічні, імунологічні системи організму, а також мутагенні власти-вості. Результати випробувань дозволили вважати можливим викори-стання юглону як консерванта для напоїв у концентрації до 0,7 мг/л.
Таким чином, використання консервантів сприяє збільшеннюбіологічної стійкості напоїв. При цьому слід враховувати, що внесенадоза консерванта має бактерицидну дію тільки на певну кількість мікро-організмів, що є в напої. Найбільш ефективне використання консер-вантів на підприємствах з високим санітарним станом виробництва.Під час використання бензойної і сорбінової кислот потрібно врахову-вати рН напоїв. Найбільш ефективна дія консервантів у напоях нанастоях і есенціях, в яких найменше дріжджів і які мають більш низь-кий рН, ніж напої на соках. Останні містять азотисті речовини, вільніамінокислоти, що сприяють швидкому розмноженню дріжджів, діяконсервантів в них менш ефективна.
У ряді країн у напоях, для підвищення стійкості яких викорис-товують тільки консерванти, вміст соку обмежується. Так, для цитру-сових соків — не більше 6 %, а для інших соків, включаючи виноград-ний, — не більше 10 %. Для підвищення стійкості напоїв з більш висо-ким вмістом соку слід використовувати теплове оброблення.
o=“2 е!, ƒ=цS напоїв пригнічує життєдіяльність мікроорганізміві тим самим забезпечує їх біологічну стійкість. Провадиться вона притемпературі не вище 90 °С. Під час пастеризації температура напоюзростає, досягає певного рівня, витримується визначений час і потімнапій охолоджується. Мікроорганізми гинуть у результаті денатураціїклітинних білків.
Пастеризації підлягають далеко не всі види напоїв. Напої з ви-соким вмістом діоксиду вуглецю, низьким значенням рН і низькимвмістом азотистих речовин не потребують пастеризації. Продовжитистійкість таких напоїв можна введенням консервантів і покращаннямсанітарного стану виробничої лінії.
Напої з високим вмістом соку потрібно пастеризувати. Вони лег-ко засіваються мікроорганізмами в процесі виробництва, бо сировинадля виробництва є сприятливим середовищем для їх розвитку.
119
Теплове оброблення напоїв повинно здійснюватись у певномутемпературному інтервалі для отримання потрібного ефекту. Під часвибору режиму пастеризації треба враховувати, що з підвищеннямтемператури не тільки припиняється життєдіяльність мікроорганізмів,але й значно підвищується швидкість багатьох хімічних реакцій, якіможуть викликати зміну смаку і аромату напою.
Негативний вплив теплової дії відчувається тим сильніше, чимбільший час і вища температура пастеризації. В пастеризованих напо-ях в таких випадках може проявлятися карамельний або компотнийприсмак. Тому під час пастеризації дуже важливо встановити тоймінімум теплового оброблення, який дасть можливість збільшити строкистійкості напоїв і зберегти їх смак і аромат.
Поняття «пастеризований напій» свідчить про те, що в даниймомент з найбільшою імовірністю продукт не містить вегетативнихклітин мікроорганізмів.
Інтенсивність теплового оброблення суттєво залежить від видута кількості мікроорганізмів, що містяться в напої. Чим вища наси-ченість запліднювальними клітинами, тим більша кількість пастери-заційних одиниць ПО потребується. Проте значне підвищення числаПО може призвести до погіршення якостей напою. Тому під час ви-робництва пастеризованих напоїв особливо важливо використовува-ти високоякісну сировину, що має низьку насиченість запліднюваль-ними клітинами, та підтримувати високий рівень санітарного станувиробничої лінії.
Стійкість мікроорганізмів до дії високих температур залежитьвід хімічного складу напою. Особливий вплив має рН середовища. Занизького рН порушується нормальний обмін речовин мікроорганізмів,що знижує їх стійкість до дії температур. Помічено, що для спор танеспоротвірних мікроорганізмів термостійкість максимальна у вузько-му діапазоні рН від 6,0 до 7,0. Так, при рН 6,25 після 1 год термооб-роблення при 47 °С зберігається 90 % усіх клітин бактерій, а при рН4,5 — 34 % клітин.
Наявність у середовищі білків та амінокислот підвищує тер-мостійкість бактерій, дріжджів та міцеліальних грибів. Аналогіч-но діють на термостійкість присутні у середовищі вуглеводи,найчастіше цукроза. Осмофільні дріжджі краще захищені від діївисоких температур, ніж неосмофільні. Доведено, що в цукро-вих сиропах зменшується коагуляція білків мікроорганізмів, крімтого, зменшується термопошкодження РНК. Це пояснюється абочастковим дегідруванням протоплазми клітин, або зменшеннямактивності води .

120
Наявність у середовищі таких органічних речовин, як ефірнімасла, екстракти рослин, харчові есенції значно знижує термостійкістьбактерій, дріжджів та міцеліальних грибів.
Термостійкість клітин дріжджів в апельсиновому соку з консер-вантом менша, ніж у виноградному. Крім того, низьке значення рНапельсинового соку підвищує концентрацію недисоційованої бензой-ної кислоти. Таку саму дію в кислих середовищах зумовлює і сорбіно-ва кислота.
Комбінування теплового оброблення з додаванням апельсиново-го масла як ароматизатора та бензоату натрію як консерванта далахороші результати під час спільного виробництва пастеризованогонапою «Танець» на виноградному соку фірмою Рерsісо inc та НВО на-поїв та мінеральних вод.
Ступінь каламутності напою також впливає на результат пасте-ризації. Невеликий вміст часток м’якоті в напоях та неосвітлених со-ках не має помітної дії на пригнічення життєдіяльності мікроорганізмів.Крім того, в напоях, що містять м’якоть, мікроорганізми розмножу-ються краще, ніж у прозорих напоях.
c=! ч, L !%ƒл, " використовується для пастеризації негазованихта малогазованих до 1 г/л СО
2 напоїв. Напій нагрівають у пластинча-
стому теплообміннику до 85-87 °С і розливають у гарячому вигляді впопередньо нагріті пляшки, які після наповнення закорковують і длязбереження якості продукту охолоджують. Тривале охолодження (докількох годин) значно погіршує якість напою. У процесі охолодженнята подальшого збереження пробка не повинна пропускати повітря длязапобігання повторному обсіменінню напою.
Під час миттєвої пастеризації (в потоці) цукровий та купажнийсиропи пропускають через теплообмінник, де за кілька секунд про-дукт нагрівається до високих температур, а потім охолоджується.Перевага такого виду пастеризації полягає в тому, що ароматизуючіречовини за короткий строк при високій температурі в закритій сис-темі зберігаються краще, ніж під час тривалої пастеризації напоївпри більш низьких температурах (зрошувальна пастеризація).
Проте на стадії розливу та закупорювання готового напою мож-ливе повторне обсіменіння. Тому ця стадія виробництва потребує ви-сокого рівня санітарії, включаючи підведення стерильного повітря вприміщення, де знаходиться фасувальна машина.
5.2. Šе.…%л%гS ", !%K…, ц2"= “2SL*%г% C, "=Технологічні і санітарно-гігієнічні умови виробництва пива, стійко-
го до біологічного і колоїдного помутніння протягом тривалого часу,

121
мають деякі специфічні особливості. Проте під час виробництва стійкогопива потрібно передусім ретельно виконувати вимоги технології.
Багато технологічних факторів мають значення для підвищеннястійкості пива як до біологічного, так і до колоїдного помутніння. Цестосується вибору сировини (ячмінь, хміль), режимів затирання,бродіння і доброджування, фільтрування та фасування пива.
Технологічні способи підвищення біологічної стійкості повинні,крім усього іншого, враховувати фізіологічні властивості мікроор-ганізмів, що мають здатність розмножуватися у пиві.
Підвищення біологічної стійкості може бути досягнуто комплек-сом технологічних заходів, в результаті яких створюються умови,несприятливі для розвитку всієї сукупності інфікуючих пиво мікроор-ганізмів.
Для підвищення стійкості пива до біологічного помутніння особ-ливо велике значення має санітарно-гігієнічний стан виробництва.
Особливостями технології виробництва пива, призначеного дляпастеризації та тривалого зберігання, наприклад світлого пива з ма-совою часткою сухих речовин сусла 12 або 13 %, є ряд спеціальнихдодаткових технологічних прийомів, таких як внесення в сусло тамолоде пиво ферментних препаратів, більш глибоке виброджуваннясусла, обов’язкове фільтрування пива на кізельгуровому фільтрі знаступною пастеризацією та ряд інших.
Для підвищення стійкості пива, крім наведених вище техноло-гічних заходів, використовуються також адсорбенти, якими обробля-ють готове до розливу пиво безпосередньо під час фільтрування накізельгуровому фільтрі.
5.2.1. bимоги до сиро"ини 2 а ма2 ерSалS"Для виробництва пива підвищеної стійкості потрібно використо-
вувати низькобілковий ячмінь (9-11 % білка), з гарною енергією про-ростання, великі та вирівняні зерна.
Збільшення вмісту білка в ячмені призводить до збільшеннякількості розчинних азотистих речовин у суслі та пиві і, як правило,до погіршення колоїдної стійкості пива.
Сорт ячменю впливає на вуглеводний склад сусла, зумовлюючитим самим інтенсивність процесу бродіння. Наприклад, співвідношен-ня в суслі гексоз та мальтози може сильно варіювати залежно відсорту ячменю. З точки зору процесу бродіння потрібні такі сорти яч-меню, які містять достатню кількість ферментів, що дають високо-ферментативний солод та сусло з великим вмістом розброджувально-го (глюкоза, цукроза) і основного бродильного (мальтоза) цукрів.

122
Для одержання солоду, призначеного для виробництва пасте-ризованого пива підвищеної стійкості, треба використовувати пиво-варний ячмінь з терміном витримування після збирання не менше 45діб і зі здатністю проростання не нижче 95 %.
Готовий солод повинен мати екстрактивність не нижче 77,5 %на сухі речовини, вологість не більше 5 % та бути витриманим довикористання на варінні не менше трьох місяців.
Хміль треба використовувати з показниками не нижче базис-них за кольором та масовою часткою альфа-кислот. Хмільові смоли таїх ізомеризовані продукти мають бактеріостатичні властивості, щодуже важливо для біологічної стійкості пива. Поліфеноли хмелю ви-являють себе як реакційноздатні речовини, що осаджують високомо-лекулярні поліпептиди в процесі кип’ятіння та охолодження сусла.
5.2.2. qолодо"ирощ3"анняСолодовирощування — надзвичайно важливий процес у комп-
лексі заходів, спрямованих на отримання стійкого пива. Саме на ційстадії створюються основні передумови отримання сусла потрібногоскладу, що зумовлює інтенсивне бродіння та розмноження дріжджів,а надалі — і якість готового пива. Як правило, недоліки в якості солодуне можуть бути суттєво виправлені в процесі затирання.
Технологія отримання солоду з ячменю для виробництва стійкогопива повинна відповідати вимогам виробництва високоякісного солоду,а саме: проведення попереднього очищення ячменю перед його складу-ванням; сортування ячменю перед замочуванням, тобто замочуванняоднакового за розміром зерна; використання води з температурою близь-ко 12 °С та наявність достатньої кількості стиснутого повітря для аераціїі перемішування; підтримання правильного температурного режимусушіння; витримування солоду перед подаванням до варильного цехуне менше 30 діб у солодосховищах. Не дозволяється підсушування си-рого солоду через недосконалість системи кондиціонування повітря повологості та температурі, що призводить до погіршення розчинення ізниження ферментативної активності солоду.
Якщо підприємство постачається водою, яка не відповідає засольовим складом вимогам до води для пивоваріння, вона має підля-гати дообробленню. Таке дооброблення рекомендоване взагалі під часприготування пива у разі, якщо склад вихідної води значно відрізняєть-ся від вимог до води для пивоваріння.
Під час виробництва пива підвищеної стійкості застосовуютьферментні препарати — амілоризин П10х, протосубтилін Г10х та інші,дозволені Міністерством охорони здоров’я та рекомендовані інструк-

123
ціями до їх застосування. Як адсорбент використовується, наприк-лад, продукт АК-П на основі природного кремнезему.
5.2.3. oриго2 3"ання с3слаНа хімічний склад сусла та якість готового пива, крім властиво-
стей солоду, великий вплив має процес затирання, який сприяє отри-манню в суслі потрібного складу вуглеводнів, азотистих та інших ре-човин, що забезпечує інтенсивне бродіння та високий кінцевий ступіньзброджування. Основне призначення процесу затирання — здійсненнягідролізу високомолекулярних, нерозчинних у воді речовин солоду тапереведення їх у розчинні речовини меншої молекулярної маси. Про-цес відбувається в основному під дією ферментів солоду. Якісний такількісний склад речовин отриманого сусла визначається властивос-тями ферментів — залежністю їх активності від температури та кис-лотності середовища.
Застосування несолодженої зернової сировини та визначенихферментних препаратів не тільки не погіршує біологічної та колоїдноїстійкості пива, але може сприяти їх підвищенню за рахунок покра-щення складу сусла, що забезпечує його зброджуваність.
Для отримання пива високої колоїдної стійкості як зернову не-солоджену сировину доцільно замість ячменю використовувати зне-жирену кукурудзу та рис. Зерна цих культур містять значно меншебілка, ніж ячмінь, причому у них відсутня фракція β-глобуліну. Укукурудзі та рисі не виявлені, крім того, антоціаногени.
Затирання солоду відбувається двоварильним способом. Вико-ристовувана на затирання промивна вода повинна бути з масовою ча-сткою сухих речовин не нижче 3 %.
Важливим технологічним прийомом, що дає змогу підвищитиколоїдну стійкість пива, є спеціальний режим промивання дробини.Під час виробництва сусла, призначеного для виготовлення пива по-довженого зберігання і пастеризації, доцільно запобігти попаданнюдо нього останніх промивних вод, які містять небажані поліфеноли.
У ході промивання дробини відбувається поступове збільшення впромивних водах поліфенолів щодо загального вмісту в них сухих ре-човин. Тому промивні води з концентрацією сухих речовин менше 3 %потрібно направляти в інші варіння для приготування звичайного пива.
Процеси промивання дробини та кип’ятіння сусла з хмелем єважливими стадіями приготування стійкого пива, оскільки в цей частривають окислення поліфенолів та їх з’єднання з поліпептидами, щопочалися ще під час затирання та які приводять до утворення нероз-чинних комплексів. Останні надалі випадають в осад та видаляються.

124
На покращення та посилення коагуляції колоїдів на цих стадіяхпозитивно впливають аерація сусла, енергійне кип’ятіння сусла, щосприяє швидкому утворенню осаду та покращенню наступного освіт-лення сусла.
Сусло кип’ятять з хмелем протягом двох годин. Кип’ятіння сус-ла має бути інтенсивним, щоб кількість випаровуваної води протягомоднієї години становила приблизно 5-6 % і коагуляція білків та утво-рення зависей були яскраво визначені. По закінченні кип’ятіння сус-ло відділяють від хмелю та охолоджують за прийнятою на заводі тех-нологією. Готове сусло повинно мати нормальну йодну пробу на оцук-рювання.
Для підвищення біологічної стійкості пива важливо правильноохолоджувати сусло — не допускати перестоювання сусла у відстійнихчанах, якщо температура його нижча 60 °С.
Значний інтерес викликає флотаційний спосіб видалення дрібнихзависей, за якого поряд з освітленням сусла відбувається насиченняйого киснем.
5.2.4. aродSння 2 а добродж3"ання ("и2 рим3"ання)Під час проведення процесу бродіння потрібно враховувати такі
особливості.В охолоджене сусло за дві години до введення дріжджів з ме-
тою стабілізації сусла вносять ферментний препарат, наприклад амі-лоризин П10х, з розрахунку 0,07 г/дал або інші, рекомендовані дляцих цілей, у відповідному дозуванні.
Бродіння сусла здійснюють у відкритих (або закритих) місткос-тях за звичайно прийнятою на підприємстві технологією, але для от-римання пива підвищеної стійкості тривалість бродіння для більш по-вного виброджування може бути збільшена до 10 діб.
Сусло з 12 %-ю концентрацією сухих речовин зброджується до3,6-4,2 % за цукроміром, з 13 %-ю концентрацією — до 3,9-4,2 %. Настадії бродіння велике значення має енергійне, швидке «розброджу-вання», тобто максимальне скорочення тривалості лаг-фази. Це єумовою швидкого зниження рН сусла та запобігання розвитку бак-терій. Оскільки для інтенсивного розмноження дріжджів і бродіння,крім відповідного хімічного складу, потрібне збагачення його кис-нем, потрібно аерувати охолоджене сусло стерильним повітрям. Ос-терігатися при цьому «надаерування» немає підстав, тому що суслопоглинає кисень до величини повного насичення, тобто до 8-10 мг/л.
На якість та стійкість пива величезний вплив мають дріжджі.Дріжджі активно споживають кисень. Знайдено, що 1 г дріжджів за

125
8-9 год споживає 9,6 мг О2. Тому кисень, що міститься в суслі перед
внесенням дріжджів, у процесі їх розмноження швидко споживаєтьсяі до кінця головного бродіння в молодому пиві лишається менше0,1 мг О
2/л. Під час перекачування пива до нього потрапляє повітря,
і вміст О2 в заповненому лагерному танку становить 0,8-1,0 мг/л. Через
24 год ця кількість зменшується до 0,2-0,35 мл/л, через 48 год — до0,15-0,25 і через 21 добу становить 0,05-0,20 мг О
2/л.
Перед перекачуванням молодого пива на доброджування в танктреба внести ферментний препарат, наприклад протосубтилін Г10х, зрозрахунку 0,12 г/дал пива (або інший, аналогічної дії, за відповід-ною рекомендацією), який спочатку розчиняють у невеликій кількостіпива (2-3 л).
Доброджують пиво при температурі 0-2 °С та за тиску не ниж-че 0,05 МПа протягом 40-42 діб (тривалість доброджування встанов-люється нормативною документацією на даний сорт пива).
Доброджування за тривалого холодного витримування пива зав-жди покращує якість та стійкість пива. Це один з небагатьох техноло-гічних факторів, який завжди дає значну кореляцію зі стійкістю пива(в основному з колоїдною). За сильного охолодження пива краще осад-жуються дріжджі з адсорбованими на них бактеріальними клітинамита колоїдними речовинами, що сприяє гарному природному освітлен-ню пива та покращенню умов його наступного фільтрування. В ре-зультаті отримують біологічно чисте та стійке пиво.
Різниця між кінцевим та досягнутим ступенем зброджуванняповинна бути 3-5 %, але не більше 5 %.
Рекомендовано, щоб пиво з масовою часткою сухих речовин впочатковому суслі 12 % містило не менше 3,4 % спирту, а з масовоючасткою сухих речовин в початковому суслі 13 % — не менше 3,5 %.
За відсутності ферментних препаратів з рекомендованою актив-ністю для стабілізації складу пива дозволяється використовувати підви-щені дози іншого, рівноцінного за дією ферментного препарату з більшнизькою активністю, наприклад, за відсутності протосубтиліну Г10хможна використовувати амілоризин П10х з розрахунку 0,1 г/дал, завідсутності амілоризину П10х — протосубтилін Г10х, який вноситьсяв молоде пиво з розрахунку 0,15-0,3 г/дал і т. ін.
5.2.5. tSль2 р3"ання S розли" пи"аПо закінченні доброджування пиво охолоджують до 0 °С і
фільтрують на кізельгурому фільтрі. Для підвищення стійкості пивадоцільно після кізельгурого фільтра профільтрувати його повторночерез фільтр зі знепліднювальним картоном.

126
Під час фільтрування потрібно уникати навіть короткочасногопідвищення температури і контакту пива з повітрям.
Всі операції повинні проводитись під тиском і з застосуваннямвуглекислоти.
Як свідчить досвід, сепарування пива на сепараторах ВСП і ВПОне дає змоги отримати достатньо освітлене пиво, оскільки не відбу-вається повне відокремлення дріжджів. В 1мл освітленого пива вияв-лено від 290 до 2570 дріжджових клітин за продуктивності сепарато-ра 250-300 дал/год і в 2-3 рази менше за продуктивності 120-150 дал/год.Така кількість дріжджових клітин може призвести до утворення оса-ду внаслідок розмноження дріжджів уже на третій добі після розливу.Розмноження дріжджів не відбувається за наявності 10 і менше клітину пляшці пива місткістю 0,5 л. Такого низького вмісту дріжджів мож-на добитися за допомогою діатомітового фільтрування.
Більш стійке пиво отримують за подвійного оброблення: сепа-рування і фільтрування через фільтр з освітлювальними пластинка-ми чи через діатомітовий фільтр. Відбувається різке зниження уфільтрованому пиві кількості клітин дріжджів і інших мікроорганізмів.
Хороші результати були отримані під час застосування на-мивного шару, складеного із діатомітів марок ОБ і РФ Інзенсько-го заводу.
Для освітлення пива, призначеного для пастеризації, перевагумає застосування рамних фільтрів з розміром пластин 60х60 см і пло-щею біля 40 м2. Фільтрувальні порошки наносять водою у два шари:для першого шару застосовують діатоміт марки ОБ, для другого —РФ у кількості відповідно 650 і 600-800 г/м2. У потік пива діатомітдодається у кількості 100-120 г/гл. Встановлюється діатомітовий фільтрміж сепаратором і пастеризатором.
На стадії фільтрування поряд з досягненням потрібного ступеняосвітлення пива, а також під час розливу велике значення має запо-бігання окисленню пива.
Передачу пива з танків доброджування на фільтрування здійсню-ють під тиском двоокису вуглецю не нижче 0,05 МПа. У заповненівідфільтрованим пивом збірники вносять аскорбінову кислоту в кількості0,5 г/дал.
Під час фільтрування треба уникати спінення пива. Фільтрова-не пиво у збірниках до кінця розливу повинно перебувати під тискомне нижче 0,05-0,06 МПа і мати температуру (0...+1,0) °С.
Для забезпечення більшої гарантії стійкості пиво обробляютьадсорбентом.

127
5.2.6. nброблення пи"а адсорбен2 амиЯк адсорбенти використовують речовини, рекомендовані для цього
спеціальними інструкціями щодо їх застосування. Для оброблення гото-вого до розливу пива, наприклад препаратом на основі діоксиду крем-нію, безпосередньо під час фільтрування на кізельгуровому фільтріпісля намивання основного шару кізельгуру в дозатор разом з кізель-гуром марки «Б» вносять адсорбент з розрахунку 5 г/дал і у процесівсього фільтрування дозують у пиво, що йде на фільтрування.
Крім викладеного способу, залежно від умов і обладнання, щоє на підприємстві, пиво можна обробляти адсорбентами й іншими спо-собами, дотримуючись відповідних рекомендацій.
За дві доби до розливу пиво передають у проміжний танк. Задопомогою дозувального пристрою під час передачі в потік пива дода-ють суспензію адсорбента (розведену водою 1:5) з розрахунку 5 г на 1дал пива. Після осаду адсорбенту пиво фільтрують на кізельгуровомуфільтрі.
Адсорбентом обробляють пиво, вже заздалегіть відфільтрованечерез кізельгур. Препарат намивають на картон (освітлювальний чиопорний) рамного пластинчастого фільтра з розрахунку 5 г/дал насуху речовину адсорбенту. При цьому пиво спочатку надходить накізельгуровий фільтр, а потім на пластинчастий з адсорбентом.
5.2.7.gапобSгання о*исним процесам 3 пи"SДобре відомо, що на всіх стадіях приготування пива після стадії
розмноження дріжджів і початку бродіння виключений контакт пиваз повітрям. Під дією кисню змінюється смак пива внаслідок окислен-ня гірких речовин хмелю; прискорюється колоїдне помутніння внас-лідок окислення дубильних речовин (поліфенолів); знижується біо-логічна стійкість пива; погіршується піностійкість; виникає пастери-заційний присмак. До цього переліку треба додати встановлене по-рівняно недавно погіршення смаку й аромату пива внаслідок окис-лення поліфенолів.
Проте під час розмноження дріжджів і на початку бродіння усуслі повинна бути достатня кількість розчиненого кисню. Вважаєть-ся, що в результаті перероблення неаерованого сусла вийде пиво,що погано освітлюється, з неприємним смаком і ароматом, схильнедо колоїдного помутніння.
Речовини пива, які швидко окислюються і редукують (редукто-ни і меланоїдіни), можуть зв’язати деяку кількість кисню, що потра-пив у розлите пиво і тим самим запобігти окисленню речовин, які вокисленому стані негативно впливають на смак і стійкість пива.

128
Вважають, що гранично допустимим вмістом кисню у готовомупиві, включаючи кисень повітря, що міститься у шийці пляшки, є1 мг О
2/л. У тих випадках, коли не вживаються заходи щодо запобі-
гання прониканню повітря в пляшку, у шийці пляшки об’ємом 0,5 лможе виявитися до 20 мл повітря, що відповідає 11 мг кисню в 1 лпива, тобто в 11 разів більше граничної величини. Вміст 3-5 мг О
2/л
призводить до того, що речовини пива, які мають високу редуку-вальну здатність, не здатні зв’язати таку кількість кисню і усунутинебажані окисні реакції.
Таким чином, весь наявний у пиві кисень споживається речови-нами, що відновлюються. При вмісті 0,5 мг О
2/л увесь кисень спожи-
вається за дві доби, 2 мг О2/л — за шість діб.
За допомогою ізотопного методу встановлено, що присутній упиві кисень на 65 % витрачається у реакціях з поліфенолами, на30 % — з альдегідами і на 5 % — з ізо-α-кислотою. До числа цихнесприятливих для смакових якостей пива окисних реакцій потрібнододати окислення каротиноїдів, жирних кислот і вищих спиртів.
Небезпека окислення особливо велика під час передавання пивана фільтрування чи сепарування, під час фільтрування і сепаруван-ня, надходження у збірник фільтрованого пива і під час розливу.
Усі ці процеси повинні проходити у присутності вуглекислоти, ане повітря. При цьому важливо враховувати такі фактори, як довжи-на і діаметр трубопроводів, площа поверхні пива у збірниках і т. ін.
Потрібно уникати турбулентного руху пива у трубопроводах.Особливу небезпеку має також обертальний рух рідини при спорож-ненні чанів, танків тощо, під час якого відбувається сильне засмокту-вання повітря.
Заповнення і спорожнення бродильних і лагерних танків під тис-ком вуглекислоти практично виключає поглинання кисню пивом, алесупроводжується значними витратами СО
2 (понад 1200 г/гл за тиску
0,07 МПа) і як результат — істотним підвищенням собівартості пива.Тому запропоновано різні пристрої (відбивні плити, диски тощо), зас-тосування яких під час заповнення і спорожнення танків знижує погли-нання кисню пивом на 70 %. У вертикальних танках використовуєтьсяпоплавкова плита, діаметр якої збігається з внутрішнім діаметром тан-ка. Під час спорожнення і заповнення танків плита залишається на по-верхні пива і практично виключає контакт його з повітрям.
Розлив пива повинен здійснюватися так, щоб уникнути втратвуглекислого газу і насичення пива повітрям. Для цього рекомендуєтьсязастосовувати розливальні машини, які дозволяють розливати пиво змасовою часткою вуглекислоти до 0,5 %. Потрібно також застосовува-

129
ти пристрої для видалення повітря із шийки пляшки (спінення пива врезультаті механічного удару, ультразвуку тощо).
Однією з найважливіших причин низької колоїдної стійкості пиває високий вміст у ньому повітря, що сприяє розмноженню дріжджів іоцтовокислих бактерій, призводить до швидкого утворення осаду тадо загального покаламутнення напою, тобто до зниження біологічноїстійкості пива. Тому зменшення вмісту повітря в пиві є важливим тех-нологічним завданням, від успішного вирішення якого значною міроюзалежить якість і стійкість пива.
5.2.8. q2 абSлSзацSя пи"аПід стабілізацією пива мається на увазі таке втручання у його
виробництво, яке віддаляє утворення небіологічного покаламутнення.Вимоги до стійкості пива у бочках і пляшках різні, але здебільшогодостатньо місячної стійкості непастеризованого і пастеризованого пива.Для експортних поставок потрібно, щоб пастеризоване пиво в пляшкахбуло стійким протягом кількох місяців і навіть року. Тому знайшов по-ширення спосіб стабілізації експортного пива в пляшках, що грунтуєтьсяна великій кількості теоретичних розробок і практичному досвіді.
Пиво, як усі колоїдні розчини, має схильність до покаламут-нення. Після розливу воно зазвичай прозоре і при температурі 0 °С,але через деякий час після охолодження до цієї температури вонокаламутніє. Утворене холодне покаламутнення при нормальній тем-пературі знову зникає.
Холодне покаламутнення визначається як таке, що виникає післяохолодження пива до 0 °С і знову зникає при 20 °С. Склад цього пока-ламутнення дуже мінливий. Воно містить від 40 до 76 % азотистихречовин, від 17 до 55 % дубильних речовин, від 3 до 13 % цукридіві невелику кількість зольних залишків, головним чином металів. Утво-ренню холодного покаламутнення сприяють високі температури підчас зберігання, окислення, присутність слідів металів у пиві, рух,струс і світло. Холодне покаламутнення є дуже небажаною властиві-стю пива, особливо у країнах, де пиво продається охолодженим дотемператури близько 0 °С. Стійке покаламутнення має той самий склад,що і холодне покаламутнення. Його утворення прискорюють ті саміфактори, крім того, його можуть спричиняти й речовини, що осад-жують білки.
Для визначення ступеня стабілізації пива застосовують тест зпікриновою кислотою, за Есбахом, частіше — більш простий тест Гар-тонга з сульфатом амонію. За Гартонгом, 10 мл пива, підготовленогодо хімічного аналізу, беруть піпеткою у пробірку і мініпіпеткою до-

130
бавляють насичений розчин сульфату амонію. Визначають об’єм насиче-ного розчину сульфату амонію у мілілітрах, після додавання якого пивозалишалося протягом 2 хв прозорим. Пиво порівнюють з 10 мл пива, вяке додали таку саму кількість дистильованої води. Результати тестунаводять безпосередньо у мілілітрах насиченого розчину сульфату амо-нію на 10 мл пива. Величина тесту коливається у стабілізованого пиваблизько 3,0 і вище, а у нестабілізованого знижується до 1,0. Тест є більшпридатним критерієм для визначення ступеня стабілізації одного й тогосамого виду пива, ніж для порівняння пива різних заводів.
Заходи щодо стабілізації пива можна проводити в процесі йоговиробництва чи в заключній стадії під час доброджування і безпосе-редньо перед розливом. Метою цих заходів є зменшення кількості ком-понентів пива, які беруть участь в утворенні дубильних комплексів і єосновою холодного і стійкого покаламутнення. Метою стабілізації єтакож підвищення стійкості пива по відношенню до факторів, щовпливають на прискорення утворення покаламутнення, наприкладпроти окислення. Як зазначалося, під час варіння сусла для експорт-ного пива змінюється засип за рахунок підвищення кількості замін-ників солоду, що знижують вміст білків у готовому пиві (цукор, рис).Віддають перевагу добре розчиненим солодам, добре прокип’яченомусуслу, грунтовному осадженню зависей і низьким температурам підчас головного бродіння і доброджування. З методів стабілізації пивапід час доброджування чи на стадії вже фільтрованого пива безпосе-редньо перед розливом найбільш поширені осадження (танин), адсор-бція (бентонит, селікагель, найлон), ферментативне розщеплення білківі добавки антиокисного засобу.
Під час застосування методів осадження, адсорбції і фермента-тивного розщеплення білків потрібно вибрати дозу відповідного засо-бу з урахуванням загального об’єму і складу азотистих речовин усуслі, у молодому чи готовому пиві залежно від того, на якій стадіїведеться оброблення. Оптимальну дозу найчастіше визначають вироб-ничою перевіркою. Ефективність стабілізації визначають, з одного боку,аналітично, з іншого — встановленням практичної стійкості пастери-зованого пива під час його зберігання у відповідних методу перевіркиумовах.
5.2.9. gнеплSднення пи"аЗнищення мікрофлори у пиві по завершенні бродіння досягається
знепліднювальним фільтруванням чи тепловим обробленням [18].Знепліднювальне фільтрування відоме як холодна стерилізація
і її особливо доцільно застосовувати у тому разі, якщо якісь компо-

131
ненти (вітаміни, ферменти) не переносять термічного оброблення. Томухолодну стерилізацію спочатку було введено для фруктових соків івина, а згодом — для пива.
Основою холодної стерилізації є механічне осадження клітинмікроорганізмів на поверхні фільтра. Пиво звільняється від мікроор-ганізмів знепліднювальним фільтруванням практично до стерильності.Здійснюється процес на пластинчастих фільтрах, через які пиво по-винно проходити на малих швидкостях (0,8-1,0 гл/(м2⋅год)).
Перед стерилізацією пиво повинно звільнятися попереднімфільтруванням від більшості каламутних речовин. У противному разістерилізаційні пластини забиваються і продуктивність фільтрів зни-жується. Хороші результати досягаються попереднім сепаруванням ізвичайним фільтруванням на масфільтрах і діамітових фільтрах чиподвійним фільтруванням.
Спеціальні пластини виготовляються з фільтромаси з додаван-ням великої кількості азбесту, волокна якого заряджені позитивно.Більшість же мікроорганізмів несе на собі негативний заряд. Це за-безпечує майже повну адсорбцію мікроорганізмів на поверхні плас-тин, навіть якщо їх розмір менший діаметра пор. Розміри останніхколиваються від 1 до 5 мкм і менше.
Виготовляють стерилізаційні пластини з азбестоцелюлозної маси(вміст азбесту — 30-40 %). Застосовують також мембранні матеріали з ко-лодію, ацетатної целюлози. Діаметр пор тут коливається від 0,05 до 1 мкм.
Ці мембранні матеріали достатньо міцні і витримують стерилі-зацію парою при температурі до 125 °С. Часто такі пристрої викону-ються у формі патронних фільтрів продуктивністю до 60 гл/год з по-переднім сепаруванням і фільтруванням пива.
Існує досвід фільтрування з використанням пористих срібнихмембран з діаметром пор від 0,2 до 5 мкм. При цьому забезпечуєтьсяодночасно фільтрувальний і бактерицидний ефекти.
Знепліднювальним фільтруванням можна досягти майже повноїстерильності, за якої пиво містить так мало мікроорганізмів, що біо-логічні покаламутнення не виникають.
Неодмінною умовою задовільної біологічної стійкості є відсутністьповторного забруднення, що може бути забезпечено асептичнимиумовами розливу у заздалегідь підготовлений посуд.
Така підготовка повинна здійснюватись або стерилізувальнимобробленням на пляшкомийних машинах, або спеціальним стерилізу-вальним обробленням посуду перед розливом.
Відомо, що технологічні режими миття посуду в пляшкомийнихмашинах на ділянці оброблення гарячими лужними розчинами прак-

132
тично забезпечують його стерильність. Проте останні стадії оброблен-ня пов’язані з ополіскуванням теплою, а потім і холодною водопровід-ною (або артезіанською) водою. При цьому тепла вода з температурою25-30 °С забирається із ванни пляшкомийної машини і розподіляєтьсяна два потоки. Один з них подається в теплообмінний апарат, догрі-вається в ньому до температури 40-45 °С (в машинах АММ-6і АММ-12) і надходить до трьох труб зовнішнього і чотирьох трубвнутрішнього ополіскування. Інший потік без підігрівання надходитьдо чотирьох колекторних труб зовнішнього і чотирьох колекторнихтруб внутрішнього ополіскування. Перший потік вважається потокомгарячої, а другий — теплої води.
Після ополіскування потік гарячої води поділяється на дві частинизбірниками-ваннами. В першій частині містяться залишки лугу і із збірника-ванни цей потік спрямовується на ополіскування посуду після заванта-жування останнього в носії і скидається у каналізацію. Друга частинапотоку гарячого ополіскування скидається у збірник-ванну теплої води.
Слід зазначити, що за температурними показниками вплив намікрофлору потоків біологічно чистої теплої і гарячої води на рівніпастеризаційного ефекту не досягається. Це означає, що у зонах га-рячого і теплого ополіскування і, тим паче, у зоні ополіскування хо-лодною водою прогнозується забруднення асептичного до цього мо-менту посуду.
Таким чином, асептичне оброблення посуду з урахуванням мож-ливого і постійного інфікування вмісту ванн-збірників потребує асеп-тичного оброблення потоків безпосередньо перед ополіскуванням.
Можливий і такий варіант, коли буде оброблятися тільки потікводи, що входить у машину, у кількості 6 м3/год. Тоді стадія холодно-го ополіскування буде забезпечуватись біологічно чистою водою, алеоброблення гарячою і теплою водою не буде гарантувати відсутностіінфікування, хоча стерильним вхідним потоком холодної води буде«вимиватися» мікрофлора з ванн-збірників гарячої і теплої води.
Для отримання асептичного посуду з мийної машини ПММ маєбути передбачено, поряд із зазначеною підготовкою водних потоків,подавання у внутрішній об’єм машини стерильного повітря. При цьо-му бажано, щоб стерильне повітря було охолоджене. Під час ополіс-кування водою повітря з внутрішнього об’єму ПММ ежектується впосуд, тому нестерильне повітря зводить нанівець усі зусилля щодоасептичної підготовки пляшок. Охолоджене стерильне повітря, пода-не таким чином у посуд, деякою мірою забезпечить охорону його внут-рішнього об’єму від інфікування на наступному тракті подавання дорозливально-закупорювального блока.

133
Отже, асептичний після миття посуд можна отримати в разістерилізації рідинних потоків ополіскування і подавання стерильно-го повітря.
Отримання асептичного посуду з пляшкомийної машини, певнаріч, не розв’язує всіх завдань, бо на ділянці подавання від ПММ дорозливально-закупорювального блока можливе інфікування пляшокповітрям. Для його зменшення у ПММ на останній стадії обробленнябажано здійснювати наддування пляшок холодним стерильним по-вітрям. Тоді в деякий проміжок часу (до прогрівання вмісту пляшок)конвективне масоперенесення з зовнішнього середовища, а значить іінфікування, будуть обмежені, але не виключені.
У західних технологіях проблему намагалися розв’язати вико-ристанням ротаційних стерилізаторів, де пляшки заповнювались дво-окисом сірки. Останній надходить під тиском 0,03 МПа і експозиціяздійснюється протягом кількох секунд, достатніх для загибелі мікро-організмів у пляшках. На завершальній стадії двоокис сірки витис-кується значною кількістю стисненого фільтрованого повітря. Витис-нення SO
2 повинно бути грунтовним, бо у пиві він може бути тільки у
слідах. Усі деталі, які контактують з двоокисом сірки, повинні бутивироблені з корозієстійкої сталі чи пластмас. Двоокис сірки, витисне-ний із пляшок, вловлюється у кришці стерилізатора і відводиться замежі приміщення. Від стерилізатора до розливного автомата пляшкиподаються закритим тунелем, у якому створено помірно надлишко-вий тиск стерильного повітря.
Для витиснення SO2 замість стерильного повітря може бути за-
стосований вуглекислий газ. Його ж доцільно застосовувати і в попе-редній схемі, в якій заповнення посуду СО
2 відбувається на виході з
пляшкомийної машини.У деяких країнах (наприклад у Чехії) застосування двоокису
сірки під час розливу пива заборонено. У Франції вміст SO2 у пиві
допускається у кількості 85 мг/л, в Англії — 100 мг/л. Проте від60 мг/л і вище двоокис сірки вже відчувається в смаку пива.
Дещо інакше виглядає система підготовки склотари під гарячийрозлив пива. Відомо, що розлив здійснюється за температури пива62-65 °С і тиску 0,55-0,60 МПа. Пляшки у мийній машині не охолоджу-ються і для останнього шприцювання використовується гаряча вода.До фасувального автомата посуд надходить з температурою біля 40 °С.Зазначимо, що тут можливе оброблення посуду перед розливом гос-трою парою з метою додаткової стерилізації, як це роблять у майо-незному виробництві. Розлив гарячого пива здійснюється на звичай-них автоматах і супроводжується остаточною пастеризацією. При цьо-

134
му пляшка заповнюється вщерть, а потім, у міру охолодження, об’ємрідини стає номінальним, і газова фаза буде представлена тільки СО
2.
Щодо асептичної підготовки склотари переваги на боці техно-логії гарячого розливу пива. Проте в енергетичній доцільності вонапрограє, оскільки теплові потоки з нагрітим пивом не піддаються ре-куперації. Крім того, рекуперація тепла на пляшкомийних машинахпотребує встановлення додаткових теплообмінників.
5.2.10. jарбонSзацSя пи"аПродукти бродіння (спирт і СО
2) гальмують розмноження
дріжджових клітин. За об’ємної концентрації спирту 1-2 % це гальму-вання вже помітне, а зі збільшенням концентрації до 5 % розмно-ження практично припиняється. Розмноження дріжджів повністю при-пиняється за концентрації 12 %, але морфологічні зміни клітин помітніза концентрації спирту 6 % за об’ємом.
Двоокис вуглецю також пригнічує розвиток дріжджів. Концент-рація СО
2 до 0,2 % спричиняє сповільнення брунькування клітин, а з
подальшим збільшенням пригнічується бродильна активність дріжджів.Найбільша пригнічувальна дія на бродильну спроможність спос-
терігається за максимально можливої концентрації СО2, яка дося-
гається за умови хімічної рівноваги між піровиноградною кислотою іпродуктами її перетворень (оцтовим альдегідом і СО
2).
Насичення пива СО2 відбувається в процесі бродіння і добро-
джування.Вуглекислота — найважливіша складова частина пива. Вона на-
дає пиву приємного освіжаючого смаку, сприяє піноутворенню, запо-бігає сполученню пива з киснем повітря, консервує пиво, пригнічуєрозвиток сторонніх і шкідливих мікроорганізмів.
Молоде пиво після головного бродіння містить біля 0,2 % роз-чиненої вуглекислоти, а готове пиво — 0,35-0,40 %. Для додатковогонакопичування 0,2 % вуглекислоти потрібно витратити приблизно0,4 % зброджувального екстракту. Зброджування залишкового цукруі є джерелом утворення вуглекислоти, яка розчиняється у пиві вкількості, прямо пропорційно тиску, що виникає у лагерних танках,і обернено пропорційно температурі пива. Тиск у стадії доброджуван-ня підтримується в емальованих сталевих танках 1,47-1,67 бар.
Молоде пиво, що перекачується у лагерне відділення, повинномістити таку кількість зброджувального екстракту, яка забезпечитьдосягнення оптимального шпунтового тиску. Для нормального наси-чення вуглекислотою потрібне спокійне доброджування і вміст у мо-лодому пиві не менше 1 % зброджувального екстракту. Потреба над-

135
лишку зброджувального екстракту пояснюється рядом причин: по-перше, під час доброджування, як правило, ніколи не досягаєтьсякінцевий ступінь зброджування; по-друге, у першій стадії доброджу-вання (за відкритого шпунтового отвору) відбувається втрата вугле-кислоти; по-третє, зв’язування вуглекислоти відбувається тільки че-рез деякий час після досягнення шпунтового тиску.
Розчинність вуглекислого газу підпадає під закон Генрі, згідноз яким концентрація вуглекислого газу у рідинній фазі буде тим більша,чим вищий парціальний тиск його у газовій фазі. Таким чином, кількістьгазу, що перейшла у розчин, пропорційна його тиску над розчином:
К=р/с,де р — тиск газу над рідиною; с — концентрація розчиненого у рідинігазу; К — константа; вона змінюється зі зміною температури розчинника.
Вуглекислий газ, розчиняючись у воді, утворює вугільну кисло-ту, але вона нестійка і розпадається на вуглекислий газ і воду:
СО2+Н
2О←
→Н2СО
3.
Проте вуглекислота у пиві зв’язана інакше, ніж у воді. Із пивавуглекислота виділяється поступово у вигляді дрібних бульбашок,протягом тривалого часу і супроводжується піноутворенням. Вивіль-нити пиво від залишків вуглекислого газу можна тільки після сильно-го струшування і нагрівання. З газованої ж води вуглекислота виді-ляється швидко і бурхливо.
За однією з гіпотез основна маса вуглекислого газу міститься упиві у стані перенасичення. Деякі рідини розчинюють газу більше, ніжтреба за фізичними законами (так звана метастабільна рівновага сис-теми рідина-газ). Надлишок газу у перенасиченій рідині відрізняєтьсявід тієї її кількості, яка відповідає розчиненості при даній температурітим, що його легко видалити із розчину механічними впливами, тимчасом як решта газу може бути видалена лише за зміни тиску, на-гріванням чи видаленням розчинника.
У шпунтованому пиві більша частина вуглекислоти перебуває уперенасиченому стані. Перенасичення розчину газу у пиві досягаєтьсяза подовженого витримування пива у спокійному стані. Зв’язування інакопичування вуглекислоти у пиві можливі завдяки тому, що добро-джування відбувається у закритих резервуарах за надлишкового тиску.За тиску у лагерному танку 1,28 бар вміст вуглекислоти у пиві стано-вить 0,39-0,41 %, а зі збільшенням тиску до 1,47 бар збільшується до0,47-0,48 %. Таким чином, пиво насичується вуглекислим газом і навітьперенасичується, якщо міститься у бродильних апаратах під тиском.У середньому за нормальних умов доброджування перенасичення пивавуглекислотою досягає 30-40 %.

136
Різниця між перенасиченням вуглекислим газом води і пива по-яснюється тим, що вуглекислота, яка утворюється у результаті бро-діння, перебуває у особливому фізичному стані у вигляді колоїдногорозчину дрібних бульбашок, стабілізованих утворюваними на їх по-верхні адсорбційними плівками. У процесі бродіння як побічні малікомпоненти утворюються поверхнево активні колоїднорозчинні речо-вини. Ці речовини утворюють стабілізовані плівки на поверхні наймен-ших бульбашок або навіть зародків утворюваної газової фази.
Плівки — адсорбційні оболонки, що обволікають зародки буль-башок за самого їх утворення, перешкоджають коалесценції, тобтозлиттю бульбашок у більші, тому гальмують процес їх підіймання.Крім того, вони можуть сповільнювати дифузію газу з навколишньоїперенасиченої рідини у бульбашку. Все це й веде до різкого сповіль-нення ліквідування перенасичення після зняття тиску у порівнянні зтим випадком, коли перенасичення було досягнуто простою сатура-цією води під тиском.
За іншим припущенням сповільнена ліквідація перенасиченнязумовлена утворенням під час бродіння дуже нестійких хімічних спо-лук типу ефірів вугільної кислоти, які після зняття тиску поступоворозкладаються, виділяючи вільний вуглекислий газ.
Частина вуглекислоти вступає у хімічну взаємодію з амінокис-лотами та етиловим спиртом. При цьому утворюються вуглекислі ефі-ри. Велика відмінність між букетами готового і молодого пива частко-во пояснюється присутністю вуглекислих ефірів.
Реакція утворення діетилового ефіру вугільної кислоти запи-сується такими рівняннями:
С2Н
5ОН+НОН+СО
2←→С2
Н5ОСООН+Н
2О;
С2Н
5ОН+С
2Н
5ОСООН←
→(С2Н
5О)
2СО+Н
2О.
Ефірні сполуки вуглекислоти нетривкі. У разі зміни умов витри-мування пива у лагерному відділенні чи за фізичного впливу зазначе-на зрівноважена система порушується в бік розпаду утвореного склад-ного ефіру. Таким чином, вуглекислота міститься у пиві в розчинено-му і зв’язаному стані. Між окремими формами вуглекислоти існує такарухома рівновага:
22 COрозчиненаRCO/R
→ ←→СО2
газ,
де RСО2 — зв’язана вуглекислота.
Повільне виділення вуглекислоти під час фасування пива пояс-нюється також фізико-хімічними властивостями екстракту — адсорб-цією. Пиво є сумішшю істинних водних розчинів (алкоголь, цукор,

137
кислоти, солі) з колоїдними розчинами (декстрини, білкові речовини,пектини, хмельові смоли і фарбні речовини). Колоїди мають великуадсорбційну поверхню. Позитивно заряджені колоїди пива адсорбу-ють на своїй поверхні кислоти, у тому числі вуглекислоту. Таким чи-ном, золи колоїдів зумовлюють метастабільний стан вуглекислого газу,чим і пояснюється повільне виділення вуглекислого газу з пива. Підчас струшування пива метастабільний стан порушується, спостері-гається швидке і бурхливе виділення вуглекислоти.
Вміст СО2 за даним шпунтовим тиском залежить від температу-
ри пива. З підвищенням температури на 1 °С кількість вуглекислотизменшується приблизно на 0,01 %.
На насичення пива впливає також висота шару пива у лагерно-му танку. Висота стовпчика пива, яка дорівнює 1 м, відповідає тиску0,098 бар, що підвищує вміст вуглекислоти у пиві на 0,03 %. Тому утанку заввишки 3 м нижні шари пива містять на 0,09 % вуглекислотибільше, ніж верхні шари.
Розчинення вуглекислого газу у пиві відбувається повільно ізавжди навіть за дуже малого його вмісту. Вуглекислий газ, що ут-ворюється, не встигає розчинитися, збирається над поверхнею пива істворює підвищений тиск у танку. На розчинення СО
2 впливає не тільки
величина тиску, але й час витримування за цього тиску. Тривалістьшпунтування (перебування пива під тиском) не можна точно встано-вити. Вважають, для того щоб у пиві був визначений склад вуглекис-лоти, воно повинно перебувати під постійним шпунтовим надлишко-вим тиском хоча б 8-14 діб, оскільки процес карбонізації пива закін-чується в основному після 8-добового шпунтування.
Важливе значення має вибір моменту початку шпунтування.Шпунтувати потрібно у момент, коли тиск, спричинений виділеннямвуглекислоти під час доброджування, ще зростає.
Початок шпунтування залежить від вмісту зброджуваних речо-вин у молодому пиві. Пиво з високим ступенем зброджуваності (з ма-лим вмістом зброджуваного екстракту) потрібно шпунтувати раніше.
Надлишок вуглекислоти, який утворився за тривалого шпунту-вання чи витримування пива з великим шпунтовим тиском, може ви-явитися навіть шкідливим. Перешпунтоване пиво містить більше вуг-лекислоти, ніж це зумовлено хімічним складом і фізичними власти-востями екстракту; більша частина вуглекислоти при цьому перебу-ває у пересиченому стані. Стан пересиченості пива вуглекислим газоммає важливе практичне значення під час фільтрування і фасуванняпива. За різкого зменшення шпунтового тиску відбувається настількибурхливе виділення надлишку вуглекислоти, що одночасно захоп-

138
люється і вуглекислота, яка міститься у пиві у метастабільному стані.Таке пиво недостатньо піностійке, з порожнім і різким смаком.
На розчинність газу впливає і розчинник. Так, розчинність вуг-лекислого газу у спирті значно вища, ніж у воді.
За відомого вмісту екстракту і етилового спирту, можна знайтикількість вуглекислого газу у пиві.
Об’єм і масу вуглекислого газу у пиві за даної температури іданого тиску можна розрахувати за таблицею.
Розчинність вуглекислого газу у воді і етиловому спиртіза різних температур і барометричного тиску
760 мм рт. ст. (8356 Н/м2)
Скористаємося даними таблиці для визначення кількості вугле-кислого газу у пиві, яке містить 4,63% екстракту і 3,65% спирту затемператури пива 4 °С і тиску у лагерному танку 1,47 бар (1,5 атм).
Об’єм, що займає спирт,
Температура,°С
Мілілітри СО2 на
кожен мілілітррідини
Температура,°С
Мілілітри СО2 на
кожен мілілітррідини
Вода Спирт Вода Спирт0 1,7967 4,3295 16 0,9753 3,14381 1,7207 4,2368 17 0,9519 3,09082 1,6481 4,1466 18 0,9318 3,04023 1,5787 4,0589 19 0,9150 2,99214 1,5126 3,9736 20 0,9014 2,94655 1,4497 3,8908 21 0,8900 2,90346 1,3901 3,8105 22 0,8860 2,86287 1,3339 3,7327 23 0,8710 2,84278 1,2809 3,6573 24 0,8630 2,78909 1,2311 3,5844 25 0,8560 2,755810 1,1847 3,5140 26 0,8505 2,725111 1,1416 3,4461 27 0,8460 2,696912 1,1016 3,3807 28 0,8420 2,671113 1,0653 3,3177 29 0,8390 2,647814 1,0321 3,2573 30 0,8370 2,627015 1,0020 3,1993

139
V= ==794,0
65,3
d
p4,6 см3.
Із таблиці видно, що 1 см3 спирту при 4 °С містить 3,9736 см3 СО2.
Отже, за тиску 0,98 бар буде утримано спиртом СО2:
3,9736⋅4,6=18,28 см3.Тепер підрахуємо кількість СО
2, що утримується за таких са-
мих умов водою.Кількість води у 100 г даного пива:
100—(3,65+4,68)=91,72 г.спирт екстракт
1 см3 води утримує при 4 °С 1,5126 см3 СО2. Отже, водою буде
утримана така кількість СО2:
1,5126⋅91,72=138,74 см3.Спиртом і водою разом утримується:
18,28+138,74=157,02 см3.Згідно з законом Генрі, розчинність СО
2 за абсолютного тиску 1,5
бар буде у 1,5 рази більша, що становитиме для даного прикладу:157,02⋅1,5=235,5 см3.
Кількість розчиненого СО2 виразимо у відсотках за масою. За
таблицями Landolt’a маса 1 л СО2 при 0 °С і тиску 760 мм рт. ст.
(8356 Н/м2) дорівнює 1,9769 г.Масова частка СО
2 у нашому прикладі становить:
0,2355⋅1,9769=0,465 г, чи 0,465%.
5.3. tSƒ, *%-.SмSч…е %K!%Kле…… м’ “= S м’ “%C!%д3*2S"
5.3.1. jопченняКопчення — процес оброблення ковбас повітряно-димовою сумі-
шшю, що забезпечує достатню стійкість їх до дії мікроорганізмів,надання гострого, але приємного аромату і смаку. Під час копченнязмінюється колір і стан фаршу як під впливом летких речовин диму,що утворюються за неповного згоряння деревини, мікробіологічних іферментативних процесів, так і в результаті втрат вологи.
Коптильні речовини проникають у товщу несолоного м’яса вкрайповільно. У процесі засолювання змінюється будова м’язової тканини, урезультаті чого вона стає більш проникною для речовин, які є у диму.
Розрізняють три види копчення: обжарювання, гаряче і холод-не копчення.
Обжарювання — короткочасне копчення при відносно високійтемпературі (80-110 °С) протягом 30-150 хв. У процесі обжарювання

140
складові частини диму можуть проникнути тільки в оболонку і повер-хневі шари фаршу. Обжарювання застосовують під час виробництвасосисок, сардельок, варених і напівкопчених ковбас, а також під часоброблення копчено-запечених виробів, які коптять при 80-95 °С про-тягом 6-12 год (залежно від товщини виробу) до досягнення всерединіпродукту температури 70-72 °С.
Гаряче копчення проводять при температурі 30-50 °С протягом2-8 год. Варено-копчені окости і рулети після гарячого копчення ва-рять. Під час виробництва напівкопчених і варено-копчених ковбасгаряче копчення проводять після варіння.
За холодного способу копчення (18-22 °С) тривалість процесу коли-вається від 1 до 4 діб. У даному випадку складові частини диму повільнопроникають у товщу продукту і спостерігаються значні втрати вологи(10-20 %). Після холодного копчення м’ясопродукти зазвичай сушать.
Однією з головних позитивних сторін копчення є консервуваль-на дія диму. До складу диму входять низькомолекулярні кислоти (му-рашина, оцтова тощо), феноли (фенол, ацетон, гвоякол та ін.), карбо-нильні сполуки.
Дослідженням бактерицидних властивостей коптильних компо-нентів деревного диму встановлено, що найбільш сильну бактери-цидну дію на бактерії ковбасного фаршу виявляють висококиплячіфракції фенолів і кислот.
Феноли проникають у продукти з диму, добре розчиняються ужиру, тому вміст їх у жировій тканині у 1,5 рази вищий, ніж у м’я-зовій. Фенольні речовини коптильного диму мають антиокисні власти-вості, причому найбільшою ефективністю відрізняються пірогаллон,пірокатехін та їх похідні. Накопичення фенолів і альдегідів протікаєнайбільш інтенсивно у перші 24 год, потім воно знижується.
Крім того, різні речовини диму впливають на зміну хімічногоскладу м’яса. Так, адсорбуючись зі складовими частинами продукту,вони частково вступають з ними у хімічну взаємодію.
У процесі копчення відбувається реакція між функціональнимигрупами білків і окремими складовими частинами диму. При цьому ум’ясопродуктах зменшується кількість сульфогідрильних і амінних груп.Фенольні сполуки реагують з сульфогідрильними, а кислоти і карбо-нильні сполуки — з амінними групами білків м’яса.
Про взаємодію компонентів диму зі складовими частинами м’я-са свідчить утворення у процесі копчення нових речовин, що вплива-ють на аромат і смак копчених м’ясопродуктів.
Із ковбасних виробів, крім тих летких речовин, що містяться удиму, були виділені аміак, сірководень і метиламін. Карбонильні спо-

141
луки потрапляють у копчені продукти в основному з диму, проте не-велика кількість їх утворюється з амінокислот.
Генерація диму залежить від багатьох факторів, тому склад йогонеоднорідний, а смак і аромат продукції нестабільні.
До цих пір не встановлено, до якого ступеня треба коптитиковбасні вироби, які оптимальні температура і тривалість контактувиробів з димом, відсутні певні об’єктивні методи оцінки прокопче-ності продуктів.
Відомо, що проникність і осадження коптильних компонентів упродукт відбувається за вологої його поверхні. Теплове оброблення,яке проводиться одночасно з копченням, висушує поверхню і відпо-відно затримує проникність коптильних компонентів у ковбасні виро-би. Виникає потреба розділення цих двох процесів.
Але головним недоліком копчення є попадання у продукти кан-церогенних речовин, наприклад 3,4-бензпирену. Знайдено ще 18 полі-циклічних вуглеводнів, а також речовини, які мають мутагеннуздатність.
Радикальним засобом усунення попадання канцерогенних речо-вин у харчові продукти під час копчення є бездимне копчення. Дляцього застосовують коптильні препарати.
Отримують ці препарати із парогазової суміші продуктів термо-лізу деревини селективною конденсацією і наступним очищенням. Коп-тильні препарати являють собою розчини, що складаються з сумішіхімічних речовин.
Коптильні компоненти із конденсатів диму можуть бути розчи-нені у воді, витягнені органічними розчинниками або адсорбованимипрянощами, цукром, крохмалем, сіллю, жиром та іншими речовинами.
Розроблено спосіб отримання коптильного препарату Вахтоль,який полягає у тому, що кисла вода, отримана на енергохімічній ус-тановці за термічного розкладу деревного палива, після промиваннявідстійної смоли збирається у збірники, де відстоюється, фільтруєть-ся і випаровується у спеціальному апараті при температурі 100-127 °С.Таким чином, коптильний препарат Вахтоль належить до препаратів,отриманих на основі рідинних продуктів терморозпаду деревини.
Відносно високий вміст у препараті Вахтоль карбонильних спо-лук летких кислот і деяких фенольних фракцій забезпечує препаратуяскраво виражені властивості, що створюють аромат і колір. Крімтого, препарат має добре виражені антиокисні бактеріостатичні і фун-гіцидні властивості.
Для визначення якісних показників продукту поверхневе оброб-лення ковбас коптильним препаратом проводили у термокамері. Пре-

142
парат розпилювався за допомогою спеціального пристрою і трубопро-водом спрямовувався у повітропровід термокамери, де температураповітря не менше 100 °С. Дрібнорозпилений препарат випаровувався іу вигляді пароповітряної суміші надходив у термокамеру. Витратипрепарату до маси оброблюваного продукту становлять 1,5 % під часоброблення напівкопчених і 2,4 % — варено-копчених ковбас. Виявле-но, що оброблення ковбас методом розпилювання препарату у гарячесередовище забезпечує рівномірне, потрібної тональності, забарвлен-ня поверхні ковбас.
Антиокисні властивості препарату Вахтоль вивчалися за зміноюперекисного і кислотного чисел у жиру в процесі зберігання. З отри-маних даних видно, що у напівкопчених ковбасах, виготовлених іззастосуванням як коптильного препарату, так і диму протягом 15 дібзберігання перекисні числа дорівнюють нулю. У ковбасах, копченихдимом, перекисні числа збільшуються до 0,0012-0,0014 % на 20-йдень зберігання, у ковбасах, оброблених препаратом, — до 0,0008 %на 25-й день зберігання.
Виходячи з отриманих даних запропоновано напівкопчені ков-баси у природній оболонці обробляти протягом 40 хв при температурі100 °С чи 60 хв при температурі 90 °С, ковбаси у штучній оболонці40 хв при температурі 90 чи 100 °С.
Встановлено, що коптильний препарат краще наносити на підсу-шену поверхню ковбасних батонів. Найінтенсивніше проникнення фе-нолів у продукт відбувається за підсушування ковбас у штучній обо-лонці 5 хв і в природній оболонці 10 хв (рис. 5.1). Тому досягається опти-
Рис. 5.1. Зміни вмісту сумарних фенолів у напівкопченійковбасі залежно від тривалості підсушування:
= — ковбаса у штучній оболонці; K — ковбаса у природнійоболонці; 1 — поверхня батона; 2 — центральний шар; 3 — узагальній масі
= K

143
мальна вологість оболонки, за якої адсорбція коптильних компонентівстає максимальною. Зі збільшенням тривалості підсушування вміст фе-нолів у ковбасах зменшується. Надмірне висушування поверхні при-зводить до звуження капілярів і оболонка стає менш проникною, по-гіршуються при цьому і органолептичні показники продукту. Товарнийвигляд ковбас, виготовлених із застосуванням поверхневого оброблен-ня коптильним препаратом без попереднього підсушування гірший.Оброблення ковбас коптильним препаратом на початку процесу обжа-рювання після підсушування сприяє більш інтенсивному осіданню коп-тильних компонентів на поверхню і швидкому їх проникненню у про-дукт, ніж за більш пізнього або багаторазового оброблення.
5.3.1.1. q*л=д *%C2, ль…%г% д, м3. Дим — це суміш найдрібнішихтвердих і рідких часток, завислих у газовому середовищі. Він скла-дається з продуктів термічного розпаду і окислення деревини.
До складу коптильного диму входять різноманітні хімічні спо-луки, кількість яких налічує близько 200. Серед них можна виділититакі основні групи речовин:
1. Низькомолекулярні жирні кислоти (оцтова, мурашина, про-піонова, капронова тощо).
2. Кетокарбонові кислоти (кетоглутарова), двоосновні кислоти (мало-нова, янтарна, фумарова), ароматичні оксикислоти (ванілінова, бузкова).
3. Аліфатичні (мурашиний формальдегід, оцтовий, пропіоновийтощо), ароматичні (бензальдегід, бузковий альдегід тощо), гетеро-циклічні (фурфурол, метилфурфурол тощо) альдегіди, кетони — діме-тилкетон (ацетон), метілпропілкетон, дікетондіацетил та ін.
4. Спирти — метиловий, етиловий, бутиловий, ізоаміловий та ін.5. Феноли одноатомні — фенол (карболова кислота), крезол та ін.,
двоатомні — пірокатехін, гідрохінон, гваякол, триатомні — пірогаллол.6. Аміни — метиламін, етиламін, бутиламін та ін.7. Різні прості і складні ефіри (наприклад монометиловий ефір
пірогаллола).8. Смолянисті речовини (наприклад фенолформальдегідні смоли).9. Вуглецеві водні.Останні можуть служити джерелом утворення речовин, що про-
являють канцерогенну дію.5.3.1.2. gмS…= *S“…, . .=!=*2е!, “2, * м’ “= CSд ч=“ *%Cче…… . У
процесі копчення деякі леткі речовини коптильних газів осідають наповерхні, а інші проникають всередину продукту, повільно дифунду-ючи під час копчення і наступного сушіння.
У результаті складних взаємопов’язаних хімічних, фізико-хімічних і біохімічних процесів змінюються складові частини продукту

144
і готові вироби набувають характерної для них консистенції, своєрід-них органолептичних якостей і стійкості під час зберігання.
gмS…, *%…“, “2 е…цS_ C!%д3*2 3 CSд ч=“ *%Cче…… . Під час коп-чення продукт значно зневоднюється за рахунок випаровування води.За холодного копчення втрати вологи становлять 15-20 %, за обжарю-вання втрати маси за рахунок випаровування води менші і станов-лять: для сосисок 10-12 %, варених ковбас — 4-7, напівкопчених — до7 %. За гарячого копчення ковбаси втрачають до 10 % вологи.
Характерною зміною білків м’яса під час копчення є їх денату-рація. Вона відбувається під впливом підвищеної температури (за га-рячого копчення); їй також сприяють речовини, що містяться у диму.Внаслідок денатурації і наступної коагуляції, а також зневоднення зарахунок випаровування води знижується розчинність білків, продуктущільнюється.
Компоненти диму, що надходять у продукт під час копчення,взаємодіють з функціональними групами білків та іншими складовимичастинами м’ясопродуктів. За своїм характером реакції між коптиль-ними речовинами і складовими частинами м’яса подібні до процесудублення. Під час дублення білкові молекули «зшиваються» у більшічастки через різні хімічні «містки». Наприклад, формальдегід, реагу-ючи з аміногрупами двох пептидних ланцюгів, утворює між ними ме-тиленові «містки»:
H
H
\
/NR
H
H
\
/NR
1
1
−
−
+О =С→R1—NH—CH
2—NH—R
2+H
2O.
Внаслідок цього зростають властивості міцності і зменшуєтьсягідрофільність білків. Випаровування води, денатураційні зміни та взає-модія зі складовими частками диму помітніші в зовнішніх шарах м’я-сопродукту, де концентрація останніх більша.
За гарячого копчення утворюється кірочка денатурованихбілків — периферійна захисна зона, яка утруднює проникність скла-дових частин диму всередину виробу і перешкоджає видаленню воло-ги з продукту. Таким чином, продукт гарячого копчення стає всере-дині менш щільним, ніж продукт холодного копчення.
Найбільш істотно цим змінам (денатурації, коагуляції і дублен-ню) підлягає коллаген, що входить у структуру м’яса, оболонок ков-

145
басних виробів і шкіри, яка вкриває свинокопченості. Так, у процесіобжарювання природна оболонка ковбас і поверхневий шар продуктупід оболонкою дубляться, висока температура обжарювання (понад60 °С) сприяє їх ущільненню в результаті денатурації і посиленої коа-гуляції білків; захисні властивості оболонки і поверхневого шару про-дукту підвищуються.
За холодного копчення сирих виробів продовжують розвивати-ся автолітичні і мікробіальні процеси, які почалися у період засоленняі осадження, але з більшою інтенсивністю внаслідок підвищення тем-ператури. Під час обжарювання і гарячого копчення, поки температу-ра наближається до оптимальної, дія ферментів (до 40-50 °С), авто-літичні процеси та реакції, які каталізуються ферментами мікроор-ганізмів, стають більш активними. З підвищенням температури всере-дині продукту поступово зростає денатурація білків і ферменти інак-тивуються.
У результаті автолітичних і мікробіальних процесів відбуваєтьсячастковий гідролітичний розпад основних речовин м’яса: білків (проте-оліз), ліпідів (ліполіз), а також ряд інших ферментативних процесів. Хочагідролізується порівняно невелика частка білкових речовин, цього все жтаки достатньо для покращання консистенції м’яса: структура тканинруйнується, м’ясо стає м’яким, ніжним і готовим до вживання.
Під час виробництва продуктів, які коптять після варіння (на-приклад напівкопчені ковбаси), ферментативні процеси під час коп-чення не відбуваються, оскільки внаслідок теплової денатурації білківу процесі варіння ферменти стають вже інактивованими.
gмS…, “м=*3 S =!%м=2 3. Специфічні аромат і смак, які утворю-ються під час оброблення димом виробів із м’яса, є результатом впли-ву багатьох факторів. Насамперед вони пов’язані з накопичуваннямрізних речовин, що проникають у продукт із диму, таких, як фено-ли, карбонильні сполуки та ін. Ці речовини мають різні відтінки запа-ху (наприклад пряні), кислий, гіркий, гострий, солодкуватий при-смаки і утворюють даний «букет» смаку і запаху копченого продукту.Навіть за такого короткочасного оброблення димом, як обжарюван-ня, коли у продукт із диму потрапляє порівняно мало коптильнихречовин і вони проникають на невелику глибину, їх кількості достат-ньо для надання виробам особливих відтінків смаку та аромату.
Речовини диму не тільки адсорбуються продуктом, але й всту-пають у хімічну взаємодію з його складовими частками з утвореннямнових речовин. За копчення одним й тим самим димом різних про-дуктів (яловичини, свинини, риби, сиру або слив) отримуються виро-би зі смаком і ароматом копчення, притаманним кожному з них. Отже,

146
смак і аромат утворюються не тільки за рахунок проникнення у про-дукт і накопичення у ньому компонентів диму, але і за рахунок утво-рення у процесі копчення нових сполук. Так, кислоти і карбонільнісполуки диму реагують з амінними групами білків, феноли вступаютьу реакції з амінокислотами тощо.
Смак і аромат копченого продукту у цілому зумовлюються, крімтого, багаточисельними хімічними змінами складових частин самогопродукту внаслідок автолітичних процесів у сирокопчених виробах,зміни під дією теплового оброблення, слабкого окислення ліпідів. Вутворенні букету аромату і смаку сирокопчених виробів важливу рольвідіграють мікробіологічні процеси, що відбуваються в період копчен-ня і сушіння.
gмS…, ƒ=K=!"ле…… м’ “%C!%д3*2 S" CSд ч=“ *%Cче…… . Результатомкопчення є забарвлення поверхні виробів у коричневі тони. Готові про-дукти отримують приємний і звичний для споживача зовнішній вигляд.
Хімізм забарвлення копченостей пов’язаний з осадженням за-барвлювальних компонентів диму на поверхні продукту. До числа бар-вних фракцій диму належать деякі смоли, вуглеводна фракція, фе-нольна фракція. Забарвлення поверхні копчених виробів є також ре-зультатом хімічної взаємодії деяких коптильних речовин одна з одноючи з киснем повітря після їх осадження на поверхні, а також із скла-довими частинами продукту, наприклад за типом реакції меланоїди-ноутворення.
Набуття забарвлення поверхнею виробів залежить не тільки віддії на неї складових частин диму, а й від температури. За достатньовисоких температур навіть у тому разі, якщо вироби піддають сухо-му нагріванню за відсутності димових газів, спостерігається забарв-лювання поверхні.
Внаслідок гарячого копчення збільшується інтенсивність забар-влення м’яса. За обжарювання, наприклад, фарш набуває рожево-червоного кольору. Це пов’язано зі зміною пігментів м’яса. Зазвичайперед копченням відбувається засіл із використанням нітритів. У мірупідвищення температури під час копчення з середини продукту по-ступово розвивається денатурація білків, у результаті чого вивільня-ються приховані функціональні групи білків (SH-групи), що маютьвідновні (редуційні) властивості. Внаслідок накопичення відновних ре-човин (SH-груп, що вивільняються за денатурації білків, дифузії,редуційниих речовин, які є продуктами накопичення) і дії бактеріаль-ного ферменту нітритредуктази із нітритів вивільняються оксиди азо-ту. Під дією високої температури білкова частина нітрозоміоглобіну —глобін денатурує, а простетична група перетворюється у пігмент
147
нітрозоміхромоген, що надає рожево-червоного забарвлення солено-копченому м’ясу. Оксиміоглобін під час нагрівання м’яса втрачає кисеньі переходить у міоглобін, нітрозоміоглобін і далі — у нітрозоміохромоген.
Якщо температура обжарювання підтримується на недостатньовисокому рівні, а тривалість процесу відповідно зростає, прискорюєтьсярозклад нітритів до молекулярного азоту. У фарші можуть з’явитисясірі незафарбовані ділянки.
За холодного копчення (18-23 °С) продукт набуває вишнево-чер-воного забарвлення, бо у результаті неповного згоряння вуглецю з’яв-ляється СО, який з міоглобіном утворює вишневий пігмент карбокси-міоглобін (СО-Мb).
5.3.1.3. j%…“е!"3"=ль…S е-е*2, *%Cче…… . Копчені м’ясопродук-ти більш стійкі до впливу на них гнильної мікрофлори і до окисної діїкисню повітря на жири, ніж некопчені. Причиною цього є такі факто-ри. Кількість мікроорганізмів за гарячого копчення під дією високоїтемператури зменшується, особливо на поверхні. Утворення перифе-рійної захисної зони — кірочки копчення запобігає проникненню у про-дукт зовнішньої мікрофлори.
У результаті копчення у м’ясних продуктах помітно знижуєть-ся рН; під час копчення у продукт проникає велика кількість найріз-номанітніших органічних кислот. Наприклад, після довготривалогооброблення холодним димом рН сирокопчених ковбас зміщується укислий бік на 0,4-0,5 одиниці (оптимум для більшості гнильних бак-терій — рН 7,0-7,4, зниження рН відносно цього рівня несприятливедля їх життєдіяльності).
Основну роль у пригніченні життєдіяльності мікробів відіграєвидалення вологи з копченого продукту і підвищення концентраціїсолі у результаті зневоднення, що спричиняє плазмоліз бактерій.Стійкість копчених продуктів до впливу мікроорганізмів пов’язана і збактерицидною (такою, що спричиняє загибель мікробів) дією коп-тильних речовин. Активними бактерицидами диму є формальдегід (му-рашиний альдегід), фенол (карболова кислота) і деякі інші речовини.
За гарячого копчення коптильні компоненти диму проникають упродукт у незначних кількостях внаслідок утворення кірочки денату-рованих білків, яка утруднює проникнення складових частин димувсередину продукту і перешкоджає видаленню вологи з нього. Томувироби гарячого копчення менш стійкі, ніж холодного.
Псування солоних продуктів, що виробляються із свинини, зде-більшого спричиняється згірклістю жиру. Сіль каталізує його окис-лення киснем повітря, тому поверхневий шар жиру швидко окис-люється до стадії, що робить його непридатним до вживання. Висока

148
стійкість копченого шпику до окислювального псування залежить віднаявності у коптильному диму речовин, що мають антиокисні власти-вості. Антиокисна дія коптильних речовин зумовлена перш за все фе-нольними компонентами диму. У результаті антиокисної дії фенолів ужирах гальмуються окисні процеси.
5.3.2. q3шSнняСушіння — процес видалення вільної вологи без руйнування
клітинної тканини або без зміни енергетичної цінності продукту. Існу-ють два терміни: сушіння і зневоднення. Під сушінням розуміють ви-далення вологи з матеріалу у природних умовах, а під зневоднен-ням — сушіння у штучних умовах, тобто у сушильних установках.
У процесі виробництва ковбасних виробів сушіння застосовуютьдля надання продуктам більш щільної консистенції і більшої стійкостіпід час зберігання і транспортування. На сушіння направляють на-півкопчені, варено-копчені і сирокопчені ковбаси.
Процес сушіння складається з трьох фаз: пароутворення на по-верхні висушуваного матеріалу або у глибині його; перенесення утво-рених парів у зовнішнє середовище через межовий шар (зовнішньоїдифузії); перенесення вологи з середини матеріалу до його поверхні(внутрішньої дифузії). При цьому пароутворення відбувається на по-верхні, волога в середині матеріалу переміщується у вигляді рідини,а якщо у глибині, — то від поверхні випаровування до поверхні мате-ріалу у вигляді пари.
Отже, процес сушіння залежить від швидкості фазового пере-творення вологи, від механізму і швидкості переміщення вологи в се-редині матеріалу і від швидкості його переходу у навколишнє середо-вище через межовий шар. Таким чином, він визначається тепло- івологообміном у середині матеріалу і поза ним — у межовому шарі.
Під час перебування ковбасних виробів у сушильній камері по-чинається випаровування вологи з поверхні. Інтенсивність переходувологи у навколишнє середовище залежить від її концентрації у по-верхневому шарі і у навколишньому середовищі. З переходом вологи зповерхневого шару у навколишнє середовище починається її пере-міщення з внутрішніх шарів до поверхні. Потрібно стежити за режи-мом сушіння. Наприклад, інтенсивне зневоднення поверхневого шаруможе спричинити зайве його ущільнення, а це утруднює осадженнябатона. Більше того, за подальшого зменшення об’єму внутрішніх шарівможуть утворюватися великі пори. Ущільнення зовнішнього шару можеспричинити псування продукту у зв’язку з погіршенням видаленнявнутрішньої вологи.

149
Для інтенсифікації процесу зневоднювання сушіння потрібнопровадити при високій температурі, за низької відносної вологості іпосиленої швидкості руху повітря. Проте під час сушіння сирокопче-них ковбас і копченостей температура повинна бути нижча темпера-тури денатурації білків або тієї, при якій мікробіальні і фермента-тивні процеси можуть розвиватися у небажаному напрямку. Для на-півкопчених і варено-копчених ковбас, які висушують після варіння,можуть використовуватись високі температури.
Слід зазначити, що у напівкопчених і варено-копчених ковба-сах через денатурацію білків під час варіння вміст слабозв’язаної во-логи вищий, ніж у сирокопчених. Тому час сушіння за інших рівнихумов у них різний: напівкопчені ковбаси сушать у межах 2-5 діб, ва-рено-копчені — 3-7 і сирокопчені — 20-40 діб. Час сушіння залежитьтакож від залишкової вологи у продукті. Так, у сирокопчених ковба-сах вологість становить 25-30 %, у варено-копчених — 35-43 і у на-півкопчених — 40-55 %.
Сушіння сирокопчених ковбас супроводжується біохімічними імікробіологічними процесами, які, поряд з теплофізичними явищами,суттєво впливають на формування специфічних властивостей продукту.
Сушіння сирокопченої ковбаси значно відрізняється від сушінняінших харчових продуктів, а саме: сирокопчені ковбаси сушать у па-роповітряному середовищі, температура якого в перший період ниж-ча за температуру поверхні продукту, а надалі приблизно дорівнюєїй; волога випаровується не з поверхні продукту, а через оболонку,яка деякою мірою утруднює процес масопереносу; в сирокопченій ков-басі міститься значно більше солі, яка розчиняється вологою. По ходупроцесу концентрація такого розчину збільшується, що також є пе-репоною випаровуванню вологи; дифузія фенольних речовин відбу-вається як між шарами, так і між тканинами, які становлять фаршковбаси. У внутрішніх шарах вміст фенольних речовин збільшується усередньому у 2 рази для м’язових тканин і у 3 рази для шпику. Такимчином, дифузія фенольних речовин спрямована від периферії до цен-тру, тобто напрямок дифузії фенольних речовин протилежний на-прямку дифузії вологи, що утруднює масообмін.
На рис. 5.2 показана крива сушіння, яка визначається зміноюмаси ковбаси. Диференціювання цієї кривої дає можливість одержатикриву зміни швидкості сушіння у часі, з якої видно, що сушіння си-рокопчених ковбас має загальні для даного процесу закономірності,тобто на кривій можна виділити дві ділянки: перша з постійною швид-кістю ( тривалість дуже невелика) і друга зі швидкістю сушіння, щознижується.

150
Згідно із загальновиз-наною моделлю сушіння уперший період швидкість су-шіння визначається швид-кістю випаровування воло-ги з поверхні ковбаси. Цейпроцес відповідає законуДальтона. Величина швид-кості сушіння у перший пе-ріод визначається різницеюпарціальних тисків пари во-логи біля поверхні ковбаси іу навколишньому середо-вищі. У другий період швид-
кість сушіння визначається швидкістю дифузії вологи від внутрішніхшарів продукту до периферійних. Ця модель не враховує наявності уковбасі шпику і дифузії фенольних речовин від периферії до центру,але достатньо вдало пояснює не тільки експериментальні дані, а ірозподіл вологи по товщині батона.
Згідно з прийнятою моделлю механізму сушіння волога звнутрішніх шарів ковбаси повинна рівномірно надходити до перифе-рійних і випаровуватись у повітря.
Процес дифузії вологи з внутрішніх шарів до периферійних по-винен у першому наближенні підлягати закону Фіка, тому протягомпершого періоду сушіння вологість периферійних шарів повинна бутинижчою вологості середніх, а вологість середніх нижчою вологостівнутрішніх. У процесі сушіння наближення вологості внутрішніх і пе-риферійних шарів відбувається повільно (приблизно через 90 діб су-шіння вологість ковбаси рівномірно розподіляється по всій товщинібатона), так що градієнт концентрації вологи можна вважати прак-тично постійним.
Коефіцієнт дифузії мало змінюється у часі і для даного батонане залежить від періоду сушіння. Величина коефіцієнта дифузії разомз тим значно змінюється по товщині батона.
Для проведення сушіння потрібно знати тепло- і вологовиділен-ня та параметри кондиціонованого повітря.
5.3.3. jонсер"3"альна дSя хлорис2 ого на2 р3У великих концентраціях хлористий натр залежно від навко-
лишніх умов здатний затримувати мікробіальне псування м’ясопро-дуктів протягом певного проміжку часу. Це пояснюється чутливістю
Рис. 5.2. Крива сушіння сирокопченихковбас

151
найбільш активних гнильних бактерій до дії солі. Достатньо концент-рації солі 10-15 % для затримування розвитку переважної більшостігнильних мікробів. Навпаки, невеликі концентрації солі — менше 5 % —сприяють розвитку більшості мікроорганізмів.
Проте навіть насичений розчин солі не забезпечує стерилізаціюм’ясопродуктів. Частина мікроорганізмів може існувати і рости у на-сичених розсолах, а деякі навіть спричиняють псування солоних про-дуктів. Багато які мікроорганізми швидко звикають до солі. Тому зперебігом часу загальна кількість мікроорганізмів збільшується як упродуктах, так і, особливо, у розсолах. Таким чином, частина мікробів,яка потрапила у розсіл з сировиною чи сіллю, гине, багато які збері-гаються у неактивному стані, а деякі ростуть і розмножуються. Інтен-сивність розвитку залежить від концентрації солі і білкових речовин урозсолі, вона змінюється у результаті обмінної дифузії між розсолом іпродуктом і збільшується у міру зменшення концентрації солі тазбільшення концентрації білкових речовин у розсолі. Кількість їх ум’ясних розсолах досягає сотень тисяч і навіть мільйонів клітин у од-ному мілілітрі. Зростає також кількість мікробів у товщі продукту,але вона значно менша, ніж у розсолі, і не перевищує кількох тисячна один грам.
Солоні вироби, які зберігають на повітрі при низьких плюсовихтемпературах, зазвичай починають псуватись з поверхні, на якій з’яв-ляється пліснява і слиз, а потім і гнильний запах. Якщо продуктизберігають у розсолах, то також з перебігом часу розвивається псу-вання і з’являються ознаки смердючо-кислого бродіння. Кількістьмікробів до цього часу у товщі продукту в десятки разів менша, ніжна поверхні. Солоні продукти починають псуватися тим швидше, чимменша концентрація солі і вища температура зберігання.
Стійкість мікроорганізмів до дії на них хлористого натру зале-жить від активної реакції середовища: чим менше рН, тим більшепригнічується їх розвиток. Вплив рН на життєдіяльність мікроорганізмівмає селективний характер.
У розсолах і солоних продуктах зберігають життєздатність бага-то патогенних бактерій, які потрапили у розсіл з сировиною, сіллю чиіншим шляхом. Збудники харчових отруєнь паратифозної групи негинуть у насичених розсолах і солоному м’ясі при низьких плюсовихтемпературах протягом кількох місяців. Ріст ботулінуса і виділенняним токсину припиняються лише за концентрації солі понад 12 %. Ток-сини патогенних бактерій зберігаються у розсолах і солоних продук-тах дуже довго. Такі умовнопатогенні бактерії, як протей і бактеріїколі, зберігають життєздатність у концентрованих розсолах протягом

152
десятків діб. Життєдіяльні бактерії паратифозної групи, бактерії коліі протей виявлялися і у солонині. Таким чином, оброблення м’ясопро-дуктів кухонною сіллю не знезаражує їх, якщо вони були ураженіпатогенною мікрофлорою.
Деякі мікроорганізми зберігають життєдіяльність у сухій кухоннійсолі. Свіжа озерна сіль містить до 200 тис. клітин на один грам. Середцих мікроорганізмів знайдені: спороносні і неспороносні, палички, коки,сарцини, плісеневі гриби тощо. У числі бактерій, які зберігаються усолі, можуть бути протеолітичні і ліполітичні. Це означає, що сіль можебути одним із джерел зараження розсолів і продуктів шкідливими мікро-організмами. Тому сіль, яку вживають для посолу харчових продуктів,конче потрібно прожарювати, якщо вона надмірно брудна.
Характер впливу хлористого натру на мікроорганізми свідчитьпро те, що він не має бактерицидної дії. Його дія обмежується восновному пригнічуванням розвитку більшості мікроорганізмів. Такийвплив спричинений частково високим осмотичним тиском у його роз-чинах, який спричиняє більше чи менше зневоднювання клітин мікро-організмів, зміну їх розмірів і форми та порушення водного обміну.Неоднаковий вплив осмотичного тиску розчинів солі на різні мікроор-ганізми значною мірою пояснюються різницею у рівні обміну речовинцих мікроорганізмів. Найбільш витривалими до дії хлористого натру єплісені, грампозитивні коки; менш витривалі бацили, найбільш чут-ливі грамнегативні палички, які не утворюють спор. До числа останніхналежить більшість гнильних аеробів. Чутливість до дії солі виявля-ють також і багато які гнильні анаероби.
Дія розчинів хлористого натру на мікроорганізми не може бути,проте, пояснена тільки впливом осмотичного тиску. Розчини сірчано-кислого магнію мають більш сильну водовідбірну дію, проте сірчано-кислий магній дає менший консервувальний ефект.
Специфічність дії хлористого натру пояснюється його впливомна ферментативну діяльність бактерій (наприклад, протей втрачаєздатність розріджувати желатин за концентрації, значно меншої тієї,за якої припиняється його ріст). Велике значення для життєдіяль-ності клітин має рухливість іонів консервувальної речовини.
Специфічність консервувальної дії пояснюється також і наявні-стю іону хлору. Як показали досліди, іон хлору більше пригнічуєдіяльність мікроорганізмів, ніж деякі інші аніони, наприклад, бром-іон, сульфат-іон.
Пригнічення життєдіяльності гнильних мікроорганізмів під часзасолювання м’яса відбувається не тільки за рахунок дії хлористогонатру, але також у результаті розвитку у розсолі і продукті мікробів —

153
антагоністів гнильних бактерій. Із розсолу виділені непатогенні куль-тури з яскраво вираженим антагонізмом до гнильних спороноснихаеробів і анаеробів і менш вираженим до протею та кишкової палички.У старих і стерилізованих розсолах таких антагоністів менше і дія їхслабша. Антагонізм деяких мікробів до гнильних бактерій проявляєть-ся тільки за достатньо високих концентрацій розсолу.
Таким чином, сіль не знешкоджує продукт, уражений багатьмаіз патогенних бактерій, не припиняє розвиток деяких мікробів, здат-них спричинити псування продукту, який містить значну кількістьвологи. Тому, в разі потреби зберігати м’ясопродукти тривалий час,консервування сіллю повинно бути доповнене якимось іншим спосо-бом забезпечення продукту від псування: низькими температурами,частковим зневоднюванням, копченням, обробленням антисептиками.
5.3.4. gмSни морфологSчно_ с2 р3*2 3ри 2 *анинУ звичайних умовах засолювання м’язові волокна не руйнують-
ся, в основному змінюється їх товщина. Спостерігається стискуванняз’єднувальних і жирових прошарків, а також капілярів кровоносноїсистеми. Діаметр м’язових волокон на другу добу засолення скоро-чується, але після чотирьох-п’яти діб починає зростати, а до кінцяпроцесу він дещо перевищує початкову величину. У циркуляційномурозсолі м’язові волокна стискаються, з’являється груба поперечнаскладчастість.
У процесі засолення чітко змінюється внутрішня структура м’я-зових волокон. Вже через 12 год поперечна зчерчуваність стає меншпомітною, а місцями зовсім зникає. У подальшому спостерігається руй-нування і злиття в аморфну масу білків міофібріл. У процесі засолю-вання з вібрацією дуже швидко відбувається поперечний розрив м’я-зових волокон на ланки довжиною, близькою до діаметра волокон. Упроцесі засолювання шкур товщина епідермісу у зв’язку з втратоюводи дещо зменшується. Товщина дерми різко скорочується і післятузлукування протягом однієї доби становить менше 2/3 початкової.Товщина сосочкового шару також стає меншою. Уклон корінців волос-ся збільшується. Все це свідчить про значне ущільнення шару дер-ми, яке відбивається і на формі потових залоз. У результаті на мікро-фотографіях тузлукованих шкур потові залози майже не виявляють-ся. Сальні залози, навпаки, майже не змінюються, вони тільки ущ-ільнюються і ближче прилягають до корінців волосся.
Найважливіші зміни спостерігаються у основного сітчастого шарудерми. Якщо у зрізах парної шкури серед пучків колагенових волокондерми часто помітні проміжки і порожнини, то у зрізах, отриманих з

154
консервованих шкур, пучки колагенових волокон розташовані над-звичайно щільно. Це ущільнення дерми спричиняється, очевидно,не тільки зневодненням тканин, але і деяким розбуханням колаге-нових волокон, оскільки у зрізах після засолювання вони маютьдещо більшу товщину.
5.3.5. uSмSчнS змSни Хімічні зміни м’яса у процесі засолювання зумовлені в основно-
му діяльністю ферментів і лише у невеликій частині мають спонтан-ний характер (наприклад утворення азотистої кислоти із нітритів уприсутності іонів водню). Які ферменти, мікробіальні чи тканинні,відіграють основну роль, ще не з’ясовано. Мабуть, все ж таки фер-менти, які виділяються мікроорганізмами, мають для розвитку дея-ких процесів вирішальне значення. Про це свідчить, по-перше, те,що на відміну від тканинних мікробіальні ферменти постійно віднов-люються у процесі обміну речовин мікробних клітин і, отже, воникількісно і якісно змінюються у процесі засолювання. По-друге, екс-периментально доведено, що присутність мікрофлори впливає на кінце-вий стан продукту.
Швидкість хімічних змін м’яса у процесі засолювання порівняноневелика, оскільки він зазвичай провадиться при низьких температу-рах (біля —4...0 °С). Проте тривалість засолювання у багатьох випадкахдостатня для того, щоб ці зміни виявилися чітко вираженими. І, якщоставиться завдання отримати продукт з визначеними якісними харак-теристиками, потрібно забезпечити достатню тривалість перебуванням’яса у засолі.
До числа найбільш важливих змін м’яса у процесі засолюванняналежать: зміни складових частин м’яса і зміни, пов’язані зі збере-женням забарвлення, притаманного м’ясу.
5.4. g…еƒ=!=›е…… "%д,
5.4.1. gнезараження "оди хлоромДля видалення домішок біологічного походження воду обробля-
ють хлором та іншими окисниками, за допомогою яких забезпечуєть-ся припинення життєдіяльності мікроорганізмів, окислення гумусовихречовин, молекулярних органічних з’єднань, іонів металів зі змінноювалентністю тощо.
Знезаражувальна дія хлору пояснюється взаємодією гіпохлорит-ної кислоти і гіпохлоритіонів з речовинами, що входять до складупротоплазми клітин бактерій. Проте хлорування повністю стерилізує

155
воду, у ній залишаються хлоррезистентні клітини, що зберігаютьжиттєздатність.
Бактерицидна дія хлору значною мірою залежить від початковоїдози і часу оброблення. Зазвичай на руйнування клітини витрачаєтьсялише незначна частка хлору. Більша його частина витрачається нареакції з різними органічними і мінеральними домішками води. За-лежно від рН, температури води та інших факторів вони можуть при-пинятись на тій чи іншій стадії.
Кількість хлору, що поглинається домішками, характеризуєхлоропоглинальність води. До таких речовин належать водний гумус,продукти розпаду клітковини і білкових сполук, солі заліза, нітрити,аміак, солі амонію, сірководень тощо.
Під час визначення потрібної для знезаражування води дозихлору виходять з загальної хлоромісткості, яка складається з хлоро-поглинальності і деякого надлишку, що забезпечує у заданому часібактерицидний ефект.
Відповідно до сучасного уявлення бактерицидний ефект хлорузумовлюється головним чином присутністю у воді хлорноватистої кис-лоти НСlО і іонів СlО—. Вони безпосередньо взаємодіють з речовиноюбактеріальної клітини, у результаті чого у ній відбуваються незво-ротні зміни, обмін речовин у клітині погіршується і бактерії гинуть.Грін і Штумпф висунули гіпотезу, яка пояснює бактерицидну дію хло-ру руйнуванням ферменту дегідрогенеза фосфатріоз. Цей ферментпотрібний для засвоєння глюкози і він є у всіх бактерій. Випадінняйого з ферментної системи бактерій спричиняє порушення обміну ре-човин і відповідно загибель клітин.
За сталої концентрації хлору у воді кінетику знезаражуванняможна виразити рівняннями, дійсними для мономолекулярних реакцій:
dt
dY=АN=А(N
0—Y),
0N
N=e—At,
де Y — кількість загиблих під дією хлору мікроорганізмів; t — час діїреагенту; N
0 — початкова кількість мікроорганізмів у воді; N — кількість
мікроорганізмів у воді, що залишилась через час t; А — константашвидкості знезаражування води (розмірність — с—1).
Вплив концентрації хлору на час, потрібний для знешкодженнябактерій від початкової до заданої кількості, визначають за умовою
Сnt=k,де С — концентрація хлору, мг/л; n — показник степеня при рН,близькому до 7, що дорівнює 1,3; k — константа резистентності мікро-

156
організмів щодо хлору. Залежить від виду мікроорганізмів, властиво-стей хлору і рН середовища.
Величина константи k визначається присутністю у воді тих чиінших форм хлору і рН середовища. Для води, яка не має солей амо-нію, за зниження кількості бактерій колі на 95 % вона дорівнює 0,15при рН 7; 0,45 при рН 8,5 і 4 при рН 9,8. За наявності солей амонію,колі активний хлор присутній у вигляді моно- і дихлорамінів, kзмінюється від 3,5 при рН 7 до 400 при рН 9,5.
При двократному хлоруванні бактерицидний ефект помітно незбільшується порівняно з сумарним введенням дози.
Вплив температури на швидкість процесу знезаражування водивизначають з умови
,TRT
)TT(E
t
tlg
21
12
2
1 −=
де t1, t
2 — час потрібний для зниження вмісту у воді мікроорганізмів
на заданий процент при температурі відповідно Т1 і Т
2 °К, хв; Е —
енергія активації; R — газова стала.Хороші результати знезаражування води досягаються за допо-
могою хлорування підвищеними дозами (перехлорування) з подаль-шим дехлоруванням. Бактерицидний ефект невеликих доз хлорузбільшується у разі використання комбінованих методів (додаваннямперманганату калію або солей важких металів).
Хлорування води значно змінює її органічний склад і викорис-товується як один із способів боротьби з деякими отруйними речови-нами, а також сприяє звільненню води від заліза та марганцю. Змен-шення вмісту заліза у поверхневій природній воді відбувається у ре-зультаті руйнування хлором гуматів та інших органічних сполук залі-за і переходу їх у неорганічні солі заліза. Внаслідок гідролізу цих со-лей випадає осад гідроксиду заліза або продуктів неповного гідролі-зу — основних солей заліза різного складу.
Під час хлорування води значними дозами частина карбонатноїтвердості переходить у некарбонатну у результаті гідролізу хлору со-ляною кислотою і взаємодії її з гідрокарбонатами води:
Са(НСО3)2+2НСl=СаСl
2+2Н
2О+2СО
2.
Таким чином, хлорування води одночасно із знезаражуваннямвідіграє велику роль і як фактор, що забезпечує поліпшення процесівоброблення води та її якісних показників.
Для хлорування води використовують або чистий хлор, що збе-рігається у вигляді рідини у спеціальній тарі під тиском, або речови-ни, які містять у собі хлор (хлорне вапно, гіпохлорити тощо).

157
Хлор належить до групи галогенів. У природі зустрічається дваізотопи хлору: Сl-35 і Сl-37. За нормальних умов хлор — газ жовто-зеленого кольору. Одержують його електролізом кухонної солі. Підчас проходження постійного струму через розчин хлориду натрію нааноді виділяється Сl, а на катоді утворюється амальгама натрію, абогідроксид натрію. Діафрагма між катодом і анодом забезпечує розді-лення продуктів електролізу.
Хлор буває у трьох агрегатних станах: твердому, рідкому і га-зоподібному. Критична температура хлору 143,9 °С, критичний тиск —7,61 МПа, критична густина — 0,573. У нормальних умовах точка ки-піння хлору — 34,5, точка плавлення — 101,5 °С.
Теплота випаровування 1 г хлору при температурі 8 °С стано-вить 263,34 Дж. 1 л хлору при температурі 0 °С і тиску 0,1 МПа важить3,22 г, тобто хлор приблизно у 2,5 рази важчий за повітря. Розчинністьхлору зростає при зниженні температури і збільшенні тиску. Протепри низьких температурах утворюється гідрат окису хлору Сl
2⋅5,75Н
2О,
який випадає з води. Коефіцієнт дифузії хлору при температурі 12 °Сстановить 1,22 см2/добу.
Сухий хлор при низьких температурах взаємодіє з дуже неве-ликою кількістю речовин, але за наявності слідів вологи активністьйого різко підвищується. Він сполучається з усіма металами і немета-лами (крім кисню, благородних газів і азоту).
В результаті насичення води хлором утворюється хлорна вода,яка має сильні окисні властивості:
Сl2+Н
2О←
→НСl+НСlО.Ступінь гідролізу визначається активною реакцією середовища.
При рН<5 активний хлор майже повністю міститься у середовищі умолекулярній формі. В інтервалі рН 5-9,2 у воді присутня хлорнувати-ста кислота з домішками гіпохлоритів. При рН>9,2 активний хлорміститься у розчині тільки у вигляді СlО— іонів.
Хлорнуватиста кислота існує тільки у розчинах. У нейтрально-му або лужному середовищі під час освітлення відбувається фото-хімічне розкладання НСlО з виділенням кисню (фотоліз):
2НСlО←→2НСl+О
2.
Хлорнуватиста кислота — сильний окисник.Від взаємодії хлору з гашеним вапном одержують хлорне вапно
(СаОСl2). Бактерицидні властивості хлорного вапна цілком залежать
від аніонів хлорнуватистої кислоти, які є у ньому. Зазвичай у заводсь-ких умовах одержують хлорне вапно з вмістом активного хлору вмежах 35 %. Реакція розкладання хлорного вапна водою відповідаєрівнянню
158
2СаОСl2+2Н
2О←
→СаСl2+Са(ОН)
2+2НСlО.
Таким чином у результаті гідролізу хлорного вапна утворюєть-ся вільна хлорнуватиста кислота.
Використовуються такі сполуки, як гіпохлорит кальцію Са(СlО)2,
гіпохлорит натрію NaClO, хлорит натрію, оксид хлору СlО2, органічні хло-
раміни — похідні аміаку, у якого один атом водню заміщено органічнимрадикалом, а другий або два, що залишились, водневі атоми — хлоромтипу RNHCl або RNCl
2, неорганічні хлораміни. Останні утворюються взає-
модією хлору з аміаком або солями амонію і мають окисні властивості.
5.4.2. gнезараження "оди озономОдин з найбільш перспективних методів знезаражування води —
оброблення її озоном. Останній є аллотропічною модифікацією кисню.За нормальних температури і тиску озон є газом блідо-голубого ко-льору з густиною 1,678 (по повітрю). Він має характерний запах, якийвикликає головний біль і відчувається вже під час розбавлення 1:500000.Температура кипіння озону —112,3 °С. Розчинність його у воді більша,ніж кисню; одна частина води при температурі 0 °С і тиску 0,1 МПарозчиняє 0,49 частин озону за об’ємом (980 мг/л). У воді озон швидкорозкладається. Вперше на окисні властивості озону вказав Шенбейн у1840 р. Ще у 1893 р. експериментально доведено, що обробленнямозоном досягається повна стерилізація води.
Окисна дія озону пояснюється термодинамічною нестійкістю йогомолекул. Завдяки високому окисному потенціалу (у озону — 1,95, ухлору — 1,35 В) озон енергійно вступає у взаємодію з багатьма міне-ральними і органічними речовинами, у тому числі і з протоплазмоюклітин. Озон як знезаражувальний реагент, діє швидше хлору у15-20 разів. Вважається, що механізм бактерицидного впливу поля-гає у руйнуванні ферментів бактерій.
На різних бактеріях показано, що після критичної дози озону(0,4-0,5 мг/л) бактерицидна дія його проявляється різкіше і повнішена противагу хлору, ефект дії якого за малих концентрацій монотон-но зростає зі збільшенням дози реагенту. Знезаражувальна дія озонуна патогенні мікроорганізми у 15-20, а на спорові форми бактерій при-близно у 300-600 разів більша, ніж у хлору.
На ефект знезаражування води під час озонування температураі рН середовища мають менший вплив, ніж під час хлорування.
Озонування не тільки знезаражує воду, а і поліпшує її смак,запах, а також зменшує забарвлення.
Озон доцільно використовувати для видалення з води марган-цю, заліза, окисів сульфітів, нітритів і сірководню. Особливість про-
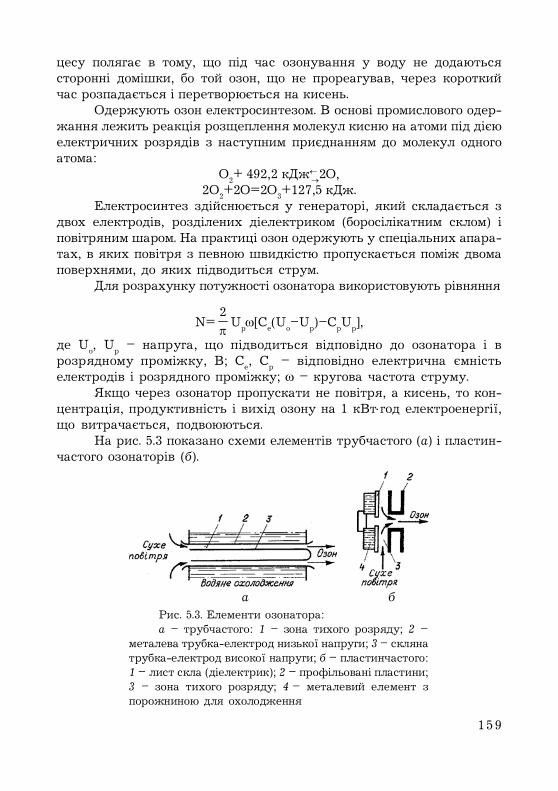
159
цесу полягає в тому, що під час озонування у воду не додаютьсясторонні домішки, бо той озон, що не прореагував, через короткийчас розпадається і перетворюється на кисень.
Одержують озон електросинтезом. В основі промислового одер-жання лежить реакція розщеплення молекул кисню на атоми під дієюелектричних розрядів з наступним приєднанням до молекул одногоатома:
О2+ 492,2 кДж←
→2О,2О
2+2О=2О
3+127,5 кДж.
Електросинтез здійснюється у генераторі, який складається здвох електродів, розділених діелектриком (боросілікатним склом) іповітряним шаром. На практиці озон одержують у спеціальних апара-тах, в яких повітря з певною швидкістю пропускається поміж двомаповерхнями, до яких підводиться струм.
Для розрахунку потужності озонатора використовують рівняння
N=π2
Uрω[C
е(U
о—U
р)—C
рUр],
де Uо, U
р — напруга, що підводиться відповідно до озонатора і в
розрядному проміжку, В; Се, С
р — відповідно електрична ємність
електродів і розрядного проміжку; ω — кругова частота струму.Якщо через озонатор пропускати не повітря, а кисень, то кон-
центрація, продуктивність і вихід озону на 1 кВт⋅год електроенергії,що витрачається, подвоюються.
На рис. 5.3 показано схеми елементів трубчастого (=) і пластин-частого озонаторів (K).
= KРис. 5.3. Елементи озонатора:= — трубчастого: 1 — зона тихого розряду; 2 —
металева трубка-електрод низької напруги; 3 — склянатрубка-електрод високої напруги; K — пластинчастого:1 — лист скла (діелектрик); 2 — профільовані пластини;3 — зона тихого розряду; 4 — металевий елемент зпорожниною для охолодження

160
Кінетика електросинтезу озону відповідає рівнянню оберненоїхімічної реакції першого порядку:
х=1
0
k
k(1—е—k(N/q)),
де х — об’ємна концентрація озону, %; k0, k
1 — відповідно константи
утворення і розпаду озону; відношення k0/k
1 визначає стаціонарну
концентрацію озону; q — витрати газу.З рівняння видно, що у всіх випадках збільшення концентрації
озону повинно приводити до зниження енергетичного виходу О3 і
продуктивності озонатора.У зв’язку з тим що 85-95 % енергозатрат витрачається на виді-
лення тепла, електродну систему доводиться охолоджувати, бо припідвищеній температурі озон швидко розкладається.
В озонаторах оптимальним вважається тиск 0,15-0,20 МПа. Підви-щення тиску до 0,4-0,5 МПа змінює структуру розряду, виникаютьіскрові дискретні розряди, знижується концентрація озону і ефек-тивність електросинтезу.
На результат синтезу озону негативно впливає водяна пара(рис. 5.4). Навіть невелика вологість помітно знижує концентрацію озо-
ну. Особливо різкий спад спостерігається завеликого показника вологості, коли змінюєть-ся структура розряду. Для ефективного про-ведення електросинтезу потрібно з повітря,що подається в озонатор, ретельно видалитивологу.
Масовий вихід озону у грамах на 1кВт⋅год електроенергії на сучасних установкахпромислового типу досягає 68 г під час вико-ристання повітря і 136 г — кисню. Витрати елек-троенергії на 1 кг озону становлять відповідно14,7 і 7,35 кВт ⋅год. Маса утворюваного озону
становить 0,5-2,0 % від повітря. Це відповідає вмісту 5-20 г озону в1 м3 озонованого повітря.
5.4.2.1. p%ƒч, ……S“2ь %ƒ%…3 3 "%дS S “2SL*S“2ь L%г% !%ƒч, …S". Озо-нування води є сполученням гомофазного і гетерогенного процесів,тому розчинність озону у воді є важливою характеристикою. Як і увсіх слаборозчинних газів, розчинність озону пропорційна його парці-альному тиску, або його концентрації у газовій фазі (закон Генрі).Вона зменшується при підвищенні температури і зростає при підви-щенні тиску (рис. 5.5). Для характеристики цих залежностей викорис-
Рис. 5.4. Вплив во-логості повітря на синтезозону

161
товують коефіцієнт розподілу k, який є відношенням концентрації озонуу воді до його концентрації у газовій суміші при одних і тих самихтемпературах і тиску:
k=Св/С
п.
При атмосферному тиску і температурі води 10 °С k≈0,36, при20 °С k=0,24.
Під час оброблення води озон витрачається на окислювання різнихдомішок. Крім того, має місце його саморозпад, який у воді відобра-жується експоненціальною залежністю, одержаною з рівняння кіне-тики мономолекулярних реакцій:
lgx
0
R
R=α(t
х—t
0),
де R0, R
х — залишковий озон, що є у воді на періоди часу t
0 і t
х; α —
швидкість зникнення озону, яка залежить від температури і складуводи (рН, концентрації розчинених солей тощо).
На рис. 5.6 і 5.7 показано зміни концентрації озону у воді зарізних значень рН, а також результати розрахунків величини α. Кон-станта швидкості розкладання озону у наведеному вище рівнянні при10 °С дорівнює 3⋅10—3 і при 20 °С — 6⋅10—3 хв—1. Гідроксильні іони сприя-ють прискоренню розпаду озону, а зниження рН води до 4 і нижчеуповільнює його розпад.
5.4.2.2. rм%", м=“%"Sдд=чS %ƒ%…3 ƒ г=ƒ%"%_ -=ƒ, 3 "%д3. Оброб-лення води озоном здійснюється за рахунок введення в неї озоновано-го повітря. Швидкість масовіддачі моделюється рівнянням
U
Д
dt
dm= S(C
п—C
в), С
s=К
сaP
P,
= K "
Рис. 5.5. Залежність розчинності озону у воді від:= — температури; K — концентраціі; " — тиску; 1 — за концентрації озону
у повітрі 1 мг/л; 2-5; 3-10; 4-15 мг/л

162
= KРис. 5.6. Залежність розпаду озону у воді за різних значень рН
середовища (=) та визначення константи швидкості його розпаду уприродній воді (K)
a K
Рис. 5.7. Кінетика розпаду озону у природнійводі (=) та за різних значень рН середовища (K):
1 — рН 7,6; 2 — 8,5; 3 — 8,85; 4 — 9,2; 5 — 9,65;6 — 10,15; 7 — 10
де Д — коефіцієнт дифузії; S — поверхня поділу між газовою і рідкоюфазами; U — товщина рідинної плівки, суміжної з поверхнею поділуфаз; С
п — концентрація озону в газовій плівці; С
в — концентрація озо-
ну у воді в процесі масовіддачі; Сs — концентрація озону у рідині за
насичення (стан рівноваги); Р — тиск озонованого повітря; Ра — атмос-
ферний тиск.

163
Величини Д і U визначаються певною мірою фізико-хімічнимихарактеристиками води і газу. З точки зору впливу на процес найбільшсуттєвими параметрами є S, С
п і С
s. Тому для збільшення переходу
озону у воду значення Р і Сп повинні бути якомога більшими.
Потрібна кількість озону на 1 м3 води визначається за виразом
Т=Rх+А+d+
в
0
Q
QP
0,
де Rx — вміст залишкового озону у воді; А — кількість озону, що
саморозпався; d — витрати озону на окислення домішок; Q0 — кількість
озонованого повітря, що подається; Qв — кількість води; Р
0 — кількість
озону, що витрачається з повітрям.Під час озонування води завжди доцільно втримувати в ній за-
лишковий озон протягом часу, достатнього для загибелі бактерій,вірусів тощо. За саморозпаду озону у воді будь-який метод, що забез-печує збільшення залишкового озону понад технічні умови, призво-дить до марних втрат. Сюди слід віднести і підвищену концентраціюозону у газовій фазі, яка створюється для збільшення рушійної силиабсорбції.
Для одержання очікуваного ефекту вигідно озон вводити у дваприйоми. Перший з них повинен забезпечити окислення домішок води,а другий — утворити залишковий озон і зберегти його протягом пев-ного часу для одержання потрібної бактерицидної і віруліцидної дії.
З наведених виразів видно, що втрати під час оброблення водинеминучі, бо вилучити озон з повітря повністю навіть у процесі кон-
= KРис. 5.8. Концентрація озону в повітрі та у воді при їх протитечії (=) і
паралельній течії (K): 1 — вода; 2 — повітря

164
тактування зі свіжою водою неможливо. Оптимальна концентрація озонуповинна становити 18-20 г на 1 м3 повітря.
На рис. 5.8 показано результати масовіддачі озону пухирцямиозонованого повітря в умовах протитечії і паралельного потоку води іозоноповітряної суміші. У разі протитечії максимальна концентраціяозону у воді досягається протягом 2/3 часу перебування її у контакт-ному пристрої, а у разі паралельного подавання води і газу — протя-гом 1/4 зазначеного інтервалу часу.
Ефективність оброблення води озоном залежить від таких фак-торів, як температура, тиск, висота шару оброблюваної води, доза імісце введення озону, концентрація контактного апарата, рН середо-вища тощо.
Велике значення мають спосіб введення газової фази і гідроди-намічні показники газорідинного середовища.
5.4.2.3. j%…“2!3*цS_ %Kл=д…=…… . На рис. 5.9, 5.10 і 5.11 показаносхеми озонаторів. Озонатор Ван дер Маде (рис. 5.9) складається з
кількох горизонтальних трубчастих елементів, об’єднаних в одномукожусі. Кожен елемент виконаний у формі скляної трубки 1. Вода за-повнює кільцевий зазор 2. Електрод 3 низької напруги виконаний уформі трубки з некородувальної сталі і розміщений у скляній трубці.
Повітря входить в озонатор, проходить через розрядні щілини 4і відводиться трубкою 5. Ширина розрядного простору 1 мм, напругаструму — 7000-8000 В, частота — 50 Гц. Витрати електроенергії на1 кг озону становлять 31 кВт⋅год, а концентрація озону в суміші —1,5-3,0 мг/л.
Для одержання більш високих концентрацій озону використову-ють озонатори Сіменса-Гальське (рис. 5.10). Він складається з шести
Рис. 5.9. Схема озонатора системиВан дер Маде
Рис. 5.10. Схема озонатораСіменса-Гальске

165
вертикальних елементів, зібраних в одній камері. Кожен елемент маєдві концентрично розташовані скляні трубки 1 і 2. Зовнішня трубка 1омивається водою і вода у камері 4 є електродом низької напруги.Повітря надходить у кільцевий простір 3, де відбувається розряд.Внутрішня скляна трубка 2 є електродом високої напруги і також охо-лоджується водою. Працює озонатор з напругою на електродах 6000 і10000 В і генерує 500 г озону за годину. Витрати електроенергії на 1 кгозону — 20 кВт⋅год.
Озонатор системиДегреном (рис. 5.11) даєзмогу одержати концен-трацію озону 10-12 мг/л.Він складається з гори-зонтальних трубчастихелементів, змонтованиху циліндричному кор-пусі. Низьковольтнимиелектродами тут є ста-леві циліндри, які оми-ваються водою. За діе-лектрик використову-ється скляна трубка,внутрішня поверхняякої покрита графітомабо алюмінієм, що ви-конують роль високо-вольтного електрода .Ширина розрядної щі-лини становить 2,5 мм,робоча напруга 15000 В, витрати електричної енергії на 1 кг синтезо-ваного озону — 16,5-18,0 кВт⋅год.
Принципова технологічна схема сучасної озонаторної установкиз глибоким зневодненням повітря охолодженням показана на рис. 5.12.Повітря відбирається з чистої зони (повітряний забірник встановлю-ють на 4 м вище конька на даху), проходить через касетний фільтр1, очищається від пилу, потім стискається компресором 2 і подаєтьсяу другий касетний фільтр 3 (завантажений активованим вугіллям абококсовим горішком), в якому очищається від крапель мастила, щопотрапляють у повітря в компресорі. Частина повітря спрямовується узмішувач 7 фільтрувальної станції для інтенсифікації змішування озонуз водою, а друга частина — у холодильник 4. Тут відбувається охолод-
Рис. 5.11. Схема горизонтального трубчас-того озонатора фірми “Дегреном”:
1 — вхід повітря; 2 — вихід води; 3 — діе-лектрична трубка; 4 — вихід озонованого повітря;5 — боковий люк; 6 — трубка-утримувач; 7 —вхід охолоджувальної води; 8 — металевий елек-трод; 9 — зона тихого розряду; 10 — контакти;11 — вхід високої напруги

166
ження повітря, температура якого підвищилась до 40-50 °С після ком-пресора, і виділення з нього вологи.
Для озонаторних установок продуктивністю понад 6 кг/год озо-ну приймають двоступінчасте осушення повітря. На першому ступеніповітря охолоджують до 7 °С у холодильному пристрої, а на другомуосушують в адсорбері. Охолоджене повітря надходить у кожухотруб-ний теплообмінник 11, де йде по трубках, охолоджуваних фреономабо аміаком. Фреон подається зі спеціальної установки 12. Волога ви-діляється у вигляді інею на поверхні труб і видаляється під час зупи-нення теплообмінників нагнітальним насосом 8.
Глибоке висушування повітря відбувається до вологовмісту 0,1 г/м3
в адсорбері 10, заповненому силікогелем або активним оксидом алюмі-нію, якщо потрібне осушування до вологовмісту 0,001 г/м3. Для особ-ливо глибокого висушування використовують молекулярні сита.
Зазвичай адсорберів є два для можливості їх регенерації.Для захисту комунікацій і озонаторів від пилу повітря пропус-
кається через тканинний фільтр 9 і остаточно охолоджується у холо-дильниках 5.
Осушене і охолоджене повітря подається в озонатори 6. Сумішповітря і озону надходить у змішувач 7 для змішування з водою. Вит-рати електроенергії на синтез 1 кг озону становлять 30-40 кВт⋅год.
5.4.3. gнезараження "оди Sонами срSбла
5.4.3.1. a=*2е!, ц, д…S "л=“2, "%“2S C!еC=!=2S" “!SKл=. Сріблонавіть у найменших концентраціях має властивість знищуватимікроорганізми . Нижня межа бактерицидної дії іонів срібла стано-
Рис. 5.12. Схема озонаторного пристрою

167
вить 2⋅10—11 моль/л. Ще в сиву давнину знали про ці властивості і з Vсторіччя до нашої ери питну воду для довгого користування зберігалиу срібних посудинах. Так, в індійських релігійних книгах розповідаєтьсяпро покращання якості питної води багаторазовим зануренням в неїрозігрітого до значних температур металевого срібла або довготри-валим перебуванням срібла у воді.
Про вплив іонного срібла на бактерії єдиної думки не існує.Відомо, що бактерії, протоплазма яких має негативний заряд, при-тягують до себе позитивно заряджені іони срібла. Від контакту з нимив результаті фізіологічної дії бактерії гинуть. Існує теорія про те, щодія іонів срібла базується на окисленні протоплазми клітин киснем,розчиненим у воді, при цьому сріблу відводиться роль каталізатора.
Є дані, які підтверджують, що іони срібла, сполучені нуклеїно-вою ядерною речовиною, утворюють нуклеїнати. Цим вони порушу-ють життєдіяльність бактерій, а кисень лише гальмує ріст останніх.Температура води також має значний вплив на бактерицидну дію іонів,що свідчить про значну роль хімічних процесів у цих явищах.
Значним внеском у вирішення проблеми антимікробної дії сріблає роботи, що пояснюють олігодинамічну дію його виведенням з ладуферментів, які вміщують SН- і СООН- групи. Нормальний обмін речо-вин у бактерій здійснюється за допомогою різних ферментів і фермен-тних систем, пов’язаних між собою участю в одному з процесів обміну.Руйнація одного з ферментів призводить до припинення функцій всієїсистеми. Блокування активних груп ферментів викликає зміни їхфункцій і в результаті порушення обміну речовин. Бактерії гинуть.
Срібло не вбиває бактерій, що утворюють спори, але проро-щення спор затримує. Є дані про те, що на кислотостійкі, туберку-льозні бактерії, сапрофітні водні бактерії срібло не впливає. Дріжджіі дріжджоподібні гриби слабо пригнічуються сріблом. На плісеневі грибисрібло не впливає.
Підвищення температури значно підсилює бактерицидну діюсрібла (рис. 5.13, =). Досліди, виконані на артезіанській воді, в якубула внесена культура бактерій колі, показали, що під час нагріван-ня від 0 до 10 °С бактерицидна дія срібла посилюється у 4 рази за 30-хвилинного контакту і в 200 — за 90-хвилинного. Різкий вплив змінитемператури свідчить про значну роль хімічних процесів. Вплив рНсередовища на бактерицидний ефект срібла показано на рис. 5.13, K.
5.4.3.2. lе2%д, ƒ…еƒ=!=›е…… "%д, “!SKл%м. Першими спробамивикористати бактерицидну дію металів було занурення пластин сріблау воду. Дезинфекція води при цьому досягалась через 8-24 години. Зметою збільшення площі контакту між твердою і рідинною фазами

168
почали використовувати срібло, нанесене на великі поверхні, — кільцяРашига, вугільний порошок, річковий пісок, марлю, вату та інші інертніречовини. Збільшення поверхні прискорювало перехід металу в роз-чин. Недоліком цього методу є не тільки тривалість процесу, а і не-можливість керувати ним, через те що швидкість розчинення металузалежить від стану його поверхні, сольового складу, органічних домі-шок води тощо. Для одержання срібної води таким чином не вдаєтьсядозувати срібло і здійснювати контроль.
Іншим способом оброблення води сріблом є дозування до неїготових срібних препаратів (розчин нітрату срібла, аміачний розчинсрібла, таблетки олігодину тощо).
Додавання аміаку підсилює бактерицидну дію хлориду срібла.У разі додавання готових препаратів забезпечується дозування срібла,
але самі речовини є нестійкими і розкладаються під час освітлення і збері-гання, а відновлене срібло знижує бактерицидні властивості препаратів.
Найбільш ефективним методом приготування срібної води є елек-тролітичний метод (збагачення води електролізом). Л.А. Кульський [6]пропонує такі умови: відстань між срібними пластинками 5-12 мм,щільність струму 0,15-50 мА/см2, напруга на електродах — 3-12 В.Крім того, потрібна періодична зміна полярності електродів (через кожні5-10 хв). Показано, що вихід срібла по струму залежно від умов елек-тролізу і сольового складу питної води змінювався у межах 50-95 %(відповідно до закону Фарадея, 1 А⋅год розчинює 4,025 г срібла).
Срібна вода, приготована електролітичним розчиненням мета-левого срібла, має високі бактерицидні якості і з успіхом може вжи-
Рис. 5.13. Вплив температури (=) та рН води (K) на асептичнийефект срібла (час контакту 30 хв, вихідна кількість 104 бактерій/млEscherichia coli):
1 — доза срібла 0,2 мг/л; 2 — контроль
= K

169
ватись для знезараження, консервування питної води, продуктів хар-чування тощо.
За бактерицидною дією вона стоїть вище таких дезинфікуваль-них засобів, як хлор, карбонова кислота (фенол) тощо.
За ефективністю дії срібної води на бактерії останні розташову-ються у такий ряд: бактерії колі < бактерії Флекснера (дизентерія) <бактерії Еберта (черевний тиф) < стрептококи < стафілококи. Отже,бактерії колі є найбільш стійкими до дії срібної води, тому дози срібла,що їх знешкоджують, є більш ефективними щодо інших бактерій зцього ряду.
o, 2=…… дл “=м%*%…2!%лю1. Які хімічні речовини використовують для консервування?2. Яким умовам мають відповідати хімічні речовини, що викори-
стовуються для консервування харчових продуктів?3. У чому суть мікробіологічних методів консервування?4. Що називають біологічною стійкістю напоїв?5. Як визначають поняття колоїдної стійкості напоїв?6. Способи підвищення колоїдної стійкості напоїв.7. Очищення та дезинфікування води у виробництві напоїв.8. Як досягається пом’якшення води?9. Хімічний склад напоїв і їх мікрофлора.10. Консерванти у виробництві напоїв.11. Теплове оброблення напоїв.12. Загальні вимоги до виробництва стійкого пива.13. Вимоги до сировини, матеріалів і солодовирощування у ви-
робництві стійкого пива.14. Особливості приготування сусла і бродіння у виробництві
стійкого пива.15. Фільтрування і фасування пива.16. Оброблення пива адсорбентами і запобігання окисним проце-
сам у виробництві стійкого пива.17. Стабілізація і знепліднення пива.18. Карбонізація пива та її роль у досягненні якісних показників.19. Види копчення м’ясопродуктів і їх призначення.20. Які процеси відбуваються під час копчення м’ясопродуктів?21. Як змінюються якісні характеристики м’яса під час копчення?22. Консервувальні ефекти копчення.23. Сушіння і зневоднювання у виробництві ковбас.24. Консервувальна дія хлористого натрію у виробництві м’ясо-
продуктів.

170
25. Зміни морфологічної структури тканин і хімічні зміни м’ясапід час засолювання.
26. Знезараження води хлором.27. Бактерицидна дія хлору і кінетика знезараження води.28. Хімія оброблення води хлором і його сполуками.29. Основи знезараження води озоном.30. Чим пояснюється бактерицидна дія озону?31. Основні складові процесу оброблення води озоном.32. Кінетика електросинтезу озону.33. Як відображується саморозпад озону у воді?34. Умови масовіддачі і насичення води озоном.35. Обладнання у системах знезараження води озоном.36. Бактерицидні властивості препаратів срібла.37. Методи знезараження води сріблом.

171
Глава 6. ФІЗИЧНІ МЕТОДИ ОБРОБЛЕННЯ
Фізичні методи оброблення використовуються на багатьох стаді-ях харчових виробництв. Це стосується етапів одержання сировини,її перетворення, одержання готової продукції і оброблення з метоюподовження термінів зберігання.
Розрізняють оброблення іонізуючим опроміненням, ультрафіо-летовими променями, інфрачервоним опроміненням, ультразвуком,гідромеханічними імпульсами, електричними полями, різкою зміноютиску, вакуумуванням та ін. (табл. 6.1).
Таблиця 6.1
Чинники впливу Частотаелектромагнітного
поля, Гц
Види оброблення і результати,що досягаються
Гамма-промені 1020 і більше СтерилізаціяРентгенівськіпромені
1017-1019 Стерилізація, прискоренняхімічних реакцій
Ультрафіолетовіпромені
1015-1017 Те саме
Діапазонвидимихпроменів
1014-1015 Оброблення світлом,електроосвітлення,
спектрографія, синтезорганічних речовин
Інфрачервоніпромені
1012-1014 Нагрівання, сушіння,обсмаження, випікання хліба і
виробів з борошнаСтруми високої інадвисокоїчастоти
103-104 Kонсервування, стерилізація,пастеризація, сушіння,
нагрівання, дезинфікуванняУльтразвук 2⋅104-106 Перемішування,
диспергування, сушіння,екстракція
Струм постійнийабо низькоїчастоти
0-60 Пастеризація, нагрівання,копчення, електроплазмоліз
Електростатичнеполе
0 Електрокопчення; очищеннясировини, зерна; поділпродукції на фракції

172
6.1. nK!%Kле…… S%…Sƒ3юч, м %C!%мS…е…… мЦей вид оброблення має виражену бактерицидну дію, що за
відповідного дозування забезпечує повну стерилізацію за достатньокороткий час (десятки секунд). Практичне використання тут маютькатодні, рентгенівські і радіоактивні гамма-промені.
Катодні промені — це потік швидких електронів. Вони маютьвідносно низьку проникну спроможність і в разі потреби обробитиматеріал на порівняно невелику глибину використовують промені ви-соких енергій, якщо їх дія може спричинити загрозу наведеної радіо-активності і зробити продукт непридатним для вживання. Тому ка-тодні промені обмежено придатні для використання з метою подо-вження термінів зберігання харчової продукції.
Рентгенівські промені — короткохвильова електромагнітна раді-ація з безперервним спектром у діапазоні хвиль 0,2-20 А, яка у корот-кохвильовій частині межує з гамма-променями, а в довгохвильовій —з ультрафіолетовими. Найбільшу проникну спроможність мають«жорсткі» рентгенівські промені (промені з найменш короткими хвиля-ми), яка досягає до 12 см за інтенсивності опромінення до 10 МеВ.Суттєвою незручністю є відносна складність рентгенівського пристрою.
Практичне використання мають гамма-промені, які є жорстки-ми і як наслідок мають значну проникну спроможність (до 10 см). Якджерела гамма-променів використовують радіоактивні ізотопи кобальту(кобальт-60), цезію (цезій-137) та інших елементів, а також відходиатомних реакторів. Але в останньому випадку користування такимджерелом ускладнене, через те що в ньому велика кількість ізотопів,які мають різні спектри випромінювання.
Характер дії іонізуючого опромінення на продукт залежить віденергії і дози опромінення (кількості опромінення, поглиненої речови-ною). Для оцінки дози відносно опромінюваної речовини користуютьсяодиницями, еквівалентними рентгену. Частіше дозу опромінення ви-ражають у безвідносних одиницях — радах (1 рад дорівнює 100 ерг/г).
Невеликі енергії опромінення спричиняють утворення активнихрадикалів. За енергій до 10000 еВ відбувається відривання електроніві утворення іонів. Опромінення більш великими енергіями зачіпає ядроі спричиняє наведену радіоактивність.
Однакові дози опромінення можуть досягатись за більшої енергіїопромінення і малого часу або за малої енергії і більшого часу опромі-нення. Але ефект дії не буде рівнозначним, оскільки характер змінречовини залежить від енергії опромінення.
Порівняно з іншими способами запобігання псуванню продукціїіонізуюче опромінення має такі переваги:

173
незначні загальні хімічні зміни продукції;невелике нагрівання продукції під час оброблення (у межах
кількох градусів);оброблення продукції за короткий час і можливість безперерв-
ного поточного оброблення;можливість використання різних видів герметичних упаковок.Недоліками тут є виникнення таких хімічних реакцій, які мо-
жуть погіршити смак, запах, консистенцію, загроза виникнення не-бажаних сполук, розвиток ферментативних процесів.
Передбачити небажані зміни повною мірою поки що не вдаєть-ся, тому широке впровадження іонізуючого опромінення на промис-ловому рівні затримується.
6.1.1. dSя на мS*роорганSзмиІнактивування мікроорганізмів у продуктах, які мають вологу,
відбувається найчастіше за рахунок непрямої дії під впливом про-дуктів радіолізу води. Ступінь інактивації залежить здебільшого віддози опромінення, ніж від потужності. Логарифм числа уцілілих мікробівпропорційний дозі опромінення. Малі дози спричиняють обмежені зміни,зменшується інтенсивність дихання і поділу клітин. Великі дози спри-чиняють пошкодження і через деякий час загибель клітин.
Стійкість мікроорганізмів до опромінення залежить від тих са-мих біологічних особливостей, які визначають стійкість до нагрівання.Летальна доза для вегетативних форм бактерій не перевищує 0,5,для плісені — 1 млн рад. Але і після дози опромінення 0,5 млн рад інодівідбувається ріст коків. Спори у 4-5 разів стійкіші порівняно з вегета-тивними формами. Стійкість мікроорганізмів зменшується у присут-ності кисню і води і з пониженням рН. Температура у межах від —10до —0,5 °С мало впливає на чутливість мікроорганізмів до опромінен-ня. При 0 °С вона збільшується приблизно вдвічі і мало змінюється аждо 50 °С, коли починається теплова денатурація білків. Більш високітемператури різко знижують стійкість мікроорганізмів до опромінен-ня. Органічні речовини мають захисну дію. Деякі мікроорганізми заповторного опромінення дають більш стійке потомство.
Помірні дози опромінення до 0,5 млн рад дають ефект, подібнийдо пастеризації. При цьому подовжений термін зберігання досягаєтьсяпереважно за рахунок зменшення швидкості розмноження вцілілихклітин і спор у продукті.
Дози стерилізування, що забезпечують зниження кількості мікро-організмів до умовно заданої величини (технічна стерильність), пере-бувають у межах 1-2 млн рад. Повне знепліднення потребує значно

174
більших доз. Наприклад, для гарантії від розвитку у продукті ботулі-нусу доза опромінення повинна бути не меншою 4-5 млн рад.
Іонізуюче опромінення стало придатним для знешкодження м’ясавід гельмінтів. Доза 0,4-0,5 млн рад знищує цистицерки (фінни), трихі-нели у свинині гинуть за більш низьких доз опромінення.
Дуже висока інтенсивність опромінення спричиняє суттєві змінипродукту (аж до виникнення наведеної радіактивності) і не повиннаперевищувати межі, специфічної для того чи іншого продукту.
6.1.2. dSя опромSнення на с*ладо"S час2 ини м’ясопрод3*2 S"Розрізняють пряму і непряму дії опромінення щодо м’ясопро-
дуктів. До першої належать хімічні зміни харчових речовин або мікро-організмів під дією енергії опромінення, а до другої — зміни у резуль-таті дії на них активних радикалів, утворених прямою дією на меншстійкі речовини. У харчових продуктах частка змін, спричинених не-прямою дією, становить біля 80 %.
Під час опромінення вологих продуктів переважає непряма дія,зумовлена виникненням активних частинок у результаті змін (радіолі-зу) води. Пряма дія є характерною для сухих продуктів і жирів.
Під дією опромінення на воду утворюються іонізовані молекулиі активні радикали:
Н2О→Н
2О++е;
Н2О+е→Н
2О—;
Н2О→Н++ОН;
Н2О—→ОН—+Н;
Н++ОН—→Н2О.
Таким чином, у результаті радіолізу води з’являються вільніактивні радикали Н і ОН, які мають високу реакційну здатність. Вониможуть реагувати один з одним, утворювати активні молекули абовступати у взаємодію з іншими складовими частками продукції і спри-чиняти небажані зміни. У присутності кисню можливе утворення ак-тивного гідроперекисного радикала:
Н+О2→НО
2.
Останній легко вступає у взаємодію з іншими складовими час-тинами продукту.
Дуже чутливими до прямої дії опромінень є жири. Вільні ради-кали жирних кислот у присутності кисню утворюють перекиси цихкислот і можуть викликати ланцюгові реакції полімеризації і реакціїтипу аутоокислення. Характер і інтенсивність змін жирів значною міроюзалежать від впливу присутніх у продукті інших речовин, зокремаантиокисників. В опромінених топлених жирах посилюється утворен-

175
ня перекисних сполук і вторинних продуктів окислення карбонильнихсполук (альдегідів, кетонів). З’являються типові ознаки окисленогопсування.
Інтенсивність цих змін залежить від дози опромінення. До 2⋅104 радвони непомітні, а вже при 105 рад відмічається накопичення перекис-них і карбонильних сполук. Після опромінення свинячого жиру дозою106 рад відмічено зменшення кількості триєнових жирних кислот заодночасного збільшення дієнових. Опромінення у вакуумі або в інерт-ному газі навіть за більших доз (1,2⋅106 рад) супроводжується лишенезначним збільшенням перекисного числа, але кількість карбоніаль-них сполук достатньо велика. Ознаки окисного псування інтенсивнорозвиваються у процесі зберігання опромінених жирів. Накопиченняперекисів у такому жирі робить його токсичним для мишей.
Зміни жирів упереджує руйнування у них природних антиокисників —каротину і токоферолу, що починається за менших доз опромінення.
У цілому характер і інтенсивність змін опромінених жирів зале-жить від присутності у них інших речовин. Антиокисники гальмуютьрозвиток цих змін.
Білкові речовини значно стійкіші до прямої дії опромінювань.Непрямі зміни білків пов’язані з перегрупуванням частини ланок полі-пептидних ланцюгів і зі структурними змінами, характерними дляденатураційних явищ (зниження розчинності, агрегатування та ін.).
З іншого боку, відбувається часткова деполімеризація білковихчастинок і нуклеопротеїдів. При цьому можливе утворення аномаль-них низькомолекулярних речовин з токсичними властивостями. Ха-рактер змін залежить від рН середовища. Поблизу ізоелектричної точкиефект опромінення майже повністю проявляється в агрегатуванні білко-вих молекул у результаті утворення макрорадикалів. Віддалення рНвід ізоелектричної точки збільшує вірогідність внутрішньомолекуляр-них змін білків. За дози 5 млн рад знайдено пептиди, в яких є цистин,лізин, гліцин, аланін, глутамінова кислота.
Опромінення середніми дозами (близько 106 рад) спричиняє пе-рехід міоглобіну в оксиміоглобін і коричневий метміоглобін. Це супро-воджується змінами кольору м’яса — воно сіріє, з’являються вишне-во-червоні або коричневі кольори.
Вільні амінокислоти також змінюються. При цьому зачіпаютьсяне тільки карбонильні і аміногрупи, а також ароматичні та імідазольнікільця амінокислот. Продуктами змін можуть бути кетокислоти та аль-дегіди з сильним запахом, а також аміак. Сіркоутворювальні аміно-кислоти окислюються іноді до утворення сірководню та інших сірчис-тих сполук.
176
Розміри хімічних змін зазначених речовин під час опроміненняпродуктів до 2 млн рад не виходять за межі порядку кількох мікромо-лей на грам. Наслідком цих змін є зміни кольору, смаку і запаху, аіноді і консистенції. Ступінь змін залежить від дози опромінення.
Дуже чутливими до опромінення є деякі водорозчинні вітаміни.Легко змінюється аскорбінова кислота, вітамін В
12, тіамін. За дози
1,2 млн рад зникає біля 60 % тіаміну. Ніацин, рибофлавін і піридоксинбільш стійкі. Вже за дози 1,8 млн рад розпадається до 10 % рибофла-віну і 25 % піридоксину.
Руйнування вітамінів знижує біологічну цінність м’ясопродуктів,крім того, у деяких з них (наприклад, у тіаміну) воно супроводжуєть-ся утворенням речовин з неприємним запахом.
Стійкими до дії опромінення є ферменти. Помітні зміни фермен-тної активності є лише за дози близько 1 млн рад. Але і за дози 2 млнрад активність їх залишається великою.
Діяльність м’язових катепсинів у процесі зберігання опроміне-них м’ясопродуктів призводить до протеолітичного псування — з’яв-ляється специфічний запах і сторонній гіркий присмак, погіршуєть-ся консистенція і зовнішній вигляд м’яса внаслідок випадіння крис-талів утворюваного під час гідролізу білків тирозину, погано роз-чинного у воді.
Інтенсивність протеолітичного псування різко зростає з підви-щенням температури зберігання.
6.1.3. nпромSнення м’ясопрод3*2 S"2 а Sнших прод3*2 S" харч3"ання
Зміни смаку і запаху м’ясопродуктів майже не відчуваються задози близько 50 тис. рад, вони незначні за доз 50-100 тис. рад, помітні —за 500 тис. рад і яскраво виражені — за доз 1-2 млн рад. Зміни кольорустають помітними за доз опромінення близько 1,8 млн рад, а консис-тенції — за доз понад 3 млн рад. Смак і запах змінюються менш інтен-сивно під час опромінення м’яса птиці і свинини і більше під час опро-мінення баранини, сосисок, шинки. Варені м’ясопродукти змінюютьсяменше, ніж сирі. Пояснити це можна меншим вмістом вологи і частко-во втратою розчинності водорозчинних білків.
Поява стороннього запаху і присмаку пов’язується з накопичен-ням у продукції сполук сірки, карбонільних сполук. В опроміненихм’ясопродуктах у період зберігання значно збільшується вміст сірко-водню і меркантанів, з’являються сульфіди, збільшується вміст аміа-ку, метиламіну, етиламіну. Накопичується дуже багато різних карбо-нільних сполук: альдегідів, кетонів, альдегідо- і кетокислот.

177
У солоних м’ясопродуктах опромінення навіть помірними доза-ми спричиняє відновлення нітратів, зниження кількості нітритів, час-тково розпадання нітрозопігментів, зміни кольору і запаху, збільшен-ня числа вільних сульфгідрильних груп.
Перетравлення білків м’яса пепсином і панкреатином навіть запорівняно великих доз опромінення (до 4,5 млн рад) змінюється не-суттєво. Але втрати вітамінів і зменшення кількості високонасичених(триєнових) жирних кислот дещо зменшує біологічну цінність м’ясоп-родуктів.
Суттєві зміни органолептичних показників м’ясопродуктів, спри-чинені опромінюванням, обмежують можливості їх промислового ви-користання.
Опромінення дозами 0,5 млн рад дає можливість подовжититермін зберігання м’ясопродуктів при температурах, близьких до 0 °С,приблизно у 5 разів. При цьому продукти залишаються придатнимидо вживання, але якість їх у період зберігання все-таки погіршуєть-ся. Можливість пастеризації іонізуючим опроміненням перевірена надобре упакованому м’ясному фарші, забитій птиці, напівфабрикатах,сосисках, ковбасах тощо.
Орієнтовні дози стерилізування, які забезпечують значно більшийтермін зберігання, становлять, млн рад: для фаршу з яловичини —1,3-1,8; фаршу зі свинини — 1,0; шинки — 1,8.
У зв’язку з тим що жири більш чутливі до дії іонізуючого опро-мінення і можуть утворювати токсичні продукти, м’ясо рекомендуєтьсязвільнити від жирової частини.
Дози, достатні для стерилізації м’яса, недостатні для інактиваціїферментів. У процесі зберігання у м’ясі зростає кількість вільних аміно-кислот і в тому числі погано розчинного тирозину. Тому за тривалогозберігання зростає загроза погіршення якості за рахунок автолітичнихзмін. Інтенсивність змін зростає з підвищенням температури.
Способи захисту стерилізованих продуктів від небажанихнаслідків ще вивчаються. У разі, якщо причиною поганих наслідків єкисень, стерилізацію бажано виконувати у вакуумі або в інертномугазі. Вірогідність вторинних хімічних процесів за рахунок дії на про-дукт активних вільних радикалів може бути зменшена їх локаліза-цією, наприклад заморожуванням. Деякий ефект дає попереднє блан-шування, яке зменшує кількість води у продукті. Використовуютьблокування активних радикалів додаванням речовин-акцепторів ак-тивних радикалів. Але останнє забезпечує захист лише від дії вто-ринних процесів, бо гальмуються саме вони, викликані дією ради-калів, а не дією самого опромінення.

178
Як речовини-акцептори активних радикалів використовують ас-корбінати, аналоги і аміди аскорбінової кислоти, нікотинову кислоту,сполуки з сульфгідрильними групами у молекулі (наприклад цистин),бутилоксианізол, триполіфосфати, а також харчові продукти і суміші,у складі яких є такі акцептори: томат-пюре, коптильні речовини.
Проте питання про запобігання псуванню м’ясопродуктів віднебажаних змін під час опромінення не можна вважати вирішеним.
Хоча численними роботами була встановлена пастеризувальна істерилізувальна дія на продукти харчування , практичне застосуван-ня радіаційного оброблення залишається обмеженим. Це пов’язано зтим, що, крім бактерицидного ефекту, мають місце зміни фізико-хімічних та органолептичних властивостей продуктів і ступінь неба-жаних змін залежить від дози опромінення [4]. Чутливим до радіацій-ного оброблення є молоко, в якому навіть невелика доза у 80 Гр спри-чиняє зміни харчових і смакових властивостей, розпад цінних пожив-них речовин, вітамінних комплексів.
На базі досліджень радіаційного оброблення пива з використан-ням джерела Со-60 [6] була встановлена можливість одержання біоло-гічно стабілізованого пива, та при цьому фізико-хімічні та органолеп-тичні властивості напою суттєво погіршувались.
Відомі спроби опромінення фруктових соків, які не мали надій-ної перспективи. Оброблення за умовами технології виконувалось вохолодженому стані, що обмежувало конвективний рух у середовищіі рухливість вільних радикалів. Це могло бути причиною зниженнябіологічного ефекту оброблення, в якому саме вільні радикали відігра-ють важливу роль. Це свідчить про неперспективність практичногозастосування радіаційного оброблення для «холодної» пастеризаціїрідких харчових продуктів.
6.2. nK!%Kле…… 3ль2!=-S%ле2%", м %C!%мS…е…… мУльтрафіолетові промені УФП — невидима частина світлових
променів з довжиною хвилі 60-400 мкм. Особливістю УФП є їх здатністьвикликати в опромінюваному тілі хімічні зміни, тобто фотохімічнийефект, достатньо виражений за довжини хвилі менше 290 мкм. Ви-никнення фотохімічного ефекту у клітинах мікроорганізмів і вірусівза відповідних умов може супроводжуватись їх інактивацією і відми-ранням. Відмирання зумовлене головним чином адсорбцією УФП нук-леїновими кислотами і нуклеопротеїдами, яка супроводжується роз-ривом водневих зв’язків і денатураційними змінами цих речовин.Найбільш ефективну дію на мікроорганізми мають промені з довжи-ною хвилі 255-280 мкм. Коротші хвилі добре поглинаються повітрям і
179
їх дія дає бажаний ефект лише на дуже невеликих відстанях. До тогож під дією цих променів утворюється у великих кількостях озон, якийхоч і знешкоджує мікроби, але одночасно спричиняє часто небажанудію на продукти.
Для кожного виду мікроорганізмів найнебезпечнішою є певнадовжина хвилі у зазначеному інтервалі. Різною також є і кількістьпроменевої енергії, потрібної для знешкодження того чи іншого видумікроорганізмів. Вразливість мікроорганізмів до дії УФП зменшуєтьсязі збільшенням розмірів клітин. Звідси стійкість плісені до дії УФПзначно більша, ніж у бактерій. Але на різні плісені по-різному дієопромінення. Не всі клітини навіть однієї і тієї самої культури однако-во стійкі до дії УФП. 70-80 % клітин гинуть за мінімальної витратипроменевої енергії, а для знешкодження решти 20-30 % потрібноу 3-4 рази більше.
Ефект стерилізації опромінення залежить від мікробіальногозабруднення повітря і стадії розвитку мікроорганізмів. За невеликихкількостей мікрофлора гине швидше і за менших витрат енергії. Бак-терії, спори і плісені знешкоджуються легше на початкових стадіяхрозвитку.
Теоретично фотохімічний ефект опромінення УФП визначаєть-ся кількістю енергії (тобто добутком інтенсивності опромінення і часу).Проте під час пригнічення або знешкодження мікроорганізмів цьогоне стається. Одна і та сама кількість енергії опромінення за високоїінтенсивності і короткої експозиції дає значно менший летальний ефект,ніж за низької інтенсивності, але більшої експозиції.
Якщо на бактерії або спори діяти УФП багатократно миттєво,то для їх знешкодження потрібно значно більше енергії, ніж під часбезперервного опромінення тієї самої тривалості. Проте, якщо коженпроміжок часу оброблення достатньо великий, різниця у витратахенергії стає невеликою. У зв’язку з тим що хімічні зміни продукту підвпливом УФП за частого опромінення менші, на практиці віддаютьперевагу саме такому обробленню.
Під дією УФП відбувається не тільки денатурація білків, але іруйнуються дво- і тримірні структурні решітки білкових частинок доокремих поліпептидних ланцюгів. Складні білкові молекули протеїдів —міо- і гемоглобіну, ліпопротеїдів, нуклеопротеїдів руйнуються. У при-сутності кисню УФП викликають перехід оксиміоглобіну у метміог-лобін. За достатньо довгого опромінення руйнування білкових речо-вин може бути дуже глибоким, аж до розпаду поліпептидних лан-цюжків і руйнування амінокислотних радикалів у білках. Найменшстійкі цистін, триптофан, тирозін, пролін. Відбувається накопичення

180
азоту і аміаку, в опромінених білкових речовинах знаходять вільнісульфогідрильні групи. Опромінення розчину желатину супроводжуєть-ся зменшенням його в’язкості, зменшенням електропровідності і на-буханням. Тривале опромінення інактивує ферменти.
Зазначені зміни відбуваються також і у харчових продуктах наглибині проникнення УФП до 0,1 мм. Особливо сильно УФП діють нажири, стимулюючи їх окислення. На зміни жирів УФП мають под-війний вплив — прямий і непрямий. Прямий вплив зумовлюється при-скоренням окислювання жирів під дією кисню повітря, непрямий — вутворенні під дією УФП з достатньо короткою хвилею озону, якийенергійно окислює жир.
УФП використовують для стерилізації повітря, води, розсолу утонкому шарі. В межах довжини хвиль 320...280 нм вони характеризу-ються здатністю перетворювати провітаміни Д на активно діючийвітамін Д
3. Це пояснюється певним сприйняттям нуклеїнових кислот,
пуринових і пиримідинових основ та інших біологічних компонентівклітин, структура яких змінюється під впливом УФП.
На підприємствах Великобританії, Швеції і Німеччини ультра-фіолетові промені використовуються для оброблення молока з метоюпідвищення вмісту вітаміну Д
3. Але розраховувати на пастеризацію
молока таким чином важко, оскільки УФП задовільно проникають воптично прозорі середовища. Проте комбінація УФ-оброблення і тра-диційних методів пастеризації дає можливість розв’язати проблемувипуску молока, збагаченого вітаміном Д
3.
УФ-оброблення застосовується на практиці у Франції. Фірма«Актіні-Франц» випускає обладнання для УФ-пастеризації молочнихпродуктів (йогурт, вершки, сири), вина, фруктових соків, води, си-ропів. Оброблення продуктів проводиться у тонкому шарі в межах дов-жин хвиль 250...300 нм.
Досліджувався вплив УФП на мікрофлору вин [1]. З’ясувалось,що таке оброблення призводить до значних морфологічних змін мо-лочно- і оцтовокислих бактерій, винних і диких дріжджів. За товщиниоброблюваної рідини 2,5-5 мм і дози опромінення 40-90 Вт/м2 спостері-галась загибель усіх видів мікроорганізмів вина.
Під дією УФП мікроорганізми відмирають лише у поверхневомушарі продукту, глибина якого не перевищує 0,1 мм. У зв’язку з обме-женою проникною здатністю УФП на режим опромінення суттєво впли-ває характер поверхні продукту. Шорсткість, найменші нерівностідобре захищають спори і клітини від дії УФП.
На особливу увагу заслуговує знепліднення питної води під дієюУФП. Позитивний ефект дає відносно короткочасне оброблення всіх

181
видів бактерій, у тому числі і спорових. Оскільки хімічні і фізичнівластивості опроміненої води не змінюються, то вона є абсолютнонешкідливою. Знепліднювати за допомогою УФП найкраще очищенупрозору воду. Колоїдні домішки і різні зависі розсіюють УФ-промені ізаважають проникненню їх у глибину.
Як джерело УФП використовують спеціальні ртутні лампи, прин-цип дії яких полягає у тому, що пари ртуті під дією електричногоструму випромінюють сліпуче зеленувате світло, збагачене на УФП.Скляні оболонки виготовляють кварцеві та увіолеві. Увіолеве скло маєпідвищену проникність в УФ-зоні спектра завдяки відсутності у ньомуоксидів Fe
2O
3, V
2O
3 і сульфідів важких металів.
Електричний розряд у бактерицидній лампі виникає у парах ртутіза низького тиску. Для прискорення вмикання лампи до парів ртутідодається невелика кількість аргону. Використовують лампи двох типів:ртутно-кварцеві високого тиску і аргоно-ртутні низького тиску.
Ртутно-кварцеві лампи високого тиску (0,05...1,1 МПа) випромі-нюють у широкому діапазоні інфрачервоної, видимої і УФ-частин спек-тра. Це є серйозним недоліком, тому ККД їх не перевищує 5 %.
Аргоно-ртутні лампи низького тиску (0,4...0,5 кПа) випромінюютьсвітло, значна частина якого має максимальну бактерицидну дію. Довжи-на хвилі у них 253,7 нм. Внаслідок цього ККД цих ламп становить 11 %.
Використовують два основних типи апаратів для оброблення: ззануреними і незануреними джерелами УФ-опромінення. Перші ма-ють більш високий коефіцієнт використання потужності, але конст-руктивно вони складніші.
На рис. 6.1 показано схемупристрою лоткового типу длязнепліднення води з незануренимиджерелами опромінення. Вода по-дається в апарат через дірчасту пе-регородку і розподіляється по лот-ку. У кінці апарата розташованийперелив, а бактерицидна лампа валюмінієвому рефлекторі розташо-вується над поверхнею води. Приколі-індексі вхідної води, рівному1000, і опроміненні її до одержанняколі-індексу 1-2 в апараті з довжи-ною лотка 40 см і лампою потужні-стю 15 Вт пропускна здатність при-строю становить 1 м3/г води.
Рис. 6.1. Схема бактерицидногопристрою лоткового типу, обладнано-го бактерицидними лампами ДБ-80(БУВ-30)

182
Під час розрахунку установок лоткового типу коефіцієнт вико-ристання бактерицидної потужності джерел визначають за формулою
η= ,360
)—360(k ввв α+α(6.1)
де αв — центральний кут, утворений прямими, які з’єднують джерело
випромінювання і точку дотикання відбивача з рівнем води; kв —коефіцієнт
відбивання, який залежить від матеріалу. Значення kв такі: алюміній з
поверхнею необробленою — 0,4-0,6, з обробленою — 0,6-0,9, з покритоюфарбою — 0,55-0,75, напилений на скло — 0,75-0,85; оброблена некороду-вальна сталь — 0,25-0,35; оброблена біла жерсть — 0,25-0,35.
Величину потрібного бактерицидного потоку Fб знайдемо за
рівнянням [23]
Fб= ,
4,1563
PP
klq
0
0д
ηη
⎟⎟⎠
⎞⎜⎜⎝
⎛α
(6.2)
де q — розрахункова пропускна здатність, м3/г; α — коефіцієнт по-глинання променів водою, см—1 (для підземних вод, одержаних з гли-боких горизонтів, α=0,1 см—1; для джерельної, грунтової підрусловоїта інфільтрованої води α=0,15 см—1; для обробленої води поверхневихджерел водозабезпечення α=0,2-0,3 см—1); k — коефіцієнт опору оброб-люваних бактерій, мк⋅см2/(Вт⋅с) (приймається рівним 2500); Р
0 — колі-
індекс води до опромінення, особ/л; Р — колі-індекс води після опро-мінення, особ/л (приймається за ГОСТ 2874-82 не більше 3); η —коефіцієнт використання бактерицидного потоку (приймається рівним0,9); η
0 — внутрішній коефіцієнт використання бактерицидного потоку
(приймається рівним 0,9).Висота шару оброблюваної рідини у см визначається за формулою
h= .elg
)1lg(
⋅αη−
(6.3)
Потрібна кількість бактерицидних ламп
n= ,F
F
л
б (6.4)
де Fл — розрахунковий бактерицидний потік однієї лампи після 4500-
5000 год роботи, Вт; приймається відповідно до типу ламп (для лампБУВ-30 — 2, для ПРК-7 — 35).
Витрати електроенергії (Вт⋅г/м3) на знепліднення води

183
Е= ,q
Nn(6.5)
де N — потужність ламп (для ламп БУВ-30 — 30, для БУВ-60П — 60,для ПРК-7 — 1000 Вт).
Кривизну відбивача знайдемо за рівняннями параболиy2=2zx, (6.6)
де z — подвоєна відстань від ламп до осі, см.Під час проектування пристроїв струминного типу треба забез-
печити потрібний бактерицидний ефект за час падіння струменів. Цейчас t с визначається за формулою
t= ,q
qh22 ϑ−+ϑ(6.7)
де h — висота падіння струменя, м; ϑ — початкова швидкість падінняводи, м/с; q — прискорення вільного падіння, 9,81 м/с2.
Під час конструювання пристроїв h приймається більше 2 м замінімальної швидкості витікання з підвідного лотка. Ширина установ-ки визначається довжиною встановлюваних ламп.
6.3. rль2!=ƒ"3*%"е %K!%Kле……
6.3.1. gагальнS положенняУльтразвук УЗ здатний переносити значну кількість енергії: від
кількох до десятків ватт на 1 см2 випромінювальної поверхні. Викори-стання фокусувальних систем дає можливість зібрати у центральнійчастині фокальної УЗ-плями велику енергію порядку кількох кВт/см2.
Інтенсивність поширення УЗ у гомогенному середовищі зале-жить від довжини його хвилі і щільності середовища. Зі збільшеннямчастоти УЗ і зменшенням щільності інтенсивність поширення змен-шується і збільшується поглинання енергії. При цьому частина енергіїУЗ перетворюється у теплоту, частина витрачається на руйнуваннясередовища.
У зв’язку з тим що поглинання енергії УЗ обернено пропорцій-не щільності середовища, газоподібні і газонасичені середовища ма-лопридатні для передачі УЗ. Добрими передавачами є рідини і метали.У деяких рідинах УЗ, крім значних змін тиску, спричиняють явищакавітації.
У гетерогенних системах УЗ, що передається суцільним сере-довищем, відбивається поверхнею поділу фаз, якщо переривчастесередовище (наприклад дисперсні частинки) має більшу щільність,

184
ніж звукопередавальне. Сила відбивання залежить від різниці звуковихжорсткостей звукопровідного і відбивного середовищ (на поверхні поді-лу газ — щільне середовище УЗ відбивається майже повністю). Відби-вання звуку гальмує його поширення. На межовій поверхні, що відби-ває УЗ, виникає звуковий тиск. Звуковий тиск, що виникає на достат-ньо великій поверхні, спричиняє ефект перенесення частинок рідини.
Таким чином, за умови озвучення гетерогенних систем можнаочікувати таких наслідків: деструкції компонентів систем через ви-никнення значних звукових тисків і кавітації, посилення дифузійногоперенесення частинок (у тому числі і між окремими компонентамисистеми), збільшення інтенсивності перемішування, перетворенняенергії УЗ у теплову, відбивання УЗ від більш щільних поверхонь увигляді своєрідної луни.
За помірної інтенсивності і невеликої тривалості оброблення мож-на спричинити коагуляцію тонких суспензій (наприклад таких, щоутворюються під час вилучення гормонів із тваринних тканин). Оброб-лення аерозолів супроводжується швидкою коагуляцією, що можебути використано для очищення газів від домішок.
За деяких умов під дією УЗ можливе виникнення вільних ради-калів, здатних викликати хімічні впливи на компоненти середовища.У присутності кисню в оброблюваному водному середовищі внаслідоккавітації утворюються активні радикали типу НО
2, які окислюють бічні
і кінцеві полярні групи білкових молекул. Озвучення у цих умовахдеяких протеолітичних ферментів спричиняє втрату ними фермента-тивної активності. За частот УЗ, що не викликають кавітації, і завідсутності кисню втрат активності ферментами не було.
Дія УЗ на мікроорганізми залежить від умов озвучення і влас-тивостей середовища. За достатньої інтенсивності і високих частотУЗ у нев’язких середовищах бактерії спочатку змінюються (наприк-лад, патогенні втрачають вірулентність). У подальшому вони гинутьвнаслідок руйнування під дією кавітації. У в’язких середовищах звисоким звуковим опором цього не відбувається, бо більша частинаенергії УЗ перетворюється у теплову. За низьких частот і невеликоїінтенсивності УЗ та короткочасного озвучення розвиток мікрофлориприскорюється.
В ультразвуковому полі відбувається значне прискорення ди-фузійних процесів обміну між гелями і клітинними структурами, зодного боку, і рідиною — з другого. Завдяки цьому УЗ може викори-стовуватись для прискорення перенесення речовини з середовища угель (наприклад для прискорення засолення) і з гелю у середовище(для прискорення екстракції).
185
Використання УЗ для прискорення перенесення речовини з се-редовища у матеріали особливо заманливе у тому разі, якщо речови-ни, що переносяться, нерозчинні, оскільки УЗ сприяє їх тонкомудиспергуванню.
Проте використання УЗ з такою метою наштовхується на склад-ності, бо обробляються матеріали з поганою звуковою проникністю,наприклад тваринні тканини. Під час озвучування м’яса у розсолі більшачастина енергії УЗ перетворюється у теплову у поверхневому шарім’яса, температура якого підвищується на 90 °С і більше. Крім того,УЗ підвищує диструкцію поверхневого шару. Очевидно, що практич-ну значущість має прискорення дифузійного перенесення лише у томуразі, якщо обробляються тонкошарові матеріали.
Інакше виглядає використання УЗ для прискорення екстракціїз тонкодисперсних матеріалів. У цьому разі прискорювальний впливУЗ поширюється практично на весь об’єм частинок матеріалу, з яко-го здійснюється екстракція. Руйнівна дія УЗ, якщо вона не зачіпаєструктури речовин, що вилучаються, у певних межах може матипозитивне значення для прискорення екстракції.
Під час короткочасної дії УЗ руйнування клітин і перехід їхвмісту у навколишнє середовище може відбуватись до того як речо-вини (ферменти, гормони) можуть бути вилучені.
Єдиної теорії, що пояснювала б бактерицидну дію УЗ, до цьогочасу не створено. Проте існує точка зору, згідно з якою має місцемеханічне руйнування клітин у результаті УЗ-кавітації. Ці дані підтвер-джуються електронною мікроскопією. На знімках у озвучених бактерійможна чітко помітити зруйновані клітинні оболонки, чого не відбу-вається у бактерій, знищених нагріванням.
Існує думка про те, що бактерицидна дія ультразвуку пов’яза-на з виділенням розчиненого у клітинах газу, але існують тверджен-ня, за якими механізм дії на клітину пов’язаний з перебігом зовнішніх,а не внутрішніх процесів. Протиріччя думок дослідників можна пояс-нити використанням різних часток опромінення, інтенсивності УЗ ічасу оброблення.
З літературних даних відомо, що 80 % усіх руйнувань клітинмеханічні, а 20 % — електроакустичні. Акіяма досягав повного ле-тального ефекту у дослідах з тифозними мікроорганізмами, які по-трапили у поле дії УЗ, при цьому клітини були повністю подрібнені.
Ефективність бактерицидної дії ультразвукових коливань зале-жить від форми мікроорганізмів, міцності і хімічого складу клітинноїстінки, віку культури. Зміною інтенсивності і тривалості озвученняможна впливати майже на всі види мікроорганізмів. У полі ультразву-

186
кових хвиль зазнають дезінтеграції грампозитивні, аеробні і анаеробнібактерії, паличкоподібні, кокові та інші форми. Найбільш чутливимидо дії УЗ є ниткоподібні форми мікроорганізмів, а найменш чутливі —кулеподібні. Паличкоподібні займають проміжне положення.
Найбільш згубною є дія УЗ з довжиною хвилі, співрозмірною зрозмірами організмів. Досліди показали, що частоти 20, 26, 30 кГц забактерицидною дією рівнозначні і основна маса бактерій гине за 2-5 с.
Висота шару води під час озвучування (у певних межах) маловпливає на бактерицидний ефект, і процент загибелі клітин для шарудо 10 см практично однаковий. Бактерицидний ефект залежить відзакаламученості (у межах до 50 мг/л) і забарвлення води, поширюєтьсяяк на вегетативні, так і на спорові форми мікроорганізмів і значноюмірою залежить від інтенсивності коливань. Збільшення активностіприводить, як правило, до підвищення бактерицидного ефекту. Зурахуванням дослідних даних можна зробити висновок, що для одер-жання ефекту знепліднення води потрібна інтенсивність УЗ 2 Вт/см2
за частоти коливань 46000 Гц.Ультразвук діє на бактерії значно інтенсивніше у рідинах з га-
зом. З цієї точки зору доцільним є хлорування і озонування в ультра-звуковому полі.
За допомогою УЗ можна одержувати стійкі емульсії, активізува-ти процеси окислення, викликати коагуляцію колоїдів і глибокі молеку-лярні зміни речовин. Деякі дослідники пояснюють такі властивості УЗне його безпосередньою дією, а вторинною дією пероксиду водню іоксидів азоту, які утворюються у водних розчинах з азотом і киснем.
Під час оброблення суспензій УЗ процеси коагулювання і дис-пергування відбуваються одночасно. Перевага одного з процесів зале-жить від параметрів досліду.
Багаточисельні дослідження підтверджують ефективність вико-ристання ультразвуку для окислення органічних сполук. Встановле-но, що дія ультразвукових коливань спричиняє деструкцію молекулфенолу, бензолу, тіофосу, n-нітрофенолу, алкілтолуолсульфонату,поверхнево-активних речовин, амінокислот, аніліну, аскорбінової кис-лоти та ін. Швидкість окислення залежить від частоти ультразвуку.Максимальний ефект має місце при частотах 150...200 кГц. Зі збільшен-ням часу озвучування (від 0,25 до 2 год) і потужності (4-7 Вт/см2)кількість окислених речовин збільшується.
Ультразвук спричиняє деполімеризацію багатьох полімерів: полі-стиролу, агар-агару, гуміарабіку, желатину, полівінілацетату, полі-акрилатів, білків, нітроцелюлози. Ефект деполімеризації збільшуєть-ся зі зростанням молекулярної маси.

187
УЗ може використовуватись для дезодорації води. Інтенсивніплісеневі запахи, запахи, що продукуються актиноміцетами та ін., зне-шкоджуються у результаті оброблення ультразвуком протягом 0,5-7 хв.
Отже, УЗ може використовуватись у технології очищення води,бо він інтенсифікує такі процеси, як осадження, коагуляція,фільтрування, адсорбція, окислення органічних речовин.
Є.С. Ляшенко і А.Е. Мелентьєв вивчали вплив УЗ-обробленнядріжджів на процес зброджування темних сортів пива [7]. Одержанірезультати свідчать, що сприятливі умови для життєдіяльності пив-них дріжджів спостерігаються за частоти 22 кГц, потужності 0,6 Вт/см2
та тривалості впливу 2-4 хв. Швидкість процесу зброджування зрос-тала на 33-40 %, виділення діоксиду досягалось на 1-2 доби швидше,ніж у необробленому, а вміст спирту у зброджуваному суслі був на4,1 % більший.
Наведемо деякі з розрахункових формул, що стосуються УЗ.Передавання звуку — хвильовий процес, при цьому швидкість
поширення коливань, м/с, залежить від частоти f, 1/с, і довжинихвилі λ, м:
с=λf. (6.8)Крім того, швидкість певною мірою залежить також від хімічної
будови речовини, прискорення частинок середовища та інших факторів:
с= ,p
ργ
(6.9)
де γ=ср/с — відношення питомих теплоємностей; ρ — густина; р — тиск.Для рідин швидкість звуку
с= ,1
ρβ(6.10)
де β — стискуваність при сталій температурі.У твердих матеріалах звук поширюється зі швидкістю
с= ,E
ρ(6.11)
де Е — модуль Юнга.Характер передавання енергії залежить від траєкторії руху
елементів середовища, тобто від типу хвилі. Якщо елементи руха-ються по траєкторіях, паралельних напрямку поширення хвилі, тоце повздовжня, або L-хвиля. Такі хвилі характерні для рідин. У разівзаємно перпендикулярних напрямків руху середовища і хвилі утво-

188
рюються поперечні, або S-хвилі. Швидкість поширення поперечниххвиль менша за швидкість повздовжніх хвиль:
.3с
c
поп
пов ≈
Ультразвукові хвилі поширюються тим прямолінійніше, чимменша довжина хвилі. Цю особливість використовують у дефектоско-пії за рахунок фіксування дифракції ультразвукових хвиль. Харак-тер проходження УЗ-хвилі через межу поділу двох середовищ зале-жить від властивостей цих середовищ і від кута поширення хвилі доповерхні їх поділу.
Кількість енергії у відбитій хвилі залежить від властивостей се-редовища. Основною властивістю, яка визначає характер відбивання,є хвильовий опір середовища. Останній є добутком швидкості звуку уданому середовищі с і густини ρ. Чим меншою є різниця хвильовогоопору, тим більше енергії передається з одного середовища в інше. Занормального руху хвилі до межі поділу середовищ кількість енергії Еу відбитій хвилі без врахування втрат визначають за формулою
Е=Е0 ,
сс
сс2
2211
2211⎟⎟⎠
⎞⎜⎜⎝
⎛ρ+ρρ−ρ
(6.12)
де Е0 — енергія вхідної хвилі.Відношення Е до Е
0 називають коефіцієнтом відбиття.
Під час проходження УЗ-хвилі через межу поділу двох середо-вищ під кутом Θ
1 виникає заломлення хвиль і кут заломлення Θ
2 мож-
на знайти із співвідношення
.c
c
sin
sin
2
1
2
1 =ΘΘ
(6.13)
Межовий кут падіння знаходять з умови, що повне внутрішнєвідбиття має місце, якщо Θ≥90°,
sin Θ1= .
c
c
2
1 (6.14)
Для межі поділу рідина — тверде тіло кут падіння біля 15° ємежовим, бо якщо кут падіння буде більшим за 15°, передаванняенергії в інше середовище не відбудеться.
Поширення ультразвукових хвиль у середовищі супроводжуєтьсявтратами на розсіювання [5], які зовнішньо проявляються у підви-щенні температури (табл. 6.2).

189
Таблиця 6.2
Поширення УЗ-хвиль не пов’язане з перенесенням речовин, томузагальна енергія хвилі визначається сумою потенціальної і кінетичноїенергій:
Е=(1/2)ρw2A2=2π2ρf2A2=(1/2)ρU2, (6.15)де w=2πf — кутова частота, 1/с; A — амплітуда коливань, м; U=wA —амплітуда коливальної швидкості, м/с.
Важливою характеристикою УЗ-поля є інтенсивність (сила) зву-ку I, Вт/м2. Ця величина визначається кількістю енергії, яка перено-ситься хвилею за 1 с через площу 1 м2, перпендикулярну до напрям-ку руху хвилі.
Орієнтовно інтенсивність УЗ у рідині можна оцінювати з вико-ристанням емпіричної залежності
I= .c
fU1044,1 213
ρ⋅ −
(6.16)
Для води ця формула має вигляд:I=0,8f2U2, (6.17)
де f — частота, МГц; U — високочастотні напруги, кВ.Ультразвукові хвилі створюють у середовищі змінний звуковий
тиск, який можна визначити з рівнянняр=ρcU=wρcA.
Для розрахунків параметрів ультразвукового поля необхіднимиє дані, наведені у табл. 6.3.
Таблиця 6.3
Продукт Підвищеннятемператури, °С
Продукт Підвищеннятемператури, °С
Яєчнийальбумін
2,0 Жир 25,0
Kоагульованийяєчний білок
2,0 Печінка 9,0
Яєчний жовток 11,0 Мозок 9,5
Матеріал Темпера-тура, °С
ШвидкістьС⋅105, см/с
Густина ρ,г⋅см—3
Питомийакустичний опір
ρc, г/(см2⋅с)1 2 3 4 5
c=ƒ,Повітря 0 0,331 1,293⋅10—3 42,80

190
Закінчення табл. 6.3
6.3.2. jа"S2 ацSйнS я"ищаЗа певних умов під час УЗ опромінення виникає кавітація, тоб-
то розрив суцільності рідини, який супроводжується утворенням най-менших бульбашок, заповнених парою або газами, які є у рідині.
Зіхлопування кавітаційних бульбашок супроводжується виник-ненням ударних хвиль з великою амплітудою тиску. Ці механічні зу-силля є причиною руйнівної дії ультразвуку.
1 2 3 4 5Азот 0 0,334 1,251⋅10—3 11,80Водяна пара 0 0,401 0,00485⋅10—3 0,19
pSд, …,Бензол 20 1,32 0,879 1,16⋅105
Етиловий спирт 20 1,17 0,789 0,923⋅105
Гліцерин 20 1,92 1,260 2,42⋅105
Вода 17 1,43 0,999 1,43⋅105
o!%д3*2, 2"=!, ……%г% C%.%д›е…… М’язоватканина(яловичина)
16-20 1,575-1,578 1,033-1,048 1,79⋅105
Жироватканина(свинина)
16-20 1,444 0,930 1,32⋅105
Мозговатканина(свинина)
16-20 1,506 1,026 1,55⋅105
Печінка 16-20 1,553 1,064 1,63⋅105
Kістка (щільнамаса) 16-20 3,370 1,850 6,23⋅105
lе2=ле"S 2"е!дS 2Sл=Алюміній — 6,4 2,70 1,42⋅106
Мідь — 4,6 8,93 3,20⋅106
Сталь — 6,1 7,80 3,94⋅106
mеме2=ле"S 2"е!дS 2Sл=Kварц — 5,51 2,65 1,42⋅106
Мармур — 3,91 2,65 1,01⋅106
Дуб — 4,31 0,80 0,328⋅106

191
Релей на основі ідеалізації картини розвитку кавітаційної буль-башки (рідина нестискувана, у ній відсутні гази, а в’язкістю можназнехтувати) показав, що максимальний тиск у рідині на відстаніr = 1,587R від центру бульбашки буде
р=0,163р0
,R
R3
0 ⎟⎠⎞
⎜⎝⎛
(6.18)
де R0, R — відповідно початковий і кінцевий радіуси газової бульбаш-
ки; р0 — гідростатичний тиск у рідині.При відношенні R
0/R=30 амплітуда локального піднімання тис-
ку становитиме 45⋅107 Па.Кавітаційні порожнини утворюються під час повної інтенсивності
звуку. Так, мінімальна інтенсивність звуку, під час якої виникає каві-тація у водопровідній воді, становить 0,16-2 Вт/см2 за частоти 15 Гц,що є кавітаційним порогом.
Великий вплив на виникнення і проходження кавітації має в’язкістьрідини. Зі збільшенням в’язкості умови виникнення кавітації погіршуються.
Найбільш інтенсивно кавітація розвивається на межі поділу фазз різними питомими акустичними опорами. Так, межа поділу між во-дою і повітрям внаслідок дуже великої різниці у хвильових опорах єпрактично нездоланною перешкодою для ультразвуку. При цьому хвилівідбиваються у протифазі, що спричиняє зусилля розтягування, якій викликають інтенсивну кавітацію.
Зі збільшенням температури рідини зменшується потрібний порігзвукового тиску, достатнього для виникнення кавітації. Але ця залежністьне має лінійного характеру, що пов’язано зі зменшенням в’язкості.
Співвідношення між в’язкістю µ рідини і тиском рс має такий
вигляд:
рс=0,753lg .
0013,0
µ(6.19)
Міцність рідини на розрив залежить лише від гідростатичного тискур
0 рідини, якщо в’язкість буде наближатись до значення 0,00013 Па⋅с.
Таким чином, амплітуда тиску ра, за якої починається утворення ка-
вітації, знижується під час зменшення в’язкості, оскількира=р
с+р
0. (6.20)
Тривалість зіхлопування бульбашки t, с, визначають за рівнянням
t=0,915R0
,p0
ρ(6.21)
де ρ — густина рідини, г/см3.

192
На рис. 6.2 показано зміни розмірівбульбашки у воді залежно від часу її існу-вання. У початковий момент прикладенихсил вона плавно збільшується, а потімрізко зіхлопується.
Більшість кавітаційних порожнинзіхлопується протягом одного напівпері-оду ультразвукової хвилі, що дає мож-ливість порівняно легко визначити часїх «життя». Встановлено, що у рідинахіснують кавітаційні бульбашки, які «жи-вуть» сотні періодів. Особливе значеннямають резонансні коливання бульбашок,які відбуваються під час збігання частот
ультразвукових хвиль і пульсацій бульбашки. Для атмосферного тис-ку власна частота коливань бульбашки повітря у воді
f=0,328/R. (6.22)За допомогою розрахунків показано, що в умовах резонансу тиск
може перевищувати гідростатичний у 150000 разів. Оскільки зіхлопу-вання бульбашки відбувається у мінімальний час, процес стисканняйого можна вважати адіабатичним, що повинно супроводжуватисьрізким підвищенням температури газової фази. Температуру можнаобчислити з умови
Т0R3(—1)=ТR
x3(—1), (6.23)
де R — максимальний радіус бульбашки; Rx — радіус бульбашки у
даному ступені стискання; Т0 — температура на початку стискання;
Т — температура у даний момент стискання; γ=ср/с — відношення пи-
томих теплоємностей газів.За певних умов локальна температура під час стискання буль-
башки може досягати 2000 °К.Згідно з теорією Френкеля кавітаційна порожнина у момент свого
утворення має сочевицеподібну форму, яка далі переходить у кулеподі-бну. За Френкелем, у початковий момент протилежні стінки порожнинимають різнойменні заряди, що спричиняє утворення електричного поля,аналогічного полю конденсатора. При цьому напруженість поля
Е= ,NdR
e4(6.24)
де d — відстань між розірваними шарами рідини, см; е — заряд одно-валентного іона; N — кількість дисоційованих молекул в одиниці об’є-му; R — радіус кавітаційної порожнини.
Рис. 6.2. Графік зміни роз-мірів кавітаційної бульбашкизалежно від часу

193
Напруженість поля може досягати 100-600 В/см. Якщо враху-вати, що відстань у цей момент між стінками порожнини невелика ітиск пари малий, то може виникнути електричний пробій, що спри-чинить випромінення в ультрафіолетовій частині спектра. Останнє єоднією з найважливіших причин хімічної дії ультразвуку.
Явище електричного пробою супроводжується світністю (люмі-нісценцією) рідини.
6.4. nK!%Kле…… .=!ч%", . C!%д3*2S"ƒмS……, м еле*2!, ч…, м “2!3м%м
6.4.1. gагальнS положенняРізноманітність термічних процесів перероблення сировини,
більшість з яких у зв’язку з малою теплопровідністю продукції над-звичайно тривалі, спричиняє відомі складності. Значні перспектививідкриваються тут практичною можливістю інтенсифікації термічнихпроцесів нагріванням електроконтактним методом ЕК, у високочас-тотному ВЧ і надвисокочастотному НВЧ полях. Використання цих ме-тодів різко прискорює виконання процесів, підвищує продуктивністьпраці, якість продукції, покращує санітарно-гігієнічні умови праці.
Специфічною перевагою ЕК, ВЧ і НВЧ-методів перед іншимиспособами підведення тепла є можливість рівномірного нагріванняпродукту по всьому об’єму незалежно від коефіцієнта теплопровід-ності і товщини шару. Нагрівання в ідеальних умовах відбувається безтемпературного градієнта (dt/dx=0), при цьому матеріал може по-глинати значну енергію за дуже короткі проміжки часу. Крім того,варіюванням форми робочого органу і типом хвилі можна одержатитеплові режими оброблення з наперед заданою температурною не-рівномірністю, що створює нові технологічні можливості. Тривалістьтакого нагрівання залежить тільки від підведеної потужності і не за-лежить від форми і об’єму виробу, який обробляється.
Відсутність контакту у разі ВЧ і НВЧ-нагрівання з теплоносіямидає змогу розробити прості нагрівальні пристрої. У процесі ЕК, ВЧ іНВЧ-нагрівання теплота утворюється безпосередньо у матеріалі, азовнішні деталі залишаються охолодженими, що рівнозначно відсут-ності теплової інерції нагрівника. Використання цих методів під чассушіння на противагу звичайним способам дає збіг напрямків потоківтепла і вологи, що значно прискорює ці процеси. І, нарешті, у про-цесі НВЧ-оброблення (2400 МГц) поглинання енергії матеріалом зале-жить від вологості, тобто більше нагріваються вологіші ділянки про-дукції. У зв’язку з цим відбувається автоматичне вирівнювання воло-

194
ги у матеріалі, а під час сушіння кількість вживаної енергії такожавтоматично зменшується з висушуванням продукту.
До цих пір не існує достатніх доказів безпосереднього впливуНВЧ-поля на мікробну клітину. Проте дослідження за інтегральнимефектом дії НВЧ-поля на харчові об’єкти вказують, що можливою єпастеризація і стерилізація продукції у потоці. У деяких випадках бак-терицидний ефект пояснюють безпосередньою взаємодією електромагні-тного поля з життєво важливими елементами клітини. Результатомцього є загибель або пригнічення її життєдіяльності. Експерименталь-на доказовість цього факту ускладнена через складність відокремлен-ня одночасної теплової дії електромагнітного поля, яке навіть за ма-лих потужностей джерела може бути значним внаслідок локальноговиділення енергії, що є результатом дискретних властивостей самоїклітини, її оболонки та зовнішнього середовища.
Саме ця позиція дає можливість більш реально підійти до пояс-нення бактерицидної дії НВЧ-нагрівання як теплового, хоча і як тако-го, що відрізняється від звичайного своїм локальним характером роз-поділення температур.
Розглянемо явища, які відбуваються. Мікрочастинки, що утво-рюють речовину, мають електричні заряди, які за взаємодією ззовнішнім електричним полем поділяються на дві групи. Заряди пер-шої групи легко переміщуються під дією зовнішнього поля, їх нази-вають вільними. Переміщення зарядів другої групи обмежені і їх нази-вають зв’язаними.
Заряди першої групи під дією зовнішнього електричного поляпереміщуються з утворенням струму провідності. У той же час зв’я-зані заряди тільки зміщуються в окремих межах, що утворює струмизміщення.
Таким чином, під час дії ВЧ-поля на реальний матеріал, у ньо-му відбуваються складні процеси, пов’язані як із струмом провідності,так і з поляризацією речовини.
Дія високочастотного поля на продукт супроводжується виник-ненням полів температури, вологості, механічних деформацій, хімічнихреакцій тощо. У свою чергу ці поля взаємодіють один з одним, внаслі-док чого первинне електричне поле спотворюється.
Потужність розсіювання Р, кВт, у матеріалі, розміщеному уконденсаторі з ємністю С, визначають за рівнянням
Р=2πfСU2tgδ. (6.25)Цю формулу можна перетворити і одержати рівняння, що ха-
рактеризує питому потужність Рпит
, кВт/м3:

195
Рпит
=0,555Е2fεtgδ10—9, (6.26)де Е — градієнт напруги, кВ/см; f — частота струму, Гц; ε — діелек-трична проникність матеріалу; tgδ — тангенс кута діелектричних втрат.
Добуток ε на tgδ називають фактором втрат:k=εtgδ. (6.27)
Розглянемо детальніше таку величину, як tgδ.За рахунок електричних втрат у діелектри-
ку повний струм зміщення у ланцюгу Iзм виперед-
жає прикладену напругу на кут ϕ<π/2 (рис. 6.3).Це означає, що вектор струму зміщення I
зм зсу-
нутий щодо вектора напруги на кут ϕ, а відносновектора ємнісного струму I
с — на кут δ. Останній
доповнює кут ϕ до π/2 і характеризує відставанняполяризації від напруги поля:
tgδ=ε′′/ε′, (6.28)де ε′′ — уявна складова діелектричних втрат;ε′ — дійсна діелектрична проникність.
Величина ε′ характеризує здатність речови-ни (матеріалу) накопичувати енергію, ε′′ — ступінь
Рис. 6.3. Вектор-на діаграма реально-го діелектрика І
з
= K
"
Рис. 6.4. Графіки залежності tgδвід частоти поля для деяких харчо-вих матеріалів за вологості W, %:
= — пшениця Українка (Θ=18 °С):1 — W=2,3; 2 — W=7,6; 3 — W=13;4 — W=20,2; 5 — W=24; 6 — W=28,4;K — какао-боби, W=5,94 (1); арахіс,W=5,25 (2); мигдаль, W=8,1 (3);" — цукор-рафінад (W=3)

196
розсіювання енергії у матеріалі. Їх відношення tgδ визначає відношен-ня енергії (потужності), витраченої на нагрівання матеріалу, і енергії(потужності), запасеної за період електромагнітних коливань, тобто ємірою втрат енергії у діелектрику.
За аналогією з термінологією електроізоляційної техніки добу-ток ε′′=ε′tgδ називають коефіцієнтом (фактором) діелектричних втрат.
Слід враховувати, що електрофізичні характеристики матеріа-лу залежать від частоти поля f. На рис. 6.4 показані криві, які харак-теризують зміни тангенса кута втрат залежно від частоти поля длядеяких матеріалів.
Вологі матеріали є напівпровідниками, вяких, крім поляризації, відбувається переміщен-ня вільних зарядів, тобто загальний струм у лан-цюгу I=I
зм+I
пр, де I
пр — струм, зумовлений ак-
тивною провідністю матеріалу. Кут загальних втратδ
1 (рис. 6.5) більший за кут діелектричних втрат δ,
а кут ϕ1<ϕ. Загальна кількість тепла, що виді-
ляється у вологому матеріалі, визначається су-мою діелектричних втрат і втрат, спричиненихструмом наскрізної провідності.
У табл. 6.4 наведені електрофізичні харак-теристики деяких харчових матеріалів і продуктів.
Таблиця 6.4
З даних табл. 6.4 видно, що з підвищенням вологості матеріалівзначення електрофізичних характеристик значно збільшуються, інавпаки. Тому у процесі сушіння настає момент, коли кількість тепла,
Рис. 6.5. Вектор-на діаграма напів-провідника
Матеріал (продукт) Вологість W, % tgδ ε′Пшениця 28,4 0,25 5,3
24,0 0,23 4,620,2 0,20 4,513,0 0,10 3,87,6 0,08 3,02,3 0,075 2,7
Kакао-боби 5,94 0,02 1,77Арахіс 5,25 0,026 2,3Мигдаль 8,1 0,038 2,31Цукор-рафінад 3,00 0,090 —

197
що виділяється в об’ємі матеріалу, зменшується, знижуватись почи-нає і температура.
Частота струму і відповідно довжина хвилі повинні вибиратисьз умови забезпечення рівномірного нагрівання матеріалу. Внаслідокпояви стоячих хвиль, коли довжина хвилі λ
l співрозмірна з визна-
чальним розміром матеріалу l (довжина або ширина) у місцях пуч-ності хвиль можливе перегрівання матеріалу, а у вузлах хвиль недо-статнє нагрівання. Тому значення l і λ
l пов’язують співвідношенням
l=(0,05...0,1) λ1. Частота ВЧ-поля і загальний ККД установки взаємопо-
в’язані. Зі зменшенням частоти ККД збільшується. З ряду НВЧ-гене-раторів (магнетрони, клістрони, НВЧ-тріоди та ін.) найкращі перспек-тиви має використання магнетронів. Вони мають високий ККД (до 60-80 %), порівняно низькі робочі напруги, невеликі розміри. За міжна-родною угодою для промислових, наукових і медичних цілей виділенотакі частоти: 915, 2450, 5800, 22125 МГц. Частота 2450±50 МГц, приякій η
ген=55-60 % (максимальний 70 %), забезпечує більш рівномірний
розподіл енергії в системі нагрівання, а потужності магнетронів ста-новлять 2,5-100 кВт. При частоті 915 МГц η
ген досягає 80-86 %, по-
тужність — 25-30 кВт і забезпечується проникнення енергії на більшуглибину.
Глибина проникнення енергії визначається з урахуванням того,що електромагнітна хвиля проникає у діелектрик з втратами і зату-хає у напрямку поширення в результаті поглинання енергії, яке суп-роводжується виділенням тепла. Енергія, що досягає перерізу x, змен-шується на величину ∆Р.
∆Р=Р(1—e—2αх), (6.29)де α — стала затухання, яка визначається за формулою
α=π ε′ tgδ/λ0, (6.30)
де λ0 — довжина хвилі у вакуумі.
6.4.2. nсобли"ос2 S нагрS"ання бSл*о"о-еле*2 ролS2 нихсис2 ем S 2 *анин с2 р3мами "исо*о_ час2 о2 и
У розчинах електролітів, які мають значну електропровідність,діелектричні втрати на нагрівання спричиняються значною мірою вла-стивостями іонів, а не полярних молекул. Певне значення отримуєнагрівання за рахунок індукційних вихоревих струмів.
Під час дії струмів високої частоти на гетерогенні системи різніфази цих систем нагріваються по-різному. Якщо одна фаза нагріваєтьсябільше, ніж інша, відбувається вирівнювання температур за рахуноктеплопередачі. Чим дрібніша дисперсна фаза, тим більше вирівню-ються температури. Якщо дисперсне середовище має малу тепло-

198
провідність, а ступінь дисперсності незначна, виникає суттєве місце-ве перегрівання.
Наявність у розчині електроліту невеликої кількості (1-2 %) амі-нокислот (за винятком глікогелю) помітного впливу на процес нагріванняне має. Величина рН розчинів при цьому залишається практично не-змінною. У розчинах хлористого натрію у присутності глікоколу післяоброблення струмами високої частоти рН змінюється на 0,1-0,6 у біклужності.
Желатин у невеликих кількостях (2-5 %) не впливає помітно нашвидкість нагрівання електролітів; 8-20 % желатину помітно знижу-ють її. Нагрівання желатину при цьому відбувається за рахунок теп-лопередавання.
М’язова тканина за частот 1-5 МГц є швидше напівпровідни-ком, ніж діелектриком. Питомий опір настільки малий, що падіннянапруги у середині незначне. Електронагрівання її майже не зале-жить від частоти. Жирова тканина, навпаки, має властивості діелект-рика. Тому нагрівання м’яса зумовлене не тільки діелектричними втра-тами за рахунок поляризації, але і втратами за рахунок руху елект-ричних зарядів, які змінюють напрямок зі зміною зовнішнього поля(за частоти біля кількох МГц).
Солоні і копчені м’ясопродукти поводяться як електроліти. Прицьому у жировій тканині більше тепла генерується у шарах, попереч-них напрямку поля, а у м’язовій — більше у тих, які збігаються знапрямком поля. Опір м’язової тканини у такій продукції за промис-лової частоти струму порівняно мало відрізняється від опору за висо-ких частот. Тому нагрівання її струмами низької частоти (зрозуміло,під час контакту з електродами) настільки ж ефективне. Опір жировоїчастини знижується з підвищенням частоти струму.
Оскільки електрофізичні властивості складових частин м’ясо-продуктів неоднакові, час, потрібний для їх нагрівання, різний. Жи-рова частина нагрівається швидше за м’язову. До того ж електрофі-зичні властивості тканин залежать від вмісту у них води та солі. Томунагрівання м’ясопродуктів відбувається нерівномірно як за індукцій-ного, так і за діелектричного способів. Нерівномірність діелектрично-го нагрівання зменшується зі збільшенням частоти струму, бопровідність жирової частини суттєво зростає, а нежирної частинизмінюється мало. В разі потреби можна користуватись комбінуванняміндукційного і діелектричного способів нагрівання.
У табл. 6.5 наведено величини діелектричної проникності дея-ких м’ясопродуктів для середніх значень частоти струму (при темпе-ратурі 20 °С і частоті 1,5-2 МГц).

199
Найбільш відповідною під час нагрівання підсолених м’ясопро-дуктів є частота 8-10 МГц. Анодна напруга за цієї частоти біля 8000 В,коефіцієнт переходу електричної енергії у теплову — до 56 % і можебути доведений до 70 %.
Таблиця 6.5
Хоча нагрівання струмами високої частоти має ряд переваг пе-ред нагріванням теплопередаванням, його практичне використанняобмежене через складність і високу вартість обладнання, неможливістьодночасного нагрівання великих кількостей продукції. Тому високоча-стотне нагрівання може бути рекомендоване для невеликої кількостіцінної продукції, якість якої суттєво знижується під час нагріваннятеплопередаванням.
6.4.3. mагрS"ання опоромМожливість нагрівання різних м’ясопродуктів за рахунок опору
матеріалу під час проходження через нього електричного струму по-казана експериментально. Кількість тепла, що при цьому утворюєть-ся відповідно до закону Ленца-Джоуля,
Q=I2Rt, Дж, (6.31)де I — сила струму, А; R — опір, Ом; t — час, с.
Як і під час діелектричного нагрівання, у даному випадкутепло практично виділяється одночасно у кожній точці продукту.Тому продукт нагрівається протягом короткого часу у всьому об’ємі.Різниця у температурі в різних точках на момент нагрівання до70 °С у центрі не виходить за межі 2-3 °С. Час нагрівання залежитьвід опору продукту і густини струму, тобто сили струму, віднесе-
Продукти Вологість,%
Тангенс кутавтрат
Діелектричнарозчинність
Kоефіцієнтпоглинання
Яловичинанесолона 75,8 0,07 20,3 1,42
Яловичинасолона 73,8 0,05 13,5 0,68
Шпикнесолоний 3,4 0,09 8,7 0,78
Шпик солоний 4,8 0,08 15,8 1,26Фарш окремоїковбаси 67,6 0,06 18,5 1,11
Фарш сосисок 69,2 0,06 11,9 0,71Фарш ліверноїковбаси 55,1 0,18 17,7 1,46

200
ної до одиниці площі електрода-пластини, через яку струм підво-диться до матеріалу.
У зв’язку з неідеальністю контакту між поверхнями електрода іматеріалу (наприклад фаршу) виникає місцеве перегрівання аж допідгорання матеріалу. Тому густину струму обмежують певною вели-чиною (біля 0,13 А/см2). За цієї умови силу струму можна підвищитилише збільшенням площі контакту електродів. З цієї причини час на-грівання буде тим менший, чим більша площа електрода. Таким чи-ном, під час нагрівання продуктів у формі паралелепіпеда доцільнішеконтакт електрода з продуктом мати по гранях з найбільшою площею.За цих умов тривалість нагрівання м’ясопродуктів масою до 1 кг до70 °С не перевищує 3-5 хв.
Опір м’ясопродуктів залежить від їх складу. Він збільшується зізменшенням вмісту вологи і солі у продукті і особливо зі збільшеннямвмісту жиру. Наприклад, опір ліверного фаршу з різним вмістом жирустановить:
Вміст жиру, % 4,9 7,9 18,3Опір, Ом 4,7 6,0 8,1
Електронагрівання опором економічне і просте у використанні.Воно придатне для таких продуктів, які можуть розміщуватись уформі (наприклад фаршеві вироби — м’ясні хлібці, паштети). Рольелектродів можуть виконувати дві бічні протилежні стінки форми. Іншістінки виготовляються з ізоляторів. У такому варіанті нагрівання лег-ко реалізується у потоці.
Недоліком електронагрівання опором є виникнення електролі-зу, що впливає на якість продукції. Тому використання тут струмупромислової частоти неприпустиме і потрібно переходити на струмипідвищеної частоти.
6.5. PмC3ль“…S ме2%д, %K!%Kле…… .=!ч%", . C!%д3*2S"
6.5.1. gагальнS положенняІмпульсне підведення енергії до продукту спричиняє кількісні і
якісні зміни процесів, що особливо специфічно для електрофізичнихметодів. Значний інтерес викликає можливість акумулювання енергії,а потім її виділення у надзвичайно малі проміжки часу, що приво-дить до досягнення великих показників миттєвої потужності. Це даєзмогу створювати принципово нові технологічні процеси.
Можливими для використання є різні системи: механічні,гідравлічні, електро-, магнітоімпульсні, оптичні та ін. В електро- і

201
магнітоімпульсних системах за джерело енергії використовують гене-ратор імпульсів струму. Принципова різниця лише у тому, що в елек-троімпульсних системах перетворювачем є електродна система, роз-міщена у рідині, а у магнітоімпульсних він складається з індуктора таелектропровідної пластини (мембрани), причому остання також можеміститися у рідині.
Для формування електричних імпульсів використовуються сис-теми, які складають імпульсний генератор: високовольтний трансфор-матор, випрямляч, батареї конденсаторів, розрядник-комутатор і, уразі електроімпульсного методу, іскровий проміжок, а для магнітоім-пульсного індуктора — електропровідна пластина-мембрана, розмі-щена у середині технологічної ділянки.
Електроімпульсний метод грунтується на електричному проби-ванні рідини під час розрядки конденсатора. У зв’язку з дуже швид-ким виділенням енергії в іскровому каналі відбувається його швидкерозширення. У результаті малої стискуваності води під час імпульсно-го розряду у рідині виникає ряд ефектів: високі імпульсні тиски, якісягають десятків тисяч атмосфер, пульсації газової бульбашки, ударніхвилі, лінійні переміщення зі швидкостями до сотень метрів за секун-ду, полідисперсне ультразвукове випромінювання, імпульсна кавіта-ція у значному об’ємі рідини, дія плазми у каналі іскри, що супровод-жується інфрачервоним, ультрафіолетовим і жорстким випроміню-ванням, імпульсні електромагнітні поля, які є результатом розряду.
Один імпульсний розряд спричиняє як мінімум два гідравлічнихудари: перший у момент утворення порожнини, а другий — під час їїзіхлопування. За певних умов (висота шару рідини, тиск, розміри по-рожнини тощо) газова порожнина здійснює кілька пульсацій, що єлогічним наслідком розриву суцільності рідини і її адіабатного стис-кання. Компоновка найпростішого електроімпульсного апарата пока-зана на рис. 6.6, =. Він складається з корпусу з кришкою і двох елект-родів. За технологічними умовами інколи доцільно відокремити зониоброблення від зони дії іскри з метою виключення дії окремих фак-торів імпульсного розряду (рис. 6.6, K).
Пропускання пластинами ударних хвиль обернено пропорційнемасі мембрани. Коефіцієнт пропускання у цьому випадку:
β= ,/m
C11
Θρ
(6.32)
де ρ1, С
1 — хвильовий опір рідини; m — маса одиниці поверхні
пластини; Θ — стала часу експоненціального зниження тиску вударній хвилі.

202
Найдоцільніше виготовляти пластини з легких матеріалів з ура-хуванням показників їх міцності.
Розвиток мембранних апаратів відбувається і в іншому напрям-ку високошвидкісного переміщення електропровідної мембрани імпуль-сним магнітним полем. Принципова схема такого пристрою показанана рис. 6.6, ". З генератора імпульс подається на індуктор, що утво-рює імпульсне магнітне поле. Мембрана виконується з провідника стру-му, тому імпульсне магнітне поле створює у мембрані вихрові стру-ми, протилежні за напрямком основному полю, що спричиняє взаєм-не відштовхування мембрани та індуктора. За жорсткого защемленняіндуктора переміщуватись буде тільки мембрана. Якщо ці переміщен-ня відбуваються у рідині, то викликають плоскі імпульси тиску з ве-ликою амплітудою.
У цих апаратах головним з діючих факторів є імпульсна кавіта-ція, глибину зони якої можна визначити зі співвідношення
h= ,PPP
Pln
2
C
p02
2
⎟⎟⎠
⎞⎜⎜⎝
⎛
−−Θ
(6.33)
де Р2 — амплітудний тиск в ударній хвилі; Р
0 — початковий тиск сере-
довища; Рр — від’ємний тиск, за якого порушується суцільність ріди-
ни; С — швидкість звуку в середовищі.
6.5.2. uSмSчна S бSологSчна дSя Sмп3льсного розряд3У дії на рідкі середовища імпульсного розряду високої напруги
і ультразвуку є багато спільного. Відомо, що ультразвук може спри-чиняти хімічний вплив на речовину. Імпульсний розряд також супро-
Рис. 6.6. Принципові схеми імпульсних апаратів:= — електроімпульсний: 1 — корпус; 2 — електроди: K — мембранний
електроімпульсний: 1 — корпус; 2 — електроди; 3 — мембрана; " — магнітоім-пульсний: 1 — корпус; 2 — індуктор; 3 — мембрана
= K "

203
воджується окисними і відновними реакціями. Особливо важливим дляімпульсної техніки є те, що хімічна дія ультразвуку залежить лишевід інтенсивності і практично не залежить від частоти. Встановлено,що причиною виникнення окисної дії ультразвукових коливань є ут-ворення радикалів Н і ОН. Під час оброблення води у кавітаційнихпорожнинах можливе утворення атомарного водню, яке може відбу-ватись двома способами: безпосередньою дисоціацією молекул водню:
Н2→Н+Н, (6.34)
а також реакцією Н2 з радикалом гідроксину:
Н2О=Н⋅+ОН⋅; (6.35)
Н2+ОН⋅→Н
2О+Н⋅. (6.36)
Для утворення перекису водню потрібна присутність у воді кис-ню. У противному разі іонізовані частинки води рекомбінують. У ре-зультаті реакції Н+О
2→НО
2 радикал НО
2 підсилює процес окислення і
спричиняє утворення Н2О
2:
НО2+НО
2→Н
2О
2+О
2. (6.37)
У свою чергу молекула кисню у кавітаційній порожнині розпа-дається на атомарний кисень з подальшим утворенням О
3.
Сукупність факторів, що виникають під час імпульсного розря-ду, має бактерицидну дію на мікроорганізми. Ударні хвилі та імпульснакавітація спричиняють швидке руйнування клітинних структур. Вста-новлено, що у безкавітаційному режимі, при вилученні ультрафіоле-тового опромінення розряду, бактерицидна дія практично відсутня.
Бактерицидна дія залежить також від фізико-хімічних власти-востей середовища, яке за певних умов має захисну дію. Вивчавсявплив ультразвуку на Вас. prodigiosium у розчині кухонної солі і моло-ка і знайдено, що складові частини молока проявляють помітну за-хисну дію. В інших дослідах визначено, що захисна дія молока тимбільша, чим більше у ньому білка. Це можна пояснити гідрофільнимзсувом у структурі оболонки. Автори вважають, що причиною заги-белі мікрофлори під час імпульсного оброблення слід вважати кавіта-цію і дію ударних хвиль, а також ультрафіолетове опромінення.
Відомо, що молоко, яке піддавали тиску 2,5⋅109 Па, зберігаєть-ся протягом тривалого часу без бактеріального псування. Неспоро-генні бактерії гинуть під дією тиску 2,5⋅109 Па через 2,5 години.
Електроімпульсним обробленням молока досягається бактери-цидний ефект залежно від енергії імпульсу. На рис. 6.7 показані за-лежності кількості мікроорганізмів від тривалості оброблення за двохенергетичних режимів: перший — U=34 кВ, С=0,7 мФ; другий —U=34 кВ, С=0,45 мФ. Обидва режими дають близькі результати, анайбільший ефект досягається за (1,0-1,2)103 імпульсів, а потім криві

204
вирівнюються і асимптотично на-ближаються до осі часу. Досягнен-ня повної стерильності в апаратахтакого типу практично неможли-ве, бо в цьому разі діє закон
dn/dτ=kn, (6.38)де n — число клітин; τ — час об-роблення; k — коефіцієнт пропор-ційності.
Після інтегрування одер-жуємо:
lnn
n0 =kτ,
де n0 — початкове число клітин;
n — число клітин на час τ.Таким чином, очевидно, що
вірогідність загибелі клітин зі змен-шенням їх числа різко знижується.
Порівняльні дані двох видівімпульсного оброблення бактерійВас. prodigiosium і Вас. colicommune показані на рис. 6.7.Найбільш ефективною виявила-
ся дія імпульсного розряду (криві 1, 2, 3, 4 і 5). Бактерицидний ефектв електроімпульсному мембранному апараті значно менший (крива 6).Деякою мірою бактерицидна дія залежить від виду мікроорганізмів.Так, Вас. coli commune виявилися менш стійкими.
6.6. g…еCлSд…е…… “е!ед%", ? ƒмS…%ю 2, “*3Імпульсні методи оброблення та ультразвукові впливи супро-
воджуються зміною тиску з певними частотами і амплітудами. Не євинятком при цьому, що руйнування клітинних оболонок — результатдинаміки у зміні тиску. Одночасно у літературі є вказівки на те, що іза малих швидкостей таких змін фіксуються певні результати. За де-якими даними, дріжджі цукроміцети відносно легко витримують не-великі тиски. За умов збільшення тиску до 280 МПа клітини миттєвовідмирають.
Тиск, МПа 100 120 140 160 180 210 260 280Відсотокживих клітин 44 35 28 20,5 8,4 4,4 3,25 0
Рис. 6.7. Бактерицидний ефект відімпульсного оброблення мікрофлори:
1, 2 — сирого молока; 3 — сирогомолока за перемішування; 4 — Bac. colicommune (імпульсний апарат); 5 — Bac.prodigiosium (імпульсний апарат); 6 —мембранний апарат

205
У роботі [6] наведено дані щодо зне-заражування води вакуумуванням. Сутьметоду полягає в інактивації мікроор-ганізмів кипінням за умов пониженоготиску. Знезаражування відбувається піддією продуктів кавітаційного розкладан-ня води за різних значень тиску і темпе-ратури у зоні, обмеженій кривою тискунасиченої пари води (рис. 6.8).
Кавітаційно-вакуумне обробленняможе здійснюватись при низьких тем-пературах, які виключають термодест-рукцію матеріалів та зміни вітамінозного складу і смакових якос-тей продукції.
Раціональними у технічному відношенні є режими оброблен-ня при температурі 20-60 °С і тиску 2,2-13,3 кПа. Повний бактери-цидний ефект щодо основних мікроорганізмів досягається за15-20 хв оброблення.
o, 2=…… дл “=м%*%…2!%лю1. Методи оброблення продуктів харчування з метою продов-
ження термінів зберігання.2. Іонізуюче опромінення і його дія на продукцію.3. Чим пояснюється стерилізація продукції під дією іонізуючого
опромінення?4. Якою є дія жорсткого опромінення на складові м’ясопродуктів?5. Чим обмежується використання іонізуючого опромінення для
оброблення продуктів харчування?6. Чим пояснюється фізична і хімічна дія ультрафіолетового оп-
ромінення?7. Від яких факторів залежить ефект стерилізації продукції під
дією ультрафіолетового опромінення?8. До яких середовищ доцільно застосовувати ультрафіолетове
опромінення?9. У якому діапазоні довжини хвиль ефективним є ультрафіоле-
тове опромінення?10. Які генератори ультрафіолетового опромінення Вам відомі?11. Які пристрої використовуються для стерилізації води?12. Як визначається величина потрібного бактерицидного пото-
ку від джерела ультрафіолетового опромінення?13. Що таке ультразвук і чим пояснюється його фізична дія?
Рис. 6.8. Крива тиску на-сиченої пари води

206
14. Чим пояснюються кавітаційні явища у рідинних середовищахпід час ультразвукового оброблення?
15. Як визначається швидкість поширення ультразвукових хвиль?16. Які приклади використання ультразвуку у техніці і харчових
технологіях Вам відомі?17. Які методи оброблення харчових продуктів змінним елект-
ричним струмом Вам відомі?18. Чим пояснюється теплова дія високо- і надвисокочастотних
електричних полів?19. Чи мають бактерицидну дію високо- і надвисокочастотні елек-
тричні поля?20. Які фактори впливають на біологічну дію надвисокочастот-
них електричних полів?21. Як визначається потужність розсіювання матеріалу у полях
високої частоти?22. Що називають фактором втрат у полях високої частоти?23. Які частоти електричних полів визначені за міжнародною
угодою для промислових, наукових і медичних цілей?24. Як проявляються особливості нагрівання білково-електроліт-
них систем і тканин у полях високої частоти?25. Що називають імпульсними методами оброблення харчових
продуктів?26. Хімічна і біологічна дія імпульсного розряду.

207
kPŠep`Šrp`1. А. с. 1401040 СССР, кл. С12Н1/16. Способ созревания вина /
С.П. Авакянц, С.А. Черепнин. — Опубл. 07.06.88. Бюл. № 21.2. А. с. 1450804 СССР, кл. А 23С3/07. Способ инактивации мик-
рофлоры молока / Э.Л. Кузьмин, М.Г. Корниенко. — Опубл. 30.01.89.Бюл. № 2.
3. Водоснабжение. Наружные сети и сооружения: СНиП 2.04.02 —84. — М., 1985. — 136 с.
4. Гореньков Э.С., Бибергал В.Л. Оборудование консервного про-изводства. — М.: Агропромиздат, 1989. — 256 с.
5. Кестельман В.Н. Оборудование для стерилизации пищевыхсред. — М., 1971. — 36 с. (Обзор. информ./ЦНИИТЭИпищепром).
6. Кульский Л.А. Основы химии и технологии воды. — К.: Наук.думка, 1991. — 521 с.
7. Ляшенко Е.С., Мелетьев А.Е. Влияние УЗ обработки семен-ных дрожжей на процесс сбраживания сусла темных сортов пива //Пищ. пром-сть, 1986. — № 1. — С. 27-30.
8. Остапенков А.Н., Матисон В.А. Внедрение производственныхпроцессов стерилизации и пастеризации в СССР и за рубежом. — М.,1976. — 43 с. — (Обзор. информ./ЦНИИТЭИпищепром).
9. Покровская Н.В., Каданер Я.Д. Биологическая и коллоиднаястойкость пива. — М.: Пищ. пром-сть, 1978. — 272 с.
10. Рибак Г.М., Блашкіна О.А., Литовченко О.М. Довідник попереробці плодів, ягід і винограду. — К.: Урожай, 1990. — 262 с.
11. Рогов И.А., Некрутман С.В. Сверхвысокочастотный и ин-фракрасный нагрев пищевых продуктов. — М.: Пищ. пром-сть,1978. — 351 с.
12. Українець А.І., Олішевський В.В., Гулий І.С., ДашковськийЮ.О. та ін. Акустичні методи обробки рідких харчових продуктів. — К.,1996. — 6 с. — Деп. в ДНТБ України 19.03.96, N753-Ук96.
13. Флауменбаум Б.Л. Основы консервирования пищевых про-дуктов. — М.: Лег. и пищ. пром-сть, 1982. — 266 с.
14. Фраткин Г.Я. Конкурентное действие ультрафиолетовых лучейразной длины на выживаемость. — М.: Микробиология, 1982. — 761 с.
15. Фраткин Г.Я. Молекулярные механизмы деструктивного изащитного действия оптического излучения на микроорганизмы: Ав-тореф. дис. … д-ра биол. наук: — М.; 1988. — 48 с.
16. Щеглов Ю.В., Абрамова Н.В. Применение электрической об-работки для подавления жизнедеятельности микроорганизмов в пло-доовощных соках // Электрон. обработка материалов. — Кишинев:Штиинца, 1983. — № 4. — С. 63-65.

208
17. Электрофизические, оптические и акустические характери-стики пищевых продуктов / Под ред. А.И. Рогова. — М.: Лег. и пищ.пром-сть, 1981. — 286 с.
18. Эстрела-Лёпис В.Р., Тюляткина Т.Г. Параметры импульсно-го поля при обработке воды электрическим разрядом малой мощнос-ти. — М.: Химия и технология воды, 1980. — Т. 2. — № 6. — С. 25-27.

209
glPqŠВступ ...........................................................................................................................................................3Глава 1. Основні складові сировини і харчової продукції ..............................5
Питання для самоконтролю ............................................................................. 12Глава 2. Мікроорганізми і вплив на них різних факторів ........................... 14
2.1. Фізіологія мікроорганізмів ........................................................................ 152.2. Вплив факторів зовнішнього середовищана мікроорганізми ..................................................................................................... 182.3. Поширення мікроорганізмів у природі .......................................... 252.4. Розвиток і розмноження мікроорганізмів .................................... 27Питання для самоконтролю ............................................................................. 30
Глава 3. Теоретичні основи технологій довгострокового зберіганняхарчових продуктів ................................................................................................. 313.1. Вплив низької температури на мікроорганізми ..................... 323.2. Зневоднювання заморожуванням ....................................................... 363.3. Утворення високих концентрацій осмотично активнихречовин .............................................................................................................................. 373.4. Висушування ....................................................................................................... 383.5. Зберігання в регульованій атмосфері ............................................. 393.6. Маринування, спиртування, квашенняі спиртове бродіння ................................................................................................. 41Питання для самоконтролю ............................................................................. 44
Глава 4. Теплова стерилізація і пастеризація ....................................................... 464.1. Загальні положення ....................................................................................... 464.2. Фактори, що визначають час стерилізації ............................... 504.3. Стерилізація під час нагрівання і охолодження .................... 524.4. Стерилізація рідин .......................................................................................... 544.5. Псування продуктів під час теплового оброблення ............ 544.6. Теоретичне обгрунтування високотемпературноїкороткочасної стерилізації ВТКС ............................................................... 564.7. Режими стерилізації та пастеризації ............................................. 584.8. Пастеризація пива ........................................................................................... 614.9. Визначення динаміки тиску в пляшках у процесіпастеризації ................................................................................................................... 654.10. Визначення переміщень і напружень у склопосудіза підвищеного тиску ............................................................................................ 714.11. Визначення температурних напружень .................................... 824.12. Визначення сумарних напружень ................................................... 874.13. Пастеризація пива в потоці .................................................................. 904.14. Гаряче фасування пива ........................................................................... 994.15. Асептичне консервування харчових продуктів ............... 100

210
Питання для самоконтролю .......................................................................... 104Глава 5. Хімічні і мікробіологічні методи оброблення .................................. 106
5.1. Основні способи підвищення стійкості ........................................ 107безалкогольних напоїв ....................................................................................... 107
5.1.1. Способи підвищення колоїдної стійкості напоїв ..... 1085.1.2. Способи підвищення біологічної стійкості напоїв .. 1125.1.3. Мікрофлора безалкогольних напоїв ................................. 1145.1.4. Використання консервантів ..................................................... 116
5.2. Технологія виробництва стійкого пива ...................................... 1205.2.1. Вимоги до сировини та матеріалів .................................... 1215.2.2. Солодовирощування ....................................................................... 1225.2.3. Приготування сусла ....................................................................... 1235.2.4. Бродіння та доброджування (витримування) ........... 1245.2.5. Фільтрування і розлив пива ................................................... 1255.2.6. Оброблення пива адсорбентами ........................................... 1275.2.7. Запобігання окисним процесам у пиві ............................ 1275.2.8. Стабілізація пива .............................................................................. 1295.2.9. Знепліднення пива ........................................................................... 1305.2.10. Карбонізація пива .......................................................................... 134
5.3. Фізико-хімічне оброблення м’яса і м’ясопродуктів ......... 1395.3.1. Копчення .................................................................................................. 1395.3.2. Сушіння ..................................................................................................... 1485.3.3. Консервувальна дія хлористого натру .......................... 1505.3.4. Зміни морфологічної структури тканин ........................ 1535.3.5. Хімічні зміни ......................................................................................... 154
5.4. Знезараження води ..................................................................................... 1545.4.1. Знезараження води хлором ..................................................... 1545.4.2. Знезараження води озоном ...................................................... 1585.4.3. Знезараження води іонами срібла ..................................... 166
Питання для самоконтролю .......................................................................... 169Глава 6. Фізичні методи оброблення .......................................................................... 171
6.1. Оброблення іонізуючим опроміненням ........................................ 1726.1.1. Дія на мікроорганізми ................................................................... 1736.1.2. Дія опромінення на складові частиним’ясопродуктів ................................................................................................. 1746.1.3. Опромінення м’ясопродуктів ................................................... 176
та інших продуктів харчування ..................................................................................... 1766.2. Оброблення ультрафіолетовим опроміненням ...................... 1786.3. Ультразвукове оброблення .................................................................. 183
6.3.1. Загальні положення ........................................................................ 183

211
6.3.2. Кавітаційні явища ............................................................................ 1906.4. Оброблення харчових продуктів зміннимелектричним струмом ........................................................................................ 193
6.4.1. Загальні положення ........................................................................ 1936.4.2. Особливості нагрівання білково-електролітних ...... 197систем і тканин струмами високої частоти ............................. 1976.4.3. Нагрівання опором ........................................................................... 199
6.5. Імпульсні методи оброблення харчових продуктів .......... 2006.5.1. Загальні положення ........................................................................ 2006.5.2. Хімічна і біологічна дія імпульсного розряду .......... 202
6.6. Знепліднення середовищ зміною тиску ...................................... 204Питання для самоконтролю .......................................................................... 205
Література ........................................................................................................................................ 207

Підп. до друку 17.05.99 р. Наклад 400 прим. Вид. № 215/97.Зам. № .
РВЦ УДУХТ, 252033 Київ-33, вул. Володимирська, 68
Навчальне видання
q%*%ле…*% ̀ …=2%лSL P"=…%", ч
tPghjn-uPlP)mP leŠndh napnakemm“
u`p)nbhu opndrjŠPb r opn0 eqP o`jrb`mm“
Редактор Š.o. u%ме…*%
Верстка ~.q. q%л%"еL

![: дайджест. Вип. 55 [Електронний ресурс]library.nuft.edu.ua/inform/Avstriya.Istoriya.Kulʹtura.pdfАнотація : «Середньовіччя від](https://img.pdfslide.tips/doc/110x75/5f415b603ee96b123148f07a/-55-f-turapdf-.jpg)