Embed Size (px)
DESCRIPTION
Trabalho-trincas a Quente
Citation preview
TRINCAS A QUENTE NA SOLDAGEM
Giovane Kniess, Matheus Boligon, Rosana Carvalho, Sidnei Metzer
1 INTRODUÇÃO
Como afirma Braga (2002), dos defeitos que podem ocorrer durante o processo de soldagem, o surgimento de trincas é, sem dúvidas, um dos mais graves. O prejuízo causado por este fenômeno inclui não somente o efeito da formação de trincas tornando o cordão de solda inadequado a sua utilização, como também o efeito que esta trinca causa ao promover a formação de outros defeitos como trincas a frio, fadiga, corrosão sob tensão, fratura frágil, etc. Por isso, o conhecimento dos fenômenos e dos fatores que influenciam na formação de trincas é de grande importância para a correta prevenção e correção desses defeitos. Desse modo, esse trabalho tem como objetivo realizar uma pesquisa bibliográfica sobre trincas a quente na soldagem, apresentando os mecanismos e morfologias dos principais tipos de trincas a quente, sendo elas: trincas de solidificação, trincas de liquação na ZTA e trincas por queda de ductilidade (TQD). Por fim, também são discutidas algumas formas de prevenção desses defeitos.
2 TRINCAS A QUENTE
Existem diversos fatores que influenciam na formação de trincas a quente na soldagem dos metais e por isso, conforme Wainer et. al (2004), existe uma certa confusão no que se refere à terminologia das trincas que ocorrem em temperaturas elevadas. Segundo a classificação proposta por Wainer et. al (2004), as trincas que ocorrem em temperaturas acima da metade da temperatura de fusão, seriam consideradas como trincas a quente. De modo geral (WAINER et. al, 2004; BRAGA, 2002; MODENESI et. al, 2012), as trincas a quente podem ser causadas por um filme líquido no contorno de grão devido a microssegregação (trincas de solidificação), por uma diminuição da ductilidade do material a quente, ou então por liquação na zona termicamente afeada pelo calor (ZTA), as quais são abordadas no decorrer do trabalho.
A Figura 1, proposta por Sila e Paranhos (2003), ilustra os principais tipos de trincas a quente que podem ocorrer na solda. Segundo Modenesi et. al (2012), esses tipos de trincas podem ser macroscópicas, com até vários centímetros de comprimentos ou microscopias, sendo visíveis somente com um microscópio.
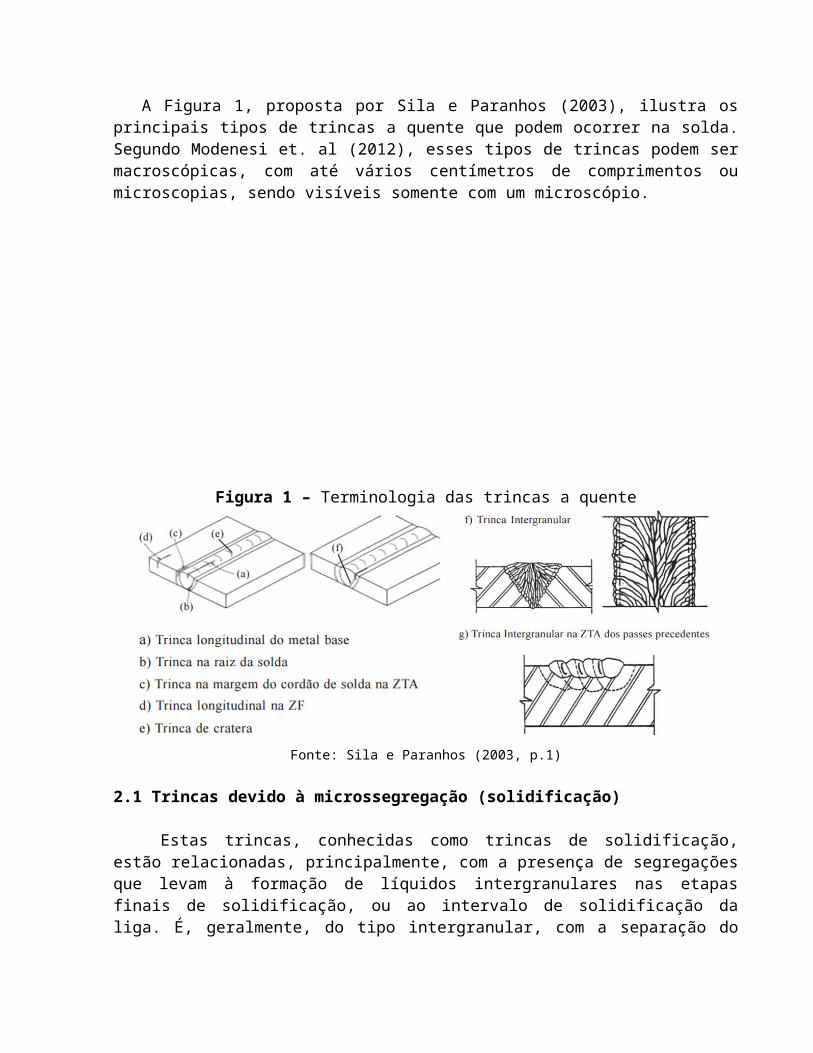
Figura 1 – Terminologia das trincas a quente
Fonte: Sila e Paranhos (2003, p.1)
2.1 Trincas devido à microssegregação (solidificação)
Estas trincas, conhecidas como trincas de solidificação, estão relacionadas, principalmente, com a presença de segregações que levam à formação de líquidos intergranulares nas etapas finais de solidificação, ou ao intervalo de solidificação da liga. É, geralmente, do tipo intergranular, com a separação do material na região interdendrítica, a qual está preenchida com líquido de baixo ponto de fusão. A ação das tensões geradas durante o resfriamento pode causar a separação das duas partes (WAINER et. al, 2004). Esse tipo de trinca, conforme Modenesi et. al (2012), ocorrem em temperaturas elevadas, próximas à temperatura de fusão do material, podendo ocorrer em associação a todos os processos de soldagem conhecidos.
Segundo Wainer et. al (2002), existem na literatura duas teorias mais aceitas para explicar o mecanismo de formação da trinca. A primeira, baseia-se em uma liga de composição fixa que, durante as etapas de crescimento e junção das dendritas, ocorre a formação de um filme líquido na região interdendrítica, dando condição para ocorrer a fratura. A presença de impurezas, que produzem fases de baixo ponto de fusão, aumentam o tempo da etapa de formação do filme líquido, favorecendo o aparecimento de trincas.
Já a segunda teoria proposta, leva em conta a variação da composição química da liga e a tendência da trinca ocorrer durante a solidificação. No estágio de solidificação em que as dendritas começam a se tocar, caso haja a formação de uma trinca, esta pode ser preenchida pelo líquido presente, impedindo a propagação da trinca. No entanto, caso apareça uma trinca num estágio mais avançado de solidificação, em que não existem mais ligações entre as regiões com líquidos, a suscetibilidade de propagação de uma trinca de solidificação é maior. Sendo assim, ligas com que apresentam maior intervalo de solidificação, como nas ligas de alumínio, a suscetibilidade à trinca de solidificação é maior, enquanto que para as ligas eutéticas é praticamente nula (WAINER et. al, 2002).
A Figura 2a, mostra de forma esquemática o mecanismo de formação desse tipo de trinca, enquanto que, na Figura 2b é apresentando um exemplo real da trinca devido à microssegregação em um aço inoxidável austenítico soldado a laser. Como pode ser observado na Figura 2b, as trincas são, em geral, longitudinais e superficiais, ocorrendo com frequência no centro do cordão. Outros tipos, como transversais ou, na cratera, radiais, também podem ser encontradas. A
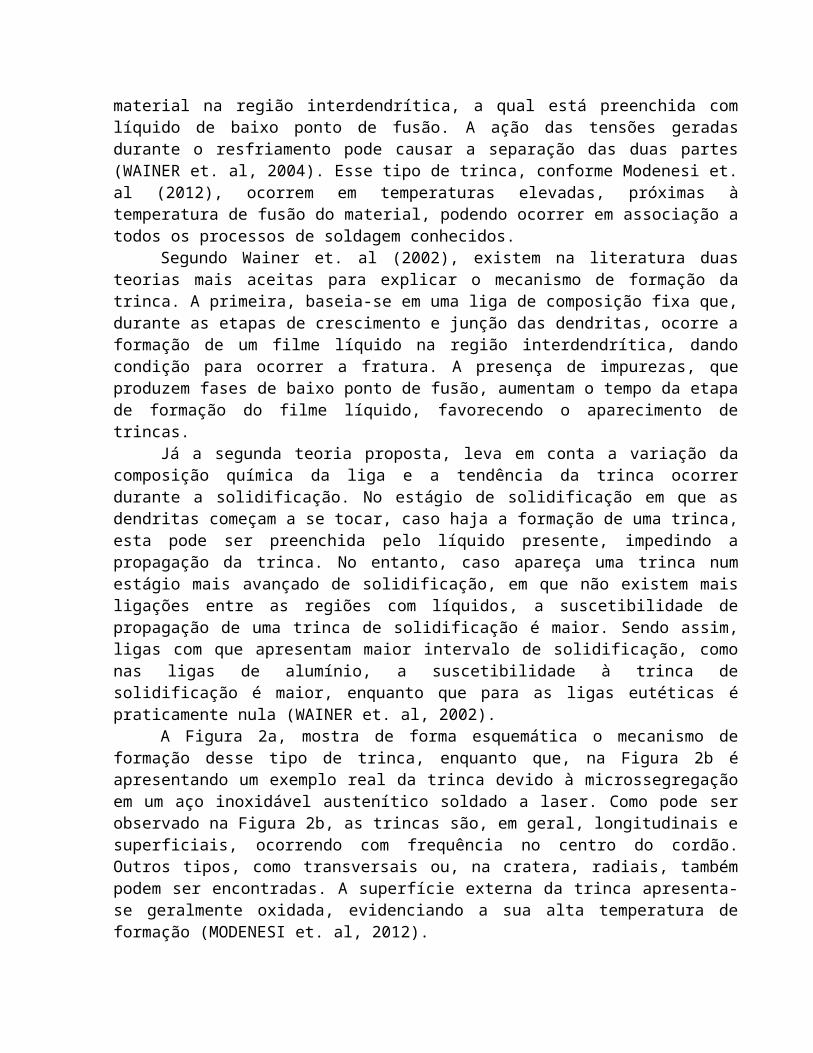
superfície externa da trinca apresenta-se geralmente oxidada, evidenciando a sua alta temperatura de formação (MODENESI et. al, 2012).
Figura 2 – Mecanismo de formação e morfologia da trinca de solidificação
Fonte: (a) Wainer et. al (2002, p. 388) e (b) Karhu e Kujanpaa (2008)
2.2 Trincas de liquação na ZTA
Esse tipo de trinca pode aparecer tanto nas zonas afetadas pelo calor do metal base, como entre os passes do metal de solda, em temperaturas próximas de fusão do metal base. Geralmente são encontradas em aços austeníticos e ligas não ferrosas. Elas são sempre intergranulares e se fazem acompanhar, geralmente, por uma redistribuição de fases de baixo ponto de fusão que podem ser: sulfetos associados a fósforo, inclusões do tipo de óxidos, como os silicatos, carbonetos, boro-carbonetos, boretos, etc. Essas fases líquidas, em contato com contornos de grão e dependendo de sua capacidade de molhá-los, pode espalhar-se entre os grãos na forma de um fino filme que penetra nos contornos de grão, ocasionando a trinca. Nestas condições, o material fica fragilizado e trincas podem se formar no resfriamento, com o aparecimento de tensões trativas (WAINER et. al, 2002; MODENESI et. al, 2012).
Conforme Modenesi et. al (2012), geralmente são encontradas em aços austeníticos e ligas não ferrosas, porém podem ocorrer em aços carbono, segundo Wainer et. al (2002), sendo que neste caso, a trica ocorre no contorno de grão anterior da austenita.
A formação de líquido é causada pela dissolução fora do equilíbrio de precipitados durante o aquecimento rápido que ocorre na soldagem, conforme ilustra a Figura 3. Em T1, tem-se o material na sua condição inicial formado por uma matriz e precipitados de . Na figura é mostrado um precipitado no contorno de grão. Em T2, o precipitado está se dissolvendo. Contudo, devido às condições rápidas de aquecimento, a região da matriz adjacente ao precipitado fica enriquecida em . Em T3, acima da temperatura eutética, as regiões da matriz mais enriquecidas em se transformam em líquido (MODENESI et. al, 2012).
Figura 3 – Mecanismo de formação do líquido intergranular durante o aquecimento rápido da ZTA
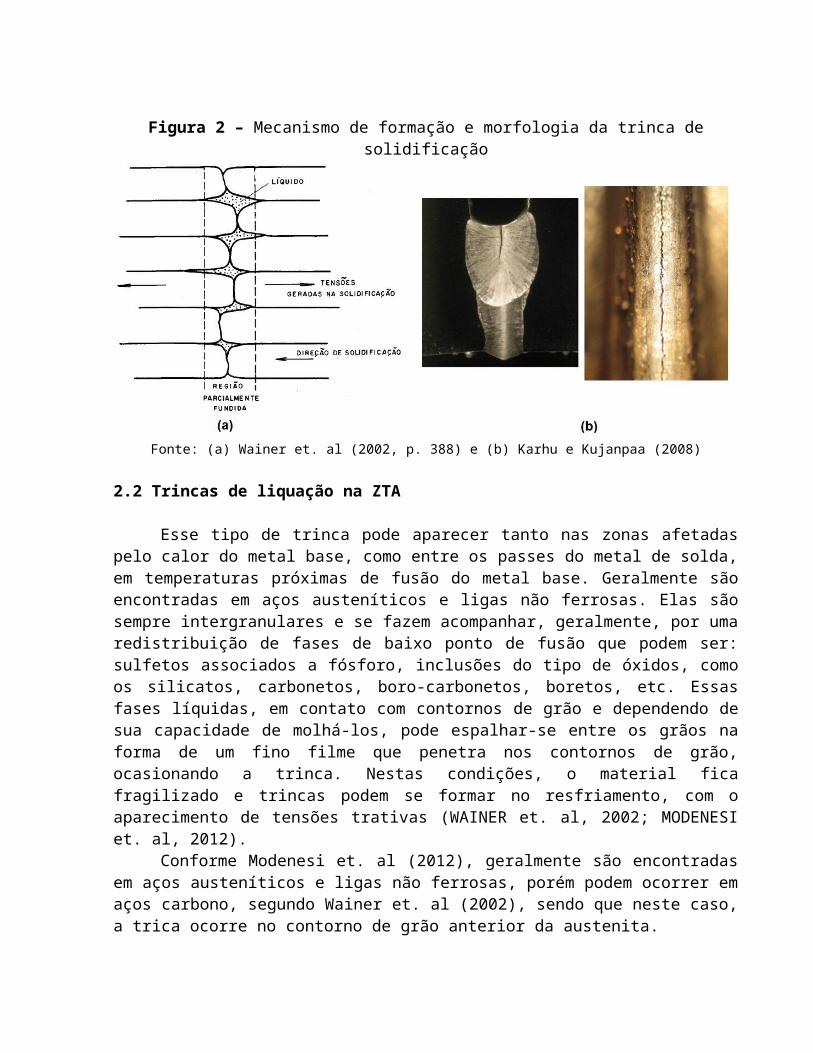
Fonte: Modenesi et. al (2012, p. 162)
Segundo Modenesi et. al (2012), ao microscópio ótico, este tipo de trinca apresenta um aspecto serrilhado típico de abertura variável, ocorrendo sempre ao longo dos contornos de grão.
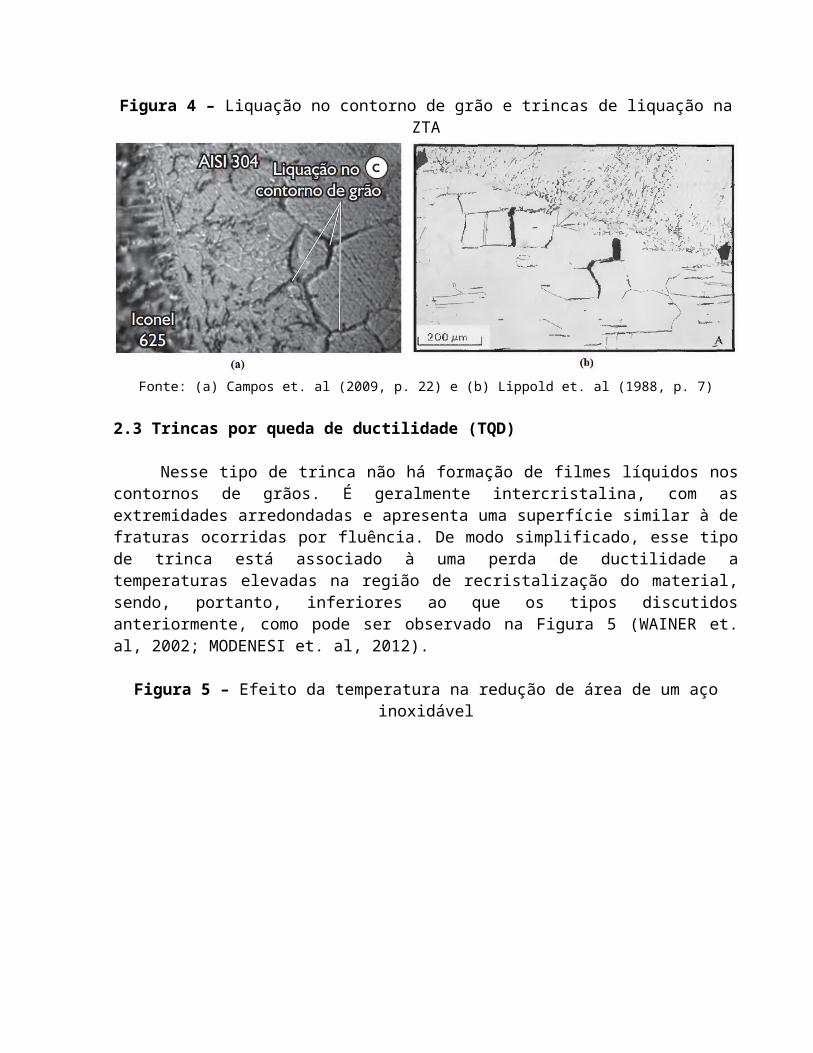
A Figura 4a mostra a ocorrência de liquação no contorno de grão e a Figura 4b ilustra a consequente trinca ocasionada devido a essa liquação.
Figura 4 – Liquação no contorno de grão e trincas de liquação na ZTA
Fonte: (a) Campos et. al (2009, p. 22) e (b) Lippold et. al (1988, p. 7)
2.3 Trincas por queda de ductilidade (TQD)
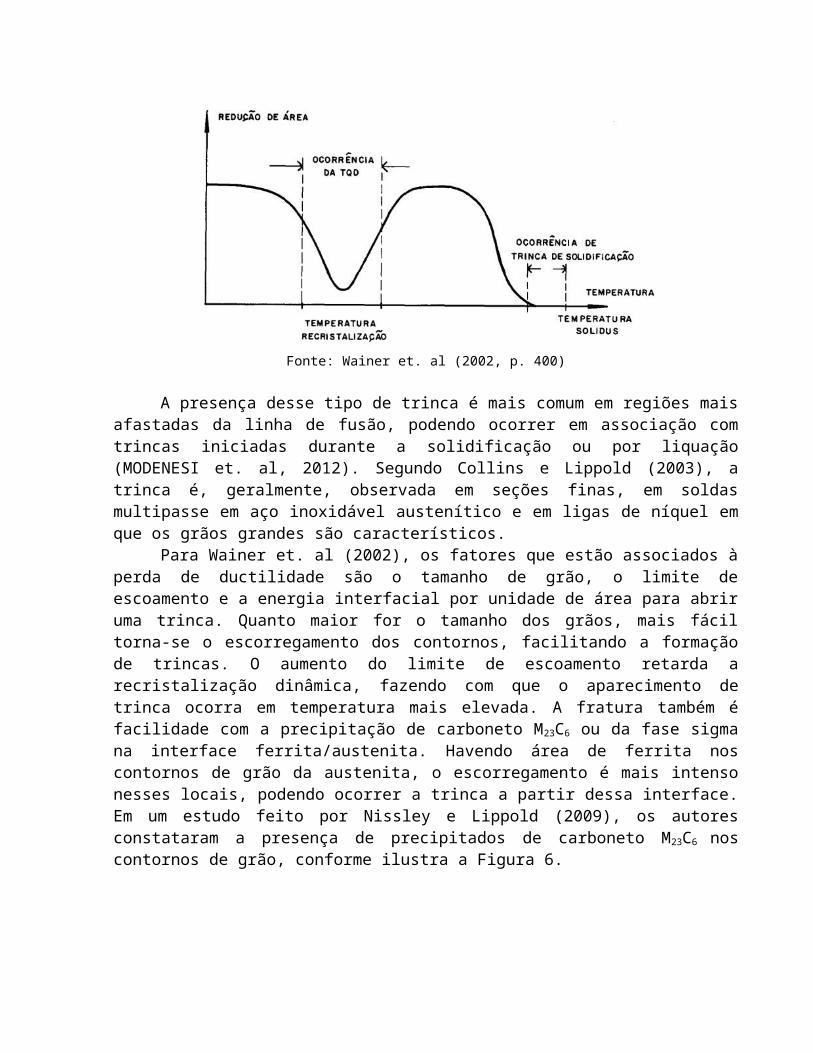
Nesse tipo de trinca não há formação de filmes líquidos nos contornos de grãos. É geralmente intercristalina, com as extremidades arredondadas e apresenta uma superfície similar à de fraturas ocorridas por fluência. De modo simplificado, esse tipo de trinca está associado à uma perda de ductilidade a temperaturas elevadas na região de recristalização do material, sendo,
portanto, inferiores ao que os tipos discutidos anteriormente, como pode ser observado na Figura 5 (WAINER et. al, 2002; MODENESI et. al, 2012).
Figura 5 – Efeito da temperatura na redução de área de um aço inoxidável
Fonte: Wainer et. al (2002, p. 400)
A presença desse tipo de trinca é mais comum em regiões mais afastadas da linha de fusão, podendo ocorrer em associação com trincas iniciadas durante a solidificação ou por liquação (MODENESI et. al, 2012). Segundo Collins e Lippold (2003), a trinca é, geralmente, observada em seções finas, em soldas multipasse em aço inoxidável austenítico e em ligas de níquel em que os grãos grandes são característicos.
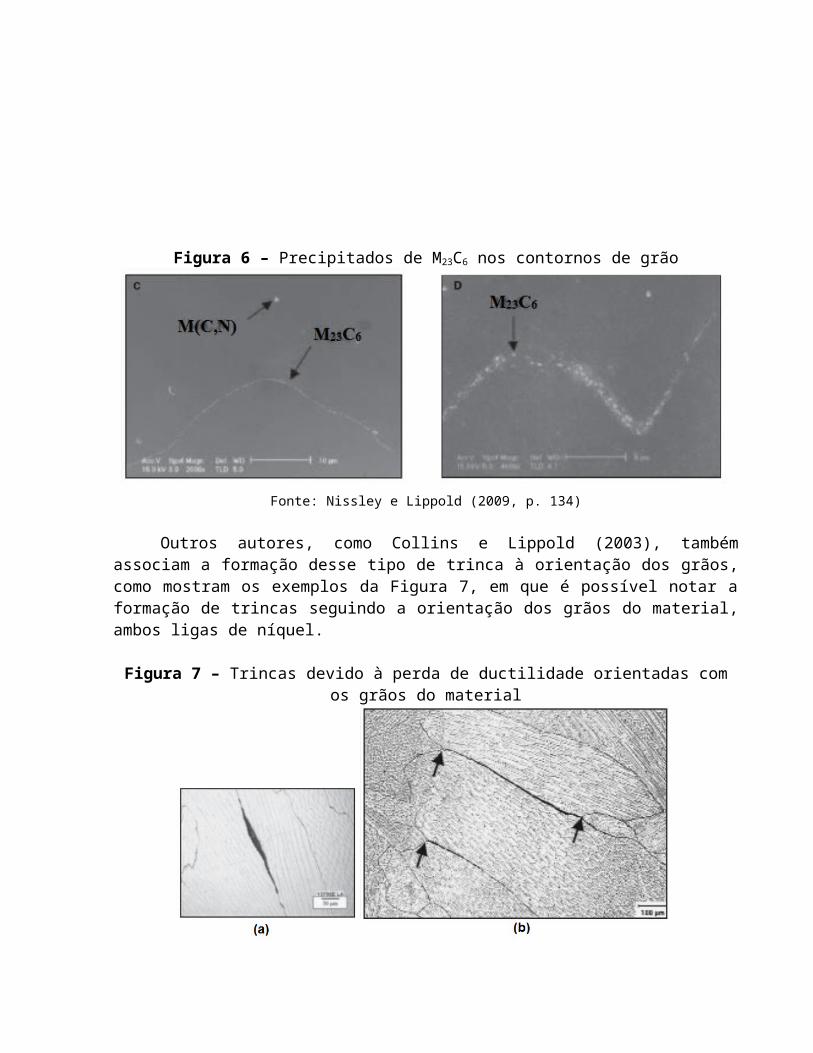
Para Wainer et. al (2002), os fatores que estão associados à perda de ductilidade são o tamanho de grão, o limite de escoamento e a energia interfacial por unidade de área para abrir uma trinca. Quanto maior for o tamanho dos grãos, mais fácil torna-se o escorregamento dos contornos, facilitando a formação de trincas. O aumento do limite de escoamento retarda a recristalização dinâmica, fazendo com que o aparecimento de trinca ocorra em temperatura mais elevada. A fratura também é facilidade com a precipitação de carboneto M23C6 ou da fase sigma na interface ferrita/austenita. Havendo área de ferrita nos contornos de grão da austenita, o escorregamento é mais intenso nesses locais, podendo ocorrer a trinca a partir dessa interface. Em um estudo feito por Nissley e Lippold (2009), os autores constataram a presença de precipitados de carboneto M23C6 nos contornos de grão, conforme ilustra a Figura 6.
Figura 6 – Precipitados de M23C6 nos contornos de grão
Fonte: Nissley e Lippold (2009, p. 134)
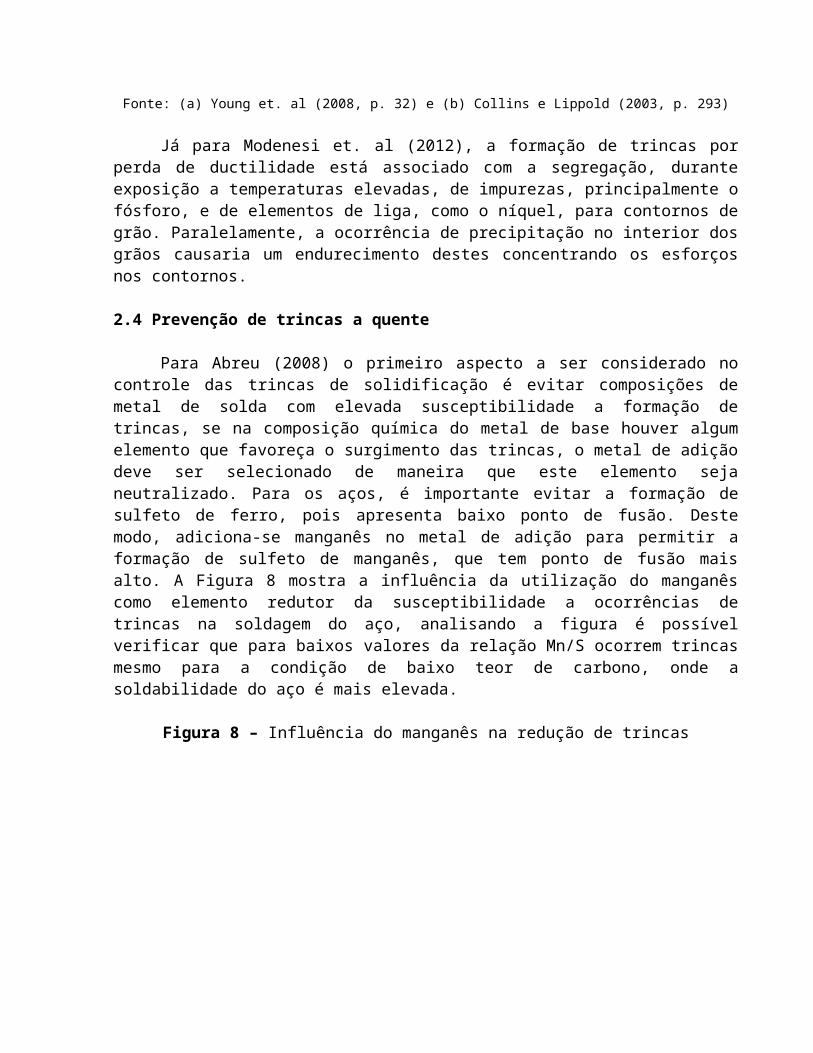
Outros autores, como Collins e Lippold (2003), também associam a formação desse tipo de trinca à orientação dos grãos, como mostram os exemplos da Figura 7, em que é possível notar a formação de trincas seguindo a orientação dos grãos do material, ambos ligas de níquel.
Figura 7 – Trincas devido à perda de ductilidade orientadas com os grãos do material
Fonte: (a) Young et. al (2008, p. 32) e (b) Collins e Lippold (2003, p. 293)
Já para Modenesi et. al (2012), a formação de trincas por perda de ductilidade está associado com a segregação, durante exposição a temperaturas elevadas, de impurezas, principalmente o fósforo, e de elementos de liga, como o níquel, para contornos de grão. Paralelamente, a ocorrência de precipitação no interior dos grãos causaria um endurecimento destes concentrando os esforços nos contornos.
2.4 Prevenção de trincas a quente
Para Abreu (2008) o primeiro aspecto a ser considerado no controle das trincas de solidificação é evitar composições de metal de solda com elevada susceptibilidade a formação de trincas, se na composição química do metal de base houver algum elemento que favoreça o surgimento das trincas, o metal de adição deve ser selecionado de maneira que este elemento seja neutralizado. Para os aços, é importante evitar a formação de sulfeto de ferro, pois apresenta
baixo ponto de fusão. Deste modo, adiciona-se manganês no metal de adição para permitir a formação de sulfeto de manganês, que tem ponto de fusão mais alto. A Figura 8 mostra a influência da utilização do manganês como elemento redutor da susceptibilidade a ocorrências de trincas na soldagem do aço, analisando a figura é possível verificar que para baixos valores da relação Mn/S ocorrem trincas mesmo para a condição de baixo teor de carbono, onde a soldabilidade do aço é mais elevada.
Figura 8 – Influência do manganês na redução de trincas
Fonte: Abreu (2008, p. 32)
Ainda conforme Abreu (2008) há alguns aspectos ligados ao processo que podem ser utilizados na tentativa de evitar a ocorrência das trincas de solidificação: a velocidade de soldagem deve ser regulada para originar poça de fusão elíptica que proporciona a formação de estrutura granular menos propícia para a formação e propagação de trincas; Altos valores de aporte térmico líquido elevam a temperatura máxima na soldagem aumentam o tamanho dos grãos da ZTA que por serem epitaxiais induzem a formação de grãos maiores na de ZF favorecendo desta forma a formação e propagação trincas na zona fundida. Quanto maior o grau de restrição imposto a junta soldada, maiores as deformações e tensões residuais que participam do mecanismo de formação de trincas; A forma do cordão de solda produzido também pode alterar para mais ou para menos a possibilidade de ocorrência de trincas, cordões côncavos produzidos por passe único em solda de filete desenvolvem maiores níveis de tensão que cordões convexos, e tem maior possibilidade de formação de trincas superficiais, conforme mostra a Figura 9; Outro ponto ligado ao aspecto geométrico do cordão que pode influenciar na formação de trincas é a relação entre a largura e a profundidade do cordão, elevados valores desta relação favorecem a formação de trincas conforme é mostrado na Figura 10.
Figura 9 – Soldas em filete côncavo e convexo
Fonte: Abreu (2008, p. 33)
Figura 10 – Relação largura profundidade do cordão
Fonte: Abreu (2008, p. 33)
Já Sanches (2010) afirma que um bom método de correção está associado a usar eletrodo apropriado para o tipo de metal, conforme indicação do fabricante e verificar se ele está devidamente seco; pré-aquecer a peça e reduzir a penetração baixando a corrente de soldagem; preferir, na medida do possível, cordões planos ou ligeiramente convexos; melhorar a montagem das peças a serem soldadas, de forma que permita que o metal base dilate e contraia livremente.
CONCLUSÃO
O embasamento teórico sobre os fenômenos que acontecem na formação dos diferentes tipos de trincas que podem ocorrer quando os metais são submetidos a altas temperaturas durante a soldagem, bem como suas respectivas morfologias e métodos de prevenção, mostra que este estudo é de grande importância, uma vez que o conhecimento e a correta identificação dos tipos de trincas são importantes para a identificação das causas e, consequentemente, para a sua prevenção eficaz.
Dentre os tipos de trincas estudadas, elas apresentam causas distintas. Para as trincas de solidificação e de liquação na ZTA, a causa comum se deve à presença de filmes líquidos entre os grãos do material, sendo a primeira apresentada nos grãos da zona fundida e a segunda, nos grãos da ZTA. O principal diferencial entre ambas se dá pela sua morfologia, sendo que as trincas de solidificação se apresentam sob forma macroscópia, enquanto que as trincas de liquação na ZTA são microscópicas. Por fim, o último tipo de trinca estudada é aquela que ocorre por queda de ductilidade e, diferentemente das outras, ocorre em menores temperaturas e não é causada pela presença de filmes líquidos, mas sim pela queda da resistência do material.
Para que a prevenção de trincas seja eficaz, alguns fatores relacionados à composição do metal de adição e do metal base, e aspectos ligados ao processo devem ser considerados, como
por exemplo, a adição de elementos redutores da susceptibilidade a ocorrências de trincas na soldagem e adequadas velocidade de soldagem, formas do cordão, eletrodos, entre outros.
REFERÊNCIAS
ABREU, Carlos Filho. Metalurgia da Soldagem. Pará: CEFET, 2008, p.42.
CAMPOS, Wagner Reis da Costa et al. Caracterização microestrutural de solda dissimilar - aço inoxidável austenitíco AISI 304 com adição de liga de níquel inconel 625. Congresso Anual da ABM. São Paulo, p. 19-23. set. 2009.
COLLINS, M. G.; LIPPOLD, J. C.. An Investigation of Ductility Dip Cracking in Nickel-Based Filler Materials — Part I. Welding Research. [s. L.], p. 288-295. ago. 2003.
KARHU, Miikka; KUJANPÄÄ, Veli. Experimental test set-up for studying hot cracking in multi pass laser hybrid welding of thick section austenitic stainless steel. Laser Materials Processing Conference. [s. L.], p. 535-544. set. 2008.
LIPPOLD, J. C. et al. Heat-Affected Zone Liquation Cracking in Austenitic and Duplex Stainless Steels. Welding Research. New Orleans, p. 1-17. jul. 1988.
MODENESI, J. Paulo; Marques, V. Paulo; Santos, B. Dagoberto. Introdução à Metalurgia da Soldagem. Belo Horizonte: UFMG, 2012.
NISSLEY, N. E.; LIPPOLD, J. C.. Ductility-Dip Cracking Susceptibility of Nickel-Based Weld Metals: Part 2 — Microstructural Characterization. Welding Research. Columbus, p. 131-140. jul. 2009.
SANCHES, Ricardo Almeida. Defeitos em solda detectáveis através de inspeção visual. Centro Universitário Luterano de Manaus. Manaus: 2010, p.61.
YOUNG, G. A. et al. The Mechanism of Ductility Dip Cracking in Nickel-Chromium Alloys. Welding Research. Schenectady, p. 1-17. fev. 2008.
WAINER, Emílio; BRANDI, Sérgio Duarte; MELLO, Fábio Décourt Homem de. Soldagem: processos e metalurgia. São Paulo: Edgard Blucher, 2004.SILVA, J. L. C.; PARANHOS, R. Fissuração a Quente (Trincas a Quente). Infosolda: 2003.