Embed Size (px)
Citation preview
NOÇÕES BÁSICAS DO ALUMÍNIO
Alumínio
As primeiras referências sobre o elemento químico foram feitas pelo químico francês Louis Bernard (barão Guyton de Morveou), em 1782, sobre a
designação de alumine. Foi reconhecido por Oersted; em 1824 e isolado, três anos depois, pelo químico alemão Friedrich Wohler. O primeiro
projeto para a produção industrializada do alumínio foi idealizado pelo químico francês Henri Saint Claire, em 1886, após a descoberta do
processo eletrolítico para reduzir a alumina ao metal, feita em conjunto, pelo americano Charles Martin Hall e pelo francês Paul Louis Toussaint
Heroult, que patentearam o processo. O processo Hall-Heroult e utilizado até hoje. Para a produção da alumina, primeiro passo na produção do
alumínio, utiliza-se o processo Bayer, idealizado por Karl Joseph Bayer (1847-1904), que se mostra bastante flexível para utilizar os vários tipos de
bauxita existentes. Alem do processo Bayer para a produção de alumina, é conhecida ainda, outros dois processos, utilizados principalmente na
Rússia, China e Noruega.
Com reservas de bauxita estimadas em 25 bilhões de toneladas, o alumínio e um dos metais mais abundantes na face da terra, ficando atrás
apenas do silício. O Brasil tem umas das maiores reservas de bauxita do mundo e de ótima qualidade.
Comparado com outros metais, o alumínio destaca-se pela sua baixa densidade. O alumínio, na sua forma pura, possui resistência mecânica,
relativamente baixa. Para aumentar sua resistência mecânica, é utilizado em forma de liga com outros metais, tais como, silício, manganês,
magnésio etc.
O alumínio com 99,99 por cento de pureza, na tempera tem as seguintes características:
Arranjo cristalográfico CFC (cúbico de face centrada)
Densidade a 20 graus (g/cm3) 2,7
Número atômico 13
Peso atômico 27
Temperatura de fusão (°C) 660
Temperatura de ebulição 2450
Contração de solidificação 6,5
Calor específico a 20 °C (cal/ (g/°C)) 0,2235
Condutividade elétrica a 25°C (W/m °C) 247
Resistência a tração (MPa) 40 a 50
Alongamento 50 a 70
Calor de combustão (MJ/kg de Al) 31
Coeficiente de dilatação térmica linear
(cm/cm/°C)23,9X10-6
Temperatura de recristalização (°C) +/- 260
Obs.: 1 kg/mm2 = 9,8 N/mm2 = 9,8 MPa

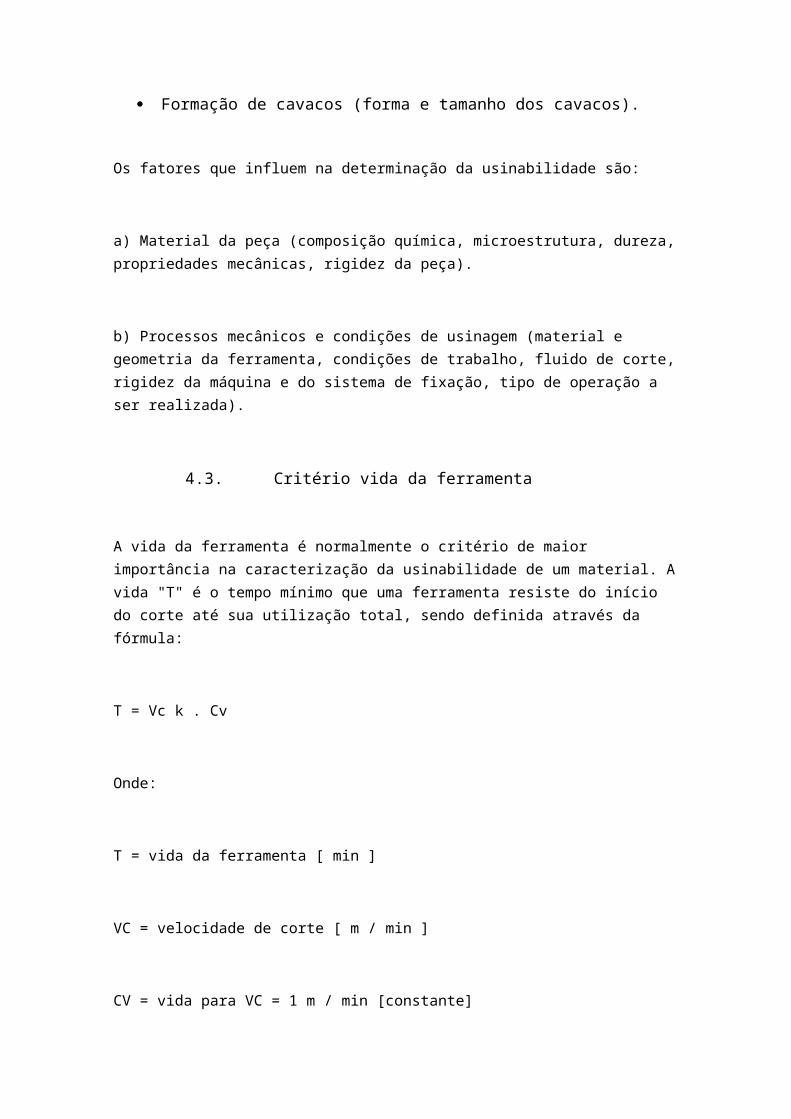
Figura 1 – Foto do Autor
Exemplo de cavaco obtido: descontinuo e contínuo
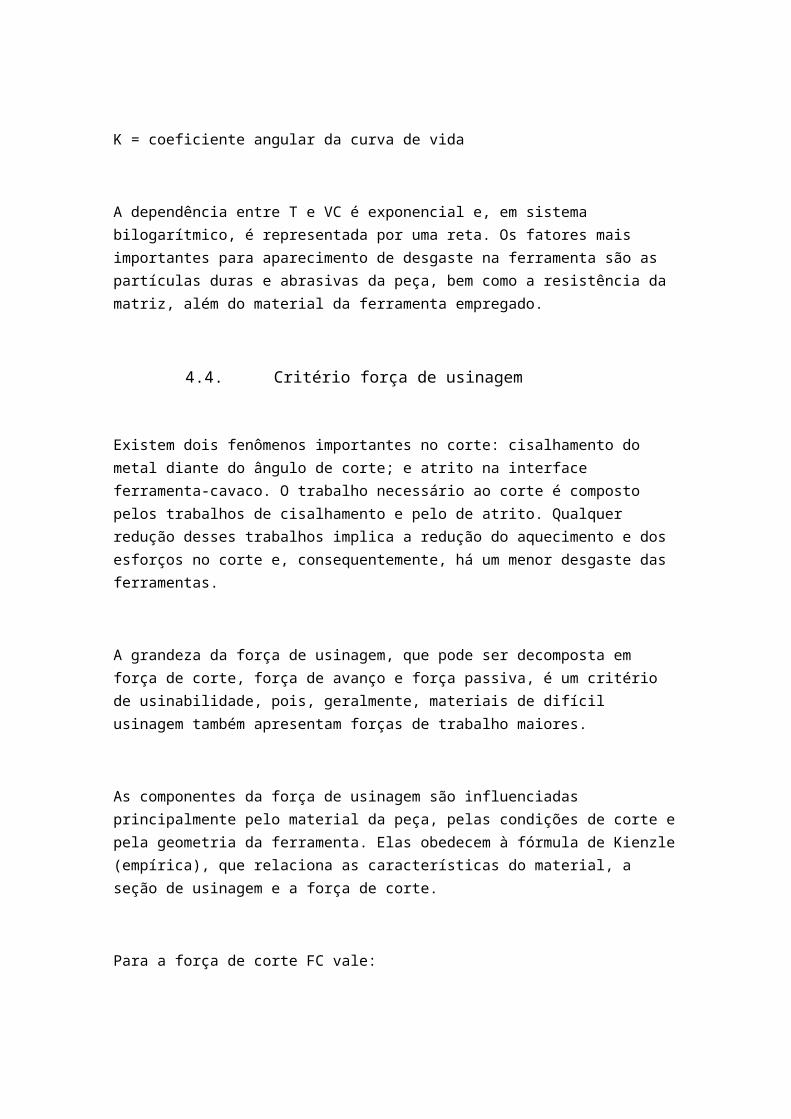
Figura 2
Foto do Autor
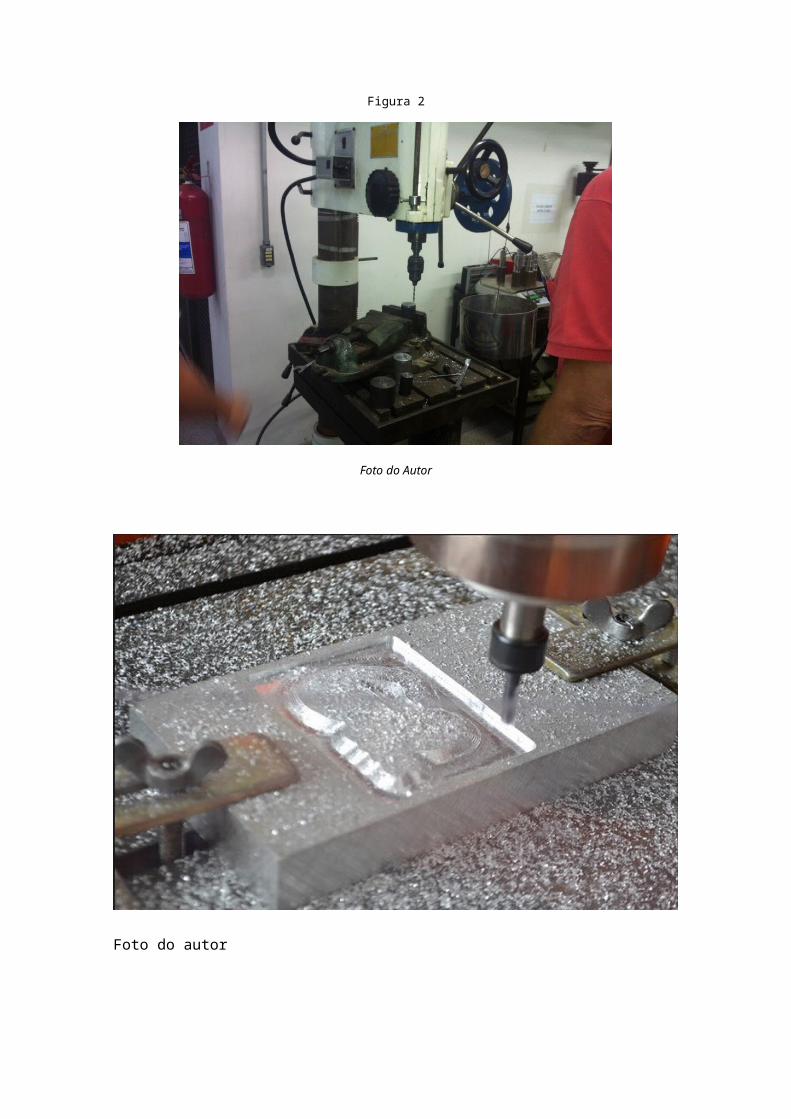
Foto do autor
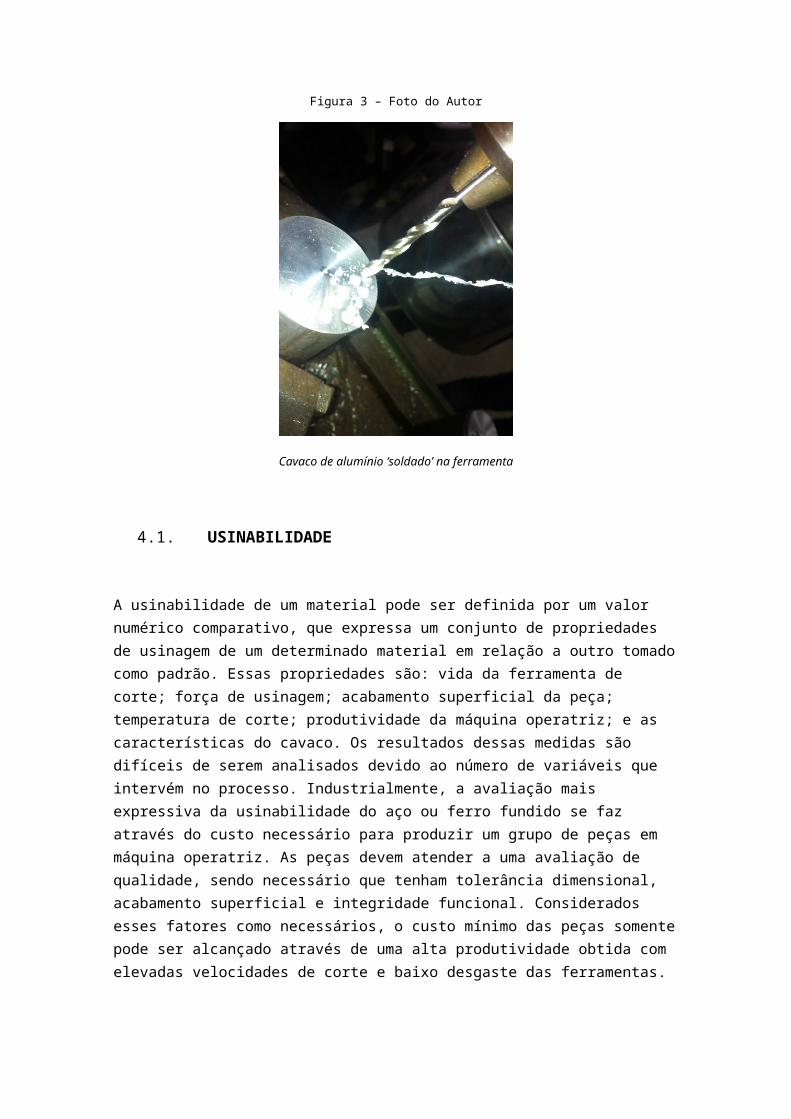
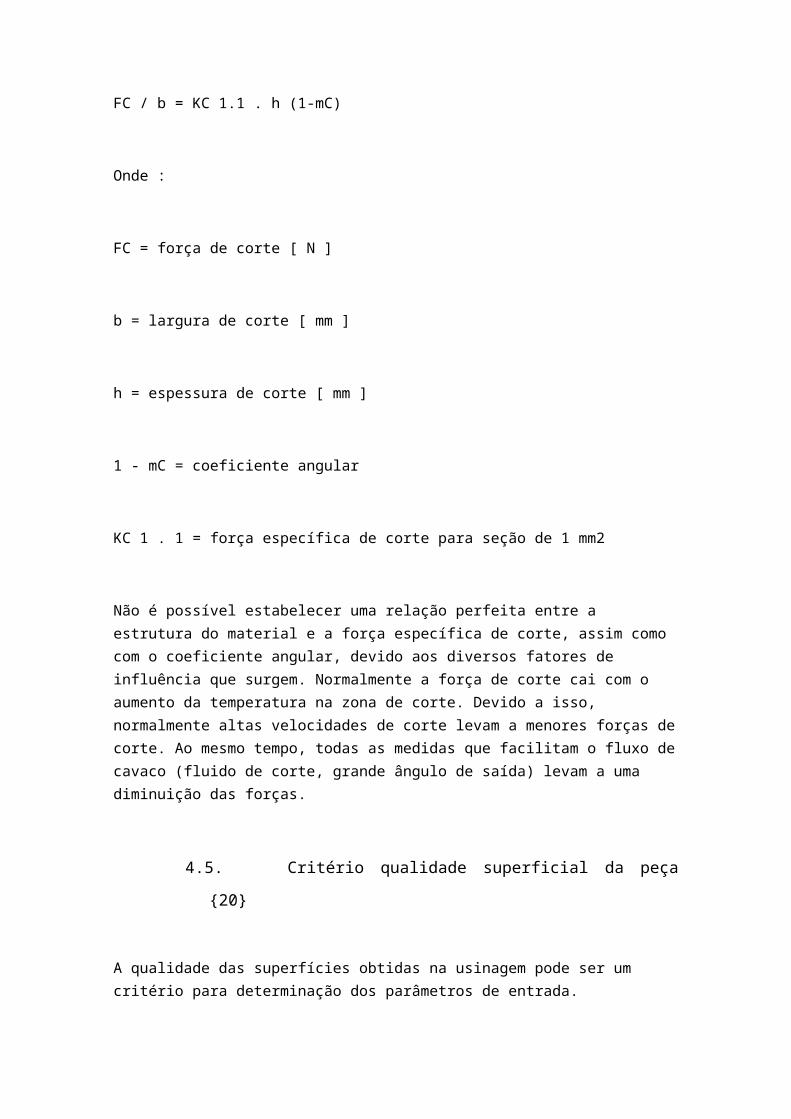
Figura 3 – Foto do Autor
Cavaco de alumínio ‘soldado’ na ferramenta
1. USINABILIDADE
A usinabilidade de um material pode ser definida por um valor numérico comparativo, que expressa um conjunto de propriedades de usinagem de um determinado material em relação a outro tomado como padrão. Essas propriedades são: vida da ferramenta de corte; força de usinagem; acabamento superficial da peça; temperatura de corte; produtividade da máquina operatriz; e as características do cavaco. Os resultados dessas medidas são difíceis de serem analisados devido ao número de variáveis que intervém no processo. Industrialmente, a avaliação mais expressiva da usinabilidade do aço ou ferro fundido se faz através do custo necessário para produzir um grupo de peças em máquina operatriz. As peças devem atender a uma avaliação de qualidade, sendo necessário que tenham tolerância dimensional, acabamento superficial e integridade funcional. Considerados esses fatores como necessários, o custo mínimo das peças somente pode ser alcançado através de uma alta produtividade obtida com elevadas velocidades de corte e baixo desgaste das ferramentas.
A usinabilidade não é uma propriedade intrínseca do material, mas, sim, um resultado da interação do metal com a operação de usinagem. As condições de usinagem são estabelecidas para cada tipo de material e ferramenta. O avanço e a velocidade são limitados pelo calor gerado pelos atritos e pela deformação plástica do cavaco. Quanto maior a usinabilidade do material da peça e a resistência ao desgaste do material da ferramenta, maiores podem ser os avanços e as velocidades de corte. Deve-se levar em consideração os fluidos de corte que têm ação lubrificante e refrigerante. A profundidade de corte é um fator que limita o avanço e a velocidade de corte. Em operações de acabamento, ao invés das de operações desgaste, utilizam-se avanços menores e velocidades maiores para atender as especificações de rugosidade superficial e a precisão das dimensões. Em qualquer trabalho de usinagem, a produção depende dos avanços e velocidades de corte; entretanto as condições mais econômicas de usinagem dependem também de outros fatores como tempo e custos de preparação e colocação das ferramentas nas máquinas.
2. AVALIAÇÃO DA USINABILIDADE
Entendem-se, como propriedades de usinagem de um metal, aquelas que expressam o seu efeito sobre grandezas mensuráveis inerentes ao processo de usinagem.
Para avaliação da usinabilidade, são, geralmente, usados quatro critérios, utilizados isoladamente ou em conjunto:
Vida da ferramenta.
Força de usinagem.
Qualidade superficial da peça.
Formação de cavacos (forma e tamanho dos cavacos).
Os fatores que influem na determinação da usinabilidade são:
a) Material da peça (composição química, microestrutura, dureza, propriedades mecânicas, rigidez da peça).
b) Processos mecânicos e condições de usinagem (material e geometria da ferramenta, condições de trabalho, fluido de corte, rigidez da máquina e do sistema de fixação, tipo de operação a ser realizada).
3.1. Critério vida da ferramenta
A vida da ferramenta é normalmente o critério de maior importância na caracterização da usinabilidade de um material. A vida "T" é o tempo mínimo que uma ferramenta resiste do início do corte até sua utilização total, sendo definida através da fórmula:
T = Vc k . Cv
Onde:
T = vida da ferramenta [ min ]
VC = velocidade de corte [ m / min ]
CV = vida para VC = 1 m / min [constante]
K = coeficiente angular da curva de vida
A dependência entre T e VC é exponencial e, em sistema bilogarítmico, é representada por uma reta. Os fatores mais importantes para aparecimento de desgaste na ferramenta são as partículas duras e abrasivas da peça, bem como a resistência da matriz, além do material da ferramenta empregado.
3.2. Critério força de usinagem
Existem dois fenômenos importantes no corte: cisalhamento do metal diante do ângulo de corte; e atrito na interface ferramenta-cavaco. O trabalho necessário ao corte é composto pelos trabalhos de cisalhamento e pelo de atrito. Qualquer redução desses trabalhos implica a redução do aquecimento e dos esforços no corte e, consequentemente, há um menor desgaste das ferramentas.
A grandeza da força de usinagem, que pode ser decomposta em força de corte, força de avanço e força passiva, é um critério de usinabilidade, pois, geralmente, materiais de difícil usinagem também apresentam forças de trabalho maiores.
As componentes da força de usinagem são influenciadas principalmente pelo material da peça, pelas condições de corte e pela geometria da ferramenta. Elas obedecem à fórmula de Kienzle (empírica), que relaciona as características do material, a seção de usinagem e a força de corte.
Para a força de corte FC vale:
FC / b = KC 1.1 . h (1-mC)
Onde :
FC = força de corte [ N ]
b = largura de corte [ mm ]
h = espessura de corte [ mm ]
1 - mC = coeficiente angular
KC 1 . 1 = força específica de corte para seção de 1 mm2
Não é possível estabelecer uma relação perfeita entre a estrutura do material e a força específica de corte, assim como com o coeficiente angular, devido aos diversos fatores de influência que surgem. Normalmente a força de corte cai com o aumento da temperatura na zona de corte. Devido a isso, normalmente altas velocidades de corte levam a menores forças de corte. Ao mesmo tempo, todas as medidas que facilitam o fluxo de cavaco (fluido de corte, grande ângulo de saída) levam a uma diminuição das forças.
3.3. Critério qualidade superficial da peça {20}
A qualidade das superfícies obtidas na usinagem pode ser um critério para determinação dos parâmetros de entrada.
A rugosidade é decorrente da forma da quina da ferramenta e do movimento relativo entre peça e ferramenta. No torneamento, ela é influenciada principalmente pela forma do raio de quina da ferramenta e pelo avanço.
A rugosidade aumenta com o aumento do avanço e diminui com o aumento do raio de quina. Com relação à velocidade de corte, a rugosidade inicialmente tende a aumentar com o aumento da velocidade de corte, diminuindo após certa velocidade. Isso se deve à formação de gume postiço, que pode ocorrer a pequenas velocidades de corte, fator que desaparece com o emprego de velocidades de corte mais altas.
A profundidade de corte praticamente não tem influência sobre a qualidade superficial, quando a profundidade for superior a um valor mínimo.
Dos ângulos da ferramenta, o ângulo de saída e o ângulo de posição têm a maior influência sobre a qualidade superficial. Com o aumento positivo do ângulo de saída a rugosidade diminuiu.
A diminuição do ângulo de posição leva a um aumento da força passiva e, em decorrência, aumenta a possibilidade de vibrações regenerativas, que levam a uma piora da qualidade superficial.
Também o desgaste da ferramenta tem influência sobre a qualidade superficial da peça.
3.4. Critério formação de cavacos
Quando se usina um material mole, se forma uma apara espessa e em forma de fita e ocorre um acabamento superficial ruim. A ferramenta de corte atua como uma cunha, deformando o metal a sua frente por cisalhamento, até que em algum ponto seja atingida a tensão de ruptura e a porção de metal deformada se destaque, formando o cavaco.
Pelo fato de o material ser mole é necessária uma grande deformação para que seja atingido o ponto de ruptura. Quando isto ocorre, a apara resultante é espessa, indicativa de uma má qualidade de usinagem. Também em consequência dessa grande deformação, o contato entre ferramenta e cavaco é maior, surgindo pontos de soldagem entre os dois materiais e ocorrendo um aumento do atrito.
Durante a deformação, o material da apara é encruado, aumentando a sua resistência. A ruptura passa a se dar abaixo da superfície de corte, no metal mais mole, produzindo arrancamentos que prejudicam o acabamento da peça usinada. Quando a diferença de resistência do material da apara e do metal de base torna-se menos significativa, diminui-se a tendência de ocorrer ruptura abaixo da superfície da peça; a deformação necessária para se atingir a tensão de ruptura do cavaco é menor, formando uma apara menos espessa, reduzindo também o atrito e o arrasto sobre a ferramenta.
Um dos fatores que mais limita a velocidade de usinagem é a forma dos cavacos. As pesquisas demonstraram que os metais, ao serem usinados, devem produzir um cavaco frágil e, portanto, quebradiço, o que propicia uma maior facilidade de manuseio e operação. Paralelamente, os cavacos devem ter um raio de curvatura pequeno, para haver menor área de contato e, consequentemente, menor atrito com a ferramenta de corte, proporcionando maior vida útil.
No instante do corte, juntamente com a formação do cavaco, ocorre à formação de um ângulo de deformação (y) e um ângulo de cisalhamento (q).
Um aumento dos ângulos q e y significa que o volume de metal implicado na deformação diminui, aumentando a usinabilidade.
A forma e o tamanho do cavaco são muito importantes, principalmente para os processos de usinagem onde há pouco espaço para os cavacos ou em máquinas-ferramentas com pouco espaço de trabalho.
Cavacos helicoidais planos preferencialmente apresentam a sua saída tangenciando o flanco da ferramenta e, em decorrência disso, danificam o suporte e a quina da ferramenta. Cavacos em fita, cavacos emaranhados e cavacos fragmentados apresentam um perigo para o operador da máquina.
As principais influências sobre a formação dos cavacos são as condições de corte, a geometria da ferramenta e, por parte do material da peça, a deformabilidade, a tenacidade e a resistência ou estado metalúrgico do material.
Através da diminuição da velocidade de corte ou do ângulo de saída, a fragilidade dos cavacos de materiais não muito elásticos aumenta, devido à maior deformação do cavaco. De maior importância é a influência do avanço e do ângulo de posição. Um aumento na espessura do cavaco leva a uma deformação demasiada na superfície de cisalhamento, isto é, aparecem cavacos curtos. Como com um aumento crescente da profundidade de corte devem-se escolher valores maiores de avanços para uma quebra mais favorável do cavaco, utiliza-se normalmente a relação profundidade x avanço como critério de formação de cavaco.
A formação de cavacos é bastante influenciada pela resistência e conformabilidade do material. Uma resistência crescente favorece a quebra dos cavacos. Impurezas como inclusões na matriz do metal provocam uma forma de cavaco irregular, de quebra facilitada. Os elementos de liga exercem grande influência sobre a formação dos cavacos.
3. ASPECTOS METALÚRGICOS QUE INTERFEREM NA USINABILIDADE
Os melhores parâmetros de corte e as características das ferramentas devem ser associados também às condições metalúrgicas do aço ou ferro. Dessa forma, deve-se utilizar a análise química, a dureza e a microestrutura para identificar as melhores combinações, capazes de promover vantagens na usinabilidade.
A aquisição de melhores condições de corte com remoção de cavaco, em processos de usinagem de alta produtividade na indústria, é atribuída, divergentemente, a fatores metalúrgicos de fragilidade do cavaco ou a fatores mecânicos, como a precisão dimensional e ausência de carepa abrasiva. Entre as melhorias obtidas, são notáveis o aumento da vida da ferramenta, a melhor qualidade da superfície usinada, a menor força de corte e, consequentemente, o menor consumo de energia, ou seja, a redução de custos.
Os fatores básicos que influenciam na obtenção desses requisitos são o trabalho a frio, a microestrutura, características mecânicas, composição química e inclusões.
4.1. Trabalho a frio
A deformação a frio pode melhorar a usinagem, através do encruamento provocado, o que aumenta a dureza e dificulta o empastamento do cavaco sobre a ferramenta e a formação da aresta postiça de corte. Se a dureza da peça for elevada excessivamente, haverá um desgaste exagerado da ferramenta e um acréscimo na potência necessária.
O saldo entre a diminuição da força de corte e o efeito oposto pelo aumento da resistência mecânica à deformação representa os parâmetros de análise que definem o compromisso para obtenção da melhoria de usinabilidade.
Em materiais que apresentam alta taxa de encruamento e alta ductilidade, o trabalho a frio provoca queda acentuada na usinabilidade.
4.2. Microestrutura
Do ponto de vista tecnológico, a estrutura do material é de suma importância, tendo em vista que a mesma está correlacionada com as propriedades mecânicas, físicas e químicas da peça.
O tamanho de grão é um dos parâmetros a se controlar, devido ao efeito de fragilização do cavaco, produzido em função de uma estrutura de grãos grosseiros. Porém, com uma estrutura mais refinada, menores são as fronteiras intergranulares e maiores são os contatos de natureza química e eletrostática, melhorando o comportamento frente às solicitações mecânicas impostas no trabalho de usinagem.
4.3. Características mecânicas
Desde o início desse século, desenvolveram-se estudos visando a relacionar as propriedades mecânicas com a usinabilidade do material, lançando mão dos valores de resistência à tração, limite de escoamento, alongamento e dureza, como referência para comparação.
Chiaverini afirma que valores altos para a dureza significam dificuldades de usinagem, ao passo que valores médios e baixos associam-se com boas propriedades de usinabilidade, mas que as medidas de dureza não serviriam de um modo absoluto como guia para determinação de verdadeira usinabilidade.
Cita-se que a melhora da usinabilidade se obtém em condições conflitantes de alta ductilidade, baixa resistência à tração e maior fragilidade, ou seja, baixa elasticidade. Porém encontra-se a citação de que a melhor usinabilidade estaria associada a uma condição de baixa dureza (e resistência) e baixa ductilidade.
As propriedades intrínsecas são de grande influência, dependendo do tipo de operação de fabricação a que o material está submetido, significando que algumas propriedades terão uma influência mais nítida em um determinado tipo de operação e efeitos menores ou até mesmo nulos em outro tipo.
Deve-se destacar que as propriedades mecânicas dos materiais assumem que as características dimensionais são homogêneas, no entanto, a realidade demonstra que essas características não o são (não-homogêneas). Isto significa que pode haver pequenas variações na espessura, devido a vazios, inclusões, variações no tamanho de grão, textura ou concentração de soluto, todas originando variações na resistência local do metal.
4.4. Composição química
A adição de elementos de liga produz modificações microestruturais, conduzindo a um endurecimento, que tem reflexo sobre as propriedades mecânicas obtidas e sobre a usinabilidade, dependendo da quantidade, forma e distribuição desses elementos.
Os átomos de soluto permanecem em solução, aumentando a dureza através dos efeitos endurecedores de solução sólida supersaturada. O notável efeito endurecedor pode ser justificado pela grande diferença de raios atômicos e de eletronegatividade. Os átomos de impurezas interagiram com os campos de tensões hidrostáticas e cisalhantes, formando uma atmosfera com as discordâncias em cunha em hélice, resultando também em um impedimento ao movimento das mesmas, facilitando, assim, o rompimento do cavaco.
De um modo geral, os efeitos dos elementos químicos participantes da composição do material na usinagem podem ser encarados da seguinte maneira: Primeiro, os elementos que aumentam a proporção de perlita diminuem o teor de carbono no ponto eutetoide, o que causa endurecimento por solução sólida. Segundo, elementos que atuam na fragilização da ferrita. Um terceiro ponto são os elementos residuais e os provenientes da fusão/vazamento, que podem promover efeitos diversos, além da presença de inclusões.
Os elementos de liga podem também formar partículas duras e abrasivas, prejudicando a usinabilidade.
1) Importância do alumínio na indústria e na economia brasileira
O alumínio é um dos metais mais abundantes na crosta terrestre, porém somente começou a ser produzido comercialmente por volta de 150 anos
atrás, ou seja, é um metal relativamente novo na indústria. Apesar de ser conhecido há muito tempo atrás (os persas, há cerca de 6000 a.C., já
fabricavam utensílios de argila que continham óxidos de alumínio – Al2O3), ele somente teve o primeiro lingote fabricado em 1855 para uma
exposição em Paris, que, na ocasião, foi apresentado como o lingote de um metal mais leve que ferro.
Contudo, o alumínio somente foi difundido no uso industrial quando o estadunidense Charles Martin Hall e o francês Paul Louis Toussaint Heróult,
apesar de elaborarem separadamente, desenvolveram e patentearam quase que concomitantemente um processo de obtenção do alumínio. Esse
processo consistia na obtenção do alumínio através da redução eletrolítica da alumina banhada em criolita líquida (que é um fluoreto de sódio e
alumínio – Na3AlF6).
Como se pode observar pelo seu alto consumo, o alumínio tem uma importância significativa nesse setor, além disso. Tal fato explica-se por causa
das propriedades físicas e químicas que ele possui, tais como: baixa densidade, alta resistência à corrosão e alta condutividade térmica e elétrica.
Fora isso, outro fator que contribui para uma maior utilização é o fato de ele ser altamente reciclável (pode ser reciclado inúmeras vezes e não
perde suas propriedades, como aconteceria com outros materiais), o que lhe garante uma alta sustentabilidade em termos sociais, econômicos e
ambientais. Assim, ele possui várias aplicações na indústria, que variam desde a produção de artefatos domésticos, passando pelas indústrias
automobilística, naval e aeronáutica, até na indústria aeroespacial.
No Brasil, a indústria do alumínio foi fundada em 1917 (CPAA – Companhia de Paulista de Artefatos de Alumínio). Ela iniciou a fabricação de
placas fundidas para automóveis e toda sua matéria-prima era importada.
A produção de alumínio no Brasil deu-se pela perseverança de alguns empresários, contudo essa produção era insuficiente para a demanda do
mercado. As duas primeiras empresas que tentaram implantar essa produção foram a Elquisa (Eletro Química Brasileira S/A) e CBA (Companhia
Brasileira de Alumínio). A CBA foi uma das únicas empresas pioneiras que permaneceu até hoje.
A produção no Brasil em escala industrial somente começou durante a 2ª Guerra Mundial, mais precisamente em 1944, onde houve uma grande
demanda do mercado externo proporcionado pela própria guerra. Tal fato consolidou a indústria no país que tinha começado definidamente em
1938 com a produção do metal em Ouro Preto, tudo apoiado pelo governo de Getúlio Vargas.
Atualmente, o Brasil ocupa a terceira posição no ranking mundial de reserva de bauxita, perdendo apenas para Austrália e para a Guiné. Esta
reserva caracteriza-se tanto por ser de grau metalúrgico (produção da alumina), cerca de 84%, e de grau não-metalúrgico (cerca de 17%), usado
para a produção de cimento, abrasivos e refratários (indústria química). Essa reserva está localizada principalmente na Região Norte do país
(Estado do Pará), mas também pode ser encontrado nas Regiões Sudeste e Nordeste.
A participação da indústria do alumínio no PIB foi de 1,2% e 3,4% no PIB industrial em 2001. E seu faturamento foi de US$ 6,1 bilhões, redução de
US$ 500 milhões em relação a 2000. Essa redução foi devido a racionamento de energia. Neste mesmo ano, as exportações da indústria do
alumínio (dentre todos seus produtos, a bauxita, a alumina e o alumínio primário) representaram 2,8% das exportações do Brasil e assumem cerca
de 51% do alumínio no país. Já em 2004, sua participação no PIB foi de 1,3% e de 3,3% no PIB industrial.
Apesar das grandes vantagens do alumínio, ele ainda é pouco utilizado no setor de transportes brasileiro e possui um grande potencial para ser
desenvolvido. Entre as inúmeras razões de tal fato, está a falta de conhecimento do mercado, posto que é um metal relativamente novo na
indústria. Outro fator, é que apesar do crescimento vertiginoso da tecnologia de transformação do metal que ocorreu nos anos de 1940, a
disseminação dessa tecnologia não se deu no mesmo ritmo causando uma defasagem no mercado.
Isso indica-nos que a indústria do alumínio tem tudo para crescer ainda mais no mercado brasileiro, proporcionando um aumento na economia do
país e conseqüentemente uma no desenvolvimento brasileiro.
2) Análise da utilização do alumínio na economia mundial
Como já dito anteriormente o alumínio é um dos metais mais abundante na natureza (ela pode-se encontrada em três principais grupos climáticos:
o mediterrânico, o tropical e o subtropical – isso explica a grande ocorrência desse minério no Brasil), porém seu uso industrial é relativamente
novo. No entanto, ele vem se destacando na indústria mundial, devido as suas ótimas características.
Devido às crises energéticas em diversos países produtores, o alto índice de crescimento da produção mundial no início dos anos 90 não foi
mantido. Contudo, já aconteceu uma retomada nesse crescimento, devido principalmente a um aumento na demanda do produto.
Em 1943, os maiores produtores de bauxita eram os Estados Unidos, a Guiana Britânica, Hungria, Iugoslávia, Itália, Grécia, Rússia, Suriname,
Guiana, Indonésia e Malásia. Mas, hoje os principais produtores são Austrália, Brasil, Guiné e Jamaica. No ano de 2004, foram produzidos 157,4
milhões de toneladas de bauxita e o Brasil contribuiu com cerca de 21 milhões de toneladas, alcançando o segundo lugar no ranking mundial.
No ano de 2000, os Estados Unidos eram um o maior consumidor (ele era responsável por um consumo de 38% do comercializado no mercado
mundial), porém, ele foi ultrapassado pela China que contemporaneamente consome cerca de 49,62% do metal. Um fato interessante em se
observar é que apesar da China ser o país que consume mais alumínio no mundo, seu uso per capita médio é de apenas 8 kg, enquanto que a
mundial é de 20 kg e a dos Estados Unidos de 25 kg.
A escala é grande (no ano de 2006, o mundo produziu cerca de 34 milhões de toneladas de acordo com a Abal – Associação Brasileira do
Alumínio) e a estrutura da indústria esta altamente globalizada. São, atualmente, 46 países que extraem a bauxita, depois transformam em
alumina e em seguida em alumínio primário. E também já se espalhou as indústrias de fundição, moldagem e usinagem por todo o planeta. Elas
se encontram desde países altamente industrializados e sofisticados como os Estados Unidos e os Tigres Asiáticos bem como em países em
desenvolvimento com grandes centros industriais como o Brasil.
A indústria do alumínio é uma das que mais empregam (direto ou indiretamente), ela chega a superar a indústria de serviços. Por exemplo, no
Brasil ela emprega aproximadamente 51.000 pessoas e na Europa cerca de 235.000 de pessoas (dados da IAI - International Aluminium Institue).
Segundo dados de 2006 da Abal, a relação entre a sucata recuperada (reciclagem do alumínio) e o consumo doméstico, a média mundial ficou
nos 30,2%. O país que obteve a essa melhor relação foi a Austrália com 59,6%, seguida pelo Reino Unido (51,6%) e em terceiro o Brasil que
obteve um índice de 38,9%. A China (maiora consumidora de alumínio) obteve um índice de 21,1%.
Entretanto, quando se fala em reciclagem de latas de alumínio o Brasil vira referência mundial com um índice de 96,5% de reciclagem, em
segundo lugar encontra-se o Japão com 92,7% seguido pela Argentina com um índice de 90,5%. Estes dados são referentes ao ano de 2007
(segundo a Associação Brasileira do Alumínio).
A indústria do alumínio vem experimentando um grande crescimento. Isso se deve ao avanço tecnológico desenvolvido no mundo todo. Pois, cada
vez mais os pesquisadores têm descoberto novas utilidades para ligas de alumínio. O início dos estudos nas ligas de alumínio para a produção de
ligas com propriedades mecânicas mais elevadas somente começou no início do século XX, com ocorreram com tentativas e erros, juntamente
com observações perspicazes que foram paulatinamente criando e aprimorando os princípios metalúrgicos fundamentais envolvidos. Assim,
abrindo um leque de opções no mercado mundial.
Com uma onda atual de desenvolvimento sustentável, a indústria do alumínio também não podia ser excluída. Então, a IAI promoveu uma
iniciativa mundial, onde busca aliar o aspecto econômico com o social e o ambiental. E uma dessas mediadas é a reciclagem do alumínio e a
adesão das industriais em programas nacionais.
Pelo exposto acima, o alumínio, hoje, tem uma grande importância na economia mundial. Ele gera muitos empregos, tanto diretos como indiretos,
sendo uma das indústrias que possuem uma das melhores perspectivas no mundo. Capaz de mudar o panorama econômico-social de um país.
3) Principais características do alumínio
O alumínio tem uma grande aplicação no cenário mundial devido as suas ótimas propriedades ou características. No entanto, o único empecilho,
ou melhor, a única limitação está no seu processo de fabricação que consome uma enorme quantidade de energia, cerca de 14,8 MWh/t de
alumínio metálico (média brasileira).
Essas principais características são: leveza (baixa densidade, cerca de um terço da do aço); excelente condutividade térmica e elétrica (de 50 a
60% da do cobre); resistência a corrosão atmosférica (camada protetora que se forma na superfície); alta ductilidade (devido a sua estrutura
cristalina - CFC); não é ferromagnético (aplicabilidade em estruturas eletro-eletrônicas); não é tóxico (aplicabilidade em embalagens); altamente
reciclável (pode-se reciclar inúmeras vezes que o material não irá perder suas propriedades). Apesar de a resistência mecânica ser baixa (~90
MPa), para o alumínio puro, pode realizar-se tratamentos ou adicionar elementos de liga (é um dos elementos que pode se combinar com muitos
metais da engenharia) para aumentar essa resistência, assim garantindo uma maior aplicabilidade na indústria. Outra limitação na aplicabilidade
das ligas de alumínio está no seu baixo ponto de fusão (660 ºC).
Devido à sua leveza, as ligas de alumínio estão sendo muito utilizadas nas indústrias de transportes. Isto ocorre porque a diminuição do peso
acarreta um menor consumo de combustível. Fora isso, gera um menor desgaste e uma maior eficiência e capacidade de carga.
A sua ótima condutividade elétrica (ele somente perde para o ouro, a prata e para o cobre) garanti-lhe uma grande utilização na indústria de
fabricação de fios e cabos. Além do mais, sua relação peso-condutividade é muito melhor que vários outros materiais, por exemplo, pode conduzir
quase a mesma corrente elétrica que o cobre sendo duas vezes mais leve conseqüentemente mais econômico. Fora isso, por não ser
ferromagnético torna-lhe muito mais aplicável.
Por causa de sua camada protetora (película de óxido de alumínio), ele possui uma elevada resistência a corrosão. Dessa forma, ele é capaz de
conservar e facilitar a manutenção de vários objetos como, portas e janelas, forros e revestimentos, em partes de equipamentos. Essa película
também é um fator primordial na conservação de alimentos, pois ela impede a contaminação, ou seja, garante uma melhor higienização do
produto.
O alumínio e suas ligas possuem uma boa trabalhabilidade, ou seja, podem ser trabalhados por quaisquer tipos de processos desenvolvidos para
os materiais, como fundido, extrudado, laminado, forjado, estampado e muitos outros. Fora isso, ele pode ser pintado, assim permitindo
acabamentos que não somente valem pelo aspecto estético, mas também aumenta a sua resistência natural à corrosão (que já era muito alta).
Outra característica que lhe garante um destaque na economia global é sua disponibilidade. Ele é o metal mais abundante na natureza e foram
feitos muitos investimentos ao longo desse ultimo século para ampliar a sua produção e incentivar a reciclagem. O consumo mundial chega a
cerca de 28 milhões de toneladas por ano e a produção chega a 21 milhões de toneladas, essa diferença é justamente suprida pela reciclagem.
Como foi dito anteriormente, o alumínio é um metal altamente reciclável. Ele não perde suas características por causa da reciclagem. Essa
medida, além de poupar o meio ambiente (que atualmente vem se tendo uma grande preocupação com tal fato), a reciclagem apenas utiliza 5%
da energia necessária para a produção do metal primário. Ela também cria uma atividade econômica adicional que resulta em empregos, renda e
impostos. O Brasil é o líder mundial na reciclagem de latinhas com um índice de 85%.
Fora todas essas características ditas anteriormente, o alumínio tem uma aparência naturalmente agradável e moderna. É um material que não se
deteriora com a ação do tempo mantendo sempre seu aspecto natural. Dessa forma, acaba sendo um atrativo para vários setores da economia.
4) Obtenção do alumínio primário
A bauxita é o principal minério de alumínio, na qual é constituída predominantemente de óxido hidratado de alumínio (Al2O3.H2O) contendo ainda
alguns traços de óxido de ferro, sílica, titânio e outros compostos. Nesses minérios o teor de óxido de alumínio varia de 40 a 60%.
Primeiramente para que a produção do alumínio seja economicamente viável é necessário que a bauxita tenha no mínimo 30% de alumina
aproveitável. E a partir dessa avaliação começa-se a extração da bauxita.
A cadeia produtiva do alumínio primário inicia-se com a exploração do seu minério (bauxita). Após seu tratamento e processamento utilizando um
sistema de dissolução e lavagem em solda cáustica para a obtenção da alumina. Depois, a alumina, através de um processo eletrolítico (usando
corrente contínua), ela é finalmente transformada em alumínio primário. Esse sistema consome muita energia, como já posto anteriormente, por
isso, as refinarias localizam-se preferencialmente em regiões ricas em energia elétrica.
Na primeira etapa do processo de mineração, ocorre a retirada criteriosa da vegetação e do solo orgânico, sendo respeitado um planejamento
ambiental para que a agreção ao meio ambiente seja mínimo. Depois, retiram-se as camadas superficiais do solo (argila e lateiras) e a bauxita fica
exposta, ela possui uma espessura variável, pois depende da estrutura geológica da região onde ela é encontrada, mas comumente ocorre numa
faixa de três a seis metros. Logo após, inicia-se o processo de beneficiamento da bauxita.
No beneficiamento da bauxita, ocorre uma britagem (para a redução de tamanho), em seguida uma lavagem com água para reduzir o teor de sílica
contida na parcela mais fina (isso acontece se for necessário) e por ultimo ocorre uma secagem da bauxita. Depois disto, segui-se para a refinaria
(fase do processo onde acontece a transformação da bauxita em alumina). Nela, o processo mais utilizado em o Bayer.
Nesse processo, a bauxita é colocada em britadores e, em seguida, vai para moinhos de modo a ter-se partículas entre 80 a 100 mesh. Este pó é
misturado com hidróxido de sódio (NaOH) e então essa mistura em bombeada para um autoclave, local onde irá ocorrer a “digestão” da mistura
que resultará em uma solução aluminato de sódio solúvel (NaAlO2) e ainda impurezas.
Terminado o processo de digestão, a solução é tratada por sedimentação ou decantação e por filtração sob pressão para poder separá-la dos
resíduos em suspensão (esses resíduos são constituídos essencialmente por hidróxido de ferro impuro contendo grande parte de sílica e outras
impurezas e ainda uma pequena quantidade de alumina que parcialmente recuperada por lavagem em um licor cáustico e água quente devolvida
ao processo).
Após a solução (filtrado) é levada para um tanque de resfriamento e aos depósitos de precipitação, onde é concentrado para que ocorra a
cristalização da alumina, porém essa alumina ainda está muito hidratada.
A alumina hidratada é levada a espessadores, filtrada e calcinada para eliminar a água que ela possui. Obtendo-se, assim, como produto final a
alumina (Al2O3), com 99,5 a 100% de óxido de alumínio e com certas impurezas, como por exemplo, óxido de ferro, óxido de silício e óxido de
sódio. Dessa maneira, está terminado o processo de refinaria e então, dar-se-á inicio a redução da alumina para obtenção do alumínio primário.
Como a afinidade entre o alumínio e o oxigênio é muito grande, trona-se impossível reduzir a alumina em redutores mais comuns (de carbono e
dióxido de carbono). Logo, recorreu-se a um processo eletrolítico no qual o banho eletrolítico é constituído de criolita. A elaboração desse
processo foi graças a Charles Martin Hall e Paul Louis Toussaint Heróult, que apesar de terem trabalhado separadamente, propuseram o mesmo
método. E por isso, esse processo ficou conhecido como processo “Hall-Héroult”.
Nesse processo, a alumina é dissolvida em um banho de criolita em uma baixa tensão, onde ocorre a decomposição do oxigênio e em alumínio.
Esse oxigênio vai para o anodo de carbono, onde se combina e sai na forma de dióxido de carbono (cerca de 75%) e monóxido de carbono (cerca
de 25%). O alumínio líquido resultante precipita-se no fundo da cuba eletrolítica.
O alumínio líquido (alumínio primário) é retirado periodicamente e transferido em candinhos para os chamados fornos de esperas. E depois, o
metal segue para máquinas onde são produzidos lingotes, as placas e os tarugos.
As cubas eletrolíticas são fornos especiais revestidos de carbono que operam a 960 ºC. Ela é composta por dois componentes principais: os
anodos, que se localizam na parte superior, e o catodo, que seria a cuba propriamente dita, local onde se processa a eletrólise.
A voltagem das cubas eletrolíticas, de cada uma, variam de 4 a 5 V, dos quais apenas 1,6 V são necessários para que ocorra a eletrólise
propriamente dita. Esta diferença se faz necessário, pois as cubas são ligadas em serie, assim necessitando de uma voltagem maior. Além disso,
para gerar o calor necessário para manter o eletrólito m fusão.
As tecnologias empregadas nesse processo são duas que se diferencia pelo tio de anodo utilizado (anodo pré-cozido ou anodo Söderberg). O
primeiro é produzido em um processo separado, empregando-se coque de petróleo e piche como matéria prima. Eles, os anodos pré-cozidos, são
consumidos durante o processo eletrolítico e devem ser trocados intermitentemente. Já os de Söderberg são cozidos pelo próprio calor da cuba e
não precisam ser trocados, além de serem consumidos continuamente.
A função propriamente dita da criolita é permitir uma boa dissolução da alumina e uma boa separação física de fase produzida durante a eletrólise.
Embora a composição do eletrólito seja diferente em cada empresa produtora de alumínio primário, geralmente é usada cerca de 80 a 85% de
criolita; 5 a 7% de fluoreto de cálcio; 5 a 7% de fluoreto de alumínio; e 2 a 8% de alumina.
As quantidades de insumos necessárias para a produção de uma tonelada de alumínio primário são de: cinco toneladas de bauxita, duas
toneladas de alumina, oito quilogramas de criolita, aproximadamente 20 quilogramas de fluoreto de alumínio, 384 quilogramas de coque de
petróleo, aproximadamente 120 quilogramas de piche e aproximadamente 44 quilogramas de óleo combustível.
Para obter um alumínio com 99,99% de pureza deve-se realizar uma refinação adicional, numa cuba eletrolítica semelhante a empregada na
redução da alumina, contendo uma camada inferior de uma liga de Al-Cu com cerca de 33% de cobre, uma intermediária que constitui o eletrólito
(fluoreto de alumínio, fluoreto d sódio e cloreto de bário) e uma superior que corresponde a alumínio refinado, protegido de oxidação pelo ar por
uma crosta de banho. E a temperatura de banho é por volta dos 750 ºC.
5) Elementos de liga e as ligas de alumínio
O alumínio é um dos únicos elementos que se pode combinar com inúmeros outros. Assim, ele possui uma enorme quantidade de ligas. Tais
elementos são chamados de elementos de ligas. A adição destes causa uma mudança nas propriedades físicas da liga, como alterar a densidade
ou o coeficiente de expansão térmica.
Dentre estes elementos de ligas se destacam: antimônio, arsênico, berílio, boro, bismuto, cádmio, cálcio, cromo, cobalto, cobre, magnésio,
molibdênio, níquel, silício, titânio, prata e zinco.
1. Liga Al-Cu:
O cobre é o elemento de liga principal. Ele aumenta a resistência à tração e melhora a usinabilidade.
Essas ligas são tratáveis termicamente (teores menores que 5,65%) e após o tratamento, adquirem resistência semelhante as dos aços com baixo
teor de carbono. Elas possuem uma resistência à corrosão inferior as demais ligas, podendo apresentar uma corrosão intergranular. Além disso,
possui uma soldabilidade baixa, exceto a liga 2219.
São aplicadas em fuselagens e componentes estruturais de aeronaves, rodas forjadas (para indústria de caminhões e aeronáutica), componentes
com elevadas relação resistência/peso (temperaturas inferiores a 130 ºC) e de suspensão de automóveis.
1. Liga Al-Si:
O silício é elemento de liga principal. Ele melhora a soldabilidade, aumenta a fluidez e reduz a contração. Contudo, em alta concentração diminui a
usinabilidade. A maior parte das ligas dessa série não são tratáveis termicamente.
Essas ligas apresentam uma boa resistência à tração e à corrosão e uma boa ductibilidade. Por isso, são utilizadas na arquitetura e na construção
civil bem como na produção de fios, arames pós para brazagem.
1. Liga Al-Mg:
O elemento principal é o magnésio.
Ele confere a essas ligas uma boa usinabilidade, resistência a corrosão, uma alta resistência à tração de todas as ligas fundidas. Essas ligas
também são as mais leves, porém, possuem uma alta tendência a se oxidar durante a fusão.
Ele tem um efeito mais endurecedor maior que o manganês (0,8% de magnésio tem o mesmo efeito que 1,25% de manganês) e além de poder
ser adicionado em quantidades maiores (~15%).
Elas são utilizadas na arquitetura (em decorações), embalagens (tampas de latas), suportes para a iluminação pública, peças de barcos e navios,
tangues para criogenia e componentes para guindastes e automotores.
1. Liga Al-Mg-Si:
Possuem como elementos de ligas principais o silício e magnésio.
Visando a formação de uma fase de Mg2Si, é inserida uma quantidade proporcional de magnésio e silício. E assim forma uma liga tratável
termicamente.
As ligas dessa série possuem uma boa ductibilidade, um característica boa de soldabilidade e usinabilidade, além de uma boa resistência à
corrosão.
Elas são aplicadas na arquitetura (decorações), em quadros de bicicleta e em estruturas soldadas.
1. Liga Al-Zn:
O principal elemento de liga é o zinco (é adiciona em quantidades que variam de 1 a 8%). Normalmente também é adiciona cromo e cobre a essa
liga, contudo em pequenas quantidades.
Nas ligas onde ele é adicionado junto com magnésio, as ligas podem ser tratadas termicamente. E também, confere uma alta resistência ao
impacto e à tração e uma excelente ductibilidade.
Outra característica que o zinco confere para as ligas de Al-Cu é melhorar a usinabilidade.
Em altos teores ele, o zinco, causa uma fragilidade a quente e uma contração.
Essa liga (Al-Zn) é aplicada em componentes da indústria aeronáutica como em estruturas, peças móveis e componentes de alta resistência.
1. Liga Al-Mn:
O manganês é o elemento de liga principal.
Essa liga não é tratável termicamente, contudo, apresentam uma resistência 20% maior que as ligas da série 1xxx. Devido à baixa solubilidade de
manganês no alumínio (cerce de 1,8%), possui poucas ligas de alumínio e manganês.
No entanto, elas são largamente utilizadas na indústria. Elas são usadas em: componentes de baixa resistência, porém que exijam grande
ductibilidade; latas de bebidas; utensílios de cozinha; trocadores de calor; tangues de armazenamento; sinalização rodoviária e painéis decorativos
e telhados para construção civil.
1. Liga Al-Sn:
O principal elemento de liga é o estanho. Possui grande resistência à fadiga e também à corrosão. Elas são utilizadas na fabricação de mancais e
buchas.
1. Outros elementos de ligas:
1. Antimônio:
Quando adicionado ás ligas de alumínio-magnésio, ele aumenta a resistência à corrosão em ambientes salgados, no mar. Isso se deve porque ele
cria uma película de óxidocloreto de antimônio.
1. Arsênico:
Ele é tóxico, por isso deve ser controlado em limites muito baixo quando é utilizado em embalagens de alumínio para a conservação de alimentos.
1. Berílio:
Em ligas de alumínio contendo magnésio, é utilizado para reduzir a oxidação em temperaturas elevadas. Sua concentração deve ser de 0,1%.
1. Boro:
No alumínio e suas ligas, ele atua como um refinador de grão, e melhora a condutividade, já que ele precipita o vanádio, o titânio, o cromo e o
molibdênio (que são prejudiciais para a condutividade elétrica do alumínio), em concentrações entre 0,005 a 0,1%.
1. Bismuto:
Pequenas concentrações de bismuto, de 20 a 200 ppm, podem ser adicionadas a ligas de alumínio-magnésio para neutralizar os efeitos nocivos
do calor.
1. Cádmio:
Pode ser adicionado a ligas de alumínio-cobre para aumentar a resistência a corrosão e a dureza, desde que numa concentração de até 0,3%.
Em concentrações de 0,005 a 0,5% em ligas de alumínio-zinco-magnésio tem sido utilizado para diminuir o tempo de envelhecimento. Relata-se,
também, que traços de cádmio no alumínio puro diminuem a resistência à corrosão.
1. Titânio:
Numa concentração de 0,05% a 0,2%, atua como um refinador de grão, aumenta a resistência à tração e a ductibilidade e diminui a condutividade
térmica.
1. Cálcio:
Quando é adicionado com uma concentração de 5% e também zinco a essa mesma concentração promove a liga uma propriedade super-plástica.
Nas ligas de alumínio-silício-magénsio, confere-lhe uma redução no tempo de endurecimento. E nas ligas de alumínio-silício aumenta a resistência
e diminui o alongamento.
1. Cromo:
Atua como um refinador de grão, melhora a resistência a elevadas temperaturas e nas ligas de alumínio-zinco-magénsio reduz a corrosão sob
tensão.
1. Cobalto:
Quando adicionado às ligas de alumínio-silício (que conte traços de ferro), ele confere a essa liga uma melhora no alongamento e na resistência.
1. Molibdênio:
Em uma concentração de 0,3%, atua com um refinador de grão.
1. Prata:
Em concentrações de 0,1 a 0,6%, ele confere as ligas uma maior resistência à corrosão e uma melhoria na dureza.
1. Níquel:
Em uma concentração de 0,5 a 3%, ele melhora a estabilidade dimensional e a resistência em temperaturas elevadas. Numa concentração de 5%,
ele produz uma alta contração.
1. Ferro:
Em uma concentração entre 0,15 a 1,2%, ele reduz a contração, atua como um refinador de grão (exceto nas ligas de silício) e diminui a adesão à
matriz em fundição sob pressão.
6) Elementos de liga e impurezas
Como já exposto anteriormente o alumínio em um dos poucos metais que se combinam com inúmeros outros materiais da engenharia, entretanto,
nem todos os tipos de adição de alguns elementos de liga é benéfica para ele e suas diversas ligas. Por isso, deve-se tomar cuido com tais
adições, pois os efeitos podem ser outros e não o que se estava esperando com tal adição.
A diferença entre um elemento químico adicionado na liga ser tratado como um elemento de liga ou como uma impureza é muito pequena, ela irá
depender de muitos fatores. Entre estes fatores encontram-se não somente a concentração de tal elemento, bem como o próprio tipo de liga em
que ele está sendo adicionado. Assim, para adicionar algum elemento é preciso observar quais fatores o torna uma impureza ou um elemento de
liga para o fim que irá ter a liga depois dessa adição.
Um das principais impurezas nas ligas de alumínio é ferro, pois ele muda a seqüência de solidificação, fazendo surgir fases primárias contendo
ferro antes da cristalização dos grãos de alumínio, e por se formarem primeiro tem a possibilidade de crescer livremente formando cristais
grosseiros na fase líquida. Assim, formam fases intermediarias prejudicando a trabalhabilidade dessas ligas.
Nas ligas de alumínio-silício se a concentração de ferro for baixa, pois concentrações acima de 1,5% leva a formação de partículas grosseiras de
fase de AlFeSi que prejudicará as suas propriedades mecânicas, há uma redução na tendência da liga de alumínio-silício de soldar-se ao molde
metálico na fundição em moldes permanentes (coquilhas e outros tipos).
Um exemplo de elemento que hora é um elemento de liga hora se torna uma impureza é o cromo. Quando não é adicionado com concentração
superior a 0,35%, ele refina os grãos, melhora a resistência a elevadas temperaturas e nas ligas de alumínio-zinco-magénsio reduz a corrosão sob
tensão. Porém, quando é adicionado em concentrações superiores a esse valor, ele tende a formar constituintes grosseiros - cristais grosseiros –
com outras impurezas presentes ou outros elementos de liga como o ferro, o titânio ou o manganês. Dessa forma, prejudicando as propriedades
das ligas.
Outro exemplo, é o níquel que a uma certa concentração, ele está presente como um intermetálico insolúvel, geralmente combinado com o ferro.
No entanto, quando não está e se encontra no alumínio comercialmente puro, ele aumenta a resistência, embora diminua a ductibilidade. Ou
quando ele se encontra em lias de alumínio-cobre ou alumínio-silício melhora a dureza, a resistência a temperaturas elevadas e reduz o
coeficiente de expansão térmica.
No exemplo anterior pode-se observar, também, o que foi exposto no segundo parágrafo com relação ao fim que se dará para a liga depois de
adicionado um novo elemento químico. Isso fica claro, pois se a liga fosse usada para com finalidade onde necessitar-se-ia de uma boa
ductibilidade, ela não seria mas indicada.
O manganês é outro exemplo de elemento que pode se tratar de uma impureza ou de elemento de liga. Ele é considerado uma impureza quando
se trata do alumínio comercialmente puro (alumínio primário) em que sua concentração varia de 5 a 50 ppm. Entretanto, nas ligas de alumínio-
cobre ou alumínio-silício, ele melhora a resistência à tração em temperaturas elevadas. Porém, deve ser observado que se a liga possui ferro na
composição ocorre o efeito contrario.
Assim, para poder se afirmar que uma impureza é realmente uma impureza ou um elemento de liga é realmente um elemento de liga, deve-se
primeiramente observar a concentração ou para que fim essa liga destina-se. E depois dessa avaliação criteriosa pode-se dizer que um elemento
é ou não uma impureza ou um elemento de liga.
7) Camada protetora
O alumínio assim como suas ligas possui uma película protetora – Al2O3. Essa camada se forma naturalmente (quando é exposto ao ar) e é
responsável pela resistência a corrosão do alumínio e suas ligas.
Essa camada se forma pela oxidação do alumínio metálico, e no final ela possui uma espessura que fica variando em torno de 25 a 50 Å (em
ambientes quentes, úmidos ou em condições anódicas essa espessura chega a 50.000 Å). Embora, ela seja muito fina, ela é suficiente para
manter e proteger de vários meios corrosivos.
Dentre as propriedades dessa camada, destaca-se por ela ser muito tenaz, aderente e impermeável. Fora estas, ela possui uma elevada dureza,
um bom isolamento térmico e elétrico, funde-se somente a uma temperatura que gira em torno de 2052 ºC, além de ser irregular (essas
características fazem com ela retenha umidade e contaminantes) e que após ela ser removida, ela se forma imediatamente.
Existem três maneiras que essa camada pode ser removida, contudo ela irá se formar imediatamente após, devido ao contato do alumínio com o
ar. A primeira constitui uma raspagem da superfície, ou seja, uma retirada mecânica (por esmerilhamento ou escovação), a outra, um ataque
químico (ataque com ácido e base alternadamente com diferentes temperaturas e intercaladas com uma lavagem com água) ou por ultimo um
ataque catódico (arco elétrico entre a peça e o eletrodo com o fluxo ocorrendo no sentido da peça para o eletrodo).
Existe um tratamento que é capaz de tornar a camada mais espessa, resistente à abrasão e uniforme, ele é denominado de anodização. Esse
processo obedece, fundamentalmente, uma seqüência de quatro tratamentos: desengraxe, fosqueamento, anodização propriamente dita,
coloração e selagem. Após cada um desses processos, as peças são imersas em um ou dois banhos de água limpa que tem como objetivo de
retirar os resíduos químicos presentes nas peças (alguns desses tratamentos são químicos e outro eletroquímicos) e o tempo é controlado
rigorosamente. Para se obter uma camada compacta e uniforme, deve-se manter rigorosamente o controle dos parâmetros do processo
(composições químicas dos diferentes banhos, temperaturas, tempos de imersão, agitação da solução e correntes elétricas que atravessam a
peça).
Uma desvantagem dessa película de óxido que se forma na superfície das peças de alumínio está na soldabilidade. Ela impede que ocorra a
realização do processo de soldagem, pois suas características ditas anteriormente, já que ela impede o estabelecimento do arco elétrico
necessário para a realização da solda. Desta forma, faz-se necessário a remoção dela (que será feita por um dos processos exposto
anteriormente).
Essa película ou camada protetora confere as peças de alumínio ou composta de alumínio uma maior durabilidade (devido que proporciona uma
resistência aos meios corrosivos, garantindo uma maior durabilidade). Outra vantagem é relacionado a segurança, pois ela é estável, no ponto de
vista químico, não é tóxico e é resistente a temperatura.
8) Principais tratamentos térmicos
Os principais tipos de tratamentos térmicos efetuados nas ligas de alumínio são: tratamento de solubilização, recozimento (pleno ou parcial),
tratamento de homogeneização, endurecimento por precipitação (envelhecimento) e tratamentos termomecânicos.
1. Solubilização:
Tem por objetivo pôr em solução solida a maior quantidade possível de soluto (zinco, silício, cobre ou magnésio, por exemplo) na matriz rica em
alumínio. Dessa forma, confere à liga uma maior resistência mecânica.
Nesse processo a liga é aquecida a uma temperatura por volta de 500 ºC (a temperatura depende de cada liga). Essa temperatura promove uma
dissolução dos elementos de liga na solução sólida. Em seguida, é efeito um resfriamento rápido que evita temporariamente a precipitação dos
elementos de liga. De maneira gradual, ocorre a precipitação destes de maneira extremamente fina alcançando o máximo de resistência mecânica
(envelhecimento), em algumas ligas ocorre naturalmente após alguns dias (envelhecimento natural) e em outras é necessário um reaquecimento a
uma temperatura de 175 ºC (envelhecimento artificial ou tratamento de precipitação).
1. Recozimento:
Ele pode ser dividido em dois: o pleno e o parcial. Pode-se realizá-lo em qualquer tipo de liga de alumínio. Entretanto, deve-se tomar cuidado no
controle da temperatura nas ligas endurecíveis por precipitação para se evitar a precipitação durante um tratamento de recozimento para a
recristalização, por exemplo.
O recozimento pleno é o tratamento onde se obtém as condições máximas na plasticidade do metal, correspondendo a uma recristalização total do
mesmo. Nele, o metal é aquecido, geralmente até uma temperatura de 350 ºC, que é suficiente para que ocorra uma recristalização não
deformada. Ela, também, remove os efeitos de um trabalho a frio e deixa o metal uma condição dúctil. Deve-se evitar o superaquecimento, pois
eles causam um aumento no tamanho dos grãos e uma coalescência. Conseqüentemente uma tendência a se formar um defeito chamado “casca
de laranja” em trabalhos subseqüentes.
O recozimento parcial corresponde a uma recristalização parcial do material. Essa condição permite têmperas com alongamentos maiores. Esse
tratamento confere ao material uma maior resistência mecânica, no final de um processo de estampagem (em alguns casos). Ela é feite em
temperaturas em torno de 200 a 280 ºC.
1. Homogeneização:
Esse tratamento pode ter vários objetivos, pois isso dependerá do tipo liga, do produto ou do processo de fabricação envolvido. Contudo,
geralmente tem a função de remover ou reduzir as segregações, produzindo estruturas mais estáveis, além de controlar certas propriedades
metalúrgicas.
Nele o material é aquecido a uma certa temperatura (varia de uma liga para outra, mas essa temperatura fica em torno de 500 ºC), em seguida, é
resfriado lentamente para que ocorra a reprecipitação de partículas de segunda fase mais dispersa e não mais localizada.
1. Tratamentos termomecânicos – envelhecimento termomecânico:
Constitui os tratamentos nos quais é a deformação plástica é feita após, antes ou intercalada com um tratamento de envelhecimento. Na pratica os
tratamentos termomecânicos mais simples correspondem ao T3, T8 e T9. Nela ocorre uma introdução de discordância que atuam como sítios de
nucleação preferencial de precipitados. No entanto, a resposta a esse tipo de tratamento varia muito de liga para liga, sendo umas mais propensas
ao ganho de dureza.
9) Classificação das ligas de alumínio
As ligas de alumínio classificam-se, de acordo com ABNT (norma NBR 6834), em dois grupos: as ligas fundidas e as ligas trabalhadas ou
conformadas. As ligas trabalhadas ou conformadas, por sua vez, subdividem-se em ligas trabalhadas não tratáveis (ligas encruáveis) e ligas
trabalhadas tratáveis termicamente.
A nomenclatura das ligas conformadas (de acordo com AA – Alluminun Association – e com a ASTM – American Society for Testinq and Materials)
é feita da seguinte forma: xxxx.
O primeiro “x” indica o elemento de liga majoritário e varia de 1 a 8. Se for 1 será o alumínio comercialmente puro, se 2 será cobre, se 3 será
manganês se 4 será silício, se 5 magnésio, 6 será magnésio e silício, se 7 zinco e, por fim, 8 envolve um grande número composição com uma
miscelânea de elementos de ligas. O segundo “x” indica uma modificação no limite de impureza ou adição de outro elemento de liga, Ele varia de 0
a 9, se 0 a liga é normal, ou seja, não há elementos de liga. O terceiro e quarto, para a liga da serie 1xxx, representam a percentagem de alumínio
depois dos 99%, por exemplo: se for 1050, indica que a liga possui 99,50% de Al. Para as ligas das series de 2xxx a 8xxx, o terceiro e quarto “x”
não apresentam nenhum significado, apenas servem para diferenciar as ligas.
A nomenclatura dos estados das ligas de alumínio pode ser (em concordância com a norma NBR 6835 da ABNT):
1. H: para ligas endurecidas por encruamento. Sua nomenclatura é “Hxx”, onde o primeiro “x” refere-se às operações e o segundo para o grau de
encruamento;
2. W: para ligas solubilizadas;
3. F: para ligas que não foram controladas a velocidade de resfriamento ou o número de encruamentos realizados, isto é, estão da mesma forma de
como forma fabricadas;
4. O: para ligas que sofreram recozimento;
5. T: para ligas tratadas termicamente. Sua nomenclatura é “Tx”, onde x corresponde ao tipo de tratamento que foi sofrido a liga. Esse “x” varia de 1 a
10:
1. T1: envelhecimento natural e resfriadas a partir da temperatura de conformação mecânica;
2. T2: envelhecimento natural e resfriadas e encruadas a partir da temperatura de conformação mecânica;
3. T3: encruadas, envelhecimento natural e solubilizadas;
4. T4: solubilizadas e envelhecimento natural;
5. T5: envelhecimento artificial e resfriadas a partir da temperatura de conformação mecânica;
6. T6: solubilizadas e envelhecimento artificial;
7. T7: solubilizadas, superenvelhicidos ou estabilizados;
8. T8: solubilizadas, encruadas e envelhecimento artificial;
9. T9: solubilizadas, envelhecimento artificial e encruadas;
10. T10: envelhecimento artificial (sem tratamento prévio) e trabalho a frio.
Bibliografia:
http://www.abal.org.br/
http://www.infomet.com.br/
http://www.infosolda.com.br/
http://www.eaa.net/
http://www.world-aluminium.org/
http://www.comtron.com.br/download/Ligas_de_aluminio.pdf/
http://www.schmolz-bickenbach.com.br/index.php?id=3578/
http://inforum.insite.com.br/tecnomateriais/838168.html
http://www.noruega.org.br/business/news/aluminium.htm
http://www.substech.com/dokuwiki/doku.php?id=classification_of_aluminum_alloys
http://sbrtv1.ibict.br/upload/sbrt1738.pdf?PHPSESSID=599ac374048e8c9cbf473ae1d6b20c8c
http://www.accuratus.com/alumox.html
http://www.aluminum.org//AM/Template.cfm?Section=Home







![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://img.pdfslide.tips/doc/110x75/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)





















