Embed Size (px)
DESCRIPTION
Estudio de los tratamientos térmicos que se pueden realizara para mejorar las propiedades mecánicas de los aceros.
Citation preview

TRATAMIENTOS DE LOS MATERIALESTRATAMIENTOS DE LOS MATERIALES
Tratamientos térmicos
Tratamientos termoquímicos
Tratamientos mecánicos

Profesor: César Malo Roldán
INDICEINDICE
• ¿Qué es un tratamiento térmico?• ¿Qué es un tratamiento termoquímico? • Referentes de temperaturas en los tratamientos• Fundamento de los tratamientos térmicos• Constituyentes metaestables de los aceros
• Martensita• Bainita• Troostita
• Resumen: velocidad de enfriamiento -transformación. (ºC/sg)
• Finalidad de los tratamientos térmicos• Factores comunes a los tratamientos térmicos.
• Calentamiento• Velocidad de calentamiento• Tiempo de permanencia
• TRATAMIENTOS TÉRMICOS• ¿QUE ES EL TEMPLE?
• Fundamento• Finalidad• Calentamiento• Temperaturas recomendadas• Tiempo de calent. y velocidad de enfriamiento• Medios de enfriamiento
• TIPOS DE TEMPLE• Temple continuo completo.• Temple continuo incompleto.• Temple martempering.• Temple austempering.• Temple superficial.
• REVENIDO• RECOCIDO• RECOCIDO: Tipos.
• Recocido de regeneración• Recocido globular• Recocido de ablandamiento• Recocido de homogenización• Recocido de recristalización • Recocido isotérmico
• NORMALIZADO
• TRATAMIENTOS TERMOQUÍMICOS• CEMENTACIÓN
• Proceso de cementación
• NITRURACIÓN• Proceso de nitruración
• CIANURACIÓN• Proceso de cianuración
• CARBONITURACIÓN
• TRATAMIENTOS MECÁNICOS: FORJA
Pulsa aquí para volver a este índice

Profesor: César Malo Roldán
¿Qué es un tratamiento térmico?¿Qué es un tratamiento térmico?
Son procesos técnicos que, mediante calentamientos y enfriamientos, producen cambios en las propiedades mecánicas de los materiales, es decir, aumentan la resistencia a la tracción y la dureza, sin alterar su composición química.

Profesor: César Malo Roldán
¿Qué es un tratamiento termoquímico? ¿Qué es un tratamiento termoquímico?
Son procesos técnicos que, mediante calentamientos, enfriamientos y cambios en la composición química de los materiales, provocan un aumento de la resistencia y la dureza de las superficie exterior de las piezas, manteniendo el núcleo de las mismas con las propiedades iniciales.

Profesor: César Malo Roldán
Referentes de temperaturas en los tratamientosReferentes de temperaturas en los tratamientos
Son las líneas de transformación de los constituyentes estables en el diagrama Fe-C (perlita, ferrita y cementita)– Ac3: ferrita– Acm: cementita – Ac1: perlita

Profesor: César Malo Roldán
Fundamento de los tratamientos térmicosFundamento de los tratamientos térmicos
El fundamento es obtener constituyentes metaestables, sometiendo a la austenita a un enfriamiento más rápido que el recogido en el diagrama Fe-C
La velocidad de los constituyentes estables del diagrama Fe-C es de 50ºC/seg.
Los constituyentes metaestables se obtienen por enfriamiento a velocidades superiores a 50ºC/seg.

Profesor: César Malo Roldán
Constituyentes metaestables de los acerosConstituyentes metaestables de los aceros
MARTENSITA:– Velocidad de
enfriamiento de la austenita > 600ºC/seg.
– Solución solida sobresaturada de hierro alfa y carbono.
– Constituyente básico de los aceros templados.

Profesor: César Malo Roldán
BAINITA:–Velocidad de
enfriamiento de la austenita entre 275 y 500ºC/seg.
–Formado por una mezcla difusa de ferrita y cementita.
Constituyentes metaestables de los acerosConstituyentes metaestables de los aceros
Profesor: César Malo Roldán
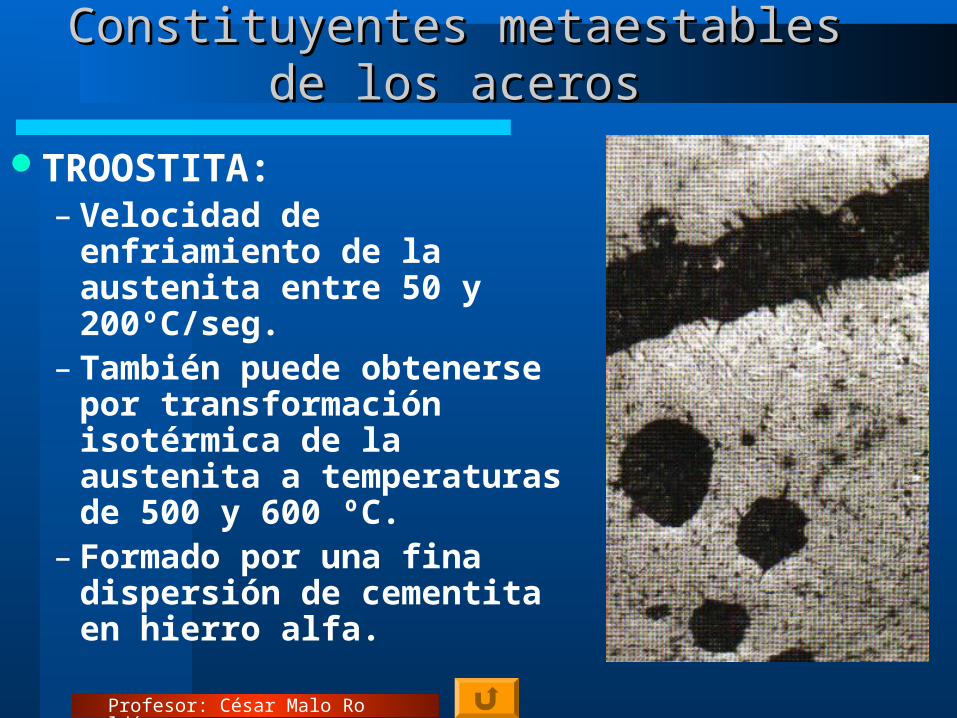
TROOSTITA:– Velocidad de enfriamiento
de la austenita entre 50 y 200ºC/seg.
– También puede obtenerse por transformación isotérmica de la austenita a temperaturas de 500 y 600 ºC.
– Formado por una fina dispersión de cementita en hierro alfa.
Constituyentes metaestables de los acerosConstituyentes metaestables de los aceros
Profesor: César Malo Roldán
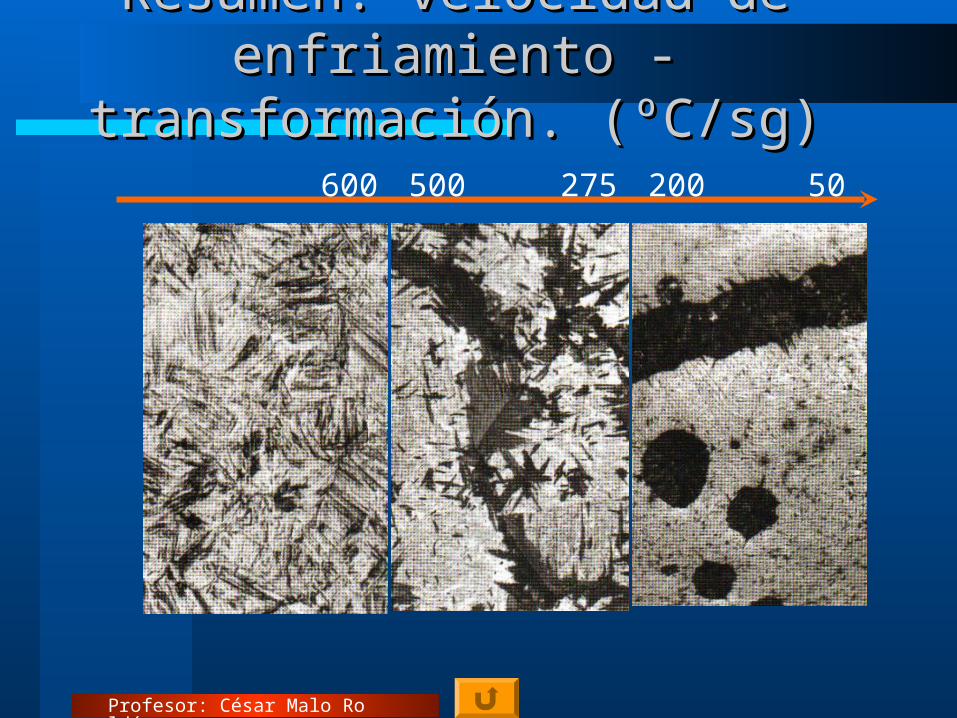
Resumen: velocidad de enfriamiento -Resumen: velocidad de enfriamiento -transformación. (ºC/sg)transformación. (ºC/sg)
600 500 275 200 50
Profesor: César Malo Roldán
Finalidad de los tratamientos térmicosFinalidad de los tratamientos térmicos
Alcanzar máxima dureza y resistencia. Disminuir la acritud del trabajo en frío de
los materiales. Eliminar tensiones internas, debido a las
deformaciones de la red atómica.– Aumentan dureza y fragilidad.– Mejorar la maquinabilidad y resistencia a
agentes químicos.
Crear estructuras internas homogéneas.
Estado en el que se encuentra un material cuando ha perdido su ductilidad y maleabilidad.

Profesor: César Malo Roldán
Factores comunes a los tratamientos térmicos.Factores comunes a los tratamientos térmicos.
Calentamiento:Desde la temperatura
ambiente hasta la deseada
En los aceros su punto de partida es el constituyente estructural austenítico.
En aceros desdeAc3 AcmAc1
Profesor: César Malo Roldán
Factores comunes a los tratamientos térmicos.Factores comunes a los tratamientos térmicos.
Velocidad de calentamiento:Debe producirse de forma que
no se establezcan diferencias de temperatura entre la periferia y el núcleo.
Debe evitarse calentamientos rápidos.
La diferencia entre puntos equidistantes de una pieza transversalmente 25mm – 20ºC

Profesor: César Malo Roldán
Tiempo de permanencia:El necesario para la
homogenización de la austenita.
Es función de espesor, temperatura de calentamiento y composición del acero.
Tamaño de grano lo más fino posible. Las transformaciones son más rápidas y homogéneas.
Factores comunes a los tratamientos térmicos.Factores comunes a los tratamientos térmicos.
Profesor: César Malo Roldán
TRATAMIENTOS TÉRMICOSTRATAMIENTOS TÉRMICOS
TempleRevenidoRecocidoNormalizado

Profesor: César Malo Roldán
¿¿QUE ES EL TEMPLE?QUE ES EL TEMPLE?
Tratamiento térmico que mediante calentamiento, mantenimiento y enfriamiento adecuado, transforma la austenita en martensita.
¿Es elevada la velocidad de enfriamiento?

Profesor: César Malo Roldán
TEMPLE: TEMPLE: FundamentoFundamento
Para templar una pieza se calienta hasta un temperatura superior a la crítica – manteniendo el tiempo suficiente hasta lograr la total transformación de la austenita- y enfriando rápidamente.

Profesor: César Malo Roldán
TEMPLE: TEMPLE: FinalidadFinalidad
Aumentar la resistencia a tracción, dureza y elasticidad de los aceros.
Disminuir plasticidad, tenacidad y alargamiento.
Modificar:–Propiedades físicas: aumento del
magnetismo y la resistencia eléctrica.–Propiedades químicas: aumento de
la resistencia a la corrosión.

Profesor: César Malo Roldán
TEMPLE: TEMPLE: CalentamientoCalentamiento
Hipoeutectoides y eutectoides: solo austenita, destruyendo la ferrita que es blando.
Hipereutectoides: austenita y cementita (es duro y aumenta la resistencia y dureza de la pieza).

Profesor: César Malo Roldán
TEMPLE: TTEMPLE: Temperaturas recomendadasemperaturas recomendadas
Hipoeutectoides:– Ac3 + 50ºC.
Eutectoides: –Ac1 + 50ºC
Hipereutectoides:–Ac1 + 50ºC

Profesor: César Malo Roldán
TEMPLE: TEMPLE: Tiempo de calentamiento y velocidad de enfriamientoTiempo de calentamiento y velocidad de enfriamiento
Tiempo de calentamiento: – depende del espesor de la
pieza.– Homogeneidad en la
austenita (hipoeutectoides y eutectoides)
– Homogeneidad en la austentita y cementita (hipereutectoides)
Velocidad de enfriamiento:– Muy elevada.– Depende de la composición
y tamaño de grano del acero.

Profesor: César Malo Roldán
TEMPLE:TEMPLE: Medios de enfriamiento Medios de enfriamiento
Agua:– Medio rápido y potente. Temple muy fuerte.– La temperatura del agua menor de 30 ºC– Las piezas deben agitarse dentro del agua para impedir
que el vapor producido haga de aislante retrasando el enfriamiento. Para enfriar aceros al carbono.
Aceite mineral:– Más lento que el agua. – Para temples suaves y uniformes.
Metales y sales fundidas:– Para enfriamientos isotérmicos. Los metales fundidos
más usados: Pb, Hg, Pb-Sn.

Profesor: César Malo Roldán
TIPOS DE TEMPLETIPOS DE TEMPLE
Vienen determinados por el proceso de ejecución y la estructura final de los constituyentes.– Temple continuo:• Completo• Incompleto
– Temple isotérmico:• Austempering• Martempering
– Temple superficial.

Profesor: César Malo Roldán
Temple continuo completo.Temple continuo completo.
Aceros hipoeutectoides.
Ac3 + 50º– Ferrita en Austenita
Se enfría a una temperatura superior a la crítica.
Se obtiene MARTENSITA COMO ÚNICO CONSTITUYENTE

Profesor: César Malo Roldán
Temple continuo incompleto.Temple continuo incompleto.
Aceros hipereutectoides.
Ac1 + 50º– Perlita en Austenita y
Cementita sin transformar Se enfría a una
temperatura superior a la crítica.
Se obtiene MARTENSITA MAS CEMENTITA COMO CONSTITUYENTES FINALES

Profesor: César Malo Roldán
Temple martempering.Temple martempering.
Se utiliza para aceros que por su forma irregular no aceptan el temple completo.
Ac3 + 50º: austenita Enfriamiento brusco poco
antes de Ms (antes de formarse la martensita).
Se introduce en baño de sales hasta que toda la pieza adquiere la misma temperatura.
Posteriormente se enfría rapidamente en agua hasta tª ambiente.

Profesor: César Malo Roldán
Temple austempering.Temple austempering.
Se utiliza para aceros que no aceptan el temple continuo.
Es más efectivo para evitar grietas y deformaciones (aceros muy tenaces).
Ac3 + 50º: austenita en hipereutectoides.
Enfriamiento brusco poco antes de Ms (antes de formarse la martensita) sobre 450ºC
Se introduce en baño de sales (isotérmica), transformando austenita en bainita (mucha tenacidad).
Posteriormente se enfría rápidamente.

Profesor: César Malo Roldán
Temple superficial.Temple superficial.
Para templar solo la superficie del acero.
Se obtienen piezas:– Superficie:
• Duras y resistentes
– Nucleo:• Tenaces.
Se calienta solo la zona superficial convirtiéndola en austenita y luego se enfría bruscamente (martensita)

Profesor: César Malo Roldán
REVENIDOREVENIDO
Mejora las características de las piezas templadas, eliminando tensiones y fragilidad producida en el temple.
Se calienta las piezas templadas a una tª menor que la crítica y se enfrían al aire hasta tª ambiente.
Realiza cambios en la martensita y austenita residual.
Según tiempo de permanencia y temperatura, se transforma en constituyentes estables.

Profesor: César Malo Roldán
RECOCIDORECOCIDO
Transforma los constituyentes metaestables de tratamientos y mecanizados en frío, en austenita, enfriando adecuadamente hasta convertirlo en constituyentes estables.
El objeto de este tratamiento es ablandar y eliminar tensiones internas, pretendiendo aumentar plasticidad y disminuyendo la resistencia y dureza de las piezas.

Profesor: César Malo Roldán
RECOCIDO: RECOCIDO: Tipos.Tipos.
Los tipos de recocidos vienen determinados por la temperatura máxima de calentamiento.– Recocido de regeneración– Recocido globular– Recocido de ablandamiento– Recocido de homogenización– Recocido de cristalización o contra acritud– Recocido isotérmico.

Profesor: César Malo Roldán
Recocido de regeneraciónRecocido de regeneración
Se utiliza para afinar los granos que se producen por aceros sobrecalentados y destruir los efectos producidos por un mal templado.
Ac3 + 50º = hipoeutectoides Acm + 50º = hipereutectoides Se enfrían en horno hasta
500º y continuando después al aire (estables).

Profesor: César Malo Roldán
Recocido globularRecocido globular
Se utiliza para alcanzar el máximo ablandamiento en acero muy carburados (hipereutectoides).
Temperatura entre Ac1 y Acm, transformándose en Austenita y Cementita.
Se enfrían en horno hasta 500º y continuando después al aire (estables).
El ablandamiento se produce cuando la perlita (globular) se une con partículas de cementita, formando esferas que se distribuyen entre la ferrita.
Profesor: César Malo Roldán
Recocido de ablandamientoRecocido de ablandamiento
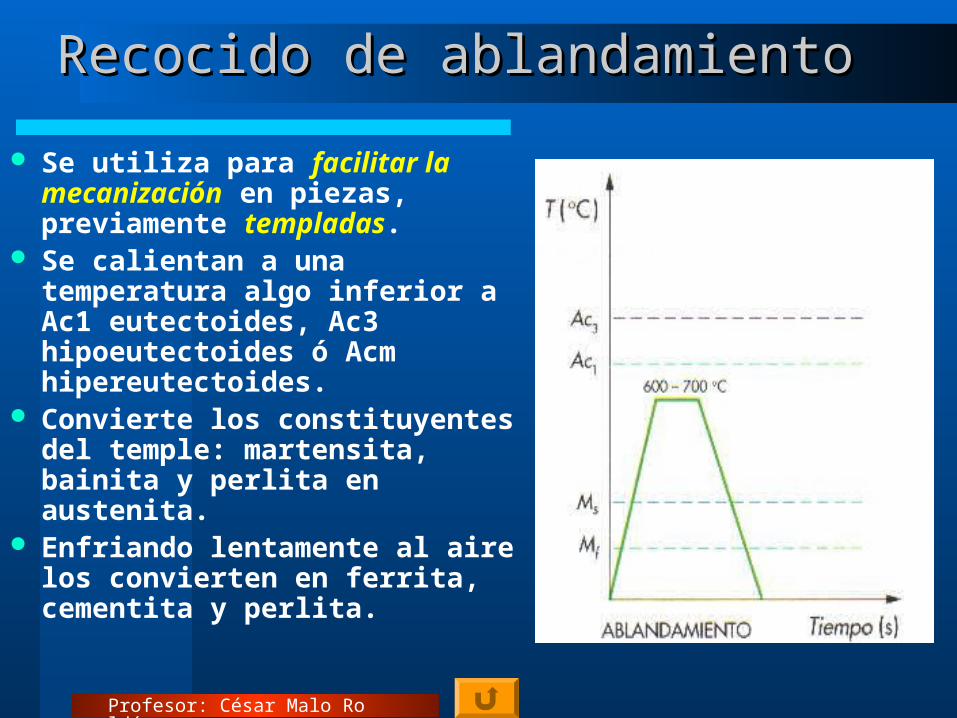
Se utiliza para facilitar la mecanización en piezas, previamente templadas.
Se calientan a una temperatura algo inferior a Ac1 eutectoides, Ac3 hipoeutectoides ó Acm hipereutectoides.
Convierte los constituyentes del temple: martensita, bainita y perlita en austenita.
Enfriando lentamente al aire los convierten en ferrita, cementita y perlita.
Profesor: César Malo Roldán
Recocido de homogenizaciónRecocido de homogenización
Se utiliza para destruir las heterogeneidades químicas que se originan en la solidificación.
Se calientan a una temperatura Ac3 + 200º. Se favorece la difusión de todos los elementos presentes.
Enfriando lentamente en horno. Velocidad de enfriamiento más baja, mejor homogenización.

Profesor: César Malo Roldán
Recocido de recristalización Recocido de recristalización
Se utiliza para devolver a los aceros las características estables iniciales después de sometidos a deformaciones por trabajos en frío o caliente.
Se calientan a una temperatura 500º C ó Ac1-50ºC.
Enfriando lentamente en horno o al aire. Se obtienen estructuras cristalinas no deformadas, evitando acritud y aumentando elasticidad y tenacidad.

Profesor: César Malo Roldán
Recocido isotérmico Recocido isotérmico
Se utiliza para ablandar piezas que han sido forjadas en caliente y herramientas de alta aleación.
Se calientan a una temperatura Ac1+50ºC.Se enfrían hasta una temperatura de 700 º C
y manteniéndola hasta que toda la austenita se transforma en perlita.
Posteriormente se enfrían a aire.

Profesor: César Malo Roldán
NORMALIZADONORMALIZADO
Su finalidad es afinar la estructura y eliminar tensiones internas por tratamientos defectuosos, por mecanizado o forjado en frío o en caliente.
Mediante calentamiento a temperatura superior a Ac3 y manteniendo hasta austenización total se enfría al aire.
Produce estructura homogénea, blanda y dúctil.
NO
RM
AL
IZA
DO
SIN
NO
RM
AL
IZA
R
Profesor: César Malo Roldán
TRATAMIENTOS TERMOQUÍMICOSTRATAMIENTOS TERMOQUÍMICOS
CementaciónNitruraciónCianuraciónCarbonitruración

Profesor: César Malo Roldán
CEMENTACIÓNCEMENTACIÓN
Su finalidad es aumentar la cantidad de carbono en las capas más superficiales.
Se aumenta la resistencia del material en la superficie, manteniendo la tenacidad del núcleo.
Engranajes, ruedas, chapas de blindaje, etc.

Profesor: César Malo Roldán
Proceso de cementaciónProceso de cementación
1. Las piezas a cementar se introducen en una caja cubierta con la sustancia cementante (sólida, liquida o gaseosa).
2. Se introduce al horno.3. Se calienta hasta 850-900 º C.4. Se convierte en austenita y por difusión el
carbono es absorbido por el hierro gamma.5. Se deja enfriar lentamente.6. Y finalmente se somete a temple.– Proporciones de carbono: 0.5 a 0.9– Espesores de capa cementada: 0.5 a 1.5 mm.
Profesor: César Malo Roldán
NITRURACIÓNNITRURACIÓN
Su finalidad es crear nitruros de hierro de elevada dureza en las capas más superficiales de las piezas.
Los nitruros se encuentran en los espacios intercristalinos del acero (extraordinaria dureza).
Se utiliza para piezas sometidas a desgaste, a corrosión o fatiga.

Profesor: César Malo Roldán
Proceso de nitruraciónProceso de nitruración
1. Se introducen en hornos especiales, exponiéndolas a corrientes de amoniaco (500–520ºC) durante 40 a 90 horas según espesor.
2. El amoniaco se descompone formando nitrógeno atómico que es absorbido por el acero.
3. No necesita tratamiento posterior de templado, aunque si al inicio del proceso.
4. Frente a la cementación se consigue mejores características mecánicas.– Espesores de capa nitrurada: 0.2 a 0.8 mm.

Profesor: César Malo Roldán
CIANURACIÓNCIANURACIÓN
Su finalidad es crear aumentara la cantidad de carbono y nitrogeno en las capas superficiales de las piezas.
Se consigue aumento de resistencia y dureza al desgaste.
Se utiliza para pequeñas piezas de bajo contenido en carbono.

Profesor: César Malo Roldán
Proceso de cianuraciónProceso de cianuración
1. Se introducen en un baño salino de cianatos y carbonato sódico, a temperatura de 850 ºC y durante 1 hora de permanencia.
2. Durante el proceso, el cianuro se descompone en nitrógeno atómico y de los sales el carbono.
3. Después de la cianuración se enfría al agua o al aire.
4. Posteriormente se realiza un revenido.

Profesor: César Malo Roldán
CARBONITURACIÓNCARBONITURACIÓN
Tratamiento que combina la cementación y nitruración.
A 700 º con atmósfera de amoniaco, hidrocarburo y óxido de nitrógeno, durante varias horas.
Para piezas de aceros ordinarios de poco espesor.

Profesor: César Malo Roldán
Tratamientos mecánicos: Tratamientos mecánicos: FORJAFORJA
Calentada una pieza someterla a esfuerzos continuados de compresión.
Enfriamiento al aire siendo mejor con calor residual.
Mejora propiedades mecánicas por:– Afino del grano– Eliminación de defectos
interiores– Formación de fibras por cambio
de orientación por deformación.

Profesor: César Malo Roldán
FIN DEL TEMAFIN DEL TEMA
Todo este estudio de los tratamientos nos permitirá un conocimiento exhaustivo de las características mecánicas de los materiales al utilizar uniones por soldadura (calor).




























![Tratamientos de Los Materiales [Modo de Compatibilidad]](https://img.pdfslide.tips/doc/110x75/577c7cbc1a28abe0549bcd16/tratamientos-de-los-materiales-modo-de-compatibilidad.jpg)
