Embed Size (px)
Citation preview
L’INSTITUT D’OPTIQUE - L’ECOLE POLYTECHNIQUE
TRAVAUX PRATIQUES
INITIATION A LA MICROTECHNOLOGIE EN SALLE BLANCHE
HTELEVESTH MAJEUR ECS Année 2004-2005
1
Le travail proposé dans ce cadre de Travaux pratiques est axé sur :
1. Initiation de travail en salle blanche ; 2. Réalisation des motifs en couche mince d’un matériau diélectrique : SiB3BNB4B ou d’un
métal noble : Pt en film mince utilisant la technologie microélectronique ; 3. Test électrique : Mesure de la résistance carrée d’une couche mince conductrice ou
semi-conductrice par la méthode des 4 pointes et mesure des résistance intégrée de Pt visualisation d’un contact ohmique.
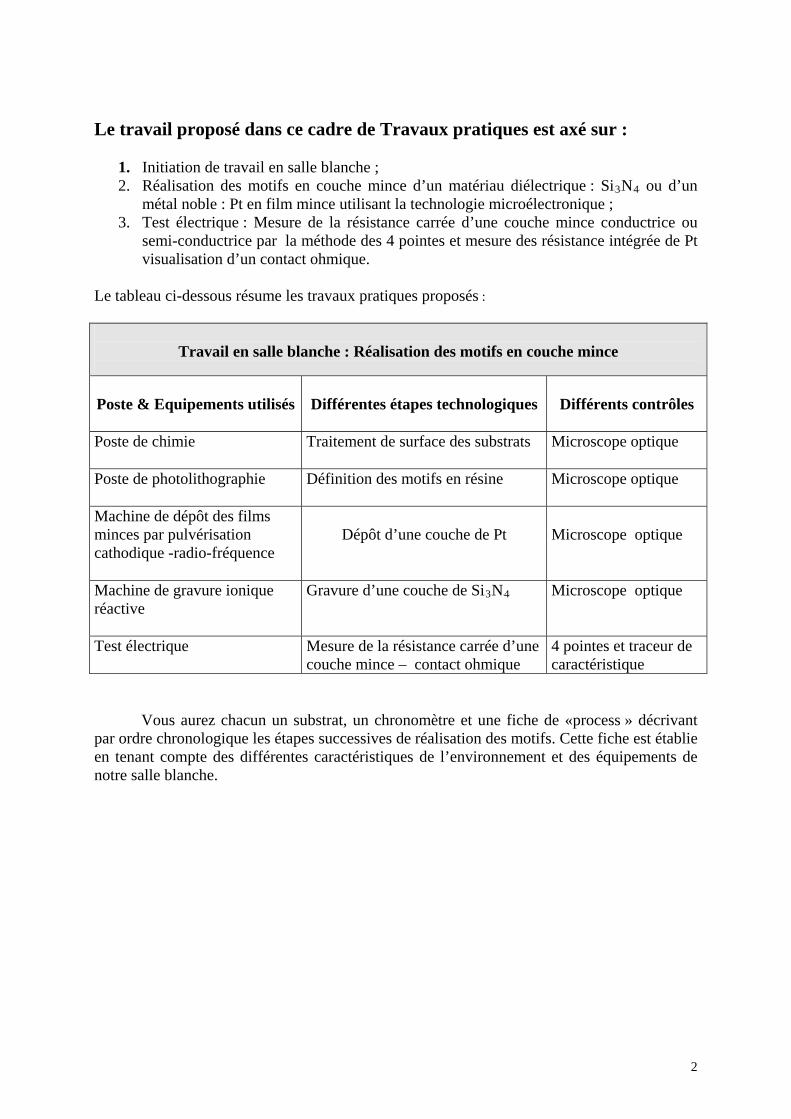
Le tableau ci-dessous résume les travaux pratiques proposés :
Travail en salle blanche : Réalisation des motifs en couche mince
Poste & Equipements utilisés
Différentes étapes technologiques
Différents contrôles
Poste de chimie Traitement de surface des substrats
Microscope optique
Poste de photolithographie Définition des motifs en résine
Microscope optique
Machine de dépôt des films minces par pulvérisation cathodique -radio-fréquence
Dépôt d’une couche de Pt
Microscope optique
Machine de gravure ionique réactive
Gravure d’une couche de SiB3BNB4B Microscope optique
Test électrique Mesure de la résistance carrée d’une couche mince – contact ohmique
4 pointes et traceur de caractéristique
Vous aurez chacun un substrat, un chronomètre et une fiche de «process » décrivant par ordre chronologique les étapes successives de réalisation des motifs. Cette fiche est établie en tenant compte des différentes caractéristiques de l’environnement et des équipements de notre salle blanche.
2
SALLE BLANCHE
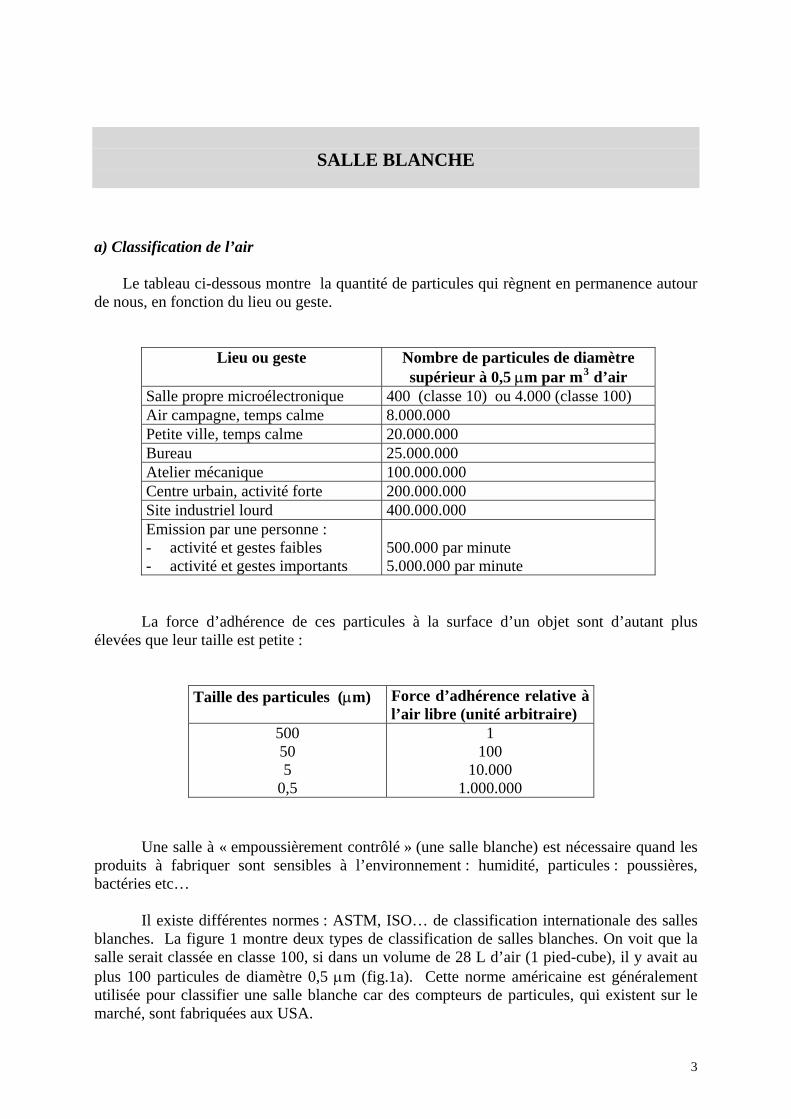
a) Classification de l’air
Le tableau ci-dessous montre la quantité de particules qui règnent en permanence autour de nous, en fonction du lieu ou geste.
Lieu ou geste Nombre de particules de diamètre supérieur à 0,5 µm par mP
3P d’air
Salle propre microélectronique 400 (classe 10) ou 4.000 (classe 100) Air campagne, temps calme 8.000.000 Petite ville, temps calme 20.000.000 Bureau 25.000.000 Atelier mécanique 100.000.000 Centre urbain, activité forte 200.000.000 Site industriel lourd 400.000.000 Emission par une personne : - activité et gestes faibles - activité et gestes importants
500.000 par minute 5.000.000 par minute
La force d’adhérence de ces particules à la surface d’un objet sont d’autant plus
élevées que leur taille est petite :
Taille des particules (µm) Force d’adhérence relative à l’air libre (unité arbitraire)
500 50 5
0,5
1 100
10.000 1.000.000
Une salle à « empoussièrement contrôlé » (une salle blanche) est nécessaire quand les produits à fabriquer sont sensibles à l’environnement : humidité, particules : poussières, bactéries etc…
Il existe différentes normes : ASTM, ISO… de classification internationale des salles
blanches. La figure 1 montre deux types de classification de salles blanches. On voit que la salle serait classée en classe 100, si dans un volume de 28 L d’air (1 pied-cube), il y avait au plus 100 particules de diamètre 0,5 µm (fig.1a). Cette norme américaine est généralement utilisée pour classifier une salle blanche car des compteurs de particules, qui existent sur le marché, sont fabriquées aux USA.
3

a) b)
Figure 1 - a) Classification du «Federal Standard 209 » :2,2
ccubepiedparnombre d5,0NC ⎟
⎠⎞
⎜⎝⎛=
b) Classification d’ISO 14 644-1 : 08,2
Nmparnombre d
1,010C 3 ⎥⎦⎤
⎢⎣⎡=
(NBcB est une constante (100,1000,10000…) ; d diamètre de particule, N une constante comprise entre 0 et 9)
b) Classification des liquides et des gaz
De même que pour l’air, il existe une classification pour qualifier la pureté des liquides utilisés. La norme VLSI Selectipur classe les liquides en fonction du nombre et de la taille des particules résiduelles selon la formule :
classedenombreNmlparàérieurdiamètredeparticulesC
menparticuledediamètre
C NN
==
=
−= +
100sup)(
5log22log)(log 7
φφµφ
φφ
De même que pour la classification de l’air, il existe également plusieurs normes pour classifier les liquides. Les deux tableaux ci-dessous montrent ces différentes classifications :
Nombre de particules par 100 ml Diamètre de la particule en
micron Classe
I II III IV Classe 0 de NAV AIR
> 1 > 5 > 10 > 50
6.400 12.800 25.60 51.200 256 512 1.024 2.048 64 128 256 512 2,56 5,12 10,24 20,48
3.480 780 17
Tableau I - classification LSI (Large Scale Integration)
4

Nombre de particules par 100 ml Diamètre du
particule en micron
Classe 00 0 1 2 3
> 1 > 5 > 10 > 15
152 304 609 1.217 2.432 27 54 109 217 432
Tableau II – classification NAS 1638 Il faut noter que les liquides utilisés peuvent être incompatibles chimiquement avec le matériel et l’échantillon que l’on veut nettoyer…par exemple, on ne met pas d’acide HF dans un flacon en verre.
Il existe aussi une classification pour les Gaz, par exemple : OB2B à N50 ou de pureté en volume 50 % veut dire que sa pureté est de 99,9990 % (il y a 5 neufs et un zéro)… Ils sont stockés sous pression dans des bouteilles repérées par un code de couleur, voici le code de couleur de quelques gaz couramment utilisés: Blanc : Oxygène Jaune : Argon Noir : Azote Vert : gaz fluorés Rouge : gaz qui s’enflamment au contact de l’air Pour approfondir votre culture sur salle blanche, je vous invite à consulter les revues « Microcontamination », « Solid State Technology » ou « Cleanroom ». III – Élaboration et intégration des motifs des films minces Les composants intégrés tels que les transistors, condensateurs, résonateurs, moteurs, capteurs ou actionneurs miniatures sont composés d’empilements de motifs en films minces qui sont soient des électrodes, soient des couches actives ou protectrices. Pour réaliser ces composants, plusieurs étapes successives de photolithographie sont nécessaires. Par exemple, pour réaliser un circuit intégré à base des transistors à effet de champ intégrés il faut au minimum 4 niveaux de photolithographie : réalisation des drain et source du transistor (masque 1), définition de la grille (masque 2), réalisation des ouvertures de contacts métal/semiconducteur (masque 3) et enfin les interconnections métalliques (masque 4) (voir annexe 1) Il existe deux méthodes de réalisation des motifs sur une surface par photolithographie : • 1P
èreP méthode : consiste à déposer, d’abord, le film et on réalise ensuite les motifs en
résine. Ces motifs de résine sont définis par photolithigraphie comme montre la figure 2a. Après un recuit de durcissement de la résine, on grave la partie du film qui n’est pas protégée à l’aide d’une solution chimique ou d’une décharge luminescente d’un gaz réactif.
• 2P
èmeP méthode : consiste par contre à réaliser, en premier, des bandes de résine avec un
profil inversé grâce au traitement d’une résine photosensible inversible ou avec un empilement de deux résines formant un profil champignon et ensuite on dépose le film mince comme le montre la figure 2b (technique lift off). Les motifs finaux du film mince sont obtenus en enlevant tout simplement les bandes de résine par un solvant approprié. Cette méthode est très utilisée, en général, quand on ne dispose pas de solution de gravure du film mince.
5

Méthode «l ift-off » (b)
h ν
h ν
résine
substrat
Méthode classique (a)
Exposition par contactmasque/échantillon
λ 365 nm 425 nmhν
Résine négative Résine positive
Gravure du film mince :solution chimique, plasma réactif (RIE),
faisceau d’ions (Ion Milling)
résine
film mince
substrat
Recuit d’inversionet exposition de la résine
Dépôt du film mince : s ol-gel, sputtering, évaporation
Dépôt du film mince : évaporation, sputtering, s ol-gel
Enduction d’un film derésine photosensible par
centrifugation
Développementde la résine
Figure 2 – Différentes techniques de réalisation des motifs en film mince par photolithographie
6
L’étape de nettoyage ou traitement de surface (cleaning process) est l’étape la plus importante dans la réalisation du dispositif. Il existe deux méthodes : l’une par voie humide, l’autre par voie sèche, cette dernière exploite la chimie d’une décharge luminescente des gaz réactifs tels que CFB4B, CB2BFB2B, CHFB3B, SFB6B, CClB4B, OB2B, NB2B.
Le choix d’une méthode dépend de la nature du substrat et de sa réactivité chimique avec les produits de nettoyage. Par exemple, l’oxyde de germanium est soluble dans l’eau, il faut donc éviter de le rincer à l’eau ; la silice ne résiste pas à l’acide fluorhydrique (HF), de ce fait, il est exclus du nettoyage ; l’aluminium et le platine ne résistent pas au plasma de CClB4B.
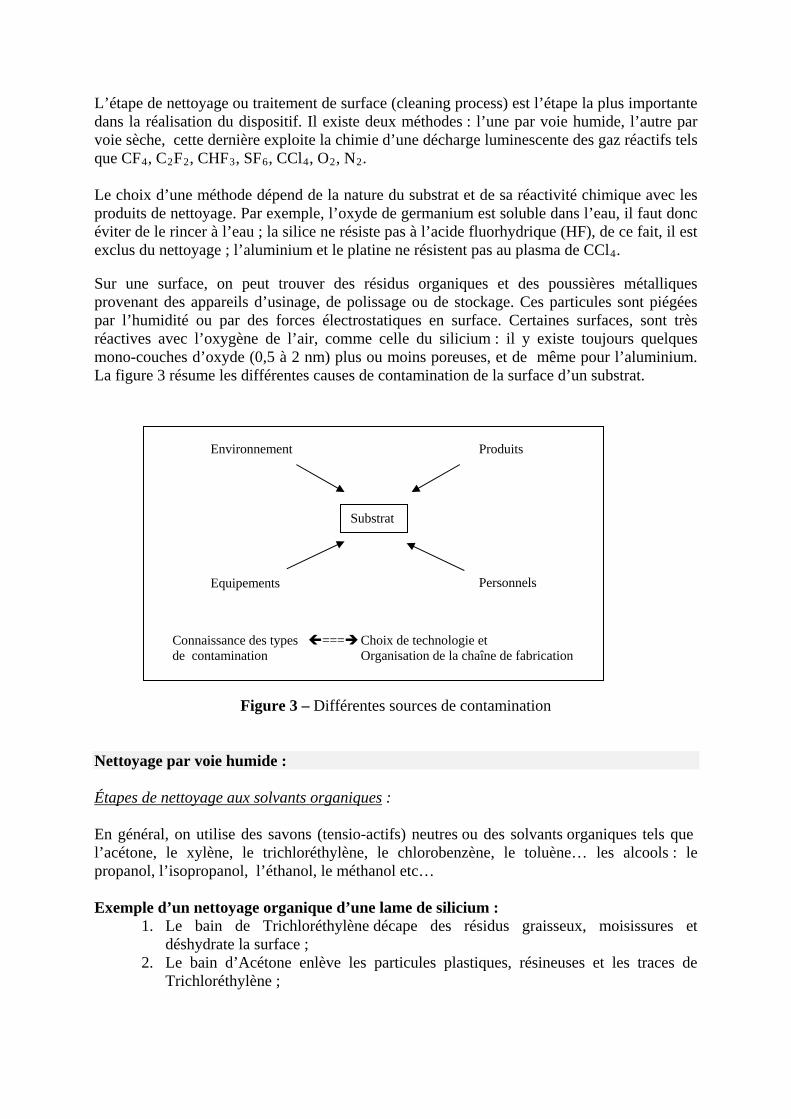
Sur une surface, on peut trouver des résidus organiques et des poussières métalliques provenant des appareils d’usinage, de polissage ou de stockage. Ces particules sont piégées par l’humidité ou par des forces électrostatiques en surface. Certaines surfaces, sont très réactives avec l’oxygène de l’air, comme celle du silicium : il y existe toujours quelques mono-couches d’oxyde (0,5 à 2 nm) plus ou moins poreuses, et de même pour l’aluminium. La figure 3 résume les différentes causes de contamination de la surface d’un substrat.
Substrat
PersonnelsEquipements
Environnement Produits
Connaissance des types === Choix de technologie et de contamination Organisation de la chaîne de fabrication
Figure 3 – Différentes sources de contamination Nettoyage par voie humide : Étapes de nettoyage aux solvants organiques : En général, on utilise des savons (tensio-actifs) neutres ou des solvants organiques tels que l’acétone, le xylène, le trichloréthylène, le chlorobenzène, le toluène… les alcools : le propanol, l’isopropanol, l’éthanol, le méthanol etc… Exemple d’un nettoyage organique d’une lame de silicium :
1. Le bain de Trichloréthylène décape des résidus graisseux, moisissures et déshydrate la surface ;
2. Le bain d’Acétone enlève les particules plastiques, résineuses et les traces de Trichloréthylène ;

3. Le bain de Propanol dissout des poussières ramollies et peu solubles dans les deux bains précédents et déshydrate la surface aidant ainsi le séchage de la surface.
4. Parfois, on termine par un rinçage abondant à l’eau désionisée avec une résistivité 15 MΩ.cm et filtrée (taille des poussières < 0,4 µm). Puis on procède à un séchage à la soufflette d’Azote filtré (taille des poussières < 0,4 µm) Remarque : si on voulait réaliser des motifs de l’ordre de 0,4 µm cette étape ne serait pas suffisante.
Étapes de nettoyage aux acides :
En principe, cette étape exploite le phénomène d’oxydo-réduction d’une solution chimique à la surface de l’échantillon. Les principaux produits couramment utilisés sont :
Acide sulfurique (HB2BSOB4B à 96 %), Acide nitrique (HNOB3B à 70 %) Acide chlorhydrique (HCl à 30%) Ammoniaque (NHB4BOH à 20%) Eau oxygénée (HB2BOB2B à 38%) Acide fluorhydrique (HF à 49%)(très dangereux) Acide ortho-phosphorique (HB3BPOB4B à 80%) Acide acétique (CHB3BCOOH à 90 % )
Exemple de nettoyage d’une lame de silicium :
1. Bain HB2BSOB4B+HB2BOB2B (1 :1) : on profite de la quantité de chaleur dégagée (T>120°C
durant la première minute) et de la réaction chimique qui libère les ions HOP
-P pour
oxyder la surface du silicium (de quelques nm). Cette solution est aussi utilisée pour décaper les traces de résines, carboniser toutes traces de poussières de cellulose.
2. Après rinçage à l’eau désionisée pour enlever les résidus et neutraliser les charges
électriques présentes de la surface, on constate que la surface du silicium est devenue hydrophile : signe de la présence d’une couche d’oxyde obtenue, il y a donc transformation de la surface initiale du Si.
3. On enlève ensuite cette couche d’oxyde par le bain HNOB3B +HF+HB2BO (10 :15 :300)
durant 30 secondes suivi par un rinçage et un séchage à l’azote filtré.
À ce stade, la surface du silicium est complètement hydrophobe et il est indispensable de passer immédiatement à l’étape suivante car la surface du silicium est très réactive à l’oxygène. Une étude a montré que la dégradation électrique d’une diode Schottky est aussi due à la durée d’attente entre le nettoyage et la réalisation du contact métal-semiconducteur. Exemple de nettoyage d’une lame de verre :
1. Solution de bicarbonate (CaCOB3B) + RBS par brossage 2. Rinçage à RBS 3. Rinçage abondant à l’eau désionisée
Et on répéte cette opération plusieurs fois en renouvelant les produits.
8

Traitement de surface par une décharge luminescente d’un mélange gazeux : Plasma : Ce procédé utilise un réacteur sous vide équipé d’une ou plusieurs lignes de gaz, la forme des électrodes peut-être tubulaire ou planaire et la pression de travail varie de 1Pa à 100 Pa. La figure 4, illustre les différents phénomènes qui règnent perpétuellement dans une décharge luminescente. Les différents paramètres qui contribuent au maintien et qui définissent les caractéristiques physico-chimiques de la décharge sont représentés dans la figure 5.
Figure 4 – Décharge luminescente
Le schéma synoptique d’un réacteur à plasma tubulaire utilisé pour le nettoyage est représenté dans la figure 6. L’électrode centrale (ou antenne pour une source micro-onde), où arrive la puissance électrique, est perforée uniformément. Les espèces ionisées sont piégées entre les deux électrodes. De ce fait, l’échantillon placé au centre du réacteur ne voit essentiellement que des espèces (radicaux) neutres à l’état excité. C’est un procédé de décapage isotrope, car la répartition de ces espèces neutres réactives est telle qu'ils ont une vitesse aléatoire autour de l’échantillon. On peut utiliser aussi ce réacteur pour graver le
9
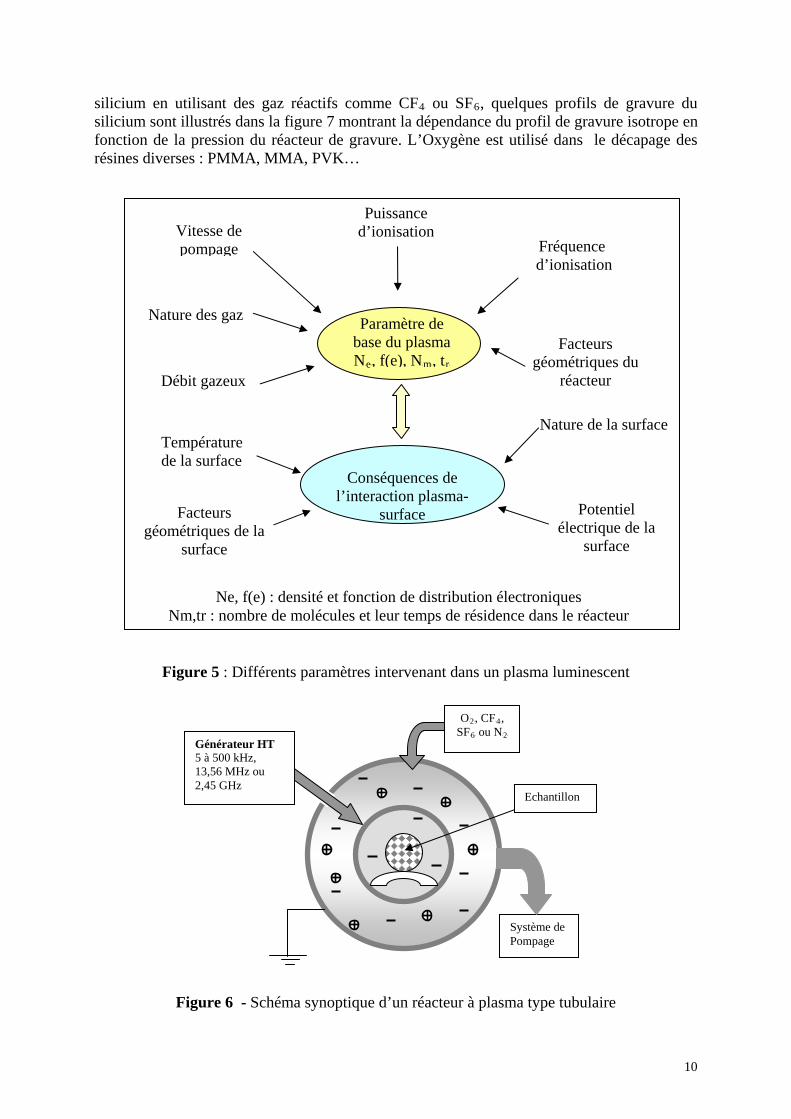
silicium en utilisant des gaz réactifs comme CFB4B ou SFB6B, quelques profils de gravure du silicium sont illustrés dans la figure 7 montrant la dépendance du profil de gravure isotrope en fonction de la pression du réacteur de gravure. L’Oxygène est utilisé dans le décapage des résines diverses : PMMA, MMA, PVK…
Potentiel électrique de la
surface
Nature des gaz
Puissance d’ionisation
Débit gazeux
Facteurs géométriques du
réacteur
Vitesse de pompage Fréquence
d’ionisation
Température de la surface
Nature de la surface
Facteurs géométriques de la
surface
Paramètre de base du plasma NBeB, f(e), NBmB, tBrB
Conséquences de l’interaction plasma-
surface
Ne, f(e) : densité et fonction de distribution électroniques Nm,tr : nombre de molécules et leur temps de résidence dans le réacteur
Figure 5 : Différents paramètres intervenant dans un plasma luminescent
Générateur HT 5 à 500 kHz, 13,56 MHz ou 2,45 GHz
Système de Pompage
Echantillon
OB2B, CFB4B, SFB6B ou NB2B
Figure 6 - Schéma synoptique d’un réacteur à plasma type tubulaire
10
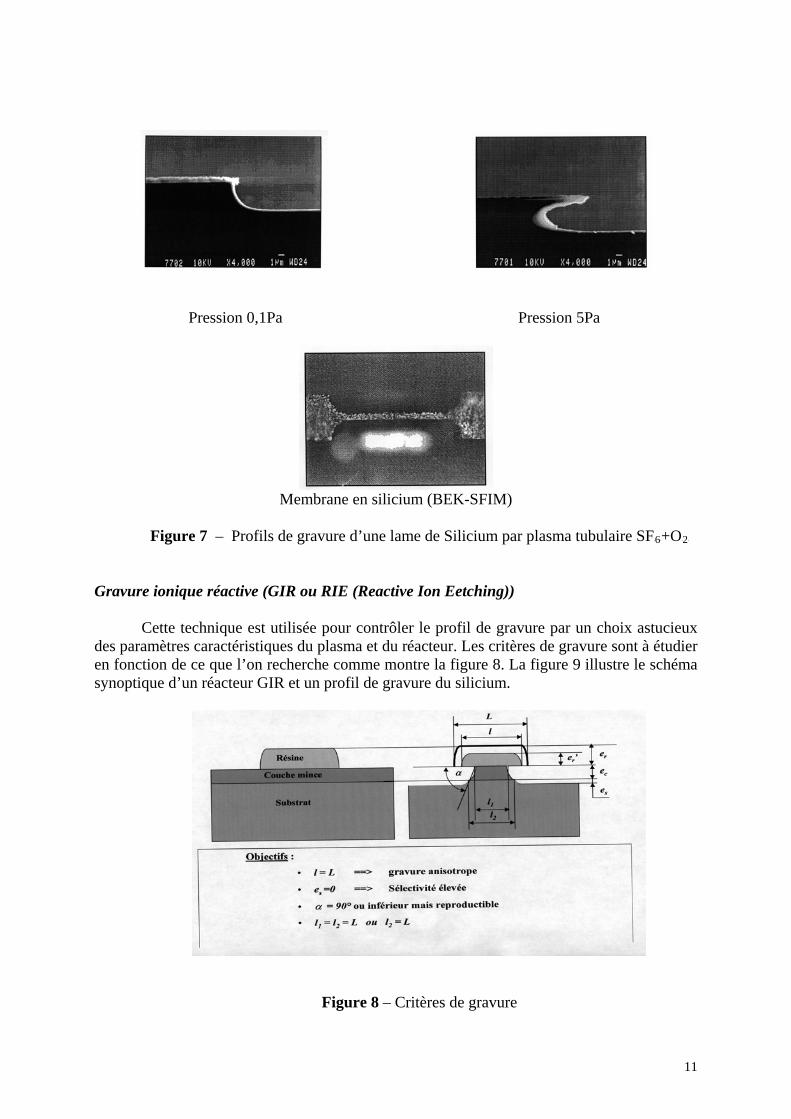
Pression 0,1Pa Pression 5Pa
Membrane en silicium (BEK-SFIM)
Figure 7 – Profils de gravure d’une lame de Silicium par plasma tubulaire SFB6B+OB2B
Gravure ionique réactive (GIR ou RIE (Reactive Ion Eetching))
Cette technique est utilisée pour contrôler le profil de gravure par un choix astucieux
des paramètres caractéristiques du plasma et du réacteur. Les critères de gravure sont à étudier en fonction de ce que l’on recherche comme montre la figure 8. La figure 9 illustre le schéma synoptique d’un réacteur GIR et un profil de gravure du silicium.
Figure 8 – Critères de gravure
11

Figure 9 – Réacteur et profil de gravure par RIE En général, l’étude de la gravure d’une couche mince doit tenir compte des différents critères représentés dans la figure 8. De plus, dans le cas de gravure humide, l’adhérence et la tenue de la résine servant de masque aux attaques chimiques est un problème majeur. Néanmoins, on peut plus facilement trouver un bain chimique très sélectif entre la résine et la couche à graver. Dépôt par pulvérisation cathodique : Cette technique est très utilisée pour déposer en films minces toutes sortes de matériaux, notamment les matériaux réfractaires ou les alliages. Elle est basée sur l’érosion du matériau par les ions produits par une décharge luminescente des gaz rares : Ar, Xe ou Kr. Le matériau à pulvériser est porté à un potentiel électrique négatif de quelques centaines de volts, ceci grâce à la physique de la décharge luminescente. Le générateur de puissance utilisé pour cette décharge peut être à courant continu si on pulvérise des métaux. Pour le dépôt des films diélectriques, la source de puissance alternative (en général à la fréquence de radio-fréquence (13,56MHz)) est nécessaire pour entretenir la décharge en neutralisant des charges accumulées en surface. On peut augmenter la vitesse de dépôt en appliquant un champ magnétique parallèle à la surface du matériau cible comme le montre la figure 10. Sous l’action du champ magnétique, les électrons vont subir une force de Lorentz provoquant une trajectoire en spirale au voisinage de la cible. Ainsi, leur durée de vie est prolongée et on
12
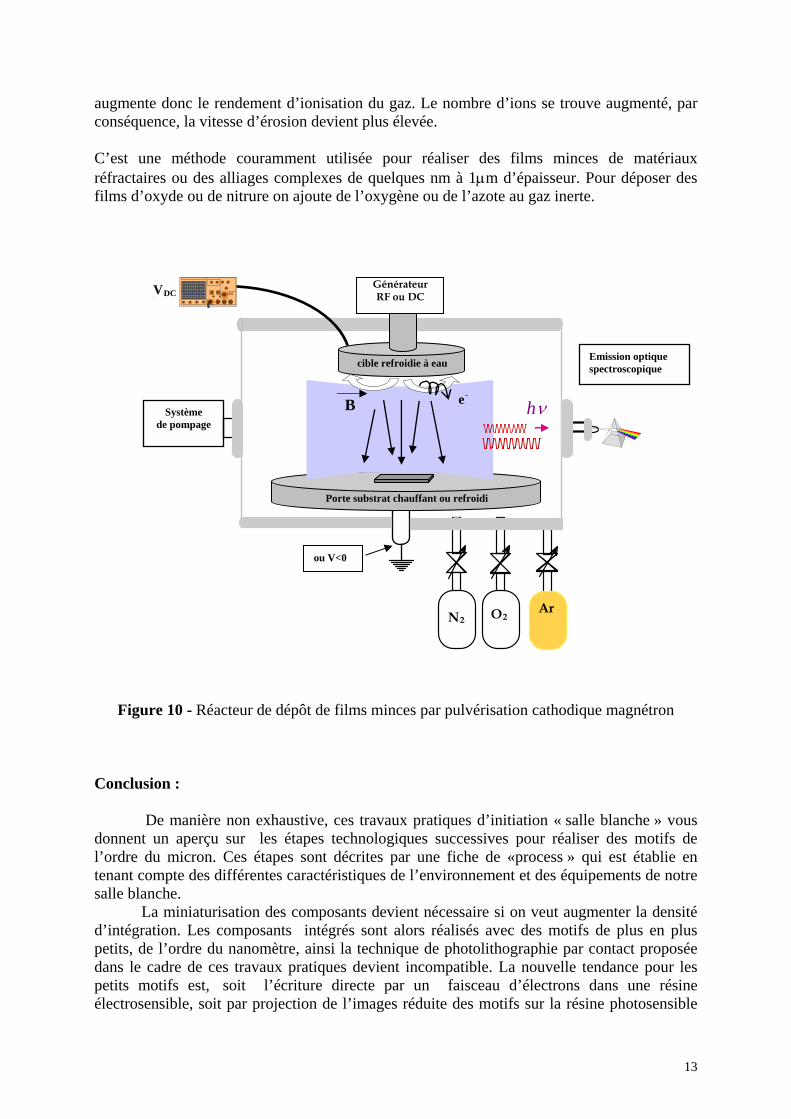
augmente donc le rendement d’ionisation du gaz. Le nombre d’ions se trouve augmenté, par conséquence, la vitesse d’érosion devient plus élevée. C’est une méthode couramment utilisée pour réaliser des films minces de matériaux réfractaires ou des alliages complexes de quelques nm à 1µm d’épaisseur. Pour déposer des films d’oxyde ou de nitrure on ajoute de l’oxygène ou de l’azote au gaz inerte.
Emission optique spectroscopique
Ar
hν
VBDCB
OB2B
ou V<0
Porte substrat chauffant ou refroidi
Générateur RF ou DC
B eP
-P
NB2B
Système de pompage
cible refroidie à eau
Figure 10 - Réacteur de dépôt de films minces par pulvérisation cathodique magnétron Conclusion :
De manière non exhaustive, ces travaux pratiques d’initiation « salle blanche » vous donnent un aperçu sur les étapes technologiques successives pour réaliser des motifs de l’ordre du micron. Ces étapes sont décrites par une fiche de «process » qui est établie en tenant compte des différentes caractéristiques de l’environnement et des équipements de notre salle blanche.
La miniaturisation des composants devient nécessaire si on veut augmenter la densité d’intégration. Les composants intégrés sont alors réalisés avec des motifs de plus en plus petits, de l’ordre du nanomètre, ainsi la technique de photolithographie par contact proposée dans le cadre de ces travaux pratiques devient incompatible. La nouvelle tendance pour les petits motifs est, soit l’écriture directe par un faisceau d’électrons dans une résine électrosensible, soit par projection de l’images réduite des motifs sur la résine photosensible
13
utilisant un faisceau laser et un système de miroirs. A l’heure actuelle, on arrive à des longueurs de grille d’un transistor à effet de champ de l’ordre de 6 nm, se pose donc le problème de trouver de nouvelles méthodes de dépôt permettant de contrôler avec précision l’épaisseur à une monocouche près (#10P
15Pat/cmP
2P) et de couvrir uniformément une surface où
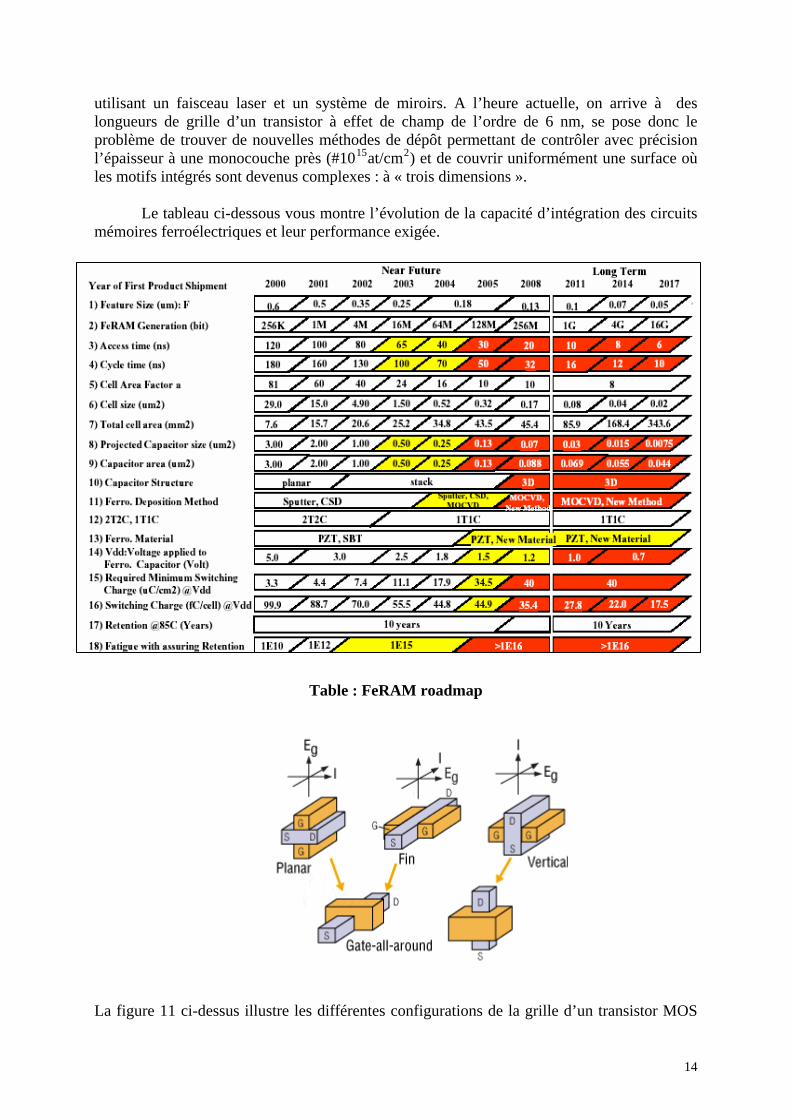
les motifs intégrés sont devenus complexes : à « trois dimensions ». Le tableau ci-dessous vous montre l’évolution de la capacité d’intégration des circuits
mémoires ferroélectriques et leur performance exigée.
Table : FeRAM roadmap
La figure 11 ci-dessus illustre les différentes configurations de la grille d’un transistor MOS
14
16

17





























