Embed Size (px)
Citation preview

1
Třecí svařování - 42
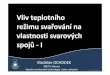
Třecí svařování je svařování tlakem za tepla, při němž se k ohřevu materiálu
využívá tepla, vznikajícího třením stykových ploch svařovaných dílů; z těchto dílů se
v nejjednodušším případě jeden otáčí a druhý stojí (obr. 1). Svařování se děje tlakem
po zastavení otáčejícího se dílu, před čímž bylo dosaženo plastického stavu
materiálu a potřebné teploty svařování.
∑ Při svařování třením se ohřívá velmi malá část materiálu přímou a rychlou
přeměnou mechanické energie v tepelnou. Tím je zapotřebí podstatně menší
množství energie než při jiných způsobech svařování.
∑ Svařování probíhá za nepřístupu vzduchu k stykovým plochám svaru, které
jsou vlivem otáčení naprosto čisté. Dosahuje se tak dokonalého přiblížení
hraničních ploch krystalů materiálů a působení meziatomárních sil,
podmiňujících dobrou jakost svaru
∑ Strojní zařízení je velmi jednoduché a průběh svařování lze snadno
automatizovat, neboť ze základních parametrů je nutno řídit při svařování jen
průběh tlaku, spěchování a brzdění vřetena.
∑ Dolní hranice svařitelných průměrů je asi 3 mm. Možnou horní hranici je nutno
posuzovat z ekonomického hlediska a strojního zařízení. Velké průřezy lze
svařovat velmi hospodárně poměrně jednoduchým zařízením
Obr. 1. Princip svařování třením

- 2 -
Svařování třením je vlastně vzájemně spojených procesů. Je to vznik tepla,
opotřebení troucích se součástí, plastická deformace a rekrystalizace kovu ohřátého
na vysoké teploty, difúze, pevnost materiálu za vyšších teplot, tepelná vodivost a
další.
Třecí plochy
Povrch každého tuhého tělesa má určité mikronerovnosti. Proto s tělesa
nestýkají celými plochami, nýbrž výstupky na jejich povrchu (Obr. 2). Velikost plochy
skutečného styku závisí na vlastnostech materiál a na jakosti opracování povrchu.
Velikost skutečných stykových ploší se může pohybovat v mezích od čtverečního
mikronu do několika tis
Obr. 2
Tření při tepelném opotřebení
Teplota povrchových vrstev závisí hlavně na velikosti tlaku mezi plochami tření a
na rychlosti pohybu třecích ploch.
Při tepelném opotřebení malých činných objemů kovů vzniká velká koncentrace
tepla. Teplota v povrchových vrstvách troucích se kovů závisí hlavně na kluzné
rychlosti a může mít různé hodnoty. Nízké teploty mají velmi malý vliv na strukturu
povrchových vrstev kovu, kdežto teploty kritické vyvolávají změny struktury, jako je
kalení, popouštění, rekrystalizace, překrystalizace apod. V mnoha případech teplota
na třecích plochách dosahuje bodu tavení kovů.
Hloubka povrchových vrstev, na něž působí vysoké teploty, závisí hlavně na
velikosti měrného tlaku.

- 3 -
Průběh třecí síly v různých stádiích opotřebení
Úsek křivky AB na diagramu odpovídá podmínkám tření v počátečním stadiu
vzniku tepelného opotřebení. Další úsek křivky BC odpovídá podmínkám tření při
postupně vzrůstajících jevech dotykového sochytu kovu u troucích se povrchů, při
čemž pevnost kovu zůstává dostatečně velká. V tomto stadiu tepelného opotřebení
síla třen. se zvyšující se teplotou postupně roste. Úsek křivky CD odpovídá prací
tření při prudkém zvětšení plochy dotykového souchytu. Tento činitel je vedoucím pro
třecí sílu v této etapě a přes značný pokles pevnost kovu třecí síla prudce vzroste.
V dalším svém průběhu se křivka změny třecí síly po průchodu maximem začne
plynule snižovat. Úsek křivky DE odpovídá tření při plném dotyku povrchů se stále
více rostoucí plastičnosti a tání jednoho z povrchů troucích se kovů. Při dotyku
tekutého a tuhého kovu se tření zmenšuje. Viz Obr.3.
Obr. 3
Změny koeficientu tření Radou experimentálních prací bylo dokázáno, že během procesu tření dochází ke
změně koeficientu tření. Ten se mění nejen v závislostí na normálním tlaku a
rychlosti pohybu troucích se ploch, ale také v závislosti na řadě dalších činitelů.
Například:
∑ stav materiálu a přítomnost povrchových vrstviček (mazivo)
∑ délka trvání nepohyblivého styku;
∑ rychlost zvýšení zatížení;

- 4 -
∑ tuhost a pružnost styku;
∑ rychlost relativního pohybu třecích ploch;
∑ teplotní režim; velikost normálního tlaku
Závislost intenzity tepla na parametrech svařování
Vliv obvodové rychlosti
Z teoretických předpokladů vyplývá, že intenzita vzniku tepla svařování třením by
měla vzrůstat se zvětšováním obvodové rychle (otáček).
Avšak experimentálně zjištěná závislost trvání procesu svařování na rychlosti
otáčí (Obr. 4) ukazuje obrácenou tendenci. Se vzrůstem rychlosti se strojní čas
procesu svařování prodlužuje. Jak vyplývá z Obr. 4, je možno předpokládat, že tato
velikost je v určité oblasti rychlosti prakticky lineární.
Obr. 4
Vliv předehřívacího tlaku
Uvedené pokusy umožnily také I sestrojit křivku závislosti výkonu na specifickém
předehřívacím tlaku, i V sledované oblasti tlaků se intenzita vzniku tepla měnila
téměř úměrně se specifickým tlakem; z toho tedy vyplývá, že koeficient tření
prakticky nezávisí na specifickém tlaku.
Obecně lze říci, že intenzita a hloubka tepelných polí odpovídá podmínkám
zatížení povrchů při tření. Kluzná rychlost a normální tlak působí různým způsobem
na intenzitu a hloubku tepelného pole. Při velké kluzné rychlosti se tepelné pole

- 5 -
vyznačuje velkým soustředěním tepli v povrchových vrstvách kovu a příkrými
změnami mikrostruktury.
Zvětší-li se měrný tlak (při stálé kluzné rychlosti), vzrůstá teplot v tepelném poli
pomaleji než hloubka tepelného pole. Při malé kluzný rychlosti se tepelné pole
vyznačuje malým soustředěním tepla v povrchových vrstvách a plynulými přechody v
mikrostrlikturních změnách.
Rozložení teploty v průběhu svařování
Obr. 5
Technologie svařování
Svařování třením patří do skupiny svařování tlakem za tepla, a proto je velmi
podobné technologii starších způsobů svařování tlakem za tepla, svařování
kovářskému, plamenem a odporem. Částečně se podobá li elektrickému
odtavovacímu svařování na tupo, při kterém sice nastává tavení materiálu v průběhu
předehřevu, ten je však při pěchování vytlačen, takže nastává spojení v plastickém
stavu materiálu, podobně jako při svařování třením, avšak za vyšších teplot. I
struktura svarů provedených třením je velmi podobná struktuře svarů provedených
od tavením.

- 6 -
Technologií svařování třením, která je jednoduchá, lze dosáhnout podstatně lepší
jakosti svarů ve srovnání s uvedenými staršími způsoby nebo svarů stejné jakosti
jako při odtavovacím svařování na tupo. Třením lze svařovat i kovy, které
odtavovacím způsobem svařovat nelze.
Proces svařování je programově řízen. A proto svařování třením automatické
s velmi jednoduchým řízením.
Základního principu svařování může být různě použito (obr. což vyplývá např. z tvaru
svařovaných součástí, ze snahy o zvýšení produktivity, popřípadě z řešení
konstrukce strojního zařízení. Lze například svařit tři součásti při současném
provedení dvou svarů, a to tak, že j součást je pevně upnutá a dvě součásti rotují. Je
to způsob jednoúčelový, vhodný pro sériovou výrobu součástí. Současného vytvoření
dvou svarů lze použít i při svařování dlouhých součástí, např. trubek které nelze
uvést do rotace. Zde jsou naopak pevně upnuty dvě součásti a jejich spojení vytvoří
rotující mezikus. Nutné relativní rychlosti styčných ploch svarů lze dosáhnout tak, že
součásti, které se mají svařit, se otáčejí protisměrné. Výhodou tohoto způsobu je
příznivější dynamické vyvážen! strojí a poloviční otáčky vřeten.
d) e) f)
Obr.6 Základní spoje:
a) plný průřez, b) mezikruží, c) mezikruží s plným profilem, d) čep k desce s osazením na desce, e)
čep k desce bez osazení na desce, f) mezikruží k desce s osazením
Základní způsoby spojení součástí třením jsou svaření plného kruhového profilu (obr.
6a), profilu tvaru mezikruží (obr. 6b), mezikruží plným profilem (obr. 6c), čepu k
desce s osazením na desce (obr. 6d), bez osazení na desce (obr. 6e) a mezikruží k
desce s osazením (obr. 6f).

- 7 -
Průběh procesu svařování Cyklus svařování tlakem za tepla má dvě základní fáze průběhu: ohřev materiálu a
spojení předehřátého materiálu v plastickém stavu. Lze proto i proces svařování
třením rozdělit na tyto dvě základní fáze, a to na periodu předehřívací a periodu
pěchovací. Průběh základních parametrů svařovacího procesu je znázorněn na obr.
27. Intenzita proudu (A) a třecí moment (B) byly sejmuty smyčkovým oscilografem.
Třecí moment byl měřen metodou torzní deformace magnetického pole přímého
vodiče, v našem případě trubky. K oscilografickému záznamu je schematicky
dokreslen průběh zbývajících parametrů (n, p, S). Pěchovací tlak působí i po
zastavení rotace, prakticky do ukončení plastické deformace materiálu, čímž je
pěchovací perioda ukončena.
Jak je z diagramu patrno, je časový průběh procesu svařování dán trváním
předehřívací periody. Průběh pěchovací periody tvoří jenom zlomek času trvání
předehřívací periody.
V obou periodách svařovacího procesu nastává pěchování materiálu; velikost
spěchování se měří v axiálním směru, tj. ve směru působení laku.
Obr. 7

- 8 -
Pěchovací tlak působí i po zastavení rotace, prakticky do ukončení plastické
deformace materiálu, čímž je pěchovací perioda ukončena.
Jak je z diagramu patrno, je časový průběh procesu svařování dán trváním
předehřívací periody. Průběh pěchovací periody tvoří jenom zlomek času trvání
předehřívací periody.
V obou periodách svařovacího procesu nastává pěchování materiálu; velikost
spěchování se měří v axiálním směru, tj. ve směru působení tlaku.
Parametry svařování
Z popisu průběhu svařovacího procesu vyplývají parametry svařování třením. Lze
je rozdělit na parametry hlavní, které mají největší vliv na jakost svaru, a na
parametry vedlejší.
Hlavní parametry svařování třením jsou tyto:
∑ obvodová rychlost (otáčky) [m/s (ot/min)]
∑ měrný předehřívací tlak [kg/mm2]
∑ měrný pěchovací tlak [kg/mm2]
∑ spěchování v předehřívací periodě [mm]
∑ spěchování v pěchovací periodě [mm]
∑ celkové spěchování (součet dílčích spěchování) [mm]
Vedlejší parametry jsou tyto:
∑ předstih zapnutí pěchovacího tlaku před zabrzděním vřetena
(udává se v časové jednotce) [s]
∑ (nebo v délce spěchování vzniklého působením pěchovacího tlaku před
zabrzděním vřetena) [mm]
.

- 9 -
Tab.1 Parametry svařování třením
Svařovaný materiál
Průměr Otáčky Předehřívací tlak
Pěchovací tlak
Celkové spěchování
Čistý svař. čas
ČSN [mm] [ot/min] [kg/mm2] [kg/mm2] [mm] [s]
11370
25-50
1400-1800
2-4
4-8
12-16
15-45 11373
11420
11350 60/2 1800 3 7.5 10 4
12050 25-40 1400-1800 2.5-4 6-8 14-16 20-35
14220 32 1800 4 8 16 25
15123 32/4 1800 4 11 10 5
15331 25 1800 4.5 10 10 20
16320 25 1800 5 12 10 8
17102 32/4 1800 4 15 10 5
17103 17 1800 5 17 10 8
17242 32 1800 4 9 16 100
17023 25 1800 6 11 15 25
15260 50/6.5 1800 5 10 15 25
17242 32 1800 4 9 13 44
17022 27 1800 6 12 14 30
19824 15-45 1800 6 10 6-12 15-35
Svařitelnost materiálů ∑ Výzkum technologie tlakového svařování třením a praktické zkušenosti již
prokázaly svařitelnost mnoha kovů a slitin a také některých umělých hmot.
∑ Svařitelné třením budou pravděpodobně, až na některé výjimky, všechny druhy
ocelí, a to legované i nelegované.
∑ Překvapením je velmi dobrá svařitelnost i některých vysoce legovaných
slitinových ocelí, které jsou jinými způsoby velmi obtížně svařitelné. Svařitelné
třením jsou i kovy jako měď, hliník, dural, titan, silumin, mosaz, bronz atd.

- 10 -
∑ Mechanické vlastnosti spojů stejných materiálů byly ověřeny mnoha zkouškami a
jejich výsledky plně odpovídají provozním podmínkám
Technologické podmínky
Svařování stejných materiálů není obtížné a není k tomu třeba zvláštních
opatření. Ohřev materiálu a plastická deformace probíhají symetricky vzhledem ke
stykové ploše svaru, a jsou tak vytvořeny předpoklady pro dosažení jakostního spoje.
Nepravidelnosti ve svarová procesu mohou např. vzniknout vlivem tlusté vrstvy rzi
nebo okují stykových plochách svaru, nerovnoběžností stykových ploch, popřípadě
dynamickou charakteristikou stroje.
Stroje pro svařování třením
Vyvíjí-li se teplo potřebné pro popisovaný způsob svařování tře otáčející se
součásti o přitlačovanou druhou neotáčející se součást, být k tomu použito strojního
zařízení, které umožňuje pohyby, ji vzniká tření. Protože na soustruhu lze tyto
požadavky splnit, je přirozené že se svařování třením zrodilo na tomto stroji.
Soustruh však není jediným strojem, kterým lze svařovat třen K tomuto účelu by
se mohlo použít i vertikálních frézek, vrtaček a jiných strojů, které konají otáčivý
pohyb a osový posuv. Nejvíce se však v p osvědčily soustruhy jednoduché tuhé
konstrukce.
Požadavky na stroje
Technologické požadavky
A. Charakteristiky stroje musí vyhovovat základním parametr procesu svařování,
tj. otáčkám, osové síle a výkonu elektromotoru. Z výzkumu technologie jsou
dnes známy optimální hodnoty měrného pěchovacího tlaku, obvod rychlosti a
měrného výkonu elektromotoru. Podle požadovaného rozsahu průměrů
svařovaných součástí vypočteme snadno maximální pěchovací sílu a otáčky.

- 11 -
B. Při svařování třením je možno provést svary uplatněním různých typů
tlakových programů. Vidíme, že většinou není možno pracovat jen s jedním
konstantním tlakem, ale pro dosažení kvalitních svarů musí být stroj vybaven
alespoň dvěma tlaky, a to předehřívacím a pěchovacím. Při svařování velkých
průřezů je někdy třeba na začátku ohřevu snížit hodnotu předehřívacího tlaku
tak, aby rozběh byl měkký a bez rázů, které ničí stroj.
C. Stroj musí zajišťovat předepsaný časový průběh celého procesu.
Konstrukční požadavky
A. Části stroje, které jsou namáhány během procesu svařování! musí být
dostatečně tuhé, aby nedošlo k nežádoucímu posunu svářených, součástí v
místě svaru a aby bylo tlumeno radiální chvění vznikajíc! hlavně při počátku
ohřevu.
B. Pro zajištění rychlého zastavení otáčejících se součástí musí
být jejich moment setrvačnosti co nejmenší. Zde se jedná prakticky
jen o uplatnění zásad stanovených v bodu 4 při vlastní konstrukci vřetena,
upínacího zařízení a náhonu.
C. Upnutí svařovaných součástí v upínacích čelistech musí spolehlivě
zajistit součásti proti protočení působením třecího momentu i proti
posunutí vlivem pěchovací síly. Také je třeba tuto otázku řešit z hlediska
obsluhy stroje. Pro malé stroje můžeme použít ručně ovládaných sklíčidel
nebo kleštin, kdežto u větších průměrů by ruční upínání kladlo na
obsluhu značné fyzické nároky.

- 12 -
Příklady univerzální strojů pro svařování tření
Automatická třecí svářečka ATS 20 (Obr. 8)
Obr. 8
Tabulka parametrů stroje ATS 20 (Tab. 2)
Veličina Jednotka Hodnota Svařovací výkon (nízkouhlíkové oceli) max. [mm3] 2000Rozsah svařovaných průměrů (plný průřez) [mm] 20 + 50Počet svarů pro max. průřez [ks/hod] 20Pěchovací sila [kg] 15 000Upínací sila [kg] 30 000Otáčky vřetene: počet stupňů [-] 6
rozsah otáček [ot/min] 800-1600Hlavní elektromotor: výkon [kW] 20
otáčky [ot/min] 1460Elektromotor čerpadla: výkon [kW] 3,14
otáčky [ot/min] 1460Průřez přívodního kabelu [mm2] 10 CuPojistka [A] 60Hlavní rozměry stroje: půdorysná plocha [mm] 2700 x 900
výška [mm] 1450Váha stroje [kg] 4000
Tab. 2
Třecí svářečka MST – 2 (Obr. 9)
Základem stroje je kostra, svařená z válcovaných profilů. Tvoří rám, na který
jsou ostatní skupiny přišroubovány.
Ve vřeteníku je uloženo vřeteno nesoucí otočné sklíčidlo s upínacím válcem,
brzdu a spojku. Brzda je dvoučelisťová ovládaná hydraulicky. Spojka je mokrá,
několikalamelová, ovládaná přes pákový převod hydraulickým válcem. Náhon
vřetena od elektromotoru je klínovými řemeny a ozubenými koly.

- 13 -
Obr. 9
Třecí svářečka MST – 3 (Obr.10) Tento stroj je určen pro svařování součástí z nízkouhlíkových ocelí průměru od 20
do 40 mm nebo součástí z jiných materiálů a jiných průměrů, jejichž svaření je možné
v mezích daných základními parametry stroje. Proces svařování je řízen hodnotou
pěchovací síly.
Obr. 10
Použití svařování třením v praxi ∑ Kromě kovů se dá třecí svařování využít i pro spojování keramiky a skla s kovy.
∑ V oblasti strojírenské výroby tvoří největší podíl rotační součásti typu hřídelí,
čepů, trubek, válců atd. Lze spojovat i profily např. čtvercového nebo
šestihranného tvaru, a součásti s přesně definovaným tvarem, protože

- 14 -
mikroprocesorem řízené svařovací zařízení kontroluje a nastavuje požadovaný
úhel natočení.
∑ Aplikací třecího svařování je velmi mnoho např. v automobilovém průmyslu –
kardanové hřídele, řídící tyče, pastorky, ventily spalovacích motorů, hnací
hřídele, tlumičů, hřídelí turbodmychadel, vačkových hřídelí, komplety náprav
atd.
∑ V oblasti těžebního průmyslu svařování vrtných tyčí, uzavíracích ventilů a
trubkových systémů.
Literatura: ∑ Mandou J.,Svítil A., Vybořil J., Svařování třením, SNTL, 1961, Praha
∑ http://www.welding.cz/vyvoj/svar_02/02_2-5.htm
∑ http://www.designtech.cz/c/fem/airbus-rozviji-technologii-svarovani-trenim-
aplikaci-fem-technologii.htm
∑ http://www.svarak.cz/f/svarak/p/PDF%20%C4%8Dl%C3%A1nky/PDF_%C4%8Cesky/Technologie-svarovani-Kubicek.pdf