Embed Size (px)
DESCRIPTION
60VcRMSDD
Citation preview
RIGORKaltarbeitsstahl
RIGOR
2
AllgemeinesRIGOR ist ein zum Luft-, Öl- oder Warmbadhärtengeeigneter, mit Chrom, Molybdän und Vanadin le-gierter Sonderstahl, der folgende charakteristischeMerkmale aufweist:• Gute Zerspanbarkeit• Gute Maßbeständigkeit beim Härten• Hohe Druckfestigkeit• Gute Härtbarkeit• Hohe Verschleißbeständigkeit.
VerwendungszweckeRIGOR nimmt unter den Werkzeugstählen vonUddeholm Tooling eine Mittelstellung zwischenARNE und SVERKER 21 ein. Dieser Kaltarbeits-stahl bietet eine erstklassige Kombination von ho-her Verschleißbeständigkeit und Zähigkeit. Erkann deshalb als ,,Universalstahl” beachtet wer-den.Die hervorragende Zähigkeit von RIGOR ergibtbei Stanzewerkzeugen einwandfreie Widerstands-fähigkeit gegen Ausbröckelung der Schneide. Invielen Fällen haben Werkzeuge aus diesem Stahlbessere Wirtschaftlichkeit im Einsatz erzielt, alsStähle vom Typ BD3/W.Nr. 2080 mit hohem Koh-lenstoff- und Chromgehalt. RIGOR weist weit bes-sere Bearbeitungs- und Schleifeigenschaften auf,als dieser 12-prozentige Chromstahl.
FORMWERKZEUGE
HärteHRC
Werkzeuge zum:Biegen, Tiefziehen, Drehen und Drücken 56–62Prägematritzen für Kaltarbeit 56–60Prägestempel für Kaltarbeit 58–62Rohr- und Profilformwalzen 58–60Schmiedebacken 56–60Lehren, Meßgeräte, Führungsschienen,Buchsen 58–62Formwerkzeuge für abrasivwirkende Kunststoffe 58–62C Si Mn Cr Mo V
Richtanalyse % 1,0 0,3 0,6 5,3 1,1 0,2
Normen W.-Nr. 1.2363, AISI A2, (BA2)
Lieferzustand Weichgeglüht 215 HB
Farbkennzeichnung Rot/grün
SCHNEIDEN UND STANZEN
WerkstoffDicke Härtemm HRC
Werkzeuge zum:Kaltschneiden, Lochstanzen, bis 3 60–62Schopfen, Abscheren, 3–6 56–60Abgraten 6–10 54–56
Kurze Kaltscheren, Hackmesser fürKunststoffabfälle, Granulatormesser 56–60Abgratwerkzeuge warm 58–60für Schmiedestücke kalt 56–58
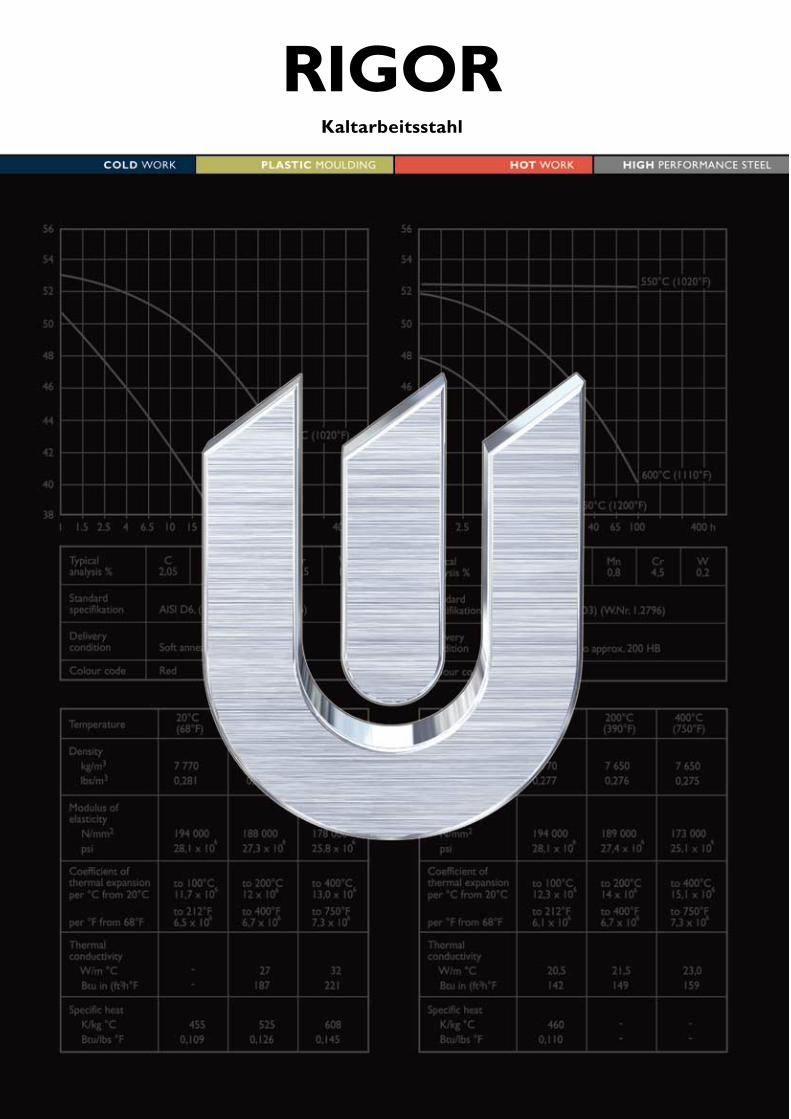
Vergleich zwischen dem feinkörnigen Gefüge vonRIGOR und einem Stahl mit hohem Kohlenstoff- undChromgehalt vom Typ W.-Nr. 2080/AISI D3.
LieferformenRIGOR ist in verschiedenen Ausführungen, darun-ter auch warmgewalzt, vorbearbeitet und fertig-bearbeitet erhältlich. Außerdem gibt es Hohl-profile und Ringe.
Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur allgemeine Informationen überunsere Produkte und deren Anwendungsmöglichkeiten. Sie könnennicht als Garantie ausgelegt werden weder für die spezifischen Eigen-schaften der beschriebenen Produkte noch für die Eignung für die alsBeispiele genannten Anwendungsmöglichkeiten.
RIGOR
3
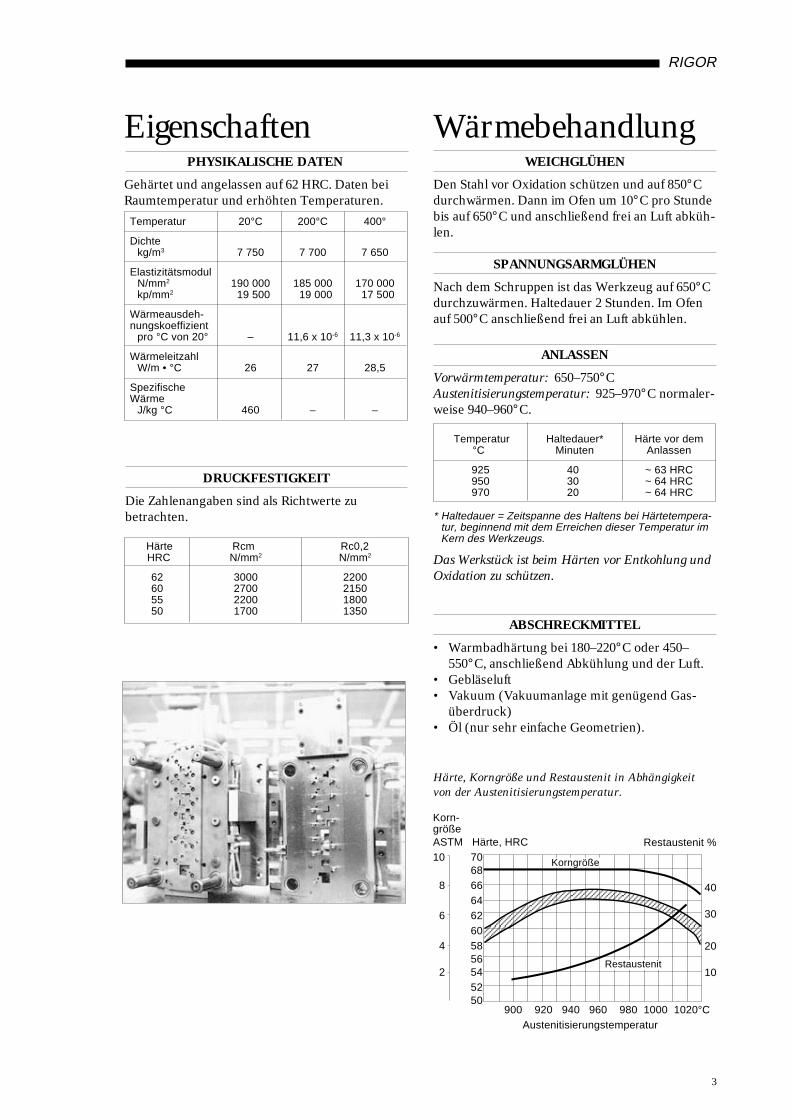
Korn-größeASTM Härte, HRC10 70
68 8 66
64 6 62
60 4 58
56 2 54
5250
WärmebehandlungWEICHGLÜHEN
Den Stahl vor Oxidation schützen und auf 850°Cdurchwärmen. Dann im Ofen um 10°C pro Stundebis auf 650°C und anschließend frei an Luft abküh-len.
SPANNUNGSARMGLÜHEN
Nach dem Schruppen ist das Werkzeug auf 650°Cdurchzuwärmen. Haltedauer 2 Stunden. Im Ofenauf 500°C anschließend frei an Luft abkühlen.
EigenschaftenPHYSIKALISCHE DATEN
Gehärtet und angelassen auf 62 HRC. Daten beiRaumtemperatur und erhöhten Temperaturen.Temperatur 20°C 200°C 400°
Dichtekg/m3 7 750 7 700 7 650
ElastizitätsmodulN/mm2 190 000 185 000 170 000kp/mm2 19 500 19 000 17 500
Wärmeausdeh-nungskoeffizient
pro °C von 20° – 11,6 x 10-6 11,3 x 10-6
WärmeleitzahlW/m • °C 26 27 28,5
SpezifischeWärme
J/kg °C 460 – –
DRUCKFESTIGKEIT
Die Zahlenangaben sind als Richtwerte zubetrachten.
Härte Rcm Rc0,2 HRC N/mm2 N/mm2
62 3000 220060 2700 215055 2200 180050 1700 1350
ANLASSEN
Vorwärmtemperatur: 650–750°CAustenitisierungstemperatur: 925–970°C normaler-weise 940–960°C.
Temperatur Haltedauer* Härte vor dem°C Minuten Anlassen
925 40 ~ 63 HRC950 30 ~ 64 HRC970 20 ~ 64 HRC
* Haltedauer = Zeitspanne des Haltens bei Härtetempera-tur, beginnend mit dem Erreichen dieser Temperatur imKern des Werkzeugs.
Das Werkstück ist beim Härten vor Entkohlung undOxidation zu schützen.
ABSCHRECKMITTEL
• Warmbadhärtung bei 180–220°C oder 450–550°C, anschließend Abkühlung und der Luft.
• Gebläseluft• Vakuum (Vakuumanlage mit genügend Gas-
überdruck)• Öl (nur sehr einfache Geometrien).
Härte, Korngröße und Restaustenit in Abhängigkeitvon der Austenitisierungstemperatur.
Restaustenit %
40
30
20
10Restaustenit
900 920 940 960 980 1000 1020°C Austenitisierungstemperatur
Korngröße
RIGOR
4
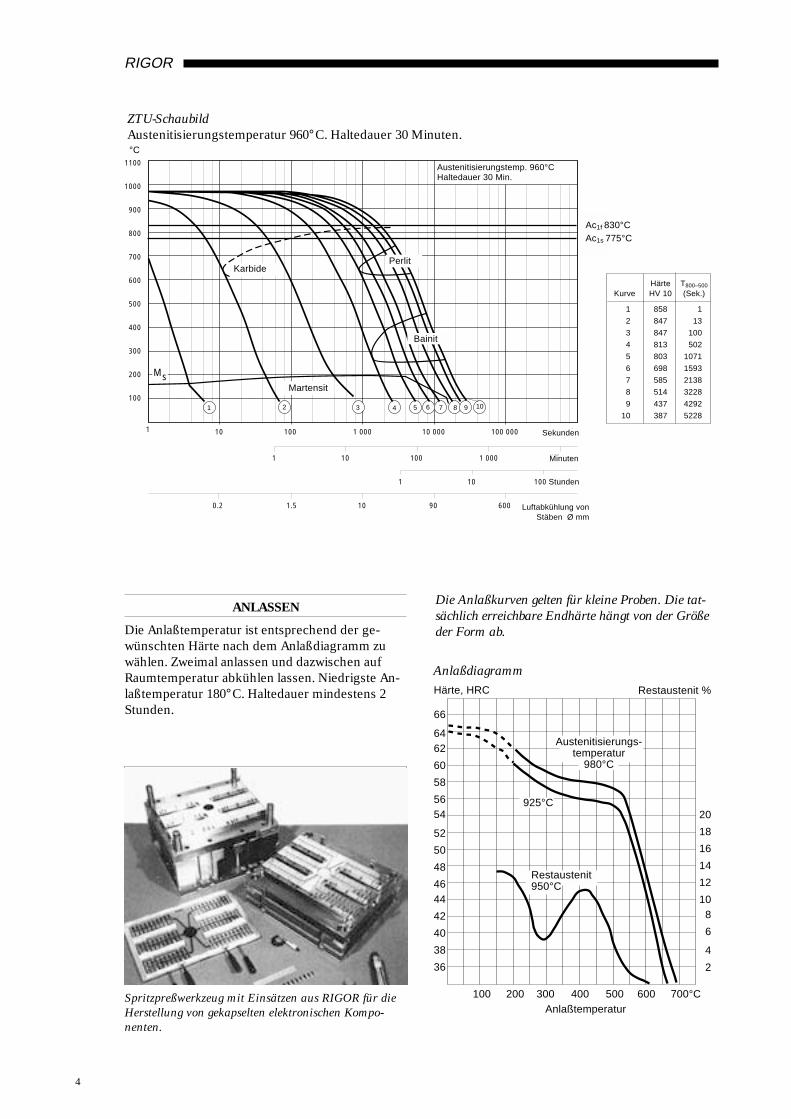
ZTU-SchaubildAustenitisierungstemperatur 960°C. Haltedauer 30 Minuten.
Austenitizing temperature 960°CHolding time 30 min.
Air cooling ofbars, Ø mm
1 10 100 1 000 10 000 100 000 Seconds
1 10 100 1 000 Minutes
1 10 100 Hours
0.2 1.5 10 90 600
1100
1000
900
800
700
600
500
400
300
200
100
= 830°C
= 775°C
1 2 3 4 5 6 7 8 9
Martensite
Carbides
Ms
10
Pearlite
Bainite
1fAc
Ac1s
Sekunden
Stunden
Minuten
Perlit
Bainit
Martensit
Karbide
°C
Austenitisierungstemp. 960°CHaltedauer 30 Min.
Ac1f 830°CAc1s 775°C
ANLASSEN
Die Anlaßtemperatur ist entsprechend der ge-wünschten Härte nach dem Anlaßdiagramm zuwählen. Zweimal anlassen und dazwischen aufRaumtemperatur abkühlen lassen. Niedrigste An-laßtemperatur 180°C. Haltedauer mindestens 2Stunden.
Spritzpreßwerkzeug mit Einsätzen aus RIGOR für dieHerstellung von gekapselten elektronischen Kompo-nenten.
Die Anlaßkurven gelten für kleine Proben. Die tat-sächlich erreichbare Endhärte hängt von der Größeder Form ab.
Luftabkühlung vonStäben Ø mm
Härte T800–500
Kurve HV 10 (Sek.)
1 858 1
2 847 13
3 847 100
4 813 502
5 803 1071
6 698 1593
7 585 2138
8 514 3228
9 437 4292
10 387 5228
100 200 300 400 500 600 700°CAnlaßtemperatur
Härte, HRC
66
6462
60
58
5654
52
50
48
4644
42
40
38
36
Restaustenit950°C
Restaustenit %
20
18
16
14
12
108
6
4
2
925°C
Anlaßdiagramm
Austenitisierungs-temperatur
980°C

RIGOR
5
NITRIEREN
Durch Nitrieren entsteht eine harte Randschicht,die sehr beständig gegen Abnutzung und Aus-kolkung ist und auch die Korrosionsbeständigkeitsteigert. Nitrieren in Ammoniakgas bei 525°C er-gibt eine Oberflächenhärte von etwa 1100 HV1.
Nitriertemperatur Nitrierdauer Nitriertiefe°C Stunden ca. mm
525 20 0,20525 30 0,30525 60 0,40
Zweistündige Nitrokarburierung bei 570°C ergibteine Oberflächenhärte von ca. 900 HV1. Die Rand-schicht mit dieser Härte ist etwa 10–20 µm dick.
MASSÄNDERUNGEN BEIM HÄRTEN
Probestück 100 x 100 x 25 mm.
Breite Länge Dicke% % %
Abschrecken in Min. –0,10 –0,02 –Öl aus 960°C Max. –0,05 +0,06 –0,05
Warmbadhärten Min. +0,04 +0,06 –aus 960°C Max. +0,05 +0,08 +0,04
Abschrecken in Min. +0,08 +0,13 –Luft aus 960°C Max. +0,14 +0,15 +0,04
MASSÄNDERUNGEN BEIM ANLASSEN
Maßänderungen %+0,20+0,16+0,12+0,08+0,04
0–0,04–0,08–0,12–0,16–0,20
100 200 300 400 500 600 700°CAnlaßtemperatur
Anmerkung: Die Maßänderungen beim Härtenund Anlassen sind zu addieren.
TIEFTEMPERATURBEHANDLUNGUND ALTERUNG
Wenn von den Werkstücken hohe Maßhaltigkeitverlangt wird, sind sie auf Tieftemperaturen zukühlen und/oder durch künstliche Alterung auszu-härten, damit keine Volumenänderungen im Laufeder Zeit auftreten. Dies gilt z.B. für Lehren undandere Maßwerkzeuge sowie gewisse Bauteile.
TieftemperaturbehandlungUnmittelbar nach dem Abschrecken ist das Werk-stück auf –40 bis –80°C abzukühlen (Haltedauer2–3 Stunden) und anschließend anzulassen oderauszuhärten. Tieftemperaturbehandlung steigertdie Härte um 1–3 HRC. Komplizierte Formen sindmit Rücksicht auf die Rißgefahr nach Möglichkeitnicht mit diesem Verfahren zu behandeln.
AlternDas Anlassen nach dem Abschrecken wird durchAlterung bei 110–140°C ersetzt. Haltedauer 25–100 Stunden.
Mit diesem Werkzeug aus RIGOR konnten 3.000.000Teile hergestellt werden, ehe es nachgeschliffen werdenmußte.
RIGOR
6
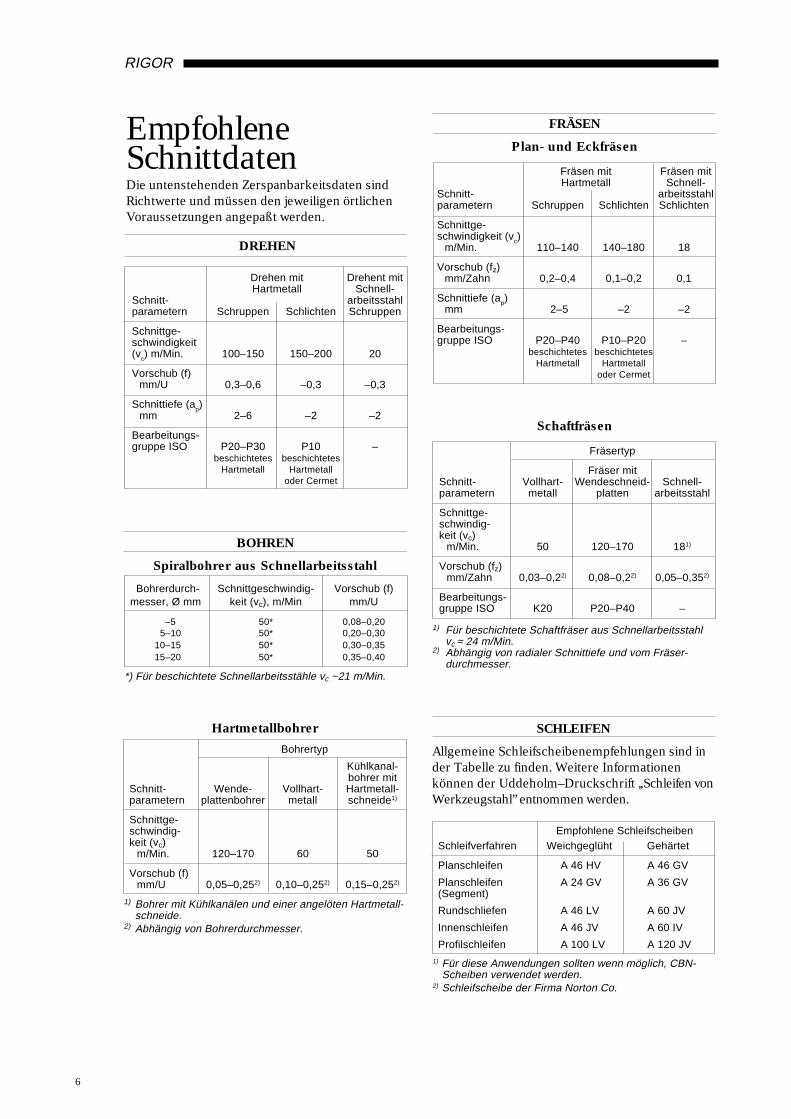
EmpfohleneSchnittdatenDie untenstehenden Zerspanbarkeitsdaten sindRichtwerte und müssen den jeweiligen örtlichenVoraussetzungen angepaßt werden.
DREHEN
Drehen mit Drehent mitHartmetall Schnell-
Schnitt- arbeitsstahlparametern Schruppen Schlichten Schruppen
Schnittge-schwindigkeit(vc) m/Min. 100–150 150–200 20
Vorschub (f)mm/U 0,3–0,6 –0,3 –0,3
Schnittiefe (ap)mm 2–6 –2 –2
Bearbeitungs-gruppe ISO P20–P30 P10 –
beschichtetes beschichtetesHartmetall Hartmetall
oder Cermet
FRÄSEN
Plan- und Eckfräsen
Fräsen mit Fräsen mitHartmetall Schnell-
Schnitt- arbeitsstahlparametern Schruppen Schlichten Schlichten
Schnittge-schwindigkeit (vc)
m/Min. 110–140 140–180 18
Vorschub (fz)mm/Zahn 0,2–0,4 0,1–0,2 0,1
Schnittiefe (ap)mm 2–5 –2 –2
Bearbeitungs-gruppe ISO P20–P40 P10–P20 –
beschichtetes beschichtetesHartmetall Hartmetall
oder Cermet
Empfohlene SchleifscheibenSchleifverfahren Weichgeglüht Gehärtet
Planschleifen A 46 HV A 46 GV
Planschleifen A 24 GV A 36 GV(Segment)
Rundschliefen A 46 LV A 60 JV
Innenschleifen A 46 JV A 60 IV
Profilschleifen A 100 LV A 120 JV
1) Für diese Anwendungen sollten wenn möglich, CBN-Scheiben verwendet werden.
2) Schleifscheibe der Firma Norton Co.
Schaftfräsen
Fräsertyp
Fräser mitSchnitt- Vollhart- Wendeschneid- Schnell-parametern metall platten arbeitsstahl
Schnittge-schwindig-keit (vc)
m/Min. 50 120–170 181)
Vorschub (fz)mm/Zahn 0,03–0,22) 0,08–0,22) 0,05–0,352)
Bearbeitungs-gruppe ISO K20 P20–P40 –
1) Für beschichtete Schaftfräser aus Schnellarbeitsstahlvc ≈ 24 m/Min.
2) Abhängig von radialer Schnittiefe und vom Fräser-durchmesser.
SCHLEIFEN
Allgemeine Schleifscheibenempfehlungen sind inder Tabelle zu finden. Weitere Informationenkönnen der Uddeholm–Druckschrift ,,Schleifen vonWerkzeugstahl” entnommen werden.
BOHREN
Spiralbohrer aus Schnellarbeitsstahl
Bohrerdurch- Schnittgeschwindig- Vorschub (f)messer, Ø mm keit (vc), m/Min mm/U
–5 50* 0,08–0,20 5–10 50* 0,20–0,3010–15 50* 0,30–0,3515–20 50* 0,35–0,40
*) Für beschichtete Schnellarbeitsstähle vc ~21 m/Min.
HartmetallbohrerBohrertyp
Kühlkanal-bohrer mit
Schnitt- Wende- Vollhart- Hartmetall-parametern plattenbohrer metall schneide1)
Schnittge-schwindig-keit (vc)
m/Min. 120–170 60 50
Vorschub (f)mm/U 0,05–0,252) 0,10–0,252) 0,15–0,252)
1) Bohrer mit Kühlkanälen und einer angelöten Hartmetall-schneide.
2) Abhängig von Bohrerdurchmesser.
RIGOR
7
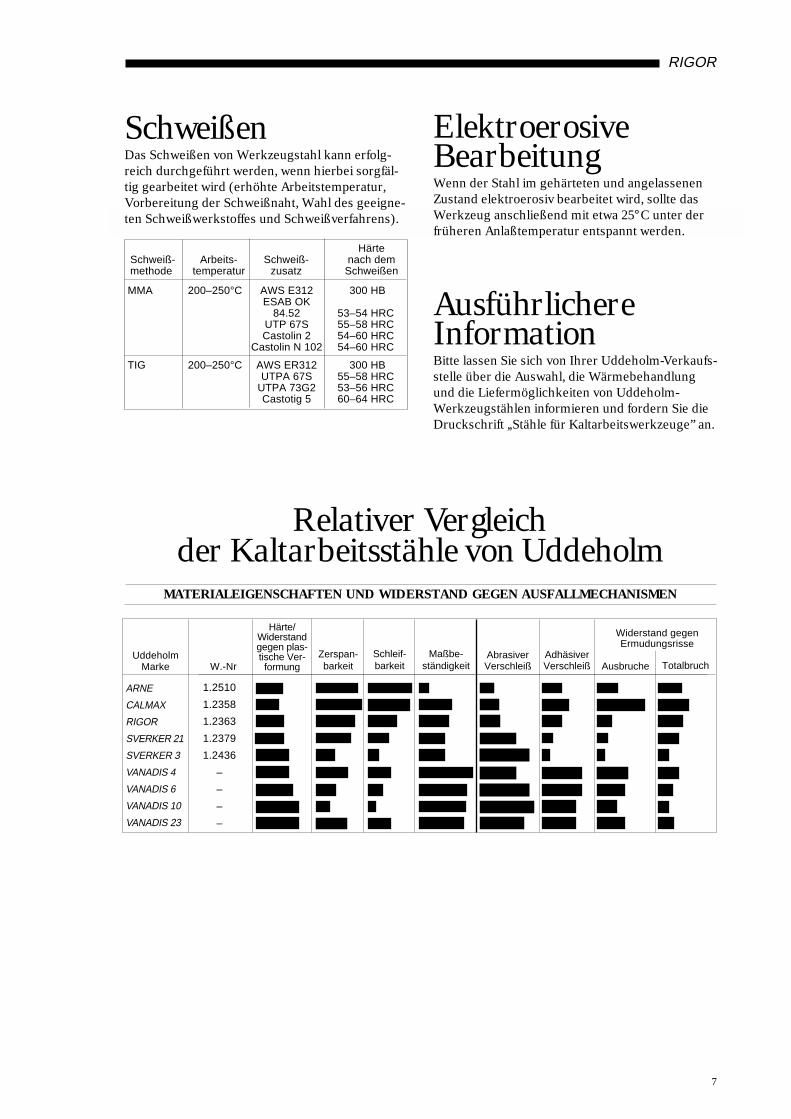
SchweißenDas Schweißen von Werkzeugstahl kann erfolg-reich durchgeführt werden, wenn hierbei sorgfäl-tig gearbeitet wird (erhöhte Arbeitstemperatur,Vorbereitung der Schweißnaht, Wahl des geeigne-ten Schweißwerkstoffes und Schweißverfahrens).
HärteSchweiß- Arbeits- Schweiß- nach demmethode temperatur zusatz Schweißen
MMA 200–250°C AWS E312 300 HBESAB OK
84.52 53–54 HRCUTP 67S 55–58 HRCCastolin 2 54–60 HRC
Castolin N 102 54–60 HRC
TIG 200–250°C AWS ER312 300 HBUTPA 67S 55–58 HRC
UTPA 73G2 53–56 HRCCastotig 5 60–64 HRC
ElektroerosiveBearbeitungWenn der Stahl im gehärteten und angelassenenZustand elektroerosiv bearbeitet wird, sollte dasWerkzeug anschließend mit etwa 25°C unter derfrüheren Anlaßtemperatur entspannt werden.
AusführlichereInformationBitte lassen Sie sich von Ihrer Uddeholm-Verkaufs-stelle über die Auswahl, die Wärmebehandlungund die Liefermöglichkeiten von Uddeholm-Werkzeugstählen informieren und fordern Sie dieDruckschrift ,,Stähle für Kaltarbeitswerkzeuge” an.
Relativer Vergleichder Kaltarbeitsstähle von Uddeholm
MATERIALEIGENSCHAFTEN UND WIDERSTAND GEGEN AUSFALLMECHANISMEN
ARNE
CALMAX
RIGOR
SVERKER 21
SVERKER 3
VANADIS 4
VANADIS 6
VANADIS 10
VANADIS 23
Härte/Widerstandgegen plas-tische Ver-formung
Zerspan-barkeit
UddeholmMarke
Schleif-barkeit
AdhäsiverVerschleiß Ausbruche
Maßbe-ständigkeit Totalbruch
AbrasiverVerschleißW.-Nr
1.2510
1.2358
1.2363
1.2379
1.2436
–
–
–
–
Widerstand gegenErmudungsrisse