Embed Size (px)
Citation preview
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
DOKTORA TEZİ
Derya YALUK
ÇELİK SİSTEMLERİN YÜZEY ÖZELLİKLERİNİN SICAK DALDIRMA GALVANİZ KAPLAMALARA ETKİSİ
FİZİK ANABİLİM DALI
ADANA, 2009
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
ÇELİK SİSTEMLERİN YÜZEY ÖZELLİKLERİNİN SICAK DALDIRMA GALVANİZ KAPLAMALARA ETKİSİ
DERYA YALUK
DOKTORA TEZİ
FİZİK ANABİLİM DALI
Bu tez 20 / 02 /2009 Tarihinde Aşağıdaki Jüri Üyeleri Tarafından Oybirliği İle Kabul
Edilmiştir.
Yrd.Doç.Dr. Şadi YILMAZ DANIŞMAN
Prof. Dr. Emirullah MEHMETOV
ÜYE
Prof. Dr. Atalay KÜÇÜKBURSA
ÜYE
Prof. Dr. Bilgehan GÜZEL Yrd.Doç.Dr. Faruk KARADAĞ
ÜYE ÜYE
Bu tez Enstitümüz Tarla Bitkileri Anabilim Dalında hazırlanmıştır. Kod No
Prof. Dr. Aziz ERTUNÇ Enstitü Müdürü
İmza ve Mühür
Bu çalışma Çukurova Üniversitesi Bilimsel Araştırma Projeleri Birimi Tarafından
Desteklenmiştir. Proje No: ZF2007YL34 Not: Bu tezde kullanılan özgün ve başka kaynaktan yapılan bildirişlerin, çizelge, şekil ve fotoğrafların kaynak gösterilmeden kullanımı, 5846 Sayılı Fikir ve Sanat Eserleri Kanunu’ndaki hükümlere tabidir.
I
ÖZ
DOKTORA TEZİ
ÇELİK SİSTEMLERİN YÜZEY ÖZELLİKLERİNİN SICAK DALDIRMA GALVANİZ KAPLAMALARA ETKİSİ
Derya YALUK
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
FİZİK ANABİLİM DALI Danışman : Yrd.Doç.Dr.Şadi YILMAZ Yıl : 2009, Sayfa:150 Jüri : Yrd.Doç.Dr.Şadi YILMAZ
Prof.Dr.Emirullah MEHMETOV Prof.Dr.Atalay KÜÇÜKBURSA Prof.Dr.Bilgehan GÜZEL Yrd.Doç.Dr.Faruk KARADAĞ
Çalışmamızda öncelikle C, Mn, P, S, Si, Al vb. element katkılı çeliklerin
kaplamaya etkisi araştırıldı. Farklı kompozisyonlardaki çelikler birçok ön
işlemlerden geçirilerek daldırma sonunda kaplama özellikleri araştırıldı. Havuzların
kimyasal içeriklerinin kaplamaya etkisi, pasivasyonun yüzeye etkisi, banyo
sıcaklığının kaplamaya etkisi, soğuma hızının kaplama yüzeyine etkisi araştırıldı.
Çelik sacın yüzeyine uygulanan mekaniksel işlemlerin kaplamaya etkisi araştırıldı.
Yüzeyler asitleme, parlatma, zımparalama, kumlama işlemlerinden geçirildi. Yüzey
pürüzlülük ölçümleri yapıldı. Sıvı çinko içine eklenebilecek Kurşun (Pb),
Alüminyum (Al), Demir (Fe), Kalay(Sn), Nikel (Ni), Bizmut(Bi), elementlerin
kaplamaya etkisi araştırıldı.
Anahtar Kelimeler: Sıcak Daldırma Galvaniz Kaplama, Yüzey Kaplama, Korozyon, Çinko.
II
ABSTRACT
PhD THESIS
SURFACE CHARACTERISTICS OF STEEL SYSTEMS EFFECT TO HOT-DIP GALVANIZED COATINGS
Derya YALUK
DEPARTMENT OF PHYSICS
INSTITUTE OF NATURAL AND APPLIED SCIENCES
UNIVERSITY OF CUKUROVA
Supervisor : Asist. Prof. Şadi YILMAZ
Year : 2009, Pages:150 Jury : Asist. Prof. Şadi YILMAZ
Prof.Dr.Emirullah MEHMETOV Prof.Dr.Atalay KÜÇÜKBURSA Prof.Dr.Bilgehan GÜZEL Asist. Prof.Faruk KARADAĞ
In this work, firstly, we researched which elements in steel (C, Mn, P, Si, S, Al
etc.) affect galvanized coatings. Many different steel sheets are applied on some pre-
treatments then dipped in liquid zinc. After we dipped, we looked at galvanized
coatings whether affected or not. Effects of chemical baths compositions,
passivation, temperature of liquid zinc bath, cooling speed was researched. Our other
experiments are mechanical processes which we applied on steel sheets to see
coatings properties whether changed or not. The steel sheets dipped into acid then
shined, grinded and sanded surfaces. According to mechanical test results, we
compared with uncoated steel sheets and coated sheets. In liquid zinc bath, we could
add Pb, Al, Fe, Sn, Ni, Bi elements. We researched which elements affected on to the
galvanized coatings.
Key Words: Hot-Dip Galvanized Coating, Surface Coating, Corrosion, Zinc.
III
TEŞEKKÜR
Yüksek Lisans ve Doktora eğitimim boyunca benden maddi manevi desteğini
esirgemeyen, bana hep güvenen danışmanım Sn Yrd.Doç.Dr.Şadi YILMAZ’a,
mühendislik alanında engin bilgiye sahip olan ve kendisiyle tanışmaktan onur
duyduğum Sn Prof.Dr.Emirullah MEHMETOV’a, Yüksek Lisans eğitimimden bu
yana bana daima destek olan Sn Yrd.Doç.Dr. Faruk KARADAĞ’a, Çukurova
Üniversitesi Fizik Bölümü’nün tüm Öğretim Üyelerine, Araştırma Görevlilerine ve
Çalışanlarına teşekkür ederim.
Deneysel çalışmam boyunca Tosyalı Holdingin tüm alet, ekipman ve numune
konusunda sonsuz desteklerini esirgemeyen Tosyalı Holding Yönetim Kurulu
Başkanı Sn Fuat TOSYALI’ ya, Yönetim Kurulu Üyeleri Sn Ayhan TOSYALI ve Sn
Fatih TOSYALI’ya, İcra Kurulu Üyesi Sn Dr. Suhat KOKMAZ’a, Tosyalı Holding
Teknik Koordinatörü Sn Ahmet TAŞKIN’a, Tosçelik Fabrika Müdürü Sn Turgay
ÖZDAŞ’a, Tosçelik Galvaniz Tesisi eski Müdürü şimdi Doğal Gaz Tesis Müdürü Sn
Mehmet PEKEL’e, Kalite Güvence Şefi Sn Bülent SÖNMEZ’e, Kalite Güvence
Mühendisi Sn Ersin GÜNGÖR ve kalite kontrol elemanlarına, Galvaniz Tesisi
laboratuar teknik elemanı Sn Erkan TIRPAN’a ve diğer fabrika çalışanlarına
teşekkürlerimi sunarım.
Bana her zaman güvenen ve her konuda destekçi olan aileme, liseden sonra
eğitim hayatımı şekillendiren, beni her konuda yönlendiren, yüksek lisans ve doktora
eğitiminin önemini her seferinde hatırlatan, doktora eğitimimi bitirmediğim taktir de
benimle konuşmayacağını söyleyen teyzem, Sn Av. Nuran ZÖHRE’ ye, sonsuz
teşekkür ederim.
IV
İÇİNDEKİLER SAYFA
ÖZ I
ABSTRACT II
TEŞEKKÜR III
İÇİNDEKİLER…………………………………………………………………...IV
ÇİZELGELER DİZİNİ IX
ŞEKİLLER DİZİNİ XII
SİMGELER VE KISALTMALAR XVII
1.GİRİŞ 1
2. ÖNCEKİ ÇALIŞMALAR 3
3. MATERYAL VE METOD 18
3.1.Yüzey Kaplama 18
3.1.1. Korozyon Nedir? 18
3.1.2 Çelikte Korozyon Oluşumu 19
3.1.3. Korozyona Karşı Alınması Gereken Önlemler 23
3.2.Galvanizleme 24
3.2.1. Başlıca Çinko Yüzey Kaplama Çeşitleri 24
3.2.2.Sıcak Daldırma Galvanizleme 25
3.2.2.1. Toplu Sıcak Daldırma Galvanizleme 25
3.2.2.1.a.Islak Yöntemle Sıcak Daldırma Galvanizleme 25
3.2.2.1.b. Kuru Yöntemle Sıcak Daldırma Galvanizleme 26
3.2.2.2.Galvanizleme İşlemi Boyunca Daldırılan Havuzların
Özellikleri…………………………………………………28
3.2.2.3. Sıcak Daldırma Galvanizleme Çeşitleri 31
3.2.3. Galvaniz Kaplamada Fe-Zn Faz Dengesi ve Kinetiği 31
3.2.3.1. Kaplama Fazları 33
3.2.3.1.a. Zeta Fazı 33
3.2.3.1.b. Delta Fazı 33
3.2.3.1.c.Gamma 1 Fazı 34
3.2.3.1.d. Gamma Fazı 34
V
3.2.3.2. Fe-Zn Faz Oluşumu 34
3.2.3.3. Fe-Zn Faz Reaksiyon Enerjisi 37
3.3. Galvanizleme İşlemi Sırasında Dikkat Edilmesi Gerekenler 40
3.3.1. Çeliğin Yapısı 40
3.3.2. Alt tabaka Olarak Çelik Seçimi 43
3.3.2.1. Karbonlu Çelikler 43
3.3.2.2. Alaşımlı Çelikler 43
3.3.2.3. Çeliği Oluşturan Önemli Elementler ve Galvanizlemeye
Etkileri 44
3.4. Metallerde Ergime ve Kristalleşme 51
3.4.1. Kristal Hataları 52
3.41.a. Nokta Hataları 52
3.4.1.b. Çizgi Hataları 54
3.4.1.c. Yüzeysel Hatalar 55
3.4.1.d. Segregasyon 55
3.5. Mekanik Özellikler 56
3.5.1. Malzemelerin Şekil Değiştirme Özellikleri 58
3.6. Çekme Diyagramı 61
3.7. Elastik-Plastik Deformasyon 62
3.8. 0.2 % Akma Mukavemeti 63
3.9. Mühendislik Gerilme, Gerinim ve Gerçek Gerilme, Gerinim Tanımları 65
3.9.1. Mühendislik ve Gerçek Gerinim 65
3.10. İkiz Oluşumu 68
3.11. Soğuk Şekil Değiştirme ve Yeniden Kristalleşme 70
3.12. Galvaniz Kaplama Ömrüne Etki Eden Faktörler 71
3.13. Çelik Alt Tabakasının ve Kaplamanın Mekanik Özelliklerinin
Ölçülmesi 73
3.13.1. Malzemelerin Akma-Çekme Mukavemetinin Belirlenmesi 73
3.13.2. Sertlik ve Aşınma Direncinin Ölçülmesi 74
3.13.2.1. Sertlik Ölçme Metotları 74
3.13.3. Aşınma Türleri 75
VI
3.14. Malzemelerin Büyüklüğü ve Galvanizleme 76
3.15. Galvanizlemeden Sonra Karşılaşılan Problemler 77
3.15.1. Islak Depolamadan Kaynaklanan Leke (Beyaz Pas ) 77
3.15.2. Bazı Galvaniz Kaplamaların Gri Görünmesinin Nedenleri 77
3.15.3. Galvaniz Kaplamanın Pullanması 78
3.15.3.1. Pullanma Problemlerinin Azaltılması 80
3.16 Deneylerde Kullanılan Cihazlar 81
3.16.1. Atomik Absorpsiyon Spektrometresi 81
3.16.2. Optik Emisyon Spektrometresi 81
3.16.3. Mikrometre 81
3.16.4. Elektronik Tartım Cihazı 81
3.16.5. Çekme Cihazı 81
3.16.6. Yüzey Pürüzlülüğü 82
3.16.7. Metalografik Numune Hazırlamada Kullanılan Cihazlar ve
Yardımcı Malzemeler 82
3.16.7.1. Metalografik Numune Kesme Cihazı 82
3.16.7.2. Metalografik Numune Kalıplama 82
3.16.7.3. Metalografik Numune Taşlama 82
3.16.7.4. Metalografik Numune Parlatma 83
3.16.7.5 Dağlama 83
3.16.8. Mikroskop 83
3.16.9. Sertlik Ölçme Cihazı 84
4. BULGULAR VE TARTIŞMA 85
4.1. Farklı Kimyasal Yapıya Sahip Saclarla Galvaniz Kaplama
Elde Edilmesi 85
4.1.1. %0,005 Si İçerikli Sacın Kaplama Kalınlığının Zamanla
Değişimi 87
4.1.2. Yüzey Temizleme İşlemi Yapılmadan Oluşan Kaplamanın
Özellikleri 90
4.1.3. % 0,0987 Si İçeren Sacın Kaplama Kalınlığının Zamanla
Değişimi 92
VII
4.1.4. 0,005 % Si ile % 0,0987 Si İçeren Numunenin Kıyaslanması 93
4.1.5. Haddeleme Şeklinin (HR ve CR) Kaplama Yapısına Etkisi 96
4.1.6. Daldırma Süresinin Artmasıyla Kaplama Kalınlığının
Doyma Noktası 101
4.1.7. Alt Tabanda % Si Değişimimin Galvaniz Kaplamaya Etkisi 103
4.1.8. Fosfor (P) Elementinin Galvaniz Kaplamaya Etkisi 109
4.2. Çelik Yüzeyine Uygulanan Mekaniksel İşlemler Sonucunda Galvaniz
Kaplama Elde Edilmesi 111
4.2.1. Yüzey Parlatma 112
4.2.2. Yüzey Zımparalama 113
4.2.3. Yüzey Kumlama 113
4.2.4. Yüzey Asitleme 113
4.3. Galvaniz İşleminin Malzemenin Mekanik Test Sonuçlarına Etkisi 116
4.3.1. Galvanizleme Öncesi ve Sonrası Akma-Çekme Sonuçları 116
4.3.1.1. Farklı Daldırma Sürelerinin Akma-Çekme Değerlerine
Etkisi…………………………………………………. 117
4.3.1.2. Galvaniz Kaplanmış Saca Farklı Çekme Kuvvetleri
Uygulanarak Elde Edilen Yüzeylerin İncelenmesi 119
4.3.2. Kaplamanın Sertlik Ölçümü 119
4.3.3 Pullanma ve Tozlaşma 121
4.4. Çinko Havuzunun Kimyasal Kompozisyonun Değiştirilmesi İle Galvaniz
Kaplamanın Özelliklerinin İncelenmesi 124
4.4.1. Flux’ın Kaplamaya Etkisinin Araştırılması 125
4.4.2. Sıvı Çinko Kompozisyonlarının Kaplamaya Etkisi 125
4.4.2.1. Kurşun(Pb) Eklenmesinin Etkisi 126
4.4.2.2. Alüminyum( Al) Eklenmesinin Etkisi 127
4.4.2.3. Demir ( Fe) Eklenmesinin Etkisi 129
4.4.2.4. Kalay (Sn) Eklenmesinin Etkisi 129
4.4.2.5. Nikel (Ni) Eklenmesinin Etkisi 132
4.4.2.6 Bizmut (Bi) Eklenmesinin Etkisi 134
4.5 Çinko Havuzunun Sıcaklığının Değiştirilmesi 136
VIII
4.6 Galvanizlemeden Sonra Beyaz Pasın Oluşumunu Engellenmesi 137
5. SONUÇLAR VE ÖNERİLER 140
KAYNAKLAR 144
ÖZGEÇMİŞ 150
IX
ÇİZELGELER DİZİNİ SAYFA
Çizelge 3.1. Metallerin elektrokimyasal dizilişi 19
Çizelge 3.2. Çinko elementinin temel özellikleri 23
Çizelge 3.3. Çinko yüzey kaplama çeşitleri ve kaplama kalınlıkları 24
Çizelge 3.4. Fe-Zn denge diyagramındaki fazlar ve özellikleri 31
Çizelge 3.5. Düşük parabolik aralıkta alaşım tabakalarının büyümesi
için n değeri 39
Çizelge 3.6. 450 oC de 300 sn’e kadar (% 0.003 C ağırlık içeren) çelik
alt tabakası ile saf bir çinko demir (%0.03 Fe ağırlık içeren)
bireysel faz tabaka büyümesinde n değerleri 39
Çizelge 3.7. Çelik yapısındaki elementlerin kaplamaya etkisini araştıran
RICHARD R. W.’nin deney sonuçları 50
Çizelge 3.8. Çinko kaplama ağırlığından çinko kaplama kalınlığına
dönüştürme tablosu 73
Çizelge 4.1. Farklı kompozisyona sahip çelik sacların kimyasal analiz sonuçları 85
Çizelge.4.2. 7 Farklı sacın spektrometreden alınan kimyasal analiz sonuçları 86
Çizelge 4.3. Çinko banyosundan alınan bir numunenin atomik absorpsiyon
cihazında yapılan analiz sonuçları 87
Çizelge 4.4. %0,005 Si içeren sacın kimyasal analiz sonuçları 87
Çizelge 4.5. % 0,005 Si içeren sacın kaplama kalınlığının daldırma
zamanıyla değişmesi 88
Çizelge 4.6. % 0,005 Si içeren sacın kaplama öncesi ve sonrası ağırlığı 88
Çizelge 4.7. Yüzey temizleme işlemi yapılmadan kaplanacak
malzemenin kimyasal analizi 91
Çizelge 4.8. % 0,0987 Si içeren sacın kimyasal analizi 92
Çizelge 4.9. % 0,0987 Si içeren sacın kaplama kalınlığının daldırma
zamanıyla değişmesi 93
Çizelge 4.10. % 0.0987 Si içeren sacın kaplama öncesi ve sonrası ağırlıkları 93
Çizelge 4.11 %0.005 Si ile %0.0987 Si numunenin kimyasal analiz sonuçları 93
Çizelge 4.12. % 0.005 Si ile % 0.0987Si numunenin kaplama kalınlığının

X
daldırma süresi ile değişmesi 94
Çizelge 4.13. %0.0987 Si ile % 0.005 Si içeren galvaniz sacların
kalınlıklarının kıyaslanması 95
Çizelge 4.14. HR ve CR malzemelerin kimyasal analiz sonuçları 96
Çizelge 4.15. HR ve CR malzemelerin mekaniksel analiz sonuçları 96
Çizelge 4.16. HR ve CR malzemelerin kaplama kalınlıklarının daldırma
süresi ile değişmesi 97
Çizelge 4.17. HR ve CR malzemelerin kaplama öncesi ve sonrası ağırlıkları 98
Çizelge 4.18. Kaplama doyma noktasının belirlenmesinde kullanılan
numunenin kimyasal analizi 102
Çizelge 4.19. Doyma noktası belirlenmesinde kaplama kalınlığının zamanla
değişimi 102
Çizelge 4.20. Farklı silisyum konsantrasyonlu çelik sacların kimyasal analizi 105
Çizelge 4.21. Farklı silisyum konsantrasyonlu çelik sacların 120 sn çinko
havuzuna daldırılarak elde edilen kaplama kalınlığı 105
Çizelge 4.22. Malzeme yüzey pürüzlülüğünün galvanizlemeye etkisi için
kullanılan numunenin kimyasal analizi 111
Çizelge 4.23. Yüzey temizleme işlemlerinden geçen numunelerin yüzey
pürüzlülük değerleri 112
Çizelge 4.24. Akma-Çekme deneyi için kullanılan malzeme kimyasal
analiz sonucu 116
Çizelge 4.25.Galvanizleme öncesi ve sonrası malzemenin akma-çekme sonuçları116
Çizelge 4.26. Farklı daldırma sürelerinin akma-çekme değerlerine etkisi
için numune kimyasal analizi 117
Çizelge 4.27. Farklı daldırma sürelerinin akma-çekme değerleri 117
Çizelge 4.28. Galvaniz kaplanmış saca uygulanan farklı çekme kuvvet değerleri 119
Çizelge 4.29. Portatif sertlik ölçüm cihazı ile kaplamanın sertlik ölçümü 119
Çizelge 4.30. Kaplama katmanlarının kristal yapısı, formülü ve sertlik değeri 120
Çizelge 4.31. ASTM B6’ya göre piyasadaki çinko külçe kompozisyonları 124
Çizelge 4.32.Fluxlamanın etkisinin araştırılmasında kullanılacak malzemenin
kimyasal analizi 125

XI
Çizelge 4.33. Kalay (Sn) eklenmesinin etkisini araştırmada kullanılan numunenin
kimyasal analizi 129
Çizelge 4.34. Kalay (Sn) eklenmesi ile kaplama kalınlığı değişimi 130
Çizelge 4.35. Farklı oranlarda Sn elementi eklenen havuzun kimyasal
analiz sonuçları 131
Çizelge 4.36. Dünya piyasalarında çinko banyosuna atılan elementlerin
ABD doları cinsinden fiyatları 134
XII
ŞEKİLLER DİZİNİ SAYFA
Şekil 3.1. Çelikte ve galvaniz kaplanan çelikte aşama aşama korozyon oluşumu 22
Şekil 3.2. Çinko yüzey kaplama çeşitleri ve kaplama kalınlıkları 25
Şekil 3.3. Genel bir sıcak daldırma galvanizlemenin işlem sırası 27
Şekil 3.4. Örnek bir metal boru galvanizleme işleminin aşamaları 29
Şekil 3.5. Örnek bir galvanizleme hattında süreçlerin, kullanılan kimyasalların ve
atıkların şemasal gösterimi 30
Şekil 3.6. Fe-Zn faz diyagramı. İkili alaşım faz diyagramı 32
Şekil 3.7. Fe-Zn ikili faz diyagramının çinko zenginleştirme bölümü 32
Şekil 3.8. Normal bir galvaniz havuzunda üretilen kaplamanın arakesiti 34
Şekil 3.9. Bir ULC çelik alt tabanının 450 O C’de 300sn daldırıldıktan sonra oluşan
Zn kaplamanın mikro yapısı 1) gama (Γ) fazı, 2) delta (δ) fazı, 3)zeta (ζ)
fazı 35
Şekil 3.10. Galvaniz banyosunda Fe-Zn faz tabaka oluşumunun şematik
gösterimi 36
Şekil 3.11. Çelik yüzeyinde oluşan katmanlar ve sertlik değerleri 37
Şekil 3.12. Bir ULC çelik alt tabanının 450 O C de çinko banyosunda sıcak
daldırıldığında tek oluşan Fe-Zn gama (Γ) fazı, delta (δ) fazı, zeta (ζ) fazı
tabaka büyümesi 38
Şekil 3.13. Demirin Kristal Yapıları 41
Şekil 3.14. Fe-Fe3C denge diyagramının çeliklere ait kısmı ve soğuma sırasında
oluşan içyapıları 41
Şekil 3.15. Hacim Merkezli Kübik (HMK), Yüzey Merkezli Kübik (YMK) ve
Hacim Merkezli Tetragonal (HMT) kristal yapıları 42
Şekil 3.16. Galvaniz banyosunda bulunan %C oranına göre g/dm 2 ’de
çözünen kaplama miktarı 44
Şekil 3.17. Kütlece farklı silisyum içerikli numunelerin Sandalin piki
gösterdiği bölgeler 47
Şekil 3.18. Galvanizlemeye uygun çelik seçilirken Silisyum-Fosfor seviyesini
belirleyen grafik 47
XIII
Şekil 3.19. Ergimiş bir metalin sıvıdan katıya geçişi 51
Şekil 3.20. Tane sınırları 51
Şekil 3.21. Nokta Hataları, boş yer gösterimi 52
Şekil 3.22. Nokta Hataları: Boş yer oluşumu ile atomların hareketi 53
Şekil 3.23. Nokta Hataları: Ara yer 53
Şekil 3.24. Nokta Hataları: Yer alan 53
Şekil 3.25. Kenar dislokasyonu 54
Şekil 3.26. Vida dislokasyonu 54
Şekil 3.27. Malzemede Segregasyon 55
Şekil 3.28. Gerilme Yönleri 56
Şekil 3.29. Malzemenin Gerilme Eksenleri 57
Şekil 3.30. Cismin tek ve 3 eksenli gerilmesi 57
Şekil 3.31. Plastik şekil değiştirme 59
Şekil 3.32. Çapraz kayma 59
Şekil 3.33. Malzeme ekseninde ve dik eksende kayma 60
Şekil 3.34. Sünek bir metalin mühendislik çekme diyagramı 62
Şekil 3.35. Yük-Uzama diyagramı 63
Şekil 3.36. Deformasyon bölgelerinin mühendislik gerilme-gerinim diyagramı
ve test parçası ile ilişkisi 64
Şekil 3.37. 0.2% akma mukavemeti 64
Şekil 3.38. F;Çekme kuvveti uygulanan parça 65
Şekil 3.39. Yük-Uzama eğrisi 66
Şekil 3.40. Tek eksenli gerinim a) Çekme b) basma 68
Şekil 3.41. İkiz teşekkülü ile şekil değiştirme 68
Şekil 3.42. Aynı ve zıt yönlü dislokasyonlar 69
Şekil 3.43. Plastik şekil değişimine uğramış metalin kristal tane yapısı 70
Şekil 3.44. Dışarıdan ısı alarak malzemenin yeniden kristalleşmesi 71
Şekil 3.45. Kaplamanın kullanım ömrü, çinkonun kalınlığı ve atmosfer tipi 72
Şekil 3.46. Çelik yapısındaki %Si etkisi ile boru üzerinde oluşan gri/parlak
alanlar 78
Şekil 3.47. Çelik yüzeyinden alaşım tabakasının (gama tabakası) pullanmasının
XIV
altını gösteren, dökülen parçaya yakın alanı gösteren mikrografik 80
Şekil 3.48. Çeliğin kimyasal değerleri nedeniyle çeliğe zayıf yapışmayla birlikte
kırılgan ve kalın bir kaplama oluşması 80
Şekil.4.1. 2,40 mm sacların daldırma süresine göre kaplama kalınlığının
değişmesi 88
Şekil 4.2. Galvaniz yüzeyinde görülen tipik bir çiçeklenme örneği 89
Şekil 4.3. 120 sn daldırılan %0,005 Si içeren sacın makro ve mikro görüntüleri 90
Şekil 4.4. Yüzey temizleme işlemi yapılmadan oluşan kaplamanın görüntüleri 91
Şekil 4.5. 60 sn daldırılmış 0,0987% Si içeren malzemenin kaplama
kalınlığının makro ve mikro görüntüsü 92
Şekil 4.6. 0,0987% Si içeren sacın kaplama kalınlığının daldırma süresi ile
değişmesi 93
Şekil 4.7. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişimi 94
Şekil 4.8. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişiminin yarım log. grafiği 94
Şekil 4.9. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişiminin double log. grafiği 95
Şekil 4.10. %0,0987 Si ile % 0,005 Si içeren malzemelerin katmanlarının
kıyaslanması 95
Şekil 4.11. HR ve CR malzemelerin kaplamadan önce yüzey ve arakesit
görüntüleri 97
Şekil 4.12. HR ve CR malzemelerin kaplama kalınlıklarının daldırma
süresi ile değişmesi 98
Şekil 4.13. 1,5 mm CR sac 455 o C de 60 sn daldırıldığında elde edilen kaplama ve
katmanları 99
Şekil 4.14. Normal bir galvaniz havuzunda üretilen kaplamanın arakesiti 100
Şekil 4.15. 1,5 mm HR sac 455 o C de 60 sn daldırıldığında elde edilen kaplama ve
katmanları 101
Şekil 4.16. Daldırma süresinin artması ile kaplama kalınlığının değişimi 102
Şekil 4.17. Daldırma süresinin artması ile kaplama kalınlığının değişiminin
XV
double log grafiği 103
Şekil 4.18. Farklı silisyum içeren saclarla galvaniz kaplama kalınlığı değişimi 104
Şekil 4.19. Kütlece farklı silisyum içerikli numunelerin Sandalin piki
gösterdiği bölgeler 106
Şekil 4.20. Farklı Si değerleri içeren numunelerin kaplama
katmanlarının incelenmesi 108
Şekil 4.21. 460 o C 5 dk daldırılan a) % Si oranına göre kaplama kalınlığı değişimi
b) % P oranına göre kaplama kalınlığı değişimi c) % (Si + 2.5 P)
değerine göre kaplama kalınlığı değişimi 110
Şekil 4.22. Yüzey parlatıldıktan sonra malzemenin yüzey pürüzlülük grafiği 112
Şekil 4.23. Yüzey zımparalandıktan sonra malzemenin yüzey pürüzlülük grafiği 113
Şekil 4.24. Yüzey kumlandıktan sonra malzemenin yüzey pürüzlülük grafiği 113
Şekil 4.25. %0,005 Si içeren malzemenin farklı yüzeyler oluşturularak
120 sn daldırılıp galvaniz kaplanan kaplamaların kalınlık
değişim grafiği 114
Şekil 4.26. Yüzeyin parlatma, zımparalama, kumlamadan sonraki görüntüsü 115
Şekil 4.27. Sandalin pikinin görüldüğü bölgede Asitleme, Zımparalama,
Parlatmanın etkisinin araştırılması 115
Şekil 4.28. Galvanizlemeden önce ve sonra malzemenin akma-çekme grafiği 116
Şekil 4.29. Daldırma süresine göre elde edilen kaplamalı sacın akma-çekme
ve uzama değerleri 117
Şekil 4.30. Daldırma süresine göre elde edilen kaplanmış sacın akma-çekme
ve uzama değerlerinin grafiksel gösterimi 118
Şekil 4.31. Galvaniz kaplama katmanları ve sertlik değerleri 120
Şekil 4.32. Portatif sertlik ölçüm aleti 121
Şekil 4.33. Pullanma ve Tozlaşma görüntüleri 122
Şekil 4.34. Fe içeriği ve kaplama ağırlığının tozlaşma üzerindeki etkisi 123
Şekil 4.35. Piyasada satılan külçe çinko resmi 124
Şekil 4.36. Galvaniz havuzu içinde yapılacak deneyler için minyatür havuz 126
Şekil 4.37. Havuzdaki kurşun oranın değişmesiyle akışkanlığın değişimi 127
XVI
Şekil 4.38. %0.20 ağırlıkça Al-Zn galvaniz havuzunda Fe-Zn faz tabakalarının
şematik oluşum sırası. to başlangıç zamanı ve sırasıyla tabaka
oluşumuna göre t1<t2<t3<t4 dir 128
Şekil 4.39. Farklı %Si saclar ile havuz içinde %Ni değişiminin kaplama
kalınlığına etkisi 132
Şekil 4.40. Çinko havuzunda Ni durumuna göre kaplama kalınlığı değişimi 133
Şekil 4.41. Galvaniz banyo içeriğine göre a) Al, b) Pb, c) Sn, d) Cu, e) Ni
kaplamanın mikro grafikleri 135
Şekil 4.42. Çinko sıcaklığının demir çözünüm oranına etkisi 136
Şekil 4.43. Demir kaybı oranının sıcaklıkla değişim grafiği 137
Şekil 4.44. Islak Depolamadan kaynaklanan problemleri önlemek için istifleme
yöntemi 139
XVII
SİMGELER VE KISALTMALAR Rm :Çekme Dayanımı
Rp0,2 :Akma Dayanımı
A :Boyca Uzama (%)
Ra :Yüzey Pürüzlülüğü
σ :Normal gerilme
τ :Teğetsel gerilme
Yσ :Elastiklik sınırı
TSE :Türk Standartları Enstitüsü
ASTM :American Society for Testing and Materials
SDG :Sıcak Daldırma Galvaniz
C :Karbon
Mn :Mangan
P :Fosfor
S :Kükürt
Si :Silisyum
Al :Alüminyum
Cu :Bakır
O :Oksijen
H :Hidrojen
Ca :Kalsiyum
Ti :Titanyum
V :Vanadyum
Cr :Krom
Ni :Nikel
Mo :Molibden
Sn :Kalay
Fe :Demir
Zn :Çinko
Pb :Kurşun
1. GİRİŞ DERYA YALUK
1
1. GİRİŞ
Korozyon sonucu kaybedilen metal, kendi maliyetinin çok üstünde ekonomik
kayıplara neden olmaktadır. Diğer taraftan korozyon kayıpları yalnız demir ve çelik
endüstrisini değil, yapılmakta olan bütün yatırımların verimini etkilemekte ve ülke
ekonomilerini ilgilendiren bir konu olmaktadır.
Gerekli önlemler alınmadığı için her yıl dünyada büyük boyutlarda korozyon
kayıpları meydana gelmektedir. Atmosfer etkisinde kalan araçlar, köprüler,
korkuluklar, direkler, enerji nakil hatları, depolar vb. su ve yeraltına konulmuş olan
boru hatları, tanklar, iskeleler, gemiler, dubalar, baraj kapakları, cebri borular vb.
başta alet ve ekipmanlar olmak üzere endüstrinin çeşitli dallarında kullanılmakta olan
kazanlar, borular, ızgaralar, elektrik makineleri vb. metalik yapılar beklenenden daha
kısa süreler içerisinde korozyon nedeni ile kullanılmaz hale gelmektedir
Dünya’da çelik üretimi, teknolojinin gelişmesiyle birlikte hızlı bir şekilde
artmaktadır ve birçok araştırma merkezleri çeliğin daha uzun süre nasıl
korunabileceği üzerine çalışma yapmaktadırlar ve araştırmalar göstermektedir ki
“Sıcak Daldırma ile Galvanizleme” korozyona karşı direnç elde etme işlemi diğer
metotlarla kıyaslandığında çok daha avantajlar sağlamaktadır.
Çinko banyosundan çıkan saf çinko kaplanmış malzeme, O2, Nem ve CO2 ile
reaksiyona girerek kaplama yüzeyi, 3Zn(OH)2.ZnCO3.H2O şeklini alır ve
kaplamadaki çinkonun yüzeyden çok yavaş bir şeklide çözünmesiyle çeliği uzun
yıllar yaklaşık 50-80 yıl arasında korur (Thicker Hot Dip)
Literatür araştırıldığında galvanizlemeye etki eden birçok faktör olduğu
görülmüştür. Çeliklerin çoğu Karbon (C), Fosfor (P), Magnezyum (Mn),
Silisyum(Si), Sülfür(S), Krom(Cr), Nikel (Ni) vb. malzemeler içerir ve bu elementler
çeliğin karakteristik özelliklerini belirler. Bu nedenle kaplamaya ciddi anlamda etki
ettiği bilinmektedir.
Çeliklerin çinko kaplanmasında (galvaniz) standardın gerektirdiği veya
müşterinin talep ettiği kaplama kalınlığına ulaşmak kalitenin temini için en önemli
kriterlerden birisidir. Tipik bir galvaniz tabakası dört katmandan meydana
gelmektedir. Bu katmanların kalınlığı kaplamanın kalitesini belirlediği gibi aynı
zamanda çinko sarfiyatını, dolayısıyla işlem maliyetini de doğrudan etkiler. Çünkü,
1. GİRİŞ DERYA YALUK
2
çinko fiyatının 3250 $/ton gibi yüksek seviyelerde olduğu günümüz şartlarında
Çinko sarfiyatı toplam maliyet içinde % 54-62 oranındadır. Bu nedenle, çinko
sarfiyatında yapılabilecek iyileştirmeler toplam üretim maliyetlerini oldukça aşağı
çekerek firmaların rekabet gücünü artıracaktır (A. Taşkın).
Çalışmamızda öncelikle C, Mn, P, S, Si, Al vb. element katkılı çeliklerin
kaplamaya etkisi araştırıldı. Kimyasal kompozisyonlarından %Si değerleri farklı
olmakla birlikte diğer element değerleri birbirine yakın 12 adet çelik sac kullanılarak,
455 o C sıcaklığında 120 sn daldırılarak Sandalin pikinin görüldüğü aralık tespit
edildi.
Fosfor etkisi araştırıldığında, Si oranı (%0.018-0.025) sabit tutulup P oranı (
%0.008-0.035) aralığında değiştiğinde; granül şeklinde görünüş elde edildi. Fosfor
oranının artmasıyla kalınlık artışı ve kaplama kalitesi araştırıldı.
Farklı kompozisyonlardaki çelikler birçok ön işlemlerden geçirilerek daldırma
sonunda kaplama özellikleri araştırıldı. Havuzların kimyasal içeriklerinin kaplama
etkisi, pasivasyonun yüzeye etkisi, banyo sıcaklığının kaplamaya etkisi, soğuma
hızının kaplama yüzeyine etkisi araştırıldı.
Çelik sacın yüzeyine uygulanan mekaniksel işlemlerin kaplamaya etkisi
araştırıldı. Yüzeyler asitleme, parlatma, zımparalama, kumlama işlemlerinden
geçirildi. Yüzey pürüzlülük ölçümleri yapıldı
Sıvı çinko içinde genellikle Kurşun (Pb), Alüminyum (Al), Demir (Fe),
Kalay(Sn), Nikel (Ni), Bizmut(Bi) elementler yer alır ve diğerleri daha az önem taşır.
Bunlardan her biri ya da bunların ikili ya da çoklu kombinasyonları özel
reaksiyonların etkisiyle çok yaralı olabilecek çinko tabakaları oluşmasını sağlayabilir
ve kaplama morfolojisini etkileyebilir. Deneyler serisinde bu elementlerin etkisi
araştırılmıştır. Çinko banyosunda ortalama 350 ton sıvı çinko olduğundan banyodaki
elementlerin yüzde oranlarını değiştirmek için ciddi bir maliyet gerekmektedir. Bu
nedenle portatif bir havuz hazırlandı ve havuz içine daldırılarak istenilen elementleri
kaplamaya etkisi araştırılmıştır.
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
3
2. ÖNCEKİ ÇALIŞMALAR
Christoph P. ve Siegfried R. (1976), Sıcak daldırma galvanizle elde edilen
çinko kaplamanın yapısındaki Fe, Zn ve Al elementlerinin dağılımını incelemişler.
Bu çalışmada Fe, Zn ve Al elementlerinin reaksiyon boyunca mümkün olabilecek
dağılımlarını anlamaya çalışmışlar. Kaplama kalınlığının sıcaklıkla değişimi
incelenmiş, daldırmadan sonra soğuma hızının etkisi araştırılmış. Kaplamadan sonra
200 o C ve 380 o C de tavlanan kaplamanın yapısı incelenmiş. Sıvı çinko içinde
yeralan Al oranına göre oluşan FeAl, Fe2Al5, FeAl3 tabakalar ve bunların oluşum
nedenleri araştırılmış.
Kozdras M. S. ve Niessen P. (1990), Silisyum içerikli çeliklerin daldırma
galvanizleme işlemi sonunda yüzeye etkisi araştırılmış. Daldırma galvanizleme
işlemi boyunca Fe-Zn kaplamasının oluşumunda silisyum elementinin nüfuz etme
mekanizmasını anlamanın işletmeler için büyük önem taşıdığını düşünmüşler. Bu
çalışmada kristalografik düzenlenim, alt tabaka yüzey oksitlenmesi, gerilim(strain)
enerjisi ve bir reaktif kaplamanın topografısi üzerinde durulmuş. Bu çalışma
sonucunda, alt tabaka oksitlenmesi ve topografisinin silisyumun aktivitesine en
önemli etkiyi gösterdiği literatürdeki çalışmalarla paralellik göstermiş. Yine bu
çalışmada çelik yüzeyinde çok düşük seviyelerde silisyum elementinin bulunması
durumunda, çeliğin reaksiyonda aktif olmadığı ve kaplama düzenleniminin
önemsenmediği araştırmalar sonucunda gözlenmiştir.
Gambrell J.W. (1987), Gambrell’in bu çalışmasında galvanizleme işleminin
bütün aşamalarına değinilmiş. Çeliğin çinko banyosuna daldırılmasıyla reaksiyonun
başladığını ve bu reaksiyonda bir seri Fe-Zn ara metalik katman olan fazların
başladığını görmüşler. Çelik yüzeyinin kaplamaya hazırlanırken önce çelik yüzeyi
alkalin azaltma, asit banyosu, daha da sert atıkların yüzeyden temizlenmesi ve
fluxlama gibi bir seri temizleme işlemlerinden geçirilmiş. Kaplama kalınlığına ve
yapısına etki eden faktörlerin çeliğin kimyasal bileşenleri, çinko banyosu sıcaklığı,
çelik yüzeyinin durumu ( tane büyüklüğü, gerilimler, mikro yapı, pürüzlülük), çinko
banyosunun kimyasal bileşenleri, çinko banyosundan sonra soğuma oranı olduğu
çalışmaları sonucunda gözlenmiş. Çeliğin yapısındaki elementlerden Silisyum,
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
4
Fosfor, Karbon ve Manganının (konsantrasyona bağlı olarak) kaplama kalınlığına
etki eden elementler olduğu gözlenmiş. Bunlardan en önemli elementin Silisyum
olduğu görülmüş. Gambrell, iki ayrı çinko banyosu sıcaklığında zamanla kaplama
üzerinde silisyum artışını gözlemiş. Ayrıca genel olarak galvanizleme işlemi için
çelik yapısında bulunan elementlerin yüzdelerinin Si:%0.05, P:%0.05, C:%0.25,
Mn:%1.3 şeklinde olması gerektiğini bildirmişler. Çinko havuzuna atılacak
safsızlıkların önemli derecede kaplamanın görüntüsünü etkilediğini görmüşler.
Genellikle çinko havuzunda içerisinde %1.4 Pb, %0.2 Cd, %0.05 Fe ve minimum
%98 Zn bulunan 1. kalite çinko külçeleri atılması gerektiğini belirtmişler.
Vourlias G., Pistofidis N., Stergioudis G., Tsipas D. (2003), Bu çalışmada
galvaniz banyosuna eklenen elementlerin, galvaniz kaplamanın özellikleri üzerinde
ve kristalleşme davranışı üzerindeki etkilerini araştırmışlar. Havuza eklenen katkı
elementlerin çeşidine ve konsantrasyonuna bağlı olarak Fe-Zn fazlarının
kristalleşmesini etkilediğini görmüşler. Oluşan fazlar SEM’le ve kaplamadaki
elementler X-Ray de incelenmiş. Katkı elementleri çok etkili bir biçimde
morfolojiyi, kinetiği ve galvanizleme işlemi boyunca çinko kaplamanın büyümesini
etkilediği görülmüş. Galvaniz banyosuna atılan külçe de Alüminyum, Kurşun, Bakır,
Nikel, Kalay, Kadmiyum kesinlikle bulunduğu ve bunların oranının çinko külçesinin
kalitesini belirlediğini belirtmişler. Külçedeki düşük konsantrasyonlu Al (%0.3’e
kadar) geniş ölçüde bazı fazların oluşmasını engellediği ve kaplamanın mikroyapısını
önemli ölçüde değişikliğe uğrattığı gözlemlenmiştir. Ayrıca Cu, Sn ve Cd’nin
nispeten yüksek konsantrasyonu (%1-2) önemli ölçüde kaplamanın yapısını ve
görüntüsünü etkilediğini gözlemlemişler.
Chen Z.W., Kennon N.F. ve ark.(1992), Bu çalışmada sıcak daldırma ile
galvanizleme yöntemiyle Teknigalva işlemi ve diğer gelişmeler üzerinde durmuşlar.
%0.1 Si içeren aktif çeliğin daldırıldığı havuza nikel eklenmesi işlemine teknigalva
denir. Teknigalva işlemi uzun zamandır bilinen bir teknik olmasına rağmen, farklı
miktarlarda çinko havuzuna Nikel elementi ekleyerek davranışlarını izlemişler.
%0.1-0.4 aralığında Si içeren reaktif çeliğin daldırılmasıyla elde edilen ara tabaka
alaşımları çok hızlı büyür ve aşırı kalın kaplamanın oluşmasına neden olur. %0.06
Si’li Çelikle yapılan kaplama kalın ve süreksiz bir zeta fazı oluştuğunu ve 500 oC’de
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
5
daldırılan çelik Zn ile hızlı bir şekilde reaksiyona girdiği ve bu hızlı reaksiyon
sonucunda kaplama yüzeyinin mat olduğu gözlenmiş. %0.38 Si’li çelik ile yapılan
kaplamada kalın ve süreksiz zeta, bir eta ve delta fazları oluşuyor. %0.06 Al
eklenmesiyle ara tabakaların oluşum sırasının değiştiği belirlenmiş. Havuza Ni
eklenmesi ile daha güzel bir yüzey görüntüsü, daha ince, daha parlak kaplamalar elde
edilebileceğini belirtmişler.
Taşkın A. (2006), Çelik bileşimindeki Silisyum ve Fosfor kaplama kalınlığını
artırarak mat görünümlü, bazı hallerde de kırılgan bir tabakanın oluşmasına neden
olduğunu belirtmiştir. Bu olumsuzluğu ortadan kaldırmak için kullanılan iki
yöntemden birisi Çinko banyosu içine bir miktar Nikel ilavesi, diğeri de kaplanan
çeliğin bileşiminin değiştirilmesi gerektiğini belirtmiş. Silisyumlu çeliklerde dalış
zamanı kısaltılarak kaplama kalınlığı kontrol edilmeye çalışılsa da bu yöntem tam
olarak istenilen sonuca ulaşılamadığını çünkü bir dalışta her zaman aynı bileşimde
çelik olması mümkün olmadığını söylemiş. Ayrıca, dalışın eğimli yapılması ve
malzeme banyodan çıkarılırken yüzeyin temiz olması için yapılan diğer işlemler
kazanın kule (operatör) tarafında işlem zamanını artırdığından bu kısımda oluşan
kalınlık yine yüksek olacağını ifade etmiş. Toz halinde Nikel veya %1-2 Nikel içeren
çinko alaşımı kullanılarak Çinko banyosunun Nikel miktarı % 0,05 oranına ayarlanıp
Silisyum ve Fosforun kaplama kalınlığına etkisi engellenebileceği bu durumda Nikel
miktarının çok iyi ayarlanması ve kontrolü gerektiğini vurgulamış. Nikel uygulaması
özellikle çelik bileşimi bilinmeyen, farklı çeliklerin birlikte kullanılabildiği fason
malzemelerde kaplama kalınlığının kontrolü ve daha iyi bir yüzey elde edilebilmesi
için olumlu netice verdiğini bildirmiş.
Syahbuddin, Munroe P. R., Gleeson B. (1999), Bu çalışmada Fe/Zn, Fe/Zn -
%0.1Al ve Fe/Zn - %0.2Al çiftleri kullanılmıştır. Galvanizleme, malzeme 400°C
sıcaklıkta, 10 dakikadan 50 dakikaya kadar değişik sürelerde tutularak yapılmıştır.
Çinkoya alüminyum ilavesi ile Al’nin başlangıçta, engelleyici metaller arası bileşik
oluştuğu belirtilmiştir. Tutma süresi 30 dakikadan az olduğunda, üçlü çiftlerde, faz
büyümesini engelleyici bir delta/zeta bölgesel faz oluşumu görüldüğü ifade
edilmiştir. Bununla birlikte, tutma süresi 40 dakikadan daha fazla olduğunda, bu
fazın çözündüğü belirtilmiştir. Aynı zamanda, ikili çiftlerde büyüyen metaller arası
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
6
fazın, kısa zamanda zeta fazı tarafından bastırıldığı, ama 30 dakikadan daha uzun
sürede delta fazının baskın olduğu belirtilmiştir. Dolayısıyla, üçlü çiftlerde zeta ve
delta artış oranının tutma süresine bağlı olduğu ifade edilmiştir.
Elkoca O. (2001), Bu çalışmada biçimlendirme sırasında kaplamada ortaya
çıkan çatlama derecesinin, gama fazının varlığına, zeta/delta fazı oranına veya bu
fazlar içindeki Fe dağılımına bağlı olduğu ileri sürülmüştür. Fe-Zn fazları arasında
zeta fazının en sünek, delta ve gama fazlarının ise en gevrek faz olduğu iddia
edilmiştir. Kaplama, galvanizli sacların biçimlendirilme özelliklerini de önemli
ölçüde etkilediğinden dolayı kaplamanın sünek olması gereklidir. Ancak, zeta fazının
artan sürtünme gerilmeleri ile pullanmayı (kaplama kalınlığına yakın boyutta
partiküller oluşacak şekilde kaplama/çelik ara yüzeyinin ayrılması) artırabileceği
ifade edilmiştir. Bundan dolayı, bir kaplamada yüzeyde bir miktar zeta fazı ve ince
bir (≤1 μm) gama fazı ile ana bileşen olarak delta fazının bulunmasının hem
pullanma, hem de tozlaşma (kaplama kalınlığından daha küçük boyutta parçacıklar
oluşacak şekilde kaplama içindeki kırılma) dayanımını artıracağı ileri sürülmüştür.
Kaplamada en uygun yüzeyi sağlamak için mikroyapıyı oluşturan Fe-Zn fazları ile
birlikte kaplama kalınlığının da önemli bir faktör olduğu vurgulanmış.
Frazier K. S. (1964), Bu çalışmada sıcak daldırma galvanizleme işlemlerinde,
karşılaşılan problemler ve potansiyel problem teşkil eden etkenler üzerinde
durulmuş. Amerika Sıcak Daldırma Galvanizciler Birliğinin düzenlediği konferansta
yayınlanan “Sıcak Daldırma Galvanizlemeye Etki Eden Çeliğin Bileşimindeki
Modern Trendler” adlı makaledeki gibi galvanizlemeye uygun kabul edilen çeliğin
yapısındaki silisyum elementinin - ince, serbest çinko yüzlü bir tabaka oluşmasına
neden olan- hızlı Zn-Fe alaşımının büyümesine en önemli katkı sağlayan element
olduğu görülmüştür. Çelikte ki yüksek oranlı Si ile yapılan kaplamaların oldukça
kırılgan ve korunmasız ortamlarda çok çabuk renk değiştiren tabakalar olduğu
gözlemlenmiştir. Düşük silisyum içerikli çelik kullanılması ile serbest çinko yüzeyi
(esnek bir tabaka) oluşmuş ve çok pahalı olan daha yüksek%Si’içeren saca göre daha
çok talep gördüğü gözlemlenmiş. Bu çalışma sonuçlarından birinde normal kaplama
(Silisyum oranı düşük) etkili bir şekilde alaşımın büyüdüğü ve yüksek silisyum
içerikli çelikle kaplama yapıldığında aşırı alaşım büyüdüğü görülmüş. Galvanizleme
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
7
işlemi süresince kontrol edilmesi gereken işlemler düşük Si kullanıldığında, daha
kısa süre aside daldırma, daha düşük çinko banyo sıcaklığı, daha kısa süre daldırma
çok daha az önem arz ettiği belirlenmiş. Aynı çalışmada farklı kimyasal bileşime
sahip 5 farklı kalınlıkta levha alınmış( ≈1.5 mm, ≈3 mm, ≈4.75 mm, ≈6.3 mm ve
≈9.5mm) ve her levha 5 adet küçük parçalara bölünerek, her bir kalınlıktaki beş adet
levhadan biri 30 sn diğerleri sırayla 60 sn, 120 sn, 240 sn ve 480 sn galvaniz
banyosunda bekletilmiş. Deney sonucuna göre bütün levhalarla (25 adet) çok uygun
kaplamalar sağlanmış fakat 6.3mm kalınlığındaki levha ile çok hızlı bir şekilde çelik
yüzeyinde alaşım büyümüş ve diğer malzemelere göre daha fazla çinko kaplama elde
edilmiş. Bunun nedeninin 6.3 mm levhanın Si oranının %0.045 olmasına karşın
diğerlerinin %0.02 olmasından kaynaklandığı belirtilmiş. Ayrıca ilk 30 sn de 1
oz(≈28.35 g) kaplama oluşurken ikinci oz değerlerinin 2-6 dk sonra oluşabildiği
görülmüş.
Galvinfo note10 (2004), Bu çalışmada sürekli sıcak daldırma galvanizleme
işleminde Al’nin etkisi araştırılmıştır. Al’nin çinko banyosuna eklenmesi ile
korozyon performansını artırmadığı ancak çelik yüzeyinde kaplamanın oluşma
süresince kaplamanın çelik yüzeyine yapışmasının çok düzgün olacağı bildirilmiş. Al
etkisinin araştırılmasının yanında bu katkının eklenmesinin bu kadar önemli yapan
faktörler sürekli sıcak daldırma galvanizleme de araştırılmıştır. Çelik yüzeyindeki
kaplamanın çok iyi yapışması gerektiği 50 yıl önce banyoya çok az miktar Al
atılması ile biliniyor. Sürekli kaplama yapılan malzemelerde havuzdaki Al oranı
%0.15’dir. Havuzdaki Al oranı günümüzde çok rahatlıkla kontrol edilebildiği ve bazı
üreticilerin havuzdaki Al oranı %0.20-0.25 arasında tutuklarını aslında standart
aralığın %0.15-0.19 Al içermesi gerektiği çalışmada yer almış. Ayrıca çinko
banyosuna çeliğin daldırılması ile Zn-Fe (FeZn7) tabakası oluştuğu, bu tabakanın çok
kararlı olmadığı gözlenmiş. Al elementinin demir ile reaksiyonunun çinkodan daha
hızlı olduğu ve çeliğin çinko banyosuna daldırılması ile (0.15 sn içinde) Fe2Al5
tabakasının oluştuğu görülmüş. Bu tabakanın çok ince olduğu ve Zn ile Fe arasındaki
reaksiyonu yavaşlattığı tespit edilmiş. Bu tabakanın oluşmasından 2-4 sn sonra
oluşan ilk tabakadan çok farklı, alaşım oranları %45 Al, %35 Fe ve %20-35 Zn olan
Fe2Al5-xZnx oluştuğu bildirilmiş.
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
8
Foct J., Perrot P., Reumont G. (1993), Bu çalışmada galvanizleme
reaksiyonunda silisyumun rolü; enerji, morfoloji ve termodinamikler temel alınarak
açıklanmaya çalışılmış. Galvanizleme sırasında alt tabaka olan çelikten çinkoya
doğru Г,δ,ζ ve ηZn fazlarının oluştuğu ve difüzyonun etkisiyle büyümenin kinetiği
kabaca t ’ye göre değişmekte olduğu belirtilmiş. Çok iyi bilinen Sandalin etkisi
çeliğin yapısındaki Si artıkça t ’ye göre değişiminin tamamıyla değişiklik
gösterdiği ve çok hızlı bir şekilde Si ile öldürülmesi ile elde edilen, Sandalin etkisi
gösteren çeliğin endüstriyel açıdan çok önem teşkil ettiği ifade edilmiş. Kaplama çok
kalın veya çok ince, görüntü çok kötü, korozyon direncinde azalma ve pullanma
oluşabileceği belirtilmiş. Mikroskobik çalışmalar sonucunda Sandalin etkisinin şu
sonuçları ortaya çıkardığı vurgulanmış.1) Çeliğin aktivitesi, çelik yapısındaki Si
oranına bağlı olarak kalınlığın değişmesine neden olur. 2) Büyüme kinetiği Si
miktarına bağlı olarak parabolik difüzyon tipinden doğru (düz) şekline değişir. 3)
Kaplamanın kalın olmasından sorumlu olan bir δ1 +FeSi ikili fazı oluşurken ve Si
miktarı artarken δ1 fazının kalınlığının azalması kaplamanın morfolojisini
değiştirdiği ifade edilmiş. Bu çalışma için çelikteki Si oranları %0.01-0.4 aralığında
değişen 5 adet malzeme A ile E aralığında adlandırılmış. Çelik A (Si %0.07 den az)
“düşük-Sandalin”, çelik B ve C ( ≈ %0.07) Sandalin, çelik D ve E (%0.167, %0.367)
“hiper-Sandalin” olarak adlandırılmış. Örnekler galvanizlemeden önce klasik yüzey
temizleme, fluxlama işlemlerinden sonra 450 0C de 9 dk. daldırılmış. Galvaniz
tabakasının mikro yapısını incelemek için örnek kesilmiş ve silinerek 1 μm’e
indirilmiş. Kaplamanın farklı tabakaları arasındaki ara yüzeyler %4 Nital solüsyonu
içinde kimyasal dekapaj işlemiyle açığa çıkartılmış. Sonuç olarak galvanizli
malzemelerin SEM’den görüntüleri alınmış ve Si oranına karşı grafiği çizilmiş.
Reaktif çeliğin aynı sıcaklık, aynı daldırma süresinde kaplama kalınlığının güçlü bir
şekilde çeliğin morfolojisine bağlı olduğu deney sonuçlarında görülmüş. Yaklaşık
%0.07 Si içerikli çelikte nispeten ζ tabakası önemli artış gösteriyor ve Sandalin piki
gözleniyor. Si oranı %0.1’den fazla olduğunda oldukça kalın ζ tabakası ve δ1+ ζ fazı
oldukça iyi FeSi çökelmesi oluşuyor. Bu deney sonucunda galvaniz reaksiyon
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
9
kinetiğinin düşük-Sandalin çelik için t ile orantılı olduğu, hiper-Sandalin çeliklerde
başlangıçta t ile orantılı değiştiği ispatlanmış.
Prof. Habraken L. (1979), Bu çalışmada sadece Si elementi ve sadece bir çeşit
yüzey baz alınarak bir seri testler yapılarak hangi reaksiyonların oluştuğuyla ilgili
çalışmalar yapmıştır. Çeşitli Si içerikli çeliklerle yapılan deneylerde Si miktarına
bağlı olarak kaplama kalınlığının değiştiği gözlenmiş. Si katkılı çelikler havuzda 460 0C’de 5 dk bekletilerek elde edilen örneklerden %0.05-0.1 Si katkılı çeliklerle kalın
kaplama oluşmuş. Bu aralıkta ilk anormal pikin oluştuğu ikinci pikin ≈ %0.4 Si
civarında oluştuğu ve bunun literatürde Sandalin piki olarak adlandırıldığını ifade
edilmiş. 460 0C’de gözledikleri bu davranışın 490 0C, 520 0C ve 550 0C’de farklı
davranışlar gösterdiğini gözlemlenmiş. 490 0C’deki davranış 460 0C’deki davranışla
benzerlik gösterebildiği ancak difüzyon oranın oldukça yüksek olduğu, daha büyük
tabakaların oluştuğu görülmüş. Bu durum düşük Si katkılı çelik (%0.01) ya da
yüksek Si katkılı çelik (%0.35) içinde doğrulanmış ancak orta seviye Si içerikli
çelikler (%0.05-0.1) için geçerli olmadığını belirtmiş ( kaplamanın yapışmasının
zayıf olması, kaplamanın kalınlığında önemli değişikliklerin olmasına neden
olmaktadır). 460 0C bütün silisyum içerikli çeliklerin dış tabakasında η fazı
oluşurken 520 0C’de dış tabaka da δ ve η iki fazın bileşimden oluşur ancak Si oranı
%0.05-0.1 olan çeliklerde anormal büyüme gerçekleşir. 550 0C’de bütün çeliklerin
kaplamaları kesinlikle çok kalın olmuş. Ayrıca yüksek ve düşük Si içerikli çeliklerin
büyümesinin parabolik ancak %0.05-0.1 Si içerikli çeliklerin davranışının 520 0C de
ki büyüme eğilimde olduğunu görmüş. 460 0C’de %0.083 Si içerikli çelik (Sandalin
tipi) galvanizlendiğinde çinko fazlalığının olduğu bölgede Si oluştuğunu elektron
mikro grafiğinde (x2000) görmüş. Elektron mikro grafiği (x4000) kullanıldığında η
bölgesi ile ζ bölgesi arasında açıkça çok fazla miktarda küçük parçacıkların (Fe, Si)
olduğu grafikten okunmuş. %0.37 Si içerikli çelik 460 0C’de galvanizlendiğinde
oldukça karmaşık bir yapının açığa çıktığını ( δ, ζ ve Δdifüzyon tabakaları ) iyon
çözümleyicide bu bölgenin Si, Mn ve Fe’ce zenginleşmiş olduğunu fark etmiş. 460 0C’de %0.02 Fe ile doyurulmuş banyoya, %2.6 Si içerikli çelik 5 dk daldırıldığında δ
fazında %0.33 Si oluştuğunu ve η fazında güçlü FeSi parçacıklarının olduğu
gözlemlenmiş.
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
10
Vazquez Vaamonde A. J. Ve De Damborenea Gozalez (1991), Bu çalışmada
Silisyumla öldürülen çeliklerin, Al ile öldürülen çeliklerden daha sert yüzeyler
oluşturduklarını ve mekaniksel özelliklerinin özellikle tek yönlü deformasyonlarının
daha iyi olduğu bildiriliyor. Bununla birlikte Al ile bastırılmış (öldürülmüş) her iki
yönelimde deformasyon için daha iyi karakteristik özellikler sağladığını ve böylece
bu katkılı galvanizlemeler saclarda tercih edilirken, Si katkılıların yapı çeliklerinde
kullanıldığını bildirmişler. Si<%0.03 katkılı çelikler çok iyi galvanizlenir,
%0.03<Si<%0.11 aralığında ki çeliklerle yapılan kaplamanın çok kalın olduğunu ve
bu bölgenin tamamıyla Sandalin bölgesi olduğu bildirilmiş. %0.2<Si<%0.6
aralındaki çekiler yüksek dirençli yapı çeliklerinde kullanıldığı ayrıntı olarak
verilmiş. Sandalin etkisinin formülü, PSiAktivite %5.2% += olduğu literatürden atıf
yapılmış. Kaplamaya etki eden faktörlerden daldırma zamanının ve sıcaklığın etkisi
araştırıldığında; 450-470 oC aralığında daha düşük parabolik, 480-510 oC aralığında
lineer aralık olduğu görülmüş Banyodan çıkarma zamanının artması açıkça
kaplamanın kütlesinin artmasına neden olduğu ve bunun nedeninin çinkonun
süzülmeye (drenaj) zaman bulamaması olduğu belirtilmiş. Bundan yola çıkarak
Sandalin (kalın tabaka oluşma) etkisini azaltmanın bir yolunun da temas süresini çok
azaltmak olduğu ifade edilmiş. 420 - 430 oC düşük banyo sıcaklığında daldırma
yapıldığında kaplama kalınlığı çok düşük olduğu görülmüş (20μm). Buna karşın
yapışma ve korozyon direncinin yeterince iyi olduğu test edilmiş. Çinko havuzuna
%0.01 Al eklenmesi; öncelikle havuzun yüzeyinin oksitlenmesini azaltır,
malzemelerin parlak görünmesini, tabaka alaşımlarının yavaşça oluşmasını sağlar.
Kozdras M. S. Ve Nıessen P. (1989), Silisyumla öldürülmüş çelik %0.005-0.15
aralığında Si içerdiği , %0.1 civarında Si içeren kaplanmış çeliğin çinko hacminin
büyük çoğunluğunun tuzaklar içerdiği ve bundan dolayı yer yer çatlaklardan oluşmuş
kaplamanın oluştuğunu bildirmişler. Ayrıca galvanizcilerin ortak probleminin, bu
çeşit kaplamalar da aşırı çinko tüketimi, zayıf kaplama yapışkanlığı ve görünüş
bozukluğu olduğunu eklemişler. 25x50 mm genişliğinde 2.5mm kalınlığında sıcak
haddelenmiş sac 2, 4, 8, 16, 32 dk 450 oC de demir ile doyurulmuş çinko banyosuna
daldırılmış. Örnekler galvanizleme sonucunda oluşan yapıyı korumak için banyodan
çıkartıldıktan sonra pasivasyon işlemine tutulmuş. Örnekler fluxlamadan ve
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
11
galvanizlenmeden önce tartılmış ve kaplandıktan sonra %25 hacimli HCl asitle
yüzey soyulup, soyulan çinko kaplama tartılmış. Galvaniz kaplaman bütün
özelliklerini gözlemlemek için çok çeşitli dağlama yöntemler olduğu ve bunlardan
%2 Nital, Kromik asit etch/wash ve Ion demeti ecth en önemli 3 yöntem olduğu
bildirilmiş. Sıcak daldırma galvanizlenmiş Fe(Si) alaşımları çok keskin Sandelin tipli
davranış göstermiş. Kısa süreli daldırma zamanlarında kararlı ve aktif yapı arasındaki
reaksiyon oranında farklılık oldukça az ve silisyum seviyesiyle demir azalması
görülmesi sabit olduğu görülmüş. Ancak kısa daldırma zamanına rağmen kaplamada
reaktif bölgeler hemen oluşmuş. Yaklaşık %0.03 üzerinde Si içeren çeliklerde demir
kaybı hızlıca artar. Galvaniz kaplama oluşumunda en çok demir zenginleşmesi Г
fazı olan tabakada görülmüş. Düşük Si konsantrasyonlu Fe(Si) alaşımında ( %0.005,
%0.021 Si çeliklerde) oluşan Г tabakası sütuna benzer bir morfoloji ile kararlı sürekli
bir yapı olarak büyür. Eğer çelikteki Si oranı %0.2’yi geçerse Г fazı özellikle
kaplamada görünmez ancak demir yüzeyine çok yakın bölgelerde birkaç izole olmuş
taneler oluştuğu gözlemlenmiş.
Pelerin J., Hoffmann J. Ve Dr. V. Leroy (1981), Bu çalışmada yumuşak
çeliklerin ticari amaçlı galvanizlenmesinde silisyumun ve fosforun etkisi araştırılmış.
Yarı öldürülmüş ve tam öldürülmüş çeliklerde reaksiyon boyunca Silisyumun ve
Fosforun ayrı ayrı mı yoksa birlikte mi etki ettiği ve bunların kompozisyon
oranlarının neler olduğu araştırılmış. Diğer değişkenler sabit tutulup Si oranın
artması durumunda oluşan bu kalitedeki çeliklerin hatalı yüzey görüntüsüne sahip
aşırı kalın tabakalı bir oluşuma doğru yöneldiği deneyler sonunda görülmüş. Ayrıca
grimsi ve taban yüzeye kötü yapışma sağladığı ifade edilmiş. Fosforun Fe-Zn ara
katmanlarının oluşma kinetiğine etki edip etmediği araştırılmış. Silisyum miktarının
neden olduğu Sandalin piki, kaplamanın daha kalın ve ζ + η fazlarının bir karışımı
olan tabaka oluşturduğu, dış tabaka olan η tabakası uzun süre görülmediği
belirtilmiş. Yarı öldürülmüş bir çeliğin galvaniz kaplanmasıyla bu fazın kayboluşuna
bağlantılı olarak, grimsi görünüş oluşturduğu açıklanmıştır. Yüksek Si
konsantrasyonun da normal fazın oluşma sırasının tamamen değiştiği; δ fazında bir
azalma, ζ fazında aşırı büyüme ve Δdiffuse olarak adlandırılan yeni bir fazın oluştuğu
görülmüş. Birçok çalışmada belirtildiği gibi, karbon çelikler için Si elementinin
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
12
oranının önemli olduğu kadar galvanizlemenin düzgün oluşması için fosforun
etkisinin de büyük önem taşıdığı bu çalışmada da ispatlanmaya çalışılmış. Fosforun
Fe-Zn reaksiyonunu hızlandırdığı biliniyor. Fosfor oranının artmasıyla kalınlık artar
Γ fazı kaybolur (konsantrasyon %0.058 ulaştığında). Yapılan deneylerden birinde P (
%0.017-0.25) sabit tutulup Si(%0.005-0.05) oranı değiştirildiğinde; grimsi görünüş
elde edildiği ve Si04.0%≥ oranında önemli ölçüde kalın bir tabaka oluşurken
kalınlık-Si oranı grafiğinde Sandalin piki görülmüş. Si oranı (%0.018-0.025) sabit
tutulup P oranı ( %0.008-0.035) aralığında değiştiğinde; granül şeklinde görünüş, C,
S, Mn veya Si oranları değiştirildiğinde görülmeyen düzensiz kalınlıklar oluştuğunu
ve kalınlık-P oranı grafiğinde Sandalin piki görülmüş. P ≈ %0.02-0.03, Si ≈ %0.025
aralığında oluşan kaplamada yer yer kötü yüzeyler, ζ + η fazlarının bir karışımı olan
Sandalin tipi bir yapı oluştuğu görülmüş. Bu deney sonuçlarıyla büyüme kinetiği
(kalınlık) eşitliğinin PSi %5.2% += şeklinde olduğunda kaplamanın düzgün
büyüyeceği ispatlanmış. 460 oC’de eşitlik 31090%%5.2% −<+ xPSi olduğunda
düzgün kaplama oluşmuş. Açıkça Si ve P oranlarının sırasıyla %0.04 ve %0.08 dan
az olan konsantrasyonlar tercih edileceği ifade edilmiş. Galvanizlemeye Si
konsantrasyonunun etkisi kadar galvaniz banyosuna Al eklenmesi, sıcaklığın ve
fluxlama banyosunda parçaların ön ısıtmasının daldırma zamanının kontrol
edilmesiyle de galvaniz kaplama tabakalarının özelliklerine etkiler görülmüş.
Marder A.R (2000), bu makalede galvanizleme ile ilgili yayınlanan bilimsel
çalışmaların çoğu gözden geçirilerek pratikte çinko kaplanan çeliğin metalürjik
değişimleri araştırılmış. Çinko banyosuna eklenen Al elementi ile ticari değeri olan
galvaniz, galfan, galvalume gibi üç tip kaplamanın özellikleri araştırılmış. Ayrıca bu
kaplamaların alt tabaka ile ara yüzey arasında oluşan kompleks reaksiyonlar
incelenmiş. Alt tabaka çeliğin kompozisyonunun bu reaksiyonlara etkisi araştırılmış.
Galvaniz(<%1 Al), galfan (%5 Al), galvalume (%55) kaplamalarının morfolojisi
araştırılmış. Bu kaplamaların mikro yapısının korozyon, şekillenebilme,
kaynaklanabilme ve boyanabilme gibi önemli özellikler üzerine etkisi araştırılmış.
Çinko kaplanan bir çelik 1) kaplama alaşımı 2) alt tabaka çelikle kaplama arasında
ara katmanlar 3) alt tabaka çelikten oluştuğu ve her bir bölgenin banyo sıcaklığından,
daldırma zamanından, hem alt tabaka çeliğin kimyasından hem de çinko banyosunun
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
13
kimyasal bileşiminden etkilendiği belirtilmiş. Banyoya düşük oranda Al eklenmesi
ile kaplamanın parlaklığının arttığı, çinko banyosunun oksitlenmesinin azaldığı ve
kırılgan Fe-Zn fazının esnek olmasının sağlandığı görülmüş. Galvaniz banyosuna
%0.1-0.3 arasında Al eklenmesi ile Fe-Zn ara yüzey bileşiklerinin yavaşça oluşarak
daha düzgün yüzeylerin oluştuğu görülmüş.
Nishimura K., Kishida K.And Odashima H. (1992), Bu çalışmada bazı tip
çeliklerin çeşitli yüzey şartlarıyla sıcak daldırma galvanizleme ve galvaniz tavlama
mekanizması araştırılmış. Bu çalışmada sıcak haddelenmiş Al ile söndürülmüş çelik
saclar ve Si eklenmiş çelik saclar kullanılmış. Yüzey şartlarındaki birçok faktörün
(atıkların miktarı, yüzey pürüzlülüğü ve mekaniksel ön işlemler) galvanizleme ve
galvaniz tavlamayı etkilediği görülmüş. Al ile söndürülmüş çelik sac üzerinde Zn
kaplamanın yapışmasında ve görünüşünde uygun asitle temizleme (pickling)
işlemleriyle daha iyi sonuçlar alınmış. Alt tabakanın Zn ile reaksiyonu ön hazırlık
yöntemlerine bağlı olduğu ve sıcak daldırma boyunca sıcak haddelenmiş sacın
mekaniksel zımparalama ve yüzey temizleme (skinpass) ön işlemleriyle Zn-Fe
reaksiyonunu artırdığı görülmüş. Bu mekaniksel ön işlemlerin yüzeydeki plastik
gerilmeyi artırdığı bildirilmiş (yapıda bozulmalar meydana geliyor). Özellikle yüksek
Si eklenmiş sıcak haddelenmiş saclara zımparalama ön işlemi uygulanması galvaniz
ve galvaniz tavlamayı daha uygun hale getirmiş. Ayrıca çeliğin sıcak haddelenmiş ya
da soğuk haddelenmiş olması da galvanizlemeyi etkilediği bildirilmiş. Sıcak
haddelenmiş çelik saca çeşitli mekaniksel işlemler 90 oC ‘de %8 konsantrasyonlu
hidroklorik asitle temizlendikten sonra zımpara, taşlama, fırçalama, elektriksel
parlatma (elektropolishing) uygulanarak yüzey şartlarının etkisi araştırılmış. Soğuk
haddelenmiş sacın sadece yağı alınmış. Örnekler 30-60 sn H2 15%-N2 karışımlı
gazda (550-600 oC) bekletilmiş ve %0.15-0.2 Al içeren 450 oC erimiş Zn banyosunda
3-30 sn sıcak daldırılmış ve kaplama ağırlığı 135 g/m2 olduğu görülmüş. Alaşımlı
örneklerle yapılan deneylerde 60 g/m2 kaplama kalınlığı görülmüş. Al ile
söndürülmüş sıcak haddelenmiş çelik saclar farklı asit daldırma sürelerinden sonra
450 oC de %0.2 Al içeren çinko banyosuna daldırılmış. 30 ile 120 sn arasında uygun
asit daldırma zamanında Zn kaplamasının görünüşü ve yapışkanlığı artmış.
Asitlemeden sonra(pickling) kaplamanın görünüşü, yüzey şartlarının değişmesinden
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
14
dolayı etkilenmektedir. Çünkü yüzey pürüzlülüğü, tortu ve leke miktarı
değişmektedir. Bunlar Al ile öldürülmüş sacda 30-150 sn aralığında hemen hemen
hiç görülmemektedir. Bu aralıkta galvanizlemeye etki eden en önemli faktörün yüzey
pürüzlülüğü olduğu görülmüştür. Atıklar ve lekelerin temizlenmesi için en uygun
daldırma zamanı olan 60 sn de çeşitli yüzey iyileştirici işlemler yapılmış, kaplama
daha iyi görünmeye başlamış. Yüzey pürüzlülüğünün küçük bir aralığında Zn
kaplama tabakasında Fe miktarı yüzey pürüzlülüğünün azalmasıyla yavaşça artmış.
Asitlemeden sonra taşlama ve asitlemeden önce temper haddeleme işlemleriyle
eriyik çinkonun alt tabakayla reaksiyona girmesinin artmasından dolayı sadece
asitleme ya da sadece elektriksel parlatma yöntemlerinden daha iyi sonuçlar elde
edildiği bildirilmiştir. Yapıda Fe atomlarıyla kısmen yer değiştiren Si atomları
yüksek mukavemetli çelik sac oluşmasına neden olduğu bildirilmiş. Si katkılı çelik
sacların çok zor galvanizlendiği yüzeyde sık sık kaplanmamış bölgelerin olduğu
gözlenmiştir. Soğuk haddelenmiş çelik saclar, sıcak haddelenmiş çelik saclara göre
nispeten daha yumuşak ve daha aktif yüzeylere sahip olduğu ve Zn kaplama
görünüşünün daha iyi olduğu ve eriyik çinko ile alt tabaka ara yüzeyindeki
reaksiyonunun sıcak haddelenmiş çelik saclara göre daha kolay oluştuğu gözlenmiş.
Düşük karbonlu çelik sacların yüksek karbonlu çeliklere göre daha aktif bir yüzeye
sahip olduğu bildirilmiş. Si ve P katkılı çelikler de, Zn kaplama sırasında Fe
çözülmesi oldukça zayıf olduğu gözlemlenmiş.
Rıchards R. W. (1992), Bu çalışmada aktif çeliklerin, çelik yüzey kimyasal
kompozisyonu ile galvanizleme arasında ilişki kurulmaya çalışılmıştır. Başlangıçta
alt tabaka çeliklerini Si ve P konsantrasyonuna göre sınıflandırmışlar. Bu
sınıflandırmayı iki elementin endüstride yüksek aktiflik sağlayan elementler
olduğundan yola çıkarak yapmışlar. X-ışını foton elektron spektroskopu (XPS) ile alt
tabaka yüzey analizleri yapılmış ve ön işlem olan asitlemenin, yüzey pürüzlülüğün
ve alt tabakanın tekrar daldırılmasının etkileri analiz edilmiş. Bu çalışmada Si katkılı
çeliklerle galvanizlemenin kinetiği ve enerjisinin tahmin edilemediği görülmüştür.
İstenmeyen kalın kaplama oluşmasına neden olan bu tür çeliklerle (hem göze hoş
gelmeyen yüzey bozukluğu hem de çok alaşımlılık oluşuyor) çalışmada çok zorluklar
çıktığı belirtilmiş. C % 0.0047-0.194 aralığında, Si % 0.001-0.36 aralığında, P %
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
15
0.005-0.1 aralığında galvanizleme endüstrisinde kullanılan 15 adet farklı çelik
kompozisyonuna sahip örnekle çalışılmış. Saclar 2mm kalınlığında 5 cmx2 cm
boyutlarında kesilmişler. Normal yağ alma ve asitleme işlemlerinden geçirilmişler
ancak daha ağır atıklar içeren birkaç örnek daha uzun süre asitleme işleminde
bekletildikten sonra durulama işlemine alınmış, kurutulmuş ve standart çinko
klorür/amonyum klorür (flux çözeltsi) çözeltisine batırılmış. Endüstrideki
uygulamalara benzerlik göstermesi nedeniylede ısıl işleme tutulmadan 440, 455, 470 oC’ da ve 2, 6, 10 dk %0.02 Al içeren çinko havuzuna daldırılmış. 15 örnekten 7
tanesi çok aktif olduğu, 8 tanesinin daha az aktif olduğu görülmüş. Bunlardan 7
tanesinin Si ve P yönünden uygun kompozisyon içerdiği görülmüş.
Sebisty J. J And Palmer R.H. (1964), Bu çalışmada Armco demir, oksijeni
alınmamış galvanizlemeye uygun sac, Al ile söndürülmüş derin çekme tipi sac, sıcak
haddelenmiş normalize edilmiş sac, şişe tabası üretiminde kullanılan sac, çok sert
kaliteli saclardan oluşmuş 15 adet farklı kompozisyondaki sac ile çalışılarak
galvanizlemeye etkileri araştırılmış. Bu sacların kimyasal kompozisyonları,
mekaniksel özellikleri, tane büyüklükleri, malzemenin yüzey pürüzlükleri
belirlenmiş. 1. deneyde, 450 oC de çeşitli saclar 10, 35, 60 sn demirle doyurulmuş,
%0.3 Pb ve % 0.15 Al içeren çinko havuzuna daldırılmış. Deney 2’de % 1 ve % 0.3
içeren Pb çinko havuzuna çeşitli saclar 1, 2, 4 dk daldırılmış. Oluşan kaplamların
ağırlığı, pullanması, yapışkanlığı, mikroskobik yapısı, yüzey görünüşü belirlenmiş.
Deney 1 de Armco demir, oksijeni alınmamış galvanizlemeye uygun sac kalitesinde
ki sac, şişe kapağı üretiminde kullanılan sac örneklerinde benzer davranış olan; Al
miktarının ve daldırma zamanının artmasıyla kaplama ağırlığının artması gözlenmiş.
Horstmann D. Ve Stricker F. (1964), Bu çalışmada çelik kompozisyonu ve
kalitesi aynı fakat farklı yüzey temizleme işlemlerinden geçirilen 5 ayrı ön
işlemlerden bazıları kullanılarak hazırlanan 10 numune ile testler yapılmış. Sac
kalınlığı 5 mm olan sıcak haddelenmiş söndürülmüş çeliğin kimyasal kompozisyonu
% 0.10 C, <% 0.01 Si, %0.64 Mn, % 0.053 P, % 0.028 S, % 0.008 N ve <% 0.002
Al içermektedir. Galvaniz banyosuna daldırılmak üzere saclar 250mmx250mm
kesilerek daldırma işlemi için bir köşesinden iki delik açılmış. İki farkı sıcaklıkta,
çeşitli daldırma zamanlarında ve banyodan çıkarma hızlarında değişimler
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
16
gözlenmeye çalışılmış.2, 5, 10, 20 dk daldırılan örnekler ¾, ½, 3, 6 m/dk hızlarla
banyodan çekilen çeliklerin kaplama kalınlığına etkisi araştırılmış. Aynı kimyasal
kompozisyona ve aynı yüzey kalitesine sahip çeliklerin kaplama kalınlığının,
daldırma zamanına, banyo sıcaklığına ve çekme hızına ve şekline bağlı olduğu
görülmüş. Bu deneyde kullanılan söndürülmüş çelik kompozisyonu kalınlık, (470 oC
sıcaklıkta) daldırma süresinin artmasıyla artmakta ancak sıcaklığın artmasıyla
kalınlıkta azalma görülmektedir. 10 numune ile yapılan çalışmada, numunenin
galvanizleme sonrasındaki en üst yüzeydeki saf çinko tabakası kalınlığı, banyodan
çekme hızına bağlı olarak arttığı görülmüştür. Alaşım tabakalarının kalınlığının,
daldırma zamanına ve çinko banyosunun sıcaklığına bağlı olduğu ancak çekme
hızına bağlı olmadığı görülmüş. Saf çinko tabakasının kalınlığı çekme hızına ve
sıcaklığa bağlı iken daldırma zamanına bağlı olmadığı belirtilmiş. Sıcaklık arttıkça
saf çinko tabakası kalınlığının azaldığı belirtilmiş.
G. Hansel (1980), farklı yüzey işlemlerinden geçirilmiş çelik numuneleri
üzerinde yapılan incelemeler, çeliğin yüzey topoğrafisinin kimyasal bileşimi
“Sandelin etkisi” oluşturacak bölgede olan çeliklerin sıcak daldırma galvanizleme
işlemindeki çelik-çinko alaşım tabakası oluşumu üzerinde belirleyici etki yaptığını
ortaya çıkarmıştır.
Elkoca O. (1996), Çelik bileşiminde bulunan silisyum galvanizleme davranışını
etkilediği bunun yanında çelik yüzeylerine uygulanan işlemlerin de kaplama
oluşumunu çeşitli şekilde etkilediğini belirtmiştir. Bu çalışmasında yüzey
işlemlerinin galvanizleme özellikleri üzerindeki etkileri ortaya çıkarılmıştır. Sandelin
eğrisinin temel noktalarına karşılık gelecek şekilde uygun çelikler seçilmiş (0.013-
0,320 % Si ). Numunelere asitleme, parlatma ve zımparalama işlemleri yapılmıştır.
Yüzey işlemleri sonucu oluşan yüzey enerjisi ve yüzey şekli galvanizleme sırasında
oluşan Fe- Zn ara metalik fazların yapısı üzerinde önemli bir rol oynadığı deney
sonuçlarında gösterilmiş. Fosfor içeriği, kristallografik yönlenme, yüzey/yüzey altı
oksidasyonu gibi etkenler ihmal edilecek düzeyde seçildiğinde kaplama kalınlığının
silisyum içeriğine ve yüzey pürüzlülüğüne bağlı olduğunu ifade etmiş.
2. ÖNCEKİ ÇALIŞMALAR Derya YALUK
17
Gagne Martin (1998), Galvanizlemeden çıkan parçanın aşırı çinko akması
yerçekimi, sıcaklık, çekme hızı tarafından kontrol edilebilir. Zayıf akma nedeniyle
çinko kaplanmış parçanın uçlarında sarkıtlar, kütle birikmeleri oluşur. Kaplamadan
sonra bunların temizlenmesi işletmeye ek maliyet doğuracaktır. Havuzda çinko
bizmut alaşımı kullanılmasıyla sıcak daldırma galvanizlemeden çıkan parçanın
akması (drenajı) artığı yapılan çalışmalarda gösterilmiştir. Laboratuar ve endüstride
yapılan çalışmalarda kurşun eklenmiş havuzla, bizmut eklenmiş havuz
kıyaslandığında akma sonuçlarının aynı olduğu görülmüş.
Fratesi R. ve ark. (2001), Sıcak daldırma galvanizlemede kurşun kullanımı
çevresel problemlere neden olduğundan ve son yıllarda birçok ülkede kurşun
kullanımı yasaklanması nedeniyle alternatif olarak havuzda bizmut kullanılmaya
başlanmıştır. Bu çalışmada Pb ve Pb-Bi etkisini araştırmışlar. Bu deney için 5 farklı
çelik seçilmiş (farklı Si ve fosfor içeren). Havuz 1 de Bi (%0.13), Ni (%0.04), Pb
(%0.04) ve havuz 2 de geleneksel alaşımlar olan Ni (%0.001), Pb (%1.11)
kullanılarak aradaki farklar araştırılmıştır. Parçaların havuz 1 e daldırılmasıyla
kaplamanın yüzey görüntüsünün daha parlak, daha yumuşak, ve daha görünür
çiçeklenmelerin oluştuğu görülmüştür. Ni %0.04 içeren havuzda reaksiyonun kontrol
edilerek kaplama kalınlığının kontrol edildiği görülmüştür. Ancak çevre sorunun hala
devam etmesine karşın çok kaliteli kaplamalar oluşturulmuştur.
3.MATERYAL ve METOD Derya YALUK
18
3. MATERYAL ve METOD 3.1 Yüzey Kaplama
Metal korozyonunu engellemek için kullanılan farklı yöntemlerden biri de
yüzey kaplamadır. Yüzey kaplama için çeşitli yöntemler kullanılır. Metalik kaplama
yöntemleri içinde yer alan çinko kaplama, galvanizleme olarak adlandırılır.
Galvanizleme genellikle, sıcak daldırma, elektroliz veya metal püskürtme yöntemleri
ile yapılır (BAYCIK, 2003).
Galvanizli malzemeler inşaat, otomotiv ve beyaz eşya sanayisinde
kullanılmaktadır. Bundan dolayı, galvanizleme konusundaki gelişmelerin tüm
toplumu etkileyeceği açıktır (BAYCIK, 2003).
3.1.1 Korozyon Nedir?
Çevrenin etkisi ile metallerin kimyasal ve/veya elektrokimyasal reaksiyonlar
sonucunda hasar görmelerine korozyon denir. Kimyasal korozyonda metalin
bulunduğu ortam kurudur. Oluşan gaz metalde oksit tabakasına (tufal) neden olur ve
bu tabaka elektriği iletmez. Elektrokimyasal korozyonda ise ortam ıslaktır ve pas
oluşumuna neden olur. Elektrokimyasal korozyon için anot ve katottan oluşan iki
elektrot, iletken ve sıvı bir ortam ve anot ile katot arasında elektrik akımının
oluşması gerekir. Burada oluşan hücreye korozyon hücresi (galvanik hücre) adı
verilir.
Korozyonun önlenmesi için korozyon hücresini oluşturan elemanlardan en az
birinin devreden çıkarılması gerekir. Bundan dolayı, malzeme seçimi, kaplama
yöntemi, tasarımı, katodik ve anodik koruma ve çevre kontrolü gibi faktörler önem
kazanmaktadır (BAYCIK, 2003).
3.MATERYAL ve METOD Derya YALUK
19
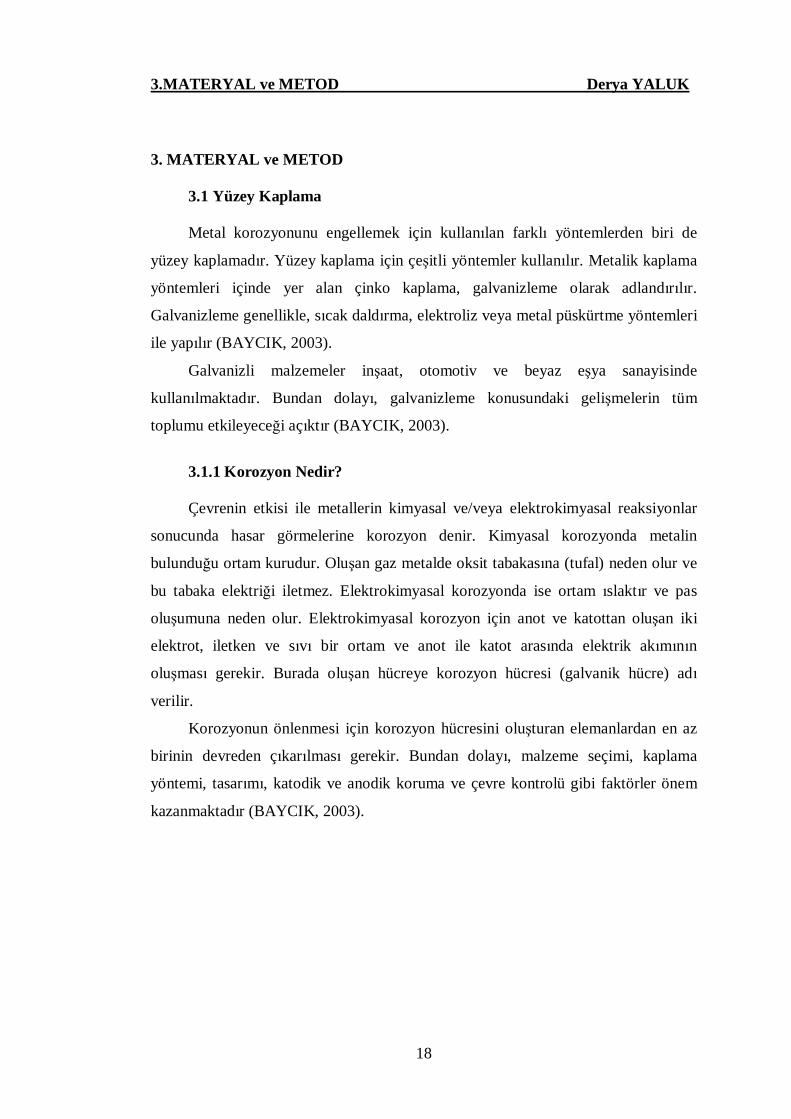
Çizelge 3.1. Metallerin elektrokimyasal dizilişi ( IGCPL, No.6)
* Bütün voltaj değerleri Bakır Sülfat yarım hücresine göre
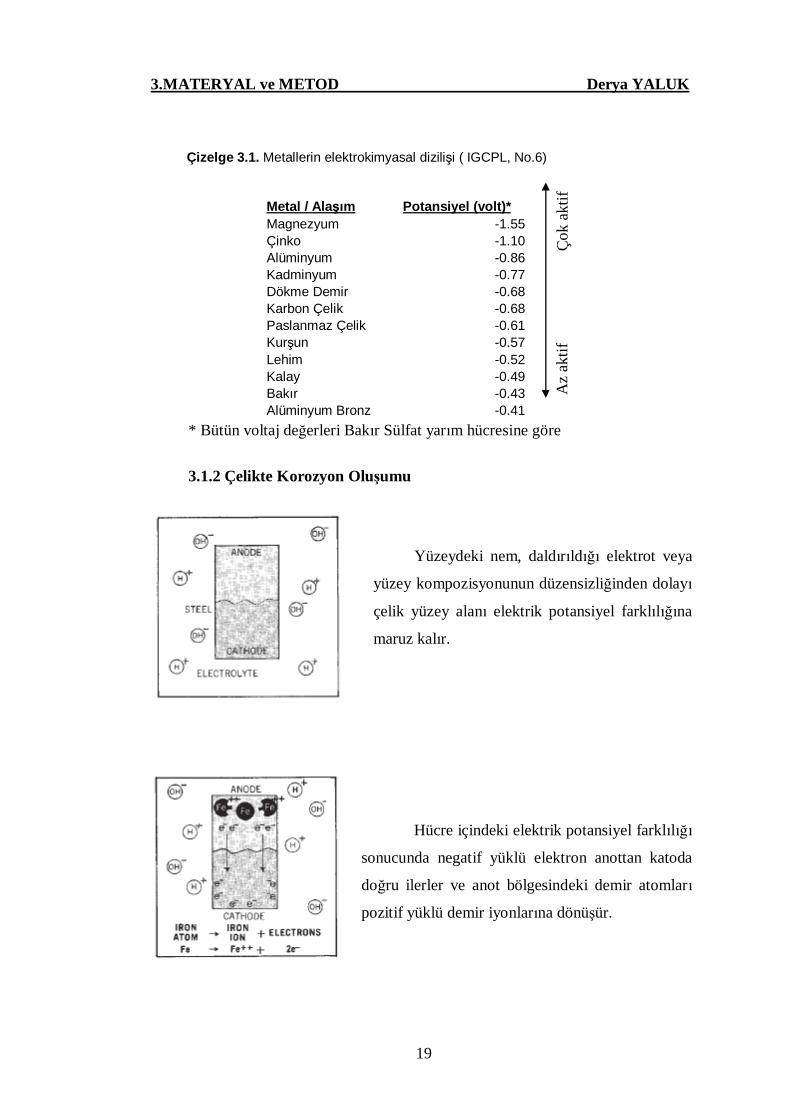
3.1.2 Çelikte Korozyon Oluşumu
Yüzeydeki nem, daldırıldığı elektrot veya
yüzey kompozisyonunun düzensizliğinden dolayı
çelik yüzey alanı elektrik potansiyel farklılığına
maruz kalır.
Hücre içindeki elektrik potansiyel farklılığı
sonucunda negatif yüklü elektron anottan katoda
doğru ilerler ve anot bölgesindeki demir atomları
pozitif yüklü demir iyonlarına dönüşür.
Metal / Alaşım Potansiyel (volt)* Magnezyum -1.55 Çinko -1.10 Alüminyum -0.86 Kadminyum -0.77 Dökme Demir -0.68 Karbon Çelik -0.68 Paslanmaz Çelik -0.61 Kurşun -0.57 Lehim -0.52 Kalay -0.49 Bakır -0.43 Alüminyum Bronz -0.41
Çok
akt
if A
z ak
tif
3.MATERYAL ve METOD Derya YALUK
20
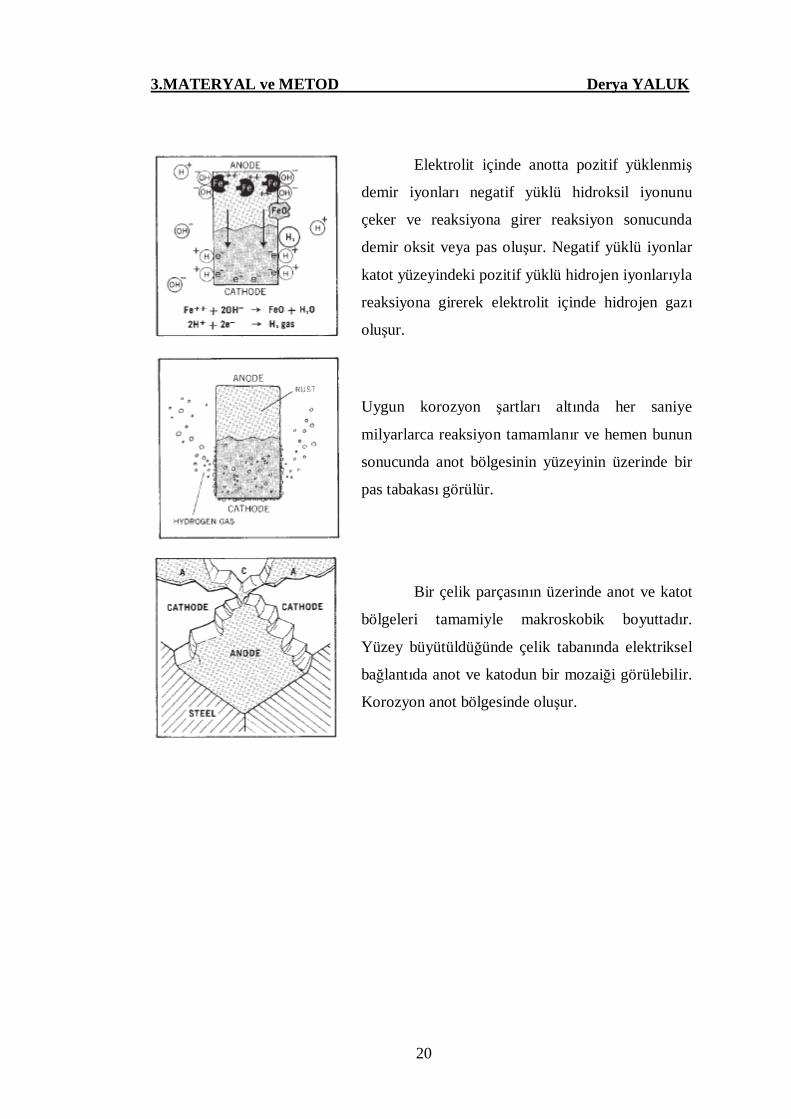
Elektrolit içinde anotta pozitif yüklenmiş
demir iyonları negatif yüklü hidroksil iyonunu
çeker ve reaksiyona girer reaksiyon sonucunda
demir oksit veya pas oluşur. Negatif yüklü iyonlar
katot yüzeyindeki pozitif yüklü hidrojen iyonlarıyla
reaksiyona girerek elektrolit içinde hidrojen gazı
oluşur.
Uygun korozyon şartları altında her saniye
milyarlarca reaksiyon tamamlanır ve hemen bunun
sonucunda anot bölgesinin yüzeyinin üzerinde bir
pas tabakası görülür.
Bir çelik parçasının üzerinde anot ve katot
bölgeleri tamamiyle makroskobik boyuttadır.
Yüzey büyütüldüğünde çelik tabanında elektriksel
bağlantıda anot ve katodun bir mozaiği görülebilir.
Korozyon anot bölgesinde oluşur.
3.MATERYAL ve METOD Derya YALUK
21
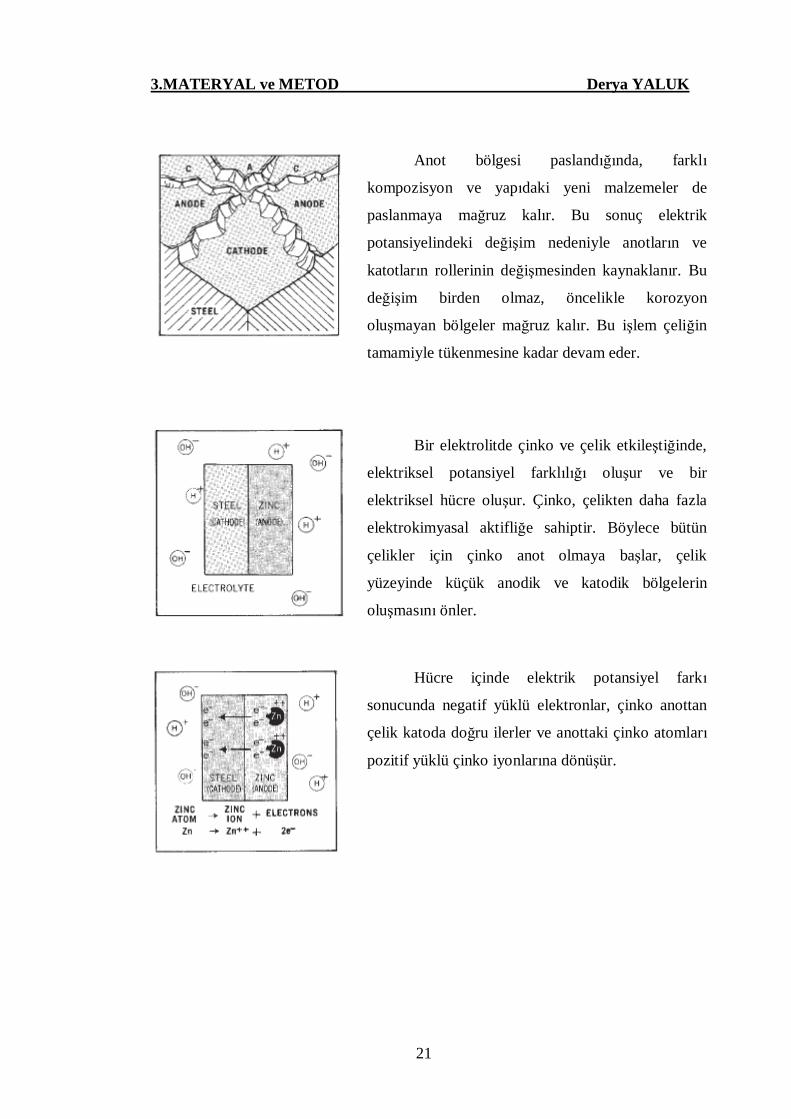
Anot bölgesi paslandığında, farklı
kompozisyon ve yapıdaki yeni malzemeler de
paslanmaya mağruz kalır. Bu sonuç elektrik
potansiyelindeki değişim nedeniyle anotların ve
katotların rollerinin değişmesinden kaynaklanır. Bu
değişim birden olmaz, öncelikle korozyon
oluşmayan bölgeler mağruz kalır. Bu işlem çeliğin
tamamiyle tükenmesine kadar devam eder.
Bir elektrolitde çinko ve çelik etkileştiğinde,
elektriksel potansiyel farklılığı oluşur ve bir
elektriksel hücre oluşur. Çinko, çelikten daha fazla
elektrokimyasal aktifliğe sahiptir. Böylece bütün
çelikler için çinko anot olmaya başlar, çelik
yüzeyinde küçük anodik ve katodik bölgelerin
oluşmasını önler.
Hücre içinde elektrik potansiyel farkı
sonucunda negatif yüklü elektronlar, çinko anottan
çelik katoda doğru ilerler ve anottaki çinko atomları
pozitif yüklü çinko iyonlarına dönüşür.
3.MATERYAL ve METOD Derya YALUK
22
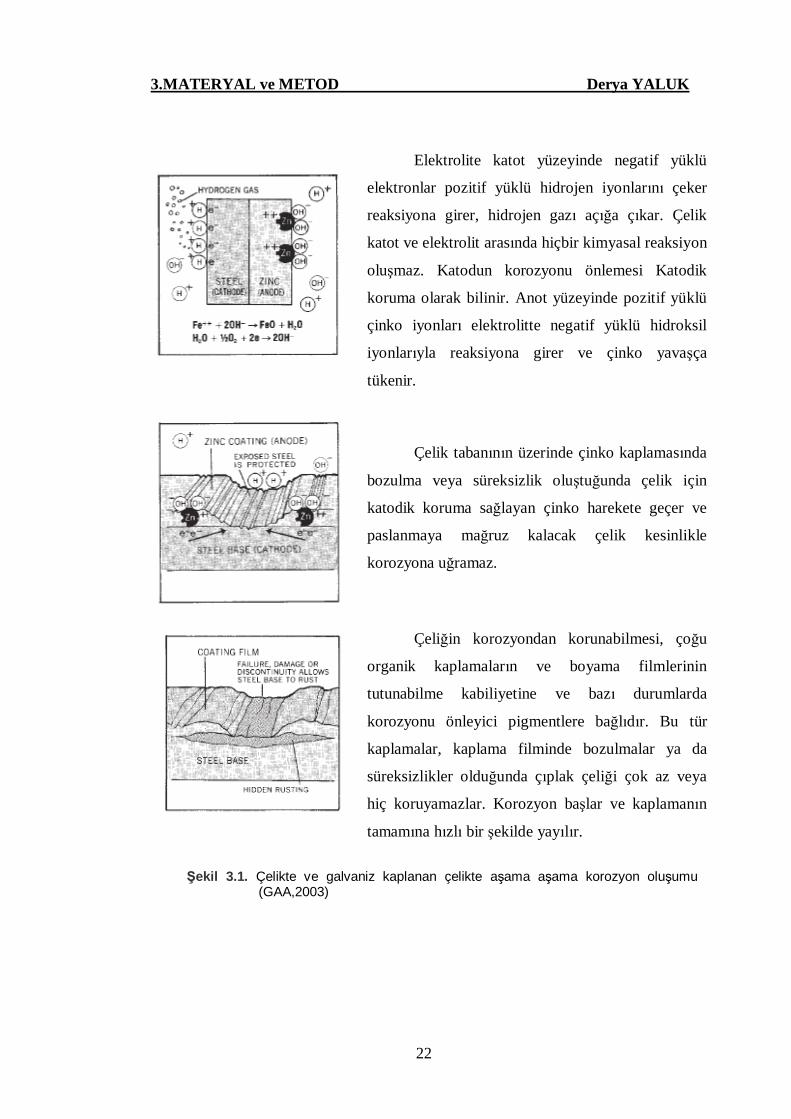
Elektrolite katot yüzeyinde negatif yüklü
elektronlar pozitif yüklü hidrojen iyonlarını çeker
reaksiyona girer, hidrojen gazı açığa çıkar. Çelik
katot ve elektrolit arasında hiçbir kimyasal reaksiyon
oluşmaz. Katodun korozyonu önlemesi Katodik
koruma olarak bilinir. Anot yüzeyinde pozitif yüklü
çinko iyonları elektrolitte negatif yüklü hidroksil
iyonlarıyla reaksiyona girer ve çinko yavaşça
tükenir.
Çelik tabanının üzerinde çinko kaplamasında
bozulma veya süreksizlik oluştuğunda çelik için
katodik koruma sağlayan çinko harekete geçer ve
paslanmaya mağruz kalacak çelik kesinlikle
korozyona uğramaz.
Çeliğin korozyondan korunabilmesi, çoğu
organik kaplamaların ve boyama filmlerinin
tutunabilme kabiliyetine ve bazı durumlarda
korozyonu önleyici pigmentlere bağlıdır. Bu tür
kaplamalar, kaplama filminde bozulmalar ya da
süreksizlikler olduğunda çıplak çeliği çok az veya
hiç koruyamazlar. Korozyon başlar ve kaplamanın
tamamına hızlı bir şekilde yayılır.
Şekil 3.1. Çelikte ve galvaniz kaplanan çelikte aşama aşama korozyon oluşumu
(GAA,2003)
3.MATERYAL ve METOD Derya YALUK
23
3.1.3 Korozyona Karşı Alınması Gereken Önlemler
Korozyonun teknik ve ekonomik açıdan göz yumulacak düzeye indirgenmesi
veya tamamen önlenmesi için başvurulabilecek önlemler çeşitlidir. Ancak bunlar ;
l- Uygun tasarımlarla korozyona yol açıcı koşulları azaltma,
2- Uygun işlemlerle ortamın korozif özelliğini kısmen veya tamamen giderme,
3- Yüzey kaplamaları ile koruma,
4- Katodik koruma, 5- Korozyona karşı dayanıklı malzemeler kullanma olarak
beş ana grupta toplanabilir.
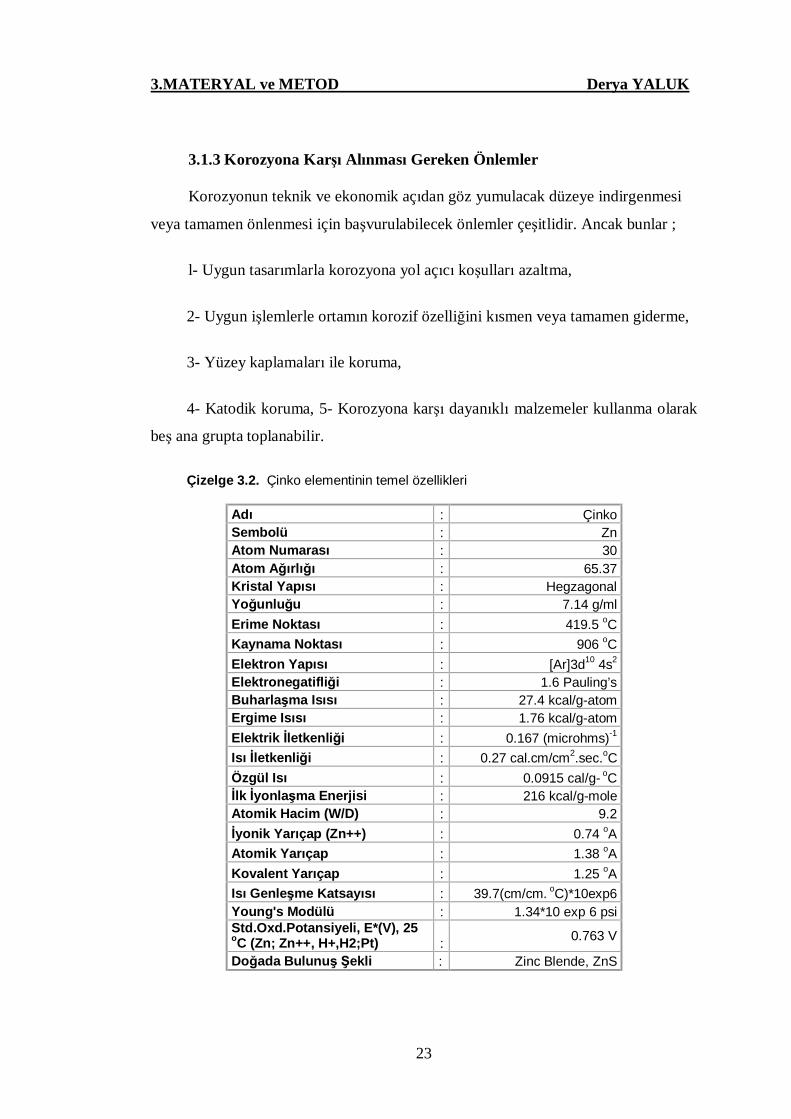
Çizelge 3.2. Çinko elementinin temel özellikleri
Adı : Çinko Sembolü : Zn Atom Numarası : 30 Atom Ağırlığı : 65.37 Kristal Yapısı : Hegzagonal Yoğunluğu : 7.14 g/ml Erime Noktası : 419.5 oC Kaynama Noktası : 906 oC Elektron Yapısı : [Ar]3d10 4s2 Elektronegatifliği : 1.6 Pauling’s Buharlaşma Isısı : 27.4 kcal/g-atom Ergime Isısı : 1.76 kcal/g-atom Elektrik İletkenliği : 0.167 (microhms)-1 Isı İletkenliği : 0.27 cal.cm/cm2.sec.oC Özgül Isı : 0.0915 cal/g- oC İlk İyonlaşma Enerjisi : 216 kcal/g-mole Atomik Hacim (W/D) : 9.2 İyonik Yarıçap (Zn++) : 0.74 oA Atomik Yarıçap : 1.38 oA Kovalent Yarıçap : 1.25 oA Isı Genleşme Katsayısı : 39.7(cm/cm. oC)*10exp6 Young's Modülü : 1.34*10 exp 6 psi Std.Oxd.Potansiyeli, E*(V), 25 oC (Zn; Zn++, H+,H2;Pt) : 0.763 V
Doğada Bulunuş Şekli : Zinc Blende, ZnS
3.MATERYAL ve METOD Derya YALUK
24
3.2 Galvanizleme
Çinko kaplama ile çeliğin sudan kaynaklanan korozyona karşı geliştirilen
çoğunlukla sınır koruma (barrier koruma) ve galvaniz koruma gibi iki yöntem
kullanılır. Sınır korumada, korozif ortamın çeliğe ulaşmasından önce korozyon
ortamından çeliği ayıran çinko kaplama ilk önce aşınmaya uğrar. Galvanizle
korumada, nemli ortamda çinko çelikten daha aktif veya anodiktir ve çinko
alttabakadaki çeliği korumak için kendini feda eder (Marder A.R., 2000).
3.2.1 Başlıca Çinko Yüzey Kaplama Çeşitleri
1. Sıcak Daldırma Galvanizleme
2. Sürekli Sac Galvanizleme
3. Elektro Galvanizleme
4. Çinko Kaplama
5. Mekaniksel Kaplama
6. Çinko Püskürtme (Metal Kaplama)
7. Çinko Boyama
Çizelge 3.3. Çinko yüzey kaplama çeşitleri ve kaplama kalınlıkları Yöntem İşlem Kaplama Kalınlığı Elektrogalvanizleme Elektroliz 7.11µm Çinko Kaplama Elektroliz 5.1 - 25.4 µm Mekaniksel Kaplama Dövme 5.08 - 109.2 µm Çinko Püskürtme (Metal Kaplama) Sıcak Çinko Püskürtme 83.8 - 210.8 µm Sürekli Sac Kaplama Sıcak Daldırma 101.6µm Sıcak Daldırma Galvanizleme Sıcak Daldırma 35.6 - 99.1µm Çinko Boyama Fırça 15.2 - 127µm
Çelik, boyamadan sıcak daldırmaya kadar farklı yöntemler uygulanarak çinko
kaplanabilir. Korozif ortama bağlı olarak doğru yöntem seçildiğinde başarılı koruma
sağlanabilir. Genel olarak bir çinko kaplamanın ömrünün daha uzun ya da daha kısa
olması kaplama kalınlığı ile orantılıdır.
3.MATERYAL ve METOD Derya YALUK
25
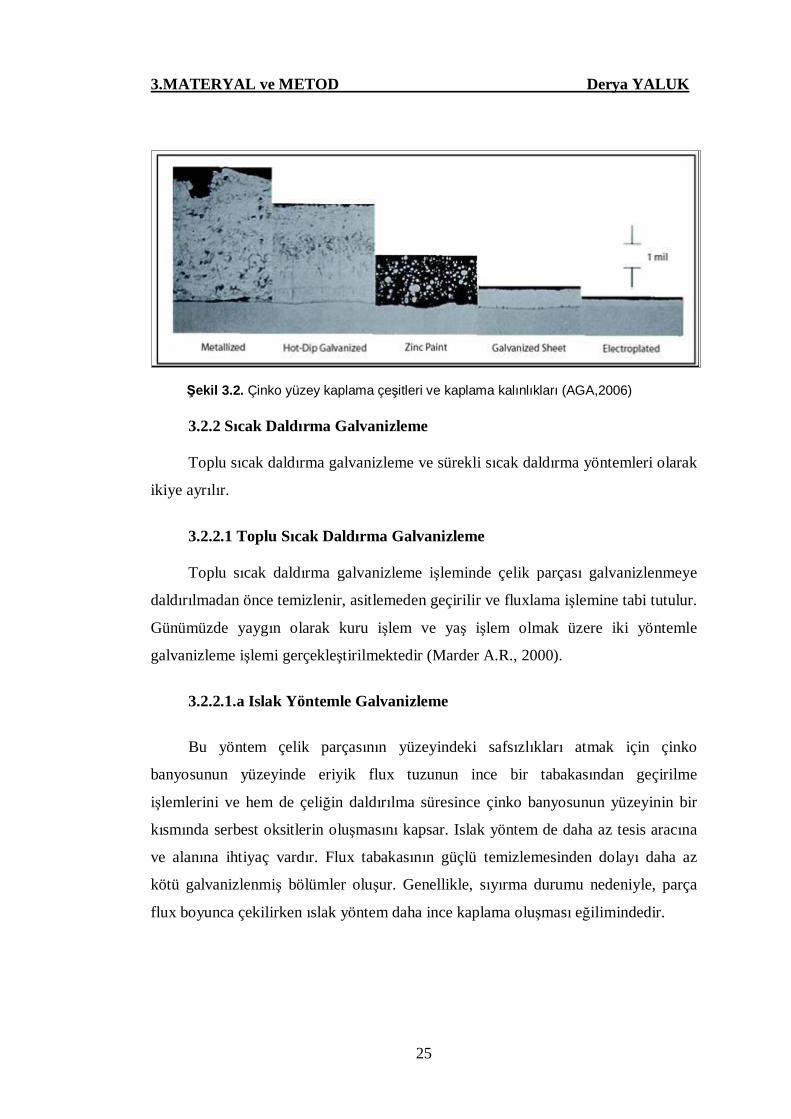
Şekil 3.2. Çinko yüzey kaplama çeşitleri ve kaplama kalınlıkları (AGA,2006) 3.2.2 Sıcak Daldırma Galvanizleme Toplu sıcak daldırma galvanizleme ve sürekli sıcak daldırma yöntemleri olarak
ikiye ayrılır.
3.2.2.1 Toplu Sıcak Daldırma Galvanizleme
Toplu sıcak daldırma galvanizleme işleminde çelik parçası galvanizlenmeye
daldırılmadan önce temizlenir, asitlemeden geçirilir ve fluxlama işlemine tabi tutulur.
Günümüzde yaygın olarak kuru işlem ve yaş işlem olmak üzere iki yöntemle
galvanizleme işlemi gerçekleştirilmektedir (Marder A.R., 2000).
3.2.2.1.a Islak Yöntemle Galvanizleme
Bu yöntem çelik parçasının yüzeyindeki safsızlıkları atmak için çinko
banyosunun yüzeyinde eriyik flux tuzunun ince bir tabakasından geçirilme
işlemlerini ve hem de çeliğin daldırılma süresince çinko banyosunun yüzeyinin bir
kısmında serbest oksitlerin oluşmasını kapsar. Islak yöntem de daha az tesis aracına
ve alanına ihtiyaç vardır. Flux tabakasının güçlü temizlemesinden dolayı daha az
kötü galvanizlenmiş bölümler oluşur. Genellikle, sıyırma durumu nedeniyle, parça
flux boyunca çekilirken ıslak yöntem daha ince kaplama oluşması eğilimindedir.
3.MATERYAL ve METOD Derya YALUK
26
Flux tabakasının en önemli işlevleri:
• Parçanın ve eriyik çinkonun yüzeyini temizler ve böylece çinko ve çelik
reaksiyona girebilir.
• Islak parça daldırıldığında tehlikeli sıçramaları azaltır.
• Çekme boyunca parçanın sıyırılmasıyla daha ince kaplama elde edilir.
• Eriyik çinkonun yüzeyinin oksitlenmesini azaltır ve böylece kül oluşmasını
azaltır.
• İkinci daldırma veya büyük nesneler daldırıldığında fazla ısınmadan ve
yanmadan korur.
• İnce parçaların ön ısıtmasıyla bozulmaları azaltır.
Flux tabakası, Amonyum Klorür eklenmesiyle, daha yüksek Al içerikler için
Sodyum Alüminyum Florür ya da Çinko Amonyum Klorür ile yapılabilir. Flux
tabakası banyo yüzeyinde serbestçe yüzer ve parça daldırılırken etkileşme devam
etmektedir. Flux tabakasının aktivitesi başlangıçta Amonyum Klorürün miktarına
bağlıdır ve zamanla Zn bileşiklerinin yüksek erime noktasının oluşmasından dolayı
daha çok vizkozite oluşmaya başlayacaktır. Ancak fluxın akışkanlığı bazı
zamanlarda peryodik olarak Amonyum Klorür eklenmesi ile sürdürülebilir (Marder
A.R., 2000).
3.2.2.1.b Kuru Yöntemle Galvanizleme
Kuru Yöntemle Galvanizlemede parça temizlendikten sonra, parçaya sulu bir
çözeltide ön fluxlama işlemi yapılır, kurulanır ve sonra eriyik çinko banyosuna
daldırılır. Ön flux çözeltisinin sıcaklığı oda sıcaklığı ile 80 oC arasında değişir. Bu
işlemde parçanın kesinlikle çinko banyosuna daldırılmadan önce kurulanması
gerekir. Kurulama 120 oC sıcaklık ve 5 dk ya kadar olan sürede en uygun şartlar
sağlanır. Parçalar ön fluxlama ve kurulamadan hemen sonra galvanizlenmelidir.
Her iki işlemde eriyik çinko galvanizleme banyosunun sıcaklığı 445- 455 oC
aralığında tutulur ve daldırma zamanı parçanın kalınlığına bağlı olarak 3-6 dk
aralığında değişir (Marder A.R., 2000).
3.MATERYAL ve METOD Derya YALUK
27
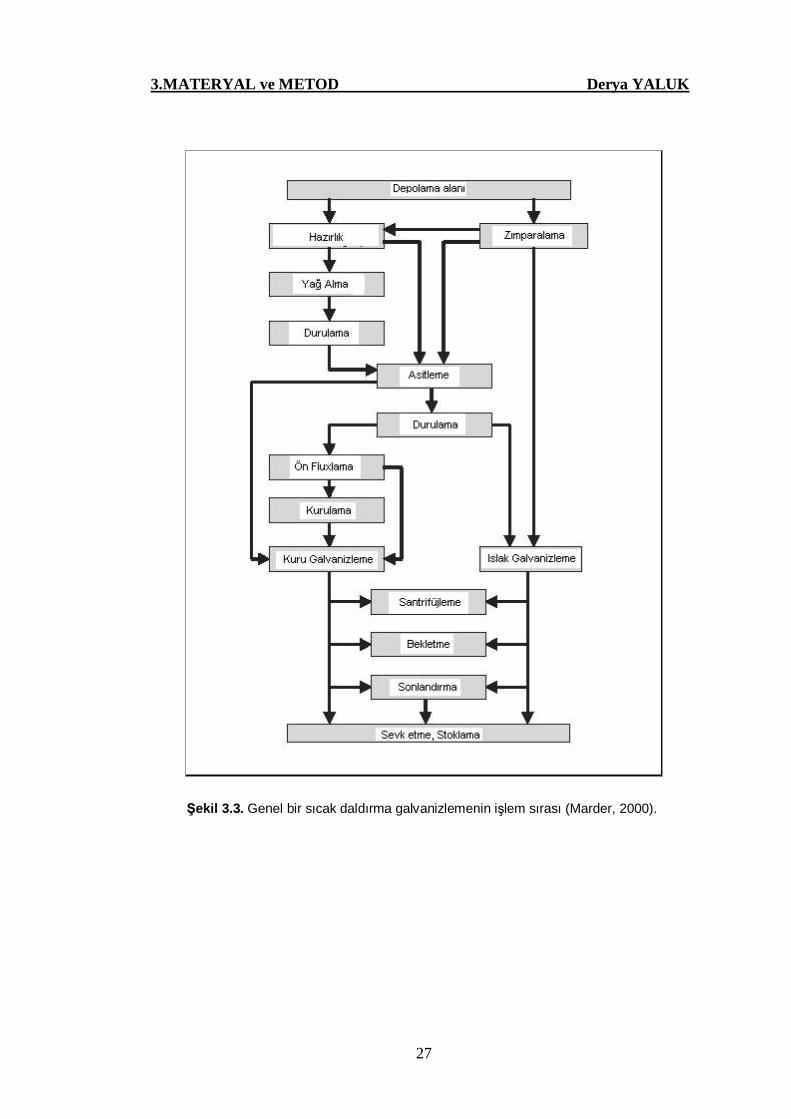
Şekil 3.3. Genel bir sıcak daldırma galvanizlemenin işlem sırası (Marder, 2000).
3.MATERYAL ve METOD Derya YALUK
28
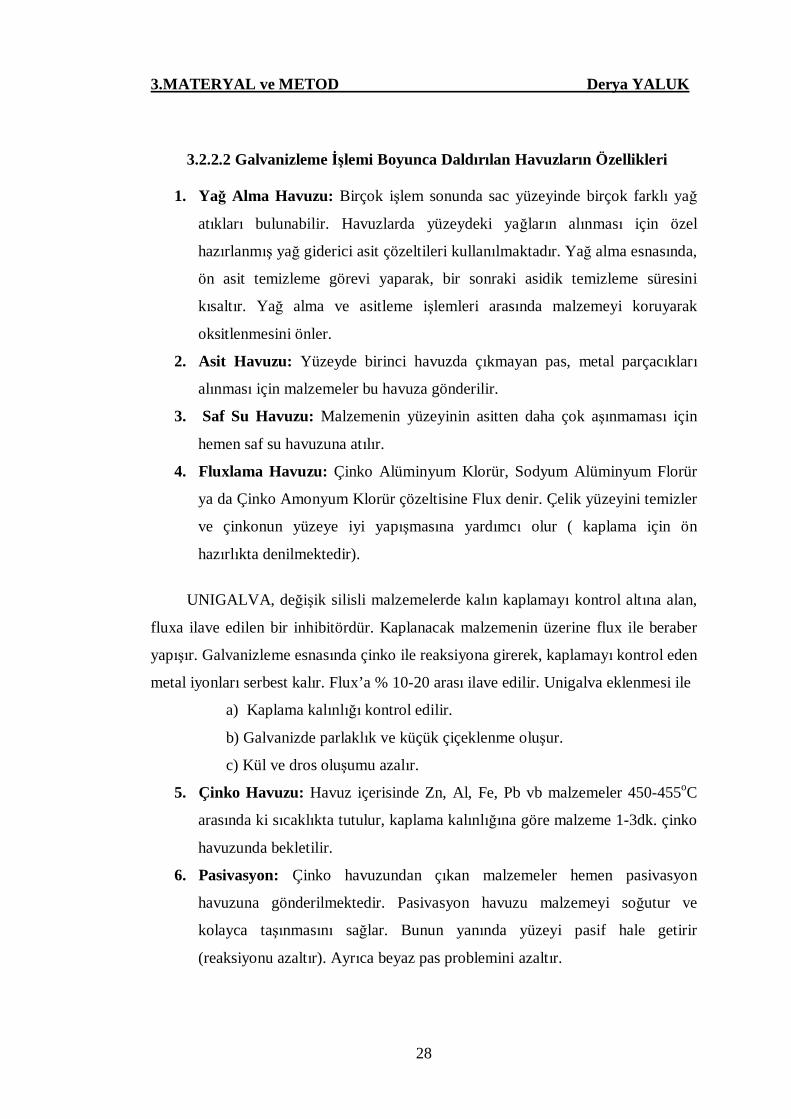
3.2.2.2 Galvanizleme İşlemi Boyunca Daldırılan Havuzların Özellikleri
1. Yağ Alma Havuzu: Birçok işlem sonunda sac yüzeyinde birçok farklı yağ
atıkları bulunabilir. Havuzlarda yüzeydeki yağların alınması için özel
hazırlanmış yağ giderici asit çözeltileri kullanılmaktadır. Yağ alma esnasında,
ön asit temizleme görevi yaparak, bir sonraki asidik temizleme süresini
kısaltır. Yağ alma ve asitleme işlemleri arasında malzemeyi koruyarak
oksitlenmesini önler.
2. Asit Havuzu: Yüzeyde birinci havuzda çıkmayan pas, metal parçacıkları
alınması için malzemeler bu havuza gönderilir.
3. Saf Su Havuzu: Malzemenin yüzeyinin asitten daha çok aşınmaması için
hemen saf su havuzuna atılır.
4. Fluxlama Havuzu: Çinko Alüminyum Klorür, Sodyum Alüminyum Florür
ya da Çinko Amonyum Klorür çözeltisine Flux denir. Çelik yüzeyini temizler
ve çinkonun yüzeye iyi yapışmasına yardımcı olur ( kaplama için ön
hazırlıkta denilmektedir).
UNIGALVA, değişik silisli malzemelerde kalın kaplamayı kontrol altına alan,
fluxa ilave edilen bir inhibitördür. Kaplanacak malzemenin üzerine flux ile beraber
yapışır. Galvanizleme esnasında çinko ile reaksiyona girerek, kaplamayı kontrol eden
metal iyonları serbest kalır. Flux’a % 10-20 arası ilave edilir. Unigalva eklenmesi ile
a) Kaplama kalınlığı kontrol edilir.
b) Galvanizde parlaklık ve küçük çiçeklenme oluşur.
c) Kül ve dros oluşumu azalır.
5. Çinko Havuzu: Havuz içerisinde Zn, Al, Fe, Pb vb malzemeler 450-455oC
arasında ki sıcaklıkta tutulur, kaplama kalınlığına göre malzeme 1-3dk. çinko
havuzunda bekletilir.
6. Pasivasyon: Çinko havuzundan çıkan malzemeler hemen pasivasyon
havuzuna gönderilmektedir. Pasivasyon havuzu malzemeyi soğutur ve
kolayca taşınmasını sağlar. Bunun yanında yüzeyi pasif hale getirir
(reaksiyonu azaltır). Ayrıca beyaz pas problemini azaltır.
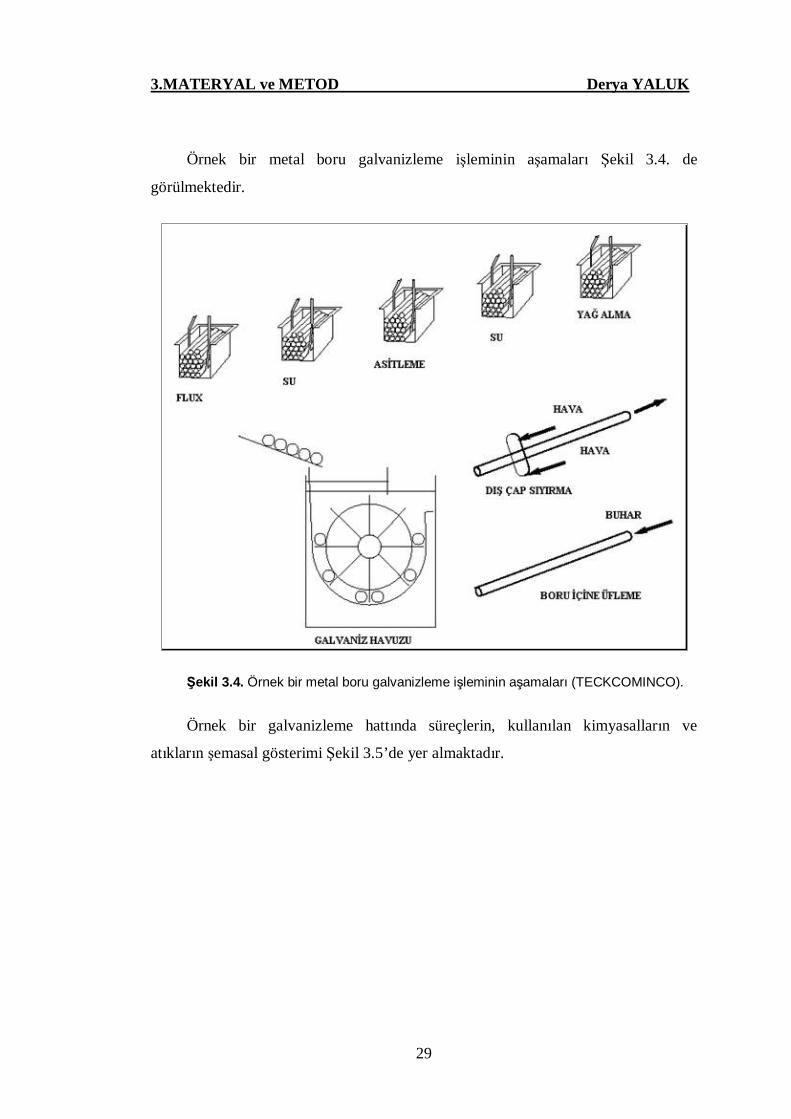
3.MATERYAL ve METOD Derya YALUK
29
Örnek bir metal boru galvanizleme işleminin aşamaları Şekil 3.4. de
görülmektedir.
Şekil 3.4. Örnek bir metal boru galvanizleme işleminin aşamaları (TECKCOMINCO).
Örnek bir galvanizleme hattında süreçlerin, kullanılan kimyasalların ve
atıkların şemasal gösterimi Şekil 3.5’de yer almaktadır.
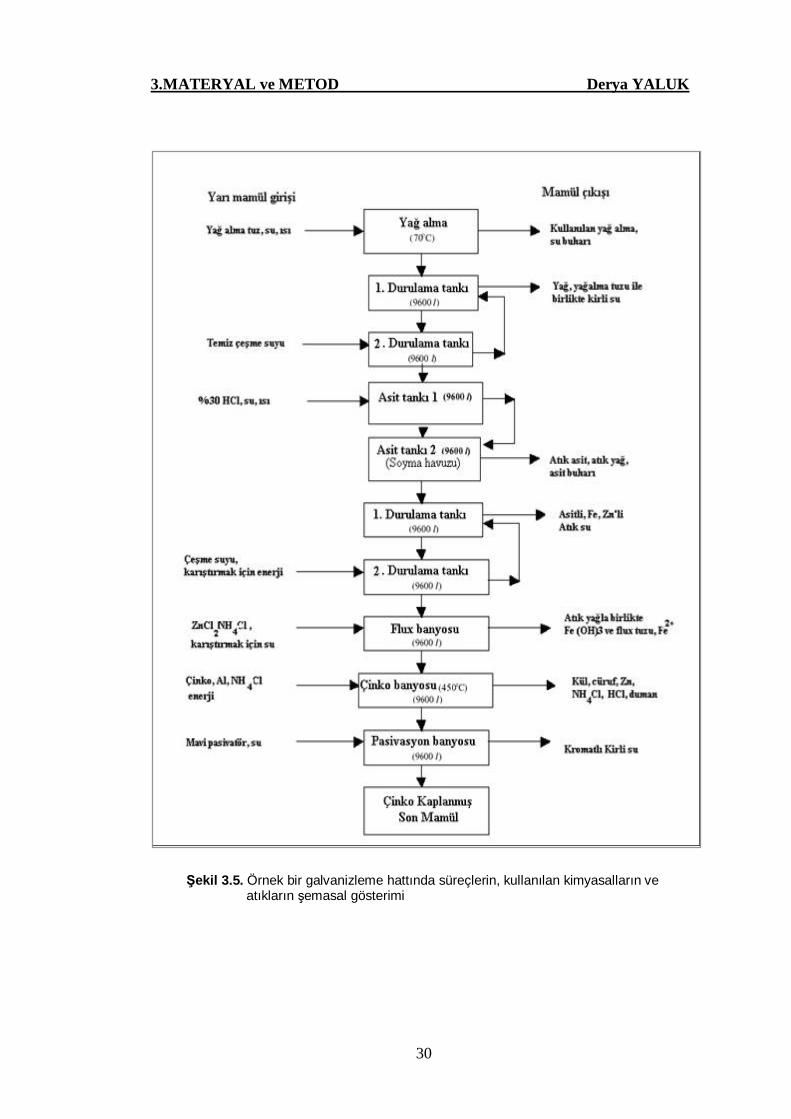
3.MATERYAL ve METOD Derya YALUK
30
Şekil 3.5. Örnek bir galvanizleme hattında süreçlerin, kullanılan kimyasalların ve
atıkların şemasal gösterimi
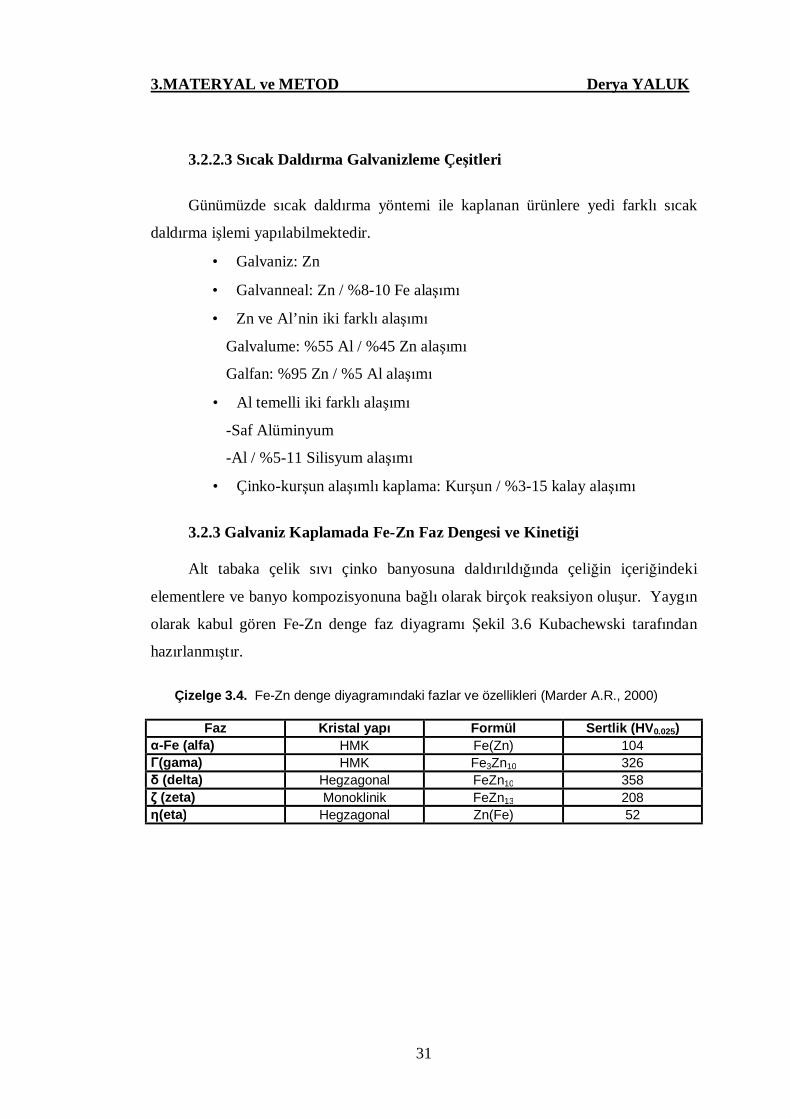
3.MATERYAL ve METOD Derya YALUK
31
3.2.2.3 Sıcak Daldırma Galvanizleme Çeşitleri
Günümüzde sıcak daldırma yöntemi ile kaplanan ürünlere yedi farklı sıcak
daldırma işlemi yapılabilmektedir.
• Galvaniz: Zn
• Galvanneal: Zn / %8-10 Fe alaşımı
• Zn ve Al’nin iki farklı alaşımı
Galvalume: %55 Al / %45 Zn alaşımı
Galfan: %95 Zn / %5 Al alaşımı
• Al temelli iki farklı alaşımı
-Saf Alüminyum
-Al / %5-11 Silisyum alaşımı
• Çinko-kurşun alaşımlı kaplama: Kurşun / %3-15 kalay alaşımı
3.2.3 Galvaniz Kaplamada Fe-Zn Faz Dengesi ve Kinetiği
Alt tabaka çelik sıvı çinko banyosuna daldırıldığında çeliğin içeriğindeki
elementlere ve banyo kompozisyonuna bağlı olarak birçok reaksiyon oluşur. Yaygın
olarak kabul gören Fe-Zn denge faz diyagramı Şekil 3.6 Kubachewski tarafından
hazırlanmıştır.
Çizelge 3.4. Fe-Zn denge diyagramındaki fazlar ve özellikleri (Marder A.R., 2000)
Faz Kristal yapı Formül Sertlik (HV0.025) α-Fe (alfa) HMK Fe(Zn) 104 Γ(gama) HMK Fe3Zn10 326 δ (delta) Hegzagonal FeZn10 358 ζ (zeta) Monoklinik FeZn13 208 η(eta) Hegzagonal Zn(Fe) 52
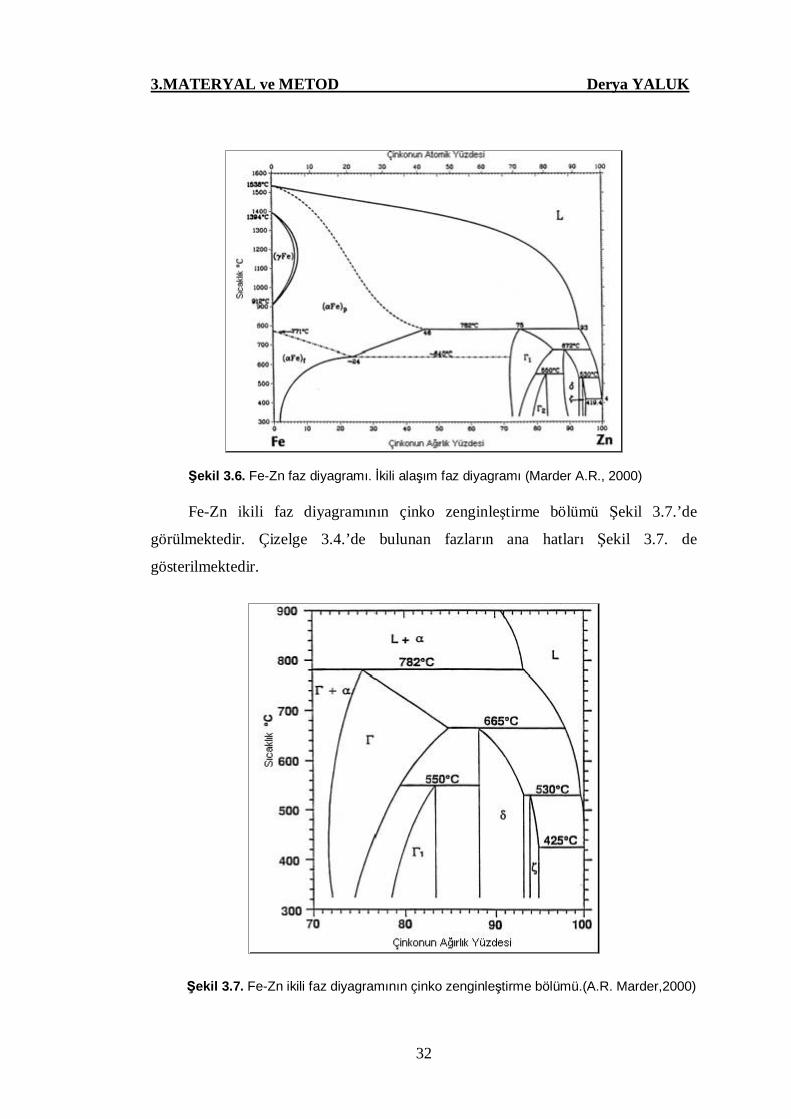
3.MATERYAL ve METOD Derya YALUK
32
Şekil 3.6. Fe-Zn faz diyagramı. İkili alaşım faz diyagramı (Marder A.R., 2000)
Fe-Zn ikili faz diyagramının çinko zenginleştirme bölümü Şekil 3.7.’de
görülmektedir. Çizelge 3.4.’de bulunan fazların ana hatları Şekil 3.7. de
gösterilmektedir.
Şekil 3.7. Fe-Zn ikili faz diyagramının çinko zenginleştirme bölümü.(A.R. Marder,2000)
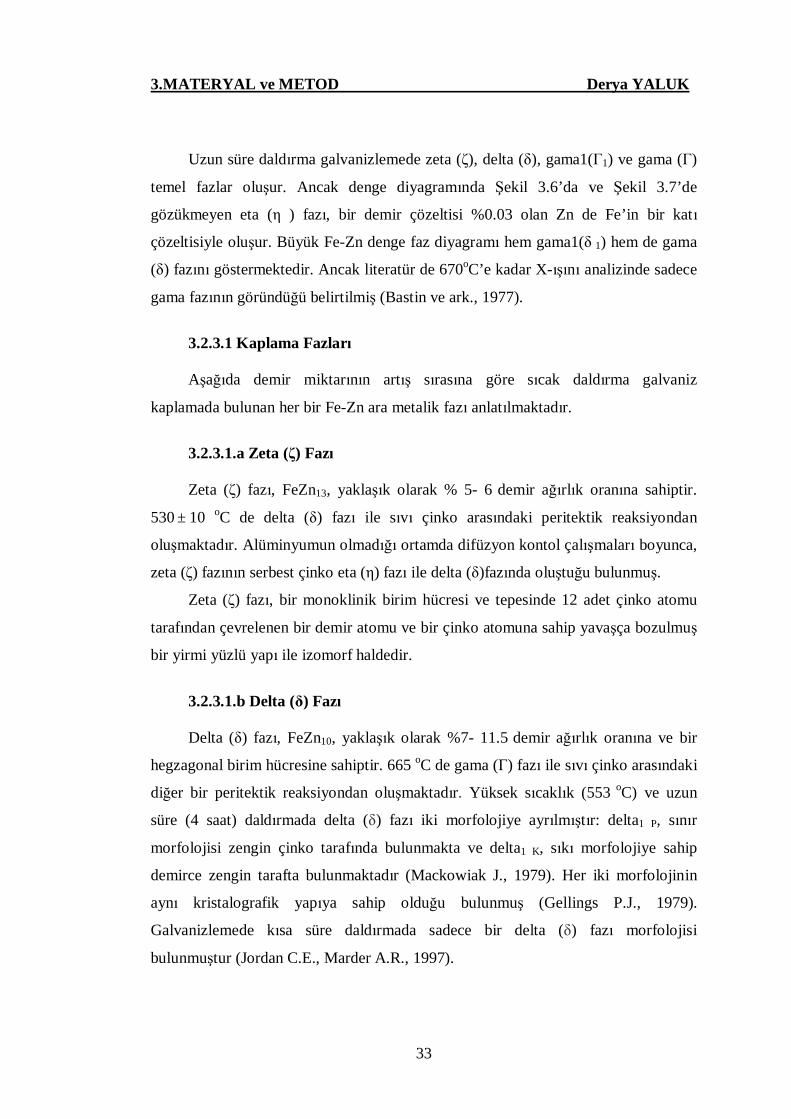
3.MATERYAL ve METOD Derya YALUK
33
Uzun süre daldırma galvanizlemede zeta (ζ), delta (δ), gama1(Γ1) ve gama (Γ)
temel fazlar oluşur. Ancak denge diyagramında Şekil 3.6’da ve Şekil 3.7’de
gözükmeyen eta (η ) fazı, bir demir çözeltisi %0.03 olan Zn de Fe’in bir katı
çözeltisiyle oluşur. Büyük Fe-Zn denge faz diyagramı hem gama1(δ 1) hem de gama
(δ) fazını göstermektedir. Ancak literatür de 670oC’e kadar X-ışını analizinde sadece
gama fazının göründüğü belirtilmiş (Bastin ve ark., 1977).
3.2.3.1 Kaplama Fazları Aşağıda demir miktarının artış sırasına göre sıcak daldırma galvaniz
kaplamada bulunan her bir Fe-Zn ara metalik fazı anlatılmaktadır.
3.2.3.1.a Zeta (ζ) Fazı
Zeta (ζ) fazı, FeZn13, yaklaşık olarak % 5- 6 demir ağırlık oranına sahiptir.
530 ± 10 oC de delta (δ) fazı ile sıvı çinko arasındaki peritektik reaksiyondan
oluşmaktadır. Alüminyumun olmadığı ortamda difüzyon kontol çalışmaları boyunca,
zeta (ζ) fazının serbest çinko eta (η) fazı ile delta (δ)fazında oluştuğu bulunmuş.
Zeta (ζ) fazı, bir monoklinik birim hücresi ve tepesinde 12 adet çinko atomu
tarafından çevrelenen bir demir atomu ve bir çinko atomuna sahip yavaşça bozulmuş
bir yirmi yüzlü yapı ile izomorf haldedir.
3.2.3.1.b Delta (δ) Fazı
Delta (δ) fazı, FeZn10, yaklaşık olarak %7- 11.5 demir ağırlık oranına ve bir
hegzagonal birim hücresine sahiptir. 665 oC de gama (Γ) fazı ile sıvı çinko arasındaki
diğer bir peritektik reaksiyondan oluşmaktadır. Yüksek sıcaklık (553 oC) ve uzun
süre (4 saat) daldırmada delta (δ) fazı iki morfolojiye ayrılmıştır: delta1 P, sınır
morfolojisi zengin çinko tarafında bulunmakta ve delta1 K, sıkı morfolojiye sahip
demirce zengin tarafta bulunmaktadır (Mackowiak J., 1979). Her iki morfolojinin
aynı kristalografik yapıya sahip olduğu bulunmuş (Gellings P.J., 1979).
Galvanizlemede kısa süre daldırmada sadece bir delta (δ) fazı morfolojisi
bulunmuştur (Jordan C.E., Marder A.R., 1997).
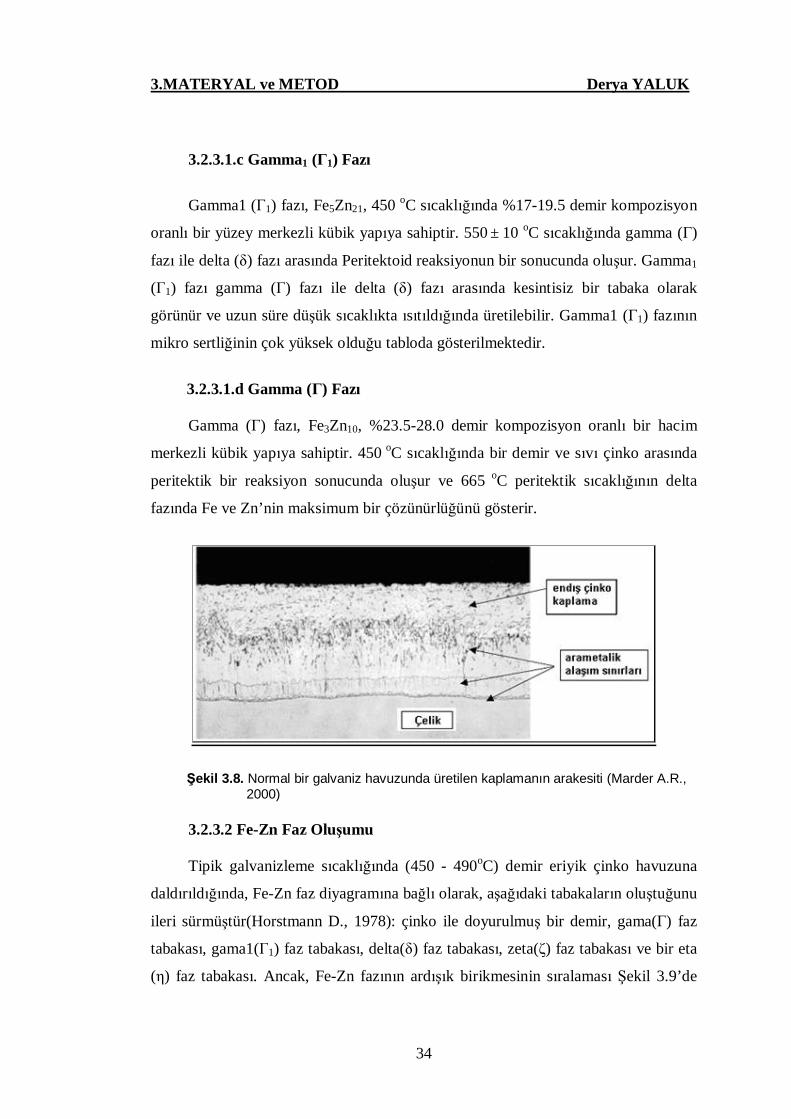
3.MATERYAL ve METOD Derya YALUK
34
3.2.3.1.c Gamma1 (Γ1) Fazı
Gamma1 (Γ1) fazı, Fe5Zn21, 450 oC sıcaklığında %17-19.5 demir kompozisyon
oranlı bir yüzey merkezli kübik yapıya sahiptir. 550 ± 10 oC sıcaklığında gamma (Γ)
fazı ile delta (δ) fazı arasında Peritektoid reaksiyonun bir sonucunda oluşur. Gamma1
(Γ1) fazı gamma (Γ) fazı ile delta (δ) fazı arasında kesintisiz bir tabaka olarak
görünür ve uzun süre düşük sıcaklıkta ısıtıldığında üretilebilir. Gamma1 (Γ1) fazının
mikro sertliğinin çok yüksek olduğu tabloda gösterilmektedir.
3.2.3.1.d Gamma (Γ) Fazı
Gamma (Γ) fazı, Fe3Zn10, %23.5-28.0 demir kompozisyon oranlı bir hacim
merkezli kübik yapıya sahiptir. 450 oC sıcaklığında bir demir ve sıvı çinko arasında
peritektik bir reaksiyon sonucunda oluşur ve 665 oC peritektik sıcaklığının delta
fazında Fe ve Zn’nin maksimum bir çözünürlüğünü gösterir.
Şekil 3.8. Normal bir galvaniz havuzunda üretilen kaplamanın arakesiti (Marder A.R.,
2000) 3.2.3.2 Fe-Zn Faz Oluşumu
Tipik galvanizleme sıcaklığında (450 - 490oC) demir eriyik çinko havuzuna
daldırıldığında, Fe-Zn faz diyagramına bağlı olarak, aşağıdaki tabakaların oluştuğunu
ileri sürmüştür(Horstmann D., 1978): çinko ile doyurulmuş bir demir, gama(Γ) faz
tabakası, gama1(Γ1) faz tabakası, delta(δ) faz tabakası, zeta(ζ) faz tabakası ve bir eta
(η) faz tabakası. Ancak, Fe-Zn fazının ardışık birikmesinin sıralaması Şekil 3.9’de

3.MATERYAL ve METOD Derya YALUK
35
görülüğü gibi ilk başta zeta(ζ) faz tabakasıyla başlar, ardından delta(δ) faz tabakası
ile devam eder ve belirli daldırma zamanından sonra gama(Γ) faz tabakası oluşur.
Işık optik mikroskobisinde Γ ve Γ1 fazının ikisini de içeren gama faz tabakası (Γ)
oldukça küçüktür. Fe-Zn faz tabakasının oluşumu, reaksiyon sırasına göre şematik
olarak Şekil 3.10 de gösterilebilir. Başlangıç zamanı t0 ile gösterilmiştir ve faz
büyümesi zamana bağlı olarak oluşur, t0<t1<t2<t3<t4. Saf bir Zn sıcak daldırılmış
kaplamada bulunan tipik bir morfoloji Şekil 3.9.’de görülmektedir. Bu fazların her
biri demir miktarının EPMA ölçümleriyle doğrulanmıştır. Gamma (Γ+Γ1) fazları
çelik alt tabakası ile delta(δ) faz tabakası arasında bir düzlemsel ara yüzeyli ince bir
tabaka olarak görünür.
Şekil 3.9. Bir ULC çelik alt tabanının 450 O C de 300sn daldırıldıktan sonra oluşan Zn
kaplamanın mikro yapısı 1) gama (Γ) fazı, 2) delta (δ) fazı, 3)zeta (ζ) fazı. (Marder A.R., 2000)
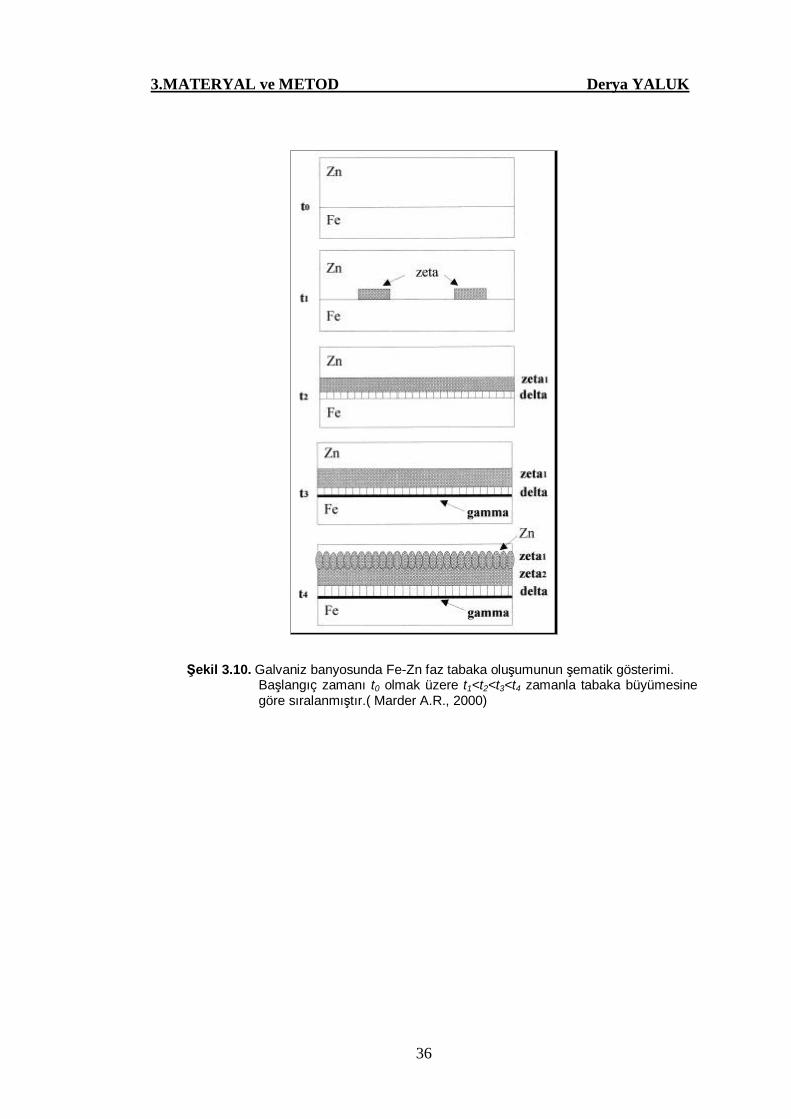
3.MATERYAL ve METOD Derya YALUK
36
Şekil 3.10. Galvaniz banyosunda Fe-Zn faz tabaka oluşumunun şematik gösterimi. Başlangıç zamanı t0 olmak üzere t1<t2<t3<t4 zamanla tabaka büyümesine göre sıralanmıştır.( Marder A.R., 2000)

3.MATERYAL ve METOD Derya YALUK
37
Şekil 3.11. Çelik Yüzeyinde Oluşan Katmanlar ve Sertlik Değerleri (Gimeco, 2004)
3.2.3.3 Fe-Zn Faz Reaksiyon Enerjisi
Çinko kaplamada toplam tabaka kinetiğini birlikte etkileyen daldırma sıcaklığı,
her bir faz tabakasında farklı büyüme kinetiği sergiler. Örneğin, 450 oC sıcaklığında
300 sn kısa daldırma zamanında Şekil 3.12’de zeta (ζ) faz katmanı ilk başta hızlı bir
şekilde büyür, sonra hızı azalır bu arada delta (Γ) faz katmanı yavaşça büyür ve
belirli bir zaman sonra kalınlığı daha hızlı bir şekilde artar. Gama faz katmanı (Γ+
Γ1) çok uzun bir periyottan sonra oluşur ve yaklaşık 1mm gibi maksimum bir
kalınlığa ulaşır (Jordan C.E., 1997). Aynı etki 457 oC’de 6 saat daldırıldığında da
gözlenmiş(Mackowiak J., 1979). Zeta faz tabakası çinko eriyiğine doğru yer
değiştirirken, gama faz katmanının (Γ+ Γ1) bütününün demirin içine doğru hareket
ettiğini belirtmiştir (Horstmann D., 1978).
Delta(δ) faz tabakası her iki yönde de büyür ancak genellikle çinko eriyiğine
doğru büyür. Böylece, gama faz katmanı (Γ+ Γ1) demirin içine doğru büyürken, hem
de bu delta(δ) faz tabakasının büyümesiyle azalır. Benzer olarak, delta(δ) faz
tabakası çinko eriyiğinin içine doğru ilerleyen zeta (ζ) faz tabakasının içine doğru
büyür.
EETTAA -- %%110000 ZZnn SSeerrttlliikk 7700 DDPPNN
ZZEETTAA --%%9944 ZZnn SSeerrttlliikk 117799 DDPPNN
DDEELLTTAA -- %%9900ZZnn SSeerrttlliikk 224444 DDPPNN
GGAAMMAA -- %%7755 ZZnn
CCEELLİİKK SSeerrttlliikk 115599 DDPPNN
FFee –– ZZnn AAIIaaşşıımmıı
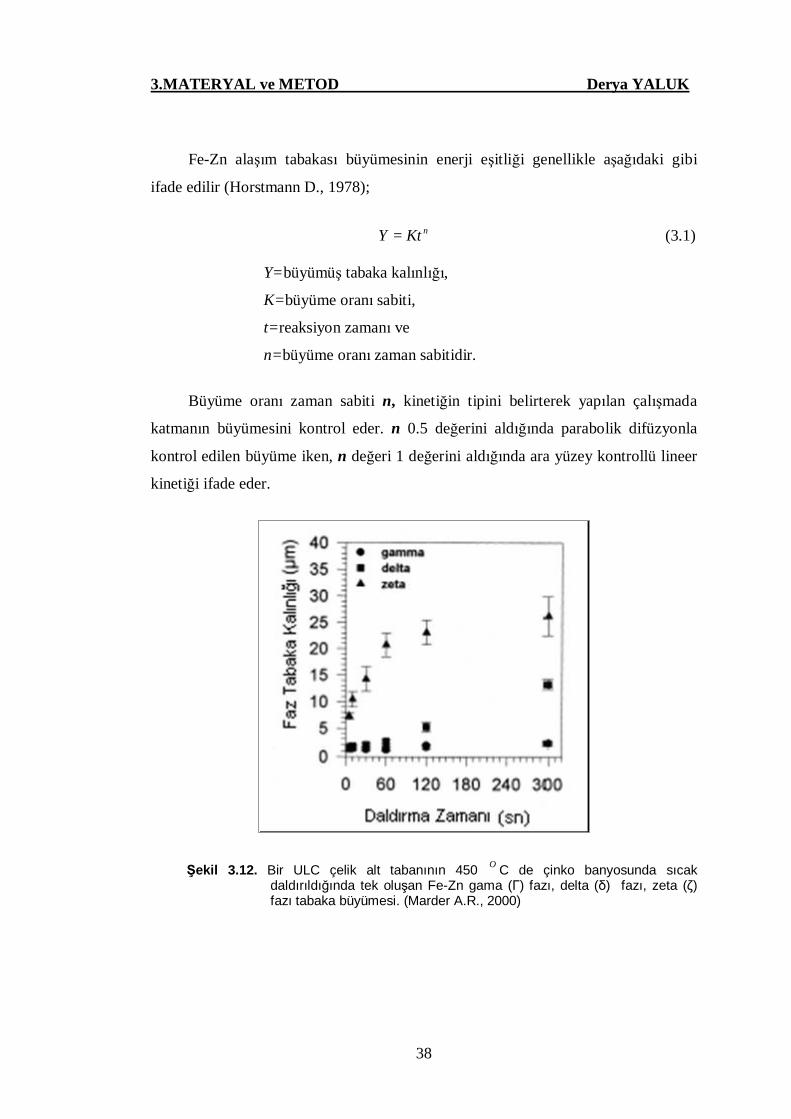
3.MATERYAL ve METOD Derya YALUK
38
Fe-Zn alaşım tabakası büyümesinin enerji eşitliği genellikle aşağıdaki gibi
ifade edilir (Horstmann D., 1978);
nKtY = (3.1)
Y=büyümüş tabaka kalınlığı,
K=büyüme oranı sabiti,
t=reaksiyon zamanı ve
n=büyüme oranı zaman sabitidir.
Büyüme oranı zaman sabiti n, kinetiğin tipini belirterek yapılan çalışmada
katmanın büyümesini kontrol eder. n 0.5 değerini aldığında parabolik difüzyonla
kontrol edilen büyüme iken, n değeri 1 değerini aldığında ara yüzey kontrollü lineer
kinetiği ifade eder.
Şekil 3.12. Bir ULC çelik alt tabanının 450 O C de çinko banyosunda sıcak
daldırıldığında tek oluşan Fe-Zn gama (Γ) fazı, delta (δ) fazı, zeta (ζ) fazı tabaka büyümesi. (Marder A.R., 2000)

3.MATERYAL ve METOD Derya YALUK
39
Çizelge 3.5. Düşük parabolik aralıkta alaşım tabakalarının büyümesi için n değeri. (Marder A.R., 2000)
Mackowaik ve Short (1979) tarafından geçmişte yapılan birçok çalışma
sonucunda Çizelge 3.5 oluşturulmuştur. Ancak birçok çalışma önemli ölçüde karbon
ve diğer alaşım elementleri içeren çelik alt tabakası üzerinde yürütülmüştür. Birçok
çalışma sürekli sıcak daldırma için uygun olmayan 1 saati aşan daldırma sürelerinde
gerçekleştirilmiştir. Buna karşın bu sonuçlardan yola çıkarak düşük parabolik
aralıkta n değerinin, delta (δ) faz tabaka büyümesi ve toplam faz tabaka büyümesi
için yaklaşık 0.5 civarında olma eğilimindedir. Zeta (ζ) ve gamma (Γ+ Γ1) faz tabaka
büyümesi için sırasıyla 0.35 ve 0.25’tir. Buna ek olarak Çizelge 3.6. de 450 oC de
300 sn ye kadar olan daldırma süresinde yapılan çalışma ciddi anlamda Çizelge 3.5.
deki çalışma sonucundaki değerlere yakın çıkmış. Sadece en önemli farklılık toplam
n tabaka değerinde görülmüştür. Ancak toplam tabaka, toplam kaplamada baskın
alaşım tabakasını yansıtmalıdır. 300 sn den daha az daldırma süresi için zeta (ζ) faz
tabakası kaplama morfolojisinde baksın durumdayken, uzun daldırma süresinde delta
(δ) faz tabakası kaplama yapısında baskın durumdadır.
Çizelge 3.6. 450 oC de 300 sn. kadar (% 0.003 C ağırlık içeren) çelik alt tabakası ile
saf bir çinko demir (%0.03 Fe ağırlık içeren) bireysel faz tabaka büyümesinde n değerleri. (Marder A.R., 2000)
Alaşım tabakası n değeri Gamma (Γ) 0.24 ± 0.06 Delta (δ) 0.54 ± 0.11 Zeta (ζ) 0.32 ± 0.03 Toplam 0.35 ± 0.02
Sıvı çinko ve saf demir arasındaki reaksiyonun enerjisine sıcaklığın etkisi
(demir kaybı deneylerine bağlı olan), 495 oC de uzun daldırma süresi için toplam
tabaka kinetiği paraboliklik gösterir (düşük parabolik bölge) ve 520 oC üzerinde
Kaynak Γ δ ζ Toplam Katman
Allen 0.25 0.65 0.35 0.55
Rowland 0.13 0.53 0.31 - Blickwede 0.10 0.60 0.16 - Horstmann ve Peters 0.50 0.50 - - Sjoukes 0.23 0.58 0.26 Onishi ve ark. 0.23 0.49 0.36 0.43
3.MATERYAL ve METOD Derya YALUK
40
tekrar paraboliklik gösterir (yüksek parabolik bölge). Lineer bölge, bu iki bölgede
oluşur ancak kısa daldırma süresinde yapılan deneyler (30 dk’ya kadar olanlar) hem
de bu bölgede paraboliklik etki gösterir. Sıcaklığın artmasıyla zeta (ζ) faz tabakası
495 oC’e kadar azalırken, bundan sonra sürekli bir zeta (ζ) faz tabakasının oluşması
mümkün değildir (Marder A.R., 2000).
3.3. Galvanizleme İşlemi Sırasında Dikkat Edilmesi Gerekenler
3.3.1. Çeliğin Yapısı
ÇELİK, bir Demir (Fe) ve Karbon (C) alaşımıdır. C’dan başka farklı oranlarda
alaşım elementleri ve empürite (saf olmayan, kirlilik yaratan) elementler bulunur.
Çeliğe farklı özellikler kazandıran içerdiği elementlerin kimyasal bileşimi ve çeliğin
içyapısıdır. Çeliğe değişik oranlarda alaşım elementleri katılabileceği gibi, çeşitli
işlemler (ıslah, normalizasyon vs.) ile içyapı da kontrol edilerek kullanım amacına
göre değişik özelliklerde çelik elde edilir.
Mangan(Mn), Fosfor (P), Kükürt (S) ve Silisyum (Si) üretim sırasında
hammaddeden kaynaklanan elementler olup, çelik bünyesinde belirli oranlarda
bulunur. Diğer alaşım elementleri ise (Cr, Ni vs.) ferro-alyajlar veya metal formunda
istenilen miktarlarda çelik bünyesine ilave edilir. Çelik, demir cevherinden veya
hurdadan geri dönüşüm ile iki şekilde üretilmektedir. Sıvı çelik üretildikten sonra
döküm ile ingot olarak veya sürekli döküm yöntemi ile kütük veya slab olarak
şekillendirilir.
Vasıflı Çelikler alaşımsız, düşük alaşımlı ve alaşımlı çelikler olup, kitlesel
olarak üretilen çeliklerden bazı noktalarda ayrılmaktadır. Bu noktalar;
• Üretim yöntemi,
• Üretim araçları,
• Alt limitlerde bulunan S, P ve diğer empüriteler ile çözünmüş gaz miktarları
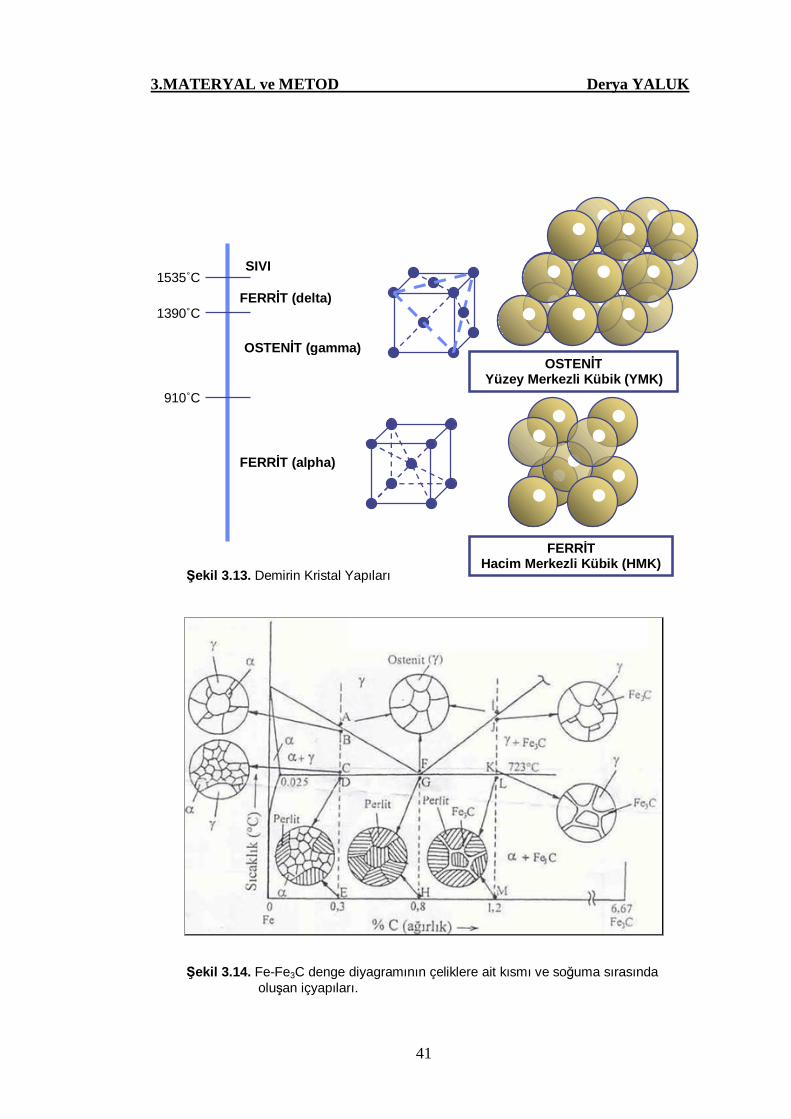
3.MATERYAL ve METOD Derya YALUK
41
Şekil 3.13. Demirin Kristal Yapıları
Şekil 3.14. Fe-Fe3C denge diyagramının çeliklere ait kısmı ve soğuma sırasında oluşan içyapıları.
910˚C
1390˚C
1535˚C
OSTENİT (gamma)
SIVI
FERRİT (delta)
FERRİT (alpha)
FERRİT Hacim Merkezli Kübik (HMK)
OSTENİT Yüzey Merkezli Kübik (YMK)
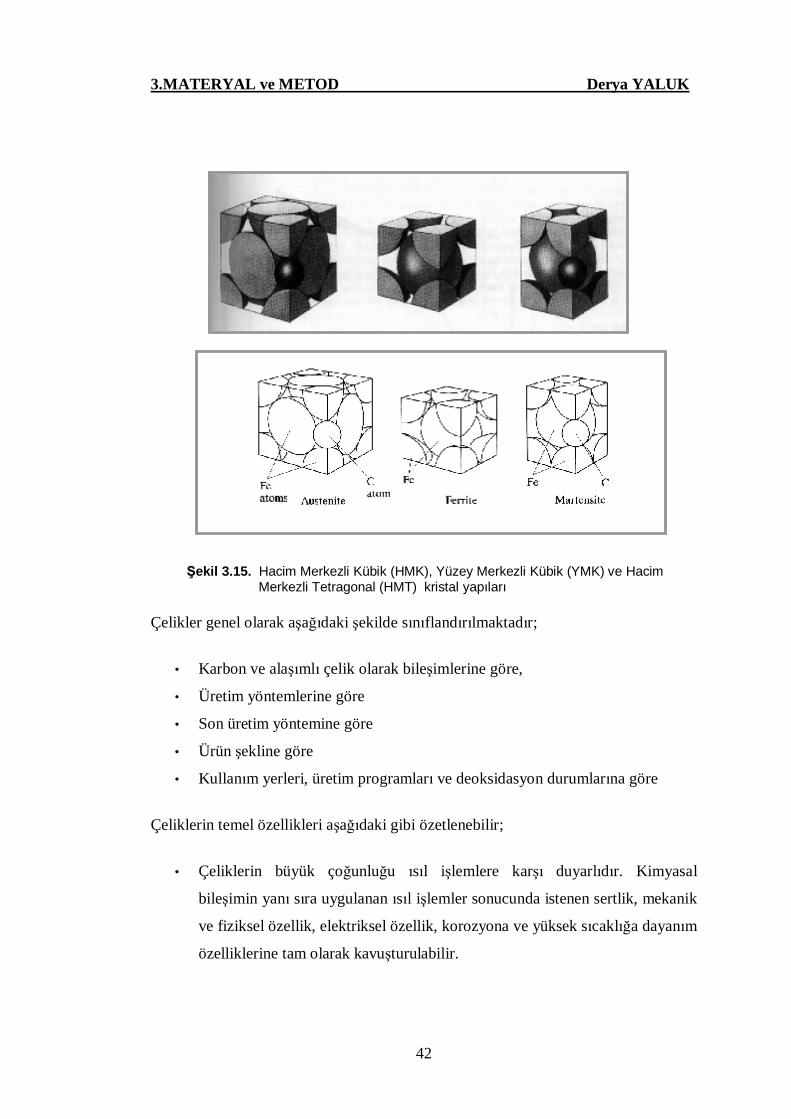
3.MATERYAL ve METOD Derya YALUK
42
Şekil 3.15. Hacim Merkezli Kübik (HMK), Yüzey Merkezli Kübik (YMK) ve Hacim Merkezli Tetragonal (HMT) kristal yapıları
Çelikler genel olarak aşağıdaki şekilde sınıflandırılmaktadır;
• Karbon ve alaşımlı çelik olarak bileşimlerine göre,
• Üretim yöntemlerine göre
• Son üretim yöntemine göre
• Ürün şekline göre
• Kullanım yerleri, üretim programları ve deoksidasyon durumlarına göre
Çeliklerin temel özellikleri aşağıdaki gibi özetlenebilir;
• Çeliklerin büyük çoğunluğu ısıl işlemlere karşı duyarlıdır. Kimyasal
bileşimin yanı sıra uygulanan ısıl işlemler sonucunda istenen sertlik, mekanik
ve fiziksel özellik, elektriksel özellik, korozyona ve yüksek sıcaklığa dayanım
özelliklerine tam olarak kavuşturulabilir.
3.MATERYAL ve METOD Derya YALUK
43
• Çelikler yapılarının gerektirdiği sıcaklıklara kadar ısıtıldıklarında şekillenme
özelliğine kavuşur (haddeleme, presleme, dövme).
• Ayrıca kimyasal bileşim ve içyapı olarak uygun olan çelikler haddeleme,
presleme gibi yöntemlerle soğuk olarak da şekillendirilebilir.
• Talaş kaldırıcı tezgâhlarda işlenerek, istenilen şekil ve yüzey düzgünlüğüne
getirilebilir.
• Kimyasal bileşim olarak uygun olan çelikler kaynak işlemi ile birleştirilebilir.
• Çeliklerin büyük bir bölümü çeşitli yöntemler ile metal ile kaplanmaya,
emaye yapılmaya, boyanmaya ve plastik maddeler ile kaplanmaya
elverişlidir.
3.3.2 Alt Tabaka Olarak Çelik Seçimi
Galvanizleme için bilinmeyen bir çelik geldiğinde ilk olarak çeliğin kimyasal
kompozisyonun belirlenmesi gerekir.
Çoğu özel çelikler de Karbon (C), Fosfor (P), Mangan(Mn), Silisyum(Si),
Kükürt (S), Krom(Cr), Nikel (Ni) bulunur ve hem de Bakır (Cu), Vanadyum (V) ve
diğer elementler çeliğe katkılandırılarak özel bir performans kazandırabilir. Çeliğin
yapısında bulunan elementler çeliğe özel bir performans kazandırması yanında
galvaniz kaplamanın kalitesine, görüntüsüne, ömrüne önemli derecede etkide
bulunmaktadır.
3.3.2.1 Karbonlu Çelikler
Mn, Si gibi alaşım elementlerinin bir veya ikisinin çeliğin içindeki değerleri, -
en az-Mn %1.65- Si % 0.60’ı geçmiyor ve kimyasal bileşiminde başka herhangi bir
alaşım elementinin belirli bir miktarda –en az-bulunması istenmiyor ise, bu çelikler
karbonlu çelikler sınıfına girerler.
3.3.2.2 Alaşımlı Çelikler
Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri
kazanmak için, bir veya birden fazla alaşım elementi eklenerek yapılan çelikler
alaşımlı çeliklerdir. Mn, Si, gibi alaşım elementlerinin bir veya birden fazlasının,
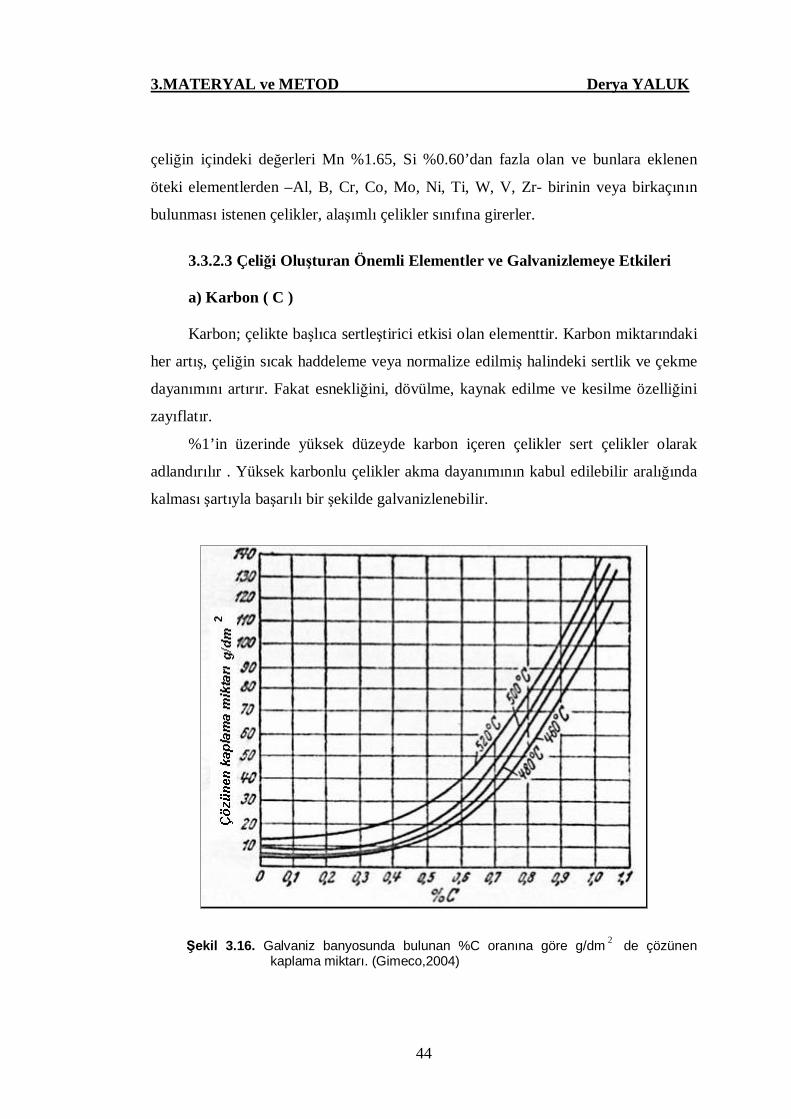
3.MATERYAL ve METOD Derya YALUK
44
çeliğin içindeki değerleri Mn %1.65, Si %0.60’dan fazla olan ve bunlara eklenen
öteki elementlerden –Al, B, Cr, Co, Mo, Ni, Ti, W, V, Zr- birinin veya birkaçının
bulunması istenen çelikler, alaşımlı çelikler sınıfına girerler.
3.3.2.3 Çeliği Oluşturan Önemli Elementler ve Galvanizlemeye Etkileri
a) Karbon ( C )
Karbon; çelikte başlıca sertleştirici etkisi olan elementtir. Karbon miktarındaki
her artış, çeliğin sıcak haddeleme veya normalize edilmiş halindeki sertlik ve çekme
dayanımını artırır. Fakat esnekliğini, dövülme, kaynak edilme ve kesilme özelliğini
zayıflatır.
%1’in üzerinde yüksek düzeyde karbon içeren çelikler sert çelikler olarak
adlandırılır . Yüksek karbonlu çelikler akma dayanımının kabul edilebilir aralığında
kalması şartıyla başarılı bir şekilde galvanizlenebilir.
Şekil 3.16. Galvaniz banyosunda bulunan %C oranına göre g/dm 2 de çözünen
kaplama miktarı. (Gimeco,2004)
3.MATERYAL ve METOD Derya YALUK
45
b) Mangan ( Mn )
Mangan; çeliğin dayanımını geliştirir. Esnekliğini az miktarda azaltır. Dövme
ve kaynak edilme özelliğine olumlu etkide bulunur. Manganın, sertlik ve dayanımı
artıran özelliği, karbon miktarına bağlıdır. Manganın yüksek karbonlu çeliklerdeki
etkisi, düşük karbonlu çeliklere oranla daha fazladır. Mangan, sertlik derinliğini
artırır. Korozyona olan dayanımını geliştirir.
Manganın yüksek oranını içeren çelikler(%1’in üzerinde) dayanıklı çelikler
olarak adlandırılır. Konvansiyel çeliklerle kıyaslandığında, yüksek manganlı çelikler
kaplamadan alındığında kolayca zarar görebilen ve kolay kırılabilen kahverengi
kaplama oluştururlar
c) Molibden (Mo) Molibden; çeliğin çekme dayanımını, özellikle ısıya dayanımı ile kaynak
edilme özeliğini artırır. Yüksek miktarlarda molibden, çeliklerin dövülmesini
güçleştirir. Molibden, kromla birlikte daha çok kullanılır. Molibdenin etkisi volframa
benzer.
Alaşımlı çeliklerde molibden; krom-nikelle birlikte kullanıldığında, çeliğin
akma ve çekme dayanımını artırır. Molibden, kuvvetli karbür meydan getirdiğinden,
hava ve sıcak iş çeliklerinde, ostenitik paslanmaz çeliklerde, semeltasyon, genel yapı
çelikleriyle ısıya dayanımlı çeliklerin yapımında kullanılır.
d) Vanadyum (V)
Vanadyum; çok düşük miktarlarda kullanıldığında, çeliğin sıcağa dayanımını
artırır. Vanadyum, alaşımlı makine yapı çelikleri tane yapılarının ince olmasını ve
fiziksel özelliklerinin geliştirilmesini sağlar.
Aynı zamanda, çelik kesici uçlarının, daha uzun zaman keskin kalmasını sağlar.
Genellikle, alaşımlı makine yapım çeliklerinde bulunan vanadyum miktarı % 0,03-
0,25 arasında değişir. Karbür yapmaya karşı kuvvetli bir eğilimi vardır. Çeliğin
çekme ve akma dayanımını artırır. Makine yapım ve sıcak iş çeliklerinde özellikle
vanadyum krom ve makine yapım çeliklerinde volframla birlikte kullanılır.
3.MATERYAL ve METOD Derya YALUK
46
e) Volfram (W)
Volfram; çeliğin dayanımını artıran bir alaşım elementidir. Takım çeliklerinde,
kesici kenarlar sertliğinin artmasını, kullanma ömrünün uzamasını ve yüksek ısıya
dayanımını sağlar. Bu yönden hava çeliklerinde, takım çeliklerinde ve ıslah
çeliklerinde, alaşım elementi olarak yaygın bir şekilde kullanılır. Çelikte volframın
bulunması belirli yüzdelere kadar kaynak edilebilme özelliğini geliştirir. Çeliğe ilave
edilecek beher volfram yüzdesi, akma ve çekme dayanımını 4 kg/mm² ‘ ye kadar
artırır. Volframın karbür meydana getirmeye karşı kuvvetli eğilimi olup, yüksek
çalışma sıcaklığında, çeliğin menevişlenip sertliğini kaybetmesini sağladığından,
sıcağa dayanımlı çeliklerin yapımında tercih edilir.
f) Silisyum (Si)
Silisyum; çelik dökümlerde fiziksel dayanımı ve özgül ağırlığı artırır. Silisyum,
mangan gibi bütün çeliklerde bulunan bir elementtir. Çelik yapımında demir
cevherinden veya ocak astarı olan tuğlalardan da bir miktar silis, çeliğin bünyesine
kendiliğinden girer. Silisyumlu çelikler deyimi; bileşiminde %0,40 tan fazla silisyum
olan çelikler için kullanılır. Çelikte silisyum bulunması esnekliği eksi yönde etkilerse
de beher %1 artış için çekme dayanımı 10 kg/mm, akma dayanımını da benzer
oranda artırır. %1-4 arasında silisyum bulunan çelikler, kimyasal tepkilere karşı
dayanımlı olduklarından, bu durumdaki çelikler dövülemezler.
%2’nin üstünde olabilen yüksek düzeyde silisyum içeren çelikler Yay Çeliği
olarak adlandırılır. Yüksek silisyum içeren çelikler kırılgan olabilen kalın galvaniz
kaplama oluşturabilir. Çünkü çelik çinko ile hızlı bir şekilde reaksiyona girer.
Yüksek silisyum içermesinin etkilerini azaltmak için mümkün olabilen en kısa
zamanda çinko havuzundan çıkarılmalıdır.
Çelik kompozisyonundaki silisyum oranı %0.03-0.12 arasında olan çeliklerin
literatürde “Sandalin Etkisi” olarak adlandırılan sıcak galvanizleme çok kalın bir
kaplama tabakası oluşturduğu bilinmektedir (Hansel G., 1980).
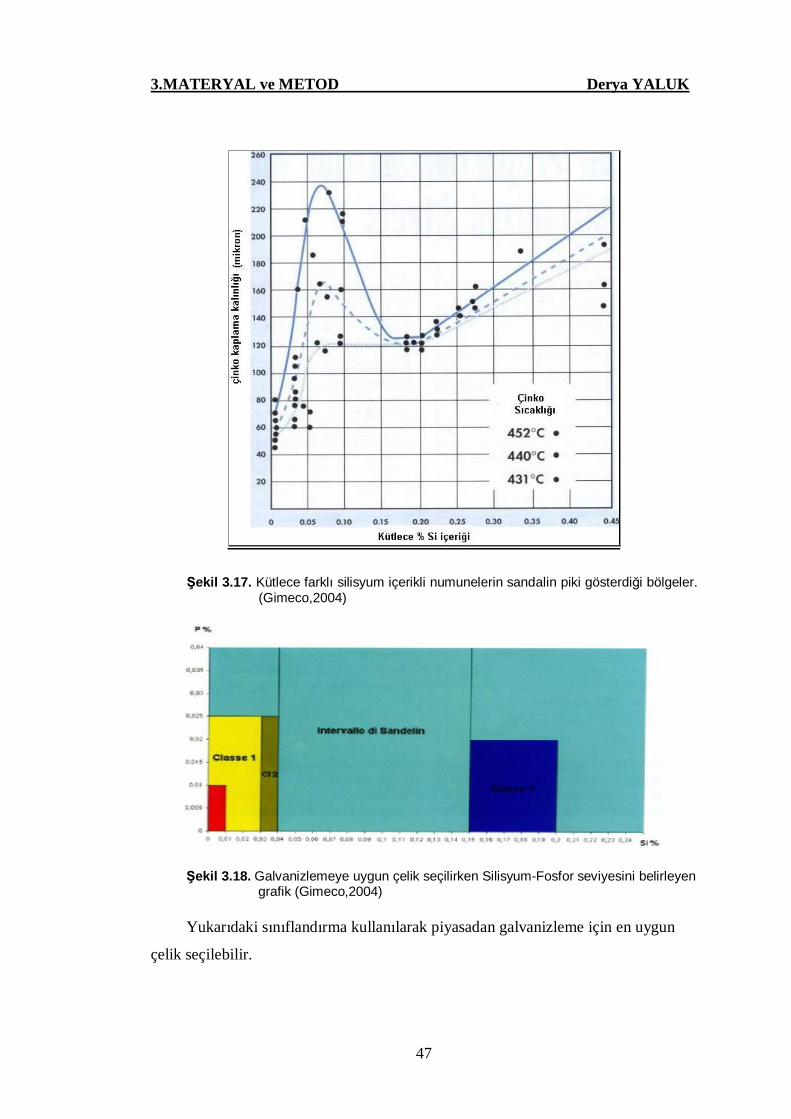
3.MATERYAL ve METOD Derya YALUK
47
Şekil 3.17. Kütlece farklı silisyum içerikli numunelerin sandalin piki gösterdiği bölgeler.
(Gimeco,2004)
Şekil 3.18. Galvanizlemeye uygun çelik seçilirken Silisyum-Fosfor seviyesini belirleyen
grafik (Gimeco,2004)
Yukarıdaki sınıflandırma kullanılarak piyasadan galvanizleme için en uygun
çelik seçilebilir.
3.MATERYAL ve METOD Derya YALUK
48
g) Fosfor ( P ) Fosfor; genel olarak çelikte zararlı olarak bilinir. Yüksek nitelikteki çeliklerde
fosfor yüzdesi en çok % 0.030- 0.050 arasında tutulur.
Yüksek düzeyde fosfor içeren çelikler elektriksel çelikler olarak adlandırılır.
Yüksek fosfor içeren çelikler nadiren galvanizleme işleminde kullanılır,
galvanizleme için uygun değildirler. Bu tür çelikler çok hızlı bir şekilde çinkoyla
reaksiyona girerek kalın, kolayca zarar görebilen ve yüzeyde deleminasyona neden
olan koyu bir kaplama formu oluşturur.
h) Kükürt ( S )
Kükürt; çeliği kırılgan yapar ve haddelenmesini güçleştirir. Çeliğin işlenebilme
özelliğinin artırılması söz konusu olmadığı hallerde fosfor gibi istenmeyen yabancı
maddeler olarak kabul edilen bir elementtir. Normal olarak müsaade edilen miktar en
çok % 0.025- 0.050 arasında sınırlandırılır.
Yüksek düzeyde kükürt içeren çelikler serbest makine çeliği olarak adlandırılır.
Yüksek kükürtlü çelikler yüksek hızlı makine parçaları yapımında kullanılır ve
bunlar galvanizlenmemelidirler. Yüksek kükürt içeren çelik galvanizleme işleminde
ciddi bir şekilde aşınabilir ve buna maruz kalan parçalar işlevlerini kaybederek
kullanılamazlar.
ı) Krom ( Cr )
Krom; çeliğin dayanım özelliğini artıran fakat buna karşılık esnekliğini çok az
bir dereceye kadar eksi yönde etkileyen bir alaşım elementidir. Krom, çeliğin sıcağa
dayanımını artırır. Kabuk- tufal- yapmayı önler. İçinde yüksek oranda krom
bulunması, çeliğin paslanmaya karşı dayanımını artırır.
Kromlu paslanmaz çeliklerde krom arttıkça, kaynak edilebilme yeteneği azalır.
Krom, dengesi çabuk bozulmayan karbürü meydana getirir. Çelikte beher %1
oranındaki krom yüzdesi artışına karşılık, çekme dayanımında yaklaşık olarak 8-10
kg/mm 2 ’lik bir atış görülür. Aynı oran içinde olmamakla beraber, akma dayanımı
yükselirse de çentik dayanımı düşer.
3.MATERYAL ve METOD Derya YALUK
49
Yüksek düzeyde nikel ve krom içeren çelikler paslanmaz çelik olarak
adlandırılır. Paslanmaz çelikler galvanizlenebilirler ancak sıvı metalde gevreklikten
kolayca etkilenebilir ve eriyik çinkoda daldırmadan sonra istifleme sırasında kırılma
olabilir.
j) Nikel ( Ni )
Nikel; çeliğin dayanımını silisyum ve mangana kıyasla daha az artırır. Çelikte
nikel, özellikle kromla, birlikte bulunduğu zaman, sertliğin derinliklere inmesini
sağlar.
Krom-nikelli çelikler paslanmaz, kabuklaşmaya ve ısıya dayanımlıdır.
Özellikle düşük sıcaklıklarda, makine yapım çeliklerinin çentik dayanımını artırır.
Nikel, ıslah ve sementasyon çeliklerinin dayanımını artırdığı gibi, istenen yapıdaki
çelikler, paslanmaya ve kabuklaşmaya dayanımlı çelikler için uygun bir alaşım
elementidir.
Richard R.W.’nın farklı çelik kompozisyonları ile yapmış olduğu galvaniz
kaplama deney sonuçları Çizelge 3.7.’de sunulmuştur.
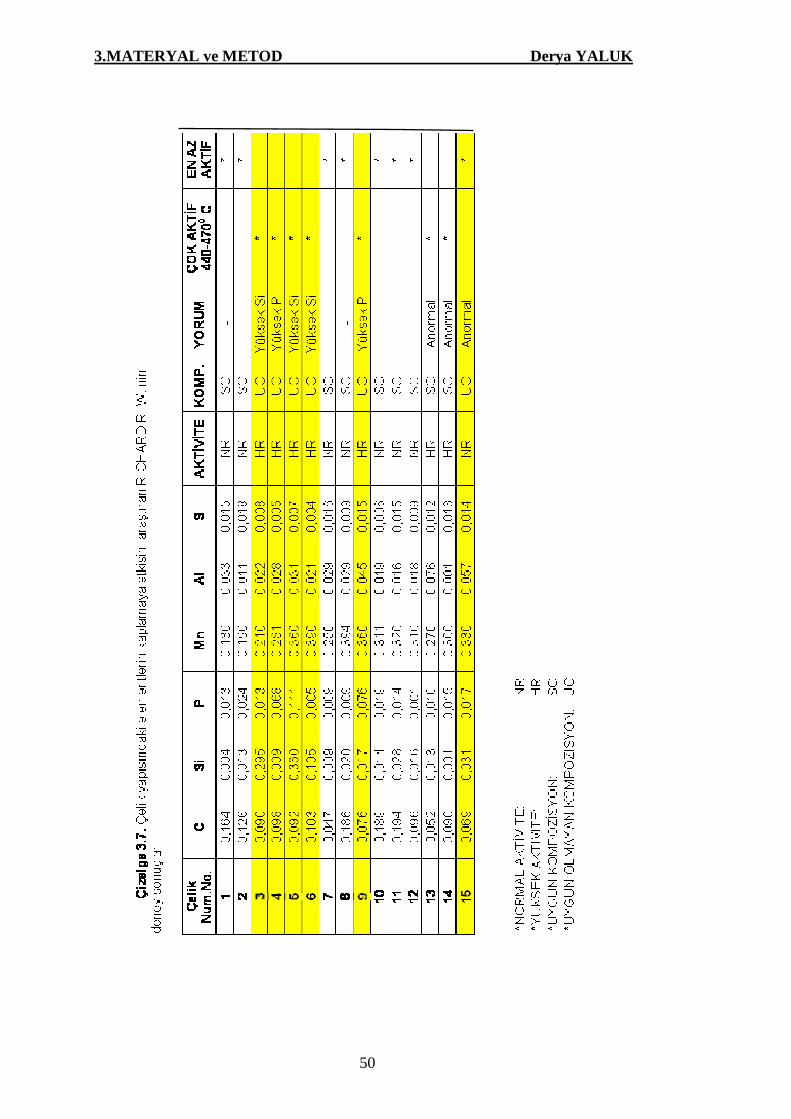
3.MATERYAL ve METOD Derya YALUK
50
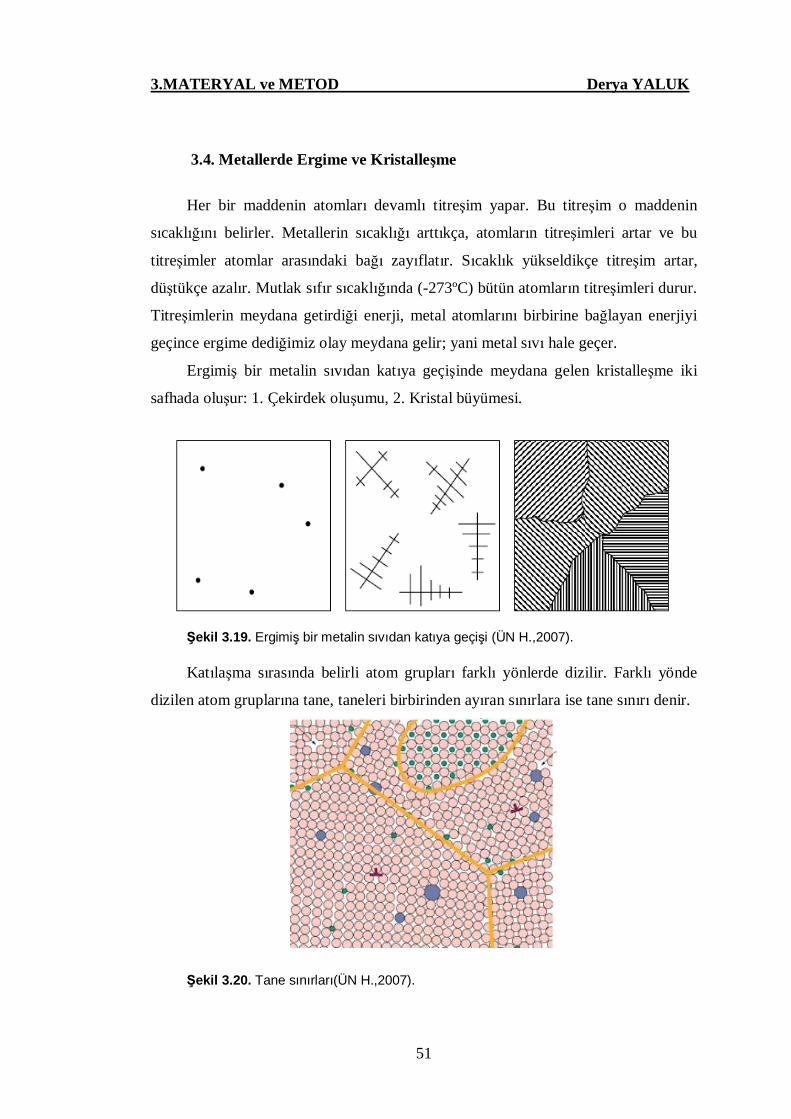
3.MATERYAL ve METOD Derya YALUK
51
3.4. Metallerde Ergime ve Kristalleşme
Her bir maddenin atomları devamlı titreşim yapar. Bu titreşim o maddenin
sıcaklığını belirler. Metallerin sıcaklığı arttıkça, atomların titreşimleri artar ve bu
titreşimler atomlar arasındaki bağı zayıflatır. Sıcaklık yükseldikçe titreşim artar,
düştükçe azalır. Mutlak sıfır sıcaklığında (-273ºC) bütün atomların titreşimleri durur.
Titreşimlerin meydana getirdiği enerji, metal atomlarını birbirine bağlayan enerjiyi
geçince ergime dediğimiz olay meydana gelir; yani metal sıvı hale geçer.
Ergimiş bir metalin sıvıdan katıya geçişinde meydana gelen kristalleşme iki
safhada oluşur: 1. Çekirdek oluşumu, 2. Kristal büyümesi.
Şekil 3.19. Ergimiş bir metalin sıvıdan katıya geçişi (ÜN H.,2007). Katılaşma sırasında belirli atom grupları farklı yönlerde dizilir. Farklı yönde
dizilen atom gruplarına tane, taneleri birbirinden ayıran sınırlara ise tane sınırı denir.
Şekil 3.20. Tane sınırları(ÜN H.,2007).

3.MATERYAL ve METOD Derya YALUK
52
Hertaraftan serbest yüzeylerle çevrili ve tane sınırları bulunmayan kristal
yapıya tek kristal denir. Tane sınırları yüksek enerjilidir (Yüzey gerilimi). Tane
sınırları kimyasal reaksiyona girebildiği için üzerine dökülen kimyasallar ile tespit
edilir.
3.4.1. Kristal Hataları Kristal hatalar genel olarak 4 grupa ayrılır.
a) Nokta Hataları
b) Çizgi Hataları
c) Yüzeysel Hatalar
d) Segregasyon
3.4.1.a. Nokta Hataları
Boş yer (Porozite): Katılaşma sırasında büzülme, yeterli sıvı olmaması veya
içeride gaz hapsolması nedenleri ile oluşur. Süreksizlik, kesitte daralma, mukavemet
kaybı nedenidir.
boş yer Şekil 3.21. Nokta Hataları, boş yer gösterimi(ÜN H.,2007).
Boşluklar atomların kristal içerisinde hareketlerini kolaylaştırır.
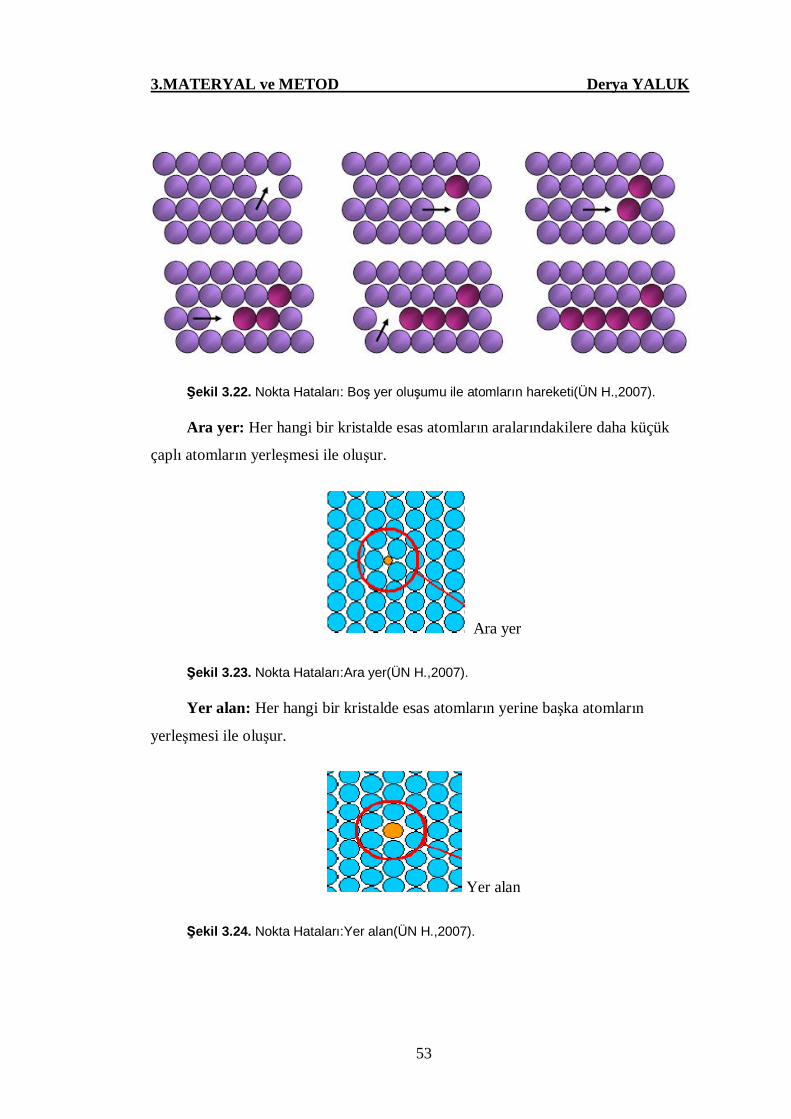
3.MATERYAL ve METOD Derya YALUK
53
Şekil 3.22. Nokta Hataları: Boş yer oluşumu ile atomların hareketi(ÜN H.,2007). Ara yer: Her hangi bir kristalde esas atomların aralarındakilere daha küçük
çaplı atomların yerleşmesi ile oluşur.
Ara yer
Şekil 3.23. Nokta Hataları:Ara yer(ÜN H.,2007). Yer alan: Her hangi bir kristalde esas atomların yerine başka atomların
yerleşmesi ile oluşur.
Yer alan
Şekil 3.24. Nokta Hataları:Yer alan(ÜN H.,2007).
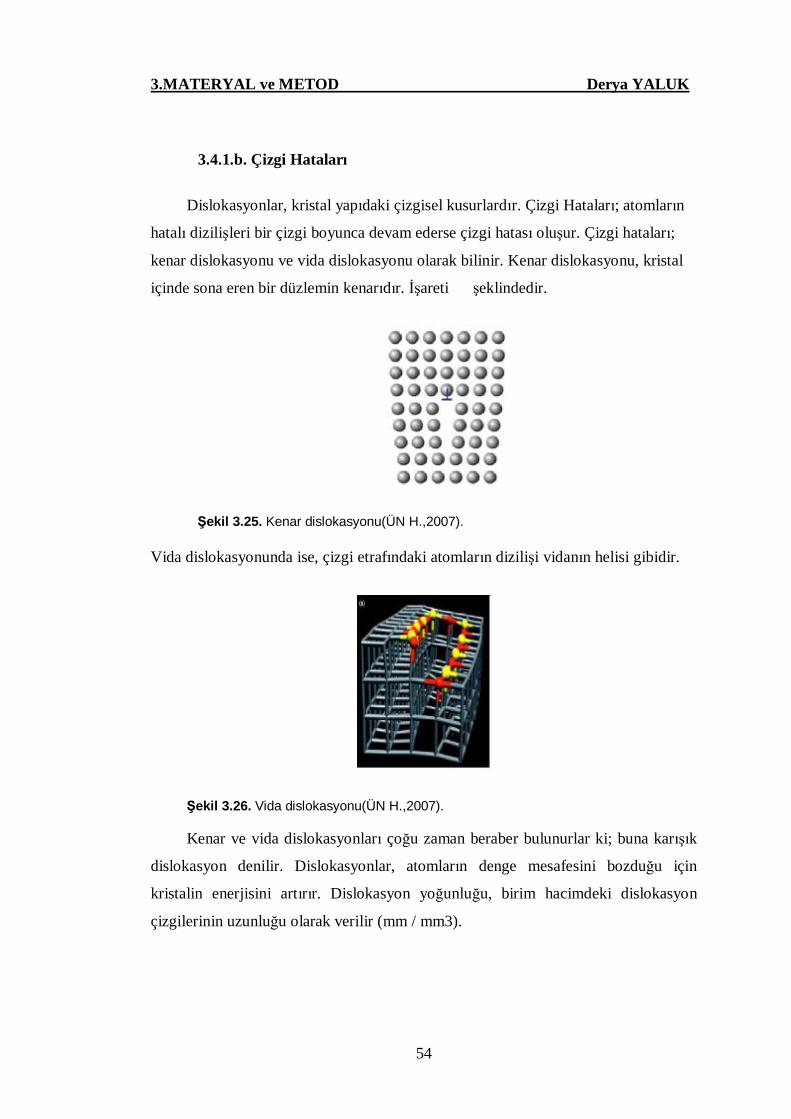
3.MATERYAL ve METOD Derya YALUK
54
3.4.1.b. Çizgi Hataları
Dislokasyonlar, kristal yapıdaki çizgisel kusurlardır. Çizgi Hataları; atomların
hatalı dizilişleri bir çizgi boyunca devam ederse çizgi hatası oluşur. Çizgi hataları;
kenar dislokasyonu ve vida dislokasyonu olarak bilinir. Kenar dislokasyonu, kristal
içinde sona eren bir düzlemin kenarıdır. İşareti ⊥ şeklindedir.
Şekil 3.25. Kenar dislokasyonu(ÜN H.,2007). Vida dislokasyonunda ise, çizgi etrafındaki atomların dizilişi vidanın helisi gibidir.
Şekil 3.26. Vida dislokasyonu(ÜN H.,2007). Kenar ve vida dislokasyonları çoğu zaman beraber bulunurlar ki; buna karışık
dislokasyon denilir. Dislokasyonlar, atomların denge mesafesini bozduğu için
kristalin enerjisini artırır. Dislokasyon yoğunluğu, birim hacimdeki dislokasyon
çizgilerinin uzunluğu olarak verilir (mm / mm3).
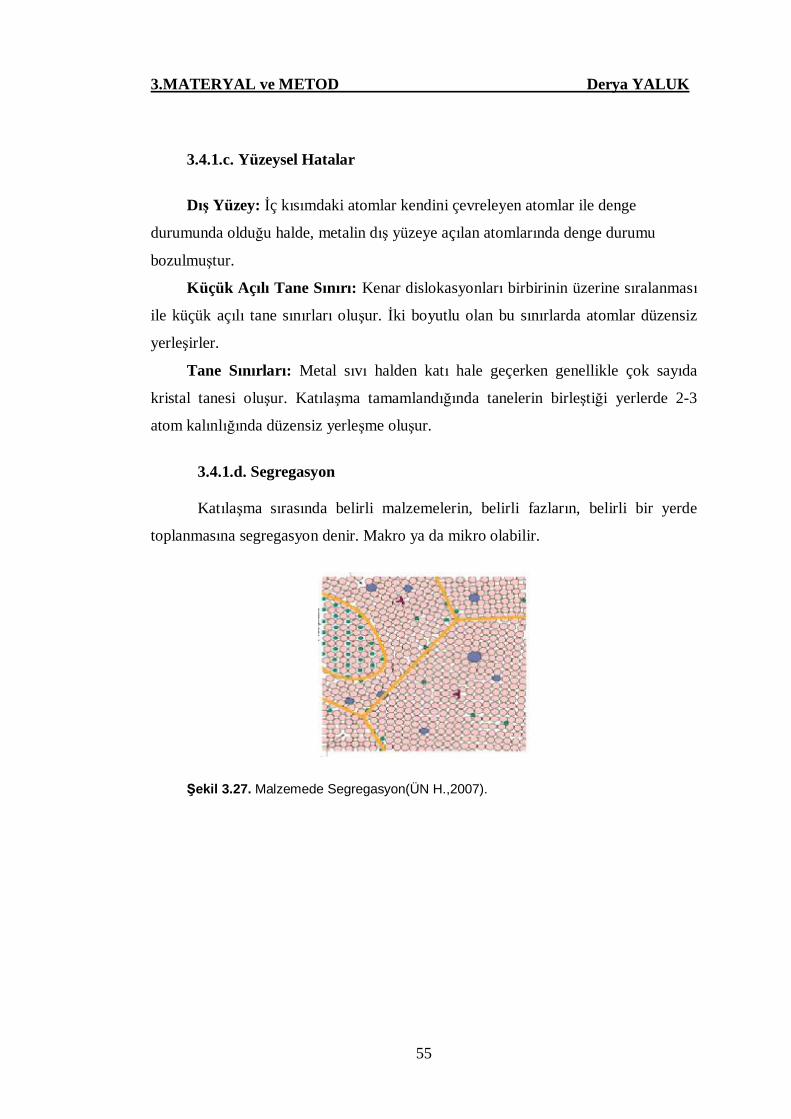
3.MATERYAL ve METOD Derya YALUK
55
3.4.1.c. Yüzeysel Hatalar
Dış Yüzey: İç kısımdaki atomlar kendini çevreleyen atomlar ile denge
durumunda olduğu halde, metalin dış yüzeye açılan atomlarında denge durumu
bozulmuştur.
Küçük Açılı Tane Sınırı: Kenar dislokasyonları birbirinin üzerine sıralanması
ile küçük açılı tane sınırları oluşur. İki boyutlu olan bu sınırlarda atomlar düzensiz
yerleşirler.
Tane Sınırları: Metal sıvı halden katı hale geçerken genellikle çok sayıda
kristal tanesi oluşur. Katılaşma tamamlandığında tanelerin birleştiği yerlerde 2-3
atom kalınlığında düzensiz yerleşme oluşur.
3.4.1.d. Segregasyon
Katılaşma sırasında belirli malzemelerin, belirli fazların, belirli bir yerde
toplanmasına segregasyon denir. Makro ya da mikro olabilir.
Şekil 3.27. Malzemede Segregasyon(ÜN H.,2007).
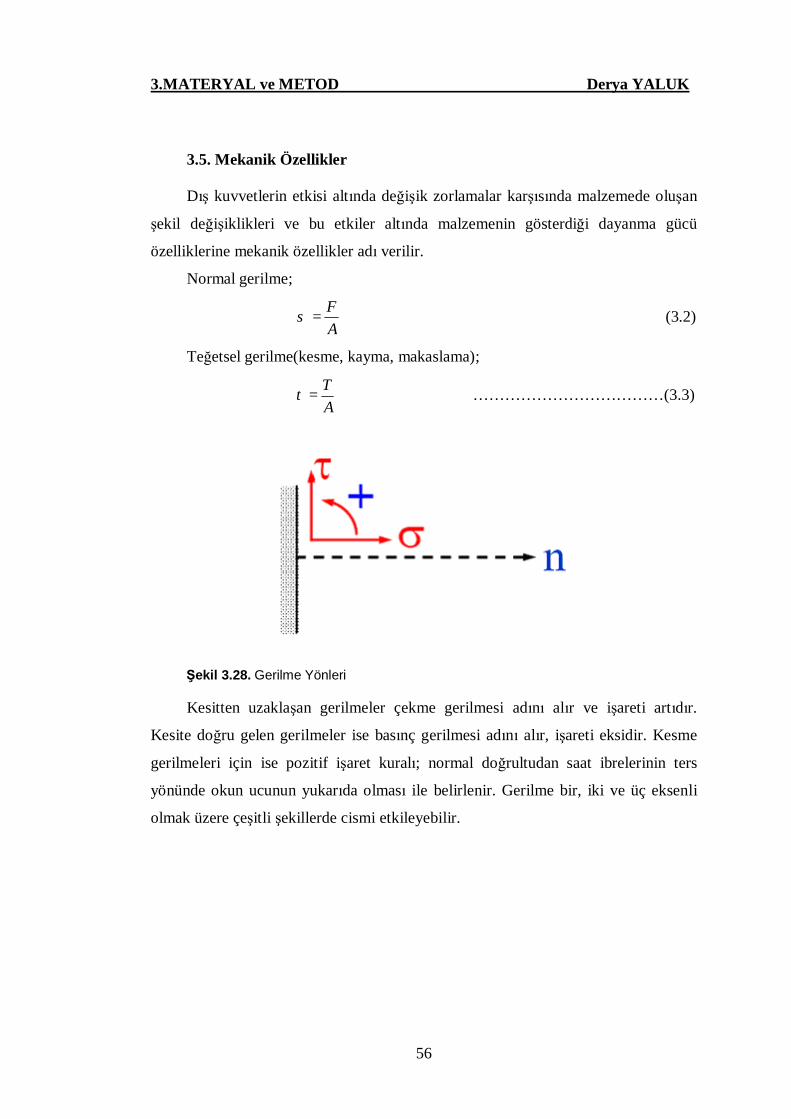
3.MATERYAL ve METOD Derya YALUK
56
3.5. Mekanik Özellikler
Dış kuvvetlerin etkisi altında değişik zorlamalar karşısında malzemede oluşan
şekil değişiklikleri ve bu etkiler altında malzemenin gösterdiği dayanma gücü
özelliklerine mekanik özellikler adı verilir.
Normal gerilme;
AF
=σ (3.2)
Teğetsel gerilme(kesme, kayma, makaslama);
AT
=τ ………………………………(3.3)
Şekil 3.28. Gerilme Yönleri Kesitten uzaklaşan gerilmeler çekme gerilmesi adını alır ve işareti artıdır.
Kesite doğru gelen gerilmeler ise basınç gerilmesi adını alır, işareti eksidir. Kesme
gerilmeleri için ise pozitif işaret kuralı; normal doğrultudan saat ibrelerinin ters
yönünde okun ucunun yukarıda olması ile belirlenir. Gerilme bir, iki ve üç eksenli
olmak üzere çeşitli şekillerde cismi etkileyebilir.
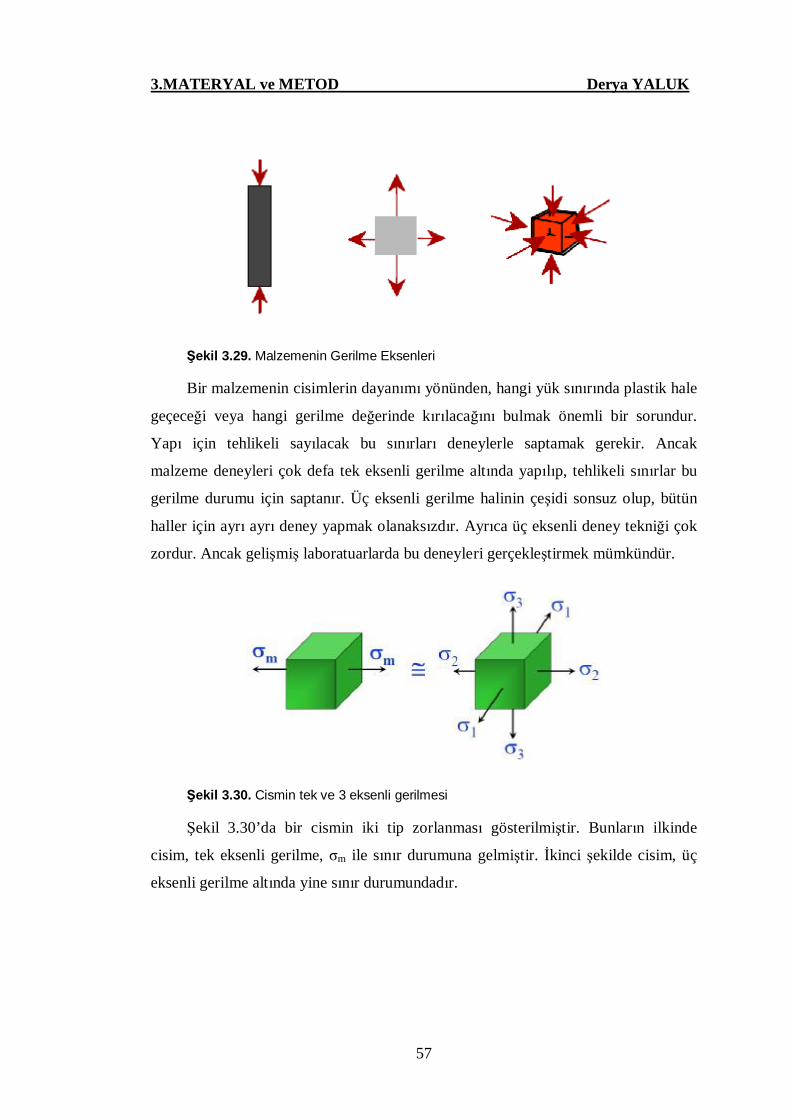
3.MATERYAL ve METOD Derya YALUK
57
Şekil 3.29. Malzemenin Gerilme Eksenleri Bir malzemenin cisimlerin dayanımı yönünden, hangi yük sınırında plastik hale
geçeceği veya hangi gerilme değerinde kırılacağını bulmak önemli bir sorundur.
Yapı için tehlikeli sayılacak bu sınırları deneylerle saptamak gerekir. Ancak
malzeme deneyleri çok defa tek eksenli gerilme altında yapılıp, tehlikeli sınırlar bu
gerilme durumu için saptanır. Üç eksenli gerilme halinin çeşidi sonsuz olup, bütün
haller için ayrı ayrı deney yapmak olanaksızdır. Ayrıca üç eksenli deney tekniği çok
zordur. Ancak gelişmiş laboratuarlarda bu deneyleri gerçekleştirmek mümkündür.
Şekil 3.30. Cismin tek ve 3 eksenli gerilmesi
Şekil 3.30’da bir cismin iki tip zorlanması gösterilmiştir. Bunların ilkinde
cisim, tek eksenli gerilme, σm ile sınır durumuna gelmiştir. İkinci şekilde cisim, üç
eksenli gerilme altında yine sınır durumundadır.
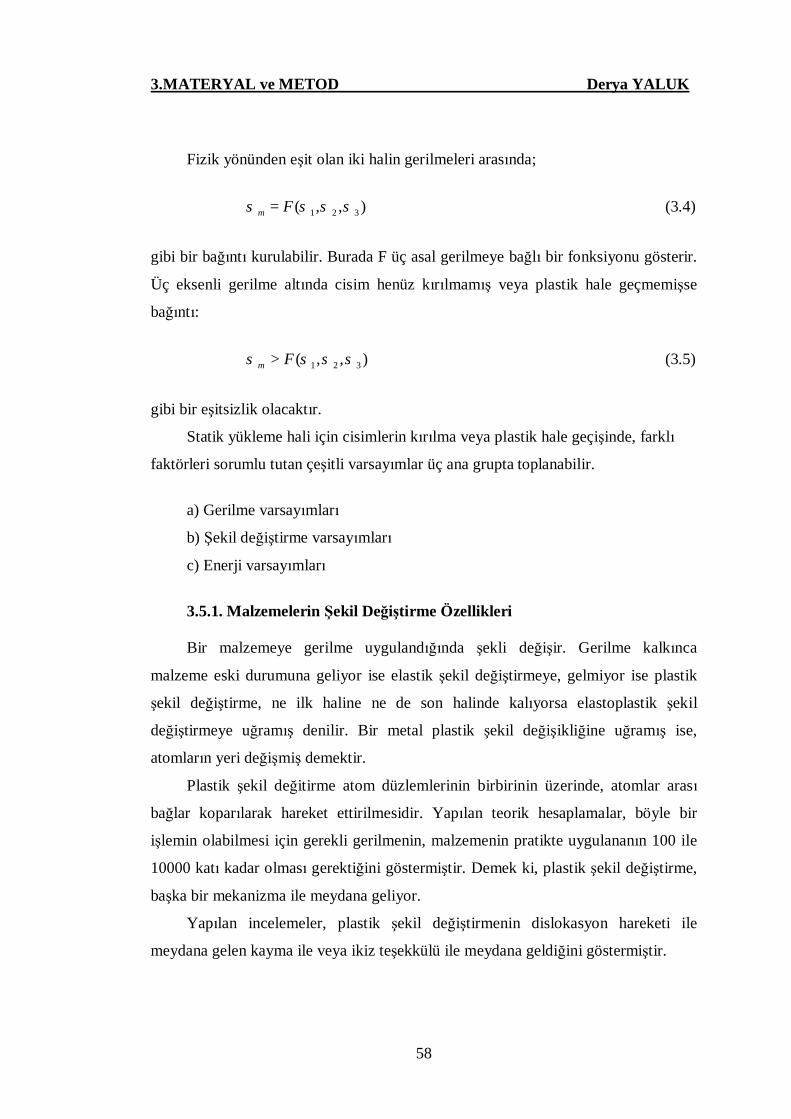
3.MATERYAL ve METOD Derya YALUK
58
Fizik yönünden eşit olan iki halin gerilmeleri arasında;
),,( 321 σσσσ Fm = (3.4)
gibi bir bağıntı kurulabilir. Burada F üç asal gerilmeye bağlı bir fonksiyonu gösterir.
Üç eksenli gerilme altında cisim henüz kırılmamış veya plastik hale geçmemişse
bağıntı:
),,( 321 σσσσ Fm > (3.5)
gibi bir eşitsizlik olacaktır.
Statik yükleme hali için cisimlerin kırılma veya plastik hale geçişinde, farklı
faktörleri sorumlu tutan çeşitli varsayımlar üç ana grupta toplanabilir.
a) Gerilme varsayımları
b) Şekil değiştirme varsayımları
c) Enerji varsayımları
3.5.1. Malzemelerin Şekil Değiştirme Özellikleri
Bir malzemeye gerilme uygulandığında şekli değişir. Gerilme kalkınca
malzeme eski durumuna geliyor ise elastik şekil değiştirmeye, gelmiyor ise plastik
şekil değiştirme, ne ilk haline ne de son halinde kalıyorsa elastoplastik şekil
değiştirmeye uğramış denilir. Bir metal plastik şekil değişikliğine uğramış ise,
atomların yeri değişmiş demektir.
Plastik şekil değitirme atom düzlemlerinin birbirinin üzerinde, atomlar arası
bağlar koparılarak hareket ettirilmesidir. Yapılan teorik hesaplamalar, böyle bir
işlemin olabilmesi için gerekli gerilmenin, malzemenin pratikte uygulananın 100 ile
10000 katı kadar olması gerektiğini göstermiştir. Demek ki, plastik şekil değiştirme,
başka bir mekanizma ile meydana geliyor.
Yapılan incelemeler, plastik şekil değiştirmenin dislokasyon hareketi ile
meydana gelen kayma ile veya ikiz teşekkülü ile meydana geldiğini göstermiştir.
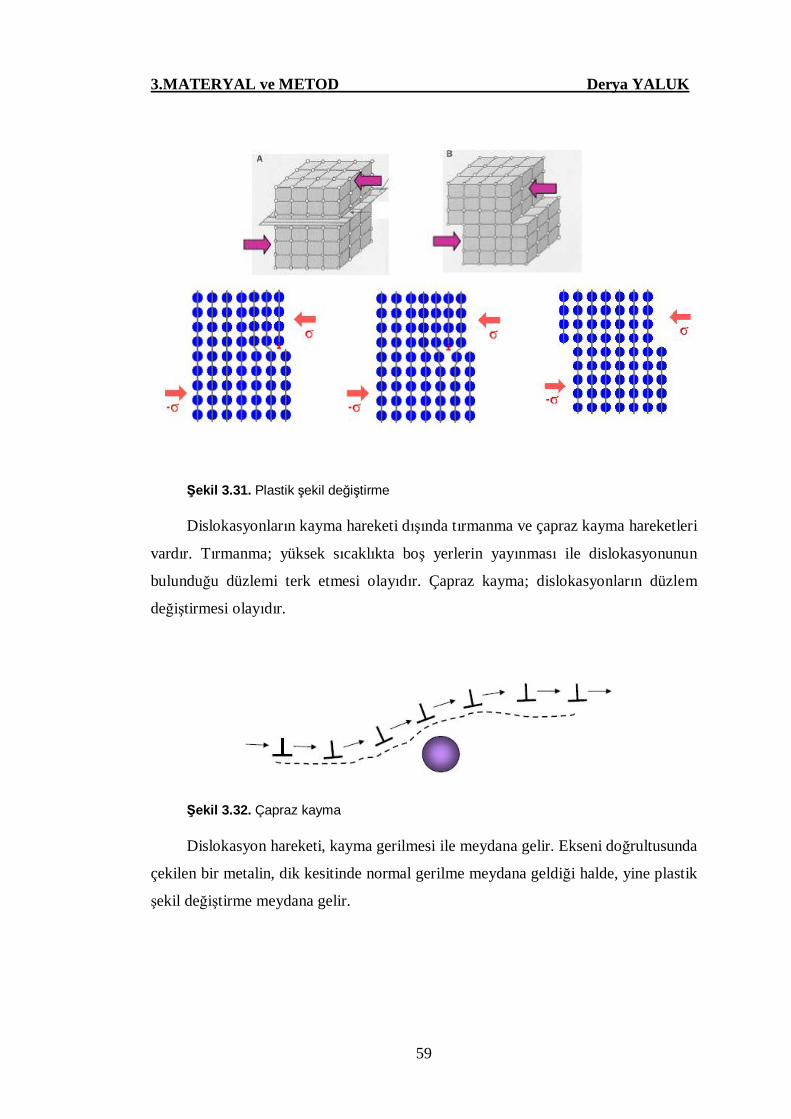
3.MATERYAL ve METOD Derya YALUK
59
Şekil 3.31. Plastik şekil değiştirme Dislokasyonların kayma hareketi dışında tırmanma ve çapraz kayma hareketleri
vardır. Tırmanma; yüksek sıcaklıkta boş yerlerin yayınması ile dislokasyonunun
bulunduğu düzlemi terk etmesi olayıdır. Çapraz kayma; dislokasyonların düzlem
değiştirmesi olayıdır.
Şekil 3.32. Çapraz kayma
Dislokasyon hareketi, kayma gerilmesi ile meydana gelir. Ekseni doğrultusunda
çekilen bir metalin, dik kesitinde normal gerilme meydana geldiği halde, yine plastik
şekil değiştirme meydana gelir.
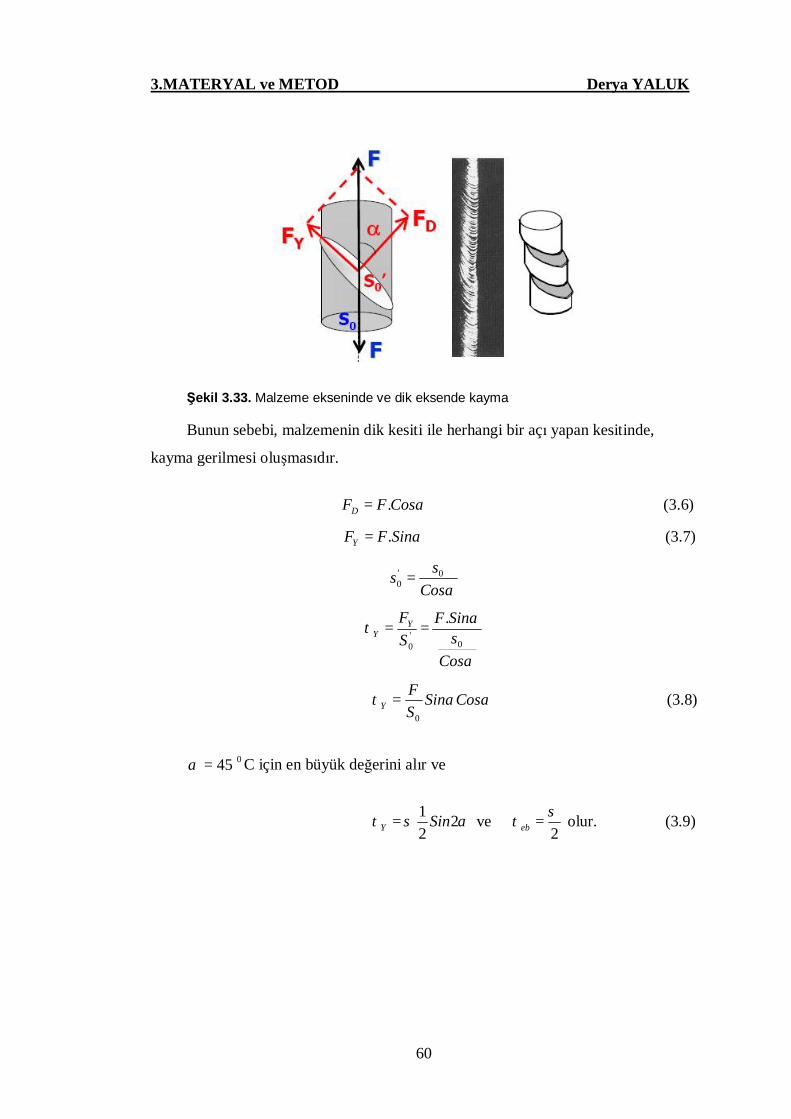
3.MATERYAL ve METOD Derya YALUK
60
Şekil 3.33. Malzeme ekseninde ve dik eksende kayma Bunun sebebi, malzemenin dik kesiti ile herhangi bir açı yapan kesitinde,
kayma gerilmesi oluşmasıdır.
αCosFFD .= (3.6)
αSinFFY .= (3.7)
αCosss 0'
0 =
α
ατ
CossSinF
SFY
Y0
'0
.==
αατ CosSinSF
Y0
= (3.8)
45=α 0 C için en büyük değerini alır ve
αστ 221 SinY = ve
2σ
τ =eb olur. (3.9)
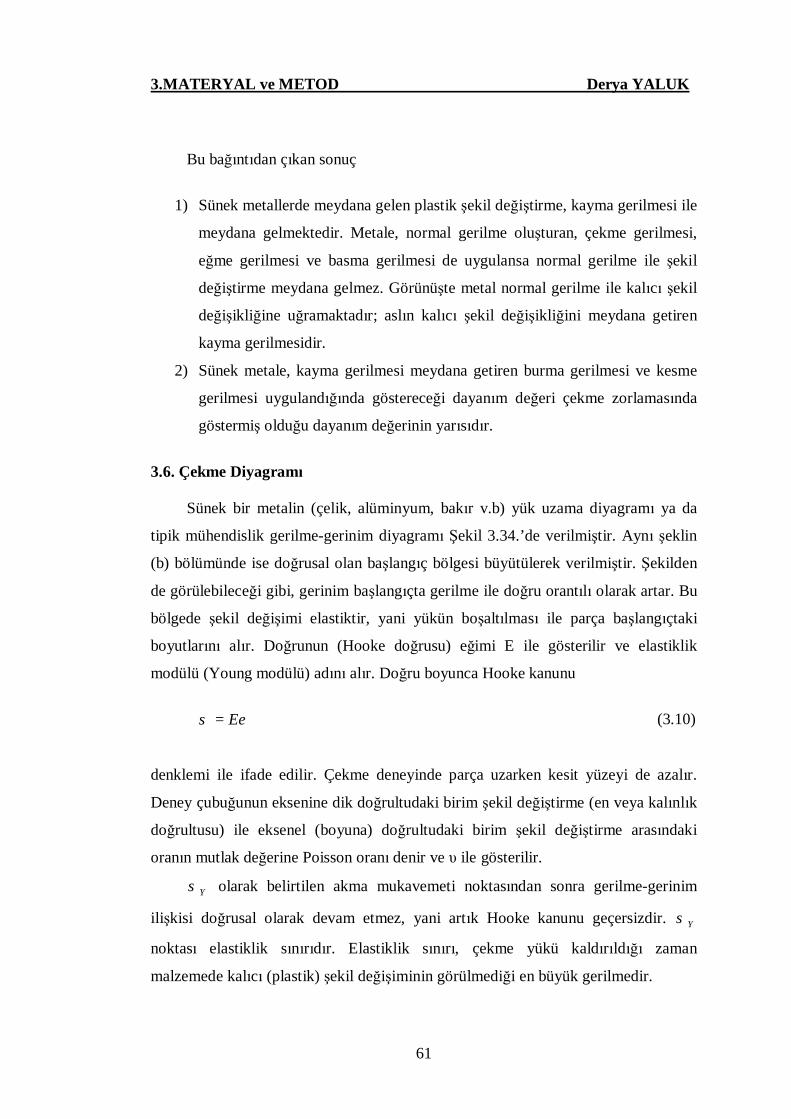
3.MATERYAL ve METOD Derya YALUK
61
Bu bağıntıdan çıkan sonuç
1) Sünek metallerde meydana gelen plastik şekil değiştirme, kayma gerilmesi ile
meydana gelmektedir. Metale, normal gerilme oluşturan, çekme gerilmesi,
eğme gerilmesi ve basma gerilmesi de uygulansa normal gerilme ile şekil
değiştirme meydana gelmez. Görünüşte metal normal gerilme ile kalıcı şekil
değişikliğine uğramaktadır; aslın kalıcı şekil değişikliğini meydana getiren
kayma gerilmesidir.
2) Sünek metale, kayma gerilmesi meydana getiren burma gerilmesi ve kesme
gerilmesi uygulandığında göstereceği dayanım değeri çekme zorlamasında
göstermiş olduğu dayanım değerinin yarısıdır.
3.6. Çekme Diyagramı
Sünek bir metalin (çelik, alüminyum, bakır v.b) yük uzama diyagramı ya da
tipik mühendislik gerilme-gerinim diyagramı Şekil 3.34.’de verilmiştir. Aynı şeklin
(b) bölümünde ise doğrusal olan başlangıç bölgesi büyütülerek verilmiştir. Şekilden
de görülebileceği gibi, gerinim başlangıçta gerilme ile doğru orantılı olarak artar. Bu
bölgede şekil değişimi elastiktir, yani yükün boşaltılması ile parça başlangıçtaki
boyutlarını alır. Doğrunun (Hooke doğrusu) eğimi E ile gösterilir ve elastiklik
modülü (Young modülü) adını alır. Doğru boyunca Hooke kanunu
εσ E= (3.10)
denklemi ile ifade edilir. Çekme deneyinde parça uzarken kesit yüzeyi de azalır.
Deney çubuğunun eksenine dik doğrultudaki birim şekil değiştirme (en veya kalınlık
doğrultusu) ile eksenel (boyuna) doğrultudaki birim şekil değiştirme arasındaki
oranın mutlak değerine Poisson oranı denir ve υ ile gösterilir.
Yσ olarak belirtilen akma mukavemeti noktasından sonra gerilme-gerinim
ilişkisi doğrusal olarak devam etmez, yani artık Hooke kanunu geçersizdir. Yσ
noktası elastiklik sınırıdır. Elastiklik sınırı, çekme yükü kaldırıldığı zaman
malzemede kalıcı (plastik) şekil değişiminin görülmediği en büyük gerilmedir.
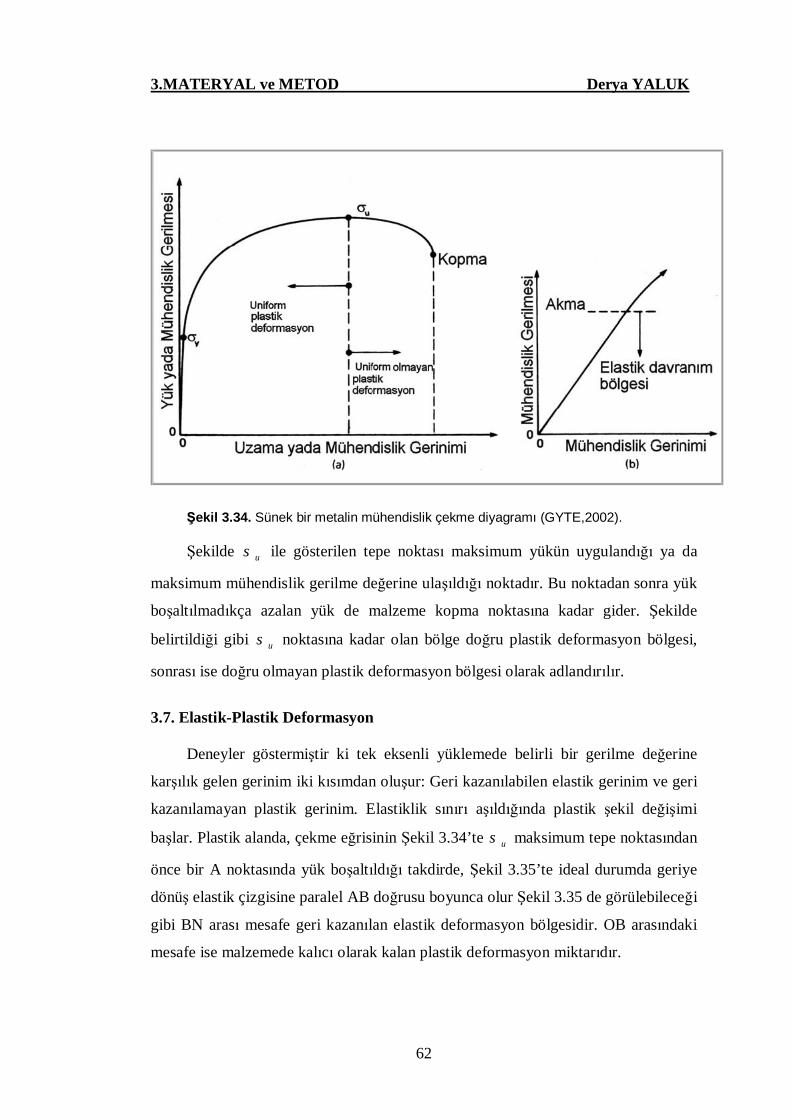
3.MATERYAL ve METOD Derya YALUK
62
Şekil 3.34. Sünek bir metalin mühendislik çekme diyagramı (GYTE,2002).
Şekilde uσ ile gösterilen tepe noktası maksimum yükün uygulandığı ya da
maksimum mühendislik gerilme değerine ulaşıldığı noktadır. Bu noktadan sonra yük
boşaltılmadıkça azalan yük de malzeme kopma noktasına kadar gider. Şekilde
belirtildiği gibi uσ noktasına kadar olan bölge doğru plastik deformasyon bölgesi,
sonrası ise doğru olmayan plastik deformasyon bölgesi olarak adlandırılır.
3.7. Elastik-Plastik Deformasyon
Deneyler göstermiştir ki tek eksenli yüklemede belirli bir gerilme değerine
karşılık gelen gerinim iki kısımdan oluşur: Geri kazanılabilen elastik gerinim ve geri
kazanılamayan plastik gerinim. Elastiklik sınırı aşıldığında plastik şekil değişimi
başlar. Plastik alanda, çekme eğrisinin Şekil 3.34’te uσ maksimum tepe noktasından
önce bir A noktasında yük boşaltıldığı takdirde, Şekil 3.35’te ideal durumda geriye
dönüş elastik çizgisine paralel AB doğrusu boyunca olur Şekil 3.35 de görülebileceği
gibi BN arası mesafe geri kazanılan elastik deformasyon bölgesidir. OB arasındaki
mesafe ise malzemede kalıcı olarak kalan plastik deformasyon miktarıdır.
3.MATERYAL ve METOD Derya YALUK
63
Şekil 3.35. Yük-Uzama diyagramı(GYTE,2002).
Elastik deformasyon da yük kaldırıldıktan sonra sıfıra iner. Plastik
deformasyon da yük kaldırıldıktan sonra sıfıra inmez, belli bir değerde kalır. Şekil
3.36.’da tek eksenli çekme mühendislik gerilme-mühendislik gerinimi eğrisini ve
çeşitli gerinim seviyelerinde numunenin durumunu gösterir.
3.8. 0.2% Akma Mukavemeti
Akma sınırının Şekil 3.37.’de olduğu gibi belirgin olmadığı hallerde %0.2
plastik gerinimin meydana geldiği mühendislik gerilme değeri akma sınırı olarak
kabul edilir. Bu gerilme değerinin bulunması için e=0.002 noktasından Hooke
doğrusuna paralel çizilir ve gerilme-gerinim eğrisini kestiği noktadaki gerilme değeri
akma mukavemet değeri olarak alınır
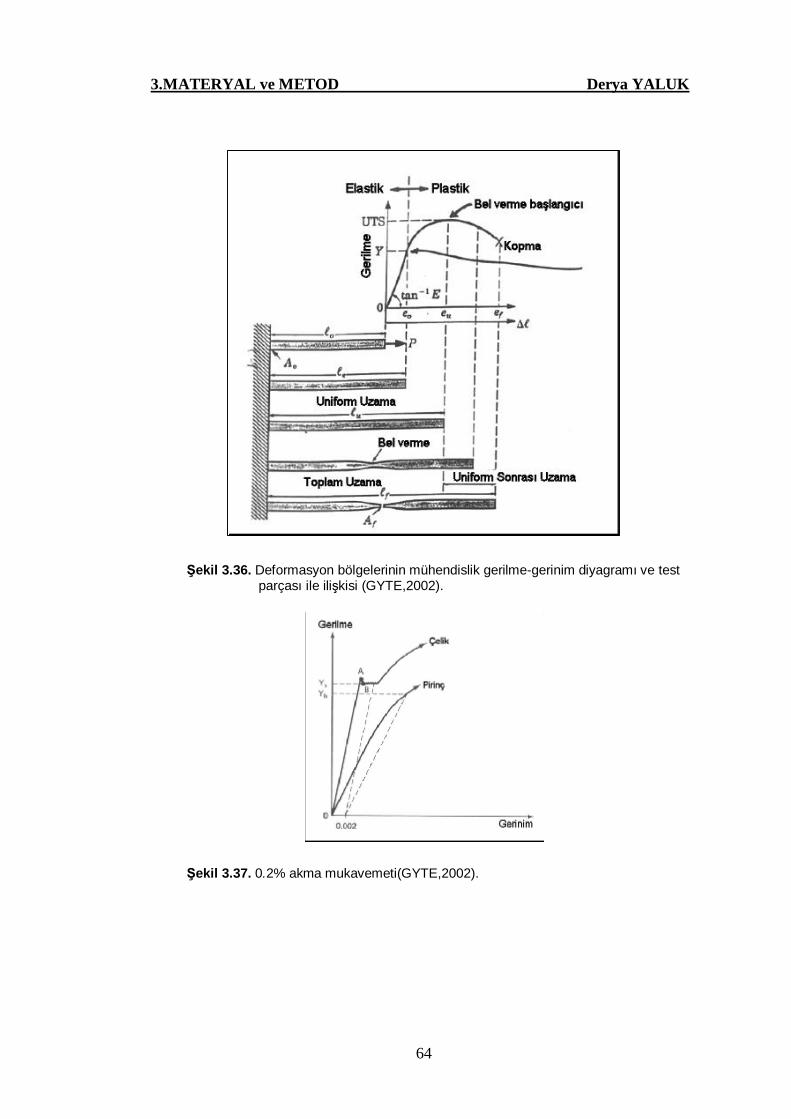
3.MATERYAL ve METOD Derya YALUK
64
Şekil 3.36. Deformasyon bölgelerinin mühendislik gerilme-gerinim diyagramı ve test parçası ile ilişkisi (GYTE,2002).
Şekil 3.37. 0.2% akma mukavemeti(GYTE,2002).
3.MATERYAL ve METOD Derya YALUK
65
3.9. Mühendislik Gerilme, Gerinim ve Gerçek Gerilme, Gerinim Tanımları 3.9.1. Mühendislik ve Gerçek Gerinim
Şekil 3.38’da gösterilen parçaya F çekme kuvveti uygulanmaktadır. Aşağıdaki
prosedür sonucu sadece gerçek gerinim tanımı elde edilmekle kalınmamakta aynı
zamanda çekme işlemi boyunca gerilme artışı hızı ile alan daralış hızı
ilişkilendirilmektedir.
Şekil 3.38. F;Çekme kuvveti uygulanan parça(GYTE,2002).
AF σ= (3.11)
AF lnlnln += σ
A
dAdF
dF+=
σσ (3.12)
Maksimum kuvvette ( F=Fmax, maksimum çekme dayanımında)
0=F
dF ’dır (3.13)
A
dAd−=
σσ (3.14)
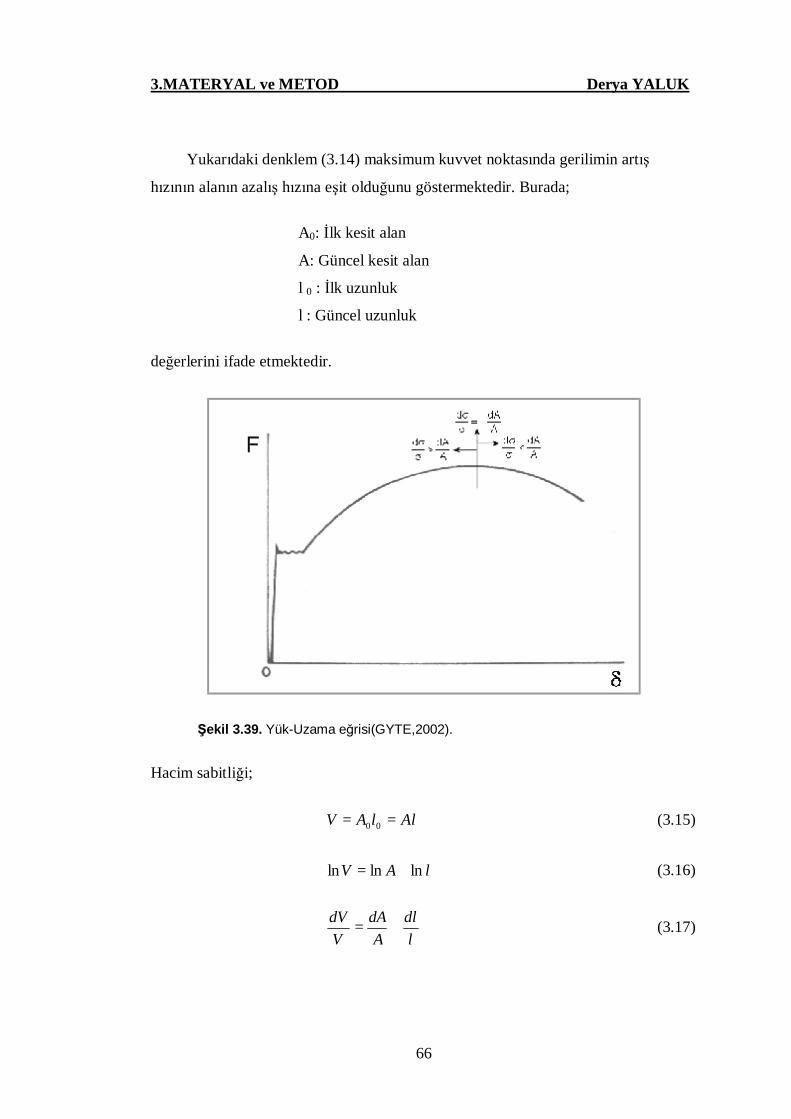
3.MATERYAL ve METOD Derya YALUK
66
Yukarıdaki denklem (3.14) maksimum kuvvet noktasında gerilimin artış
hızının alanın azalış hızına eşit olduğunu göstermektedir. Burada;
A0: İlk kesit alan
A: Güncel kesit alan
l 0 : İlk uzunluk
l : Güncel uzunluk
değerlerini ifade etmektedir.
Şekil 3.39. Yük-Uzama eğrisi(GYTE,2002).
Hacim sabitliği;
AllAV == 00 (3.15)
lAV lnlnln += (3.16)
ldl
AdA
VdV
+= (3.17)
3.MATERYAL ve METOD Derya YALUK
67
Hacim sabit olduğuna göre hacim değişimini ifade eden terim;
0=VdV olur (3.18)
ldl
AdA
−= (3.19)
(3.14) ile (3.19) eşitlenirse;
εσσ d
ldld
== (3.20)
elde edilir.
Mühendislik gerinim tanımı:
0
0
llle −
= (3.21)
dır. Gerçek gerinim ya da logaritmik gerinim ise (3.20)’dan
ldld =ε
olarak tanımlanır, dl uzamadaki diferansiyel değişimi ifade eder.Aşağıdaki formlarda
kullanılır.
∫ ∫==L
L
L
L ldld
0 0
εε
0
lnll
=ε (3.22)
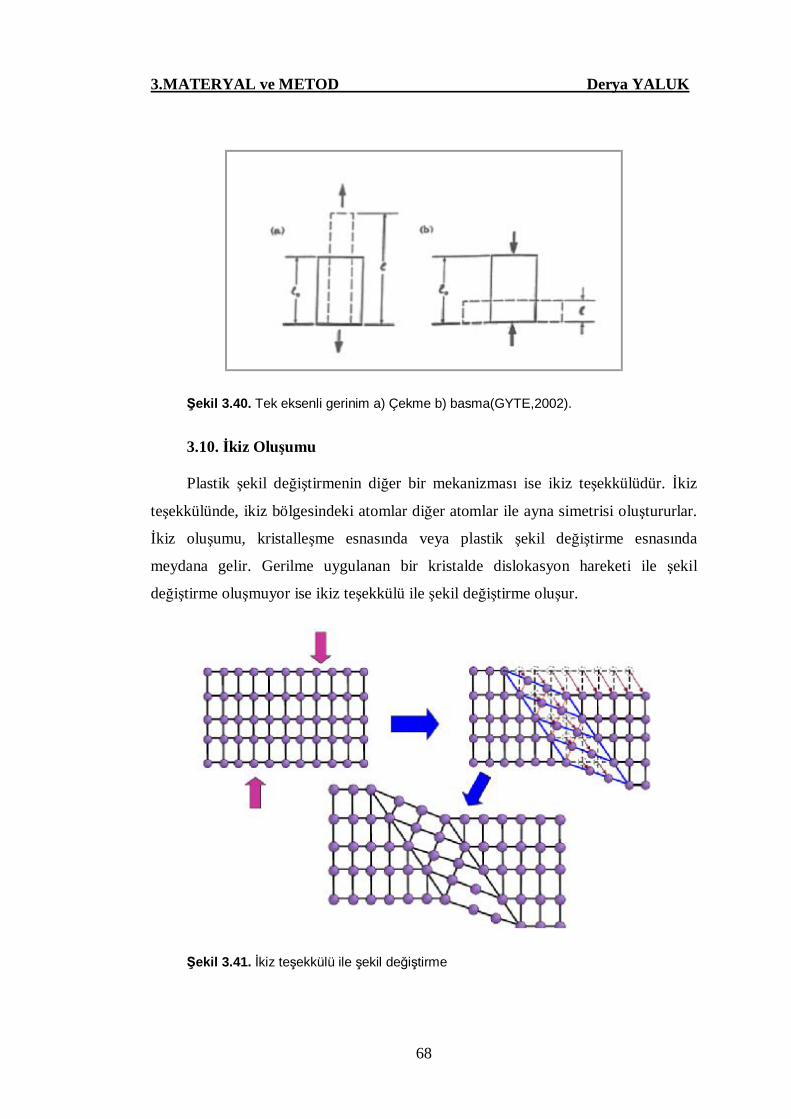
3.MATERYAL ve METOD Derya YALUK
68
Şekil 3.40. Tek eksenli gerinim a) Çekme b) basma(GYTE,2002).
3.10. İkiz Oluşumu
Plastik şekil değiştirmenin diğer bir mekanizması ise ikiz teşekkülüdür. İkiz
teşekkülünde, ikiz bölgesindeki atomlar diğer atomlar ile ayna simetrisi oluştururlar.
İkiz oluşumu, kristalleşme esnasında veya plastik şekil değiştirme esnasında
meydana gelir. Gerilme uygulanan bir kristalde dislokasyon hareketi ile şekil
değiştirme oluşmuyor ise ikiz teşekkülü ile şekil değiştirme oluşur.
Şekil 3.41. İkiz teşekkülü ile şekil değiştirme
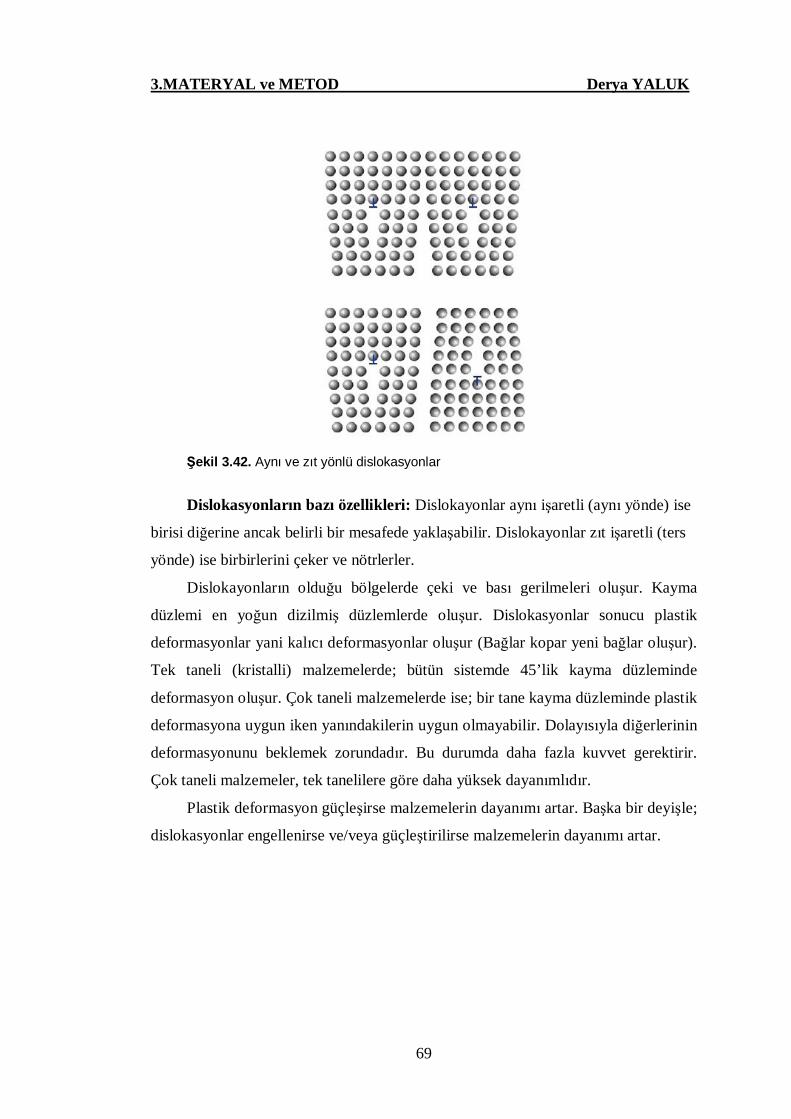
3.MATERYAL ve METOD Derya YALUK
69
Şekil 3.42. Aynı ve zıt yönlü dislokasyonlar
� Dislokasyonların bazı özellikleri: Dislokayonlar aynı işaretli (aynı yönde) ise
birisi diğerine ancak belirli bir mesafede yaklaşabilir. Dislokayonlar zıt işaretli (ters
yönde) ise birbirlerini çeker ve nötrlerler.
Dislokayonların olduğu bölgelerde çeki ve bası gerilmeleri oluşur. Kayma
düzlemi en yoğun dizilmiş düzlemlerde oluşur. Dislokasyonlar sonucu plastik
deformasyonlar yani kalıcı deformasyonlar oluşur (Bağlar kopar yeni bağlar oluşur).
Tek taneli (kristalli) malzemelerde; bütün sistemde 45’lik kayma düzleminde
deformasyon oluşur. Çok taneli malzemelerde ise; bir tane kayma düzleminde plastik
deformasyona uygun iken yanındakilerin uygun olmayabilir. Dolayısıyla diğerlerinin
deformasyonunu beklemek zorundadır. Bu durumda daha fazla kuvvet gerektirir.
Çok taneli malzemeler, tek tanelilere göre daha yüksek dayanımlıdır.
Plastik deformasyon güçleşirse malzemelerin dayanımı artar. Başka bir deyişle;
dislokasyonlar engellenirse ve/veya güçleştirilirse malzemelerin dayanımı artar.
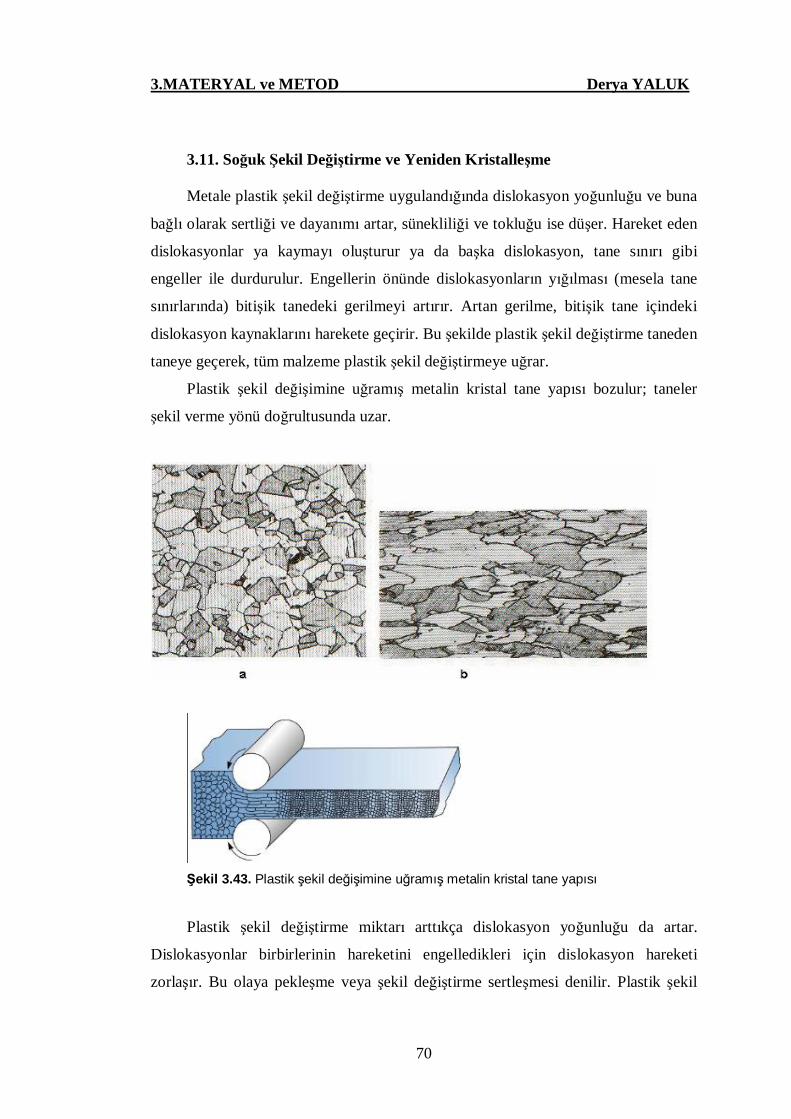
3.MATERYAL ve METOD Derya YALUK
70
3.11. Soğuk Şekil Değiştirme ve Yeniden Kristalleşme
Metale plastik şekil değiştirme uygulandığında dislokasyon yoğunluğu ve buna
bağlı olarak sertliği ve dayanımı artar, sünekliliği ve tokluğu ise düşer. Hareket eden
dislokasyonlar ya kaymayı oluşturur ya da başka dislokasyon, tane sınırı gibi
engeller ile durdurulur. Engellerin önünde dislokasyonların yığılması (mesela tane
sınırlarında) bitişik tanedeki gerilmeyi artırır. Artan gerilme, bitişik tane içindeki
dislokasyon kaynaklarını harekete geçirir. Bu şekilde plastik şekil değiştirme taneden
taneye geçerek, tüm malzeme plastik şekil değiştirmeye uğrar.
Plastik şekil değişimine uğramış metalin kristal tane yapısı bozulur; taneler
şekil verme yönü doğrultusunda uzar.
Şekil 3.43. Plastik şekil değişimine uğramış metalin kristal tane yapısı
Plastik şekil değiştirme miktarı arttıkça dislokasyon yoğunluğu da artar.
Dislokasyonlar birbirlerinin hareketini engelledikleri için dislokasyon hareketi
zorlaşır. Bu olaya pekleşme veya şekil değiştirme sertleşmesi denilir. Plastik şekil
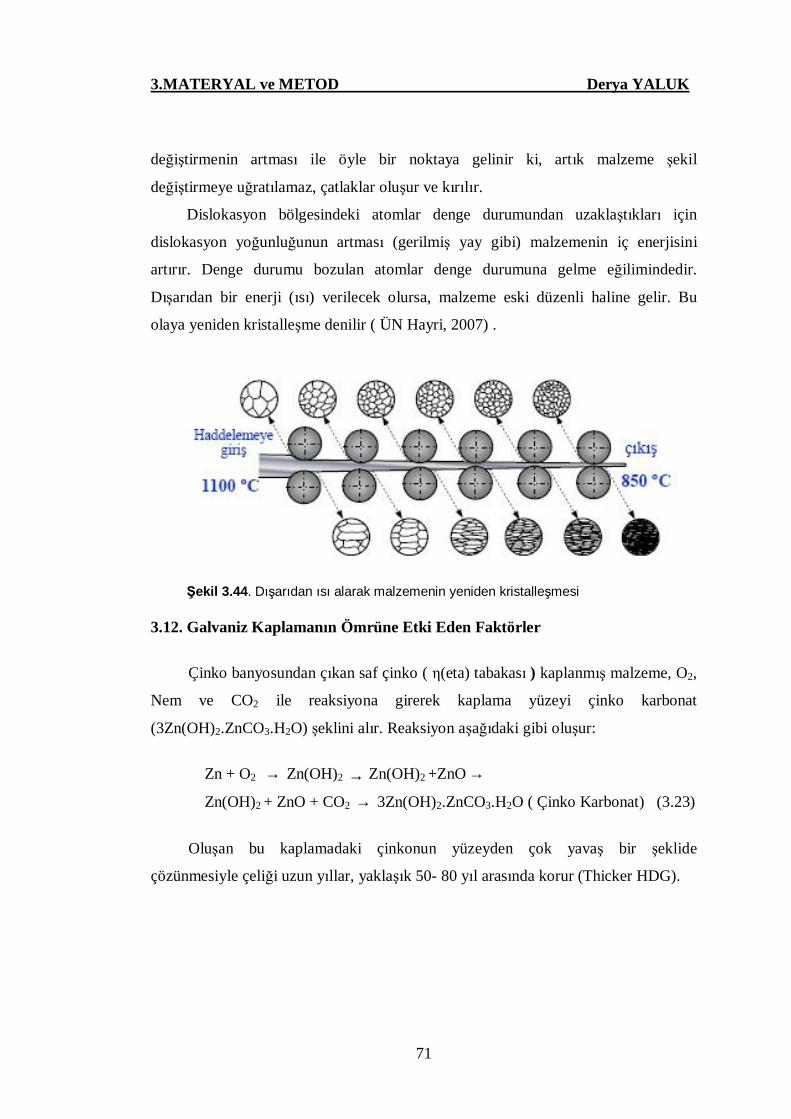
3.MATERYAL ve METOD Derya YALUK
71
değiştirmenin artması ile öyle bir noktaya gelinir ki, artık malzeme şekil
değiştirmeye uğratılamaz, çatlaklar oluşur ve kırılır.
Dislokasyon bölgesindeki atomlar denge durumundan uzaklaştıkları için
dislokasyon yoğunluğunun artması (gerilmiş yay gibi) malzemenin iç enerjisini
artırır. Denge durumu bozulan atomlar denge durumuna gelme eğilimindedir.
Dışarıdan bir enerji (ısı) verilecek olursa, malzeme eski düzenli haline gelir. Bu
olaya yeniden kristalleşme denilir ( ÜN Hayri, 2007) .
Şekil 3.44. Dışarıdan ısı alarak malzemenin yeniden kristalleşmesi 3.12. Galvaniz Kaplamanın Ömrüne Etki Eden Faktörler
Çinko banyosundan çıkan saf çinko ( η(eta) tabakası ) kaplanmış malzeme, O2,
Nem ve CO2 ile reaksiyona girerek kaplama yüzeyi çinko karbonat
(3Zn(OH)2.ZnCO3.H2O) şeklini alır. Reaksiyon aşağıdaki gibi oluşur:
Zn + O2 → Zn(OH)2 → Zn(OH)2 +ZnO →
Zn(OH)2 + ZnO + CO2 → 3Zn(OH)2.ZnCO3.H2O ( Çinko Karbonat) (3.23)
Oluşan bu kaplamadaki çinkonun yüzeyden çok yavaş bir şeklide
çözünmesiyle çeliği uzun yıllar, yaklaşık 50- 80 yıl arasında korur (Thicker HDG).
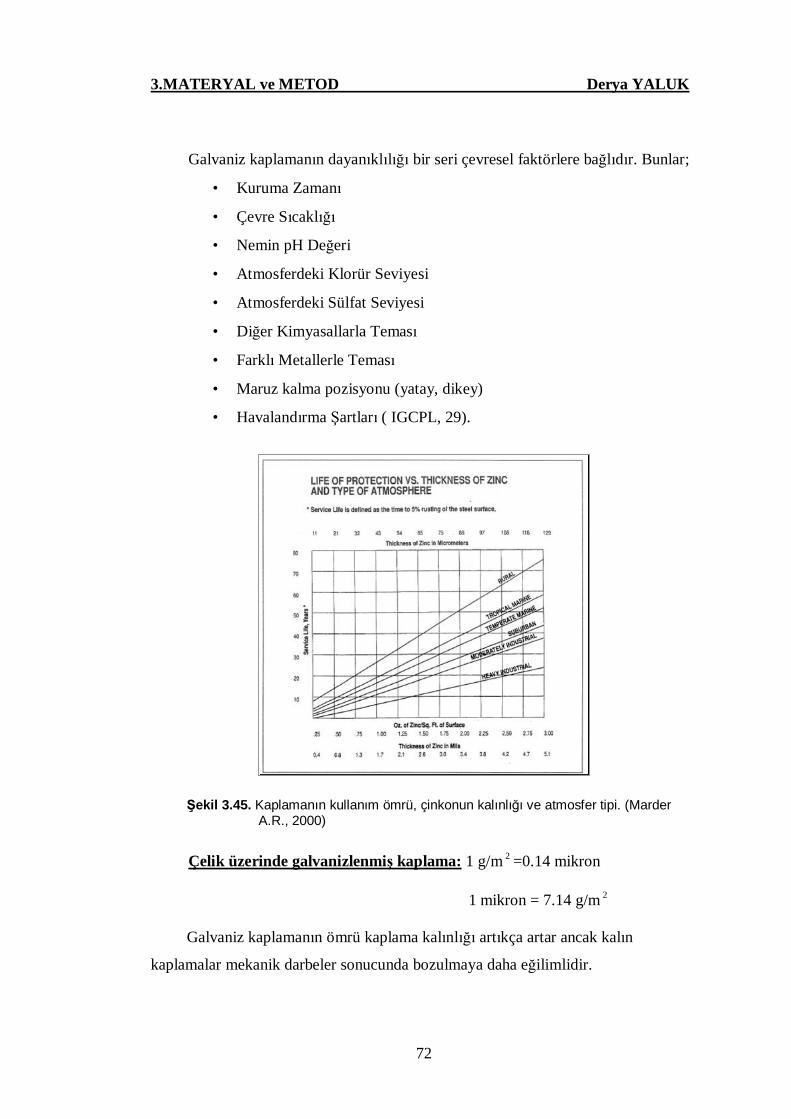
3.MATERYAL ve METOD Derya YALUK
72
Galvaniz kaplamanın dayanıklılığı bir seri çevresel faktörlere bağlıdır. Bunlar;
• Kuruma Zamanı
• Çevre Sıcaklığı
• Nemin pH Değeri
• Atmosferdeki Klorür Seviyesi
• Atmosferdeki Sülfat Seviyesi
• Diğer Kimyasallarla Teması
• Farklı Metallerle Teması
• Maruz kalma pozisyonu (yatay, dikey)
• Havalandırma Şartları ( IGCPL, 29).
Şekil 3.45. Kaplamanın kullanım ömrü, çinkonun kalınlığı ve atmosfer tipi. (Marder A.R., 2000)
Çelik üzerinde galvanizlenmiş kaplama: 1 g/m 2 =0.14 mikron 1 mikron = 7.14 g/m 2 Galvaniz kaplamanın ömrü kaplama kalınlığı artıkça artar ancak kalın
kaplamalar mekanik darbeler sonucunda bozulmaya daha eğilimlidir.
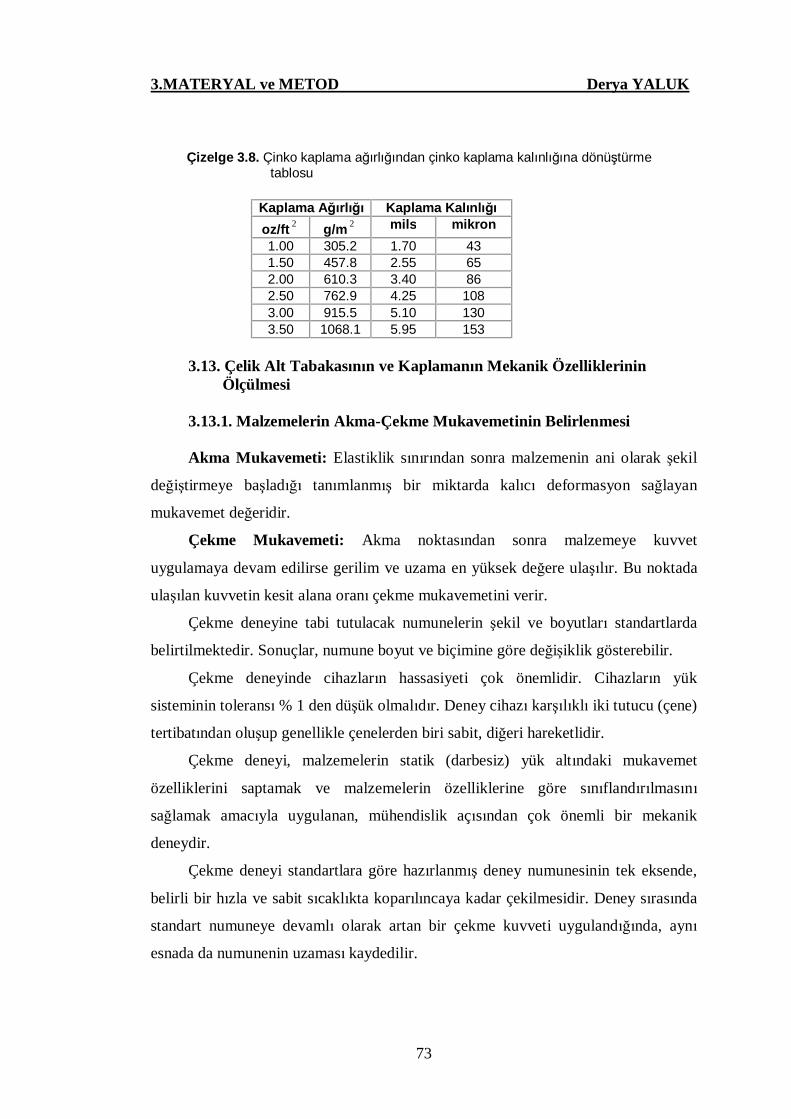
3.MATERYAL ve METOD Derya YALUK
73
Çizelge 3.8. Çinko kaplama ağırlığından çinko kaplama kalınlığına dönüştürme tablosu
Kaplama Ağırlığı Kaplama Kalınlığı oz/ft 2 g/m 2 mils mikron 1.00 305.2 1.70 43 1.50 457.8 2.55 65 2.00 610.3 3.40 86 2.50 762.9 4.25 108 3.00 915.5 5.10 130 3.50 1068.1 5.95 153
3.13. Çelik Alt Tabakasının ve Kaplamanın Mekanik Özelliklerinin
Ölçülmesi 3.13.1. Malzemelerin Akma-Çekme Mukavemetinin Belirlenmesi Akma Mukavemeti: Elastiklik sınırından sonra malzemenin ani olarak şekil
değiştirmeye başladığı tanımlanmış bir miktarda kalıcı deformasyon sağlayan
mukavemet değeridir.
Çekme Mukavemeti: Akma noktasından sonra malzemeye kuvvet
uygulamaya devam edilirse gerilim ve uzama en yüksek değere ulaşılır. Bu noktada
ulaşılan kuvvetin kesit alana oranı çekme mukavemetini verir.
Çekme deneyine tabi tutulacak numunelerin şekil ve boyutları standartlarda
belirtilmektedir. Sonuçlar, numune boyut ve biçimine göre değişiklik gösterebilir.
Çekme deneyinde cihazların hassasiyeti çok önemlidir. Cihazların yük
sisteminin toleransı % 1 den düşük olmalıdır. Deney cihazı karşılıklı iki tutucu (çene)
tertibatından oluşup genellikle çenelerden biri sabit, diğeri hareketlidir.
Çekme deneyi, malzemelerin statik (darbesiz) yük altındaki mukavemet
özelliklerini saptamak ve malzemelerin özelliklerine göre sınıflandırılmasını
sağlamak amacıyla uygulanan, mühendislik açısından çok önemli bir mekanik
deneydir.
Çekme deneyi standartlara göre hazırlanmış deney numunesinin tek eksende,
belirli bir hızla ve sabit sıcaklıkta koparılıncaya kadar çekilmesidir. Deney sırasında
standart numuneye devamlı olarak artan bir çekme kuvveti uygulandığında, aynı
esnada da numunenin uzaması kaydedilir.
3.MATERYAL ve METOD Derya YALUK
74
Çekme deneyinin en büyük özelliği, deney sonucu bulunan malzeme özellikleri
mühendislik hesaplamalarında doğrudan kullanılmasıdır. Çekme deneyi sonucunda
numunenin temsil ettiği malzemeye ait aşağıdaki mekanik özellikler bulunabilir:
Elastisite özelliği, Elastiklik sınırı, Rezilyans, Akma gerilmesi, Çekme
dayanımı, Tokluk, % Uzama, % Kesit daralması.
Çekme deneyinde kullanılacak numunelerin yukarıda anlatılan özellikleri tam
olarak hatasız bir şekilde çıkarılabilmesi için, alındığı malzemeyi net bir şekilde
temsil edebilmeleri şarttır. Ayrıca şu hususların bilinmesi de, sonuçların irdelenmesi
bakımından gereklidir: İmalat şekli, Döküm, Kaynak, Sıcak dövme veya
haddelenmesi, Soğuk dövme veya haddelenmesi, İmalat şekline göre yönleme, tatbik
edilen ısıl işlemler.
Deney sonuçlarının irdelenmesinde, numunenin alındığı malzemenin durumu
yanı sıra, alınan numunede numunenin alındığı bölgeler, numunenin alınış şekli,
numunenin hazırlanış şekli hususların bilinmesi faydalıdır:
3.13.2. Sertlik ve Aşınma Direncinin Ölçülmesi 3.13.2.1. Sertlik Ölçme Metotları Sertlik: Bir malzemenin kendisine batmak isteyen kendisinden daha sert bir
zeminde basınç etkisine karşı gösterdiği dirençtir ve sertlik olarak bilinir. Sertlik
ölçme metotları ikiye ayrılırlar.
1. Dinamik sertlik ölçme metotları: Belli bir yükseklikten malzeme yüzeyine
düşürülen standart sertleştirilmiş bilyenin sıçrama boyuna göre hesaplanır.
2. Statik sertlik ölçme metotları: 3 çeşit ölçme metodu vardır.
a. Rockwell Sertlik ölçme metodu (Amerikan): 120º Açılı elmas konik uç
1/16", 1/8", 1/4", 1/2" çaplarında standart sertleştirilmiş bilye uçlar kullanılır.
Ölçülmek istenilen malzemeye göre Rockwell C (RC), Rockwell B, Rockwell A
olarak adlandırılan uçlar kullanılır.
b. Brinell Sertlik ölçme metodu(Alman) : 1.25, 2.5, 5, 10 mm çaplarında
standart sertleştirilmiş ( 850 BSD ) bilye uçlar ile 500-1000-3000 kg. yük uygulanır.
Uygulanan yükün etkisiyle malzemede meydana gelen iş alanının uygulanan yüke
oranlaması ile brinell sertlik değeri bulunur. Ölçme yani yük bir hidrolik vasıtası ile
3.MATERYAL ve METOD Derya YALUK
75
10 ile 30 sn zarfında yüklenir. Bu metotla orta sertlikteki (sertleştirilmiş çelikler)
dökme demirler ve yumuşak malzemelerin sertlik değeri ölçülebilir.
c. Vickers Sertlik ölçme metodu (İngiliz):136º Açılı elmas pramit uç ile 1-
120 kg. yük uygulanır. Uygulanan yükün etkisiyle malzemede meydana gelen iz
alanının yüke oranlaması ile vickers sertlik değeri bulunur.
3.13.3. Aşınma Türleri
Aşınma, katı yüzeylerden malzeme azalması, malzeme kaybı ya da bu
yüzeylerin kullanılmaz hale gelmesidir. Aşınma nedeniyle ülke ekonomileri
açısından, büyük ölçüde madde ve enerji sarfiyatı olmaktadır. Aşınma, genel olarak
abrazyon, erozyon, adezyon ve yüzey yorulması olarak sınıflandırılmaktadır. Bu
sınıflandırma, aşınan yüzeye gelen yük, aşındırıcı parçacığın boyutu ve türü, temas
şekli ve temas geometrisi gibi etkenler dikkate alınarak yapılmıştır. En fazla aşınma
kaybı, genellikle abrazyon aşınması türlerinde görülmektedir.
1. Abrazyon Aşınması
Katı bir yüzeye karşı veya yüzey boyunca hareket eden sert parçacıkların
yapmış olduğu aşınmadır. Karşılaşılan aşınma türlerinin %60'ı abrazyon aşınmasıdır.
Abrazyona neden olan parçacık ya da parçacıklar aşınmaya maruz kalan yüzeyden
daha serttir. Aşındırıcı parçacıkların yüzeyde yapmış olduğu hasar tipleri: kayma,
yuvarlanma, tıraşlama, kesme, çizme, öğütme, zımparalamadır. Bu aşınma türünde,
parçacık boyutu ve yükleme en önemli parametrelerdir.
Abrazyon Çeşitleri : Düşük Gerilmeli Abrazyon, Yüksek Gerilmeli Abrazyon,
Eşme, Yongalama, Oyma ya da Yontma, Parlatma.
2. Erozyon Aşınması
Etkin hasar türü: Katı parçacık ve/veya akışkan parçacıkların yüzeye çarpması
sonucu aşındırma yapması söz konusudur.
Erozyon Çeşitleri: Katı Parçacık Çarpması, Akışkan Çarpması Erozyonu,
Kavitasyon, Çamur Erozyonu.
3.MATERYAL ve METOD Derya YALUK
76
3. Adezyon Aşınması
İki katı yüzeyin aralarında yerel bir temas bağı oluşturarak yapışması söz
konusudur Yapışan yüzeylerin yük, hareket ve titreşim gibi sebeplerle birbirinden
ayrılmakta ve beraberinde yüzeyden kütlesel olarak parçalar kopmaktadır.
Adezyon Çeşitleri:Yeme Aşınması, Yapışıp Kaldırma Aşınması, Kaynama,
Sıyırma ya da Kaldırma, Oksidatif Aşınma.
4. Yüzey Yorulması
Oluşum mekanizması, herhangi bir yüzey üzerinde tekrarlı yuvarlanma ya da
kayma sonucunda üretilen bası-çeki gerilmeleriyle katı yüzeyden malzemenin
kopması ya da ayrılması şeklinde gerçekleşir. Ortaya çıkan aşınma ve ürünlerinin
farklı olmasında, yorulmaya sebep olan hasar vericinin geometrisi çok önemlidir.
Yüzey Yorulma Çeşitleri: Yorulma ile çukurlaşma, Parçacıkların tabakalar
şeklinde yüzeyden kopması, Çarpma ya da Darbe Aşınması.
3.14. Malzemelerin Büyüklüğü ve Galvanizleme
Çoğu konvansiyonel yapısal çelik parçaları galvanizlenebilirken, farklı
parçaların kullanılması ile problemler ortaya çıkabilir. Kabul edilebilir bir
konvansiyonel galvanizleme havuzunda 100 mm üzerinde çok kalın parçaların
galvanizlenmesi çok güç olabilir. Bu parçaların her bir birim hacimdeki miktarı çok
yüksek olur ve galvanizleme havuzunda çinko donma noktasının sadece yaklaşık 35 oC üzerindeyken parça daldırılırken, çinko parça çevresinde donar ve 50 mm veya
daha kalın bir donmuş çinko tabakası oluşur.
Kaplanan çinko tekrar eritilmeli ve sonra parçanın kendisi galvaniz kaplama
oluşması için banyo sıcaklığına kadar ısıtılmalıdır. Bu olayların sıklığı parça
yüzeyinde fluxın performansını etkileyebilir ve yüzey üzerinde kaplanmamış
yüzeylere neden olabilir. Bu hataları minimuma indirmek için parçayı ön ısıtma
işlemine tutulabilir ya da özel galvanizleme havuzu tasarım gerektiren daha yüksek
galvanizleme sıcaklığında işlem yapılabilir.
3.MATERYAL ve METOD Derya YALUK
77
3.15. Galvanizlemeden Sonra Karşılaşılan Problemler
3.15.1. Islak Depolamadan Kaynaklanan Leke (Beyaz Pas )
Çoğu kullanıcı ve bütün galvanizcilerin ortak sorunu olan, genellikle
kaçınılması zor şartlar altında çinko yüzeylerinin hızlı korozyonu, ıslak depolamadan
kaynaklı leke ve bazen de beyaz pas olarak ifade edilir.
Islak depolamadan kaynaklı leke sıkı paketleme, yeni galvanizlenmiş
aparatların depolanması ya da ıslak ve/veya zayıf havalandırma şartları altında
nakledildiğinde, beyaz hacimli ya da gri tabaka çinko kaplamasının hızlı korozyona
uğramasıyla oluşur.
Bunlar çoğunlukla galvanizlenmiş saclar, tabakalar, köşebentler, çubuklar ve
borular gibi istiflenmiş ve toplanmış malzemelerin üstünde bulunur.
3.15.2. Bazı Galvaniz Kaplamaların Gri Görünmesinin Nedenleri
Sıcak daldırma galvaniz kaplamalar çelik ve çinko arasında bir metalürjik
reaksiyonun sonucunda olur. Bu reaksiyon çelik yüzeyinde büyüme olan kristallerin
iğne şeklinde oluşan çinko-demir alaşımlarının bir serisi olarak oluşur.
Konvansiyonel galvaniz kaplamalar da kaplamanın %80’ni alaşım tabakası ve
%20’nin üzerinde çinko kaplaması oluşur. Bu yüzey tabakası parlak bir görüntü
oluşmasını sağlar. Serbest çinko içeren kaplama yüzeyi oluşmadığında, çinko demir
kristalleri görünebilir ve bunun görüntüsü gri görünür veya mat gümüş kaplama
görüntüsü verebilir.
Galvaniz kaplama işleminde çinko ile çelik arasındaki reaksiyon bir seri
faktörlerin fonksiyonu olarak oluşur. Gri kaplama oluşmasına neden olan en önemli
faktörler sırasıyla:
• Çeliğin Kimyasal Kompozisyonu
• Çelik Malzeme Kalınlığı
• Galvanizleme Banyo Sıcaklığı
• Galvanizlemeden Sonra Çeliğin Soğuma Oranı
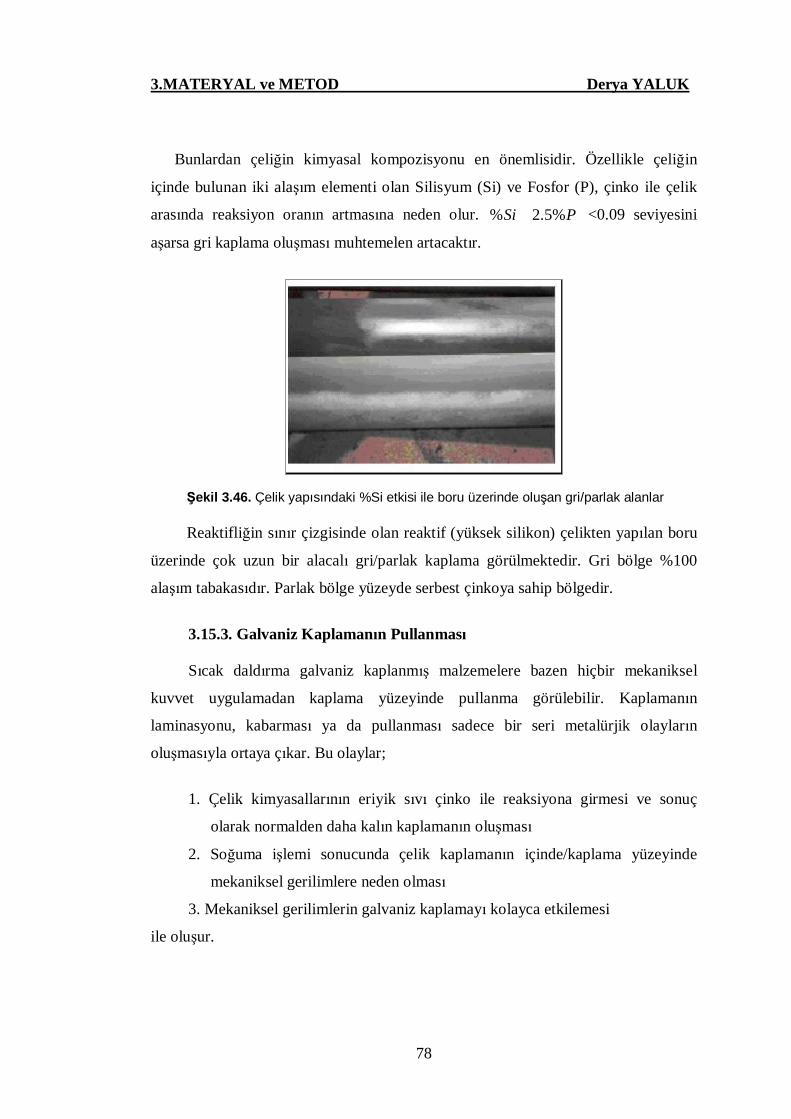
3.MATERYAL ve METOD Derya YALUK
78
Bunlardan çeliğin kimyasal kompozisyonu en önemlisidir. Özellikle çeliğin
içinde bulunan iki alaşım elementi olan Silisyum (Si) ve Fosfor (P), çinko ile çelik
arasında reaksiyon oranın artmasına neden olur. PSi %5.2% + <0.09 seviyesini
aşarsa gri kaplama oluşması muhtemelen artacaktır.
Şekil 3.46. Çelik yapısındaki %Si etkisi ile boru üzerinde oluşan gri/parlak alanlar
Reaktifliğin sınır çizgisinde olan reaktif (yüksek silikon) çelikten yapılan boru
üzerinde çok uzun bir alacalı gri/parlak kaplama görülmektedir. Gri bölge %100
alaşım tabakasıdır. Parlak bölge yüzeyde serbest çinkoya sahip bölgedir.
3.15.3. Galvaniz Kaplamanın Pullanması
Sıcak daldırma galvaniz kaplanmış malzemelere bazen hiçbir mekaniksel
kuvvet uygulamadan kaplama yüzeyinde pullanma görülebilir. Kaplamanın
laminasyonu, kabarması ya da pullanması sadece bir seri metalürjik olayların
oluşmasıyla ortaya çıkar. Bu olaylar;
1. Çelik kimyasallarının eriyik sıvı çinko ile reaksiyona girmesi ve sonuç
olarak normalden daha kalın kaplamanın oluşması
2. Soğuma işlemi sonucunda çelik kaplamanın içinde/kaplama yüzeyinde
mekaniksel gerilimlere neden olması
3. Mekaniksel gerilimlerin galvaniz kaplamayı kolayca etkilemesi
ile oluşur.
3.MATERYAL ve METOD Derya YALUK
79
Sıcak daldırma galvaniz kaplamalar ortalama 455oC de sıvı çinko içinde çeliğin
daldırılması ile oluşur. Kaplama çinko içindeki daldırma zamanına, çeliğin yüzey
şartlarına, çeliğin kimyasal özelliklerine bağlıdır.
Sıcak daldırma galvaniz kaplamanın kalınlığını, çelik-çinko ile reaksiyona
girdiğinde oluşan çinko-demir alaşım tabakasının kalınlığı belirler. Bu alaşım
tabakaları genellikle sert ve esnek olmazlar.
Daha kalın galvaniz kaplama daha uzun ömürlüdür ancak kaplama yaklaşık
200 mikron kalınlığına ulaştığında kalın alaşım tabakaları, pullanmaya başlarlar.
En yaygın galvaniz kaplama pullanmasına neden olan sıcak kabuklanmadır. Bu
genellikle çelik ağır malzeme kalınlığındaysa, yavaşça soğur ya da pasivasyon
işleminde yeterince soğumadığında, çelik kütlesinde yüksek olan sıcaklık nedeniyle
kaplamadan yüzeye doğru artan bir sıcaklık olur.
Bu ısıtma ya da soğumanın neden olduğu termal gerilim çelikte/ kaplama ara
yüzeyinde yüksek ayrılma kuvveti yaratarak, kaplamada laminasyon oluşturur. Bu
yüzeyden kaplamanın kabarmasına, ya da kötü görüntüsüne, pul pul dökülmesine
neden olur.
Mekaniksel pullanma genellikle köşelerde veya galvaniz kaplamanın yüksek
yerel basınca veya etkiye tabi tutulan alanlarında oluşur.
Pürüzlü çelik yüzeylerinde kaplamanın mekaniksel olarak daha uygun
oluşmasından dolayı galvaniz kaplama laminasyonu genellikle çok az olasılıkla
oluşur. Artan oranda Fosfor gibi alaşım elementlerinin bulunması kaplamanın
pullanması riskini artırır.
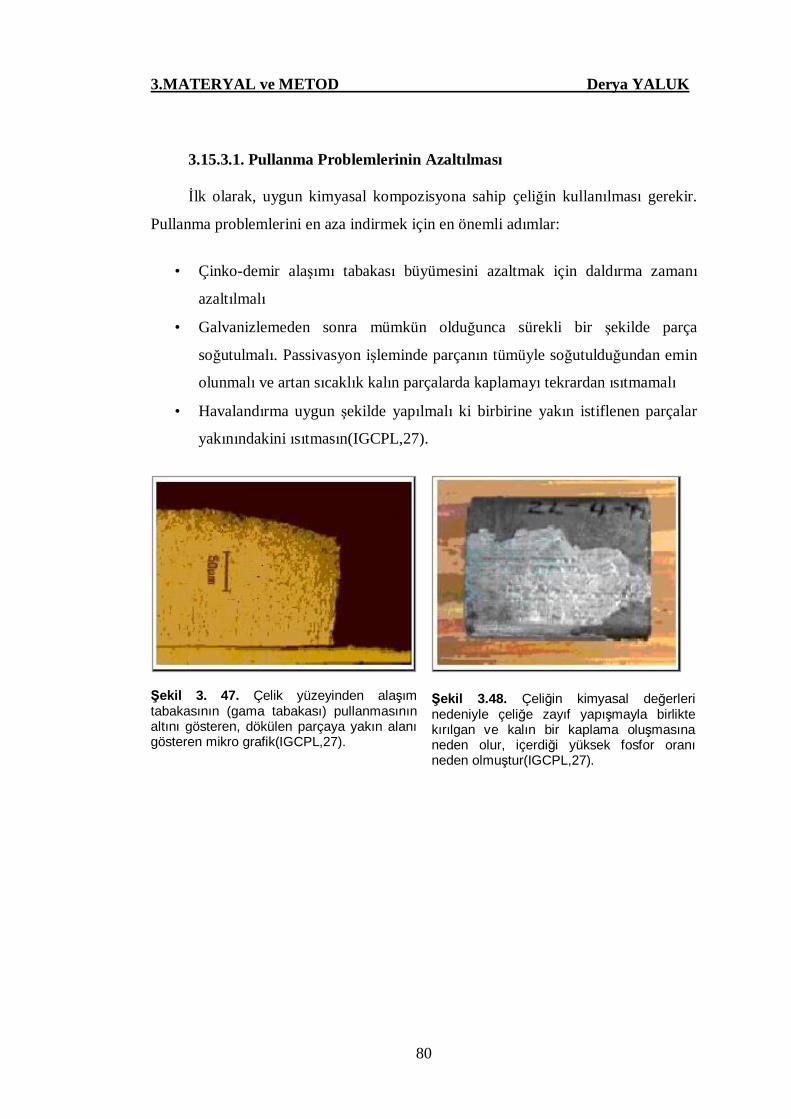
3.MATERYAL ve METOD Derya YALUK
80
3.15.3.1. Pullanma Problemlerinin Azaltılması
İlk olarak, uygun kimyasal kompozisyona sahip çeliğin kullanılması gerekir.
Pullanma problemlerini en aza indirmek için en önemli adımlar:
• Çinko-demir alaşımı tabakası büyümesini azaltmak için daldırma zamanı
azaltılmalı
• Galvanizlemeden sonra mümkün olduğunca sürekli bir şekilde parça
soğutulmalı. Passivasyon işleminde parçanın tümüyle soğutulduğundan emin
olunmalı ve artan sıcaklık kalın parçalarda kaplamayı tekrardan ısıtmamalı
• Havalandırma uygun şekilde yapılmalı ki birbirine yakın istiflenen parçalar
yakınındakini ısıtmasın(IGCPL,27).
Şekil 3. 47. Çelik yüzeyinden alaşım tabakasının (gama tabakası) pullanmasının altını gösteren, dökülen parçaya yakın alanı gösteren mikro grafik(IGCPL,27).
Şekil 3.48. Çeliğin kimyasal değerleri nedeniyle çeliğe zayıf yapışmayla birlikte kırılgan ve kalın bir kaplama oluşmasına neden olur, içerdiği yüksek fosfor oranı neden olmuştur(IGCPL,27).
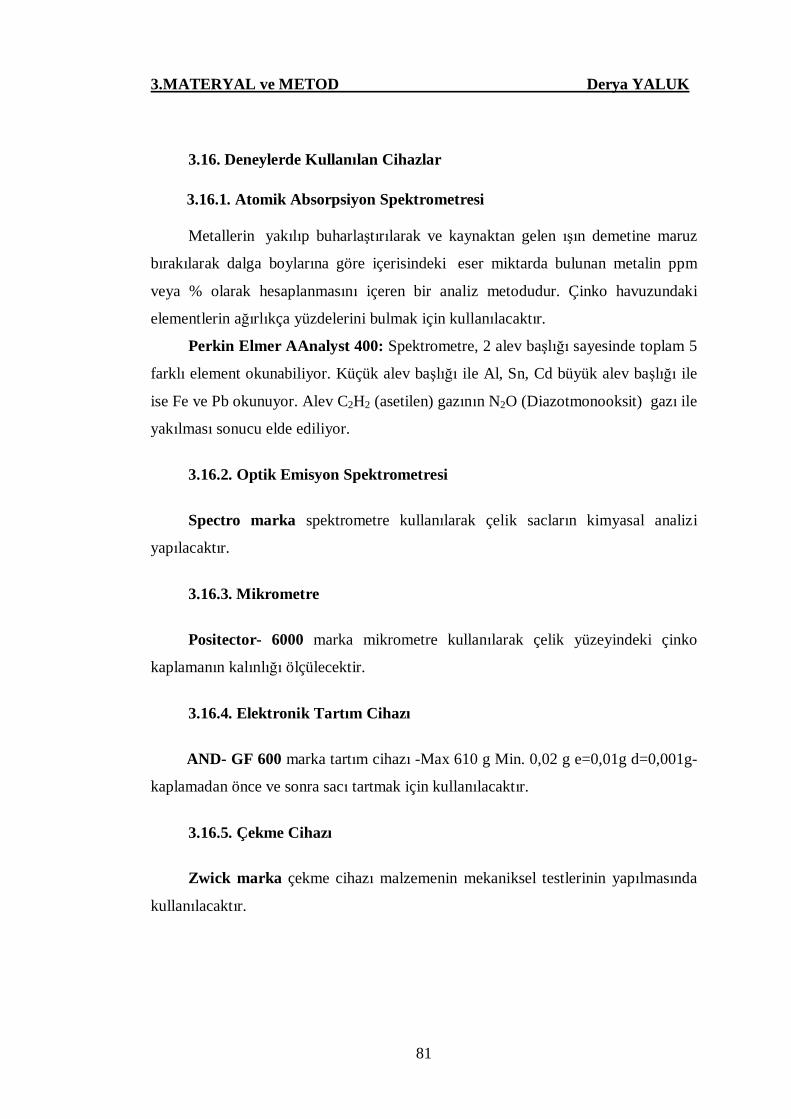
3.MATERYAL ve METOD Derya YALUK
81
3.16. Deneylerde Kullanılan Cihazlar 3.16.1. Atomik Absorpsiyon Spektrometresi Metallerin yakılıp buharlaştırılarak ve kaynaktan gelen ışın demetine maruz
bırakılarak dalga boylarına göre içerisindeki eser miktarda bulunan metalin ppm
veya % olarak hesaplanmasını içeren bir analiz metodudur. Çinko havuzundaki
elementlerin ağırlıkça yüzdelerini bulmak için kullanılacaktır.
Perkin Elmer AAnalyst 400: Spektrometre, 2 alev başlığı sayesinde toplam 5
farklı element okunabiliyor. Küçük alev başlığı ile Al, Sn, Cd büyük alev başlığı ile
ise Fe ve Pb okunuyor. Alev C2H2 (asetilen) gazının N2O (Diazotmonooksit) gazı ile
yakılması sonucu elde ediliyor.
3.16.2. Optik Emisyon Spektrometresi
Spectro marka spektrometre kullanılarak çelik sacların kimyasal analizi
yapılacaktır.
3.16.3. Mikrometre
Positector- 6000 marka mikrometre kullanılarak çelik yüzeyindeki çinko
kaplamanın kalınlığı ölçülecektir.
3.16.4. Elektronik Tartım Cihazı
AND- GF 600 marka tartım cihazı -Max 610 g Min. 0,02 g e=0,01g d=0,001g-
kaplamadan önce ve sonra sacı tartmak için kullanılacaktır.
3.16.5. Çekme Cihazı
Zwick marka çekme cihazı malzemenin mekaniksel testlerinin yapılmasında
kullanılacaktır.
3.MATERYAL ve METOD Derya YALUK
82
3.16.6. Yüzey Pürüzlülüğü
Çelik sacın galvanizlemeden önce yüzey pürüzlülüğü (Ra) ölçülecektir. Adana,
Silsan A.Ş laboratuarında bulunan HOMMEL TESTER T1000 T1P.02/29 tipi cihaz
kullanılacaktır.
3.16.7. Metalografik Numune Hazırlamada Kullanılan Cihazlar ve
Yardımcı Malzemeler
3.16.7.1. Metalografik Numune Kesme Cihazı
(METKON) METACUT-M 250 CUT OFF MACHINE
SOĞUTMA SIVISI: METCOOL /SOLUBLE OIL
KESME TAŞI:(METKON) 19- 022/A CUTO 250X1,5X32
MAX. 3440 MIN
MEDIUM
3.16.7.2. Metalografik Numune Kalıplama
(METKON) METAPRESS-A
MOUNTING PRESS
NUMUNEKALIP ÇAPI: Ø 30
PİSTON BASINCI: 300kg/cm²
BAKALİT: BAK-B
MOULDING COMPOUND
Type:Phenolıc Powder
Colour:Black
3.16.7.3. Metalografik Numune Taşlama
(METKON) FORCIPOL 2V
GRINDER –POLISHER
Kullanılan zımpara :WS FLEX 18 C Water prof
3.MATERYAL ve METOD Derya YALUK
83
180,320,600,1000,1200 Meshlik zımpara taşları
3.16.7.4. Metalografik Numune Parlatma
PARLATICI KADİFE
İNCELTİCİ SIVI: DIAPAT
DIAMOND LUBRICANT
MONOCRYSTALLINE
PASTA: DIAMOND SUSPENSION
MONOCRYSTALLINE
Mıcron: 1
3.16.7.5. Dağlama
Parlatma işlemi tamamlandıktan sonra parlatılmış yüzey hazırlanmış olan
%3’lük nitrik asit çözeltisine daldırılarak dağlama işlemi yapılır. Uygun dağlama
yapıldıktan sonra optik mikroskop ile makro ve mikro yapı incelenir
3.16.8. Mikroskop
MAKRO İNCELEME:(SOIF) Trinoküler stereo zoom mikroskop
(7X,10X,15X,20X,25X,30X,35X,40X,45X)
MİKRO İNCELEME:(SOIF XJP-6A)Metal mikroskobu (400X)
Makro inceleme için Yüzey Hazırlama işlemi;
1 – Kesme : Metkon otomatik numune kesme makinesinde su soğutmalı kesme
işlemi yapılacaktır.
2 – Numune kalıplama : Bakalit ile Metkon kalıplama makinesinde Ø 30 mm
ebadında kalıplama yapılacaktır.
3 – Zımparalama :
A – 180 mesh zımpara
B – 320 mesh zımpara
C – 400 mesh zımpara
3.MATERYAL ve METOD Derya YALUK
84
D – 600 mesh zımpara
E – 800 mesh zımpara
F – 1000 mesh zımpara
G – 1200 mesh zımpara
Kademelerinde zımparalama, su ile birlikte su zımparasında tatbik edilecektir.
Metkon Döner tambur tipi zımpara makinesi kullanılacaktır. Mesh, 1 inch2 deki
nokta (pürüz ) sayısıdır.
4 – Parlatma : Elmas süspansiyon ile 1 numaralı keçede. Metkon parlatma
ünitesinde yapılacaktır.
5 – Makro inceleme: Trinoküler stereo zoom mikroskop ile kaplama yapısı
incelenecektir.
3.16.9. Sertlik Ölçme Cihazı
Metkon Marka Sertlik Ölçüm Cihazı Ölçüm Yöntemi: Cihaz açma
tuşundan cihaz açılır. Kullanılacak ağırlık miktarı seçilir (1 kg). Sağ yandaki görüntü
kolu ile görüntü ayarlanır. 10 x mercekten bakılarak görünür iki dikey çizgi mercek
yanındaki butonlar yardımı ile aralarından ışık sızmayacak şekilde yan yana getirilir.
Cihaz üzerindeki zero tuşuna basılarak kullanım öncesi sıfırlama yapılır. Start
düğmesine basılarak 1 kg. yük 5 sn boyunca numune üzerine otomatik olarak
uygulanır. Oluşan iz mercekten görünen iki siyah çizgi arasına alınır ve karşılıklı
köşeler arasındaki mesafe ölçülür. 10x merceğinin yanındaki butona basılarak oluşan
iz 90 derece döndürülür ve tekrar görünen iki siyah çizgi arasına alınır. Son kez 10x
merceğinin yanındaki butona basılarak sertlik ölçme işlemi tamamlanır. Sertlik
değeri ekrana vikers (hv) olarak yansır. İstendiğinde ekran üstündeki hrc tuşuna
basılarak okunan değer rockwell cinsine çevrilebilir.
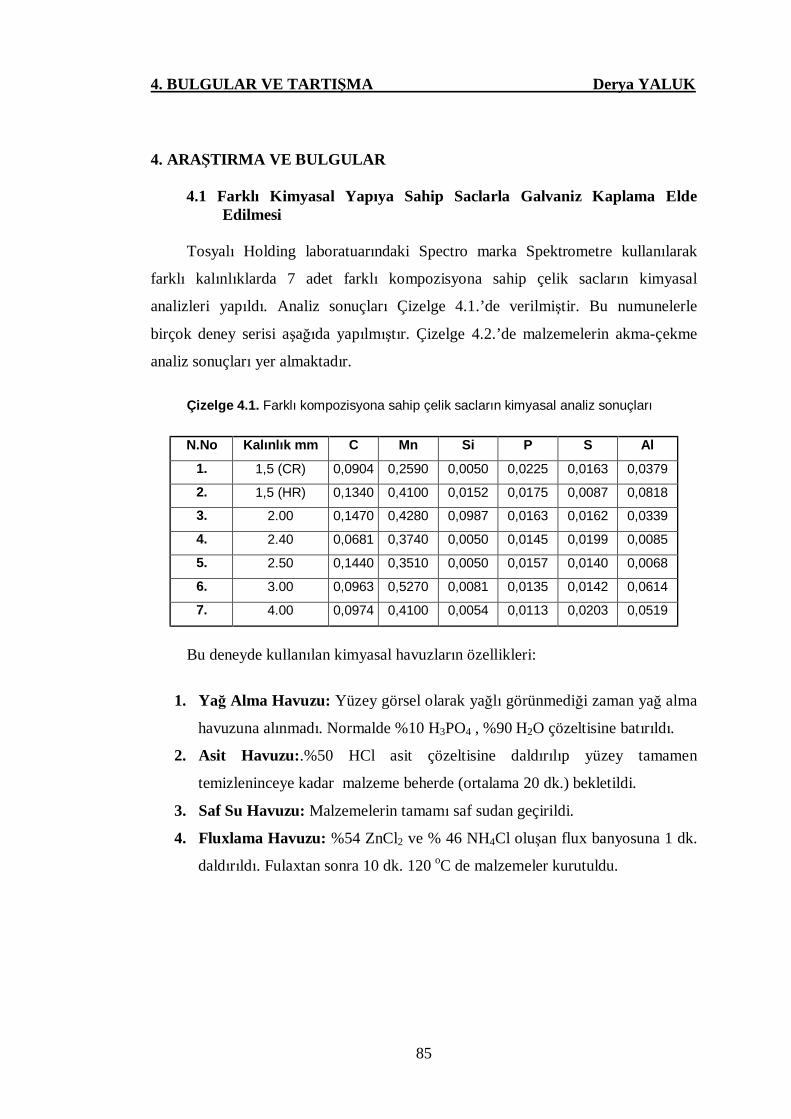
4. BULGULAR VE TARTIŞMA Derya YALUK
85
4. ARAŞTIRMA VE BULGULAR
4.1 Farklı Kimyasal Yapıya Sahip Saclarla Galvaniz Kaplama Elde Edilmesi
Tosyalı Holding laboratuarındaki Spectro marka Spektrometre kullanılarak
farklı kalınlıklarda 7 adet farklı kompozisyona sahip çelik sacların kimyasal
analizleri yapıldı. Analiz sonuçları Çizelge 4.1.’de verilmiştir. Bu numunelerle
birçok deney serisi aşağıda yapılmıştır. Çizelge 4.2.’de malzemelerin akma-çekme
analiz sonuçları yer almaktadır.
Çizelge 4.1. Farklı kompozisyona sahip çelik sacların kimyasal analiz sonuçları
N.No Kalınlık mm C Mn Si P S Al
1. 1,5 (CR) 0,0904 0,2590 0,0050 0,0225 0,0163 0,0379
2. 1,5 (HR) 0,1340 0,4100 0,0152 0,0175 0,0087 0,0818
3. 2.00 0,1470 0,4280 0,0987 0,0163 0,0162 0,0339
4. 2.40 0,0681 0,3740 0,0050 0,0145 0,0199 0,0085
5. 2.50 0,1440 0,3510 0,0050 0,0157 0,0140 0,0068
6. 3.00 0,0963 0,5270 0,0081 0,0135 0,0142 0,0614
7. 4.00 0,0974 0,4100 0,0054 0,0113 0,0203 0,0519
Bu deneyde kullanılan kimyasal havuzların özellikleri:
1. Yağ Alma Havuzu: Yüzey görsel olarak yağlı görünmediği zaman yağ alma
havuzuna alınmadı. Normalde %10 H3PO4 , %90 H2O çözeltisine batırıldı.
2. Asit Havuzu:.%50 HCl asit çözeltisine daldırılıp yüzey tamamen
temizleninceye kadar malzeme beherde (ortalama 20 dk.) bekletildi.
3. Saf Su Havuzu: Malzemelerin tamamı saf sudan geçirildi.
4. Fluxlama Havuzu: %54 ZnCl2 ve % 46 NH4Cl oluşan flux banyosuna 1 dk.
daldırıldı. Fulaxtan sonra 10 dk. 120 oC de malzemeler kurutuldu.
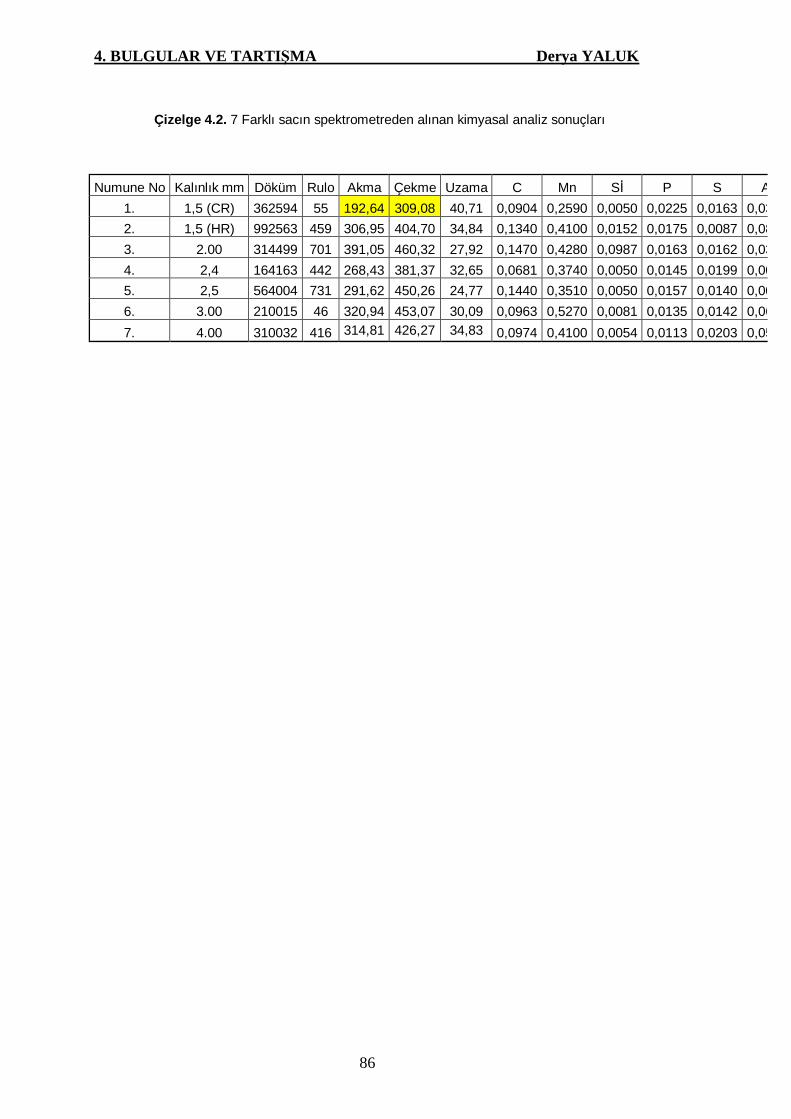
4. BULGULAR VE TARTIŞMA Derya YALUK
86
Çizelge 4.2. 7 Farklı sacın spektrometreden alınan kimyasal analiz sonuçları
Numune No Kalınlık mm Döküm Rulo Akma Çekme Uzama C Mn Sİ P S Al1. 1,5 (CR) 362594 55 192,64 309,08 40,71 0,0904 0,2590 0,0050 0,0225 0,0163 0,03792. 1,5 (HR) 992563 459 306,95 404,70 34,84 0,1340 0,4100 0,0152 0,0175 0,0087 0,08183. 2.00 314499 701 391,05 460,32 27,92 0,1470 0,4280 0,0987 0,0163 0,0162 0,03394. 2,4 164163 442 268,43 381,37 32,65 0,0681 0,3740 0,0050 0,0145 0,0199 0,00855. 2,5 564004 731 291,62 450,26 24,77 0,1440 0,3510 0,0050 0,0157 0,0140 0,00686. 3.00 210015 46 320,94 453,07 30,09 0,0963 0,5270 0,0081 0,0135 0,0142 0,06147. 4.00 310032 416 314,81 426,27 34,83 0,0974 0,4100 0,0054 0,0113 0,0203 0,0519
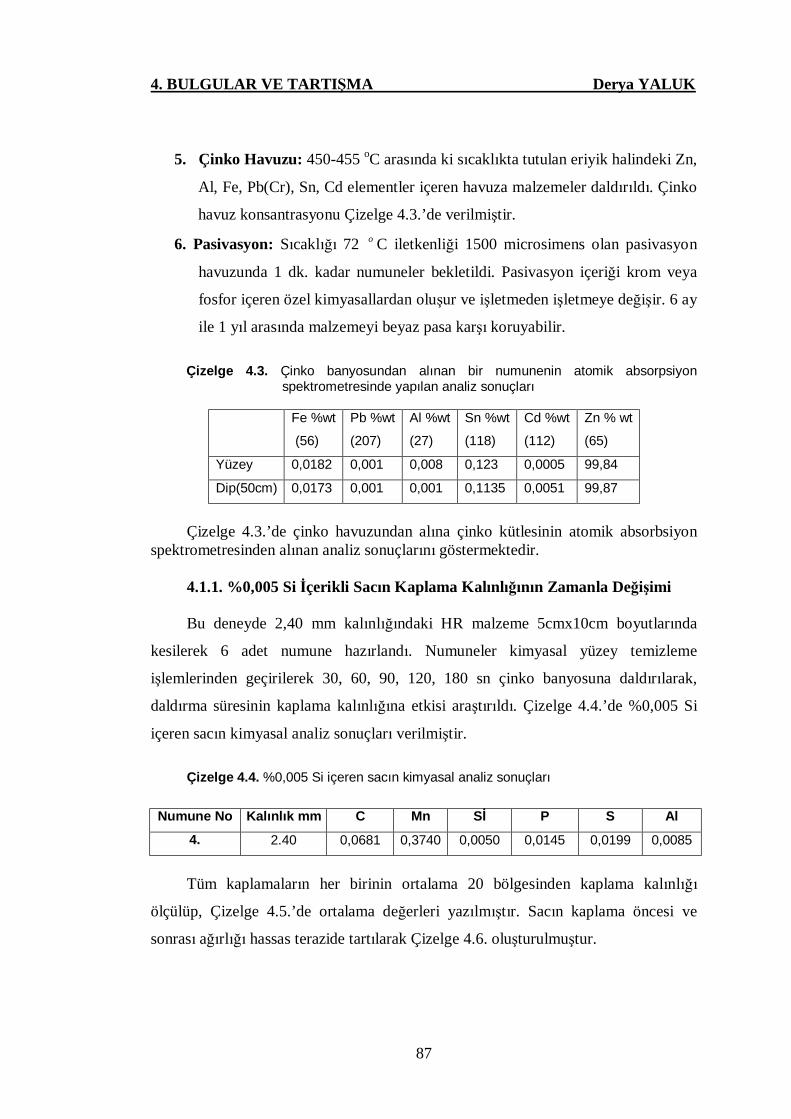
4. BULGULAR VE TARTIŞMA Derya YALUK
87
5. Çinko Havuzu: 450-455 oC arasında ki sıcaklıkta tutulan eriyik halindeki Zn,
Al, Fe, Pb(Cr), Sn, Cd elementler içeren havuza malzemeler daldırıldı. Çinko
havuz konsantrasyonu Çizelge 4.3.’de verilmiştir.
6. Pasivasyon: Sıcaklığı 72 o C iletkenliği 1500 microsimens olan pasivasyon
havuzunda 1 dk. kadar numuneler bekletildi. Pasivasyon içeriği krom veya
fosfor içeren özel kimyasallardan oluşur ve işletmeden işletmeye değişir. 6 ay
ile 1 yıl arasında malzemeyi beyaz pasa karşı koruyabilir.
Çizelge 4.3. Çinko banyosundan alınan bir numunenin atomik absorpsiyon
spektrometresinde yapılan analiz sonuçları
Fe %wt
(56)
Pb %wt
(207)
Al %wt
(27)
Sn %wt
(118)
Cd %wt
(112)
Zn % wt
(65)
Yüzey 0,0182 0,001 0,008 0,123 0,0005 99,84
Dip(50cm) 0,0173 0,001 0,001 0,1135 0,0051 99,87
Çizelge 4.3.’de çinko havuzundan alına çinko kütlesinin atomik absorbsiyon
spektrometresinden alınan analiz sonuçlarını göstermektedir. 4.1.1. %0,005 Si İçerikli Sacın Kaplama Kalınlığının Zamanla Değişimi
Bu deneyde 2,40 mm kalınlığındaki HR malzeme 5cmx10cm boyutlarında
kesilerek 6 adet numune hazırlandı. Numuneler kimyasal yüzey temizleme
işlemlerinden geçirilerek 30, 60, 90, 120, 180 sn çinko banyosuna daldırılarak,
daldırma süresinin kaplama kalınlığına etkisi araştırıldı. Çizelge 4.4.’de %0,005 Si
içeren sacın kimyasal analiz sonuçları verilmiştir.
Çizelge 4.4. %0,005 Si içeren sacın kimyasal analiz sonuçları
Numune No Kalınlık mm C Mn Sİ P S Al
4. 2.40 0,0681 0,3740 0,0050 0,0145 0,0199 0,0085
Tüm kaplamaların her birinin ortalama 20 bölgesinden kaplama kalınlığı
ölçülüp, Çizelge 4.5.’de ortalama değerleri yazılmıştır. Sacın kaplama öncesi ve
sonrası ağırlığı hassas terazide tartılarak Çizelge 4.6. oluşturulmuştur.
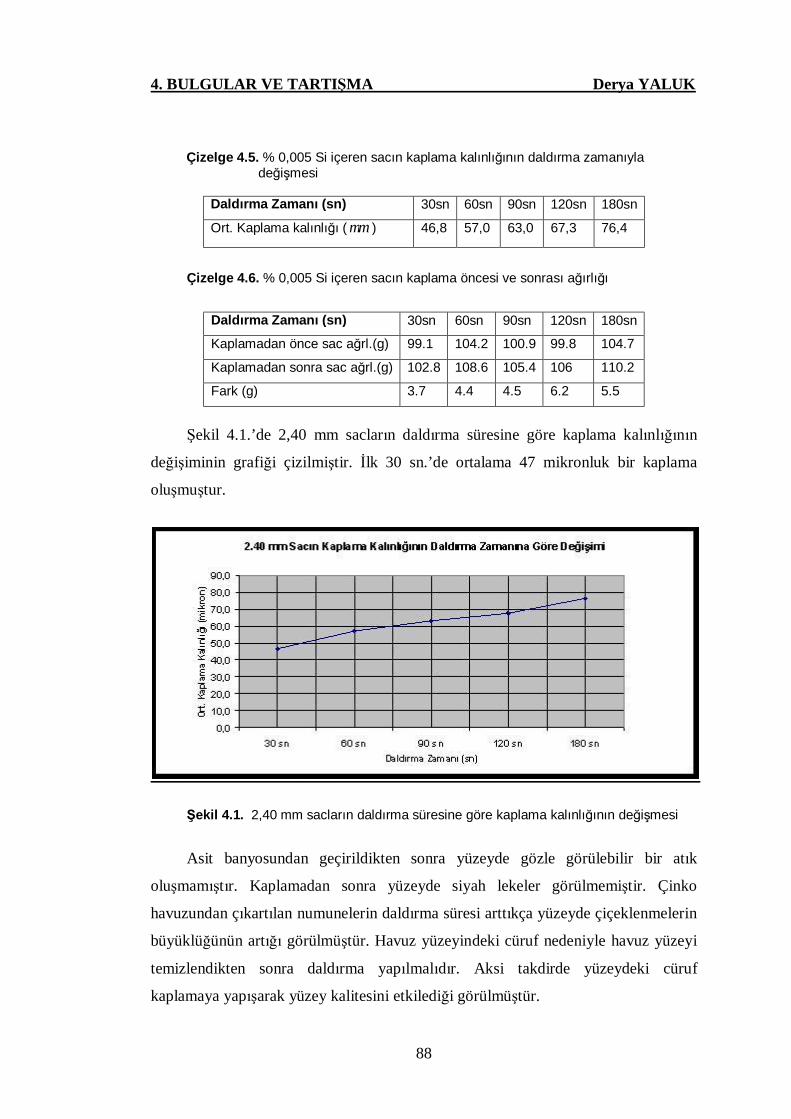
4. BULGULAR VE TARTIŞMA Derya YALUK
88
Çizelge 4.5. % 0,005 Si içeren sacın kaplama kalınlığının daldırma zamanıyla değişmesi
Daldırma Zamanı (sn) 30sn 60sn 90sn 120sn 180sn
Ort. Kaplama kalınlığı ( mµ ) 46,8 57,0 63,0 67,3 76,4
Çizelge 4.6. % 0,005 Si içeren sacın kaplama öncesi ve sonrası ağırlığı
Daldırma Zamanı (sn) 30sn 60sn 90sn 120sn 180sn
Kaplamadan önce sac ağrl.(g) 99.1 104.2 100.9 99.8 104.7
Kaplamadan sonra sac ağrl.(g) 102.8 108.6 105.4 106 110.2
Fark (g) 3.7 4.4 4.5 6.2 5.5
Şekil 4.1.’de 2,40 mm sacların daldırma süresine göre kaplama kalınlığının
değişiminin grafiği çizilmiştir. İlk 30 sn.’de ortalama 47 mikronluk bir kaplama
oluşmuştur.
Şekil 4.1. 2,40 mm sacların daldırma süresine göre kaplama kalınlığının değişmesi
Asit banyosundan geçirildikten sonra yüzeyde gözle görülebilir bir atık
oluşmamıştır. Kaplamadan sonra yüzeyde siyah lekeler görülmemiştir. Çinko
havuzundan çıkartılan numunelerin daldırma süresi arttıkça yüzeyde çiçeklenmelerin
büyüklüğünün artığı görülmüştür. Havuz yüzeyindeki cüruf nedeniyle havuz yüzeyi
temizlendikten sonra daldırma yapılmalıdır. Aksi takdirde yüzeydeki cüruf
kaplamaya yapışarak yüzey kalitesini etkilediği görülmüştür.
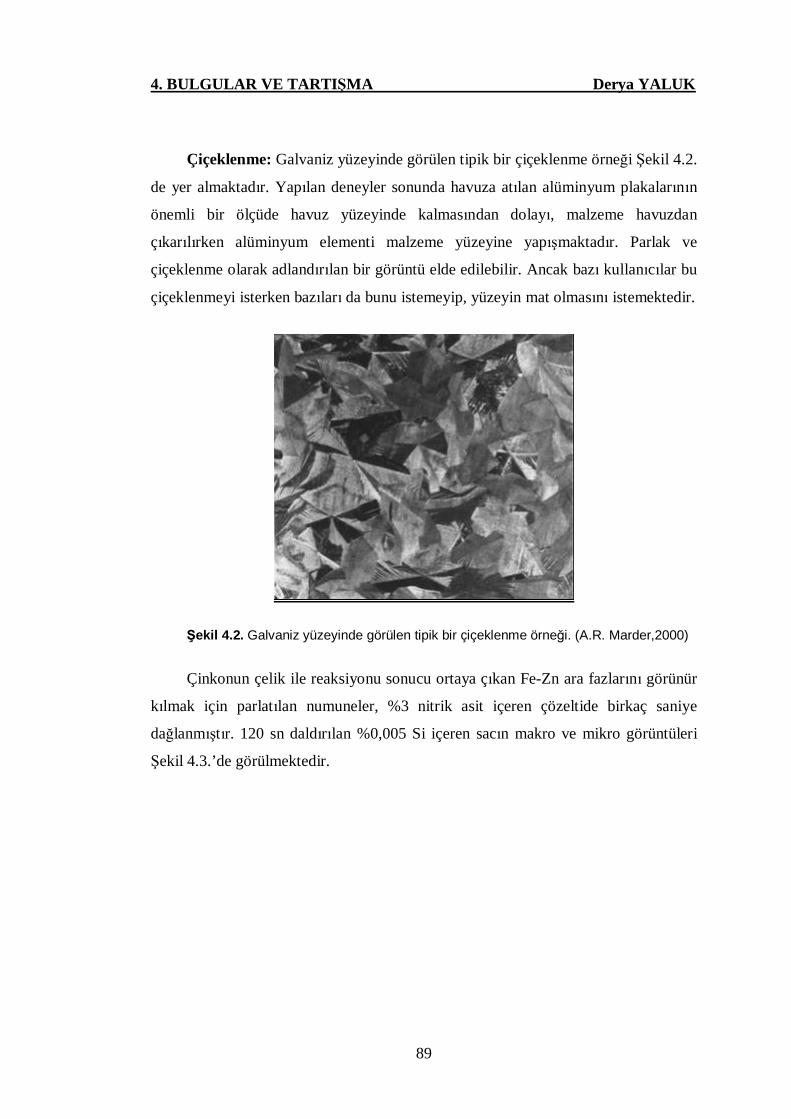
4. BULGULAR VE TARTIŞMA Derya YALUK
89
Çiçeklenme: Galvaniz yüzeyinde görülen tipik bir çiçeklenme örneği Şekil 4.2.
de yer almaktadır. Yapılan deneyler sonunda havuza atılan alüminyum plakalarının
önemli bir ölçüde havuz yüzeyinde kalmasından dolayı, malzeme havuzdan
çıkarılırken alüminyum elementi malzeme yüzeyine yapışmaktadır. Parlak ve
çiçeklenme olarak adlandırılan bir görüntü elde edilebilir. Ancak bazı kullanıcılar bu
çiçeklenmeyi isterken bazıları da bunu istemeyip, yüzeyin mat olmasını istemektedir.
Şekil 4.2. Galvaniz yüzeyinde görülen tipik bir çiçeklenme örneği. (A.R. Marder,2000)
Çinkonun çelik ile reaksiyonu sonucu ortaya çıkan Fe-Zn ara fazlarını görünür
kılmak için parlatılan numuneler, %3 nitrik asit içeren çözeltide birkaç saniye
dağlanmıştır. 120 sn daldırılan %0,005 Si içeren sacın makro ve mikro görüntüleri
Şekil 4.3.’de görülmektedir.
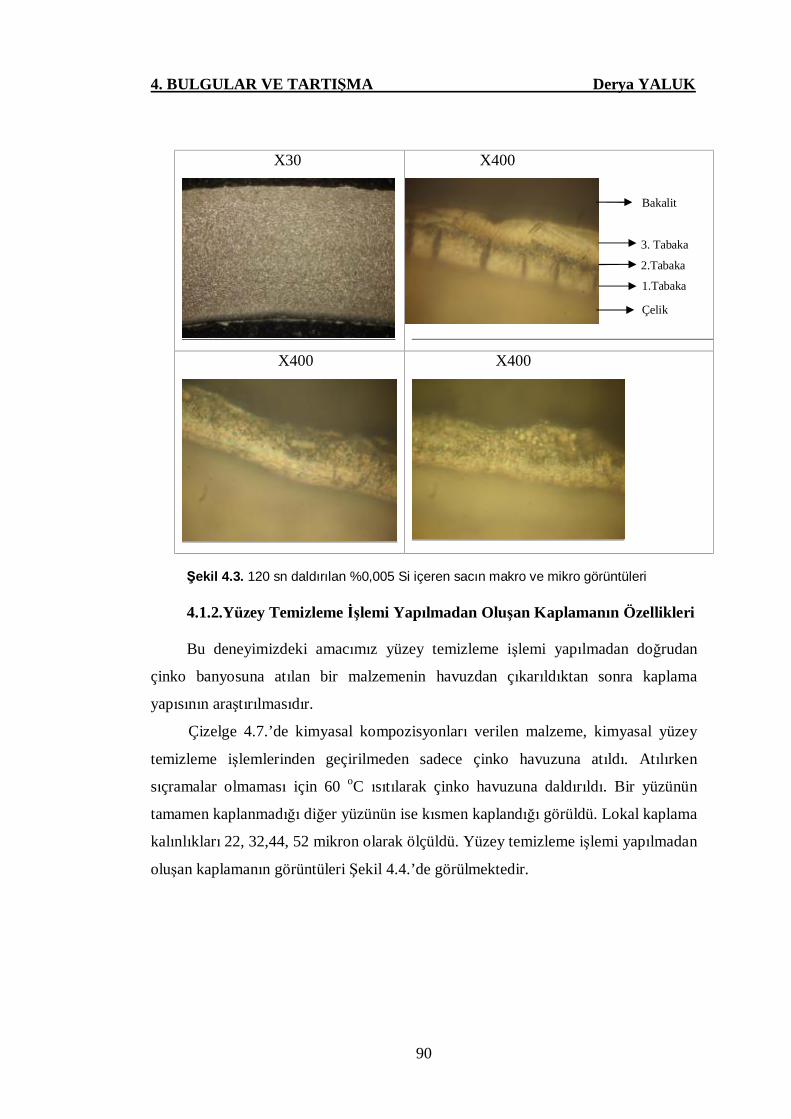
4. BULGULAR VE TARTIŞMA Derya YALUK
90
X30
X400
X400
X400
Şekil 4.3. 120 sn daldırılan %0,005 Si içeren sacın makro ve mikro görüntüleri
4.1.2.Yüzey Temizleme İşlemi Yapılmadan Oluşan Kaplamanın Özellikleri
Bu deneyimizdeki amacımız yüzey temizleme işlemi yapılmadan doğrudan
çinko banyosuna atılan bir malzemenin havuzdan çıkarıldıktan sonra kaplama
yapısının araştırılmasıdır.
Çizelge 4.7.’de kimyasal kompozisyonları verilen malzeme, kimyasal yüzey
temizleme işlemlerinden geçirilmeden sadece çinko havuzuna atıldı. Atılırken
sıçramalar olmaması için 60 oC ısıtılarak çinko havuzuna daldırıldı. Bir yüzünün
tamamen kaplanmadığı diğer yüzünün ise kısmen kaplandığı görüldü. Lokal kaplama
kalınlıkları 22, 32,44, 52 mikron olarak ölçüldü. Yüzey temizleme işlemi yapılmadan
oluşan kaplamanın görüntüleri Şekil 4.4.’de görülmektedir.
Çelik
1.Tabaka
2.Tabaka
3. Tabaka
Bakalit
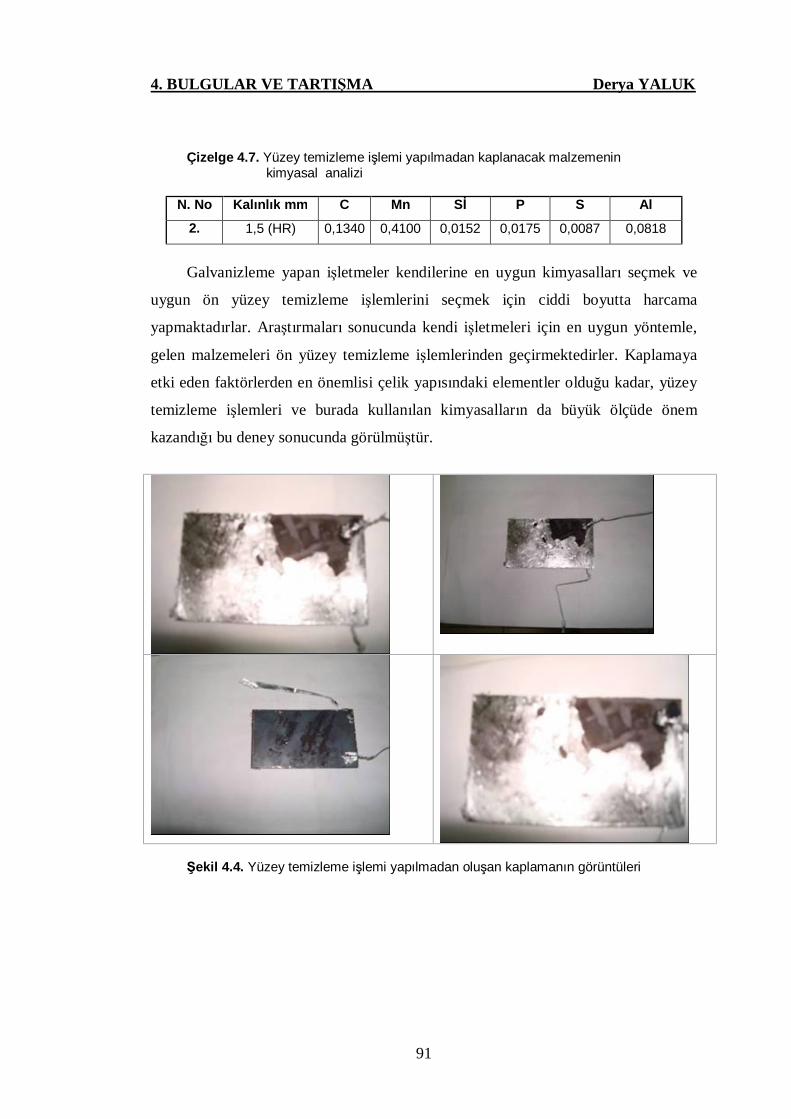
4. BULGULAR VE TARTIŞMA Derya YALUK
91
Çizelge 4.7. Yüzey temizleme işlemi yapılmadan kaplanacak malzemenin kimyasal analizi
N. No Kalınlık mm C Mn Sİ P S Al
2. 1,5 (HR) 0,1340 0,4100 0,0152 0,0175 0,0087 0,0818
Galvanizleme yapan işletmeler kendilerine en uygun kimyasalları seçmek ve
uygun ön yüzey temizleme işlemlerini seçmek için ciddi boyutta harcama
yapmaktadırlar. Araştırmaları sonucunda kendi işletmeleri için en uygun yöntemle,
gelen malzemeleri ön yüzey temizleme işlemlerinden geçirmektedirler. Kaplamaya
etki eden faktörlerden en önemlisi çelik yapısındaki elementler olduğu kadar, yüzey
temizleme işlemleri ve burada kullanılan kimyasalların da büyük ölçüde önem
kazandığı bu deney sonucunda görülmüştür.
Şekil 4.4. Yüzey temizleme işlemi yapılmadan oluşan kaplamanın görüntüleri
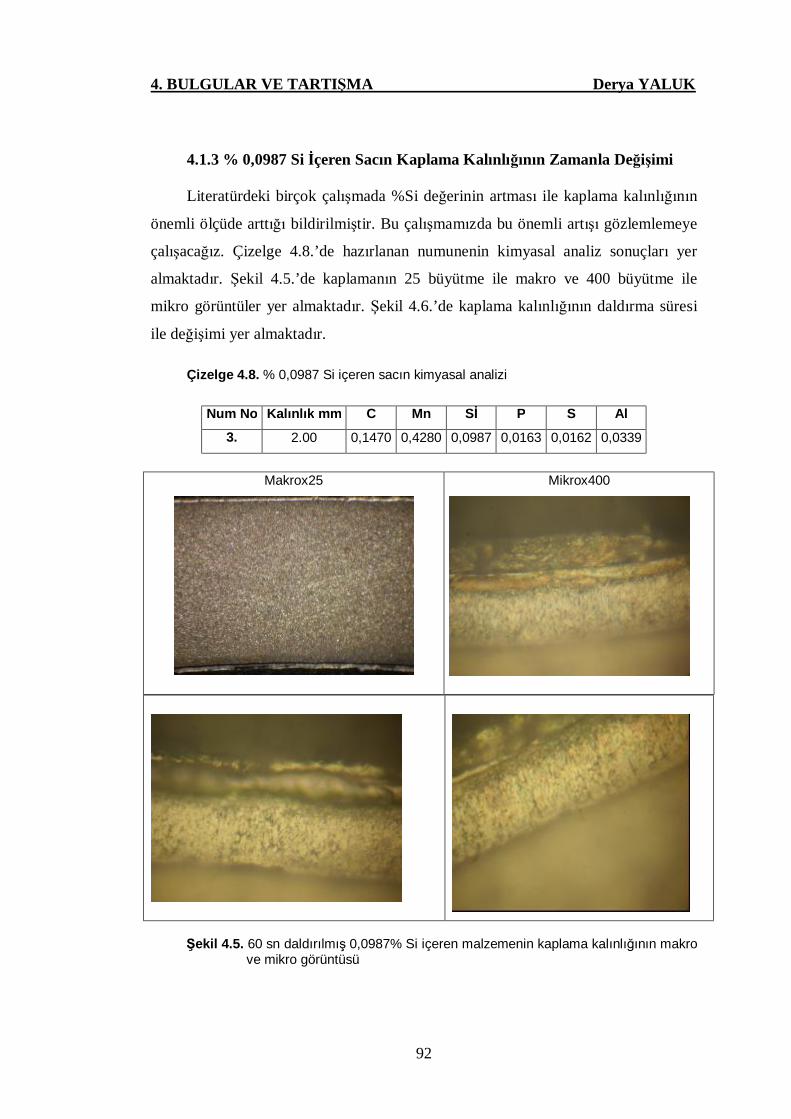
4. BULGULAR VE TARTIŞMA Derya YALUK
92
4.1.3 % 0,0987 Si İçeren Sacın Kaplama Kalınlığının Zamanla Değişimi Literatürdeki birçok çalışmada %Si değerinin artması ile kaplama kalınlığının
önemli ölçüde arttığı bildirilmiştir. Bu çalışmamızda bu önemli artışı gözlemlemeye
çalışacağız. Çizelge 4.8.’de hazırlanan numunenin kimyasal analiz sonuçları yer
almaktadır. Şekil 4.5.’de kaplamanın 25 büyütme ile makro ve 400 büyütme ile
mikro görüntüler yer almaktadır. Şekil 4.6.’de kaplama kalınlığının daldırma süresi
ile değişimi yer almaktadır.
Çizelge 4.8. % 0,0987 Si içeren sacın kimyasal analizi
Num No Kalınlık mm C Mn Sİ P S Al
3. 2.00 0,1470 0,4280 0,0987 0,0163 0,0162 0,0339
Şekil 4.5. 60 sn daldırılmış 0,0987% Si içeren malzemenin kaplama kalınlığının makro
ve mikro görüntüsü
Makrox25
Mikrox400
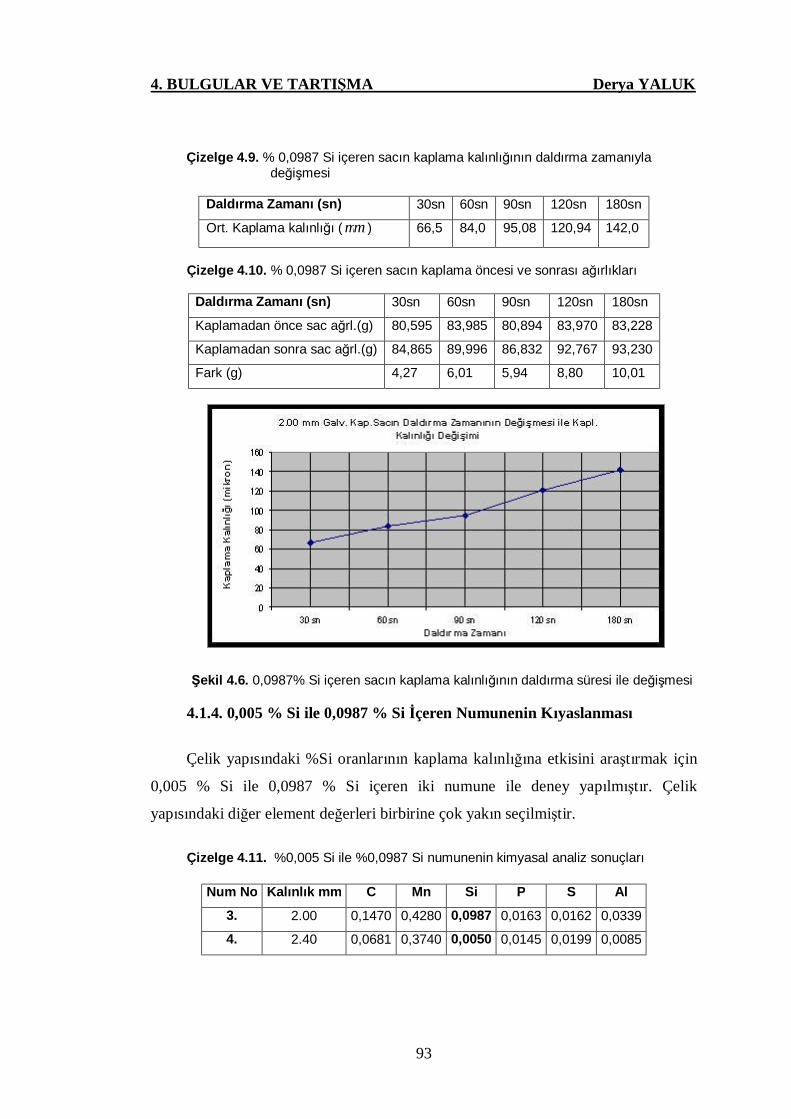
4. BULGULAR VE TARTIŞMA Derya YALUK
93
Çizelge 4.9. % 0,0987 Si içeren sacın kaplama kalınlığının daldırma zamanıyla değişmesi
Daldırma Zamanı (sn) 30sn 60sn 90sn 120sn 180sn
Ort. Kaplama kalınlığı ( mµ ) 66,5 84,0 95,08 120,94 142,0
Çizelge 4.10. % 0,0987 Si içeren sacın kaplama öncesi ve sonrası ağırlıkları
Daldırma Zamanı (sn) 30sn 60sn 90sn 120sn 180sn
Kaplamadan önce sac ağrl.(g) 80,595 83,985 80,894 83,970 83,228
Kaplamadan sonra sac ağrl.(g) 84,865 89,996 86,832 92,767 93,230
Fark (g) 4,27 6,01 5,94 8,80 10,01
Şekil 4.6. 0,0987% Si içeren sacın kaplama kalınlığının daldırma süresi ile değişmesi 4.1.4. 0,005 % Si ile 0,0987 % Si İçeren Numunenin Kıyaslanması
Çelik yapısındaki %Si oranlarının kaplama kalınlığına etkisini araştırmak için
0,005 % Si ile 0,0987 % Si içeren iki numune ile deney yapılmıştır. Çelik
yapısındaki diğer element değerleri birbirine çok yakın seçilmiştir.
Çizelge 4.11. %0,005 Si ile %0,0987 Si numunenin kimyasal analiz sonuçları
Num No Kalınlık mm C Mn Si P S Al
3. 2.00 0,1470 0,4280 0,0987 0,0163 0,0162 0,0339
4. 2.40 0,0681 0,3740 0,0050 0,0145 0,0199 0,0085
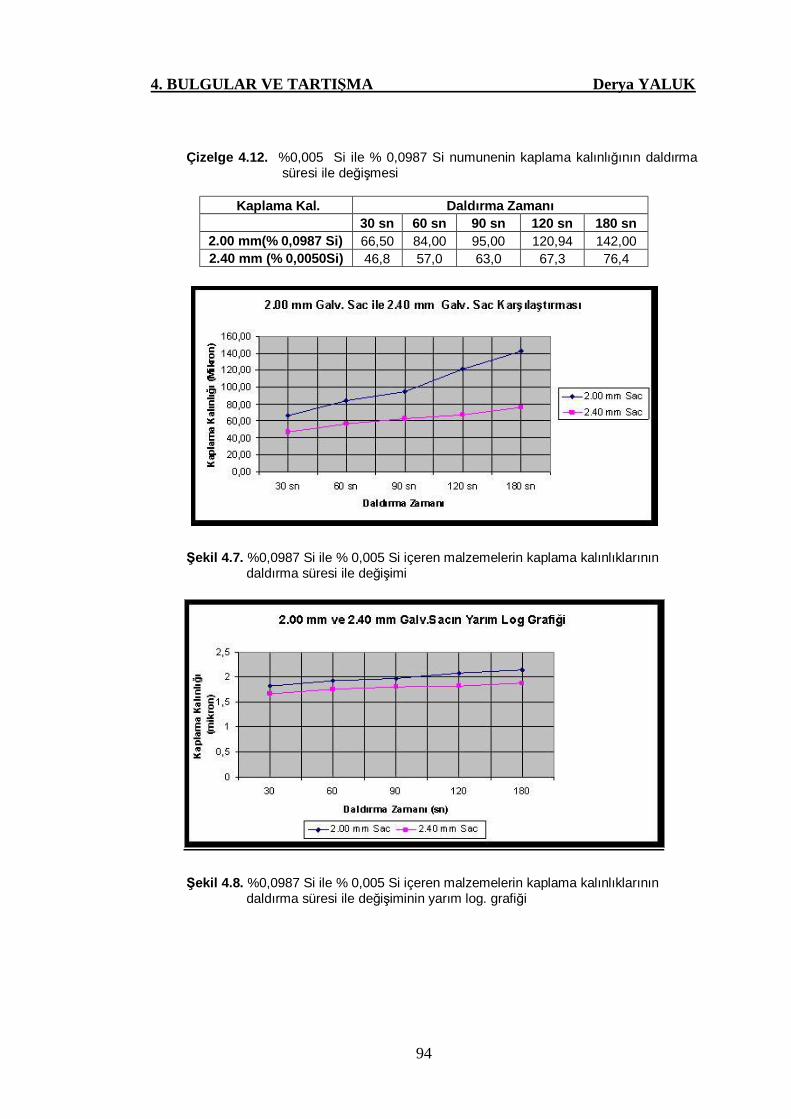
4. BULGULAR VE TARTIŞMA Derya YALUK
94
Çizelge 4.12. %0,005 Si ile % 0,0987 Si numunenin kaplama kalınlığının daldırma süresi ile değişmesi
Kaplama Kal. Daldırma Zamanı
30 sn 60 sn 90 sn 120 sn 180 sn 2.00 mm(% 0,0987 Si) 66,50 84,00 95,00 120,94 142,00 2.40 mm (% 0,0050Si) 46,8 57,0 63,0 67,3 76,4
Şekil 4.7. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişimi
Şekil 4.8. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişiminin yarım log. grafiği
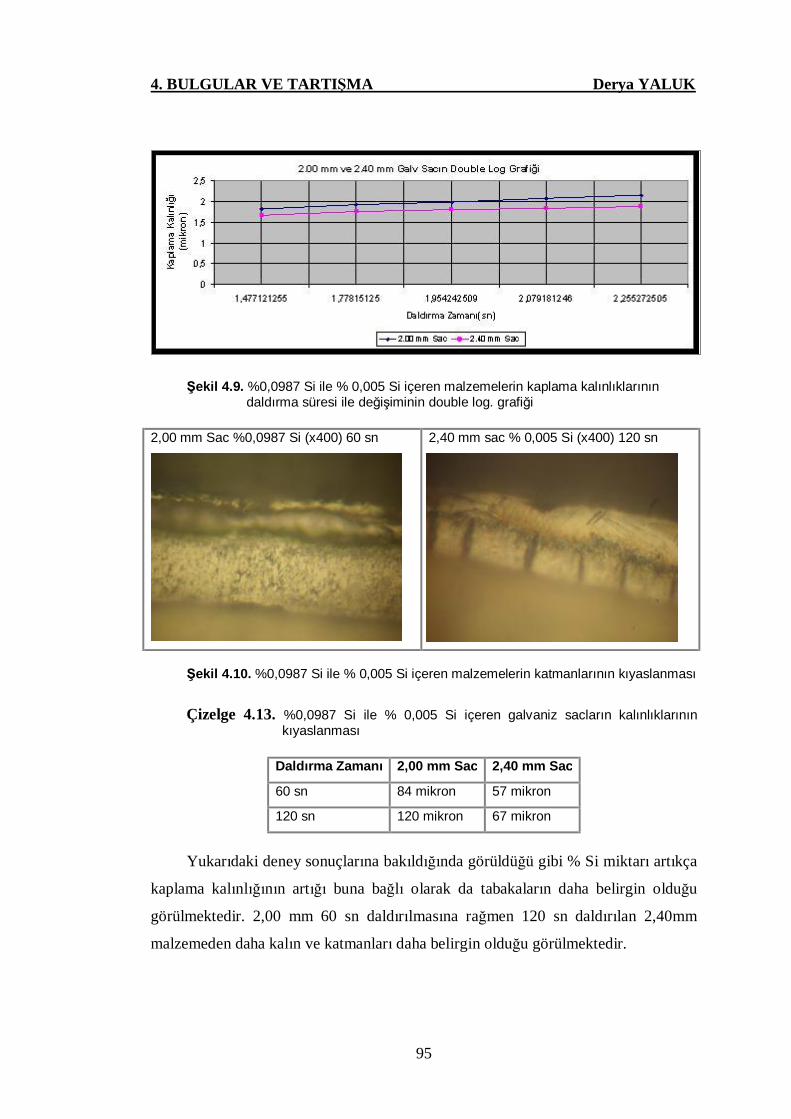
4. BULGULAR VE TARTIŞMA Derya YALUK
95
Şekil 4.9. %0,0987 Si ile % 0,005 Si içeren malzemelerin kaplama kalınlıklarının
daldırma süresi ile değişiminin double log. grafiği
2,00 mm Sac %0,0987 Si (x400) 60 sn
2,40 mm sac % 0,005 Si (x400) 120 sn
Şekil 4.10. %0,0987 Si ile % 0,005 Si içeren malzemelerin katmanlarının kıyaslanması
Çizelge 4.13. %0,0987 Si ile % 0,005 Si içeren galvaniz sacların kalınlıklarının
kıyaslanması
Daldırma Zamanı 2,00 mm Sac 2,40 mm Sac
60 sn 84 mikron 57 mikron
120 sn 120 mikron 67 mikron
Yukarıdaki deney sonuçlarına bakıldığında görüldüğü gibi % Si miktarı artıkça
kaplama kalınlığının artığı buna bağlı olarak da tabakaların daha belirgin olduğu
görülmektedir. 2,00 mm 60 sn daldırılmasına rağmen 120 sn daldırılan 2,40mm
malzemeden daha kalın ve katmanları daha belirgin olduğu görülmektedir.
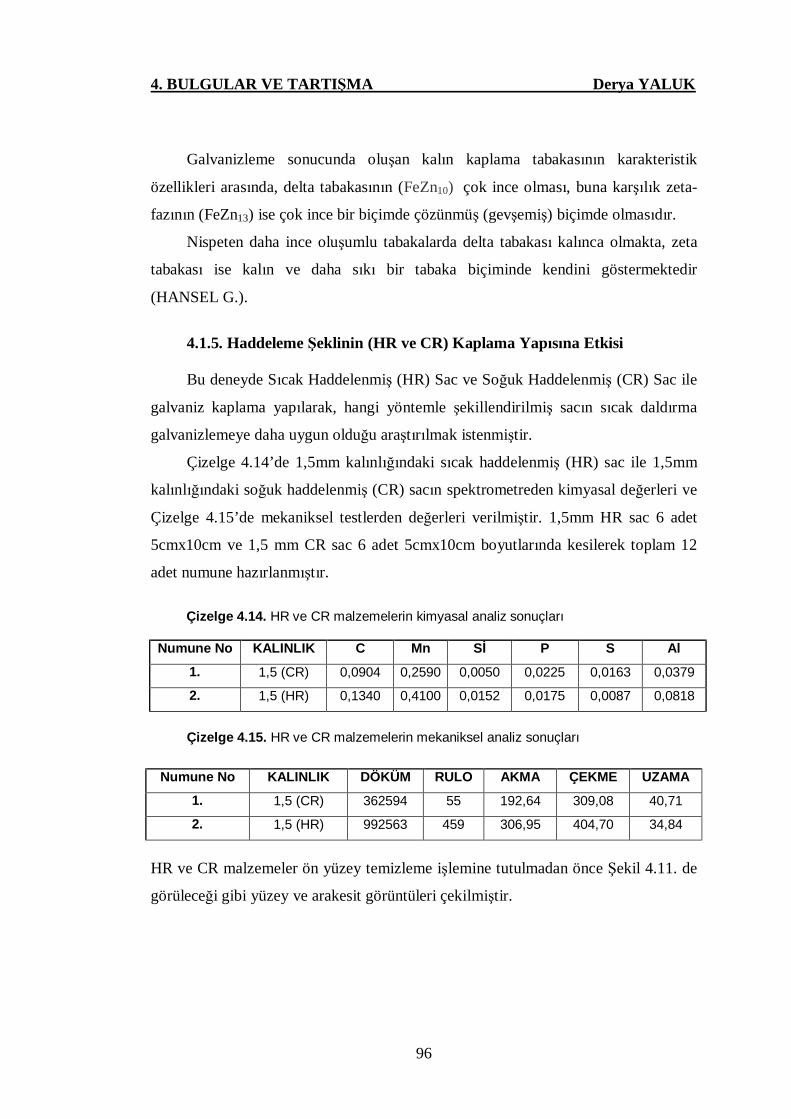
4. BULGULAR VE TARTIŞMA Derya YALUK
96
Galvanizleme sonucunda oluşan kalın kaplama tabakasının karakteristik
özellikleri arasında, delta tabakasının (FeZn10) çok ince olması, buna karşılık zeta-
fazının (FeZn13) ise çok ince bir biçimde çözünmüş (gevşemiş) biçimde olmasıdır.
Nispeten daha ince oluşumlu tabakalarda delta tabakası kalınca olmakta, zeta
tabakası ise kalın ve daha sıkı bir tabaka biçiminde kendini göstermektedir
(HANSEL G.).
4.1.5. Haddeleme Şeklinin (HR ve CR) Kaplama Yapısına Etkisi
Bu deneyde Sıcak Haddelenmiş (HR) Sac ve Soğuk Haddelenmiş (CR) Sac ile
galvaniz kaplama yapılarak, hangi yöntemle şekillendirilmiş sacın sıcak daldırma
galvanizlemeye daha uygun olduğu araştırılmak istenmiştir.
Çizelge 4.14’de 1,5mm kalınlığındaki sıcak haddelenmiş (HR) sac ile 1,5mm
kalınlığındaki soğuk haddelenmiş (CR) sacın spektrometreden kimyasal değerleri ve
Çizelge 4.15’de mekaniksel testlerden değerleri verilmiştir. 1,5mm HR sac 6 adet
5cmx10cm ve 1,5 mm CR sac 6 adet 5cmx10cm boyutlarında kesilerek toplam 12
adet numune hazırlanmıştır.
Çizelge 4.14. HR ve CR malzemelerin kimyasal analiz sonuçları
Numune No KALINLIK C Mn Sİ P S Al
1. 1,5 (CR) 0,0904 0,2590 0,0050 0,0225 0,0163 0,0379
2. 1,5 (HR) 0,1340 0,4100 0,0152 0,0175 0,0087 0,0818
Çizelge 4.15. HR ve CR malzemelerin mekaniksel analiz sonuçları
Numune No KALINLIK DÖKÜM RULO AKMA ÇEKME UZAMA
1. 1,5 (CR) 362594 55 192,64 309,08 40,71
2. 1,5 (HR) 992563 459 306,95 404,70 34,84
HR ve CR malzemeler ön yüzey temizleme işlemine tutulmadan önce Şekil 4.11. de
görüleceği gibi yüzey ve arakesit görüntüleri çekilmiştir.
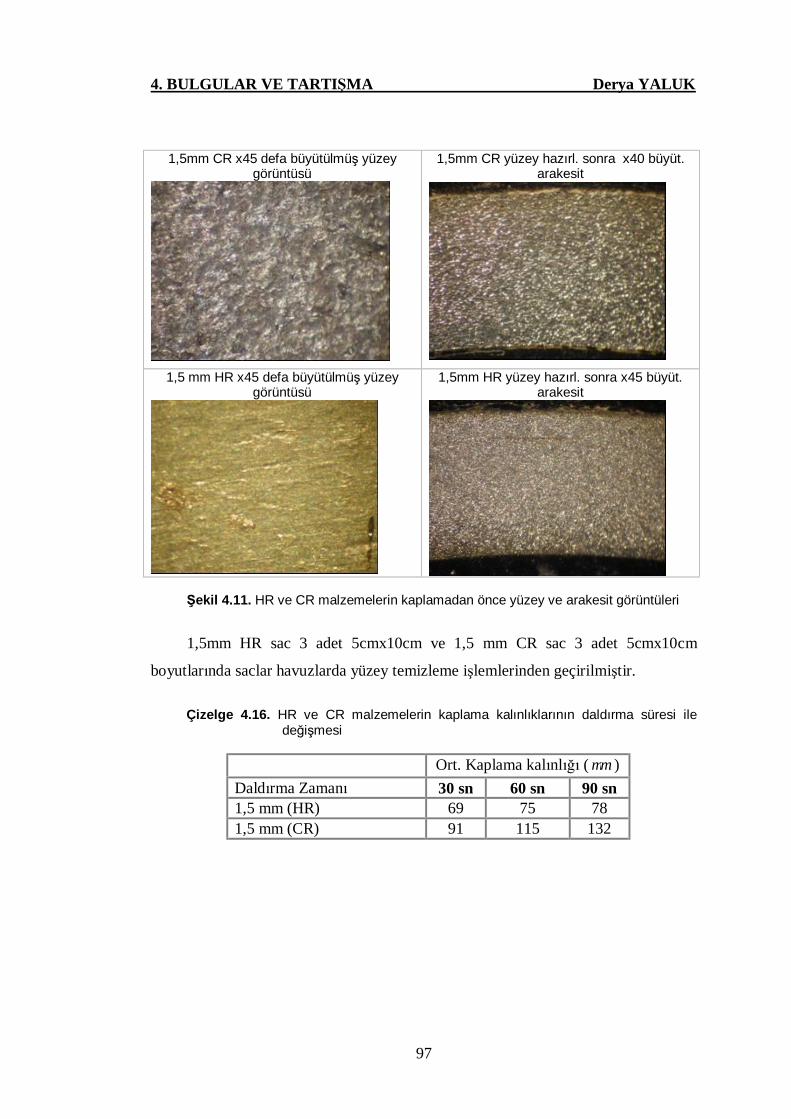
4. BULGULAR VE TARTIŞMA Derya YALUK
97
1,5mm CR x45 defa büyütülmüş yüzey görüntüsü
1,5mm CR yüzey hazırl. sonra x40 büyüt. arakesit
1,5 mm HR x45 defa büyütülmüş yüzey
görüntüsü
1,5mm HR yüzey hazırl. sonra x45 büyüt. arakesit
Şekil 4.11. HR ve CR malzemelerin kaplamadan önce yüzey ve arakesit görüntüleri
1,5mm HR sac 3 adet 5cmx10cm ve 1,5 mm CR sac 3 adet 5cmx10cm
boyutlarında saclar havuzlarda yüzey temizleme işlemlerinden geçirilmiştir.
Çizelge 4.16. HR ve CR malzemelerin kaplama kalınlıklarının daldırma süresi ile
değişmesi
Ort. Kaplama kalınlığı ( mµ ) Daldırma Zamanı 30 sn 60 sn 90 sn 1,5 mm (HR) 69 75 78 1,5 mm (CR) 91 115 132
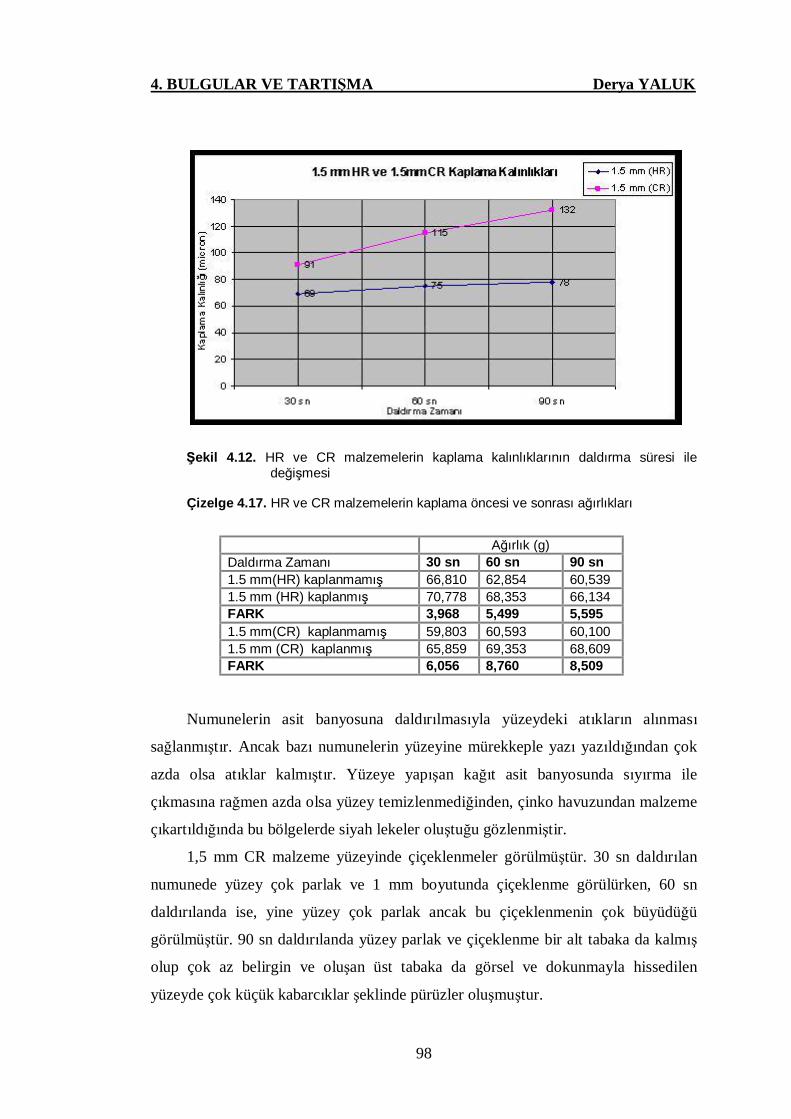
4. BULGULAR VE TARTIŞMA Derya YALUK
98
Şekil 4.12. HR ve CR malzemelerin kaplama kalınlıklarının daldırma süresi ile
değişmesi Çizelge 4.17. HR ve CR malzemelerin kaplama öncesi ve sonrası ağırlıkları
Numunelerin asit banyosuna daldırılmasıyla yüzeydeki atıkların alınması
sağlanmıştır. Ancak bazı numunelerin yüzeyine mürekkeple yazı yazıldığından çok
azda olsa atıklar kalmıştır. Yüzeye yapışan kağıt asit banyosunda sıyırma ile
çıkmasına rağmen azda olsa yüzey temizlenmediğinden, çinko havuzundan malzeme
çıkartıldığında bu bölgelerde siyah lekeler oluştuğu gözlenmiştir.
1,5 mm CR malzeme yüzeyinde çiçeklenmeler görülmüştür. 30 sn daldırılan
numunede yüzey çok parlak ve 1 mm boyutunda çiçeklenme görülürken, 60 sn
daldırılanda ise, yine yüzey çok parlak ancak bu çiçeklenmenin çok büyüdüğü
görülmüştür. 90 sn daldırılanda yüzey parlak ve çiçeklenme bir alt tabaka da kalmış
olup çok az belirgin ve oluşan üst tabaka da görsel ve dokunmayla hissedilen
yüzeyde çok küçük kabarcıklar şeklinde pürüzler oluşmuştur.
Ağırlık (g) Daldırma Zamanı 30 sn 60 sn 90 sn 1.5 mm(HR) kaplanmamış 66,810 62,854 60,539 1.5 mm (HR) kaplanmış 70,778 68,353 66,134 FARK 3,968 5,499 5,595 1.5 mm(CR) kaplanmamış 59,803 60,593 60,100 1.5 mm (CR) kaplanmış 65,859 69,353 68,609 FARK 6,056 8,760 8,509
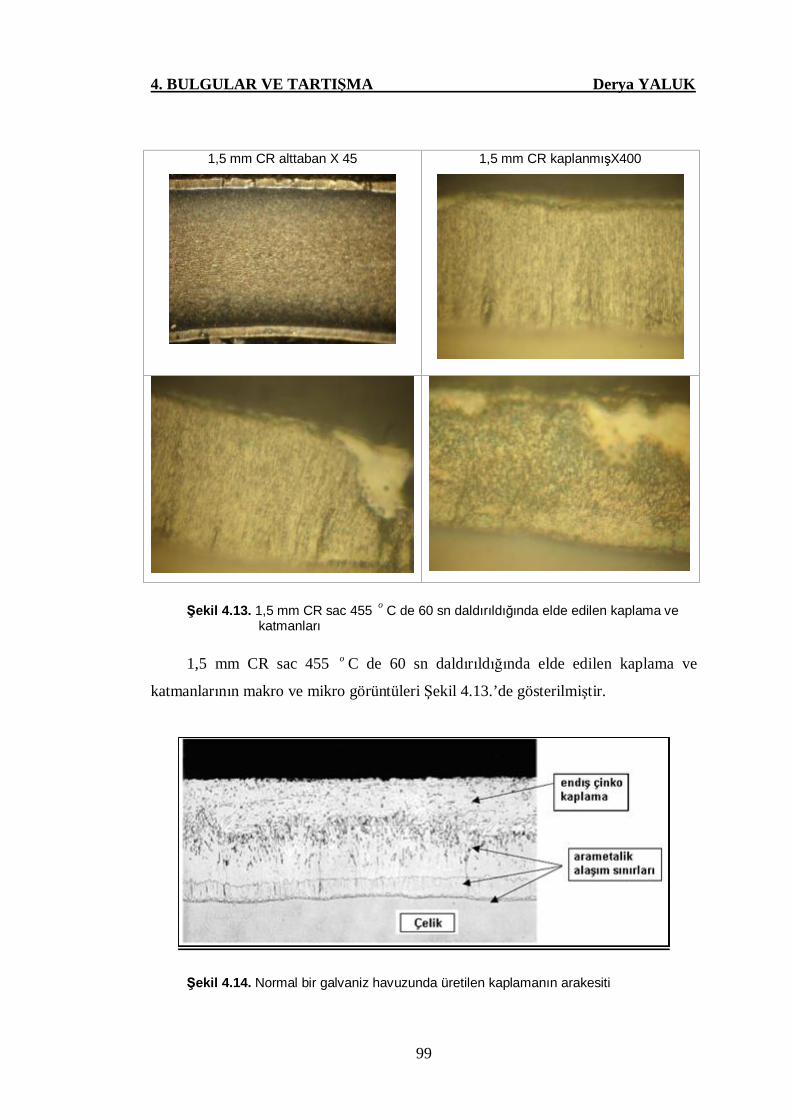
4. BULGULAR VE TARTIŞMA Derya YALUK
99
1,5 mm CR alttaban X 45
1,5 mm CR kaplanmışX400
Şekil 4.13. 1,5 mm CR sac 455 o C de 60 sn daldırıldığında elde edilen kaplama ve
katmanları 1,5 mm CR sac 455 o C de 60 sn daldırıldığında elde edilen kaplama ve
katmanlarının makro ve mikro görüntüleri Şekil 4.13.’de gösterilmiştir.
Şekil 4.14. Normal bir galvaniz havuzunda üretilen kaplamanın arakesiti

4. BULGULAR VE TARTIŞMA Derya YALUK
100
Normal bir galvaniz havuzunda üretilen uygun kompozisyonlu çelik
kullanılarak elde edilen kaplamanın arakesiti mikroskoptan bakıldığında Şekil 4.14.
deki gibi belirgin dört katman görülmelidir. Ancak CR malzemenin hızlı bir şekilde
kaplanmasından dolayı ara katmanlar mikroskopta görünmemişlerdir.
1,5 mm HR malzeme yüzeyinde de aynı çiçeklenmeler görülmüştür. 60 sn ve
90 sn de daldırılan numunelerdeki yüzey görüntüler 1,5 mm CR deki gibi aynı
olduğu gözlemlenmiştir.
Şekil 4.11.’den de görüleceği gibi CR malzemenin tane büyüklüğü daha
büyüktür. Yüzey daha pürüzlü görünmektedir. Çıplak gözle bakıldığında hem CR
hem de HR malzemelerin galvaniz kaplamalarının güzel göründüğü söylenebilir.
Galvanizli CR malzeme, HR malzemeye göre daha kırılgandır. En belirgin nedeni
ise kalın bir kaplama kalınlığına sahip olmasıdır.
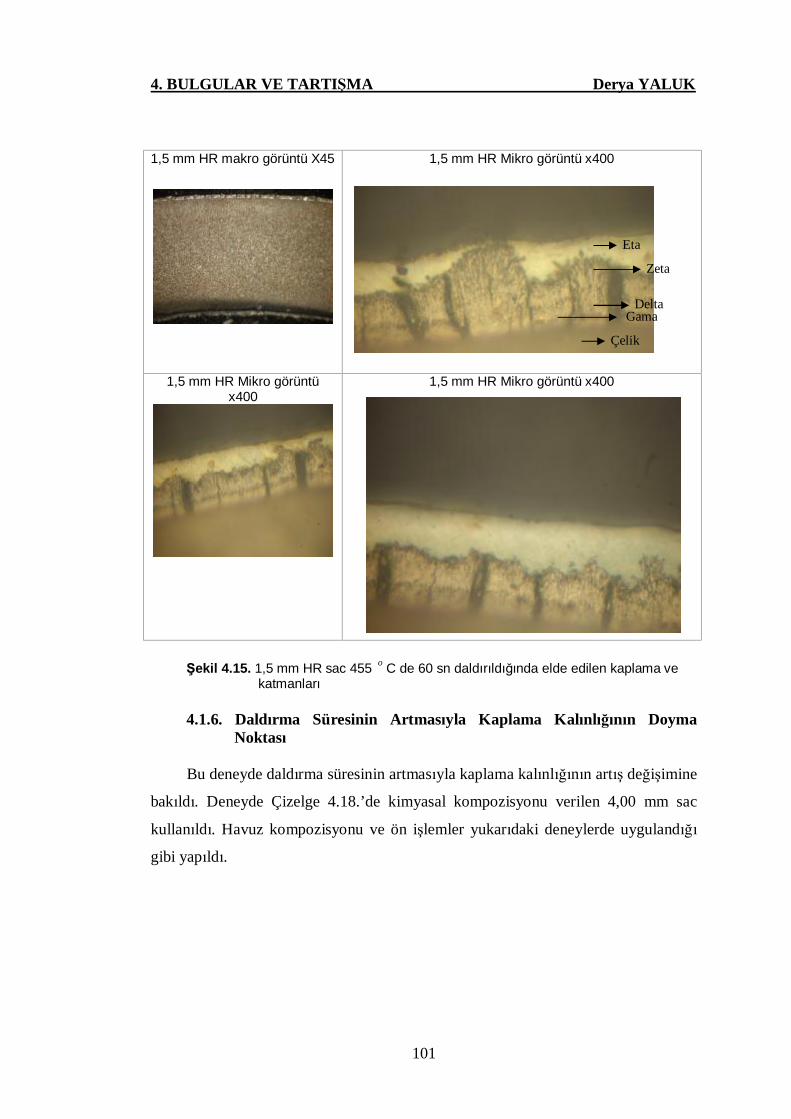
4. BULGULAR VE TARTIŞMA Derya YALUK
101
1,5 mm HR makro görüntü X45
1,5 mm HR Mikro görüntü x400
1,5 mm HR Mikro görüntü
x400
1,5 mm HR Mikro görüntü x400
Şekil 4.15. 1,5 mm HR sac 455 o C de 60 sn daldırıldığında elde edilen kaplama ve katmanları
4.1.6. Daldırma Süresinin Artmasıyla Kaplama Kalınlığının Doyma
Noktası Bu deneyde daldırma süresinin artmasıyla kaplama kalınlığının artış değişimine
bakıldı. Deneyde Çizelge 4.18.’de kimyasal kompozisyonu verilen 4,00 mm sac
kullanıldı. Havuz kompozisyonu ve ön işlemler yukarıdaki deneylerde uygulandığı
gibi yapıldı.
Delta
Eta
Zeta
Gama
Çelik
Delta
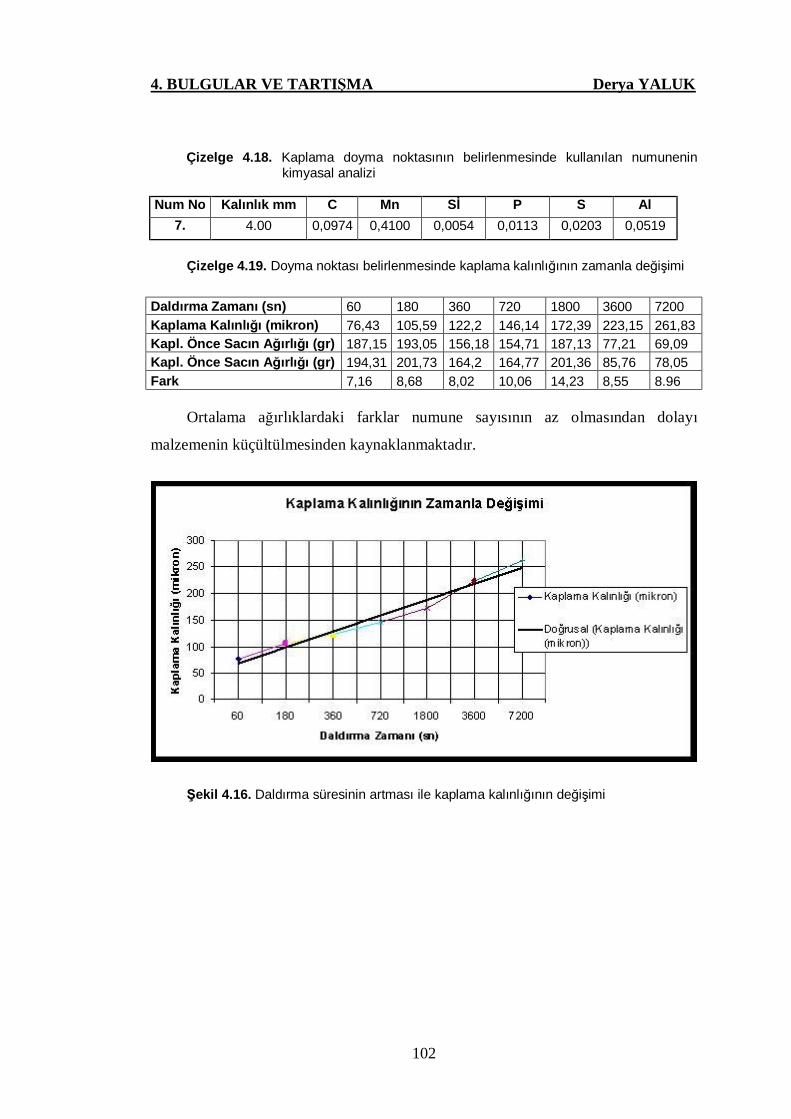
4. BULGULAR VE TARTIŞMA Derya YALUK
102
Çizelge 4.18. Kaplama doyma noktasının belirlenmesinde kullanılan numunenin kimyasal analizi
Num No Kalınlık mm C Mn Sİ P S Al
7. 4.00 0,0974 0,4100 0,0054 0,0113 0,0203 0,0519
Çizelge 4.19. Doyma noktası belirlenmesinde kaplama kalınlığının zamanla değişimi
Daldırma Zamanı (sn) 60 180 360 720 1800 3600 7200 Kaplama Kalınlığı (mikron) 76,43 105,59 122,2 146,14 172,39 223,15 261,83 Kapl. Önce Sacın Ağırlığı (gr) 187,15 193,05 156,18 154,71 187,13 77,21 69,09 Kapl. Önce Sacın Ağırlığı (gr) 194,31 201,73 164,2 164,77 201,36 85,76 78,05 Fark 7,16 8,68 8,02 10,06 14,23 8,55 8.96
Ortalama ağırlıklardaki farklar numune sayısının az olmasından dolayı
malzemenin küçültülmesinden kaynaklanmaktadır.
Şekil 4.16. Daldırma süresinin artması ile kaplama kalınlığının değişimi
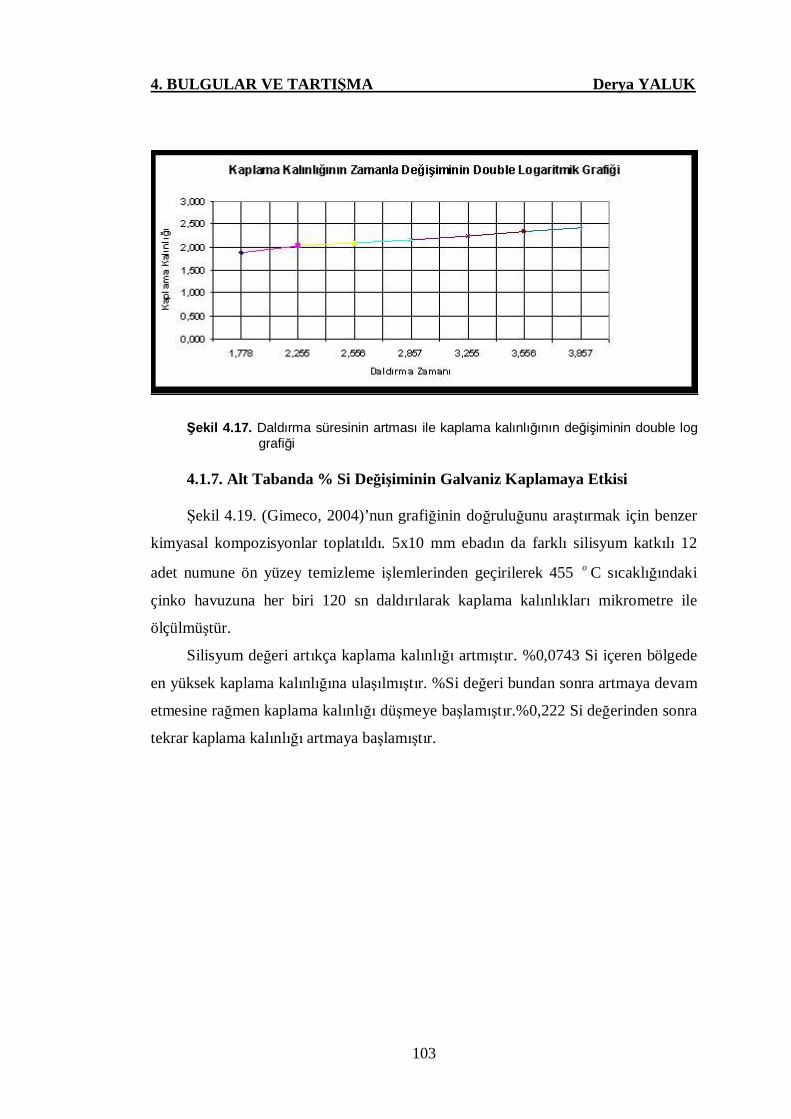
4. BULGULAR VE TARTIŞMA Derya YALUK
103
Şekil 4.17. Daldırma süresinin artması ile kaplama kalınlığının değişiminin double log
grafiği
4.1.7. Alt Tabanda % Si Değişiminin Galvaniz Kaplamaya Etkisi Şekil 4.19. (Gimeco, 2004)’nun grafiğinin doğruluğunu araştırmak için benzer
kimyasal kompozisyonlar toplatıldı. 5x10 mm ebadın da farklı silisyum katkılı 12
adet numune ön yüzey temizleme işlemlerinden geçirilerek 455 o C sıcaklığındaki
çinko havuzuna her biri 120 sn daldırılarak kaplama kalınlıkları mikrometre ile
ölçülmüştür.
Silisyum değeri artıkça kaplama kalınlığı artmıştır. %0,0743 Si içeren bölgede
en yüksek kaplama kalınlığına ulaşılmıştır. %Si değeri bundan sonra artmaya devam
etmesine rağmen kaplama kalınlığı düşmeye başlamıştır.%0,222 Si değerinden sonra
tekrar kaplama kalınlığı artmaya başlamıştır.
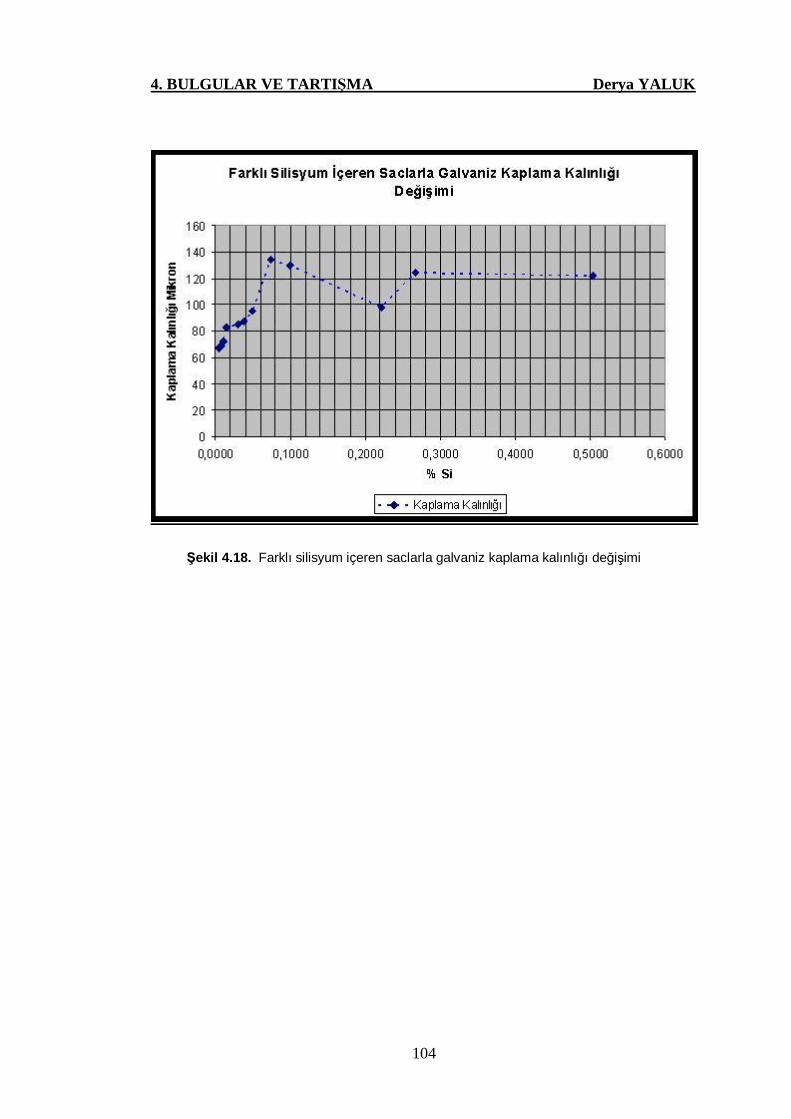
4. BULGULAR VE TARTIŞMA Derya YALUK
104
Şekil 4.18. Farklı silisyum içeren saclarla galvaniz kaplama kalınlığı değişimi
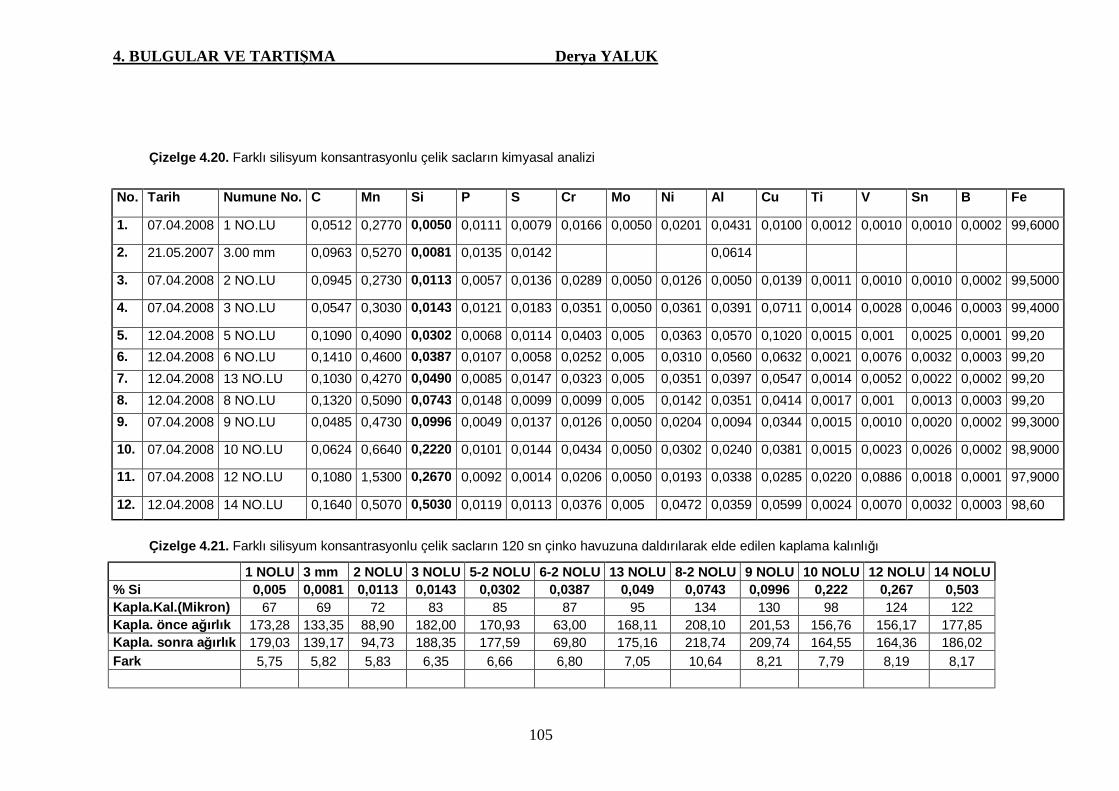
4. BULGULAR VE TARTIŞMA Derya YALUK
105
Çizelge 4.20. Farklı silisyum konsantrasyonlu çelik sacların kimyasal analizi
No. Tarih Numune No. C Mn Si P S Cr Mo Ni Al Cu Ti V Sn B Fe
1. 07.04.2008 1 NO.LU 0,0512 0,2770 0,0050 0,0111 0,0079 0,0166 0,0050 0,0201 0,0431 0,0100 0,0012 0,0010 0,0010 0,0002 99,6000
2. 21.05.2007 3.00 mm 0,0963 0,5270 0,0081 0,0135 0,0142 0,0614
3. 07.04.2008 2 NO.LU 0,0945 0,2730 0,0113 0,0057 0,0136 0,0289 0,0050 0,0126 0,0050 0,0139 0,0011 0,0010 0,0010 0,0002 99,5000
4. 07.04.2008 3 NO.LU 0,0547 0,3030 0,0143 0,0121 0,0183 0,0351 0,0050 0,0361 0,0391 0,0711 0,0014 0,0028 0,0046 0,0003 99,4000
5. 12.04.2008 5 NO.LU 0,1090 0,4090 0,0302 0,0068 0,0114 0,0403 0,005 0,0363 0,0570 0,1020 0,0015 0,001 0,0025 0,0001 99,20 6. 12.04.2008 6 NO.LU 0,1410 0,4600 0,0387 0,0107 0,0058 0,0252 0,005 0,0310 0,0560 0,0632 0,0021 0,0076 0,0032 0,0003 99,20 7. 12.04.2008 13 NO.LU 0,1030 0,4270 0,0490 0,0085 0,0147 0,0323 0,005 0,0351 0,0397 0,0547 0,0014 0,0052 0,0022 0,0002 99,20 8. 12.04.2008 8 NO.LU 0,1320 0,5090 0,0743 0,0148 0,0099 0,0099 0,005 0,0142 0,0351 0,0414 0,0017 0,001 0,0013 0,0003 99,20 9. 07.04.2008 9 NO.LU 0,0485 0,4730 0,0996 0,0049 0,0137 0,0126 0,0050 0,0204 0,0094 0,0344 0,0015 0,0010 0,0020 0,0002 99,3000
10. 07.04.2008 10 NO.LU 0,0624 0,6640 0,2220 0,0101 0,0144 0,0434 0,0050 0,0302 0,0240 0,0381 0,0015 0,0023 0,0026 0,0002 98,9000
11. 07.04.2008 12 NO.LU 0,1080 1,5300 0,2670 0,0092 0,0014 0,0206 0,0050 0,0193 0,0338 0,0285 0,0220 0,0886 0,0018 0,0001 97,9000
12. 12.04.2008 14 NO.LU 0,1640 0,5070 0,5030 0,0119 0,0113 0,0376 0,005 0,0472 0,0359 0,0599 0,0024 0,0070 0,0032 0,0003 98,60
Çizelge 4.21. Farklı silisyum konsantrasyonlu çelik sacların 120 sn çinko havuzuna daldırılarak elde edilen kaplama kalınlığı
1 NOLU 3 mm 2 NOLU 3 NOLU 5-2 NOLU 6-2 NOLU 13 NOLU 8-2 NOLU 9 NOLU 10 NOLU 12 NOLU 14 NOLU % Si 0,005 0,0081 0,0113 0,0143 0,0302 0,0387 0,049 0,0743 0,0996 0,222 0,267 0,503 Kapla.Kal.(Mikron) 67 69 72 83 85 87 95 134 130 98 124 122 Kapla. önce ağırlık 173,28 133,35 88,90 182,00 170,93 63,00 168,11 208,10 201,53 156,76 156,17 177,85 Kapla. sonra ağırlık 179,03 139,17 94,73 188,35 177,59 69,80 175,16 218,74 209,74 164,55 164,36 186,02 Fark 5,75 5,82 5,83 6,35 6,66 6,80 7,05 10,64 8,21 7,79 8,19 8,17
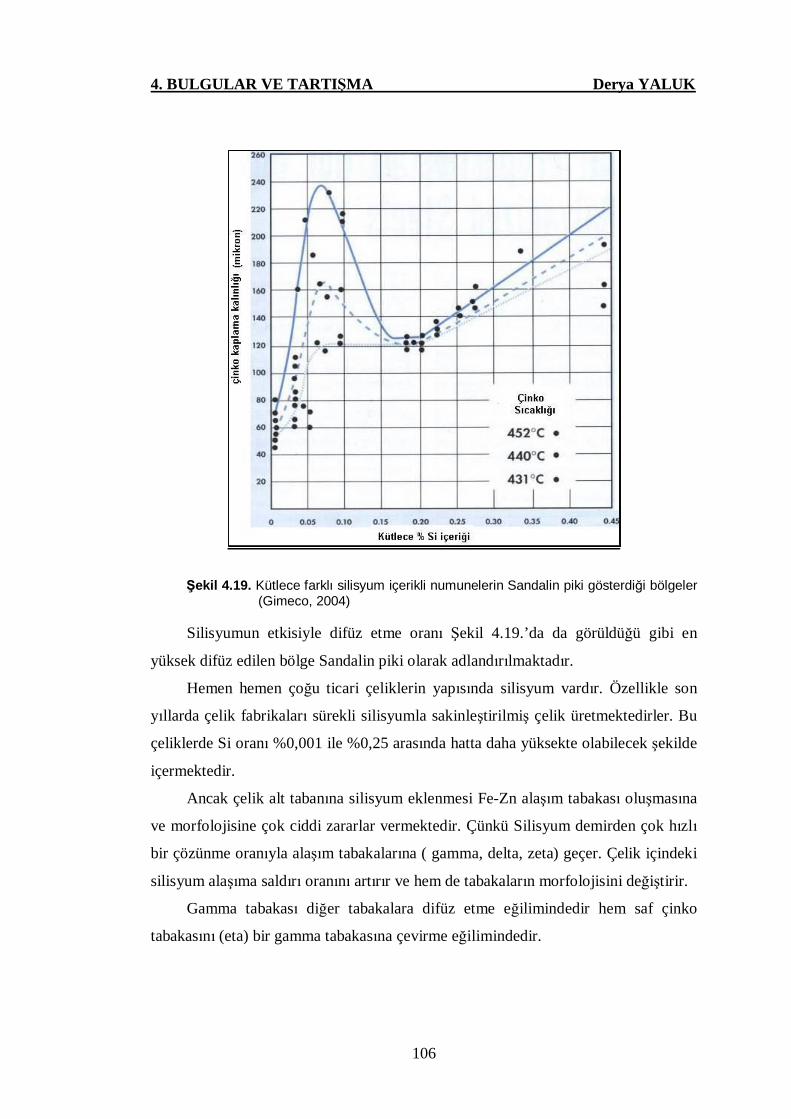
4. BULGULAR VE TARTIŞMA Derya YALUK
106
Şekil 4.19. Kütlece farklı silisyum içerikli numunelerin Sandalin piki gösterdiği bölgeler
(Gimeco, 2004) Silisyumun etkisiyle difüz etme oranı Şekil 4.19.’da da görüldüğü gibi en
yüksek difüz edilen bölge Sandalin piki olarak adlandırılmaktadır.
Hemen hemen çoğu ticari çeliklerin yapısında silisyum vardır. Özellikle son
yıllarda çelik fabrikaları sürekli silisyumla sakinleştirilmiş çelik üretmektedirler. Bu
çeliklerde Si oranı %0,001 ile %0,25 arasında hatta daha yüksekte olabilecek şekilde
içermektedir.
Ancak çelik alt tabanına silisyum eklenmesi Fe-Zn alaşım tabakası oluşmasına
ve morfolojisine çok ciddi zararlar vermektedir. Çünkü Silisyum demirden çok hızlı
bir çözünme oranıyla alaşım tabakalarına ( gamma, delta, zeta) geçer. Çelik içindeki
silisyum alaşıma saldırı oranını artırır ve hem de tabakaların morfolojisini değiştirir.
Gamma tabakası diğer tabakalara difüz etme eğilimindedir hem saf çinko
tabakasını (eta) bir gamma tabakasına çevirme eğilimindedir.
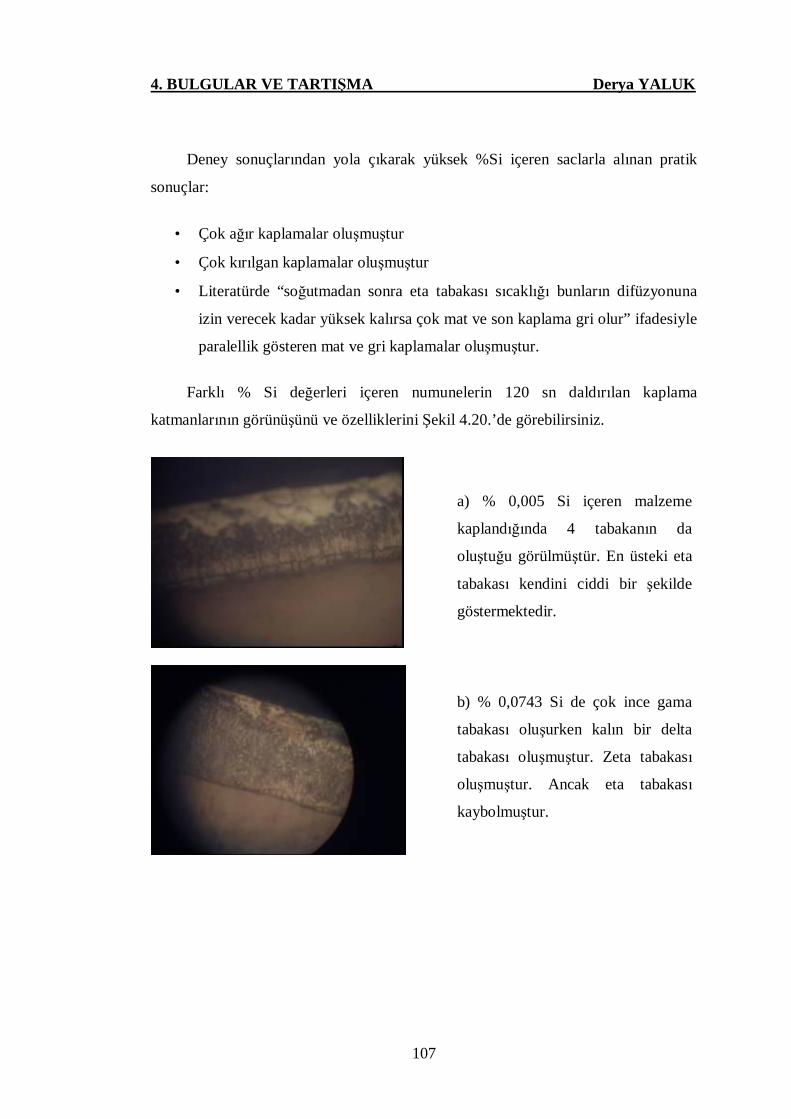
4. BULGULAR VE TARTIŞMA Derya YALUK
107
Deney sonuçlarından yola çıkarak yüksek %Si içeren saclarla alınan pratik
sonuçlar:
• Çok ağır kaplamalar oluşmuştur
• Çok kırılgan kaplamalar oluşmuştur
• Literatürde “soğutmadan sonra eta tabakası sıcaklığı bunların difüzyonuna
izin verecek kadar yüksek kalırsa çok mat ve son kaplama gri olur” ifadesiyle
paralellik gösteren mat ve gri kaplamalar oluşmuştur.
Farklı % Si değerleri içeren numunelerin 120 sn daldırılan kaplama
katmanlarının görünüşünü ve özelliklerini Şekil 4.20.’de görebilirsiniz.
a) % 0,005 Si içeren malzeme
kaplandığında 4 tabakanın da
oluştuğu görülmüştür. En üsteki eta
tabakası kendini ciddi bir şekilde
göstermektedir.
b) % 0,0743 Si de çok ince gama
tabakası oluşurken kalın bir delta
tabakası oluşmuştur. Zeta tabakası
oluşmuştur. Ancak eta tabakası
kaybolmuştur.
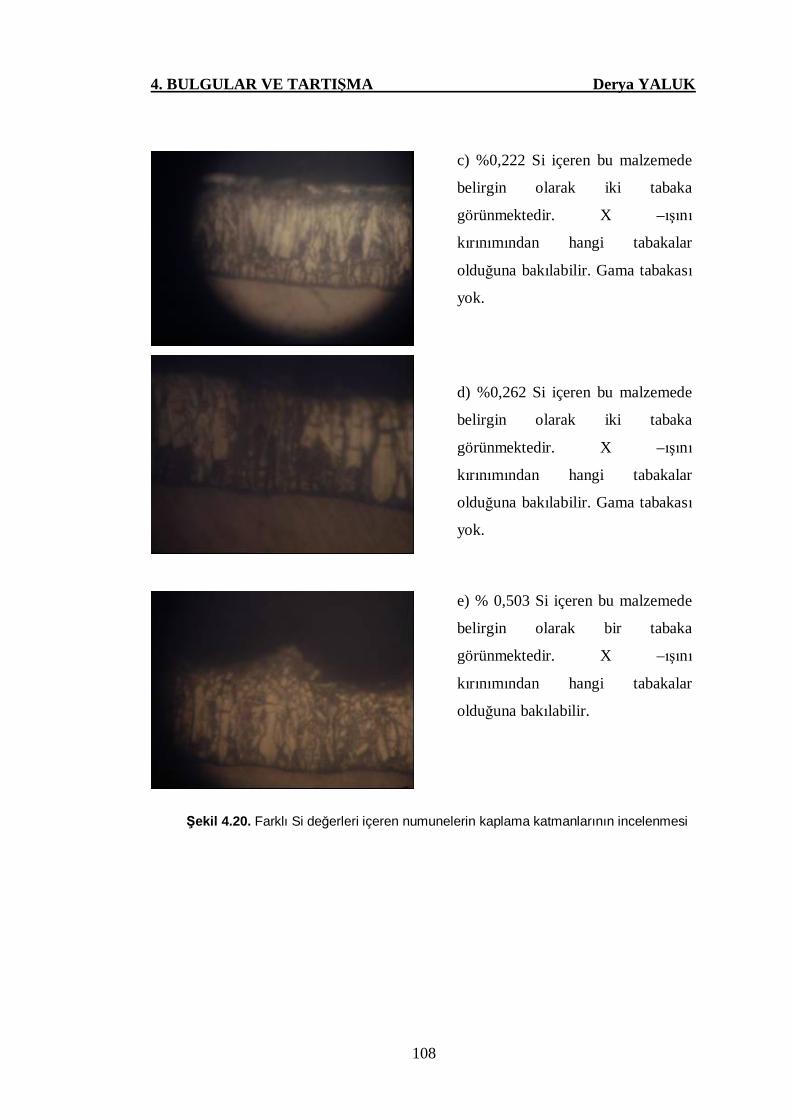
4. BULGULAR VE TARTIŞMA Derya YALUK
108
c) %0,222 Si içeren bu malzemede
belirgin olarak iki tabaka
görünmektedir. X –ışını
kırınımından hangi tabakalar
olduğuna bakılabilir. Gama tabakası
yok.
d) %0,262 Si içeren bu malzemede
belirgin olarak iki tabaka
görünmektedir. X –ışını
kırınımından hangi tabakalar
olduğuna bakılabilir. Gama tabakası
yok.
e) % 0,503 Si içeren bu malzemede
belirgin olarak bir tabaka
görünmektedir. X –ışını
kırınımından hangi tabakalar
olduğuna bakılabilir.
Şekil 4.20. Farklı Si değerleri içeren numunelerin kaplama katmanlarının incelenmesi
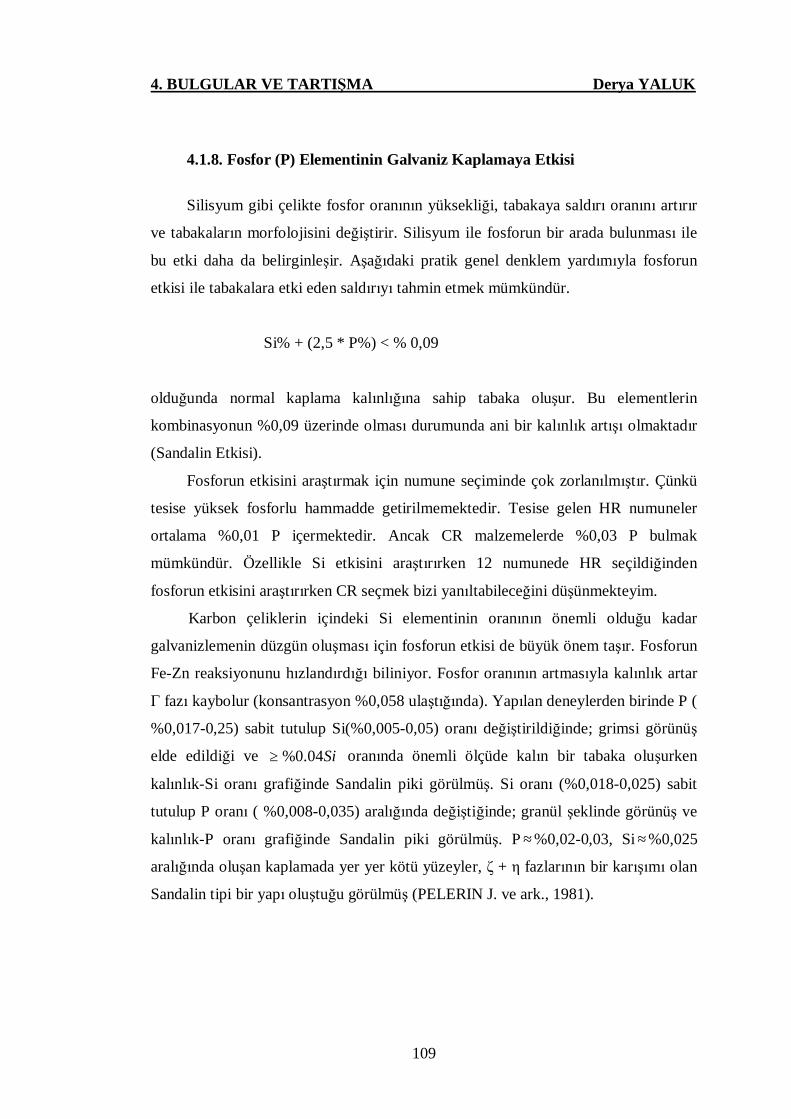
4. BULGULAR VE TARTIŞMA Derya YALUK
109
4.1.8. Fosfor (P) Elementinin Galvaniz Kaplamaya Etkisi
Silisyum gibi çelikte fosfor oranının yüksekliği, tabakaya saldırı oranını artırır
ve tabakaların morfolojisini değiştirir. Silisyum ile fosforun bir arada bulunması ile
bu etki daha da belirginleşir. Aşağıdaki pratik genel denklem yardımıyla fosforun
etkisi ile tabakalara etki eden saldırıyı tahmin etmek mümkündür.
Si% + (2,5 * P%) < % 0,09
olduğunda normal kaplama kalınlığına sahip tabaka oluşur. Bu elementlerin
kombinasyonun %0,09 üzerinde olması durumunda ani bir kalınlık artışı olmaktadır
(Sandalin Etkisi).
Fosforun etkisini araştırmak için numune seçiminde çok zorlanılmıştır. Çünkü
tesise yüksek fosforlu hammadde getirilmemektedir. Tesise gelen HR numuneler
ortalama %0,01 P içermektedir. Ancak CR malzemelerde %0,03 P bulmak
mümkündür. Özellikle Si etkisini araştırırken 12 numunede HR seçildiğinden
fosforun etkisini araştırırken CR seçmek bizi yanıltabileceğini düşünmekteyim.
Karbon çeliklerin içindeki Si elementinin oranının önemli olduğu kadar
galvanizlemenin düzgün oluşması için fosforun etkisi de büyük önem taşır. Fosforun
Fe-Zn reaksiyonunu hızlandırdığı biliniyor. Fosfor oranının artmasıyla kalınlık artar
Γ fazı kaybolur (konsantrasyon %0,058 ulaştığında). Yapılan deneylerden birinde P (
%0,017-0,25) sabit tutulup Si(%0,005-0,05) oranı değiştirildiğinde; grimsi görünüş
elde edildiği ve Si04.0%≥ oranında önemli ölçüde kalın bir tabaka oluşurken
kalınlık-Si oranı grafiğinde Sandalin piki görülmüş. Si oranı (%0,018-0,025) sabit
tutulup P oranı ( %0,008-0,035) aralığında değiştiğinde; granül şeklinde görünüş ve
kalınlık-P oranı grafiğinde Sandalin piki görülmüş. P ≈ %0,02-0,03, Si ≈ %0,025
aralığında oluşan kaplamada yer yer kötü yüzeyler, ζ + η fazlarının bir karışımı olan
Sandalin tipi bir yapı oluştuğu görülmüş (PELERIN J. ve ark., 1981).
4. BULGULAR VE TARTIŞMA Derya YALUK
110
a) % Si etkisi
b) % P etkisi
c) % (Si + 2.5 P) etkisi
Şekil 4.21. 460 o C 5 dk daldırılan a) % Si oranına göre kaplama kalınlığı değişimi b) )
% P oranına göre kaplama kalınlığı değişimi c) % (Si + 2.5 P) değerine göre kaplama kalınlığı değişimi (PELERIN J. ve ark., 1981).
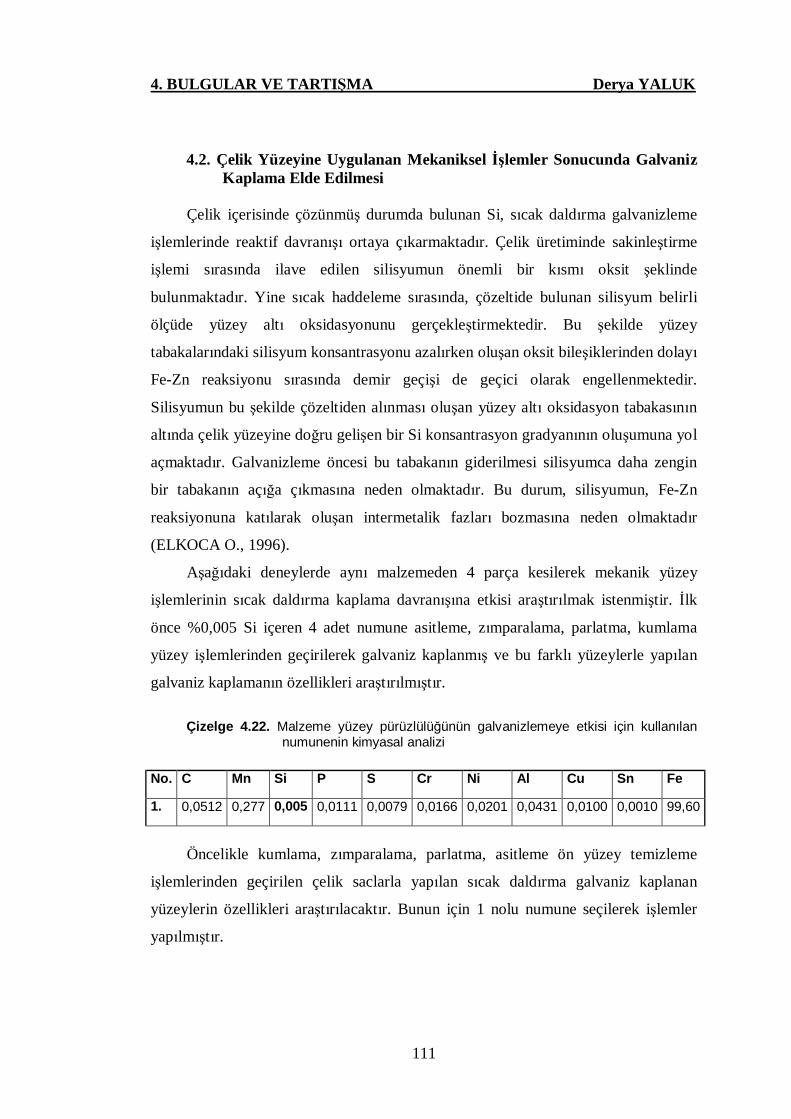
4. BULGULAR VE TARTIŞMA Derya YALUK
111
4.2. Çelik Yüzeyine Uygulanan Mekaniksel İşlemler Sonucunda Galvaniz Kaplama Elde Edilmesi
Çelik içerisinde çözünmüş durumda bulunan Si, sıcak daldırma galvanizleme
işlemlerinde reaktif davranışı ortaya çıkarmaktadır. Çelik üretiminde sakinleştirme
işlemi sırasında ilave edilen silisyumun önemli bir kısmı oksit şeklinde
bulunmaktadır. Yine sıcak haddeleme sırasında, çözeltide bulunan silisyum belirli
ölçüde yüzey altı oksidasyonunu gerçekleştirmektedir. Bu şekilde yüzey
tabakalarındaki silisyum konsantrasyonu azalırken oluşan oksit bileşiklerinden dolayı
Fe-Zn reaksiyonu sırasında demir geçişi de geçici olarak engellenmektedir.
Silisyumun bu şekilde çözeltiden alınması oluşan yüzey altı oksidasyon tabakasının
altında çelik yüzeyine doğru gelişen bir Si konsantrasyon gradyanının oluşumuna yol
açmaktadır. Galvanizleme öncesi bu tabakanın giderilmesi silisyumca daha zengin
bir tabakanın açığa çıkmasına neden olmaktadır. Bu durum, silisyumun, Fe-Zn
reaksiyonuna katılarak oluşan intermetalik fazları bozmasına neden olmaktadır
(ELKOCA O., 1996).
Aşağıdaki deneylerde aynı malzemeden 4 parça kesilerek mekanik yüzey
işlemlerinin sıcak daldırma kaplama davranışına etkisi araştırılmak istenmiştir. İlk
önce %0,005 Si içeren 4 adet numune asitleme, zımparalama, parlatma, kumlama
yüzey işlemlerinden geçirilerek galvaniz kaplanmış ve bu farklı yüzeylerle yapılan
galvaniz kaplamanın özellikleri araştırılmıştır.
Çizelge 4.22. Malzeme yüzey pürüzlülüğünün galvanizlemeye etkisi için kullanılan
numunenin kimyasal analizi
Öncelikle kumlama, zımparalama, parlatma, asitleme ön yüzey temizleme
işlemlerinden geçirilen çelik saclarla yapılan sıcak daldırma galvaniz kaplanan
yüzeylerin özellikleri araştırılacaktır. Bunun için 1 nolu numune seçilerek işlemler
yapılmıştır.
No. C Mn Si P S Cr Ni Al Cu Sn Fe
1. 0,0512 0,277 0,005 0,0111 0,0079 0,0166 0,0201 0,0431 0,0100 0,0010 99,60
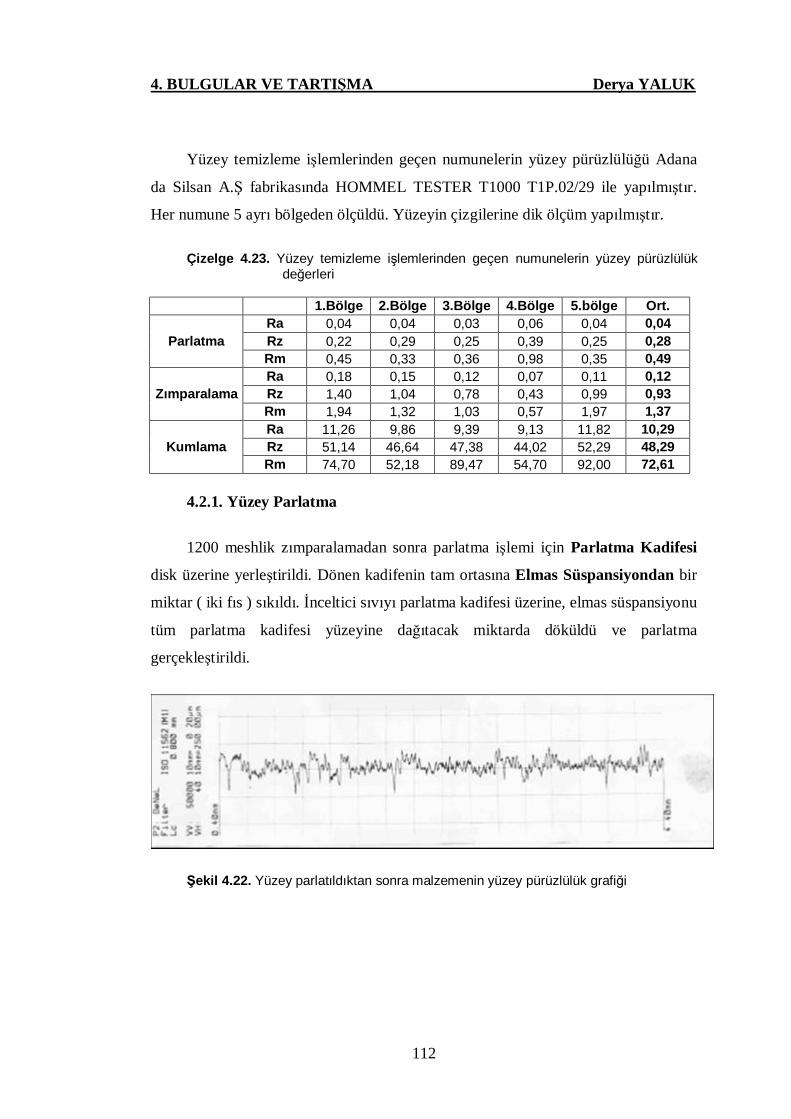
4. BULGULAR VE TARTIŞMA Derya YALUK
112
Yüzey temizleme işlemlerinden geçen numunelerin yüzey pürüzlülüğü Adana
da Silsan A.Ş fabrikasında HOMMEL TESTER T1000 T1P.02/29 ile yapılmıştır.
Her numune 5 ayrı bölgeden ölçüldü. Yüzeyin çizgilerine dik ölçüm yapılmıştır.
Çizelge 4.23. Yüzey temizleme işlemlerinden geçen numunelerin yüzey pürüzlülük
değerleri
1.Bölge 2.Bölge 3.Bölge 4.Bölge 5.bölge Ort.
Parlatma Ra 0,04 0,04 0,03 0,06 0,04 0,04 Rz 0,22 0,29 0,25 0,39 0,25 0,28 Rm 0,45 0,33 0,36 0,98 0,35 0,49
Zımparalama Ra 0,18 0,15 0,12 0,07 0,11 0,12 Rz 1,40 1,04 0,78 0,43 0,99 0,93 Rm 1,94 1,32 1,03 0,57 1,97 1,37
Kumlama Ra 11,26 9,86 9,39 9,13 11,82 10,29 Rz 51,14 46,64 47,38 44,02 52,29 48,29 Rm 74,70 52,18 89,47 54,70 92,00 72,61
4.2.1. Yüzey Parlatma
1200 meshlik zımparalamadan sonra parlatma işlemi için Parlatma Kadifesi
disk üzerine yerleştirildi. Dönen kadifenin tam ortasına Elmas Süspansiyondan bir
miktar ( iki fıs ) sıkıldı. İnceltici sıvıyı parlatma kadifesi üzerine, elmas süspansiyonu
tüm parlatma kadifesi yüzeyine dağıtacak miktarda döküldü ve parlatma
gerçekleştirildi.
Şekil 4.22. Yüzey parlatıldıktan sonra malzemenin yüzey pürüzlülük grafiği
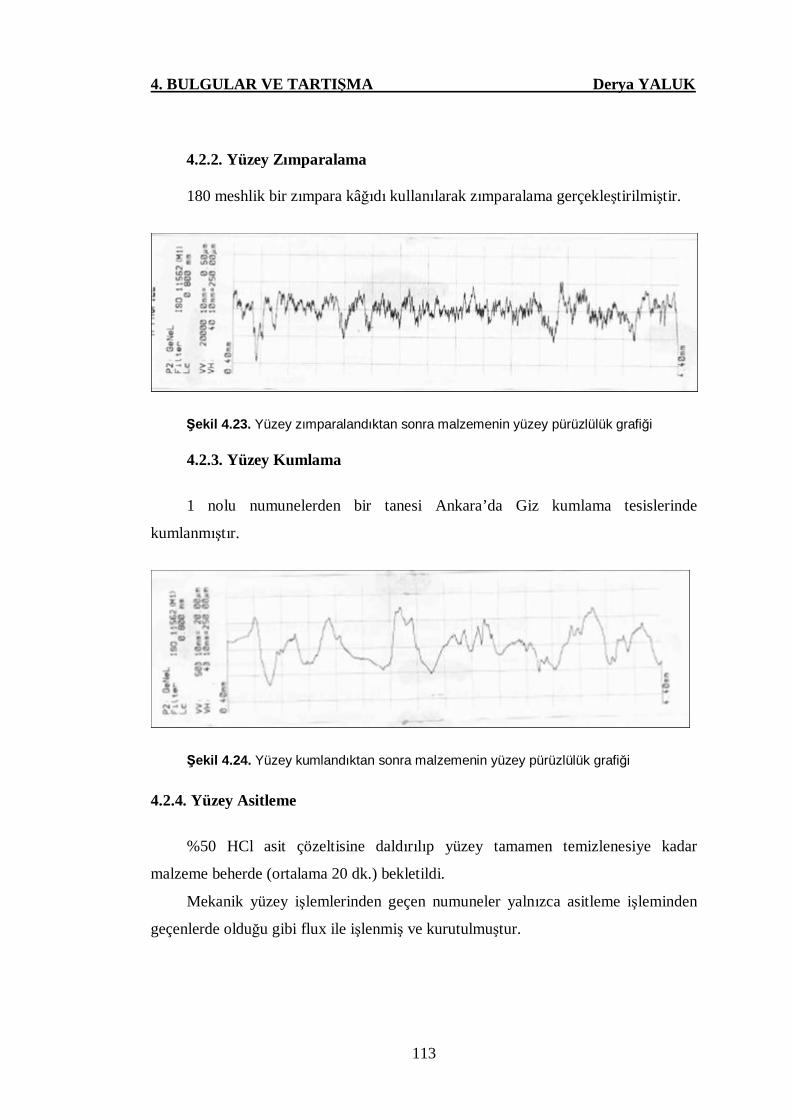
4. BULGULAR VE TARTIŞMA Derya YALUK
113
4.2.2. Yüzey Zımparalama
180 meshlik bir zımpara kâğıdı kullanılarak zımparalama gerçekleştirilmiştir.
Şekil 4.23. Yüzey zımparalandıktan sonra malzemenin yüzey pürüzlülük grafiği
4.2.3. Yüzey Kumlama
1 nolu numunelerden bir tanesi Ankara’da Giz kumlama tesislerinde
kumlanmıştır.
Şekil 4.24. Yüzey kumlandıktan sonra malzemenin yüzey pürüzlülük grafiği
4.2.4. Yüzey Asitleme
%50 HCl asit çözeltisine daldırılıp yüzey tamamen temizlenesiye kadar
malzeme beherde (ortalama 20 dk.) bekletildi.
Mekanik yüzey işlemlerinden geçen numuneler yalnızca asitleme işleminden
geçenlerde olduğu gibi flux ile işlenmiş ve kurutulmuştur.
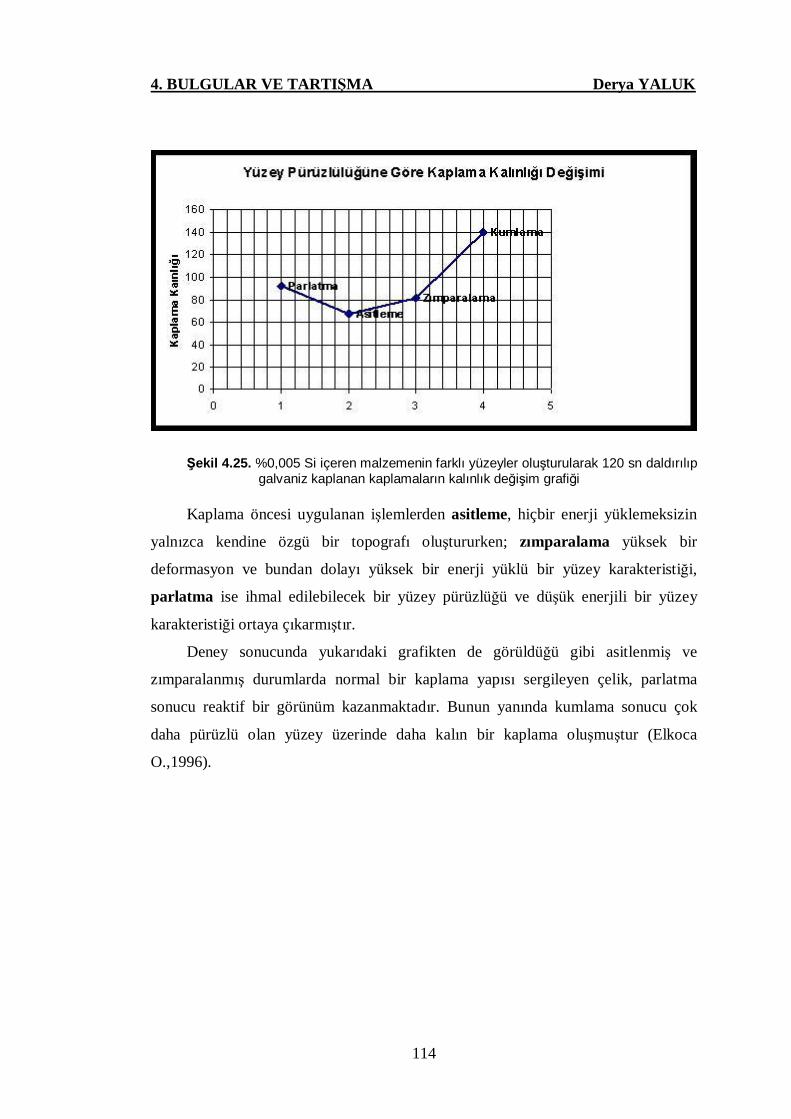
4. BULGULAR VE TARTIŞMA Derya YALUK
114
Şekil 4.25. %0,005 Si içeren malzemenin farklı yüzeyler oluşturularak 120 sn daldırılıp
galvaniz kaplanan kaplamaların kalınlık değişim grafiği
Kaplama öncesi uygulanan işlemlerden asitleme, hiçbir enerji yüklemeksizin
yalnızca kendine özgü bir topografı oluştururken; zımparalama yüksek bir
deformasyon ve bundan dolayı yüksek bir enerji yüklü bir yüzey karakteristiği,
parlatma ise ihmal edilebilecek bir yüzey pürüzlüğü ve düşük enerjili bir yüzey
karakteristiği ortaya çıkarmıştır.
Deney sonucunda yukarıdaki grafikten de görüldüğü gibi asitlenmiş ve
zımparalanmış durumlarda normal bir kaplama yapısı sergileyen çelik, parlatma
sonucu reaktif bir görünüm kazanmaktadır. Bunun yanında kumlama sonucu çok
daha pürüzlü olan yüzey üzerinde daha kalın bir kaplama oluşmuştur (Elkoca
O.,1996).
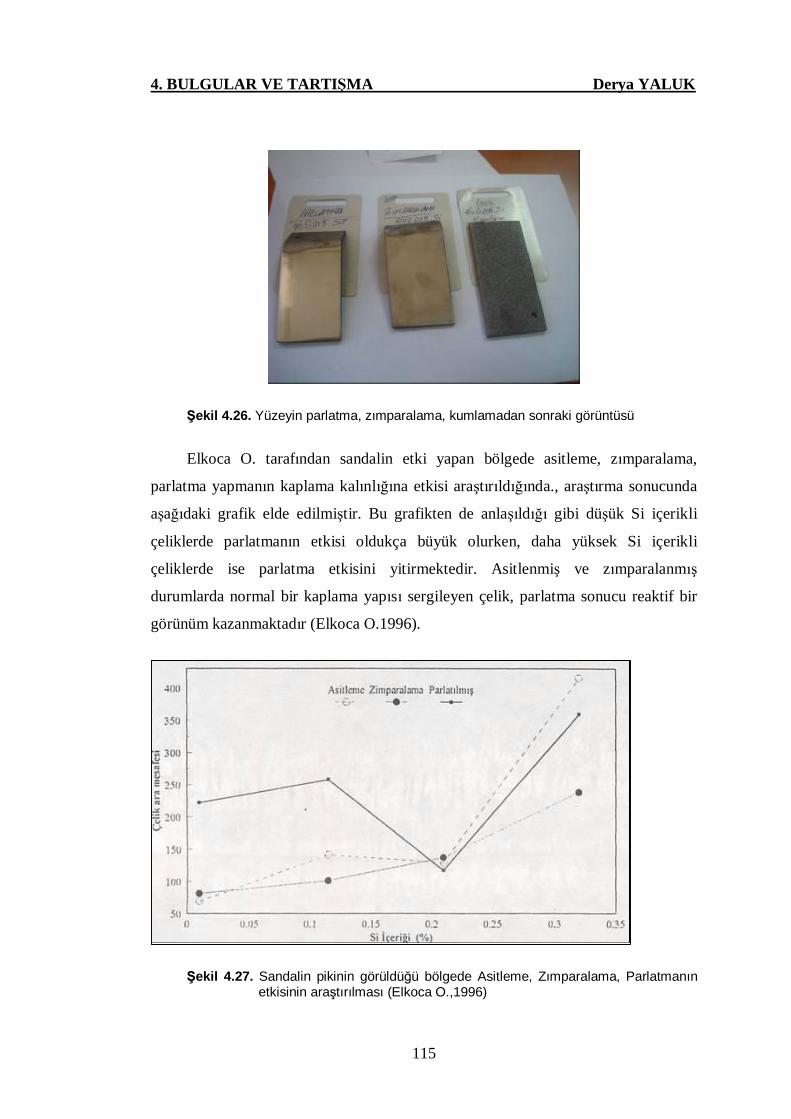
4. BULGULAR VE TARTIŞMA Derya YALUK
115
Şekil 4.26. Yüzeyin parlatma, zımparalama, kumlamadan sonraki görüntüsü
Elkoca O. tarafından sandalin etki yapan bölgede asitleme, zımparalama,
parlatma yapmanın kaplama kalınlığına etkisi araştırıldığında., araştırma sonucunda
aşağıdaki grafik elde edilmiştir. Bu grafikten de anlaşıldığı gibi düşük Si içerikli
çeliklerde parlatmanın etkisi oldukça büyük olurken, daha yüksek Si içerikli
çeliklerde ise parlatma etkisini yitirmektedir. Asitlenmiş ve zımparalanmış
durumlarda normal bir kaplama yapısı sergileyen çelik, parlatma sonucu reaktif bir
görünüm kazanmaktadır (Elkoca O.1996).
Şekil 4.27. Sandalin pikinin görüldüğü bölgede Asitleme, Zımparalama, Parlatmanın
etkisinin araştırılması (Elkoca O.,1996)
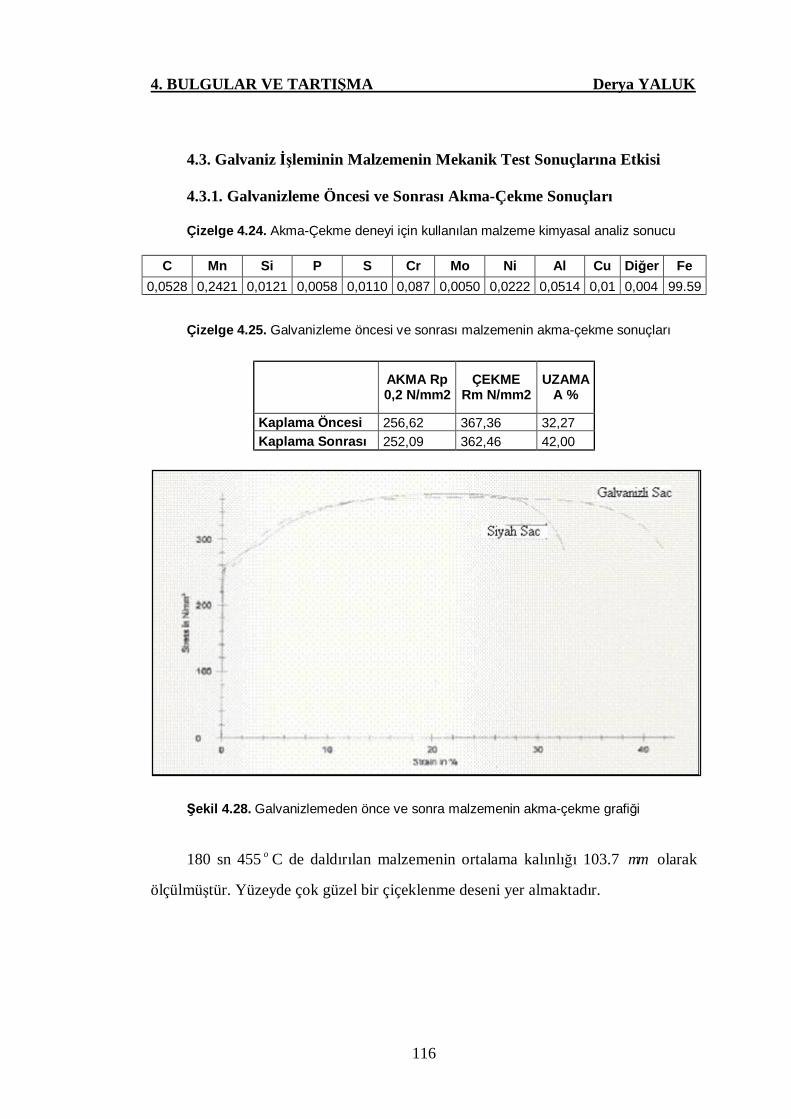
4. BULGULAR VE TARTIŞMA Derya YALUK
116
4.3. Galvaniz İşleminin Malzemenin Mekanik Test Sonuçlarına Etkisi
4.3.1. Galvanizleme Öncesi ve Sonrası Akma-Çekme Sonuçları
Çizelge 4.24. Akma-Çekme deneyi için kullanılan malzeme kimyasal analiz sonucu
Çizelge 4.25. Galvanizleme öncesi ve sonrası malzemenin akma-çekme sonuçları
AKMA Rp 0,2 N/mm2
ÇEKME Rm N/mm2
UZAMA A %
Kaplama Öncesi 256,62 367,36 32,27 Kaplama Sonrası 252,09 362,46 42,00
Şekil 4.28. Galvanizlemeden önce ve sonra malzemenin akma-çekme grafiği
180 sn 455 o C de daldırılan malzemenin ortalama kalınlığı 103.7 mµ olarak
ölçülmüştür. Yüzeyde çok güzel bir çiçeklenme deseni yer almaktadır.
C Mn Si P S Cr Mo Ni Al Cu Diğer Fe 0,0528 0,2421 0,0121 0,0058 0,0110 0,087 0,0050 0,0222 0,0514 0,01 0,004 99.59
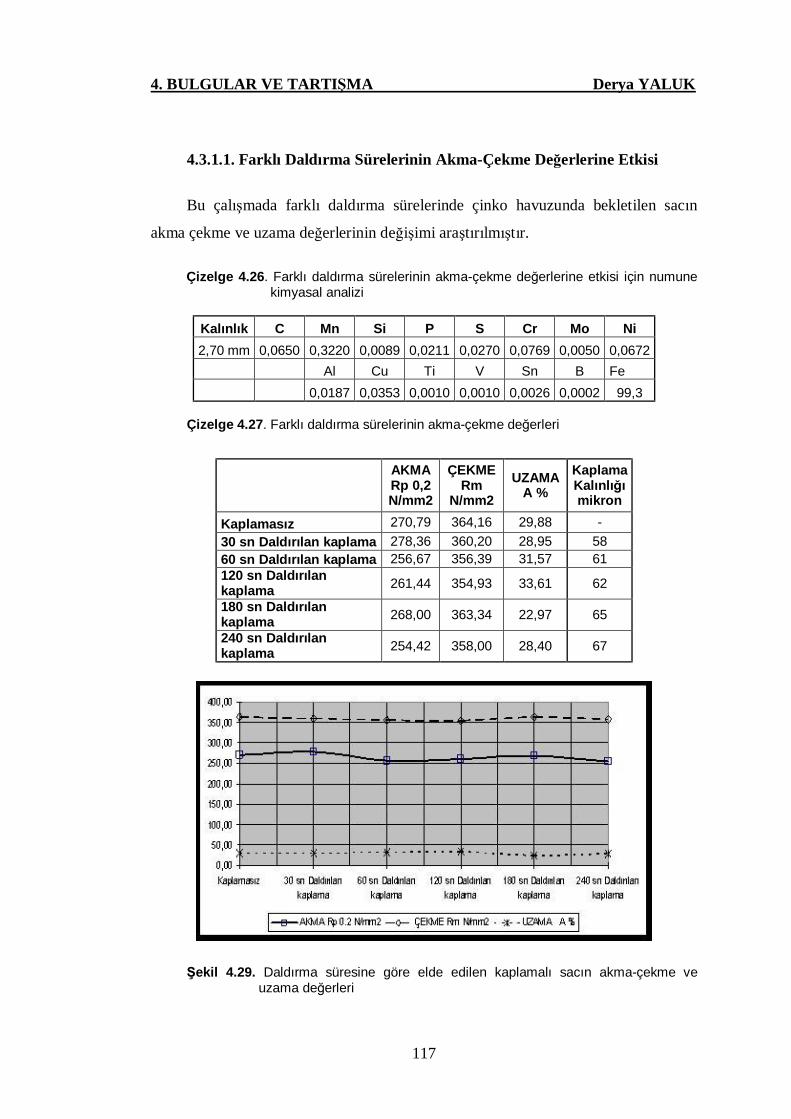
4. BULGULAR VE TARTIŞMA Derya YALUK
117
4.3.1.1. Farklı Daldırma Sürelerinin Akma-Çekme Değerlerine Etkisi
Bu çalışmada farklı daldırma sürelerinde çinko havuzunda bekletilen sacın
akma çekme ve uzama değerlerinin değişimi araştırılmıştır.
Çizelge 4.26. Farklı daldırma sürelerinin akma-çekme değerlerine etkisi için numune
kimyasal analizi
Kalınlık C Mn Si P S Cr Mo Ni 2,70 mm 0,0650 0,3220 0,0089 0,0211 0,0270 0,0769 0,0050 0,0672 Al Cu Ti V Sn B Fe 0,0187 0,0353 0,0010 0,0010 0,0026 0,0002 99,3
Çizelge 4.27. Farklı daldırma sürelerinin akma-çekme değerleri
AKMA Rp 0,2 N/mm2
ÇEKME Rm
N/mm2 UZAMA
A % Kaplama Kalınlığı mikron
Kaplamasız 270,79 364,16 29,88 - 30 sn Daldırılan kaplama 278,36 360,20 28,95 58 60 sn Daldırılan kaplama 256,67 356,39 31,57 61 120 sn Daldırılan kaplama 261,44 354,93 33,61 62
180 sn Daldırılan kaplama 268,00 363,34 22,97 65
240 sn Daldırılan kaplama 254,42 358,00 28,40 67
Şekil 4.29. Daldırma süresine göre elde edilen kaplamalı sacın akma-çekme ve uzama değerleri
4. BULGULAR VE TARTIŞMA Derya YALUK
118
Galvanizsiz
30 sn
60 sn 120 sn
180sn 240 sn
Şekil 4.30. Daldırma süresine göre elde edilen kaplanmış sacın akma-çekme ve uzama
değerlerinin grafiksel gösterimi
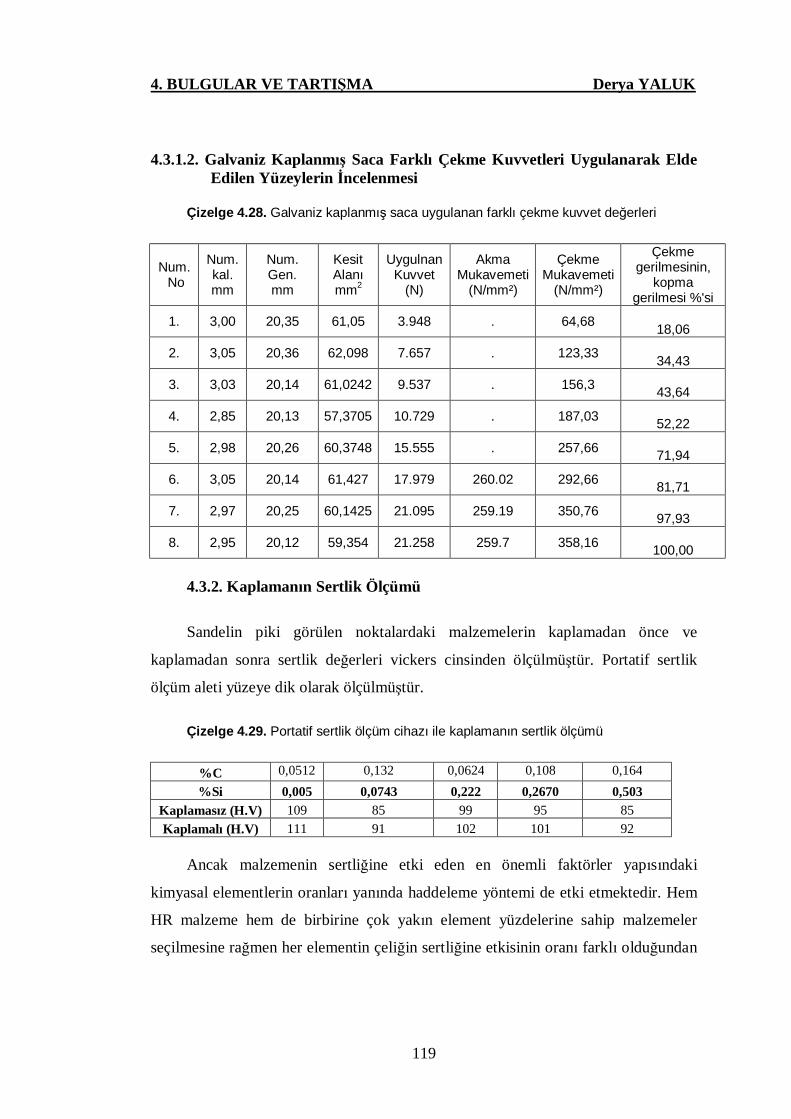
4. BULGULAR VE TARTIŞMA Derya YALUK
119
4.3.1.2. Galvaniz Kaplanmış Saca Farklı Çekme Kuvvetleri Uygulanarak Elde Edilen Yüzeylerin İncelenmesi
Çizelge 4.28. Galvaniz kaplanmış saca uygulanan farklı çekme kuvvet değerleri
Num. No
Num. kal. mm
Num. Gen. mm
Kesit Alanı mm2
Uygulnan Kuvvet
(N)
Akma Mukavemeti
(N/mm²)
Çekme Mukavemeti
(N/mm²)
Çekme gerilmesinin,
kopma gerilmesi %'si
1. 3,00 20,35 61,05 3.948 . 64,68 18,06
2. 3,05 20,36 62,098 7.657 . 123,33 34,43
3. 3,03 20,14 61,0242 9.537 . 156,3 43,64
4. 2,85 20,13 57,3705 10.729 . 187,03 52,22
5. 2,98 20,26 60,3748 15.555 . 257,66 71,94
6. 3,05 20,14 61,427 17.979 260.02 292,66 81,71
7. 2,97 20,25 60,1425 21.095 259.19 350,76 97,93
8. 2,95 20,12 59,354 21.258 259.7 358,16 100,00
4.3.2. Kaplamanın Sertlik Ölçümü
Sandelin piki görülen noktalardaki malzemelerin kaplamadan önce ve
kaplamadan sonra sertlik değerleri vickers cinsinden ölçülmüştür. Portatif sertlik
ölçüm aleti yüzeye dik olarak ölçülmüştür.
Çizelge 4.29. Portatif sertlik ölçüm cihazı ile kaplamanın sertlik ölçümü
%C 0,0512 0,132 0,0624 0,108 0,164 %Si 0,005 0,0743 0,222 0,2670 0,503
Kaplamasız (H.V) 109 85 99 95 85 Kaplamalı (H.V) 111 91 102 101 92
Ancak malzemenin sertliğine etki eden en önemli faktörler yapısındaki
kimyasal elementlerin oranları yanında haddeleme yöntemi de etki etmektedir. Hem
HR malzeme hem de birbirine çok yakın element yüzdelerine sahip malzemeler
seçilmesine rağmen her elementin çeliğin sertliğine etkisinin oranı farklı olduğundan
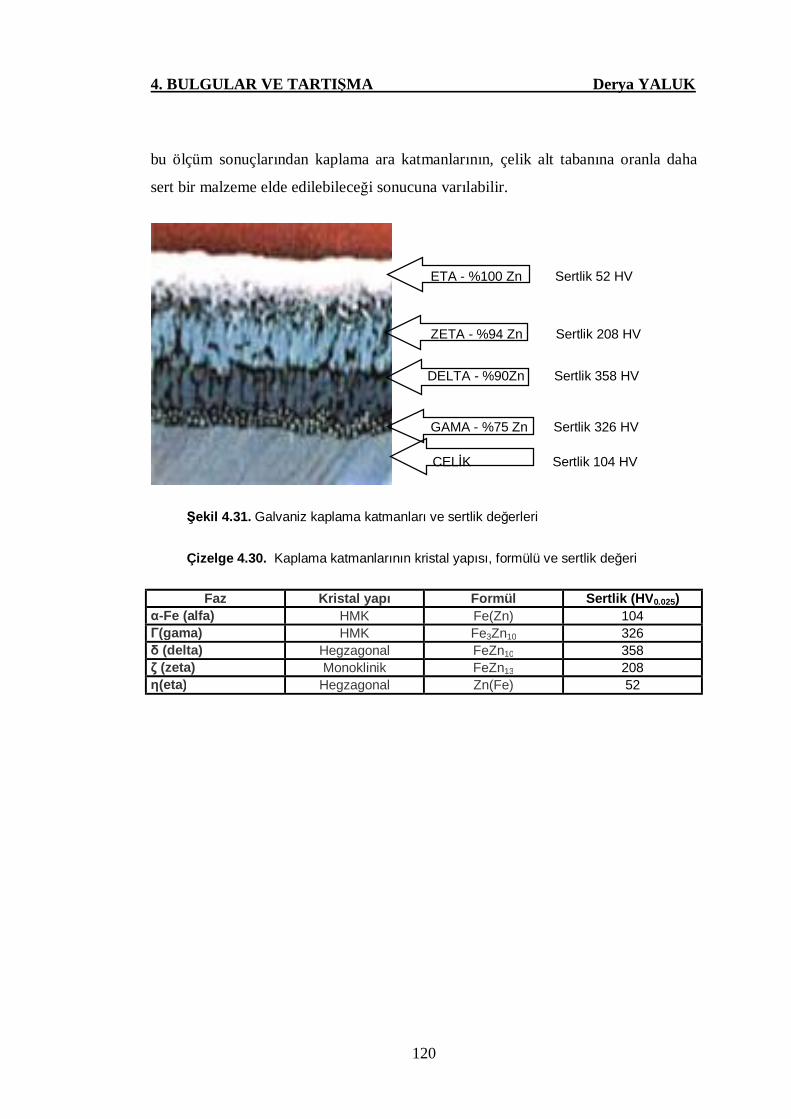
4. BULGULAR VE TARTIŞMA Derya YALUK
120
bu ölçüm sonuçlarından kaplama ara katmanlarının, çelik alt tabanına oranla daha
sert bir malzeme elde edilebileceği sonucuna varılabilir.
Şekil 4.31. Galvaniz kaplama katmanları ve sertlik değerleri
Çizelge 4.30. Kaplama katmanlarının kristal yapısı, formülü ve sertlik değeri
Faz Kristal yapı Formül Sertlik (HV0.025)
α-Fe (alfa) HMK Fe(Zn) 104 Γ(gama) HMK Fe3Zn10 326 δ (delta) Hegzagonal FeZn10 358 ζ (zeta) Monoklinik FeZn13 208 η(eta) Hegzagonal Zn(Fe) 52
ETA - %100 Zn Sertlik 52 HV ZETA - %94 Zn Sertlik 208 HV
DELTA - %90Zn Sertlik 358 HV
GAMA - %75 Zn Sertlik 326 HV CELİK Sertlik 104 HV
4. BULGULAR VE TARTIŞMA Derya YALUK
121
Şekil 4.32. Portatif sertlik ölçüm aleti
4.3.3 Pullanma ve Tozlaşma
Çelik sac üzerindeki çinko kaplamaların deformasyon davranışı çeliğin presle
şekillendirme işlemlerindeki performansını etkilemektedir. Kaplamadan dolayı,
biçimlendirme sırasında sac/kalıp ara yüzeyinde artan sürtünme koşulları
malzemenin biçimlendirmeye tepkisini değiştirebilmektedir. Kaplamanın sünekliği,
Fe-Zn fazlarının varlığına ve kalınlığına bağlıdır. Kaplamadan ayrılıp kalıp
yüzeylerinde toplanan partiküller sürtünme davranışındaki değişikliklerin yanı sıra
biçimlendirilen parçaların yüzeylerinin de bozulmasına neden olmaktadır. Bu
nedenle çinko kaplamanın tavlanması sırasında uygun koşulların yaratılmasıyla
biçimlendirme için en uygun yüzey özelliklerini verecek içyapısal gelişimin
sağlanması esastır.
Çinko kaplı parçaların biçimlendirilmesi sırasında ortaya çıkan pullanma ve
tozlaşma aşağıdaki gibi tanımlanmaktadır
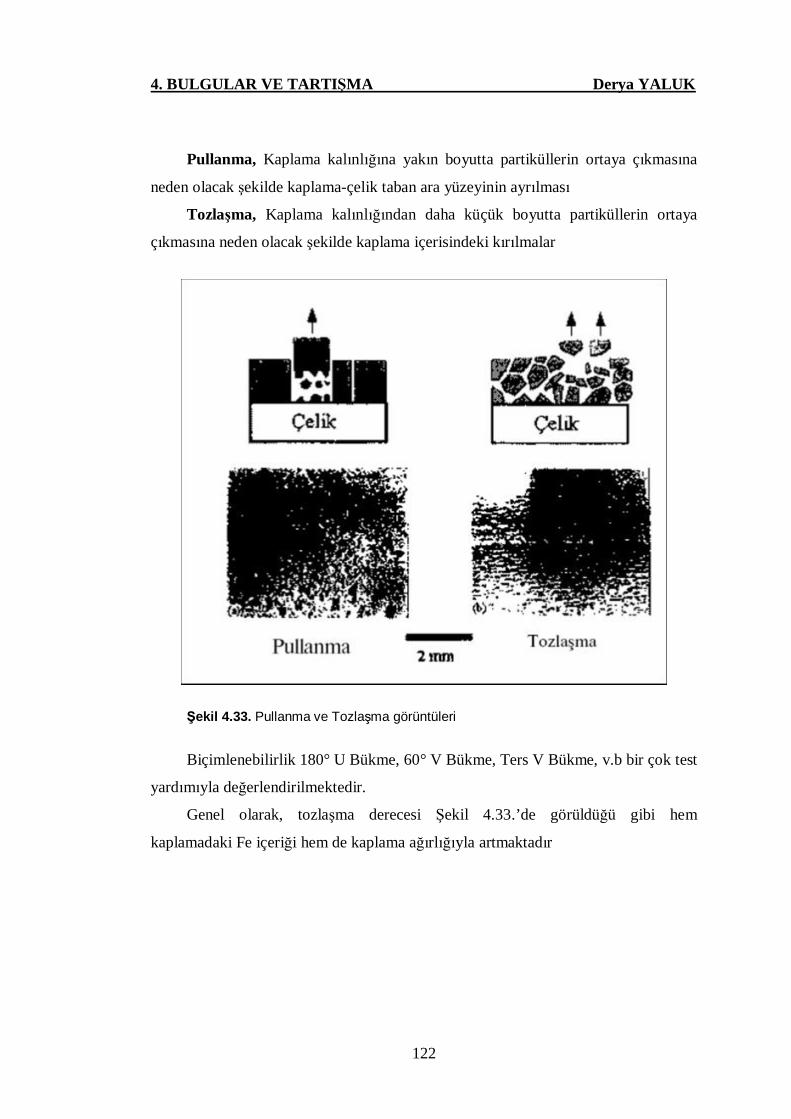
4. BULGULAR VE TARTIŞMA Derya YALUK
122
Pullanma, Kaplama kalınlığına yakın boyutta partiküllerin ortaya çıkmasına
neden olacak şekilde kaplama-çelik taban ara yüzeyinin ayrılması
Tozlaşma, Kaplama kalınlığından daha küçük boyutta partiküllerin ortaya
çıkmasına neden olacak şekilde kaplama içerisindeki kırılmalar
Şekil 4.33. Pullanma ve Tozlaşma görüntüleri
Biçimlenebilirlik 180° U Bükme, 60° V Bükme, Ters V Bükme, v.b bir çok test
yardımıyla değerlendirilmektedir.
Genel olarak, tozlaşma derecesi Şekil 4.33.’de görüldüğü gibi hem
kaplamadaki Fe içeriği hem de kaplama ağırlığıyla artmaktadır
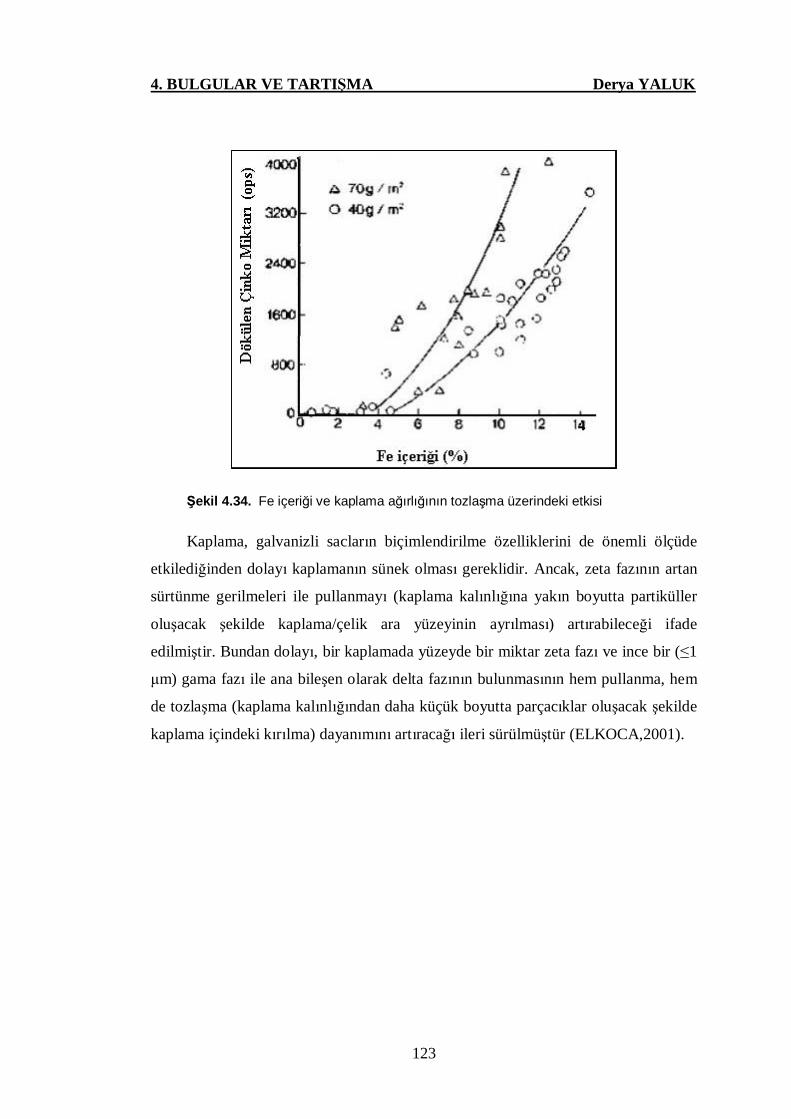
4. BULGULAR VE TARTIŞMA Derya YALUK
123
Şekil 4.34. Fe içeriği ve kaplama ağırlığının tozlaşma üzerindeki etkisi
Kaplama, galvanizli sacların biçimlendirilme özelliklerini de önemli ölçüde
etkilediğinden dolayı kaplamanın sünek olması gereklidir. Ancak, zeta fazının artan
sürtünme gerilmeleri ile pullanmayı (kaplama kalınlığına yakın boyutta partiküller
oluşacak şekilde kaplama/çelik ara yüzeyinin ayrılması) artırabileceği ifade
edilmiştir. Bundan dolayı, bir kaplamada yüzeyde bir miktar zeta fazı ve ince bir (≤1
μm) gama fazı ile ana bileşen olarak delta fazının bulunmasının hem pullanma, hem
de tozlaşma (kaplama kalınlığından daha küçük boyutta parçacıklar oluşacak şekilde
kaplama içindeki kırılma) dayanımını artıracağı ileri sürülmüştür (ELKOCA,2001).
4. BULGULAR VE TARTIŞMA Derya YALUK
124
4.4 Çinko Havuzunun Kimyasal Kompozisyonun Değiştirilmesi İle Galvaniz Kaplamanın Özelliklerinin İncelenmesi
Ağırlık yüzdelerine göre piyasada satılan külçe çinkoların ASTM B6 ya göre
piyasadaki çinko külçe kompozisyonları Çizelge 4.31.’de yer almaktadır. Çizelge 4.31. ASTM B6’ya göre piyasadaki çinko külçe kompozisyonları
Element SHG Zn HG Zn PW Zn
Kurşun (Pb) max. 0,003 max. 0,03 0,5-1.4
Demir (Fe) max. 0,003 max. 0,02 max. 0,05
Kadminyum (Cd) max. 0,003 max. 0,02 max. 0,20
Aluminyum (Al) max. 0,002 max. 0,01 max. 0,01
Bakır (Cu) max. 0,002 - max. 0,20
Kalay (Sn) max. 0,001 - -
Topl. Çinko Olm. max. 0,010 max. 0,10 max. 2.00
Toplam Çinko min. 99.990 min. 99.90 min. 98
Şekil 4.35. Piyasada satılan külçe çinko resmi
4. BULGULAR VE TARTIŞMA Derya YALUK
125
4.4.1. Flux’ın Kaplamaya Etkisinin Araştırılması
Fluxlama havuzu Çinko Alüminyum Klorür, Sodyum Alüminyum Florür ya da
Çinko Amonyum Klorür çözeltisine Flux denir. Bu çözelti çelik yüzeyini temizler,
çinko korozyona karşı çeliği korurken Amonyum Klorür ve benzer çözeltiler
çinkonun çeliğe iyi yapışmasını sağlar.
%0,0113 Si içeren 2 nolu malzemelerden bir tanesi olan Çizelge 4.32.’deki
kimyasal kompozisyona sahip malzeme flux işlemine tutulmadı ve diğer bir tanesi
tutuldu. Her iki numune 120 sn 455 o C sıcaklıkta galvaniz havuzuna daldırıldı.
Çizelge 4.32. Fluxlamanın etkisinin araştırılmasında kullanılacak malzemenin
kimyasal analizi
No. C Mn Si P S Cr Mo Ni Al Cu Fe 3. 0,0945 0,273 0,0113 0,0057 0,0136 0,0289 0,005 0,0126 0,005 0,0139 99,5
Flux havuzuna batırılan malzeme 72 mikron gelirken batırılmayan malzeme 61
mikron gelmiştir.
4.4.2. Sıvı Çinko Kompozisyonlarının Kaplamaya Etkisi
Sıvı çinko içinde genellikle Kurşun (Pb), Alüminyum (Al), Demir (Fe),
Kalay(Sn), Nikel (Ni), Bizmut(Bi), gibi elementler yer alır ve diğerleri daha az önem
taşır. Bunlardan her biri ya da bunların ikili ya da çoklu kombinasyonları özel
reaksiyonların etkisiyle çok yaralı olabilecek çinko tabakaları oluşmasını sağlayabilir
ve kaplama morfolojisini etkileyebilir. Bu deneyler serisinde bu elementlerin etkisi
araştırılmıştır.
4. BULGULAR VE TARTIŞMA Derya YALUK
126
Şekil 4.36. Galvaniz havuzu içinde yapılacak deneyler için minyatür havuz
Galvaniz havuzu içinde yapılacak deneyler için minyatür havuz Şekil 4.36 deki
gibi düzenlenmiştir.
4.4.2.1. Kurşun (Pb) Eklenmesinin Etkisi
Kurşun genellikle galvaniz havuzuna eklenerek, çinko küllerinin üst yüzeyde
bir tabaka oluşturarak yüzmesini ve sonra kolayca uzaklaştırılmasını sağlar. Kurşun
sıvı çinko içinde maksimum %1.20 olarak çözünebilir ancak genellikle yüzeyde
düşme eğilimindedir, böylece çözeltide miktarı azalabilir.
Daha birkaç yıl önceye kadar yüzey tabakasında kül oluşumunu azaltması için
kurşun kullanımı sınırlandırılmıştır ancak son yıllardaki çalışmalar ve pratik
uygulamalar, kurşunun sıvı çinkonun akışkanlığını artırmada çok önemli bir rol
oynadığı kanıtlamıştır. Çözeltideki %0,9 üzerindeki kurşun oranı çinko havuzundan
parçaların çıkartılırken çok iyi yardımcı olduğu, çok iyi bir akışkanlık sağladığı
kanıtlanmıştır. Çözeltideki yüksek oranlı kurşun, küllerin yüzmesine çok iyi yardımcı
olur.
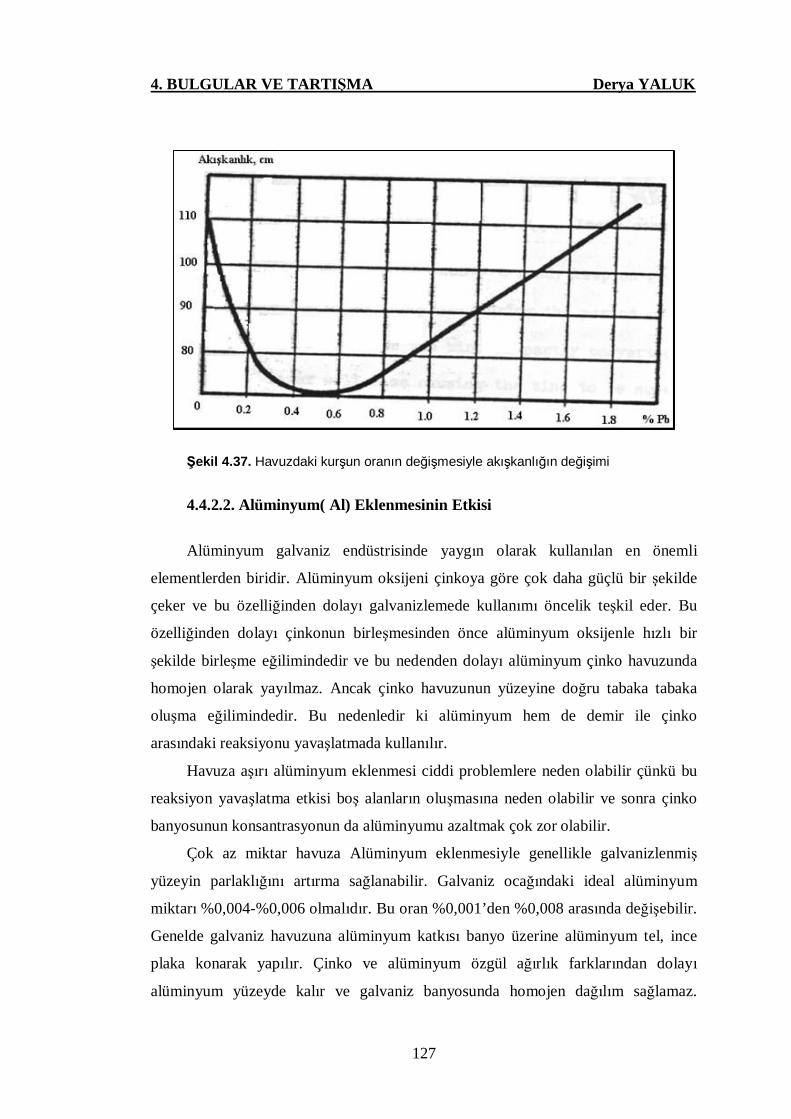
4. BULGULAR VE TARTIŞMA Derya YALUK
127
Şekil 4.37. Havuzdaki kurşun oranın değişmesiyle akışkanlığın değişimi
4.4.2.2. Alüminyum( Al) Eklenmesinin Etkisi
Alüminyum galvaniz endüstrisinde yaygın olarak kullanılan en önemli
elementlerden biridir. Alüminyum oksijeni çinkoya göre çok daha güçlü bir şekilde
çeker ve bu özelliğinden dolayı galvanizlemede kullanımı öncelik teşkil eder. Bu
özelliğinden dolayı çinkonun birleşmesinden önce alüminyum oksijenle hızlı bir
şekilde birleşme eğilimindedir ve bu nedenden dolayı alüminyum çinko havuzunda
homojen olarak yayılmaz. Ancak çinko havuzunun yüzeyine doğru tabaka tabaka
oluşma eğilimindedir. Bu nedenledir ki alüminyum hem de demir ile çinko
arasındaki reaksiyonu yavaşlatmada kullanılır.
Havuza aşırı alüminyum eklenmesi ciddi problemlere neden olabilir çünkü bu
reaksiyon yavaşlatma etkisi boş alanların oluşmasına neden olabilir ve sonra çinko
banyosunun konsantrasyonun da alüminyumu azaltmak çok zor olabilir.
Çok az miktar havuza Alüminyum eklenmesiyle genellikle galvanizlenmiş
yüzeyin parlaklığını artırma sağlanabilir. Galvaniz ocağındaki ideal alüminyum
miktarı %0,004-%0,006 olmalıdır. Bu oran %0,001’den %0,008 arasında değişebilir.
Genelde galvaniz havuzuna alüminyum katkısı banyo üzerine alüminyum tel, ince
plaka konarak yapılır. Çinko ve alüminyum özgül ağırlık farklarından dolayı
alüminyum yüzeyde kalır ve galvaniz banyosunda homojen dağılım sağlamaz.
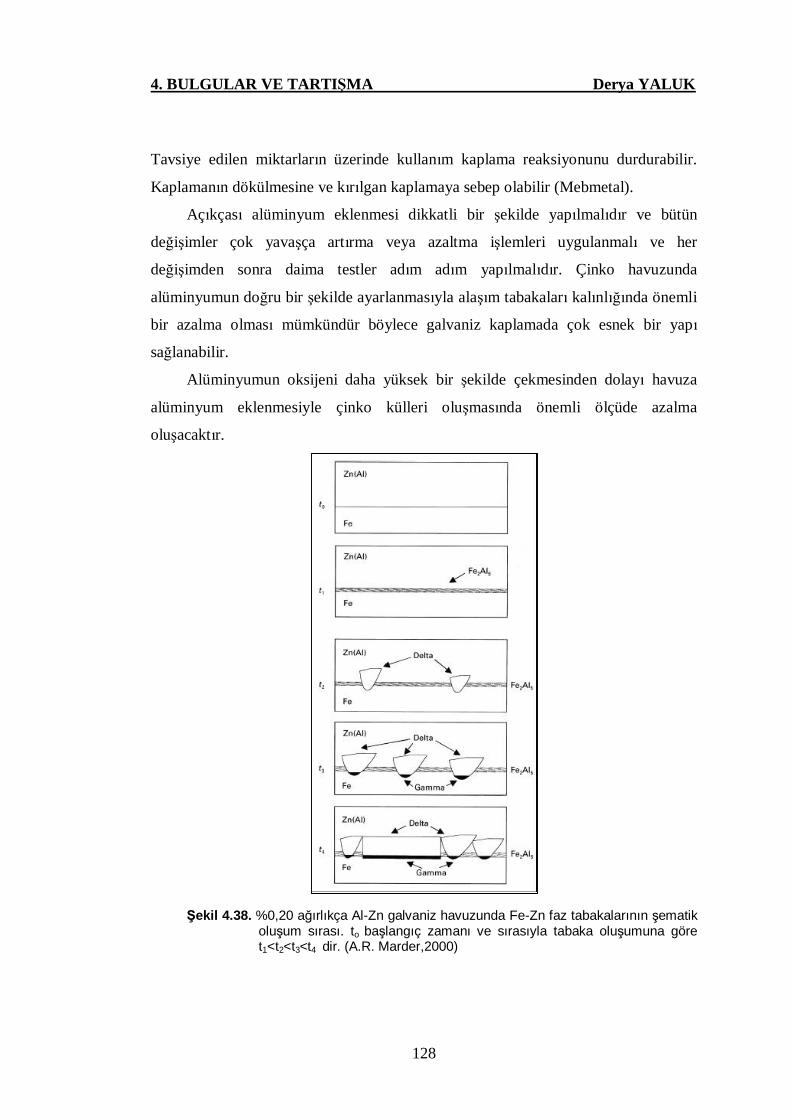
4. BULGULAR VE TARTIŞMA Derya YALUK
128
Tavsiye edilen miktarların üzerinde kullanım kaplama reaksiyonunu durdurabilir.
Kaplamanın dökülmesine ve kırılgan kaplamaya sebep olabilir (Mebmetal).
Açıkçası alüminyum eklenmesi dikkatli bir şekilde yapılmalıdır ve bütün
değişimler çok yavaşça artırma veya azaltma işlemleri uygulanmalı ve her
değişimden sonra daima testler adım adım yapılmalıdır. Çinko havuzunda
alüminyumun doğru bir şekilde ayarlanmasıyla alaşım tabakaları kalınlığında önemli
bir azalma olması mümkündür böylece galvaniz kaplamada çok esnek bir yapı
sağlanabilir.
Alüminyumun oksijeni daha yüksek bir şekilde çekmesinden dolayı havuza
alüminyum eklenmesiyle çinko külleri oluşmasında önemli ölçüde azalma
oluşacaktır.
Şekil 4.38. %0,20 ağırlıkça Al-Zn galvaniz havuzunda Fe-Zn faz tabakalarının şematik
oluşum sırası. to başlangıç zamanı ve sırasıyla tabaka oluşumuna göre t1<t2<t3<t4 dir. (A.R. Marder,2000)
4. BULGULAR VE TARTIŞMA Derya YALUK
129
4.4.2.3. Demir ( Fe) Eklenmesinin Etkisi
Demir havuz içine eklenmesinin bir amacı yoktur, istenmeyen bir olaydır,
ancak aşağıdaki nedenlerle havuz içerisinde demir oluşur:
• Galvanizlenme için malzemelerin yüzeyinden Fe-Zn alaşımı ayrışmasıyla
• Çinko kazanı duvarları yüzeyinden Fe-Zn alaşımı ayrışmasıyla
• Fe-Zn alaşımı flux çözeltisinde demirle çinko içeriğinin birleşmesiyle oluşur
Demir havuz içerisinde sadece Fe-Zn alaşımı şeklinde oluşur. Normal şartlarda
havuzun yüzeyinde yerleşmiş durumda olur ve düzenli bir şekilde alınması
gerekmektedir.
4.4.2.4. Kalay (Sn) Eklenmesinin Etkisi
Tesiste yapılan çalışmada 2.50 mm kalınlığında 3 adet numune Şekil 4.36 deki
portatif havuza katı halde 12 cm 3 ’lük 3 adet Sn külçesi ile deney yapıldı.
Çizelge 4.33. Kalay (Sn) eklenmesinin etkisini araştırmada kullanılan numunenin
kimyasal analizi
Numune No Kalınlık C Mn Si P S Al
5. 2.50 0,1440 0,3510 0,0050 0,0157 0,0140 0,0068
Kalay saf çinko tabakasının kristal morfolojisini değiştirmek için ( çiçeklenme
etkisi olarak adlandırılan) havuza eklenmektedir. %1 oranına kadar havuza
eklenmesiyle yüzey etkisi olarak bilinen “kozmetik etki” yi iyileştirmek için
kullanılır. Kalayın Fe-Zn alaşımının morfolojisine ve oluşumu üzerine herhangi bir
etki yaptığı bilinmemektedir (Gimeco, 2004).
Ancak bizim çalışmalarımız sonucunda yüksek oranda eklenmesi ile kaplama
kalınlığına etki ettiği görülmüştür.
Yapılan deneyler sonucunda yüksek oranda kalay miktarının havuza eklenmesi
ile kaplama kalınlığının düştüğü görülmüştür. Ancak Kalayın dünya borsalarındaki
4. BULGULAR VE TARTIŞMA Derya YALUK
130
fiyatının 20.000 $/ton üzerinde olduğu düşünüldüğünde işletmeler bu oranlarda
havuza atarak oluşacak ciddi maliyetleri göz önüne almaları gerekmektedir.
Havuza katı halde 12 cm 3 ’lük Sn külçesi 60 sn, başlangıçta 1 ölçü atılıp
kaplama kalınlığı ölçüldü. Daha sonra bir ölçü daha havuza atıldı ve 60 sn yeni bir
numune daldırıldı, kaplama kalınlığı ölçüldü. Son olarak bir ölçü daha atılıp toplam
havuzda 3 ölçülük Kalay(Sn) bulunduğunda 3. numune daldırılıp kaplama kalınlığı
ölçüldü. Ölçülen kaplama kalınlıkları Çizelge 4.34.’de belirtilmiştir.
Çizelge 4.34. Kalay (Sn) eklenmesi ile kaplama kalınlığı değişimi
1. Ölçü 2. Ölçü 3. Ölçü
63 mikron 58 mikron 49 mikron
Analiz sonuçları için malzemeler İstanbul’da HEPSEN KİMYA
SAN.TİC.LTD.ŞTİ’deki spektrometrede analiz edilerek % Sn oranları belirlenmiştir.
Ayrıca kaplama kalınlığının kalay miktarının artması ile daha homojen hale
geldiği yapılan ölçümlerde gözlemlenmiştir.
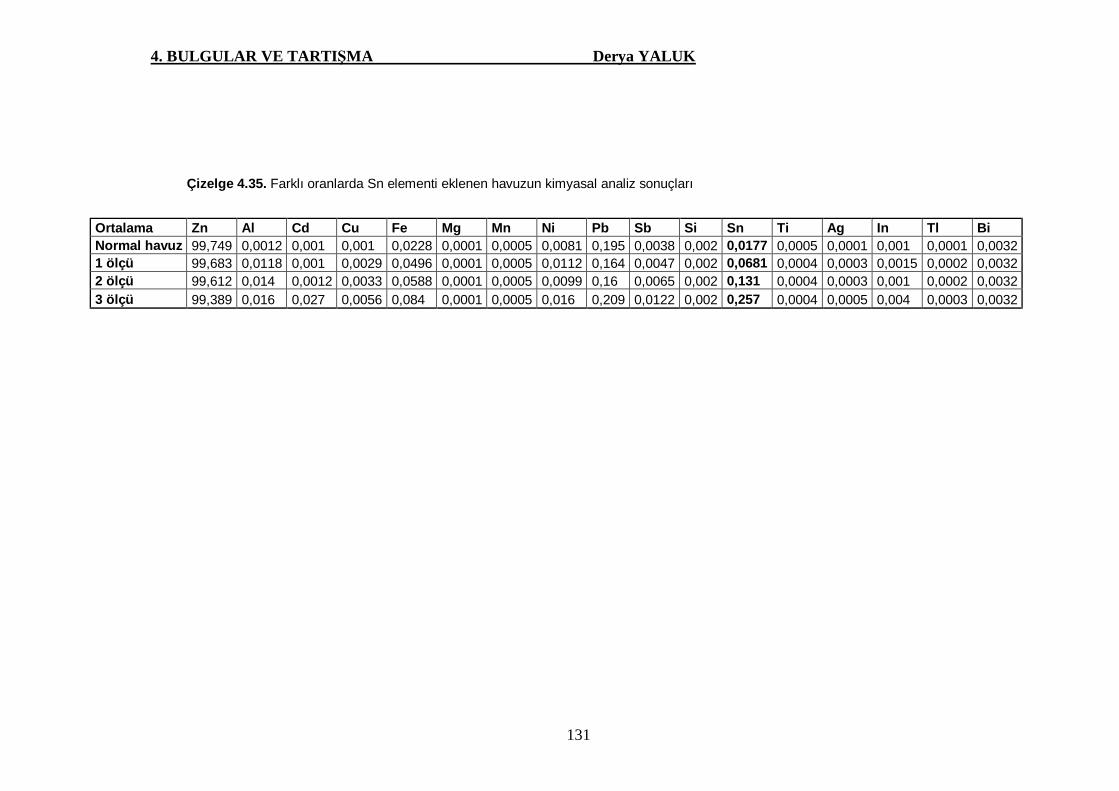
4. BULGULAR VE TARTIŞMA Derya YALUK
131
Çizelge 4.35. Farklı oranlarda Sn elementi eklenen havuzun kimyasal analiz sonuçları
Ortalama Zn Al Cd Cu Fe Mg Mn Ni Pb Sb Si Sn Ti Ag In Tl Bi Normal havuz 99,749 0,0012 0,001 0,001 0,0228 0,0001 0,0005 0,0081 0,195 0,0038 0,002 0,0177 0,0005 0,0001 0,001 0,0001 0,0032 1 ölçü 99,683 0,0118 0,001 0,0029 0,0496 0,0001 0,0005 0,0112 0,164 0,0047 0,002 0,0681 0,0004 0,0003 0,0015 0,0002 0,0032 2 ölçü 99,612 0,014 0,0012 0,0033 0,0588 0,0001 0,0005 0,0099 0,16 0,0065 0,002 0,131 0,0004 0,0003 0,001 0,0002 0,0032 3 ölçü 99,389 0,016 0,027 0,0056 0,084 0,0001 0,0005 0,016 0,209 0,0122 0,002 0,257 0,0004 0,0005 0,004 0,0003 0,0032
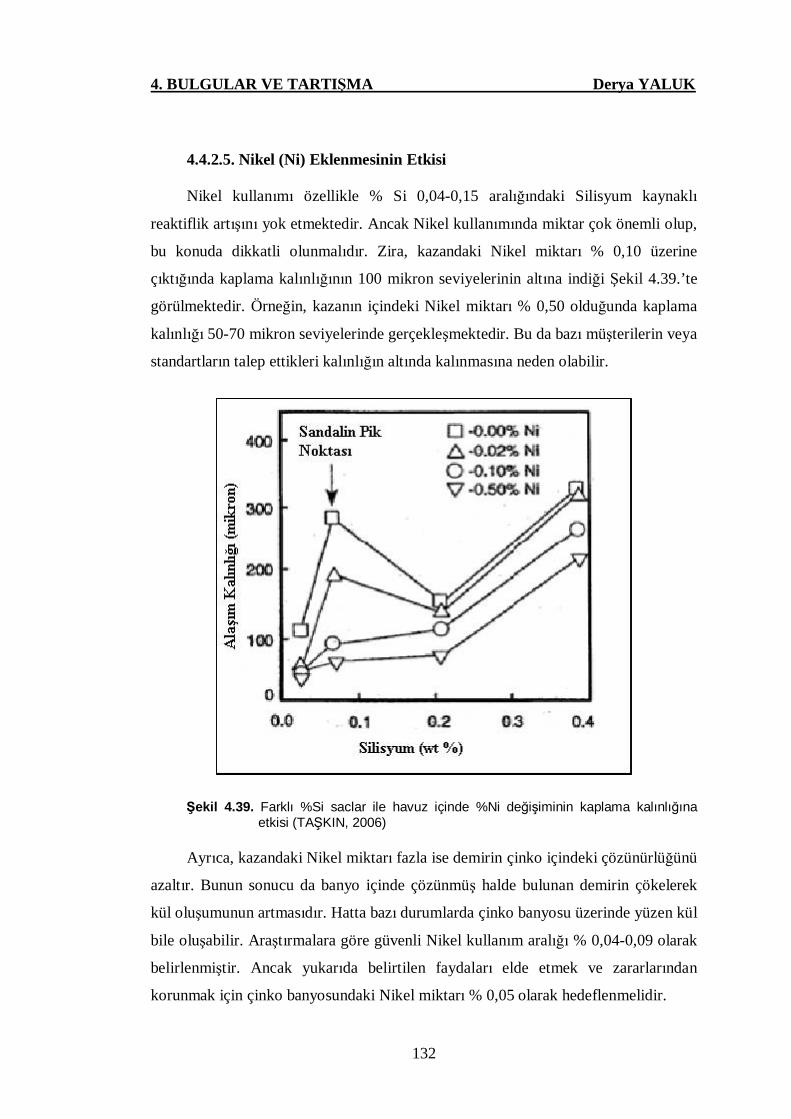
4. BULGULAR VE TARTIŞMA Derya YALUK
132
4.4.2.5. Nikel (Ni) Eklenmesinin Etkisi
Nikel kullanımı özellikle % Si 0,04-0,15 aralığındaki Silisyum kaynaklı
reaktiflik artışını yok etmektedir. Ancak Nikel kullanımında miktar çok önemli olup,
bu konuda dikkatli olunmalıdır. Zira, kazandaki Nikel miktarı % 0,10 üzerine
çıktığında kaplama kalınlığının 100 mikron seviyelerinin altına indiği Şekil 4.39.’te
görülmektedir. Örneğin, kazanın içindeki Nikel miktarı % 0,50 olduğunda kaplama
kalınlığı 50-70 mikron seviyelerinde gerçekleşmektedir. Bu da bazı müşterilerin veya
standartların talep ettikleri kalınlığın altında kalınmasına neden olabilir.
Şekil 4.39. Farklı %Si saclar ile havuz içinde %Ni değişiminin kaplama kalınlığına
etkisi (TAŞKIN, 2006)
Ayrıca, kazandaki Nikel miktarı fazla ise demirin çinko içindeki çözünürlüğünü
azaltır. Bunun sonucu da banyo içinde çözünmüş halde bulunan demirin çökelerek
kül oluşumunun artmasıdır. Hatta bazı durumlarda çinko banyosu üzerinde yüzen kül
bile oluşabilir. Araştırmalara göre güvenli Nikel kullanım aralığı % 0,04-0,09 olarak
belirlenmiştir. Ancak yukarıda belirtilen faydaları elde etmek ve zararlarından
korunmak için çinko banyosundaki Nikel miktarı % 0,05 olarak hedeflenmelidir.
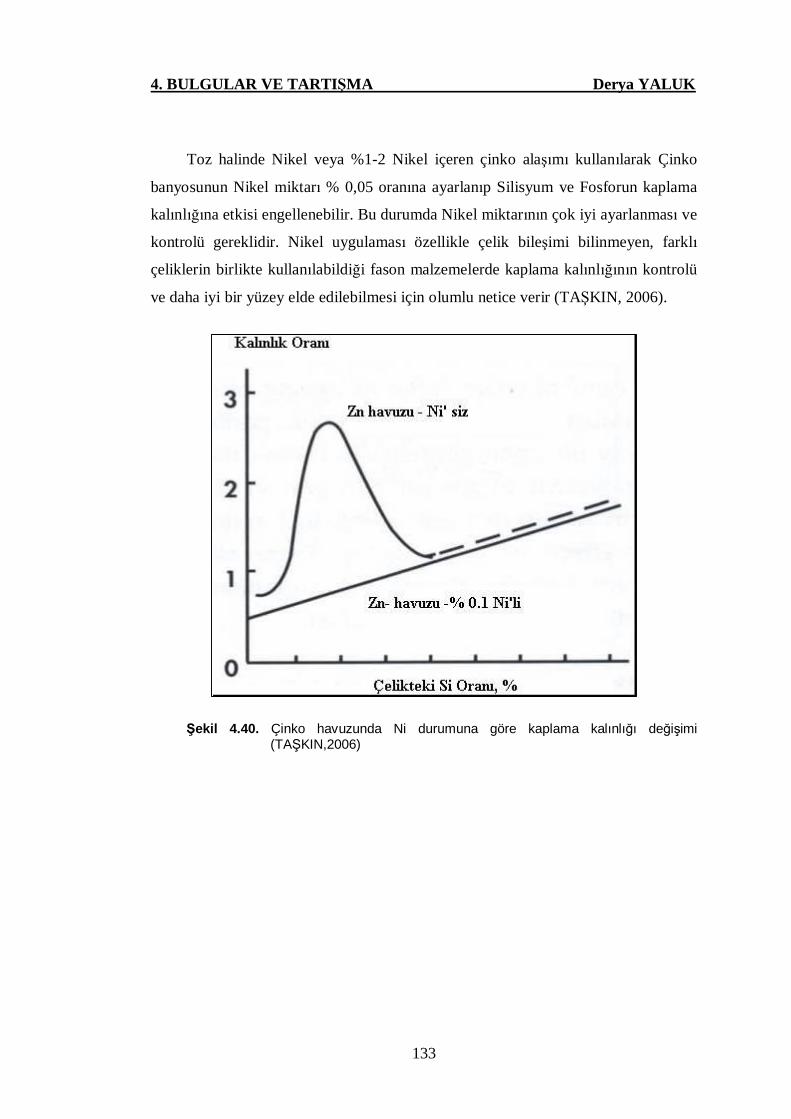
4. BULGULAR VE TARTIŞMA Derya YALUK
133
Toz halinde Nikel veya %1-2 Nikel içeren çinko alaşımı kullanılarak Çinko
banyosunun Nikel miktarı % 0,05 oranına ayarlanıp Silisyum ve Fosforun kaplama
kalınlığına etkisi engellenebilir. Bu durumda Nikel miktarının çok iyi ayarlanması ve
kontrolü gereklidir. Nikel uygulaması özellikle çelik bileşimi bilinmeyen, farklı
çeliklerin birlikte kullanılabildiği fason malzemelerde kaplama kalınlığının kontrolü
ve daha iyi bir yüzey elde edilebilmesi için olumlu netice verir (TAŞKIN, 2006).
Şekil 4.40. Çinko havuzunda Ni durumuna göre kaplama kalınlığı değişimi (TAŞKIN,2006)
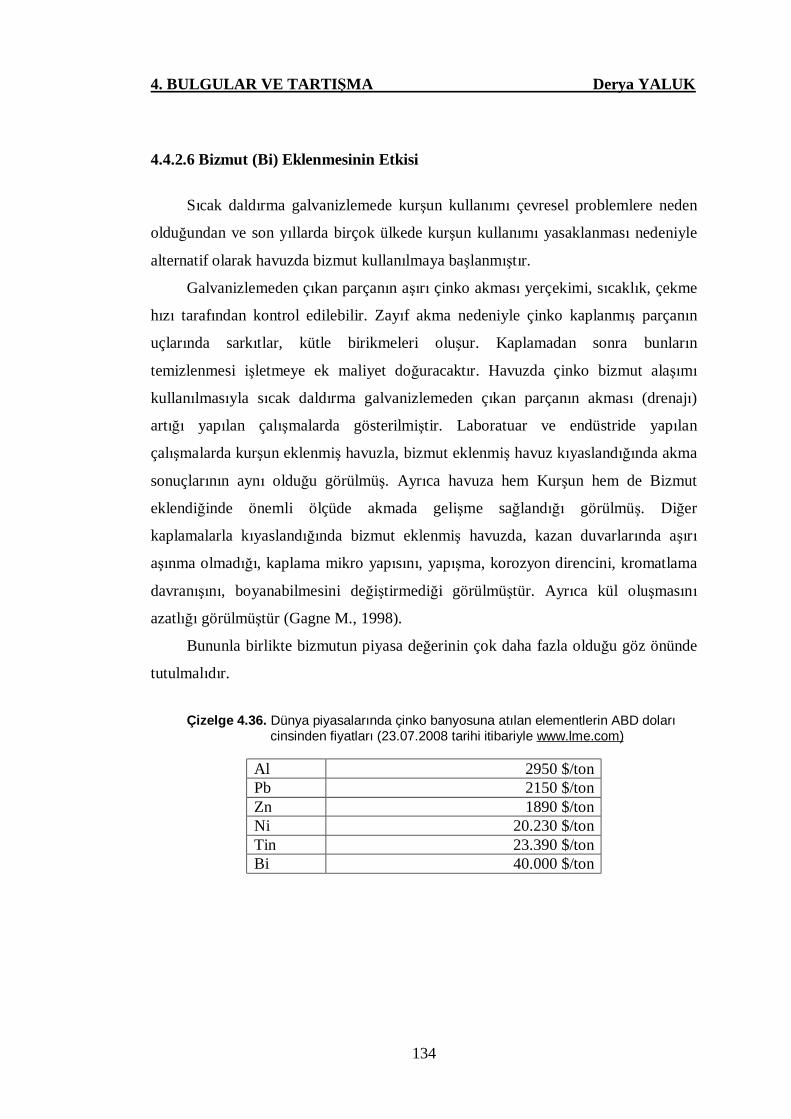
4. BULGULAR VE TARTIŞMA Derya YALUK
134
4.4.2.6 Bizmut (Bi) Eklenmesinin Etkisi
Sıcak daldırma galvanizlemede kurşun kullanımı çevresel problemlere neden
olduğundan ve son yıllarda birçok ülkede kurşun kullanımı yasaklanması nedeniyle
alternatif olarak havuzda bizmut kullanılmaya başlanmıştır.
Galvanizlemeden çıkan parçanın aşırı çinko akması yerçekimi, sıcaklık, çekme
hızı tarafından kontrol edilebilir. Zayıf akma nedeniyle çinko kaplanmış parçanın
uçlarında sarkıtlar, kütle birikmeleri oluşur. Kaplamadan sonra bunların
temizlenmesi işletmeye ek maliyet doğuracaktır. Havuzda çinko bizmut alaşımı
kullanılmasıyla sıcak daldırma galvanizlemeden çıkan parçanın akması (drenajı)
artığı yapılan çalışmalarda gösterilmiştir. Laboratuar ve endüstride yapılan
çalışmalarda kurşun eklenmiş havuzla, bizmut eklenmiş havuz kıyaslandığında akma
sonuçlarının aynı olduğu görülmüş. Ayrıca havuza hem Kurşun hem de Bizmut
eklendiğinde önemli ölçüde akmada gelişme sağlandığı görülmüş. Diğer
kaplamalarla kıyaslandığında bizmut eklenmiş havuzda, kazan duvarlarında aşırı
aşınma olmadığı, kaplama mikro yapısını, yapışma, korozyon direncini, kromatlama
davranışını, boyanabilmesini değiştirmediği görülmüştür. Ayrıca kül oluşmasını
azatlığı görülmüştür (Gagne M., 1998).
Bununla birlikte bizmutun piyasa değerinin çok daha fazla olduğu göz önünde
tutulmalıdır.
Çizelge 4.36. Dünya piyasalarında çinko banyosuna atılan elementlerin ABD doları
cinsinden fiyatları (23.07.2008 tarihi itibariyle www.lme.com)
Al 2950 $/ton Pb 2150 $/ton Zn 1890 $/ton Ni 20.230 $/ton Tin 23.390 $/ton Bi 40.000 $/ton

4. BULGULAR VE TARTIŞMA Derya YALUK
135
Şekil 4.41. Galvaniz banyo içeriğine göre a) Al, b) Pb, c) Sn, d) Cu, e) Ni Kaplamanın
mikro grafikleri (Marder, 2000).
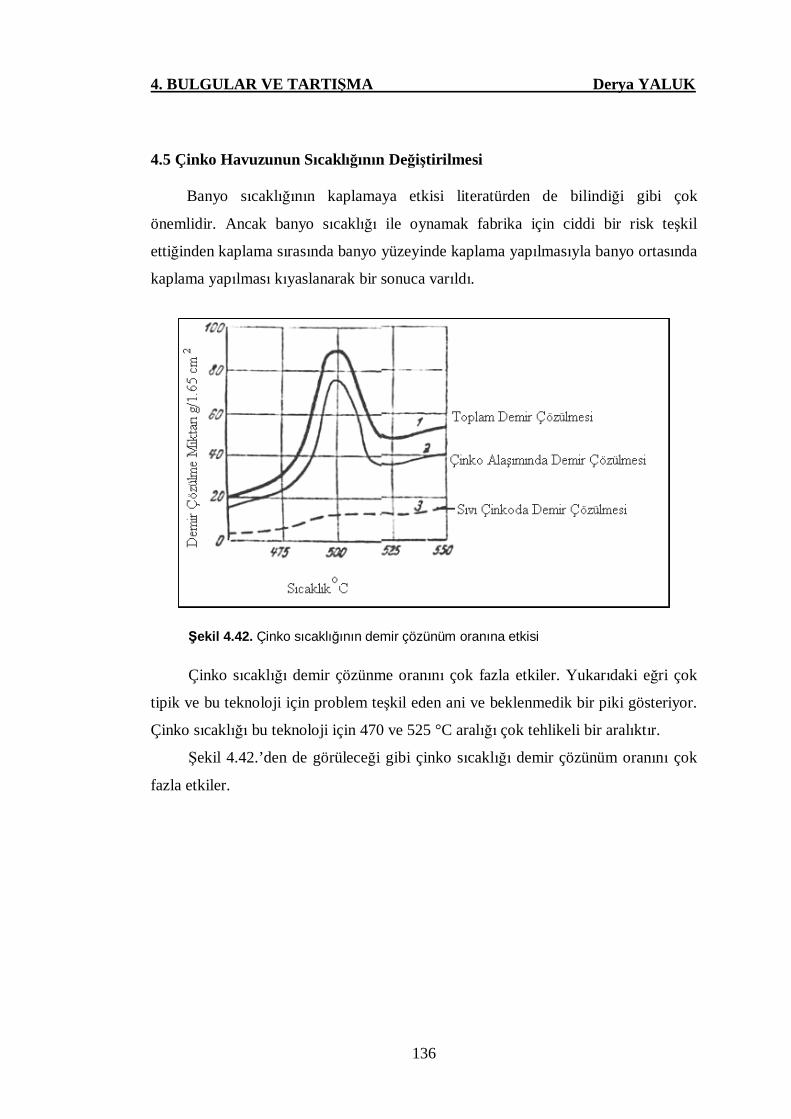
4. BULGULAR VE TARTIŞMA Derya YALUK
136
4.5 Çinko Havuzunun Sıcaklığının Değiştirilmesi
Banyo sıcaklığının kaplamaya etkisi literatürden de bilindiği gibi çok
önemlidir. Ancak banyo sıcaklığı ile oynamak fabrika için ciddi bir risk teşkil
ettiğinden kaplama sırasında banyo yüzeyinde kaplama yapılmasıyla banyo ortasında
kaplama yapılması kıyaslanarak bir sonuca varıldı.
Şekil 4.42. Çinko sıcaklığının demir çözünüm oranına etkisi
Çinko sıcaklığı demir çözünme oranını çok fazla etkiler. Yukarıdaki eğri çok
tipik ve bu teknoloji için problem teşkil eden ani ve beklenmedik bir piki gösteriyor.
Çinko sıcaklığı bu teknoloji için 470 ve 525 °C aralığı çok tehlikeli bir aralıktır.
Şekil 4.42.’den de görüleceği gibi çinko sıcaklığı demir çözünüm oranını çok
fazla etkiler.
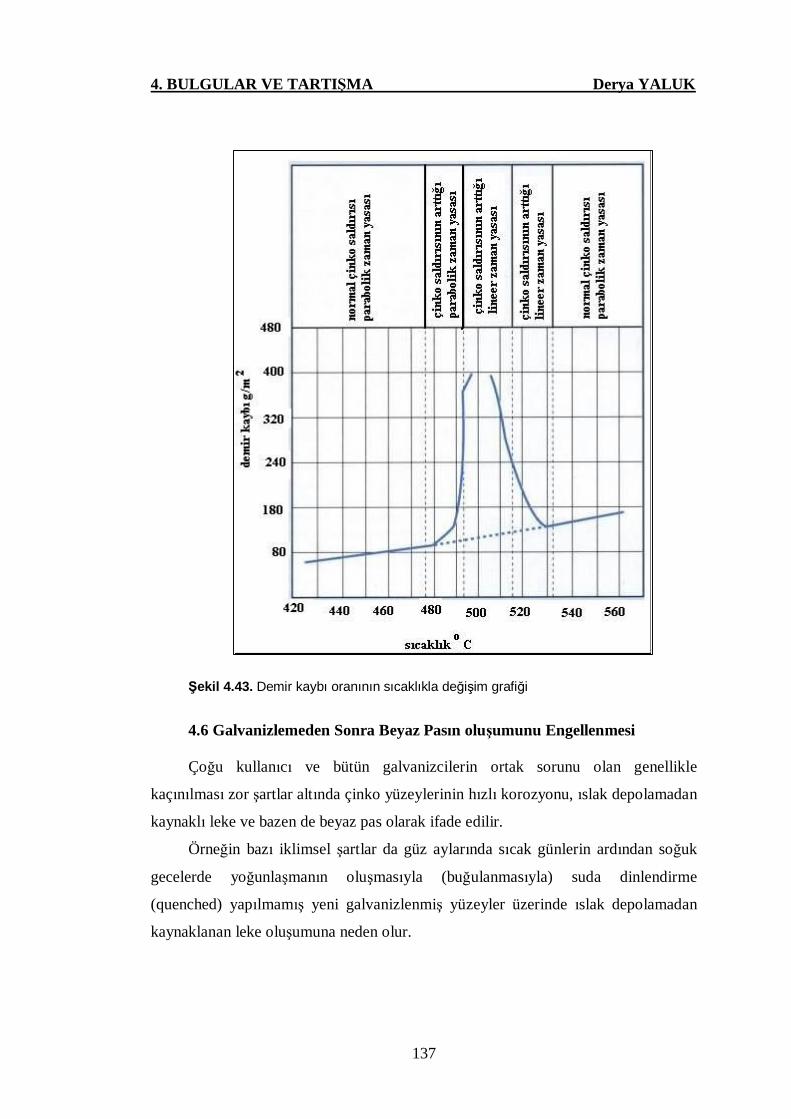
4. BULGULAR VE TARTIŞMA Derya YALUK
137
Şekil 4.43. Demir kaybı oranının sıcaklıkla değişim grafiği
4.6 Galvanizlemeden Sonra Beyaz Pasın oluşumunu Engellenmesi Çoğu kullanıcı ve bütün galvanizcilerin ortak sorunu olan genellikle
kaçınılması zor şartlar altında çinko yüzeylerinin hızlı korozyonu, ıslak depolamadan
kaynaklı leke ve bazen de beyaz pas olarak ifade edilir.
Örneğin bazı iklimsel şartlar da güz aylarında sıcak günlerin ardından soğuk
gecelerde yoğunlaşmanın oluşmasıyla (buğulanmasıyla) suda dinlendirme
(quenched) yapılmamış yeni galvanizlenmiş yüzeyler üzerinde ıslak depolamadan
kaynaklanan leke oluşumuna neden olur.
4. BULGULAR VE TARTIŞMA Derya YALUK
138
Islak depolama korumasızlık şartlarının sonucudur ve bu ikinci dereceden
galvanizleme kalitesinin göstergesi değildir.
Islak depolamamdan kaynaklanan leke galvanizlenmiş malzemelerin üzerinde
bulunduğunda, genellikle bu kaplamam korumasına zararlı olması için yeterli
değildir. Normalde hava etkisinin değişmesiyle kaybolur. Ancak uygun olmayan
taşıma, kötü kaldırma şartları ve depolama teknikleriyle bu ciddi (tehlikeli) olmaya
başlayabilir.
Islak depolamadan kaynaklı lekeyle aralarında ilişki bulunan büyük hacimli
beyaz gri korozyonlu ürünler, normal atmosferik şartlara maruz kalarak oluşan aynı
renge sahip olabilen çinko korozyonu için oluşan koruma tabakalı ürünleriyle
karıştırılmamalıdır.
Islak depolamadan kaynaklanan leke oluştuğu zaman, malzemeler yüzeylerinin
hızlı bir şekilde kurumasına izin verecek şekilde ayarlanmalıdır. Bu hareket açık
havanın yüzeylere sağlanmasıyla daha sonra duracaktır ve ürünlerin normal
korozyon koruma tabakaları oluşacaktır.
Beyaz korozyonlu (paslı) ürünler genellikle yıkamayla geçer ve kaplamanın
yüzeyi sıcak daldırmayla galvanizlenmiş nesnelerin normal görüntüsünü alır. Ancak
eğer korozyon etkisi (saldırısı)çok büyümüş (yayılmışsa) koyu gri, siyah leke (bölge)
ya da alanlara dikkat edilmesi gerekir. Korozyonlu ürünler çok büyük hacimli,
oksitlenmiş çinkodan yaklaşık 100 defa ya da daha büyük işgal edilen bir alan
oluşturur hatta zayıf etkilenme belirgin olacaktır ve bu ciddi olay olarak görülebilir.
Ancak, genellikle böyle ıslak depolamadan kaynaklı leke etkisi galvanizleme
kaplamasının dayanıklılığı için ya az önemlidir ya da hiç önemli değildir.
Islak depolamadan kaynaklanan lekelerden yeni çinko yüzeylerin korunması
taşıma, depolama sırasında suyun yoğunlaşmasıyla ya da yağmurla etkileşmesinden
en iyi şekilde kaçınılmasıyla olur. Dışarıda depolanan malzemeler suyun yüzeyden
kolayca alınması ve bütün bu yüzeylerin iyi hava akımına bırakılacak tarzda
ayarlanmalıdır. Hiç lekelenmemiş kereste tahta aralayıcı olarak kullanılmalıdır.
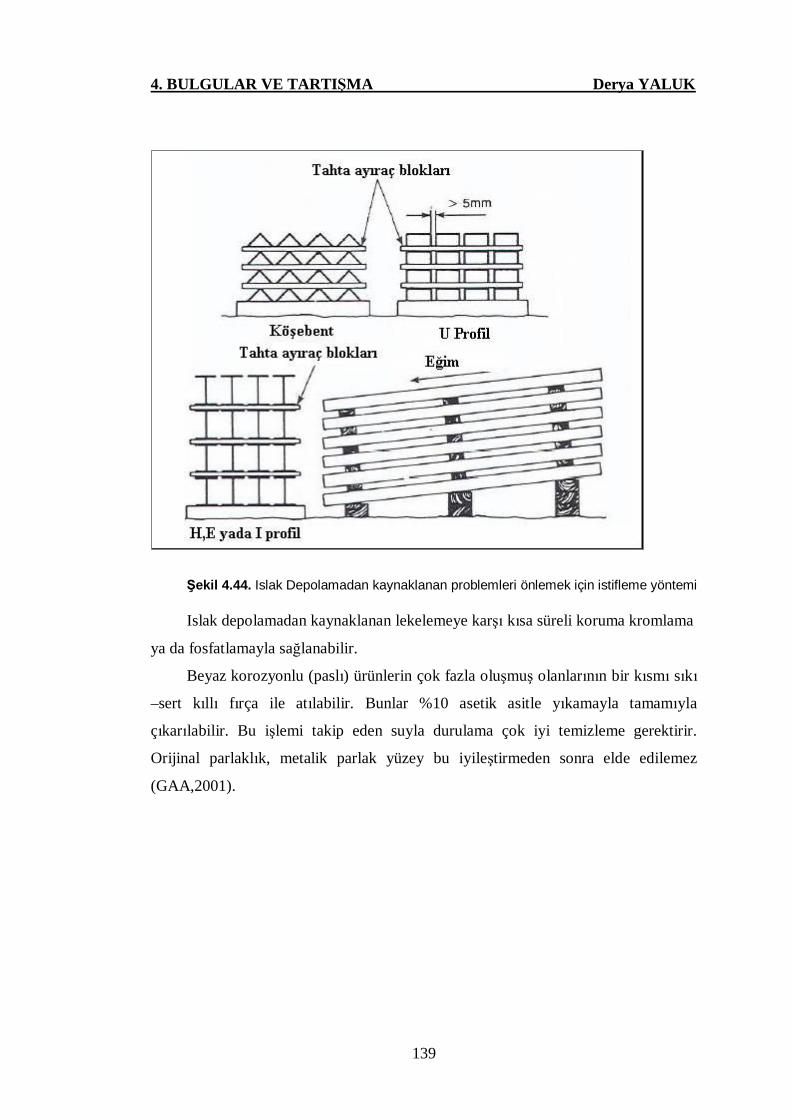
4. BULGULAR VE TARTIŞMA Derya YALUK
139
Şekil 4.44. Islak Depolamadan kaynaklanan problemleri önlemek için istifleme yöntemi
Islak depolamadan kaynaklanan lekelemeye karşı kısa süreli koruma kromlama
ya da fosfatlamayla sağlanabilir.
Beyaz korozyonlu (paslı) ürünlerin çok fazla oluşmuş olanlarının bir kısmı sıkı
–sert kıllı fırça ile atılabilir. Bunlar %10 asetik asitle yıkamayla tamamıyla
çıkarılabilir. Bu işlemi takip eden suyla durulama çok iyi temizleme gerektirir.
Orijinal parlaklık, metalik parlak yüzey bu iyileştirmeden sonra elde edilemez
(GAA,2001).
5.SONUÇLAR VE ÖNERİLER Derya YALUK
140
5. SONUÇLAR VE ÖNERİLER
Atmosfer etkisinde kalan araçlar, köprüler, korkuluklar, direkler, enerji nakil
hatları, depolar vb. su ve yeraltına konulmuş olan boru hatları, tanklar, iskeleler,
gemiler, dubalar, baraj kapakları, cebri borular vb. başta alet ve ekipmanlar olmak
üzere endüstrinin çeşitli dallarında kullanılmakta olan kazanlar, borular, ızgaralar,
elektrik makineleri vb. metalik yapılar beklenenden daha kısa süreler içerisinde
korozyon nedeni ile kullanılmaz hale gelmektedir.
Tezimizde sıcak daldırma yöntemi ile galvanizleme ile kaplama yapılan
malzemelerin korozyona karşı direnç elde etme işlemi, diğer metotlarla
kıyaslandığında daha çok avantajlar sağladığından yola çıkarak, bu metodu kullanan
tesislerde uygulanan yöntemler değerlendirildi. Deney sonuçlarına bakıldığında, tesis
yöneticileri bulmuş olduğumuz sonuçlara göre sistemlerini iyileştirdiklerinde,
firmalarına katma değeri yüksek, kaliteli malzemeler üretebileceklerdir.
Kaplamaya etki eden faktörlerin başında sacın kimyasal kompozisyonlarının
geldiği görülmüştür. Özellikle Si ve P elementlerinin etkisi ciddi anlamda galvaniz
kaplamanın kalınlığını ve görüntüsünü etkilemekte olduğu yapılan deneylerde
gözlemlenmiştir. Uluslararası standartlara göre üretim yapan işletmeler standartlara
uygun üretim yapmak için standartta belirtilen sac kalitesine, kaplama kalınlığına,
parlaklık veya matlığına v.b dikkat etmeleri gerekmektedir. Örneğin st37 kaliteli sac
kullanılarak üretilen bir malzeme EN 10240 üretim standardına göre galvaniz
kaplanacaksa, sac kalınlığına göre kaplama kalınlığı ortalama 55 mµ olması
gerekmektedir. Kaplama kalınlığına etki eden faktörler bilindiğinde örneğin uygun
sac ve uygun süre daldırılarak standartta belirtilen kalınlığa en yakın kaplama
kalınlığı elde edilebilir. Deneylerimizde 0,01-0.03 %Si aralığına sahip sac 60 sn
daldırıldığında bu kaplama kalınlığına yaklaşılabileceği görülebilmektedir.
Sıcak Haddelenmiş (HR) Sac ve Soğuk Haddelenmiş (CR) Sac ile galvaniz
kaplama yapılarak, hangi yöntemle şekillendirilmiş sacın sıcak daldırma
galvanizlemeye daha uygun olduğu araştırılmıştır. Galvanizli CR malzeme, HR
malzemeye göre daha kırılgandır. En belirgin nedeni ise kalın bir kaplama kalınlığına
sahip olmasıdır.
5.SONUÇLAR VE ÖNERİLER Derya YALUK
141
Deneylerimizde silisyum değeri artıkça kaplama kalınlığı artmıştır. %0.0743 Si
içeren bölgede en yüksek kaplama kalınlığına ulaşılmıştır. Si değeri bundan sonra
artmaya devam etmesine rağmen kaplama kalınlığı düşmeye başlamıştır.%0.222 Si
değerinden sonra tekrar kaplama kalınlığı artmaya başlamıştır (Sandalin piki
görüldüğü bölge). Çelik alt tabanına silisyum eklenmesi Fe-Zn alaşım tabakası
oluşmasına ve morfolojisine çok ciddi zararlar vermektedir. Çünkü silisyum
demirden çok hızlı bir çözünme oranıyla alaşım tabakalarına ( gamma, delta, zeta)
geçer. Çelik içindeki silisyum alaşıma saldırı oranını artırır ve hem de tabakaların
morfolojisini değiştirir.
Silisyum gibi çelikte fosfor oranının yüksekliği tabakaya saldırı oranını artırır
ve tabakaların morfolojisini değiştirir. Silisyum ile fosforun bir arada bulunması ile
bu etki daha da belirginleşir. Aşağıdaki pratik genel denklem yardımıyla fosforun
etkisi ile tabakalara etki eden saldırıyı tahmin etmek mümkündür.
Si% + (2,5 * P%) < % 0.09 olduğunda normal kaplama kalınlığına sahip tabaka
oluşur. Bu elementlerin kombinasyonunun % 0.09 üzerinde olması durumunda ani
bir kalınlık artışı olmaktadır (Sandalin Etkisi).
Tabaka kalınlığı kaplamanın kalitesini belirlediği gibi aynı zamanda çinko
sarfiyatını, dolayısıyla işletme maliyetini de doğrudan etkiler. Çünkü, çinko fiyatının
ortalama 3250 $/ton gibi yüksek seviyelerde olduğu günümüz şartlarında Çinko
sarfiyatı toplam maliyet içinde % 54-62 oranındadır. Bu nedenle, çinko sarfiyatında
yapılabilecek iyileştirmeler toplam üretim maliyetlerini oldukça aşağı çekerek
firmanın rekabet gücünü artıracaktır.
Sandalin etki yapan bölgede asitleme, zımparalama, parlatma yapmanın
kaplama kalınlığına etkisi araştırıldığında, düşük Si içerikli çeliklerde parlatmanın
etkisi oldukça büyük olurken, daha yüksek Si içerikli çeliklerde ise parlatma etkisini
yitirmektedir. Bu deney sonucunda da işletmenin elindeki hammadde ye göre
kaplama kalınlığını artırıcı veya azaltıcı yönde, parlatma, asitleme, kumlama veya
parlatma işlemi yapabileceği söylenebilir.
Deneylerimizden bir diğeri de fluxlamanın etkisini araştırmaktı. Bu çözelti
çelik yüzeyini temizler, bileşimindeki çinko korozyona karşı çeliği korurken
5.SONUÇLAR VE ÖNERİLER Derya YALUK
142
Amonyum Klorür ve benzer çözeltiler çinkonun çeliğe iyi yapışmasını
sağlamaktadır.
Galvanizleme öncesi ve sonrası malzemenin akma-çekme deneyleri
yapıldığında akma ve çekmede önemli bir değişim olmadığı ancak galvanizlendikten
sonra uzamanın A%32.27’den 42’ye çıktığı görülmüştür.
Sıvı çinko içinde genellikle Kurşun (Pb), Alüminyum (Al), Demir (Fe),
Kalay(Sn), Nikel (Ni), Bizmut(Bi), vb. elementler yer alır ve diğerleri daha az önem
taşır. Bunlardan her biri ya da bunların ikili ya da çoklu kombinasyonları özel
reaksiyonların etkisiyle çok yararlı olabilecek çinko tabakaları oluşmasını
sağlayabilir ve kaplama morfolojisini etkileyebilir. Bu deneyler serisinde bu
elementlerin etkisi araştırıldığında;
Kurşun; genellikle galvaniz havuzuna eklenerek, çinko küllerinin üst yüzeyde
bir tabaka oluşturarak yüzmesini ve sonra kolayca uzaklaştırılmasını sağlar.
Kurşunun sıvı çinkonun akışkanlığını artırmada çok önemli bir rol oynadığı
kanıtlamıştır. Çözeltideki 0.9 % üzerindeki kurşun oranı çinko havuzundan
parçaların çıkartılırken çok yardımcı olduğu, çok iyi bir akışkanlık sağladığı
kanıtlanmıştır.
Alüminyum; galvaniz endüstrisinde yaygın olarak kullanılan en önemli
elementlerden biridir. Alüminyum, oksijeni çinkoya göre çok daha güçlü bir şekilde
çeker ve bu özelliğinden dolayı galvanizlemede kullanımı öncelik teşkil eder. Çok az
miktar havuza alüminyum eklenmesiyle genellikle galvanizlenmiş yüzeyin
parlaklığını artırmak sağlanabilir. Galvaniz ocağındaki ideal alüminyum miktarı
%0.004-%0.006 olmalıdır. Bu oran %0.001’den %0.008 arasında değişebilir.
Genelde galvanizde alüminyum katkısı banyo üzerine alüminyum tel, ince plaka
konarak yapılır. Çinko ve alüminyum özgül ağırlık farklarından dolayı alüminyum
yüzeyde kalır ve galvaniz banyosunda homojen dağılım sağlamaz. Tavsiye edilen
miktarların üzerinde kullanım kaplama reaksiyonunu durdurabilir. Kaplamanın
dökülmesine ve kırılgan kaplamaya sebep olabilir.
Toz halinde Nikel veya %1-2 Nikel içeren çinko alaşımı kullanılarak çinko
banyosunun Nikel miktarı % 0,05 oranına ayarlanıp silisyum ve fosforun kaplama
kalınlığına etkisi engellenebilir. Bu durumda Nikel miktarının çok iyi ayarlanması ve
5.SONUÇLAR VE ÖNERİLER Derya YALUK
143
kontrolü gereklidir. Nikel uygulaması özellikle çelik bileşimi bilinmeyen, farklı
çeliklerin birlikte kullanılabildiği fason malzemelerde kaplama kalınlığının kontrolü
ve daha iyi bir yüzey elde edilebilmesi için olumlu netice verir.
Sıcak daldırma galvanizlemede kurşun kullanımı çevresel problemlere neden
olduğundan ve son yıllarda birçok ülkede kurşun kullanımı yasaklanması nedeniyle
alternatif olarak havuzda bizmut kullanılmaya başlanmıştır.
Galvanizlemeden çıkan parçanın aşırı çinko akması yerçekimi, sıcaklık, çekme
hızı tarafından kontrol edilebilir. Zayıf akma nedeniyle çinko kaplanmış parçanın
uçlarında sarkıtlar, kütle birikmeleri oluşur. Kaplamadan sonra bunların
temizlenmesi işletmeye ek maliyet doğuracaktır. Havuzda çinko bizmut alaşımı
kullanılmasıyla sıcak daldırma galvanizlemeden çıkan parçanın akması (drenajı)
artığı yapılan çalışmalarda gösterilmiştir.
Çoğu kullanıcı ve bütün galvanizcilerin ortak sorunu olan, genellikle
kaçınılması zor şartlar altında çinko yüzeylerinin hızlı korozyonu, ıslak depolamadan
kaynaklı leke ve bazen de beyaz pas olarak ifade edilir. Islak depolamadan
kaynaklanan leke oluştuğu zaman, malzeme yüzeylerinin hızlı bir şekilde
kurumasına izin verilecek şekilde ayarlanmalıdır. Bu hareket açık havanın yüzeylere
kolayca ulaşmasının sağlanmasıyla daha sonra duracaktır ve ürünlerin üzerinde
normal korozyon koruma tabakaları oluşacaktır. Islak depolamadan kaynaklanan
lekelemeye karşı kısa süreli koruma kromlama ya da fosfatlamayla sağlanabilir.
144
KAYNAKLAR
AMERICAN Galvanizers Association, “Zinc Coatings”, 2006.
AMERICAN Galvanizers Association, Hot-Dip Galvanizing for Corrosion
Protection of Steel Products, 2000.
ASM Handbook, “ Hot Dip Galvanized Coatings”, Cleaning, Plating and Finishing,
Vol.5, pp.323-332.
BAYCIK H., KOLTUK F., MÜFTÜOĞLU F., “Galvanizli Çeliklerin Mikroyapısı”,
Z.K.Ü. Mühendislik Fakültesi Makina Mühendisliği Bölümü, İmalat ve
Konstrüksiyon. ABD, 2003.
BASTIN GF, VAN LOO FJJ, RIECK GD., “A New Compound in the Iron Zinc
System”, Z Metallkde 1977; 68:359.
CHRISTOPH P. ve SIEGFRIED R.,”The Distribution of the Elements Fe, Zn and Al
in the Zinc Coatings on Hot-galvanised Sheet”, Praktische Metallographie 13,
s.63-71., 1976
CHEN Z.W., KENNON N.F. ve ark., “Technigalva and Other Developments in
Batch Hot- Dip Galvanizing”, JOM, s.22-26, 1992.
CONFENTE M., PIESSEN P., “ Hot Dip Galvanizability of Angles Made From
Continuously Cast E24 or E36 Steel”, Intergalva, France, 1988.
ELKOCA O., “Silisyum İçerikli Çeliklerde Mekanik Yüzey İşlemlerinin Sıcak
Daldırma Kaplama Davranışına Etkisi”, Yıldız Teknik Üniversitesi Dergisi,
1996/2 Ayrı baskı.
ELKOCA O., "Tavlı Çinko Kaplamalarda Fe-Zn fazlarının Gelişimi ve Bunların
Kaplama Özelliklerine Etkisi", I. Demir-Çelik Sempozyumu, T.M.M.O.B.
145
Mak. Müh.Odası yayını, E/2001/274-1, KDZ. Ereğli, s.403-411,3-4-5 Ekim
2001.
FOCT J., PERROT P., REUMONT G., “Interpretation of The role of Silicon on the
Galvanizing Reaction Based on Kinetics, Morphology and Thermodynamics,
Vol. 28, pp.1195-1200, USA, 1993.
FRATESI R., RUFFINI N., MALAVOLTA M., “Zn-Ni-Bi Alloy As alternative to
the traditional Bath in Hot Dip Galvanizing”, The Bulletin of The Bismuth
Institute, Belgium, 2001.
FRAZIER K.S., “Progress, Problems and Potential in Hot Dip Galvanizing”, 7 th
Internetional Galvanizing Conference, pp. 437-444, 1964.
GALVINFONOTE 10, “The Role of Aluminum in Continuous Hot-Dip
Galvanizing”, Rev 3.0, The Zinc-Coated Steel Sheet Resource Centre, Aug-
2004.
GAA (Galvanizers Association of Australia), “Wet Storage Stain (White Rust),
Advisory Note GEN/5/1, June 2001.
GAA (Galvanizers Association of Australia), “Hot Dip Galvanizing –Process,
Applications, Properties”, 2003
GAGNE MARTIN, “Hot-Dip Galvanizing with Zinc-Bismuth Alloys: After-
Fabrication”, The Bulletin of The Bismuth Institute, Belgium, 1998.
GALVAINFO Note10, “The Role of Aluminum in Continuous Hot Dip
Galvanizing”, 2004
GAMBRELL J.W., “Hot Dip Galvanized Coatings”, Asm Handbook, Corrosion,Vol.
13, ASM International, Metals Park, Ohio, s.436-445,1987.
146
GELLINGS PJ, DE BREE EW, GIERMAN G., “Synthesis and Charactertization of
Homogeneous Intermetallic Fe-Zn Compounds”, Z Metallkde; pp.70-312,
1979.
GIMECO “ Galvanizing Lines, Design&Manufacturing”, Gimeco Presentation 09,
Ermes Moroni, Gimeco SpA, September 2004.
GIMECO, “Chemicals”, Italy, pp.1-20, 2004
GYTE, “Ders Notları”, www.gyte.edu.tr, 2002. HANSEL G Metall 34 (1980).
HANNA F., NASSIF N., “Factors Affecting the Quality of Hot Dip Galvanized Steel
Sheets”, Central Metallurgical Research and Development Institute, 1983
HORSTMANN D. and STRICKER F., “Effect of Galvanizing Conditions on
Thickness, Structure and Properties of Galvanized Coatings”, 7 th International
Galvanizing Conference, 1964.
HORSTMANN D., “The Influence of Steel and of Galvanizing Conditions on The
Properties of Galvanized Sheet and Strip”, 7 th International Galvanizing
Conference, 1964.
HORSTMANN D., “Reaction between iron and zinc”, London, Zinc Development
Association, 1978.
(IGCPL, No.6) “Hot Dıp Galvanızıng -Electrochemıcal Protection For Steel”,
Industrıal Galvanızers Corporatıon Pty Ltd, Data Sheet No:6, Australia.
(IGCPL), “White Rust-Prevention and Cure”, Industrial Galvanizers Corporation
PTY.Ltd, Australia.
(IGCPL), “Galvanizing Difficult Steels”, Industrial Galvanizers Corporation
PTY.Ltd, Australia.
147
(IGCPL, No.19), “Zinc Coating Performance Zinc Plating and In-line Galvanizing
Coating”, Industrial Galvanizers Corporation PTY.Ltd, Data Sheet No.19,
Australia.
(IGCPL, No.27) “Delaminatıon Of Galvanized Coatings”, Industrial Galvanizers
Corporation Pty Ltd, Data Sheet No. 27, Australia.
(IGCPL, No. 29) “Estmating Coating Life Of Galvanized Coatings”, Industrial
Galvanizers Corporation Pty Ltd, Data Sheet No. 29, Australia.
INAGAKI J., SAKURAI M., WATANABE T., “ Alloying Reactions in Hot Dip
Galvanazing and Galvannealing Processes”, ISIJ International, Vol.35, No.11,
pp.1388-1393, 1995.
JORDAN C.E., MARDER A.R., “Fe-Zn Phase Formation in Interstitial-Free Steels
Hot-Dip Galvanized At 450 Oc, Part I 0.00 Wt% Al-Zn Baths”, J Mater Sci
1997;32:5593.
KOZDRAS M.S., NIESSEN P., “Silicon-induced Destabilization of Galvanized
Coatings in the Sandelin Peak Region”, Elsevier Science Publishing Co., Inc.,
New York, 1989.
LEWIS G.P., PEDERSON J., “ Optimizing The Nickel- Zinc Process for Hot Dip
Galvanizing”, Cominco Ltd., 3rd Asian Pasific General Galvanizing
Conferance, Australia, pp. (1-8), 1996.
MACKOWIAK J, SHORT NR., “Metallurgy of Galvanized Coatings”, Int Met
Reviews 1979;1.
MARDER A.R., “The metallurgy of zinc-coated steel”, Department of Materials
Science and Engineering, Lehigh University, Bethlehem, PA, 18015-3195,
USA, 2000.
148
MEB, “Galvaniz Yardımcı Ürünleri”, Metal ve Bileşikleri San. Tic.Ltd.Şti, Kocaeli.
NISHIMURA K., KISHIDA K.AND ODASHIMA H., “Influnce of Steel Type and
Surface Condition on Galvanazing Reaction”, The Minerals, Metal&Materials
Society, 1992.
PELERIN J., HOFFMANN J. ve Dr. V. LEROY, “The Influence of Silicon and
Phosphorus on the Commercial Galvanization of Mild Steels”,
Metallwissenschaft und Technik, Belgique, s.870-873, 1981.
PROF. HABRAKEN L. “Contribution To Scientific Explanation Of The
Metallurigical Phenomena Occuring In The Iron-Zinc Reaction” 12 th Int. .Gnf.
on Hot-Dip Galvanizing, Paris , pp.121-141, (1979).
RANJAN M., “Development of A New Zn-Al Eutectoid Alloy For Hot Dip Batch
Galvanizing”, p.1, 2003.
RICHARDS R. W., “Relationship Between Steel Surface Chemistry and The
Galvanizing Behaviour of Reactive Steels”, Proceeding of the 16 th
International Conference on Hot-Dip Galvanizing, pp.GF4 1-20, 1992.
SYAHBUDDIN, MUNROE P. R., GLEESON, B., “The Development of Fe-Zn
Intermetallic compounds in Solid Fe/Zn and Fe/Zn-Al Diffusion Couples
During Short-term Annealing at 400°C”, Materials Science and Engineering A,
264(N1-2), pp.201-209, 1999.
SEBISTY J. J and PALMER R.H., “Galvanizing Behaviour of Commerical Steel
Sheet Materials”, 7 th International Galvanizing Conference, 1964.
SURFACE effects in batch galvanizing of silicon containing steels.
TAŞKIN Ahmet, “Sıcak Daldırma Yöntemiyle Çeliklerin Galvaniz Kaplanmasında
Kontrollü Kaplama Kalınlığı Elde Edilerek Maliyetin Düşürülmesi”, ÇEPAŞ
Genel Koordinatörü, ANKARA, 2006 .
149
TECKCOMINCO, “The Pipe Galvanizing Process, Frequently ,Asked Questions.
TSE 11348 EN 10240, “ çelik Borular- İç ve/veya Dış Koruyucu Kaplamalar-
Otomatik Tesislerde Uygulanan Sıcak Daldırma Galvanizli Kaplamalar için
Özellikler”, s.1-12, 2002.
THICKER Hot Dip Galvanized Coating-Exceeding Avustralian Standards by
Desing.
ÜN Hayri Yrd. Doç. Dr., “Malzeme Bilgisi Ders Notları”, PAÜ İnşaat Mühendisliği
Bölümü, 2007
VAZQUEZ VAAMONDE A. J. VE DE DAMBORENEA GOZALEZ, “ The
Sandalin Effect and Continuously Cast Steels”, Int. J. of Materials and Product
Technology, vol.6, no:3, 1991, UK.
VOURLIAS G., PISTOFIDIS N., STERGIOUDIS G., TSIPAS D., “The Effect of
Alloying Elements on The Crystallization Behaviour and on The Properties of
Galvanized Coatings”, Cryst. Res. Technol. 39, No. 1, 23 –29 (2004).
150
ÖZGEÇMİŞ
05.03.1977 Adana doğumluyum. İlkokulu 5 Ocak, orta ve lise eğitimimi ise
AdanA’da Anafartalar Lisesinde tamamladım. Ankara Üniversitesi Fizik
Mühendisliğini 1995 yılında kazandım. 1999 yılında Çukurova Üniversitesi Fizik
Bölümünde Yüksek Lisans yapmaya hak kazandım. Aynı yılın sonunda Çukurova
YADİM de İngilizce hazırlık bölümünü başarı ile tamamladım. “ ZnS İnce Filmlerin
Fiziksel ve Optiksel Özelliklerinin İncelenmesi” Yüksek lisans tez konumu Sn Yrd.
Doç. Dr. Şadi Yılmaz Danışmanlığın da 2002 yılında tamamladım. 2002 yılında
Çukurova Üniversitesinde Doktora Eğitimine başladım. 2004 Eylül ayında Doktora
Yeterlilik sınavımı başarı ile tamamladıktan sonra bugün halen çalışmakta olduğum
Demir Çelik Sektöründe faaliyet gösteren Tosyalı Holding bünyesinde çalışmaya
başladım. Şuan çoğunlukla Ortadoğu ülkelerine ihracat yapmaktayım. Tezimin
Deneysel kısmını Tosçelik Profil ve Sac End. A.Ş’nin Sıcak Daldırma Boru Galvaniz
Kaplama tesisinde yaptım. Bundan sonraki hedefim, almış olduğum eğitimlerimin
sonucunda en uygun teknolojiyi ve en uygun yöntemleri kullanarak işletmelere
katma değer sağlamak olacaktır.





























