Embed Size (px)
Citation preview
ULTIMATE TOOLINGBY PIONEERING SPIRIT
EcoCutDAS ORIGINAL
DE

2
EcoCut – das Original der Multifunktionswerkzeuge
EcoCut vereint die verschiedenen Werkzeuge zum Bearbeiten der Innen- und Außenkonturen sowie zum Bohren. Durch die reduzierte Anzahl an Werkzeugen sind weitere Werkzeugplätze an der Maschine verfügbar. Gleichzeitig können dadurch die Rüst- und Programmierzeiten minimiert werden.Das EcoCut-Programm besteht aus den Wendeplattenwerk-
zeugen „Classic“ und den Vollhartmetallwerkzeugen „Mini“. Damit sind Bohrdurchmesser von 4 bis 32 Millimeter möglich.Pünktlich zum 20-jährigen Jubiläum zeigt sich das EcoCut-Programm mit neuem Gesicht.
EcoCut Mini
Das Vollhartmetallwerkzeug „EcoCut Mini“ ist in Durchmessern von 4 bis 8 Millimeter erhältlich.Im Zuge der Optimierung des Systems hat CERATIZIT zwei neue Hartmetallsorten entwickelt: CTWN425 – unbeschich-tet und scharfkantig für Aluminium und Nicht-Eisen-Metalle; CTPP435 – beschichtet und verschleißfest für alle weiteren Materialien.
NEU
○VerbesserteZähigkeit○GesteigerteWarmfestigkeit○GesteigerteBiegebruchfestigkeit○ErhöhteSicherheitgegenAusbrüche
EcoC
ut –
das
Orig
inal
Einl
eitu
ng
EcoCut – das OriginalEcoCut Mini
3
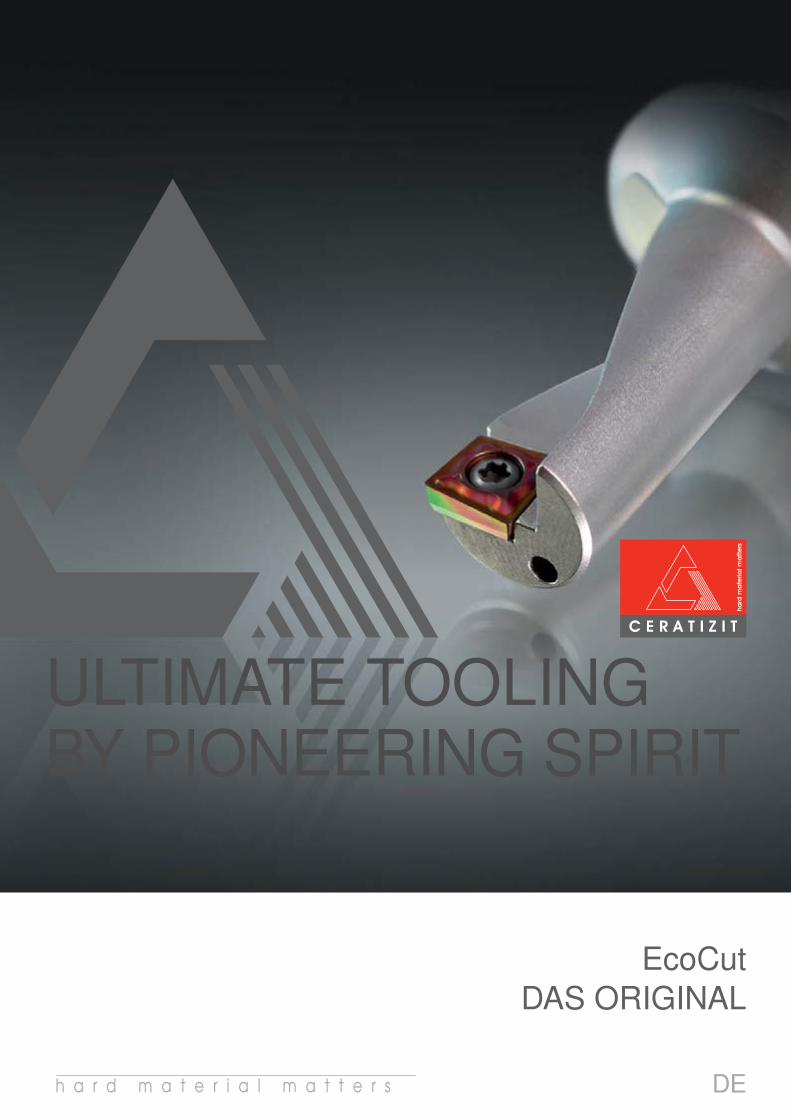
EcoCut Classic
Das erneuerte EcoCut Classic-Programm bestehend aus drei neuen beschichteten Hochleistungs- und Mehrbereichssorten deckt alle Materialien von den ISO-Werkstoffgruppen P, M, K und S ab. Die Substrate CTCP425 und CTCP435 in Kombi-nation mit der Beschichtung „Colourful Coat“ sorgen für stabile Schneidkanten und sind wärmebeständig. Als Universalsorte gilt CTPP430.
Die neu konzipierten Werkzeughalter sind in ihrer Stabilität opti-miert. Für die bessere Übertragung des Anzugsmoments kom-men neue Torx Plus Schrauben zum Einsatz. Sie bieten dem Anwender mehr Sicherheit im Handling.
Die glatte Oberfläche der Werkzeughalter „hard & tough“ weist weniger Reibungswiderstand auf und lässt somit die Späne optimal abgleiten. Die Härte der Oberläche schützt vor Abrasionsverschleiß.
NEU
○NeueHochleistungs-undMehrbereichssortengeneration
○StabilitätsoptimierteWerkzeuge○NeueTorxPlusSchrauben○Hard&toughOberflächen
EcoC
ut –
das
Orig
inal
Einl
eitu
ng
EcoCut – das OriginalEcoCut Classic
4
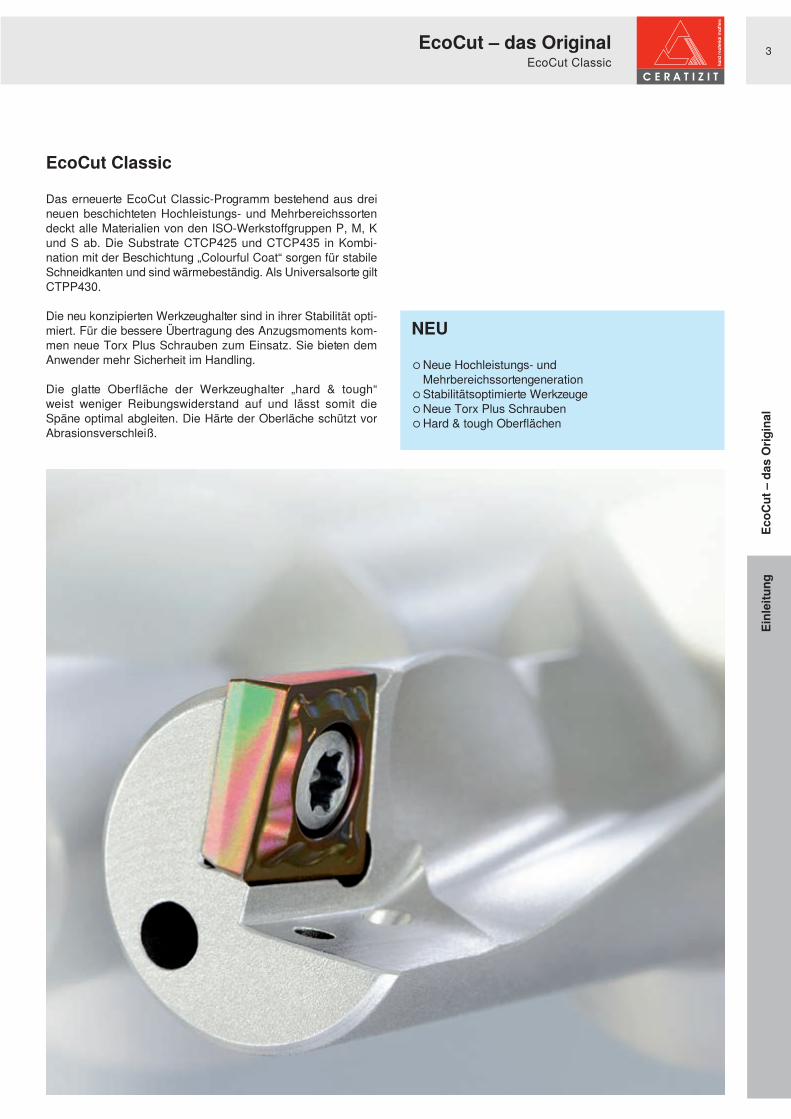
Werkzeugkosten2 - 6%
Materialkosten14 - 18%
Fertigungskosten (Maschine / Personal)78 - 82%
Fertigungskosten
Erhöhung der Produktivität (produzierte Teile pro Zeiteinheit)
Durch verbesserte Nutzung der vorhandenen Maschinenka-pazität sind beträchtliche Einsparungen bei den Stückkosten möglich. CERATIZIT EcoCut leistet hier einen entscheidenden Beitrag durch:
○wenigerWerkzeugwechsel○Erhöhungvonvc○Erhöhungvonf○Erhöhungvonap
Erhöhung der Produkti-vität um +30%
bringt
Reduzierung der Stück-
kosten um -19%
Werkzeugkosten
Erhöhung der Standzeit
Da die Werkzeugkosten im Durchschnitt nur 2 - 6% der Stück-kosten betragen, liegt die zu erwartende Stückkostenreduzie-rung durch Standzeiterhöhung zumeist unter 1%.
Erhöhung der Standzeit um +30%
bringt
Reduzierung der Stück-
kosten um -1%
Drehen Sie mit CERATIZIT an der Kostenschraube
Prod
uktiv
ität
Einl
eitu
ng
ProduktivitätZusammensetzung der Werkstückkosten

5
Vier Bearbeitungsverfahren mit nur einem Werkzeug
○BohreninsVollemitebenemBohrungsgrund○DrehenvonInnenkonturen○DrehenvonPlankonturen○DrehenvonAußenkonturen
konventionell EcoCut
Vorteile EcoCut
○ProblemlöserbeifehlendenWerkzeugplätzen○WenigerProgrammieraufwand○ErzeugtebenenBohrungsgrund○ReduzierteLagerhaltunganWerkzeugenundWende-
platten. Einsparung an Werkzeuganschaffungskosten○KürzereRüstzeiten.ReduzierteVoreinstellzeit
Prod
uktiv
ität
Einl
eitu
ng
ProduktivitätKonventionell / EcoCut
6
P M K
N S H
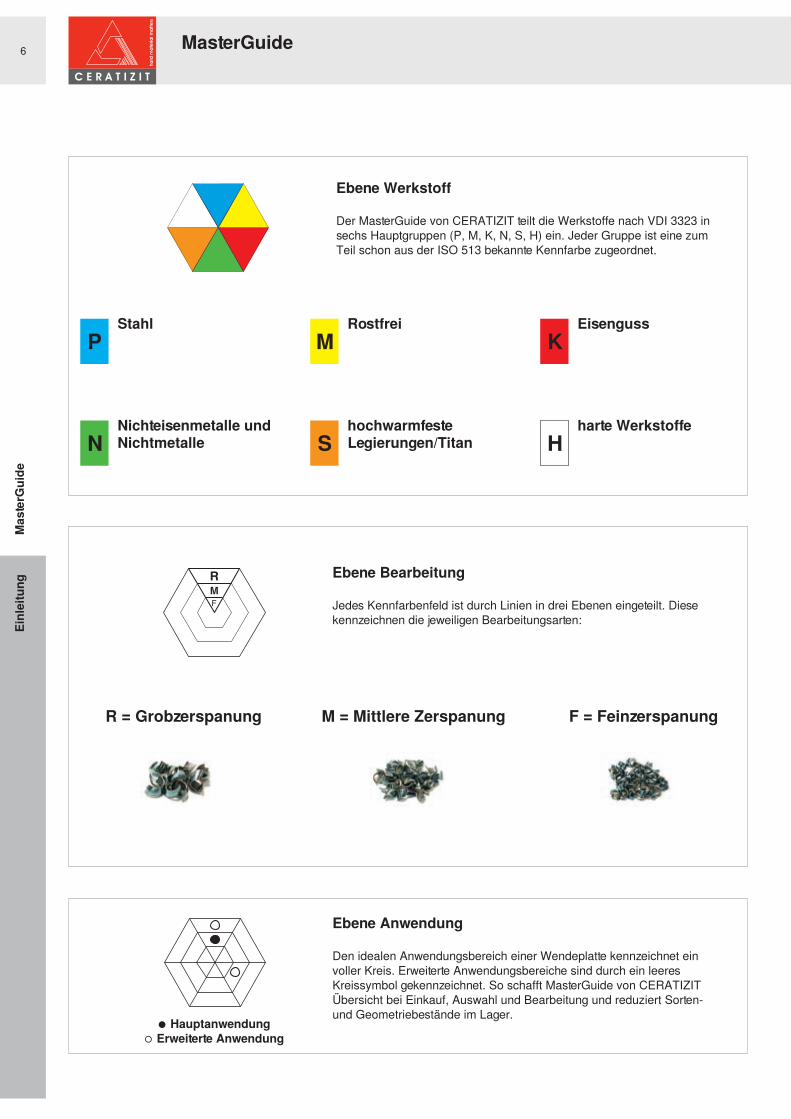
Ebene Werkstoff
Der MasterGuide von CERATIZIT teilt die Werkstoffe nach VDI 3323 in sechs Hauptgruppen (P, M, K, N, S, H) ein. Jeder Gruppe ist eine zum Teil schon aus der ISO 513 bekannte Kennfarbe zugeordnet.
Stahl Rostfrei Eisenguss
Nichteisenmetalle und Nichtmetalle
hochwarmfeste Legierungen/Titan
harte Werkstoffe
Ebene Bearbeitung
Jedes Kennfarbenfeld ist durch Linien in drei Ebenen eingeteilt. Diese kennzeichnen die jeweiligen Bearbeitungsarten:
Ebene Anwendung
Den idealen Anwendungsbereich einer Wendeplatte kennzeichnet ein voller Kreis. Erweiterte Anwendungsbereiche sind durch ein leeres Kreissymbol gekennzeichnet. So schafft MasterGuide von CERATIZIT Übersicht bei Einkauf, Auswahl und Bearbeitung und reduziert Sorten- und Geometriebestände im Lager.
●Hauptanwendung ○Erweiterte Anwendung
R = Grobzerspanung M = Mittlere Zerspanung F = Feinzerspanung
Mas
terG
uide
Einl
eitu
ng
MasterGuide
7
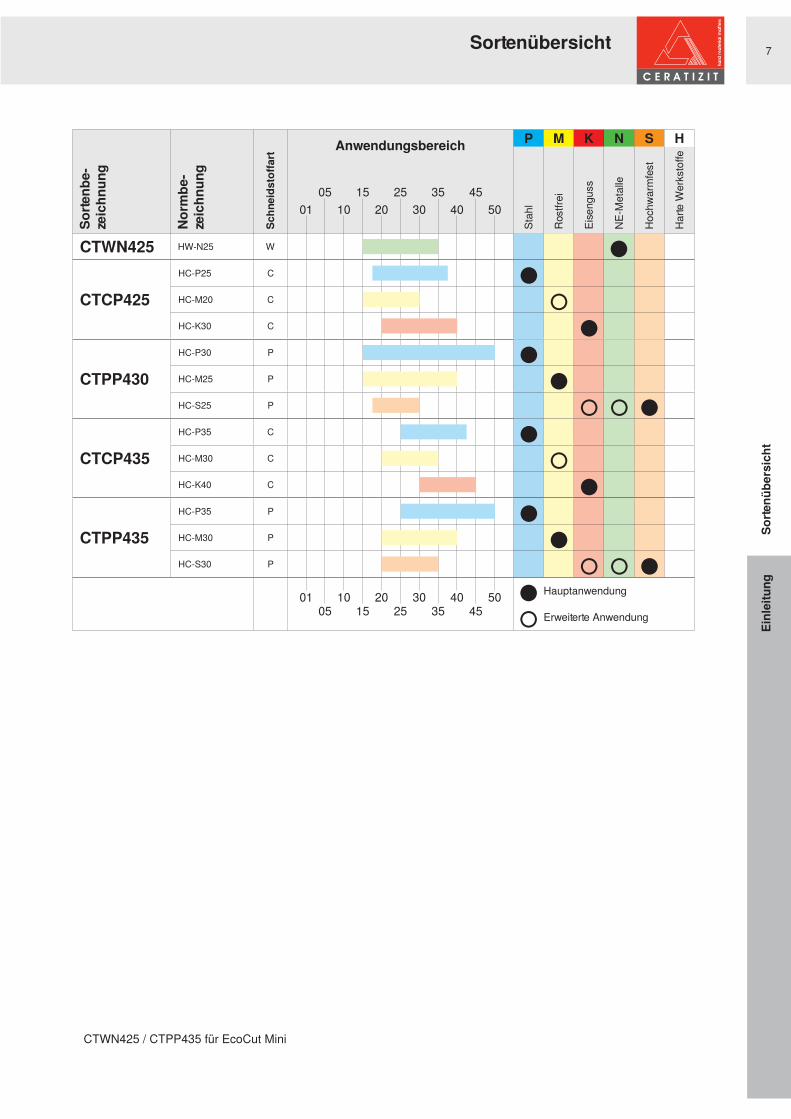
P M K N S H
05 15 25 35 4501 10 20 30 40 50
CTWN425 HW-N25 W ●CTCP425
HC-P25 C ●HC-M20 C ○HC-K30 C ●
CTPP430HC-P30 P ●HC-M25 P ●HC-S25 P ○○●
CTCP435HC-P35 C ●HC-M30 C ○HC-K40 C ●
CTPP435HC-P35 P ●HC-M30 P ●HC-S30 P ○○●
●01 10 20 30 40 5005 15 25 35 45 ○
Sorte
nbe-
zeic
hnun
g
Norm
be-
zeic
hnun
g
Schn
eids
toffa
rt
Anwendungsbereich
Stah
l
Rost
frei
Eise
ngus
s
NE-M
etal
le
Hoch
warm
fest
Harte
Wer
ksto
ffe
Hauptanwendung
Erweiterte Anwendung
CTWN425 / CTPP435 für EcoCut Mini
Sorte
nübe
rsic
htEi
nlei
tung
Sortenübersicht
8
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
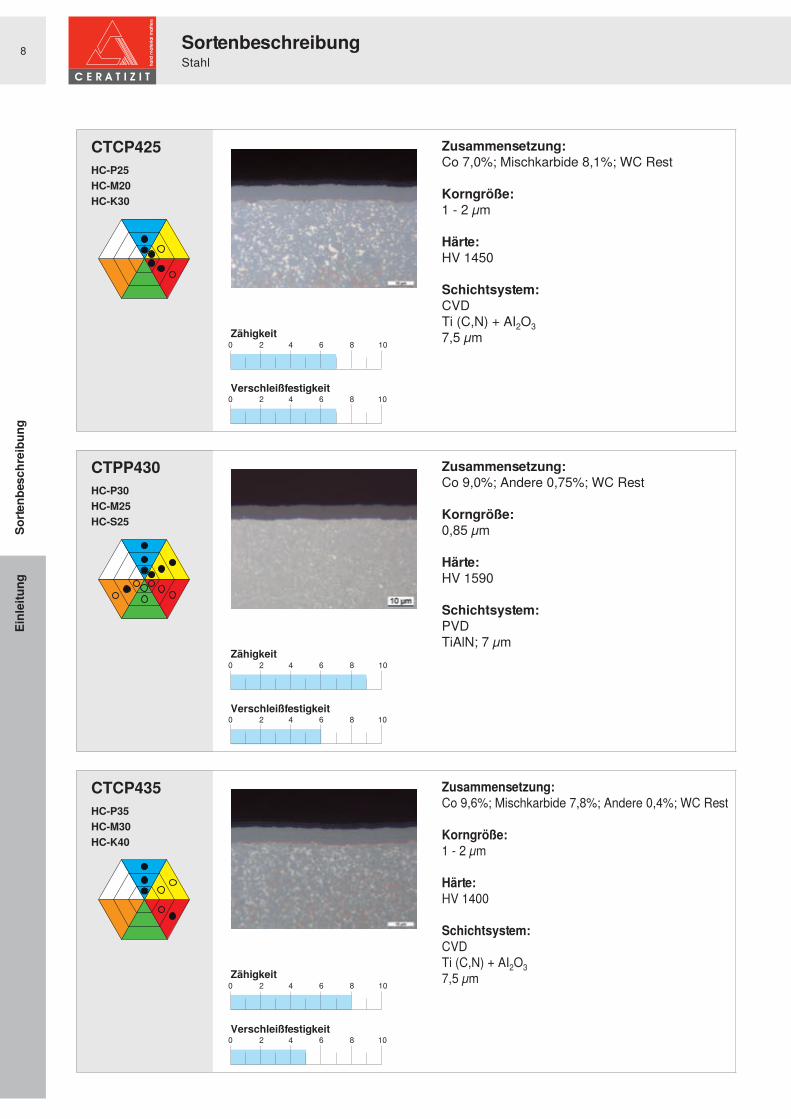
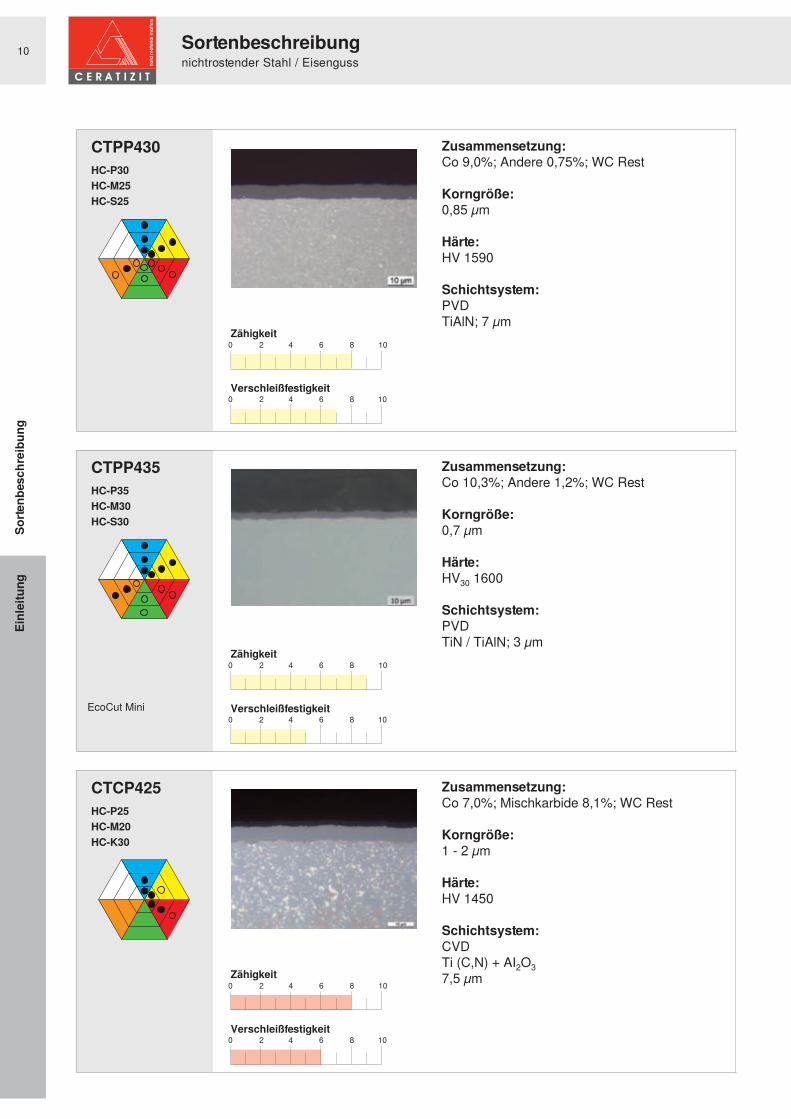
CTCP425 Zusammensetzung: Co 7,0%; Mischkarbide 8,1%; WC Rest Korngröße: 1 - 2 µm Härte: HV 1450 Schichtsystem: CVD Ti (C,N) + AI2O3 7,5 µm
HC-P25 .
HC-M20 .
HC-K30 .
Zähigkeit
Verschleißfestigkeit
CTPP430 Zusammensetzung: Co 9,0%; Andere 0,75%; WC Rest Korngröße: 0,85 µm Härte: HV 1590 Schichtsystem: PVD TiAlN; 7 µm
HC-P30 .
HC-M25 .
HC-S25 .
Zähigkeit
Verschleißfestigkeit
CTCP435 Zusammensetzung: Co 9,6%; Mischkarbide 7,8%; Andere 0,4%; WC Rest Korngröße: 1 - 2 µm Härte: HV 1400 Schichtsystem: CVD Ti (C,N) + AI2O3 7,5 µm
HC-P35 .
HC-M30 .
HC-K40 .
Zähigkeit
Verschleißfestigkeit
Sorte
nbes
chre
ibun
gEi
nlei
tung
SortenbeschreibungStahl
9
0 2 4 6 8 10
0 2 4 6 8 10
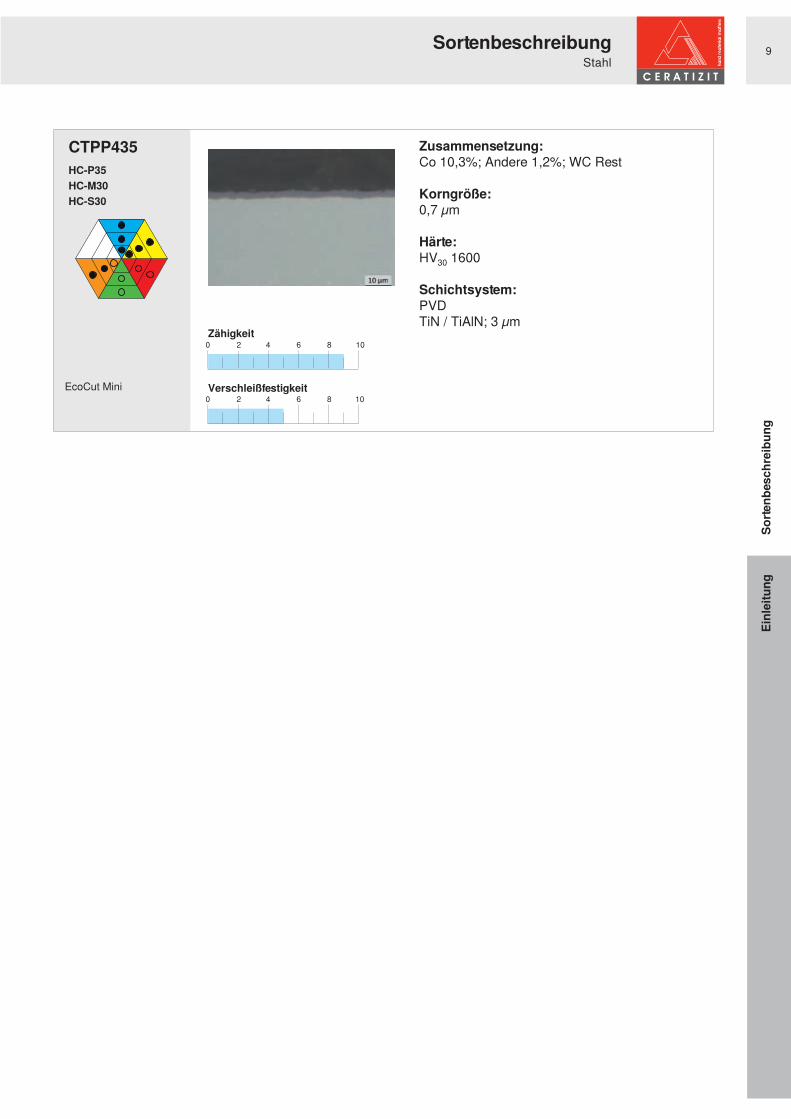
CTPP435 Zusammensetzung: Co 10,3%; Andere 1,2%; WC Rest Korngröße: 0,7 µm Härte: HV30 1600 Schichtsystem: PVD TiN / TiAlN; 3 µm
HC-P35 .
HC-M30 .
HC-S30 .
Zähigkeit
EcoCut Mini Verschleißfestigkeit
Sorte
nbes
chre
ibun
gEi
nlei
tung
SortenbeschreibungStahl
10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
CTPP430 Zusammensetzung: Co 9,0%; Andere 0,75%; WC Rest Korngröße: 0,85 µm Härte: HV 1590 Schichtsystem: PVD TiAlN; 7 µm
HC-P30 .
HC-M25 .
HC-S25 .
Zähigkeit
Verschleißfestigkeit
CTPP435 Zusammensetzung: Co 10,3%; Andere 1,2%; WC Rest Korngröße: 0,7 µm Härte: HV30 1600 Schichtsystem: PVD TiN / TiAlN; 3 µm
HC-P35 .
HC-M30 .
HC-S30 .
Zähigkeit
EcoCut Mini Verschleißfestigkeit
CTCP425 Zusammensetzung: Co 7,0%; Mischkarbide 8,1%; WC Rest Korngröße: 1 - 2 µm Härte: HV 1450 Schichtsystem: CVD Ti (C,N) + AI2O3 7,5 µm
HC-P25 .
HC-M20 .
HC-K30 .
Zähigkeit
Verschleißfestigkeit
Sorte
nbes
chre
ibun
gEi
nlei
tung
Sortenbeschreibungnichtrostender Stahl / Eisenguss
11
0 2 4 6 8 10
0 2 4 6 8 10
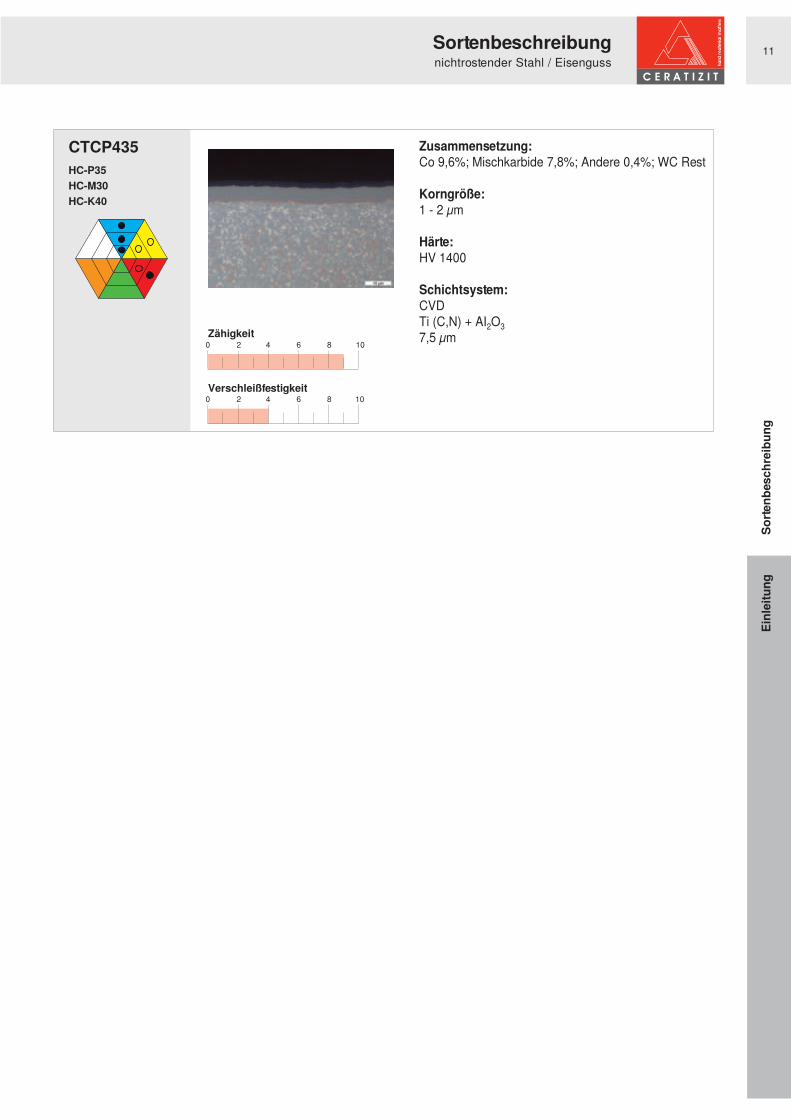
CTCP435 Zusammensetzung: Co 9,6%; Mischkarbide 7,8%; Andere 0,4%; WC Rest Korngröße: 1 - 2 µm Härte: HV 1400 Schichtsystem: CVD Ti (C,N) + AI2O3 7,5 µm
HC-P35 .
HC-M30 .
HC-K40 .
Zähigkeit
Verschleißfestigkeit
Sorte
nbes
chre
ibun
gEi
nlei
tung
Sortenbeschreibungnichtrostender Stahl / Eisenguss
12
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
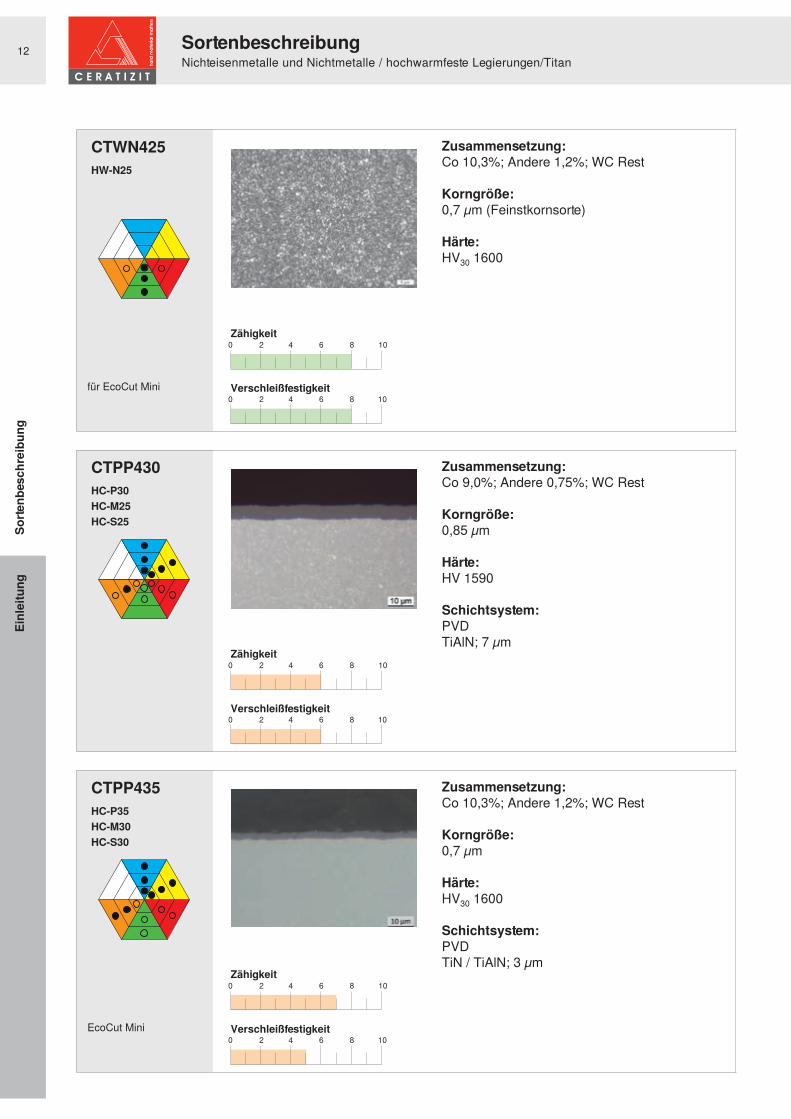
CTWN425 Zusammensetzung: Co 10,3%; Andere 1,2%; WC Rest Korngröße: 0,7 µm (Feinstkornsorte) Härte: HV30 1600
HW-N25 .
.
.
Zähigkeit
für EcoCut Mini Verschleißfestigkeit
CTPP430 Zusammensetzung: Co 9,0%; Andere 0,75%; WC Rest Korngröße: 0,85 µm Härte: HV 1590 Schichtsystem: PVD TiAlN; 7 µm
HC-P30 .
HC-M25 .
HC-S25 .
Zähigkeit
Verschleißfestigkeit
CTPP435 Zusammensetzung: Co 10,3%; Andere 1,2%; WC Rest Korngröße: 0,7 µm Härte: HV30 1600 Schichtsystem: PVD TiN / TiAlN; 3 µm
HC-P35 .
HC-M30 .
HC-S30 .
Zähigkeit
EcoCut Mini Verschleißfestigkeit
Sorte
nbes
chre
ibun
gEi
nlei
tung
SortenbeschreibungNichteisenmetalle und Nichtmetalle / hochwarmfeste Legierungen/Titan
13
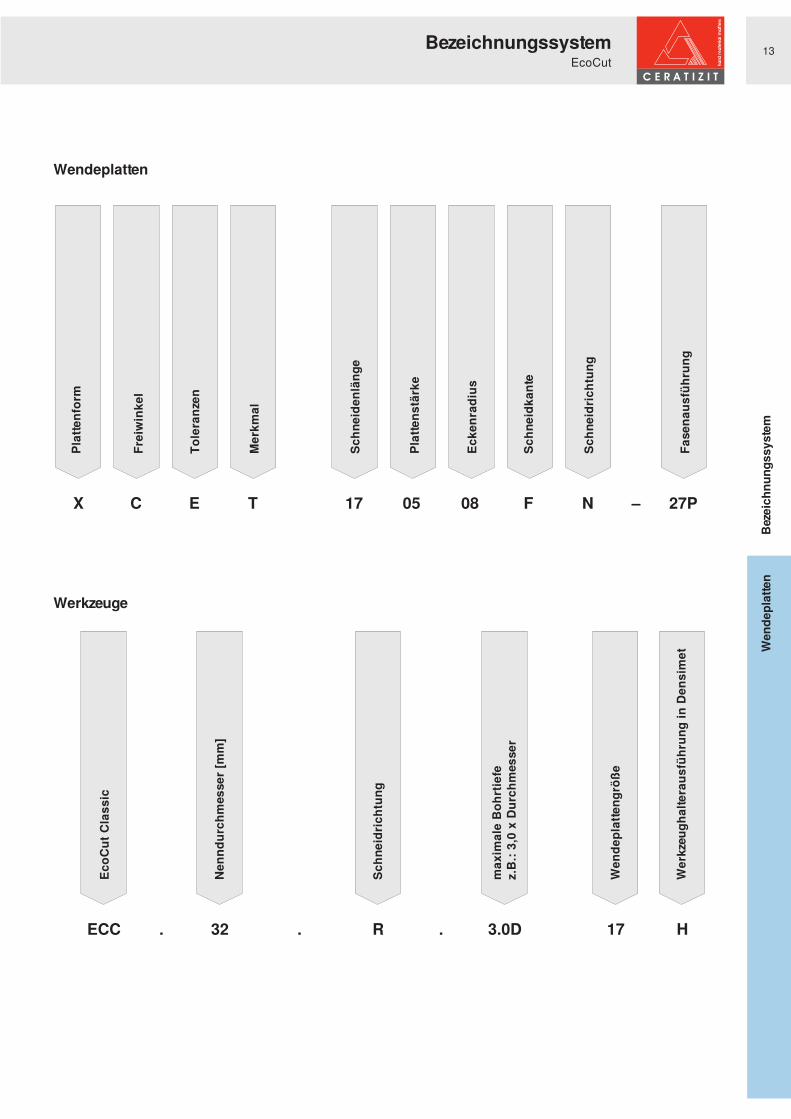
X 17C 05E 08T F N 27P–
ECC 32 R 3.0D 17 H. . .
Plat
tenf
orm
Frei
win
kel
Tole
ranz
en
Mer
kmal
Schn
eide
nlän
ge
Plat
tens
tärk
e
Ecke
nrad
ius
Schn
eidk
ante
Schn
eidr
icht
ung
Fase
naus
führ
ung
EcoC
ut C
lass
ic
Nen
ndur
chm
esse
r [m
m]
Schn
eidr
icht
ung
max
imal
e B
ohrt
iefe
z.
B.:
3,0
x D
urch
mes
ser
Wen
depl
atte
ngrö
ße
Wer
kzeu
ghal
tera
usfü
hrun
g in
Den
sim
et
Wendeplatten
Werkzeuge
Beze
ichn
ungs
syst
emW
ende
plat
ten
BezeichnungssystemEcoCut
14
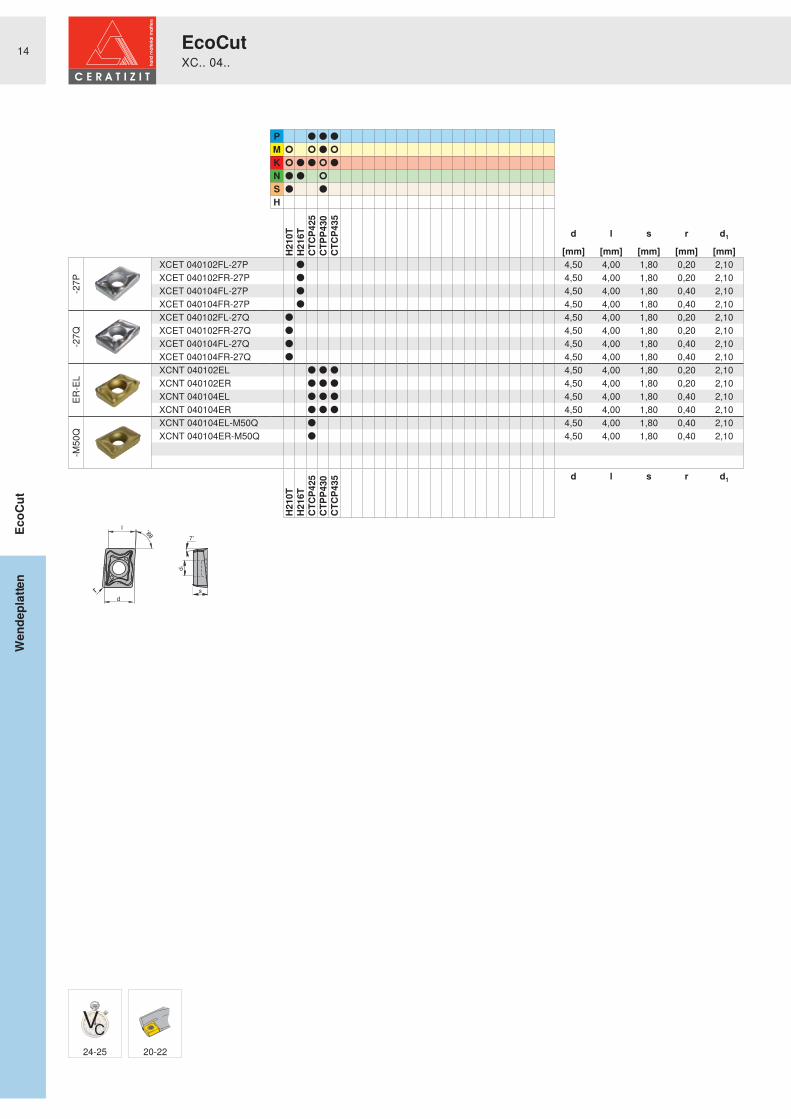
PMKNSH
-27P
-27Q
ER-E
L-M
50Q
VC
R R R
r r R r
r R R r R
R R r
R R
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
[mm] [mm] [mm] [mm] [mm]XCET 040102FL-27P R 4,50 4,00 1,80 0,20 2,10XCET 040102FR-27P R 4,50 4,00 1,80 0,20 2,10XCET 040104FL-27P R 4,50 4,00 1,80 0,40 2,10XCET 040104FR-27P R 4,50 4,00 1,80 0,40 2,10XCET 040102FL-27Q R 4,50 4,00 1,80 0,20 2,10XCET 040102FR-27Q R 4,50 4,00 1,80 0,20 2,10XCET 040104FL-27Q R 4,50 4,00 1,80 0,40 2,10XCET 040104FR-27Q R 4,50 4,00 1,80 0,40 2,10XCNT 040102EL R R R 4,50 4,00 1,80 0,20 2,10XCNT 040102ER R R R 4,50 4,00 1,80 0,20 2,10XCNT 040104EL R R R 4,50 4,00 1,80 0,40 2,10XCNT 040104ER R R R 4,50 4,00 1,80 0,40 2,10XCNT 040104EL-M50Q R 4,50 4,00 1,80 0,40 2,10XCNT 040104ER-M50Q R 4,50 4,00 1,80 0,40 2,10
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
24-25 20-22
Wen
depl
atte
n
EcoCutXC.. 04..
EcoC
ut
15
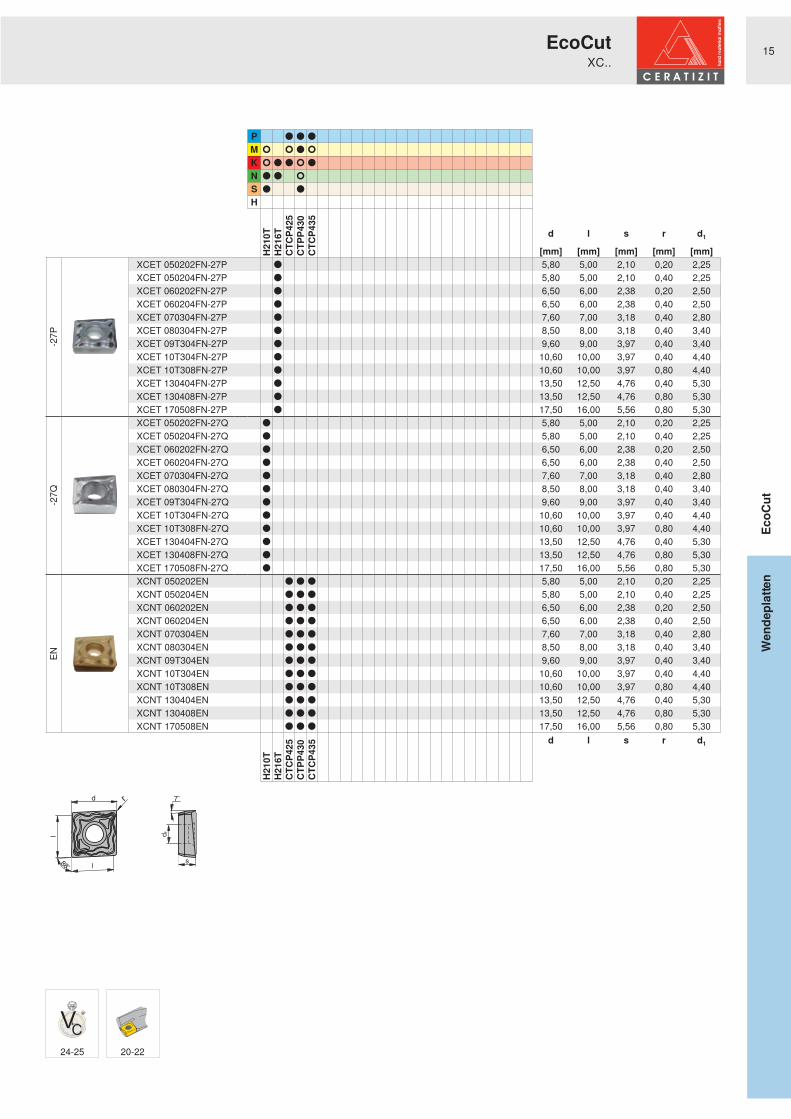
PMKNSH
-27P
-27Q
EN
VC
R R R
r r R r
r R R r R
R R r
R R
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
[mm] [mm] [mm] [mm] [mm]XCET 050202FN-27P R 5,80 5,00 2,10 0,20 2,25XCET 050204FN-27P R 5,80 5,00 2,10 0,40 2,25XCET 060202FN-27P R 6,50 6,00 2,38 0,20 2,50XCET 060204FN-27P R 6,50 6,00 2,38 0,40 2,50XCET 070304FN-27P R 7,60 7,00 3,18 0,40 2,80XCET 080304FN-27P R 8,50 8,00 3,18 0,40 3,40XCET 09T304FN-27P R 9,60 9,00 3,97 0,40 3,40XCET 10T304FN-27P R 10,60 10,00 3,97 0,40 4,40XCET 10T308FN-27P R 10,60 10,00 3,97 0,80 4,40XCET 130404FN-27P R 13,50 12,50 4,76 0,40 5,30XCET 130408FN-27P R 13,50 12,50 4,76 0,80 5,30XCET 170508FN-27P R 17,50 16,00 5,56 0,80 5,30XCET 050202FN-27Q R 5,80 5,00 2,10 0,20 2,25XCET 050204FN-27Q R 5,80 5,00 2,10 0,40 2,25XCET 060202FN-27Q R 6,50 6,00 2,38 0,20 2,50XCET 060204FN-27Q R 6,50 6,00 2,38 0,40 2,50XCET 070304FN-27Q R 7,60 7,00 3,18 0,40 2,80XCET 080304FN-27Q R 8,50 8,00 3,18 0,40 3,40XCET 09T304FN-27Q R 9,60 9,00 3,97 0,40 3,40XCET 10T304FN-27Q R 10,60 10,00 3,97 0,40 4,40XCET 10T308FN-27Q R 10,60 10,00 3,97 0,80 4,40XCET 130404FN-27Q R 13,50 12,50 4,76 0,40 5,30XCET 130408FN-27Q R 13,50 12,50 4,76 0,80 5,30XCET 170508FN-27Q R 17,50 16,00 5,56 0,80 5,30XCNT 050202EN R R R 5,80 5,00 2,10 0,20 2,25XCNT 050204EN R R R 5,80 5,00 2,10 0,40 2,25XCNT 060202EN R R R 6,50 6,00 2,38 0,20 2,50XCNT 060204EN R R R 6,50 6,00 2,38 0,40 2,50XCNT 070304EN R R R 7,60 7,00 3,18 0,40 2,80XCNT 080304EN R R R 8,50 8,00 3,18 0,40 3,40XCNT 09T304EN R R R 9,60 9,00 3,97 0,40 3,40XCNT 10T304EN R R R 10,60 10,00 3,97 0,40 4,40XCNT 10T308EN R R R 10,60 10,00 3,97 0,80 4,40XCNT 130404EN R R R 13,50 12,50 4,76 0,40 5,30XCNT 130408EN R R R 13,50 12,50 4,76 0,80 5,30XCNT 170508EN R R R 17,50 16,00 5,56 0,80 5,30
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
24-25 20-22
Wen
depl
atte
n
XC..
EcoC
ut
EcoCut
16
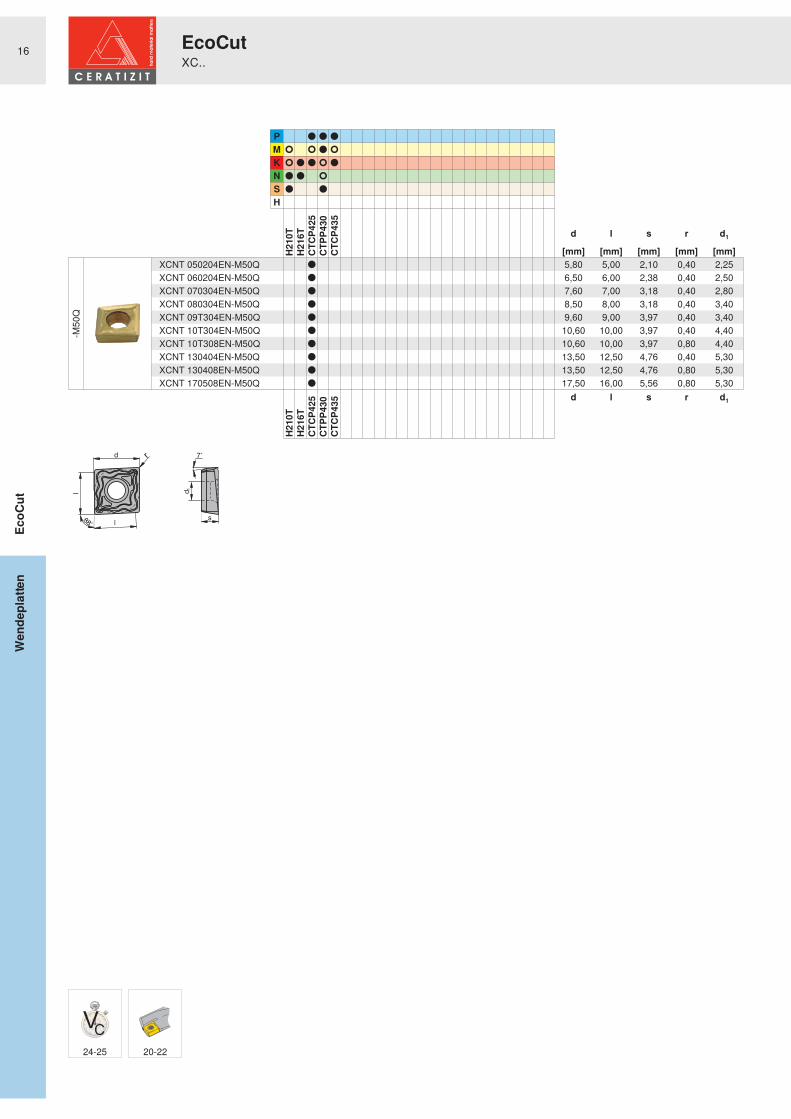
PMKNSH
-M50
Q
VC
R R R
r r R r
r R R r R
R R r
R R
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
[mm] [mm] [mm] [mm] [mm]XCNT 050204EN-M50Q R 5,80 5,00 2,10 0,40 2,25XCNT 060204EN-M50Q R 6,50 6,00 2,38 0,40 2,50XCNT 070304EN-M50Q R 7,60 7,00 3,18 0,40 2,80XCNT 080304EN-M50Q R 8,50 8,00 3,18 0,40 3,40XCNT 09T304EN-M50Q R 9,60 9,00 3,97 0,40 3,40XCNT 10T304EN-M50Q R 10,60 10,00 3,97 0,40 4,40XCNT 10T308EN-M50Q R 10,60 10,00 3,97 0,80 4,40XCNT 130404EN-M50Q R 13,50 12,50 4,76 0,40 5,30XCNT 130408EN-M50Q R 13,50 12,50 4,76 0,80 5,30XCNT 170508EN-M50Q R 17,50 16,00 5,56 0,80 5,30
H210
TH2
16T
CTCP
425
CTPP
430
CTCP
435
d l s r d1
24-25 20-22
Wen
depl
atte
n
XC..
EcoC
ut
EcoCut

17
EcoC
ut M
ini
Wer
kzeu
ge
18
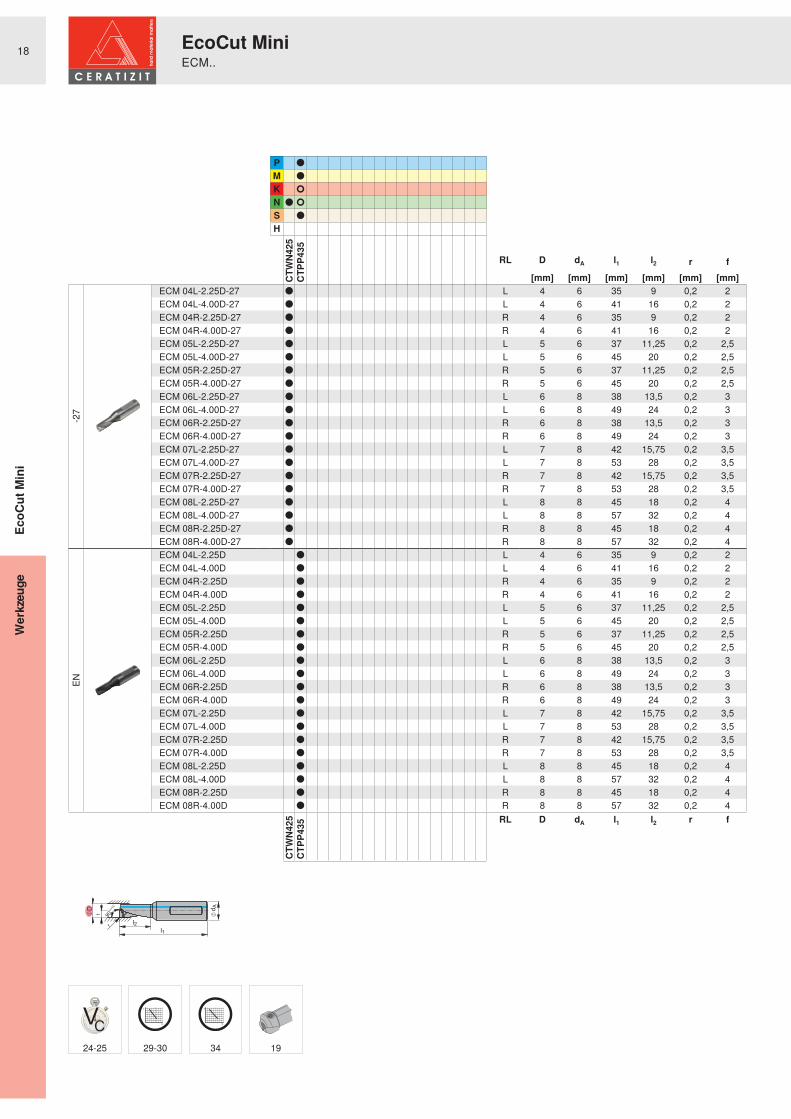
PMKNSH
-27
EN
VC
R
R
r
R r
R
CTW
N425
CTPP
435
RL D dA l1 l2 r f [mm] [mm] [mm] [mm] [mm] [mm]
ECM 04L-2.25D-27 R L 4 6 35 9 0,2 2ECM 04L-4.00D-27 R L 4 6 41 16 0,2 2ECM 04R-2.25D-27 R R 4 6 35 9 0,2 2ECM 04R-4.00D-27 R R 4 6 41 16 0,2 2ECM 05L-2.25D-27 R L 5 6 37 11,25 0,2 2,5ECM 05L-4.00D-27 R L 5 6 45 20 0,2 2,5ECM 05R-2.25D-27 R R 5 6 37 11,25 0,2 2,5ECM 05R-4.00D-27 R R 5 6 45 20 0,2 2,5ECM 06L-2.25D-27 R L 6 8 38 13,5 0,2 3ECM 06L-4.00D-27 R L 6 8 49 24 0,2 3ECM 06R-2.25D-27 R R 6 8 38 13,5 0,2 3ECM 06R-4.00D-27 R R 6 8 49 24 0,2 3ECM 07L-2.25D-27 R L 7 8 42 15,75 0,2 3,5ECM 07L-4.00D-27 R L 7 8 53 28 0,2 3,5ECM 07R-2.25D-27 R R 7 8 42 15,75 0,2 3,5ECM 07R-4.00D-27 R R 7 8 53 28 0,2 3,5ECM 08L-2.25D-27 R L 8 8 45 18 0,2 4ECM 08L-4.00D-27 R L 8 8 57 32 0,2 4ECM 08R-2.25D-27 R R 8 8 45 18 0,2 4ECM 08R-4.00D-27 R R 8 8 57 32 0,2 4ECM 04L-2.25D R L 4 6 35 9 0,2 2ECM 04L-4.00D R L 4 6 41 16 0,2 2ECM 04R-2.25D R R 4 6 35 9 0,2 2ECM 04R-4.00D R R 4 6 41 16 0,2 2ECM 05L-2.25D R L 5 6 37 11,25 0,2 2,5ECM 05L-4.00D R L 5 6 45 20 0,2 2,5ECM 05R-2.25D R R 5 6 37 11,25 0,2 2,5ECM 05R-4.00D R R 5 6 45 20 0,2 2,5ECM 06L-2.25D R L 6 8 38 13,5 0,2 3ECM 06L-4.00D R L 6 8 49 24 0,2 3ECM 06R-2.25D R R 6 8 38 13,5 0,2 3ECM 06R-4.00D R R 6 8 49 24 0,2 3ECM 07L-2.25D R L 7 8 42 15,75 0,2 3,5ECM 07L-4.00D R L 7 8 53 28 0,2 3,5ECM 07R-2.25D R R 7 8 42 15,75 0,2 3,5ECM 07R-4.00D R R 7 8 53 28 0,2 3,5ECM 08L-2.25D R L 8 8 45 18 0,2 4ECM 08L-4.00D R L 8 8 57 32 0,2 4ECM 08R-2.25D R R 8 8 45 18 0,2 4ECM 08R-4.00D R R 8 8 57 32 0,2 4
CTW
N425
CTPP
435
RL D dA l1 l2 r f
24-25 29-30 34 19
EcoCut MiniECM..
EcoC
ut M
ini
Wer
kzeu
ge
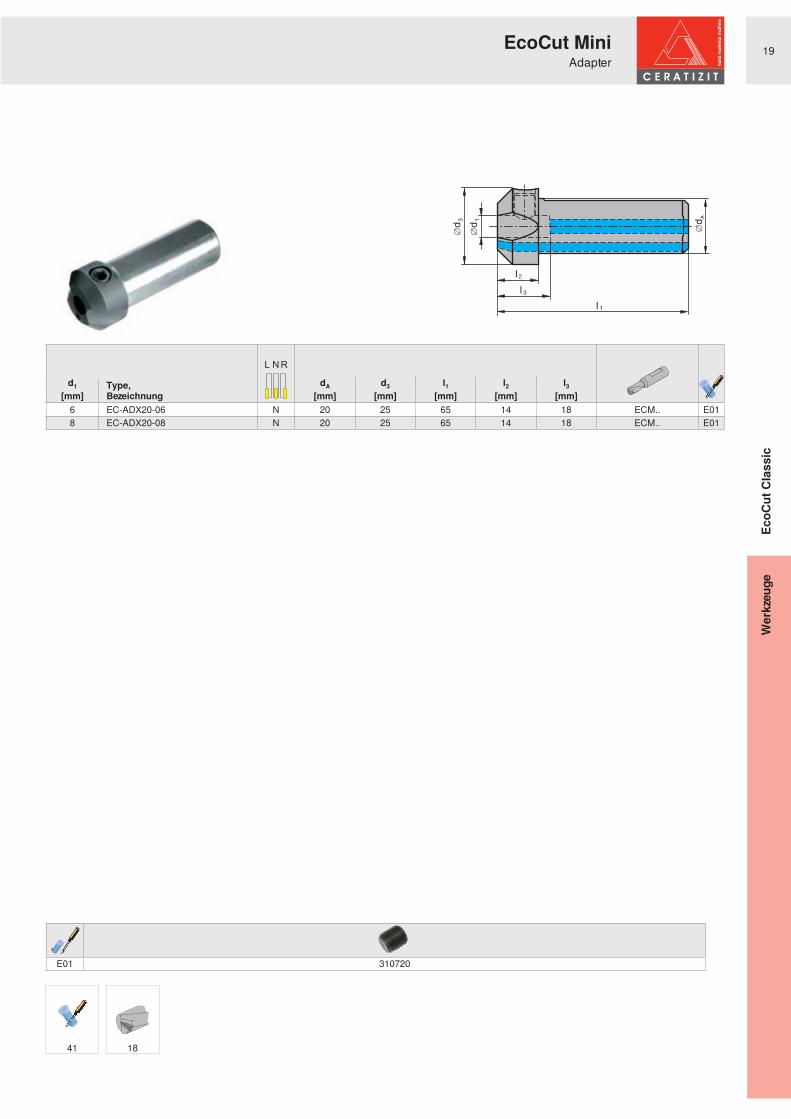
19
RNL
Type, Bezeichnung
dA d3 l1 l2 l3d1
[mm] [mm] [mm] [mm] [mm] [mm]6 EC-ADX20-06 N 20 25 65 14 18 ECM.. E018 EC-ADX20-08 N 20 25 65 14 18 ECM.. E01
E01 310720
41 18
EcoCut MiniAdapter
EcoC
ut C
lass
icW
erkz
euge
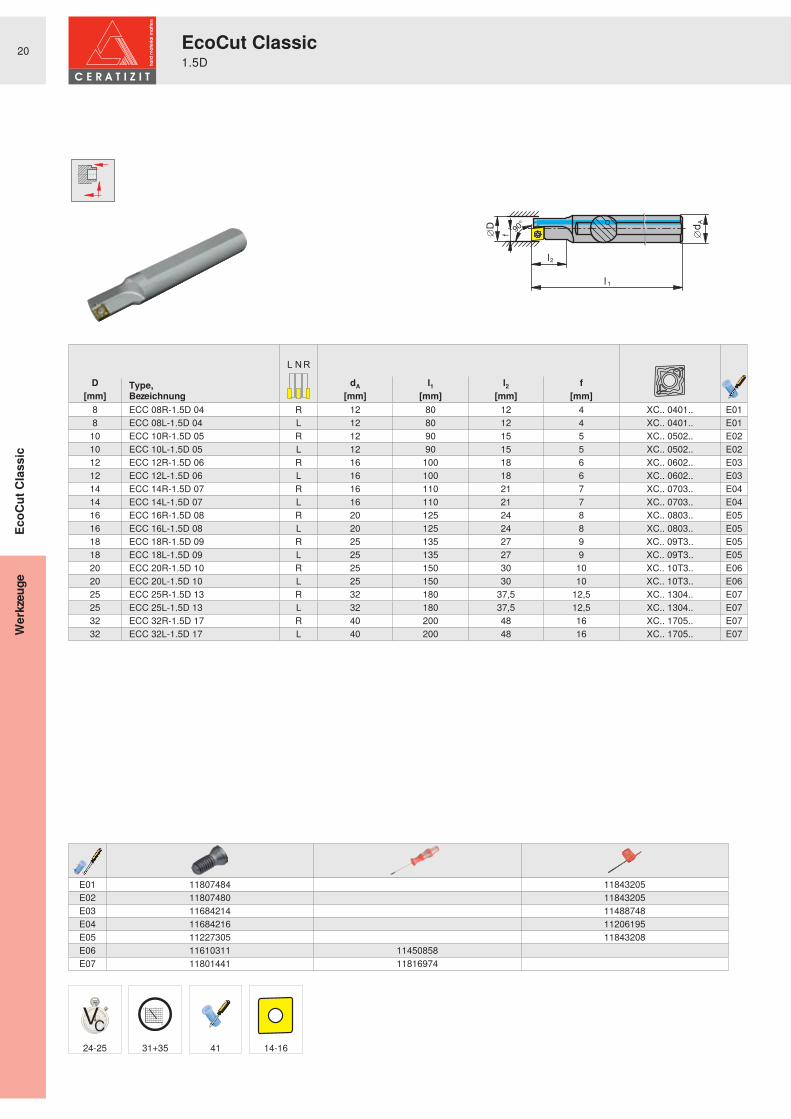
20
RNL
VC
Type, Bezeichnung
dA l1 l2 fD[mm] [mm] [mm] [mm] [mm]
8 ECC 08R-1.5D 04 R 12 80 12 4 XC.. 0401.. E018 ECC 08L-1.5D 04 L 12 80 12 4 XC.. 0401.. E01
10 ECC 10R-1.5D 05 R 12 90 15 5 XC.. 0502.. E0210 ECC 10L-1.5D 05 L 12 90 15 5 XC.. 0502.. E0212 ECC 12R-1.5D 06 R 16 100 18 6 XC.. 0602.. E0312 ECC 12L-1.5D 06 L 16 100 18 6 XC.. 0602.. E0314 ECC 14R-1.5D 07 R 16 110 21 7 XC.. 0703.. E0414 ECC 14L-1.5D 07 L 16 110 21 7 XC.. 0703.. E0416 ECC 16R-1.5D 08 R 20 125 24 8 XC.. 0803.. E0516 ECC 16L-1.5D 08 L 20 125 24 8 XC.. 0803.. E0518 ECC 18R-1.5D 09 R 25 135 27 9 XC.. 09T3.. E0518 ECC 18L-1.5D 09 L 25 135 27 9 XC.. 09T3.. E0520 ECC 20R-1.5D 10 R 25 150 30 10 XC.. 10T3.. E0620 ECC 20L-1.5D 10 L 25 150 30 10 XC.. 10T3.. E0625 ECC 25R-1.5D 13 R 32 180 37,5 12,5 XC.. 1304.. E0725 ECC 25L-1.5D 13 L 32 180 37,5 12,5 XC.. 1304.. E0732 ECC 32R-1.5D 17 R 40 200 48 16 XC.. 1705.. E0732 ECC 32L-1.5D 17 L 40 200 48 16 XC.. 1705.. E07
E01 11807484 11843205E02 11807480 11843205E03 11684214 11488748E04 11684216 11206195E05 11227305 11843208E06 11610311 11450858 E07 11801441 11816974
24-25 31+35 41 14-16
EcoCut Classic1.5D
EcoC
ut C
lass
icW
erkz
euge
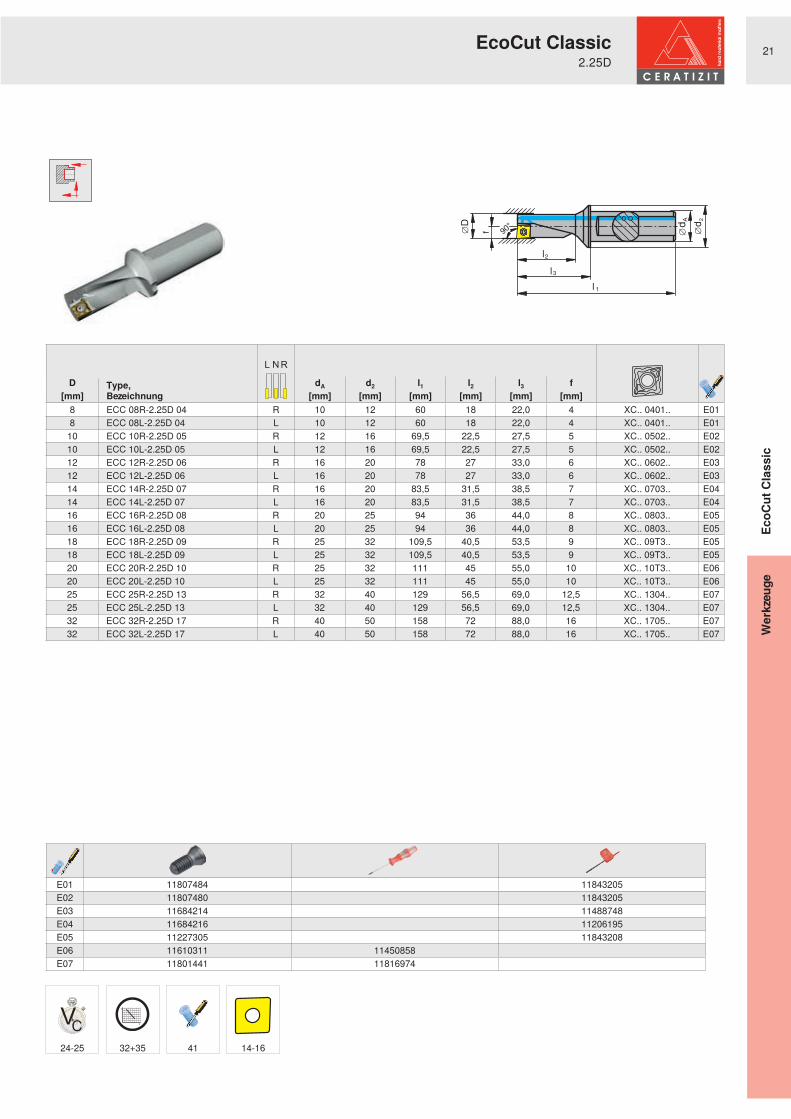
21
RNL
VC
Type, Bezeichnung
dA d2 l1 l2 l3 fD[mm] [mm] [mm] [mm] [mm] [mm] [mm]
8 ECC 08R-2.25D 04 R 10 12 60 18 22,0 4 XC.. 0401.. E018 ECC 08L-2.25D 04 L 10 12 60 18 22,0 4 XC.. 0401.. E01
10 ECC 10R-2.25D 05 R 12 16 69,5 22,5 27,5 5 XC.. 0502.. E0210 ECC 10L-2.25D 05 L 12 16 69,5 22,5 27,5 5 XC.. 0502.. E0212 ECC 12R-2.25D 06 R 16 20 78 27 33,0 6 XC.. 0602.. E0312 ECC 12L-2.25D 06 L 16 20 78 27 33,0 6 XC.. 0602.. E0314 ECC 14R-2.25D 07 R 16 20 83,5 31,5 38,5 7 XC.. 0703.. E0414 ECC 14L-2.25D 07 L 16 20 83,5 31,5 38,5 7 XC.. 0703.. E0416 ECC 16R-2.25D 08 R 20 25 94 36 44,0 8 XC.. 0803.. E0516 ECC 16L-2.25D 08 L 20 25 94 36 44,0 8 XC.. 0803.. E0518 ECC 18R-2.25D 09 R 25 32 109,5 40,5 53,5 9 XC.. 09T3.. E0518 ECC 18L-2.25D 09 L 25 32 109,5 40,5 53,5 9 XC.. 09T3.. E0520 ECC 20R-2.25D 10 R 25 32 111 45 55,0 10 XC.. 10T3.. E0620 ECC 20L-2.25D 10 L 25 32 111 45 55,0 10 XC.. 10T3.. E0625 ECC 25R-2.25D 13 R 32 40 129 56,5 69,0 12,5 XC.. 1304.. E0725 ECC 25L-2.25D 13 L 32 40 129 56,5 69,0 12,5 XC.. 1304.. E0732 ECC 32R-2.25D 17 R 40 50 158 72 88,0 16 XC.. 1705.. E0732 ECC 32L-2.25D 17 L 40 50 158 72 88,0 16 XC.. 1705.. E07
E01 11807484 11843205E02 11807480 11843205E03 11684214 11488748E04 11684216 11206195E05 11227305 11843208E06 11610311 11450858 E07 11801441 11816974
24-25 32+35 41 14-16
EcoCut Classic
EcoC
ut C
lass
ic
2.25D
Wer
kzeu
ge
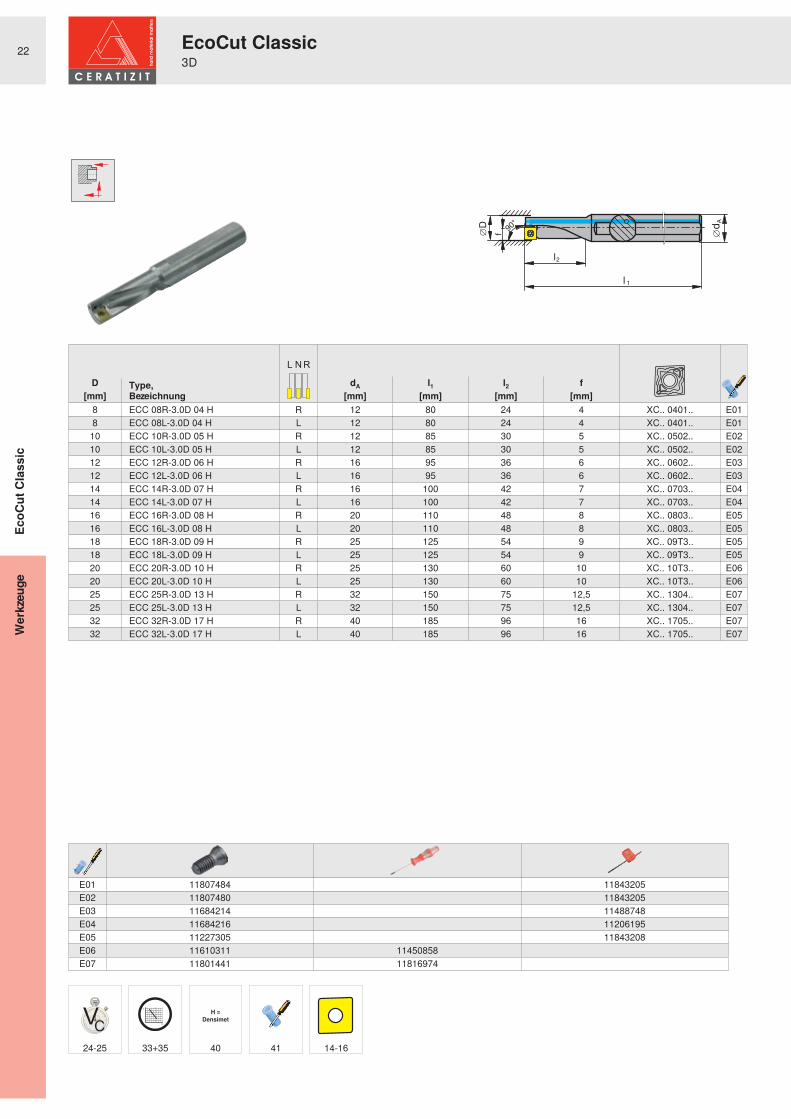
22
RNL
VC
H =
Densimet
Type, Bezeichnung
dA l1 l2 fD[mm] [mm] [mm] [mm] [mm]
8 ECC 08R-3.0D 04 H R 12 80 24 4 XC.. 0401.. E018 ECC 08L-3.0D 04 H L 12 80 24 4 XC.. 0401.. E01
10 ECC 10R-3.0D 05 H R 12 85 30 5 XC.. 0502.. E0210 ECC 10L-3.0D 05 H L 12 85 30 5 XC.. 0502.. E0212 ECC 12R-3.0D 06 H R 16 95 36 6 XC.. 0602.. E0312 ECC 12L-3.0D 06 H L 16 95 36 6 XC.. 0602.. E0314 ECC 14R-3.0D 07 H R 16 100 42 7 XC.. 0703.. E0414 ECC 14L-3.0D 07 H L 16 100 42 7 XC.. 0703.. E0416 ECC 16R-3.0D 08 H R 20 110 48 8 XC.. 0803.. E0516 ECC 16L-3.0D 08 H L 20 110 48 8 XC.. 0803.. E0518 ECC 18R-3.0D 09 H R 25 125 54 9 XC.. 09T3.. E0518 ECC 18L-3.0D 09 H L 25 125 54 9 XC.. 09T3.. E0520 ECC 20R-3.0D 10 H R 25 130 60 10 XC.. 10T3.. E0620 ECC 20L-3.0D 10 H L 25 130 60 10 XC.. 10T3.. E0625 ECC 25R-3.0D 13 H R 32 150 75 12,5 XC.. 1304.. E0725 ECC 25L-3.0D 13 H L 32 150 75 12,5 XC.. 1304.. E0732 ECC 32R-3.0D 17 H R 40 185 96 16 XC.. 1705.. E0732 ECC 32L-3.0D 17 H L 40 185 96 16 XC.. 1705.. E07
E01 11807484 11843205E02 11807480 11843205E03 11684214 11488748E04 11684216 11206195E05 11227305 11843208E06 11610311 11450858 E07 11801441 11816974
24-25 33+35 40 41 14-16
EcoCut ClassicEc
oCut
Cla
ssic
3D
Wer
kzeu
ge
23
EcoC
ut C
lass
icW
erkz
euge
24
HB
A
1 1252 150 - 2503 3006 180
7 / 8 250 - 3009 350
10 20011 35012 20013 325
R
14 20014 18014 230 - 26014 330
F
15 18016 26017 16018 –19 13020 230
N
21 6022 100
< 12% Si 23 80< 12% Si 24 90> 12% Si 25 130
26 –27 9028 10029 10029 –29 –30 –
S
31 20032 28033 25034 –35 –36 Rm 440*37 Rm 1050*
H
38 55 HRC39 60 HRC40 40040 55 HRC
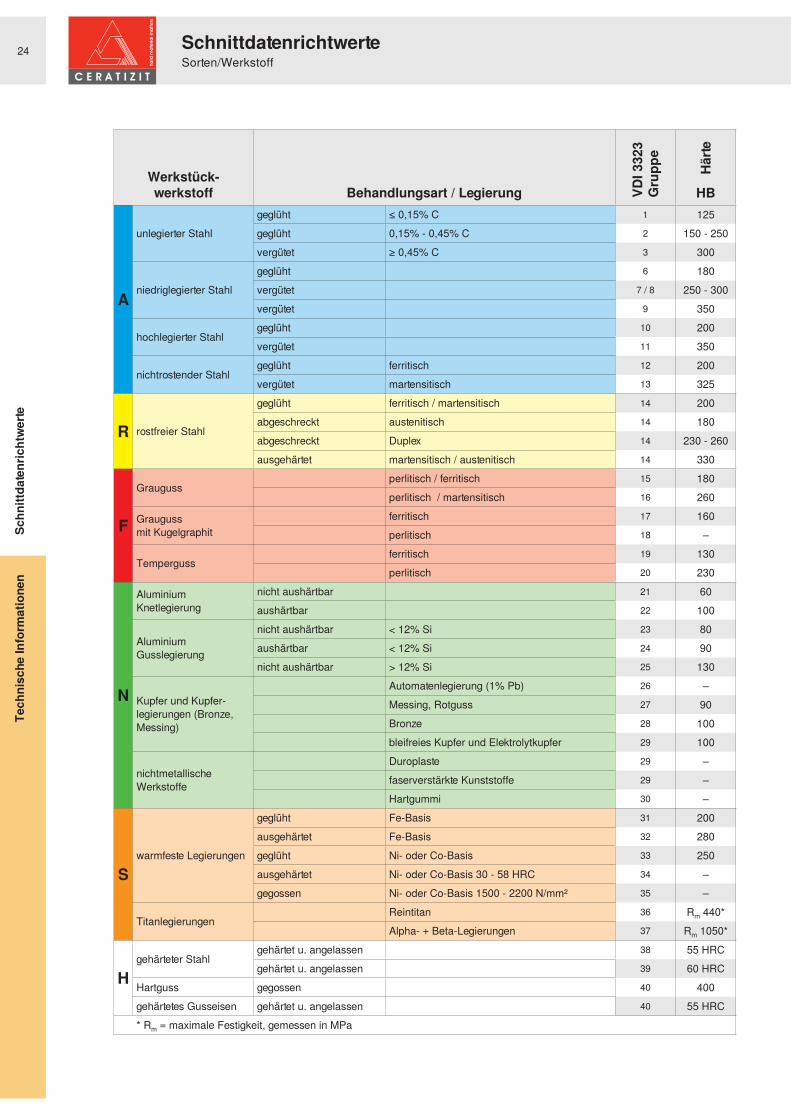
Werkstück- werkstoff Behandlungsart / Legierung VD
I 332
3 G
rupp
e
Härte
unlegierter Stahlgeglüht ≤0,15%Cgeglüht 0,15% - 0,45% Cvergütet ≥0,45%C
niedriglegierter Stahlgeglühtvergütetvergütet
hochlegierter Stahlgeglühtvergütet
nichtrostender Stahlgeglüht ferritischvergütet martensitisch
rostfreier Stahl
geglüht ferritisch / martensitischabgeschreckt austenitischabgeschreckt Duplexausgehärtet martensitisch / austenitisch
Graugussperlitisch / ferritischperlitisch / martensitisch
Grauguss mit Kugelgraphit
ferritischperlitisch
Tempergussferritischperlitisch
Aluminium Knetlegierung
nicht aushärtbaraushärtbar
Aluminium Gusslegierung
nicht aushärtbaraushärtbarnicht aushärtbar
Kupfer und Kupfer-legierungen (Bronze, Messing)
Automatenlegierung (1% Pb)Messing, RotgussBronzebleifreies Kupfer und Elektrolytkupfer
nichtmetallische Werkstoffe
Duroplastefaserverstärkte KunststoffeHartgummi
warmfeste Legierungen
geglüht Fe-Basisausgehärtet Fe-Basisgeglüht Ni- oder Co-Basisausgehärtet Ni- oder Co-Basis 30 - 58 HRCgegossen Ni- oder Co-Basis 1500 - 2200 N/mm²
TitanlegierungenReintitanAlpha- + Beta-Legierungen
gehärteter Stahlgehärtet u. angelassengehärtet u. angelassen
Hartguss gegossengehärtetes Gusseisen gehärtet u. angelassen* Rm = maximale Festigkeit, gemessen in MPa
Schn
ittda
tenr
icht
wer
teTe
chni
sche
Info
rmat
ione
n
SchnittdatenrichtwerteSorten/Werkstoff
25
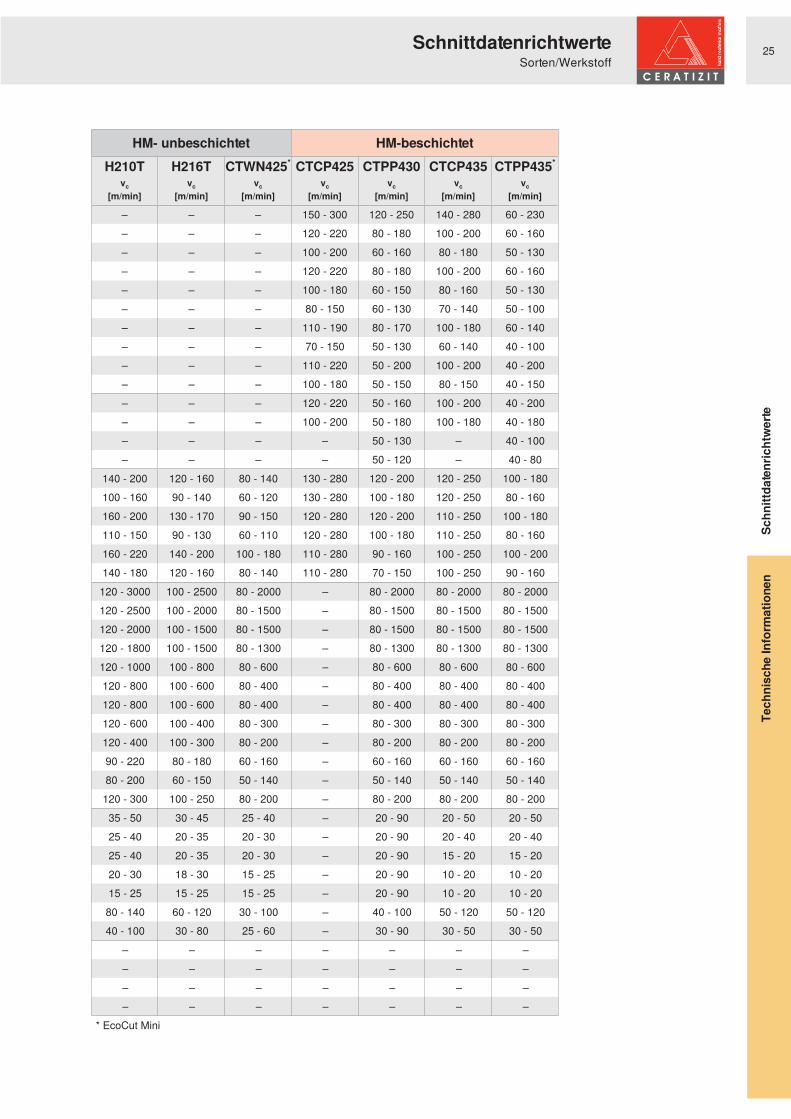
H210T H216T CTWN425* CTCP425 CTPP430 CTCP435 CTPP435*
vc vc vc vc vc vc vc
[m/min] [m/min] [m/min] [m/min] [m/min] [m/min] [m/min]
– – – 150 - 300 120 - 250 140 - 280 60 - 230– – – 120 - 220 80 - 180 100 - 200 60 - 160– – – 100 - 200 60 - 160 80 - 180 50 - 130– – – 120 - 220 80 - 180 100 - 200 60 - 160– – – 100 - 180 60 - 150 80 - 160 50 - 130– – – 80 - 150 60 - 130 70 - 140 50 - 100– – – 110 - 190 80 - 170 100 - 180 60 - 140– – – 70 - 150 50 - 130 60 - 140 40 - 100– – – 110 - 220 50 - 200 100 - 200 40 - 200– – – 100 - 180 50 - 150 80 - 150 40 - 150– – – 120 - 220 50 - 160 100 - 200 40 - 200– – – 100 - 200 50 - 180 100 - 180 40 - 180– – – – 50 - 130 – 40 - 100– – – – 50 - 120 – 40 - 80
140 - 200 120 - 160 80 - 140 130 - 280 120 - 200 120 - 250 100 - 180100 - 160 90 - 140 60 - 120 130 - 280 100 - 180 120 - 250 80 - 160160 - 200 130 - 170 90 - 150 120 - 280 120 - 200 110 - 250 100 - 180110 - 150 90 - 130 60 - 110 120 - 280 100 - 180 110 - 250 80 - 160160 - 220 140 - 200 100 - 180 110 - 280 90 - 160 100 - 250 100 - 200140 - 180 120 - 160 80 - 140 110 - 280 70 - 150 100 - 250 90 - 160120 - 3000 100 - 2500 80 - 2000 – 80 - 2000 80 - 2000 80 - 2000120 - 2500 100 - 2000 80 - 1500 – 80 - 1500 80 - 1500 80 - 1500120 - 2000 100 - 1500 80 - 1500 – 80 - 1500 80 - 1500 80 - 1500120 - 1800 100 - 1500 80 - 1300 – 80 - 1300 80 - 1300 80 - 1300120 - 1000 100 - 800 80 - 600 – 80 - 600 80 - 600 80 - 600120 - 800 100 - 600 80 - 400 – 80 - 400 80 - 400 80 - 400120 - 800 100 - 600 80 - 400 – 80 - 400 80 - 400 80 - 400120 - 600 100 - 400 80 - 300 – 80 - 300 80 - 300 80 - 300120 - 400 100 - 300 80 - 200 – 80 - 200 80 - 200 80 - 20090 - 220 80 - 180 60 - 160 – 60 - 160 60 - 160 60 - 16080 - 200 60 - 150 50 - 140 – 50 - 140 50 - 140 50 - 140120 - 300 100 - 250 80 - 200 – 80 - 200 80 - 200 80 - 200
35 - 50 30 - 45 25 - 40 – 20 - 90 20 - 50 20 - 5025 - 40 20 - 35 20 - 30 – 20 - 90 20 - 40 20 - 4025 - 40 20 - 35 20 - 30 – 20 - 90 15 - 20 15 - 2020 - 30 18 - 30 15 - 25 – 20 - 90 10 - 20 10 - 2015 - 25 15 - 25 15 - 25 – 20 - 90 10 - 20 10 - 2080 - 140 60 - 120 30 - 100 – 40 - 100 50 - 120 50 - 12040 - 100 30 - 80 25 - 60 – 30 - 90 30 - 50 30 - 50
– – – – – – –– – – – – – –– – – – – – –– – – – – – –
* EcoCut Mini
HM- unbeschichtet HM-beschichtet
Schn
ittda
tenr
icht
wer
teTe
chni
sche
Info
rmat
ione
n
SchnittdatenrichtwerteSorten/Werkstoff
26
Konventionell
Konventionell
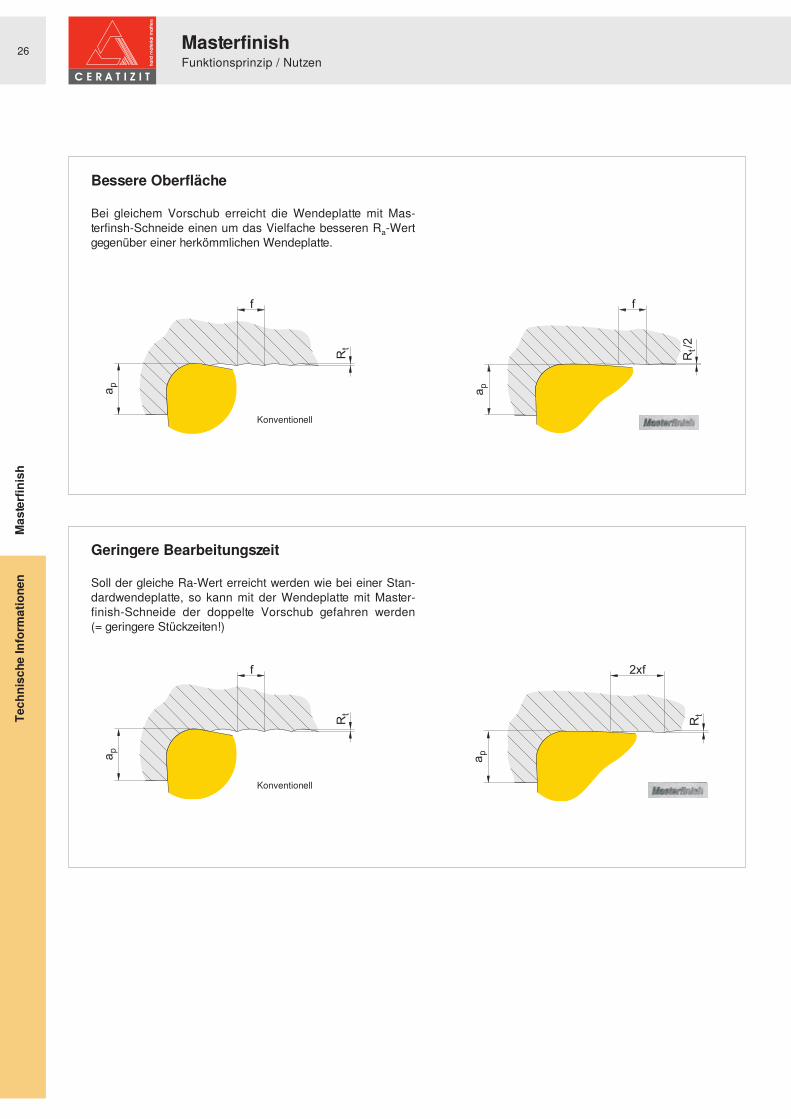
Bessere Oberfläche
Bei gleichem Vorschub erreicht die Wendeplatte mit Mas-terfinsh-Schneide einen um das Vielfache besseren Ra-Wert gegenüber einer herkömmlichen Wendeplatte.
Geringere Bearbeitungszeit
Soll der gleiche Ra-Wert erreicht werden wie bei einer Stan-dardwendeplatte, so kann mit der Wendeplatte mit Master-finish-Schneide der doppelte Vorschub gefahren werden (= geringere Stückzeiten!)
Mas
terfi
nish
Tech
nisc
he In
form
atio
nen
MasterfinishFunktionsprinzip / Nutzen
27
.025 .05 .1 .2 .4 .8 1.6 3.2 6.3 12.5 25 50
N 1 N 2 N 3 N 4 N 5 N 6 N 7 N 8 N 9 N 10 N 11 N 12
Ra [µm] .025 .05 .1 .2 .4 .8 1.6 3.2 6.3 12.5 25 50
Rz [µm] .25 .63 1 1.6 2.5 4-6.3 10 16-25 40 63 100 160
Rauheit (erreichbar mit normaler Werkstattpraxis)
Rauheit (erreichbar durch grobe Schruppbearbeitung)
Rauheit (erreichbar durch besondere Methoden)
Oberflächenzeichen nach ISO 1302 neu
Oberflächenzeichen nach ISO 3141 bisher
Rauheitskennzahlen
Arithmetischer Mittenrauwert
Rautiefe
Längsdrehen Plandrehen
Längsdrehen Plandrehen
Rund-Längsschleifen Rund-Planschleifen
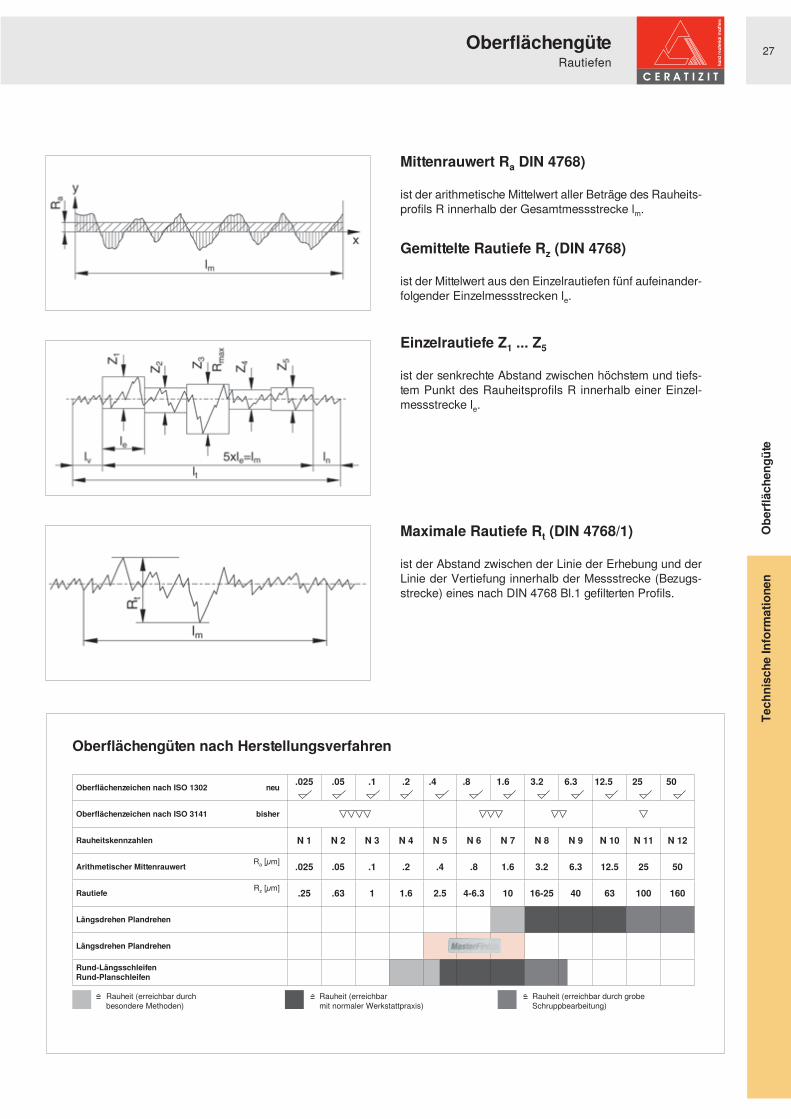
Mittenrauwert Ra DIN 4768)
ist der arithmetische Mittelwert aller Beträge des Rauheits-profils R innerhalb der Gesamtmessstrecke lm.
Gemittelte Rautiefe Rz (DIN 4768)
ist der Mittelwert aus den Einzelrautiefen fünf aufeinander-folgender Einzelmessstrecken le.
Einzelrautiefe Z1 ... Z5
ist der senkrechte Abstand zwischen höchstem und tiefs-tem Punkt des Rauheitsprofils R innerhalb einer Einzel-messstrecke le.
Maximale Rautiefe Rt (DIN 4768/1)
ist der Abstand zwischen der Linie der Erhebung und der Linie der Vertiefung innerhalb der Messstrecke (Bezugs-strecke) eines nach DIN 4768 Bl.1 gefilterten Profils.
Oberflächengüten nach HerstellungsverfahrenO
berfl
äche
ngüt
eTe
chni
sche
Info
rmat
ione
n
OberflächengüteRautiefen
28R a
[µm
]
0,00
0,80
1,60
2,40
3,20
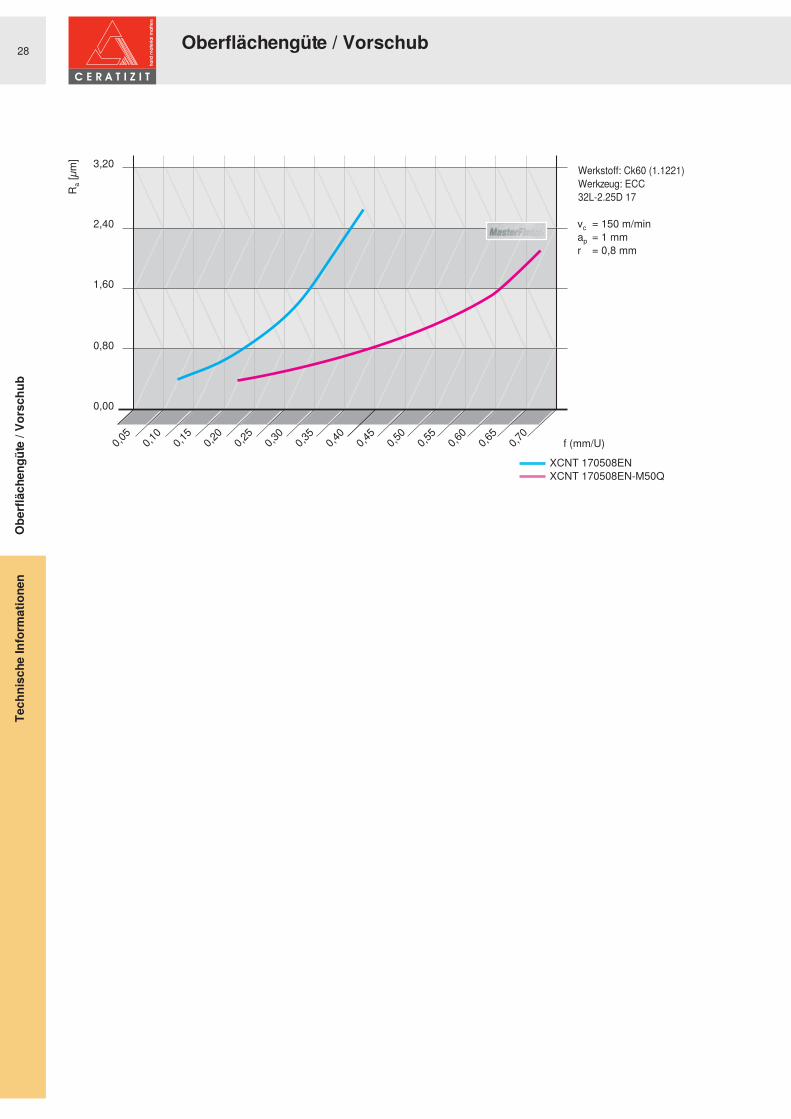
XCNT 170508ENXCNT 170508EN-M50Q
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
0,65
0,70
vc = 150 m/minap = 1 mmr = 0,8 mm
f (mm/U)
Werkstoff: Ck60 (1.1221) Werkzeug: ECC 32L-2.25D 17
Obe
rfläc
heng
üte
/ Vor
schu
bTe
chni
sche
Info
rmat
ione
n
Oberflächengüte / Vorschub
29
a(m
m)
p
1
2
3
4
5
6
7
8
0,02 0,04 0,06 0,08 0,10 0,12 0,14
ECM 08
1
2
3
4
5
6
7
8
ECM 04
ECM 05
ECM 06ECM 07
a(m
m)
p
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
ECM 06ECM 05ECM 04
ECM 07ECM 08
0,02 0,04 0,06 0,08 0,10 0,12 0,14
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
f (mm/U)
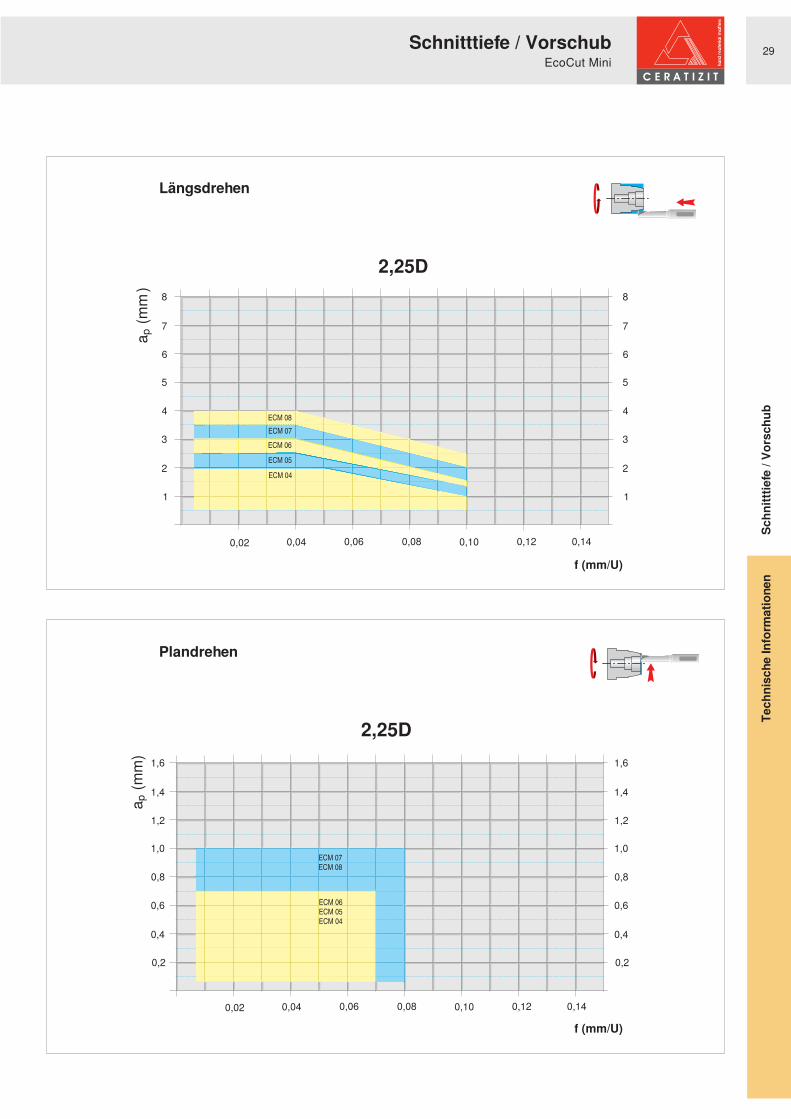
Längsdrehen
f (mm/U)
Plandrehen
Schn
itttie
fe /
Vors
chub
Tech
nisc
he In
form
atio
nen
Schnitttiefe / VorschubEcoCut Mini
30
a(m
m)
p
1
2
3
4
5
6
7
8
0,02 0,04 0,06 0,08 0,10 0,12 0,14
1
2
3
4
5
6
7
8
ECM 04ECM 05 + 06ECM 07ECM 08
a(m
m)
p
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
ECM 06ECM 05ECM 04
ECM 07ECM 08
0,02 0,04 0,06 0,08 0,10 0,12 0,14
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
f (mm/U)
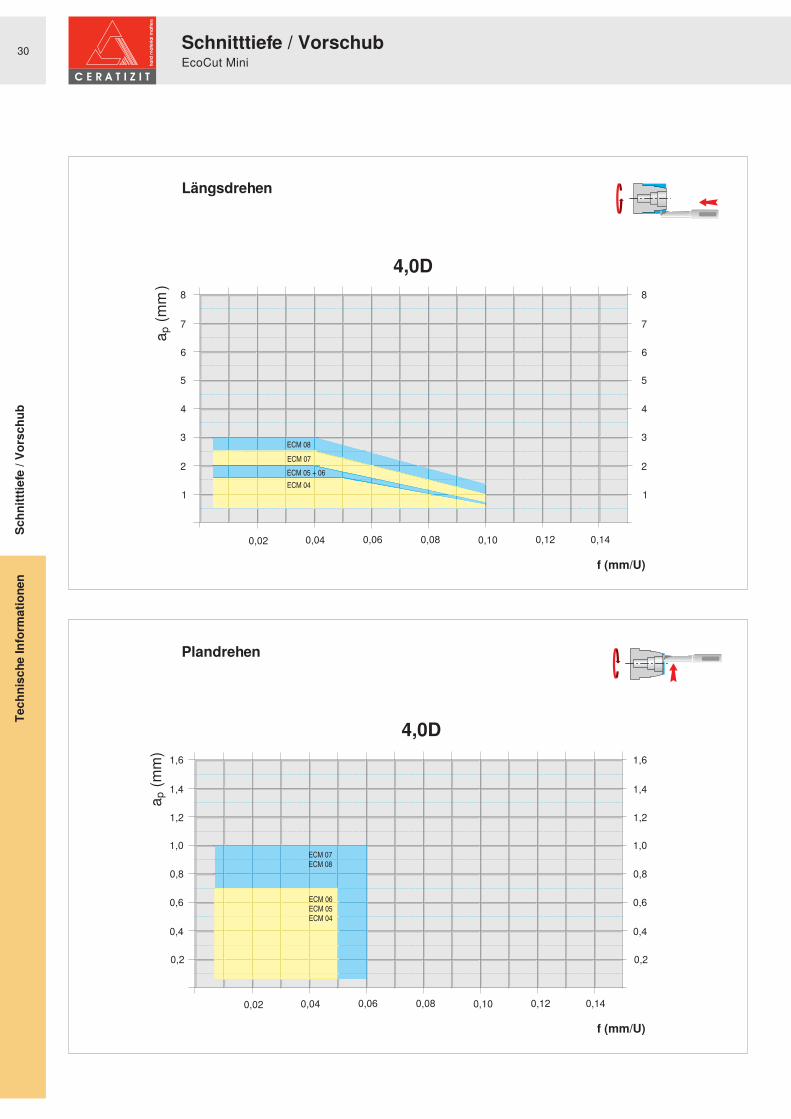
Längsdrehen
f (mm/U)
Plandrehen
Schn
itttie
fe /
Vors
chub
Tech
nisc
he In
form
atio
nen
Schnitttiefe / VorschubEcoCut Mini
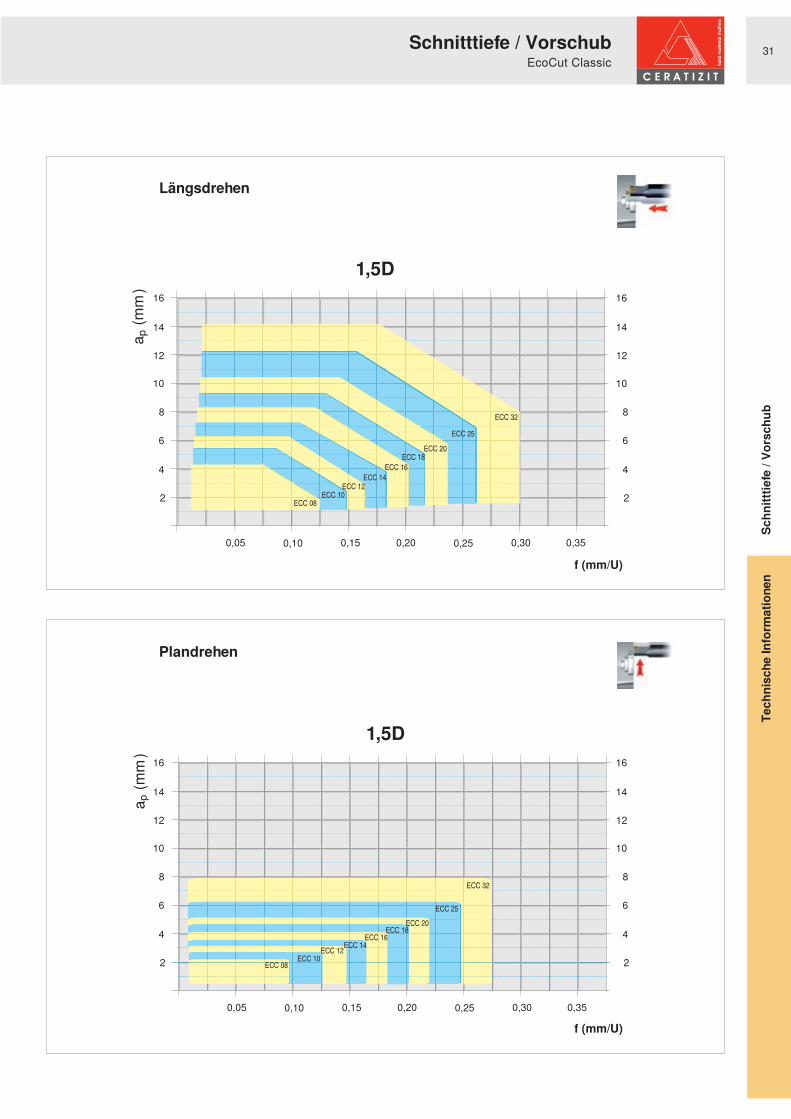
31
a(m
m)
p
2
4
6
8
10
12
14
16
0,05 0,10 0,15 0,20 0,25 0,30 0,35
ECC 08ECC 10
ECC 12ECC 14
ECC 16ECC 18
ECC 20
ECC 25
ECC 32
2
4
6
8
10
12
14
16
a(m
m)
p
0,05 0,10 0,15 0,20 0,25 0,30 0,35
ECC 08ECC 10
ECC 12ECC 14ECC 16
ECC 18ECC 20
ECC 25
ECC 32
2
4
6
8
10
12
14
16
2
4
6
8
10
12
14
16
f (mm/U)
Längsdrehen
f (mm/U)
Plandrehen
Schn
itttie
fe /
Vors
chub
Tech
nisc
he In
form
atio
nen
Schnitttiefe / VorschubEcoCut Classic
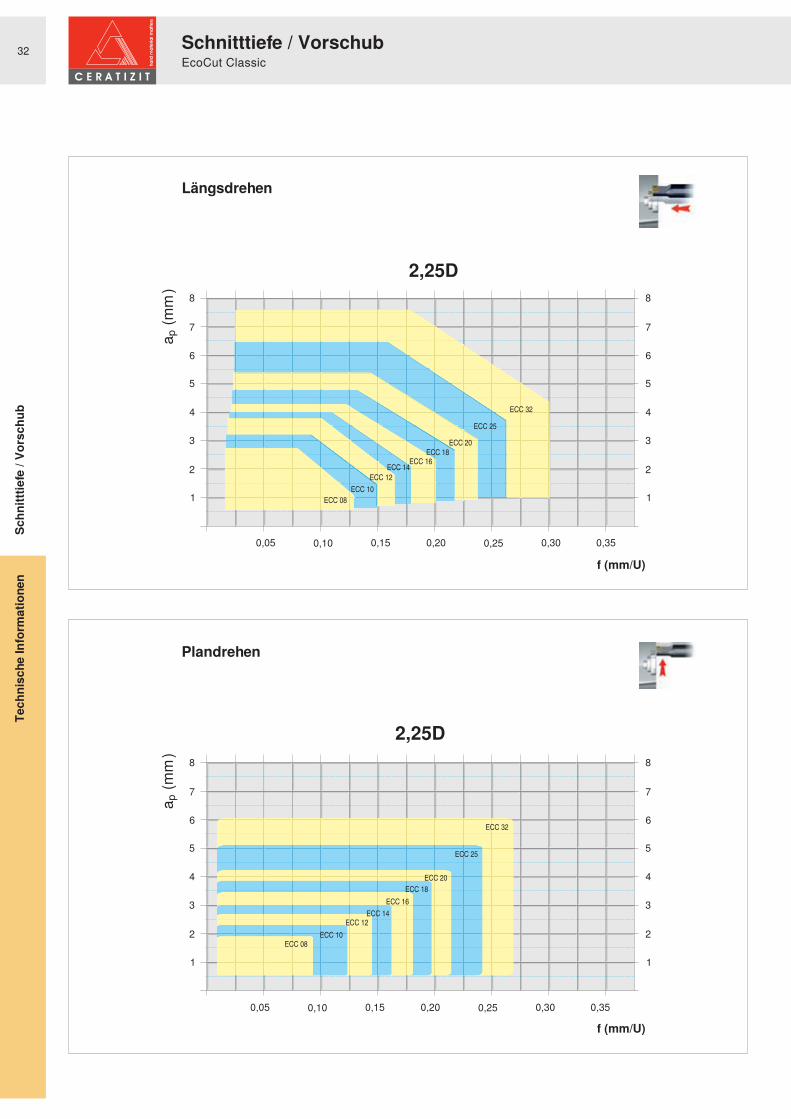
32
a(m
m)
p
1
2
3
4
5
6
7
8
0,05 0,10 0,15 0,20 0,25 0,30 0,35
1
2
3
4
5
6
7
8
ECC 08ECC 10
ECC 12ECC 14
ECC 16ECC 18
ECC 20
ECC 25
ECC 32
a(m
m)
p
1
2
3
4
5
6
7
8
0,05 0,10 0,15 0,20 0,25 0,30 0,35
1
2
3
4
5
6
7
8
ECC 08ECC 10
ECC 12ECC 14
ECC 16ECC 18
ECC 20
ECC 25
ECC 32
f (mm/U)
Längsdrehen
f (mm/U)
Plandrehen
Schn
itttie
fe /
Vors
chub
Tech
nisc
he In
form
atio
nen
Schnitttiefe / VorschubEcoCut Classic
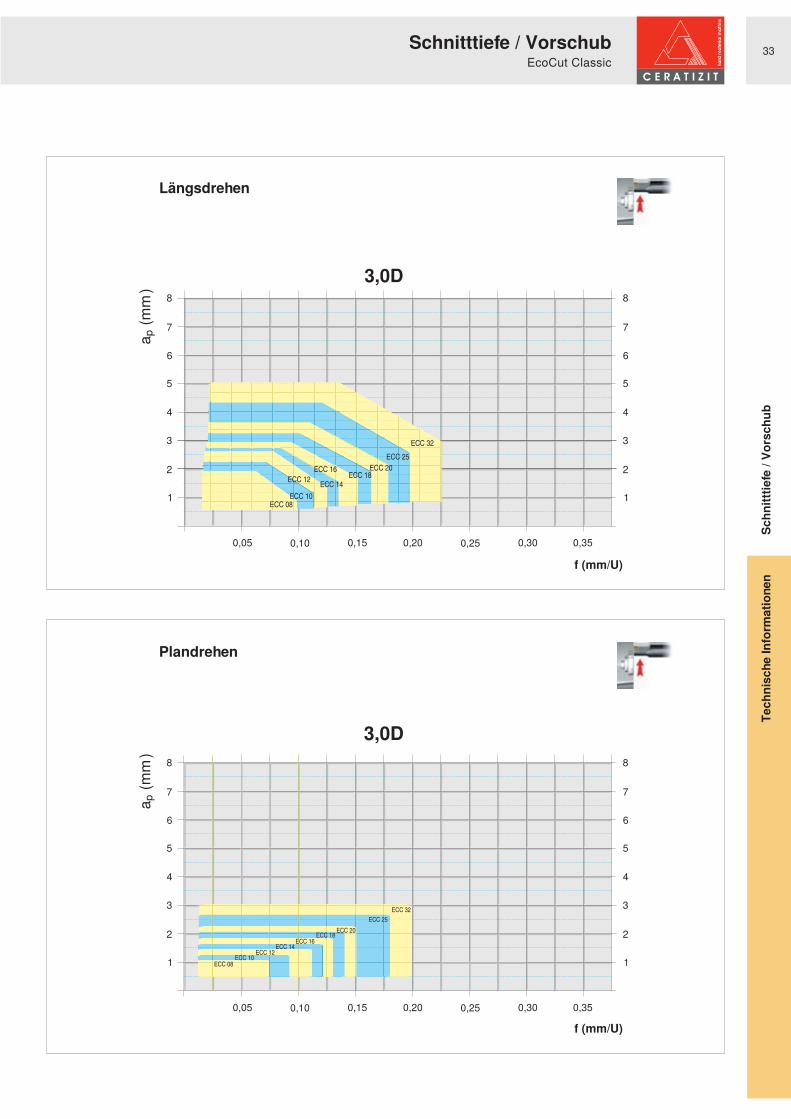
33
a(m
m)
p
1
2
3
4
5
6
7
8
0,05 0,10 0,15 0,20 0,25 0,30 0,35
1
2
3
4
5
6
7
8
ECC 08ECC 10
ECC 12 ECC 14
ECC 16ECC 18
ECC 20ECC 25
ECC 32
a(m
m)
p
0,05 0,10 0,15 0,20 0,25 0,30 0,35
ECC 08ECC 10
ECC 12ECC 14
ECC 16ECC 18 ECC 20
ECC 25ECC 32
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
f (mm/U)
Längsdrehen
f (mm/U)
Plandrehen
Schn
itttie
fe /
Vors
chub
Tech
nisc
he In
form
atio
nen
Schnitttiefe / VorschubEcoCut Classic
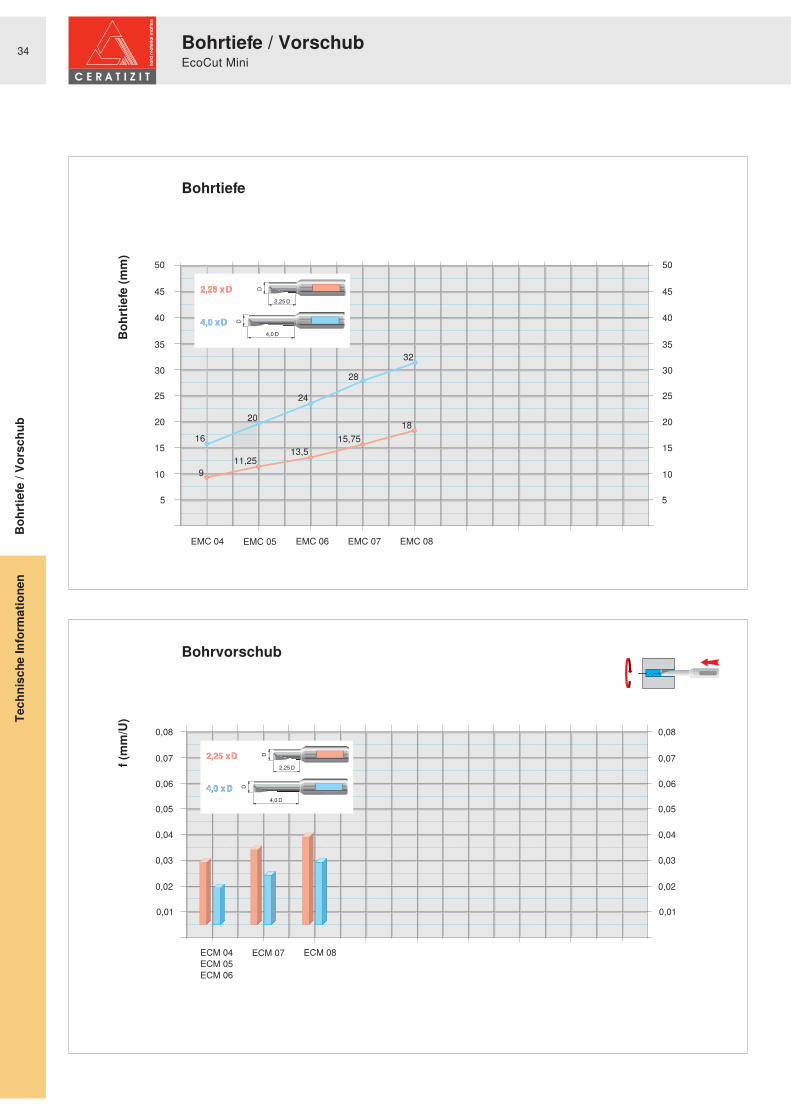
34
5
10
15
20
25
30
35
40
EMC 04 EMC 05 EMC 06 EMC 07 EMC 08
45
50
1815,75
13,511,25
9
32
28
20
16
24
4,0 x D4,0 x D
2,25 x D2,25 x D2,25 D
D
4,0 D
D
5
10
15
20
25
30
35
40
45
50
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
ECM 04ECM 05ECM 06
ECM 07 ECM 08
4,0 x D4,0 x D
2,25 x D2,25 x D2,25 D
D
4,0 D
D
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
Bohr
tiefe
(mm
)
Bohrtiefe
f (m
m/U
)
Bohrvorschub
Bohr
tiefe
/ Vo
rsch
ubTe
chni
sche
Info
rmat
ione
n
Bohrtiefe / VorschubEcoCut Mini

35
10
20
30
40
50
60
70
80
ECC 08 ECC 10 ECC 12 ECC 14 ECC 16 ECC 18 ECC 20 ECC 25 ECC 32
90
10096
72
48
75
56,5
37,5
60
45
30
54
40,5
27
48
36
24
42
31,5
21
36
27
18
30
22,5
15
24
1812
1,5 D
D1,5 x D1,5 x D
2,25 D
D2,25 x D2,25 x D
3,0 x D3,0 x D
10
20
30
40
50
60
70
80
90
100
3,0 D
D
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
1,5 D
D1,5 x D1,5 x D
2,25 D
D2,25 x D2,25 x D
3,0 x D3,0 x D
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
ECC 08 ECC 10 ECC 12 ECC 14 ECC 16 ECC 18 ECC 20 ECC 25 ECC 32
3,0 D
D
Bohr
tiefe
(mm
)
Bohrtiefe
f (m
m/U
)
Bohrvorschub
Bohr
tiefe
/ Vo
rsch
ubTe
chni
sche
Info
rmat
ione
n
Bohrtiefe / VorschubEcoCut Classic

36
Durchgangsbohrung
Bei Durchgangsbohrungen fällt eine scharfkantige Scheibe ab. Sicherheitsvorkehrungen sind erforderlich.
Versatz in X-Richtung
Achsversatz der Maschine
Winkelfehler Revolverpositionierfehler
Einbau der Wendeschneidplatte
Für Werkzeuge Ø 8 mm werden rechte und linke Wende-schneidplatten benötigt. Von Ø 10-32 mm kommen neutrale Wendeschneidplatten zum Einsatz.
Anw
endu
ngsh
inw
eise
Tech
nisc
he In
form
atio
nen
Anwendungshinweise
37
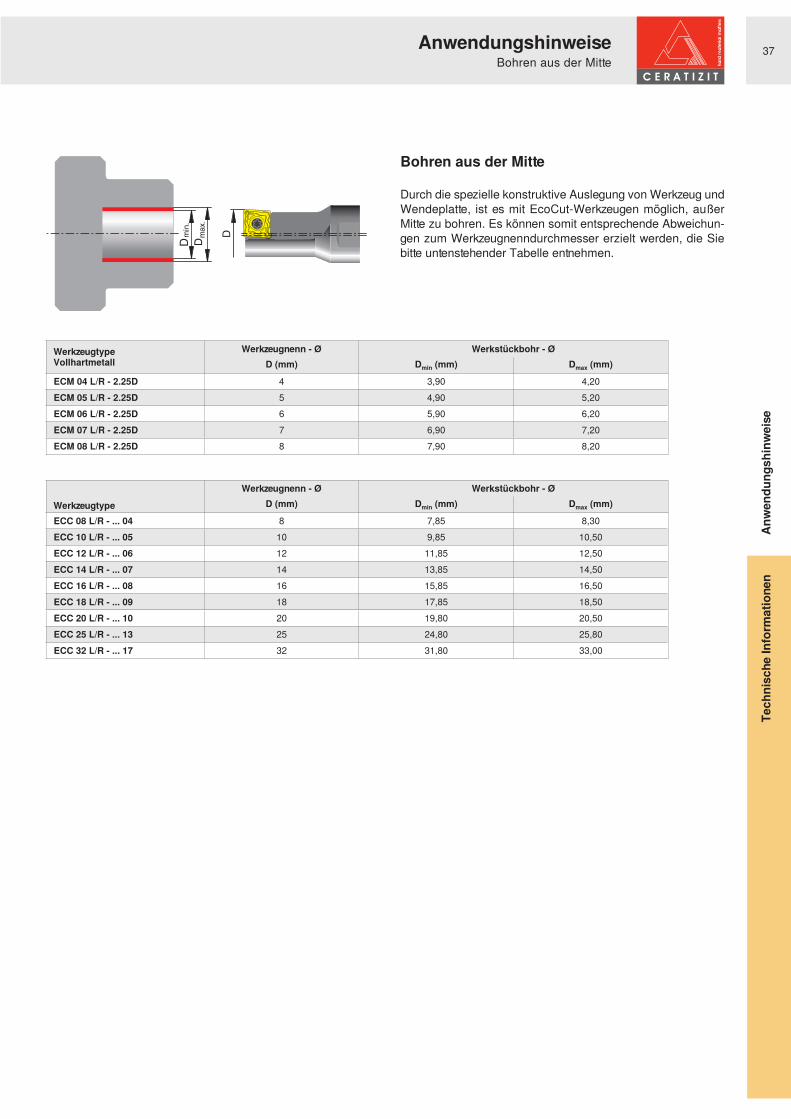
D (mm) Dmin (mm) Dmax (mm)
ECM 04 L/R - 2.25D 4 3,90 4,20ECM 05 L/R - 2.25D 5 4,90 5,20ECM 06 L/R - 2.25D 6 5,90 6,20ECM 07 L/R - 2.25D 7 6,90 7,20ECM 08 L/R - 2.25D 8 7,90 8,20
D (mm) Dmin (mm) Dmax (mm)
ECC 08 L/R - ... 04 8 7,85 8,30ECC 10 L/R - ... 05 10 9,85 10,50ECC 12 L/R - ... 06 12 11,85 12,50ECC 14 L/R - ... 07 14 13,85 14,50ECC 16 L/R - ... 08 16 15,85 16,50ECC 18 L/R - ... 09 18 17,85 18,50ECC 20 L/R - ... 10 20 19,80 20,50ECC 25 L/R - ... 13 25 24,80 25,80ECC 32 L/R - ... 17 32 31,80 33,00
Bohren aus der Mitte
Durch die spezielle konstruktive Auslegung von Werkzeug und Wendeplatte, ist es mit EcoCut-Werkzeugen möglich, außer Mitte zu bohren. Es können somit entsprechende Abweichun-gen zum Werkzeugnenndurchmesser erzielt werden, die Sie bitte untenstehender Tabelle entnehmen.
Werkzeugtype Vollhartmetall
Werkzeugnenn - Ø Werkstückbohr - Ø
Werkzeugtype
Werkzeugnenn - Ø Werkstückbohr - Ø
Anw
endu
ngsh
inw
eise
Tech
nisc
he In
form
atio
nen
AnwendungshinweiseBohren aus der Mitte
38
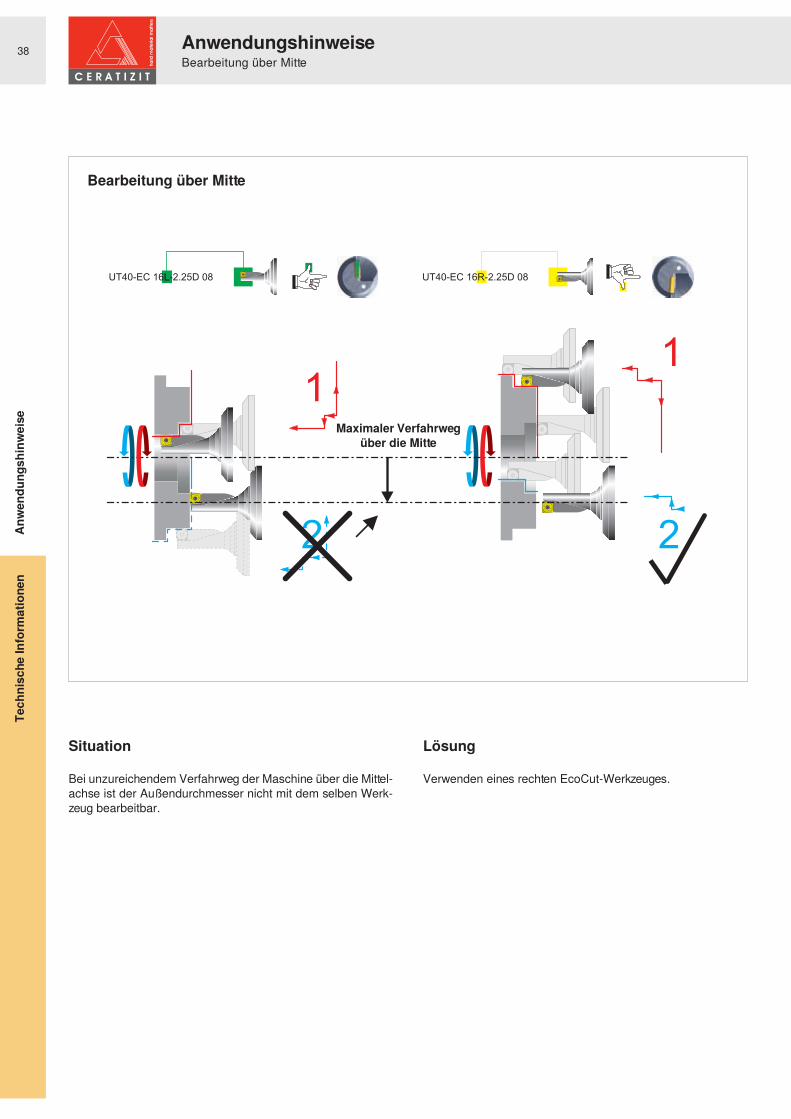
Maximaler Verfahrweg über die Mitte
Situation
Bei unzureichendem Verfahrweg der Maschine über die Mittel-achse ist der Außendurchmesser nicht mit dem selben Werk-zeug bearbeitbar.
Lösung
Verwenden eines rechten EcoCut-Werkzeuges.
Bearbeitung über Mitte
Anw
endu
ngsh
inw
eise
Tech
nisc
he In
form
atio
nen
AnwendungshinweiseBearbeitung über Mitte
39
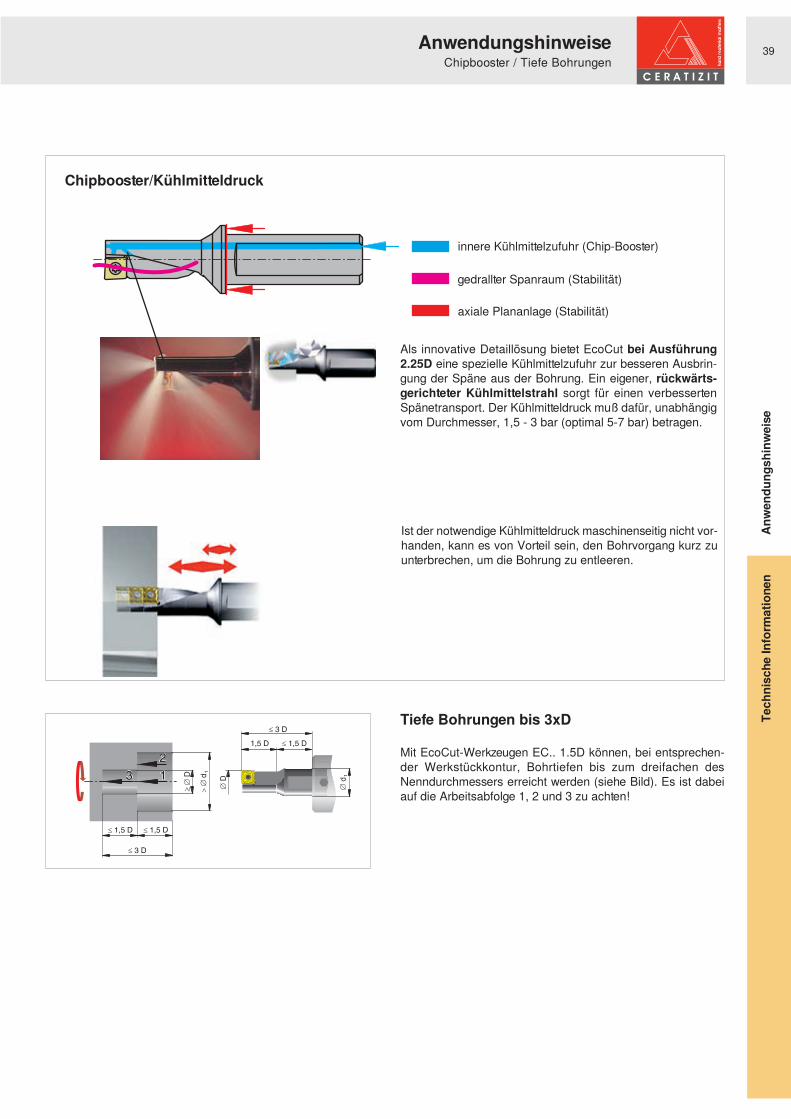
Als innovative Detaillösung bietet EcoCut bei Ausführung 2.25D eine spezielle Kühlmittelzufuhr zur besseren Ausbrin-gung der Späne aus der Bohrung. Ein eigener, rückwärts-gerichteter Kühlmittelstrahl sorgt für einen verbesserten Spänetransport. Der Kühlmitteldruck muß dafür, unabhängig vom Durchmesser, 1,5 - 3 bar (optimal 5-7 bar) betragen.
innere Kühlmittelzufuhr (Chip-Booster)
Chipbooster/Kühlmitteldruck
gedrallter Spanraum (Stabilität)
axiale Plananlage (Stabilität)
Ist der notwendige Kühlmitteldruck maschinenseitig nicht vor-handen, kann es von Vorteil sein, den Bohrvorgang kurz zu unterbrechen, um die Bohrung zu entleeren.
Tiefe Bohrungen bis 3xD
Mit EcoCut-Werkzeugen EC.. 1.5D können, bei entsprechen-der Werkstückkontur, Bohrtiefen bis zum dreifachen des Nenndurchmessers erreicht werden (siehe Bild). Es ist dabei auf die Arbeitsabfolge 1, 2 und 3 zu achten!
Anw
endu
ngsh
inw
eise
Tech
nisc
he In
form
atio
nen
AnwendungshinweiseChipbooster / Tiefe Bohrungen
40
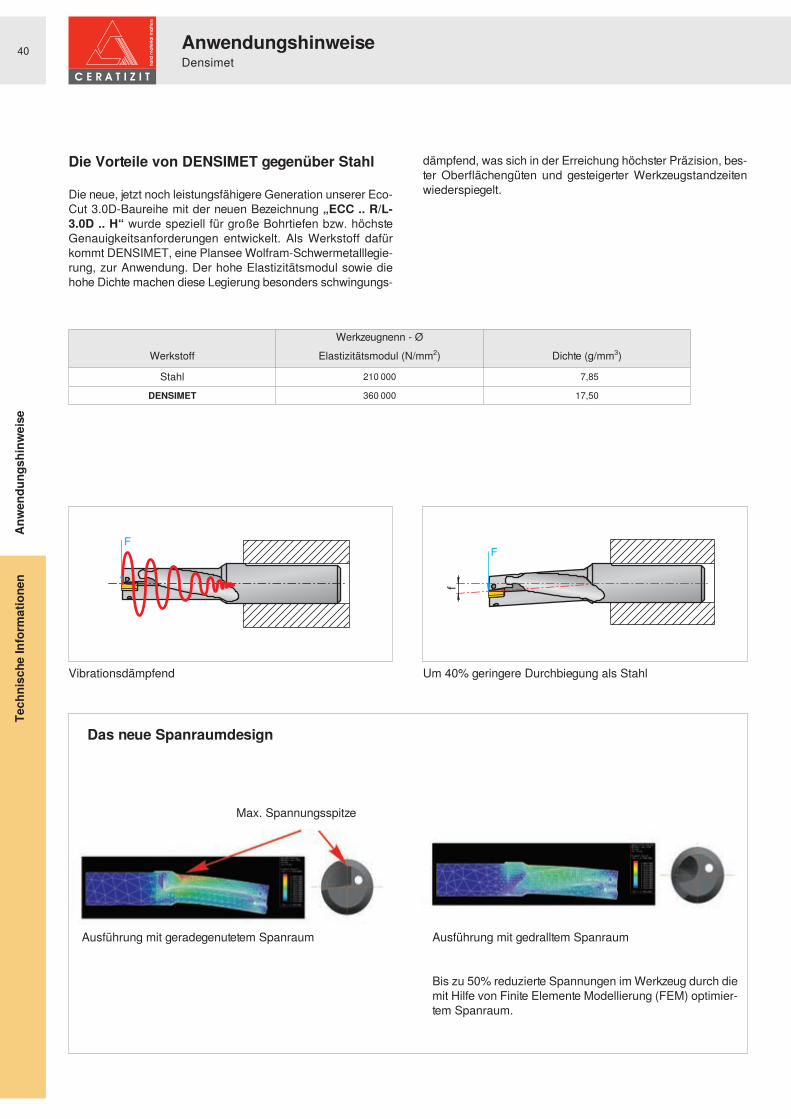
210 000 7,85
DENSIMET 360 000 17,50
F
f
F
Werkzeugnenn - ØWerkstoff Elastizitätsmodul (N/mm2) Dichte (g/mm3)
Stahl
Vibrationsdämpfend Um 40% geringere Durchbiegung als Stahl
Ausführung mit geradegenutetem Spanraum
Max. Spannungsspitze
Ausführung mit gedralltem Spanraum
Bis zu 50% reduzierte Spannungen im Werkzeug durch die mit Hilfe von Finite Elemente Modellierung (FEM) optimier-tem Spanraum.
Die Vorteile von DENSIMET gegenüber Stahl
Die neue, jetzt noch leistungsfähigere Generation unserer Eco-Cut 3.0D-Baureihe mit der neuen Bezeichnung „ECC .. R/L-3.0D .. H“ wurde speziell für große Bohrtiefen bzw. höchste Genauigkeitsanforderungen entwickelt. Als Werkstoff dafür kommt DENSIMET, eine Plansee Wolfram-Schwermetalllegie-rung, zur Anwendung. Der hohe Elastizitätsmodul sowie die hohe Dichte machen diese Legierung besonders schwingungs-
dämpfend, was sich in der Erreichung höchster Präzision, bes-ter Oberflächengüten und gesteigerter Werkzeugstandzeiten wiederspiegelt.
Das neue Spanraumdesign
Anw
endu
ngsh
inw
eise
Tech
nisc
he In
form
atio
nen
AnwendungshinweiseDensimet
41
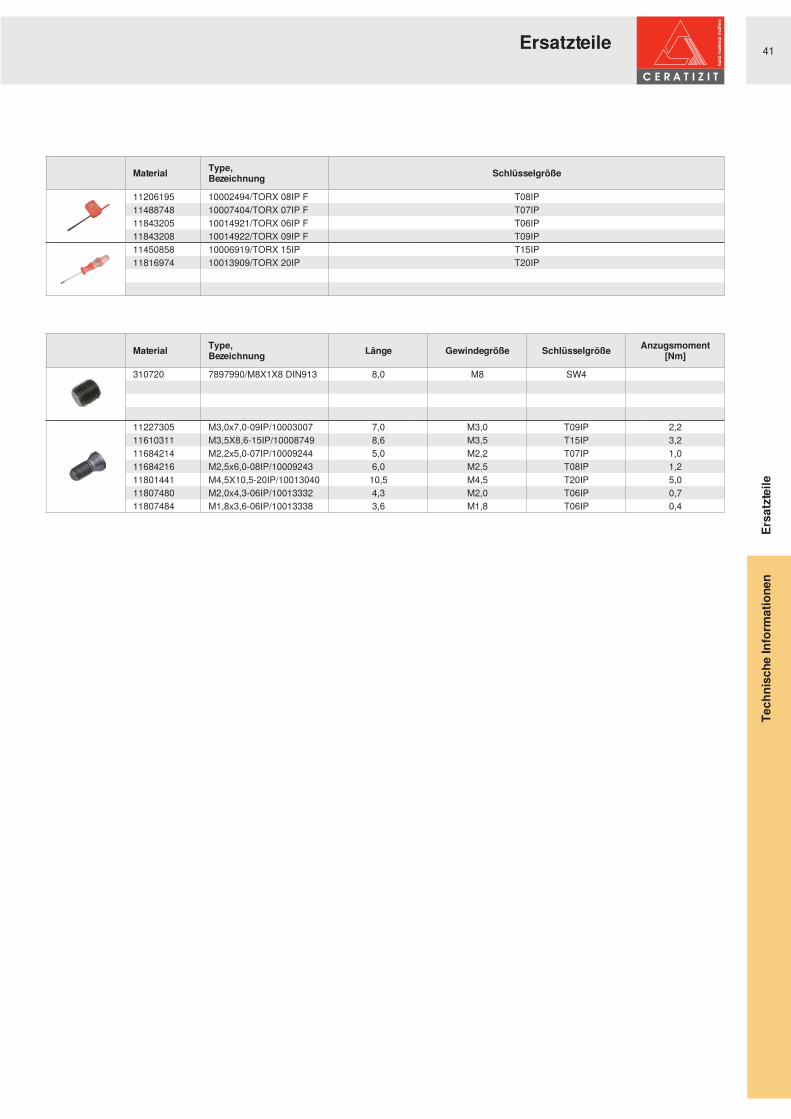
Material Type, Bezeichnung Schlüsselgröße
11206195 10002494/TORX 08IP F T08IP11488748 10007404/TORX 07IP F T07IP11843205 10014921/TORX 06IP F T06IP11843208 10014922/TORX 09IP F T09IP11450858 10006919/TORX 15IP T15IP11816974 10013909/TORX 20IP T20IP
Material Type, Bezeichnung Länge Gewindegröße Schlüsselgröße Anzugsmoment
[Nm]
310720 7897990/M8X1X8 DIN913 8,0 M8 SW4 11227305 M3,0x7,0-09IP/10003007 7,0 M3,0 T09IP 2,211610311 M3,5X8,6-15IP/10008749 8,6 M3,5 T15IP 3,211684214 M2,2x5,0-07IP/10009244 5,0 M2,2 T07IP 1,011684216 M2,5x6,0-08IP/10009243 6,0 M2,5 T08IP 1,211801441 M4,5X10,5-20IP/10013040 10,5 M4,5 T20IP 5,011807480 M2,0x4,3-06IP/10013332 4,3 M2,0 T06IP 0,711807484 M1,8x3,6-06IP/10013338 3,6 M1,8 T06IP 0,4
Ersa
tzte
ileTe
chni
sche
Info
rmat
ione
n
Ersatzteile
42
40
ø16
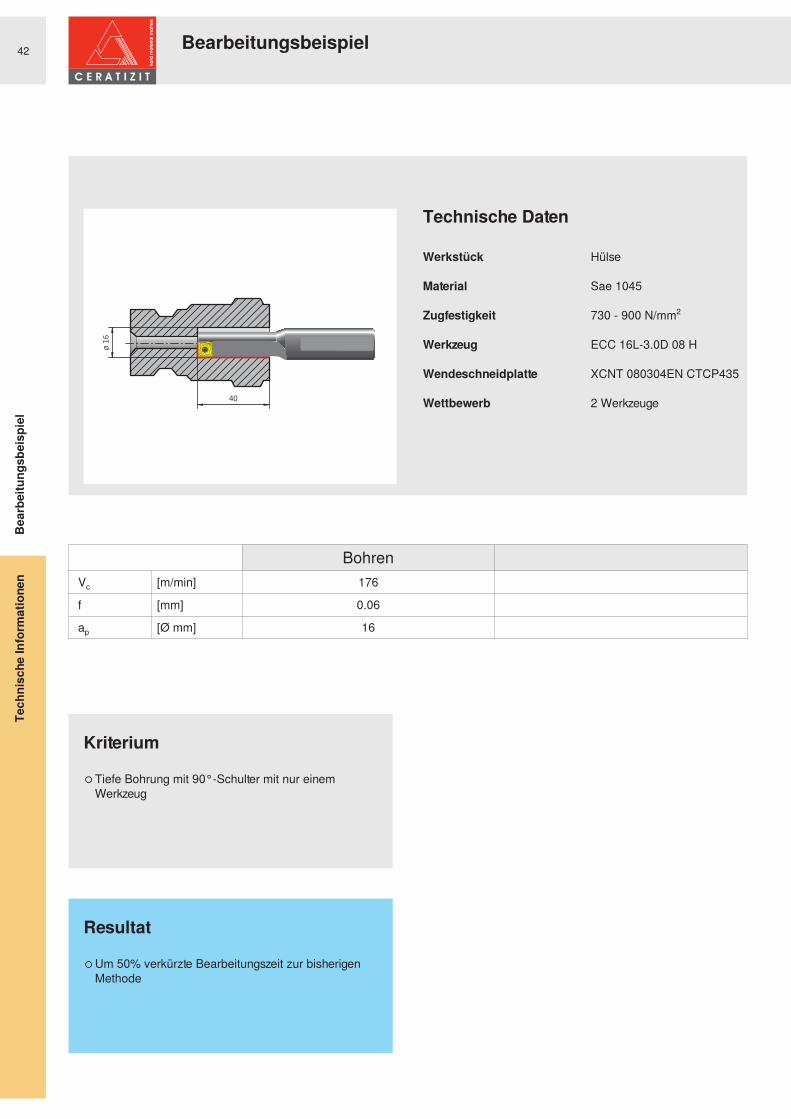
Vc [m/min] 176
f [mm] 0.06
ap [Ø mm] 16
Technische Daten
Werkstück
Material
Zugfestigkeit
Werkzeug
Wendeschneidplatte
Wettbewerb
Hülse
Sae 1045
730 - 900 N/mm2
ECC 16L-3.0D 08 H
XCNT 080304EN CTCP435
2 Werkzeuge
Kriterium
○TiefeBohrungmit90°-SchultermitnureinemWerkzeug
Resultat
○Um50%verkürzteBearbeitungszeitzurbisherigenMethode
Bohren
Bear
beitu
ngsb
eisp
iel
Tech
nisc
he In
form
atio
nen
Bearbeitungsbeispiel
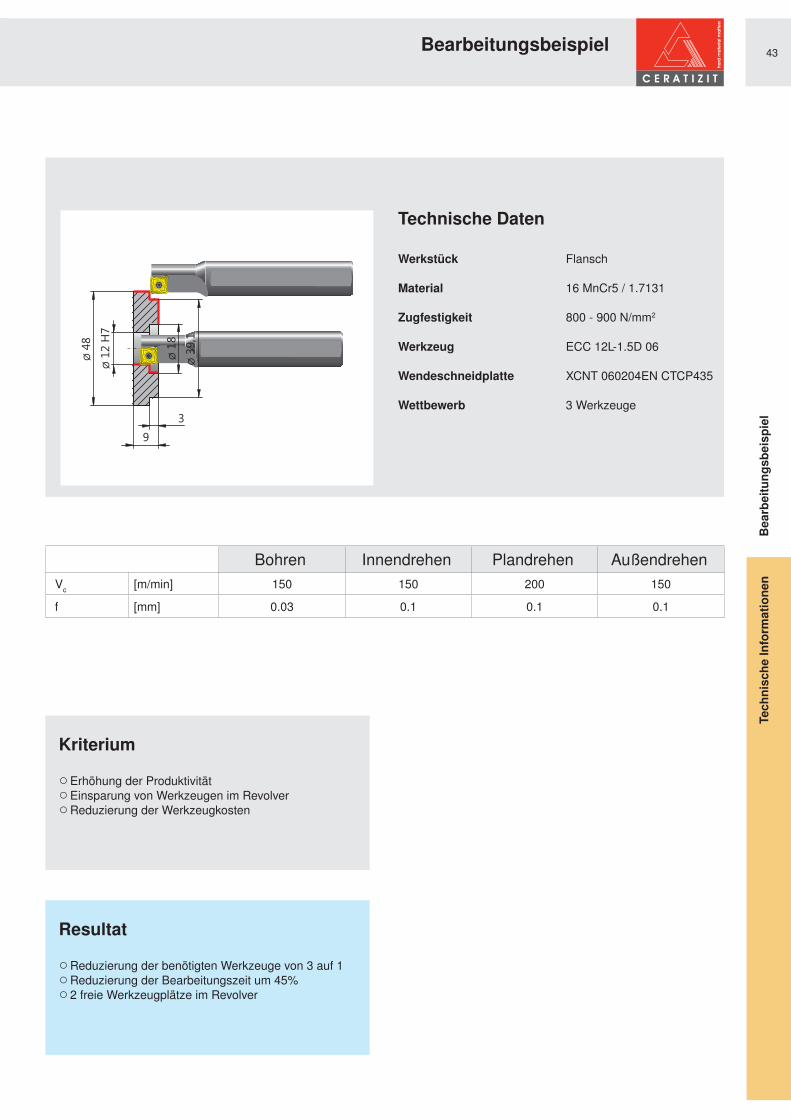
ø18
ø39,1
9
ø12 H
7
ø48
3
Vc [m/min] 150 150 200 150
f [mm] 0.03 0.1 0.1 0.1
43
ø18
ø39,1
9
ø12 H
7
ø48
3
Technische Daten
Werkstück
Material
Zugfestigkeit
Werkzeug
Wendeschneidplatte
Wettbewerb
Flansch
16 MnCr5 / 1.7131
800 - 900 N/mm2
ECC 12L-1.5D 06
XCNT 060204EN CTCP435
3 Werkzeuge
Kriterium
○ Erhöhung der Produktivität○ Einsparung von Werkzeugen im Revolver○ Reduzierung der Werkzeugkosten
Resultat
○ Reduzierung der benötigten Werkzeuge von 3 auf 1○ Reduzierung der Bearbeitungszeit um 45%○ 2 freie Werkzeugplätze im Revolver
Bohren Innendrehen Plandrehen Außendrehen
Tech
nisc
he In
form
atio
nen
Bearbeitungsbeispiel
Bea
rbei
tung
sbei
spie
l

Tech
nisc
he Ä
nder
unge
n, P
rodu
kt-v
er-
bess
erun
gen
vorb
ehal
ten.
MA-PRO-0181-DE-08/13-U
Stammwerk Luxemburg
CERATIZIT Luxembourg S. à r. l.Route de Holzem 101L-8232 MamerTel.: +352 312 085-1Fax: +352 311 911E-Mail: [email protected]
Ansprechpartner für diese Produkte
CERATIZIT Austria Gesellschaft m.b.H.A-6600 Reutte/TirolTel.: +43 5672 200-0Fax: +43 5672 200-502E-Mail: [email protected]