Embed Size (px)
Citation preview
UM ESTUDO DE TEMPOS E
DETERMINAÇÃO DE CAPACIDADE
PRODUTIVA EM UM PROCESSO DE
ENVASE DE AZEITONAS EM UMA
EMPRESA DE ALIMENTOS
Guilherme Freitas Coelho (UEPA)
Anne de Castro Bordalo (UEPA)
Endrew da Silva Pinheiro (UEPA)
Pedro Henrique Borges Petroli (UEPA)
luiza ramos nogueira (UEPA)
Este trabalho tem como objetivo aplicar um estudo de tempos
cronometrados e sintéticos na determinação e avaliação da capacidade
produtiva em uma empresa do ramo alimentício situada em Castanhal,
Pará. O estudo consiste em analisar o processso em que azeitonas são
envasadas em copos de 100g até o momento em que estes copos são
fechados em uma caixa, de maneira que os fatores de ritmo e de fadiga
dos operadores foram avaliados para se determinar um tempo padrão
para o processo. Após o cálculo dos tempos e da análise do gargalo
das operações determinou-se a capacidade total e por fim melhorias
foram sugeridas.
Palavras-chaves: Estudo de tempos, capacidade produtiva, tempos
sintéticos, teoria das restrições, indústria de alimentos
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
Importadores investem no Brasil, em média cerca de 600 milhões de reais para abastecer o
mercado nacional com 50 mil toneladas de azeite e 35 mil toneladas de azeitonas anualmente.
O Brasil é o sétimo maior importador mundial desses produtos, principalmente de países
como Argentina, Peru, Chile, Espanha e Portugal.
Tendo como contexto a constante presença e importância destes produtos na mesa do
brasileiro, as empresas devem procurar sempre atender as exigências do mercado, como por
exemplo, qualidade do produto aliado ao baixo custo. Para isso alguns pontos devem ser
considerados como, produção enxuta, diminuição de perdas e desperdícios no processo
produtivo, entre outros.
Uma das ferramentas disponíveis para o estudo de um processo produtivo, tempo de produção
e métodos de trabalho, é o Estudo de Tempos e Movimentos. Peinado e Graeml (2007) dizem
que o estudo de tempos é uma forma de mensurar o trabalho por meio de métodos estatísticos,
permitindo calcular o tempo padrão que é utilizado para determinar a capacidade produtiva da
empresa.
O objetivo deste trabalho realizado em uma empresa do ramo de alimentos em Castanhal,
Pará, foi calcular o tempo padrão da linha de produção do envase de azeitonas, produto de
grande procura no mercado e, assim, fazer uma análise da capacidade produtiva e sugerir
possíveis melhorias no processo.
2. Referencial Teórico
O estudo de tempos é usado para se determinar o tempo necessário para uma pessoa
qualificada e bem treinada, trabalhando em ritmo normal, executar uma tarefa especificada. O
resultado deste estudo é chamado de tempo padrão para a operação. Embora o estudo de
tempos tenha sua maior aplicação na determinação dos tempos padrão a serem usados na
definição de um plano de incentivos, também é usado para estabelecer programações e
planejar o trabalho, determinar custos-padrão, auxiliar o preparo de orçamentos, determinar a
eficiência do maquinário, entre outros (BARNES, 1977).
2.1. Amostragem
O estudo de tempos é geralmente conduzido através de cronometragens no local de trabalho
ou analisando gravações em fitas de vídeo. Utilizando o procedimento, o trabalho ou tarefas,
que estão sendo analisadas, são separadas em partes ou elementos mensuráveis, e cada
elemento é cronometrado individualmente. Após um determinado número de repetições, é
calculada a média dos tempos coletados. Os tempos médios para cada elemento são somados,
e o resultado é o tempo de execução do operador (DAVIS, 2001).
Segundo Barnes (1977) o tempo requerido à execução dos elementos de uma operação varia
ligeiramente de ciclo para ciclo, e essas variações podem resultar de diferenças na posição das
peças e ferramentas usadas pelo operador, de variações na leitura do cronômetro e em
diferenças possíveis na determinação do ponto exato de término da operação. Como o estudo
de tempos é um processo de amostragem, consequentemente quanto maior o número de ciclos
cronometrados tanto mais representativos serão os resultados obtidos para a atividade em
estudo. Para determinar o número de ciclos efetivos que devem ser cronometrados, utiliza-se a
seguinte equação, que tem como base um número de cronometragens preliminar.
3
22
/2' .N X XZ
Ne X
(1)
Onde Zα/2 é o número de desvios padrões a partir da média da distribuição normal padronizada
para um nível de confiança igual a 100(1- )%, e é o erro relativo, X é o tempo cronometrado,
N é o tamanho da amostra cronometrada e N’ o número de ciclos efetivos.
Outra maneira eficaz e tecnicamente correta de verificarmos a validade do conjunto de
amostras é utilizar os gráficos de controle de qualidade. Segundo Martins (2002) todas as
cronometragens tidas como válidas devem ser verificadas estabelecendo-se um gráfico de
controle para as médias e um gráfico de controle para as amplitudes (desvios padrão) das
amostras cronometradas. Caso alguma amostra apresente um resultado fora dos limites de
controle de um dos gráficos, as cronometragens daquela amostra serão descartadas.
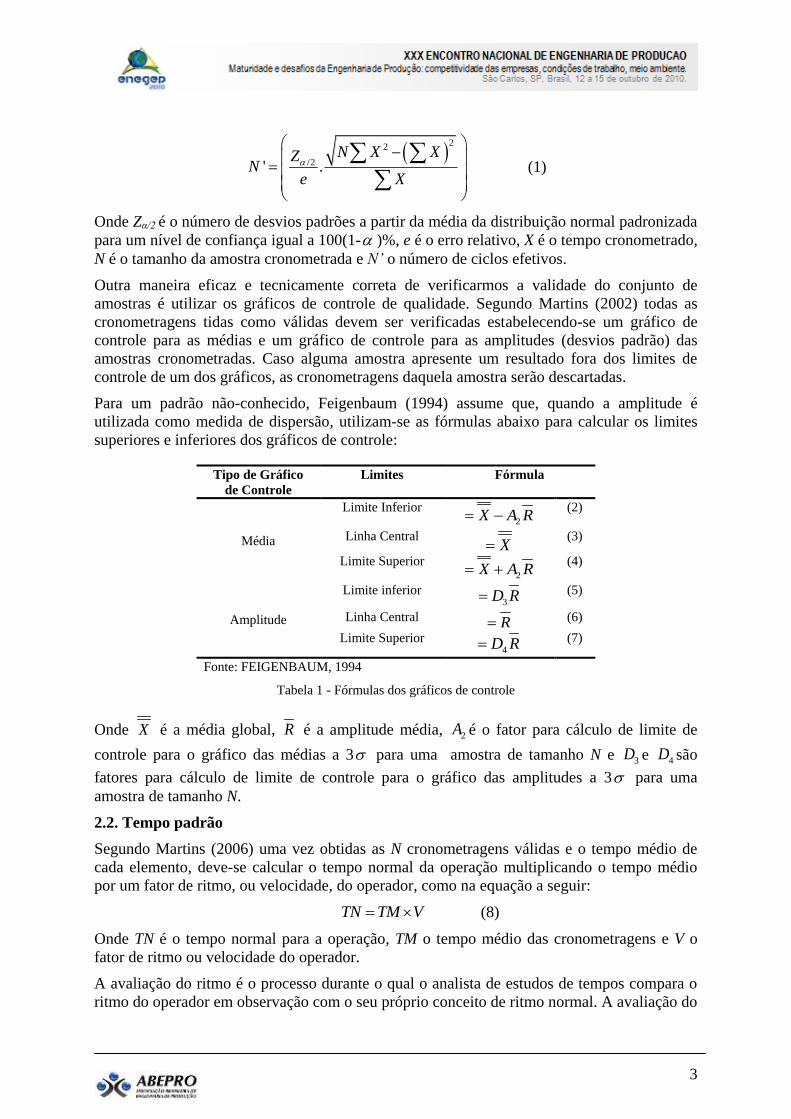
Para um padrão não-conhecido, Feigenbaum (1994) assume que, quando a amplitude é
utilizada como medida de dispersão, utilizam-se as fórmulas abaixo para calcular os limites
superiores e inferiores dos gráficos de controle:
Tipo de Gráfico
de Controle
Limites Fórmula
Média
Limite Inferior 2X A R
(2)
Linha Central X
(3)
Limite Superior 2X A R
(4)
Amplitude
Limite inferior 3D R
(5)
Linha Central R (6)
Limite Superior 4D R
(7)
Fonte: FEIGENBAUM, 1994
Tabela 1 - Fórmulas dos gráficos de controle
Onde X é a média global, R é a amplitude média, 2A é o fator para cálculo de limite de
controle para o gráfico das médias a 3 para uma amostra de tamanho N e 3D e 4D são
fatores para cálculo de limite de controle para o gráfico das amplitudes a 3 para uma
amostra de tamanho N.
2.2. Tempo padrão
Segundo Martins (2006) uma vez obtidas as N cronometragens válidas e o tempo médio de
cada elemento, deve-se calcular o tempo normal da operação multiplicando o tempo médio
por um fator de ritmo, ou velocidade, do operador, como na equação a seguir:
TN TM V (8)
Onde TN é o tempo normal para a operação, TM o tempo médio das cronometragens e V o
fator de ritmo ou velocidade do operador.
A avaliação do ritmo é o processo durante o qual o analista de estudos de tempos compara o
ritmo do operador em observação com o seu próprio conceito de ritmo normal. A avaliação do
4
ritmo depende do julgamento pessoal do analista, e infelizmente não há maneira alguma de se
estabelecer um tempo padrão para uma operação sem esta análise subjetiva. Vários sistemas
são empregados para avaliar o ritmo, entretanto para o desenvolvimento deste trabalho será
empregado o Sistema Westinghouse para avaliação do ritmo (BARNES, 1977).
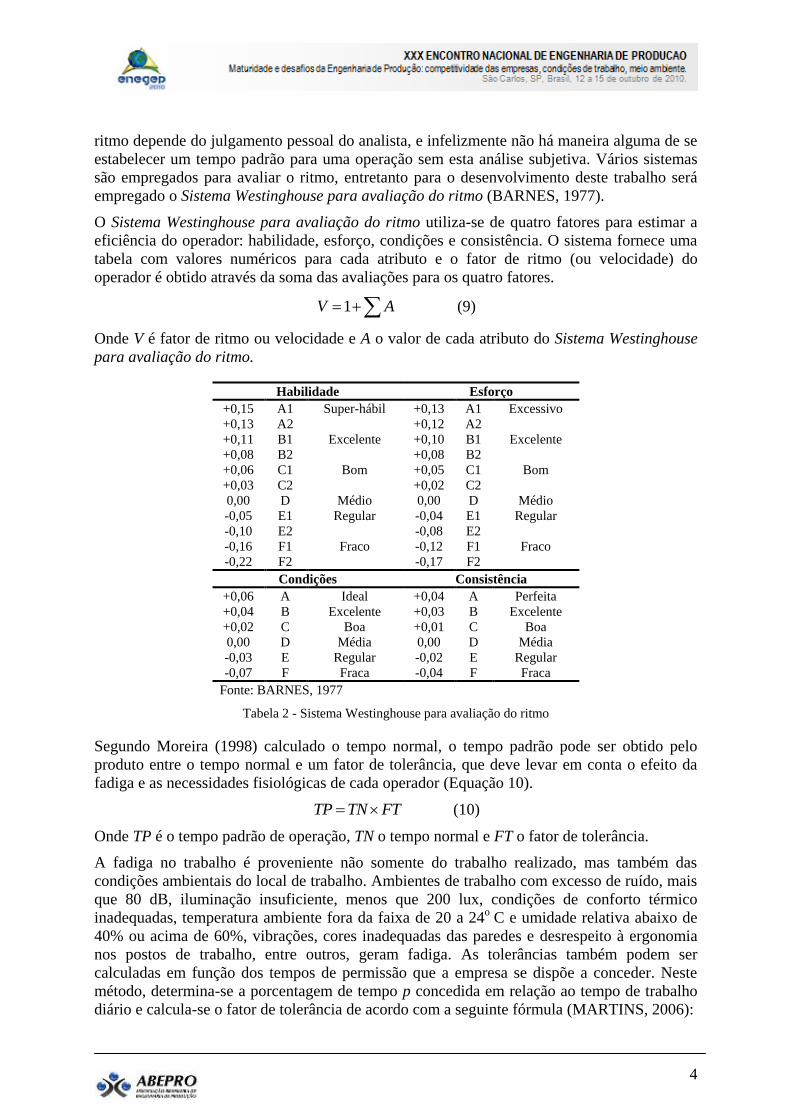
O Sistema Westinghouse para avaliação do ritmo utiliza-se de quatro fatores para estimar a
eficiência do operador: habilidade, esforço, condições e consistência. O sistema fornece uma
tabela com valores numéricos para cada atributo e o fator de ritmo (ou velocidade) do
operador é obtido através da soma das avaliações para os quatro fatores.
1V A (9)
Onde V é fator de ritmo ou velocidade e A o valor de cada atributo do Sistema Westinghouse
para avaliação do ritmo.
Habilidade Esforço
+0,15 A1 Super-hábil +0,13 A1 Excessivo
+0,13 A2 +0,12 A2
+0,11 B1 Excelente +0,10 B1 Excelente
+0,08 B2 +0,08 B2
+0,06 C1 Bom +0,05 C1 Bom
+0,03 C2 +0,02 C2
0,00 D Médio 0,00 D Médio
-0,05 E1 Regular -0,04 E1 Regular
-0,10 E2 -0,08 E2
-0,16 F1 Fraco -0,12 F1 Fraco
-0,22 F2 -0,17 F2
Condições Consistência
+0,06 A Ideal +0,04 A Perfeita
+0,04 B Excelente +0,03 B Excelente
+0,02 C Boa +0,01 C Boa
0,00 D Média 0,00 D Média
-0,03 E Regular -0,02 E Regular
-0,07 F Fraca -0,04 F Fraca
Fonte: BARNES, 1977
Tabela 2 - Sistema Westinghouse para avaliação do ritmo
Segundo Moreira (1998) calculado o tempo normal, o tempo padrão pode ser obtido pelo
produto entre o tempo normal e um fator de tolerância, que deve levar em conta o efeito da
fadiga e as necessidades fisiológicas de cada operador (Equação 10).
TP TN FT (10)
Onde TP é o tempo padrão de operação, TN o tempo normal e FT o fator de tolerância.
A fadiga no trabalho é proveniente não somente do trabalho realizado, mas também das
condições ambientais do local de trabalho. Ambientes de trabalho com excesso de ruído, mais
que 80 dB, iluminação insuficiente, menos que 200 lux, condições de conforto térmico
inadequadas, temperatura ambiente fora da faixa de 20 a 24o
C e umidade relativa abaixo de
40% ou acima de 60%, vibrações, cores inadequadas das paredes e desrespeito à ergonomia
nos postos de trabalho, entre outros, geram fadiga. As tolerâncias também podem ser
calculadas em função dos tempos de permissão que a empresa se dispõe a conceder. Neste
método, determina-se a porcentagem de tempo p concedida em relação ao tempo de trabalho
diário e calcula-se o fator de tolerância de acordo com a seguinte fórmula (MARTINS, 2006):
5
1
1FT
p
(11)
Onde FT é o fator de tolerância e p a proporção de tempo concedido em relação ao tempo de
trabalho diário.
2.3. Tempos sintéticos
Com os tempos padrões devidamente calculados pelo método acima, uma boa maneira de
comparar os dados é utilizar as tabelas de tempos sintéticos ou pré-determinados. Martins
(2006) afirma que a maior vantagem dos tempos sintéticos em relação às cronometragens é a
possibilidade de calcular um tempo padrão de um trabalho ainda não iniciado, entretanto a
utilização dos diversos sistemas de tempos sintéticos, hoje em dia, está diretamente ligada a
verificação dos tempos padrões obtidos por cronometragem direta.
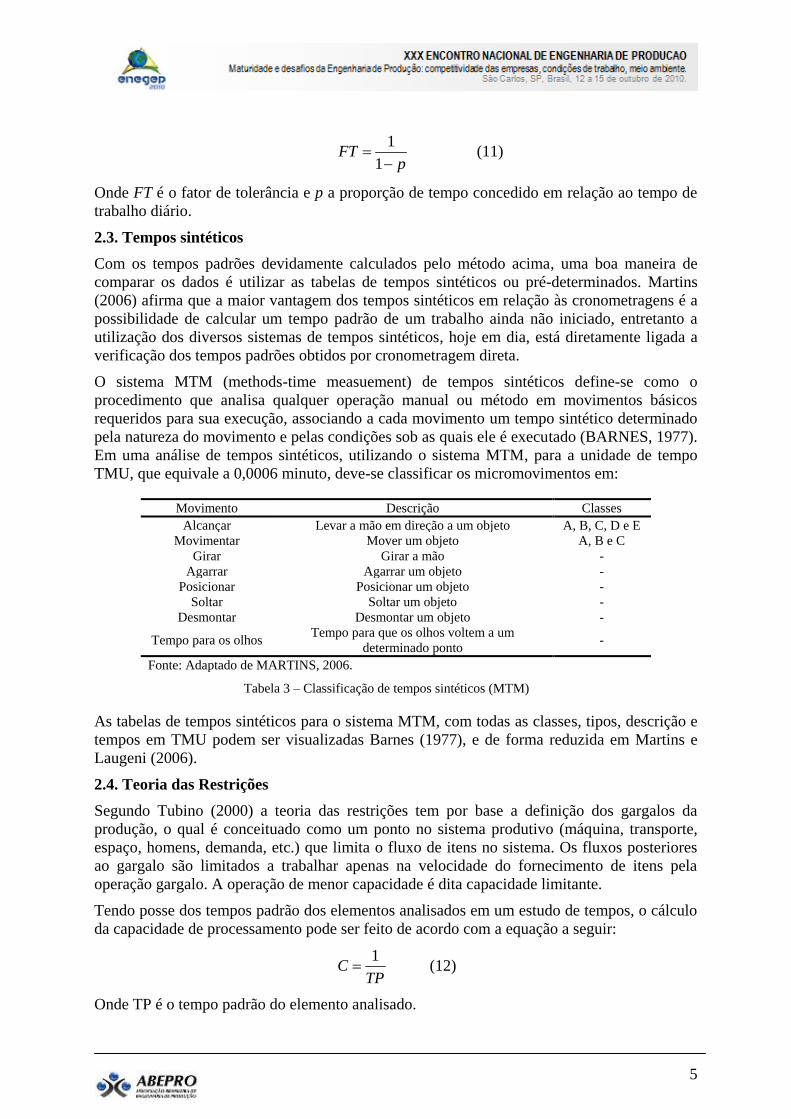
O sistema MTM (methods-time measuement) de tempos sintéticos define-se como o
procedimento que analisa qualquer operação manual ou método em movimentos básicos
requeridos para sua execução, associando a cada movimento um tempo sintético determinado
pela natureza do movimento e pelas condições sob as quais ele é executado (BARNES, 1977).
Em uma análise de tempos sintéticos, utilizando o sistema MTM, para a unidade de tempo
TMU, que equivale a 0,0006 minuto, deve-se classificar os micromovimentos em:
Movimento Descrição Classes
Alcançar Levar a mão em direção a um objeto A, B, C, D e E
Movimentar Mover um objeto A, B e C
Girar Girar a mão -
Agarrar Agarrar um objeto -
Posicionar Posicionar um objeto -
Soltar Soltar um objeto -
Desmontar Desmontar um objeto -
Tempo para os olhos Tempo para que os olhos voltem a um
determinado ponto -
Fonte: Adaptado de MARTINS, 2006.
Tabela 3 – Classificação de tempos sintéticos (MTM)
As tabelas de tempos sintéticos para o sistema MTM, com todas as classes, tipos, descrição e
tempos em TMU podem ser visualizadas Barnes (1977), e de forma reduzida em Martins e
Laugeni (2006).
2.4. Teoria das Restrições
Segundo Tubino (2000) a teoria das restrições tem por base a definição dos gargalos da
produção, o qual é conceituado como um ponto no sistema produtivo (máquina, transporte,
espaço, homens, demanda, etc.) que limita o fluxo de itens no sistema. Os fluxos posteriores
ao gargalo são limitados a trabalhar apenas na velocidade do fornecimento de itens pela
operação gargalo. A operação de menor capacidade é dita capacidade limitante.
Tendo posse dos tempos padrão dos elementos analisados em um estudo de tempos, o cálculo
da capacidade de processamento pode ser feito de acordo com a equação a seguir:
1C
TP (12)
Onde TP é o tempo padrão do elemento analisado.
6
Três importantes enunciados por Tubino (2000) da Teoria das Restrições utilizados neste
trabalho são:
a) O fluxo produtivo sempre estará limitado por um recurso (interno ou externo) gargalo, de
nada adiantando programar um recurso não-gargalo para produzir 100% de sua
capacidade;
b) Uma hora perdida num recurso gargalo é um hora perdida em todo o sistema produtivo;
c) Uma hora ganha num recurso não gargalo não representa nada.
3. Metodologia
Para efetuar o estudo de tempos na empresa, foram feitas visitas para avaliar e identificar qual
a operação mais viável para o trabalho. Os dados técnicos da operação, as características do
processo e o arranjo físico da operação foram, então, registrados por meio de filmagem e
fotografia. Através da construção de fluxogramas foi possível identificar o fluxo do processo
bem como os possíveis gargalos e problemas durante a atividade produtiva.
De posse destas informações, as tarefas foram divididas em elementos, de modo a constituir
um ciclo completo de trabalho. Cada um desses elementos deve representar uma sequência
distinta e sendo caracterizados antes do início das cronometragens.
A coleta de tempos pôde, então, ser efetuada registrando cada cronometragem de acordo com
o elemento analisado. As cronometragens foram feitas no segundo dia de visita e foram
coletadas duas amostras pela manhã e duas pela tarde.
A partir dos dados coletados foi efetuado o Estudo de Tempos seguindo os seguintes passos:
a) Calculou-se o número de ciclos efetivos de cronometragens para cada operação;
b) As amostras foram validadas com a utilização dos gráficos de controle;
c) O ritmo do operador foi calculado utilizando o Sistema Westinghouse para avaliação de
ritmo, definindo cada atributo de acordo com a eficiência média da pessoa em um dia de
trabalho;
d) Calculou-se o fator de tolerância;
e) Calculou-se o tempo padrão de cada elemento.
De posse dos tempos padrões, identificou-se o elemento que representa a capacidade limitante
do processo pela teoria das restrições e, para realizar uma comparação, foi efetuado o estudo
dos tempos sintéticos para o mesmo elemento. Ao final do trabalho, realizou-se a análise dos
resultados e sugestões de melhorias foram feitas.
4. Estudo de Caso
A empresa estudada é situada as margens da rodovia BR-316 na cidade de Castanhal (PA) a
70 km da capital do Estado. Seu parque industrial ocupa uma área de 100 mil m² em
estruturas com linhas de produção verticalizadas. A empresa tem um mix de mais de 400 itens
que vão do condimento mais elementar ao suprimento energético, além de produtos mais
sofisticados, como: amaciante de carnes, molhos prontos para salada, palmito, massas etc.
4.1. Descrição do processo
O item escolhido para o estudo foi a azeitona verde inteira contida em copos de vidro de
100g, pois é um dos que possui classificação A na curva ABC da empresa, sendo comprada
da Argentina e chegando à empresa em bambonas conservadas em salmoura.
7
Após a lavagem, a azeitona é estocada temporariamente em um tanque para ser levado até as
bandejas dos funcionários, que devem colocá-las nos copos de vidro. Duas pessoas enchem o
copo de vidro com azeitonas que se encontram nas bandejas à sua frente, colocando-os ao
lado para posterior inspeção de peso.
Outro funcionário confere o peso dos copos e faz as correções necessárias, adicionando ou
reduzindo o número de azeitonas no copo para completar 100 gramas e depois os deixa na
bancada ao seu lado.
Um colaborador arrasta os copos com azeitonas de uma extremidade à outra da bancada,
então o funcionário seguinte adiciona salmoura aos copos. Outro operador segura o copo e
dispõe o mesmo em um plano inclinado, para nivelar a salmoura, derramando o excesso.
Em seguida, uma pessoa coloca a tampa no copo que se encontra no plano inclinado e passa-o
ao trabalhador seguinte, que fecha a tampa na máquina de vapor e deposita o copo, ainda
quente, em um cesto dentro de um tanque de água fria ao seu lado para resfriamento dos
copos.
Quando o cesto está satisfatoriamente cheio, ele é retirado por outro colaborador colocando os
copos um a um na esteira automática. Ao percorrer a esteira, o copo é secado e, em seguida, é
impresso no mesmo a data de validade e o lote de fabricação. No final da esteira, uma pessoa
aguarda pelos copos e coloca-os na caixa, que deve conter 24 copos no total. Então,
finalizando o processo, a caixa é fechada e lacrada por outro colaborador e depositada no
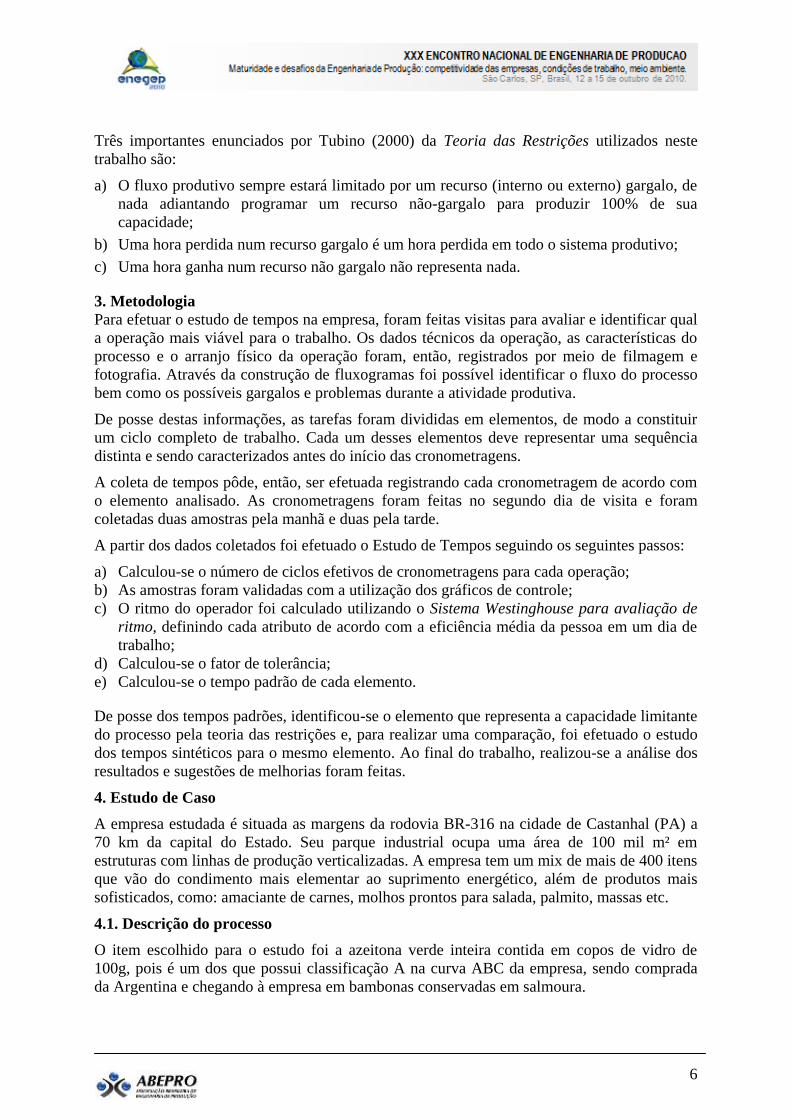
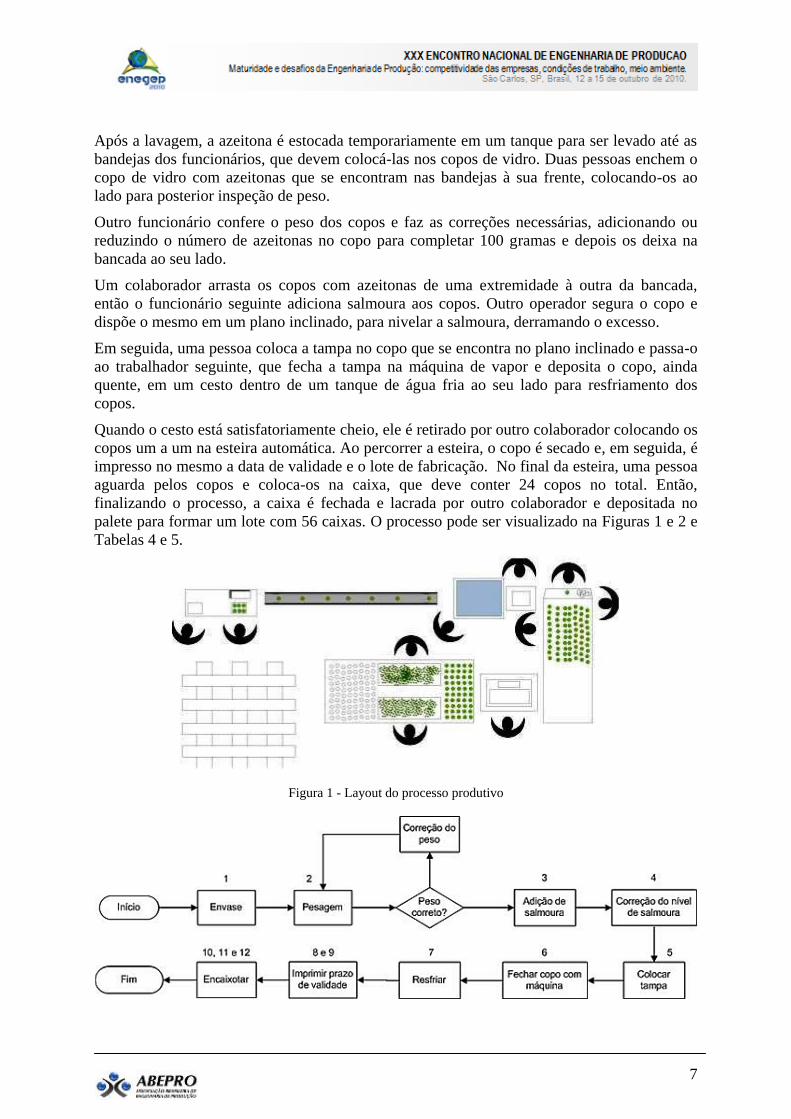
palete para formar um lote com 56 caixas. O processo pode ser visualizado na Figuras 1 e 2 e
Tabelas 4 e 5.
Figura 1 - Layout do processo produtivo
8
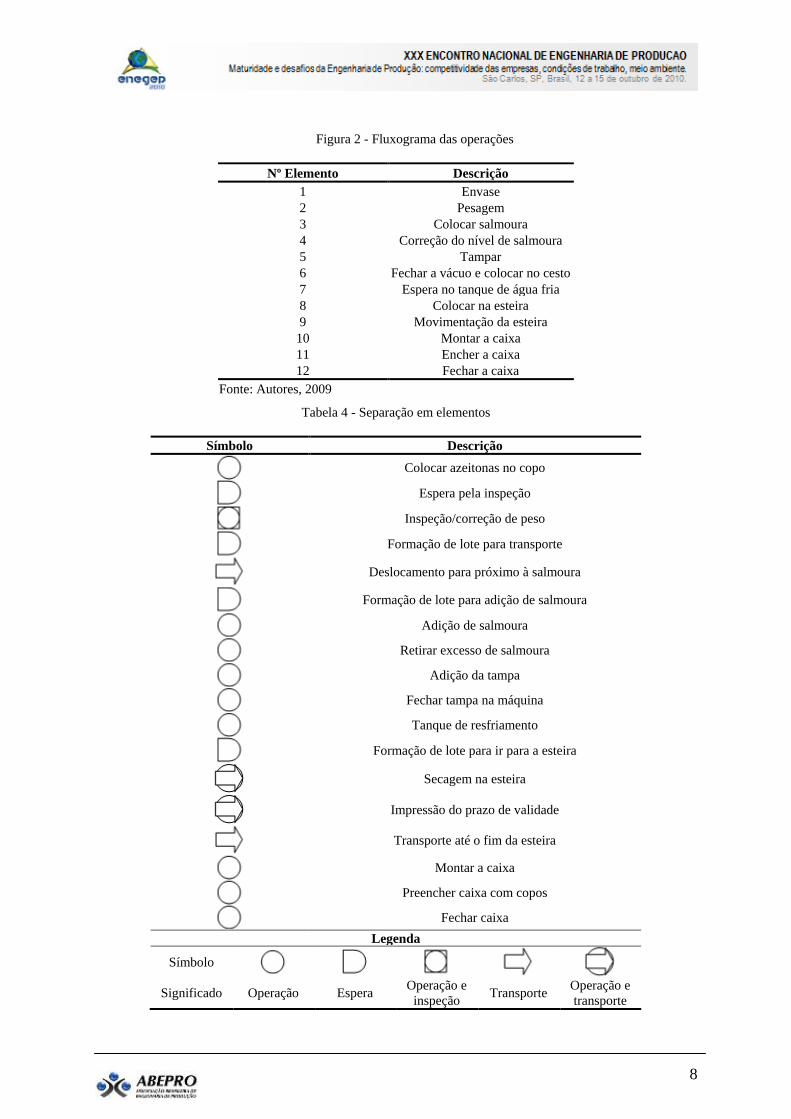
Figura 2 - Fluxograma das operações
Nº Elemento Descrição
1 Envase
2 Pesagem
3 Colocar salmoura
4 Correção do nível de salmoura
5 Tampar
6 Fechar a vácuo e colocar no cesto
7 Espera no tanque de água fria
8 Colocar na esteira
9 Movimentação da esteira
10 Montar a caixa
11 Encher a caixa
12 Fechar a caixa
Fonte: Autores, 2009
Tabela 4 - Separação em elementos
Símbolo Descrição
Colocar azeitonas no copo
Espera pela inspeção
Inspeção/correção de peso
Formação de lote para transporte
Deslocamento para próximo à salmoura
Formação de lote para adição de salmoura
Adição de salmoura
Retirar excesso de salmoura
Adição da tampa
Fechar tampa na máquina
Tanque de resfriamento
Formação de lote para ir para a esteira
Secagem na esteira
Impressão do prazo de validade
Transporte até o fim da esteira
Montar a caixa
Preencher caixa com copos
Fechar caixa
Legenda
Símbolo
Significado Operação Espera Operação e
inspeção Transporte
Operação e
transporte
9
Fonte: Autores, 2009
Tabela 5 - Fluxo do processo produtivo
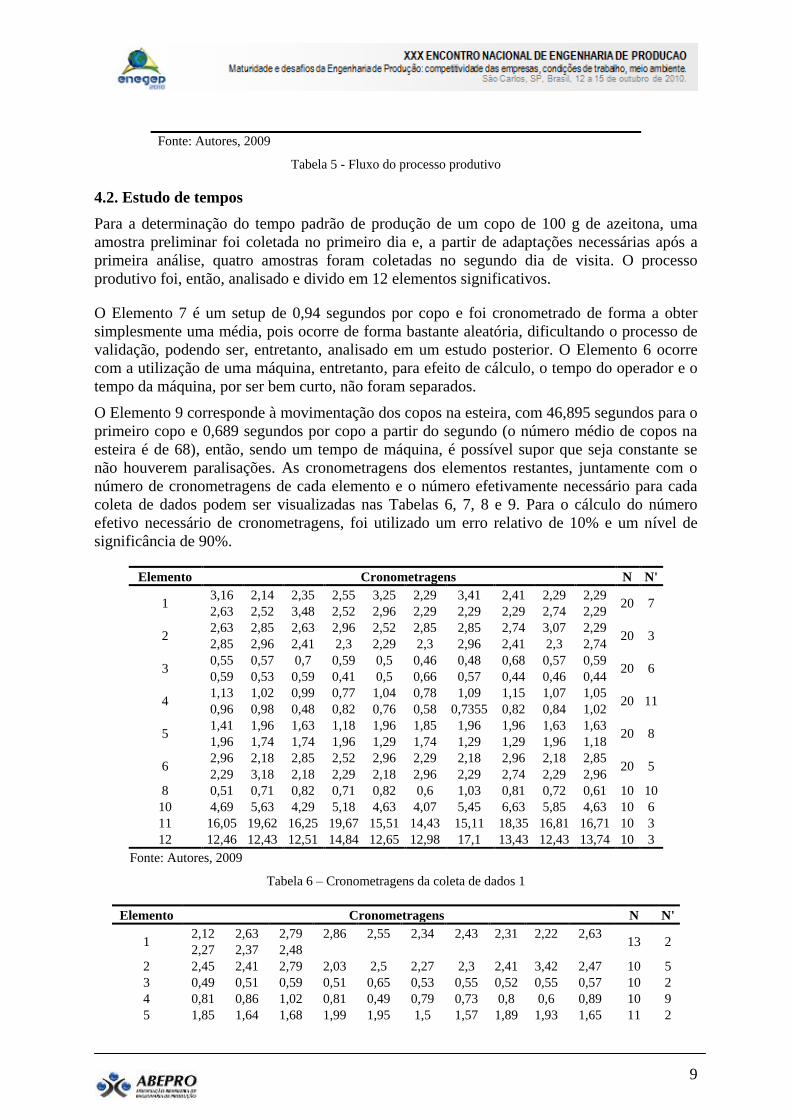
4.2. Estudo de tempos
Para a determinação do tempo padrão de produção de um copo de 100 g de azeitona, uma
amostra preliminar foi coletada no primeiro dia e, a partir de adaptações necessárias após a
primeira análise, quatro amostras foram coletadas no segundo dia de visita. O processo
produtivo foi, então, analisado e divido em 12 elementos significativos.
O Elemento 7 é um setup de 0,94 segundos por copo e foi cronometrado de forma a obter
simplesmente uma média, pois ocorre de forma bastante aleatória, dificultando o processo de
validação, podendo ser, entretanto, analisado em um estudo posterior. O Elemento 6 ocorre
com a utilização de uma máquina, entretanto, para efeito de cálculo, o tempo do operador e o
tempo da máquina, por ser bem curto, não foram separados.
O Elemento 9 corresponde à movimentação dos copos na esteira, com 46,895 segundos para o
primeiro copo e 0,689 segundos por copo a partir do segundo (o número médio de copos na
esteira é de 68), então, sendo um tempo de máquina, é possível supor que seja constante se
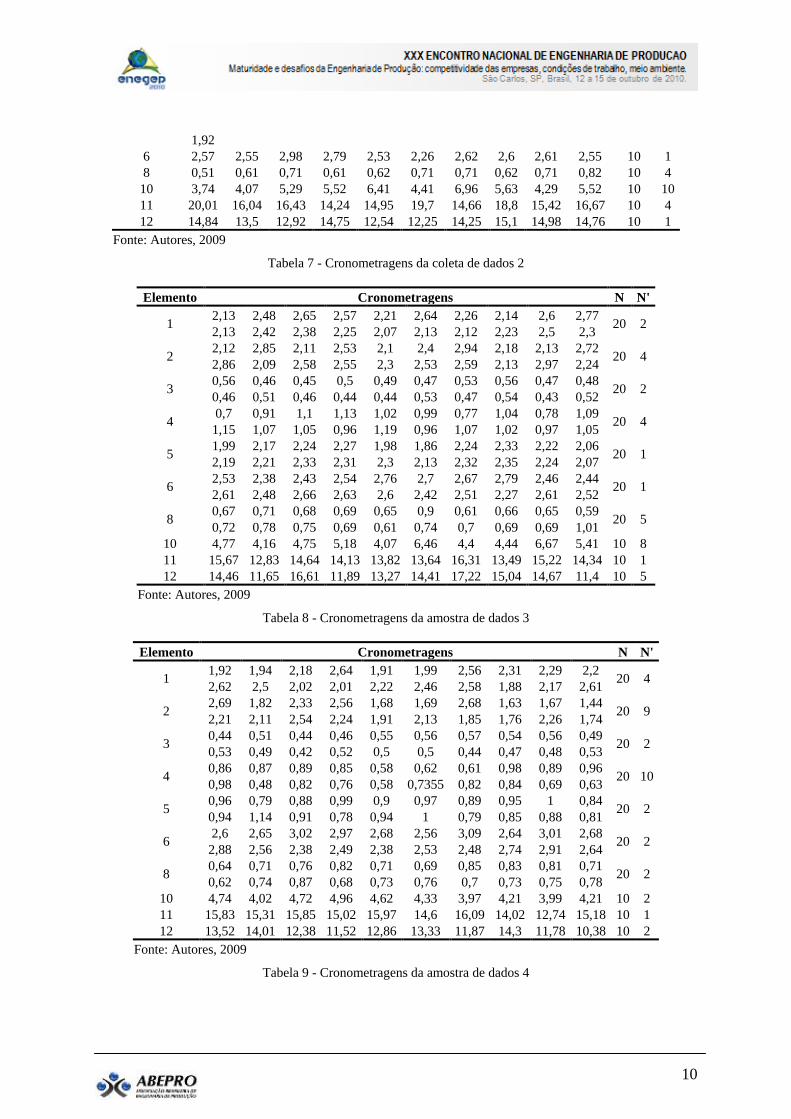
não houverem paralisações. As cronometragens dos elementos restantes, juntamente com o
número de cronometragens de cada elemento e o número efetivamente necessário para cada
coleta de dados podem ser visualizadas nas Tabelas 6, 7, 8 e 9. Para o cálculo do número
efetivo necessário de cronometragens, foi utilizado um erro relativo de 10% e um nível de
significância de 90%.
Elemento Cronometragens N N'
1 3,16 2,14 2,35 2,55 3,25 2,29 3,41 2,41 2,29 2,29
20 7 2,63 2,52 3,48 2,52 2,96 2,29 2,29 2,29 2,74 2,29
2 2,63 2,85 2,63 2,96 2,52 2,85 2,85 2,74 3,07 2,29
20 3 2,85 2,96 2,41 2,3 2,29 2,3 2,96 2,41 2,3 2,74
3 0,55 0,57 0,7 0,59 0,5 0,46 0,48 0,68 0,57 0,59
20 6 0,59 0,53 0,59 0,41 0,5 0,66 0,57 0,44 0,46 0,44
4 1,13 1,02 0,99 0,77 1,04 0,78 1,09 1,15 1,07 1,05
20 11 0,96 0,98 0,48 0,82 0,76 0,58 0,7355 0,82 0,84 1,02
5 1,41 1,96 1,63 1,18 1,96 1,85 1,96 1,96 1,63 1,63
20 8 1,96 1,74 1,74 1,96 1,29 1,74 1,29 1,29 1,96 1,18
6 2,96 2,18 2,85 2,52 2,96 2,29 2,18 2,96 2,18 2,85
20 5 2,29 3,18 2,18 2,29 2,18 2,96 2,29 2,74 2,29 2,96
8 0,51 0,71 0,82 0,71 0,82 0,6 1,03 0,81 0,72 0,61 10 10
10 4,69 5,63 4,29 5,18 4,63 4,07 5,45 6,63 5,85 4,63 10 6
11 16,05 19,62 16,25 19,67 15,51 14,43 15,11 18,35 16,81 16,71 10 3
12 12,46 12,43 12,51 14,84 12,65 12,98 17,1 13,43 12,43 13,74 10 3
Fonte: Autores, 2009
Tabela 6 – Cronometragens da coleta de dados 1
Elemento Cronometragens N N'
1 2,12 2,63 2,79 2,86 2,55 2,34 2,43 2,31 2,22 2,63
13 2 2,27 2,37 2,48
2 2,45 2,41 2,79 2,03 2,5 2,27 2,3 2,41 3,42 2,47 10 5
3 0,49 0,51 0,59 0,51 0,65 0,53 0,55 0,52 0,55 0,57 10 2
4 0,81 0,86 1,02 0,81 0,49 0,79 0,73 0,8 0,6 0,89 10 9
5 1,85 1,64 1,68 1,99 1,95 1,5 1,57 1,89 1,93 1,65 11 2
10
1,92
6 2,57 2,55 2,98 2,79 2,53 2,26 2,62 2,6 2,61 2,55 10 1
8 0,51 0,61 0,71 0,61 0,62 0,71 0,71 0,62 0,71 0,82 10 4
10 3,74 4,07 5,29 5,52 6,41 4,41 6,96 5,63 4,29 5,52 10 10
11 20,01 16,04 16,43 14,24 14,95 19,7 14,66 18,8 15,42 16,67 10 4
12 14,84 13,5 12,92 14,75 12,54 12,25 14,25 15,1 14,98 14,76 10 1
Fonte: Autores, 2009
Tabela 7 - Cronometragens da coleta de dados 2
Elemento Cronometragens N N'
1 2,13 2,48 2,65 2,57 2,21 2,64 2,26 2,14 2,6 2,77
20 2 2,13 2,42 2,38 2,25 2,07 2,13 2,12 2,23 2,5 2,3
2 2,12 2,85 2,11 2,53 2,1 2,4 2,94 2,18 2,13 2,72
20 4 2,86 2,09 2,58 2,55 2,3 2,53 2,59 2,13 2,97 2,24
3 0,56 0,46 0,45 0,5 0,49 0,47 0,53 0,56 0,47 0,48
20 2 0,46 0,51 0,46 0,44 0,44 0,53 0,47 0,54 0,43 0,52
4 0,7 0,91 1,1 1,13 1,02 0,99 0,77 1,04 0,78 1,09
20 4 1,15 1,07 1,05 0,96 1,19 0,96 1,07 1,02 0,97 1,05
5 1,99 2,17 2,24 2,27 1,98 1,86 2,24 2,33 2,22 2,06
20 1 2,19 2,21 2,33 2,31 2,3 2,13 2,32 2,35 2,24 2,07
6 2,53 2,38 2,43 2,54 2,76 2,7 2,67 2,79 2,46 2,44
20 1 2,61 2,48 2,66 2,63 2,6 2,42 2,51 2,27 2,61 2,52
8 0,67 0,71 0,68 0,69 0,65 0,9 0,61 0,66 0,65 0,59
20 5 0,72 0,78 0,75 0,69 0,61 0,74 0,7 0,69 0,69 1,01
10 4,77 4,16 4,75 5,18 4,07 6,46 4,4 4,44 6,67 5,41 10 8
11 15,67 12,83 14,64 14,13 13,82 13,64 16,31 13,49 15,22 14,34 10 1
12 14,46 11,65 16,61 11,89 13,27 14,41 17,22 15,04 14,67 11,4 10 5
Fonte: Autores, 2009
Tabela 8 - Cronometragens da amostra de dados 3
Elemento Cronometragens N N'
1 1,92 1,94 2,18 2,64 1,91 1,99 2,56 2,31 2,29 2,2
20 4 2,62 2,5 2,02 2,01 2,22 2,46 2,58 1,88 2,17 2,61
2 2,69 1,82 2,33 2,56 1,68 1,69 2,68 1,63 1,67 1,44
20 9 2,21 2,11 2,54 2,24 1,91 2,13 1,85 1,76 2,26 1,74
3 0,44 0,51 0,44 0,46 0,55 0,56 0,57 0,54 0,56 0,49
20 2 0,53 0,49 0,42 0,52 0,5 0,5 0,44 0,47 0,48 0,53
4 0,86 0,87 0,89 0,85 0,58 0,62 0,61 0,98 0,89 0,96
20 10 0,98 0,48 0,82 0,76 0,58 0,7355 0,82 0,84 0,69 0,63
5 0,96 0,79 0,88 0,99 0,9 0,97 0,89 0,95 1 0,84
20 2 0,94 1,14 0,91 0,78 0,94 1 0,79 0,85 0,88 0,81
6 2,6 2,65 3,02 2,97 2,68 2,56 3,09 2,64 3,01 2,68
20 2 2,88 2,56 2,38 2,49 2,38 2,53 2,48 2,74 2,91 2,64
8 0,64 0,71 0,76 0,82 0,71 0,69 0,85 0,83 0,81 0,71
20 2 0,62 0,74 0,87 0,68 0,73 0,76 0,7 0,73 0,75 0,78
10 4,74 4,02 4,72 4,96 4,62 4,33 3,97 4,21 3,99 4,21 10 2
11 15,83 15,31 15,85 15,02 15,97 14,6 16,09 14,02 12,74 15,18 10 1
12 13,52 14,01 12,38 11,52 12,86 13,33 11,87 14,3 11,78 10,38 10 2
Fonte: Autores, 2009
Tabela 9 - Cronometragens da amostra de dados 4
11
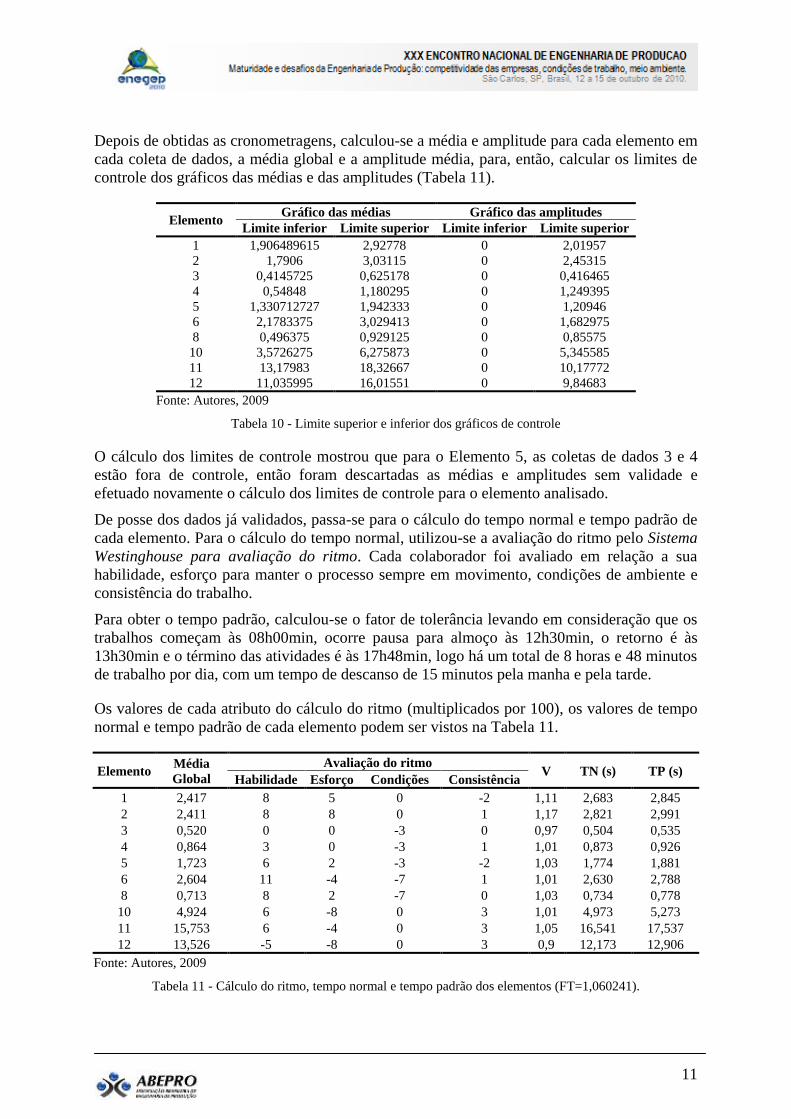
Depois de obtidas as cronometragens, calculou-se a média e amplitude para cada elemento em
cada coleta de dados, a média global e a amplitude média, para, então, calcular os limites de
controle dos gráficos das médias e das amplitudes (Tabela 11).
Elemento Gráfico das médias Gráfico das amplitudes
Limite inferior Limite superior Limite inferior Limite superior
1 1,906489615 2,92778 0 2,01957
2 1,7906 3,03115 0 2,45315
3 0,4145725 0,625178 0 0,416465
4 0,54848 1,180295 0 1,249395
5 1,330712727 1,942333 0 1,20946
6 2,1783375 3,029413 0 1,682975
8 0,496375 0,929125 0 0,85575
10 3,5726275 6,275873 0 5,345585
11 13,17983 18,32667 0 10,17772
12 11,035995 16,01551 0 9,84683
Fonte: Autores, 2009
Tabela 10 - Limite superior e inferior dos gráficos de controle
O cálculo dos limites de controle mostrou que para o Elemento 5, as coletas de dados 3 e 4
estão fora de controle, então foram descartadas as médias e amplitudes sem validade e
efetuado novamente o cálculo dos limites de controle para o elemento analisado.
De posse dos dados já validados, passa-se para o cálculo do tempo normal e tempo padrão de
cada elemento. Para o cálculo do tempo normal, utilizou-se a avaliação do ritmo pelo Sistema
Westinghouse para avaliação do ritmo. Cada colaborador foi avaliado em relação a sua
habilidade, esforço para manter o processo sempre em movimento, condições de ambiente e
consistência do trabalho.
Para obter o tempo padrão, calculou-se o fator de tolerância levando em consideração que os
trabalhos começam às 08h00min, ocorre pausa para almoço às 12h30min, o retorno é às
13h30min e o término das atividades é às 17h48min, logo há um total de 8 horas e 48 minutos
de trabalho por dia, com um tempo de descanso de 15 minutos pela manha e pela tarde.
Os valores de cada atributo do cálculo do ritmo (multiplicados por 100), os valores de tempo
normal e tempo padrão de cada elemento podem ser vistos na Tabela 11.
Elemento Média
Global
Avaliação do ritmo V TN (s) TP (s)
Habilidade Esforço Condições Consistência
1 2,417 8 5 0 -2 1,11 2,683 2,845
2 2,411 8 8 0 1 1,17 2,821 2,991
3 0,520 0 0 -3 0 0,97 0,504 0,535
4 0,864 3 0 -3 1 1,01 0,873 0,926
5 1,723 6 2 -3 -2 1,03 1,774 1,881
6 2,604 11 -4 -7 1 1,01 2,630 2,788
8 0,713 8 2 -7 0 1,03 0,734 0,778
10 4,924 6 -8 0 3 1,01 4,973 5,273
11 15,753 6 -4 0 3 1,05 16,541 17,537
12 13,526 -5 -8 0 3 0,9 12,173 12,906
Fonte: Autores, 2009
Tabela 11 - Cálculo do ritmo, tempo normal e tempo padrão dos elementos (FT=1,060241).
12
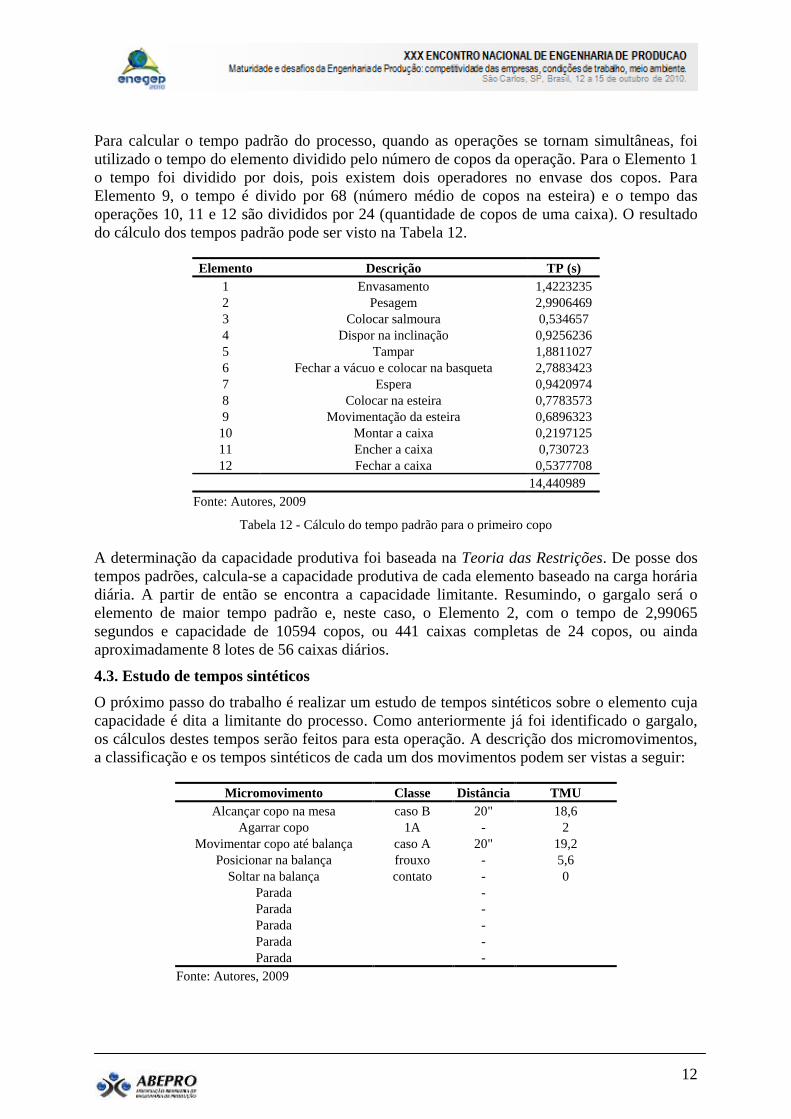
Para calcular o tempo padrão do processo, quando as operações se tornam simultâneas, foi
utilizado o tempo do elemento dividido pelo número de copos da operação. Para o Elemento 1
o tempo foi dividido por dois, pois existem dois operadores no envase dos copos. Para
Elemento 9, o tempo é divido por 68 (número médio de copos na esteira) e o tempo das
operações 10, 11 e 12 são divididos por 24 (quantidade de copos de uma caixa). O resultado
do cálculo dos tempos padrão pode ser visto na Tabela 12.
Elemento Descrição TP (s)
1 Envasamento 1,4223235
2 Pesagem 2,9906469
3 Colocar salmoura 0,534657
4 Dispor na inclinação 0,9256236
5 Tampar 1,8811027
6 Fechar a vácuo e colocar na basqueta 2,7883423
7 Espera 0,9420974
8 Colocar na esteira 0,7783573
9 Movimentação da esteira 0,6896323
10 Montar a caixa 0,2197125
11 Encher a caixa 0,730723
12 Fechar a caixa 0,5377708
14,440989
Fonte: Autores, 2009
Tabela 12 - Cálculo do tempo padrão para o primeiro copo
A determinação da capacidade produtiva foi baseada na Teoria das Restrições. De posse dos
tempos padrões, calcula-se a capacidade produtiva de cada elemento baseado na carga horária
diária. A partir de então se encontra a capacidade limitante. Resumindo, o gargalo será o
elemento de maior tempo padrão e, neste caso, o Elemento 2, com o tempo de 2,99065
segundos e capacidade de 10594 copos, ou 441 caixas completas de 24 copos, ou ainda
aproximadamente 8 lotes de 56 caixas diários.
4.3. Estudo de tempos sintéticos
O próximo passo do trabalho é realizar um estudo de tempos sintéticos sobre o elemento cuja
capacidade é dita a limitante do processo. Como anteriormente já foi identificado o gargalo,
os cálculos destes tempos serão feitos para esta operação. A descrição dos micromovimentos,
a classificação e os tempos sintéticos de cada um dos movimentos podem ser vistas a seguir:
Micromovimento Classe Distância TMU
Alcançar copo na mesa caso B 20" 18,6
Agarrar copo 1A - 2
Movimentar copo até balança caso A 20" 19,2
Posicionar na balança frouxo - 5,6
Soltar na balança contato - 0
Parada
-
Parada
-
Parada
-
Parada
-
Parada
-
Fonte: Autores, 2009
13
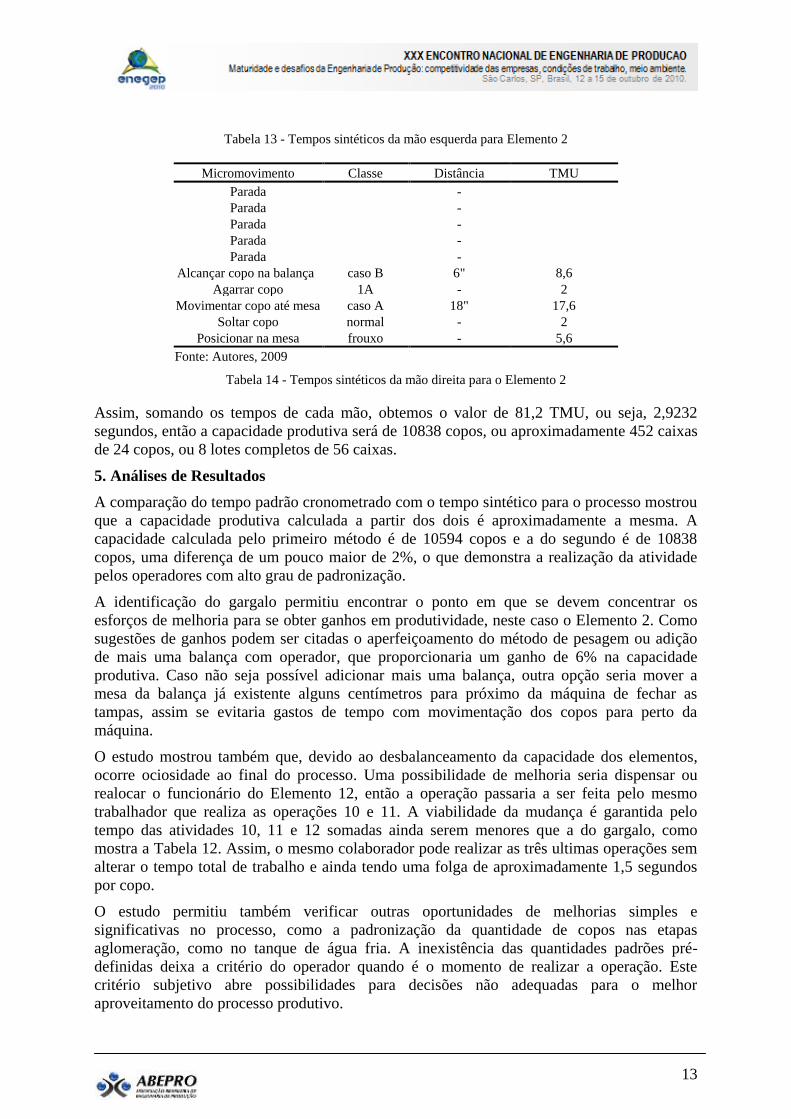
Tabela 13 - Tempos sintéticos da mão esquerda para Elemento 2
Micromovimento Classe Distância TMU
Parada
-
Parada
-
Parada
-
Parada
-
Parada
-
Alcançar copo na balança
caso B 6" 8,6
Agarrar copo 1A - 2
Movimentar copo até mesa caso A 18" 17,6
Soltar copo normal - 2
Posicionar na mesa frouxo - 5,6
Fonte: Autores, 2009
Tabela 14 - Tempos sintéticos da mão direita para o Elemento 2
Assim, somando os tempos de cada mão, obtemos o valor de 81,2 TMU, ou seja, 2,9232
segundos, então a capacidade produtiva será de 10838 copos, ou aproximadamente 452 caixas
de 24 copos, ou 8 lotes completos de 56 caixas.
5. Análises de Resultados
A comparação do tempo padrão cronometrado com o tempo sintético para o processo mostrou
que a capacidade produtiva calculada a partir dos dois é aproximadamente a mesma. A
capacidade calculada pelo primeiro método é de 10594 copos e a do segundo é de 10838
copos, uma diferença de um pouco maior de 2%, o que demonstra a realização da atividade
pelos operadores com alto grau de padronização.
A identificação do gargalo permitiu encontrar o ponto em que se devem concentrar os
esforços de melhoria para se obter ganhos em produtividade, neste caso o Elemento 2. Como
sugestões de ganhos podem ser citadas o aperfeiçoamento do método de pesagem ou adição
de mais uma balança com operador, que proporcionaria um ganho de 6% na capacidade
produtiva. Caso não seja possível adicionar mais uma balança, outra opção seria mover a
mesa da balança já existente alguns centímetros para próximo da máquina de fechar as
tampas, assim se evitaria gastos de tempo com movimentação dos copos para perto da
máquina.
O estudo mostrou também que, devido ao desbalanceamento da capacidade dos elementos,
ocorre ociosidade ao final do processo. Uma possibilidade de melhoria seria dispensar ou
realocar o funcionário do Elemento 12, então a operação passaria a ser feita pelo mesmo
trabalhador que realiza as operações 10 e 11. A viabilidade da mudança é garantida pelo
tempo das atividades 10, 11 e 12 somadas ainda serem menores que a do gargalo, como
mostra a Tabela 12. Assim, o mesmo colaborador pode realizar as três ultimas operações sem
alterar o tempo total de trabalho e ainda tendo uma folga de aproximadamente 1,5 segundos
por copo.
O estudo permitiu também verificar outras oportunidades de melhorias simples e
significativas no processo, como a padronização da quantidade de copos nas etapas
aglomeração, como no tanque de água fria. A inexistência das quantidades padrões pré-
definidas deixa a critério do operador quando é o momento de realizar a operação. Este
critério subjetivo abre possibilidades para decisões não adequadas para o melhor
aproveitamento do processo produtivo.
14
Referências
BARNES, R. M. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6 ed. São Paulo: Edgard
Blücher Ltda., 1977.
DAVIS, M. M.; AQUILANO, N.J.; CHASE, R. B. Fundamentos da Administração da Produção. 3 ed. Porto
Alegre: Bookman, 2001.
FEIGENBAUM, A. V. Controle da qualidade total: Métodos estatísticos aplicados à qualidade. : São Paulo:
Makron Books, 1994. v. 3.
MARTINS, P. G. & LAUGENI, F. P. Administração da Produção. São Paulo: Saraiva, 2002.
MARTINS, P. G. & LAUGENI, F. P. Administração da Produção. 2 ed. Saraiva: São Paulo, 2006.
MOREIRA, D. A. Administração da Produção e Operações. 3 ed. Pioneira: São Paulo, 1998.
PEINADO, J. & GRAEML, A. R. Administração da produção: operações industriais e de serviços. Unicenp:
Curitiba, 2007.
TUBINO, D. F. Manual de Planejamento e Controle da Produção. 2 ed. Atlas: São Paulo, 2000.