Embed Size (px)
Citation preview

Après avoir convaincu les responsa-bles de la direction qui souhaitaient,par souci de sécurité, acquérir letout auprès d'un seul fabricant(presse, robot d’importation et sys-tème de lubrification), le directeurde l’ingénierie a acheté la presse au-près d’un fabricant suédois. Le sys-tème de lubrification basé sur unepulvérisation contrôlée a été déve-loppé sur mesure par l’entreprisebelge Tecnolub. A présent, l’ensem-ble est en service et fonctionne demanière satisfaisante. Grâce à unsystème de capteurs, les deux machi-nes fonctionnent correctement, sanscouplage de la commande. Avec laréférence de notre impact rédaction-nel, Technique et Management s’estentretenu avec ir. Denis J. Roegiers,managing director et ir. Alain Cor-velyn, engineering manager de P&Cet avec Raymond Blaise, managingdirector, et Daniël Aelbrecht, areamanager de Tecnolub.
UN FOURNISSEUR DE PREMIER NIVEAU
P&C (Parts & Components) a étéfondée en 1990 et absorbée en 1990au sein d'une multinationale. Lamodernisation de l'entreprise a étélancée en 1997 sous les auspices dudirecteur actuel, M. Roegiers, qui l'a
acquise en 2001 par l'intermédiaired'un MBO. Ces 5 dernières années,l’entreprise n'a cessé de doubler sonchiffre d’affaires, pour réaliser 22millions d’euros l’année dernière.Cet élargissement du marché a étéréalisé grâce à un meilleur ciblage:une spécialisation sur les produits enacier laminé et en tôle d'aluminium,principalement pour les camions etle matériel roulant tout terrain. Grâ-ce à une offre de produits deconception propre et l’exportationde sous-assemblages permettant lalivraison de modules encastrables,P&C est devenue un fournisseur depremier niveau.
Cette approche a également exigéune modernisation qui est toujoursen cours. Ceci est nécessaire car plusde 2000 produits sont repris dansun programme de fourniture JIT etl'entreprise souhaite faire tourner ceprogramme sans avoir à constituerun stock important. La premièreétape a consisté dans la modernisa-tion du département R&D qui a étééquipé d'un système de CAO (leprogiciel PTC Pro/Engineer a étéacheté). Ce département se spéciali-se dans le développement de réser-voirs de carburant pour moteursdiesel et centrales hydrauliques surmesure pour des groupes de clients.
Le département de production faitégalement l'objet d'une modernisa-tion. Il dispose du logiciel de plani-fication Hewlett Packard PM300 etd'un programme d’investissementdestiné à optimiser le degré d'auto-matisation de la production quicomprend l'étirage de la tôle, la dé-coupe, le poinçonnage et le soudagede produits et d'assemblages. Denouvelles machines ont été achetéespour la découpe, le poinçonnage etle soudage, l’effort a principalementporté sur l’acquisition de machinesde découpe et de soudage au laser.
L’année dernière, 2,2 millions d’eu-ros ont été investis, la plus grandepart du gâteau revenant à la pressed’emboutissage. L’objectif est de réa-liser un gain important au niveaudes temps de passage et il a été cal-culé que la réduction des coûts del’emboutissage pourrait se situer en-tre 25 et 30%.
UNE NOUVELLE PRESSE
La nouvelle presse d’emboutissage aeu pour but de remplacer 7 presseshydrauliques plus petites. Il s’agitd’une puissante presse automatisée,mais il n’a pas été nécessaire d’aller àla recherche d’un type adapté à la
gamme de produits de P&C. Laplupart des presses hydrauliquessont développées pour l'industrieautomobile et sont indiquées pourla fabrication de grandes séries.Chez P&C, les séries varient dequelques centaines et à plusieursmilliers d'unités. Il fallait doncdisposer d'un système qui soit facileà régler.
P&C s’est informé sur le marchépendant 4 ans et son choix est fina-lement tombé sur une presse du fa-bricant suédois AP&T (Automatic
Press & Tooling) d'une capacité detraitement de 1000 tonnes. Pour in-staller la machine, il a fallu percerun trou dans le toit. Par ailleurs, letoit à hauteur de la presse a dû êtrerehaussé. Pour l’automatisation, lapresse a été dotée d’un manipula-teur couplé pour le chargement et ledéchargement des composants. Lasurface de presse est de 2,8 x 1,6 m.La commande de la presse et du ma-nipulateur est intégrée à un disposi-tif de commande Siemens, livré avecla machine. Outre la commande, lamachine est fournie avec un grandnombre d’outils, notamment pourle suivi et la sauvegarde des paramè-tres de production (vitesse de pro-
65TECHNIQUE ET MANAGEMENT - OCTOBRE 2003
S H O P F L O O RUNE TECHNOLOGIE PUISEE DANS TECHNIQUE ET MANAGEMENT DE JUIN 2002
Satisfaction avec la pulvérisation à l’emboutissage
Au mois de juin de l’année dernière,Technique et Management a publié unarticle sur la technique du micrograis-sage. A cette époque, l'entreprise mé-tallurgique P&C était en pourparlersavec un fournisseur de presses pouremboutissage, notamment à propos dela lubrification des tôles. Il s'est avéréque la technique décrite dans l'articleétait une bien meilleure solution de lu-brification que celle proposée par le fa-bricant.
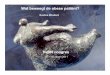
La nouvelle presse par emboutissage de P&C provient du constructeurde machine suédois AP&T (pression de travail jusqu'à 1000 tonnes).
g

66TECHNIQUE ET MANAGEMENT - OCTOBRE 2003
S H O P F L O O R
duction, courbe des forces par com-posant fabriqué, etc.), enregistre-ment des temps d'arrêt et des cau-ses. Outre la presse, il y a aussi unsystème de manutention compre-nant un robot pour le chargementet le déchargement des matrices, lecas échéant l’empilement des maté-riaux usinés. De plus, des bandestransporteuses peuvent être montéespour l'amenée des tôles et l’évacua-tion des matériels, ainsi qu’un se-cond robot pour la palettisation despièces finies.
Une des raisons de ce choix tient aufait que la presse et la manutentionautomatisée ont pu être achetés sousforme de "projet", y compris la miseen service et les outils de productiondes produits les plus demandés, etce sur base de temps de cycles ga-rantis. La machine de lubrification adonc été achetée séparément, maisson intégration ne devait pas com-promettre le temps de cycle. Lapresse sélectionnée est capable defonctionner avec un seul opérateur(les 5 machines d'antan nécessi-taient 1 opérateur par machine) etun produit peut être fabriqué endeux étapes de trois coups de presse(alors qu’avant une presse prenaitune étape pour son compte). Pourcela, 2 à 3 matrices se trouvent si-multanément sur la presse et via lemanipulateur, une presse fonctionnecomme presse de transfert de 2 à 3étapes. Une optimisation prochaineréside dans la refonte des étapes deproduction de manière à les rame-ner à 3, ce qui permettrait de fabri-quer la plupart des pièces en uneseule étape. La presse a été dévelop-pée et construite pour pouvoir sup-porter les forces asymétriques.
LUBRIFICATION DES TOLES
Pour assurer le bon déroulement duprocessus d’étirage, sans endomma-ger les pièces, il faut lubrifier la tôleà déformer et la matrice. Une quan-tité d’huile trop importante salitl’ensemble et une trop faible quanti-té entrave le bon fonctionnement.Avant, la lubrification s’effectuaitmanuellement à l’aide d’une brosse.L’opérateur surveillait la quantité
d’huile et si la matrice était encoresuffisamment humide, on y plaçaitune tôle sans la lubrifier. Il est lo-gique que sur un système automati-sé, la lubrification puisse égalements’effectuer automatiquement.Le fournisseur de la presse a proposétrois alternatives pour le système delubrification, une à base de brosses,une autre à base de rouleaux et unetroisième à base d’un système depulvérisation. Le problème était quele réglage d’huile pour chacun deces systèmes était très laborieux. Enraison de leur manque de flexibilité,ces systèmes ne donnaient pas satis-faction. La solution adoptée a été
trouvée grâce à un article paru dansl'édition de juin 2002 de Techniqueet Management, où un système delubrification sans formation debrouillard y est décrit. P&C a priscontact avec M. Blaise et après unevisite aux références qui démon-traient que Tecnolub offrait nonseulement des systèmes théoriquesmais également pratiques, les partiesse sont assises autour d’une tablepour déterminer de la solution àadopter.
Le problème résidait dans le faitqu’il fallait pouvoir utiliser quatretypes différents d’huile, la viscositévariant d’ISO 10 à ISO 460, et cesans avoir à régler les systèmes depulvérisation. Il fallait égalementpouvoir disposer d’un réglage auto-matique pour faire varier le débit del’amenée d’huile de 4 gr/m2 à 20gr/m2. De plus, il fallait pouvoirdisposer d’un système quasi entière-
ment automatisé travaillant en coor-dination avec l’amenée des tôles dela machine et tout en étant capablede fonctionner indépendamment dela commande de la bande transpor-teuse, commandée de manière inté-grée à partir de la presse. Il va sansdire que le système devait pouvoirfonctionner aux cadences indiquées,lesquelles étaient également impo-sées à la presse et au système roboti-sé. Il fallait également pouvoir pro-céder à un échange d’outils sur lapresse dans un délai de 15 minutes,donc le changement de l’huile de-vait également pouvoir être fait dansce laps de temps et ce, de préféren-
ce, sans trop avoir à trop changer lesparamètres du pulvérisateur d’huile.La lubrification devait être valablepour les 4000 références, donc unréglage pour les 4000 composantsdifférents qui peuvent être produitsà partir d'un PC sur le bureau. Parailleurs, le fournisseur de la presseavait prévu un espace assez réduitpour y loger le dispositif de lubrifi-cation.
MACHINE INDEPENDANTEFONCTIONNANT SANS PROBLEME
Il s’agissait d’une mission exigeanteavec un grand nombre de restric-tions. Mais elle a été accomplie avecsuccès. Chaque produit a reçu unnuméro et sur base de ce numéro, lapresse et la machine de manutentiond’une part, et la machine de lubrifi-cation d’autre part, sont program-mées de manière indépendante. La
machine de manutention prélève unetôle de la pile et la dépose sur la ban-de transporteuse. La tôle est achemi-née sur la bande transporteuse de lamachine à lubrifier qui passe sous lesgicleurs (vitesse de la ligne : 20m/min) et qui la pousse ensuite surune seconde bande transporteuse re-liée à l’automate de la presse. C'est àce niveau que sont disposés les cap-teurs qui détectent l’approche de latôle et à partir de là, la tôle lubrifiéearrive (à coups fixes) dans le cycle demanutention et d'emboutissage.La machine à lubrifier est comman-dée par PLC (le choix s’est porté surTélémécanique) et les micropulvéri-sateurs "voient" et arrêtent la tôlelorsqu'elle est passée. L'huile est pro-jetée sur la tôle à l’aide de vaporisa-teurs et de l’air sous pression (de sor-te que l'huile est déposée sans forma-tion de nuage). Le dosage d'huiledans le flux d'air sous pression s'ef-fectue à l'aide de soupapes comman-dées par un dispositif magnétique.Vingt-deux vaporisateurs montés enhaut et en bas fonctionnent de ma-nière indépendante. Selon le pro-gramme, les gicleurs peuvent êtremis en ou hors service (ce qui permetd’obtenir un réglage en fonction dela largeur de la pièce). Le réglage desvaporisateurs (le nombre de gouttesd'huile par seconde), la pulvérisation(il est possible de sélectionner unmode de lubrification par tôle, toutesles deux tôles, toutes les cinq tôles,etc.), peuvent être programmés àpartir du PC relié au PLC.
Le logiciel de programmation a étédéveloppé avec l'ensemble de l'instal-lation afin de disposer d’un systèmetransparent et aisément configurable.Le programme de lubrification ap-proprié est paramétré pour chaquepièce à usiner dans le PC hors ligne.A partir du PC, le programme de lu-brification approprié est transmis à lamachine à lubrifier sur base du nu-méro de pièce. Sur la machine, l’hui-le appropriée est automatiquementchargée après que les conduites et lesgicleurs (si une huile différente a étéutilisée lors du cycle précédent) aientété préalablement nettoyés (par l’in-termédiaire d’un cycle préprogram-mé). ■
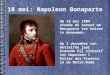
Quelque 22 vaporisateurs montés en haut et en bas fonctionnent demanière autonome. Selon le programme, ils sont activés ou pas.
g