Embed Size (px)
Citation preview
Universidad de GuanajuatoFacultad de Ingeniería Mecánica, Eléctrica y Electrónica
Simulación Numérica del Proceso de Compactaciónde Polvos Metálicos
Participantes:
•Andrés Alejandro Ortega del Campo•Rafael Rodríguez Cruz•Roberto González Ojeda
San Miguel de Allende, Gto. Octubre de 2004
La metalurgia de polvos es un proceso que permite fabricar productos de ingeniería utilizando polvos que incluyen:
•Polvos ferrosos y no ferrosos
•Cerámicos
•Metales duros
•Magnéticos
•Carbón
•Abrasivos
•Polvos para tabletas medicinales y dulces
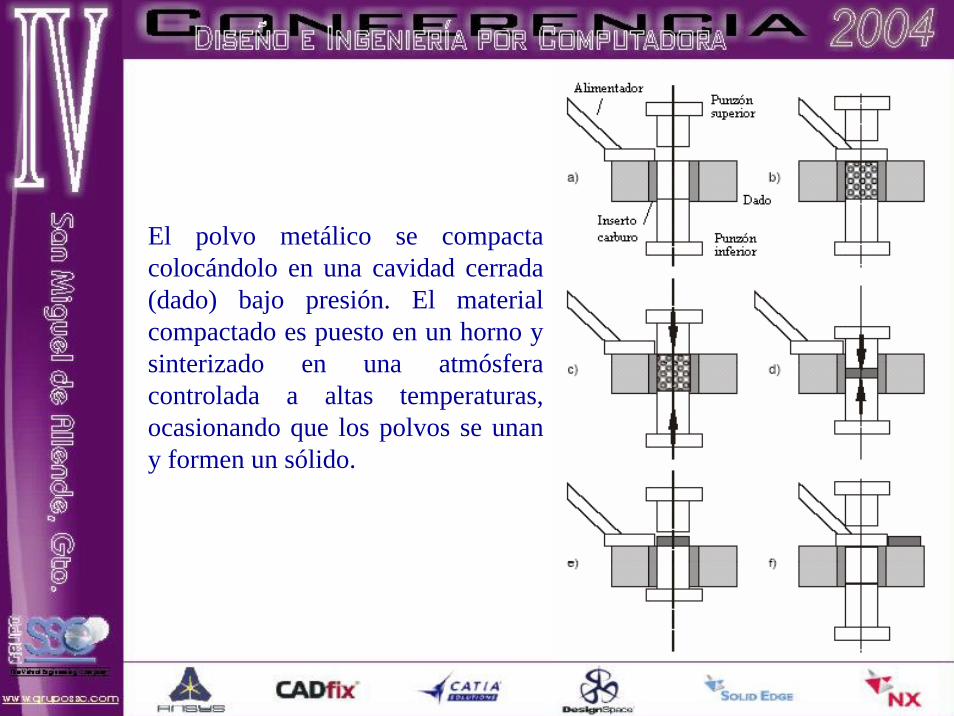
El polvo metálico se compacta colocándolo en una cavidad cerrada (dado) bajo presión. El material compactado es puesto en un horno y sinterizado en una atmósfera controlada a altas temperaturas, ocasionando que los polvos se unan y formen un sólido.

•En algunos casos, la conversión de emplear métodos de vaciado o forjado a MP ahorra hasta 40% en costos. Un componente sinterizado de calidad comparable puede ser más barato que uno forjado o vaciado.
•Permite controlar la porosidad de un componente para desarrollar la capacidad de autolubricación
•Permite gran consistencia y comportamiento predecible en el producto
•Las piezas están terminadas después del sinterizado ( en general, no necesitan maquinado posterior)•Se utiliza más del 97% de la materia prima en la parte terminada
•Permite la fabricación de componentes de tungsteno, molibdeno y tantalio, que serían muy difíciles o imposibles de fabricar por su alto punto de fusión.
•Permite mezclar dos metales insolubles, incluso estando líquidos, o mezclas de metales y óxidos
•Tolerancias muy reducidas (0.013mm) y muy buen acabado superficial
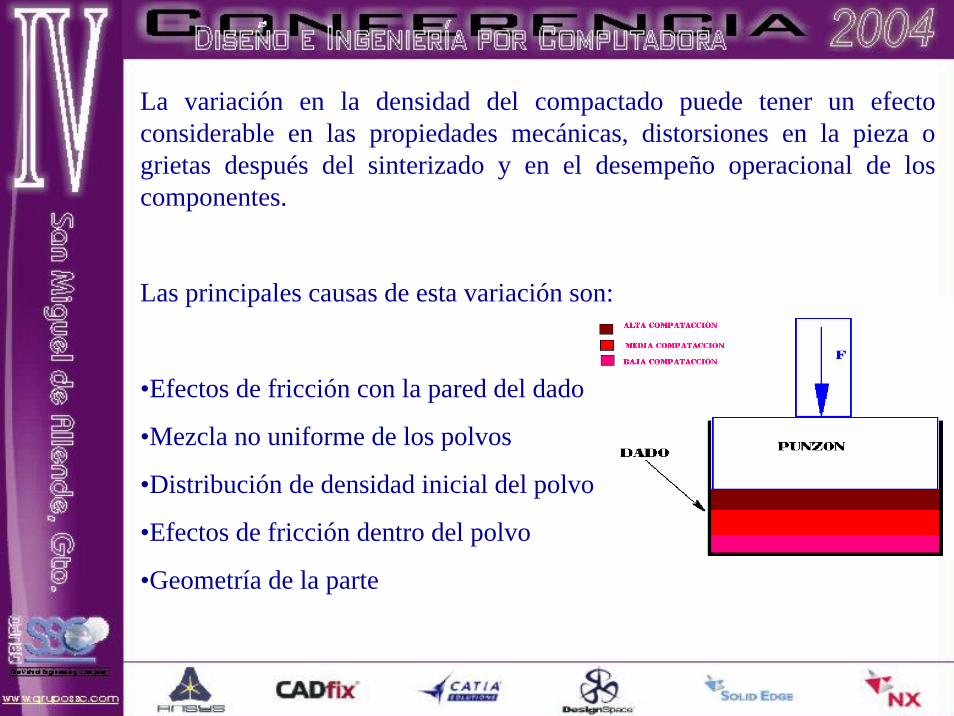
La variación en la densidad del compactado puede tener un efecto considerable en las propiedades mecánicas, distorsiones en la pieza o grietas después del sinterizado y en el desempeño operacional de los componentes.
Las principales causas de esta variación son:
•Efectos de fricción con la pared del dado
•Mezcla no uniforme de los polvos
•Distribución de densidad inicial del polvo
•Efectos de fricción dentro del polvo
•Geometría de la parte
La compactación de polvos se ha descrito por un largo tiempo y se ha establecido que el proceso muestra tres mecanismos de densificación:
Reacomodo. La presión del polvo en esta etapa es muy baja y ocurre un deslizamiento entre las partículas, lo cual ocasiona un reacomodo entre ellas.
Deformación o endurecimiento geométrico. Esta etapa involucra deformaciones tanto elásticas como plásticas debidas a las áreas de contacto entre las partículas. Estas se deforman plásticamente y cierran los espacios vacíos que existen entre ellas.
Endurecimiento por deformación. En esta etapa el material se encuentra sometido a una presión muy alta y la resistencia al flujo del material se incrementa debido al endurecimiento por deformación del material
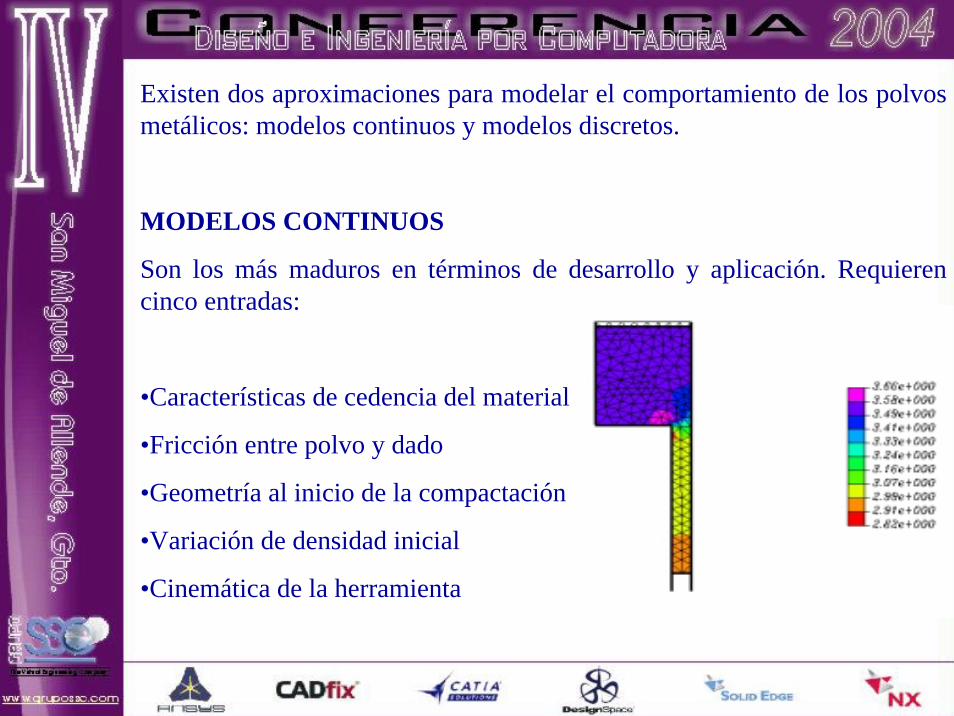
Existen dos aproximaciones para modelar el comportamiento de los polvos metálicos: modelos continuos y modelos discretos.
MODELOS CONTINUOS
Son los más maduros en términos de desarrollo y aplicación. Requieren cinco entradas:
•Características de cedencia del material
•Fricción entre polvo y dado
•Geometría al inicio de la compactación
•Variación de densidad inicial
•Cinemática de la herramienta
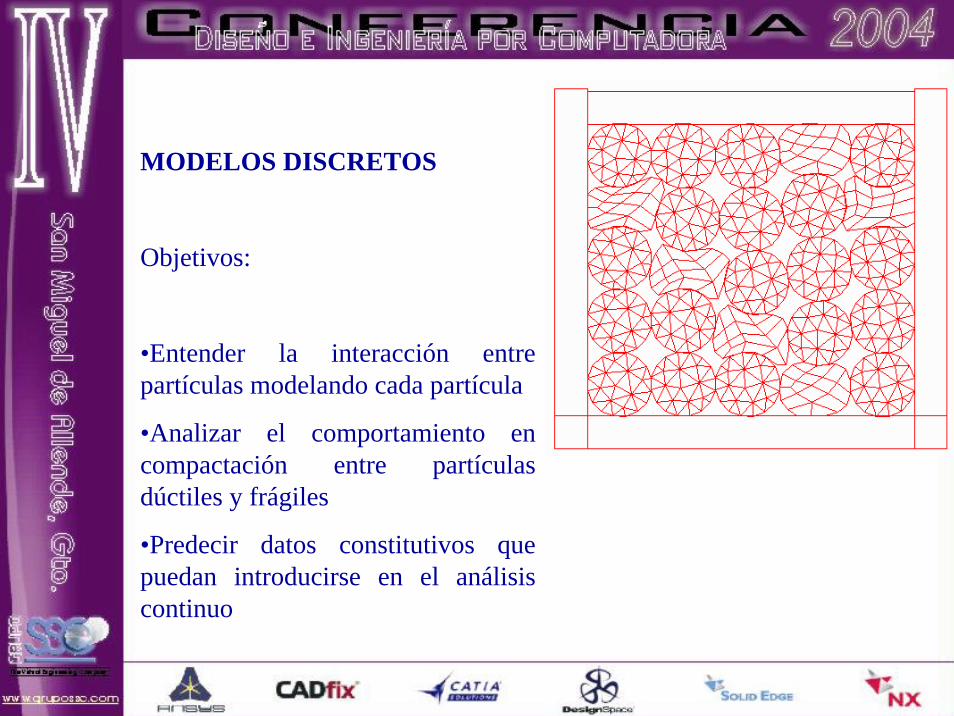
MODELOS DISCRETOS
Objetivos:
•Entender la interacción entre partículas modelando cada partícula
•Analizar el comportamiento en compactación entre partículas dúctiles y frágiles
•Predecir datos constitutivos que puedan introducirse en el análisis continuo
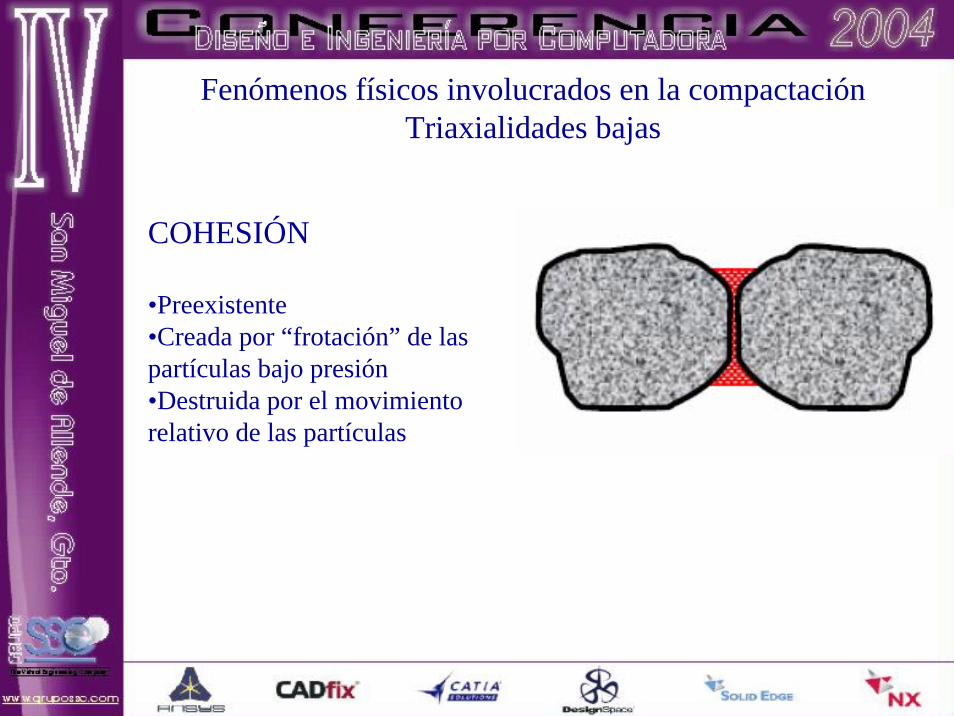
Fenómenos físicos involucrados en la compactaciónTriaxialidades bajas
COHESIÓN
•Preexistente•Creada por “frotación” de las partículas bajo presión•Destruida por el movimiento relativo de las partículas
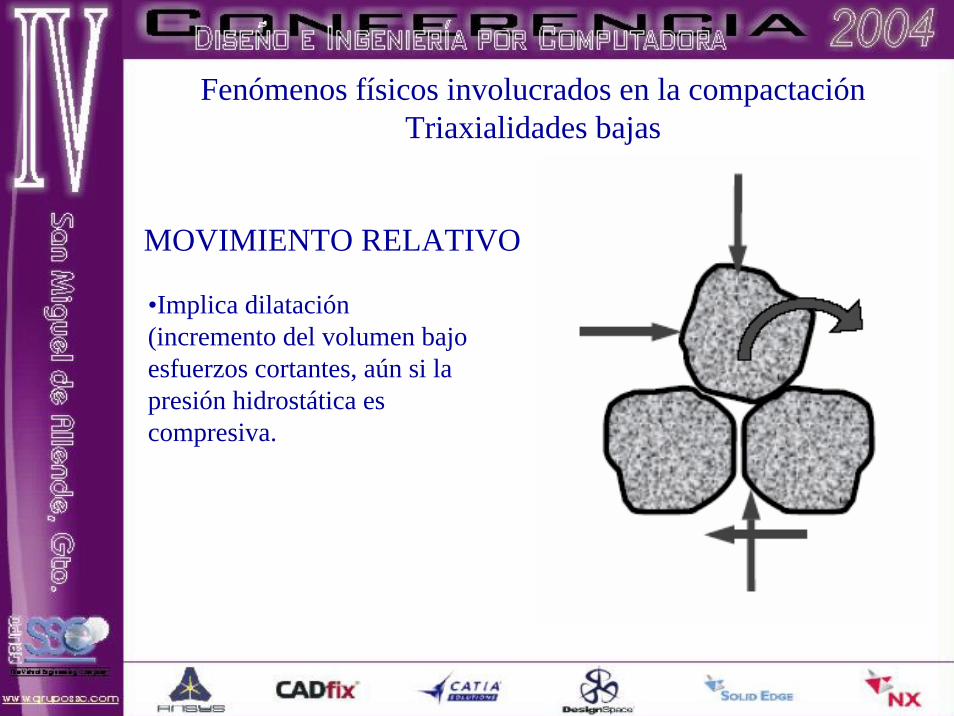
MOVIMIENTO RELATIVO
•Implica dilatación (incremento del volumen bajo esfuerzos cortantes, aún si la presión hidrostática es compresiva.
Fenómenos físicos involucrados en la compactaciónTriaxialidades bajas
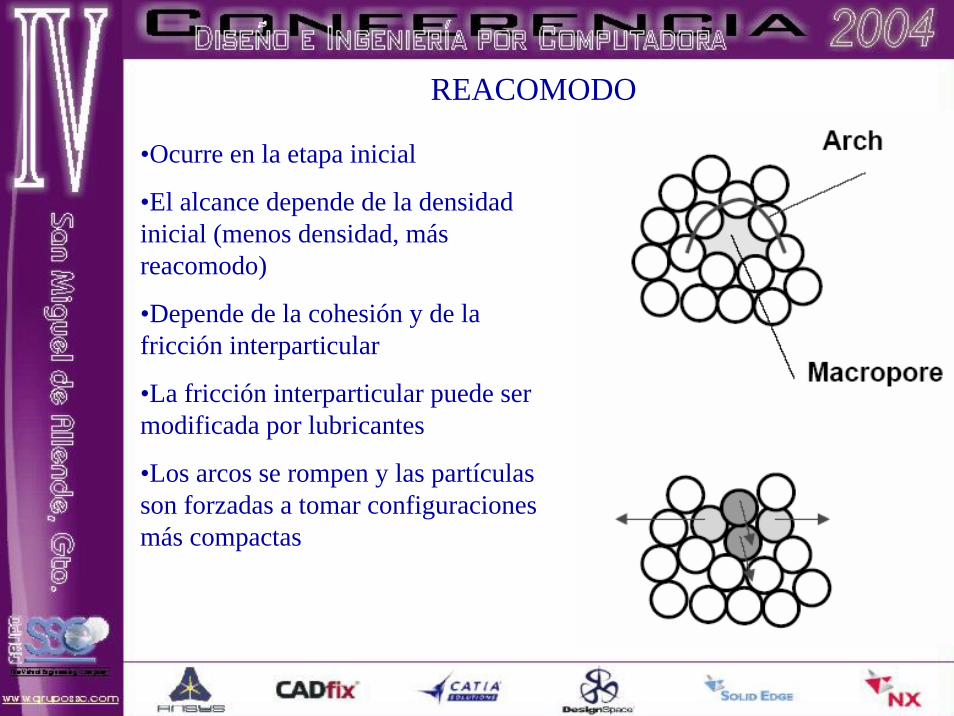
REACOMODO
•Ocurre en la etapa inicial
•El alcance depende de la densidad inicial (menos densidad, más reacomodo)
•Depende de la cohesión y de la fricción interparticular
•La fricción interparticular puede ser modificada por lubricantes
•Los arcos se rompen y las partículas son forzadas a tomar configuraciones más compactas

Fenómenos físicos involucrados en la compactaciónTriaxialidades altas
•RESULTADO= INCREMENTO EN DENSIDAD debido a:
•Deformación local y fractura
•Reacomodo
Para el modelado exitoso del proceso de compactación de polvos se deben cumplir ciertos requerimientos:
Dado que el polvo es una material compresible y friccional, la densificación depende de la etapa de la compactación y el modelo de material debe reflejar las características friccionales y de cedencia del polvo.
Durante la compactación, el polvo presenta endurecimiento por deformación, el volumen se reduce, el material se endurece, los espacios de aire se cierran y las partículas se endurecen debido a la deformación plástica volumétrica.
Dado que el proceso de compactación involucra una gran reducción en volumen, la formulación adoptada debe ser capaz de representar este proceso físico.
Debe de considerarse que dos materiales diferentes están involucrados, los cuales tienen contacto y movimiento relativo en relación con el otro.
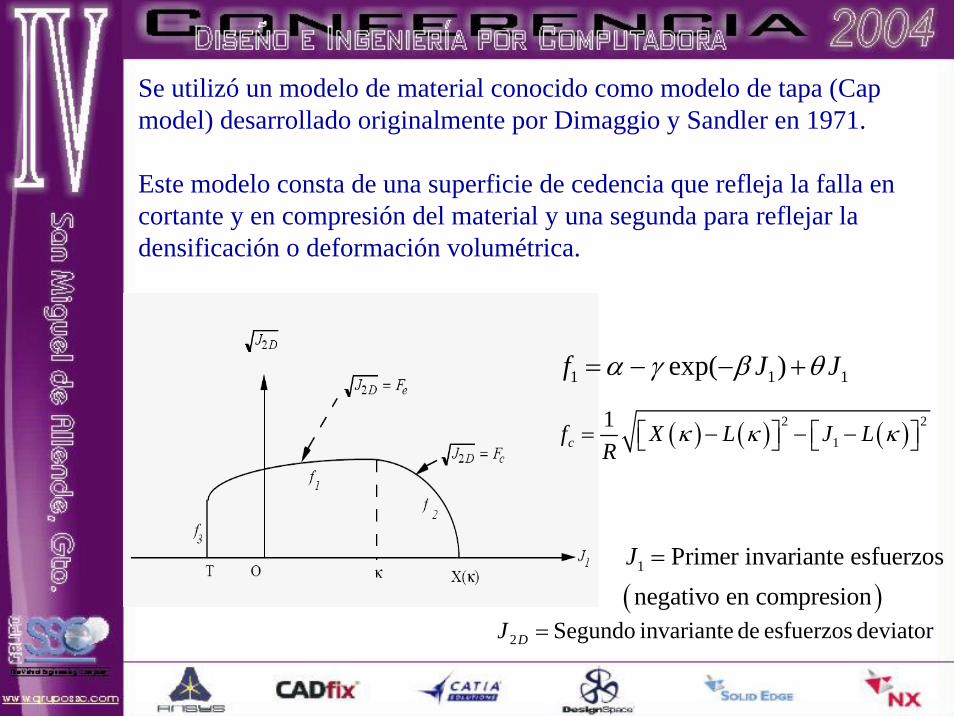
Se utilizó un modelo de material conocido como modelo de tapa (Capmodel) desarrollado originalmente por Dimaggio y Sandler en 1971.
Este modelo consta de una superficie de cedencia que refleja la falla en cortante y en compresión del material y una segunda para reflejar la densificación o deformación volumétrica.
1 1 1exp( )f J Jα γ β θ= − − +
( ) ( ) ( )2 21
1cf X L J L
Rκ κ κ= − − −⎡ ⎤ ⎡ ⎤⎣ ⎦ ⎣ ⎦
( )1 Primer invariante esfuerzos negativo en compresion
J =
deviator esfuerzos de invariante Segundo2 =DJ
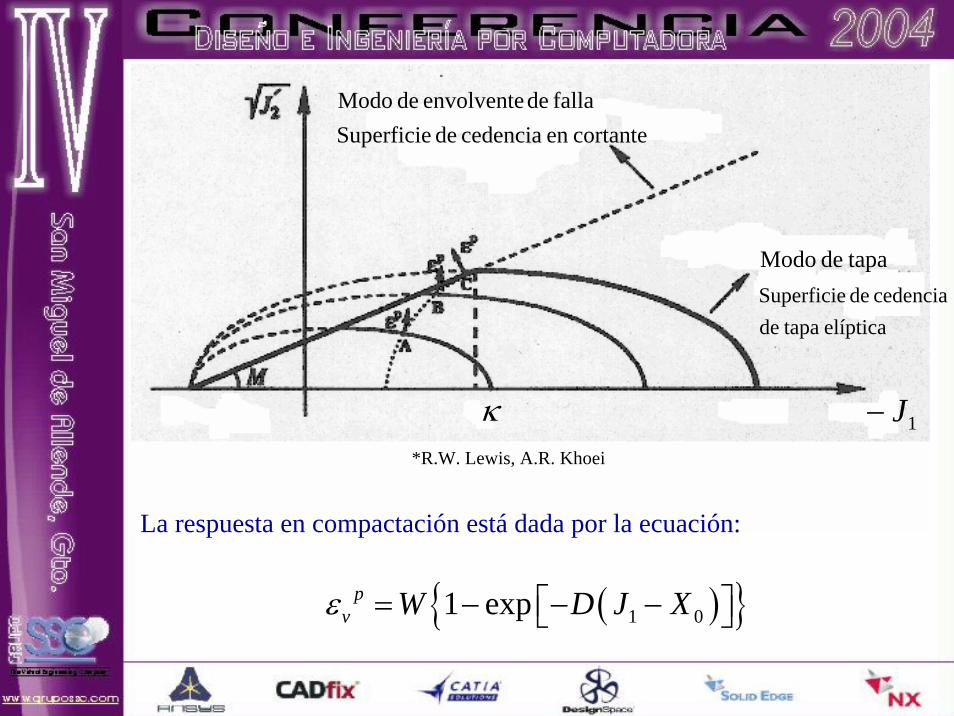
( ){ }1 01 exppv W D J Xε = − − −⎡ ⎤⎣ ⎦
1J−
La respuesta en compactación está dada por la ecuación:
*R.W. Lewis, A.R. Khoei
κ
tapade Modo
cortanteen cedencia de Superficiefalla de envolvente de Modo
elíptica tapade cedencia de Superficie
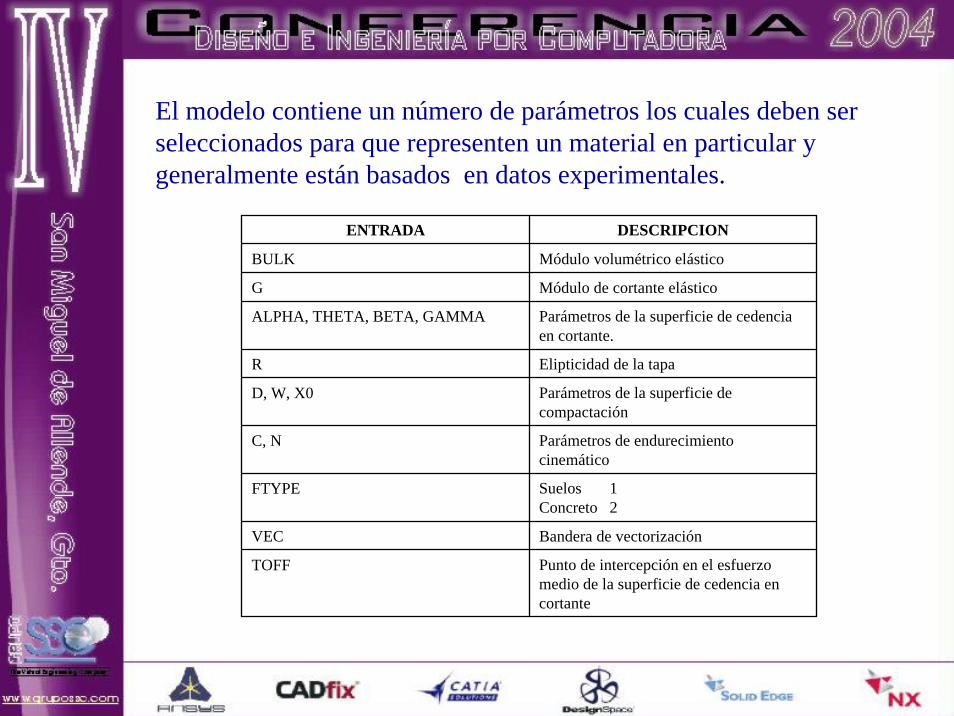
El modelo contiene un número de parámetros los cuales deben ser seleccionados para que representen un material en particular y generalmente están basados en datos experimentales.
ENTRADA DESCRIPCION
BULK Módulo volumétrico elástico
G Módulo de cortante elástico
ALPHA, THETA, BETA, GAMMA Parámetros de la superficie de cedencia en cortante.
R Elipticidad de la tapa
D, W, X0 Parámetros de la superficie de compactación
C, N Parámetros de endurecimiento cinemático
FTYPE Suelos 1Concreto 2
VEC Bandera de vectorización
TOFF Punto de intercepción en el esfuerzo medio de la superficie de cedencia en cortante
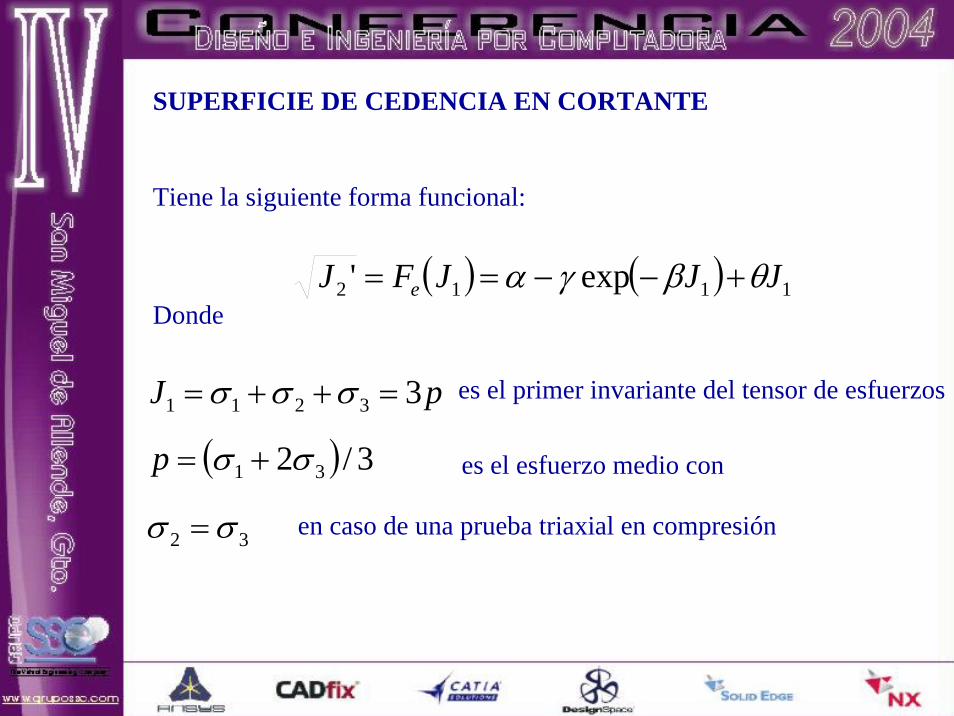
SUPERFICIE DE CEDENCIA EN CORTANTE
Tiene la siguiente forma funcional:
( ) ( ) 1112 exp' JJJFJ e θβγα +−−==Donde
es el primer invariante del tensor de esfuerzospJ 33211 =++= σσσ
es el esfuerzo medio con( ) 3/2 31 σσ +=p
en caso de una prueba triaxial en compresión32 σσ =
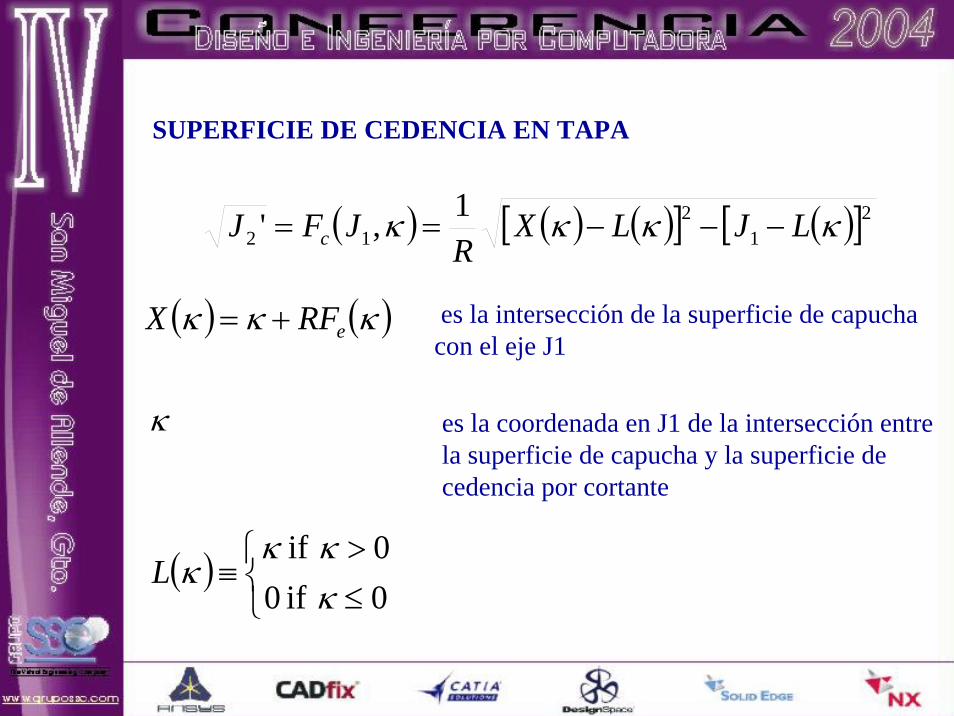
SUPERFICIE DE CEDENCIA EN TAPA
( ) ( ) ( )[ ] ( )[ ]212
121,' κκκκ LJLXR
JFJ c −−−==
es la intersección de la superficie de capucha con el eje J1
( ) ( )κκκ eRFX +=
κ es la coordenada en J1 de la intersección entre la superficie de capucha y la superficie de cedencia por cortante
( )⎩⎨⎧
≤>
≡0 if 00 if
κκκ
κL
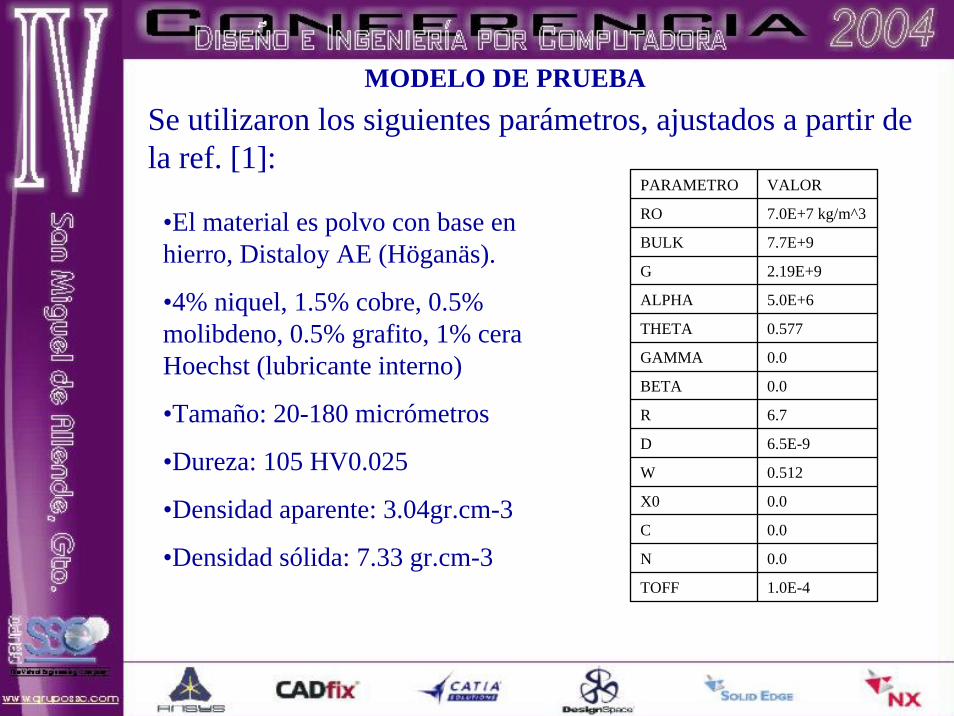
Se utilizaron los siguientes parámetros, ajustados a partir de la ref. [1]:
PARAMETRO VALOR
RO 7.0E+7 kg/m^3
BULK 7.7E+9
G 2.19E+9
ALPHA 5.0E+6
THETA 0.577
GAMMA 0.0
BETA 0.0
R 6.7
D 6.5E-9
W 0.512
X0 0.0
C 0.0
N 0.0
TOFF 1.0E-4
•El material es polvo con base en hierro, Distaloy AE (Höganäs).
•4% niquel, 1.5% cobre, 0.5% molibdeno, 0.5% grafito, 1% cera Hoechst (lubricante interno)
•Tamaño: 20-180 micrómetros
•Dureza: 105 HV0.025
•Densidad aparente: 3.04gr.cm-3
•Densidad sólida: 7.33 gr.cm-3
MODELO DE PRUEBA
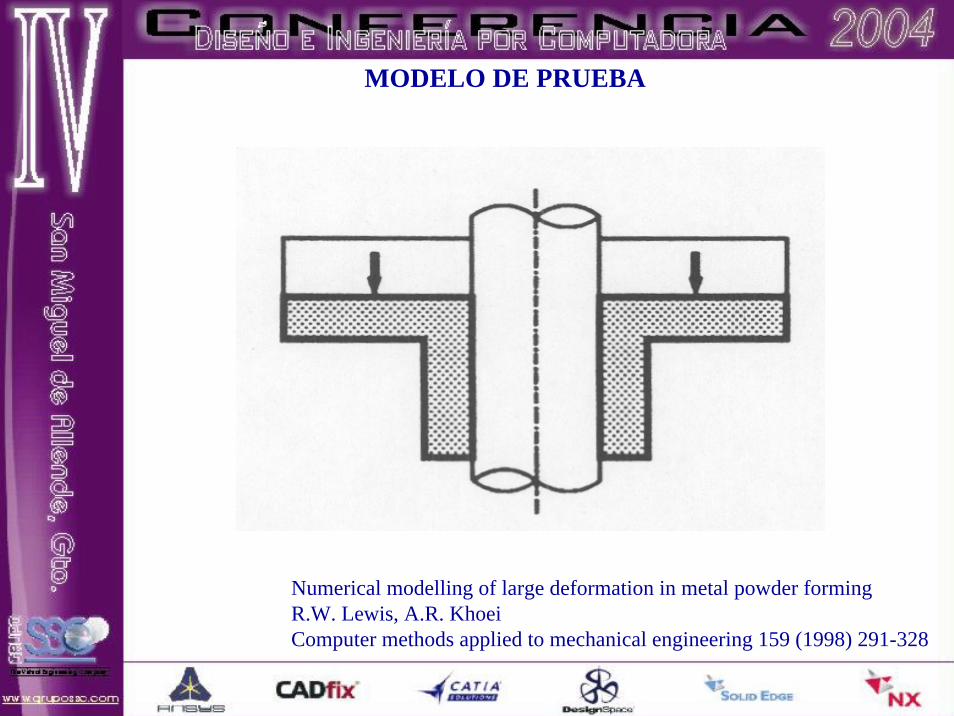
Numerical modelling of large deformation in metal powder formingR.W. Lewis, A.R. KhoeiComputer methods applied to mechanical engineering 159 (1998) 291-328
MODELO DE PRUEBA
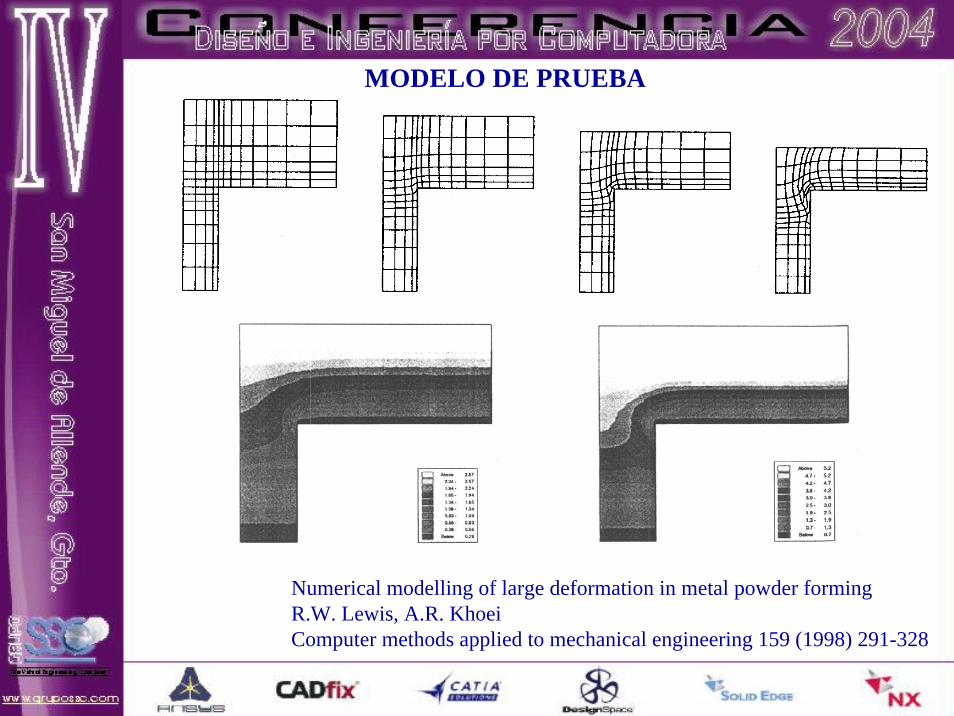
Numerical modelling of large deformation in metal powder formingR.W. Lewis, A.R. KhoeiComputer methods applied to mechanical engineering 159 (1998) 291-328
MODELO DE PRUEBA

MODELO DE PRUEBA
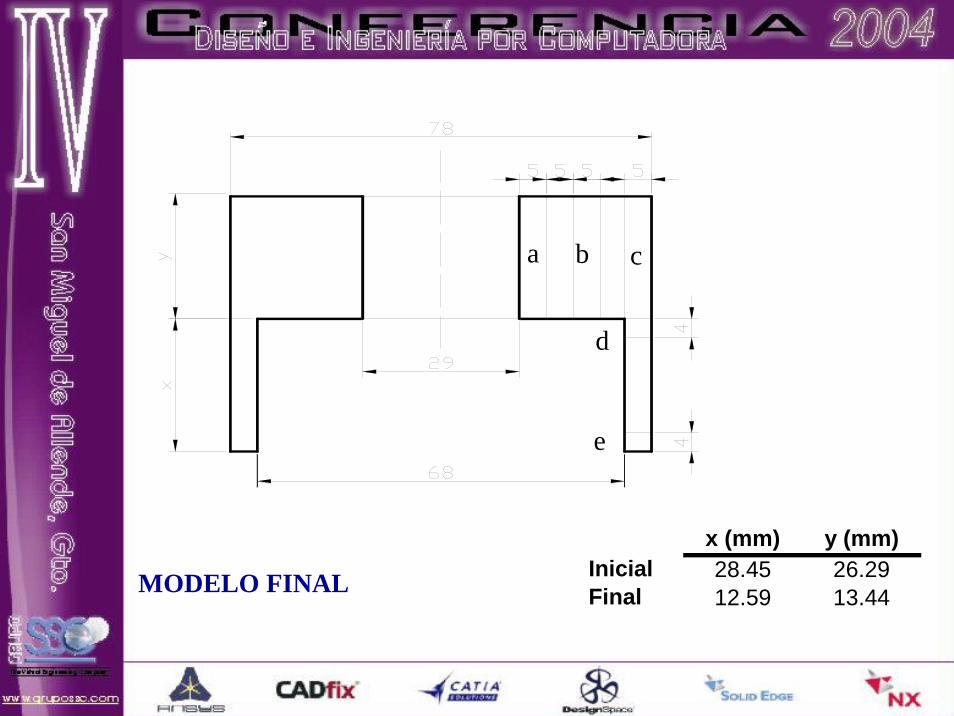
ba c
d
e
x (mm) y (mm)Inicial 28.45 26.29Final 12.59 13.44MODELO FINAL
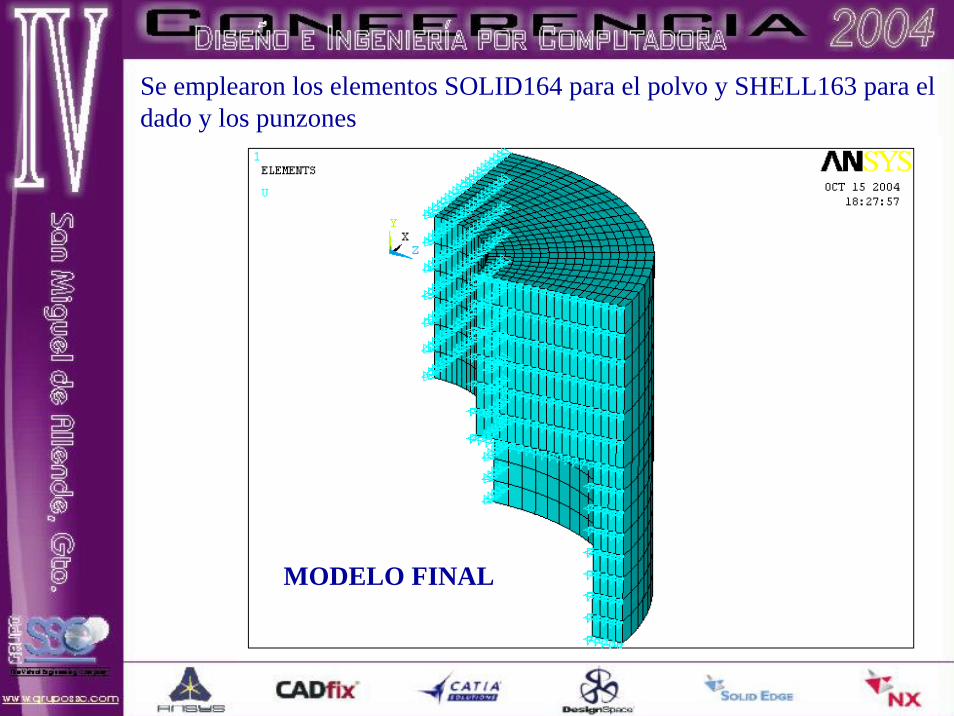
Se emplearon los elementos SOLID164 para el polvo y SHELL163 para el dado y los punzones
MODELO FINAL
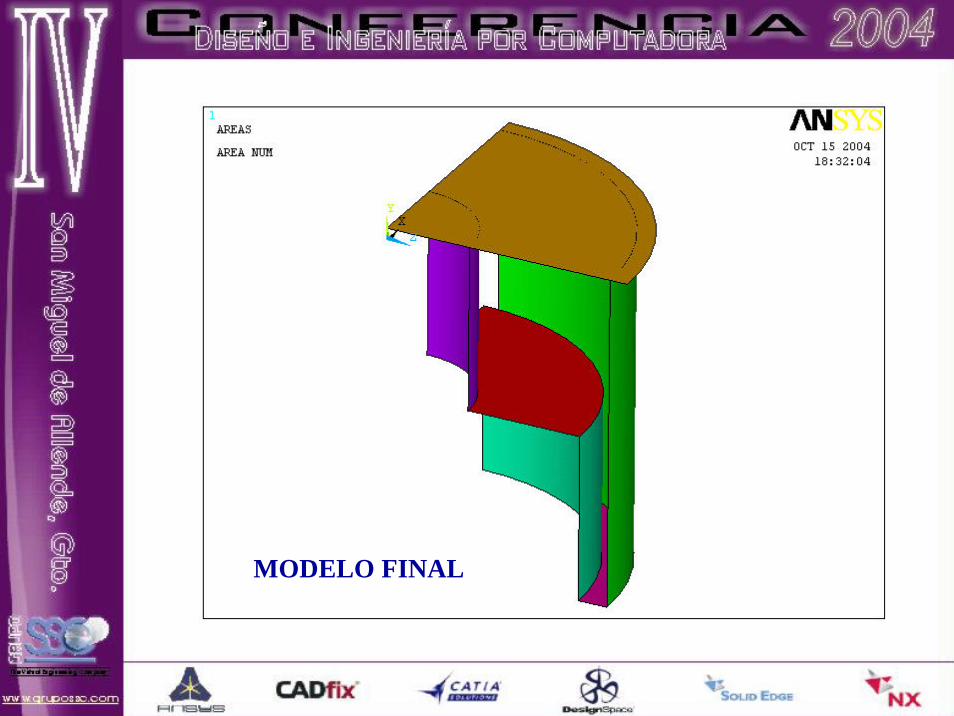
MODELO FINAL
•Se definieron contactos STS (surface to surface) entre las áreas del polvo y las del punzón y el dado.
•El tiempo de simulación es de 5 segundos
•Se aplicaron velocidades verticales al punzón que correspondieran al tiempo de simulación y a la distancia que debe recorrer el punzón
•Se aplicaron restricciones de desplazamiento en las paredes laterales del polvo

Gracias por su atención
¿Preguntas?