Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADEMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS INTEGRADO DE GESTIÓN
TEMA “DIAGNÓSTICO DE LA MEJORA DEL PROCESO EVITANDO DAÑOS DE RODAMIENTOS EN CAJA
# 2 EN LA EMPRESA ANDEC S.A.”
AUTOR ALVARADO FARFÁN MANUEL GREGORIO
DIRECTOR DEL TRABAJO ING. IND. OMAR KAYYAN CORONADO WINDSOR, MSC.
2017
GUAYAQUIL - ECUADOR
ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
_________________________________
ALVARADO FARFÁN MANUEL GREGORIO
C.C. 0916539141
iii
DEDICATORIA
El trabajo aquí realizado es dedicado a nuestro Dios por darme la
sabiduría para poder realizar este trabajo, dándome fortaleza, paciencia y
por permitirme tener la felicidad de estar con las personas que me
aprecian.
A mis padres, por aconsejarme y guiarme por el buen camino, en la
cual siempre han estado en los momentos más difíciles y por enseñarme
valores morales y ser una persona útil para la sociedad.
A mi esposa e hijos, por darme las fortalezas necesarias para
poder culminar el trabajo aquí realizado y por darme el apoyo
incondicional a pesar del tiempo dedicado en este proyecto.
A mi familia por estar en las buenas y en las malas ayudándome
para poder darme las motivaciones necesarias para continuar con la
preparación de la vida.
iv
AGRADECIMIENTO
Agradezco primero a Dios por el día a día que nos brinda la fuerza
necesaria para poder emprender el camino que la vida nos dio.
A mis padres, esposa e hijos y a toda mi familia les agradezco por
ser mi apoyo incondicional, dando su confianza para poder culminar esta
etapa de la vida en mi carrera profesional.
También gracias a mis compañeros de trabajo de la empresa
ANDEC por hacer realidad el proyecto que aquí se desarrolló, a mi
director del trabajo de tesis el Ing. Omar kayyan Coronado Windsor Msc.
quien con paciencia y disponibilidad me guio en lo catedrático para poder
desarrollar el proyecto paso a paso.
A todos ellos les agradezco de corazón ¡Muchísimas Gracias!
v
ÍNDICE GENERAL
Nº Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN Y FUNDAMENTACIÓN DEL PROBLEMA
Nº Descripción Pág.
1.1 Antecedentes 2
1.2 Contexto del Problema 2
1.3 Descripción General de la Empresa 3
1.3.1 Localización
1.3.2 Estructura Organizacional 6
1.3.3
Identificación según Codificación Internacional
Industrial Uniforme (CIIU)
6
1.3.4 Descripción de los Productos y Servicios 6
1.3.4.1 Varillas Soldables 7
1.3.4.2 Barras Redondas 7
1.3.4.3 Barras Cuadradas 8
1.3.4.4 Alambrón 9
1.3.4.5 Alambre Grafilado 9
1.3.4.6 Alambre Trefilado 10
1.3.4.7 Ángulos 10
1.3.4.8 Mallas Electrosoldadas 11
1.3.4.9 Pletinas 12
1.3.4.10 Armaduras Conformadas 13
1.3.4.11 Dowells 13
vi
Nº Descripción Pág.
1.3.4.12 Estribos 14
1.3.4.13 Palanquillas de acero 15
1.3.4.14 Servicios 15
1.4 Filosofía Estratégica 16
1.4.1 Visión 16
1.4.2 Misión 16
1.5 Objetivos 17
1.5.1 Objetivo General 17
1.5.2 Objetivos Específicos 17
1.6 Planteamiento del Problema 17
1.7 Justificativo 18
1.8 Delimitación de la investigación 19
1.9 Marco Teórico 19
1.9.1 Fundamentación Teórico 19
1.9.1.1 Diagrama de Flujo del Proceso 20
1.9.1.2 Diagrama de Recorrido 21
1.9.1.3 Estudios de Tiempos 22
1.9.1.4 Diagrama “Causa – Efecto” 23
1.9.2 Fundamento Histórico 25
1.9.3 Fundamento Legal Ambiental 25
1.9.4 Fundamento Conceptual 27
1.9.5 Fundamento Referencial 28
1.9.5.1 Frank Gilbreth, Sr. y su esposa Lillian Gilbreth 28
1.9.5.2 Frederick Winslow Taylor, (1856 -1915) 28
1.9.5.3 Henry Ford (1863-1947) 29
1.10 Metodología 29
1.10.1
Etapa 1: Realizar un diagnóstico de la situación
actual
29
1.10.2
Etapa 2: Realizar un muestreo de tiempos y
movimientos
30
1.10.3 Etapa 3: Evaluar la situación actual del proceso 30
vii
Nº Descripción Pág.
1.10.4 Etapa 4: Plan de mejoras 30
CAPÍTULO II
ANÁLISIS Y DIAGNÓSTICO DEL PROBLEMA
Nº Descripción Pág.
2.1 Situación actual de la empresa 31
2.1.1 Producción y Mercado que Atiende 31
2.1.2 Volúmenes de Producción y Ventas 32
2.1.3 Tamaño y participación de mercado 33
2.1.4 Capacidad de producción instalada y utilizada 33
2.1.5 Procesos Principales 34
2.2 Análisis interno de la empresa 37
2.2.1 La Cadena de Valor 37
2.2.1.1 Actividades primarias 37
2.2.1.1.1 Logística interna 38
2.2.1.1.2 Operaciones 39
2.2.1.1.3 Logística externa 42
2.2.1.1.4 Marketing y Ventas 43
2.2.1.1.5 Servicio al Cliente 45
2.2.1.2 Actividades de Apoyo 47
2.2.1.2.1 Abastecimiento 47
2.2.1.2.2 Desarrollo Tecnológico 50
2.2.1.2.3 Gestión de los Recursos 52
2.2.1.2.4 Infraestructura de la Empresa 55
2.3 Diagnóstico 57
2.3.1
Análisis e identificación de los principales
problemas, el origen, sus causas y efectos
57
2.3.2 Representación Gráfica (Ishikawa) 60
2.3.3
Análisis de la frecuencia de representación de
problemas (PARETO)
61
viii
Nº Descripción Pág.
2.4 Costo Asignado al Problema 63
CAPÍTULO III
PROPUESTA
Nº Descripción Pág.
3.1 Planteamiento de alternativa de solución al
problema
65
3.2 Costos de alternativas de solución 67
3.2.1 Análisis de la Inversión 67
3.2.2 Tasa Interna de Retorno (TIR) 69
3.2.3 Valor Actual Neto (VAN) 71
3.2.4 Periodo de Recuperación de la Inversión (PRI) 72
3.2.5 Coeficiente Beneficio/Costo (B/C) 74
3.2.6 Resumen de Criterios Económicos 74
3.3 Conclusión y Recomendación 75
3.3.1 Conclusiones 75
3.3.2 Recomendaciones 76
GLOSARIO DE TÈRMINOS
ANEXOS
BIBLIOGRAFÍA
77
78
82
ix
ÍNDICE DE CUADROS
Nº Descripción Pág.
1 Capacidad de la Empresa Andec en laminación 32
2
Informe Anual de toneladas en Producción y Ventas de
Andec año 2015
33
3 Participación de la competencia en el mercado 33
4 Producción Programada 34
5 Tabla de frecuencia de los problemas 61
6 Costo del Minuto Improductivo 63
7 Flujo de Caja de la Propuesta 68
8 Interpolación para la Comprobación (TIR) 70
9 Comprobación del Valor Actual Neto (VAN) 72
10 Periodo de Recuperación de la Inversión (PRI) 73
x
ÍNDICE DE IMÁGENES
Nº Descripción Pág.
1 Ubicación satelital de Andec S.A. 5
2 Varillas Corrugadas Soldables 7
3 Barras Redondas 8
4 Barras Cuadradas 8
5 Alambrón 9
6 Alambre Grafilado 9
7 Alambre Trefilado 10
8 Ángulos 11
9 Mallas Electrosoldadas 11
10 Pletinas 12
11 Armaduras Conformadas 13
12 Dowells 14
13 Estribos 14
14 Palanquillas de acero 15
15 Horno Calentamiento de Empuje 40
16 Tren Laminador 41
17 Mesa de Enfriamiento 41
18 Rodamiento de Caja # 2 59
20 Sistema de Lubricación por Grasa 67
xi
ÍNDICE DE GRÀFICOS
Nº Descripción Pág.
1 Análisis de Pareto de los Problemas 62
xii
ÍNDICE DE DIAGRAMAS
Nº Descripción Pág.
1 Diagrama de Flujo del Proceso 21
2 Diagrama Causa - Efecto 24
3 Flujograma del proceso de laminación de Andec 35
4
Organigrama Funcional del departamento de laminación
en caliente (situación actual)
36
5 Cadena de Valor 37
6 Cadena de valor logística interna 38
7 Cadena de valor operaciones 39
8 Cadena de Valor Logística Externa 42
9 Cadena de Valor Marketing y Ventas 44
10 Cadena de Valor Servicio al Cliente 46
11 Cadena de Valor Abastecimiento 47
12 Cadena de Valor Desarrollo Tecnológico 50
13 Cadena de Valor Gestión de los Recursos 52
14 Cadena de Valor Infraestructura de la Empresa 55
15 Diagrama de Ishikawa de Producción 60
xiii
ÍNDICE DE ANEXOS
Nº Descripción Pág.
1 Estructura Organizacional de Andec S.A. 79
2
Reglamento de Seguridad y Salud de los Trabajadores
artículo 55
80
3 Costo de Palanquilla Andec S.A 81
xiv
AUTOR: ALVARADO FARFÁN MANUEL GREGORIO TEMA: “DIAGNÓSTICO DE LA MEJORA DEL PROCESO
EVITANDO DAÑOS DE RODAMIENTOS EN CAJA # 2 EN LA EMPRESA ANDEC S.A”.
DIRECTOR: ING. IND. CORONADO WINDSOR OMAR KAYYAN, MSC.
RESUMEN
El objetivo de la presente tesis se basará en diagnosticar los daños de los rodamientos del tren de Laminación en la caja # 2, en la cual tiene como objetivo optimizar los tiempos de paradas improductivos de la empresa ANDEC S.A., buscando mejoras para el proceso Productivo de Producción. Las metodologías que se aplicaron para este proyecto fueron basados por el método científico utilizando estrategias y herramientas de la Ingeniería Industrial como son: Diagrama Causa-Efecto y Diagrama de Pareto estas dos herramientas nos sirve para el diagnóstico de los problemas, para el análisis económico se tuvo el Flujo de Caja, Tasa Interna de Retorno (TIR), Valor Actual Neto (VAN), Coeficiente Beneficio/Costo (B/C) y el Periodo de Recuperación de la Inversión (PIR). La propuesta para solucionar el problema existente en el proceso de Producción es de adquirir el Sistema de engrase, en la cual con la implementación de esta mejora podremos disminuir los tiempos improductivos del proceso y cuya inversión inicial de este equipo es de $3.980,00. Con este valor se realizó las respectivas evaluaciones económicas el (TIR) que es de 726,06%, el (VAN) que es de $106.851,32, el coeficiente Beneficio/Costo que es de $26,85, con estas evaluaciones económicas se observa que el proyecto es rentable y su periodo de recuperación son tres meses, incluyendo con sus respectivas ganancias. PALABRAS CLAVES: Diagnóstico, Mejora, Laminación, Objetivo,
Optimizar, Procesos, Producción, Estrategias, Metodología, Daños, Rodamientos, Caja.
Alvarado Farfán Manuel Gregorio Ing. Ind. Coronado Windsor Omar Kayyan, MSc. C.C. 0916539141 Director del Trabajo
xv
AUTHOR: ALVARADO FARFÁN MANUEL GREGORIO TOPIC: PROCESS IMPROVEMENT DIAGNOSIS AVOIDING
DAMAGE OF BEARINGS IN BOX # 2 IN THE COMPANY ANDEC S.A.
DIRECTOR: IND. ENG. CORONADO WINDSOR OMAR KAYYAN, MSC.
ABSTRACT The aim of this thesis will be based on diagnosing damages bearings rolling mill in box # 2, which aims to optimize the unproductive time stops in the company ANDEC SA, seeking improvements to the Production Process. The methodologies applied for this project were based on the scientific method using strategies and tools of Industrial Engineering as: Cause-Effect and Pareto diagrams, these tools helped to diagnose problems, for the economic analysis was used the flow box, Internal Rate of Return (IRR), Net Present Value (NPV) coefficient Benefit / Cost (B / C) and the Payback Invest Period (PIR). The proposal to solve the existing problem in the production process of acquiring Lubrication System Grease, on which the implementation of this improvement can reduce downtime of the process and an initial investment of this equipment is $ 3,980. With this value has been done the respective economic evaluations (IRR) which is 726.06%, the (NPV) which is $ 106,851.32, the Benefit / Cost ratio of $ 26.85, with these economic evaluations is shown that the project is profitable and its payback period is three months even with their respective earnings. KEY WORDS: Diagnosis, Improvement, Lamination, Objective, Optimize,
Processes, Production, Strategy, Methodology, Damage, Bearings, Box.
Alvarado Farfán Manuel Gregorio Ind. Eng. Coronado Windsor Omar Kayyan, MSc. C.C. 0916539141 Director of Work
PRÓLOGO
En los últimos tiempos las empresas buscan las mejores
alternativas de ahorro para ser competitivos, en la cual estas alternativas
que generen ahorros pueden ofertar al cliente el mejor precio para que
sea adquirido su producto. Por tal razón este trabajo será dedicado a
buscar la mejor alternativa de reducción de costo generados por los
daños de rodamientos y así evitar las paradas no programadas de
Producción.
En el desarrollo del Primer Capítulo se generaliza la descripción de
la empresa ANDEC, sus productos o servicios que brindan y el objetivo
general del problema. El Segundo Capítulo comprenden la situación
actual de la empresa, su cadena de valor y el desarrollo del costo
asignado al problema por medio del análisis FODA, y el Tercer Capítulo
comprende las diferentes soluciones de la propuesta mediante la
evaluación y selección de alternativas de solución una vez realizados los
cotos de alternativas de factibilidad del proyecto para que la empresa
pueda tener mayor productividad y el mejor aprovechamiento de los
recursos que posee consiguiendo así la optimización de los equipos.
CAPÍTULO I
INTRODUCCIÓN Y FUNDAMENTACIÓN DEL PROBLEMA
1.1 Antecedentes
En los meses últimos del año 2015 se produjeron daños en la caja
# 2 por deficiencia de lubricación, en la cual se evidenciaron los daños al
momento del desmontaje de los cilindros de Laminación por la excesiva
agresión al sistema de Lubricación (aire-aceite) por las condiciones de
trabajo de esta caja que es de forma vertical.
Por tal razón se estuvo investigando las diferentes condiciones de
trabajo del lubricante que se tiene actualmente (aceite HD460), por ende
se estuvo probando con el sistema de grasa por el ambiente agresivo
(agua con filtración de laminilla) que se causa en el proceso de
Laminación.
Al momento de realizar este tipo de prueba (lubricación por grasa)
se obtuvo que la duración de los elementos rodantes (rodamientos) fueron
satisfactorios por cuanto se pudo obtener el rendimiento útil de los
cilindros de Laminación y se disminuyeron las paradas no programadas
en el proceso de Producción.
1.2 Contexto del Problema
El problema que se encontró para realizar este estudio es el daño
de los elementos rodantes (rodamientos) por la falta de inspección en el
sistema de lubricación del tren de Laminación en la empresa ANDEC S.A,
debido a la deficiencia de lubricación en los últimos meses del año 2015,
Introducción y Fundamentación del Problema 3
su producción bajo su rendimiento mensual y a su vez generó el no
cumplimiento de las metas mensuales del programa de Producción.
El problema de esta deficiencia de lubricación en el tren de
Laminación causa pérdidas en rendimiento de los cilindros de Laminación
de la caja # 2 del Desbaste en el proceso de Producción, en la cual se
pierde su vida útil o rendimiento que estos dan al proceso de Producción y
su daño causa paradas no Programadas de 4 a 5 horas en el proceso y
se retrase la entrega del producto terminado al cliente.
1.3 Descripción General de la Empresa
La empresa ANDEC S.A (Acería Nacionales del Ecuador) surgió
por la demanda de acero y hierro para la industria de la construcción, en
la cual se constituyó en el año de 1964 por la llegada de la revolución
industrial a América. La empresa ANDEC S.A inicio la planta con 150
trabajadores de los cuales los Técnicos de la Siderurgia eran extranjeros
y por ende a los trabajadores nacionales se los tuvo que capacitar para
que tengan la capacidad de poder manejar el tren laminador, el mismo
que se tuvo que renovar en los años 80.
El tren de laminación con lo que inicio ANDEC S.A alcanzaba a
cubrir un 20% de la demanda total a nivel del país, por tal razón a
mediado de los años 80, la empresa se encontraba en un proceso de
diversificación de su producto, en la cual por medio de sus técnicos y
Gerentes de ese entonces realizaron la gestión para adquirir un tren
laminador que permitiría laminar rollos de alambrón menores a 12mm.
En Julio de 1984, la Dirección de Industrias del Ejército (DINE) se
convierte en el mayor accionista de la empresa con el fin de modernizar la
planta industrial, para optimizar los recursos y poder incrementar la
participación en el mercado.
Introducción y Fundamentación del Problema 4
Con el modernizar la planta industrial se acercaba el proceso de
certificación ISO 9000”, en 1997, en la cual fue la primera industria
Siderúrgica en el país en obtener esta certificación. Después de obtener
la primera certificación y a medida que iba pasando el tiempo se hacía
más competitivo el mercado y por tal razón se innovaron nuevos
procedimientos de Gestión de Calidad, en la cual logro conseguir las
siguientes certificaciones:
Certificación ISO 9002, el 22 de febrero de 2001.
Certificación ISO 9001:2000, el 31 de julio de 2003.
Certificación ISO 14001 y OHSAS 18001.
En la industria Siderúrgica de nuestro país se están innovando en
tecnologías y en capacitando a su personal para ser más competitivos en
el campo de la fabricación del acero, la empresa ANDEC está
contribuyendo al país con sus productos de acero para la construcción y
también con la preservación del medio ambiente, ya que es un
compromiso de ANDEC S.A. como una Empresa Socialmente
Responsable. (ANDEC)
1.3.1 Localización
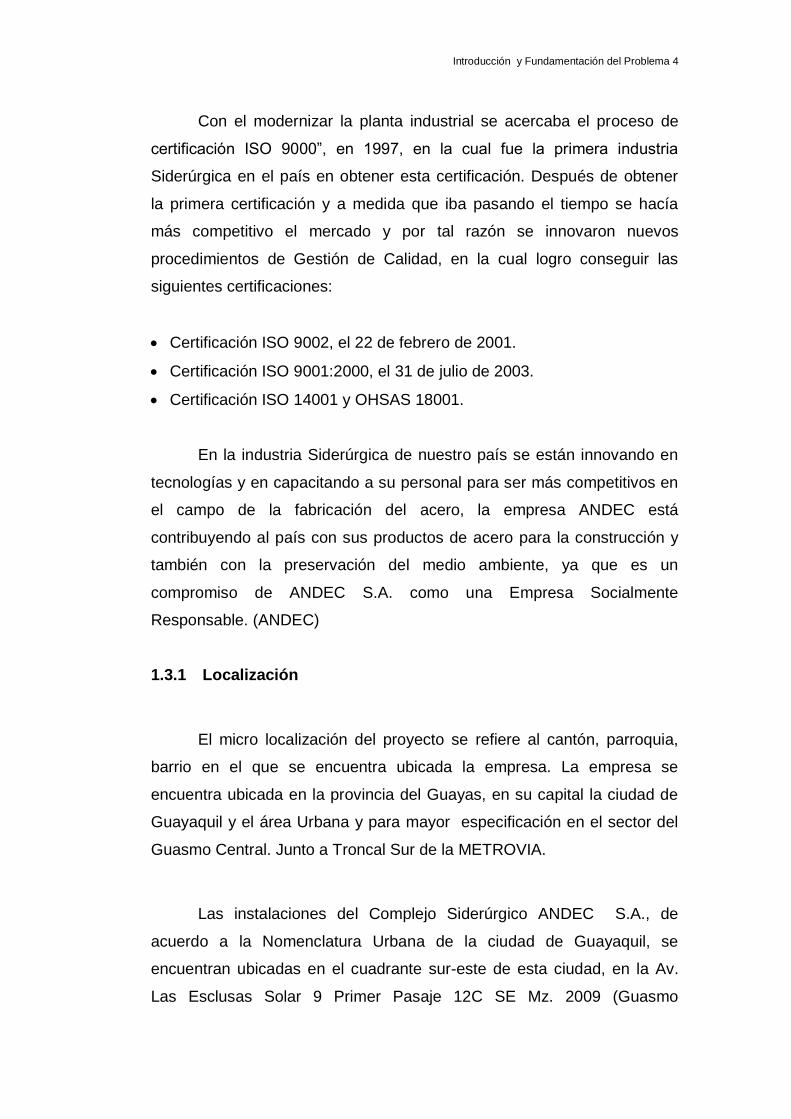
El micro localización del proyecto se refiere al cantón, parroquia,
barrio en el que se encuentra ubicada la empresa. La empresa se
encuentra ubicada en la provincia del Guayas, en su capital la ciudad de
Guayaquil y el área Urbana y para mayor especificación en el sector del
Guasmo Central. Junto a Troncal Sur de la METROVIA.
Las instalaciones del Complejo Siderúrgico ANDEC S.A., de
acuerdo a la Nomenclatura Urbana de la ciudad de Guayaquil, se
encuentran ubicadas en el cuadrante sur-este de esta ciudad, en la Av.
Las Esclusas Solar 9 Primer Pasaje 12C SE Mz. 2009 (Guasmo
Introducción y Fundamentación del Problema 5
Central)/Telf.: 04 2482833 Fax: 04 2482826.Las coordenadas centrales
UTM del polígono de ubicación de las instalaciones son 625.962 E y
9’750.513 N.
La empresa tiene salida al mar, se escogió esta ubicación debido a
que las embarcaciones que entran por el Río Guayas hasta las
instalaciones de ANDEC, transportando la materia prima, que es la
chatarra para el proceso de acería, con la finalidad de elaborar la
palanquilla.
Call Center: 1800263327.
Andec Quito: Av. Pedro Vicente Maldonado 10555 y
AyapambaTelfs.: 02 2684166/02 2675920.
Andec Cuenca: Av. Remigio Tamariz 1-62 y Av. Solano, Edificio
office 4to. Piso ofc. 4 2a – 2b/Telfs.: 07 4078145/8146. (Ver imagen n° 1)
IMAGEN N° 1
UBICACIÓN SATELITAL DE ANDEC S.A.
Fuente: Google earth Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 6
1.3.2 Estructura Organizacional
ANDEC S.A. tiene una estructura organizacional, en la cual se
puede observar cómo está conformada su estructura. (Ver anexo 1).
1.3.3 Identificación según Codificación Internacional Industrial
Uniforme (CIIU)
El CIIU es un código o clasificación Industrial que identifica la
actividad económica del bien o servicio que ofrece una empresa
productiva, en la cual está basado el proyecto y corresponde al grupo de
productos de hierro y acero elaborados por la Industria, que está dirigido a
la empresa ANDEC cuya actividad se dedica a la Fabricación,
comercialización y distribución de productos de acero.
A continuación se describe el CIIU con el cual la empresa se
encuentra identificada debido a su actividad productiva que es el trabajo
con productos de hierro y acero según revisión 4.0 realizado en el 2012.
2410 Industrias básicas de hierro y acero
2420 Fabricación de productos primarios de hierro y acero
2431 Fundición de hierro y acero
1.3.4 Descripción de los Productos y Servicios
Productos de Andec
La industria ANDEC fabrica una gama de productos de acero,
laminados en frío y caliente, para satisfacer necesidades del sector de la
construcción. El Plan Estratégico de Andec es la clave para un manejo
eficiente de la producción y comercialización de sus productos laminados,
con la finalidad de obtener la satisfacción total de sus clientes y
Introducción y Fundamentación del Problema 7
distribuidores, teniendo entre la variedad de productos, laminados en
caliente y frio.
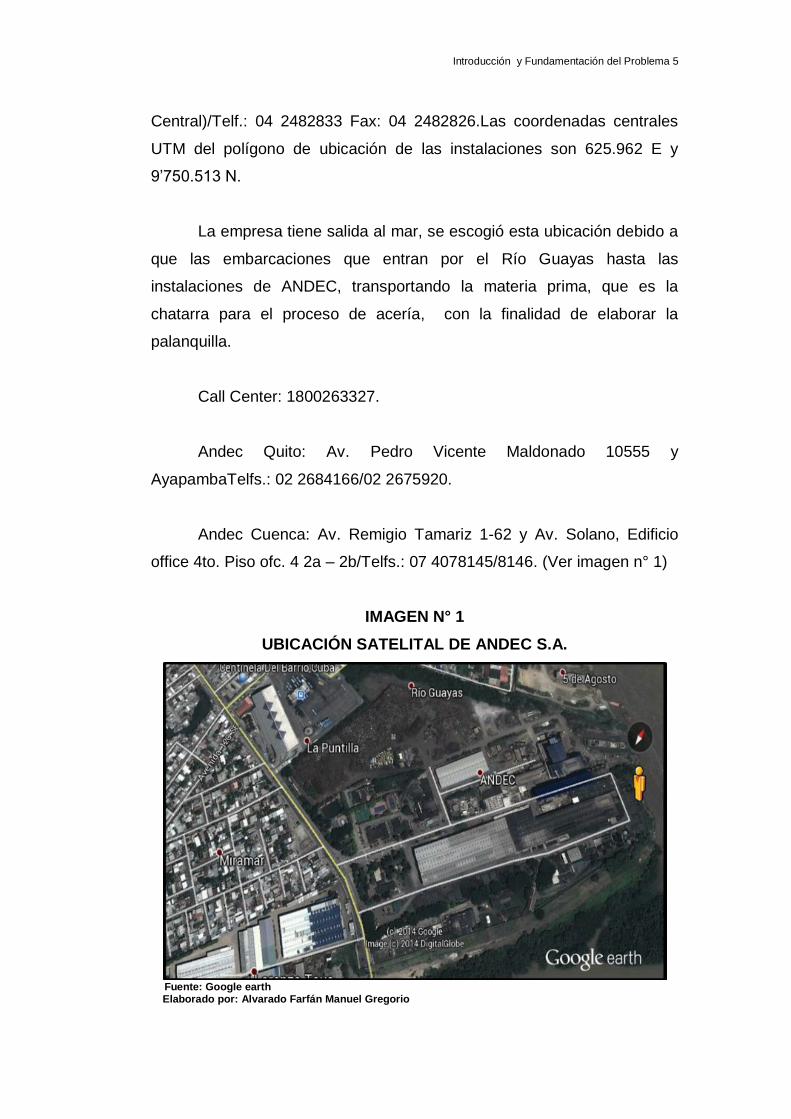
1.3.4.1 Varillas Soldables
Las varillas soldables de acero reciben un tratamiento térmico
controlado llamado Tempcore en su proceso de Producción, que dan una
alta ductibilidad y buenas propiedades mecánicas.
Las varillas soldables se utilizan en estructuras de hormigón
armado para construcción de Diseños Sismos Resistentes y donde se
requiera empalmes para soldadura. Las varillas soldables, se fabrican de
acuerdo a las norma NTE INEN 2167/ ASTM A 706. (Ver imagen n° 2).
IMAGEN N° 2
VARILLAS CORRUGADAS SOLDABLES
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
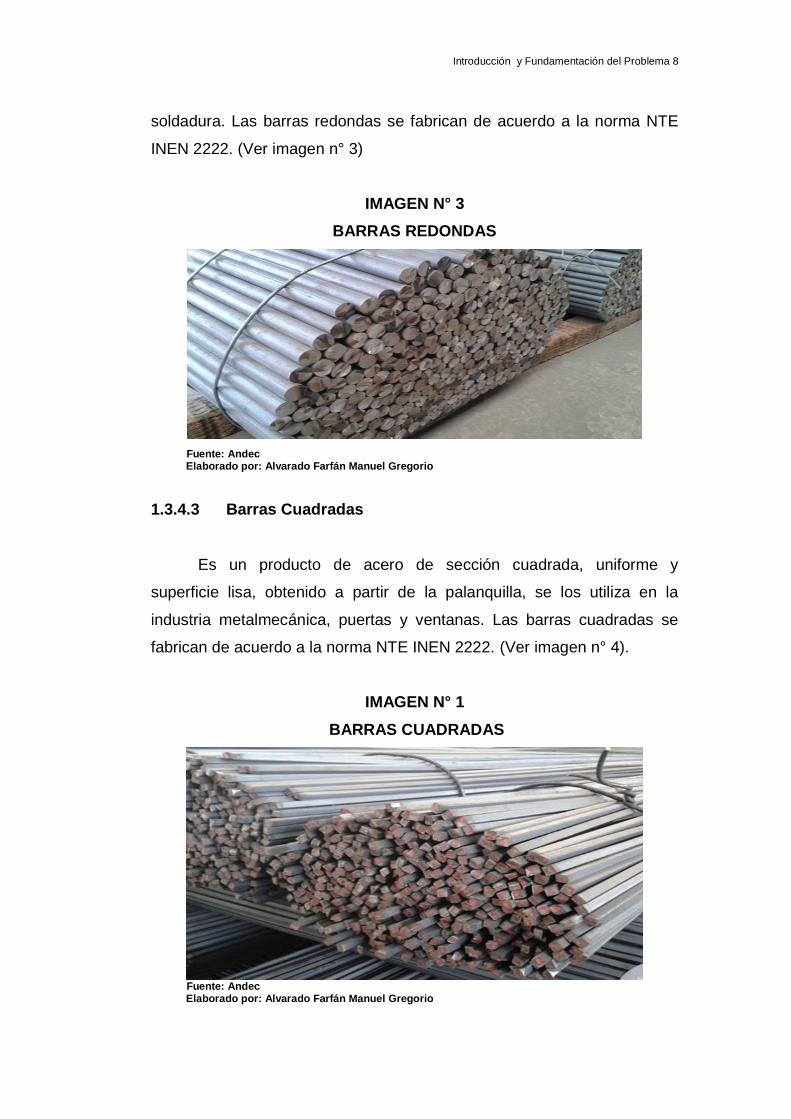
1.3.4.2 Barras Redondas
Las barras redondas, son aquellas cuyo perfil corresponde al de
una circunferencia con una superficie lisa, luego de ser laminada, estas
barras redondas son utilizadas en la carpintería metálica, fabricación de
tornillos, tensores, cerramientos, donde los elementos deben unirse con
Introducción y Fundamentación del Problema 8
soldadura. Las barras redondas se fabrican de acuerdo a la norma NTE
INEN 2222. (Ver imagen n° 3)
IMAGEN N° 3
BARRAS REDONDAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
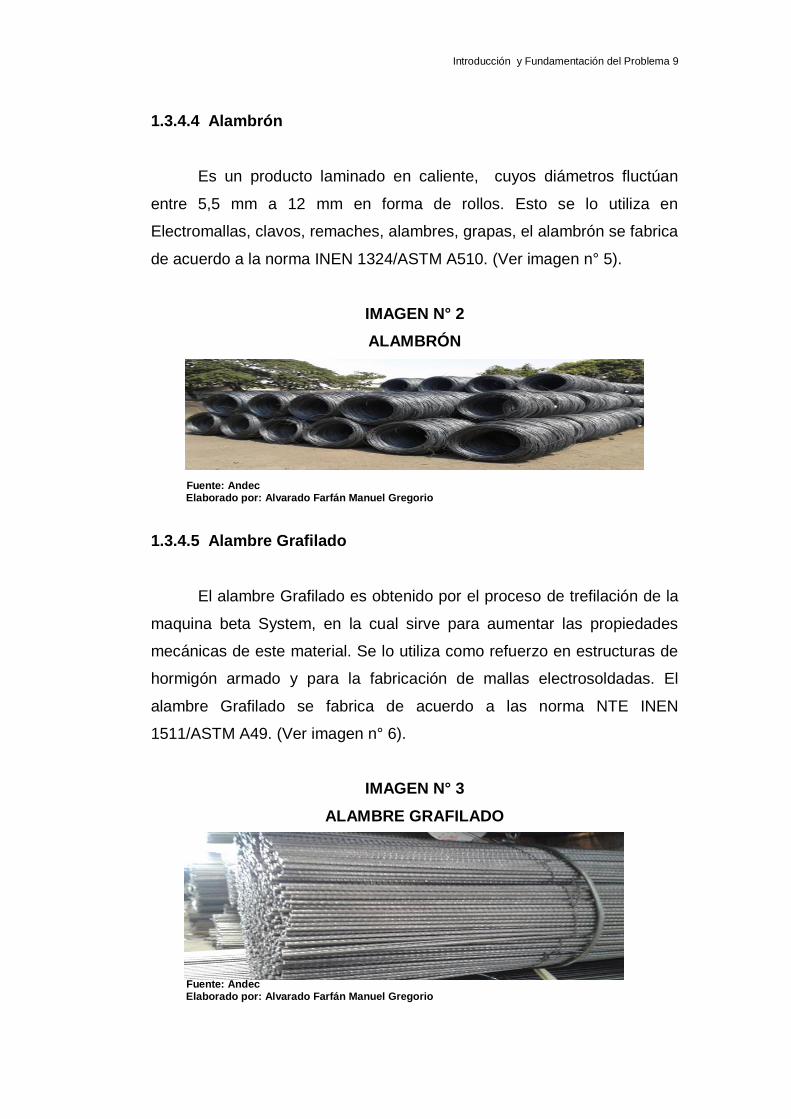
1.3.4.3 Barras Cuadradas
Es un producto de acero de sección cuadrada, uniforme y
superficie lisa, obtenido a partir de la palanquilla, se los utiliza en la
industria metalmecánica, puertas y ventanas. Las barras cuadradas se
fabrican de acuerdo a la norma NTE INEN 2222. (Ver imagen n° 4).
IMAGEN N° 1
BARRAS CUADRADAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 9
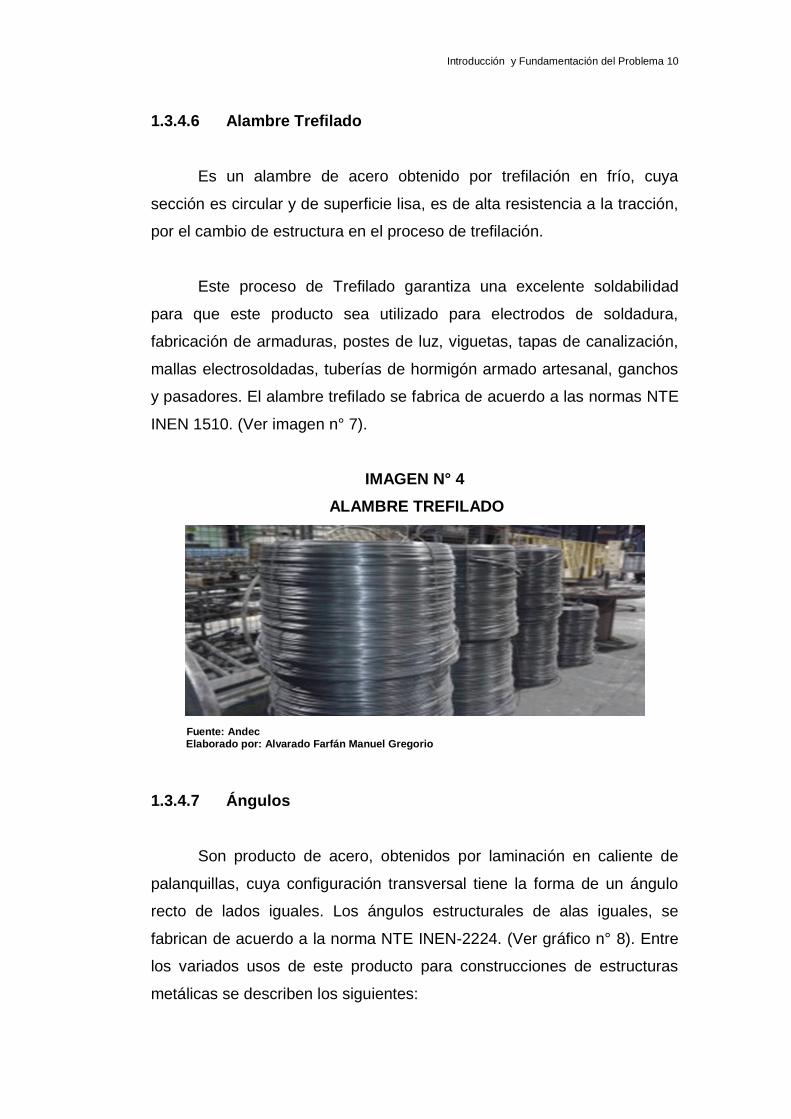
1.3.4.4 Alambrón
Es un producto laminado en caliente, cuyos diámetros fluctúan
entre 5,5 mm a 12 mm en forma de rollos. Esto se lo utiliza en
Electromallas, clavos, remaches, alambres, grapas, el alambrón se fabrica
de acuerdo a la norma INEN 1324/ASTM A510. (Ver imagen n° 5).
IMAGEN N° 2
ALAMBRÓN
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.3.4.5 Alambre Grafilado
El alambre Grafilado es obtenido por el proceso de trefilación de la
maquina beta System, en la cual sirve para aumentar las propiedades
mecánicas de este material. Se lo utiliza como refuerzo en estructuras de
hormigón armado y para la fabricación de mallas electrosoldadas. El
alambre Grafilado se fabrica de acuerdo a las norma NTE INEN
1511/ASTM A49. (Ver imagen n° 6).
IMAGEN N° 3
ALAMBRE GRAFILADO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 10
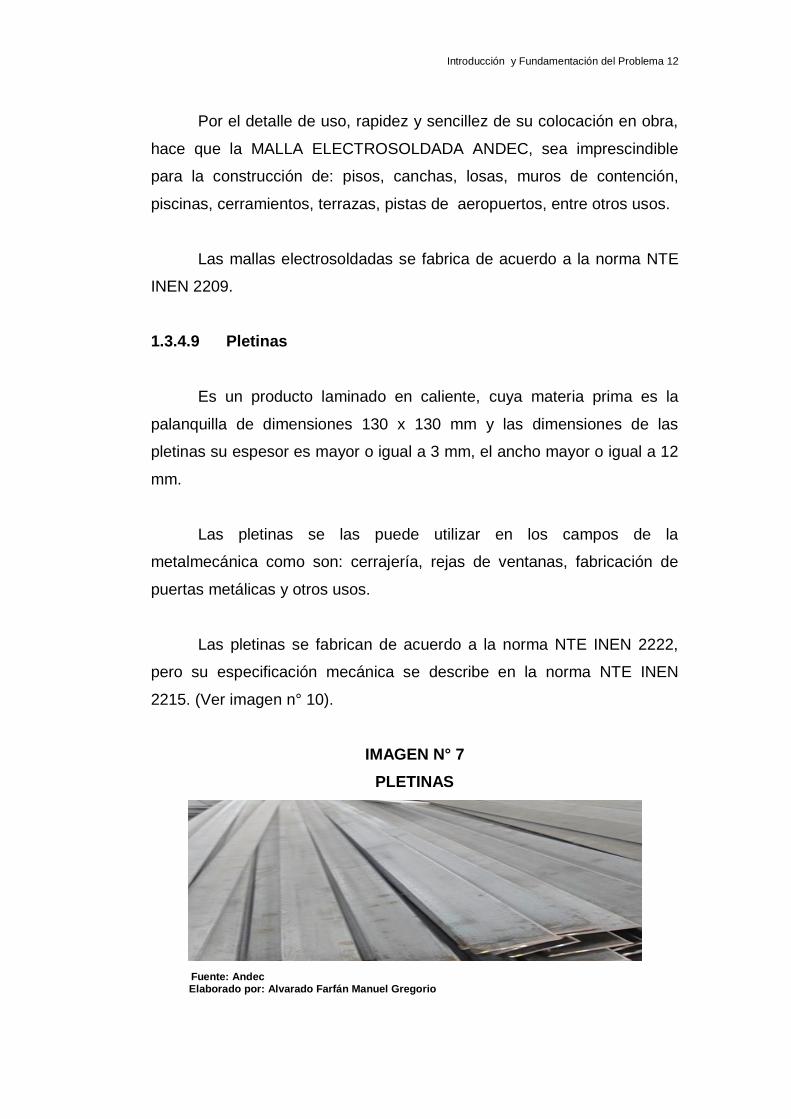
1.3.4.6 Alambre Trefilado
Es un alambre de acero obtenido por trefilación en frío, cuya
sección es circular y de superficie lisa, es de alta resistencia a la tracción,
por el cambio de estructura en el proceso de trefilación.
Este proceso de Trefilado garantiza una excelente soldabilidad
para que este producto sea utilizado para electrodos de soldadura,
fabricación de armaduras, postes de luz, viguetas, tapas de canalización,
mallas electrosoldadas, tuberías de hormigón armado artesanal, ganchos
y pasadores. El alambre trefilado se fabrica de acuerdo a las normas NTE
INEN 1510. (Ver imagen n° 7).
IMAGEN N° 4
ALAMBRE TREFILADO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.3.4.7 Ángulos
Son producto de acero, obtenidos por laminación en caliente de
palanquillas, cuya configuración transversal tiene la forma de un ángulo
recto de lados iguales. Los ángulos estructurales de alas iguales, se
fabrican de acuerdo a la norma NTE INEN-2224. (Ver gráfico n° 8). Entre
los variados usos de este producto para construcciones de estructuras
metálicas se describen los siguientes:

Introducción y Fundamentación del Problema 11
Viaductos, torres de transmisión de energía eléctrica.
Componentes de camiones, Componentes de navíos, puentes.
Fabricación de contenedores, Fabricación de ferrocarriles.
Construcciones navales.
IMAGEN N° 5
ÁNGULOS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.3.4.8 Mallas Electrosoldadas
Las mallas electrosoldadas Andec están compuestas por una serie
de alambres de acero lisos o Grafilado que se cruzan perpendicularmente
y cuyos puntos de contacto se sueldan por el proceso de soldadura por
resistencia eléctrica. (Ver imagen n° 9).
IMAGEN N° 6
MALLAS ELECTROSOLDADAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 12
Por el detalle de uso, rapidez y sencillez de su colocación en obra,
hace que la MALLA ELECTROSOLDADA ANDEC, sea imprescindible
para la construcción de: pisos, canchas, losas, muros de contención,
piscinas, cerramientos, terrazas, pistas de aeropuertos, entre otros usos.
Las mallas electrosoldadas se fabrica de acuerdo a la norma NTE
INEN 2209.
1.3.4.9 Pletinas
Es un producto laminado en caliente, cuya materia prima es la
palanquilla de dimensiones 130 x 130 mm y las dimensiones de las
pletinas su espesor es mayor o igual a 3 mm, el ancho mayor o igual a 12
mm.
Las pletinas se las puede utilizar en los campos de la
metalmecánica como son: cerrajería, rejas de ventanas, fabricación de
puertas metálicas y otros usos.
Las pletinas se fabrican de acuerdo a la norma NTE INEN 2222,
pero su especificación mecánica se describe en la norma NTE INEN
2215. (Ver imagen n° 10).
IMAGEN N° 7
PLETINAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 13
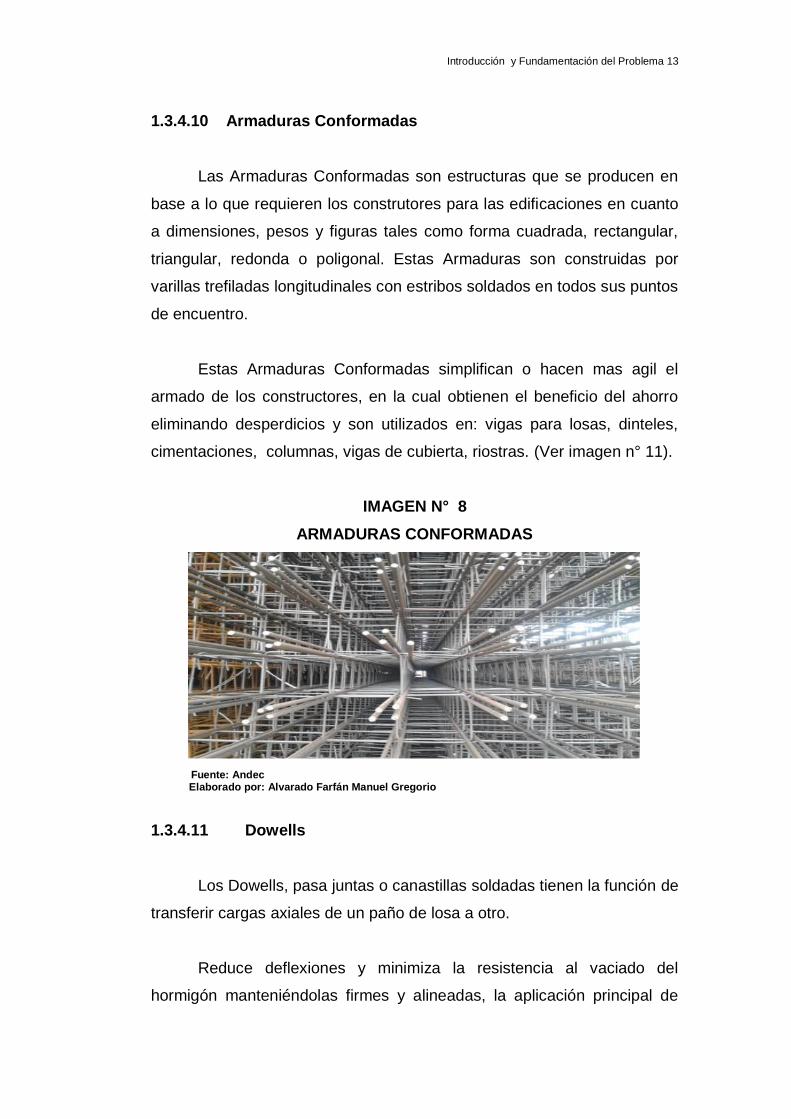
1.3.4.10 Armaduras Conformadas
Las Armaduras Conformadas son estructuras que se producen en
base a lo que requieren los construtores para las edificaciones en cuanto
a dimensiones, pesos y figuras tales como forma cuadrada, rectangular,
triangular, redonda o poligonal. Estas Armaduras son construidas por
varillas trefiladas longitudinales con estribos soldados en todos sus puntos
de encuentro.
Estas Armaduras Conformadas simplifican o hacen mas agil el
armado de los constructores, en la cual obtienen el beneficio del ahorro
eliminando desperdicios y son utilizados en: vigas para losas, dinteles,
cimentaciones, columnas, vigas de cubierta, riostras. (Ver imagen n° 11).
IMAGEN N° 8
ARMADURAS CONFORMADAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.3.4.11 Dowells
Los Dowells, pasa juntas o canastillas soldadas tienen la función de
transferir cargas axiales de un paño de losa a otro.
Reduce deflexiones y minimiza la resistencia al vaciado del
hormigón manteniéndolas firmes y alineadas, la aplicación principal de
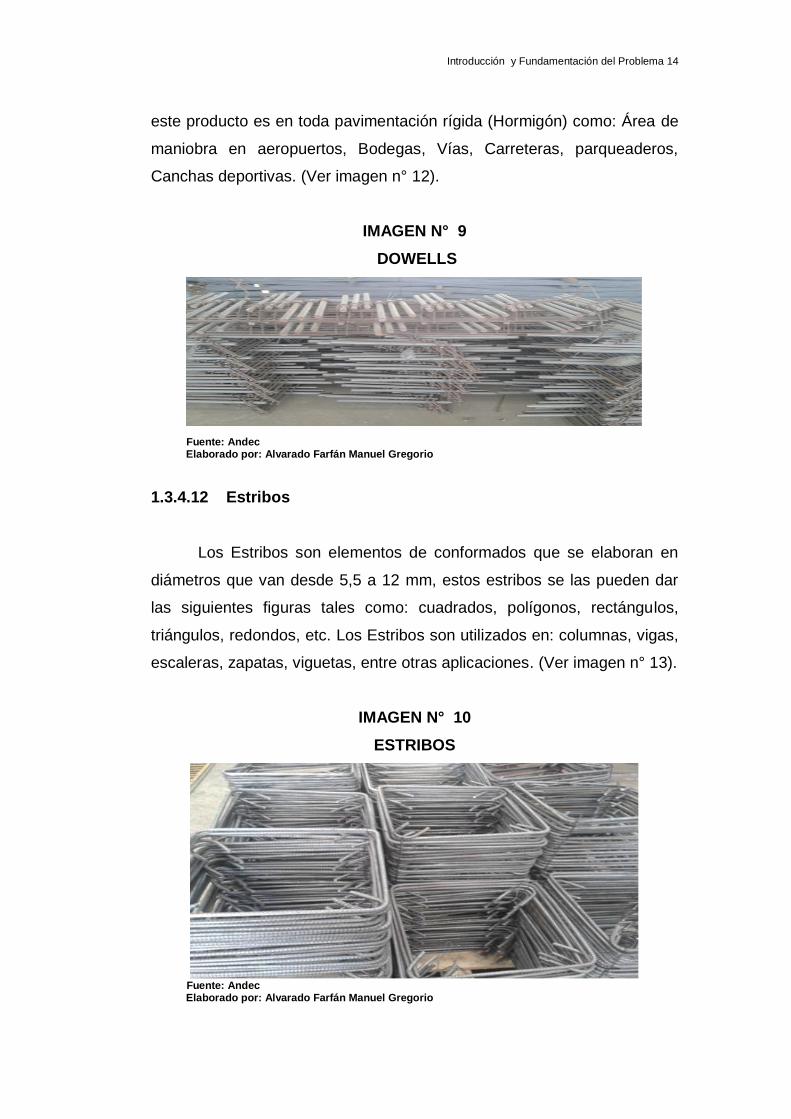
Introducción y Fundamentación del Problema 14
este producto es en toda pavimentación rígida (Hormigón) como: Área de
maniobra en aeropuertos, Bodegas, Vías, Carreteras, parqueaderos,
Canchas deportivas. (Ver imagen n° 12).
IMAGEN N° 9
DOWELLS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
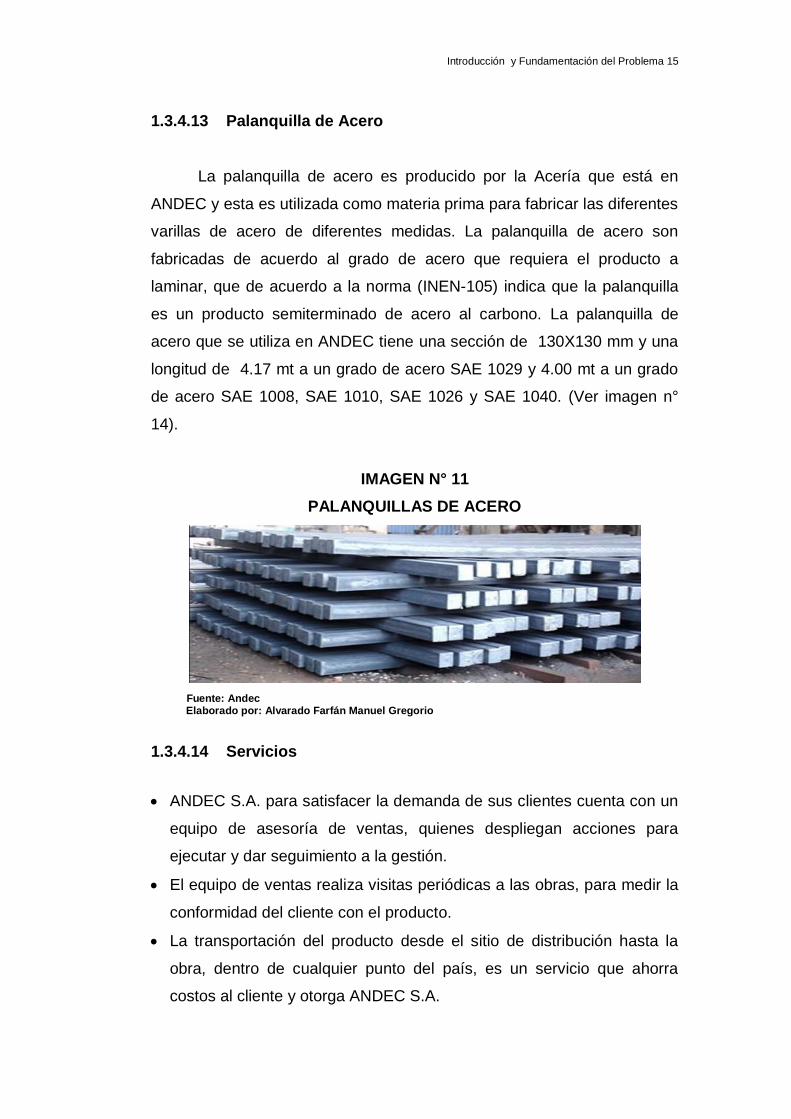
1.3.4.12 Estribos
Los Estribos son elementos de conformados que se elaboran en
diámetros que van desde 5,5 a 12 mm, estos estribos se las pueden dar
las siguientes figuras tales como: cuadrados, polígonos, rectángulos,
triángulos, redondos, etc. Los Estribos son utilizados en: columnas, vigas,
escaleras, zapatas, viguetas, entre otras aplicaciones. (Ver imagen n° 13).
IMAGEN N° 10
ESTRIBOS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 15
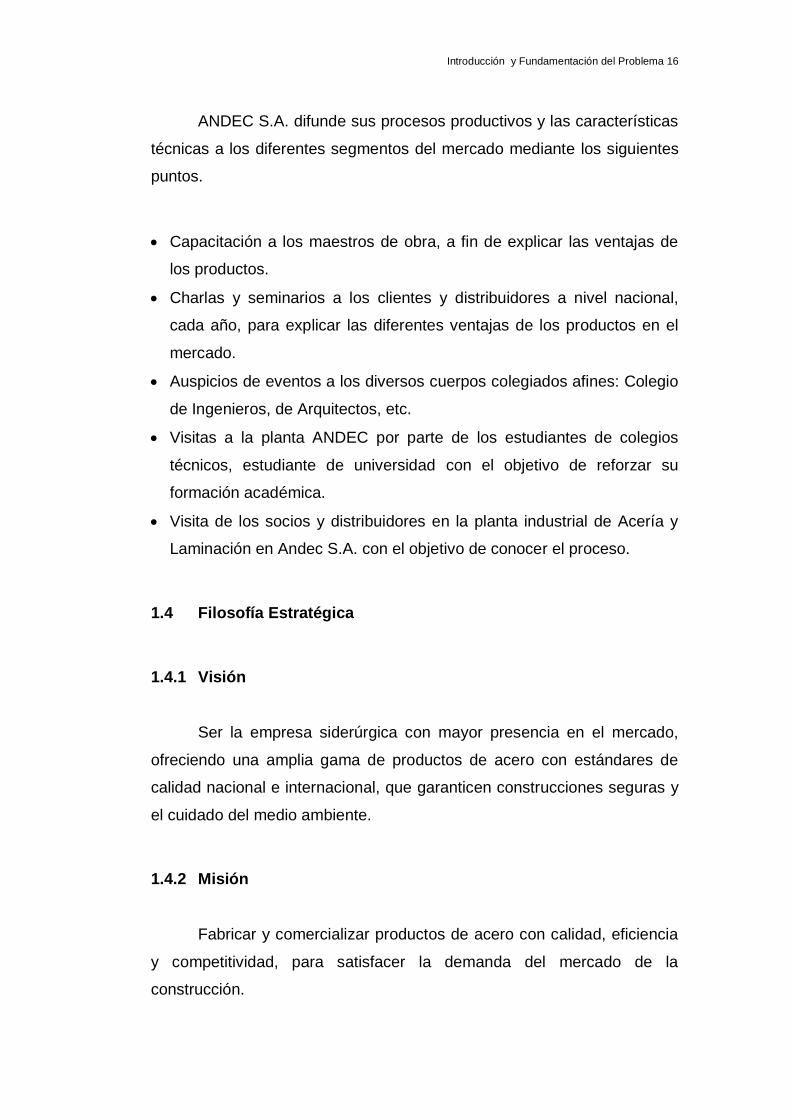
1.3.4.13 Palanquilla de Acero
La palanquilla de acero es producido por la Acería que está en
ANDEC y esta es utilizada como materia prima para fabricar las diferentes
varillas de acero de diferentes medidas. La palanquilla de acero son
fabricadas de acuerdo al grado de acero que requiera el producto a
laminar, que de acuerdo a la norma (INEN-105) indica que la palanquilla
es un producto semiterminado de acero al carbono. La palanquilla de
acero que se utiliza en ANDEC tiene una sección de 130X130 mm y una
longitud de 4.17 mt a un grado de acero SAE 1029 y 4.00 mt a un grado
de acero SAE 1008, SAE 1010, SAE 1026 y SAE 1040. (Ver imagen n°
14).
IMAGEN N° 11
PALANQUILLAS DE ACERO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.3.4.14 Servicios
ANDEC S.A. para satisfacer la demanda de sus clientes cuenta con un
equipo de asesoría de ventas, quienes despliegan acciones para
ejecutar y dar seguimiento a la gestión.
El equipo de ventas realiza visitas periódicas a las obras, para medir la
conformidad del cliente con el producto.
La transportación del producto desde el sitio de distribución hasta la
obra, dentro de cualquier punto del país, es un servicio que ahorra
costos al cliente y otorga ANDEC S.A.
Introducción y Fundamentación del Problema 16
ANDEC S.A. difunde sus procesos productivos y las características
técnicas a los diferentes segmentos del mercado mediante los siguientes
puntos.
Capacitación a los maestros de obra, a fin de explicar las ventajas de
los productos.
Charlas y seminarios a los clientes y distribuidores a nivel nacional,
cada año, para explicar las diferentes ventajas de los productos en el
mercado.
Auspicios de eventos a los diversos cuerpos colegiados afines: Colegio
de Ingenieros, de Arquitectos, etc.
Visitas a la planta ANDEC por parte de los estudiantes de colegios
técnicos, estudiante de universidad con el objetivo de reforzar su
formación académica.
Visita de los socios y distribuidores en la planta industrial de Acería y
Laminación en Andec S.A. con el objetivo de conocer el proceso.
1.4 Filosofía Estratégica
1.4.1 Visión
Ser la empresa siderúrgica con mayor presencia en el mercado,
ofreciendo una amplia gama de productos de acero con estándares de
calidad nacional e internacional, que garanticen construcciones seguras y
el cuidado del medio ambiente.
1.4.2 Misión
Fabricar y comercializar productos de acero con calidad, eficiencia
y competitividad, para satisfacer la demanda del mercado de la
construcción.
Introducción y Fundamentación del Problema 17
1.5 Objetivos
1.5.1 Objetivo General
Diagnosticar la situación actual del proceso de Laminación en
cuanto a daños de rodamientos por deficiencia de la lubricación de la caja
# 2 en la empresa ANDEC S.A y proponer estrategias para la mejora
continua.
1.5.2 Objetivos Específicos
Realizar un diagnóstico de la situación inicial del proceso de
Laminación mediante el muestreo de tiempos y movimientos del
mismo.
Investigar y modificar el sistema de lubricación.
Determinar el tipo de lubricación para evitar daño en los rodamientos
en la caja # 2.
1.6 Planteamiento del Problema
El problema que se encontró, para realizar este estudio es el daño
de los elementos rodantes (rodamientos) por el sistema de lubricación de
la caja # 2 del tren de Laminación en la empresa ANDEC S.A por su
deficiencia de lubricación en los últimos meses del año 2015, su
producción bajo su rendimiento mensual y a su vez el no cumplimiento de
las metas mensuales del programa de Producción.
El problema de esta deficiencia de lubricación en el tren de
Laminación causa perdida en rendimiento de los cilindros de Laminación
de la caja # 2 del Desbaste en el proceso de Producción, en la cual se
pierde su vida útil o rendimiento que estos dan al proceso de Producción y
su problema causa que se tenga unas paradas no Programadas de 4 a 5
Introducción y Fundamentación del Problema 18
horas en el proceso y se retrase la entrega del producto terminado al
cliente.
En el Desbaste donde está la caja # 2 existen en total 5 cajas que
trabajan en el tren de Laminación incluida la antes mencionada, en la cual
hay 4 cajas de Laminación que trabajan de forma horizontal y solo la caja
# 2 trabaja de forma vertical por tal razón esta recibe toda la cascarilla o
laminilla de la palanquilla al momento de moldear la barra que sale del
Horno de Calentamiento.
Esto por ser una producción continua se contamina el agua que
sirve de refrigerante de los cilindros con laminilla, luego esta agua se
introduce por los laberintos pasando por los retenedores de material nitrilo
causando el daño de los mismos y por tal razón la poca cantidad de
aceite que esta caja recibe por trabajar de forma vertical se mezcla con el
agua contaminada que da como consecuencia el daño de los
rodamientos.
En resumen los problemas que se tienen en el proceso de
Producción se considera los siguientes:
No cumplimiento del programa mensual de Producción
Tiempos improductivos por paradas no Programadas
Bajo rendimiento de los cilindros de Laminación
La no entrega del producto a tiempo al cliente
1.7 Justificativo
El presente trabajo se justifica por la optimización y mejoramiento
del rendimiento de los elementos rodantes (rodamientos) y por los
diferentes estudios que se desarrollara para una metodología de
investigación.
Introducción y Fundamentación del Problema 19
En el proceso se presenta demoras en el momento que se sufre un
daño de rodamiento de caja # 2, en la cual este representa una parada
significativa en el proceso de Laminación y pérdida de materia prima, por
esa razón mediante un estudio que se realizará para identificar los
tiempos improductivos y obtener resultados que beneficien la optimización
de los equipos, se trabajará en el análisis por medio de herramientas de
Ingeniería Industrial que conlleven a la reducción de tiempos
suplementarios e improductivos, para de esta manera mejorar el
rendimiento de los rodamientos, del tiempo y de los recursos.
1.8 Delimitación de la investigación
La investigación del problema se la realiza en ANDEC S.A. ubicada
en el Sur Oeste de la Ciudad de Guayaquil, en la Avenida Dr. Raúl
Clemente Huerta (vía las esclusas) y primer Pasaje 12C-SE Guasmo
Central, contigua a la Estación Sur de la Terminal Metro Vía.
La investigación se lo realizará en el proceso de Producción del
tren de Laminación, caja # 2 del Desbaste que sirve para dar forma a la
palanquilla por medio de cilindros de Laminación con formas en sus
superficies respectivas.
Esta investigación se la realizará en el primer semestre del año
2017.
1.9 Marco Teórico
1.9.1 Fundamentación Teórico
Son las técnicas utilizadas para el mejoramiento de la productividad
del trabajo eliminando todos los desperdicios de materiales, tiempo y
esfuerzo, y que procuran hacer más fácil y lucrativa las tareas mientras
Introducción y Fundamentación del Problema 20
aumentan la calidad de los productos poniéndolos al alcance de un
mercado mayor. (Repositorio.ug.edu.ec)
1.9.1.1 Diagrama de Flujo del Proceso
El diagrama de flujo o diagrama de actividades es una
representación esquemática de representar ideas y conceptos en
relación. A menudo, se utiliza para especificar algoritmos de manera
gráfica.
Se conoce como diagrama de flujo a aquellos gráficos
representativos que se utilizan para esquematizar conceptos vinculados a
la programación, la economía, los procesos técnicos y/o tecnológicos, la
psicología, la educación y casi cualquier temática de análisis.
Los diagramas de flujo son múltiples y diversos y pueden abordar
muchos temas distintos de formas también muy diferentes. En cualquier
caso, el aspecto común entre ellos es la presencia de un vínculo entre los
conceptos enunciados y una interrelación entre las ideas. Comúnmente,
se utiliza este tipo de diagramas para detallar el proceso de algún
algoritmo y, así, se vale de distintos símbolos para representar la
trayectoria de operaciones precisas a través de flechas. Siempre que
existe un diagrama de flujo existe un proceso o sistema que pretende ser
graficado a través de símbolos visuales que, en vez de términos verbales,
simplifican el funcionamiento de dicho proceso y lo hacen más claro y
evidente al lector.
Para que el diagrama de flujo tenga sentido como tal, debe existir
un camino hacia una solución que parte de un único inicio y arriba a un
único punto final. Con el propósito de desarrollar un diagrama de estas
características, se recomienda definir el propósito y destinatario del
gráfico, identificar las ideas principales, determinar los límites y alcance
Introducción y Fundamentación del Problema 21
del proceso a detallar, establecer el nivel del detalle requerido, identificar
acciones, procesos y subprocesos, construir el diagrama y finalmente
titularlo con exactitud. Conviene revisar el diagrama para comprobar que
cumple su objetivo con claridad y precisión.
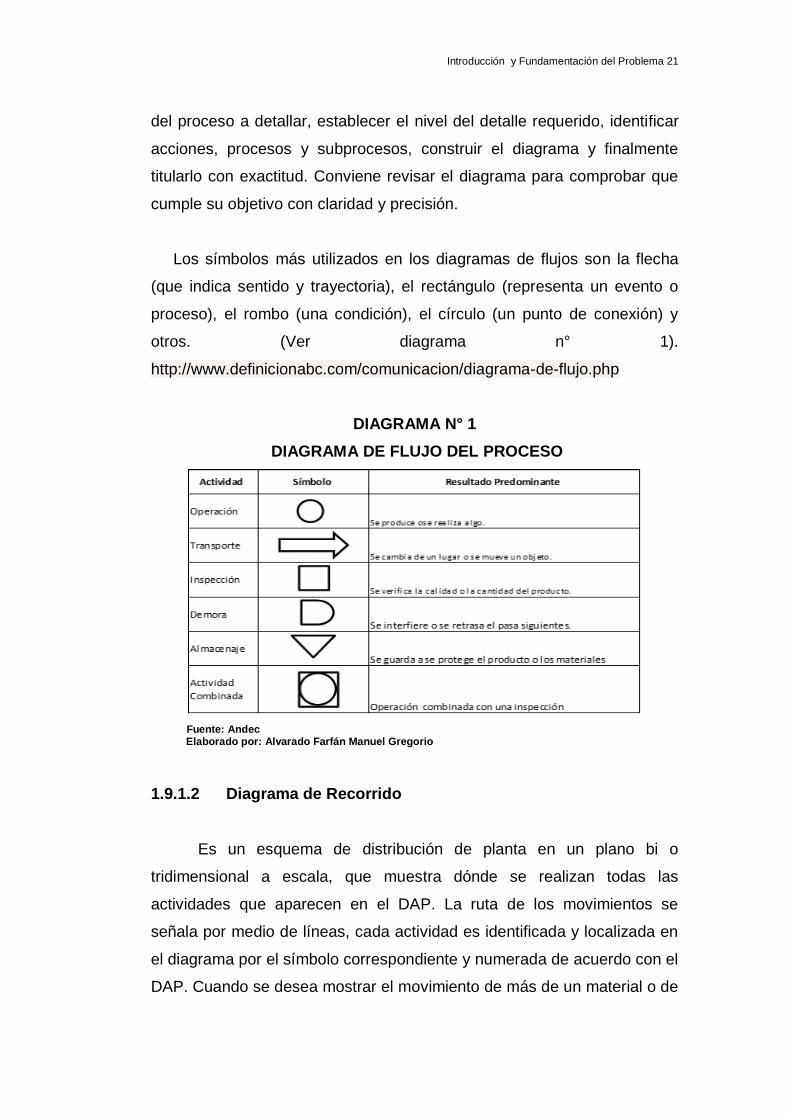
Los símbolos más utilizados en los diagramas de flujos son la flecha
(que indica sentido y trayectoria), el rectángulo (representa un evento o
proceso), el rombo (una condición), el círculo (un punto de conexión) y
otros. (Ver diagrama n° 1).
http://www.definicionabc.com/comunicacion/diagrama-de-flujo.php
DIAGRAMA N° 1
DIAGRAMA DE FLUJO DEL PROCESO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
1.9.1.2 Diagrama de Recorrido
Es un esquema de distribución de planta en un plano bi o
tridimensional a escala, que muestra dónde se realizan todas las
actividades que aparecen en el DAP. La ruta de los movimientos se
señala por medio de líneas, cada actividad es identificada y localizada en
el diagrama por el símbolo correspondiente y numerada de acuerdo con el
DAP. Cuando se desea mostrar el movimiento de más de un material o de
Introducción y Fundamentación del Problema 22
una persona que interviene en el proceso en análisis sobre el mismo
diagrama, cada uno puede ser identificado por líneas de diferentes
colores o de diferentes trazos.
Cabe indicar que en este diagrama se pueden hacer dos tipos de
análisis: a) El primero, de seguimiento al hombre, donde se analizan los
movimientos y las actividades de la persona que efectúa la operación. b)
El segundo, de seguimiento a la pieza, el cual analiza las
mecanizaciones, los movimientos y las transformaciones que sufre la
materia prima.
http://organizacionymetodos.pbworks.com/f/12p+diagram+de+recorrido+y
+diag+Hilo.pdf
1.9.1.3 Estudios de Tiempos
El estudio de tiempos y movimientos es una herramienta para la
medición del trabajo utilizada con éxito desde finales del siglo XIX, cuando
fue desarrollada por Frederick Taylor. A través de los años dichos
estudios han ayudado a solucionar multitud de problemas de producción y
a reducir costos.
Fue en Francia en el siglo XVIII, con los estudios realizados por
Perronet acerca de la fabricación de alfileres, cuando se inició el estudio
de tiempos en la empresa, pero no fue sino hasta finales del siglo XIX,
con la propuesta de Taylor que se difundió y conoció esta técnica, el
padre de la administración científico comenzó a estudiar los tiempos a
comienzo de la década de los 1880, allí desarrollo el concepto de la
“Tarea”, en el que proponía que la administración se debía encargar de la
planeación del trabajo de cada uno de sus empleados y que cada trabajo
debía tener un estándar de tiempo basado en el trabajo de un operario
muy bien calificado. (GestioPolis).
Introducción y Fundamentación del Problema 23
Los objetivos del estudio de tiempos son:
1. Minimizar el tiempo requerido para la ejecución de trabajos.
2. Conservar los recursos y minimizar los costos.
3. Efectuar la producción sin perder de vista la disponibilidad de
energéticos o de la energía.
4. Proporcionar un producto que es cada vez más confiable y de alta
calidad.
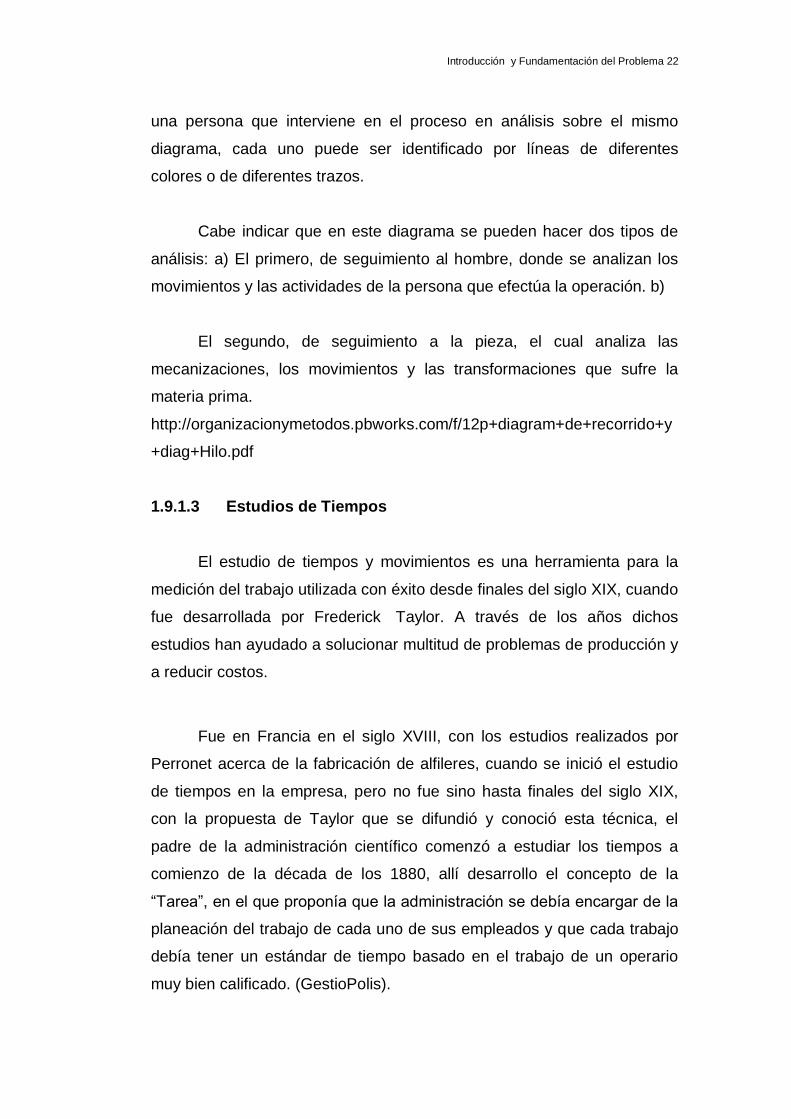
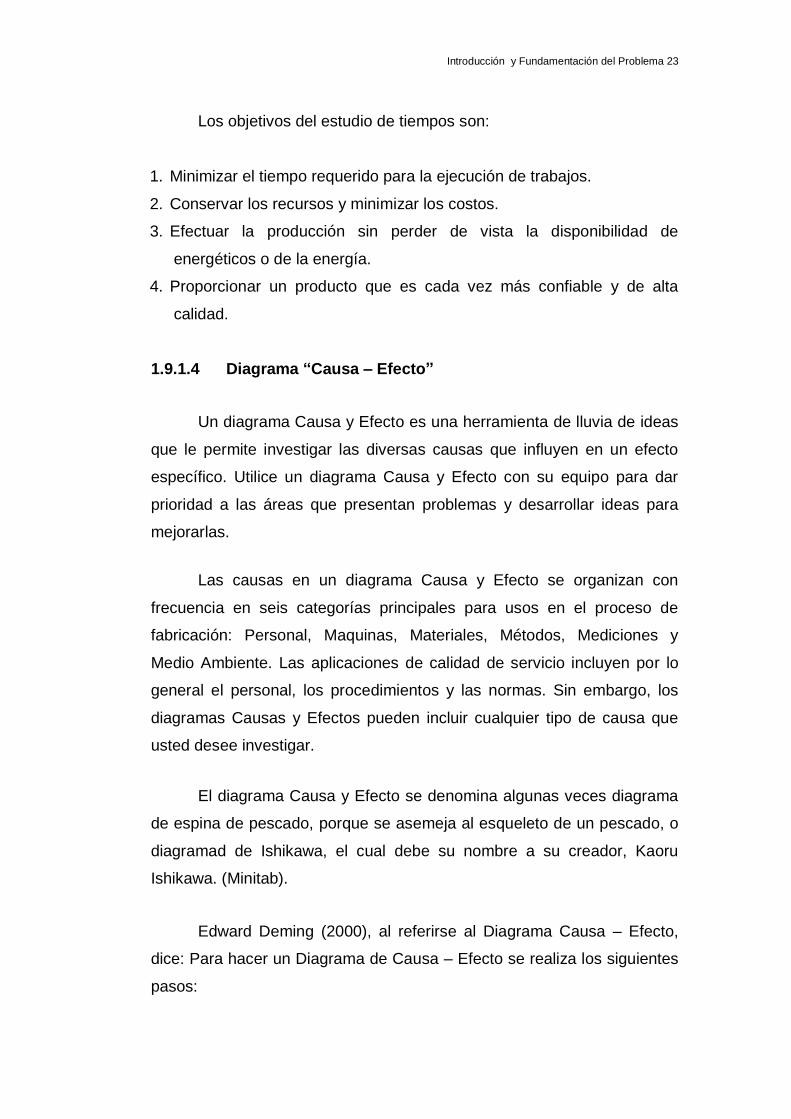
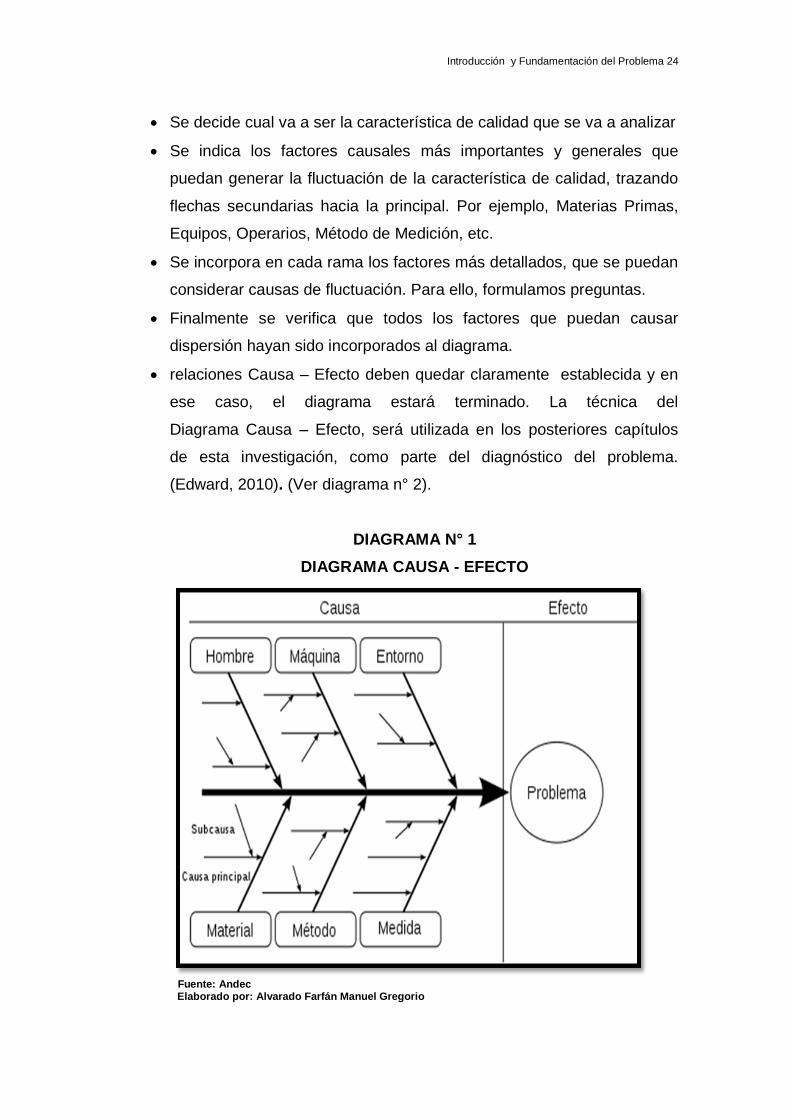
1.9.1.4 Diagrama “Causa – Efecto”
Un diagrama Causa y Efecto es una herramienta de lluvia de ideas
que le permite investigar las diversas causas que influyen en un efecto
específico. Utilice un diagrama Causa y Efecto con su equipo para dar
prioridad a las áreas que presentan problemas y desarrollar ideas para
mejorarlas.
Las causas en un diagrama Causa y Efecto se organizan con
frecuencia en seis categorías principales para usos en el proceso de
fabricación: Personal, Maquinas, Materiales, Métodos, Mediciones y
Medio Ambiente. Las aplicaciones de calidad de servicio incluyen por lo
general el personal, los procedimientos y las normas. Sin embargo, los
diagramas Causas y Efectos pueden incluir cualquier tipo de causa que
usted desee investigar.
El diagrama Causa y Efecto se denomina algunas veces diagrama
de espina de pescado, porque se asemeja al esqueleto de un pescado, o
diagramad de Ishikawa, el cual debe su nombre a su creador, Kaoru
Ishikawa. (Minitab).
Edward Deming (2000), al referirse al Diagrama Causa – Efecto,
dice: Para hacer un Diagrama de Causa – Efecto se realiza los siguientes
pasos:
Introducción y Fundamentación del Problema 24
Se decide cual va a ser la característica de calidad que se va a analizar
Se indica los factores causales más importantes y generales que
puedan generar la fluctuación de la característica de calidad, trazando
flechas secundarias hacia la principal. Por ejemplo, Materias Primas,
Equipos, Operarios, Método de Medición, etc.
Se incorpora en cada rama los factores más detallados, que se puedan
considerar causas de fluctuación. Para ello, formulamos preguntas.
Finalmente se verifica que todos los factores que puedan causar
dispersión hayan sido incorporados al diagrama.
relaciones Causa – Efecto deben quedar claramente establecida y en
ese caso, el diagrama estará terminado. La técnica del
Diagrama Causa – Efecto, será utilizada en los posteriores capítulos
de esta investigación, como parte del diagnóstico del problema.
(Edward, 2010). (Ver diagrama n° 2).
DIAGRAMA N° 1
DIAGRAMA CAUSA - EFECTO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Introducción y Fundamentación del Problema 25
1.9.2 Fundamento Histórico
La empresa ANDEC se inició en el año de 1969, siendo la primera
laminadora de acero de productos largos del país con calidad certificada,
contando con red de distribuidores que suministraba el producto a la
construcción de obras civiles.
La empresa para poder mantenerse como una de las principales
distribuidoras del acero sufrió algunos cambios para poder ser competitivo
en este mercado, en la cual innovo el proceso Productivo bajo los
principios de Calidad Total y la mejora continua aplicadas
satisfactoriamente como son:
Certificación al aseguramiento de la calidad ISO 9002.
Instalación de un tren continúo de Laminación en el año 1999.
Certificación ISO 9001:2000 al Sistema de Gestión de Calidad año
2003.
Instalación de la nueva placa de enfriamiento en el año 2005.
Plan de Manejo Ambiental.
Aumento de la Producción de palanquilla a 220.000 tonelada anual.
1.9.3 Fundamento Legal Ambiental
Dentro del marco legal ambiental vigente a nivel nacional, las
principales leyes, reglamentos y normas que contienen disposiciones
aplicables al proyecto y también la normativa municipal correspondiente:
(Pinto, 2012)
Normativa Municipal Ambiental del cantón Guayaquil.
Legislación y Normativa Nacional Ambiental.
Ley de Gestión Ambiental, publicada en el Registro Oficial No 245, 30
de Julio de 1999.
Introducción y Fundamentación del Problema 26
Ley de Aguas. (Decreto Supremo No. 369. RO/ 69 de 30 de Mayo de
1972).
Texto Unificado de Legislación Secundaria del Ministerio del Ambiente,
publicado en el R. O. Edición Especial No. 2 de 31 de Marzo del 2003,
Libro VI de Calidad Ambiental.
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento
del Medio Ambiente de Trabajo. Decreto Ejecutivo 2393 publicado en el
R. O. 565 del 17 de Noviembre de 1986. (Pinto, 2012)
La empresa ANDEC S.A se concentra en la fabricación y
comercialización de productos de acero para la construcción, por ende se
encuentra comprometida con la satisfacción del cliente, fabricando
productos de alta calidad conforme a normas técnicas y legales,
protegiendo al Medio Ambiente.
En sus instalaciones se desarrolló e implementó el Sistema de
Gestión Integrado de Calidad, Ambiental, Seguridad y Salud Ocupacional,
previniendo y controlando la contaminación, minimizando los impactos
ambientales y reduciendo los peligros y riesgos de Seguridad y Salud
Ocupacional.
En sus procesos de Fundición, Laminación y Administrativos, a
través de la mejora continua y el cumplimiento de la legislación vigente,
se moldearon a este fundamento legal ambiental para alcanzar los
objetivos y metas propuestas.
Según (Libro VI, 31 de Marzo 2003), el Reglamento de Seguridad
y salud de los trabajadores y mejoramiento del Medio Ambiente de
Trabajo, Titulo II – Condiciones Generales de los Centros de Trabajo
(IESS) – Capítulo V, Art. 55 Ruido y Vibraciones. Los límites permisibles
de niveles de ruido ambiente para fuentes fijas y fuentes móviles, y para
vibraciones, Libro VI Anexo 5 del Texto Unificado de Legislación
Introducción y Fundamentación del Problema 27
Secundaria del Ministerio del Ambiente, Registro Oficial del 31 de marzo
del 2003.
Se fija como Límite máximo de presión sonora es de 85 dB(A)
medidos donde el trabajador mantiene habitualmente la cabeza, para el
caso de ruido continuo de 8 horas de trabajo. (Ver anexo 2).
1.9.4 Fundamento Conceptual
Acero.- Es la aleación de hierro-carbono que tiene un contenido de
carbono menor a 2% en masa.
Agua.- Componente utilizado para el enfriamiento de los rodillos y/o
anillos de Laminación.
Caja de laminación.- Es aquel cuerpo mecánico que contiene los
cilindros o anillos de laminación para su deformación del acero en su
estado de plasticidad.
Cajas de guiado.- Son elementos mecánicos que contienen polines y
guías que sirven para direccionar la barra tanto para la entrada como
para la salida.
Bucle.- Es el seno de la barra que se produce entre dos pasadas por la
reducción del área de la barra.
Pases o canal de laminación.- Espacios tallados en los cilindros de
Laminación, para lograr que la pieza metálica, tome su forma y diseño
al ser conducida.
Cilindro de laminación.- Cuerpo cilíndrico de hierro nodular que
consta de canales o pases de acuerdo a los diferentes perfiles de
Laminación.
Coble.- Desperdicio de Laminación, barra que no sigue o termina su
proceso normal de Laminación, convirtiéndose en chatarra, por un
desajuste de calibración.
Tiempo de parada.- Tiempo en que no hay producción, por
mantenimiento en la planta o por fallas en el Proceso.
Introducción y Fundamentación del Problema 28
1.9.5 Fundamento Referencial
1.9.5.1 Frank Gilbreth, Sr. y su esposa Lillian Gilbreth
Eran ingenieros industriales y expertos en eficiencia, quienes
contribuyeron al estudio de la ingeniería industrial, en campos como el
estudio de movimientos y factores humanos.
Al llevar a cabo el método de movimientos al trabajo, encontraron
que la clave para mejorar la eficiencia en el trabajo era reducir los
movimientos innecesarios. No sólo algunos movimientos eran
innecesarios, sino que también le causaban fatiga al trabajador. Sus
esfuerzos para reducir la fatiga incluían la reducción de movimientos, el
rediseño de herramientas, la colocación de partes, y el ajuste de la altura
de los escritorios y bancas, por lo que empezaron a desarrollar
estándares para los lugares de trabajo. El trabajo de los Gilbreth abrió
terreno a la comprensión actual de la ergonomía. (WIKIPEDIA).
1.9.5.2 Frederick Winslow Taylor, (1856 -1915)
Nacido en Filadelfia Estados Unidos, desarrolla la administración
científica la cual se considera un enfoque neoclásico o tradicional de la
administración, esta se preocupa por aumentar la eficiencia de la industria
a través de la racionalización del trabajo del obrero.
La preocupación básica era aumentar la productividad de la
empresa mediante el aumento de la eficiencia en el nivel operacional
(nivel de los obreros). De allí parte el análisis de la división del trabajo,
toda vez que las tareas del cargo y de quien desempeña constituyen la
unidad fundamental de la organización.
Análisis del trabajo y Estudio de Tiempos y Movimientos.
Introducción y Fundamentación del Problema 29
1.9.5.3 Henry Ford (1863-1947)
Teoría Administrativa En 1878 Henry Ford efectúo sus primeras
observaciones sobre la industria del trabajo en la industria del acero. A
ellas les siguieron, una serie de estudios analíticos sobre tiempos de
ejecución y remuneración del trabajo.
Sus principales puntos, fueron determinar científicamente trabajo
estándar, crear una revolución mental y un trabajador funcional a través
de diversos conceptos que se intuyen a partir de un trabajo suyo
publicado en 1903 llamado Shop Management.
1.10 Metodología
La metodología de investigación es un conjunto de técnicas
sistematizadas, métodos y procedimientos específicos, que se deben
seguir durante el desarrollo de un proceso de investigación para la
producción de conocimiento.
Esta metodología requiere analizar y clasificar los datos que
permitan dar una repuesta oportuna a las preguntas que se analizan en el
problema, así como también, verificar los supuestos planteados en este
estudio, cuyo objetivo es que nuestro resultado tengan validez y disponer
de fuentes sólidas sobre el tema de la investigación. A continuación se
detalla la metodología seguida en el presente estudio. Se ha dividido el
proceso en cuatro etapas:
1.10.1 Etapa 1: Realizar un diagnóstico de la situación actual
En esta etapa se plantearán la situación actual del proceso de
Laminación en referencia a los daños de rodamientos de la caja # 2
mediante los datos registrados en los últimos meses de labores.
Introducción y Fundamentación del Problema 30
1.10.2 Etapa 2: Realizar un muestreo de tiempos y movimientos
Mediante el levantamiento de información con el estudio de tiempo
y movimiento de los datos obtenidos, se seleccionará los procedimientos
críticos del proceso de Laminación para su análisis.
1.10.3 Etapa 3: Evaluar la situación actual del proceso
En esta etapa se identificarán los principales problemas del
proceso crítico seleccionado realizando diagramas de métodos.
1.10.4 Etapa 4: Plan de mejoras
Se evaluarán las propuestas planteadas y se elaborará un plan de
mejoras que permita eliminar tiempos improductivos.
Los principales métodos de Ingeniería que serán aplicados en la
investigación son los siguientes:
Diagrama de Ishikawa.
Diagrama de Pareto.
Diagrama de Procesos.
Diagrama de Recorrido.
CAPÍTULO II
ANÁLISIS Y DIAGNÓSTICO DEL PROBLEMA
2.1 Situación actual de la empresa
En el proceso de Producción se produce la materia prima que
elabora Acería, la cual sirve para la elaboración de varillas y diferentes
productos que fabrica ANDEC para el mercado de la construcción y en
este capítulo veremos la situación actual de la empresa.
2.1.1 Producción y Mercado que Atiende
La producción tope de la empresa ANDEC es de 240.000
toneladas anuales que sirven para acaparar el mercado nacional del
sector de la construcción, en la cual es distribuido el material de acero por
medio de grupos franquiciados pero la principal es DISENSA.
Estas condiciones de Producción anual puede variar de acuerdo a
los diseños fabricados por el Proveedor del tren, la empresa DANIELI
(Italia), en la cual se puede Producir un mix que aparte de hacer solo
varillas termo tratadas (Proceso Tempcore) también puede fabricar
alambrón pero esto lo limita a que en el año se produzca
aproximadamente 220.000 toneladas anuales por ser un proceso lento la
fabricación del alambrón, y solo con la fabricación de varillas termo
tratadas si alcanzaría a 240.000 toneladas anuales.
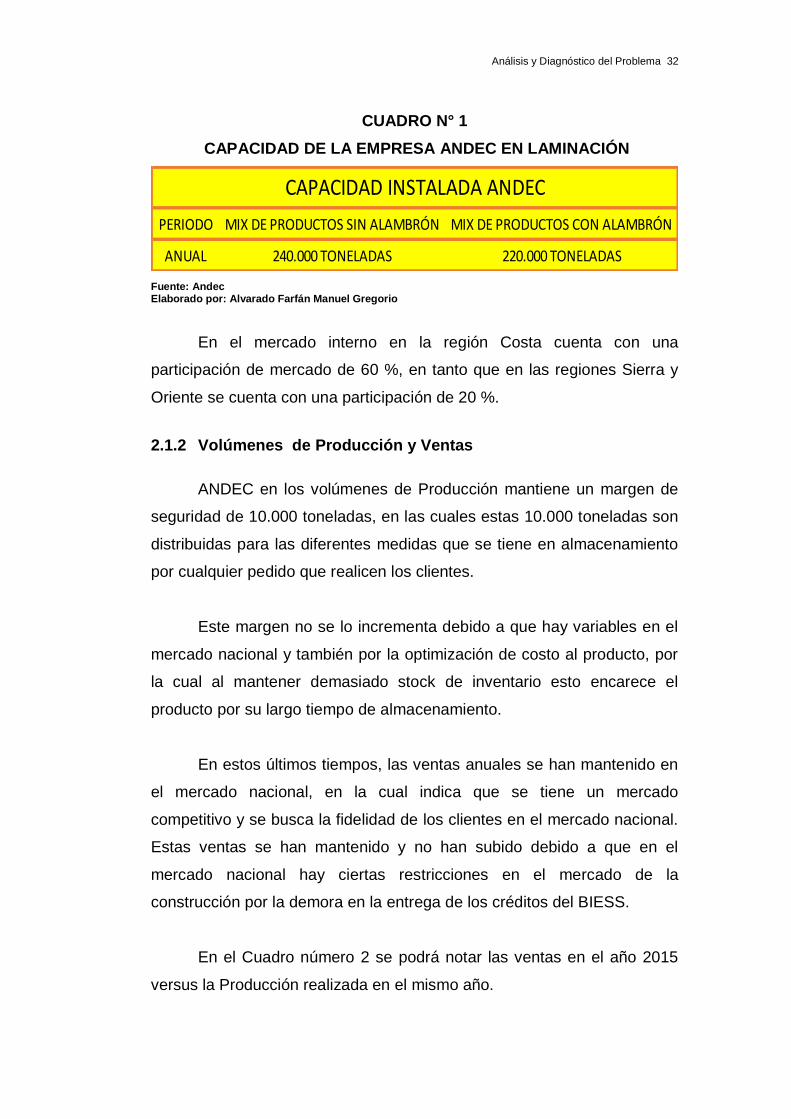
En el Cuadro número 1 se puede observar el detalle de la
capacidad de la empresa ANDEC.
Análisis y Diagnóstico del Problema 32
CUADRO N° 1
CAPACIDAD DE LA EMPRESA ANDEC EN LAMINACIÓN
PERIODO MIX DE PRODUCTOS SIN ALAMBRÓN MIX DE PRODUCTOS CON ALAMBRÓN
ANUAL 240.000 TONELADAS 220.000 TONELADAS
CAPACIDAD INSTALADA ANDEC
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
En el mercado interno en la región Costa cuenta con una
participación de mercado de 60 %, en tanto que en las regiones Sierra y
Oriente se cuenta con una participación de 20 %.
2.1.2 Volúmenes de Producción y Ventas
ANDEC en los volúmenes de Producción mantiene un margen de
seguridad de 10.000 toneladas, en las cuales estas 10.000 toneladas son
distribuidas para las diferentes medidas que se tiene en almacenamiento
por cualquier pedido que realicen los clientes.
Este margen no se lo incrementa debido a que hay variables en el
mercado nacional y también por la optimización de costo al producto, por
la cual al mantener demasiado stock de inventario esto encarece el
producto por su largo tiempo de almacenamiento.
En estos últimos tiempos, las ventas anuales se han mantenido en
el mercado nacional, en la cual indica que se tiene un mercado
competitivo y se busca la fidelidad de los clientes en el mercado nacional.
Estas ventas se han mantenido y no han subido debido a que en el
mercado nacional hay ciertas restricciones en el mercado de la
construcción por la demora en la entrega de los créditos del BIESS.
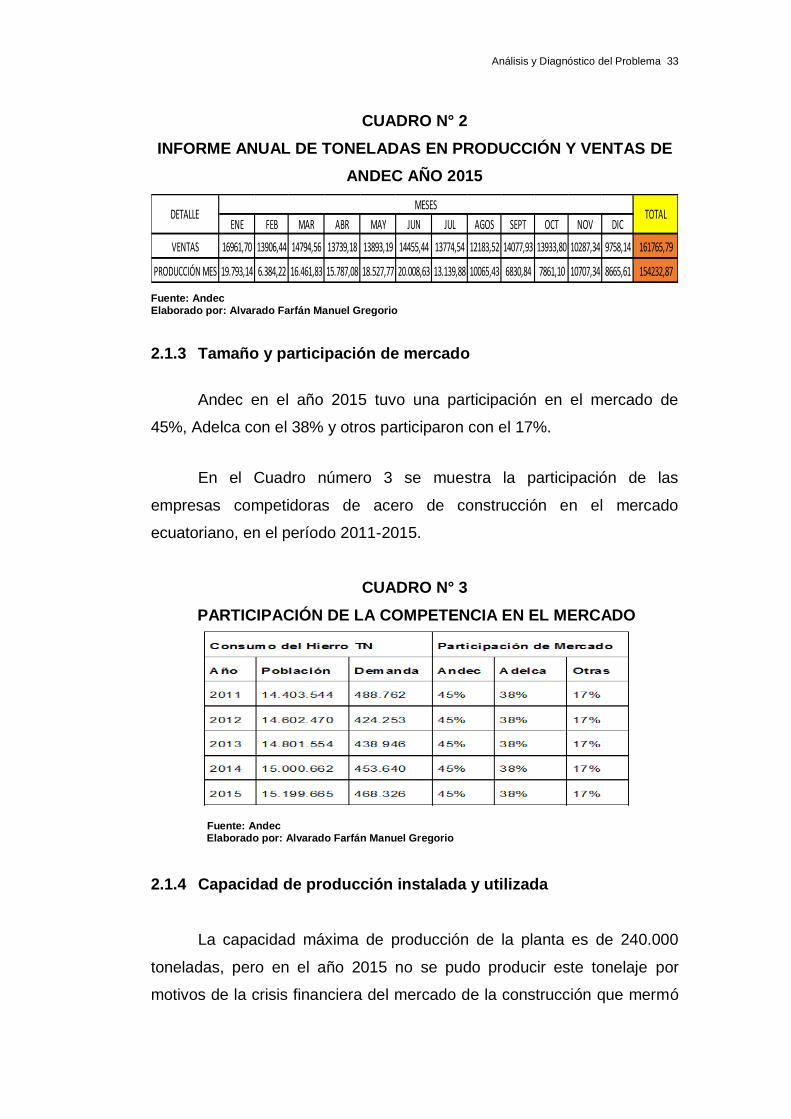
En el Cuadro número 2 se podrá notar las ventas en el año 2015
versus la Producción realizada en el mismo año.
Análisis y Diagnóstico del Problema 33
CUADRO N° 2
INFORME ANUAL DE TONELADAS EN PRODUCCIÓN Y VENTAS DE
ANDEC AÑO 2015
ENE FEB MAR ABR MAY JUN JUL AGOS SEPT OCT NOV DIC
VENTAS 16961,70 13906,44 14794,56 13739,18 13893,19 14455,44 13774,54 12183,52 14077,93 13933,80 10287,34 9758,14 161765,79
PRODUCCIÓN MES 19.793,14 6.384,22 16.461,83 15.787,08 18.527,77 20.008,63 13.139,88 10065,43 6830,84 7861,10 10707,34 8665,61 154232,87
DETALLE TOTALMESES
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
2.1.3 Tamaño y participación de mercado
Andec en el año 2015 tuvo una participación en el mercado de
45%, Adelca con el 38% y otros participaron con el 17%.
En el Cuadro número 3 se muestra la participación de las
empresas competidoras de acero de construcción en el mercado
ecuatoriano, en el período 2011-2015.
CUADRO N° 3
PARTICIPACIÓN DE LA COMPETENCIA EN EL MERCADO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio 2.1.4 Capacidad de producción instalada y utilizada
La capacidad máxima de producción de la planta es de 240.000
toneladas, pero en el año 2015 no se pudo producir este tonelaje por
motivos de la crisis financiera del mercado de la construcción que mermó
Análisis y Diagnóstico del Problema 34
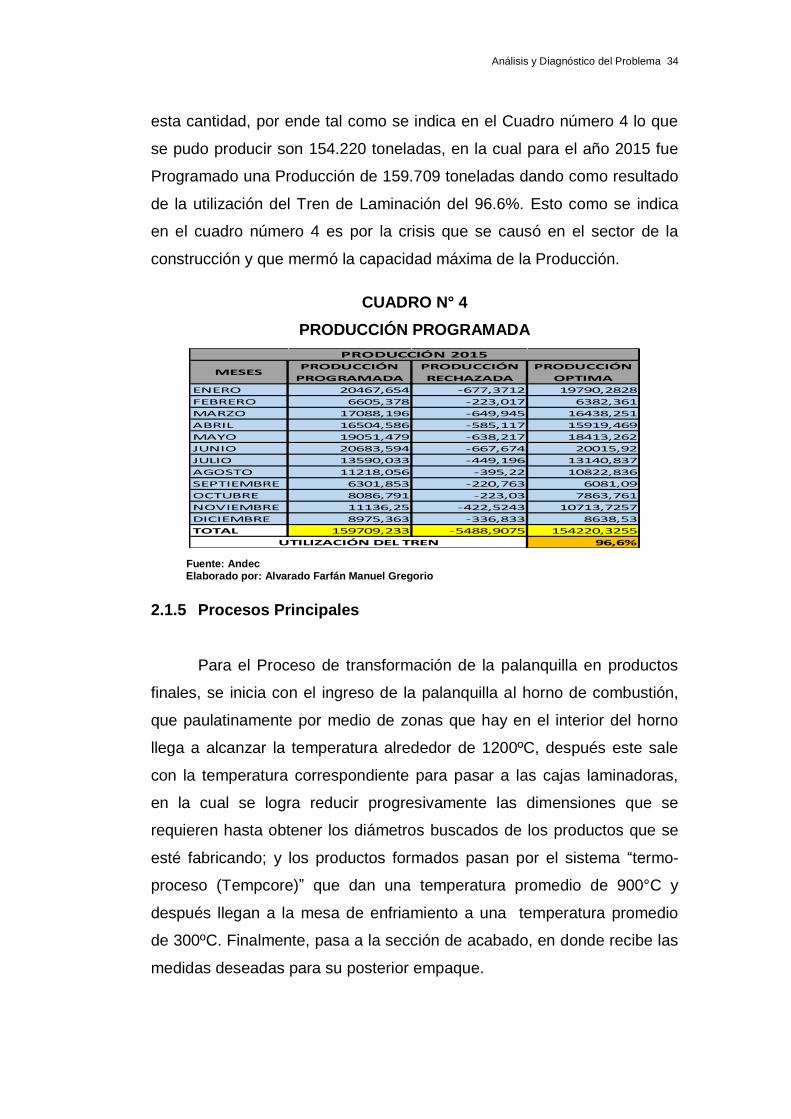
esta cantidad, por ende tal como se indica en el Cuadro número 4 lo que
se pudo producir son 154.220 toneladas, en la cual para el año 2015 fue
Programado una Producción de 159.709 toneladas dando como resultado
de la utilización del Tren de Laminación del 96.6%. Esto como se indica
en el cuadro número 4 es por la crisis que se causó en el sector de la
construcción y que mermó la capacidad máxima de la Producción.
CUADRO N° 4
PRODUCCIÓN PROGRAMADA
ENERO 20467,654 -677,3712 19790,2828
FEBRERO 6605,378 -223,017 6382,361
MARZO 17088,196 -649,945 16438,251
ABRIL 16504,586 -585,117 15919,469
MAYO 19051,479 -638,217 18413,262
JUNIO 20683,594 -667,674 20015,92
JULIO 13590,033 -449,196 13140,837
AGOSTO 11218,056 -395,22 10822,836
SEPTIEMBRE 6301,853 -220,763 6081,09
OCTUBRE 8086,791 -223,03 7863,761
NOVIEMBRE 11136,25 -422,5243 10713,7257
DICIEMBRE 8975,363 -336,833 8638,53
TOTAL 159709,233 -5488,9075 154220,3255
96,6%UTILIZACIÓN DEL TREN
MESESPRODUCCIÓN
PROGRAMADA
PRODUCCIÓN
RECHAZADA
PRODUCCIÓN
OPTIMA
PRODUCCIÓN 2015
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio 2.1.5 Procesos Principales
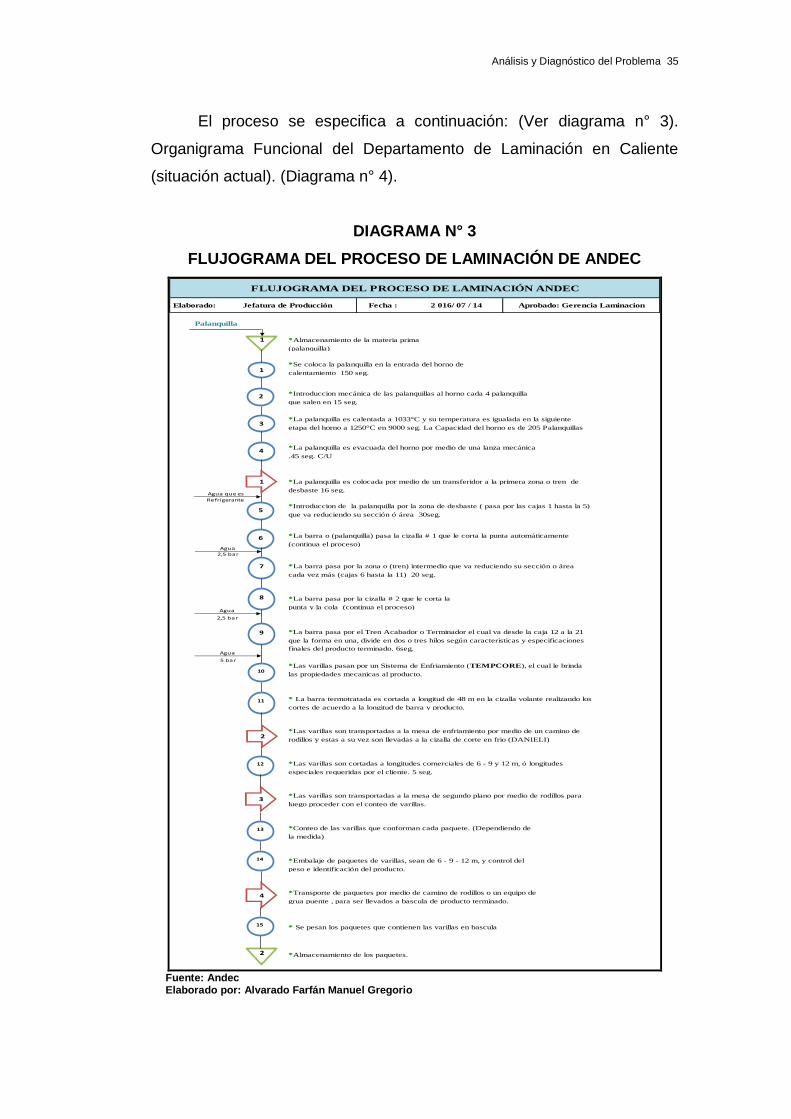
Para el Proceso de transformación de la palanquilla en productos
finales, se inicia con el ingreso de la palanquilla al horno de combustión,
que paulatinamente por medio de zonas que hay en el interior del horno
llega a alcanzar la temperatura alrededor de 1200ºC, después este sale
con la temperatura correspondiente para pasar a las cajas laminadoras,
en la cual se logra reducir progresivamente las dimensiones que se
requieren hasta obtener los diámetros buscados de los productos que se
esté fabricando; y los productos formados pasan por el sistema “termo-
proceso (Tempcore)” que dan una temperatura promedio de 900°C y
después llegan a la mesa de enfriamiento a una temperatura promedio
de 300ºC. Finalmente, pasa a la sección de acabado, en donde recibe las
medidas deseadas para su posterior empaque.
Análisis y Diagnóstico del Problema 35
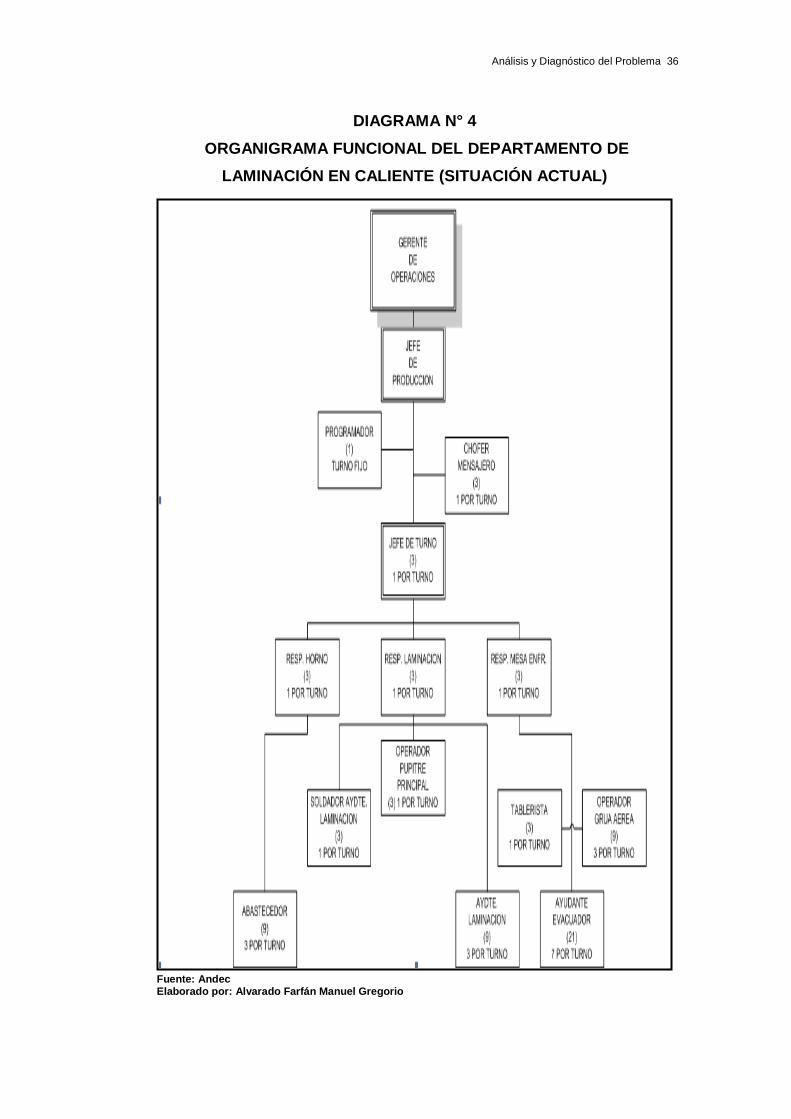
El proceso se especifica a continuación: (Ver diagrama n° 3).
Organigrama Funcional del Departamento de Laminación en Caliente
(situación actual). (Diagrama n° 4).
DIAGRAMA N° 3
FLUJOGRAMA DEL PROCESO DE LAMINACIÓN DE ANDEC
Elaborado: Fecha :
*Se coloca la palanquilla en la entrada del horno de
calentamiento 150 seg.
*Almacenamiento de la materia prima
(palanquilla)
*La barra o (palanquilla) pasa la cizalla # 1 que le corta la punta automáticamente
(continua el proceso)
*Introduccion de la palanquilla por la zona de desbaste ( pasa por las cajas 1 hasta la 5)
que va reduciendo su sección ó área 30seg.
*La palanquilla es colocada por medio de un transferidor a la primera zona o tren de
desbaste 16 seg.
FLUJOGRAMA DEL PROCESO DE LAMINACIÓN ANDEC
2 016/ 07 / 14
Palanquilla
Jefatura de Producción
*Introduccion mecánica de las palanquillas al horno cada 4 palanquilla
que salen en 15 seg.
*La palanquilla es evacuada del horno por medio de una lanza mecánica
.45 seg. C/U
Aprobado: Gerencia Laminacion
*Las varillas son transportadas a la mesa de enfriamiento por medio de un camino de
rodillos y estas a su vez son llevadas a la cizalla de corte en frio (DANIELI)
*Las varillas son cortadas a longitudes comerciales de 6 - 9 y 12 m, ó longitudes
especiales requeridas por el cliente. 5 seg.
*La barra pasa por la cizalla # 2 que le corta la
punta y la cola (continua el proceso)
*La palanquilla es calentada a 1033°C y su temperatura es igualada en la siguiente
etapa del horno a 1250°C en 9000 seg. La Capacidad del horno es de 205 Palanquillas
*La barra pasa por el Tren Acabador o Terminador el cual va desde la caja 12 a la 21
que la forma en una, divide en dos o tres hilos según caracteristicas y especificaciones
finales del producto terminado. 6seg.
*Las varillas pasan por un Sistema de Enfriamiento (TEMPCORE), el cual le brinda
las propiedades mecanicas al producto.
* La barra termotratada es cortada a longitud de 48 m en la cizalla volante realizando los
cortes de acuerdo a la longitud de barra y producto.
*La barra pasa por la zona o (tren) intermedio que va reduciendo su sección o área
cada vez más (cajas 6 hasta la 11) 20 seg.
*Las varillas son transportadas a la mesa de segundo plano por medio de rodillos para
luego proceder con el conteo de varillas.
*Conteo de las varillas que conforman cada paquete. (Dependiendo de
la medida)
*Embalaje de paquetes de varillas, sean de 6 - 9 - 12 m, y control del
peso e identificación del producto.
*Transporte de paquetes por medio de camino de rodillos o un equipo de
grua puente , para ser llevados a bascula de producto terminado.
* Se pesan los paquetes que contienen las varillas en bascula
*Almacenamiento de los paquetes.
1
1
2
3
4
5
1
6
Agua que es
Refrigerante
7
Agua2,5 bar
8
9
Agua
2,5 bar
Agua
5 bar
10
11
2
12
13
14
4
2
3
15
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 36
DIAGRAMA N° 4
ORGANIGRAMA FUNCIONAL DEL DEPARTAMENTO DE
LAMINACIÓN EN CALIENTE (SITUACIÓN ACTUAL)
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 37
2.2 Análisis interno de la empresa
2.2.1 La Cadena de Valor
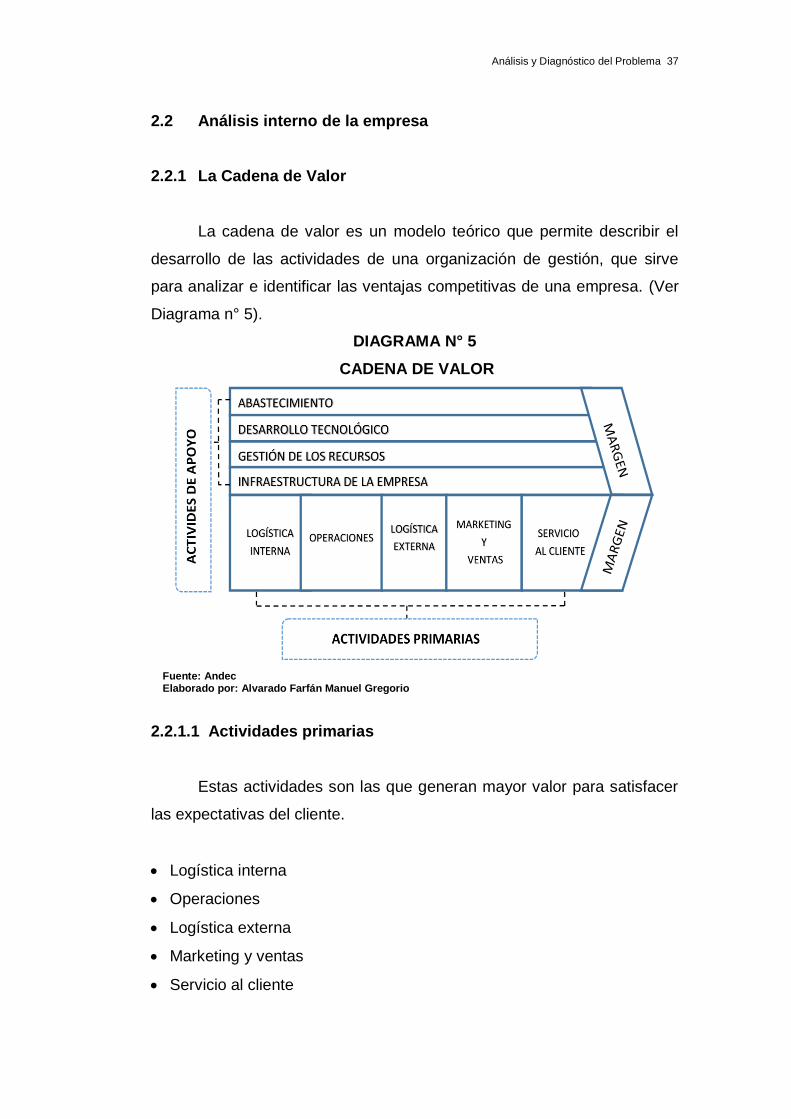
La cadena de valor es un modelo teórico que permite describir el
desarrollo de las actividades de una organización de gestión, que sirve
para analizar e identificar las ventajas competitivas de una empresa. (Ver
Diagrama n° 5).
DIAGRAMA N° 5
CADENA DE VALOR
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
2.2.1.1 Actividades primarias
Estas actividades son las que generan mayor valor para satisfacer
las expectativas del cliente.
Logística interna
Operaciones
Logística externa
Marketing y ventas
Servicio al cliente
Análisis y Diagnóstico del Problema 38
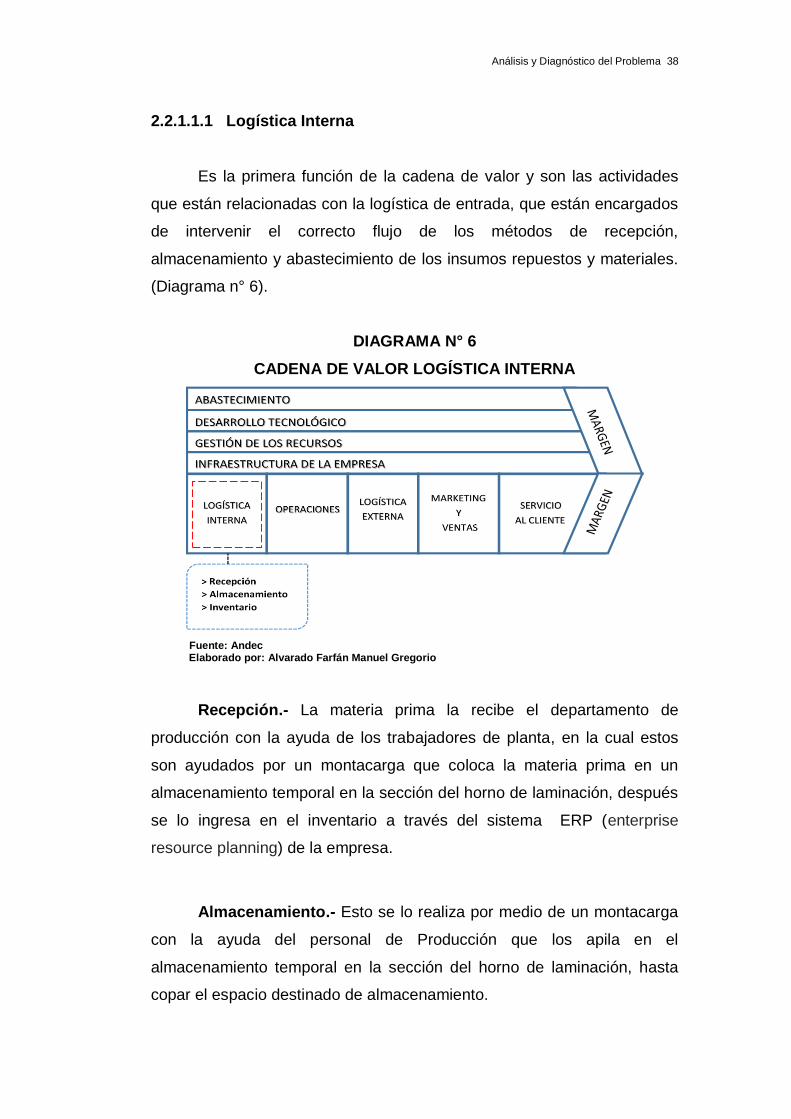
2.2.1.1.1 Logística Interna
Es la primera función de la cadena de valor y son las actividades
que están relacionadas con la logística de entrada, que están encargados
de intervenir el correcto flujo de los métodos de recepción,
almacenamiento y abastecimiento de los insumos repuestos y materiales.
(Diagrama n° 6).
DIAGRAMA N° 6
CADENA DE VALOR LOGÍSTICA INTERNA
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Recepción.- La materia prima la recibe el departamento de
producción con la ayuda de los trabajadores de planta, en la cual estos
son ayudados por un montacarga que coloca la materia prima en un
almacenamiento temporal en la sección del horno de laminación, después
se lo ingresa en el inventario a través del sistema ERP (enterprise
resource planning) de la empresa.
Almacenamiento.- Esto se lo realiza por medio de un montacarga
con la ayuda del personal de Producción que los apila en el
almacenamiento temporal en la sección del horno de laminación, hasta
copar el espacio destinado de almacenamiento.
Análisis y Diagnóstico del Problema 39
Inventario.- El departamento de inventario es encargado de
confirmar las cantidades existentes de materia prima que el departamento
de bodega recibe para su posterior entrega según requerimientos.
Se efectúa un conteo cíclico de manera trimestral, semestral y
anual. Dicha información es generada para ser ingresada en el sistema
ERP (enterprise resource planning), al ingresar esta información se
determina la existencia real de la materia prima para que de esta manera
se puede evidenciar y tomar decisiones al momento de lanzar una orden
de producción.
Este departamento realiza sus actividades de manera eficiente
conforme a lo planificado, con personal competente e involucrado con la
Empresa.
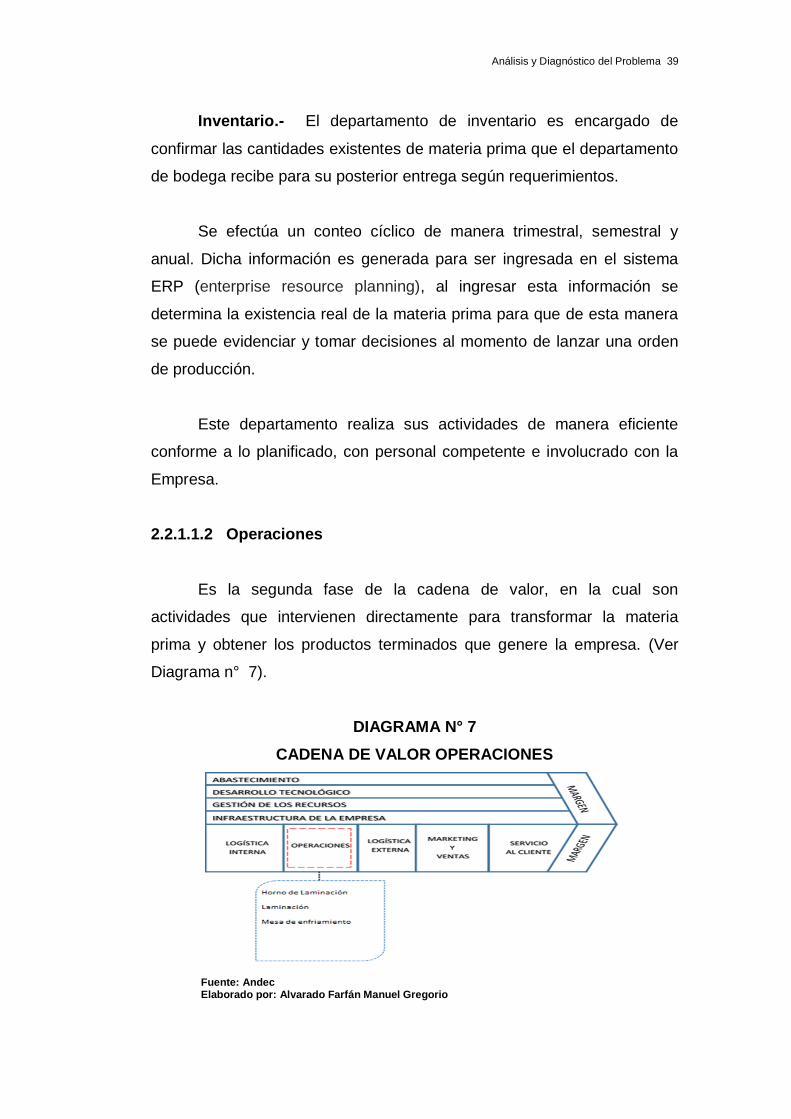
2.2.1.1.2 Operaciones
Es la segunda fase de la cadena de valor, en la cual son
actividades que intervienen directamente para transformar la materia
prima y obtener los productos terminados que genere la empresa. (Ver
Diagrama n° 7).
DIAGRAMA N° 7
CADENA DE VALOR OPERACIONES
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 40
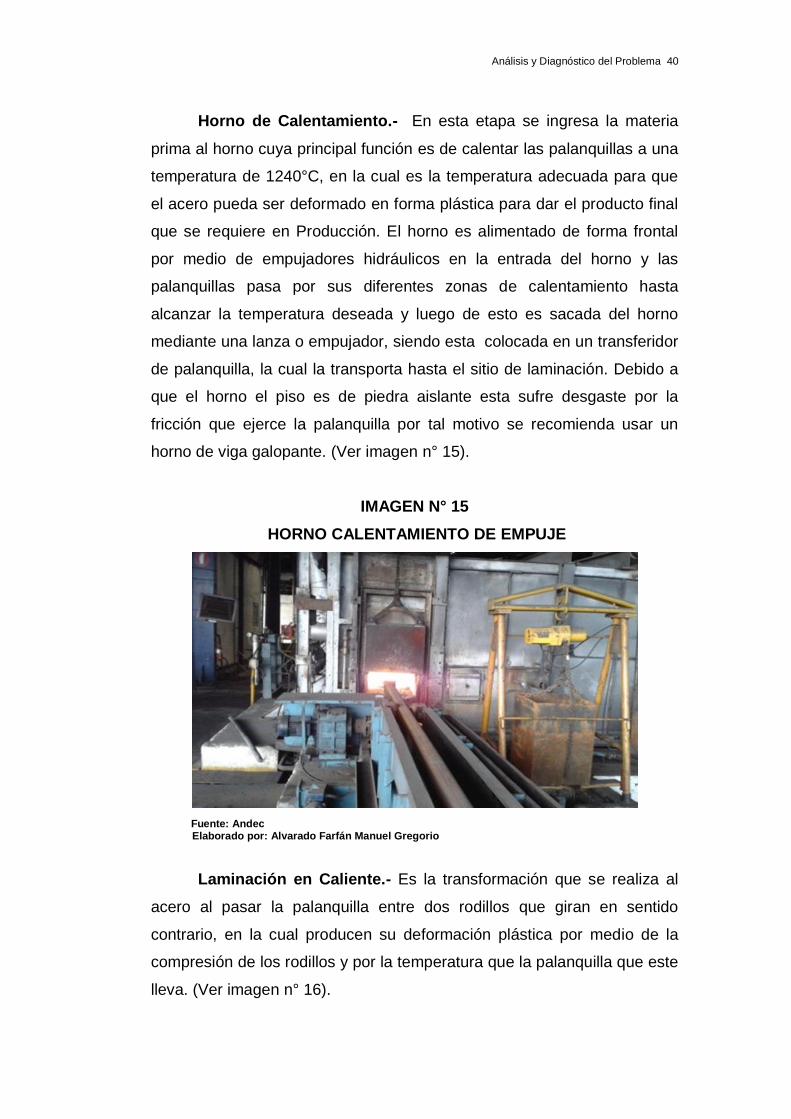
Horno de Calentamiento.- En esta etapa se ingresa la materia
prima al horno cuya principal función es de calentar las palanquillas a una
temperatura de 1240°C, en la cual es la temperatura adecuada para que
el acero pueda ser deformado en forma plástica para dar el producto final
que se requiere en Producción. El horno es alimentado de forma frontal
por medio de empujadores hidráulicos en la entrada del horno y las
palanquillas pasa por sus diferentes zonas de calentamiento hasta
alcanzar la temperatura deseada y luego de esto es sacada del horno
mediante una lanza o empujador, siendo esta colocada en un transferidor
de palanquilla, la cual la transporta hasta el sitio de laminación. Debido a
que el horno el piso es de piedra aislante esta sufre desgaste por la
fricción que ejerce la palanquilla por tal motivo se recomienda usar un
horno de viga galopante. (Ver imagen n° 15).
IMAGEN N° 15
HORNO CALENTAMIENTO DE EMPUJE
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
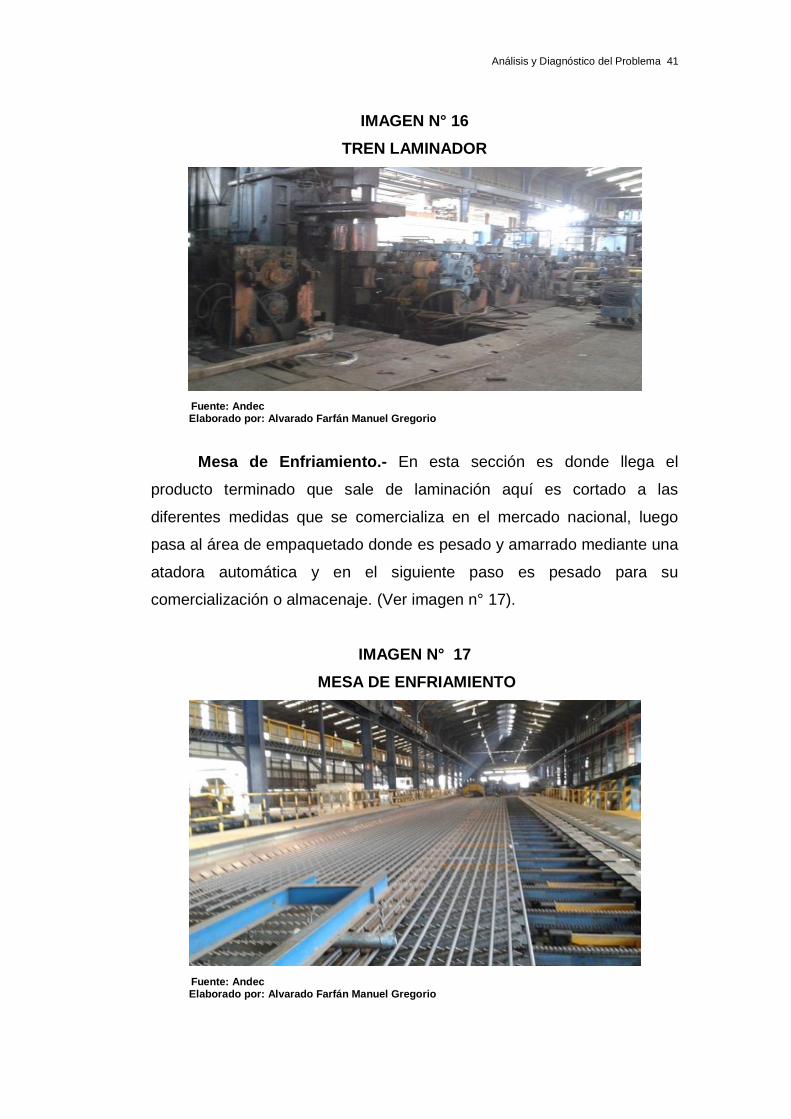
Laminación en Caliente.- Es la transformación que se realiza al
acero al pasar la palanquilla entre dos rodillos que giran en sentido
contrario, en la cual producen su deformación plástica por medio de la
compresión de los rodillos y por la temperatura que la palanquilla que este
lleva. (Ver imagen n° 16).
Análisis y Diagnóstico del Problema 41
IMAGEN N° 16
TREN LAMINADOR
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
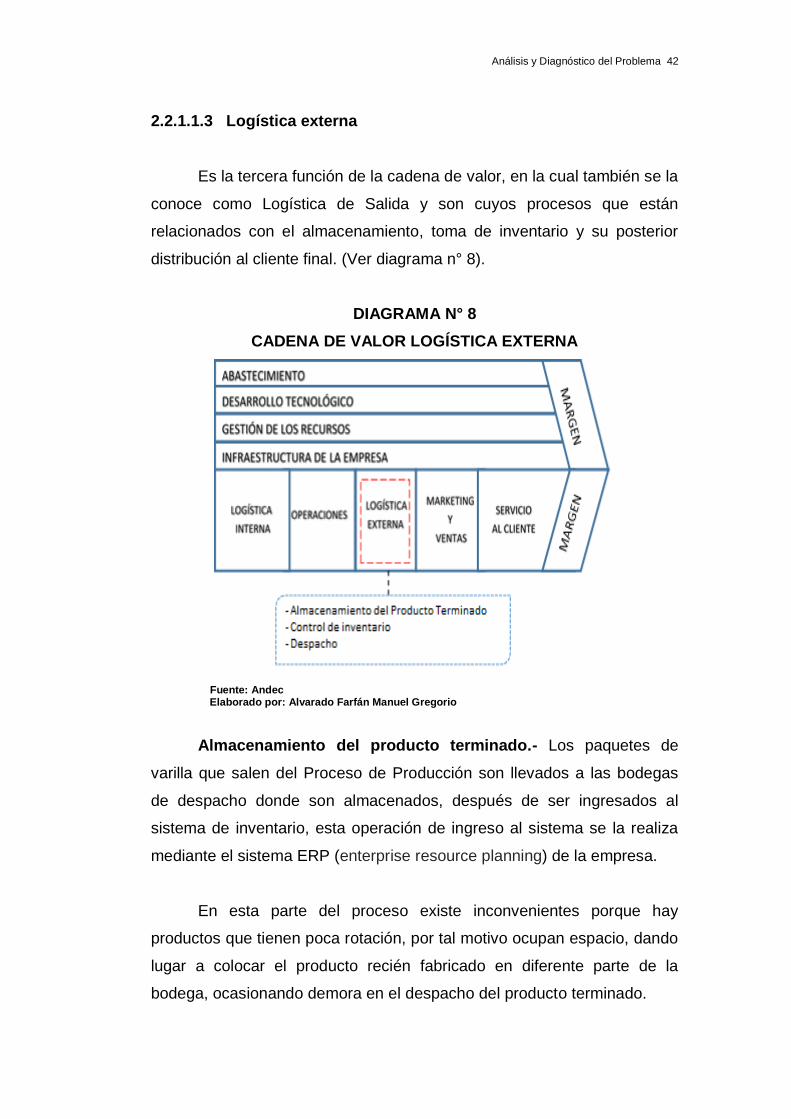
Mesa de Enfriamiento.- En esta sección es donde llega el
producto terminado que sale de laminación aquí es cortado a las
diferentes medidas que se comercializa en el mercado nacional, luego
pasa al área de empaquetado donde es pesado y amarrado mediante una
atadora automática y en el siguiente paso es pesado para su
comercialización o almacenaje. (Ver imagen n° 17).
IMAGEN N° 17
MESA DE ENFRIAMIENTO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 42
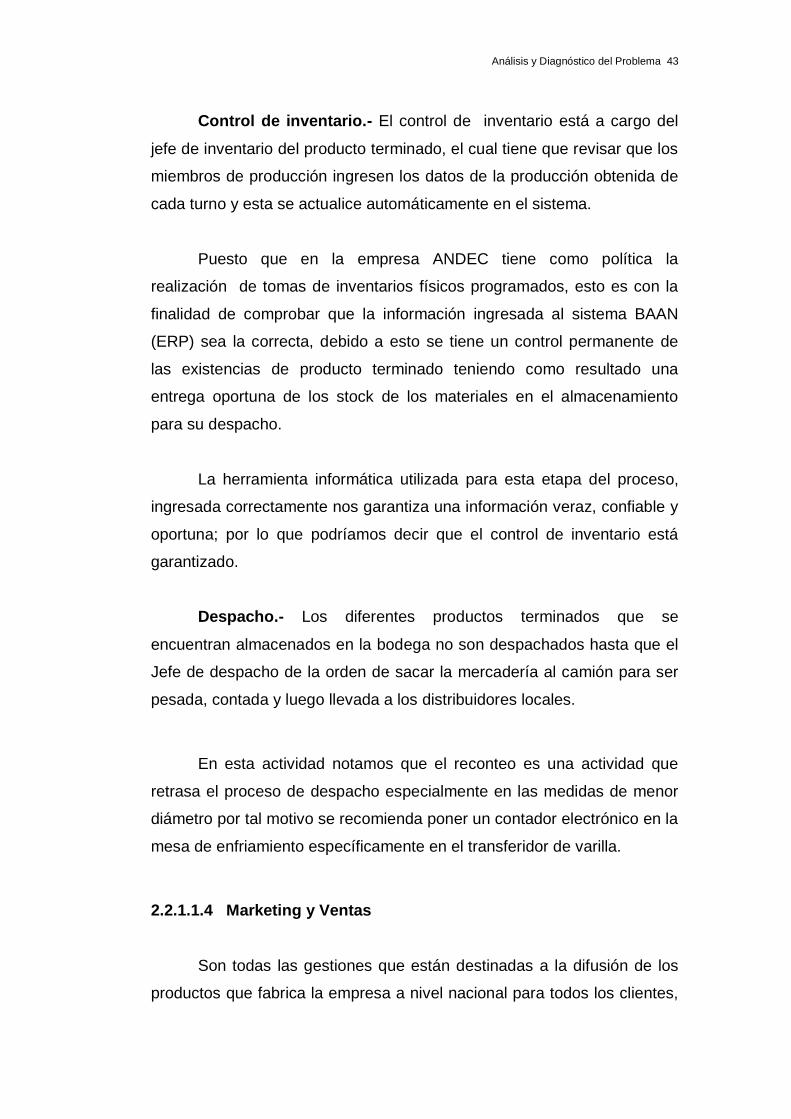
2.2.1.1.3 Logística externa
Es la tercera función de la cadena de valor, en la cual también se la
conoce como Logística de Salida y son cuyos procesos que están
relacionados con el almacenamiento, toma de inventario y su posterior
distribución al cliente final. (Ver diagrama n° 8).
DIAGRAMA N° 8
CADENA DE VALOR LOGÍSTICA EXTERNA
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Almacenamiento del producto terminado.- Los paquetes de
varilla que salen del Proceso de Producción son llevados a las bodegas
de despacho donde son almacenados, después de ser ingresados al
sistema de inventario, esta operación de ingreso al sistema se la realiza
mediante el sistema ERP (enterprise resource planning) de la empresa.
En esta parte del proceso existe inconvenientes porque hay
productos que tienen poca rotación, por tal motivo ocupan espacio, dando
lugar a colocar el producto recién fabricado en diferente parte de la
bodega, ocasionando demora en el despacho del producto terminado.
Análisis y Diagnóstico del Problema 43
Control de inventario.- El control de inventario está a cargo del
jefe de inventario del producto terminado, el cual tiene que revisar que los
miembros de producción ingresen los datos de la producción obtenida de
cada turno y esta se actualice automáticamente en el sistema.
Puesto que en la empresa ANDEC tiene como política la
realización de tomas de inventarios físicos programados, esto es con la
finalidad de comprobar que la información ingresada al sistema BAAN
(ERP) sea la correcta, debido a esto se tiene un control permanente de
las existencias de producto terminado teniendo como resultado una
entrega oportuna de los stock de los materiales en el almacenamiento
para su despacho.
La herramienta informática utilizada para esta etapa del proceso,
ingresada correctamente nos garantiza una información veraz, confiable y
oportuna; por lo que podríamos decir que el control de inventario está
garantizado.
Despacho.- Los diferentes productos terminados que se
encuentran almacenados en la bodega no son despachados hasta que el
Jefe de despacho de la orden de sacar la mercadería al camión para ser
pesada, contada y luego llevada a los distribuidores locales.
En esta actividad notamos que el reconteo es una actividad que
retrasa el proceso de despacho especialmente en las medidas de menor
diámetro por tal motivo se recomienda poner un contador electrónico en la
mesa de enfriamiento específicamente en el transferidor de varilla.
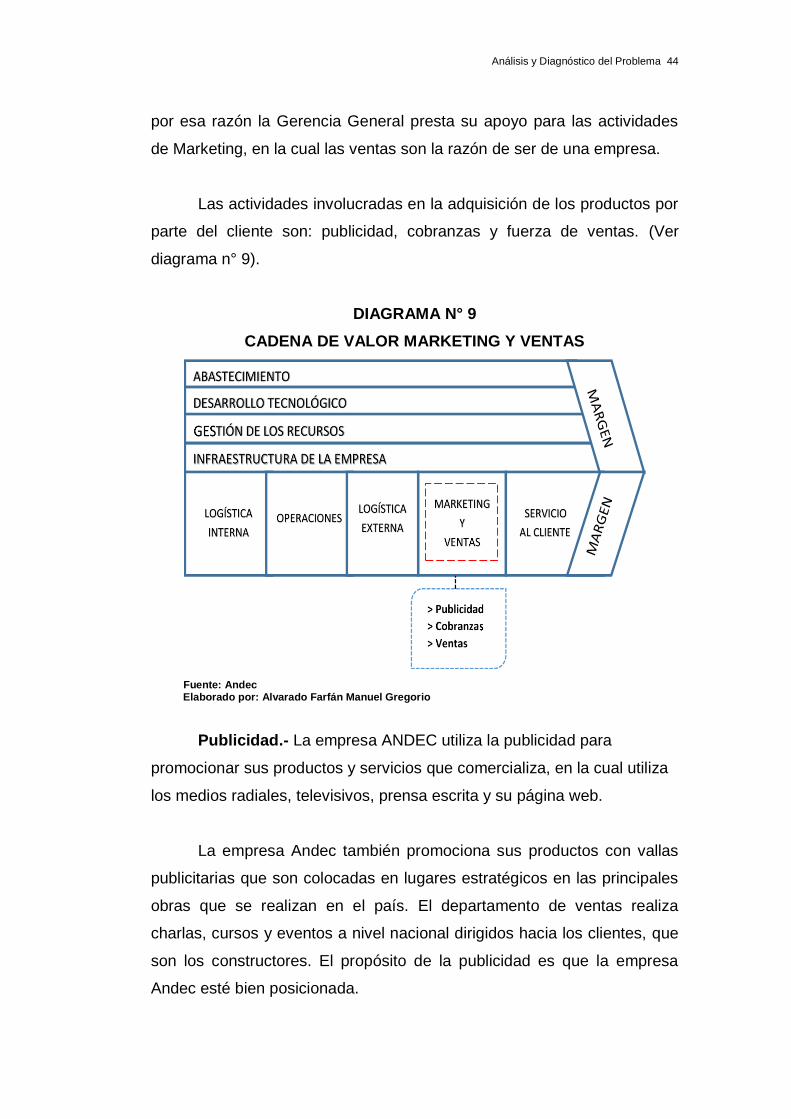
2.2.1.1.4 Marketing y Ventas
Son todas las gestiones que están destinadas a la difusión de los
productos que fabrica la empresa a nivel nacional para todos los clientes,
Análisis y Diagnóstico del Problema 44
por esa razón la Gerencia General presta su apoyo para las actividades
de Marketing, en la cual las ventas son la razón de ser de una empresa.
Las actividades involucradas en la adquisición de los productos por
parte del cliente son: publicidad, cobranzas y fuerza de ventas. (Ver
diagrama n° 9).
DIAGRAMA N° 9
CADENA DE VALOR MARKETING Y VENTAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Publicidad.- La empresa ANDEC utiliza la publicidad para
promocionar sus productos y servicios que comercializa, en la cual utiliza
los medios radiales, televisivos, prensa escrita y su página web.
La empresa Andec también promociona sus productos con vallas
publicitarias que son colocadas en lugares estratégicos en las principales
obras que se realizan en el país. El departamento de ventas realiza
charlas, cursos y eventos a nivel nacional dirigidos hacia los clientes, que
son los constructores. El propósito de la publicidad es que la empresa
Andec esté bien posicionada.
Análisis y Diagnóstico del Problema 45
Cobranzas.- El departamento de cobranza está encargado de
acaparar los dineros que se dan a crédito por materiales despachados.
Para el efecto cuenta con un recaudador local. El departamento de
cobranza, antes de realizar un crédito a un cliente, analiza su estado
financiero, ingresando al buró de crédito, previa aprobación escrita del
cliente. Después de haber realizado este análisis y las respectivas
aprobaciones, al cliente se le indica si es o no acreedor al crédito
solicitado.
Con esto se indica que se debería realizar más difusión de los
productos a nivel nacional, esto es debido al crecimiento de la población,
de igual manera incursionar con mayor participación en todas las regiones
del Ecuador. Por esa razón la Gerencia General da todo su apoyo para
realizar esta actividad ya que las ventas son la razón de ser de la
Empresa.
Ventas.- El departamento de Ventas coordina, planifica y controla
las actividades de los asesores comerciales, en la cual sirve para dar
cumplimiento a las cuotas asignadas de acuerdo a lo planificado en las
ventas anuales. Esto es coordinado con la Gerencia Comercial que
realiza planificaciones anuales de las demandas del mercado, de acuerdo
a la situación de ventas del año que paso y estos son sustentados con
investigaciones del mercado.
Con esto se indica que la debilidad de la empresa son las ventas
que son a nivel nacional, esperando que para el futuro se pueda ingresar
al mercado internacional ya que es la visión de la Empresa.
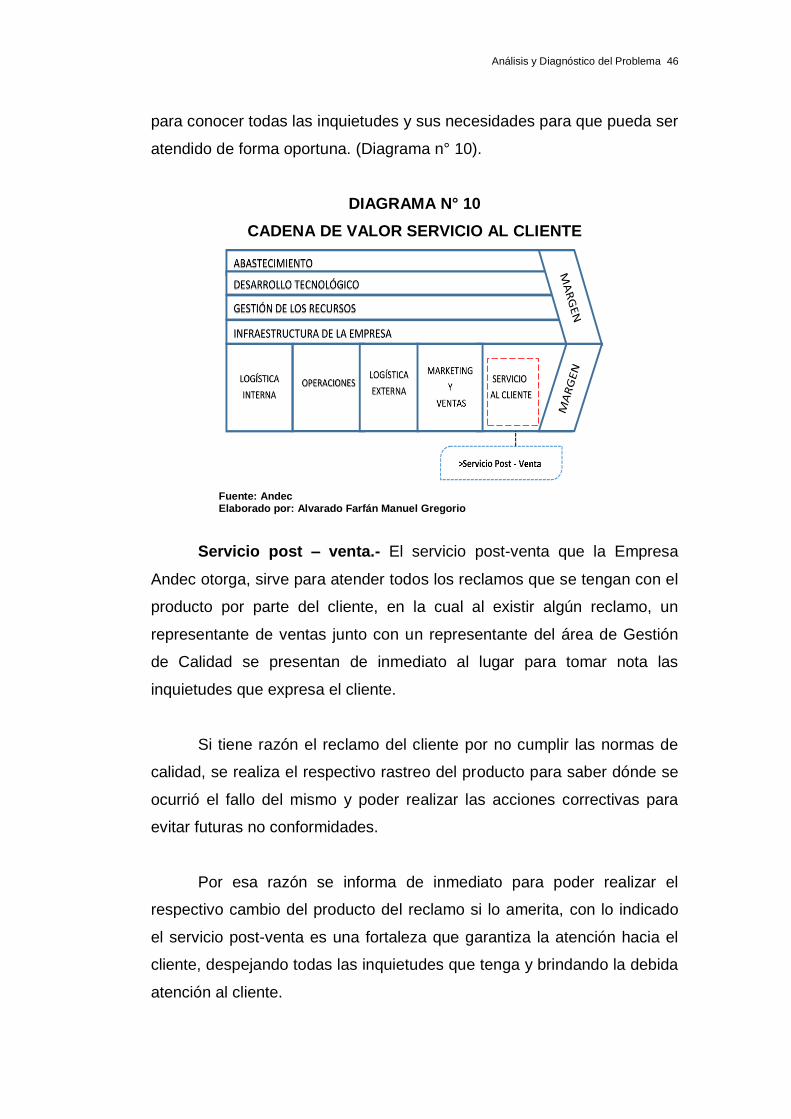
2.2.1.1.5 Servicio al Cliente
En esta quinta función de la cadena de valor, se hace relación al
cliente que se conversa de forma directa. Este fin de servicio al cliente es
Análisis y Diagnóstico del Problema 46
para conocer todas las inquietudes y sus necesidades para que pueda ser
atendido de forma oportuna. (Diagrama n° 10).
DIAGRAMA N° 10
CADENA DE VALOR SERVICIO AL CLIENTE
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Servicio post – venta.- El servicio post-venta que la Empresa
Andec otorga, sirve para atender todos los reclamos que se tengan con el
producto por parte del cliente, en la cual al existir algún reclamo, un
representante de ventas junto con un representante del área de Gestión
de Calidad se presentan de inmediato al lugar para tomar nota las
inquietudes que expresa el cliente.
Si tiene razón el reclamo del cliente por no cumplir las normas de
calidad, se realiza el respectivo rastreo del producto para saber dónde se
ocurrió el fallo del mismo y poder realizar las acciones correctivas para
evitar futuras no conformidades.
Por esa razón se informa de inmediato para poder realizar el
respectivo cambio del producto del reclamo si lo amerita, con lo indicado
el servicio post-venta es una fortaleza que garantiza la atención hacia el
cliente, despejando todas las inquietudes que tenga y brindando la debida
atención al cliente.
Análisis y Diagnóstico del Problema 47
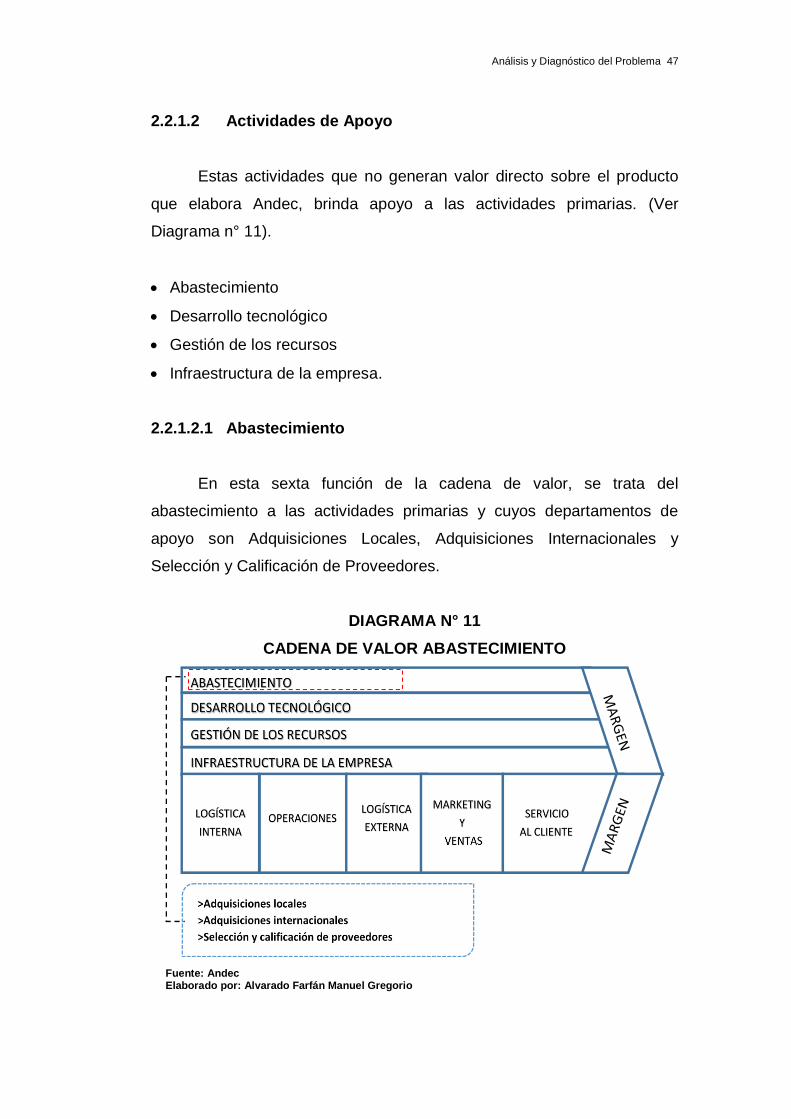
2.2.1.2 Actividades de Apoyo
Estas actividades que no generan valor directo sobre el producto
que elabora Andec, brinda apoyo a las actividades primarias. (Ver
Diagrama n° 11).
Abastecimiento
Desarrollo tecnológico
Gestión de los recursos
Infraestructura de la empresa.
2.2.1.2.1 Abastecimiento
En esta sexta función de la cadena de valor, se trata del
abastecimiento a las actividades primarias y cuyos departamentos de
apoyo son Adquisiciones Locales, Adquisiciones Internacionales y
Selección y Calificación de Proveedores.
DIAGRAMA N° 11
CADENA DE VALOR ABASTECIMIENTO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 48
Adquisiciones Locales.- En el Departamento de Adquisiciones
Locales se realizan las compras de repuestos, insumos, materiales y de la
contratación de servicios en el mercado local, para los departamentos de
producción y de apoyo. Este proceso empieza con la recepción de la
solicitud de compra emitida por bodega o con un requerimiento de servicio
emitido por cualquiera de las áreas que requiera un servicio específico.
Tanto la solicitud de compra como el requerimiento de servicio, deben
venir debidamente detallado las cantidades, especificaciones técnicas y
fechas requeridas.
Por medio del sistema BAAN (ERP) y según los niveles de
aprobación, se legalizan los documentos antes mencionados. Se procede
salir a cotizar, seleccionando los proveedores calificados de la base de
dato. Se reciben las ofertas y son ingresadas al sistema BAAN (ERP), de
donde se procesa la información para generar la respectiva orden de
compra en la que se registran costo, tiempo de entrega, forma de pago y
descripción de lo comprado.
Se ingresa al sistema BAAN (ERP) todas las facturas de las
adquisiciones realizadas, ya sean que preste un servicio o compra de
productos, para luego ser enviadas al departamento de Contabilidad
para el proceso de pago.
Se determina que la presencia del BAAN en el sistema informático
se torna en una fortaleza para el desarrollo de las actividades en el
departamento.
Adquisiciones Internacionales.- En el Departamento de
Adquisiciones Internacionales se realizan las compras de repuestos,
insumos, materiales en el mercado internacional, para los departamentos
de producción y apoyo. Su proceso empieza con la recepción de la
solicitud de compra emitida por bodega. En la solicitud de compra debe
Análisis y Diagnóstico del Problema 49
venir debidamente detallado las cantidades, especificaciones técnicas y
fechas requeridas.
Por medio del sistema BAAN (ERP) y según los niveles de
aprobación, se legalizan los documentos antes mencionados. Se procede
salir a cotizar, seleccionando los proveedores calificados de la base de
datos.
Se reciben las ofertas y son ingresadas al sistema BAAN (ERP) se
presentan las compras a comité de Adquisiciones, se aprueban las
compras, luego se procede a generar la respectiva orden de compra, en
la que se registran costo, tiempo de entrega, forma de pago y descripción
de lo comprado. Se ingresa las notas de crédito, para ser enviadas al
departamento financiero para su aprobación y pago. Se envía la orden de
compra por fax o correo electrónico, se programa una fecha de entrega.
En conclusión este departamento mantiene controlado las compras
internacionales, cuenta con el personal calificado y comprometido con las
metas establecidas de la Empresa.
Selección y Calificación de Proveedores.- Los departamentos de
adquisiciones locales y de importación son responsables de la selección y
calificación de proveedores.
En el manual de procedimientos de Adquisiciones Locales para la
calificación de proveedores, son ingresados con calificación C a los que
se les compra por primera vez, mientras que a los proveedores que ya
figuran en la base de datos se los evalúa cada año.
El proceso indica que hay que evaluar el tiempo de entrega, calidad
del producto o servicio, cumplimiento de las normas técnicas y
especificaciones requeridas.
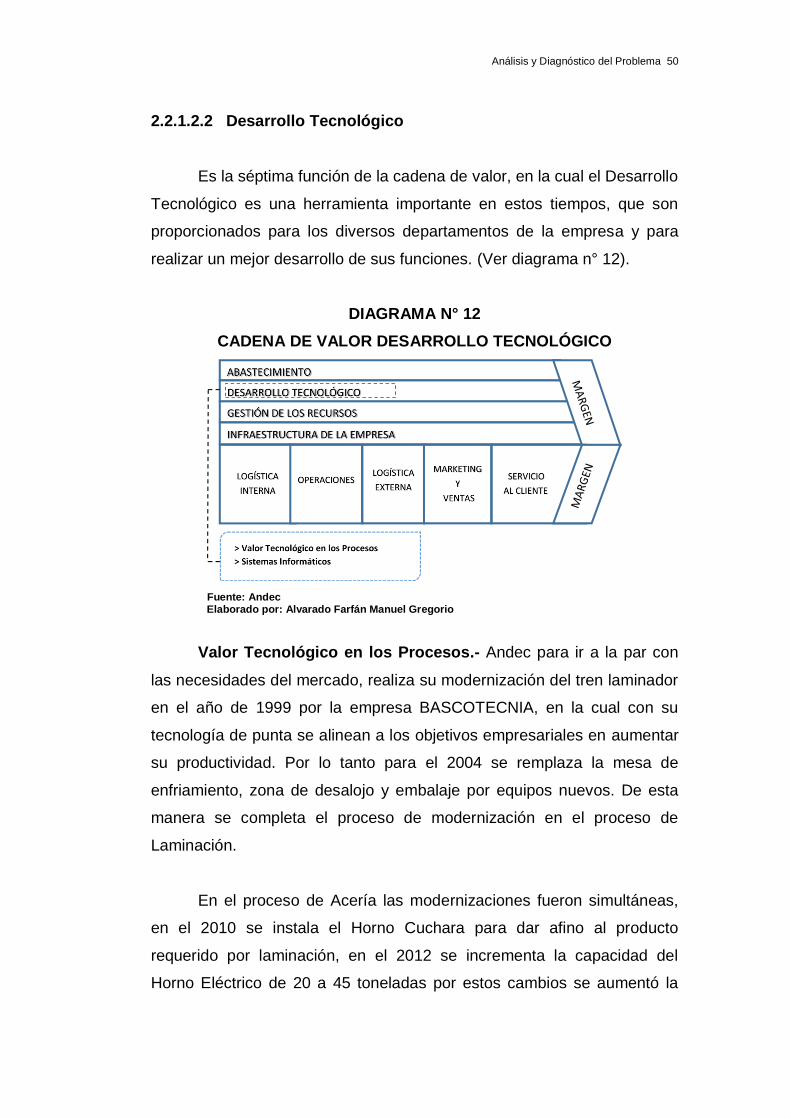
Análisis y Diagnóstico del Problema 50
2.2.1.2.2 Desarrollo Tecnológico
Es la séptima función de la cadena de valor, en la cual el Desarrollo
Tecnológico es una herramienta importante en estos tiempos, que son
proporcionados para los diversos departamentos de la empresa y para
realizar un mejor desarrollo de sus funciones. (Ver diagrama n° 12).
DIAGRAMA N° 12
CADENA DE VALOR DESARROLLO TECNOLÓGICO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Valor Tecnológico en los Procesos.- Andec para ir a la par con
las necesidades del mercado, realiza su modernización del tren laminador
en el año de 1999 por la empresa BASCOTECNIA, en la cual con su
tecnología de punta se alinean a los objetivos empresariales en aumentar
su productividad. Por lo tanto para el 2004 se remplaza la mesa de
enfriamiento, zona de desalojo y embalaje por equipos nuevos. De esta
manera se completa el proceso de modernización en el proceso de
Laminación.
En el proceso de Acería las modernizaciones fueron simultáneas,
en el 2010 se instala el Horno Cuchara para dar afino al producto
requerido por laminación, en el 2012 se incrementa la capacidad del
Horno Eléctrico de 20 a 45 toneladas por estos cambios se aumentó la
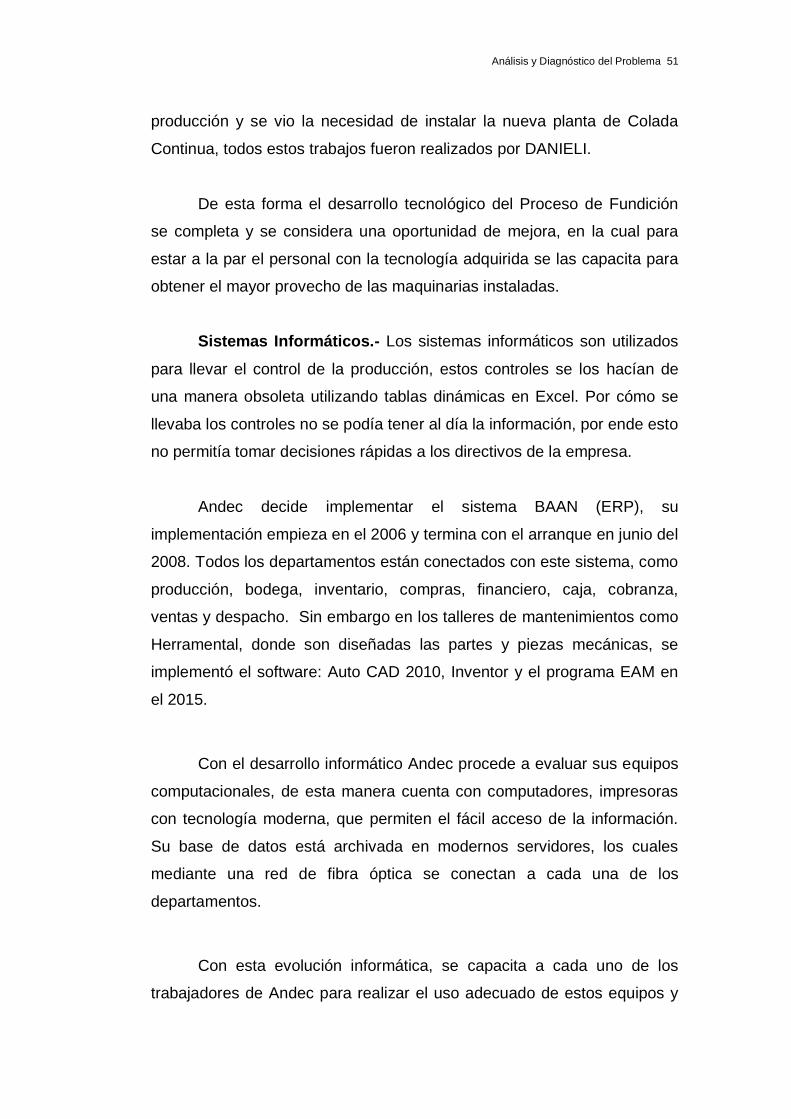
Análisis y Diagnóstico del Problema 51
producción y se vio la necesidad de instalar la nueva planta de Colada
Continua, todos estos trabajos fueron realizados por DANIELI.
De esta forma el desarrollo tecnológico del Proceso de Fundición
se completa y se considera una oportunidad de mejora, en la cual para
estar a la par el personal con la tecnología adquirida se las capacita para
obtener el mayor provecho de las maquinarias instaladas.
Sistemas Informáticos.- Los sistemas informáticos son utilizados
para llevar el control de la producción, estos controles se los hacían de
una manera obsoleta utilizando tablas dinámicas en Excel. Por cómo se
llevaba los controles no se podía tener al día la información, por ende esto
no permitía tomar decisiones rápidas a los directivos de la empresa.
Andec decide implementar el sistema BAAN (ERP), su
implementación empieza en el 2006 y termina con el arranque en junio del
2008. Todos los departamentos están conectados con este sistema, como
producción, bodega, inventario, compras, financiero, caja, cobranza,
ventas y despacho. Sin embargo en los talleres de mantenimientos como
Herramental, donde son diseñadas las partes y piezas mecánicas, se
implementó el software: Auto CAD 2010, Inventor y el programa EAM en
el 2015.
Con el desarrollo informático Andec procede a evaluar sus equipos
computacionales, de esta manera cuenta con computadores, impresoras
con tecnología moderna, que permiten el fácil acceso de la información.
Su base de datos está archivada en modernos servidores, los cuales
mediante una red de fibra óptica se conectan a cada una de los
departamentos.
Con esta evolución informática, se capacita a cada uno de los
trabajadores de Andec para realizar el uso adecuado de estos equipos y
Análisis y Diagnóstico del Problema 52
sistemas, para alcanzar el mayor provecho posible a los sistemas
informáticos.
2.2.1.2.3 Gestión de los Recursos
Es la octava función de la cadena de valor, en la cual la Gestión de
los Recursos a pesar de ser tomada como una actividad de apoyo cumple
un rol importante dentro de la empresa, ya que tiene que ver con
selección, capacitación, seguridad y bienestar del personal. (Diagrama n°
13).
DIAGRAMA N° 13
CADENA DE VALOR GESTIÓN DE LOS RECURSOS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Selección de personal.- El Departamento de Talento Humano
recibe de los departamentos de la empresa las necesidades del recurso
humano. Después se analiza lo requerido y se recomienda a la Gerencia
de Talento Humano para su aprobación o no de lo solicitado, en caso de
ser aprobado se realiza un concurso interno de merecimiento para el
personal interno dependiendo de la necesidad del puesto requerido.
En el caso de no tener candidatos para el área que requiere se
tomara de la base de datos del personal que ha realizado pasantías pre-
Análisis y Diagnóstico del Problema 53
profesionales que cumplan con el perfil requerido por el departamento
solicitante. Si a pesar de no contar con el recurso humano para el
Departamento se emitirá un comunicado de plaza de trabajo vía mail de la
empresa.
Una vez escogidos los candidatos al puesto, son entrevistados por
el jefe de Talento Humano, después de esto realizan una preselección
con diferentes pruebas de conocimiento del puesto para calificar sus
actitudes. Los que pasen la preselección son enviados con la jefatura
solicitante del recurso humano a entrevistarse. A su vez cumplida las
actividades de la selección por la jefatura se elabora su respectivo
contrato. Luego de la aprobación son enviados a inducción de todas las
normas internas de la empresa que requiere saber el colaborador y
empezar a prestar sus servicios.
Bienestar Social.- Es el departamento encargado del bienestar del
colaborador y su familia, realiza ciertas actividades para fomentar la
armonía y tranquilidad de sus trabajadores, anualmente lleva un control
de la póliza de seguro particular tanto para el titular como para su familia.
Esta encarga de los eventos que se realizan dentro y fuera de la empresa
ya sea festividades navideñas para los hijos de los trabajadores como
para los alrededores de la empresa (la comunidad).
Todos estos eventos sociales son organizados y dirigidos por este
departamento, ya sean las olimpiadas que se realizan una vez al año y se
culmina con la fiesta de aniversario de la empresa, en donde se elige a la
reina quien forma un rol importante durante su periodo. Este esfuerzo se
lo hace para mantener al talento humano comprometido y de esta manera
cumplir los objetivos de la empresa.
Se determina que este proceso se lo desarrolla de manera
oportuna, garantizando el bienestar del trabajador y su familia.
Análisis y Diagnóstico del Problema 54
Seguridad Industrial.- Es el departamento encargado de controlar
el cumplimiento de las normas de seguridad e higiene del colaborador
para prevenir riesgos laborales, realizan inspecciones rutinarias en los
departamentos administrativos como operativos para mitigar posibles
causas de accidentes. Realizan charlas de inducción a las visitas antes de
hacer el recorrido por la empresa, cuenta con la brigada contra incendios
y se encuentran preparados para toda contingencia.
Se determina que el departamento de seguridad industrial cumple
con las normas establecida.
Unidad Médica.- El departamento de Unidad Médica está
encargado de la salud del colaborador, en la cual se realizan chequeos
médicos anuales a todo el personal, reciben a diario pacientes con
enfermedades que se pueden tratar y son atendidos de manera ágil y si
es necesario dejar en observación al paciente, cuenta con una sala de
camillas equipada para establecer al paciente.
En caso de ocurrir en un accidente de trabajo, estos son dirigidos al
hospital del IESS pero el trabajador tiene la potestad de solicitar ser
atendido al seguro particular.
La unidad médica cuenta con el apoyo y los recursos necesarios,
para realizar sus actividades de manera óptima y profesional.
Capacitación.- El departamento de capacitación es importante en
el desarrollo del talento humano, con la intención de mantener actualizado
a los colaboradores de las diferentes áreas, se evalúa al personal para
determinar sus necesidades, se plantea un programa de capacitación y se
realiza un seguimiento de su cumplimiento lo cual se convierte en
Fortaleza. La capacitación es el camino por donde se debe conducir para
lograr el desarrollo empresarial. Donde se estimula al colaborador para

Análisis y Diagnóstico del Problema 55
incrementar sus conocimientos, habilidades, destrezas y se desempeñen
con eficiencia en sus puestos de trabajo.
El proceso de capacitación es el adecuado, se recomienda
reestructurar el plan de capacitación para todos los niveles de la empresa.
2.2.1.2.4 Infraestructura de la Empresa
Es la novena función de la cadena de valor, en la cual son
actividades administrativas que se realizan a nivel Gerencial, y son un
apoyo a la cadena y no de manera individual. Con la administración a la
cabeza planifican las estrategias de la empresa para determinar las
políticas, misión y visión. (Ver diagrama n° 14).
DIAGRAMA N° 14
CADENA DE VALOR INFRAESTRUCTURA DE LA EMPRESA
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Gerencia General.- Esta es la parte fundamental de la empresa,
en la cual se encarga de coordinar con las demás Gerencias las
estrategias de mercado y analizar los resultados propuestos.
Proporcionando un producto de calidad, monitorea permanentemente las
políticas gubernamentales que puedan afectar o no a la estabilidad laboral
Análisis y Diagnóstico del Problema 56
de la empresa, siendo el costo de acero reciclado la principal materia
prima para la fabricación de la palanquilla.
Con esto se puede llegar a la conclusión que la gestión
desarrollada por la alta dirección está bien encaminada.
Gerencia Financiera.- Este Departamento está encargada de
realizar un análisis financiero que en lo posterior se presenta a la
Gerencia General para la toma de decisiones, las inversiones que se
realizan en Andec es el mayor rubro de los egresos de la empresa.
Con lo expuesto se gestionó préstamo a la CFN. A través del
departamento de contabilidad se procesan todos los pagos que se genera
en las compras de la empresa, por ende llevan la contabilidad apegado al
régimen gubernamental actual mediante el servicio de rentas internas
SRI. Con esto cumple con los procedimientos y políticas de la empresa, el
proceso contable lo realizan a través del sistema BAAN (ERP).
Gerencia de Operaciones.- Se encarga del control de las
operaciones en los procesos de fundición, laminación, enderezado,
electro malla, conformado y figurados. Cumple con la conservación del
medio ambiente y garantiza a sus colaboradores un buen ambiente
laboral. Cumple con los programas de producción que son realizados
mediante los planes de venta, se garantiza el buen funcionamiento de los
equipos y maquinarias de los procesos a través del departamento de
mantenimiento. Se reporta a la Gerencia General, las actividades
realizadas mediante informes de trabajo programados semanales,
trimestrales y anuales en los comités.
Esta Gerencia satisface a la Gerencia General alcanzando sus
logros de metas de producción, con el apoyo de su personal calificado y
comprometido con los propósitos de la empresa.
Análisis y Diagnóstico del Problema 57
Gerencia de Ventas.- Se encarga de elaborar los planes de ventas
anuales y mensualmente se revisa su cumplimiento. Los cambios que
estos generen son comunicados a la Gerencia de Operaciones para la
reprogramación de su producción. Elabora estrategias de venta con el
cumplimiento de las políticas de la empresa, mediante relaciones con los
distribuidores directos y con la franquicia Disensa ya que este genera el
50% de las ventas. Se realiza un estudio de mercado para analizar,
identificar y obtener las oportunidades que se presenten. Este
Departamento se reporta directamente con la Gerencia General.
Gerencia de Logística.- Se encarga del abastecimiento de los
insumos requeridos por la producción, manteniendo una buena relación
con los proveedores nacionales e internacionales. Este Departamento
garantiza la calificación de sus proveedores cumpliendo con las políticas
de la empresa, se coordina con el mantenimiento de las instalaciones
administrativas y de planta. Coordina y controla el uso de vehículos
livianos de la empresa, procesa las facturas de pago para los
transportistas que son contratados por la Gerencia de Ventas para la
distribución de su producto terminado.
2.3 Diagnóstico
Luego de la investigación realizada en el presente estudio,
relacionado al daño de los rodamientos de la caja # 2, se ha detectado
que el elemento rodante sufre por el deterioro del sistema de lubricación
actual, por lo que se realizará el análisis e identificación de los principales
problemas.
2.3.1 Análisis e identificación de los principales problemas, el
origen, sus causas y efectos
En el proceso de Producción se presenta demoras en el momento
que se sufre un daño de rodamiento de caja # 2, en la cual afectan al
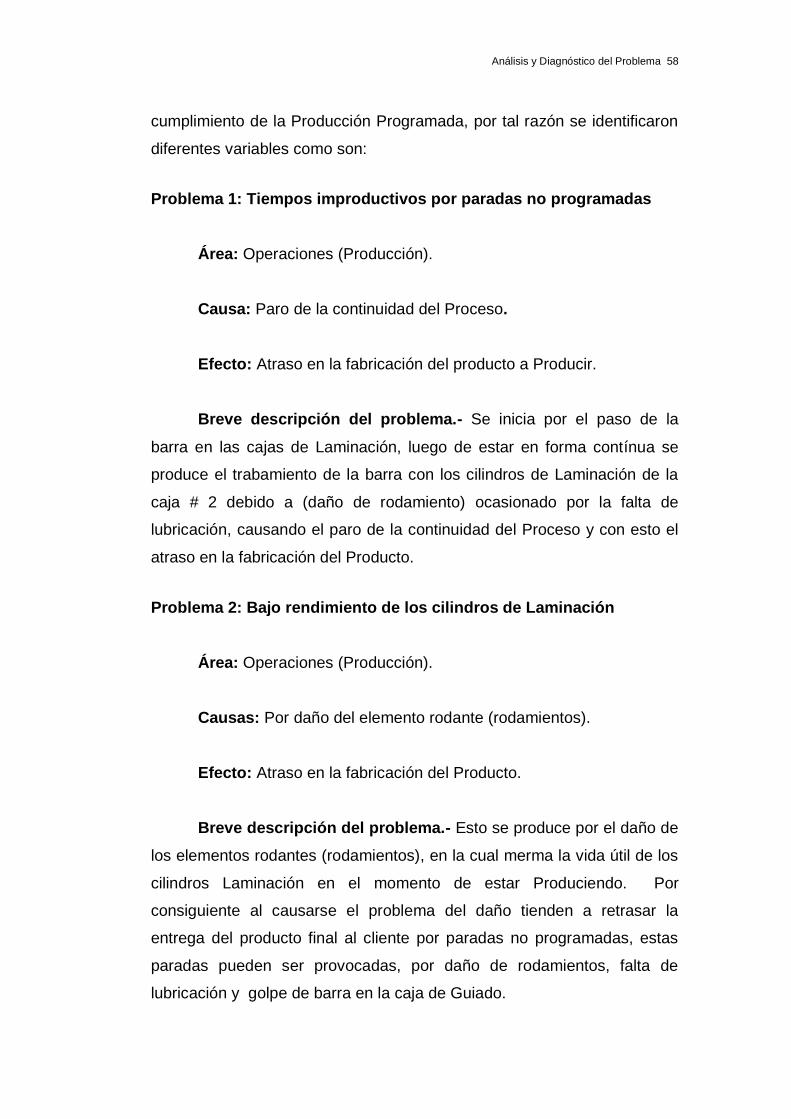
Análisis y Diagnóstico del Problema 58
cumplimiento de la Producción Programada, por tal razón se identificaron
diferentes variables como son:
Problema 1: Tiempos improductivos por paradas no programadas
Área: Operaciones (Producción).
Causa: Paro de la continuidad del Proceso.
Efecto: Atraso en la fabricación del producto a Producir.
Breve descripción del problema.- Se inicia por el paso de la
barra en las cajas de Laminación, luego de estar en forma contínua se
produce el trabamiento de la barra con los cilindros de Laminación de la
caja # 2 debido a (daño de rodamiento) ocasionado por la falta de
lubricación, causando el paro de la continuidad del Proceso y con esto el
atraso en la fabricación del Producto.
Problema 2: Bajo rendimiento de los cilindros de Laminación
Área: Operaciones (Producción).
Causas: Por daño del elemento rodante (rodamientos).
Efecto: Atraso en la fabricación del Producto.
Breve descripción del problema.- Esto se produce por el daño de
los elementos rodantes (rodamientos), en la cual merma la vida útil de los
cilindros Laminación en el momento de estar Produciendo. Por
consiguiente al causarse el problema del daño tienden a retrasar la
entrega del producto final al cliente por paradas no programadas, estas
paradas pueden ser provocadas, por daño de rodamientos, falta de
lubricación y golpe de barra en la caja de Guiado.
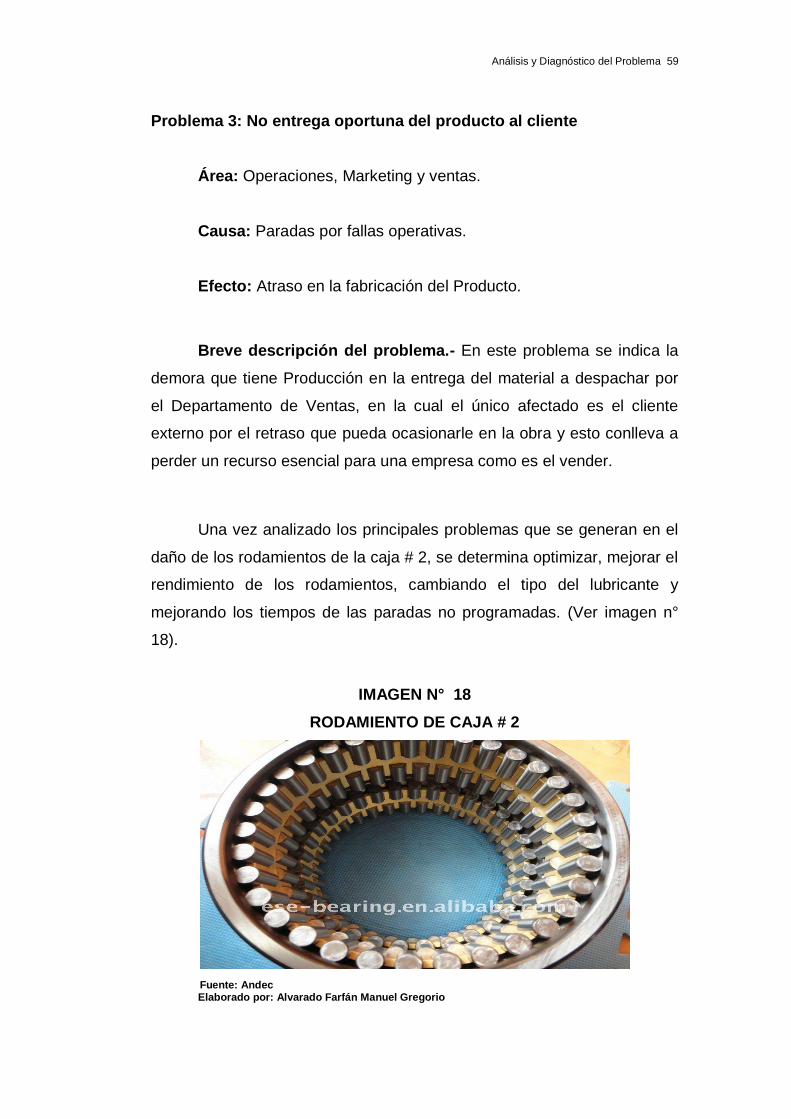
Análisis y Diagnóstico del Problema 59
Problema 3: No entrega oportuna del producto al cliente
Área: Operaciones, Marketing y ventas.
Causa: Paradas por fallas operativas.
Efecto: Atraso en la fabricación del Producto.
Breve descripción del problema.- En este problema se indica la
demora que tiene Producción en la entrega del material a despachar por
el Departamento de Ventas, en la cual el único afectado es el cliente
externo por el retraso que pueda ocasionarle en la obra y esto conlleva a
perder un recurso esencial para una empresa como es el vender.
Una vez analizado los principales problemas que se generan en el
daño de los rodamientos de la caja # 2, se determina optimizar, mejorar el
rendimiento de los rodamientos, cambiando el tipo del lubricante y
mejorando los tiempos de las paradas no programadas. (Ver imagen n°
18).
IMAGEN N° 18
RODAMIENTO DE CAJA # 2
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
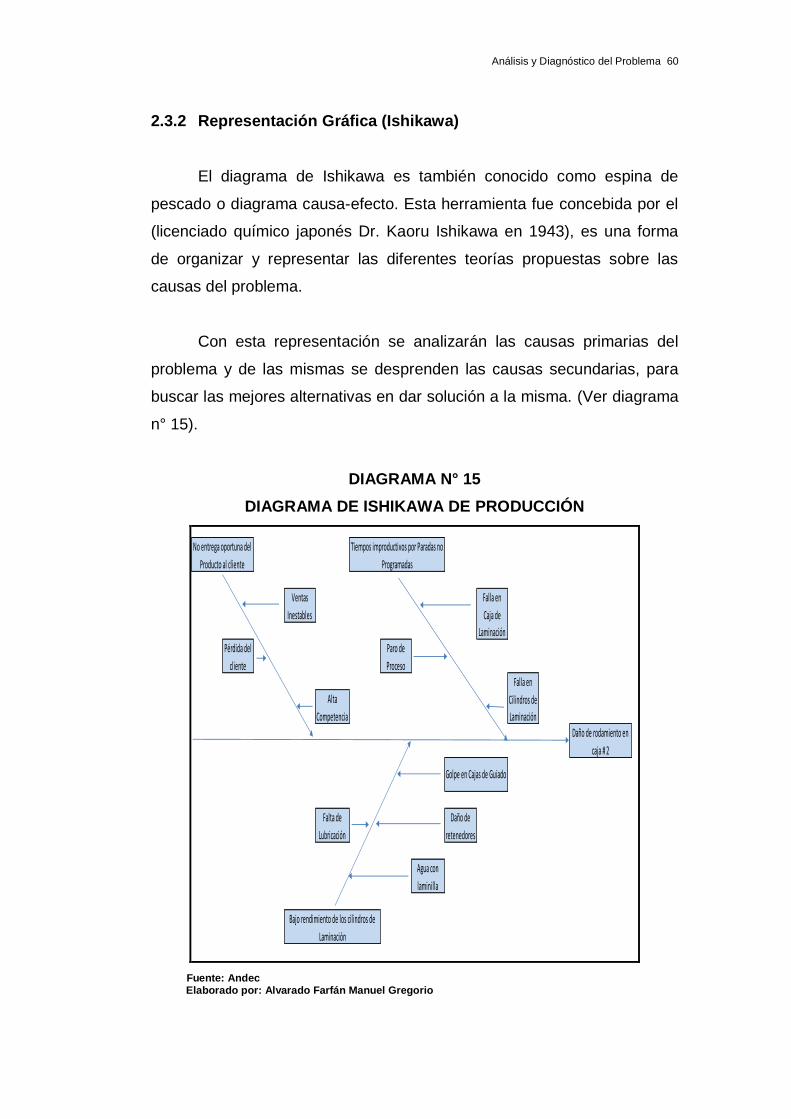
Análisis y Diagnóstico del Problema 60
2.3.2 Representación Gráfica (Ishikawa)
El diagrama de Ishikawa es también conocido como espina de
pescado o diagrama causa-efecto. Esta herramienta fue concebida por el
(licenciado químico japonés Dr. Kaoru Ishikawa en 1943), es una forma
de organizar y representar las diferentes teorías propuestas sobre las
causas del problema.
Con esta representación se analizarán las causas primarias del
problema y de las mismas se desprenden las causas secundarias, para
buscar las mejores alternativas en dar solución a la misma. (Ver diagrama
n° 15).
DIAGRAMA N° 15
DIAGRAMA DE ISHIKAWA DE PRODUCCIÓN
No entrega oportuna del
Producto al cliente
Pérdida del
cliente
Ventas
Inestables
Alta
Competencia
Tiempos improductivos por Paradas no
Programadas
Paro de
Proceso
Daño de rodamiento en
caja # 2
Bajo rendimiento de los cilindros de
Laminación
Falta de
Lubricación
Agua con
laminilla
Golpe en Cajas de Guiado
Falla en
Caja de
Laminación
Falla en
Cilindros de
Laminación
Daño de
retenedores
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio

Análisis y Diagnóstico del Problema 61
2.3.3 Análisis de la frecuencia de representación de problemas
(PARETO)
Teniendo en claro los problemas que afectan al proceso de
Producción, se analizara los inconvenientes de los mismos, en la cual se
tiene como propósito determinar el tipo de problema que se presenta con
mayor frecuencia, para esto se emplea una herramienta de toma de
decisiones que solucione los problemas con eficiencia. Los problemas
que se analizaran son los siguientes:
Tiempos improductivos por paradas no programadas.
Bajo rendimiento de los cilindros.
No entrega oportuna del producto al cliente.
Una vez obtenidos los problemas que se causan por el daño de los
rodamientos de la caja # 2, se procede al análisis de los datos
cuantificados en base a la frecuencia de ocurrencias del año 2015 en el
Proceso de Producción. Después en base a estos datos se analizara los
de mayor frecuencia, para luego poder cuantificarse incidencia en costos
y porcentajes de eficiencia en la empresa. En el cuadro 5 se podrá
observar los factores de ocurrencias que delimitaran a los tres problemas
que se han presentado.
CUADRO N° 5
TABLA DE FRECUENCIA DE LOS PROBLEMAS
DAÑO DE RODAMIENTO CAJA 2 616 29,6% 29,6%
FALLO DE LUBICACIÓN CAJA 2 578 27,8% 57,3%
SE PARTE CILINDRO CAJA 2 427 20,5% 77,9%
FALLO DE CAJA 2 280 13,4% 91,3%
FALLO DE REGULACIÓN CAJA 2 88 4,2% 95,5%
MATERIAL DEFECTUOSO CAJA 2 40 1,9% 97,5%
AJUSTE DE GUIADO CAJA 2 38 1,8% 99,3%
ALARMA DE MOTOR CAJA 2 15 0,7% 100,0%
TOTAL 2082
TIEMPO
PERDIDO EN
MINUTOS
DESCRIPCIÓN%
OCURRENCIAS
%
ACUMULADO
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
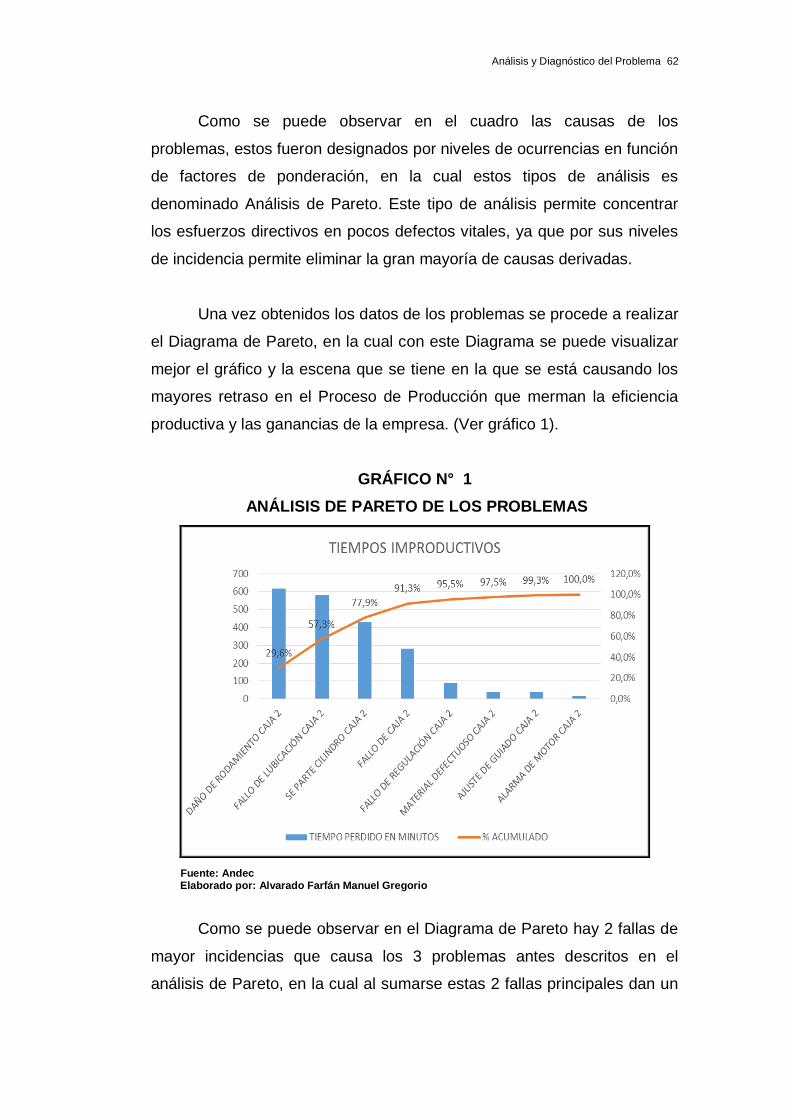
Análisis y Diagnóstico del Problema 62
Como se puede observar en el cuadro las causas de los
problemas, estos fueron designados por niveles de ocurrencias en función
de factores de ponderación, en la cual estos tipos de análisis es
denominado Análisis de Pareto. Este tipo de análisis permite concentrar
los esfuerzos directivos en pocos defectos vitales, ya que por sus niveles
de incidencia permite eliminar la gran mayoría de causas derivadas.
Una vez obtenidos los datos de los problemas se procede a realizar
el Diagrama de Pareto, en la cual con este Diagrama se puede visualizar
mejor el gráfico y la escena que se tiene en la que se está causando los
mayores retraso en el Proceso de Producción que merman la eficiencia
productiva y las ganancias de la empresa. (Ver gráfico 1).
GRÁFICO N° 1
ANÁLISIS DE PARETO DE LOS PROBLEMAS
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Como se puede observar en el Diagrama de Pareto hay 2 fallas de
mayor incidencias que causa los 3 problemas antes descritos en el
análisis de Pareto, en la cual al sumarse estas 2 fallas principales dan un
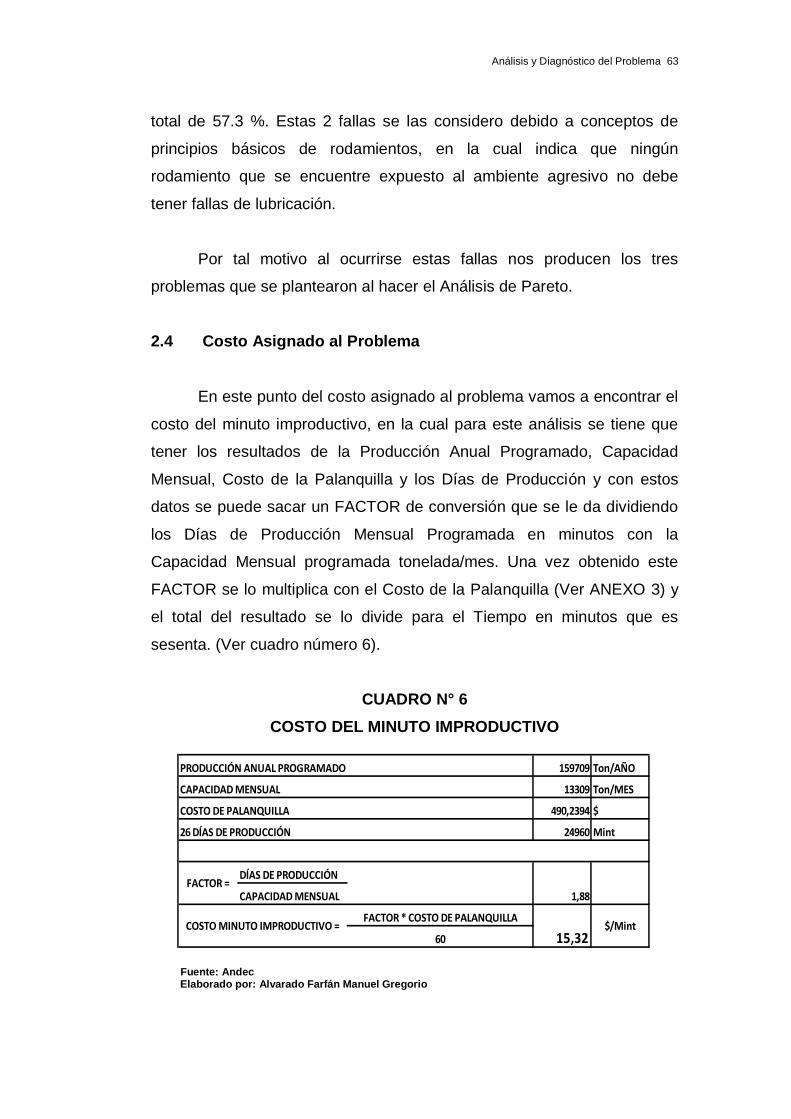
Análisis y Diagnóstico del Problema 63
total de 57.3 %. Estas 2 fallas se las considero debido a conceptos de
principios básicos de rodamientos, en la cual indica que ningún
rodamiento que se encuentre expuesto al ambiente agresivo no debe
tener fallas de lubricación.
Por tal motivo al ocurrirse estas fallas nos producen los tres
problemas que se plantearon al hacer el Análisis de Pareto.
2.4 Costo Asignado al Problema
En este punto del costo asignado al problema vamos a encontrar el
costo del minuto improductivo, en la cual para este análisis se tiene que
tener los resultados de la Producción Anual Programado, Capacidad
Mensual, Costo de la Palanquilla y los Días de Producción y con estos
datos se puede sacar un FACTOR de conversión que se le da dividiendo
los Días de Producción Mensual Programada en minutos con la
Capacidad Mensual programada tonelada/mes. Una vez obtenido este
FACTOR se lo multiplica con el Costo de la Palanquilla (Ver ANEXO 3) y
el total del resultado se lo divide para el Tiempo en minutos que es
sesenta. (Ver cuadro número 6).
CUADRO N° 6
COSTO DEL MINUTO IMPRODUCTIVO
159709 Ton/AÑO
13309 Ton/MES
490,2394 $
24960 Mint
DÍAS DE PRODUCCIÓN
CAPACIDAD MENSUAL
15,32
1,88
$/MintFACTOR * COSTO DE PALANQUILLA
60COSTO MINUTO IMPRODUCTIVO =
FACTOR =
PRODUCCIÓN ANUAL PROGRAMADO
CAPACIDAD MENSUAL
COSTO DE PALANQUILLA
26 DÍAS DE PRODUCCIÓN
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
Análisis y Diagnóstico del Problema 64
Una vez que se realizó las operaciones de conversión se pudo
obtener el costo del minuto improductivo, en la cual indica que por cada
minuto improductivo la empresa pierde $15,32 por cada daño de la caja #
2.
Si se considera que la empresa pierde $15.32 por minuto por el
daño de la caja # 2, entonces si este valor lo multiplicamos por los 2082
minutos por daño de la caja # 2 que se tuvo de parada en el 2015
obtendremos que la empresa perdió $31.903,4 en el año.
CAPÍTULO III
PROPUESTA
En el capítulo ll se realizó el análisis y diagnóstico de los problemas
del presente estudio, por ende estos problemas generan pérdidas
económicas y da como salida un modelo de mejora continua.
3.1 Planteamiento de alternativa de solución al problema
En este Capítulo se llevara a cabo la presentación de una
propuesta con solución factible para las necesidades existentes, en la
cual se realizó un estudio de mercado para las alternativas de solución
que se ofrece para el fallo de lubricación como son.
Alternativa 1
Cambiar el sistema de sellado.- Esta alternativa se refiere al
retenedor que sirve de protección del rodamiento contra los agentes
contaminantes (agua y laminilla) del tren laminador, en la cual requiere de
una reingeniería en el asentamiento del retenedor. Esto equivale a que se
realice un maquinado a la cajera del retenedor para poder colocar otro
similar encontrado para mayor protección, esta mejora seria realizada en
un taller de metalmecánica y está por alrededor de $ 25.190,00.
Alternativa 2
Sistema de Lubricación por grasa.- Esta alternativa se refiere a
cambiar el sistema de lubricación actual (aire-aceite) a lubricar por medio
del sistema de engrase, en la cual esto se lo realizaría por medio de una
bomba de lubricación móvil que inyecta grasa a través de los ductos que
Propuesta 66
la caja de Laminación cuenta, esta mejora que se realizara con la compra
de esta herramienta y está por alrededor de $ 3.980,00.
En la actualidad en el proceso de Producción se tienen problemas
por el sistema de lubricación actual (aire-aceite), por ende como se pudo
observar en el capítulo II en el análisis de la frecuencia de presentación
de problemas (PARETO) cuyo tiempo de fallo en esta caja # 2 es de
2.082 minutos, se desea reducir este tiempo a lo mínimo de fallo con el
sistema de lubricación por grasa.
Con esta propuesta incrementara la producción y se evitara
paradas no programadas en el proceso de Producción, en la cual será
favorable para la empresa y podrá satisfacer las necesidades de
Producción.
Sistema de lubricación por grasa
Para el uso del Sistema de Lubricación por grasa solo se necesita
llenar el tanque o reservorio de grasa y este a la vez ser trasladado hasta
la caja # 2, en la cual esto será utilizado para la lubricación de los
rodamientos por motivo de que como todo elemento tiene su desgaste por
su vida útil no es posible cambiar todo la caja.
Por esa razón el sistema actual de lubricación (aire-aceite) no da las
garantías para tener una buena lubricación ya que se combina con el
agua que ingresa al mismo sistema de lubricación y se realiza una mezcla
que es oxidante para el rodamiento, en cambio con este sistema de
lubricación por grasa es el adecuado por cuanto por su masa tiende a
llenar mejor la recamara de los rodamientos y además puede expulsar los
agentes contaminantes (agua y laminilla) fuera de los rodamientos para
que no cause los problemas antes descritos. (Ver imagen N° 19).
Propuesta 67
GRÁFICO N° 19
SISTEMA DE LUBRICACIÓN POR GRASA
Fuente: Google Elaborado por: Alvarado Farfán Manuel Gregorio
3.2 Costos alternativos de solución
3.2.1 Análisis de la Inversión
En el análisis económico de la inversión que aquí se realizara, se
deberá entender que es un estudio donde se verificara en las distintas
etapas del proyecto si es factible para su realización.
El proyecto será eficiente si se logra los objetivos para el cual fue
realizado, de tal forma que se optimice el proceso de Producción. Este
análisis de la inversión establece reconocer la rentabilidad del proyecto
mediante aplicaciones técnicas las cuales son: El TIR (Tasa Interna de
Retorno), VAN (Valor Actual Neto) y el PRI (Periodo de Recuperación de
la Inversión).
Flujo de caja
Es el balance económico en la cual relaciona los ingresos y los
costos de la propuesta, que servirán para demostrar los diferentes
beneficios que generara la solución propuesta.
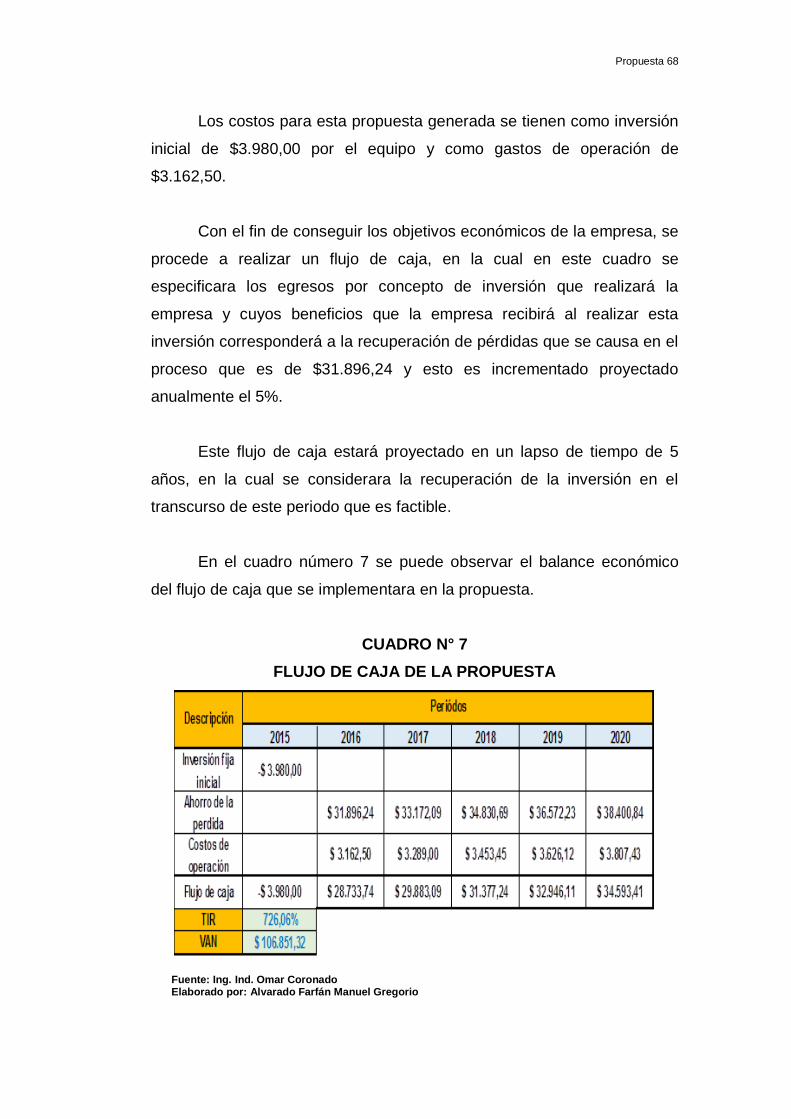
Propuesta 68
Los costos para esta propuesta generada se tienen como inversión
inicial de $3.980,00 por el equipo y como gastos de operación de
$3.162,50.
Con el fin de conseguir los objetivos económicos de la empresa, se
procede a realizar un flujo de caja, en la cual en este cuadro se
especificara los egresos por concepto de inversión que realizará la
empresa y cuyos beneficios que la empresa recibirá al realizar esta
inversión corresponderá a la recuperación de pérdidas que se causa en el
proceso que es de $31.896,24 y esto es incrementado proyectado
anualmente el 5%.
Este flujo de caja estará proyectado en un lapso de tiempo de 5
años, en la cual se considerara la recuperación de la inversión en el
transcurso de este periodo que es factible.
En el cuadro número 7 se puede observar el balance económico
del flujo de caja que se implementara en la propuesta.
CUADRO N° 7
FLUJO DE CAJA DE LA PROPUESTA
Fuente: Ing. Ind. Omar Coronado Elaborado por: Alvarado Farfán Manuel Gregorio
Propuesta 69
El balance de flujo de caja nos indica los siguientes flujos efectivos:
$28.733,74 para el 2016; $29.883,09 para el 2017; $31.377,24 para el
2018; $32.946,11 para el 2019; $34.593,41 para el 2020.
En el cuadro 7 como se pudo observar, el cálculo de los
indicadores TIR y VAN, se lo realizo mediante las funciones financieras
del programa Excel y se han obtenido los siguientes resultados:
Tasa Interna de Retorno (TIR): 726,06% que supera a la tasa de
descuento con la que se compara la inversión del 14%, por lo tanto,
indica que la tasa de recuperación de la inversión es mayor que las
tasas actuales del mercado con que se descuenta cualquier proyecto
de inversión económica y por tal razón su factibilidad económica es
aceptable.
Valor Actual Neto (VAN): $106.851,32 que supera la inversión inicial de
$3.980,00 por lo tanto, indica que el valor a obtener en el futuro será
mayor a la inversión inicial, por lo que acepta su factibilidad económica.
3.2.2 Tasa Interna de Retorno (TIR)
Cuando se utiliza los comandos de Excel (función financiera)
podemos visualizar que el resultado de la Tasa Interna de Retorno (TIR)
es igual a 726.06%, el cual será verificado mediante la ecuación de
matemáticas financieras para poder determinar el presente valor.
Para el efecto se va a interpolar entre dos rangos dados, que son
los valores de 726% y 727% escogidos para la comprobación del TIR y se
utilizara la siguiente fórmula:
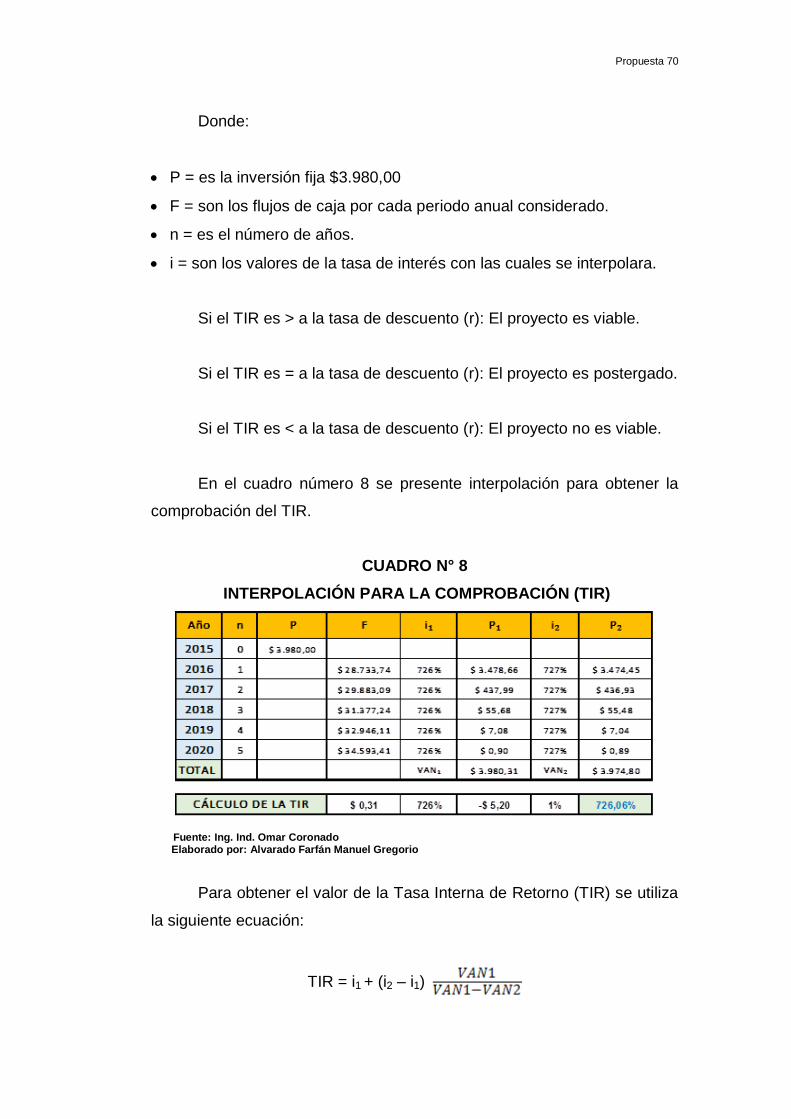
Propuesta 70
Donde:
P = es la inversión fija $3.980,00
F = son los flujos de caja por cada periodo anual considerado.
n = es el número de años.
i = son los valores de la tasa de interés con las cuales se interpolara.
Si el TIR es > a la tasa de descuento (r): El proyecto es viable.
Si el TIR es = a la tasa de descuento (r): El proyecto es postergado.
Si el TIR es < a la tasa de descuento (r): El proyecto no es viable.
En el cuadro número 8 se presente interpolación para obtener la
comprobación del TIR.
CUADRO N° 8
INTERPOLACIÓN PARA LA COMPROBACIÓN (TIR)
Fuente: Ing. Ind. Omar Coronado Elaborado por: Alvarado Farfán Manuel Gregorio
Para obtener el valor de la Tasa Interna de Retorno (TIR) se utiliza
la siguiente ecuación:
TIR = i1 + (i2 – i1)
Propuesta 71
VAN₁ = Flujo₁ – Inversión inicial
VAN₁ = $3.980,31- $3.980,00
VAN₁ = $0,31
VAN₂ = Flujo₂ – Inversión inicial
VAN₂ = $3.974,80 - $3.980,00
VAN₂ = -$5,20
TIR = 726% + (727% - 726%)
TIR = 726% + 1%
TIR = 726% + (1%) (0,056)
TIR = 726,06%
El cálculo que se realizó para obtener la Tasa Interna de Retorno
(TIR), da como resultado una tasa del 726,06%, que es igual al que se
obtuvo aplicando las funciones financieras del programa Excel, esto indica
que el proyecto es factible, puesto que sobrepasa a la tasa de descuento
considerado del 14%.
3.2.3 Valor Actual Neto (VAN)
El Valor Actual Neto (VAN), se lo comprobara con la misma
ecuación financiera que se utilizó para el análisis de la Tasa Interna de
Retorno (TIR).
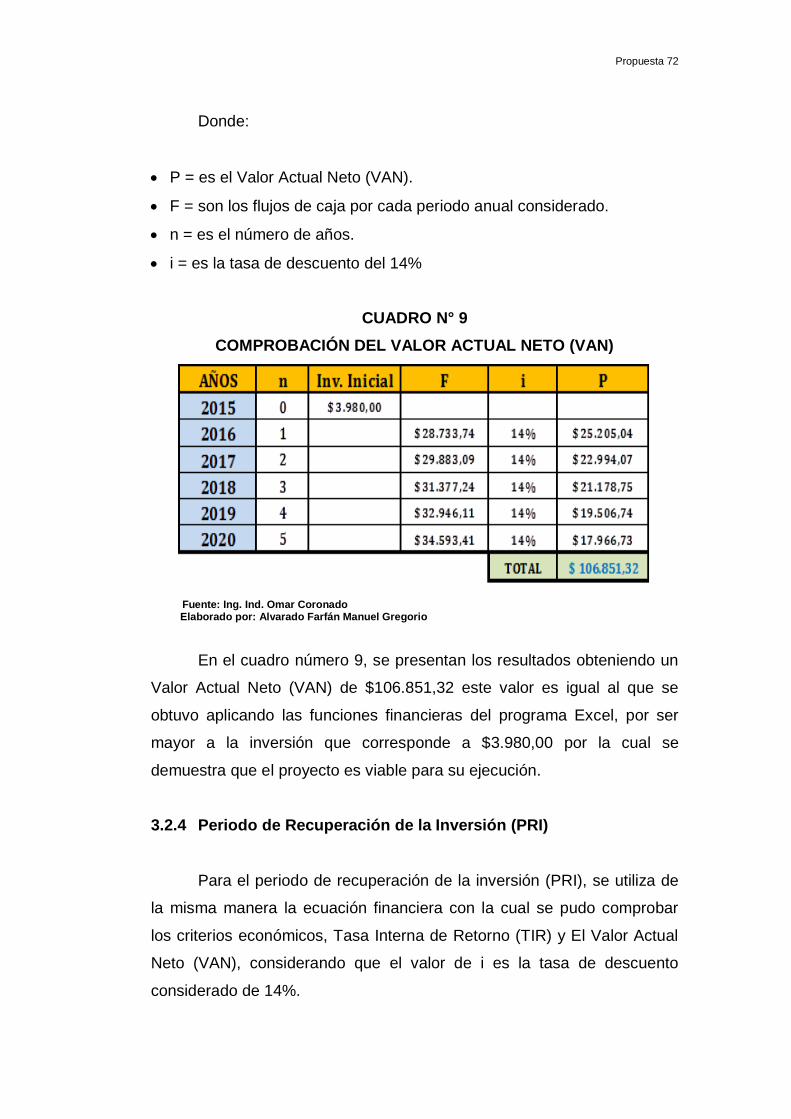
Propuesta 72
Donde:
P = es el Valor Actual Neto (VAN).
F = son los flujos de caja por cada periodo anual considerado.
n = es el número de años.
i = es la tasa de descuento del 14%
CUADRO N° 9
COMPROBACIÓN DEL VALOR ACTUAL NETO (VAN)
Fuente: Ing. Ind. Omar Coronado Elaborado por: Alvarado Farfán Manuel Gregorio
En el cuadro número 9, se presentan los resultados obteniendo un
Valor Actual Neto (VAN) de $106.851,32 este valor es igual al que se
obtuvo aplicando las funciones financieras del programa Excel, por ser
mayor a la inversión que corresponde a $3.980,00 por la cual se
demuestra que el proyecto es viable para su ejecución.
3.2.4 Periodo de Recuperación de la Inversión (PRI)
Para el periodo de recuperación de la inversión (PRI), se utiliza de
la misma manera la ecuación financiera con la cual se pudo comprobar
los criterios económicos, Tasa Interna de Retorno (TIR) y El Valor Actual
Neto (VAN), considerando que el valor de i es la tasa de descuento
considerado de 14%.
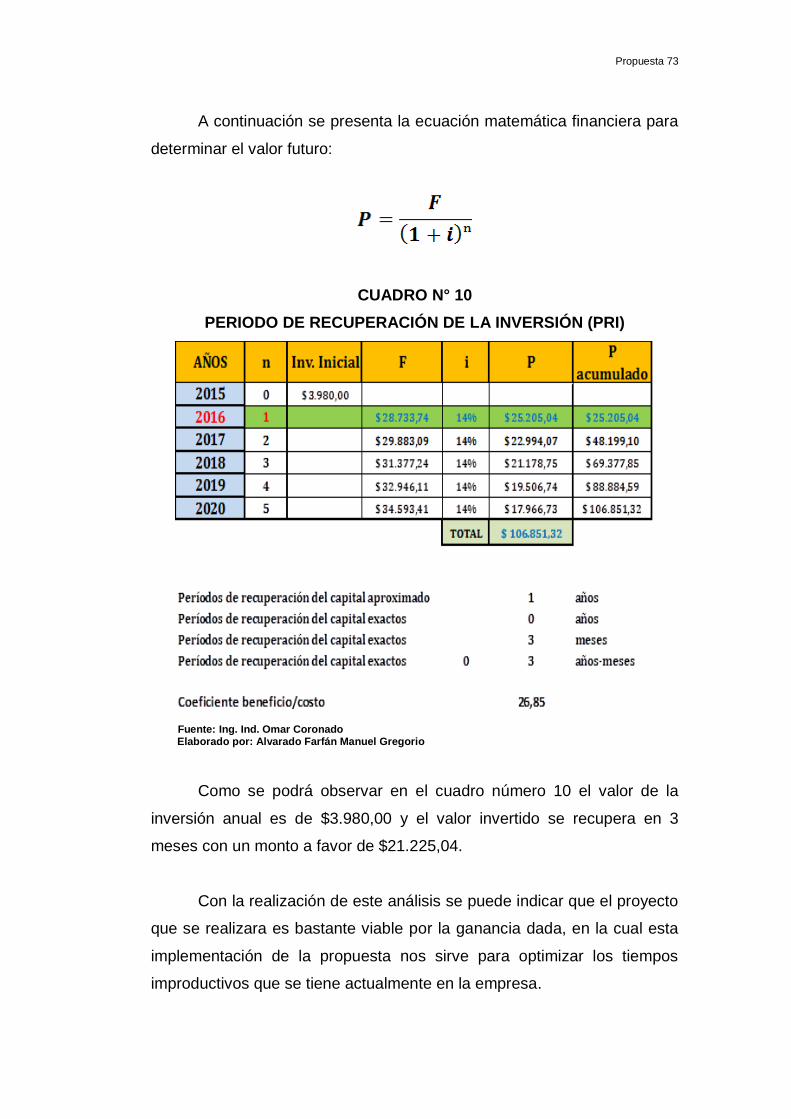
Propuesta 73
A continuación se presenta la ecuación matemática financiera para
determinar el valor futuro:
CUADRO N° 10
PERIODO DE RECUPERACIÓN DE LA INVERSIÓN (PRI)
Fuente: Ing. Ind. Omar Coronado Elaborado por: Alvarado Farfán Manuel Gregorio
Como se podrá observar en el cuadro número 10 el valor de la
inversión anual es de $3.980,00 y el valor invertido se recupera en 3
meses con un monto a favor de $21.225,04.
Con la realización de este análisis se puede indicar que el proyecto
que se realizara es bastante viable por la ganancia dada, en la cual esta
implementación de la propuesta nos sirve para optimizar los tiempos
improductivos que se tiene actualmente en la empresa.
Propuesta 74
3.2.5 Coeficiente Beneficio/Costo (B/C)
Para poder determinar el coeficiente beneficio costo se ejecuta la
siguiente ecuación:
Donde:
Beneficio de la propuesta = Valor Neto Actual (VAN)= $106.851,32
Costo de la propuesta = Inversión inicial = $3.980,00
Coeficiente Beneficio/Costo = $26,85
El coeficiente de Beneficio / Costo indica que por cada dólar que se
invierta, se recibirá $26,85 es decir, que se obtendrá $25.85 de beneficio
por cada dólar invertido, lo que nos indica que la propuesta es favorable y
factible para llevarse a cabo en la empresa ANDEC S.A.
3.2.6 Resumen de Criterios Económicos
El resumen económico de este proyecto de inversión, es el
siguiente:
Tasa Interna de Retorno (TIR) = 726.06% > tasa de descuento 14%
ACEPTADO.
Valor Actual Neto (VAN) = $106.851,32 > inversión inicial $3.980,00.
ACEPTADO.
Propuesta 75
Tiempo de recuperación de la inversión = 3 meses < vida útil del
proyecto (60 meses).
ACEPTADO.
Coeficiente Beneficio / Costo = 26.85 > 1.
ACEPTADO.
Los criterios financieros nos indican la factibilidad y sustentabilidad
del proyecto.
3.3 Conclusión y Recomendación
3.3.1 Conclusión
Una vez realizado los respectivos análisis en el Diagnóstico de la
mejora del proceso evitando daños de rodamientos en caja # 2 en el
proceso de producción de la empresa ANDEC S.A., se obtuvo los
siguientes resultados:
1.- La alternativa que se escogió para la propuesta a la empresa es del
Sistema de Lubricación por grasa, en la cual servirá para aumentar
la productividad y disminuir los tiempos improductivos por los daños
de los rodamientos en caja # 2.
2.- La inversión inicial que se realizara en esta propuesta es de $3980, en
la cual este valor se estima recuperar en tres meses con un valor a
favor de $21.225,04.
3.- Esta inversión tendrá una Tasa Interna de Retorno (TIR) de $726,06%,
en la cual este valor siendo comparado con el 14% de Tasa
referencial de descuento de la empresa que se considera en este
análisis es superior y por lo tanto el proyecto es rentable.
4.- Esta inversión tendrá un Valor Actual Neto (VAN) de $106.851,32, en
la cual este valor se verá reflejado al quinto año una vez realizado la
inversión inicial de $3980 y por lo tanto el proyecto es rentable.
Propuesta 76
5.- El coeficiente Beneficio / Costo es de $26,85, en la cual indica que el
proyecto es rentable.
En conclusión, con todo lo que aquí se describe del proyecto, en la
cual se realizara es bastante viable la inversión que se tendrá en este
proyecto ya que reducirá los tiempos improductivos y aumentara la
productividad.
3.3.2 Recomendaciones
Se recomienda que se realice las gestiones pertinentes por parte
de los directivos de la Empresa para que se pueda implementar este
proyecto, en la cual sea analizada la propuesta del presente estudio para
evitar pérdidas económicas y de esta manera se pueda cumplir con el
programa anual de producción planificado.
En el momento que se realice la implementación del proyecto, los
directivos de la Empresa, observando los análisis económicos que se
realizaron se podrán dar cuenta que es un proyecto rentable que mejorara
la capacidad de repuesta de los pedidos y mayor eficiencia en su entrega
a los clientes internos y externos de la Empresa.
GLOSARIO DE TÉRMINOS
Agua.- Componente utilizado para el enfriamiento de los cilindros
y/o anillos en trenes laminadores.
Análisis.- Es la descomposición de un todo en partes para poder
estudiar su estructura, sistemas operativos o funciones.
Barra de acero.- Es una palanquilla que está siendo laminado en
cualquier punto del tren laminador.
Demanda.- Es la cantidad y calidad de bienes y servicios que
pueden ser adquiridos por un consumidor para cubrir sus necesidades y
este a su vez debe pagar un justo precio en el mercado
Desbaste.- Se denomina así a las cinco primeras cajas de
laminación en cuyas pasadas la barra es reducida en un 78% promedio.
Horno de calentamiento.- Equipo donde la materia prima o
palanquilla adquiere la temperatura deseada para el proceso de
laminación.
Mercado.- Es un espacio delimitado donde compradores y
vendedores se concentran para negociar sus productos.
Palanquilla.- Barra de acero, materia prima para el proceso de
laminación.
Proceso.- Es un conjunto de actividades o eventos coordinados
que se realizan o suceden alternativas con un fin determinado.
ANEXOS
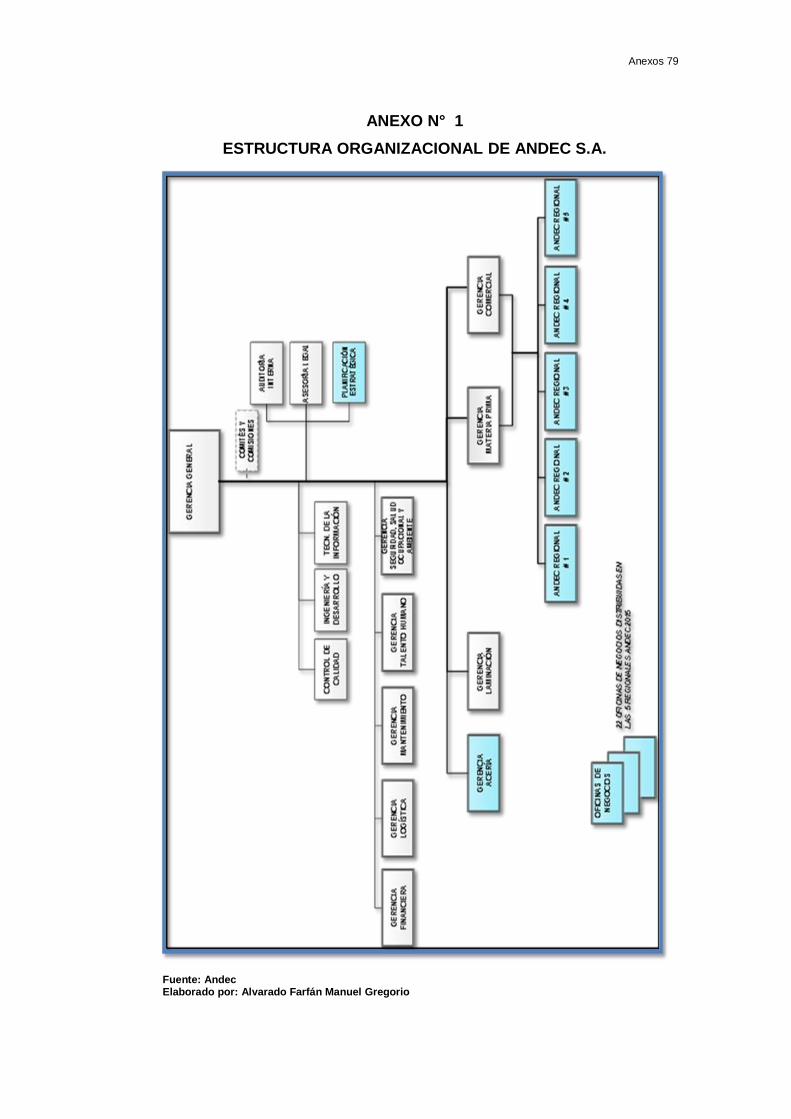
Anexos 79
ANEXO N° 1
ESTRUCTURA ORGANIZACIONAL DE ANDEC S.A.
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio

Anexos 80
ANEXO N° 2
REGLAMENTO DE SEGURIDAD Y SALUD DE LOS TRABAJADORES
ARTÍCULO 55
Fuente: Google Elaborado por: Alvarado Farfán Manuel Gregorio
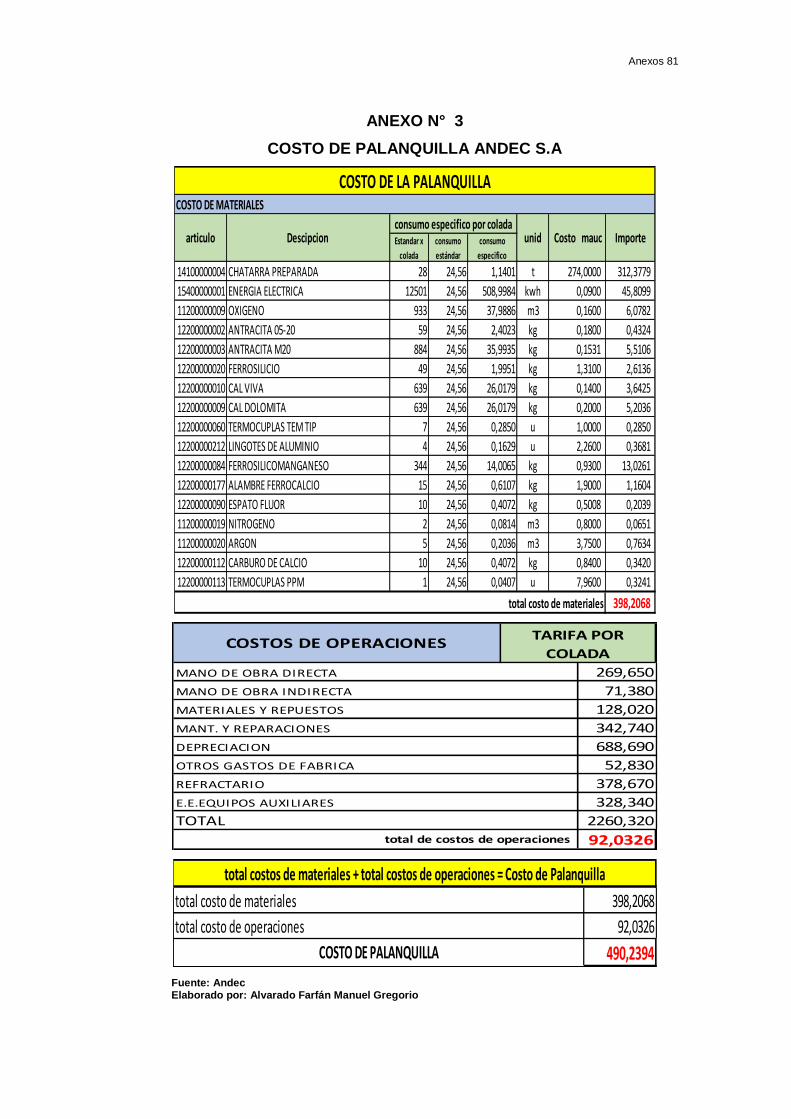
Anexos 81
ANEXO N° 3
COSTO DE PALANQUILLA ANDEC S.A
Estandar x
colada
consumo
estándar
consumo
especifico
14100000004 CHATARRA PREPARADA 28 24,56 1,1401 t 274,0000 312,3779
15400000001 ENERGIA ELECTRICA 12501 24,56 508,9984 kwh 0,0900 45,8099
11200000009 OXIGENO 933 24,56 37,9886 m3 0,1600 6,0782
12200000002 ANTRACITA 05-20 59 24,56 2,4023 kg 0,1800 0,4324
12200000003 ANTRACITA M20 884 24,56 35,9935 kg 0,1531 5,5106
12200000020 FERROSILICIO 49 24,56 1,9951 kg 1,3100 2,6136
12200000010 CAL VIVA 639 24,56 26,0179 kg 0,1400 3,6425
12200000009 CAL DOLOMITA 639 24,56 26,0179 kg 0,2000 5,2036
12200000060 TERMOCUPLAS TEM TIP 7 24,56 0,2850 u 1,0000 0,2850
12200000212 LINGOTES DE ALUMINIO 4 24,56 0,1629 u 2,2600 0,3681
12200000084 FERROSILICOMANGANESO 344 24,56 14,0065 kg 0,9300 13,0261
12200000177 ALAMBRE FERROCALCIO 15 24,56 0,6107 kg 1,9000 1,1604
12200000090 ESPATO FLUOR 10 24,56 0,4072 kg 0,5008 0,2039
11200000019 NITROGENO 2 24,56 0,0814 m3 0,8000 0,0651
11200000020 ARGON 5 24,56 0,2036 m3 3,7500 0,7634
12200000112 CARBURO DE CALCIO 10 24,56 0,4072 kg 0,8400 0,3420
12200000113 TERMOCUPLAS PPM 1 24,56 0,0407 u 7,9600 0,3241
398,2068
COSTO DE LA PALANQUILLACOSTO DE MATERIALES
total costo de materiales
consumo especifico por colada Costo mauc Importearticulo Descipcion unid
COSTOS DE OPERACIONES
MANO DE OBRA DIRECTA 269,650
MANO DE OBRA INDIRECTA 71,380
MATERIALES Y REPUESTOS 128,020
MANT. Y REPARACIONES 342,740
DEPRECIACION 688,690
OTROS GASTOS DE FABRICA 52,830
REFRACTARIO 378,670
E.E.EQUIPOS AUXILIARES 328,340
TOTAL 2260,320
92,0326
TARIFA POR
COLADA
total de costos de operaciones
398,2068
92,0326
490,2394
total costos de materiales + total costos de operaciones = Costo de Palanquilla
total costo de materiales
total costo de operaciones
COSTO DE PALANQUILLA
Fuente: Andec Elaborado por: Alvarado Farfán Manuel Gregorio
BIBLIOGRAFÍA
Administracion, H. F. (s.f.). ADMINISTRACION II. Recuperado el 16 de
ENERO de 2016, de
http://admon2tecnar.blogspot.com/2012/08/henry-ford-fue-un-
pionero-en-el.html
Aiteco.com. (s.f.). aiteco.com/que-es-un-diagrama-de-flujo/. Obtenido de
www.aiteco.com/que-es-un-diagrama-de-flujo/
Ambiente, T. U. (Publicado en el R.O Edición Especial N° 2 de 31 de
Marzo del 2003). Calidad Ambiental.
ANDEC. (s.f.). www.andec.com.ec/historia.php. Obtenido de
www.andec.com.ec/historia.php
Cantú Delgado, H. (2009). Desarrollo de una Cultura de la Calidad.
México: Mc Graw Hill Undécima Edición pag.62.
Dia, A. (28 de Septiembre de 2014). Aldia.com.ec - Ecuador demanda
800 mil t de acero. Obtenido de
http://www.aldia.ec/index.php/sport/tennis/21109-ecuador-
demanda-800-mil-t-de-acero
Edward, D. (2010). Competividad es Calidad Total. México: Mc Graw
Hill.Undécimo Edición pag. 58.
Gabriel, B. U. (MCGRAW-HILLCuarta Edición2001). Evaluación de
proyectos.
Bibliografía 83
Grados, J. A. (4 de marzo de 2012). Psicuasgrupo. Obtenido de
Evaluacion al Dsempeño, antecedentes históricos:
http://psicuasgrupo31semies.blogspot.com/2012/03/antecedentes-
historicos-de-la.html
https://www.google.com.ec/search?q=que+es+diagrama+de+flujo&bi
w=1366&bih=661&source=lnms&tbm=isch&sa=X&ei=p85wVaO
KIv8yQTO6IOIDQ&sqi=2&ved=0CAYQ_AUoAQ#tbm=isch&q=q
ue+es+diagrama+DE+ICHIKWA. (s.f.). Recuperado el 2014
imagen. (s.f.). https://www.google.com.ec/search?q=que+es+diagrama+
de+flujo&biw=1366&bih=661&source=lnms&tbm=isch&sa=X&ei=p8
5wVaOKIv8yQTO6IOIDQ&sqi=2&ved=0CAYQ_AUoAQ#tbm=isch&
q=diagrama+de+pareto&imgrc=AEjPRoa2yc2BdM%253A%3BqXS
3YswBf1usTM%3Bhttps%253A%252F%252Fleanandsi.
Recuperado el 2014
Industrial, C. I. (2013). Laminación de Producto Largo de Acero. Porto
Alegre-Brasil.
Industrial, C. I. (2013). Proceso Térmico de Aceros Largos al carbono.
Porto Alegre-Brasil.
INEN-105. (s.f.). Palanquillas de acero al carbono para productos
laminados de uso estructural. Recuperado el 12 de 2014, de
www.normalizacion.gob.ec/
Joel, B. E.-H. (2001). Fundamentos de Administración Financiera.
CECSA.Primera Edición.
la, C. y.-M. (2013). MARCA LA DIFERENCIA. Obtenido de
http://marcaladiferencia.com/como-y-para-que-hacer-un-diagrama-
de-ishikawa/
Bibliografía 84
Libro VI, A. 5. (31 de Marzo 2003). Texto Unificado Legislación
Secundarias del Ministerio del Ambiente.
Lideres, R. (s.f.). Andec ejecuta un plan estratégico para optimizar
procesos ... Recuperado el enero de 2016, de
www.revistalideres.ec/.../andec-ejecuta-plan-estrategico-
optimizar.html
Monografias. (s.f.). Frederick Winslow Taylor - Monografias.com.
Recuperado el 16 de ENERO de 2016, de
http://www.monografias.com/trabajos26/taylor/taylor.shtml
Monografias.com. (s.f.). Obtenido de Administracion y Finanzas:
www.monografias.com › Administracion y Finanzas
Pinto, M. M. (2012).
http://dspace.ups.edu.ec/bitstream/123456789/1417/4/CAPITULO
%203.pdf. Recuperado el 06 de 10 de 2014
Proceso, D. d. (s.f.). http://es.scribd.com/doc/612. Recuperado el 2014
Repositorio.ug.edu.ec. (s.f.). TESIS DISMINUCIÓN DE TIEMPOS
IMPRODUCTIVOS EN .. Obtenido de
repositorio.ug.edu.ec/.../TESIS%20DISMINUCIÓN%20DE%20TIE
MPO...
Scribd.com. (s.f.). ESTUDIO DEL TRABAJO.docx - Scribd. Obtenido de
https://es.scribd.com/doc/215416714/ESTUDIO-DEL-TRABAJO-
docx
Wikipedia. (s.f.). Frank Gilbreth - Wikipedia, la enciclopedia libre.
Recuperado el 16 de ENERO de 2016, de
https://es.wikipedia.org/wiki/Frank_Gilbreth