Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADEMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCION DEL TÍTULO DE INGENIERO INDUSTRIAL
AREA
SISTEMAS PRODUCTIVOS
TEMA
“MEJORA DEL PROCESO DE PRODUCCIÓN DE VIGAS ELECTROSOLDADAS (VHF) DE LA
EMPRESA KUBIEC S.A.”
AUTOR
ORTIZ MAYEZA CARLOS REYNALDO
DIRECTOR DEL TRABAJO
ING. IND. HURTADO PASPUEL JIMMY MSc.
2018
GUAYAQUIL – ECUADOR

ii
DECLARATORIA DE AUTORÍA
“La responsabilidad del contenido de este trabajo de titulación, me
corresponden exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”.
CARLOS REYNALDO ORTIZ MAYEZA cc 0925898736

iii
DEDICATORIA
Dedicado a ti Dios padre que sin ti no podría haber alcanzado mi sueño
anhelado.
Dedicado directamente a toda mi familia por el ahínco constante de
perseverancia durante todo este tiempo son lo mejor q Dios me ha dado.
Dedicada a mi esposa e hijo son ustedes mi aliento a seguir son mis
ánimos de perseverancia este logro obtenido lo comparto con ustedes,
poderte dar lo mejor mi con la ayuda de Dios durante la trayectoria de tu
crecimiento hijo mío.

iv
AGRADECIMIENTO
A Dios.
Por haberme permitido cumplir uno de mis sueños, darme salud,
fortaleza sobre toda amenaza en toda mi trayectoria de formación,
escuchando siempre mis oraciones y suplica para llegar donde estoy
gracias padre celestial
A mis padres.
Por ese apoyo emocional constante, con esos valores
imprescindibles siempre los lleve presente en mi trayectoria de formación,
son mi ejemplo a seguir el sueño que deseaste padre es cumplido.
A mi esposa y mi hijo.
A ustedes les dedico mi esfuerzo mi amor de cada día durante mi
formación gracias por la paciencia y dedicación, este logro obtenido es
uno de muchos que vendrán

v
ÍNDICE GENERAL
N° Descripción Pág.
CAPÍTULO I
INTRODUCIÓN
N° Descripción Pág.
1.1 Introducción. 3
1.1.1 Antecedentes. 3
1.2 Justificativos. 4
1.3 Problema. 5
1.3.1 Situación problemática. 5
1.3.2 Delimitación del problema. 5
1.3.3 Identificación causa efecto. 5
1.3.4 Sistematización del problema. 6
1.4 Objetivos. 6
1.4.1 Objetivo general. 6
1.4.2 Objetivos Específicos. 6
1.5 Marco Teórico. 7
1.5.1 Marco conceptual. 7
1.5.2 Marco Histórico. 11
1.5.3 Marco Referencial. 11
1.6 Métodos utilizados en presente trabajo de investigación 13
1.6.1 Población. 14
1.6.2 Tamaño de la muestra. 14
1.6.3 Tipo de muestreo 14
1.6.4 Tipo de observación. 15
1.7 La empresa. 15
1.7.1 Datos Generales. 16

vi
N° Descripción Pág.
1.7.2 Ubicación. 17
1.7.3 Organización. 17
1.7.4 Productos. 19
1.7.5 Recursos productivos 20
1.7.6 Procesos de producción. 20
CAPÍTULO II
MARCO METODOLÓGICO
N° Descripción Pág.
2.1 Situación actual de la empresa. 24
2.1.1 Capacidad de producción de la línea de vigas electrosoldadas. 24
2.1.2 Registros de problemas. 29
2.1.3 Rentabilidad operacional mensual de la línea de producción. 40
2.2 Análisis de problemas. 40
2.2.1 Impacto económico. 42
2.2.2 Diagnóstico. 43
CAPÍTULO III
PROPUESTA
N° Descripción Pág.
3.1 Propuesta. 44
3.1.1 Planteamiento de alternativas de solución a problemas. 44
3.1.2 Costos de alternativas de solución. 45
3.1.3 Evaluación y selección de alternativa de solución 46
3.2 Evaluación economica. 47
3.2.1 Plan de inversión y financiamiento. 47
3.2.2 Evaluación financiera (Costo/beneficio, TIR Y VAN). 48
3.3 Programación para propuesta en marcha. 50
3.3.1 Planificación y Cronograma de implementación. 50
3.4 Conclusiones y recomendaciones. 50
3.4.1 Conclusiones. 50

vii
N° Descripción Pág.
3.4.2 Recomendaciones 51
ANEXOS 52
BIBLIOGRAFIAS 74

viii
ÍNDICE DE TABLAS
N° Descripción Pág.
1 Peso promedio de vigas electrosoldadas 25
2 Tabla de conversión 25
3 Registro de producción de la línea de vigas del año 2016 26
4 Costo de la materia prima mensual 28
5 Costo de la hora de trabajo 30
6 Costo de mano de obra directa por hora mensual (año 2016) 30
7 Costo real de mano de obra indirecta mensual 31
8 Otros costos indirectos de fabricación 32
9 Otros costos indirectos de fabricación mensual 33
10 Costo de producción no producida mensual 34
11 Costo de incremento de mano de obra directa 35
12 Costo del incremento de mano de obra indirecta 36
13 Costo por tiempos discontinuos 37
14 Estado de resultados de la linea de producción año 2016 38
15 Rentabilidad operacional 40
16 Costo de incremento de producción 41
17 Utilidad no percibida por proceso no ejecutado 41
18 Impacto economico 42
19 Costo de alternativa A 45
20 Costo de alternativa B 45
21 Costo de alternativa C 46
22 Cuota por traslado mensual 46
23 Selección de alternativa 47
24 Variables de financiamiento 48
25 Plan de pago financiero 48
26 Flujo de efectivo 49

ix
ÍNDICE DE CUADROS
N° Descripción Pág.
1 Símbolos de la norma iso 9000 9
2 Cronograma 2017-2018 50

x
ÍNDICE DE IMAGENES
N° Descripción Pág.
1 Ubicación geografica 17

xi
ÍNDICE DE GRÁFICOS
N° Descripción Pág.
1 Producción de vigas por seccion TM ( AÑO 2016) 27

xii
ÍNDICE DE DIAGRÁMAS
N° Descripción Pág.
1 Organigrama de la empresa KUBIEC S.A. 18

xiii
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Fuerza laboral 53
2 Diagrama de flujo analítico 54
3 Análisis del cuello de botella 55
4 Lay-Out Sistema de traslado de flejes 56
5 Rol de pagos año 2016 57
6 Rol de pago de mano de obra indirecta 58
7 Costo de fabricación 59
8 Flow chart proceso actual 60
9 Producción de bobina de flejes 61
10 Embarque de flejes 62
11 Traslado de flejes 63
12 Almacenamiento previo al proceso 64
13 Proceso de electrosoldado 65
14 Almacenamiento de producto terminado 66
15 Precio de venta 67
16 Costo de transporte materia prima 68
17 Reportes de ventas del año 2016 69
18 Sistema de línea continua de paso de flejes 70
19 Dispositivo transportador 71
20 Criterio de relación 72
21 Fórmula de calculo del van 73

xiv
AUTOR: ORTIZ MAYEZA CARLOS REYNALDO TEMA: MEJORA DEL PROCESO DE PRODUCCIÓN DE VIGAS
ELECTROSOLDADAS (VHF) DE LA EMPRESA KUBIEC S.A.
DIRECTOR: ING. IND. HURTADO PASPUEL JIMMY MSc.
RESUMEN
El trabajo investigativo, se realizó en la empresa KUBIEC S.A., mencionada empresa se dedica a la fabricación de vigas metálicas de diferentes modelos peso y tamaño, mediante el tipo de muestreo sistemático y la técnica de observación indirecta, se detectó el cuello de botella en el sistema de traslado de bobinas de flejes, causando retrasos en la línea de producción de electrosoldado, donde se determinó una eficiencia de 75,41% en la línea, con una rentabilidad anual promedio de 51%, bajo una capacidad sugerida por la empresa de 240TM/Mes, representando un incremento en costos de producción de $ 79.055,97 y en costos por tiempos discontinuos de $ 6.435,00 dólares americanos. Se propone implementar una línea de producción continua (sistema traslado de flejes), para incrementar la rentabilidad, con una inversión de $ 4.840,00 dólares americanos mediante un préstamo bancario y el restante con aportación de capital propio se constató un indicador de beneficio de 1,64 con una tasa de retorno (TIR) de 18% y el valor neto actual (VAN) de $ 37.696,02 dólares americanos. PALABRAS CLAVES: Sistema, Línea, continua, Incremento,
Producción, Eficiencia, Rentabilidad. Ortiz Mayeza Carlos Reynaldo Ing. Ind. Hurtado Paspuel Jimmy Msc. C.C. 0925898736 Director del trabajo

xv
AUTHOR: ORTIZ MAYEZA CARLOS REYNALDO. TOPIC: IMPROVEMENT OF THE PRODUCTION PROCESS OF
ELECTROSOLDADAS BEAMS (VHF) OF THE COMPANY KUBIEC S.A.
DIRECTOR: IND. ENG. HURTADO PASPUEL JIMMY MSc.
ABSTRACT
The research work was carried out in the company KUBIEC SA, mentioned company is dedicated to the manufacture of metal beams of different weight and size models, through the type of systematic sampling and the technique of indirect observation, the bottleneck was detected in the transfer system of strapping coils, causing delays in the electrowelded production line, where an efficiency of 75.41% was determined in the line, with an average annual profitability of 51%, under a capacity suggested by the company of 240TM / Month, representing an increase in production costs of $ 79,055.97 and discontinuous costs of $ 6,435.00. It is proposed to implement a continuous production line (system transfer of strapping), to increase profitability, with an investment of $ 4,840.00 US dollars through a bank loan and the remainder with contribution of equity was found a profit indicator of 1,64 with a rate of return (IRR) of 18% and the current net value (NPV) of USD 37,696.02. KEY WORDS: System, Line, continuous, Increment, Production,
Efficiency, Profitability.
Ortiz Mayeza Carlos Reynaldo Ind. Eng. Hurtado Paspuel Jimmy Msc. I.D: 0925898736 Work Director

xvi
PRÓLOGO
El trabajo investigativo tiene la finalidad de proponer una mejora, en
su gestión de la calidad en base de aplicación de buenas prácticas de
manufactura.
El presente trabajo de titulación está estructurado por tres capítulos.
Capítulo I, se compone de fundamentos teóricos, legales,
referenciales, bibliografías adicional a esto se menciona la problemática y
la justificación de la misma, la metodología investigativa para obtener la
información necesaria para realizar el presente trabajo.
Capítulo II, se compone de recopilación de datos actuales, para
obtener el objetivo general y los objetivos específicos, como son la
eficiencia, rentabilidad y los tiempos discontinuos. Logrando estimar
costos actuales del sistema de traslado actual de materia prima.
Capítulo III, se estima las diferentes alternativas, como propuesta
para dar como solución a nuestra problemática, planteando los costos
pertinentes de las mismas, escogiendo a la vez la mejor opción para el
desarrollo del proyecto de mejora de la línea de producción de
electrosoldado de vigas.

Introducción 3
CAPÍTULO I
INTRODUCIÓN
1.1 Introducción.
1.1.1 Antecedentes.
La industria metalmecánica es un sector que ha crecido
prominentemente en la última década, a nivel mundial se ha desarrollo
generando así bienestar económico y social en los países como: Japón,
Alemania, China, Estados Unidos entre otros.
Según informe dado por “La Comisión Económica para América
Latina y el Caribe”, pronóstico para el año 2017 un aumento del 1.3% del
PIB en el caribe, en centro América 3.7% y un 0,9% para América del
Sur. El reporte recomienda seguir fomentando la inversión público-
privado, para retomar la senda del crecimiento regional.
(OCDE/CEPAL/CAF, 2016)
En el Ecuador no es ajena a estos cambios, en el 2016 lanza una
propuesta de “Política Industrial del Ecuador en el contexto de la nueva
plataforma generada”. Para facilitar “la vinculación entre Mipymes y
grandes empresas nacionales y extranjeras para integrar cadenas
productivas”, según reportes de la CEPAL, el ecuador mantiene un 12%
de participación en el PIB Industrial. (MIPRO, 2016)
Por el año 2002 fue constituida como empresa “KUBIEC S.A.”, fue
su apogeo de crecimiento, empezando nuevas proyecciones e
infraestructura por miras a la innovación en sus actividades. Con esto
nacen nuevos retos de mejorar la eficiencia la rentabilidad de toda la
planta.

Introducción 4
1.2 Justificativos.
La productividad en las empresas ha sido afectada desde mucho
tiempo atrás, debido a que los sistemas de producción de la mayoría de
estas, no han tenido un adecuado estudio y planificación de las
formas más óptimas para realizar sus procesos productivos.
Las empresas pueden ver su nivel de eficiencia, a través de la
productividad que en lo “organizacional representa una potencia integral”,
que incluye personal y equipos para producir. (Lopez Herrera, 2013)
La industria metalmecánica está en constante desarrollo, con
esto se ha incrementado otras actividades, impulsadas por las
diferentes empresas dedicadas a forjar este sector productivo. Por tal
motivo la empresa “KUBIEC S.A.”, como industria metalmecánica,
busca constantemente mejorar todos sus procesos, con el objetivo
primordial de causar un impacto positivo en su productividad, que
representa el grado de utilización efectiva, para medir la eficiencia de su
producción.
El presente estudio a realizase es de gran beneficio para la línea
vigas electrosoldadas (VHF) en tener la materia prima en su lugar de
almacenamiento adecuado, para su respectivo uso y mejorando el
proceso de producción, en el menor tiempo posible proporcionando que la
línea sea más rentable para la empresa ser más productiva competitiva
cumpliendo con los clientes entregándole el producto con calidad y en el
tiempo requerido.
Sabiendo que con el uso de maquinaria se optimizan un gran
porcentaje de los procesos de producción, aumentando la productividad
de la línea de vigas electrosoldadas (VHF) ser competitivos llegar a ser
los líderes de la industrial de la construcción produciendo con calidad y
seguridad en todo proceso.

Introducción 5
1.3 Problema.
1.3.1 Situación problemática.
La empresa Cubiertas del Ecuador Kubiec S.A en su área de
producción de flejes y vigas electrosoldadas existe una discontinuidad del
proceso por problema de uso de tiempo. La línea mantiene un uso
ineficiente de tiempo y costos en el traslado de materia prima para la
producción de vigas la cual no le permite alcanzar su índice de eficiencia.
El sistema de producción está siendo afectado por la transportación
de materia prima al área de producción de vigas electrosoldadas (VHF).
Se ha venido efectuando con el uso de un camión o tráiler para realizar el
traslado de los flejes de un galpón a otro, donde se encuentra la línea de
producción de vigas electrosoldadas.
1.3.2 Delimitación del problema.
El presente trabajo investigativo va a estar enfocado en el área de
Sistemas productivos, en ingeniera de métodos.
La producción de vigas electrosoldadas (VHF), que mediante el
análisis de la situación problemática podemos decir que la empresa
“KUBIEC S.A.”, invierte tiempo y dinero en la trasportación de la materia
prima (flejes) pudiéndose utilizar un método adecuado para reducir
tiempos muertos y costos de producción los cuales afectan al producto
terminado al elevar sus costos.
1.3.3 Identificación causa efecto.
Causa
Tiempos discontinuos del proceso.
Incremento de costo de producción.

Introducción 6
Efecto
Baja rentabilidad de operación en la línea
1.3.4 Sistematización del problema.
Variable Dependiente
Rentabilidad operacional de la línea:
¿Existe tiempos improductivos en el proceso de vigas electro
soldadas (VHF)?
Variables Independientes
Tiempos discontinuos.
Costo de producción.
¿Existe una posibilidad de mejora en el proceso de vigas electro
soldadas (VHF)?
1.4 Objetivos.
1.4.1 Objetivo general.
Mejorar el proceso de producción de vigas electro soldadas (VHF)
de la empresa cubiertas del ecuador “KUBIEC S.A.”
1.4.2 Objetivos Específicos.
Identificar las variables de causalidad y efecto.
Determinar cuantificación de pérdidas.
Diseñar propuesta de mejoras.

Introducción 7
1.5 Marco Teórico.
1.5.1 Marco conceptual.
Industria metal-mecánica.
Cesar Mesinas Cortez, lo menciona como “el sector que comprende
las maquinarias industriales y las herramientas proveedoras de partes a
las demás industrias metálicas….”, cuyo elemento o insumo principal es el
metal o sus aleaciones. (Culqui Sinchiguano, 2011)
Organización del trabajo
El trabajo organizado en la empresa brinda el mejor ambiente de
trabajo deja fluir tus conocimientos y poder compartir tus ideas de mejora
continua, trabajar con seguridad, producir con eficiencia y entregar
trabajos completos al tiempo dispuesto, cumpliendo las normas de calidad
y el cuidado del medio ambiente. ( Álvarez Fernández, 2010)
Ingeniería industrial.
La ingeniería industrial se enfoca en el aprovechamiento de los
recursos, con el apoyo de un estudio del trabajo busca constantemente el
incremento de la productividad. (Niebel W., 2001)
Ingeniería de Método.
La ingeniería de método es la técnica de incrementar la
productividad con los mismos recursos o viceversa dentro de una
organización, empleando para ello un estudio sistemático y crítico de las
operaciones, procedimiento y métodos de trabajo. El mejor método debe
entonces enlazarse con las mejores técnicas o habilidades disponibles, a
fin de lograr una eficiente interrelación hombre-máquina. (Ingeniería de
Métodos - Generalidades - Revista Virtual Pro, 2016)

Introducción 8
Estudio del trabajo.
Se entiende como estudio del trabajo, como un método para
examinar la forma en que se está haciendo las actividades y buscar
reducir tiempos improductivos. (OIT, 2010)
Estudio de tiempos y movimientos.
Según Carlos Lopez en el sitio web consulte que los estudios de
tiempos y movimientos según su concepto tienen su importancia:
Estudio de tiempos: actividad que implica la técnica de establecer
un estándar de tiempo permisible para realizar una tarea
determinada, con base en la medición del contenido del trabajo del
método prescrito, con la debida consideración de la fatiga y las
demoras personales y los retrasos inevitables.
Estudio de movimientos: análisis cuidadoso de los diversos
movimientos que efectúa el cuerpo al ejecutar un trabajo.
Requisitos principales para la buena ejecución del estudio de tiempos y
movimientos. (López Carlos, 2001)
Para obtener un estándar es necesario que el operario domine a la
perfección la técnica de la labor que se va a estudiar.
El método a estudiar debe haberse estandarizado
El empleado debe saber que está siendo evaluado, así como su
supervisor y los representantes del sindicato
El analista debe estar capacitado y debe contar con todas las
herramientas necesarias para realizar la evaluación
El equipamiento del analista debe comprender al menos un
cronómetro, una planilla o formato pre impreso y una calculadora.
Elementos complementarios que permiten un mejor análisis son la
filmadora, la grabadora y en lo posible un cronómetro electrónico y
una computadora personal.

Introducción 9
La actitud del trabajador y del analista debe ser tranquila y el
segundo no deberá ejercer presiones sobre el primer.
Diagrama de flujo de proceso
Un diagrama de flujo es una representación gráfica que desglosa un
proceso en cualquier tipo de actividad a desarrollarse tanto en empresas
industriales o de servicios y en sus departamentos, secciones u áreas de
su estructura organizativa. (Luis Miguel Manen, 2011)
El operario, o lo que hace la persona u el operario.
El material, o de cómo se manipula o trata el material.
El equipo o maquinaria, diagrama como se los emplea.
Fuente: Luis Miguel Manen 2011 Elaborado por: Ortiz Mayeza Carlos Reynaldo
Productividad
Dentro de los objetivos estratégico de una empresa, está la
productividad que busca de una mejora continua en eficiencia y eficacia,
convirtiéndose en un agente evaluador de la producción en la generación
de bienes o servicios. (Medina Fernández de Soto, 2010)
CUADRO N° 1
SÍMBOLOS DE LA NORMA ISO 9000

Introducción 10
El incremento de la productividad se logra proponiéndose metas,
erradicando aquellos obstáculos que impiden logarlo, con el desarrollo de
planes se alcanza este objetivo. (García Criollo, 2005)
Eficiencia
Se la obtiene a través de la “relación de lo producido versus los
recursos utilizados”. Este concepto está relacionado estrechamente con
la productividad toda empresa tiene como objetivo ser eficiente. (Kramis
Joublanc, 1994)
Es una medida de Porcentaje de la capacidad efectiva (real) que se
tiene en la planta para producir de un bien o servicio (capacidad real, sin
tiempos de preparación de fabricación). (Heizer & Render, 2014)
Eficacia o efectividad.
“El mayor o menor logro obtenido”, de acuerdo a los objetivos
planteados inicialmente. (Kramis Joublanc, 1994)
Cálculos de los indicadores
Definidos los conceptos, para realizar el cálculo de los indicadores
de efectividad, eficacia y eficiencia se suelen emplear las
siguientes fórmulas:
Eficacia= (Resultado alcanzado*100)/Resultado previsto. Esto nos
dará un porcentaje que podremos evaluar en función de una tabla de
percentiles, de modo que en función del resultado le otorgaremos una
puntuación del 1 al 5, siendo 1 muy ineficaz y 5 muy eficaz.
Eficiencia= (Resultado alcanzado/Costo real)*Tiempo invertido/
(Resultado esperado/Coste estimado)*Tiempo previsto. En este caso, el

Introducción 11
análisis del indicador también se hará en virtud de una tabla donde si el
resultado es menor a 1, se considerará ineficiente; si es igual a 1,
eficiente; y si supera la unidad, será muy eficiente. En cada caso,
asignaremos una puntuación a cada horquilla; por ejemplo, 5, 3 y 1 de
más a menos eficiente.
Efectividad= (Puntaje de eficiencia/Puntaje de eficacia)/2)/Máxima
puntuación posible. Obtendremos un porcentaje que nos dirá lo efectiva
que es la actividad analizada. (Enric-Francesc Oliveras, 2017)
1.5.2 Marco Histórico.
Durante el siglo XVIII ocurrió un desarrollo en la industria conocida
como “revolución industrial”: la sustitución generalizada de la energía
humana e hidráulica por máquinas y el establecimiento del sistema de
fabricación.
En 1893 aparece Frederick Taylor conocido como el padre de la
administración científica quien estudio de manera científica los problemas
de su fábrica y popularizo el concepto de la eficiencia, a principio del siglo
XX Henry Ford diseño el automóvil Ford modelo T para que se fabricaran
en la líneas de ensamble, que incorporaban los principios de la
administración científica (págs. 7-10).
A finales del siglo XX y comienzos del siglo XXI se desarrollaron
nuevas tecnologías en ayuda al ser humano y por ende a las industrias,
es entonces necesario a recurrir a nuevas planificaciones donde se
incluya toda la programación y automatización de las operaciones que
realizan las industrias.
1.5.3 Marco Referencial.
En el trabajo investigativo “Propuesta estratégica para el
mejoramiento de la competitividad de los productos industriales de la

Introducción 12
empresa Industria Metálica……”, se modificaron los procesos de
producción, mejorando el tiempo ocio y creando un modelo de funciones
que permitió dar conocer la función de cada departamento. Se tomó parte
del marco teórico, del análisis y propuesta para el presente trabajo de
investigación. (Culqui Sinchiguano, 2011)
Según una mejora realizada mediante la aplicación de manufactura
esbelta en el “proceso de fabricación de spools en una empresa
metalmecánica”, luego de realizar la priorización de los defectos y aplicar
la matriz para detectar los puntos críticos fueron; habilitado, calderería y
soldadura, los cuales tienes una participación del 27.18%, 23.44% y
28.13% del total de defectos detectados respectivamente. Se tomó la
metodología de análisis de los puestos de trabajo y parte de la propuesta.
(Córdova Rojas, 2012)
En un “Mejoramiento productivo aplicando herramientas de
manufactura esbelta”, donde se efectúa un mapa de valor, que hace
evidente la existencia de varios desperdicios a lo largo de toda la línea,
esto se ve representado en los productos principales; los cuales poseen
unos tiempos de ciclo que van de 43.6 segundos a 48 segundos por
kilogramo de producto, y de 8 a 12 días de inventario, además de unos
recorridos que van desde 207 m a 238 m. (Marcela Pedraza, 2010)
En la “Identificación de fallas e implementación de mejoras para la
aplicación del tratamiento corona en las máquinas extrusora…”, donde se
comprobó por medio de un análisis causa raíz y el diagrama causal de
Pareto los problemas existentes en la aplicación de un sistema de calidad,
dando como resultado un costo beneficio de 1.3 dando rentabilidad para
su ejecución. Se tomó parte de la metodología del análisis de situación
actual de empresa y propuesta. (Herrera Sandoya, 2016)
En una “Disminución de tiempos improductivos en la confección e
instalación de serpentines de refrigeración……”, donde se aplicó una

Introducción 13
herramienta de control de problemas que es el diagrama Pareto, donde se
detectó las causas de los tiempos improductivos en 65% y cuya propuesta
de mejora obtenida es de un 83% en su eficiencia. Se tomó como
referencia parte del análisis de la situación actual, la metodología y
propuesta. (Riofrío Sabando, 2013)
En un “Mejoramiento en el proceso de alineación y balanceo en el
taller automotriz….”, se identificó y priorizo los problemas en el proceso
que antes alcanzaba un 28,61% en utilidades después de la propuesta
llegaría al doble de la indicada. Se tomó parte de la metodología y la
propuesta como guía para este trabajo investigativo. (Chiluiza López,
2016)
En un “Diseño de un puente Grúa de 5 toneladas de capacidad para
la industria metalmecánica”, donde se propone una guía de montaje de un
puente grúa, bajo normas estructurales. Se tomó parte de
recomendaciones en construcción e instalación de la misma, para la
empresa en mención del presente trabajo investigativo. (Morales Gordón
& Silva Proaño, 2011)
1.6 Métodos utilizados en presente trabajo de investigación
La presente propuesta de trabajo de titulación será una investigación
de campo de tipo, no experimental. Las revisiones de registro y por
contacto directo con el jefe de producción o personal de planta que
intervienen en el proceso para establecer las variables de causalidad de
los problemas.
Descriptiva: Este método nos proporciona ideas e información
permitiendo identificar el problema de los tiempos muertos y los costos
que existen en el proceso.
No Experimental: porque no se desarrolla laboratorio de análisis y
control de pruebas de las variables en estudios.

Introducción 14
1.6.1 Población.
La población son los registros de producción generados durante el
año 2016, la producción es generada por la fuerza laboral de la empresa
Cubiertas del Ecuador “Kubiec S.A.”, actualmente se cuenta con 10
colaboradores, un jefe de planta y un supervisor de producción en el área.
Entonces la población son los 60 registros generados en el año.
1.6.2 Tamaño de la muestra.
El tamaño de la muestra aplicada, será el resultado de los 60
registros generados versus los meses laborados, estos registros están
expresados en toneladas métricas (TM). En consecuencia se aplica la
fórmula aleatoria sistemática para encontrar el número de muestras que
se deben tomar.
Formula:
𝑐𝑒 =# 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠 𝑑𝑒 𝑙𝑎 𝑝𝑜𝑏𝑙𝑎𝑐𝑖ó𝑛 (𝑟𝑒𝑝𝑜𝑟𝑡𝑒𝑠 𝑒𝑛 𝑒𝑙 𝑎ñ𝑜)
# 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠 𝑑𝑒 𝑚𝑢𝑒𝑠𝑡𝑟𝑎𝑠(𝑟𝑒𝑝𝑜𝑟𝑡𝑒𝑠 𝑒𝑛 𝑒𝑙 𝑚𝑒𝑠)
Aplicación:
𝐶𝑒 =60
12= 5 reportes se tomaran para el respectivo análisis.
Dónde:
Ce= coeficiente de elevación.
Cada quince se tomara las respectivas muestras, debido a cambios de líneas de producción y para de mantenimiento.
1.6.3 Tipo de muestreo
El tipo de muestreo será sistematizado, las muestras serán tomadas
los días 15 y 30 de cada mes ya que existe dos para de producción en el

Introducción 15
mes debido a mantenimiento preventivo en máquinas y cambios de líneas
de producción en las cuales se escogen tres muestras en el primero y dos
en el segundo durante el mes.
1.6.4 Tipo de observación.
La técnica de observación es indirecta, porque los registros son
generados por el supervisor de producción y son sistematizados por el
jefe de producción en el año 2016.
1.7 La empresa.
.
La empresa dio sus primeros pasos por el año 1997 en la ciudad de
Quito Av. Los Shyris Km 5 Vía Salgolqui-Amaguaña, julio del 2003 fue
construida la planta en Guayaquil km 23 ½ vía Perimetral y Marcel
Laniado de Wind, empezó con pequeño galpón, realizando trabajos
pequeños al pasar del tiempo gracias a las ingeniosas ideas del dueño el
Ing. Henry Yandun en conjunto con sus colaboradores emprendieron en
marcha el crecimiento de la empresa acogiéndose a proyectos. Fue
constituida como empresa Kubiec S.A. en el año 2003 ya con experiencia
en el mercado metalmecánico logro expandir sus productos.
Al ver la gran demanda de proyectos en la industria de la
construcción, la empresa opta por instalar la línea de vigas
elecrosoldadas (VHF) pasando a ser la primer empresa en obtener esta
línea de vigas electrosoldadas en el país.
La empresa se encontraba presionada por la industria de la
construcción y como toda empresa trata de ser los mejores en el mercado
ante la competencia brindando sus productos con la mejor calidad.
La línea de producción de vigas electrosoldadas en la empresa
Cubiertas del Ecuador Kubiec S.A. se encuentra en funcionamiento desde
el año 2013.

Introducción 16
La línea empieza a producir sus primeras vigas realizando sus
pruebas de ensayos calibrando los parámetros respectivos capacitación a
los operadores que se desenvolverán en sus puestos de trabajo en la
línea de vigas electrosoldadas.
La línea cuenta con una infraestructura dentro su distribución de sus
máquinas su espacio físico es de L180 x A30 x H20 m. La empresa
cuenta con una amplia gama de clientes ofreciendo sus diversos
productos a empresas privadas, empresas públicas y también les brinda
la oportunidad a los distribuidores minoristas en un futuro crecimiento.
1.7.1 Datos Generales.
La empresa Kubiec s.a., es una industria metalmecánica y según la
clasificación industrial internacional uniforme (CIIU4 Ecuador), dado por el
Instituto Nacional de Estadísticas y Censos (INEC), se ubica en la
categoría C: C2410.21 Fabricación de productos de acero laminados
planos en caliente y frío, secciones laminadas, acero en lingotes y
secciones sólidas de acero por trefilado, molido o doblado en frío.
1.7.1.1 Misión
Contribuimos al logro de los objetivos de rentabilidad y cumplimiento
de nuestros clientes. Con soluciones innovadoras, eficientes, confiables y
perdurables para la construcción y la metalmecánica, desarrolladas por un
equipo humano experto y comprometido.
1.7.1.2 Visión
Incrementar constantemente nuestra participación en el mercado,
siendo líderes en el desarrollo de provisión de productos y servicios
innovadores para la construcción y metalmecánica, con un equipo
humano distinguido por su experiencia motivación y compromiso.

Introducción 17
1.7.2 Ubicación.
La empresa Cubiertas del Ecuador Kubiec S.A se encuentra ubicada
Provincia: guayas Cantón: Nobol (Vicente Piedrahita) Parroquia: Narcisa
de Jesús Calle: Petrillo Referencia: Junto a la fábrica Alfadomus
Fuente: Investigación Directa Elaborado por: Ortiz Mayeza Carlos Reynaldo
1.7.3 Organización.
A continuación se detalla el sistema organizacional actual, cabe
recalcar que este sistema está siendo modificado por una nueva
estructura organizacional:
IMAGEN N° 1
UBICACIÓN GEOGRAFICA

Introducción 18
GERENTE GENERAL
FINANZAS TALENTO
HUMANO
OPERACIONES SISTEMA DE
GESTION
PRODUCTOS NEGOCIO SOPORTE
GERENTE DE PLANTA
Fuente: Investigación Directa Elaborado por: Ortiz Mayeza Carlos Reynaldo
La organización de la empresa está conformada por:
Gerente General: Es el responsable legal de la empresa y en ese
sentido deberá velar por el cumplimiento de todos los requisitos legales
que afecten los negocios y operaciones de ésta.
Gerente de Planta: trabajan en la industria manufacturera y son los
responsables de gestionar los materiales y los trabajadores. Se aseguran
de que la producción es tan eficiente como sea posible.
Departamento de Administración y Finanzas: se encarga de
administrar los recursos monetarios con los que opera. ... En pocas
palabras, ve la mejor manera de obtener dinero y la manera más eficiente
de gastarlo en la empresa. El jefe de administración realiza el control
económico, administrativo y contable de la organización, velando por la
correcta gestión financiera de la entidad.
Departamento de Talento Humano: Toda empresa,
independientemente de su tamaño, la actividad económica que realice y
su naturaleza requiere de una óptima gestión de sus recursos humanos.
DIAGRAMA N° 1
ORGANIGRAMA DE LA EMPRESA KUBIEC S.A.

Introducción 19
Departamento de operaciones: se encarga de la fabricación de los
diferentes productos, que se elaboran en la planta de la empresa KUBIEC
S.A. Este departamento se complementa, con los respectivos ingenieros
de planta, supervisores y colaboradores cuyos esfuerzos mutuos logran la
constante producción requerida.
Ingenieros de Plantas: son ingenieros de integración de recurso
humano, materiales, equipos, recursos financieros, información y
tecnología para operar y controlar sistemas de producción de bienes y
servicios.
Supervisores de Planta: la responsabilidad de mejorar
constantemente a su personal, desarrollando sus aptitudes en el trabajo,
estudiando y analizando métodos de trabajo y elaborando planes de
adiestramiento para el personal nuevo y antiguo, así elevará los niveles
de eficiencia.
Colaboradores: es aquel que se aplica a todas las personas que
ejercen algún tipo de trabajo o actividad remunerada. En muchos casos
también puede ser usado en sentido general para designar a una persona
que está realizando un trabajo específico independientemente de si está
oficialmente empleado o no, esto suele acontecer por contratación de
servicios a contratistas.
Negocios: este departamento se encarga de las respectivas
negociaciones de ventas y posventas de los productos elaborados en la
planta, para lograr metas propuestas para el respectivo año en curso.
1.7.4 Productos.
La empresa elabora una gran gama de productos su matriz principal
se la encuentra en Quito, la planta cubiertas del Ecuador Kubiec S.A.

Introducción 20
Entre los productos que elabora son:
Correas metálicas en diferentes medidas.
Perfiles, ángulos, tubos redondos y cuadrados metálicos de hierro
negro y galvanizado.
Planchas de zinc y techo Galvanizado a diferente medidas.
Paredes y techos térmicos.
Vigas electrosoldadas (VHF).
Vigas estructurales para puentes.
Tuberías de gran diámetro.
Las vigas electrosoldadas (VHF), se elaboran en Kubiec S.A. ya que
es la primera empresa en tener esta línea en el país, produce las
siguientes secciones de vigas:
Se clasifican de la siguiente manera:
VK 150X100X4X4 - VK 250X100X4X8
VK 180X100X4X6 - VK 200X100X4X8
VK 330X150X6X8 - VK 400X180X4X10
VK 166X166X6X8
1.7.5 Recursos productivos.
La empresa dispone de varios recursos productivos para mayor
información pueden visitar la página web de la empresa. Por disposición
de la empresa no se puede publicar información interna. (Kubiec, 2017)
1.7.6 Procesos de producción.
Se realiza el desarrollo del proceso mediante un diagrama de flujo
que se referencia al proceso de estudio, que es la producción de vigas
electrosoldadas continuación:

Introducción 21
DIAGRAMA N° 1
DIAGRAMA DE FLUJO
Fuente: Investigación Directa Elaborado por: Ortiz Mayeza Carlos Reynaldo
Intro
du
cció
n 21

Introducción 22
El proceso se describe en conjuntos con sus tareas:
Sliter súper pesada.- Esta máquina fue diseñada para procesar los
flejes, el operador toma una bobina según el espesor que la orden de
producción lo requiera monta la bobina al des bobinador antes de
procesar la bobina se ordena el desarrollo que se va a prosear el ancho
de los flejes que se va a procesar, se empieza a procesar al otro extremo
existe un embobinador lo vuelve a enrollar como la bobina pero esta vez
ya queda en flejes ahí es donde se obtiene la materia prima para procesar
las vigas electrosoldadas.
Transportador de materia prima (flejes). - esta es la tradicional
transportación que ha venido realizando la empresa de que la línea está
en funcionamiento en la empresa, contratar del departamento logística
camiones o tráiler para la transportación de los flejes, es en esta parte
donde se enfoca mi mejora en la línea ya no dar el uso de esta
transportación, si no implementar un transportador mecanizado.
Acumuladores (P.S) (P.I) (A.V). - se procede a montar los flejes al
des bobinador para luego pasarlos al acumulador donde cada acumulador
tiene una capacidad hasta 10 rollos de flejes según medidas de vigas a
producirse todo se produce bajo la una de producción.
Transportadores de materia prima.- Guían direccionan el recorrido
de los flejes hasta llegar a la formadora de viga.
Formadora de vigas Electrosoldadas (VHF). - aquí es donde nace
la viga se forma esta parte es el corazón de la línea aquí se controla casi
el 90% de la línea esta parte es100% automatizado se trabaja bajo
parámetros establecidos potencias y frecuencias se calibran
despatinamientos cambert de la viga.

Introducción 23
Sistema de enfriamiento. - este sistema está conformado con su
cámara de enfriamiento y sus cisternas de agua, agua soluble mezcla
proporciona que al quemar soluble con agua natural no sea contaminable
tanto para las personas de su alrededor como el medio ambiente. Y al
enfriar el material la mezcla de soluble con agua natural no cristalicé el
material y falle
Extractores guías. - Estos son de mayor importancia son los que
direccionan a la viga no tienda a deformarse se produzca el cambert en la
viga.
Cierra de corte. - La segunda pieza importante después de la
formadora de viga aquí se corta a medida o las longitudes estándares que
se produce y se almacena en la línea, aquí también se realiza a prueba
del pelado (prueba de penetración) del alma de la viga al patín de la viga.
Mesa de descarga. - A esta parte llega ya la viga formada se
selecciona las vigas de primeras, de segundas las que tienen fallas todas
se ubican según su orden y dependencia, si es para proyecto se
almacena para limpieza pintado si el cliente lo pide y a despacho.

Marco Metodológico 24
CAPÍTULO II
2 MARCO METODOLÓGICO
2.1 Situación actual de la empresa.
2.1.1 Capacidad de producción de la línea de vigas
electrosoldadas.
La empresa produce varios productos ya mencionados, nos
centraremos en la producción diaria y mensual de las vigas
electosoldadas, por ser nuestra problemática en este trabajo
investigativo.
El área de producción recibe ciertas cantidades diarias de
materia prima mencionadas a continuación:
10 Flejes centrales (almas)
10 Patín izquierdo
10 Patín derecho.
El cuerpo de la soldadora en conjunto completa la línea de
producción de vigas electrosoldadas, el cual se necesitan 5.790
segundos, entonces se necesita 1hora con 36 minutos para obtener
un lote de producción según diagrama de flujo analítico elaborado.
Ver ANEXO N° 2
Tiempo de ciclo= 0.1 TM/ cada 2 minutos (ideal)
Capacidad proyectada del proceso de electrosoldado (nominal)
Prod / Hora =60 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
𝐻𝑜𝑟𝑎 =
0.1 𝑇𝑀
2 𝑚𝑖𝑛𝑢𝑡𝑜𝑠 = 3 TM/HORA

Marco Metodológico 25
A continuación se presenta el peso propuesto de viga
electrosoldadas donde se podrá verificar en una tonelada métrica cuantas
unidades de las secciones se obtiene.
TABLA N° 1
PESO PROMEDIO DE VIGAS ELECTROSOLDADAS
SECCIONES DE VIGAS QUE SE PRODUCEN EN LA LINEA DE VIGAS ELECTROSOLDADOS
VK SECCIONES DE VIGAS LONG. MM PESO KG TM TM/UNS
VK 150*100*4*4 12000 128,88 0,13 8
VK 180*100*4*6 12000 176,4 0,18 6
VK 200*100*4*8 12000 220,08 0,22 5
VK 250*100*4*8 12000 284,16 0,28 4
VK 330*150*4*8 12000 344,4 0,34 3 Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
En este cuadro representa las secciones de vigas que se producen
en la línea con su respectiva longitud, peso Kg y las unidades que se
producen en TM con respecto a cada sección.
TABLA N° 2
TABLA DE CONVERSIÓN
CANTIDAD PESO PROMEDIO PESO TM
1 VIGA 100 KG 0.1 TM Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Capacidad real de producción.
Se cuenta con un registro de producción de las líneas de viga,
mensual del año 2016. Las cuales fueron tomadas como muestras por
secciones de vigas, cuya suma se le toma como producción mensual total
en toneladas métricas.
Prod / Día =8 𝐻𝑜𝑟𝑎𝑠
𝐷í𝑎 =
3 𝑇𝑀
𝐻𝑜𝑟𝑎 = 24 TM/DIA O JORNADA
Prod / Mes =20 𝐷í𝑎𝑠
𝑀𝑒𝑠 =
24 𝑇𝑀
𝐷𝑖𝑎 = 480 TM/Mensual

Marco Metodológico 26
TABLA N° 3
REGISTRO DE PRODUCCIÓN DE LA LÍNEA DE VIGAS DEL AÑO 2016
VK
SECCIONES DE VIGAS
TN DE VIGAS ELECTROSOLDADAS PRODUCIDAS POR MES SUMAN/
SECCIÓN ENER
O FEBRER
O MARZ
O ABRI
L MAY
O JUNI
O JULI
O AGOST
O SEP
T OCT
U NOV
I DIC
I
VK
150*100*4*4 45 51 40 50 40 60 35 38 25 30 55 45 514
VK
180*100*4*6 35 39 20 35 50 30 46 49 48 55 45 35 487
VK
200*100*4*8 15 35 50 30 35 25 45 35 55 25 35 20 405
VK
250*100*4*8 30 36 30 55 50 18 40 25 29 40 45 39 437
VK
330*150*4*8 25 13 45 40 25 60 35 35 16 31 10 23 358
TOTAL DE TN 150 174 185 210 200 193 201 182 173 181 190 162 2201
Fuente: Cubiertas del Ecuador “Kubiec S.A.” Elaborado por: Ortiz Mayeza Carlos Reynaldo
Marc
o M
eto
do
lóg
ico 2
6

Marco Metodológico 27
0
50
100
150
200
250
un
idad
es
de
vig
as
periodo 2016
150*100*4*4 180*100*4*6 200*100*4*8
250*100*4*8 330*150*4*8 TOTAL DE TN
Lineal (TOTAL DE TN)
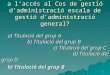
En la tabla N°4, se muestra la cantidad de TM generadas
mensualmente, con sus respectivas producciones por sección de vigas,
existe mayor producción en el mes de Abril con 210 TM.
Fuente: Cubiertas del Ecuador “Kubiec S.A.” Elaborado por: Ortiz Mayeza Carlos Reynaldo
En el grafico se muestras los picos de mayor producción en los
meses Abril y Mayo respectivamente
Costo de la materia prima
El proceso dentro de las instalaciones comienza desde la producción
de flejes (rollos de hierro), estos son elaborados por la maquina slitter
super pesada, luego con la ayuda de un puente grúa fijo es embarcada en
transporte que se encargan del traslado de los flejes hasta el área de
proceso de vigas explicado en el resumen del diagrama de flujo actual.
Ver ANEXO N° 3
El costo de la materia prima se la obtiene por un valor general de la
tonelada métrica de $ 98,00 dólares americanos entonces tenemos la
tabla a continuación de nuestra inversión en materia prima. Donde refleja
el costo de la materia prima por las toneladas procesadas.
GRÁFICO N° 1
PRODUCCIÓN DE VIGAS POR SECCION TM ( AÑO 2016)

Marco Metodológico 28
TABLA N° 4
COSTO DE LA MATERIA PRIMA MENSUAL
VK
SECCIONES DE VIGAS
COSTO DE LA MATERIA PRIMA
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPT OCTU NOVI DICI
VK
150*100*4*4
$ 3.234,00 $ 4.410,00 $3.920,0 $ 4.900,00 $ 3.920,00 $ 5.880,00 $ 4.900,00 $ 3.724,00 $ 2.450,00 $ 2.940,00 $ 5.390,00 $ 4.410,0
VK
180*100*4*6
$ 3.920,00 $ 3.430,00 $1.960,0 $ 3.430,00 $ 4.900,00 $ 2.940,00 $ 4.508,00 $ 4.802,00 $ 4.704,00 $ 5.390,00 $ 4.410,00 $3.430,0
VK
200*100*4*8
$ 1.764,00 $ 3.920,00 $4.900,0 $ 2.940,00 $ 3.430,00 $ 2.450,00 $ 3.724,00 $ 3.430,00 $ 5.390,00 $ 2.450,00 $ 3.430,00 $1.960,0
VK
250*100*4*8
$ 2.254,00 $ 3.528,00 $2.940,0 $ 5.390,00 $ 4.900,00 $ 1.764,00 $ 3.528,00 $ 2.450,00 $ 2.842,00 $ 3.920,00 $ 4.410,00 $3.822,0
VK
330*150*4*8
$ 1.764,00 $ 980,00 $4.410,0 $ 3.920,00 $ 2.450,00 $ 5.880,00 $ 2.450,00 $ 3.430,00 $ 1.568,00 $ 3.038,00 $ 980,00 $2.254,0
TOTAL DE UNDS
$12.936,00 $16.268,00 $18.130,00 $20.580,00 $19.600,00 $18.914,00 $19.110,00 $17.836,00 $16.954,00 $17.738,00 $18.620,00 $15.876,0
Fuente: Cubiertas del Ecuador “Kubiec S.A.” Elaborado por: Ortiz Mayeza Carlos Reynaldo
Marc
o M
eto
do
lóg
ico 2
8

Marco Metodológico 29
Eficiencia de la máquina de electrosoldado.
Se realizara un cálculo simple, para referenciar la eficiencia actual
del proceso de vigas electrosoldadas (VHF), para esto se tomara la
capacidad proyectada mensualmente de 480 TM (nominal), esto es el
100% que equivale a 160 horas laboradas, pero por políticas de la
empresa, requerimientos de materia prima y por orden de jerarquía solo
se trabaja 80 horas, es decir la mitad del 100% del total de las horas
(160horas laboradas).
Capacidad de producción sugerida por la empresa=480 𝑇𝑀
2= 240 𝑇𝑀
Promedio de tonelada producida anual=2.167 𝑇𝑀
12 𝑀𝑒𝑠𝑒𝑠= 181 𝑇𝑀
Es decir que para nuestro de investigación vamos a considerar la
capacidad de producción normada de 240 TM/Mes como capacidad
máxima, es nuestro 100%, que porcentaje representa 181 TM.
240 𝑇𝑀/𝑀𝐸𝑆
181 𝑇𝑀/𝑃𝑅𝑂𝑀𝐸𝐷𝐼𝑂
100%
%?=75.41%
Al multiplicar en cruz tenemos que 181 TM, representa una eficiencia
del 75%, con el cual se está trabajando habitualmente.
2.1.2 Registros de problemas.
Primero se realizara un Lay-out simple, donde se detalla el tiempo
discontinuo por la distancia recorrida de 600 metros, desde slitter super
pesada (puente grúa), hasta el área de procesos. Ver ANEXO N° 4 .
La falta de materia prima para procesar genera un costo de mano de
obra: Esta información se la obtiene con el rol pagos mensuales de los
trabajadores y supervisores, este salario mensual se lo divide para las
240 horas laborables (30 días laborales por 8 horas de una jornada diaria)
en el mes y se obtiene el valor de la hora de trabajo. Ver ANEXO N° 5

Marco Metodológico 30
Costo de hora de trabajo.
El costo de mi hora normal de trabajo se detalla a continuación.
TABLA N° 5
COSTO DE LA HORA DE TRABAJO
CARGO SALARIO MENSUAL HORAS DE JORNADA MENSUAL TOTAL
TRABAJADOR $ 517,22 240 $ 2,16
SUPERVISOR $ 628,93 240 $ 2,62
Fuente: Investigación Directa Elaborado por: Ortiz Mayeza Carlos Reynaldo
Entonces se tiene que la hora normal de un trabajador tiene un costo
de 2,16 y del supervisor es 2,62 dólares americanos.
2.1.2.1 Costo real de mano de Obra directa Mensual.
Para obtener este valor se necesita saber las horas reales
trabajadas en el mes, se cuenta con 80 horas normadas para trabajar en
el mes entonces se aplica una regla de tres simple para el mes de Abril:
entre la cantidad de toneladas métricas obtenidas en ese mes y la
capacidad sugerida. El resultado obtenido se lo multiplica por la cantidad
de trabajadores (1 supervisor y 10 trabajadores) y su costo por hora
respectivamente ($2,62 y $2,16) para obtener valor total de horas
trabajadas.
240 𝑇𝑀/𝑀𝐸𝑆
210 𝑇𝑀/𝑀𝐸𝑆
80 𝐻𝑂𝑅𝐴𝑆/𝑀𝐸𝑆
𝐻𝑂𝑅𝐴𝑆?=70
TABLA N° 6
COSTO DE MANO DE OBRA DIRECTA POR HORA MENSUAL
(AÑO 2016)
MESES PRODUCCIÓN
MENSUAL H.
TRABAJADAS VALOR H. DE HORAS
TRABAJADAS
ENERO 150 50 $ 1.208,57
FEBRERO 174 58 $ 1.401,94
MARZO 185 62 $ 1.490,57
ABRIL 210 70 $ 1.692,00
MAYO 200 67 $ 1.611,43
JUNIO 193 64 $ 1.555,03
JULIO 201 67 $ 1.619,48
AGOSTO 182 61 $ 1.466,40

Marco Metodológico 31
SEPTIEMBRE 173 58 $ 1.393,88
OCTUBRE 181 60 $ 1.458,34
NOVIEMBRE 190 63 $ 1.530,85
DICIEMBRE 162 54 $ 1.305,25
734 $ 17.733,73
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
2.1.2.2 Costos indirectos de fabricación.
Los costos indirectos de fabricación se clasifican en este trabajo
investigativo en costo real de mano de obra indirecta y otros costos
indirectos de fabricación el cual mencionamos a continuación.
Costo real de mano de Obra Indirecta Mensual.
Para obtener este valor se necesita saber el costo total de la planta
que se cancela mensualmente cuyo valor es $ 4.137,75 dólares
americanos.
Este valor se lo dividirá para las 3 líneas de producción, se obtiene
una cuota mensual de la línea, esta cuota se multiplicara por la eficiencia
de la línea. La eficiencia se la obtiene según lo producción mensual
versus la capacidad sugerida 240 TM; Se detalla a continuación:
Cuota mensual por línea =$ 𝟒.𝟏𝟑𝟕,𝟕𝟓
𝟑 𝐥𝐢𝐧𝐞𝐚𝐬= $ 1.379,25
TABLA N° 7
COSTO REAL DE MANO DE OBRA INDIRECTA MENSUAL
MESES PRODUCCIÓN
MENSUAL EFECIENCIA MENSUAL
CUOTA DE MANO DE OBRA
INDIRECTA POR LINEA
COSTO REAL DE MANO DE OBRA
INDIRECTA MENSUAL
ENERO 150 63% $ 1.379,25 $ 868,93
FEBRERO 174 73% $ 1.379,25 $ 1.006,85
MARZO 185 77% $ 1.379,25 $ 1.062,02
ABRIL 210 88% $ 1.379,25 $ 1.213,74
MAYO 200 83% $ 1.379,25 $ 1.144,78

Marco Metodológico 32
JUNIO 193 80% $ 1.379,25 $ 1.103,40
JULIO 201 84% $ 1.379,25 $ 1.158,57
AGOSTO 182 75% $ 1.379,25 $ 1.034,44
SEPTIEMBRE 173 72% $ 1.379,25 $ 993,06
OCTUBRE 181 75% $ 1.379,25 $ 1.034,44
NOVIEMBRE 190 79% $ 1.379,25 $ 1.089,61
DICIEMBRE 162 68% $ 1.379,25 $ 937,89
TOTAL $ 12.647,72
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Otros Costos indirectos de fabricación mensual.
Estos costos se refieren a los servicios contratados por la empresa,
la cual deben considerarse dentro de la fabricación del producto.
TABLA N° 8
OTROS COSTOS INDIRECTOS DE FABRICACIÓN
Costo energía por línea/MES
Costo agua por producto
costo de línea telefónica
Otros CIF Total otros CIF
MES seguros internet
$ 1.800,00 $ 800,00 $ 300,00 $ 345,00 $ 110,00 $ 3.355,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Para sacar el valor a pagar real de la línea de producción primero se
tiene que dividir para las 3 líneas que existen.
Cuota mensual de costo den IND.F.= 𝐂𝐨𝐬𝐭𝐨 𝐝𝐞 𝐢𝐧𝐝𝐢𝐫𝐞𝐜𝐭𝐨𝐬 𝐝𝐞 𝐟𝐚𝐛𝐫𝐢𝐜𝐚𝐜𝐢ó𝐧 𝐦𝐞𝐧𝐬𝐮𝐚𝐥
𝟑 𝐥𝐢𝐧𝐞𝐚𝐬
Cuota mensual de costo den IND.F.= $ 3.355,00
𝟑= $1.118,33.
Después este valor debe de ser multiplicado por la eficiencia de la
línea mensualmente obtenida con la capacidad mensual versus la
capacidad sugerida (240 TM).

Marco Metodológico 33
TABLA N° 9
OTROS COSTOS INDIRECTOS DE FABRICACIÓN MENSUAL
MESES PRODUCCIÓN
MENSUAL EFECIENCIA MENSUAL
COSTO IND.FAB. DE LA PLANTA POR LINEA
COSTO REAL IND.FABR.MENSUAL
DE LA LINEA
ENERO 150 63% $ 1.118,33 $ 704,55
FEBRERO 174 73% $ 1.118,33 $ 816,38
MARZO 185 77% $ 1.118,33 $ 861,12
ABRIL 210 88% $ 1.118,33 $ 984,13
MAYO 200 83% $ 1.118,33 $ 928,22
JUNIO 193 80% $ 1.118,33 $ 894,67
JULIO 201 84% $ 1.118,33 $ 939,40
AGOSTO 182 75% $ 1.118,33 $ 838,75
SEPTIEMBRE 173 72% $ 1.118,33 $ 805,20
OCTUBRE 181 75% $ 1.118,33 $ 838,75
NOVIEMBRE 190 79% $ 1.118,33 $ 883,48
DICIEMBRE 162 68% $ 1.118,33 $ 760,47
TOTAL $ 10.255,12
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Entonces la cuota anual para costos indirectos de producción es de
$ 10.255,12 dólares americanos mensuales.
2.1.2.3 Costo de producción mensual.
El costo de producción es una de nuestras variables independientes,
dentro de los objetivos específicos la cual incluye el costo total de acuerdo
a la eficiencia mensual.
Costo de producción no producida mensual
Adicional a este rubro de costo de producción se debe incrementar
el costo por no producir o el porcentaje de deficiencia. A continuación se
toman los valores que se generan por no producir normalmente valores
de ; materia prima no producida, mano de obra directa no producida,
mano de obra indirecta no producida y otros costos indirectos
incrementadas por no producir.

Marco Metodológico 34
TABLA N° 10
COSTO DE PRODUCCIÓN NO PRODUCIDA MENSUAL
MESES
TM COSTO DIRECTOS DE FABRICACIÓN
TOTAL COSTOS DIRECTO. FAB.
COSTO IND.DE FABRICACIÓN
TOTAL COSTOS IND.
FAB.
COSTO DE PRODUCCIÓN
MENSUAL PRODUCIDAS
SUGERIDA TM NO PRODUCIDAS
COSTO MATERIA PRIMA NO PRODUCIDAS
COSTO MANO OBRA DIRECTA NO PRODUCIDA
MANO DE OBRA INDIRECTA
OTROS COSTOS IND.FABRIC
ENERO 150 240 90 $ 8.820,00 $ 725,14 $ 9.545,14 $ 510,32 $ 413,78 $ 924,11 $ 10.469,25
FEBRERO 174 240 66 $ 6.468,00 $ 531,77 $ 6.999,77 $ 372,40 $ 301,95 $ 674,35 $ 7.674,12
MARZO 185 240 55 $ 5.390,00 $ 443,14 $ 5.833,14 $ 317,23 $ 257,22 $ 574,44 $ 6.407,59
ABRIL 210 240 30 $ 2.940,00 $ 241,71 $ 3.181,71 $ 165,51 $ 134,20 $ 299,71 $ 3.481,42
MAYO 200 240 40 $ 3.920,00 $ 322,29 $ 4.242,29 $ 234,47 $ 190,12 $ 424,59 $ 4.666,87
JUNIO 193 240 47 $ 4.606,00 $ 378,68 $ 4.984,68 $ 275,85 $ 223,67 $ 499,52 $ 5.484,20
JULIO 201 240 39 $ 3.822,00 $ 314,23 $ 4.136,23 $ 220,68 $ 178,93 $ 399,61 $ 4.535,84
AGOSTO 182 240 58 $ 5.684,00 $ 467,31 $ 6.151,31 $ 331,02 $ 268,40 $ 599,42 $ 6.750,73
SEPTIEMBRE 173 240
67 $ 6.566,00 $ 539,83 $ 7.105,83 $ 386,19 $ 313,13 $ 699,32 $ 7.805,15
OCTUBRE 181 240 59 $ 5.782,00 $ 475,37 $ 6.257,37 $ 344,81 $ 279,58 $ 624,40 $ 6.881,77
NOVIEMBRE 190 240
50 $ 4.900,00 $ 402,86 $ 5.302,86 $ 289,64 $ 234,85 $ 524,49 $ 5.827,35
DICIEMBRE 162 240 78 $ 7.644,00 $ 628,46 $ 8.272,46 $ 441,36 $ 357,87 $ 799,23 $ 9.071,68
TOTAL ANUAL $ 79.055,97
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Marc
o M
eto
do
lóg
ico 3
4

Marco Metodológico 35
2.1.2.4 Costo de incremento de Mano de obra directa.
Después del cálculo de la hora laborable, se calcula el costo de la
hora no producida, con ayuda de la tabla N°6 como referencia de las
horas laboras se restan para las horas sugeridas (80 horas mensuales),
esta diferencia son las horas no laboras y multiplicadas por el costo de la
hora de trabajo de un supervisor y 10 trabajadores ($ 2,62 y $ 2,16), se
obtiene el costo total de las horas no trabajadas.
TABLA N° 11
COSTO DE INCREMENTO DE MANO DE OBRA DIRECTA
MESES PRODUCCIÓN
MENSUAL H.
TRABAJADAS H. NO
TRABAJADAS
VALOR TOTAL DE HORAS NO
TRABAJADAS
ENERO 150 50 30 $ 725,14
FEBRERO 174 58 22 $ 531,77
MARZO 185 62 18 $ 443,14
ABRIL 210 70 10 $ 241,71
MAYO 200 67 13 $ 322,29
JUNIO 193 64 16 $ 378,68
JULIO 201 67 13 $ 314,23
AGOSTO 182 61 19 $ 467,31
SEPTIEMBRE 173 58 22 $ 539,83
OCTUBRE 181 60 20 $ 475,37
NOVIEMBRE 190 63 17 $ 402,86
DICIEMBRE 162 54 26 $ 628,46
734 226 $ 5.470,79
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Se obtuvo en el año 2016; 226 horas no laboradas el cual representó
un costo $ 5.470,79 dólares americanos.
2.1.2.5 Costo de incremento de mano de obra indirecta mensual.
El costo de incremento de la mano indirecta por producto, se la
obtiene por el porcentaje de la deficiencia de la línea de producción con
respecto de la capacidad sugerida (240 TM), este porcentaje se la
multiplica por la cuota mensual de mano de obra indirecta ($ 1.379,25)
para obtener el incremento total.

Marco Metodológico 36
TABLA N° 12
COSTO DEL INCREMENTO DE MANO DE OBRA INDIRECTA
MESES PRODUCCIÓN
MENSUAL EFECIENCIA MENSUAL
DEFECIENCIA MENSUAL
CUOTA DE MANO DE OBRA
INDIRECTA POR LINEA
COSTO REAL DE MANO DE OBRA
INDIRECTA MENSUAL
ENERO 150 63% 37% $ 1.379,25 $ 510,32
FEBRERO 174 73% 27% $ 1.379,25 $ 372,40
MARZO 185 77% 23% $ 1.379,25 $ 317,23
ABRIL 210 88% 12% $ 1.379,25 $ 165,51
MAYO 200 83% 17% $ 1.379,25 $ 234,47
JUNIO 193 80% 20% $ 1.379,25 $ 275,85
JULIO 201 84% 16% $ 1.379,25 $ 220,68
AGOSTO 182 75% 24% $ 1.379,25 $ 331,02
SEPTIEMBRE 173 72% 28% $ 1.379,25 $ 386,19
OCTUBRE 181 75% 25% $ 1.379,25 $ 344,81
NOVIEMBRE 190 79% 21% $ 1.379,25 $ 289,64
DICIEMBRE 162 68% 32% $ 1.379,25 $ 441,36
TOTAL $ 3.889,49
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Entonces se obtiene un incremento anual de $ 3.889,49 dólares
americanos.
2.1.2.6 Costos por Tiempos discontinuos.
Los tiempos discontinuos es el tiempo actual de traslado de la
materia prima (flejes), hasta el área de procesos, esto me genera un costo
de $ 6.435,00. Sabiendo que el peso neto de cada traslado es de 15 TM.

Marco Metodológico 37
TABLA N° 13
COSTO POR TIEMPOS DISCONTINUOS
MESES
TM TRASLADO DE MATERIA
PRIMA MENSUAL
TIEMPO DISCONTINUOS
(horas)
VIAJES REALIZADOS
C0STO DE ALQUILER DE
CAMIONES POR VIAJES
COSTO DE TIEMPOS
DISCONTINUOS POR
TRASLADO DE FLJES
ENERO 150 21 10 $ 45,00 $ 360,00
FEBRERO 174 16 12 $ 45,00 $ 450,00
MARZO 185 16 12 $ 45,00 $ 540,00
ABRIL 210 25 14 $ 45,00 $ 630,00
MAYO 200 23 13 $ 45,00 $ 585,00
JUNIO 193 19 13 $ 45,00 $ 585,00
JULIO 195 22 13 $ 45,00 $ 585,00
AGOSTO 182 24 12 $ 45,00 $ 540,00
SEPTIEMBRE 173 17 12 $ 45,00 $ 540,00
OCTUBRE 181 15 12 $ 45,00 $ 540,00
NOVIEMBRE 190 23 13 $ 45,00 $ 585,00
DICIEMBRE 162 21 11 $ 45,00 $ 495,00
TOTAL 2195
TOTAL $ 6.435,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
2.1.2.7 Estado de resultado
Teniendo los ingresos por ventas se restara para el costo de la
producción y el costo de incremento en la producción por el traslado de
materia prima y se obtiene la utilidad bruta.
El margen de la utilidad bruta se la obtiene dividiendo la utilidad
bruta versus los ingresos totales. Es preciso acotar que nuestro
planteamiento investigativo está enfocado en el incremento por costo de
producción.

Marco Metodológico 38
TABLA N° 14
ESTADO DE RESULTADOS DE LA LINEA DE PRODUCCIÓN AÑO 2016
DETALLE ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE
NOVIEMBRE
DICIEMBRE
UNIDADES (TN)
150 174 185 210 200 193 195 182 173 181 190 162
INGRESOS 49.998,85
55.909,13
66.127,75
74.103,65
68.206,10
67.315,45
69.894,33
61.682,39
57.576,03
62.593,34
60.865,95
54.532,77
(costo de producción TM producidas)
17.895,83
20.579,13
21.800,92
24.604,07
23.474,54
22.690,76
23.594,39
21.455,17
20.459,28
21.349,11
22.358,79
19.237,48
(Costo producción TM no producida)
10.469,25
7.674,12
6.407,59
3.481,42
4.666,87
5.484,20
5.484,20
6.750,73
7.805,15
6.881,77
5.827,35
9.071,68
costos por tiempos discontinuos
360,00
450,00
540,00
630,00
585,00
585,00
585,00
540,00
540,00
540,00
585,00
495,00
utilidad bruta 21.273,77
27.205,89
37.379,24
45.388,16
39.479,69
38.555,49
40.230,74
32.936,49
28.771,60
33.822,46
32.094,81
25.728,61
Margen de utilidad bruta
0,43
0,49
0,57
0,61
0,58
0,57
0,58
0,53
0,50
0,54
0,53
0,47
GASTOS OPERACIONALES
(Gast. Administrativos) 9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
9.000,00
(Gast. Ventas) 5.000,00
5.000,00
7.500,00
8.500,00
8.000,00
8.000,00
8.500,00
7.500,00
6.000,00
7.500,00
7.500,00
5.000,00
Utilidad Operacional 7.273,77
13.205,89
20.879,24
27.888,16
22.479,69
21.555,49
22.730,74
16.436,49
13.771,60
17.322,46
15.594,81
11.728,61
Marc
o M
eto
do
lóg
ico 3
8

Marco Metodológico 39
Margen Operacional 0,34
0,49
0,56
0,61
0,57
0,56
0,57
0,50
0,48
0,51
0,49
0,46
GASTOS NO OPERCIONALES
(Gast. Financieros) 2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
2.500,00
Utilidad no Operacional 4.773,77
10.705,89
18.379,24
25.388,16
19.979,69
19.055,49
20.230,74
13.936,49
11.271,60
14.822,46
13.094,81
9.228,61
Margen no Operacional 0,66
0,81
0,88
0,91
0,89
0,88
0,89
0,85
0,82
0,86
0,84
0,79
(15% Participación de trabajadores)
716,07
1.605,88
2.756,89
3.808,22
2.996,95
2.858,32
3.034,61
2.090,47
1.690,74
2.223,37
1.964,22
1.384,29
Utilidad antes del impuesto
4.057,71
9.100,00
15.622,35
21.579,93
16.982,74
16.197,17
17.196,13
11.846,02
9.580,86
12.599,09
11.130,59
7.844,32
(TIR 25%) 1.014,43
2.275,00
3.905,59
5.394,98
4.245,68
4.049,29
4.299,03
2.961,50
2.395,22
3.149,77
2.782,65
1.961,08
(Reserva legal 10%) 405,77
910,00
1.562,24
2.157,99
1.698,27
1.619,72
1.719,61
1.184,60
958,09
1.259,91
1.113,06
784,43
UTILIDAD NETA 2.637,51
5.915,00
10.154,53
14.026,96
11.038,78
10.528,16
11.177,49
7.699,91
6.227,56
8.189,41
7.234,88
5.098,81
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Marc
o M
eto
do
lóg
ico 3
9

Marco Metodológico 40
2.1.3 Rentabilidad operacional mensual de la línea de producción.
La rentabilidad de la línea se la obtiene a través del Estado de
resultado en la tabla N°14
TABLA N° 15 RENTABILIDAD OPERACIONAL
MESES RENTABILIDAD OPERACIONAL
ENERO 0,34
FEBRERO 0,49
MARZO 0,56
ABRIL 0,61
MAYO 0,57
JUNIO 0,56
JULIO 0,57
AGOSTO 0,50
SEPTIEMBRE 0,48
OCTUBRE 0,51
NOVIEMBRE 0,49
DICIEMBRE 0,46 Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Se obtuvo una rentabilidad operacional pico en el mes de abril del
61%. Como promedio de la rentabilidad se estimó para el año 2016 en
51%, que es el promedio de la rentabilidad anual.
2.2 Análisis de problemas.
La línea de producción de vigas electrosoldada, se encuentra en
estudio por la razón que se registraron de acuerdo a nuestros objetivos
específicos la rentabilidad operacional y los tiempos discontinuos del
proceso en mención.
Para el análisis cuantitativo se tabulara la información obtenida en
los registros, esto ayudara a comprender el costo actual de traslado de
materia prima hacia el área de procesos.

Marco Metodológico 41
TABLA N° 16 COSTO DE INCREMENTO DE PRODUCCIÓN
MESES INCREMENTO DE MANO DE OBRA INDIRECTA
INCREMENTO DE MANO DE OBRA DIRECTA
INCREMENTO DE PRODUCCIÓN
ENERO $ 510,32 $ 725,14 $ 1.235,46
FEBRERO $ 372,40 $ 531,77 $ 904,17
MARZO $ 317,23 $ 443,14 $ 760,37
ABRIL $ 165,51 $ 241,71 $ 407,22
MAYO $ 234,47 $ 322,29 $ 556,76
JUNIO $ 275,85 $ 378,68 $ 654,53
JULIO $ 220,68 $ 314,23 $ 534,91
AGOSTO $ 331,02 $ 467,31 $ 798,33
SEPTIEMBRE $ 386,19 $ 539,83 $ 926,02
OCTUBRE $ 344,81 $ 475,37 $ 820,18
NOVIEMBRE $ 289,64 $ 402,86 $ 692,50
DICIEMBRE $ 441,36 $ 628,46 $ 1.069,82
TOTAL $ 3.889,49 $ 5.470,79 $ 9.360,27 Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
TABLA N° 17
UTILIDAD NO PERCIBIDA POR PROCESO NO EJECUTADO
MESES UTILIDAD OPERATIVA NO
PERCIBIDA % DE UTILIDAD NO PERCIBIDA
POR VENTA NO REALIZADA TOTAL EFECTIVO NO
PERCIBIDO
ENERO $ 8.509,24 15% $ 1.235,46
FEBRERO $ 14.110,05 6% $ 904,17
MARZO $ 21.639,61 4% $ 760,37
ABRIL $ 28.295,38 1% $ 407,22
MAYO $ 23.036,45 2% $ 556,76
JUNIO $ 22.210,02 3% $ 654,53
JULIO $ 23.385,28 3% $ 654,53
AGOSTO $ 17.234,82 5% $ 798,33
SEPTIEMBRE $ 14.697,62 6% $ 926,02
OCTUBRE $ 18.142,65 5% $ 820,18
NOVIEMBRE $ 16.287,31 4% $ 692,50
DICIEMBRE $ 12.798,43 8% $ 1.069,82
TOTAL $ 220.346,85
$ 9.479,90 Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo

Marco Metodológico 42
El porcentaje de la utilidad operacional no percibida, se la obtiene
por la diferencia de utilidad operacional sugerida (100% de proceso
ejecutado), y la utilidad operacional real.
2.2.1 Impacto económico.
Con la cuantificación de los incrementos de producción; como son
los costos de producción, costos de tiempos discontinuos de los registros
generados por el sistema actual de trasladado de flejes se generan costo
para obtener un lote producción mensual.
TABLA N° 18
IMPACTO ECONOMICO
MESES COSTO DE PRODUCCIÓN NO PRODUCIDO TIEMPOS DISCONTINUOS
ENERO $ 10.469,25 $ 360,00
FEBRERO $ 7.674,12 $ 450,00
MARZO $ 6.407,59 $ 540,00
ABRIL $ 3.481,42 $ 630,00
MAYO $ 4.666,87 $ 585,00
JUNIO $ 5.484,20 $ 585,00
JULIO $ 4.535,84 $ 585,00
AGOSTO $ 6.750,73 $ 540,00
SEPTIEMBRE $ 7.805,15 $ 540,00
OCTUBRE $ 6.881,77 $ 540,00
NOVIEMBRE $ 5.827,35 $ 585,00
DICIEMBRE $ 9.071,68 $ 495,00
TOTAL $ 79.055,97 $ 6.435,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Se estimó un costo de fabricación no producido anual de $
79.055,97 y en costos por tiempos discontinuos se estimó en $ 6.435,00
dólares americanos para el año 2016.
Según la tabla N°15, nos indica que se obtuvo una rentabilidad
promedio del 51%, y una eficiencia de la línea 75,41%, la cual nos da una
diferencia del 24%, siendo la rentabilidad que nos está afectando por
incremento de producción no percibida.

Marco Metodológico 43
2.2.2 Diagnóstico.
Con el sistema actual de traslado (costo de producción y tiempos
discontinuos), se logró identificar un pago de más anual de $ 85.490,97
dólares americanos.
Como se logró identificar que el cuello de botella es el tiempo
discontinuo por el traslado actual de flejes ($ 6.435,00 dólares
americanos). También se determinó un costo de incremento de
producción de $ 79.055,97, por motivo de no contar con la línea continua
el mayor efecto que nos perjudica en el costo de producción.

Propuesta 44
CAPÍTULO III
3 PROPUESTA
3.1 Propuesta.
3.1.1 Planteamiento de alternativas de solución a problemas.
Según el análisis de nuestro cuello de botella está enfocado en el
traslado de materia prima (bobinas de flejes), por tal motivo la propuesta
se enfoca en proceso de traslado actual. ANEXO N° 3
Propuesta A:
Instalación de un sistema de línea continúa para traslado de flejes
(sistema eléctrico de paso de flejes), que consistirá en conectar el galpón
de materia prima donde se encuentra la máquina Slitter Súper pesada,
hacia la zona de flejes en el galpón 3 (Línea de producción de vigas
electrosoldadas). Ver ANEXO N° 18
Este sistema ocupa un espacio de 3 metros de ancho (carro
transportador con capacidad para 10 TM), por lo que el espacio ocupado
en la planta no causará paralizaciones en otros procesos, este dispositivo
recorrerá la distancia entre el abastecimiento de flejes y el proceso de
producción (30 m). ANEXO N° 19
Propuesta B:
La segunda propuesta es la compra de un montacargas, cuya
capacidad mínima de traslado sea de 5 toneladas métricas, que se
encargue del traslado de las bobinas de flejes hacia la línea de
producción. Se debe contratar personal calificado para el manejo y su
respectivo mantenimiento.

Propuesta 45
Propuesta C Compra de camión grúa para el paso de flejes hacia la línea de
producción en este caso también se requiere contratar un profesional del
manejo del equipo y su respectivo mantenimiento.
3.1.2 Costos de alternativas de solución.
Costo de alternativa A: Este costo se limita a la implementación e instalación de la línea
continua (sistema eléctrico de paso de flejes).
TABLA N° 19
COSTO DE ALTERNATIVA A
DETALLE
COSTO DE MATERIALES
COSTO DE MANO DE OBRA
COSTO DE INSTALACIÓN SUMAN
CARRO TRANSPORTADOR $ 3.200,00 $ 1.200,00 $ 1.800,00 $ 6.200,00
RIELES $ 2.040,00 $ 1.500,00 $ 1.300,00 $ 4.840,00
TOTAL $ 11.040,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Costo de alternativa B:
Este costo refleja la compra de montacargas y gastos que incluye
como la contracción de chofer categoría G, el costo por mantenimiento del
equipo.
TABLA N° 20
COSTO DE ALTERNATIVA B
DETALLE
COSTO UNITARIO
MATENIMIENTO CAPACITACIÓN SUMAN
MONTACARGA $ 21.000,00 $ 300,00 0 $ 21.300,00
PERSONAL (MANIPULADOR DE MAQUINA) $ 600,00 $ - 200 $ 800,00
TOTAL $ 22.100,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo

Propuesta 46
Costo de alternativa C:
Para esta alternativa se analiza la posibilidad de compra de camión
grúa, con la contratación de personal para manipular la maquinaria y su
respectiva capacitación.
TABLA N° 21
COSTO DE ALTERNATIVA C
DETALLE
COSTO DE MATERIALES
MATENIMIENTO CAPACITACIÓN SUMAN
CAMION GRÚA $ 55.000,00 $ 400,00 $ 55.400,00
PERSONAL (MANIPULADOR DE MAQUINA) $ 800,00 $ - $ 300,00 $ 1.100,00
TOTAL $ 56.500,00
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
3.1.3 Evaluación y selección de alternativa de solución
Para realizar la evaluación económica se necesita comparar el costo
de las alternativas versus sus capacidades para poder reducir el cuello de
botella. Para obtener esta selección se debe de considerar la capacidad
sugerida mensualmente (240 TM), fijando así una cuota mensual por
traslado de materia prima.
TABLA N° 22
CUOTA POR TRASLADO MENSUAL
ALTERNATIVAS COSTO TOTALES CUOTA POR TRASLADO
A $ 11.040,00 $ 46,00
B $ 22.101,00 $ 92,09
C $ 56.500,00 $ 235,42
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Una vez establecida la cuota por traslado se realizara una selección
de alternativa más conveniente económicamente para poder ser aplicada
como mejora de línea de electrosoldado.

Propuesta 47
Con ayuda del anexo N°11 y los resúmenes de análisis de cuello de
botella, se obtiene la siguiente tabla a continuación:
TABLA N° 23
SELECCIÓN DE ALTERNATIVA
DETALLE MEDIDAS
SISTEMA ACTUAL (alquiler de camiones)
ALTERNATIVA A
ALTERNATIVA B
ALTERNATIVA C
CAPACIDAD SUGERIDA TM 240 240 240 240
CUOTA POR TRASLADO DÓLARES $ 45,00 $ 46,00 $ 92,09 $ 235,42
COSTO TOTAL POR TRASLADO DÓLARES $ 720,00 $ 2.208,00 $ 4.420,20 $ 3.766,67
DISTANCIA METROS 600 30 30 600
CARGA TM 15 5 5 15
VIAJES CANTIDAD 16 48 48 16
TIEMPO TEORICO POR TRASLADO MINUTOS 5 5 5 5
COSTO PROMEDIO (PERDIDA DE TIEMPO) DÓLARES 12.162,46 0,00 0,00 0,00
COSTO TOTAL MENSUAL DÓLARES 12.882,46 $ 2.208,00 $ 4.420,20 $ 3.766,67
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Según el resultado obtenido nos indica que la alternativa A
(instalación de la línea continua de traslado de flejes), es la más idónea
por reducción de costo de producción y tiempos discontinuos
mensualmente.
3.2 Evaluación economica.
3.2.1 Plan de inversión y financiamiento.
La inversión será a través de un préstamo bancario, con su
respectiva tasa de interés del 10,47%. Se presenta a continuación los
datos pertinentes. La empresa en el registro de las súper compañías, la
estima como grande

Propuesta 48
TABLA N° 24
VARIABLES DE FINANCIAMIENTO
variable datos
Vp (valor de préstamo) $ 4.840,00
m(compuesto mensualmente) 12
Tasa Nominal 10,0%
Ipc (índice de precio al consumidor) 10,47%
Periodos 12
PAGOS $ 726,81 Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
Se concretó nuestra cuota de pago ($ 726,81 dólares americanos), a
continuación se presenta nuestra forma de pago.
TABLA N° 25
PLAN DE PAGO FINANCIERO
PERIODO S.INICIAL INTERESES CUOTA AMORTIZACION SALDO
ENERO $ 4.840,00 $ 506,81 $ 726,81 $ 220,00 $ 4.620,00
FEBRERO $ 4.620,00 $ 483,77 $ 726,81 $ 243,04 $ 4.376,96
MARZO $ 4.376,96 $ 458,32 $ 726,81 $ 268,49 $ 4.108,46
ABRIL $ 4.108,46 $ 430,21 $ 726,81 $ 296,60 $ 3.811,86
MAYO $ 3.811,86 $ 399,15 $ 726,81 $ 327,66 $ 3.484,20
JUNIO $ 3.484,20 $ 364,84 $ 726,81 $ 361,97 $ 3.122,22
JULIO $ 3.122,22 $ 326,94 $ 726,81 $ 399,88 $ 2.722,35
AGOSTO $ 2.722,35 $ 285,07 $ 726,81 $ 441,75 $ 2.280,60
SEPTIEMBRE $ 2.280,60 $ 238,81 $ 726,81 $ 488,01 $ 1.792,59
OCTUBRE $ 1.792,59 $ 187,71 $ 726,81 $ 539,11 $ 1.253,48
NOVIEMBRE $ 1.253,48 $ 131,26 $ 726,81 $ 595,56 $ 657,92
DICIEMBRE $ 657,92 $ 68,89 $ 726,81 $ 657,92 $ 0,00
TOTAL $ 8.721,78
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
El costo anual de nuestra deuda prorrateada será de $ 5.814,52
dólares americanos.
3.2.2 Evaluación financiera (Costo/beneficio, TIR Y VAN).
Para la evaluación financiera se tomara en consideración la utilidad
neta del estado de resultado para formar un flujo de caja y con las
amortizaciones.

Propuesta 49
Relación costo/beneficio=𝐹𝐿𝑈𝐽𝑂 𝑁𝐸𝑇𝑂 𝑃𝑅𝑂𝑀𝐸𝐷𝐼𝑂
𝐶𝑂𝑆𝑇𝑂 𝐼𝑁𝐼𝐶𝐼𝐴𝐿=
7.944,78
4.840,00=1,64
TABLA N° 26
FLUJO DE EFECTIVO
FECHA INVERSIÓN ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEM
BRE DICIEMBRE
FLUJO NETO
PROMEDIO
COSTO
Capital propio 6.200,00
Préstamo (4.840,00)
BENEFICIOS
Utilidad Neta
2.637,51
5.915,00 10.154,53 14.026,96 11.038,78 10.528,16 11.177,49 7.699,91
6.227,56
8.189,41
7.234,88
5.098,81
Interés préstamo (+)
506,81
483,77 458,32 430,21 399,15 364,84 326,94 285,07
238,81
187,71
131,26
68,89
Amortización (+)
220,00
243,04 268,49 296,60 327,66 361,97 399,88 441,75
488,01
539,11
595,56
657,92
FLUJO NETO (4.840,00)
2.835,68
6.641,82 10.881,35 14.753,77 11.765,59 11.254,97 11.904,30 8.426,73
6.954,38
8.916,23
7.961,70
5.825,62 7.944,78
TIR 18%
VAN $ 37.696,02
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
P
rop
ue
sta 4
9

Propuesta 50
3.3 Programación para propuesta en marcha.
3.3.1 Planificación y Cronograma de implementación.
El proyecto se pondrá en marcha de acuerdo al siguiente
cronograma.
CUADRO N° 2
CRONOGRAMA 2017-2018
CRONOGRAMA DE ACTIVIDADES
ACTIVIDADES OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO
Recopilación de información *
Análisis del proceso actual *
Análisis de alternativas de propuestas *
Evaluación económica de propuesta *
Presentación del proyecto al gerente de planta *
Aceptación del proyecto *
Financiamiento del proyecto *
Compra de materiales *
Construcción de dispositivo transportador *
Instalación del sistema eléctrico *
Realización de manuales de procedimiento *
Adecuación y distribución de planta *
Planificación de requerimientos (mrp) *
Planificación de plan maestro *
Revisión y ajuste de la nueva instalación *
Autorización de arranque (gerente de planta) *
Plan piloto *
Fuente: Investigación Indirecta Elaborado por: Ortiz Mayeza Carlos Reynaldo
3.4 Conclusiones y recomendaciones.
3.4.1 Conclusiones.
Se deja a consideración las siguientes recomendaciones:
Se logró determinar según registros obtenidos unos picos de
producción en el mes de abril de 210 TM y en el mes de mayo una
producción de 200 TM.
Pro
puesta 5
0

Propuesta 51
Se determinó una rentabilidad anual del 51%.
Se estimó perdida por tiempos discontinuos ($ 6.435,00 dólares
americanos).
Se estimó perdida por costos de producción de material no
producido (incremento de producción), de $ 79.055,97 dólares
americanos.
Se estimó un costo para la propuesta de $ 11.040,00 dólares
americanos.
Se determinó una relación de costo beneficio 1,64 siendo de
manera visible que es rentable la implementación.
3.4.2 Recomendaciones
De acuerdo al estudio realizado se pone a consideración las
siguientes recomendaciones:
Implementar la línea continua propuesta para mejora de la
producción
Capacitación de personal operativo.
Mejora de distribución de planta.
Implementación de señalización de áreas.
Mejora del plan maestro de requerimiento de materia prima.

Propuesta 52
ANEXOS

Anexos 53
ANEXO N° 1
FUERZA LABORAL
Descripción Cantidad
Jefe de Planta 1
Supervisor de producción 1
Colaboradores o trabajadores 10
Total 12

Anexos 54
ANEXO N° 2 DIAGRAMA DE FLUJO ANALITICO

Anexos 55
INICIO
CALIBRACIÓN DE MAQUINA
slitter super pesada (30 min)
PRODUCCIÓN DE FLEJES
slitter super pesada (4 min)
CARGA DE CAMIÓN
(20 min)
DISPONIBILIDAD DE PUENTE GRÚA
DISPONIBILIDAD
DE CAMIONES
DEMORA DE DESPACHO
(22min)
TIEMPO DE ESPERA POR CAMIONES
(30min)
DESCARGA DE FLEJES
(Almacenamiento previo al proceso 30 min)
TRANSPORTE
(5 min)
DISPONIBILIDAD DE GRUAS O
MONTCARGAS
PRODUCCIÓN
TIEMPO DE ESPERA POR PAROS OPERACIONALES
(30min)
NO
SI
NO
NO
SI
SI
ANEXO N° 3
ANÁLISIS DEL CUELLO DE BOTELLA

Anexos 56
ANEXO N° 4
LAY-OUT SISTEMA DE TRASLADO DE FLEJES

Anexos 57
AN
EX
O N
° 5
RO
L D
E P
AG
OS
AÑ
O 2
016
ROL DE PAGOS
SBU 366
Recargos (horas)
subtotal
13 sueldo 14
sueldo Fondo
Reserva vacaciones
ap. Pat. IESS
IECE SECAP TOTAL
MENSUAL
Operarios de líneas Horario Cantidad
Sueldo/mes
25% 50% 100%
LINEA
Trabajadores
08H00 17h00 1 366,00
366,00
30,50 30,50 30,50 15,25 40,81 1,83 1,83 517,22
supervisores
08H00 17h00 1 450,00
450,00
37,50 30,50 37,50 18,75 50,18 2,25 2,25 628,93
An
exo
s 5
7

Anexos 58
AN
EX
O N
° 6
RO
L D
E P
AG
O D
E M
AN
O D
E O
BR
A IN
DIR
EC
TA
Cantidad
Concepto Sueldo 13 sueldo 14 sueldo Fondo
Reserva vacaciones
ap. Pat. IESS
IECE SECAP Total por
trabajador TOTAL
MENSUAL TOTAL ANUAL
3 Mantenimiento
366,00 30,50
30,50
30,50
15,25
40,81
1,83
1,83 517,22 1.551,66 18.619,88
3 guardiania
366,00 30,50
30,50
30,50
15,25
40,81
1,83
1,83 517,22 1.551,66 18.619,88
2 Limpieza
366,00 30,50
30,50
30,50
15,25
40,81
1,83
1,83 517,22 1.034,44 12.413,26
TOTAL 91,50
91,50
91,50
45,75
122,43
5,49
5,49 1.551,66 4.137,75 49.653,02
An
exo
s 5
8

Anexos 59
AN
EX
O N
° 7
CO
ST
O D
E F
AB
RIC
AC
IÓN
MESES
TM COSTO DIRECTOS DE FABRICACIÓN
TOTAL COSTOS DIRECTO. FAB.
COSTO IND.DE FABRICACIÓN
TOTAL COSTOS IND. FAB.
COSTO DE PRODUCCIÓN
MENSUAL PRODUCI
DAS NORMAD
AS
% RENDIMIEN
TO
COSTO MATERIA PRIMA PRODUCIDAS
TOTAL MANO OBRA DIRECTA PRODUCIDA
MANO DE OBRA INDIRECTA
OTROS COSTOS IND.FABRIC
ENERO 150 240 63% $ 14.700,00 $ 1.208,57 $ 15.908,57 $ 868,93 $ 1.118,33 $ 1.987,26 $ 17.895,83
FEBRERO 174 240 73% $ 17.052,00 $ 1.401,94 $ 18.453,94 $ 1.006,85 $ 1.118,33 $ 2.125,19 $ 20.579,13
MARZO 185 240 77% $ 18.130,00 $ 1.490,57 $ 19.620,57 $ 1.062,02 $ 1.118,33 $ 2.180,36 $ 21.800,92
ABRIL 210 240 88% $ 20.580,00 $ 1.692,00 $ 22.272,00 $ 1.213,74 $ 1.118,33 $ 2.332,07 $ 24.604,07
MAYO 200 240 83% $ 19.600,00 $ 1.611,43 $ 21.211,43 $ 1.144,78 $ 1.118,33 $ 2.263,11 $ 23.474,54
JUNIO 193 240 80% $ 18.914,00 $ 1.555,03 $ 20.469,03 $ 1.103,40 $ 1.118,33 $ 2.221,73 $ 22.690,76
JULIO 201 240 84% $ 19.698,00 $ 1.619,48 $ 21.317,48 $ 1.158,57 $ 1.118,33 $ 2.276,90 $ 23.594,39
AGOSTO 182 240 76% $ 17.836,00 $ 1.466,40 $ 19.302,40 $ 1.034,44 $ 1.118,33 $ 2.152,77 $ 21.455,17
SEPTIEMBRE 173 240 72% $ 16.954,00 $ 1.393,88 $ 18.347,88 $ 993,06 $ 1.118,33 $ 2.111,39 $ 20.459,28
OCTUBRE 181 240 75% $ 17.738,00 $ 1.458,34 $ 19.196,34 $ 1.034,44 $ 1.118,33 $ 2.152,77 $ 21.349,11
NOVIEMBRE 190 240 79% $ 18.620,00 $ 1.530,85 $ 20.150,85 $ 1.089,61 $ 1.118,33 $ 2.207,94 $ 22.358,79
DICIEMBRE 162 240 68% $ 15.876,00 $ 1.305,25 $ 17.181,25 $ 937,89 $ 1.118,33 $ 2.056,22 $ 19.237,48
TOTAL ANUAL $ 259.499,45
An
exo
s 5
9

Anexos 60
ANEXO N° 8
FLOW CHART PROCESO ACTUAL

Anexos 61
ANEXO N° 9
PRODUCCIÓN DE BOBINA DE FLEJES

Anexos 62
ANEXO N° 10
EMBARQUE DE FLEJES

Anexos 63
ANEXO N° 11
TRASLADO DE FLEJES

Anexos 64
ANEXO N° 12
ALMACENAMIENTO PREVIO AL PROCESO

Anexos 65
ANEXO N° 13
PROCESO DE ELECTROSOLDADO

Anexos 66
ANEXO N° 14
ALMACENAMIENTO DE PRODUCTO TERMINADO

Anexos 67
ANEXO N° 15
PRECIO DE VENTA
VK SECCIONES DE
VIGAS COSTO UNT.
TM
VK 150*100*4*4 $ 230,59
VK 180*100*4*6 $ 276,68
VK 200*100*4*8 $ 334,75
VK 250*100*4*8 $ 425,75
VK 330*150*4*8 $ 485,79

Anexos 68
ANEXO N° 16
COSTO DE TRANSPORTE MATERIA PRIMA
DETALLE MEDIDAS ALQUILER DE CAMIONES OBSERVACIONES
LOTE DE PRODUCCIÓN TN 210 COSTO POR FLETE DÓLARES $ 45,00 POR VIAJE
DISTANCIA METROS 600
CARGA TN 15 POR VIAJE
VIAJES DÓLARES $ 630,00 14 VIAJES
TIEMPO DE TRASLADO MINUTOS 5 POR VIAJE
COSTO DE INCREMENTO DÓLARES $ 2.456,20

Anexos 69
SECCIONES DE VIGAS
TM DE VIGAS ELECTROSOLDADAS VENDIDAS POR MES
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPT OCTU NOVI DICI
150*100*4*4 $ 10.376,55 $ 11.760,09 $ 9.223,60 $11.529,50 $ 9.223,60 $ 13.835,40 $ 8.070,65 $ 8.762,42 $ 5.764,75 $ 6.917,70 $ 12.682,45 $ 10.376,55
180*100*4*6 $ 9.683,80 $ 10.790,52 $ 5.533,60 $ 9.683,80 $ 13.834,00 $ 8.300,40 $ 12.727,28 $ 13.557,32 $ 13.280,64 $ 15.217,40 $ 12.450,60 $ 9.683,80
200*100*4*8 $ 5.021,25 $ 11.716,25 $ 16.737,50 $10.042,50 $ 11.716,25 $ 8.368,75 $ 15.063,75 $ 11.716,25 $ 18.411,25 $ 8.368,75 $ 11.716,25 $ 6.695,00
250*100*4*8 $ 12.772,50 $ 15.327,00 $ 12.772,50 $23.416,25 $ 21.287,50 $ 7.663,50 $ 17.030,00 $ 10.643,75 $ 12.346,75 $ 17.030,00 $ 19.158,75 $ 16.604,25
330*150*4*8 $ 12.144,75 $ 6.315,27 $ 21.860,55 $19.431,60 $ 12.144,75 $ 29.147,40 $ 17.002,65 $ 17.002,65 $ 7.772,64 $ 15.059,49 $ 4.857,90 $ 11.173,17
INGRESOS MENSUALES 49.998,85 55.909,13 66.127,75 74.103,65 68.206,10 67.315,45 69.894,33 61.682,39 57.576,03 62.593,34 60.865,95 54.532,77
AN
EX
O N
° 17
RE
PO
RT
ES
DE
VE
NT
AS
DE
L A
ÑO
20
16
An
ex
os
69

Anexos 70
ANEXO N° 18
SISTEMA DE LINEA CONTINUA DE PASO DE FLEJES

Anexos 71
ANEXO N° 19
DISPOSITIVO TRANSPORTADOR

Anexos 72
ANEXO N° 20
CRITERIO DE RELACIÓN
Relación criterio B/C>1 Indica que los beneficios superan los costes, por
consiguiente el proyecto debe ser considerado
B/C=1 Aquí no hay ganancias, pues los beneficios son iguales.
B/C<1 Muestra que los costos son mayores que los beneficios, no se debe considerar.

Anexos 73
ANEXO N° 21
FORMULA DE CALCULO DEL VAN

Anexos 74
BIBLIOGRAFIA Álvarez Fernández, C. J. (2010). Organización del trabajo. Madrid,
España: Bubock Publishing. S.L.
Córdova Rojas, F. P. (3 de Febrero de 2012). Google Académico.
Recuperado el 18 de Noviembre de 2017, de
tesis.pucp.edu.pe:http://tesis.pucp.edu.pe/repositorio/bitstream/han
dle/123456789/4712/CORDOVA%20FRANK%20FABRICACION%
20SPOOLS%20EMPRESA%20METALMECANICA%20MANUFAC
TURA%20ESBELTA.pdf?sequence=3&isAllowed=y
Culqui Sinchiguano, V. A. (12 de Junio de 2011). Google Académico.
Recuperado el 18 de Noviembre de 2017, de
http://repositorio.espe.edu.ec: http://repositorio.espe.edu.ec/
handle/21000/4235
Enric-Francesc Oliveras. (01 de JUNIO de 2017). Blog sobre Retención
y Desarrollo. Obtenido de Blog sobre Retención y Desarrollo:
http://blog.grupo-pya.com/se-calcula-la-efectividad-eficacia-
eficiencia-una-empresa/
García Criollo, R. (2005). Estudio del trabajo (II ed.). México D.F.,
México: McGraw-Hill Interamericana Editores, S.A.
Heizer, J., & Render, B. (2014). Principios de Administración de
Operaciones (Novena ed.). México, México: PEARSON
EDUCACION DE MEXICO, S.A. DE C.V.
Ingeniería de Métodos - Generalidades - Revista Virtual Pro. (12 de 05
de 2016). Ingeniería de Métodos - Generalidades - Revista Virtual

Bibliografía 75
Pro. Obtenido de Ingeniería de Métodos - Generalidades - Revista
Virtual Pro: https://www.revistavirtualpro.com/revista/ingenieria-de-
metodos/4.
Kramis Joublanc, J. L. (1994). Sistemas y procedimientos
administrativos (Cuarta ed.). Lomas de Santa Fé, México:
Universidad Iberoamericana a,c.
López Carlos. (11 de 03 de 2001). El estudio de tiempos y movimientos.
Obtenido de El estudio de tiempos y movimientos:
https://www.gestiopolis.com/el-estudio-de-tiempos-y-movimientos/
Lopez Herrera, J. (06 de Diciembre de 2013). Google Académico. (LLC,
Ed.) Recuperado el 17 de Diciembre de 2017, de
https://books.google.m.ec/books?id=ObSOAgAAQBAJ&pg=PA3qu
e+es+la+productividad&hl=es419&sa=X&ved=0ahUKEwj88smj8Ah
VryoMKHVd8BJkQ6AEIJDAA#v=onepage&q=que%20es%20la%20
productividad&f=false
Luis Miguel Manen. (28 de 07 de 2011). Copyright © 2017. Obtenido de
Copyright © 2017: http://www.luismiguelmanene.com/2011/07/28/lo
s-diagramas-de-flujo-su-definicion-objetivo-ventajas-elaboracionfas
es-reglas-y-ejemplos-de-aplicaciones/
Marcela Pedraza, L. (5 de Marzo de 2010). Google Académico.
Recuperado el 18 de Noviembre de 2017, de Revista de soluciones
de postgrado EIA: https://revistas.eia.edu.co/index.php/SDP/article
/view/327/318
Medina Fernández de Soto, J. E. (29 de Julio de 2010). scielo.
Recuperado el 25 de Mayo de 2017, de
http://www.scielo.org.co/pdf/ean/n69/n69a07.pdf

Bibliografía 76
MIPRO. (16 de Diciembre de 2016). industrias.gob.ec. Recuperado el 17
de Diciembre de 2017, de http://www.industrias.gob.ec/wp-
content/uploads/2017/01/politicaIndustrialweb-16-dic-16-baja.pdf
Norman Gaither, & Greg Frazier. (2006). Administracion de Producción y
Opreaciones. Mexico.
OCDE/CEPAL/CAF. (14 de Diciembre de 2016). repositorio.cepal.org.
(P. OECD Publishing, Ed.) Recuperado el 17 de Novimebre de
2017, de http://repositorio.cepal.org/bitstream/handle/11362/3953
5/S1501061_es.pdf;jsessionid=60586FE2E24DCD3C20B091A83F
BAF839?sequence=1
OIT. (14 de Abril de 2010). staging.ilo.org. (OIT, Ed.) Recuperado el 28
de Mayo de 2017, de http://staging.ilo.org/public/libdoc/ilo/1992/92
B09_329_span.pdf
An
exos 7
1
An
exos 7
2