Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
“MEJORAR EL PROCESO PRODUCTIVO EN EL ÁREA DE
CHOCOLATERÍA PARA REDUCIR EL VOLUMEN DE
PRODUCTO NO CONFORME EN UNA INDUSTRIA
CHOCOLATERA"
AUTOR
LEON ORTIZ ANGEL FABRICIO
DIRECTOR DEL TRABAJO ING. IND. SANTOS VÁSQUEZ OTTO BENJAMÍN, MSc.
GUAYAQUIL, SEPTIEMBRE 2018

ii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado Ing. Ind. Santos Vásquez Otto Benjamín, MSc., tutor del
trabajo de titulación, certifico que el presente trabajo de titulación ha sido elaborado por
Leon Ortiz Angel Fabricio, C.C.:0920190477, con mi respectiva supervisión como
requerimiento parcial para la obtención del título de Ingeniero Industrial.
Se informa que el trabajo de titulación: “MEJORAR EL PROCESO PRODUCTIVO EN EL
ÁREA DE CHOCOLATERÍA PARA REDUCIR EL VOLUMEN DE PRODUCTO NO
CONFORME EN UNA INDUSTRIA CHOCOLATERA”, ha sido orientado durante todo el
periodo de ejecución en el programa antiplagio (urkund) quedando el 10% de coincidencia.
https://secure.urkund.com/archive/download/40872515-652437-710248
_________________________________________
Ing. Ind. Santos Vásquez Otto Benjamín, MSc.
C.C. 0905357703
iii
Declaración de autoría
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial
de la Universidad de Guayaquil”
LEON ORTIZ ANGEL FABRICIO
C.C. 0920190477

iv
Dedicatoria
A Dios. Por haberme permitido llegar hasta este punto y haberme dado la fortaleza para
lograr mis objetivos. A mi Familia por su amor y apoyo incondicional.

v
Agradecimiento
Agradezco a Dios y mis familiares, gracias a su apoyo incondicional.
vi
Índice General
No. Descripción Pág.
Introducción 1
Capítulo I
Diseño de la investigación
No. Descripción Pág.
1.1. Antecedentes 2
1.2 Justificación 3
1.3 Delimitación 4
1.4 Objetivos 4
1.4.1 Objetivo General. 4
1.4.2 Objetivos específicos. 5
1.5 Marco teórico. 5
1.6 Metodología. 7
1.7 La empresa 7
1.7.1 Datos generales. 7
1.7.2 Ubicación 8
1.7.3 Organización. 8
1.7.4 Productos. 8
1.7.5 Recursos Productivos. 8
1.7.5.1 Recurso Humano. 8
1.7.5.2. Recursos Tecnológicos 10
1.8 Proceso de Producción 11
Capítulo II
Situación actual y diagnóstico
No. Descripción Pág.
2.1 Capacidad de producción 12
2.1.1 Registro de problemas (recolección de datos de acuerdo a problemas). 12
2.1.2 Descripción de actividades. 12
vii
No. Descripción Pág.
2.2 Análisis de datos e identificación de problemas. Diagramas de pareto y
diagramas causa-efecto (ishikawa) 20
2.3 Impacto económico 22
2.3.1 Diagnóstico. 22
Capítulo III
Propuesta y evaluación económica
No. Descripción Pág.
3.1 Propuesta de solución 24
3.1.1 Planteamiento de solución de problemas. 24
3.1.2 Costo de la propuesta. 24
3.2 Evaluación económica y financiera 25
3.2.1 Plan de inversión y financiamiento. 25
3.2.2 Evaluación financiera. 25
3.3 Programación para puesta en marcha. 29
3.3.1 Planificación y Cronograma de implementación. 29
3.4 Conclusiones 29
3.5 Recomendaciones 29
Glosario de términos 31
Anexos 32
Bibliografía 53
viii
Índice de Tablas
No. Descripción Pág.
1 Código CIIU de la empresa. 8
2 Estructura organizativa. 9
3 Trabajadores y sus funciones. 9
4 Máquinas y equipos del área de chocolatería. 10
5 Calificación de puntos críticos del proceso. 13
6 Matriz de decisiones del proceso. 14
7 Productos vs. Moldes por minuto. 17
8 Porcentajes de pérdidas en chocolatería. 21
9 Costos por reproceso del año 2017. 22
10 Costos por reproceso desde 2013 al 2017. 23
11 Materiales a utilizar en mejora. 24
12 Flujo de caja. 27
13 Rentabilidad. 28

ix
Índice de Figuras
No. Descripción Pág.
1 Investigacion de campo. 4
2 Diagrama de Pareto. 21
x
Índice de Anexos
No. Descripción Pág.
1 Plano general de fábrica 33
2 Plano de línea de chocolatería 34
3 Diagrama de flujo del proceso 35
4 Control de calibración de manómetros de temperadora 36
5 Controles de parámetros de temperatura 37
6 Ubicación 38
7 Organigrama de una empresa chocolatera 39
8 Diagrama de flujo del chocolate 40
9 Diagrama de operaciones del temperado 41
10 Máquina de pre refinado de marca carle y montanari (1995) Italia. 42
11 Máquina refinadora marca Bhuler (1994) Alemania 43
12 Etapas de formación de cristales del chocolate 44
13 Temperadora tan-10 (1986) Italia 45
14 Diagrama 3d de temperadora Asteed 46
15 Temperadora asteed controles de temperatura por sectores 47
16 Esquema del proceso de temperado 48
17 Tipos de precristalización 49
18 Diagrama de Ishikawa 50
19 Diagrama de Ishikawa antiguo 51
20 Cronograma de implementación de la mejora 52
xi
“Mejorar el proceso productivo en el área de chocolatería para reducir el volumen
de producto no conforme en una industria chocolatera”
Autor: Leon Ortiz Angel Fabricio
Tutor: Ing. Ind. Santos Vásquez Otto Benjamín, MSc.
Resumen
Mejorar los procesos productivos con la finalidad de disminuir los costos que generan los
reprocesos en una empresa chocolatera. Para la determinación de los problemas se tomó en
cuenta lo siguiente: Entrevista con jefes de fabricación, calidad y operadores de planta,
Diagrama de proceso y pareto. Mediante las técnicas que se describieron anteriormente se
determinó elevadas existencias de reprocesos. Al problema se le analizó sus fuentes
mediante el diagrama de Ishikawa y se calcularon los costos de perdida que se genera por
reproceso en el año 2017 con un total de $ 116.034,30. Una vez detectado se planteó la
siguiente solución: Renovar la temperadora en el área de chocolatería .El valor total de la
propuesta de solución va acompañada de un sistema de tuberías con un costo de $ 35.621,52
con lo cual tendrá un beneficio o utilidad con un Van de $ 33.921,26, un Tir del 9,71% y una
rentabilidad de 0,95 beneficiándose de este modo ya que la inversión será factible.
PALABRAS CLAVES: Procesos, renovar, reprocesos, mejorar, rentabilidad, factible.

xii
“Improve the production process in the chocolate area to reduce the not conforming
product volume in a chocolate industry"
Author: Leon Ortiz Angel Fabricio
Advisor: Ind. Eng. Santos Vásquez Otto Benjamín, MSc.
Abstract
To improve processes with the objective of lowering costs that are generated by reprocesses
in a chocolate company. For the determination of the problems it has been taken into account
the following: Interviews with Manufacturing and QA (Quality Assurance) bosses, as well
as machine operators of the factory, Process diagram and Pareto Chart. By means of the
techniques discovered before, it has been determined an existence of a high volume of
reprocesses. The problem had its sources analyzed through the Ishikawa diagram and the
costs of the problem from 2017 were calculated by an amount of $116,034.30. Once the
problems was detected the following solution was suggested: to renew the chocolate
tempering machine in the chocolate manufacturing area. The total amount of the solution’s
proposal including the costs of a piping system is $35,621.52; would be obtained a profit of
$33,921.21 worth of NPV, a 9,71% IRR and a 0,95 profitability index, benefiting from it
due to the fact that the investment would be feasible.
KEY WORDS: Processes, renew, reprocesses, improve, profitability, feasible.

Introducción
La industria Chocolatera desea captar el consumo a nivel mundial de productos que
contengan chocolate en cualquiera de sus presentaciones, para lo cual debe cumplir con una
serie de requisitos, entre los cuales debe cumplir con normas internacionales en sus procesos
y generar así confianza en los consumidores en el mundo.
En la actualidad las industrias de confitería emplean chocolate como su principal
ingrediente o como insumo para el desarrollo de subproductos tales como: bombones,
caramelos, bebidas y rellenos para galletas. Es por ello que es necesario ayudar y mejorar
ciertas etapas del proceso; logrando de esa forma un producto apetecible e irresistible hacia
el consumidor con un mayor margen de utilidad por parte del fabricante con el objeto de
consolidar la marca mantener el liderazgo del mismo.
El chocolate es un alimento considerado único ya que se encuentra en estado sólido a
temperatura ambiente, pero funde rápidamente en la boca, la tesis en su primer capítulo da
las primeras expectativas y la situación actual de la empresa y abarca exclusivamente lo
referente al chocolate con masa de leche; es decir chocolate oscuro.
El alcance repercutirá en mejorar el proceso del chocolate en la etapa de temperado
análisis realizado en el segundo capítulo y con lo que se conseguirá mejorar el perfil actual
del producto para centrarse en la disminución del reproceso por fallas en el temperado e
incrementar los volúmenes de producción, ya implementados en el tercer capítulo y
mejorando así las utilidades de la empresa.
Diseño de la investigación 2
Capítulo I
Diseño de la investigación
1.1. Antecedentes
La empresa Chocolatera es el resultado de la fusión en 1905 de la compañía Anglo-Swiss
y Condensed Milk, fundada en 1867 por Henri N., quien inventó la leche en polvo, un
producto que sigue salvando la vida a niños recién nacidos cuyas madres no pueden
amamantarlos. Actualmente la empresa chocolatera es la compañía líder mundial en
nutrición, salud y bienestar.
En 1938, la empresa chocolatera desarrolla su producto N.café, que es café soluble
instantáneo. La empresa sufrió los inicios de la segunda guerra mundial, pero la inclusión
del café soluble N.café, en las raciones del ejército norteamericano favoreció enormemente
su difusión.
La primera mitad de los años 90 seguían siendo favorables para la empresa chocolatera,
las barreras comerciales se redujeron y los mercados mundiales negociaban acuerdos de
libre comercio.
La estrategia de la Compañía está dirigida por varios principios fundamentales. Los
productos existentes de la compañía chocolatera se desarrollan por medio de innovación y
renovación mientras se mantiene un balance en actividades geográficas y líneas de productos
(Estrategia Megazine, 2018).
Es por eso que en el año de 1970 se marca el punto de giro más importante en la historia
de esta compañía chocolatera en el Ecuador, al comprar a los hermanos Víctor y Santiago
Manspons el 51% de las acciones de Industria Nacional de Elaborados de Cacao. Esta
compañía fue fundada en 1955 en Guayaquil por el grupo Ecuatoriano Maspons. Se
especializaba en la producción de chocolates e insumos.
Industriales de cacao y bombones. Sus marcas estaban muy bien posicionadas en el
mercado ecuatoriano, como por ejemplo el chocolate soluble con la marca dominante
R.cacao. Esta empresa está ubicada en la Vía a la Costa frente a la ciudadela los Ceibos, de
la ciudad de Guayaquil.
Productora
Como parte de la expansión de la empresa en América Latina, los productos de esta
compañía chocolatera se empiezan a vender en Ecuador a través de Comercial
Panamericana, cuya sede estaba en la calle P. Icaza, entre Pedro Carbo y Pichincha en la
ciudad de Guayaquil.

Diseño de la investigación 3
A raíz de una visita al país de unos ejecutivos extranjeros, la empresa creada para
comercializar los productos durante la Segunda guerra Mundial, con sede en Stanford,
Connecticut, en 1955 resolvió montar una organización propia, tal como funcionaba en todos
los países. Marcel Guignard Bermey, de origen suizo, fue nombrado agente consignatario,
cargo que desempeñaría hasta 1957. Pronto comenzaron a llegar embarques de N.café y
leche condensada propios de la marca. También se traía leche en polvo de las marcas Lirio
Blanco, Perla y la famosa Nido. En 2001 la empresa entra en el mundo de la nutrición clínica
con una gama de productos pensados para hacer frente a requerimientos específicos de
alimentación.
Las primeras oficinas estuvieron en Guayaquil, en la calle Vélez 1006 y Quito, y
comenzaron a funcionar el 1 de junio del año 1955, pero no se podía iniciar todavía la
comercialización de los productos.
Los primeros meses el personal se dedicó a hacer los trámites necesarios para el
funcionamiento de la empresa y a montar la estructura sobre la que se implementarían las
ventas. Había que esperar, además, la llegada de las importaciones, ya que todavía la
empresa no tenía plantas en el país. Los empleados fundadores fueron cinco: Rosa Bonnard,
César Delgado, Enna García, Modesto Morán Maquilón y Alberto Villamar.
Desde entonces esta compañía es considerada una empresa que quedó grabada en el
recuerdo de una generación, aparece unida de una manera indisoluble con el progreso.
Los niños desayunaban con el cereal. Las labores de cocina se facilitaron con sopas y
salsas. Se puede decir así que la modernidad se sentaba a la mesa de los ecuatorianos.
1.2 Justificación
El presente estudio permitirá identificar los tiempos y técnicas del proceso, a través de
los cuales actualmente la empresa produce y refrigera el chocolate, a pesar que en su inicio
operaba únicamente como comercializadora debido a la gran demanda de productos de
chocolate la empresa ha debido de incrementar su producción y a su vez la refrigeración de
productos a base de chocolate.
A través del desarrollo del presente proyecto se pretende contribuir a mejorar el proceso
de producción de chocolate; para, lo cual se plantea realizar la medición del trabajo a través
del método de observación, siendo esta técnica de gran importancia para la eliminación de
los desperdicios en el proceso de elaboración de chocolate y enfriamiento.
Uno de sus productos tradicionales en el mercado es el chocolate. Con la realización de
este análisis se espera disminuir en gran medida el índice de reproceso del producto

Diseño de la investigación 4
terminado en las instalaciones de esta compañía chocolatera.
Los reportes internos de reclamos del año 2013 al 2018 se dan con mayor porcentaje en
el reproceso que ocupan el 52% frente a reclamos por empaque que tiene el 38% y cuerpos
extraños que ha generado el 10% como lo demuestra la figura # 1.
Figura 1.Total de reclamos internos. Investigación de campo. Elaborado por el autor.
Entre los reclamos por reproceso se tiene: color blanquecino, sin brillo y burbujas de aire,
sabor rancio y problemas en la fundición del chocolate.
Estos problemas generan preocupación en la parte ejecutiva de la empresa por la ruptura
de confianza entre empresa y consumidor y disminuye la aceptación de la marca en el
mercado.
La empresa al presentar problemas en el temperado produce un alto porcentaje de
formación de burbujas y eflorescencia de grasa en el producto final.
1.3 Delimitación
El problema se desarrolla en una empresa alimenticia líder en la producción de
Chocolates en la ciudad de Guayaquil ubicada en un sector estratégico con fuentes de acceso.
Debido a los grandes volúmenes de producción anuales ya que sus productos tienen una
acogida en el mercado ecuatoriano y por lo cual tiene altos volúmenes de producción una
falla en la fabricación del producto conduce a grandes pérdidas anuales sobre la cual se debe
analizar exhaustivamente para disminuirlos en gran medida.
1.4 Objetivos
1.4.1 Objetivo General.
Diseñar un proceso productivo en el área de chocolatería para disminuir el producto no
conforme almacenado y ubicar la acusa raíz de su generación para darle solución.
REPROCESO
52%
EMPAQUE
38%
CUERPOS
EXTRAÑOS
10%
Diseño de la investigación 5
1.4.2 Objetivos específicos.
Identificar y evaluar el problema que genera el producto no conforme.
Determinar los problemas y priorizarlos.
Implementar propuesta de mejora para optimizar el proceso de temperado y
reducir los desperdicios por la calidad del producto.
Calcular las pérdidas económicas y el beneficio del proyecto en estudio.
1.5 Marco teórico
El chocolate es prácticamente un alimento único ya que se
encuentra en estado sólido a temperatura ambiente, pero funde
rápidamente dentro de la boca por la humedad de las papilas
gustativas, además tiene un sabor dulce que lo hace atractivo a la
mayoría de las personas (Beckett, 2012).
El chocolate es el alimento que se obtiene mezclando azúcar con dos productos derivado
de la manipulación de las semillas del cacao que son el licor de cacao y la manteca del cacao
con esta mezcla se fabrica las golosinas a base de cacao y/o cocoa, leche, almidón, azúcar y
saborizantes.
Se encuentra en el mercado envasadas en cajas, tarros o latas, estuches, bolsitas, etc. Hay
con fruta, rellenos con crema o licor, puros, bombones, etc. también existen productos
dietéticos, blancos y fabricados para épocas especiales.
Sistema Kaizen
El kaizen estaba orientado hacia el proceso, y el proceso estaba orientado hacia los
resultados. En su libro titulado Kaizen: The Key to Japan’s Competitive Success, Masaaki
Imai definió la palabra como:
Mejora continua en la vida personal, en la vida de hogar, en la
vida social y la vida laboral. Aplicado al lugar del trabajo, kaizen
significa mejora continua en la cual todos tienen que ver: gerentes y
trabajadores por igual (Walton & Deming, 2012).
De acuerdo a Walton, se puede decir que el Kaizen es un sistema que involucra a todos
los empleados, desde la alta gerencia hasta el personal de limpieza.
Todos están invitados a presentar sugerencias de mejora pequeñas sobre una base regular,
esto no es una vez al mes o una vez al año, debe ser una actividad continua.
En la mayoría de los casos no se trata de ideas para cambios importantes.
Diseño de la investigación 6
El Kaizen se basa en hacer pequeños cambios de forma regular: siempre la mejora de la
productividad, la seguridad y la eficacia y reducir los residuos.
Las sugerencias no están limitadas a una zona específica tal como la producción o la
comercialización.
El Kaizen se basa en hacer cambios en cualquier lugar en el que se pueden hacer
mejoras, la filosofía occidental se puede resumir como: "si no está roto, no lo arregles", en
cambio la filosofía Kaizen es básicamente "hacerlo mejor”, mejorar incluso si todo está bien,
porque si no lo hacen, no pueden competir con aquellos que lo hacen.
Básicamente, se puede decir que el Kaizen consiste en el establecimiento de normas y la
mejora continua de los estándares.
En este caso, el equipo de trabajo generalmente utiliza técnicas analíticas, tales como el
mapeo de la cadena de valor y los "porqués", para identificar rápidamente oportunidades de
eliminar los desperdicios en un procedimiento concreto o área de producción.
El equipo trabaja para implementar las mejoras rápidamente, y por lo general se centra
en las soluciones que no impliquen grandes desembolsos de capital.
Las actividades basadas en la filosofía Kaizen pueden ser llevadas a cabo de diferentes
maneras:
En primer lugar y el más común es cambiar las operaciones de los trabajadores
para hacer su trabajo más productivo, menos cansado, más eficiente y seguro, así
como para obtener una mejora significativa, el trabajador está invitado a
colaborar, y hacer una reingeniería de sí mismo con la ayuda de sus compañeros
de equipo o un grupo de apoyo.
La segunda forma es la mejora de los equipos, como la instalación de dispositivos
a prueba de errores o cambiar el diseño de la máquina.
La tercera manera es la mejora de los procedimientos, todas estas alternativas se
pueden combinar en un plan Kaizen para obtener una mejora amplia y continua.
Los 8 desperdicios del Kaizen.
Para Fernández (2012), “El modelo Kaizen pretende facilitar el incremento de la
capacidad y de la productividad mediante la búsqueda y eliminación sistemática de
desperdicios (mudas)” (Pág. 139).
En efecto, de acuerdo a lo que cita Fernández, el modelo Kaizen ha establecido 8 tipos
de desperdicios, con el afán de facilitar la labor para poder identificarlos y corregirlos que
son:

Diseño de la investigación 7
La sobreproducción
Exceso de inventario
Sobre procesos
Los defectos
La espera
Movimiento
Transporte
No utilizar la creatividad de los empleados.
1.6 Metodología
Para este estudio se realizará una investigación y se llegará a la causa raíz del problema,
cuando se ve afectada la calidad del producto, para ello se utilizarán las siguientes técnicas:
Recopilación de datos:
Las herramientas que servirán para recolección de datos son los siguientes:
Observación visual
Diagramas de Proceso
Diagrama de recorrido
Análisis de la información
Los datos recolectados serán analizados a través de técnicas estadísticas para determinar
los problemas.
Determinación de los problemas.
Para la determinación de los problemas se tomarán en cuenta las siguientes técnicas:
Diagrama de Pareto
Diagrama Ishikawa
Proponer solución
Una vez encontrados las anomalías se procederá a determinar las posibles soluciones para
los problemas detectados.
La más rentable para la empresa
Eliminar o disminuir la causa del problema.
1.7 La empresa
1.7.1 Datos generales.
La empresa chocolatera, se dedica a las actividades de fundición y elaboración de
Diseño de la investigación 8
productos en chocolate y confitería; por lo tanto, se encuentra ubicada según el Código
Internacional Uniforme CIIU, en las categorías mostradas en la tabla # 1.
Tabla 1. Código CIIU de la empresa.
Sección c (industrias manufactureras)
C 10 (elaboración de productos alimenticios y bebidas
C105 Elaboración de productos lácteos
C110 Elaboración de bebidas
C11073 Elaboración de cacao, chocolate y productos de confitería. Información tomada del CIIU, Elaborado por el autor.
1.7.2 Ubicación
La empresa posee una planta ubicada al sur de la ciudad, fue creada en el año 2001 debido
a la gran demanda existente en el mercado, la planta sur es la encargada de producir
diferentes productos para la empresa, fue construida con la finalidad de encontrarse en un
lugar estratégico de fácil acceso cerca del puerto de Guayaquil, la foto # 1 muestra además
que está ubicado cerca del mercado caraguay y en una de las vías principales como es la
Domingo Comín la misma que conecta la parte Sur de Guayaquil con el centro de forma
directa, (Ver Anexo 6).
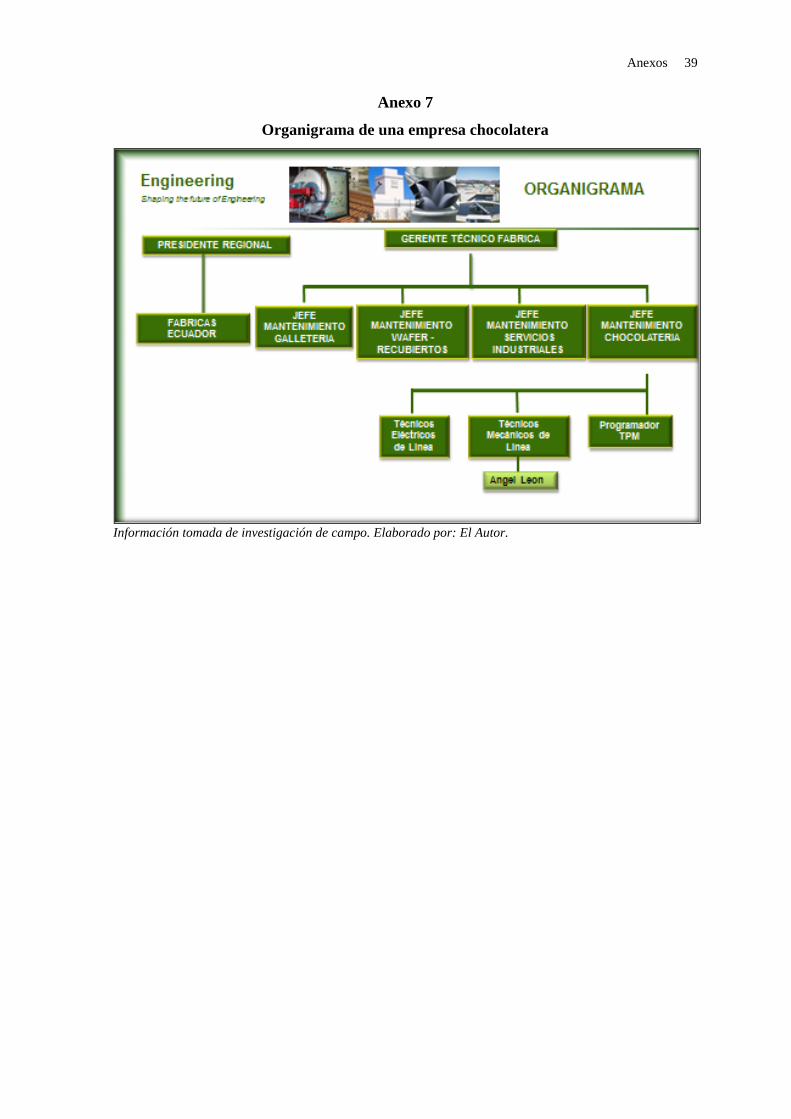
1.7.3 Organización.
Rodrigo Camacho que es el presidente ejecutivo y regional de las zonas de Colombia y
Ecuador la Estructura de esta organización se muestra, (Ver Anexo 7).
1.7.4 Productos.
La empresa chocolatera opera como una empresa productora de varias marcas
reconocidas a nivel internacional en sus diferentes productos la mayoría son:
Productos de nutrición y salud (leches y multivitamínicos en polvo).
Bebidas de nutrición
Chocolates (polvo y barra)
Confites
Galletas
1.7.5 Recursos Productivos.
1.7.5.1. Recurso Humano.
La empresa para la fabricación de los diversos productos cuenta con mano de obra
calificada a las cuales las capacitan en las áreas de seguridad y calidad se les informa sobre
las metas de la empresa y por último en el proceso de fabricación y al área al cual van hacer
asignados. En la actualidad la empresa cuenta con 502 personas, repartidos en las áreas de
producción y demás departamentos, la estructura organizativa está distribuida de la siguiente

Diseño de la investigación 9
manera como lo muestra la tabla # 2.
Tabla 2. Estructura organizativa.
Áreas
Personal Semi Bebidas / chocol Deshid Ssff Total
fábrica
Fijos 71 81 78 130 360
Eventuales 10 5 35 92 142
Efectivo fábrica 81 86 113 222 502
Información tomada de la investigación de campo, Elaborado por el autor.
El personal que trabaja en la empresa está distribuido por áreas indicado en la tabla # 3.
Tabla 3. Trabajadores y sus funciones.
Funciones Nº de
Trabajadores
Gerente de Planta 1
Jefe de Mantenimiento 1
Jefe de Producción de Galletería 1
Jefe de Producción de Wafer 1
Jefe de Producción Chocolatería y Dry Mix 1
Jefe de Aseguramiento de la Calidad 1
Jefe de Recursos Humanos 1
Jefe de Administración 1
Jefe de Seguridad Industrial 1
Jefe de Bodega General 1
Coordinador Mantenimiento General 1
Coordinador Producción Semielaborados 3
Coordinador Producción Chocolatera 3
Coordinador Producción Wafer 3
Higienista 2
Laboratorio 5
Trabajadora social 3
Doctora 1
Secretaria 1
Analista de sistemas 2
Programador de la Producción 2
Coordinadores de Mantenimiento por Area 6
Montacarguistas 7
Mecánicos 18
Eléctricos 11
Despachador 1
Operadores de Apoyo 20
Operadores de Chocolatería y Dry Mix 105
Operadores de wafer 55
Operadores de Galletería 89
Empleados (varios) 150
Información tomada de la investigación de campo, Elaborado por el autor.
Diseño de la investigación 10
1.7.5.2. Recursos Tecnológicos.
Los equipos con los que se cuenta en las estaciones de trabajo están diseñados para poder
manipular los productos que componen los alimentos que se elaboran, distribuidas por áreas
conservando sus propiedades tanto físicas como oleo patógenas y a su vez no contaminan el
producto por lo que hay preservación dando como resultado la inocuidad deseada, todo esto
es medido al final del proceso.
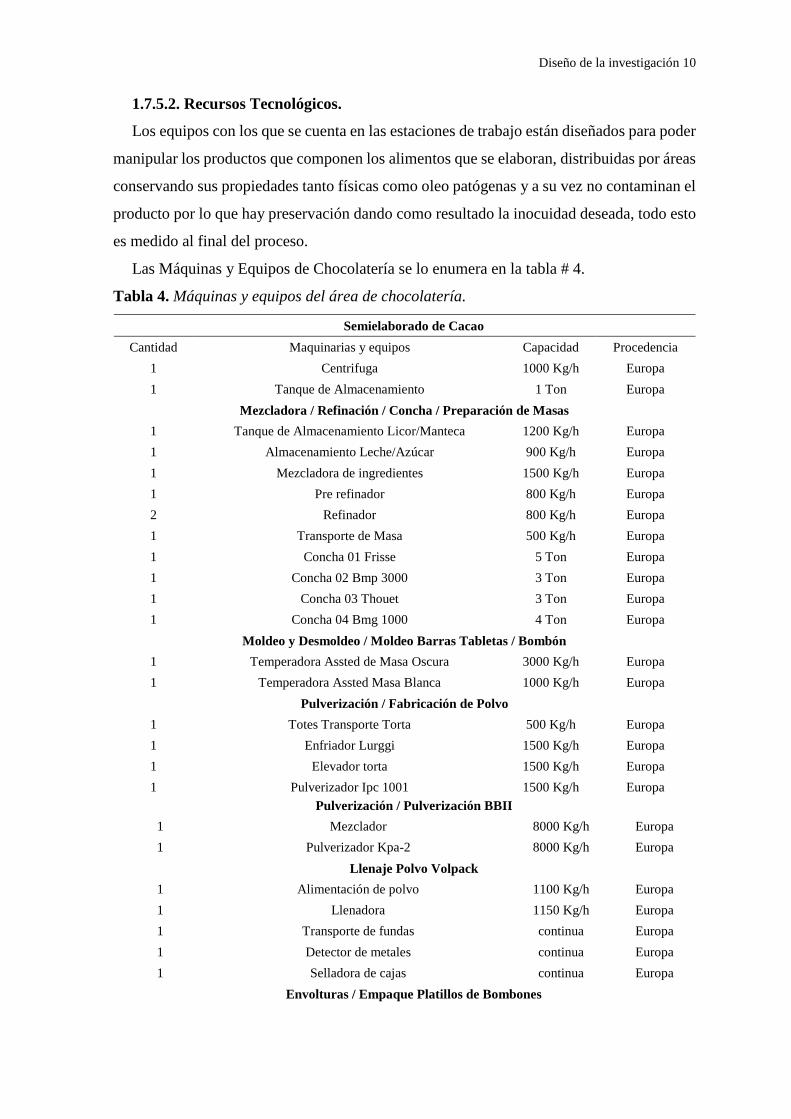
Las Máquinas y Equipos de Chocolatería se lo enumera en la tabla # 4.
Tabla 4. Máquinas y equipos del área de chocolatería.
Semielaborado de Cacao
Cantidad Maquinarias y equipos Capacidad Procedencia
1 Centrifuga 1000 Kg/h Europa
1 Tanque de Almacenamiento 1 Ton Europa
Mezcladora / Refinación / Concha / Preparación de Masas
1 Tanque de Almacenamiento Licor/Manteca 1200 Kg/h Europa
1 Almacenamiento Leche/Azúcar 900 Kg/h Europa
1 Mezcladora de ingredientes 1500 Kg/h Europa
1 Pre refinador 800 Kg/h Europa
2 Refinador 800 Kg/h Europa
1 Transporte de Masa 500 Kg/h Europa
1 Concha 01 Frisse 5 Ton Europa
1 Concha 02 Bmp 3000 3 Ton Europa
1 Concha 03 Thouet 3 Ton Europa
1 Concha 04 Bmg 1000 4 Ton Europa
Moldeo y Desmoldeo / Moldeo Barras Tabletas / Bombón
1 Temperadora Assted de Masa Oscura 3000 Kg/h Europa
1 Temperadora Assted Masa Blanca 1000 Kg/h Europa
Pulverización / Fabricación de Polvo
1 Totes Transporte Torta 500 Kg/h Europa
1 Enfriador Lurggi 1500 Kg/h Europa
1 Elevador torta 1500 Kg/h Europa
1 Pulverizador Ipc 1001 1500 Kg/h Europa
Pulverización / Pulverización BBII
1 Mezclador 8000 Kg/h Europa
1 Pulverizador Kpa-2 8000 Kg/h Europa
Llenaje Polvo Volpack
1 Alimentación de polvo 1100 Kg/h Europa
1 Llenadora 1150 Kg/h Europa
1 Transporte de fundas continua Europa
1 Detector de metales continua Europa
1 Selladora de cajas continua Europa
Envolturas / Empaque Platillos de Bombones

Diseño de la investigación 11
Continuación de la tabla
1 Empacadora Sapal 01 70 Kg/h Europa
1 Empacadora Sapal 02 70 Kg/h Europa
Envolturas / Empaque de Bombones Surtidos
1 Empacadora 01 Hpn 60 Kg/h Europa
1 Empacadora 02 Hpn 60 Kg/h Europa
1 Empacadora 03 Hpn 60 Kg/h Europa
1 Empacadora 04 Rash 60 Kg/h Europa
1 Balanza 1 continua Europa
1 Selladora Fundas 1 continua Europa
Envolturas/ Tabletas
1 Empacadora Cavanna 600 –
900 Kg/h
Europa
Información tomada de la investigación de campo, Elaborado por el autor.
1.8 Proceso de Producción
Diagramas de flujo del proceso de operaciones
El chocolate requiere un manejo cuidadoso para poder aprovechar al máximo sus
cualidades de brillo y sabor. La operación de temperado en el chocolate aumenta la dureza
original, brillo, untuosidad, y resistencia ante cierta temperatura.
El diagrama de flujo del chocolate se muestra, (Ver anexo 8).
Diagramas de operaciones
El chocolate se derrite a baño maría, lo cual consiste, en colocar un recipiente con una
capacidad mayor al recipiente que contendrá. Se agrega agua caliente al recipiente mayor y
el recipiente menor debe estar seco y listo para recibir el chocolate sólido.
Se aumenta la temperatura a 48°, para después retirar del baño maría y dejar que baje la
temperatura a 28 °, en esta temperatura se eleva nuevamente a una temperatura entre 30° a
32 °. Este proceso debe realizarse con un método controlado, utilizando un termómetro.
(E.N.C.B. I.P.N, 2004).
Los procesos operativos corresponden a las actividades de producción del proceso del
chocolate y sus derivados entre los cuales el enfoque principal es el temperado y se lo
visualiza, (Ver Anexo 9).
Capítulo II
Situación actual y diagnóstico
2.1 Capacidad de producción
La empresa tiene tres jornadas de trabajo las mismas que se encuentran divididas en
turnos de ocho horas de acuerdo a la siguiente distribución: de 07:00 a 15:00, de 15:00 a
23:00 y de 23:00 a 7:00; dentro de la jornada diaria se toma en cuenta 30 minutos para la
alimentación, los días laborales son de lunes a viernes y según la demanda de producción de
la empresa, esta jornada se pueden extender sábados y domingos. Regularmente la
producción semanal programada llega a los 10.000 Kilogramos de producto final.
2.1.1 Registro de problemas (recolección de datos de acuerdo a problemas).
En la empresa se detectó el problema en el área de Temperado el mismo que se describirá
por medio del Diagrama de Operaciones . El chocolate requiere un manejo cuidadoso para
poder aprovechar al máximo las cualidades de brillo, sabor y textura. La operación de
temperado en el chocolate aumenta la dureza original, brillo, untuosidad y resistencia ante
cierta temperatura. El volumen registrado por reproceso solo en el 2017 fue de 116.536,7
Kilogramos.
2.1.2 Descripción de actividades.
Recepción de Materia Prima
Se recepta la materia prima en las bodegas como es la pasta de cacao la misma que se la
dosifica para ser trasladada al área de fundición y mezclado.
Premezclado-mezclado
En el área de premezclado se realiza la actividad de ubicar los componentes de la masa
oscura como son: leche en polvo, cristal de azúcar, licor de cacao y ethil de vainilla. Al
obtener una masa uniforme se ubica la masa en el equipo de mezclado el mismo que consigue
una homogenización de los componentes por un tiempo aproximado de 5 minutos en unas
temperaturas dentro de 45°C a 50° C para fundir los componentes y que se mezclen
homogéneamente.
Pre refinado y Refinado
Al obtener la masa del mezclador esta es gruesa y espesa necesitando el proceso de pre-
refinado, el mismo que se encarga de moler la masa de chocolate por el empleo de rodillos
hasta obtener una masa más maleable y sin gránulos. En el anexo # 10 se muestra la máquina
de pre-refinado de marca Carle y Montanari, manufacturada en 1995, de procedencia
italiana, (Ver Anexo 10).

Situación actual y diagnóstico 13
La máquina refinadora es la encargada de obtener un producto en polvo homogéneo que
tenga un tamaño de partículas entre 20 micras a 28 micras, esta operación de refinado se
debe realizar dos veces y en diferentes máquinas, ya que si se realiza la operación una sola
vez se obtendría un polvo de chocolate de 30 micras a 35 micras, lo que afectaría
negativamente a la calidad del producto terminado pues el resultado final sería un producto
granulado lo que perjudicaría directamente la textura del producto final y la consecuente
insatisfacción del cliente final.
En el anexo 11 se muestra la máquina refinadora, marca Bhuler, manufacturada en 1994,
de procedencia alemana, (Ver Anexo 11).
Análisis y diagnóstico
Los problemas más críticos que existen en la empresa chocolatera, ocurre en las áreas
antes mencionadas y se los especificarán en el siguiente análisis, utilizando una matriz de
decisiones que califica cada paso del proceso de acuerdo a dos áreas: calidad física-
organoléptica y producción.
En cuanto a la calidad se tomará en cuenta qué etapa del proceso afecta en mayor
proporción al: Aspecto del producto, Composición uniforme, Peso y Textura.
Cada una de estas características ha sido designada con las siguientes letras y números:
C1, C2, C3 y C4, respectivamente.
En cuanto a la producción los pasos a analizar son: Reclamos, Reproceso, Pérdidas de
producto y Pérdidas de tiempo.
Cada una de estas características ha sido designada con las siguientes letras y números:
P1, P2, P3 y P4, respectivamente.
Para evaluar los puntos débiles se calificarán los ocho aspectos antes mencionados (cuatro
de calidad y cuatro de producción), a los que se les asignará una puntuación del 1 al 5, como
se explica en la tabla # 5.
Tabla 5. Calificación de puntos críticos del proceso.
Calificación Puntuación
Bajo 1
Regular 2
Medio 3
Aceptable 4
Alto 5 Información tomada de la investigación de campo, Elaborado por el autor.
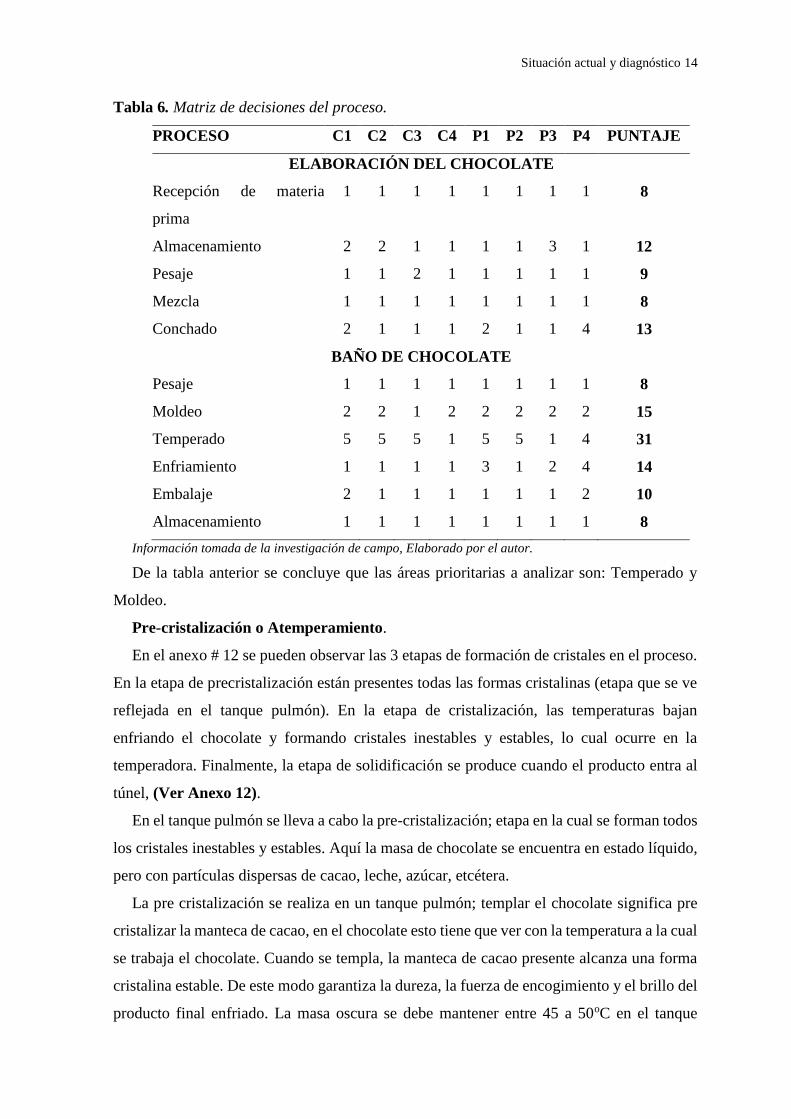
En la tabla # 6, se evidencia el análisis de cada etapa del proceso.
Aquellas etapas del mismo que presentan el más alto puntaje en la matriz de decisiones
son aquellas que se deben analizar como prioridad.
Situación actual y diagnóstico 14
Tabla 6. Matriz de decisiones del proceso.
PROCESO C1 C2 C3 C4 P1 P2 P3 P4 PUNTAJE
ELABORACIÓN DEL CHOCOLATE
Recepción de materia
prima
1 1 1 1 1 1 1 1 8
Almacenamiento 2 2 1 1 1 1 3 1 12
Pesaje 1 1 2 1 1 1 1 1 9
Mezcla 1 1 1 1 1 1 1 1 8
Conchado 2 1 1 1 2 1 1 4 13
BAÑO DE CHOCOLATE
Pesaje 1 1 1 1 1 1 1 1 8
Moldeo 2 2 1 2 2 2 2 2 15
Temperado 5 5 5 1 5 5 1 4 31
Enfriamiento 1 1 1 1 3 1 2 4 14
Embalaje 2 1 1 1 1 1 1 2 10
Almacenamiento 1 1 1 1 1 1 1 1 8
Información tomada de la investigación de campo, Elaborado por el autor.
De la tabla anterior se concluye que las áreas prioritarias a analizar son: Temperado y
Moldeo.
Pre-cristalización o Atemperamiento.
En el anexo # 12 se pueden observar las 3 etapas de formación de cristales en el proceso.
En la etapa de precristalización están presentes todas las formas cristalinas (etapa que se ve
reflejada en el tanque pulmón). En la etapa de cristalización, las temperaturas bajan
enfriando el chocolate y formando cristales inestables y estables, lo cual ocurre en la
temperadora. Finalmente, la etapa de solidificación se produce cuando el producto entra al
túnel, (Ver Anexo 12).
En el tanque pulmón se lleva a cabo la pre-cristalización; etapa en la cual se forman todos
los cristales inestables y estables. Aquí la masa de chocolate se encuentra en estado líquido,
pero con partículas dispersas de cacao, leche, azúcar, etcétera.
La pre cristalización se realiza en un tanque pulmón; templar el chocolate significa pre
cristalizar la manteca de cacao, en el chocolate esto tiene que ver con la temperatura a la cual
se trabaja el chocolate. Cuando se templa, la manteca de cacao presente alcanza una forma
cristalina estable. De este modo garantiza la dureza, la fuerza de encogimiento y el brillo del
producto final enfriado. La masa oscura se debe mantener entre 45 a 50oC en el tanque
Situación actual y diagnóstico 15
pulmón. Es importante mantener estás temperaturas para que no exista una insuficiencia o
sobre temperado posterior.
La agitación constante evita que el chocolate espese en el fondo del tanque, debido a que
parte de la grasa se dirige hacia la superficie.
Uno de los factores que inciden en la velocidad de formación de cristales es la velocidad
a la que se mezcla la masa de chocolate. Es importante que la agitación produzca una elevada
fuerza cizalla, debido a que se deben romper los cristales de grasas sólidas y distribuirlos de
manera uniforme.
El agitador trabaja a 21 revoluciones por minuto (RPM) generando una temperatura en la
masa de 45 a 50°C. Esto es variable debido a que cuando existe una recirculación de masa
proveniente de la temperadora hacia el tanque pulmón y las temperaturas bajan alcanzando
entre 34 a 38°C produciendo solidificación de grasas.
Esta situación se suele presentar porque el departamento de planificación de la compañía
solicita la variación de formatos de chocolates para cumplir con el programa requerido por
el departamento de ventas, perjudicando las características organolépticas del producto y
aumentando el reproceso del chocolate.
Análisis del Proceso de Temperado.
El temperado se basa en que el chocolate sufra un cambio de estado de líquido a sólido
(solidificación que se producirá en el túnel de enfriamiento); de manera que se formen
cristales estables. (Ver Anexo 13) se muestra la máquina Temperadora Tan-10
manufacturada en el año 1986 de procedencia italiana.
Al realizar un correcto temperado se tendrán las siguientes propiedades:
Óptimas propiedades de viscosidad.
Brillo perfecto.
Rompimiento crujiente.
Textura y fusión agradable.
Cero burbujas de aire.
Mejora en la transferencia de sabor.
Resistencia al blanqueado de grasa.
Equipo de Temperado.
El equipo utilizado para el temperado de la masa de chocolate es un intercambiador de
calor que tiene tres zonas de enfriamiento, posee además un sistema de válvulas automáticas
que controlan la entrada de agua fría y/o caliente para la regulación de la temperatura.

Situación actual y diagnóstico 16
En el anexo # 14 se muestra el equipo en 3 D.
La temperadora está constituida por una columna central (eje giratorio) al que se unen
una serie de platos, los cuáles aseguran que el chocolate fluya. Cuanto más rápido gira el eje
más rápido es la formación de cristales, (Ver Anexo 14).
El equipo de temperado básicamente, enfría lo suficiente para que se forme el tipo de
cristales requerido, lo cual consiste en inducir la pre cristalización parcial de la manteca de
cacao, en consecuencia, la cantidad de partículas sólidas aumenta ligeramente y con ella,
también, su viscosidad.
En el anexo 15, que se muestra a continuación, se encuentran los controles de temperatura
por sectores de un equipo que se encuentra presente en las instalaciones de la empresa, (Ver
Anexo 15).
En el primer sector la temperatura a la cuál debe encontrarse el termómetro digital está
entre 29 a 31°C, porque en esta zona se pre cristaliza una pequeña cantidad de la grasa del
chocolate, de modo que los cristales forman un núcleo, el cual facilita que la grasa solidifique
rápidamente en la forma correcta.
Estas temperaturas dependen de la temperatura a la que ingrese la masa; entre más fría
entre la masa mayor debe ser la temperatura a la que deberá ser sometida en este primer
sector, lo óptimo es 30°C.
Esto ocurre cuando la masa de chocolate estuvo en el tanque pulmón a temperaturas de
45 a 50oC.
Para el caso del sector dos la temperatura del termómetro digital debe oscilar entre 27 a
29°C lo cual depende de la temperatura a la que haya sido ingresada la masa al sector 1, pero
la temperatura óptima para este sector es 28°C.
Es muy importante llegar a estas temperaturas porque será en este sector donde los
cristales se desarrollen y se hallen presentes.
En el sector tres la temperatura del termómetro digital debe verse aumentada, es decir,
que se debe encontrar entre 29 a 32oC, obedece de igual manera a la temperatura a la que
haya sido ingresada la masa, siendo lo óptimo 29.5oC.
Aquí básicamente se funden los cristales inestables presentes en el chocolate.
Cabe mencionar que estas temperaturas teóricas son influidas de acuerdo al formato que
se esté fabricando.
Los moldes de chocolates por minuto que entran al túnel son de diferente tamaño, de
acuerdo al producto que se está elaborando, tal como se puede observar en la tabla # 7.

Situación actual y diagnóstico 17
Tabla 7. Productos vs. Moldes por minuto.
Código Productos
Moldes de
chocolate x
minuto
43808149 Moldeado Choc Leche 20g 20
43147247 Chocolate Blanco Masa 21
43808251 Moldeado Choc Leche 90g 20
43147218 BOMBON Chocolate Naranja 21
43147217 BOMBON Chocolate
Marrasquino 21
43390377 Masa Conchada Blanca 21
43390374 Masa Choc Oscuro 20g 21
43816648 Masa Choc Oscuro 90g 20
43390374 Masa Choc Blanco 20g 20
43816648 Masa Choc Blanco 90g 20
43390376 Familiar Masa Conchada N1 20
43703366 Masa Chocolate Familiar N1 24
43147212 PLATILLOS Arroz 22
43312117 Compound Galleta Moldeado 21
43564736 Compound Leche Ecuacoffee 23
43808200 Masa Choc Oscuro 24
43808200 Masa Choc Blanco 24
Información tomada de la investigación de campo, Elaborado por el autor
Por lo tanto, al modificar el flujo de la bomba las temperaturas de las zonas se verán
afectadas. Por otro lado, se está refiriendo a un intercambiador de calor; entre más lento sea
el flujo de masa de chocolate que pasa por la temperadora mayor será su enfriamiento, por
lo que la entrada de agua se verá afectada. Este equipo consta de dos circuitos que son: agua
de enfriamiento y calentamiento. El agua de calentamiento es calentada en un intercambiador
central que suministra calor a toda la planta. Su temperatura debe ser ajustada entre 50 y 55
ºC. El agua fría por otro lado permite el paso del agua caliente cerrando el paso del agua fría.
El ingreso de agua a la temperadora es por sensores. Su presión debe ser determinada de
acuerdo a las caídas de presión y a la presión admisible de las partes del circuito. La presión
utilizada en el equipo es de 4 a 6 Bar. Existe agua caliente a 65ºC para el recalentamiento
del chocolate de la temperadora que retorna al tanque pulmón.
El agua de enfriamiento inyectada a la temperadora debe ser blanda porque de lo contrario
se acumula suciedad, produciendo incrustaciones y reduciendo el intercambio de calor. Esta
agua proviene de una torre de enfriamiento que por medio del chiller (sistema de
compresión) llega a la temperatura requerida para la temperadora que es de 8 a 10°C.
La temperadora contiene 70 litros de agua con un tiempo de temperado de 25 minutos,

Situación actual y diagnóstico 18
con un flujo másico de 1000 Kg/h trabajando la bomba a una frecuencia de 35Hz. En el
Anexo 16, se muestra el esquema. Si se trabaja con un mayor flujo el retorno hacia el tanque
pulmón es mayor; generando complicaciones en el temperado. Cuando se produce
chocolates de 100 gramos generalmente no se tiene este tipo de problemas ya que se consume
toda la masa de chocolate en la dosificadora impidiendo que exista una recirculación de
masa; por lo que no habrá cambios de temperaturas en los sectores. Es por ello que se puede
decir que el flujo constante dependerá del formato que se esté fabricando.
Trabajando con menor flujo se produce un enfriamiento interno en los platos de la
temperadora produciendo un daño en el equipo, evitando que se pueda continuar con el
proceso de elaboración de chocolate. Esto ocurre porque la temperadora tiene mayor
capacidad que la dosificadora.
Curva de Temperado.
La curva de temperado como su nombre lo menciona es una curva donde se aprecia la
formación de cristales ya sea inestables o estables. Estos se forman, de acuerdo al tipo de
temperado que haya tenido el chocolate.
Curvas de Temperado para Masas con contenido de Grasa Normal.
Existen tres tipos de pre cristalización: la de insuficiente temperado denominado con la
letra a, la de buen temperado denominado con la letra b, y la de sobre temperado denominado
con la letra c, como se lo muestra en el anexo # 17.
La función del temperado es reagrupar los cristales de nuevo, mediante una adecuada
curva de temperado para prevenir la aparición de Bloom, para que el chocolate tenga brillo
durable, resistencia al calor y sea crocante.
El Bloom es denominado el florecimiento del chocolate, es uno de los dos tipos de
recubrimiento blanquecinos que puede aparecer en la superficie del chocolate: floración de
grasa, causada por cambios en los cristales de grasa en el chocolate; y la floración del azúcar,
debido a los cristales formados por la acción de la humedad sobre el azúcar. La floración de
grasa y azúcar daña la apariencia del chocolate y limita su vida útil. El chocolate que ha
"florecido" todavía es seguro para comer (ya que es un alimento no perecedero debido a su
contenido de azúcar), pero puede tener una apariencia poco apetecible y una textura
superficial.
En la primera gráfica (a) se observa una pre cristalización insuficiente; es decir que hay
un porcentaje reducido de cristales. Por consiguiente, la temperatura baja antes de que
empiece a solidificarse el chocolate; liberando más calor latente y haciendo que la

Situación actual y diagnóstico 19
temperatura aumente nuevamente. Esto ocurre cuando la temperadora ha sido calentada
demasiado. Esta situación se presenta cuando la masa no es temperada, por lo que contiene
un porcentaje relativamente alto de grasa liquida, de manera que libera gran cantidad de calor
de solidificación, causando un auto calentamiento de masa, (Ver anexo 17).
En la segunda gráfica (b) se visualiza que el tipo de pre cristalización que se puede
presentar es el ideal. Es en este tipo de curvas donde el calor de solidificación liberado como
el calor aportado de refrigeración se mantiene temporalmente en equilibrio.
Y la gráfica (c) se observa un sobre temperado; esto se produce cuando la masa de
chocolate se somete a una temperadora demasiado fría. Este caso es cuando la masa está
muy mezclada y en consecuencia la solidificación es temprana.
Cuando el grado de solidificación es alto, solamente un porcentaje de grasa reducido
puede solidificarse en el vaso; puesto que el porcentaje de calor de solidificación liberado
de la masa es relativamente bajo.
El sobre temperado se debe al retorno de la masa a la salida de la temperadora, puesto
que una parte se dirige hacia la dosificadora y el 60% restante regresa al tanque pulmón
debido a esto se sobrecalienta la masa.
En el caso de la masa ubicada en el tanque pulmón la temperatura inicialmente es de 45ºC
encontrándose dentro de los rangos establecidos óptimos para el siguiente proceso de
vaciado al respectivo tanque dependiendo del producto que se realice, sin embargo, después
es de 40ºC (estando fuera de especificación) y luego retoma los 45ºC. Finalmente, en las
últimas producciones la temperatura baja hasta 38ºC.
En el sector 1 las temperaturas se mantienen dentro de especificación (29 – 31ºC), pese a
algún valor disparado por dos décimas aproximadamente. También se puede observar la alta
variabilidad en las temperaturas.
El sector 2 tiene prácticamente el mismo comportamiento que lo mencionado en el sector
1, con décimas sobrepasando la especificación (27 - 29ºC), pero a su vez con décimas por
debajo de lo establecido.
Para el caso del sector 3 las temperaturas se comportan de la misma forma que en el sector
2.En el caso de entrada de agua fría del sector 1 las temperaturas oscilan entre 18ºC a 36ºC;
dejando de actuar como agua fría.
Para el caso de la salida de agua del sector 1 el comportamiento es muy similar al de la
entrada fluctuando entre 20 a 36ºC; con la particularidad que en determinadas ocasiones sale
con temperaturas por debajo de la de entrada.

Situación actual y diagnóstico 20
El comportamiento del diferencial de temperatura no es constante. Siendo una total
contradicción puesto que las temperaturas del sector 1 bajan frente a la temperatura que se
tiene cuando la masa se encuentra en el tanque pulmón; no puede ser posible, que la masa
siendo ingresada a una temperatura superior al sector 1, se enfríe (mediante el ingreso de
“agua fría” de 30ºC) y finalmente el agua de salida en ocasiones termina saliendo con menos
temperatura frente a la de entrada.
Esto indica que existe una desconfianza de datos por las condiciones de la máquina y/o
los operadores no tienen la capacitación adecuada para hacer en el momento preciso la toma
de temperaturas.
Por otro lado, en la entrada de agua del segundo sector las temperaturas están más acorde
frente a la especificación encontrándose, estos datos por debajo de la especificación.
En lo que a salida de agua se refiere, la temperatura se encuentra por debajo de
especificación en la mayoría de los casos.
Finalmente, en la entrada de agua del sector 3 las temperaturas casi en su totalidad, se
encuentran dentro de los parámetros establecidos. Sin embargo, los valores no son constantes
fluctúan en gran manera y se forman picos donde la temperatura desciende o sube fuera de
rango, por lo que se debe considerar la posibilidad de un reajuste de especificaciones en las
temperaturas de los sectores y entradas de agua.
Con todo lo antes observado se llega a la conclusión que existe una deficiencia de control
y alta variabilidad en el proceso de temperado, de acuerdo a los parámetros medidos como:
temperaturas en los sectores (impidiendo la formación constante de la curva de temperado;
es decir de los cristales) y temperaturas de entrada y salida de agua (siendo incoherentes con
las especificaciones y con lo que implica el enfriamiento de la masa para la obtención de un
buen temperado).
2.2 Análisis de datos e identificación de problemas. Diagramas de pareto y diagramas
causa-efecto (ishikawa)
Para identificar los problemas, las causas y los efectos que afectan a la empresa se
analizaron y evaluaron la situación actual por medio de herramientas de análisis.
Se realiza una toma de datos dándoles frecuencia a los problemas encontrados como lo
muestra la tabla # 8, una vez enumeradas se realiza un Diagrama de Pareto el mismo que se
encuentra visualizado en la figura 2, donde se reflejan los dos problemas con mayor
frecuencia, que son: Fallas en temperado y Maquinarias antiguas; ya que las dos juntas

Situación actual y diagnóstico 21
suman un 80% del porcentaje acumulado.
Tabla 8. Porcentajes de pérdidas en chocolatería.
Causas Frecuencia % Acumulado
Fallas en temperado 53 48%
Maquinarias antiguas 35 80%
Falta de materia prima 8 87%
Fallas en la programación 7 94%
Retrasos y ausentismos 4 97%
Variaciones de parámetros 3 100%
TOTAL 110 Información tomada de la investigación de campo, Elaborado por el autor
Figura 2. Diagrama de Pareto. Información adaptada de la investigación de campo. Elaborado por el autor. Una vez que se han determinado los problemas a estudiar (fallas en el temperado y
maquinarias antiguas), es preciso buscar la causa raíz que los originan.
El Diagrama de Causa y Efecto es un instrumento eficaz para el análisis de las diferentes
causas que ocasionan el problema. Su ventaja radica en el poder visualizar las diferentes
cadenas causa-efecto, que pueden estar presentes en un problema, facilitando los estudios
posteriores a la evaluación y verificar así el grado de aportación de cada una de estas causas
al problema principal.
Se muestra el diagrama causa - efecto de la falla en el temperado y sus causas secundarias,
(Ver Anexo 18).
Se muestra el diagrama causa - efecto con relación a maquinaria antigua y sus causas,
(Ver Anexo 19).
Situación actual y diagnóstico 22
2.3 Impacto económico
De los análisis previos y teniendo en cuenta que las dos causas a ser analizadas serán:
Fallas en temperado y Maquinarias antiguas, se realizará el impacto económico de las
mismas, con el fin de descubrir el impacto que ellas ocasionan a la rentabilidad del negocio.
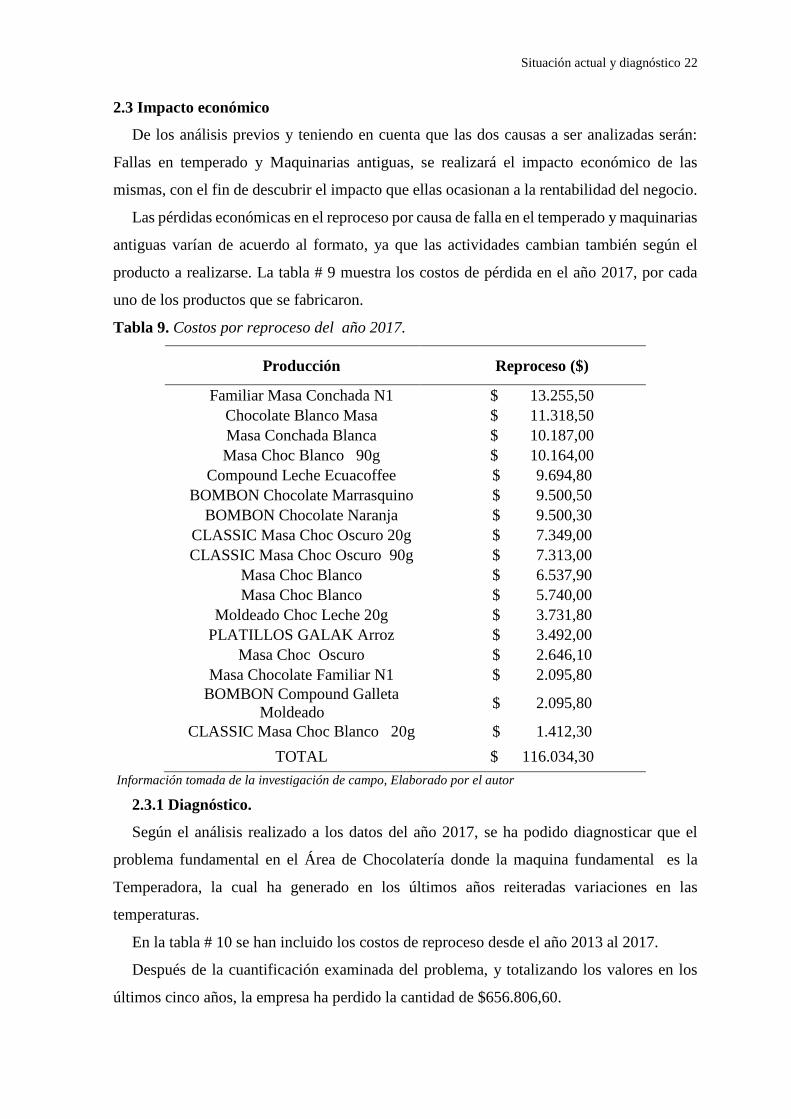
Las pérdidas económicas en el reproceso por causa de falla en el temperado y maquinarias
antiguas varían de acuerdo al formato, ya que las actividades cambian también según el
producto a realizarse. La tabla # 9 muestra los costos de pérdida en el año 2017, por cada
uno de los productos que se fabricaron.
Tabla 9. Costos por reproceso del año 2017.
Producción Reproceso ($)
Familiar Masa Conchada N1 $ 13.255,50
Chocolate Blanco Masa $ 11.318,50
Masa Conchada Blanca $ 10.187,00
Masa Choc Blanco 90g $ 10.164,00
Compound Leche Ecuacoffee $ 9.694,80
BOMBON Chocolate Marrasquino $ 9.500,50
BOMBON Chocolate Naranja $ 9.500,30
CLASSIC Masa Choc Oscuro 20g $ 7.349,00
CLASSIC Masa Choc Oscuro 90g $ 7.313,00
Masa Choc Blanco $ 6.537,90
Masa Choc Blanco $ 5.740,00
Moldeado Choc Leche 20g $ 3.731,80
PLATILLOS GALAK Arroz $ 3.492,00
Masa Choc Oscuro $ 2.646,10
Masa Chocolate Familiar N1 $ 2.095,80
BOMBON Compound Galleta
Moldeado $ 2.095,80
CLASSIC Masa Choc Blanco 20g $ 1.412,30
TOTAL $ 116.034,30
Información tomada de la investigación de campo, Elaborado por el autor
2.3.1 Diagnóstico.
Según el análisis realizado a los datos del año 2017, se ha podido diagnosticar que el
problema fundamental en el Área de Chocolatería donde la maquina fundamental es la
Temperadora, la cual ha generado en los últimos años reiteradas variaciones en las
temperaturas.
En la tabla # 10 se han incluido los costos de reproceso desde el año 2013 al 2017.
Después de la cuantificación examinada del problema, y totalizando los valores en los
últimos cinco años, la empresa ha perdido la cantidad de $656.806,60.

Situación actual y diagnóstico 23
Tabla 10. Costos por reproceso desde 2013 al 2017.
Año Pérdida ($)
2013 $ 134.984,70
2014 $ 133.556,80
2015 $ 125.685,20
2016 $ 146.545,60
2017 $ 116.034,30
TOTAL $ 656.806,60
Información tomada de la investigación de campo, Elaborado por el autor
Se estima que estos montos disminuyan al renovar la temperadora, equipo fundamental
para evitar productos con reproceso en los distintos formatos de chocolate elaborados por la
empresa.

Capítulo III
Propuesta y evaluación económica
3.1 Propuesta de solución
3.1.1 Planteamiento de solución de problemas.
Todas las empresas buscan ser competitivas para mantenerse en el mercado. Para esto se
debe innovar y mejorar en los procesos y maquinaria, esto conlleva al desarrollo permanente
de las áreas productivas aumentando el nivel de la producción y optimizando los costos.
En la tabla # 9 se analizó los costos por reproceso en el área de chocolatería del año
2017 en la empresa Chocolatera que suman un valor de $116.034,30.
Implementación de la mejora
Para la implementación de la mejora se planteó lo siguiente: se observó en el análisis que
el problema principal es la temperadora, equipo que ha perdido sus características y
confiabilidad en su función de equilibrar las temperaturas adecuadas del temperado por lo
tanto se la va a renovar mediante una selección adecuada, cabe aclarar que la instalación de
la misma va acompañada de tuberías nuevas.
La propuesta es de instalar una línea de tuberías nuevas y renovar la temperadora para
estabilizar las temperaturas así mantener una curva adecuada del temperado.
3.1.2 Costo de la propuesta.
Con la instalación de una nueva temperadora y tuberías que la alimentan se tendrá un
ahorro significativo de dinero, además la capacitación a los operadores de las líneas será
impartida por los técnicos así, la operación será manejable ya que están familiarizados con
la operación de manera empírica, es decir el día a día. A continuación en la tabla # 11 se
detallan los materiales que se necesitan:
Tabla 11. Materiales a utilizar en mejora.
Materiales
Descripción Cantidad Valor unitario en $ Total en $
Tubo 2" Tramos de 6 mts 8 $ 136,59 $ 1.092,72
Tubo 2 1/2 " tramos de 6 mts 8 $ 125,20 $ 1.001,60
Pernos 2 1/2 " 32 $ 0,85 $ 27,20
Temperadora 1 $ 28.000,00 $ 28.000,00
TOTAL $ 30.121,52
Información tomada de la investigación de campo, Elaborado por el autor
Costo de la mano de obra $5.500,00
El valor total del montaje del sistema seria de:

Propuesta y evaluación económica 25
Valor total = Costo de material + Costo de la mano de obra
$30.121,52 + $5.500,00 = $ 35.621,52.
3.2 Evaluación económica y financiera
3.2.1 Plan de inversión y financiamiento.
En esta etapa la propuesta de mejora será financiada en su totalidad con capital propio,
no se requerirá algún tipo de financiamiento externo.
Para la mejora propuesta se tomará en cuenta que la empresa tiene el suficiente capital
para invertir.
3.2.2 Evaluación financiera.
Se detalla a continuación los costos y el beneficio que se obtendrán con la puesta en
marcha del proyecto.
El costo del problema durante el año 2017 fue de $ 116.034,30 y el costo de inversión
es de $ 35.621,5.2.
Relación Beneficio – Costo (B/C).
Con la propuesta en marcha se lograra disminuir el reproceso de producto terminado,
tiempos muertos de mano de obra y máquina y reducción de los costos de consumo de
energía eléctrica y agua potable, se podrá determinar el beneficio del proyecto expuesto
sobre el costo de implementación de la mejora y para conocer el porcentaje de confiabilidad
se tomara de referencia la siguiente formula en el cual se visualiza la relación beneficio y
costo.
Para una conclusión acerca de la viabilidad de un proyecto, bajo este enfoque, se debe
tener en cuenta la comparación de la relación (B/C) hallada en comparación de 1, así se
tendrá lo siguiente:
B/C > 1 Indica que el proyecto debe ser considerado.
B/C = 1 El proyecto obtendrá la rentabilidad esperada
B/C < 1 Indica que el proyecto no es válido y no se debe considerar.
Para la obtención del porcentaje de confiabilidad se debe calcular el beneficio neto, el
cual para su obtención se debe calcular primero el ahorro, siendo su fórmula costo del
problema menos el costo de la propuesta.
Ahorro = Costo del Problema – Costo de la Propuesta
Ahorro = $ 116.034,3 - $ 35.621,52
Ahorro = $ 80.412,78
Propuesta y evaluación económica 26
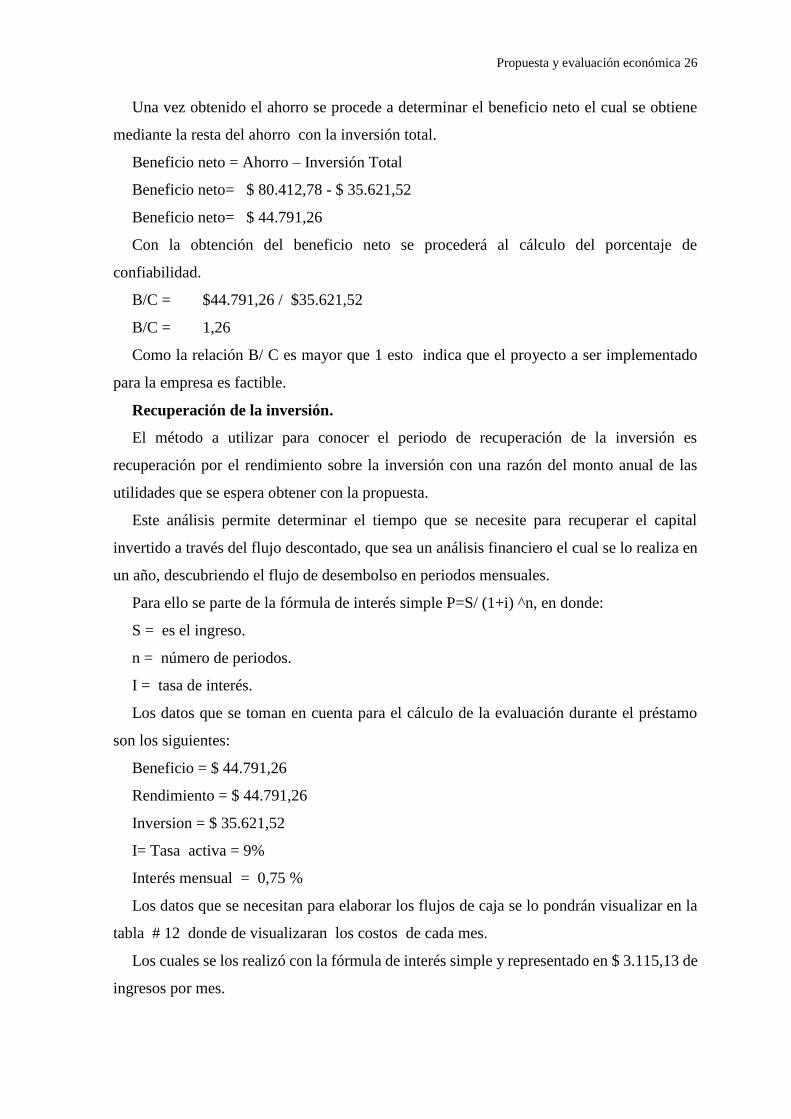
Una vez obtenido el ahorro se procede a determinar el beneficio neto el cual se obtiene
mediante la resta del ahorro con la inversión total.
Beneficio neto = Ahorro – Inversión Total
Beneficio neto= $ 80.412,78 - $ 35.621,52
Beneficio neto= $ 44.791,26
Con la obtención del beneficio neto se procederá al cálculo del porcentaje de
confiabilidad.
B/C = $44.791,26 / $35.621,52
B/C = 1,26
Como la relación B/ C es mayor que 1 esto indica que el proyecto a ser implementado
para la empresa es factible.
Recuperación de la inversión.
El método a utilizar para conocer el periodo de recuperación de la inversión es
recuperación por el rendimiento sobre la inversión con una razón del monto anual de las
utilidades que se espera obtener con la propuesta.
Este análisis permite determinar el tiempo que se necesite para recuperar el capital
invertido a través del flujo descontado, que sea un análisis financiero el cual se lo realiza en
un año, descubriendo el flujo de desembolso en periodos mensuales.
Para ello se parte de la fórmula de interés simple P=S/ (1+i) ^n, en donde:
S = es el ingreso.
n = número de periodos.
I = tasa de interés.
Los datos que se toman en cuenta para el cálculo de la evaluación durante el préstamo
son los siguientes:
Beneficio = $ 44.791,26
Rendimiento = $ 44.791,26
Inversion = $ 35.621,52
I= Tasa activa = 9%
Interés mensual = 0,75 %
Los datos que se necesitan para elaborar los flujos de caja se lo pondrán visualizar en la
tabla # 12 donde de visualizaran los costos de cada mes.
Los cuales se los realizó con la fórmula de interés simple y representado en $ 3.115,13 de
ingresos por mes.
Propuesta y evaluación económica 27
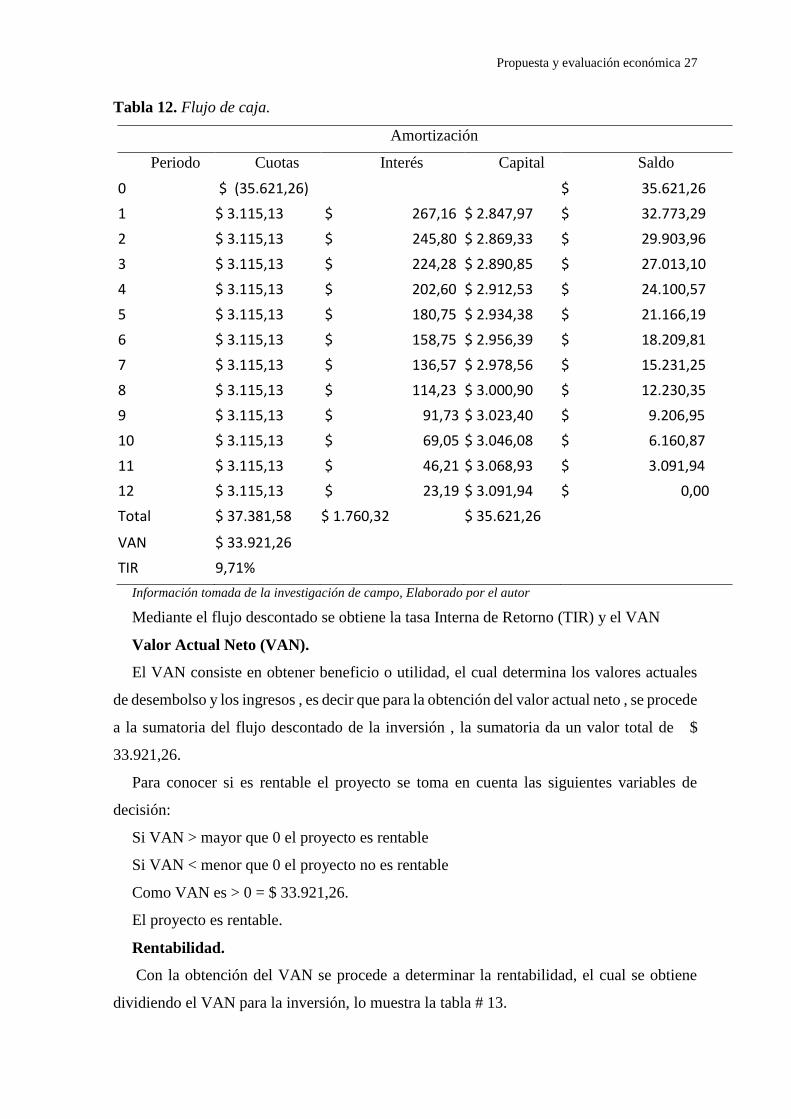
Tabla 12. Flujo de caja.
Amortización
Periodo Cuotas Interés Capital Saldo
0 $ (35.621,26) $ 35.621,26
1 $ 3.115,13 $ 267,16 $ 2.847,97 $ 32.773,29
2 $ 3.115,13 $ 245,80 $ 2.869,33 $ 29.903,96
3 $ 3.115,13 $ 224,28 $ 2.890,85 $ 27.013,10
4 $ 3.115,13 $ 202,60 $ 2.912,53 $ 24.100,57
5 $ 3.115,13 $ 180,75 $ 2.934,38 $ 21.166,19
6 $ 3.115,13 $ 158,75 $ 2.956,39 $ 18.209,81
7 $ 3.115,13 $ 136,57 $ 2.978,56 $ 15.231,25
8 $ 3.115,13 $ 114,23 $ 3.000,90 $ 12.230,35
9 $ 3.115,13 $ 91,73 $ 3.023,40 $ 9.206,95
10 $ 3.115,13 $ 69,05 $ 3.046,08 $ 6.160,87
11 $ 3.115,13 $ 46,21 $ 3.068,93 $ 3.091,94
12 $ 3.115,13 $ 23,19 $ 3.091,94 $ 0,00
Total $ 37.381,58 $ 1.760,32 $ 35.621,26
VAN $ 33.921,26
TIR 9,71%
Información tomada de la investigación de campo, Elaborado por el autor
Mediante el flujo descontado se obtiene la tasa Interna de Retorno (TIR) y el VAN
Valor Actual Neto (VAN).
El VAN consiste en obtener beneficio o utilidad, el cual determina los valores actuales
de desembolso y los ingresos , es decir que para la obtención del valor actual neto , se procede
a la sumatoria del flujo descontado de la inversión , la sumatoria da un valor total de $
33.921,26.
Para conocer si es rentable el proyecto se toma en cuenta las siguientes variables de
decisión:
Si VAN > mayor que 0 el proyecto es rentable
Si VAN < menor que 0 el proyecto no es rentable
Como VAN es > 0 = $ 33.921,26.
El proyecto es rentable.
Rentabilidad.
Con la obtención del VAN se procede a determinar la rentabilidad, el cual se obtiene
dividiendo el VAN para la inversión, lo muestra la tabla # 13.
Propuesta y evaluación económica 28
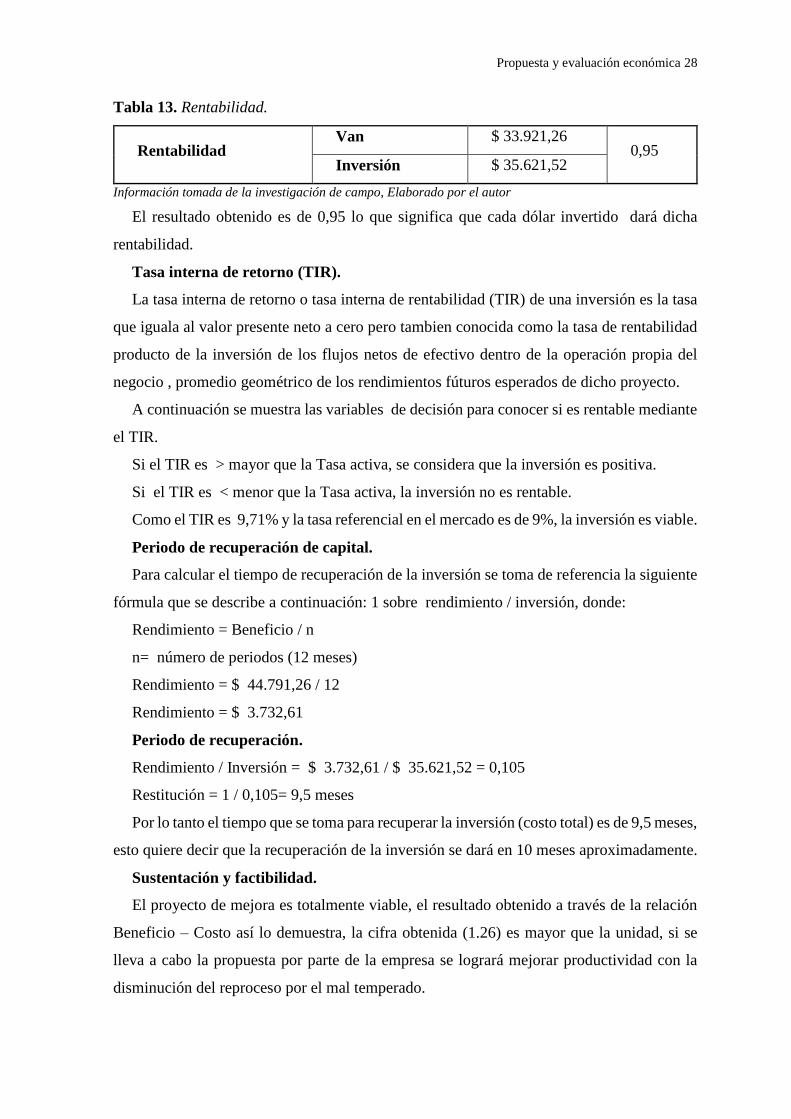
Tabla 13. Rentabilidad.
Rentabilidad Van $ 33.921,26
0,95 Inversión $ 35.621,52
Información tomada de la investigación de campo, Elaborado por el autor
El resultado obtenido es de 0,95 lo que significa que cada dólar invertido dará dicha
rentabilidad.
Tasa interna de retorno (TIR).
La tasa interna de retorno o tasa interna de rentabilidad (TIR) de una inversión es la tasa
que iguala al valor presente neto a cero pero tambien conocida como la tasa de rentabilidad
producto de la inversión de los flujos netos de efectivo dentro de la operación propia del
negocio , promedio geométrico de los rendimientos fúturos esperados de dicho proyecto.
A continuación se muestra las variables de decisión para conocer si es rentable mediante
el TIR.
Si el TIR es > mayor que la Tasa activa, se considera que la inversión es positiva.
Si el TIR es < menor que la Tasa activa, la inversión no es rentable.
Como el TIR es 9,71% y la tasa referencial en el mercado es de 9%, la inversión es viable.
Periodo de recuperación de capital.
Para calcular el tiempo de recuperación de la inversión se toma de referencia la siguiente
fórmula que se describe a continuación: 1 sobre rendimiento / inversión, donde:
Rendimiento = Beneficio / n
n= número de periodos (12 meses)
Rendimiento = $ 44.791,26 / 12
Rendimiento = $ 3.732,61
Periodo de recuperación.
Rendimiento / Inversión = $ 3.732,61 / $ 35.621,52 = 0,105
Restitución = 1 / 0,105= 9,5 meses
Por lo tanto el tiempo que se toma para recuperar la inversión (costo total) es de 9,5 meses,
esto quiere decir que la recuperación de la inversión se dará en 10 meses aproximadamente.
Sustentación y factibilidad.
El proyecto de mejora es totalmente viable, el resultado obtenido a través de la relación
Beneficio – Costo así lo demuestra, la cifra obtenida (1.26) es mayor que la unidad, si se
lleva a cabo la propuesta por parte de la empresa se logrará mejorar productividad con la
disminución del reproceso por el mal temperado.
Propuesta y evaluación económica 29
El costo de la inversión será recuperada en 10 meses, definido por el indicador de periodo
de recuperación.
3.3 Programación para puesta en marcha.
Antes de la ejecución del proyecto, se debe de contar con la aprobación del Gerente
General de la empresa, de este modo se debe empezar con las implementaciones
establecidas.
3.3.1 Planificación y Cronograma de implementación.
Para las estrategias de solución se debe elaborar un cronograma que se muestra en el
anexo 20, este dará una clara visión de las actividades y así los resultados del proyecto de
mejora, (Ver Anexo 20).
3.4 Conclusiones
El temperado es uno de los procesos más importante dentro de la elaboración del
chocolate puesto que de esta etapa dependerá la apariencia del producto y textura.
Por lo tanto, a continuación se indicarán las conclusiones de este trabajo de investigación.
El análisis realizado determina que la variación de temperaturas en los sectores
de la temperadora, influye en la formación de cristales estables y en la
variabilidad del proceso, por lo tanto se determina que el equipo con el paso de
los años ha perdido sus características de confiabilidad, afectando
considerablemente las características del chocolate que son el aumento de su
dureza original, brillo, untuosidad y resistencia.
El costo que se genera en las perdidas por el reproceso durante el año 2017 es de
$ 116.034,30, valor demasiado alto por lo tanto se necesita una urgente
intervención.
La operación en los últimos años se ha venido realizando de forma empírica, que
con el paso de los años tiene que ser modificada en las temperaturas para lograr
cumplir con la producción planificada.
3.5 Recomendaciones
Se sugiere seguir cada paso del instructivo de la máquina nueva y no modificar
parámetros aleatoriamente, para de esta manera conseguir un proceso confiable.

Propuesta y evaluación económica 30
Monitorear y realizar seguimiento de las nuevas especificaciones definidas para
las temperaturas del proceso.
Se recomienda cumplir con el mantenimiento preventivo propuesto por parte del
personal técnico especializado.
Debe existir una comunicación directa entre el Departamento de Calidad y el
Departamento Técnico para así tener un monitoreo constante sobre los cambios
en las características del chocolate y así dar soluciones efectivas rápidamente.
Capacitar al personal constantemente en charlas de mejoramiento continuo, con
el fin de lograr una cultura de interés común del proceso productivo y así con un
funcionamiento óptimo, lograr aumentar la efectividad del proceso.
Finalmente se espera que con la contribución de esta tesis se aporte a la mejora
del proceso de temperado y así garantizar la confianza de los consumidores.

Glosario de términos
Dosificar.- Graduar la cantidad o proporción de algo
Homogeneización.- Hace referencia a un proceso por el que se hace que una mezcla
presente las mismas propiedades en toda la sustancia, porque así lo muestra la regla general
en la tecnología de los alimentos, y se entiende que se realiza una mejora en calidad final del
producto.
Organoléptica.- Propiedad de un cuerpo que se percibe con los sentidos (untuosidad,
aspereza, sabor, brillo, etc.),
Tasa interna de retorno.- La tasa interna de retorno o tasa interna de rentabilidad de una
inversión es la media geométrica de los rendimientos futuros esperados de dicha inversión.
Valor actual neto.- El valor actual neto (VAN) es un indicador financiero que sirve para
determinar la viabilidad de un proyecto. Si tras medir los flujos de los futuros ingresos y
egresos y descontar la inversión inicial queda alguna ganancia, el proyecto es viable.

ANEXOS

Anexos 33
Anexo 1
Plano general de fábrica
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 34
Anexo 2
Plano de línea de chocolatería
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 35
Anexo 3
Diagrama de flujo del proceso
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 36
Anexo 4
Control de calibración de manómetros de temperadora
Información tomada de investigación de campo. Elaborado por: El Autor.
1
21
60
1
2
3
4
ABCDEF INSTRUMENTACIÓNF Á B R IC A SUR
CERTIFICADO DE CALIBRACIÓN DE MANÓMETROS
IN ST R UM EN T O: M anómetro UN ID A D D E M ED ID A : Psi
M A R C A : Wika R ESOLUC IÓN : 2,0 Psi
M OD ELO: n/e C ap. M Á XIM A : 160 Psi
T IP O: Bourdon R A N GO T OT A L: 0-160 Psi
Á R EA : Bombas Agua Helada-Circuito Primario R A N GO D E T R A B A JO: 60-80 Psi
UB IC A C IÓN : Ingreso Intercambiador placas Temperadora 7°C D esviació n M áx. P ermisible: 6,4 Psi
T A G: 60-PI.44.021 % M áx. de D esv. P ermisible: 4 %
C A LIB R A C IÓN #
F EC H A D E C A LIB R A C IÓN : 25-sep-16 C OM P R OB A C IÓN IN IC IA L
P R ÓXIM A C A LIB R A C IÓN : 25-sep-17 % Escala P atró n Instrumento
C ON D IC ION ES A M B IEN T A LES 1/ 3 escala 20 18,0
T emperatura A mbiente °C 2/ 3 escala 40 40,0
H umedad R elat iva % 3/ 3 escala 80 78,0
M ed.Pat rón
corr ida 1 corr ida 2 D esviación
est andar
Incert idumbre
de la med idaER R OR
C R EC IEN TE D EC R EC IEN TE C R EC IEN TE D EC R EC IEN TE
Psi Psi Psi Psi Psi Psi Psi Psi
20,00 18,0 18,0 18,0 18,0 0,00 0,00 -2,00
0,00 -2,00
40,00 40,0 40,0 40,0 40,0 0,00
0,00 -2,00
0,00 0,00
60,00 58,0 58,0 58,0 58,0 0,00
80,00 78,0 78,0 78,0 78,0 0,00
IN C ER T ID UM B R E P OR : VA LOR IN C ER T ID UM B R E
P atró n de referencia 0,040
R epetibilidad de las medidas 0,000
R eso lució n del manó metro 0,577
IN C ER T ID UM B R E C OM B IN A D A 0,579
IN C ER T ID UM B R E EXP A N D ID A ( para una probabilidad de cobertura de 95.45 %, K=2 ) 1,157
IN C ER T ID UM B R E GLOB A L D E C A LIB R A C IÓN (error máximo + incert. Expandida) 1,157 P si
P OR C EN T A JE IN C ER T ID UM B R E 0,723 %
EQUIP O / P A T R ÓN UT ILIZ A D O
EQUIP O : Calibrador de Procesos M ódulo dePresión
M A R C A : Fluke Fluke
M OD ELO: 754 700P07
F echa C A LIB R A C IÓN : 20-nov-17
C ON D IC IÓN EN C ON T R A D A
EN TOLERANCIA FUERA DE TOLERANCIA NO OPERATIVO
( X ) ( ) ( )
OB SER VA C ION ES:
R ESP ON SA B LES
C A LIB R A C IÓN R EA LIZ A D A P OR : F IR M A : SUP ER VISA D O P OR : F IR M A : F EC H A :
Jorge Salas Ing. Danny Brito .
Instrumentista Jefe Eléctrico
-3,00
-2,00
-1,00
0,00
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
INC
ER
TID
UM
BR
ED
E L
A M
ED
IDA
PATRÓN
Anexos 37
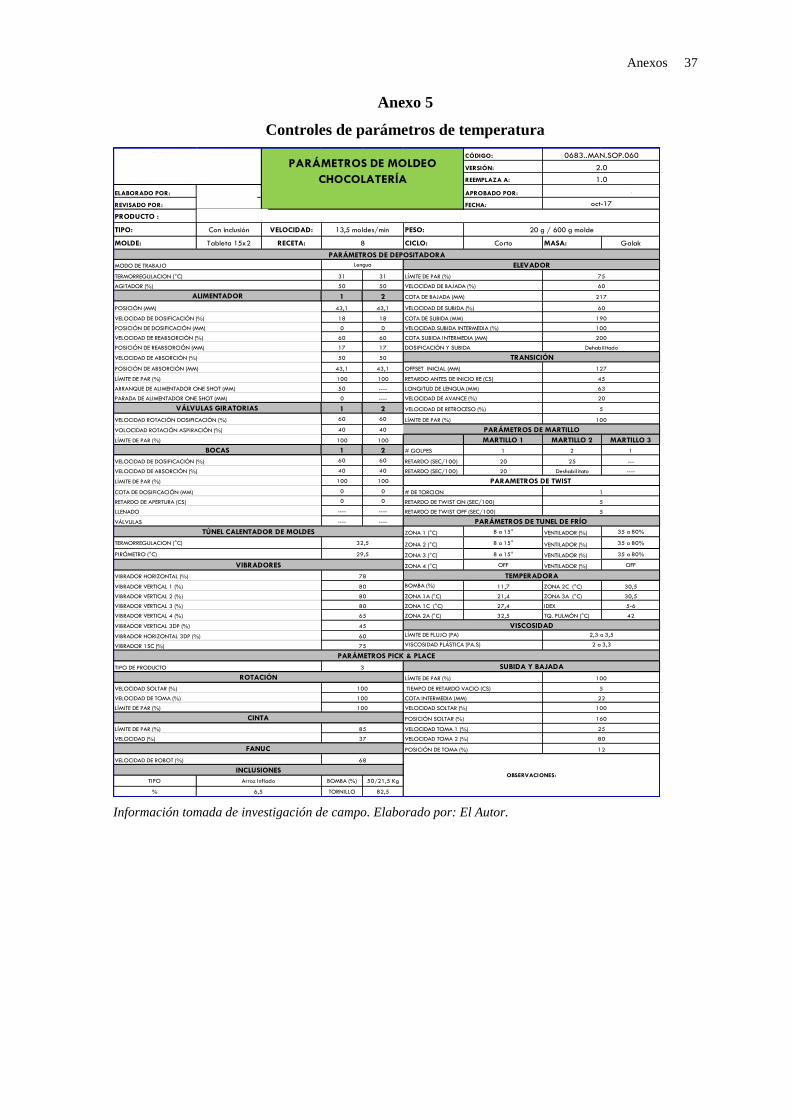
Anexo 5
Controles de parámetros de temperatura
Información tomada de investigación de campo. Elaborado por: El Autor.
CÓDIGO:
VERSIÓN:
REEMPLAZA A:
ELABORADO POR: Eva Marcillo APROBADO POR:
REVISADO POR: Edgar Pelagallo FECHA:
PRODUCTO :
TIPO: Con inclusión VELOCIDAD: PESO:
MOLDE: Tableta 15x2 RECETA: CICLO: Corto MASA: Galak
31 31
50 50
1 2
43,1 43,1
18 18
0 0
60 60
17 17
50 50
43,1 43,1
100 100
50 ----
0 ----
1 2
60 60
40 40
100 100 MARTILLO 1 MARTILLO 2 MARTILLO 3
1 2 # GOLPES 1 2 1
60 60 RETARDO (SEC/100) 20 25 ---
40 40 RETARDO (SEC/100) 20 Deshabilitato ----
100 100
0 0
0 0
---- ----
---- ----
ZONA 1 (°C) 8 a 15° VENTILADOR (%) 35 a 80%
ZONA 2 (°C) 8 a 15° VENTILADOR (%) 35 a 80%
ZONA 3 (°C) 8 a 15° VENTILADOR (%) 35 a 80%
ZONA 4 (°C) OFF VENTILADOR (%) OFF
BOMBA (%) 11,7 ZONA 2C (°C) 30,5
ZONA 1A (°C) 21,4 ZONA 3A (°C) 30,5
ZONA 1C (°C) 27,4 IDEX 5-6
ZONA 2A (°C) 32,5 TQ. PULMÓN (°C) 42
TIPO BOMBA (%) 50/21,5 Kg
% TORNILLO 82,5
VELOCIDAD DE ROBOT (%) 68
OBSERVACIONES:INCLUSIONES
Arroz Inflado
6,5
VELOCIDAD (%) 37 VELOCIDAD TOMA 2 (%) 80
FANUC POSICIÓN DE TOMA (%) 12
CINTA POSICIÓN SOLTAR (%) 160
LÍMITE DE PAR (%) 85 VELOCIDAD TOMA 1 (%) 25
VELOCIDAD DE TOMA (%) 100 COTA INTERMEDIA (MM) 22
LÍMITE DE PAR (%) 100 VELOCIDAD SOLTAR (%) 100
ROTACIÓN LÍMITE DE PAR (%) 100
VELOCIDAD SOLTAR (%) 100 TIEMPO DE RETARDO VACIO (CS) 5
VIBRADOR 1SC (%) 75 VISCOSIDAD PLÁSTICA (PA.S) 2 a 3,3
PARÁMETROS PICK & PLACE
TIPO DE PRODUCTO 3 SUBIDA Y BAJADA
VIBRADOR VERTICAL 4 (%) 65
VIBRADOR VERTICAL 3DP (%) 45 VISCOSIDAD
VIBRADOR HORIZONTAL 3DP (%) 60 LÍMITE DE FLUJO (PA) 2,3 a 3,5
TEMPERADORA
VIBRADOR VERTICAL 1 (%) 80
VIBRADOR VERTICAL 2 (%) 80
VIBRADOR VERTICAL 3 (%) 80
TERMORREGULACION (°C) 32,5
PIRÓMETRO (°C) 29,5
VIBRADORES
VIBRADOR HORIZONTAL (%) 78
LLENADO RETARDO DE TWIST OFF (SEC/100) 5
VÁLVULAS PARÁMETROS DE TUNEL DE FRÍO
TÚNEL CALENTADOR DE MOLDES
LÍMITE DE PAR (%) PARAMETROS DE TWIST
COTA DE DOSIFICACIÓN (MM) # DE TORCION 1
RETARDO DE APERTURA (CS) RETARDO DE TWIST ON (SEC/100) 5
VOLOCIDAD ROTACIÓN ASPIRACIÓN (%) PARÁMETROS DE MARTILLO
LÍMITE DE PAR (%)
BOCAS
VELOCIDAD DE DOSIFICACIÓN (%)
VELOCIDAD DE ABSORCIÓN (%)
VÁLVULAS GIRATORIAS VELOCIDAD DE RETROCESO (%) 5
VELOCIDAD ROTACIÓN DOSIFICACIÓN (%) LÍMITE DE PAR (%) 100
ARRANQUE DE ALIMENTADOR ONE SHOT (MM) LONGITUD DE LENGUA (MM) 63
PARADA DE ALIMENTADOR ONE SHOT (MM) VELOCIDAD DE AVANCE (%) 20
VELOCIDAD DE ABSORCIÓN (%) TRANSICIÓN
POSICIÓN DE ABSORCIÓN (MM) OFFSET INICIAL (MM) 127
LÍMITE DE PAR (%) RETARDO ANTES DE INICIO RE (CS) 45
VELOCIDAD DE REABSORCIÓN (%) COTA SUBIDA INTERMEDIA (MM) 200
POSICIÓN DE REABSORCIÓN (MM) DOSIFICACIÓN Y SUBIDA Dehabilitado
VELOCIDAD DE DOSIFICACIÓN (%) COTA DE SUBIDA (MM) 190
POSICIÓN DE DOSIFICACIÓN (MM) VELOCIDAD SUBIDA INTERMEDIA (%) 100
ALIMENTADOR COTA DE BAJADA (MM) 217
POSICIÓN (MM) VELOCIDAD DE SUBIDA (%) 60
TERMORREGULACION (°C) LÍMITE DE PAR (%) 75
AGITADOR (%) VELOCIDAD DE BAJADA (%) 60
Galak Fmilk First 20g
13,5 moldes/min 20 g / 600 g molde
8
PARÁMETROS DE DEPOSITADORA
MODO DE TRABAJO Lengua ELEVADOR
PARÁMETROS DE MOLDEO
CHOCOLATERÍA
0683..MAN.SOP.060
2.0
1.0
Fernando Chirinos
oct-17

Anexos 38
Anexo 6
Ubicación
Información tomada de investigación de campo. Elaborado por: El Autor.
Anexos 39
Anexo 7
Organigrama de una empresa chocolatera
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 40
Anexo 8
Diagrama de flujo del chocolate
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 41
Anexo 9
Diagrama de operaciones del temperado
Información tomada de investigación de campo. Elaborado por: El Autor.
ENTRADA
DE MATERIA
PRIMA
UBICACIÓ
N EN
MOLDES
RECEPCIÓN DE
MATERIA PRIMA
ENCENDIDO DE
TEMPERADORA
SECTOR 1:29-32°C
SECTOR 2:27-31°C
SECTOR 3:20-34°C
CAPACIDAD: 1000
Kg/h
UBICACIÓN DE
MATERIA PRIMA EN
MOLDES
INGRESO DE
CHOCOLATE A
TEMPERADORA
PROCESO DE MOLDEO Y
PASO POR TÚNEL DE
ENFRIAMIENTO
A TEMPERATURA A 8°C A
15 °C
DESMOLDEO
EMPAQUE

Anexos 42
Anexo 10
Máquina de pre refinado de marca carle y montanari (1995) Italia.
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 43
Anexo 11
Máquina refinadora marca Bhuler (1994) Alemania
Información tomada de investigación de campo. Elaborado por: El Autor.
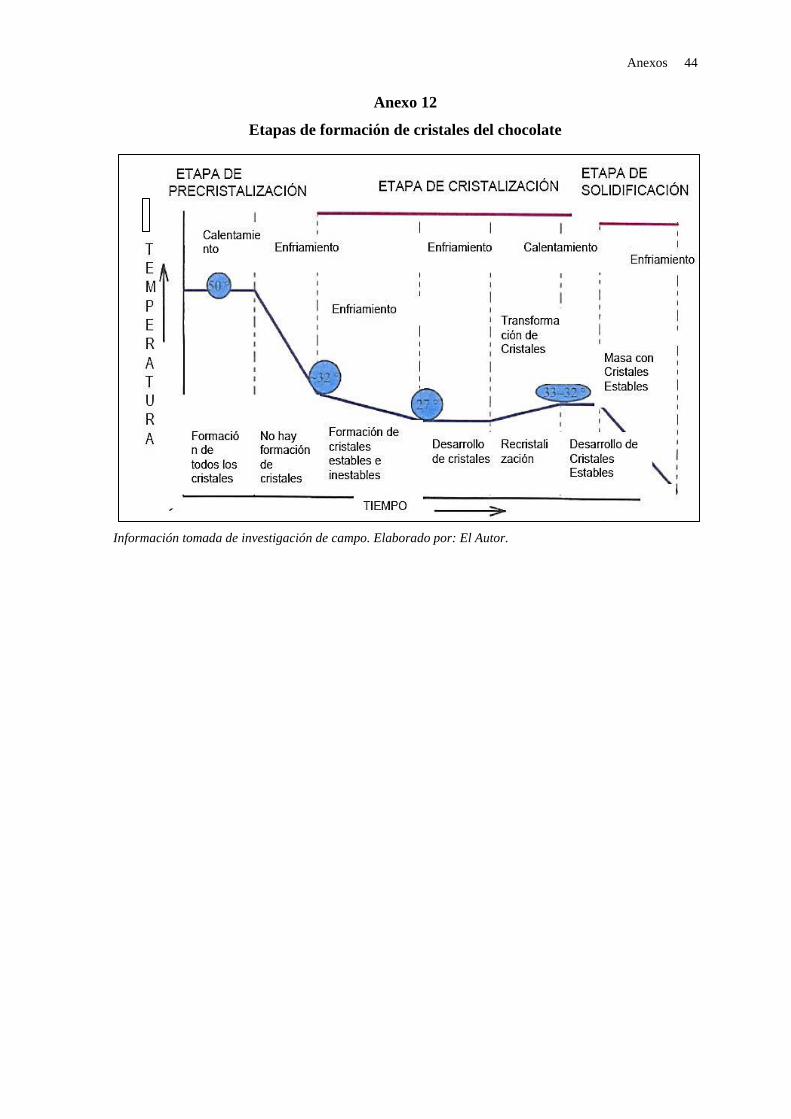
Anexos 44
Anexo 12
Etapas de formación de cristales del chocolate
Información tomada de investigación de campo. Elaborado por: El Autor.
Anexos 45
Anexo 13
Temperadora tan-10 (1986) Italia
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 46
Anexo 14
Diagrama 3d de temperadora Asteed
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 47
Anexo 15
Temperadora asteed controles de temperatura por sectores
Información tomada de investigación de campo. Elaborado por: El Autor.
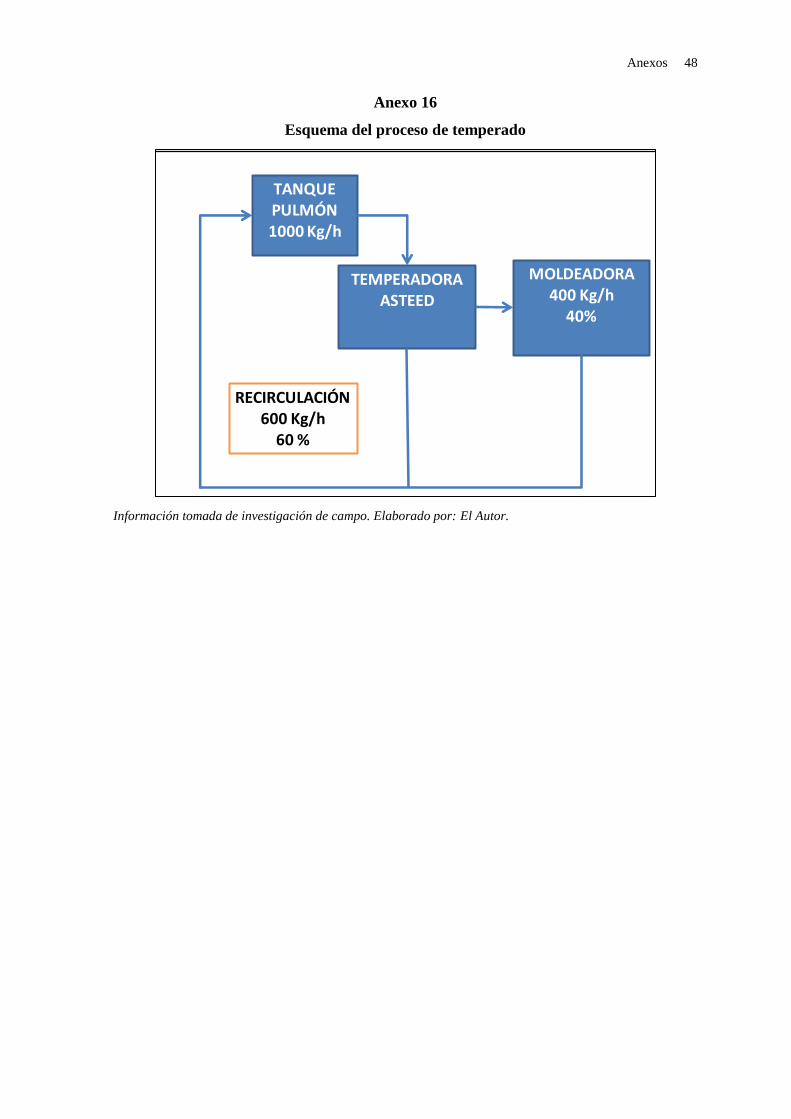
Anexos 48
Anexo 16
Esquema del proceso de temperado
Información tomada de investigación de campo. Elaborado por: El Autor.
TANQUEPULMÓN1000 Kg/h
TEMPERADORA ASTEED
MOLDEADORA400 Kg/h
40%
RECIRCULACIÓN600 Kg/h
60 %

Anexos 49
Anexo 17
Tipos de precristalización
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 50
Anexo 18
Diagrama de Ishikawa
Información tomada de investigación de campo. Elaborado por: El Autor.
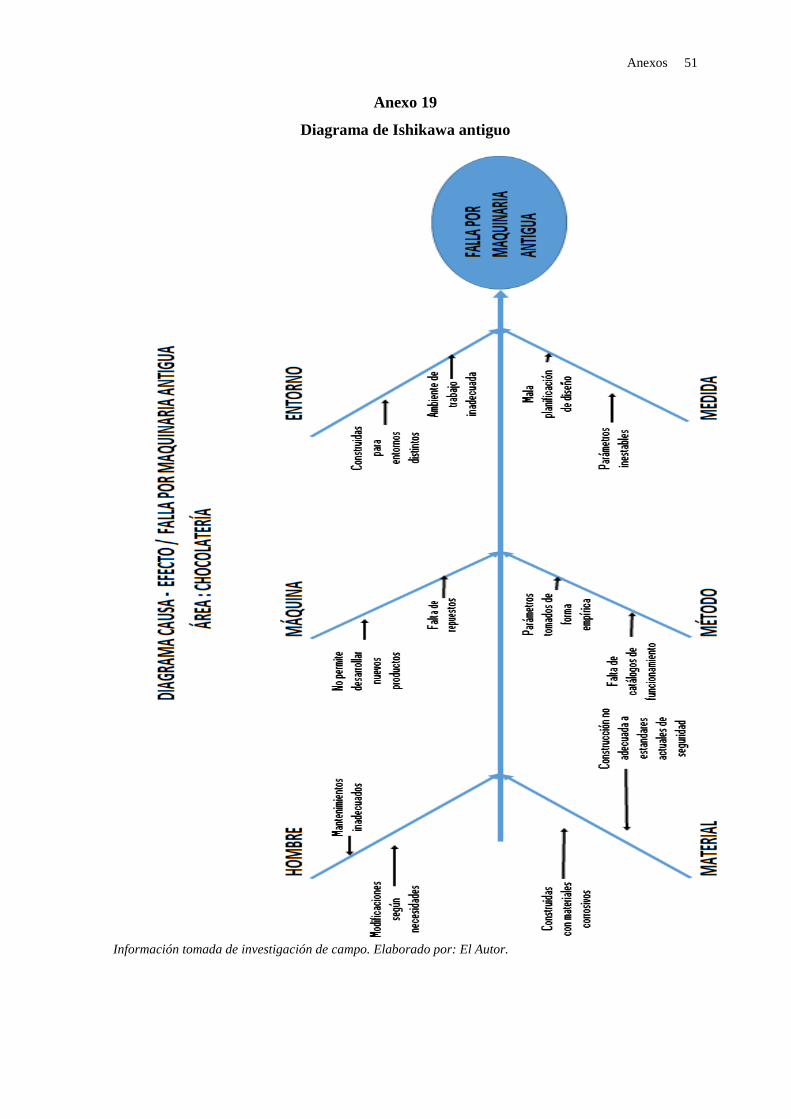
Anexos 51
Anexo 19
Diagrama de Ishikawa antiguo
Información tomada de investigación de campo. Elaborado por: El Autor.

Anexos 52
Anexo 20
Cronograma de implementación de la mejora
Información tomada de investigación de campo. Elaborado por: El Autor.
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
31
Des
mon
taje
de
Tem
pera
dora
13/0
1/20
1913
/01/
2019
1
Mon
taje
de
tem
pera
dora
nue
va16
/01/
2019
17/0
1/20
192
Ancla
je y
nive
laci
ón d
e eq
uipo
18/0
1/20
1918
/01/
2019
1
Purg
a de
tube
rias
y equ
ipos
22/0
1/20
1922
/01/
2019
1
ENER
O
Prue
bas
y pue
sta
en m
arch
a de
proy
ecto
de
mej
ora
23/0
1/20
1931
/01/
2019
9
ACTI
VID
ADIN
ICIO
FIN
ALD
UR
ACIÓ
N
Mon
taje
de
tube
rias
con
base
s de
suje
cció
n19
/01/
2019
21/0
1/20
193
Lim
piez
a de
circ
uito
de
entra
da y
salid
a pr
evio
a m
onta
je14
/01/
2019
15/0
1/20
192
10/0
1/20
194
11/0
1/20
1912
/01/
2019
2
Bloq
ueo
de c
ircui
tos
de tu
beria
s
e in
icio
de
desm
onta
je
Des
mon
taje
de
suje
ccio
n de
Tem
pera
dora
07/0
1/20
19
Bibliografía
Estrategia Megazine. (2018). http://www.estrategiamagazine.com. Obtenido de La historia
de industria chocolatera. La compañía de alimentos del mundo:
http://www.estrategiamagazine.com/glosario-de-marcas-famosas/n-histora-de-
imagen-de-logo-de-industria chocolatera-origenes.
Fernández, R. (2012). La mejora de la productividad en la pequeña y mediana empresa. San
Vicente (Alicante): Editorial Club Universitario.
N. (2018). https://ww1.n.com.ec. Obtenido de N. en Ecuador:
https://ww1.ncom.ec/aboutus/historia
Walton, M., & Deming, E. (2012). El método Deming en la práctica. Bogotá: Editorial
Norma.





























