Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
AREA
INGENIERIA DE PLANTA
TEMA ANALISIS Y OPTIMIZACION DEL PROCESO DE
FABRICACIÓN DE ARMADURAS CONFORMADAS PARTIENDO DE ELECTROMALLAS
AUTOR CASTILLO LINO ARIC DAVID
DIRECTOR DE TESIS
ING. IND. NAVARRETE PACHECO OSWALDO ALFREDO
2007-2008
GUAYAQUIL – ECUADOR
iv
AGRADECIMIENTO
Agradezco a Dios por la vida prestada, por que se que su voluntad es que sucediera
este acontecimiento, lo cual muestra su misericordia hacia mí. Al Ing. Viterbo Arreaga, por
su ayuda incondicional en todo momento, por la confianza depositada en su grupo de
apoyo al cual pertenezco; al Tlgo. Carlos Zamora, por la información y la ayuda prestada
en la elaboración de este trabajo de investigación desarrollado en su departamento. A
todo ese grupo interdepartamental de amigos de la empresa Andec, que de manera
desinteresada supieron extenderme su mano de apoyo en el momento indicado.
Finalmente agradezco a mi familia por que forma parte de mi historia y de mis triunfos. A
todos mil gracias.
“En todo tiempo ama el amigo, y es como un hermano en tiempo de angustia” Prov. 17: 17
iii
DEDICATORIA
En primera instancia dedico esta tesis a mi Dios, por ser el responsable de todo lo sucedido en mi existencia. A mi madre, por ser el baluarte en mis días de formación, por
su paciencia inquebrantable y por su esfuerzo imperecedero; a mi padre por sus consejos oportunos. Finalmente a mi esposa e hijos por ser la inspiración de mi vida.
“Todo lo puedo en Cristo que me fortalece” Fil. 4:13
xiv
RESUMEN
La armadura conformada, es un sub-producto cuya materia prima es la electromalla, la
misma que cada día está recibiendo mayor acogida sobre todo por las empresas
constructoras de urbanizaciones. Debido a su versatilidad de aplicación en obras .Según
un estudio de mercado realizado por Andec, permitió demostrar una proyección del
crecimiento de la demanda en niveles del 4,3 % en promedio anual, lo cual permite
evidenciar que la empresa Andec, con una producción máxima actual de 1500 Tn/año. No
está en la posición de enfrentar estos desafíos productivos, si no realiza una inversión en
maquinarias que respondan a estos niveles de producción que equilibren la demanda del
producto. El estudio realizado del proceso, en los aspectos técnicos, eco nómicos y de
distribución de planta; nos permite proponer como alternativa de solución la compra de
maquinarias automáticas y semiautomáticas, que reducen los tiempos empleados en el
proceso y multiplican la producción a niveles superiores a los exigidos por la demanda. El
proceso en cuestión, es algo sencillo, parte en la fabricación de una electromalla con
dimensiones particulares para el fin que se persigue. Esta malla se dirige al proceso de
corte en donde se la divide en 4 secciones, de las cuales se obtendrán 4 armaduras;
posteriormente son plegadas y finalmente se doblan las puntas de los estribos para luego
ser almacenada en lotes de 48 und. Las maquinas propuestas según la distribución
planteada son: Una maquina de Electromallas, una maquina Cizalladora y dos maquinas
Plegadoras; estas desarrollan las mismas operaciones automáticamente y en menor
tiempo, reduce la intervención humana, a la vez que minimiza defectos en el proceso. La
inversión que se necesitara para la implantación de esta propuesta de solución, es de $
1’425,172, que es el monto financiado, dicho capital será amortizado en 4 años, con pagos
fijos de $ 36.143,3061. El flujo de capital no da como resultado un TIR 37,14%; lo cual nos
demuestra que la inversión es económicamente conveniente, además de producir un
costo beneficio de $2 ,5. Finalmente podemos ver que la propuesta de solución es
rentable ya que la recuperación de la inversión está dada en un período de 2,7 años.
Sr. Aric Castillo Lino Ing. Ind. Oswaldo Navarrete Pacheco C.I: 0194430434 Director de Tesis de Grado
xv
PROLOGO
Cuando pensé en la elaboración de mi tesis de grado, considere enfocarme en una
necesidad de mejoramiento de uno de los departamentos productivos de la empresa en la
cual presto mis servicios “ANDEC S.A”. Dirigiendo mi atención al departamento de
Electromallas, específicamente en la sección conformados, previo a una entrevista con el
responsable del proceso de determinada área, llegando a la conclusión que se analizaría
el proceso de armaduras conformadas p` la construcción de viviendas de una y dos
plantas. Luego de un periodo de investigación, se concluye que el problema
predominante, es el estancamiento en los márgenes de producción, debido a la limitación
de su capacidad instalada cuya relación con el crecimiento de la demanda, demostraba un
distanciamiento considerable que evidenciaba un desequilibrio entre las aspiraciones y
metas de la parte comercial con la capacidad de respuesta del área en cuestión.
Posteriormente a los análisis técnicos y financieros se propone la compra de
maquinarias de mayor capacidad instalada y tecnología, con lo cual se absorbería el
déficit productivo y a la empresa Andec la prepararía para afrontar nuevos retos, tanto en
niveles de producción como en calidad y diversificación de nuevos productos, aco rde a las
evolutivas exigencias del mercado de la construcción de viviendas, donde cada día dichos
profesionales, prefieren la utilización de productos con un mayor índice de versatilidad en
su aplicación, que simplifiquen el tiempo de terminación de una o bra.
Espero con este trabajo haber demostrado los conocimientos adquiridos en el curso
curricular y extracurricular de la capacitación de esta carrera.
Generalidades 1
CAPITULO I
1.1 Antecedentes.
A finales de la década de los 60 el crecimiento de la construcción en el Ecuador
demandaba la instalación de una planta laminadora propia que abasteciera
adecuadamente la demanda de hierro. Hasta esa fecha todo el consumo de este material
se lo realizaba a través de importaciones con los consecuentes inconvenientes en el
tiempo de arribo y los costos para el consumidor final.
Se establecen contactos entre CENDES y funcionarios del gobierno, juntos se
entrevistan con CAP “Corporación Aceros del Pacifico” a los cuales se le plantea la
necesidad de instalar una planta laminadora en el país; luego de los estudios respectivos,
se tomo la decisión de formar la empresa ANDEC “Acerías Nacionales Del Ecuador”.
Sus principales Accionistas fueron la CAP de Chile, Juan H. Roger, Agustín Arroyo y
el abogado Jaime Nebot Velasco. El 31 de enero de 1964, se constituye legalmente
ANDEC; en el año 1966, se adquieren los terrenos donde actualmente se encuentra
instalada la planta.
En el año 1968 se instala y a fines de 1969 comienza a operar la planta laminadora. La
importación nacional de acero que para ese entonces tenía el proyecto del puente sobre el
Río Guayas fue la catapulta para el surgimiento de, ANDEC que nace oficialmente el 19
de octubre de 1969 con la inauguración de su planta, y un recurso humano de 10
empleados y 47 obreros, estando bajo la gerencia de del Ing. Fernando Gamio A.
Laminando en poco tiempo las barras de acero necesarias para esta obra de magnitud
en el desarrollo socio-económico del país. En 1981 Andec contrata los servicios de la
empresa POMINI FARREL de Italia, para el diseño, montaje y puesta en marcha de un
tren de laminación denominado Monoblock; de alta velocidad (65m/Segundo) para la
fabricación de alambrón, con el objetó de ser un apoyo para las empresas trefiladoras. La
producción inicial de Andec fue de 11250Tn. Lo que representaba un 20% de la demanda
de esa época.
Generalidades 2
Fabricación de alambrón, con el objetó de ser un apoyo para las empresas trefiladoras. La
producción inicial de Andec fue de 11250Tn. Lo que representaba un 20% de la demanda
de esa época.
En el año 1984, la Dirección de Industrias del ejercito (DINE), compra acciones
logrando una participación del 93%, el 7% quedo bajo el poder de la familia Coronel,
manteniéndose de esta manera hasta la actualidad. En noviembre de 1996, por
disposición de la administración central, se toma medidas radicales al liquidar a todos los
empleados y trabajadores estables, para de esta forma terminar con las organizaciones
sindicales existentes; lo cual permitió tener muy buenos resultados, en cuanto al
desempeño del personal y a la producción.
En el año 1998 en base a los excelentes resultados obtenidos durante 30 años de
actividad; se decide modernizar la planta, adquiriendo por contratación de la empresa
BASCOTECNIA GROUP de España, el mismo que incluía un nuevo tren de laminación; el
mismo que comenzó a operar en octubre de 1999, con una capacidad instalada de
250.000Tn/Anuales.
Desde 1969 hasta nuestros días los productos ANDEC están presentes en los más
importantes proyectos de ingeniería que embellecen el territorio nacional; y hoy ANDEC
exhibe orgullosamente haber sido elegido para ser parte de la estructura del puente sobre
el rió Babahoyo, que se construye junto al puente Rafael Mendoza Avilés.
Desde sus inicios ANDEC lidera el mercado de la siderurgia en el país, este
compromiso lo lleva en el año 1994 a iniciarse en la búsqueda de la calidad total.
Alcanzar esta meta implicaba la introducción de grandes cambios en los procesos
productivos así como en la filosofía de trabajo de su recurso humano, los conceptos dados
en la misión y la visión de ANDEC, crearon la mística de trabajo necesaria para abo nar el
terreno cuyo fruto dio los resultados esperados cuando el 22 de febrero del 2001 obtiene
la certificación al aseguramiento de la calidad ISO 9002: 1994. Este logro convierte a
Generalidades 3
ANDEC en el primer y único complejo siderúrgico del Ecuador con una certificación a la
calidad, dicha norma se actualiza el 31 de julio del 2003, cuando se obtiene la certificación
ISO 9001: 2000 al sistema de Gestión de la calidad. Este certificado sumado a los sellos
de calidad INEN otorgados por el Instituto de Normalización a cada uno de los productos
con marca ANDEC, son las mejores garantías de calidad para la comunidad de la
construcción y para todos los ecuatorianos que por 38 años a utilizado este producto.
Autor: Aric Castillo
Fuente: Revista Andec 38 Años, País: Ecuador, Año: 2007.
1.1.1 Ubicación.
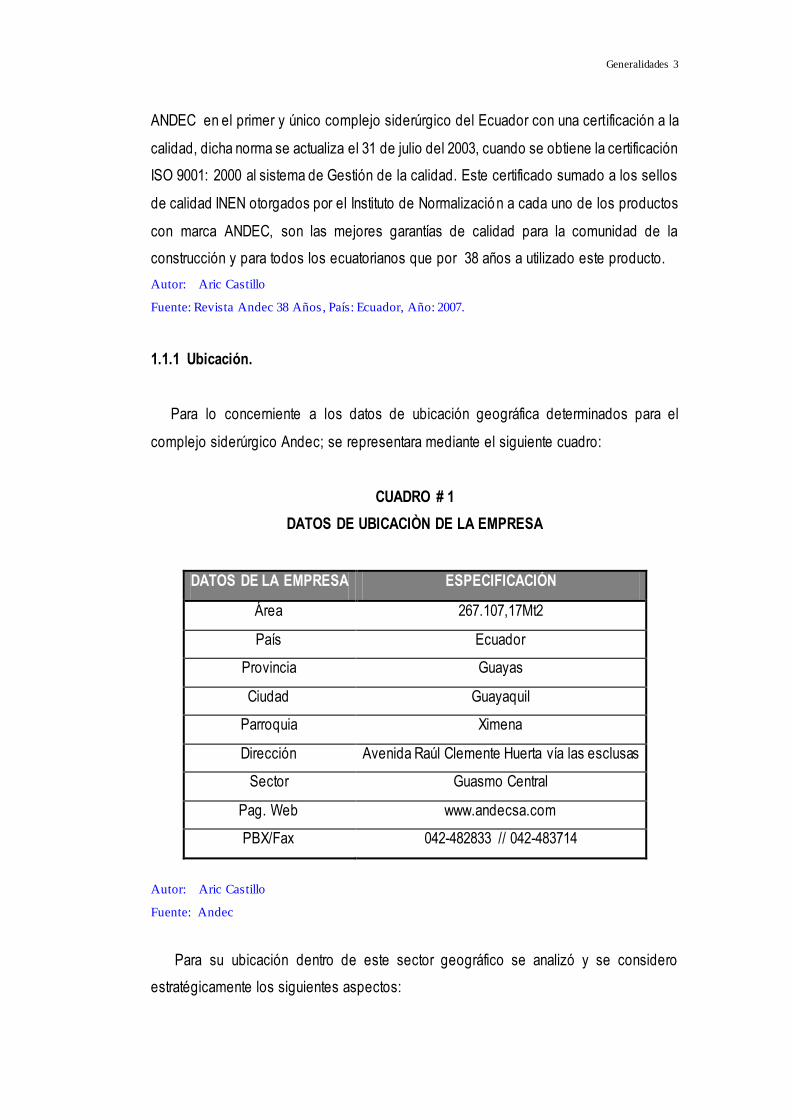
Para lo concerniente a los datos de ubicación geográfica determinados para el
complejo siderúrgico Andec; se representara mediante el siguiente cuadro:
CUADRO # 1
DATOS DE UBICACIÒN DE LA EMPRESA
DATOS DE LA EMPRESA ESPECIFICACIÓN
Área 267.107,17Mt2
País Ecuador
Provincia Guayas
Ciudad Guayaquil
Parroquia Ximena
Dirección Avenida Raúl Clemente Huerta vía las esclusas
Sector Guasmo Central
Pag. Web www.andecsa.com
PBX/Fax 042-482833 // 042-483714
Autor: Aric Castillo
Fuente: Andec
Para su ubicación dentro de este sector geográfico se analizó y se considero
estratégicamente los siguientes aspectos:
Generalidades 4
Se encuentra a orillas de rió Guayas: Facilita la recepción de materia prima de
origen naval (Barcos dados de baja). Para lo cual se drago y creo una entrante,
que permita el desguace de estos elementos.
Puerto marítimo: la reducción de distancia con respecto al puerto, facilita la
importación y reducción de tiempo en cuanto a la transportación terrestre de la
materia prima e insumos para los procesos de las plantas, tanto de Acería como
de Laminación.
(Ver Anexo 1)
1.1.2 Identificación con el CIIU.
Para la determinación de la codificación CIIU; que corresponde a la empresa Andec,
es necesario conocer los antecedentes de la creación de estos códigos estadísticos,
entendiendo así el objeto de su existencia, y luego encasillarlo dentro de su clasificación,
de acuerdo a la actividad que realiza la empresa.
La CLASIFICACIÓN INDUSTRIAL INTERNACIONAL UNIFORME DE
TODAS LAS ACTIVIDADES ECONÓMICAS (CIIU) es la clasificación
internacional de referencia de las actividades económicas
productivas. Su principal finalidad es facilitar un conjunto de
categorías de actividad que pueda utilizarse para la elaboración de
estadísticas por actividades. Desde la aprobación de la versión
original de la CIIU en 1948, la mayoría de los países del mundo han
utilizado la CIIU o elaborado clasificaciones nacionales derivadas
de ella. Por consiguiente, la CIIU ha proporcionado orientación a
los países para elaborar las clasificaciones nacionales de
actividades y se ha convertido en una herramienta importante para
la comparación de datos estadísticos sobre actividades
económicas a escala internacional. En su 33º período de sesiones,
celebrado en marzo de 20021, la Comisión de Estadística examinó
y acogió con beneplácito el proyecto final de la revisión 3.1 de la
Generalidades 5
CIIU, que sustituye ahora a la tercera revisión de la clasificación 2,
que se venía utilizando desde 1989.
Fuente: Google, Informativo de NACIONES UNIDAS • Nueva York, 2005.
CIIU Vs. 3.1
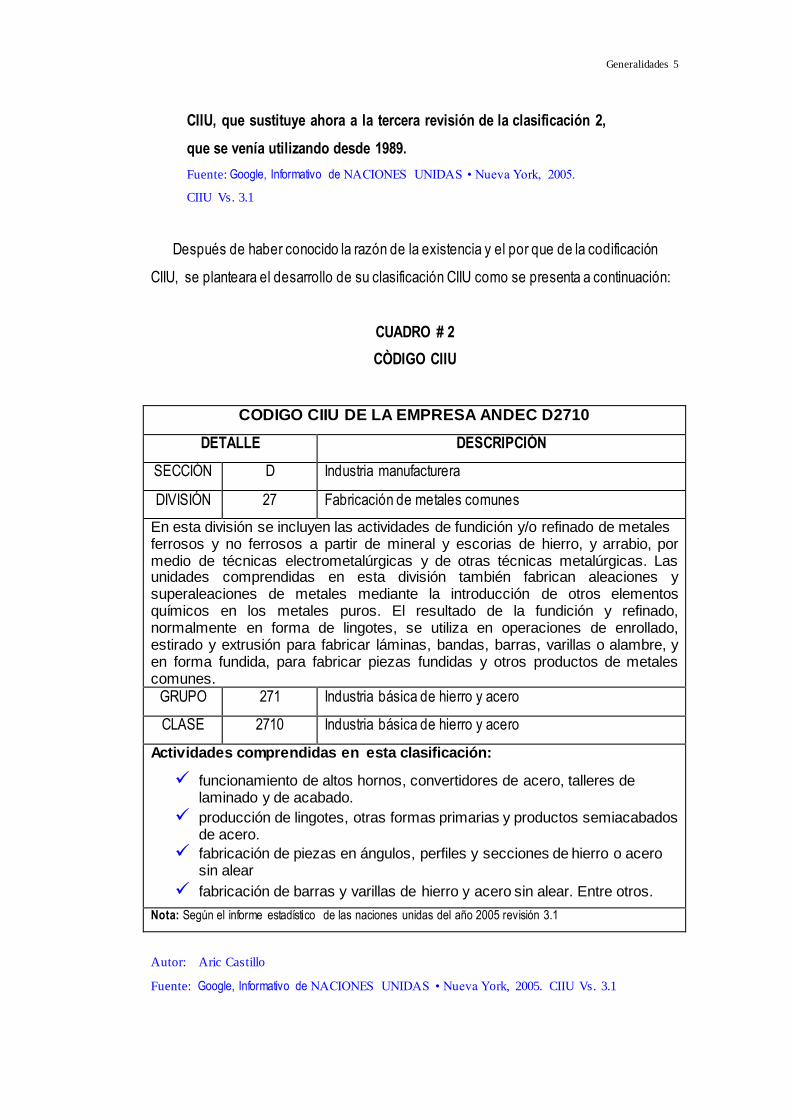
Después de haber conocido la razón de la existencia y el por que de la codificación
CIIU, se planteara el desarrollo de su clasificación CIIU como se presenta a continuación:
CUADRO # 2
CÒDIGO CIIU
CODIGO CIIU DE LA EMPRESA ANDEC D2710
DETALLE DESCRIPCIÓN
SECCIÓN D Industria manufacturera
DIVISIÓN 27 Fabricación de metales comunes
En esta división se incluyen las actividades de fundición y/o refinado de metales ferrosos y no ferrosos a partir de mineral y escorias de hierro, y arrabio, por medio de técnicas electrometalúrgicas y de otras técnicas metalúrgicas. Las unidades comprendidas en esta división también fabrican aleaciones y superaleaciones de metales mediante la introducción de otros elementos químicos en los metales puros. El resultado de la fundición y refinado, normalmente en forma de lingotes, se utiliza en operaciones de enrollado, estirado y extrusión para fabricar láminas, bandas, barras, varillas o alambre, y en forma fundida, para fabricar piezas fundidas y otros productos de metales comunes.
GRUPO 271 Industria básica de hierro y acero
CLASE 2710 Industria básica de hierro y acero
Actividades comprendidas en esta clasificación:
funcionamiento de altos hornos, convertidores de acero, talleres de laminado y de acabado.
producción de lingotes, otras formas primarias y productos semiacabados de acero.
fabricación de piezas en ángulos, perfiles y secciones de hierro o acero sin alear
fabricación de barras y varillas de hierro y acero sin alear. Entre otros.
Nota: Según el informe estadístico de las naciones unidas del año 2005 revisión 3.1
Autor: Aric Castillo
Fuente: Google, Informativo de NACIONES UNIDAS • Nueva York, 2005. CIIU Vs. 3.1
Generalidades 6
1.1.3 Estructura Organizacional.
Para conocer La estructura Organizacional (Organigrama) según el orden jerárquico
de los niveles de mandos con los que se encuentra establecido el complejo siderúrgico
Andec, es necesario conocer el antecedente de que la misma pertenece a la
Corporación Industrial y Comercial HOLDING DINE S.A. Fue constituida en el año
2000, por la dirección de industrias del ejercito; como un organismo de derecho privado,
creada con el propósito de operar con eficiencia y eficacia de manera sostenida y
sustentable, basada en una planificación estratégica e integral; del grupo empresarial que
dirige, Su compromiso es aportar al desarrollo económico del Ecuador, fortalecer a los
sectores productivos en lo que se involucra. Las mismas que se agrupan de la siguiente
forma:
División manufacturera:
Andec S.A: Empresa dedicada a la fabricación de productos siderúrgicos.
Fame Complejo Industrial: Empresa dedicada a la manufacturación de
vestuarios, calzado y equipos de camping; militar e industrial.
Explocen C.A: Empresa dedicada a la fabricación de explosivos industriales y
derivados.
Santa Barbara S.A: Empresa dedicada a la fabricación, mantenimiento y
asesoría de armas y municiones.
División Servicios:
Dinecom´s: Empresa comercializadora, dedicada entre otras cosas a la venta de
los productos de las empresas Andec, Explocen y Santa Barbara.
Corpcys: Empresa dedicada a la construcción de obras civiles y de
infraestructura.
Generalidades 7
División Agroindustrial:
Dienagro´s S.A: Empresa dedicada a la producción y comercialización de
productos agroindustriales.
Proteas S.A: Empresa dedicada a la Empresa dedicada a la producción y
comercialización de productos Florícolas.
Aychapicho S.A: Empresa dedicada a la producción y comercialización de
productos agroindustriales no tradicionales de exportación.
Fuente: Revista memorias Holding Dine año 2005 Ecuador. Agenda Andec 2007 Ecuador. (Anexo 2 y 3).
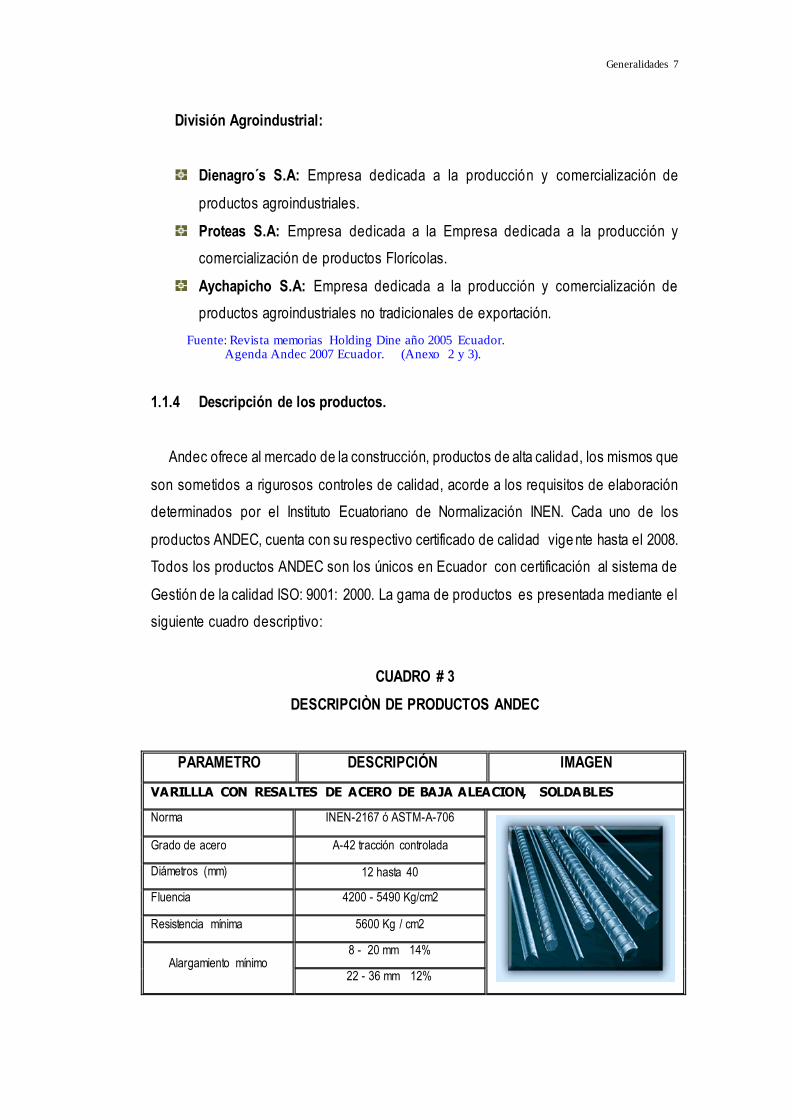
1.1.4 Descripción de los productos.
Andec ofrece al mercado de la construcción, productos de alta calidad, los mismos que
son sometidos a rigurosos controles de calidad, acorde a los requisitos de elaboración
determinados por el Instituto Ecuatoriano de Normalización INEN. Cada uno de los
productos ANDEC, cuenta con su respectivo certificado de calidad vige nte hasta el 2008.
Todos los productos ANDEC son los únicos en Ecuador con certificación al sistema de
Gestión de la calidad ISO: 9001: 2000. La gama de productos es presentada mediante el
siguiente cuadro descriptivo:
CUADRO # 3
DESCRIPCIÒN DE PRODUCTOS ANDEC
PARAMETRO DESCRIPCIÓN IMAGEN
VARILLLA CON RESALTES DE ACERO DE BAJA ALEACION, SOLDABLES
Norma INEN-2167 ó ASTM-A-706
Grado de acero A-42 tracción controlada
Diámetros (mm) 12 hasta 40
Fluencia 4200 - 5490 Kg/cm2
Resistencia mínima 5600 Kg / cm2
Alargamiento mínimo 8 - 20 mm 14%
22 - 36 mm 12%
Generalidades 8
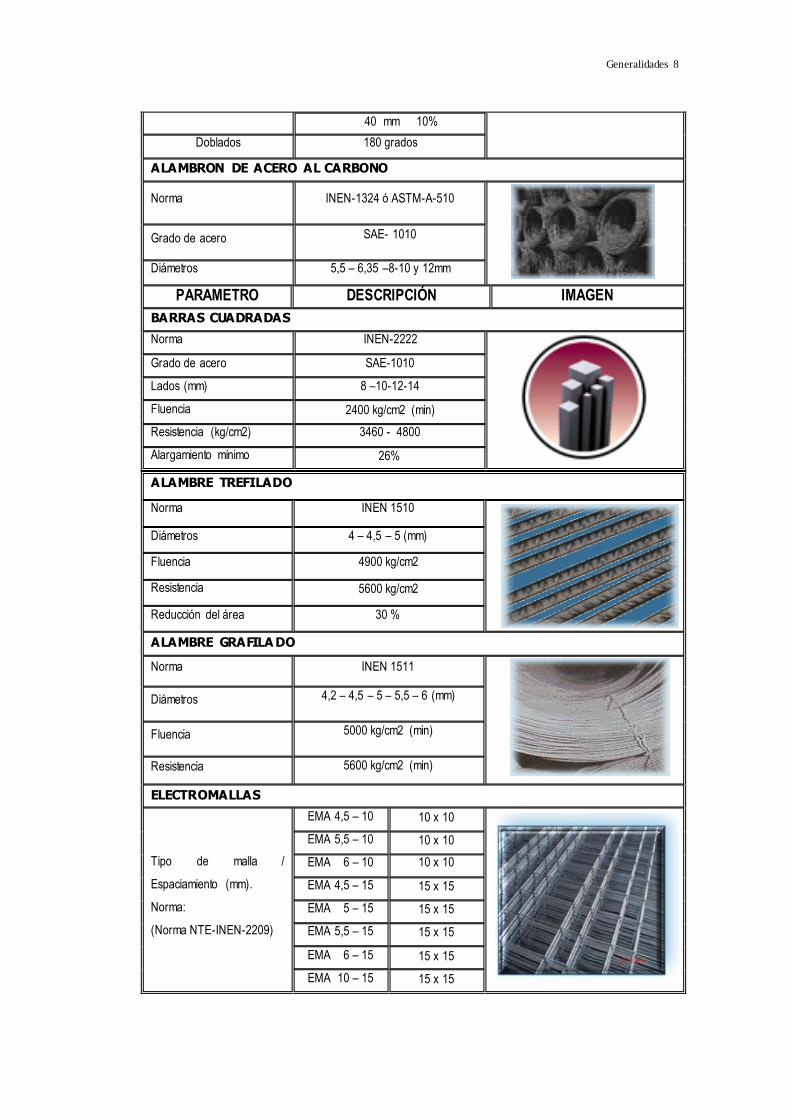
40 mm 10% Doblados 180 grados
ALAMBRON DE ACERO AL CARBONO
Norma INEN-1324 ó ASTM-A-510
Grado de acero SAE- 1010
Diámetros 5,5 – 6,35 –8-10 y 12mm
PARAMETRO DESCRIPCIÓN IMAGEN
BARRAS CUADRADAS
Norma INEN-2222
Grado de acero SAE-1010
Lados (mm) 8 –10-12-14
Fluencia 2400 kg/cm2 (min)
Resistencia (kg/cm2) 3460 - 4800
Alargamiento mínimo 26%
ALAMBRE TREFILADO
Norma INEN 1510
Diámetros 4 – 4,5 – 5 (mm)
Fluencia 4900 kg/cm2
Resistencia 5600 kg/cm2
Reducción del área 30 %
ALAMBRE GRAFILA DO
Norma INEN 1511
Diámetros 4,2 – 4,5 – 5 – 5,5 – 6 (mm)
Fluencia 5000 kg/cm2 (min)
Resistencia 5600 kg/cm2 (min)
ELECTROMALLAS
Tipo de malla /
Espaciamiento (mm).
Norma:
(Norma NTE-INEN-2209)
EMA 4,5 – 10 10 x 10
EMA 5,5 – 10 10 x 10
EMA 6 – 10 10 x 10
EMA 4,5 – 15 15 x 15
EMA 5 – 15 15 x 15
EMA 5,5 – 15 15 x 15
EMA 6 – 15 15 x 15
EMA 10 – 15 15 x 15
Generalidades 9
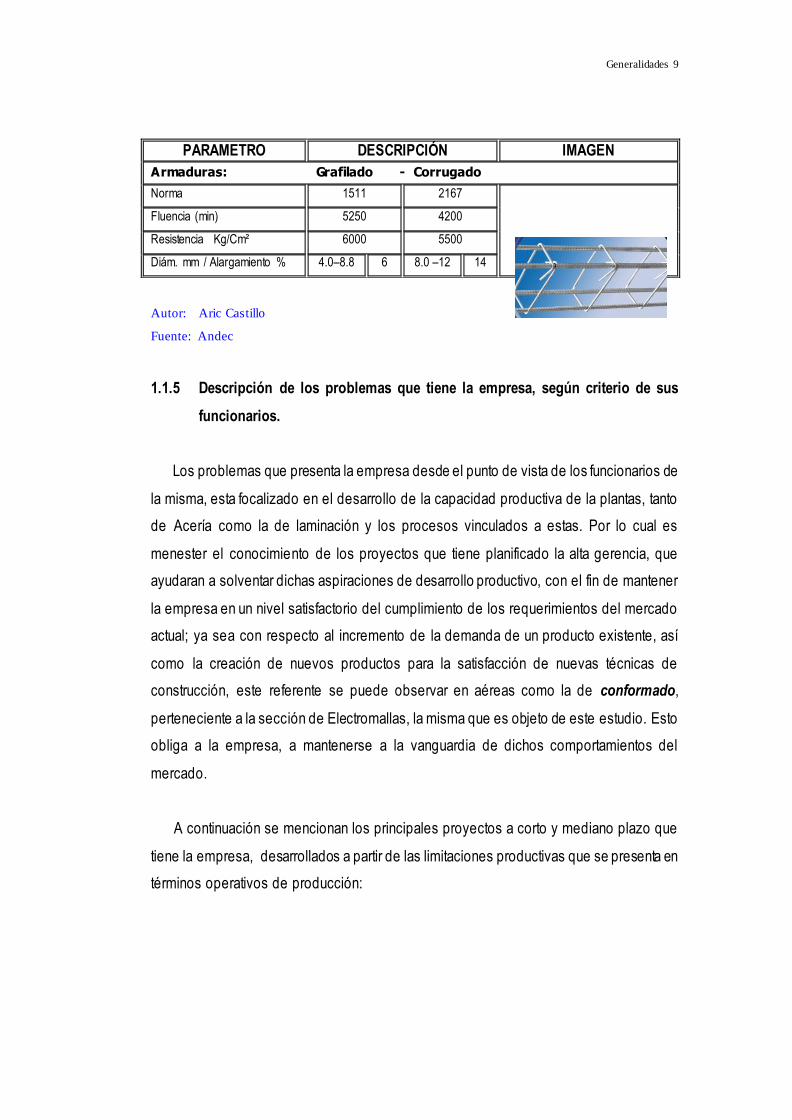
Autor: Aric Castillo
Fuente: Andec
1.1.5 Descripción de los problemas que tiene la empresa, según criterio de sus
funcionarios.
Los problemas que presenta la empresa desde el punto de vista de los funcionarios de
la misma, esta focalizado en el desarrollo de la capacidad productiva de la plantas, tanto
de Acería como la de laminación y los procesos vinculados a estas. Por lo cual es
menester el conocimiento de los proyectos que tiene planificado la alta gerencia, que
ayudaran a solventar dichas aspiraciones de desarrollo productivo, con el fin de mantener
la empresa en un nivel satisfactorio del cumplimiento de los requerimientos del mercado
actual; ya sea con respecto al incremento de la demanda de un producto existente, así
como la creación de nuevos productos para la satisfacción de nuevas técnicas de
construcción, este referente se puede observar en aéreas como la de conformado,
perteneciente a la sección de Electromallas, la misma que es objeto de este estudio. Esto
obliga a la empresa, a mantenerse a la vanguardia de dichos comportamientos del
mercado.
A continuación se mencionan los principales proyectos a corto y mediano plazo que
tiene la empresa, desarrollados a partir de las limitaciones productivas que se presenta en
términos operativos de producción:
PARAMETRO DESCRIPCIÓN IMAGEN
Armaduras: Grafilado - Corrugado
Norma 1511 2167
Fluencia (min) 5250 4200
Resistencia Kg/Cm² 6000 5500
Diám. mm / Alargamiento % 4.0–8.8 6 8.0 –12 14
Generalidades 10
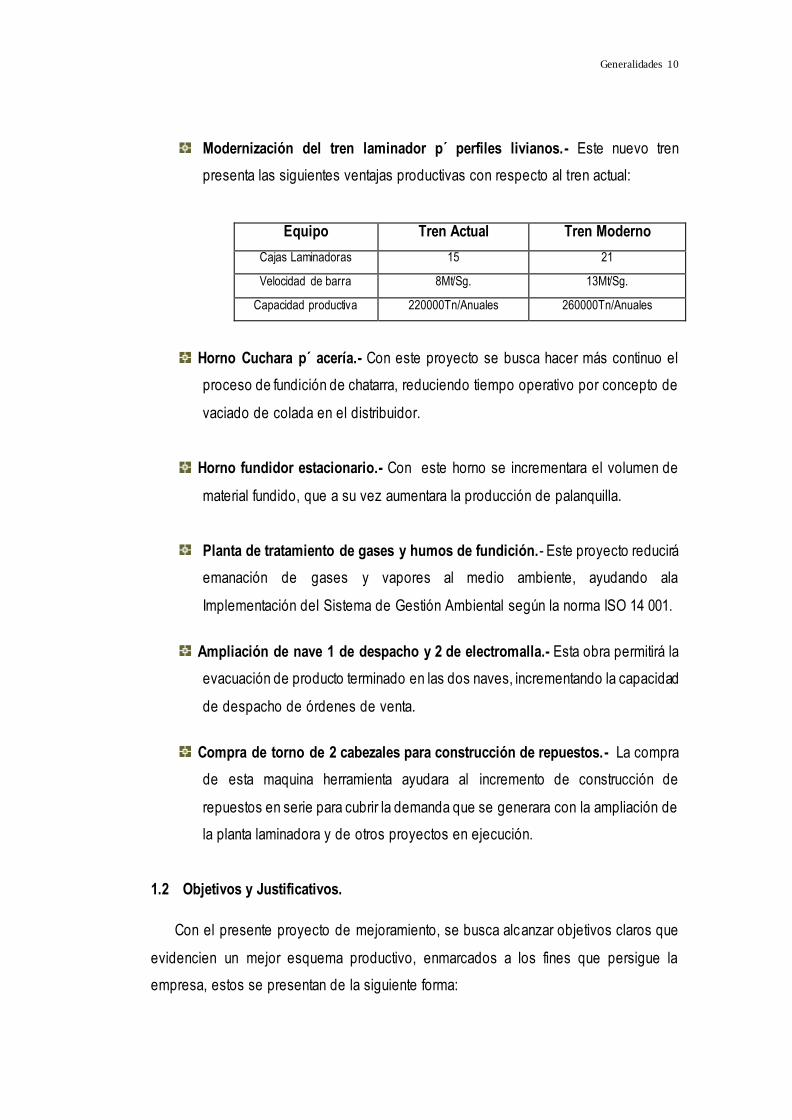
Modernización del tren laminador p´ perfiles livianos.- Este nuevo tren
presenta las siguientes ventajas productivas con respecto al tren actual:
Equipo Tren Actual Tren Moderno
Cajas Laminadoras 15 21
Velocidad de barra 8Mt/Sg. 13Mt/Sg.
Capacidad productiva 220000Tn/Anuales 260000Tn/Anuales
Horno Cuchara p´ acería.- Con este proyecto se busca hacer más continuo el
proceso de fundición de chatarra, reduciendo tiempo operativo por concepto de
vaciado de colada en el distribuidor.
Horno fundidor estacionario.- Con este horno se incrementara el volumen de
material fundido, que a su vez aumentara la producción de palanquilla.
Planta de tratamiento de gases y humos de fundición.- Este proyecto reducirá
emanación de gases y vapores al medio ambiente, ayudando ala
Implementación del Sistema de Gestión Ambiental según la norma ISO 14 001.
Ampliación de nave 1 de despacho y 2 de electromalla.- Esta obra permitirá la
evacuación de producto terminado en las dos naves, incrementando la capacidad
de despacho de órdenes de venta.
Compra de torno de 2 cabezales para construcción de repuestos.- La compra
de esta maquina herramienta ayudara al incremento de construcción de
repuestos en serie para cubrir la demanda que se generara con la ampliación de
la planta laminadora y de otros proyectos en ejecución.
1.2 Objetivos y Justificativos.
Con el presente proyecto de mejoramiento, se busca alcanzar objetivos claros que
evidencien un mejor esquema productivo, enmarcados a los fines que persigue la
empresa, estos se presentan de la siguiente forma:
Generalidades 11
1.2.1 Objetivos General.
Formular una propuesta para mejorar la producción de conformados; fortaleciendo
el proceso que ayudara al sostenimiento de una demanda creciente con respecto
a un producto altamente competitivo y complementario en la industria de las
construcciones civiles.
Contribuyendo a la diversificación de productos de acero al carbono estruc tural;
presentando nuevos planteamientos con respecto al equilibrio entre producción
y venta de este producto (productividad y demanda).
1.2.2 Objetivos Específicos.
Diagnosticar técnicamente la situación actual y posible mejora en el desarrollo de
este producto.
Analizar la posibilidad de implementar tecnología nueva para incrementar la
productividad en contexto a un mercado proyectado.
Identificar los factores internos y externos que afecta el desarrollo del producto.
Diseñar una distribución de planta más óptima de la que pueda existir.
Establecer la necesidad de incrementar la inversión en este proceso.
Estar preparados para afrontar nuevos retos de producción.
1.2.3 Justificativo.
La razón por la cual se escogió realizar la investigación de este tema, radica en la
importancia potencial que plantea el desarrollo en términos industriales de este producto al
cual hacemos referencia, y a su vez por que se cree contribuir en el desarrollo de la
empresa. La realización de un estudio técnico, sobre este tema dejaría sentadas bases
sólidas sobre el análisis de mejoras continuas en la evolución del procesamiento del
producto en referencia.
Generalidades 12
Al desarrollar este proyecto de mejoramiento, sería lógico pensar; que en niveles de
alta gerencia se consideraría el reforzamiento de recursos; ya sea humano o tecnológico
para el procesamiento de este producto.
El sistema actualmente establecido, genera una producción de 75 a 80 Und. De mallas
para conformado por campaña de producción. El mismo que deberá incrementarse
conforme crece la demanda.
Además se debe considerar en tiempo presente desde una perspectiva de crecimiento,
que dicho producto esta ganando terreno en el mercado de la construcción y en no mucho
tiempo será menester incrementar su capacidad instalada. Este último punto puede darse
por dos razones particulares.
Incremento de la demanda, o sea mayor aceptación del producto. Por ende un
mayor incremento de la producción.
Diversificación de productos del mismo genero , con propiedades mejoradas de
aplicación.
1.3 Cultura corporativa.
Se encuentra especificada, mediante la implantación de principios filosóficos, con base en
los actuales sistemas de calidad, los mismos que determinan una cultura de cali dad
establecida dentro de las fronteras de esta institución y se expresan como se indica a
continuación.
1.3.1 Misión.
Fabricar y entregar oportunamente productos de acero de calidad certificada, a precios
competitivos para satisfacer a nuestros clientes.
1.3.2 Visión.
Líder nacional en la industria del acero para satisfacer las necesidades del mercado
interno e incursionar en el internacional con calidad y servicio; protegiendo el medio
ambiente.
Generalidades 13
1.3.3 Objetivo General de la empresa.
Se podría decir que el objetivo general de la empresa Andec, puede ser considerado a
partir de los principales puntos de su plan de negocio, y se plantea de la siguiente forma.
Desarrollo multidireccional, mediante la aplicación de diversas perspectivas de
crecimiento; tales como el fortalecimiento de lazos de amistad con la co munidad,
generado por un compromiso de cuidado y colaboración con el medio ambiente, seguida
de una superación de las expectativas del personal de la organización referente al buen
trato, equidad, justicia y respeto; haciéndolos participes de las metas de la organización.
Dentro de las cuales se encuentra implícito el crecimiento de volúmenes de venta, la
disminución de costos de transformación, la creación de nuevos productos que cumplan y
superen las expectativas de deseadas por nuestros clientes, en cuanto a calidad y precio.
Con esto se desea consecuentemente incrementar la participación del mercado, aumentar
la riqueza del negocio y su permanencia a través del tiempo, aumentando el rendimiento
de la inversión.
1.3.4 Objetivos específicos (Metas).
Incrementar y optimizar la capacidad instalada de los procesos de laminación y
del proceso de fabricación de palanquilla.
Meta del proceso de fabricación de palanquilla: Aumentar al 93 % de la capacidad
actual y su incremento en 45 000 ton hasta alcanzar las 135 000 ton. Para el
año 2008.
Meta del proceso de fabricación de productos laminados: Aumentar al 89% de la
capacidad instalada y su incremento en 30 000 ton hasta alcanzar las 240 000
ton. Para el 2009.
Incrementar la cartera de los productos ANDEC en un 3,5 %.
Aumentar el nivel de satisfacción del cliente en un 90%.
Generalidades 14
Incrementar volúmenes de ventas en un 6% en relación al año anterior.
Garantizar que el personal tenga las competencias necesarias para el proceso y
la ejecución de la estrategia en un 25%.
Implementar el Sistema de Gestión Ambiental en un 70% basado en la norma ISO
14 001.
1.4 Marco Teórico.
Antecedentes del estudio.
La presente información, tiene como objetivo establecer la base teórica que tiene
preestablecido el proceso que será sujeto de estudio, la misma que respalda la factibilidad
de la realización de dicho análisis.
Partiremos considerando la información técnica que tenemos con respecto a lo que
consideramos la materia prima para las armaduras conformadas, q ue son las
Electromallas.
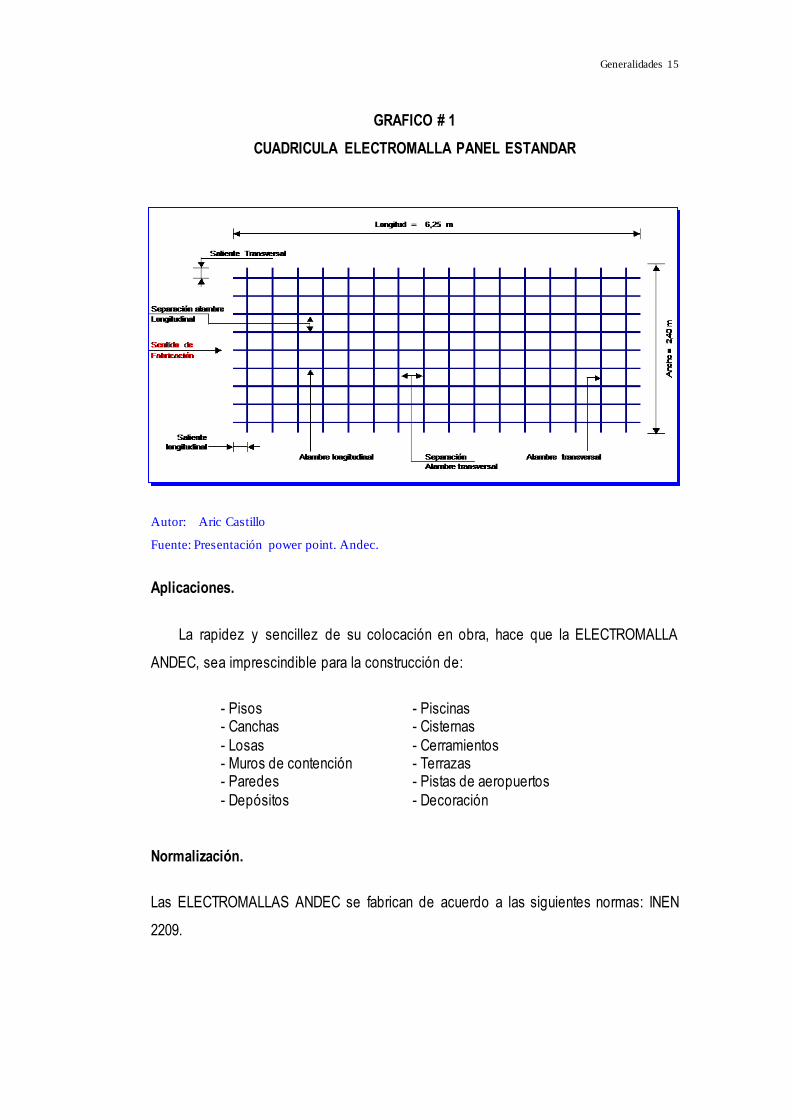
Mallas Electrosoldadas.
Definición.
Las ELECTROMALLAS ANDEC están compuestas por una serie de alambres de acero
lisos o grafilados que se cruzan perpendicularmente y cuyos puntos de contacto se
sueldan por el proceso de soldadura con resistencia eléctrica.
Fuente:
Volante publicitaria de la empresa ANDEC
País: Ecuador
Año: 2006
Generalidades 15
GRAFICO # 1
CUADRICULA ELECTROMALLA PANEL ESTANDAR
Grafico # 1: Cuadricula electromalla panel Estándar
Autor: Aric Castillo
Fuente: Presentación power point. Andec.
Aplicaciones.
La rapidez y sencillez de su colocación en obra, hace que la ELECTROMALLA
ANDEC, sea imprescindible para la construcción de:
Normalización.
Las ELECTROMALLAS ANDEC se fabrican de acuerdo a las siguientes normas: INEN
2209.
- Pisos - Canchas
- Losas - Muros de contención - Paredes
- Depósitos
- Piscinas - Cisternas
- Cerramientos - Terrazas - Pistas de aeropuertos
- Decoración
Generalidades 16
Suministros.
Las ELECTROMALLAS son producidas en forma plana y comercializadas por
unidades de 6.25m x 2.40m.
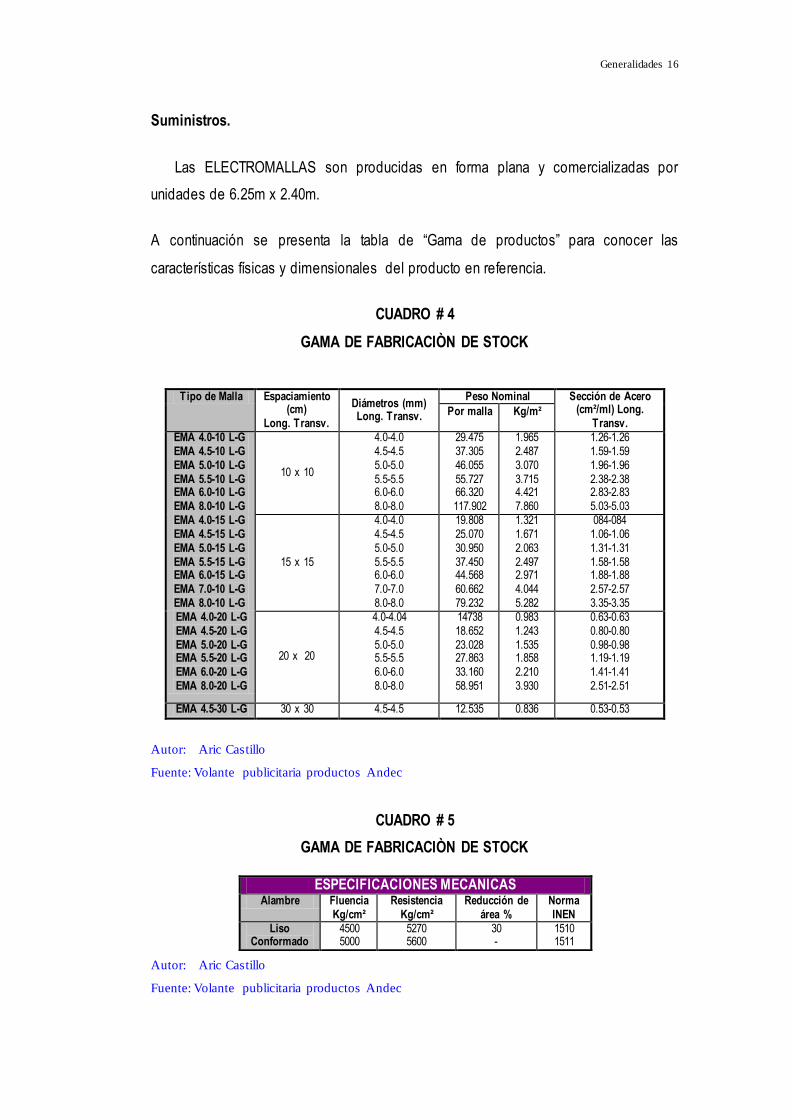
A continuación se presenta la tabla de “Gama de productos” para conocer las
características físicas y dimensionales del producto en referencia.
CUADRO # 4
GAMA DE FABRICACIÒN DE STOCK
Tipo de Malla Espaciamiento (cm)
Long. Transv.
Diámetros (mm) Long. Transv.
Peso Nominal Sección de Acero (cm²/ml) Long.
Transv. Por malla Kg/m²
EMA 4.0-10 L-G EMA 4.5-10 L-G EMA 5.0-10 L-G EMA 5.5-10 L-G EMA 6.0-10 L-G EMA 8.0-10 L-G
10 x 10
4.0-4.0 4.5-4.5 5.0-5.0 5.5-5.5 6.0-6.0 8.0-8.0
29.475 37.305 46.055 55.727 66.320 117.902
1.965 2.487 3.070 3.715 4.421 7.860
1.26-1.26 1.59-1.59 1.96-1.96 2.38-2.38 2.83-2.83 5.03-5.03
EMA 4.0-15 L-G EMA 4.5-15 L-G EMA 5.0-15 L-G EMA 5.5-15 L-G EMA 6.0-15 L-G EMA 7.0-10 L-G EMA 8.0-10 L-G
15 x 15
4.0-4.0 4.5-4.5 5.0-5.0 5.5-5.5 6.0-6.0 7.0-7.0 8.0-8.0
19.808 25.070 30.950 37.450 44.568 60.662 79.232
1.321 1.671 2.063 2.497 2.971 4.044 5.282
084-084 1.06-1.06 1.31-1.31 1.58-1.58 1.88-1.88 2.57-2.57 3.35-3.35
EMA 4.0-20 L-G EMA 4.5-20 L-G EMA 5.0-20 L-G EMA 5.5-20 L-G EMA 6.0-20 L-G EMA 8.0-20 L-G
20 x 20
4.0-4.04 4.5-4.5 5.0-5.0 5.5-5.5 6.0-6.0 8.0-8.0
14738 18.652 23.028 27.863 33.160 58.951
0.983 1.243 1.535 1.858 2.210 3.930
0.63-0.63 0.80-0.80 0.98-0.98 1.19-1.19 1.41-1.41 2.51-2.51
EMA 4.5-30 L-G 30 x 30 4.5-4.5 12.535 0.836 0.53-0.53
Autor: Aric Castillo
Fuente: Volante publicitaria productos Andec
CUADRO # 5
GAMA DE FABRICACIÒN DE STOCK
Autor: Aric Castillo
Fuente: Volante publicitaria productos Andec
ESPECIFICACIONES MECANICAS Alambre Fluencia
Kg/cm² Resistencia
Kg/cm² Reducción de
área % Norma INEN
Liso Conformado
4500 5000
5270 5600
30 -
1510 1511
Generalidades 17
La información que se muestra a continuación es referente a los datos técnicos
establecidos para las armaduras conformadas.
Armaduras Conformadas.
Desde 1969 ANDEC responde a la evolución de las necesidades de la construcción,
brindando soluciones que agilitan esta labor. La armadura conformada de acero, que
otorga al constructor múltiples beneficios al diseñar estructuras y secciones.
Definición.- El conformado de Aceros Andec es un elemento compuesto por varillas
longitudinales y estribos. Su principio es una electromalla con diseño muy especial que al
ser doblada con determinada geometría, resulta una armadura.
Fuente:
Volante publicitaria de la empresa ANDEC
País: Ecuador
Año: 2006
Aplicaciones:
Cimentaciones.
Riostras.
Columnas.
Vigas para losas.
Dinteles.
Vigas de cubierta.
Beneficios:
Rapidez en a construcción de estructuras y secciones.
Aumenta la rentabilidad en inventarios (evita el acopio).
No requiere mano de obra especializada.
Facilidad de manejo.
Reduce los errores en el armado.
Cero desperdicio.
Ahorra en el tiempo de ejecución.
Generalidades 18
Presentación.- En base a los planos estructurales del constructor ANDEC produce bajo
pedido armaduras conformadas de acuerdo a las dimensiones y pesos requeridos.
Normalización.- La armadura conformada se elabora a partir de varillas fabricadas bajo la
norma INEN 1511 e INEN 2167.
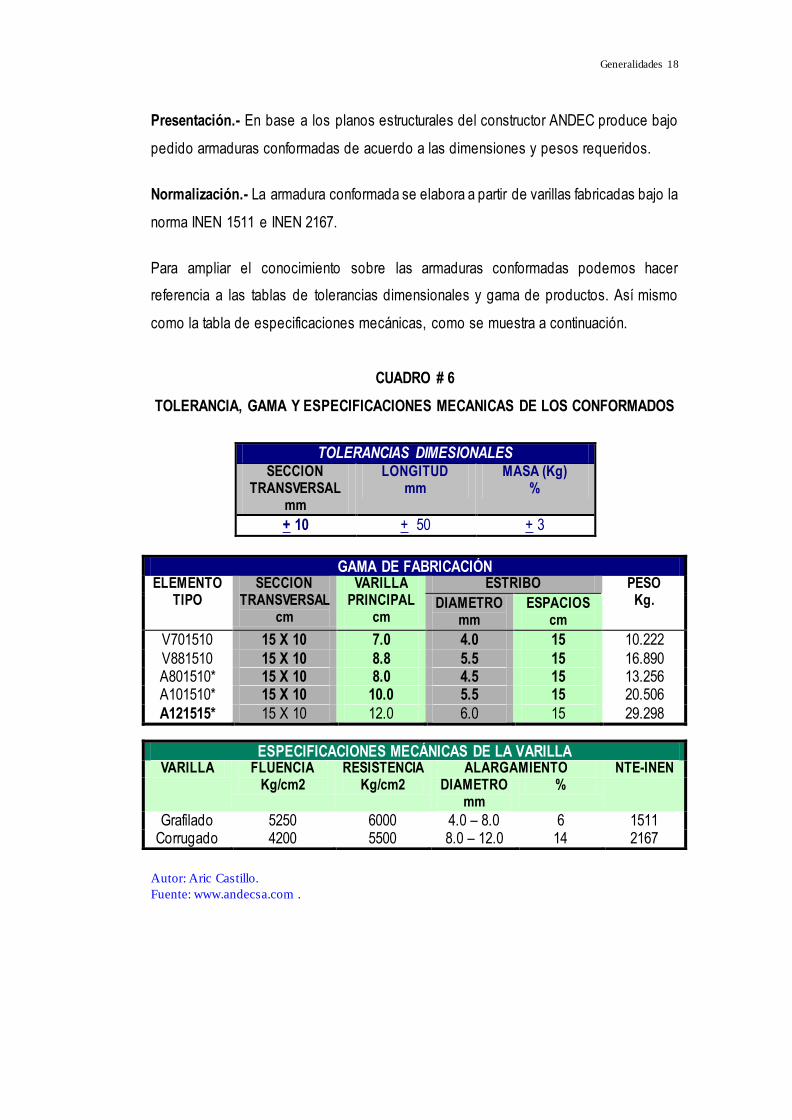
Para ampliar el conocimiento sobre las armaduras conformadas podemos hacer
referencia a las tablas de tolerancias dimensionales y gama de productos. Así mismo
como la tabla de especificaciones mecánicas, como se muestra a continuación.
CUADRO # 6
TOLERANCIA, GAMA Y ESPECIFICACIONES MECANICAS DE LOS CONFORMADOS
TOLERANCIAS DIMESIONALES SECCION
TRANSVERSAL mm
LONGITUD mm
MASA (Kg) %
+ 10 + 50 + 3
GAMA DE FABRICACIÓN ELEMENTO
TIPO SECCION
TRANSVERSAL cm
VARILLA PRINCIPAL
cm
ESTRIBO PESO Kg. DIAMETRO
mm ESPACIOS
cm
V701510 15 X 10 7.0 4.0 15 10.222
V881510 15 X 10 8.8 5.5 15 16.890 A801510* 15 X 10 8.0 4.5 15 13.256 A101510* 15 X 10 10.0 5.5 15 20.506
A121515* 15 X 10 12.0 6.0 15 29.298
Autor: Aric Castillo.
Fuente: www.andecsa.com .
ESPECIFICACIONES MECÁNICAS DE LA VARILLA VARILLA FLUENCIA
Kg/cm2 RESISTENCIA
Kg/cm2 ALARGAMIENTO NTE-INEN
DIAMETRO mm
%
Grafilado 5250 6000 4.0 – 8.0 6 1511 Corrugado 4200 5500 8.0 – 12.0 14 2167
Generalidades 19
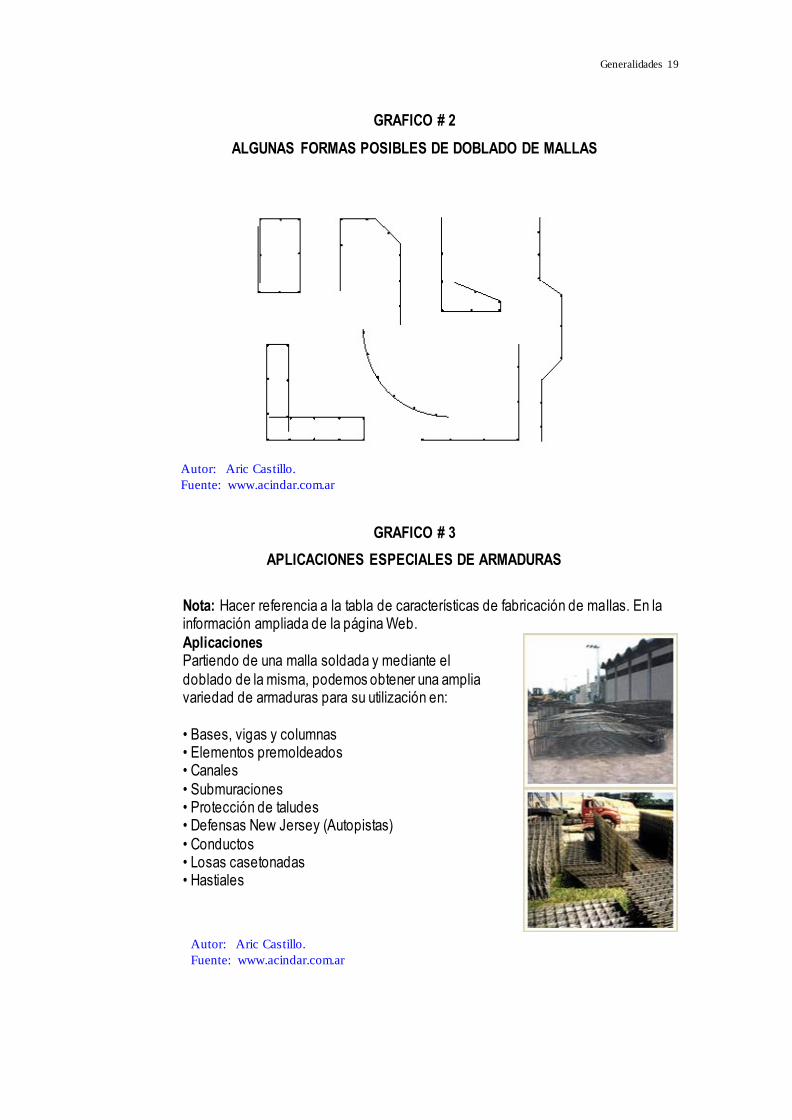
GRAFICO # 2
ALGUNAS FORMAS POSIBLES DE DOBLADO DE MALLAS
Autor: Aric Castillo.
Fuente: www.acindar.com.ar
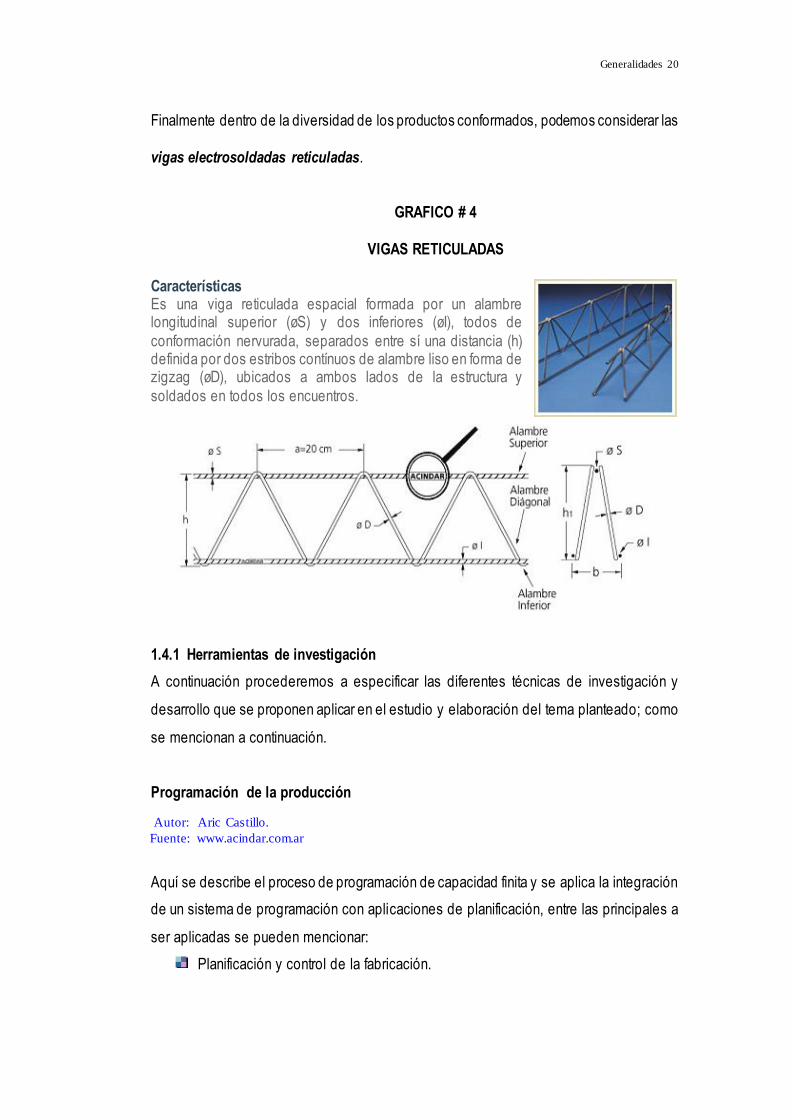
GRAFICO # 3
APLICACIONES ESPECIALES DE ARMADURAS
Nota: Hacer referencia a la tabla de características de fabricación de mallas. En la información ampliada de la página Web.
Aplicaciones Partiendo de una malla soldada y mediante el
doblado de la misma, podemos obtener una amplia variedad de armaduras para su utilización en:
• Bases, vigas y columnas • Elementos premoldeados • Canales
• Submuraciones • Protección de taludes • Defensas New Jersey (Autopistas)
• Conductos • Losas casetonadas • Hastiales
Autor: Aric Castillo.
Fuente: www.acindar.com.ar
Generalidades 20
1.4.1 Herramientas de investigación
A continuación procederemos a especificar las diferentes técnicas de investigación y
desarrollo que se proponen aplicar en el estudio y elaboración del tema planteado; como
se mencionan a continuación.
Programación de la producción
Aquí se describe el proceso de programación de capacidad finita y se aplica la integración
de un sistema de programación con aplicaciones de planificación, entre las principales a
ser aplicadas se pueden mencionar:
Planificación y control de la fabricación.
Finalmente dentro de la diversidad de los productos conformados, podemos considerar las
vigas electrosoldadas reticuladas.
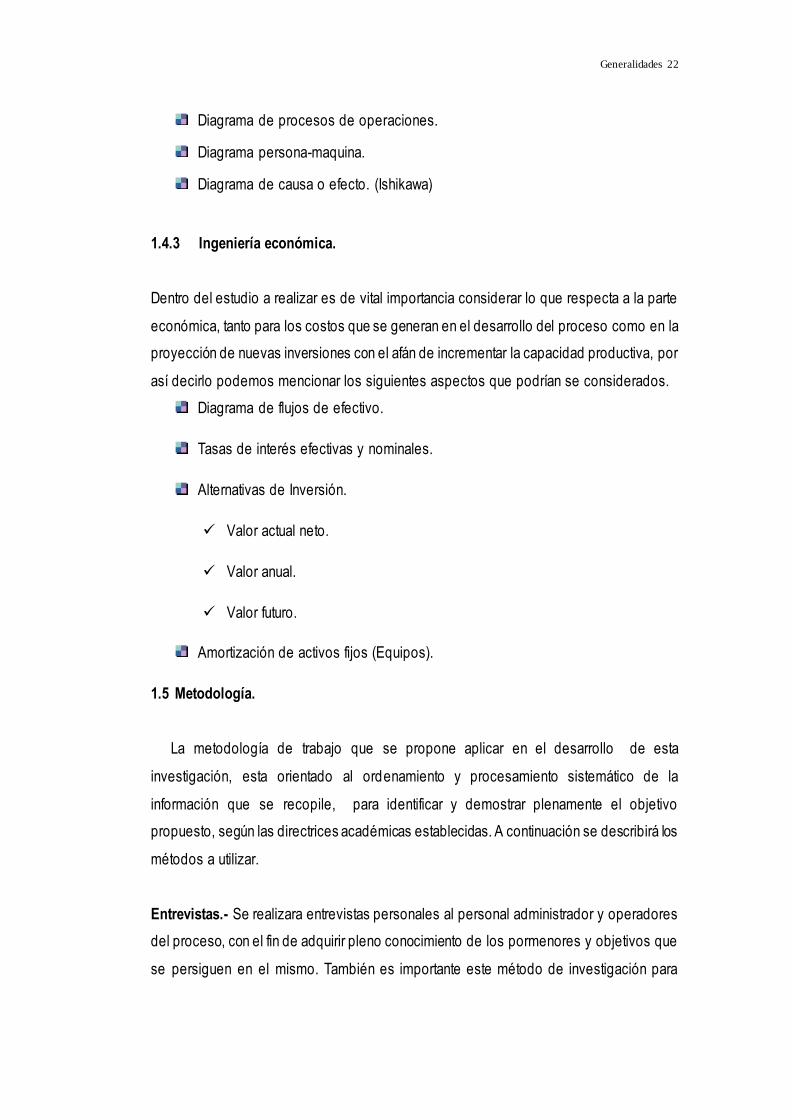
GRAFICO # 4
VIGAS RETICULADAS
Características Es una viga reticulada espacial formada por un alambre longitudinal superior (øS) y dos inferiores (øI), todos de
conformación nervurada, separados entre sí una distancia (h) definida por dos estribos contínuos de alambre liso en forma de zigzag (øD), ubicados a ambos lados de la estructura y
soldados en todos los encuentros.
Autor: Aric Castillo.
Fuente: www.acindar.com.ar
Generalidades 21
Planificación de la producción.
1.4.2 Herramientas de control y técnicas de representación grafica.
Es indispensable la creación de hojas de control, esquemas y diagramas destinados a
representar y analizar procesos o ciclos de trabajo. Al referirnos a tipos particulares de
estas herramientas auxiliares de representación, distinguimos entre diagramas y
esquemas. Los diagramas de manera característica representan el espacio físico recorrido
por el objeto que se analiza. Los esquemas son representaciones simbólicas que ilustran
elementos de actividades en procesos o ciclos de trabajo Ambos son útiles como
instrumentos de comunicación que, además de representar un proceso se prestan a
análisis que respaldan mejoramientos de métodos; entre las mas utilizadas que se
considerara dentro del estudio según sea el caso, son:
Herramientas de control.
Hoja de control o de recogida de datos.
De distribución de variaciones de variables de los artículos producidos
(peso, volumen, longitud, talla, clase, calidad, etc…)
De clasificación de artículos defectuosos.
De localización de defectos en las piezas.
De causas de los defectos.
De verificación de chequeo o tareas de mantenimiento.
Técnicas de representación grafica.
Esquema de distribución de planta.
Diagrama de flujo.
Diagrama de flujo de proceso.
Diagrama de pert.
Diagrama de Gantt.
Diagrama de operaciones o de mano derecha- mano izquierda.
Generalidades 22
Diagrama de procesos de operaciones.
Diagrama persona-maquina.
Diagrama de causa o efecto. (Ishikawa)
1.4.3 Ingeniería económica.
Dentro del estudio a realizar es de vital importancia considerar lo que respecta a la parte
económica, tanto para los costos que se generan en el desarrollo del proceso como en la
proyección de nuevas inversiones con el afán de incrementar la capacidad productiva, por
así decirlo podemos mencionar los siguientes aspectos que podrían se considerados.
Diagrama de flujos de efectivo.
Tasas de interés efectivas y nominales.
Alternativas de Inversión.
Valor actual neto.
Valor anual.
Valor futuro.
Amortización de activos fijos (Equipos).
1.5 Metodología.
La metodología de trabajo que se propone aplicar en el desarrollo de esta
investigación, esta orientado al ordenamiento y procesamiento sistemático de la
información que se recopile, para identificar y demostrar plenamente el objetivo
propuesto, según las directrices académicas establecidas. A continuación se describirá los
métodos a utilizar.
Entrevistas.- Se realizara entrevistas personales al personal administrador y operadores
del proceso, con el fin de adquirir pleno conocimiento de los pormenores y objetivos que
se persiguen en el mismo. También es importante este método de investigación para
Generalidades 23
realizar comparaciones entre los aspectos teóricos y prácticos, que nos ayuden a depurar
la información recibida.
Observación directa.- Aunque es de vital importancia la información que genera la
realización de entrevistas, no hay que descartar que a pesar de que el proceso sea muy
conocido por sus participantes, no se puede ignorar la existencia de ciertos aspectos
técnico que pueden ser considerados de forma generalizada, o dados a estimaciones
aleatorias de resultados, los cuales hay que comprobar en condiciones no rmales de
trabajo.
Toma de tiempos.- La toma de tiempos reales, con el uso de cronómetros, es muy
importante ya que mediante este método, se puede establecer la duración total o parcial
del proceso, y de esta manera lograr identificar los rangos de flexibi lidad o tolerancias,
para la estandarización de los mismos.
Identificación gráfica.- En el momento de desarrollar la descripción del proceso es
importante el uso de fotografías, que muestren de forma grafica, lo que se esta
describiendo en teoría, ya que en muchos casos, a pesar de una buena redacción puede
no quedar explícitamente comprendido el proceso en mención.
Mediciones.- Al hablar de mediciones, aunque también podemos hacer referencia a la
toma de tiempos, queremos particularizar la recopilación de los datos dimensionales
necesarios para el establecimiento de los diagramas de recorrido y la distribución de
planta, con el objeto de analizar posibles mejoras relacionadas a dicha distribución, que
permita acortar la distancia entre un subproceso y otro; optimizando el tiempo total de
ejecución.
1.6 Facilidades de Operación (Descripción de los Recursos).
En esta sección haremos referencia a todos los recursos tangibles y el talento humano
con los que cuenta la empresa para su desarrollo operacional, en el cual necesariamente
se considerará los siguientes aspectos:
Generalidades 24
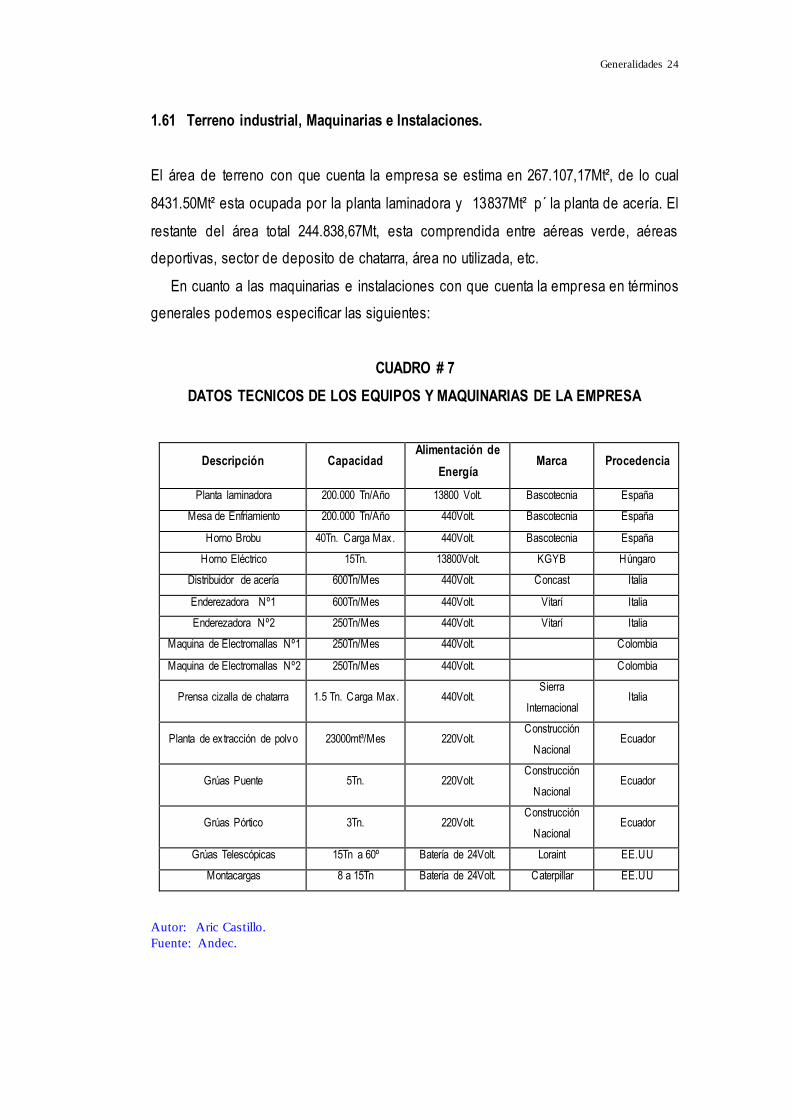
1.61 Terreno industrial, Maquinarias e Instalaciones.
El área de terreno con que cuenta la empresa se estima en 267.107,17Mt², de lo cual
8431.50Mt² esta ocupada por la planta laminadora y 13837Mt² p´ la planta de acería. El
restante del área total 244.838,67Mt, esta comprendida entre aéreas verde, aéreas
deportivas, sector de deposito de chatarra, área no utilizada, etc.
En cuanto a las maquinarias e instalaciones con que cuenta la empresa en términos
generales podemos especificar las siguientes:
CUADRO # 7
DATOS TECNICOS DE LOS EQUIPOS Y MAQUINARIAS DE LA EMPRESA
Descripción Capacidad Alimentación de
Energía Marca Procedencia
Planta laminadora 200.000 Tn/Año 13800 Volt. Bascotecnia España
Mesa de Enfriamiento 200.000 Tn/Año 440Volt. Bascotecnia España
Horno Brobu 40Tn. Carga Max. 440Volt. Bascotecnia España
Horno Eléctrico 15Tn. 13800Volt. KGYB Húngaro
Distribuidor de acería 600Tn/Mes 440Volt. Concast Italia
Enderezadora Nº1 600Tn/Mes 440Volt. Vitarí Italia
Enderezadora Nº2 250Tn/Mes 440Volt. Vitarí Italia
Maquina de Electromallas Nº1 250Tn/Mes 440Volt. Colombia
Maquina de Electromallas Nº2 250Tn/Mes 440Volt. Colombia
Prensa cizalla de chatarra 1.5 Tn. Carga Max. 440Volt. Sierra
Internacional Italia
Planta de extracción de polvo 23000mt³/Mes 220Volt. Construcción
Nacional Ecuador
Grúas Puente 5Tn. 220Volt. Construcción
Nacional Ecuador
Grúas Pórtico 3Tn. 220Volt. Construcción
Nacional Ecuador
Grúas Telescópicas 15Tn a 60º Batería de 24Volt. Loraint EE.UU
Montacargas 8 a 15Tn Batería de 24Volt. Caterpillar EE.UU
Autor: Aric Castillo.
Fuente: Andec.
Generalidades 25
En el cuadro anterior se presenta los principales equipos y maquinarias, con los que
cuenta la empresa Andec, los mismos que son utilizados para el normal desarrollo del
proceso productivo tanto de la Acería como de la laminadora. Las maquinarias son
aquellas que intervienen directamente en la transformación de la materia prima dentro del
proceso productivos y los equipos son aquellos que son utilizadas para la movilización de
de materia prima en proceso, producto terminado o levantamiento de carga.
En lo que respecta a instalaciones podemos destacar las siguientes:
Instalaciones Eléctricas.- La empresa Andec, recibe una alimentación principal de
69.000Volt. este es distribuido a las dos plantas industriales: La planta laminadora recibe
una tensión de 13.800Volt. que es derivada a transformadores que van de 570Volt. Para el
proceso de laminación y 440 Volt. para equipos auxiliares, dicha tensión posteriormente es
reducida a 220 y 110Volt. para usos generales. En el caso de la acería de igual forma,
partimos de una alimentación principal de 69.000 Volt. que llega a un transformador de 15
MVA; que lo reduce a 13.800 Volt. Que finalmente será transformado a la tensión que
requiera en cada equipo.
Instalaciones de Agua potable.- El sistema de aprovisionamiento de agua potable se
lo realiza en dos formas. El primero que consiste en la captación del fluido mediante la red
publica que ingresa a la planta mediante una acometida de 4”; lo cual genera un consumo
de 6 a 10mil Mt³ mensuales.
El segundo método consiste en la utilización de tanqueros de 12 y 38Mt³; con el cual se
genera un consumo mensual promedio de 11200Mt³
Instalaciones de Agua servida.- Es necesario mencionar que en el sector donde se
ubica la empresa Andec no esta situada la red de aguas servida; por lo cual se da solución
al problema de aguas servidas domesticas, mediante la aplicación d e sistemas
anaeróbicos de flujo ascendente, estos sistemas consisten en reservorios que captan la
aguas y auto almacenan los residuos sólidos encapsulándolos en secciones de tubería
PVC, para que luego en un tiempo prudencial sean fácilmente retirados; dichos sistemas
están ubicados en cada bloque del personal administrativo.
Generalidades 26
Instalaciones de tratamiento de aguas Industriales.- El agua utilizada en los
sistemas industriales, es enviada a una cisterna de captación de agua industrial; donde se
agregan bacterias que con la ayuda de aire inyectado, que ayuda a que se mezclen en el
fluido atacan las partículas de metálicas y las disuelven. Luego de un análisis de
laboratorio y después de haber tenido un resultado positivo, son evacuadas al rio Guayas.
Instalaciones de Aire comprimido.- Existe un sistema de compresores conformado
por tres equipos conectados en serie al sistema de conducción de aire comprimido, el
mismo que alimenta a la planta, y a los sistemas auxiliares de las demás aéreas técnicas.
Esta instalación genera un fluido de 101.5 PSI a toda la planta. Existen sistemas
independientes, como los que se ubican en el sistema de termo tratado Tempcore,
Enderezadora y Electromallas.
Instalaciones de vías de Acceso.- Con la creación de la estación de la Metrovía por
parte del municipio la vía principal de acceso a la empresa Andec, quedo totalmente
identificada y señalizada. En el interior de ella, las principales vías de acceso a las plantas
y edificios administrativo, están marcados y señalizados, el desplazamiento vehicular
motorizado no puede ser mayor de 20Km/Hr. Estas disposiciones son reguladas por el
Dpto. de Seguridad Industrial.
(Hacer referencia al anexo.1)
1.6.2 Recursos Humanos.
El recurso humano dentro de la empresa ANDEC, es de vital importancia. Una misma
empresa puede tener la mejor planta y los equipos más modernos, pero estos no serán
suficientes si quieren mantenerse dentro del camino al éxito. Ya que son las personas las
que pueden desarrollar o destruir una organización.
La nomina del personal que administra esta d istribuido de la siguiente forma:
Generalidades 27
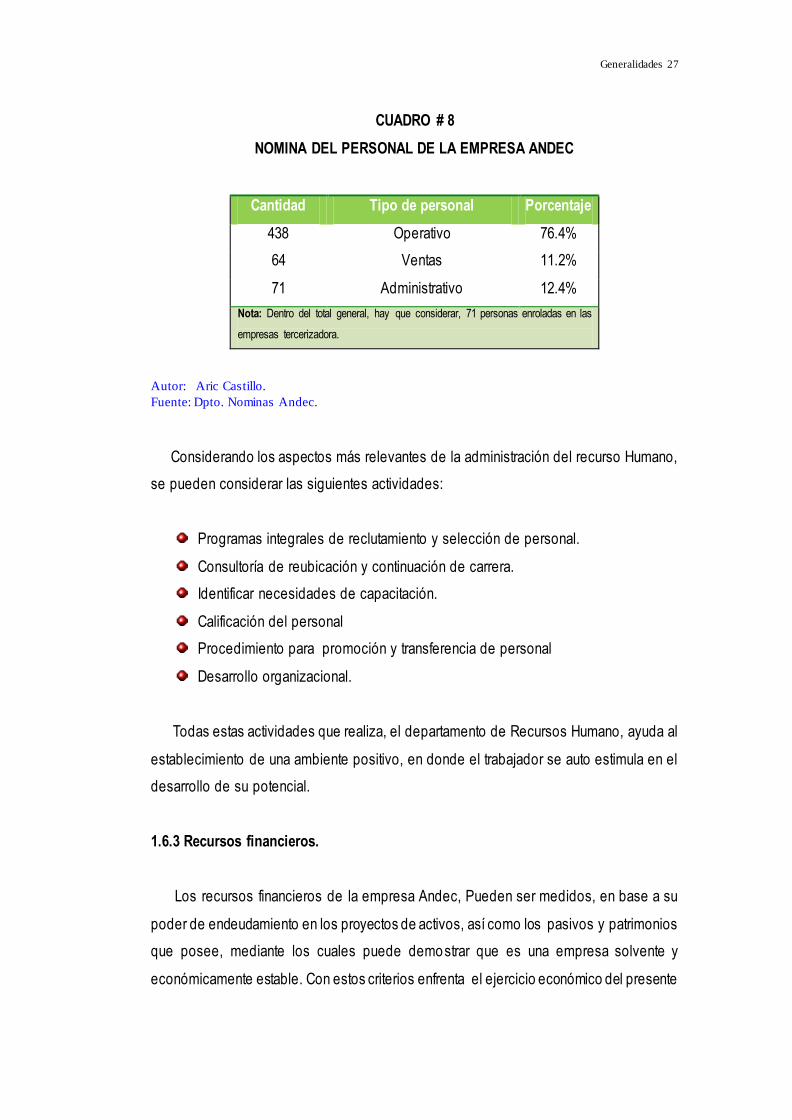
CUADRO # 8
NOMINA DEL PERSONAL DE LA EMPRESA ANDEC
Cantidad Tipo de personal Porcentaje
438 Operativo 76.4%
64 Ventas 11.2%
71 Administrativo 12.4%
Nota: Dentro del total general, hay que considerar, 71 personas enroladas en las
empresas tercerizadora.
Autor: Aric Castillo.
Fuente: Dpto. Nominas Andec.
Considerando los aspectos más relevantes de la administración del recurso Humano,
se pueden considerar las siguientes actividades:
Programas integrales de reclutamiento y selección de personal.
Consultoría de reubicación y continuación de carrera.
Identificar necesidades de capacitación.
Calificación del personal
Procedimiento para promoción y transferencia de personal
Desarrollo organizacional.
Todas estas actividades que realiza, el departamento de Recursos Humano, ayuda al
establecimiento de una ambiente positivo, en donde el trabajador se auto estimula en el
desarrollo de su potencial.
1.6.3 Recursos financieros.
Los recursos financieros de la empresa Andec, Pueden ser medidos, en base a su
poder de endeudamiento en los proyectos de activos, así como los pasivos y patrimonios
que posee, mediante los cuales puede demostrar que es una empresa solvente y
económicamente estable. Con estos criterios enfrenta el ejercicio económico del presente
Generalidades 28
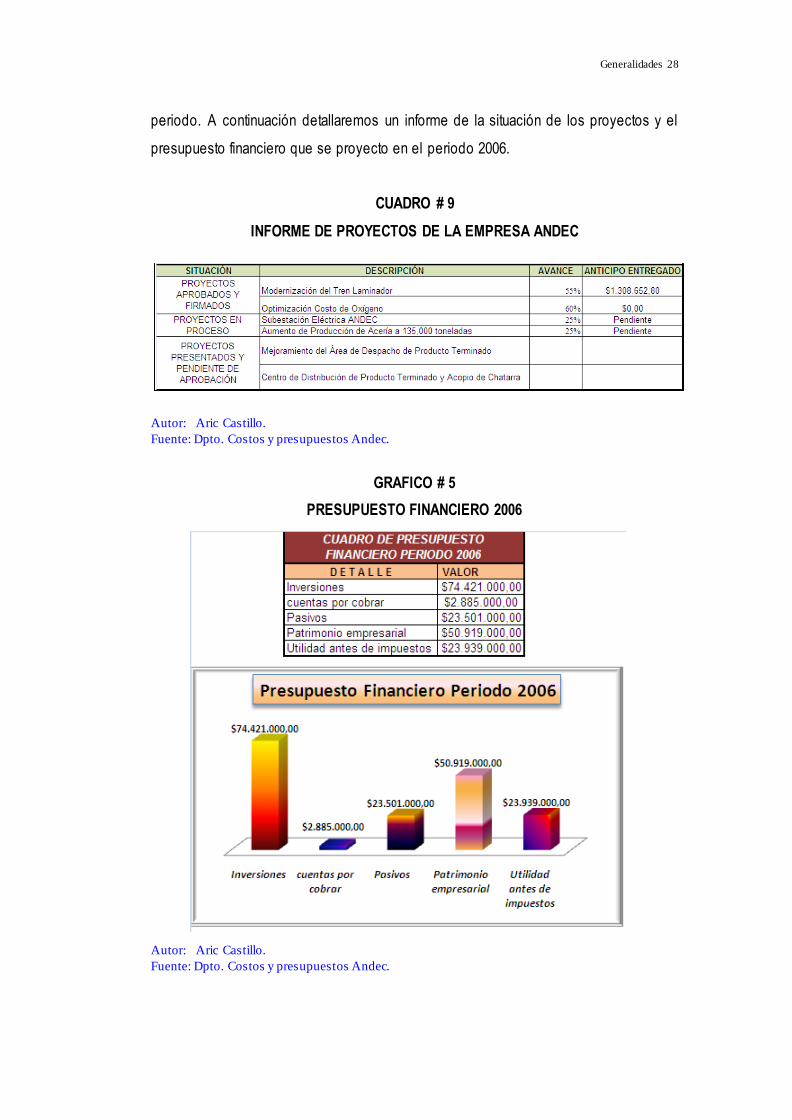
periodo. A continuación detallaremos un informe de la situación de los proyectos y el
presupuesto financiero que se proyecto en el periodo 2006.
CUADRO # 9
INFORME DE PROYECTOS DE LA EMPRESA ANDEC
Autor: Aric Castillo.
Fuente: Dpto. Costos y presupuestos Andec.
GRAFICO # 5
PRESUPUESTO FINANCIERO 2006
Autor: Aric Castillo.
Fuente: Dpto. Costos y presupuestos Andec.
Generalidades 29
1.6.4 Seguridad Industrial.
Todo proceso o sub-proceso industrial, demanda la existencia de entradas y salidas en
el mismo, lo cual marca la diferencia entre la materia prima y el producto terminado; lo
mismo que a su vez determina la existencia eminente de factores o situaciones de riesgo,
que puedan ocasionar accidentes de diferentes tipos y gravedad al capital humano de la
empresa. Consiente de esta premisa, la empresa ANDEC, mantiene dentro de su orgánico
estructural la existencia del Dpto. de Seguridad e Higiene Industrial; el mismo que se
constituye como un ente regulador de la accidentabilidad dentro de las fronteras de la
organización, cumpliendo con la ejecución de diferentes actividades, de acuerdo a una
planificación anual correspondiente según el formato PGR-SI-02-00-01. Ver anexo #. 4
Para evidenciar el cumplimiento y desempeño, el departamento en mención recibe
auditorias del siguiente tipo:
Auditorias ambientales cada 2 años, para lo cual se contrata una empresa
certificada por el Muy ilustre Municipio de Guayaquil.
Auditorias sobre el nuevo sistema de administración de seguridad y Salud en el
trabajo. Como la que recibió el 27 de julio del 2007, por parte del IESS; con
excelentes resultados.
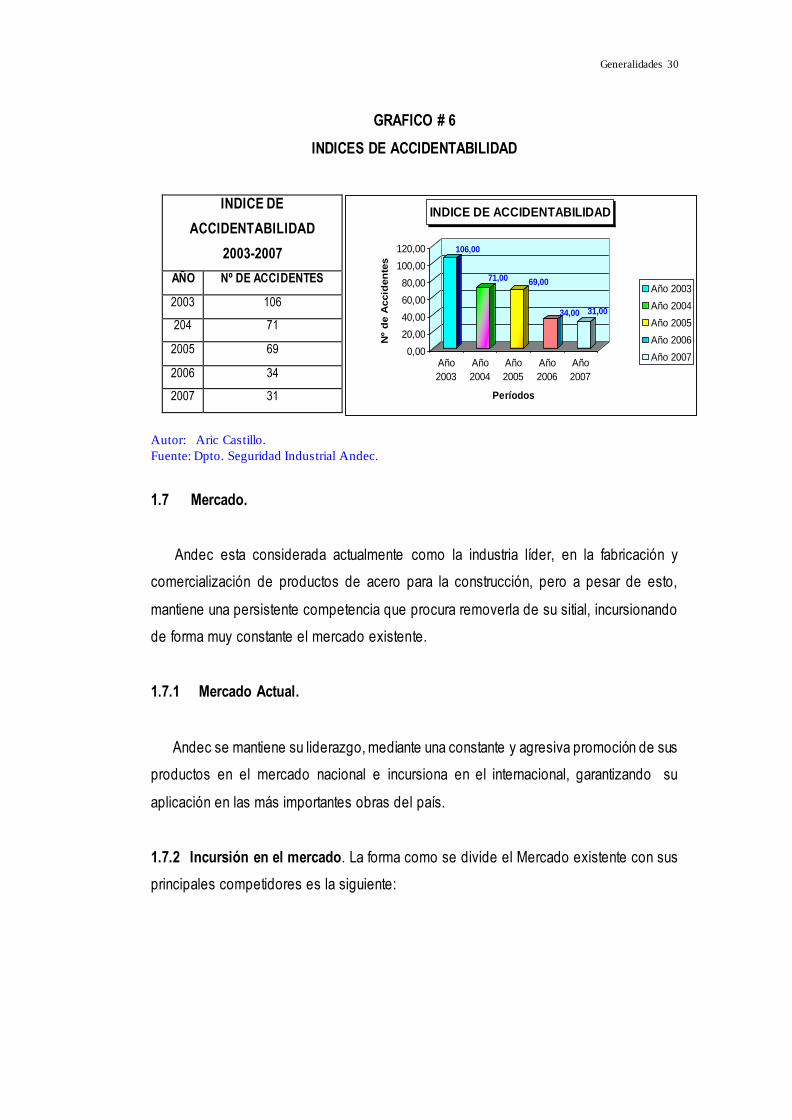
A si mismo realizara auditorias por medio del comité de seguridad y salud ocupacional.
Dentro de los principales logros obtenidos mediante la gestión que realizan está la
reducción del índice de accidentabilidad, según lo demuestra el siguiente cuadro:
Generalidades 30
GRAFICO # 6
INDICES DE ACCIDENTABILIDAD
INDICE DE
ACCIDENTABILIDAD
2003-2007
AÑO Nº DE ACCIDENTES
2003 106
204 71
2005 69
2006 34
2007 31
Autor: Aric Castillo.
Fuente: Dpto. Seguridad Industrial Andec.
1.7 Mercado.
Andec esta considerada actualmente como la industria líder, en la fabricación y
comercialización de productos de acero para la construcción, pero a pesar de esto,
mantiene una persistente competencia que procura removerla de su sitial, incursionando
de forma muy constante el mercado existente.
1.7.1 Mercado Actual.
Andec se mantiene su liderazgo, mediante una constante y agresiva promoción de sus
productos en el mercado nacional e incursiona en el internacional, garantizando su
aplicación en las más importantes obras del país.
1.7.2 Incursión en el mercado. La forma como se divide el Mercado existente con sus
principales competidores es la siguiente:
106,00
71,00 69,00
34,00 31,00
0,00
20,00
40,00
60,00
80,00
100,00
120,00
Nº
de A
ccid
en
tes
Año
2003
Año
2004
Año
2005
Año
2006
Año
2007
Períodos
INDICE DE ACCIDENTABILIDAD
Año 2003
Año 2004
Año 2005
Año 2006
Año 2007
Generalidades 31
GRAFICO # 7
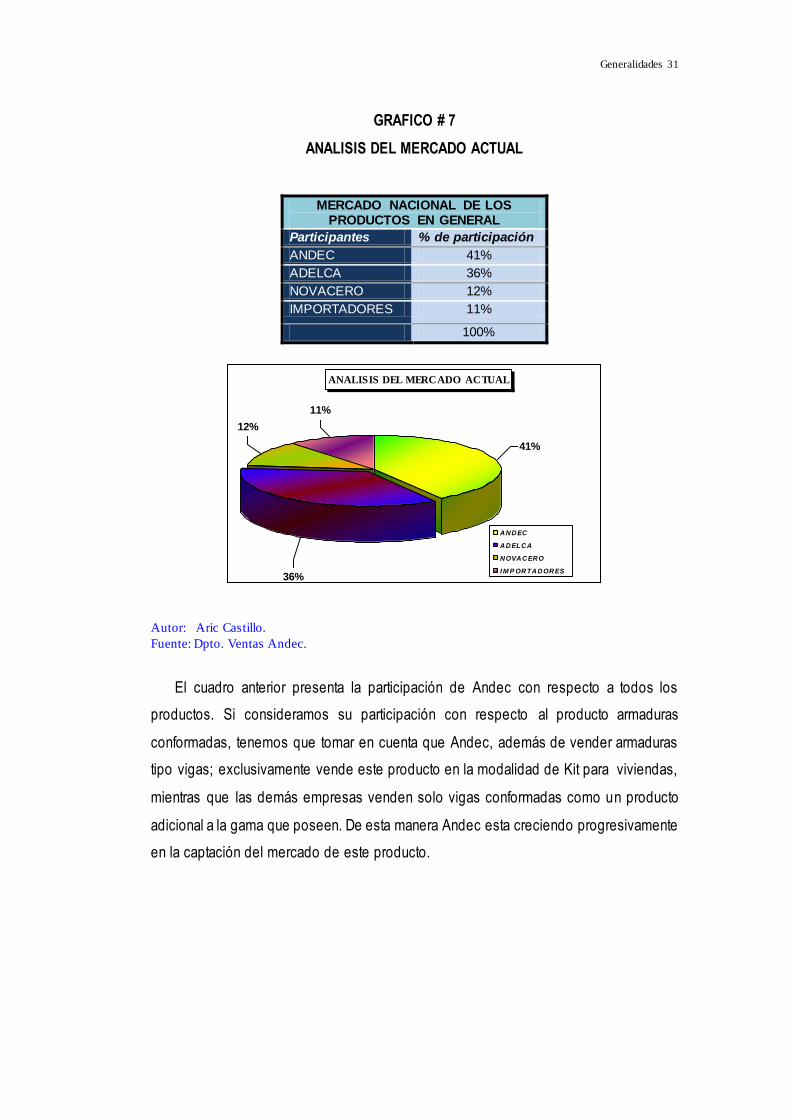
ANALISIS DEL MERCADO ACTUAL
MERCADO NACIONAL DE LOS PRODUCTOS EN GENERAL
Participantes % de participación
ANDEC 41%
ADELCA 36%
NOVACERO 12%
IMPORTADORES 11%
100%
Autor: Aric Castillo.
Fuente: Dpto. Ventas Andec.
El cuadro anterior presenta la participación de Andec con respecto a todos los
productos. Si consideramos su participación con respecto al producto armaduras
conformadas, tenemos que tomar en cuenta que Andec, además de vender armaduras
tipo vigas; exclusivamente vende este producto en la modalidad de Kit para viviendas,
mientras que las demás empresas venden solo vigas conformadas como un producto
adicional a la gama que poseen. De esta manera Andec esta creciendo progresivamente
en la captación del mercado de este producto.
ANALISIS DEL MERCADO ACTUAL
36%
12%
41%
11%
ANDEC
ADELCA
NOVACERO
I M P ORTADORES
Generalidades 32
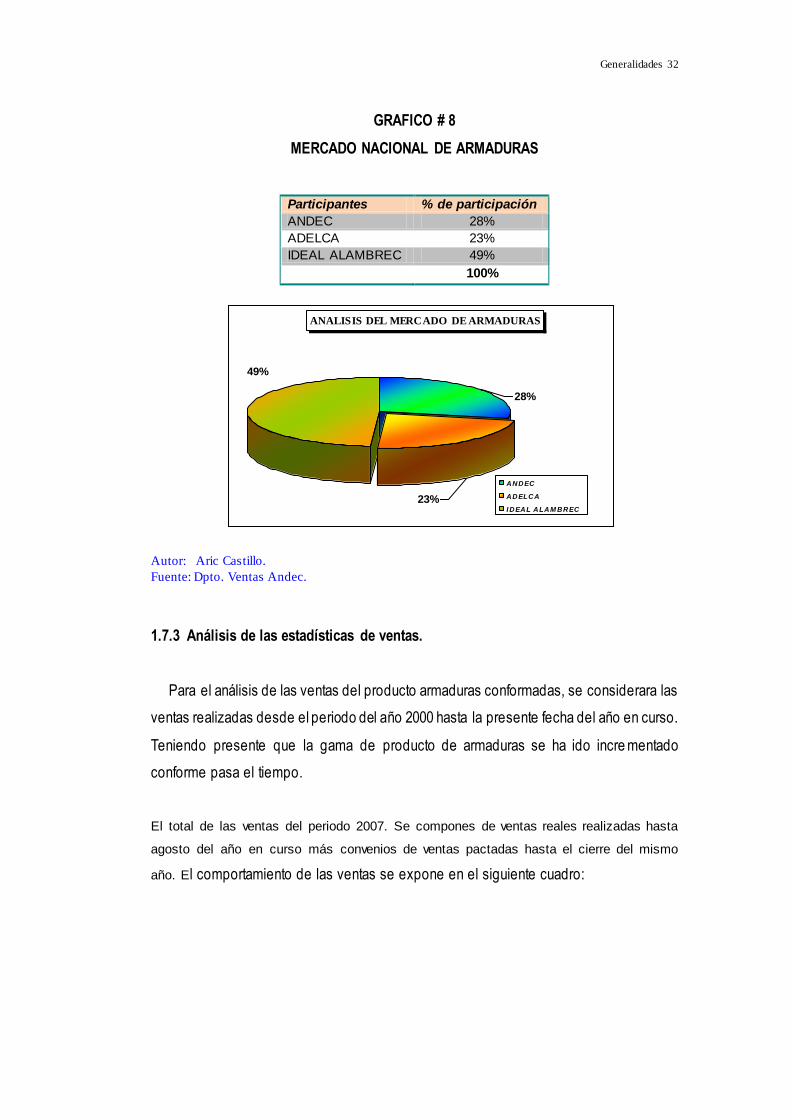
GRAFICO # 8
MERCADO NACIONAL DE ARMADURAS
Participantes % de participación
ANDEC 28%
ADELCA 23%
IDEAL ALAMBREC 49%
100%
Autor: Aric Castillo.
Fuente: Dpto. Ventas Andec.
1.7.3 Análisis de las estadísticas de ventas.
Para el análisis de las ventas del producto armaduras conformadas, se considerara las
ventas realizadas desde el periodo del año 2000 hasta la presente fecha del año en curso.
Teniendo presente que la gama de producto de armaduras se ha ido incre mentado
conforme pasa el tiempo.
El total de las ventas del periodo 2007. Se compones de ventas reales realizadas hasta
agosto del año en curso más convenios de ventas pactadas hasta el cierre del mismo
año. El comportamiento de las ventas se expone en el siguiente cuadro:
ANALISIS DEL MERCADO DE ARMADURAS
23%
49%
28%
ANDEC
ADELCA
I DEAL ALAM BREC
Generalidades 33
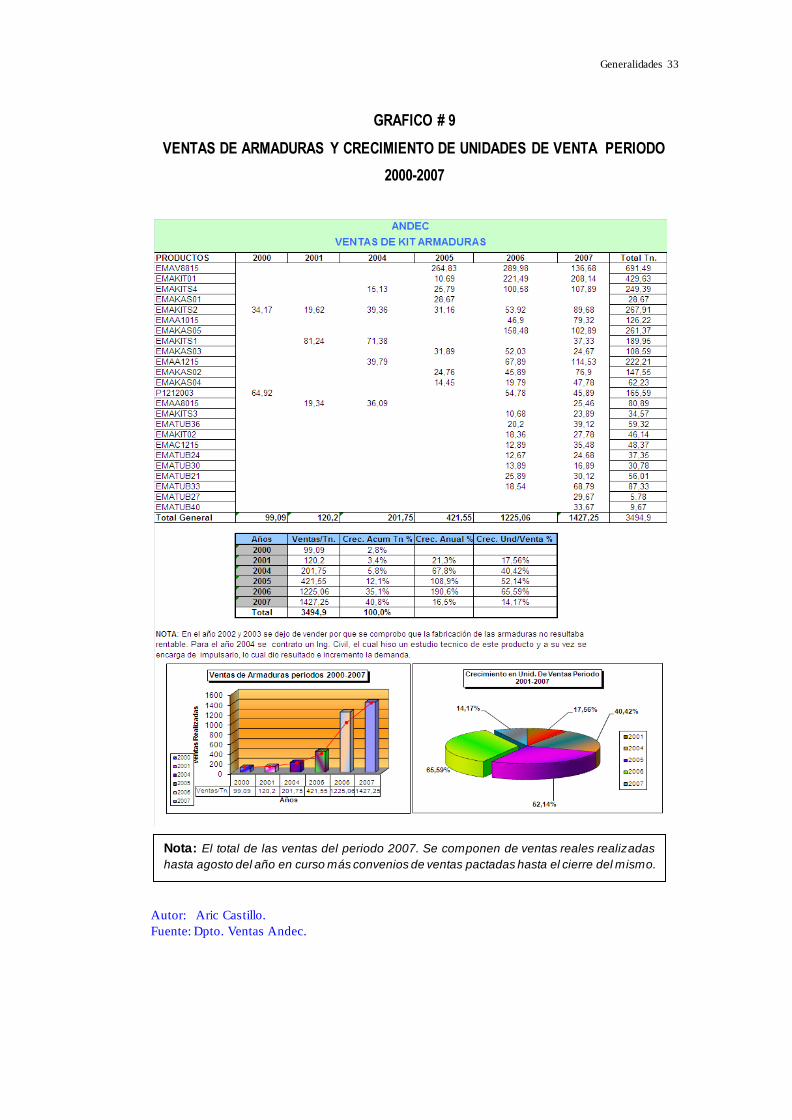
GRAFICO # 9
VENTAS DE ARMADURAS Y CRECIMIENTO DE UNIDADES DE VENTA PERIODO
2000-2007
Autor: Aric Castillo.
Fuente: Dpto. Ventas Andec.
Nota: El total de las ventas del periodo 2007. Se componen de ventas reales realizadas
hasta agosto del año en curso más convenios de ventas pactadas hasta el cierre del mismo.
Generalidades 34
1.7.4 Canales de Distribución.
Con respecto a la identificación de los canales de distribución, podemos decir que para
la comercialización de la mayoría de productos Andec se utilizan d istribuidores
registrados por la empresa, en el caso particular de varillas corrugadas se hace uso del
convenio de ventas con la cadena de franquicias Disensa.
Al hablar de armaduras conformadas, se debe considerar que esta en estudio la creación
de canales de distribución, debido a que son requeridos con características especificas
por parte de los solicitantes. En la actualidad se los vende directamente desde la empresa,
mediante convenios de venta, con las compañías constructoras, para planes de viviendas
de una planta.
Situación Actual 35
CAPITULO II
2.1 Distribución de planta.
Para el desarrollo de este punto consideraremos la disposición actual que tienen las
maquinas, tanto de la planta laminadora, así como la de la sección Electromallas donde
se encuentra ubicada el área de conformado, la misma que es el foco de nuestro estudio.
Ver anexo 5 y 6.
2.2 Descripción del proceso de armaduras conformadas.
El proceso de armaduras conformadas parte del proceso de Electromallas, ya que
como se menciono anteriormente, para este efecto se utiliza una malla particular con
dimensiones que muestran una diferenciación o exclusividad de los demás productos,
dicha diferencia se basa en el distanciamiento en la varilla principal. A continuación
detallaremos cada fase del proceso.
El proceso se inicia con el traslado de la materia prima desde el área de Enderezadora
al área de Electromallas, mediante el uso de montacargas.
La materia prima es depositada y clasificada en el estante designado, para su
posterior uso.
Se carga a las mesas el material longitudinal, el mismo que es arrastrado por un
sistema automático de la maquina y posteriormente el transversal, que es depositado
manualmente durante el proceso.

Situación Actual 36
Una vez calibrada la maquina e incorporada la metería prima al sistema de arrastre, se
procede a la fabricación de la malla p´ armadura, mediante el proceso de electrosoldado
con la intervención de 2 operadores.
Luego de su fabricación, la malla es conducida al sitio apilamiento hasta completar un lote
de 35 Un.
Luego de completar el lote de 35Un. Se transporta el paquete mediante el uso de una grúa
pórtico al área de almacenamiento para su posterior proceso.
Se transporta el paquete de 35Un. A la mesa de corte y se procede a seccionar la malla
en 4 partes de donde saldrán 4 armaduras. Esta fase del proceso es realizada por 3
operadores.

Situación Actual 37
Luego de este proceso se transporta la malla cortada, al sector de almacenamiento
asignado, para dicho efecto.
A continuación se carga la mesa de doblado y se procede a la ejecución del respectivo
proceso, con la ayuda de un sistema de neumático, que realiza la operación y en el cual
intervienen 2 operadores.
Inmediatamente a esta operación, se moviliza las mallas dobladas, a la mesa de doblado de puntas de lo que ya en esta parte de proceso lo podemos llamar estribo de la armadura
y se procede a la ejecución del respectivo proceso, en el cual intervienen 2 operadores.
Situación Actual 38
A continuación se moviliza la armadura conformada, a la cuna de empaquetado, para
embalarlo en paquetes de 48Un. Para posteriormente ser evacuado a lugar final de
almacenamiento.
2.2.1 Análisis de Proceso.
En el desarrollo de este punto, analizaremos el proceso en estudio, desde el punto de
vista del fuljo de todos los subprocesos que realiza para la elaboración del producto al cual
hacemos referencia; así como también el flujo de todas las operaciones que son
necesarias para el efecto.
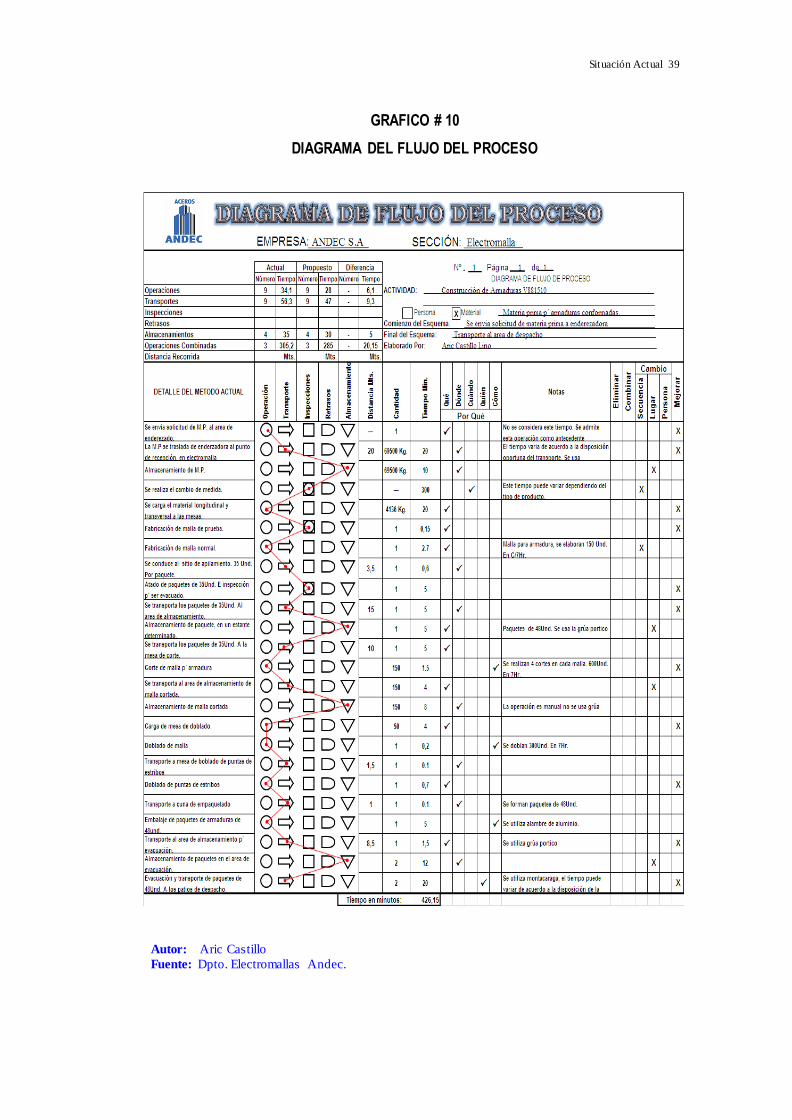
Diagrama del flujo del proceso.- Como es de conocimiento, el diagrama de flujo de
proceso es la forma más conocida y utilizada, en la representación del infinito número de
procesos que se realizan a nivel industrial, debido a que con la utilización de este
diagrama se capta y se mide la secuencia en que ocurren los elementos de la actividad. A
continuación se presenta el proceso de armaduras mediante el uso de esta herramienta;
para referirse al flujo del proceso de laminación.
Ver Anexo 7.
Situación Actual 39
GRAFICO # 10
DIAGRAMA DEL FLUJO DEL PROCESO
Autor: Aric Castillo
Fuente: Dpto. Electromallas Andec.
Situación Actual 40
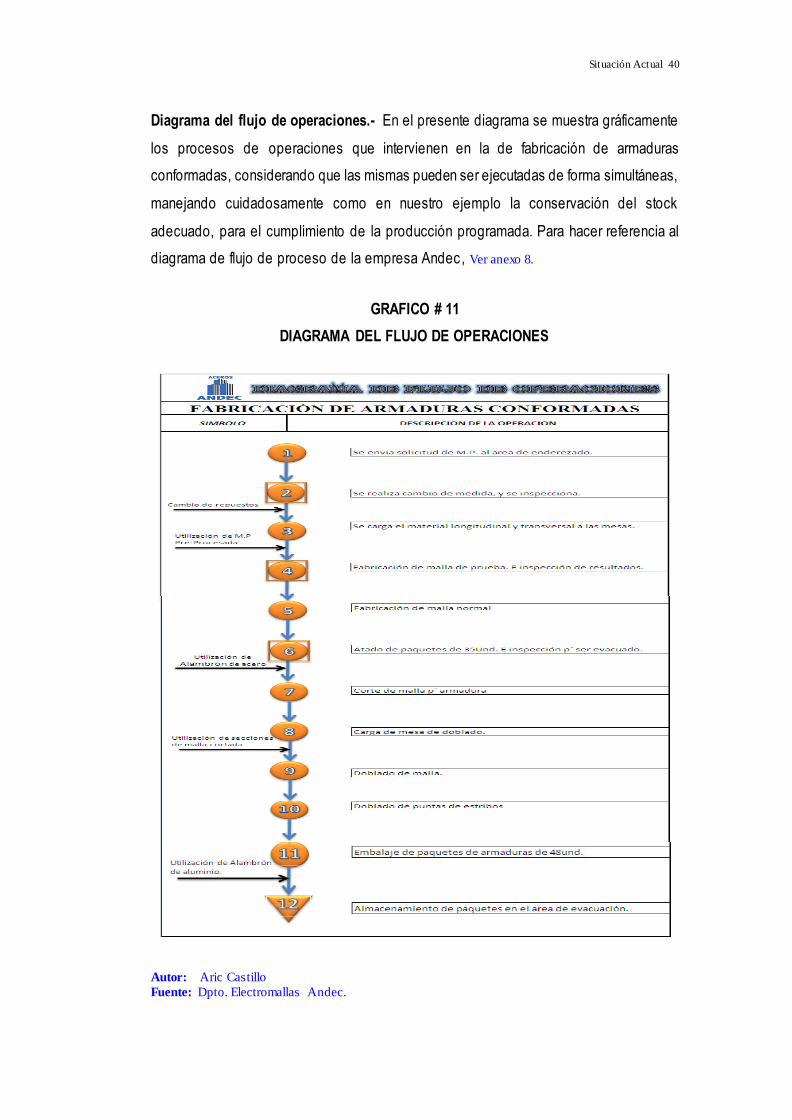
Diagrama del flujo de operaciones.- En el presente diagrama se muestra gráficamente
los procesos de operaciones que intervienen en la de fabricación de armaduras
conformadas, considerando que las mismas pueden ser ejecutadas de forma simultáneas,
manejando cuidadosamente como en nuestro ejemplo la conservación del stock
adecuado, para el cumplimiento de la producción programada. Para hacer referencia al
diagrama de flujo de proceso de la empresa Andec, Ver anexo 8.
GRAFICO # 11
DIAGRAMA DEL FLUJO DE OPERACIONES
Autor: Aric Castillo
Fuente: Dpto. Electromallas Andec.
Situación Actual 41
2.2.2 Diagrama del recorrido.
A continuación se detalla el diagrama de recorrido tanto del área de laminación de
Andec, así como el de conformados de la sección electromalla; en donde podemos
destacar la trayectoria o curso que debe seguir la materia prima dentro de su proceso de
transformación para obtener un producto terminado, para su visualización grafica.
Ver anexos 9 y 10
Recorrido del proceso de laminación.
Ingresa palanquilla por la puerta del horno de 40Tn.
Sale palanquilla calentada por puerta de deshornadora.
Se transporta la palanquilla caliente por medio del sistema de carros ripiadores.
Ingresa al sistema de laminación por medio del arrastrador.
Inicia su proceso de transformación por medio de las cajas laminadoras.
Si no es proceso del sistema monoblock (fabricación de alambrón) la barra se
dirigirá al sistema de termotratado Tempcore.
Pasa por cizalla volante.
Se dirige a la mesa de enfriamiento.
Posteriormente al recorrido de la mesa, llega a la cizalla Gelman.
Finalmente llega la zona de amarrado para su posterior evacuación.
Recorrido del proceso de conformados.
Se transporta la materia prima desde el area de Enderezadora.
Una vez cargada la maquina comienza el recorrido en la maquina de
electrosoldado donde se fabrica la electromalla.
Se transporta al área de corte de malla.
Posteriormente se dirige a la maquina de doblado.
A continuación se dirige hacia la cuna de embalaje.
Finalmente se ubican los paquetes en el área de almacenaje par su posterior
venta.
Situación Actual 42
2.3 Planificación y programación de la producción.
En este punto se muestra el procedimiento, que marca la interrelación entre las aéreas
de Ventas, Electromallas y Enderezadora. Con respecto a la planificación y programación
de los volúmenes de producción; frente a un mercado que se manifiesta con una demanda
constantemente en crecimiento. La capacidad instalada del área de Electromallas con
respecto a la fabricación de armaduras es de 1500Tn Promedio por año. Los
procedimientos acordados entre las aéreas pertinentes para la planificación y producción,
se manifiestan en el siguiente orden:
Pedido de producción del área de venta y comercialización.- De acuerdo a los
resultados de la gestión de comercialización y a las contrataciones de ventas con las
empresas constructoras, una vez obtenidas las cifras requeridas para ser vendidas, este
departamento genera un pedido producción al Dpto. Electromallas, documentado en el
formato con código PFME-PE-01-00-02, haciéndolo llegar por medio del, mensajero de la
empresa. Para ver los detalles de la información que contiene e ste documento.
Ver anexo 11.
Planificación de la producción en el área de Electromallas.- Una vez recibida la
orden de producción, Electromallas realiza una solicitud de pedido de materia prima al
área de enderezadora para cumplir con lo requerido por ventas. El período de entrega
oscila entre 2 y 3días, según la prioridad de la fabricación del producto. Posteriormente a
la entrega del lote de materia prima solicitado; se establece la fecha de inicio de
fabricación del producto, esto mientras se termina la producción que esta en curso. Para la
ejecución de los turnos de producción se utiliza el formato PFME-PE03-00-03.
Ver anexo # 12.
Finalizada la producción se ingresa los datos de los resultados obtenidos en un formato
del sistema de inventario de la red y se publica en las carpetas públicas del Outlook.
2.3.1 Análisis de la capacidad de la producción.
Las maquinas electrosoldadoras, que son de procedencia colombiana; según los
datos proporcionados por los fabricantes de las mismas. Informan en los manuales de
diseño, que la capacidad instalada, de estos equipos son de 500 a 550 Tn/Mes,
Situación Actual 43
considerando como dato promedio de cálculo 500Tn/mes, de lo cual se considera el 25%
de su rendimiento destinado a la fabricación de armaduras. Aunque se esta trabajando en
obras de ampliación de la planta laminadora y del área de despacho esto no a
interrumpido considerablemente el normal proceso de fabricación de estos productos.
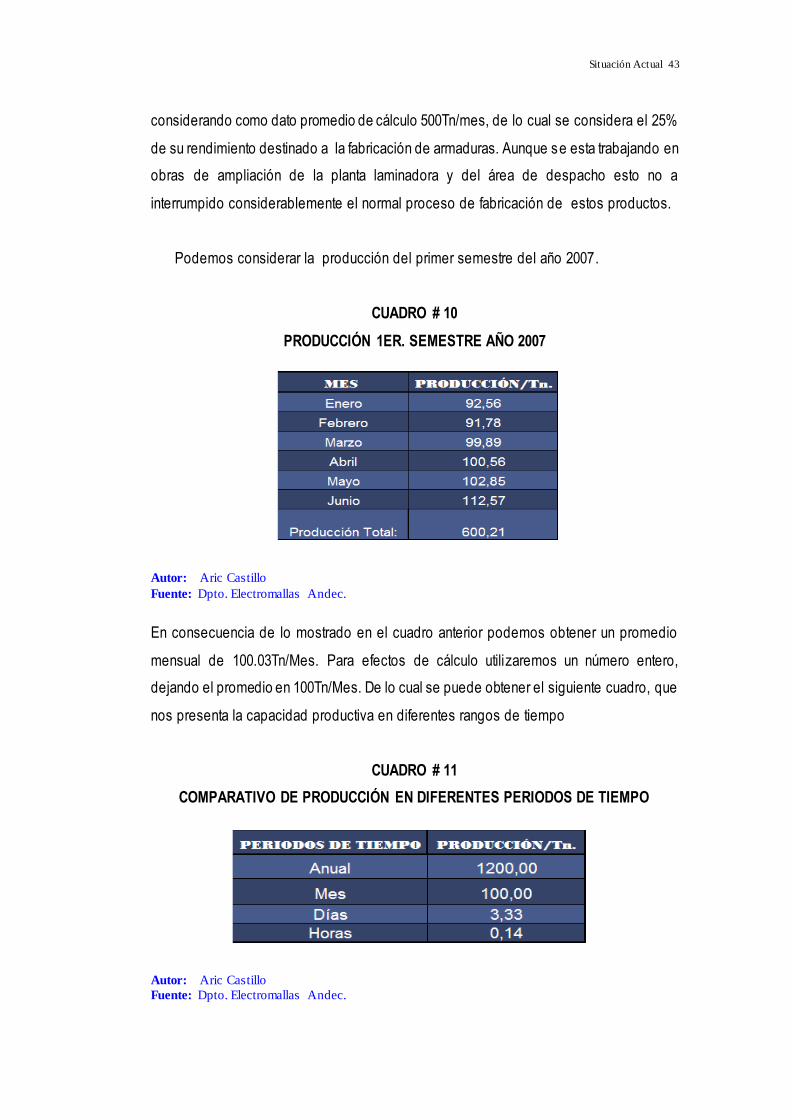
Podemos considerar la producción del primer semestre del año 2007.
CUADRO # 10
PRODUCCIÓN 1ER. SEMESTRE AÑO 2007
Autor: Aric Castillo
Fuente: Dpto. Electromallas Andec.
En consecuencia de lo mostrado en el cuadro anterior podemos obtener un promedio
mensual de 100.03Tn/Mes. Para efectos de cálculo utilizaremos un número entero,
dejando el promedio en 100Tn/Mes. De lo cual se puede obtener el siguiente cuadro, que
nos presenta la capacidad productiva en diferentes rangos de tiempo
CUADRO # 11
COMPARATIVO DE PRODUCCIÓN EN DIFERENTES PERIODOS DE TIEMPO
Autor: Aric Castillo
Fuente: Dpto. Electromallas Andec.
Situación Actual 44
2.3.2 Análisis de la eficiencia.
Mediante los resultados obtenidos, podemos establecer una relación entre, la producción
real y teórica; de la cual surge el siguiente planteamiento.
Como resultado tenemos una eficiencia del 80% de eficiencia en la utilización de la
capacidad instalada de la máquina.
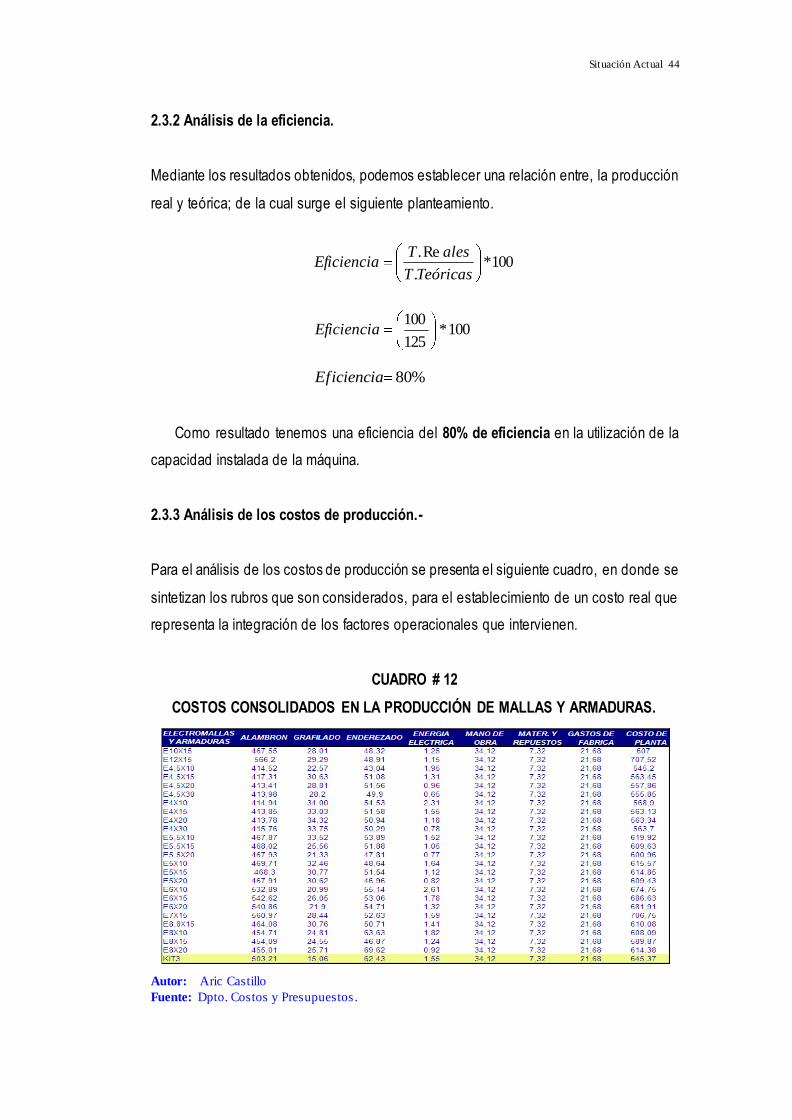
2.3.3 Análisis de los costos de producción.-
Para el análisis de los costos de producción se presenta el siguiente cuadro, en donde se
sintetizan los rubros que son considerados, para el establecimiento de un costo real que
representa la integración de los factores operacionales que intervienen.
CUADRO # 12
COSTOS CONSOLIDADOS EN LA PRODUCCIÓN DE MALLAS Y ARMADURAS.
Autor: Aric Castillo
Fuente: Dpto. Costos y Presupuestos .
100*.
Re.
TeóricasT
alesTEficiencia
100*125
100Eficiencia
%80Eficiencia
Situación Actual 45
En este cuadro hemos puesto además de las armaduras también llamadas Kit, los
factores de costos de las Electromallas; tomando en consideración que ambos tienen
cierta similitud en el proceso y que las armaduras se constituyen en un sub -producto.
2.4 Análisis de FODA.
Como es de conocimiento, el análisis FODA es una herramienta esencial que provee
de los criterios necesarios, para un proceso de planeación estratégica, proporcionado la
información necesaria para la implantación de acciones y medidas correctivas y la
generación de nuevos o mejores proyectos de mejora.
CUADRO # 13
LISTA DE FACTORES FODA CLASIFICADOS POR FUNCIÓN SUSTANTIVA
Fortalezas: F1. Participación en el mercado. F2.Canales de distribución. F3.Imagen de marca. F4.Certificación ISO-9001 Vs.2000
Debilidades: D1. Obtención de materia prima. D2. Importación de Insumos. D3. Capacidad de distribución región sierra por mejorar. D4. Solo realiza ventas nacionales.
Oportunidades: O1. Exportación de producto terminado. O2. Crecimiento poblacional. O3. Incremento de Capacidad Instalada. O4.Ubicación Geográfica
Amenazas: A1. Precio de materia prima importada. A2. Competencia de importadores. A3. Comportamiento de mercado. A4. Acciones gubernamentales.
Autor: Aric Castillo
Fuente: Instituto Politécnico Nacional Secretaria Técnica, Metodología para el Análisis FODA,
Ecuador, Marzo 2002
Situación Actual 46
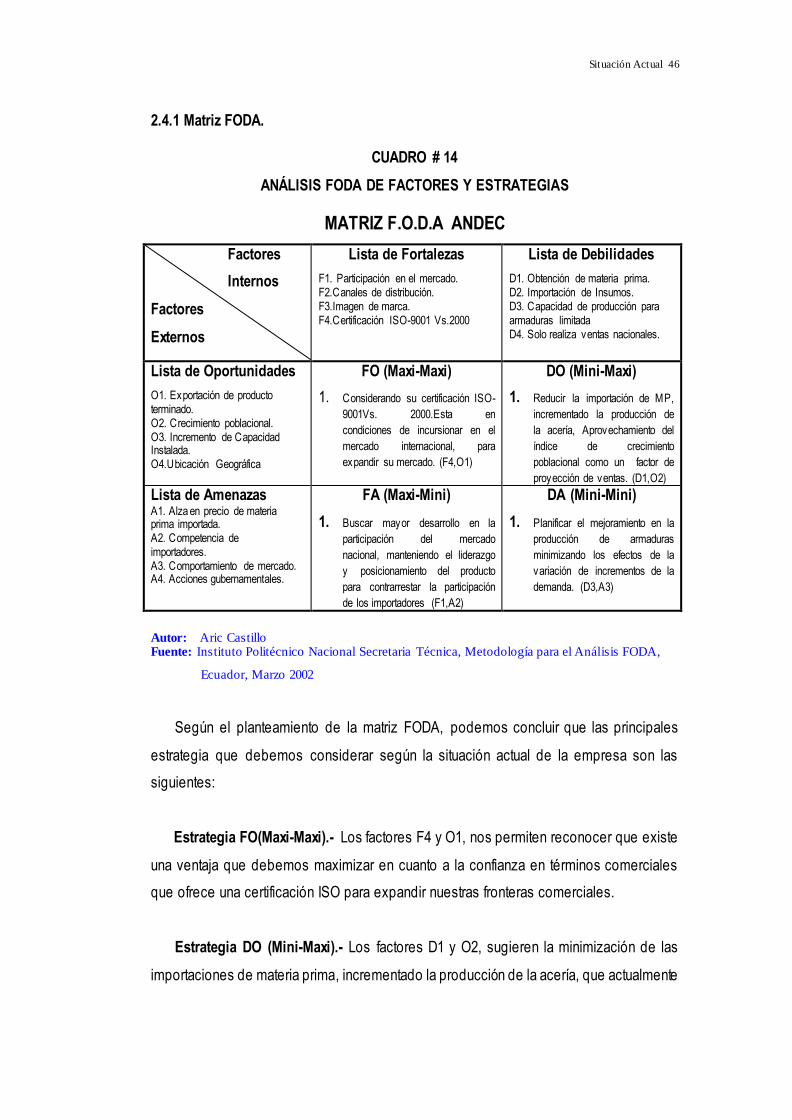
2.4.1 Matriz FODA.
CUADRO # 14
ANÁLISIS FODA DE FACTORES Y ESTRATEGIAS
MATRIZ F.O.D.A ANDEC
Autor: Aric Castillo Fuente: Instituto Politécnico Nacional Secretaria Técnica, Metodología para el Análisis FODA,
Ecuador, Marzo 2002
Según el planteamiento de la matriz FODA, podemos concluir que las principales
estrategia que debemos considerar según la situación actual de la empresa son las
siguientes:
Estrategia FO(Maxi-Maxi).- Los factores F4 y O1, nos permiten reconocer que existe
una ventaja que debemos maximizar en cuanto a la confianza en términos comerciales
que ofrece una certificación ISO para expandir nuestras fronteras comerciales.
Estrategia DO (Mini-Maxi).- Los factores D1 y O2, sugieren la minimización de las
importaciones de materia prima, incrementado la producción de la acería, que actualmente
Factores
Internos
Factores
Externos
Lista de Fortalezas
F1. Participación en el mercado. F2.Canales de distribución. F3.Imagen de marca. F4.Certificación ISO-9001 Vs.2000
Lista de Debilidades
D1. Obtención de materia prima. D2. Importación de Insumos. D3. Capacidad de producción para armaduras limitada D4. Solo realiza ventas nacionales.
Lista de Oportunidades
O1. Exportación de producto terminado. O2. Crecimiento poblacional. O3. Incremento de Capacidad Instalada. O4.Ubicación Geográfica
FO (Maxi-Maxi)
1. Considerando su certificación ISO-
9001Vs. 2000.Esta en
condiciones de incursionar en el
mercado internacional, para
expandir su mercado. (F4,O1)
DO (Mini-Maxi)
1. Reducir la importación de MP,
incrementado la producción de
la acería, Aprovechamiento del
índice de crecimiento
poblacional como un factor de
proyección de ventas. (D1,O2) Lista de Amenazas
A1. Alza en precio de materia prima importada. A2. Competencia de importadores. A3. Comportamiento de mercado. A4. Acciones gubernamentales.
FA (Maxi-Mini)
1. Buscar mayor desarrollo en la
participación del mercado
nacional, manteniendo el liderazgo
y posicionamiento del producto
para contrarrestar la participación
de los importadores (F1,A2)
DA (Mini-Mini)
1. Planificar el mejoramiento en la
producción de armaduras
minimizando los efectos de la
variación de incrementos de la
demanda. (D3,A3)
Situación Actual 47
provee algo más del 42% de MP a la planta laminadora. Por otra parte aprovechar los
índices de crecimiento poblacional, considerando que estos expanden el mercado y a su
vez la participación de las empresas que comercializan productos de acero.
Estrategia FA (Maxi-Mini).- Los factores F1 y A2. Nos recuerda que la empresa
Andec como tal goza del liderazgo en ventas de productos de acero para la construcción,
por lo cual debe maximizar dicha fortaleza, para no ser superado, y en consecuencia
minimizaría progresivamente las importaciones.
Estrategia DA (Mini-Mini).- Los factores D3 y A3. No sugieren considerar un estudio
detallado para incrementar la producción de armaduras, teniendo presente que la
variación del mercado tiende a incrementar la demanda de este producto, en vista de que
esta recibiendo mayor acogida en el sector de la construcción.
Análisis de los problemas registrados 48
CAPITULO III
3.1 Descripción de los problemas que afectan al proceso de fabricación de
armaduras conformadas.
Para describir el o los problemas, que afecta al proceso mencionado, es necesario
conocer las diferentes secciones que intervienen en la realizac ión del mismo, así como
sus responsabilidades y las actividades que desarrollan.
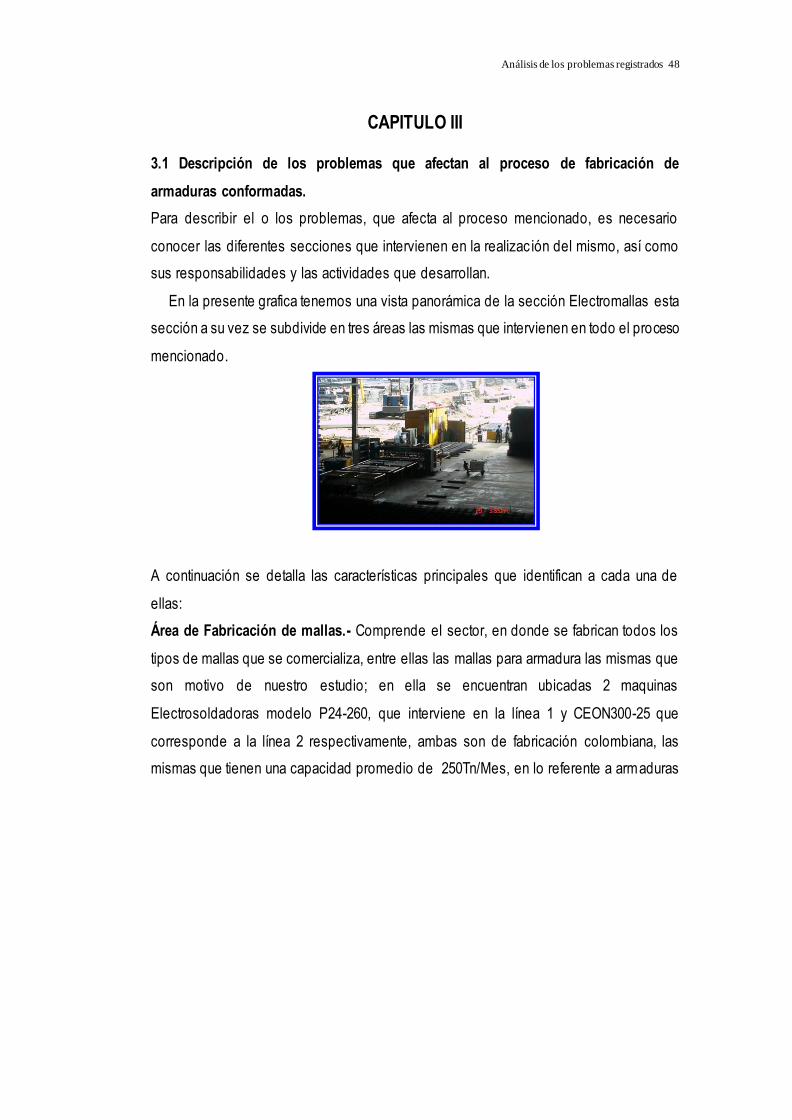
En la presente grafica tenemos una vista panorámica de la sección Electromallas esta
sección a su vez se subdivide en tres áreas las mismas que intervienen en todo el proceso
mencionado.
A continuación se detalla las características principales que identifican a cada una de
ellas:
Área de Fabricación de mallas.- Comprende el sector, en donde se fabrican todos los
tipos de mallas que se comercializa, entre ellas las mallas para armadura las mismas que
son motivo de nuestro estudio; en ella se encuentran ubicadas 2 maquinas
Electrosoldadoras modelo P24-260, que interviene en la línea 1 y CEON300-25 que
corresponde a la línea 2 respectivamente, ambas son de fabricación colombiana, las
mismas que tienen una capacidad promedio de 250Tn/Mes, en lo referente a armaduras

Análisis de los problemas registrados 49
tiene una producción de 150mallas por turno y para su operación se requiere de 2
operarios, distribuidos en 3 turnos de 8 Horas.
Área de corte de malla.- Es el área encargada de realizar los cortes de las mallas
para la fabricación de armaduras y Kit de armaduras, las mismas que se comercializan
para la construcción de viviendas de una sola planta. La maquina empleada, fue diseñada
y construidas en la misma sección y tiene una producción promedio de 600 secciones de
mallas por turno, opera con un contingente de 3 operarios, dispuestos estratégicamente
para el desarrollo del proceso.
Área de Doblado.- Como última fase del proceso de fabricación de las armaduras,
está el área de doblado, la misma que se encarga de darle forma a la armadura, mediante
dobleces simétricamente establecidos, a partir del segmento de malla previamente
cortada. Esta sección se conforma de dos sectores, el sector de doblado propiamente
dicho y el sector de doblado de puntas de estribo. Utiliza una maquina de doblado con
accionamiento neumático; la misma que fue construida en lo talleres de proyecto
mecánico de Andec. Con esta maquina se tiene una producción de 300und en cada turno
de 8Hr; y utiliza un contingente conformado por tres operarios.
Análisis de los problemas registrados 50
Por último se ubica la armadura fabricada a la cuna de embalaje de 48 und, donde
son atadas y finalmente evacuadas al lugar de almacenamiento final.
Luego de haber mencionado brevemente el desarrollo del proceso de armaduras,
identificando y explicando las funciones de cada una de las áreas que conforma la sección
electromalla; podemos notar el deseo de expansión, respecto a la gama de productos
por parte de la empresa Andec. Podemos observar en el cuadro de ventas del capitulo
anterior (Ver Figura 4), que la demanda de este producto se a incrementado
progresivamente cada año. Y las proyecciones para los próximos años serán aun
mayores, esto hace evidente ciertas limitantes en cuanto a la capacidad instalada actual
que presentan las maquinas de este proceso. Podemos concluir que el problema potencial
de esta sección es su limitación para sostener una producción aco rde al crecimiento de la
demanda, debido a la falta de máquinas modernas que simplifiquen los procedimientos
Análisis de los problemas registrados 51
empleados y generen una mayor productividad de acuerdo al tiempo estimado para la
producción, según los requerimientos del departamento de ventas.
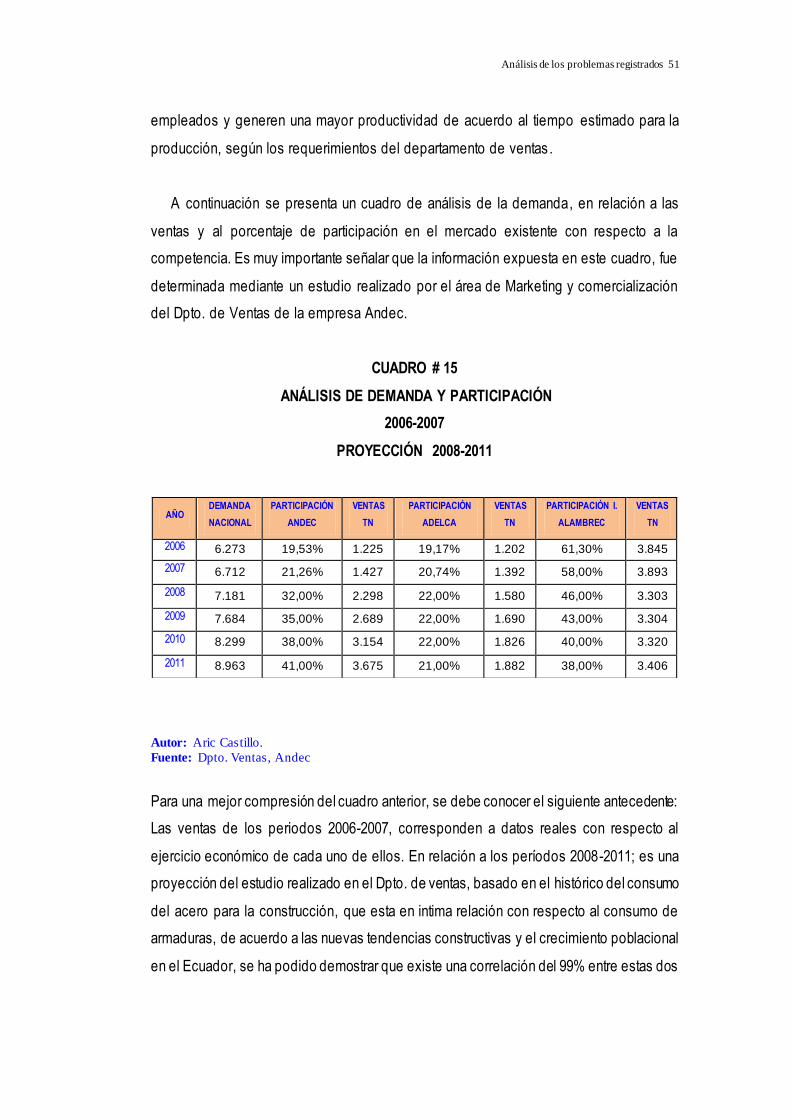
A continuación se presenta un cuadro de análisis de la demanda, en relación a las
ventas y al porcentaje de participación en el mercado existente con respecto a la
competencia. Es muy importante señalar que la información expuesta en este cuadro, fue
determinada mediante un estudio realizado por el área de Marketing y comercialización
del Dpto. de Ventas de la empresa Andec.
CUADRO # 15
ANÁLISIS DE DEMANDA Y PARTICIPACIÓN
2006-2007
PROYECCIÓN 2008-2011
Autor: Aric Castillo.
Fuente: Dpto. Ventas, Andec
Para una mejor compresión del cuadro anterior, se debe conocer el siguiente antecedente:
Las ventas de los periodos 2006-2007, corresponden a datos reales con respecto al
ejercicio económico de cada uno de ellos. En relación a los períodos 2008-2011; es una
proyección del estudio realizado en el Dpto. de ventas, basado en el histórico del consumo
del acero para la construcción, que esta en intima relación con respecto al consumo de
armaduras, de acuerdo a las nuevas tendencias constructivas y el crecimiento poblacional
en el Ecuador, se ha podido demostrar que existe una correlación del 99% entre estas dos
AÑO DEMANDA
NACIONAL
PARTICIPACIÓN
ANDEC
VENTAS
TN
PARTICIPACIÓN
ADELCA
VENTAS
TN
PARTICIPACIÓN I.
ALAMBREC
VENTAS
TN
2006 6.273 19,53% 1.225 19,17% 1.202 61,30% 3.845
2007 6.712 21,26% 1.427 20,74% 1.392 58,00% 3.893
2008 7.181 32,00% 2.298 22,00% 1.580 46,00% 3.303
2009 7.684 35,00% 2.689 22,00% 1.690 43,00% 3.304
2010 8.299 38,00% 3.154 22,00% 1.826 40,00% 3.320
2011 8.963 41,00% 3.675 21,00% 1.882 38,00% 3.406
Análisis de los problemas registrados 52
variables( Consumo de acero y crecimiento poblacional), lo que ha servido de base para
determinar la proyección del acero hasta el año 2011.
El cuadro manifiesta que entre el periodo 2007-2008 habrá un incremento del 10.74%,
debido a un repunte en la ventas de armaduras, debido a la ejecución de las estrategias
de ventas planificadas y a la publicidad que se le dará al producto, acorde a los planes de
construcción de viviendas a nivel nacional, pero como la competencia tendrá su reacción
se espera que en los en los siguientes periodos la demanda se estabilizara en un
crecimiento promedio del 3%, con lo cual se espera en el 2011 tener una participación del
41% del mercado existente.
3.1.1 Análisis de los problemas que afectan al proceso productivo.
Para el respectivo análisis del problema, se debe conocer los siguientes datos técnicos
con respecto a la producción:
La sección electromalla tiene una capacidad instalada promedio de 500Tn/Mes, de lo
cual el 25% de la producción se destina para la fabricación de armaduras, esto nos deja
una producción promedio de 125Tn/Mes, lo que es igual a 1500Tn/Año. Con este
argumento técnico Andec S.A. estima una participación progresiva en el mercado que se
proyecta hasta el 2011 con un incremento anual promedio del 4,3%. Para lo cual necesita
optimizar su producción, considerando que en el año 2006 su participación fue del 20%,
con un global de ventas de 1225 Tn; esto se debió a la incidencias colaterales del impacto
producido por el nuevo gobierno, pero para el 2007, supero su capacidad promedio de
producción lo cual nos hace entender que requirió de mas esfuerzo de las maquinarias
para cubrir la demanda del mercado.
Concluimos según lo analizado que es inminente un problema de desabastecimiento
para el mercado que se proyecta cubrir. Paralelamente existe una tendencia evolutiva ya
que cada vez el cliente es más exigente con respecto a la aplicación del producto y a la
resistencia del mismo.
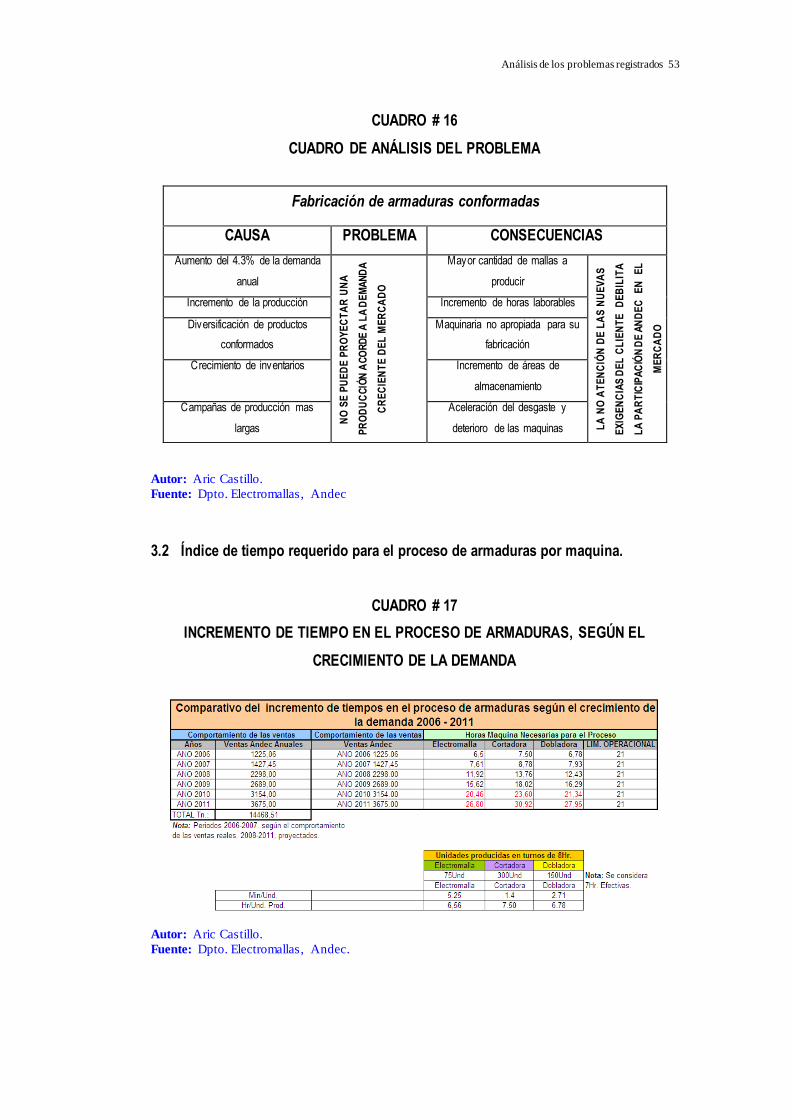
Análisis de los problemas registrados 53
CUADRO # 16
CUADRO DE ANÁLISIS DEL PROBLEMA
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec
3.2 Índice de tiempo requerido para el proceso de armaduras por maquina.
CUADRO # 17
INCREMENTO DE TIEMPO EN EL PROCESO DE ARMADURAS, SEGÚN EL
CRECIMIENTO DE LA DEMANDA
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
Fabricación de armaduras conformadas
CAUSA PROBLEMA CONSECUENCIAS
Aumento del 4.3% de la demanda
anual
NO
SE
PU
ED
E P
RO
YE
CT
AR
UN
A
PR
OD
UC
CIÓ
N A
CO
RD
E A
LA
DE
MA
ND
A
CR
EC
IEN
TE
DE
L M
ER
CA
DO
Mayor cantidad de mallas a
producir
LA
NO
AT
EN
CIÓ
N D
E L
AS
NU
EV
AS
EX
IGE
NC
IAS
DE
L C
LIE
NT
E
DE
BIL
ITA
LA
PA
RT
ICIP
AC
IÓN
DE
AN
DE
C
EN
E
L
ME
RC
AD
O
Incremento de la producción Incremento de horas laborables
Diversificación de productos
conformados
Maquinaria no apropiada para su
fabricación
Crecimiento de inventarios Incremento de áreas de
almacenamiento
Campañas de producción mas
largas
Aceleración del desgaste y
deterioro de las maquinas
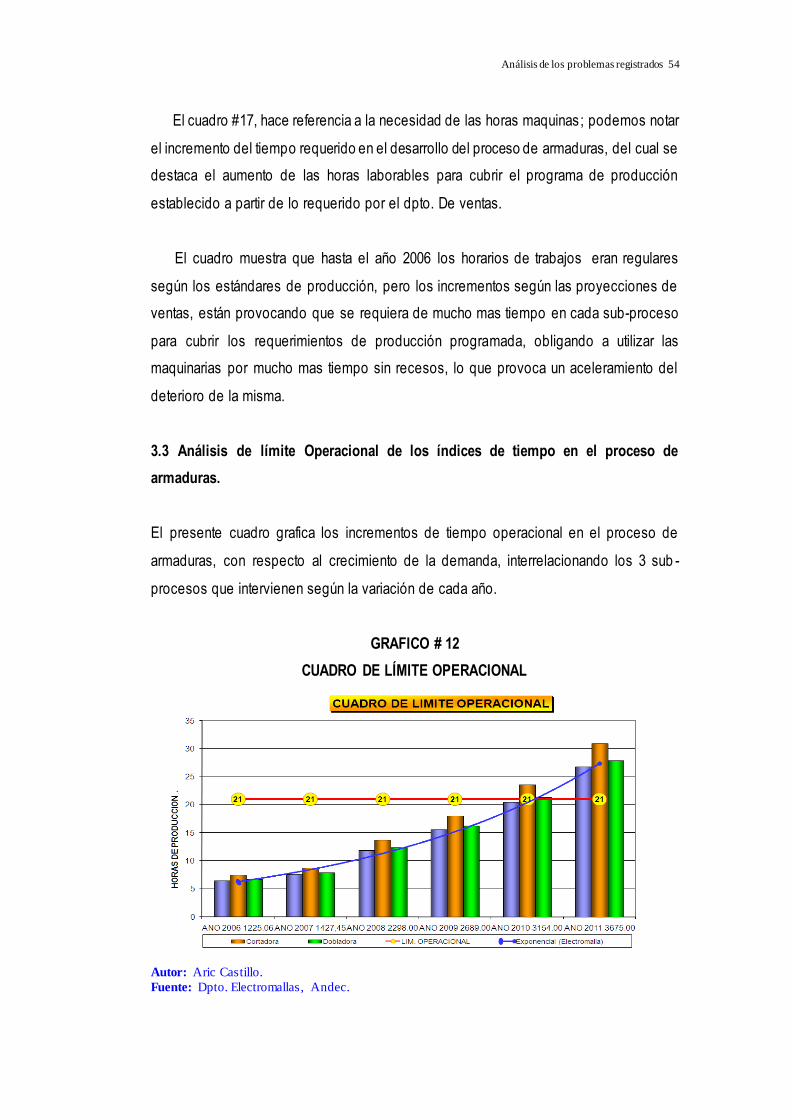
Análisis de los problemas registrados 54
El cuadro #17, hace referencia a la necesidad de las horas maquinas; podemos notar
el incremento del tiempo requerido en el desarrollo del proceso de armaduras, del cual se
destaca el aumento de las horas laborables para cubrir el programa de producción
establecido a partir de lo requerido por el dpto. De ventas.
El cuadro muestra que hasta el año 2006 los horarios de trabajos eran regulares
según los estándares de producción, pero los incrementos según las proyecciones de
ventas, están provocando que se requiera de mucho mas tiempo en cada sub-proceso
para cubrir los requerimientos de producción programada, obligando a utilizar las
maquinarias por mucho mas tiempo sin recesos, lo que provoca un aceleramiento del
deterioro de la misma.
3.3 Análisis de límite Operacional de los índices de tiempo en el proceso de
armaduras.
El presente cuadro grafica los incrementos de tiempo operacional en el proceso de
armaduras, con respecto al crecimiento de la demanda, interrelacionando los 3 sub -
procesos que intervienen según la variación de cada año.
GRAFICO # 12
CUADRO DE LÍMITE OPERACIONAL
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
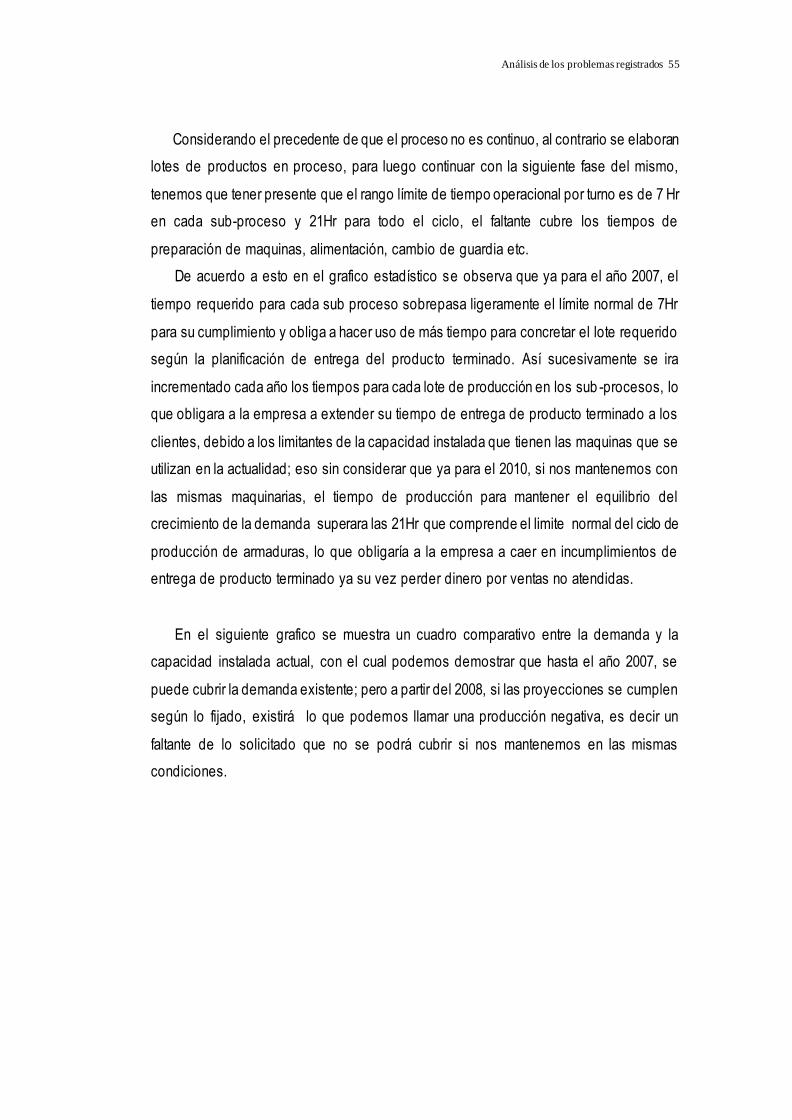
Análisis de los problemas registrados 55
Considerando el precedente de que el proceso no es continuo, al contrario se elaboran
lotes de productos en proceso, para luego continuar con la siguiente fase del mismo,
tenemos que tener presente que el rango límite de tiempo operacional por turno es de 7 Hr
en cada sub-proceso y 21Hr para todo el ciclo, el faltante cubre los tiempos de
preparación de maquinas, alimentación, cambio de guardia etc.
De acuerdo a esto en el grafico estadístico se observa que ya para el año 2007, el
tiempo requerido para cada sub proceso sobrepasa ligeramente el límite normal de 7Hr
para su cumplimiento y obliga a hacer uso de más tiempo para concretar el lote requerido
según la planificación de entrega del producto terminado. Así sucesivamente se ira
incrementado cada año los tiempos para cada lote de producción en los sub -procesos, lo
que obligara a la empresa a extender su tiempo de entrega de producto terminado a los
clientes, debido a los limitantes de la capacidad instalada que tienen las maquinas que se
utilizan en la actualidad; eso sin considerar que ya para el 2010, si nos mantenemos con
las mismas maquinarias, el tiempo de producción para mantener el equilibrio del
crecimiento de la demanda superara las 21Hr que comprende el limite normal del ciclo de
producción de armaduras, lo que obligaría a la empresa a caer en incumplimientos de
entrega de producto terminado ya su vez perder dinero por ventas no atendidas.
En el siguiente grafico se muestra un cuadro comparativo entre la demanda y la
capacidad instalada actual, con el cual podemos demostrar que hasta el año 2007, se
puede cubrir la demanda existente; pero a partir del 2008, si las proyecciones se cumplen
según lo fijado, existirá lo que podemos llamar una producción negativa, es decir un
faltante de lo solicitado que no se podrá cubrir si nos mantenemos en las mismas
condiciones.
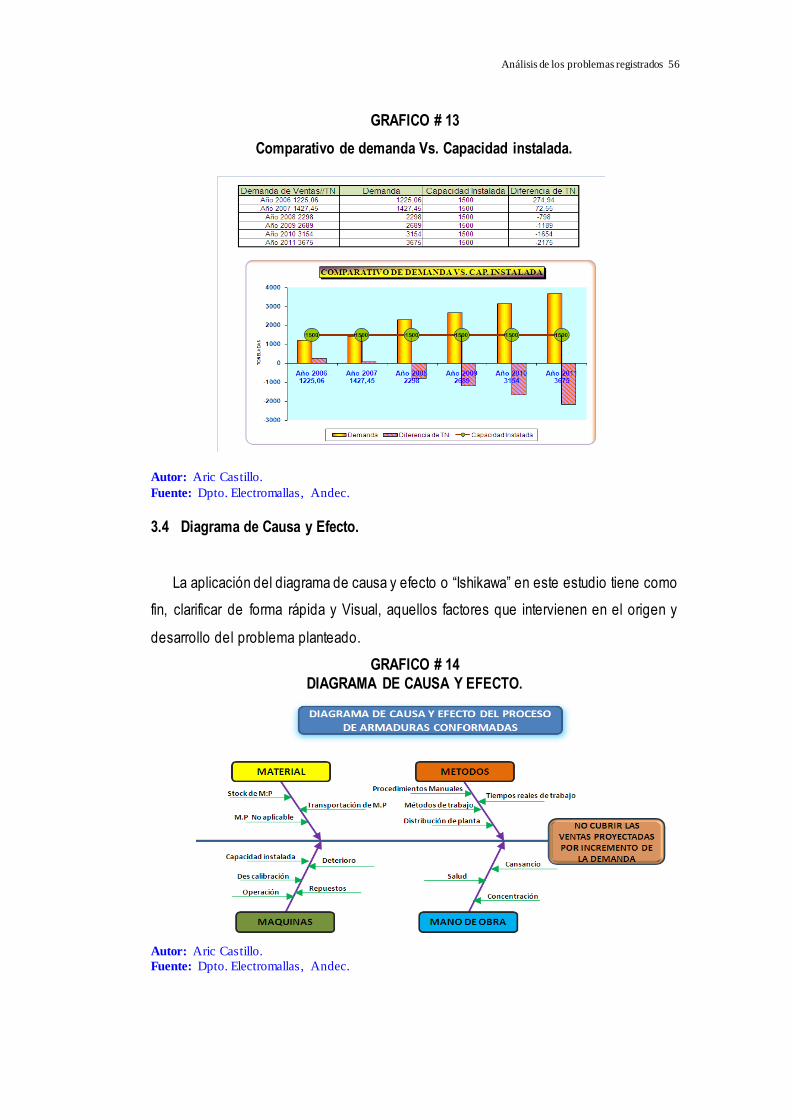
Análisis de los problemas registrados 56
GRAFICO # 13
Comparativo de demanda Vs. Capacidad instalada.
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
3.4 Diagrama de Causa y Efecto.
La aplicación del diagrama de causa y efecto o “Ishikawa” en este estudio tiene como
fin, clarificar de forma rápida y Visual, aquellos factores que intervienen en el origen y
desarrollo del problema planteado.
GRAFICO # 14
DIAGRAMA DE CAUSA Y EFECTO.
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
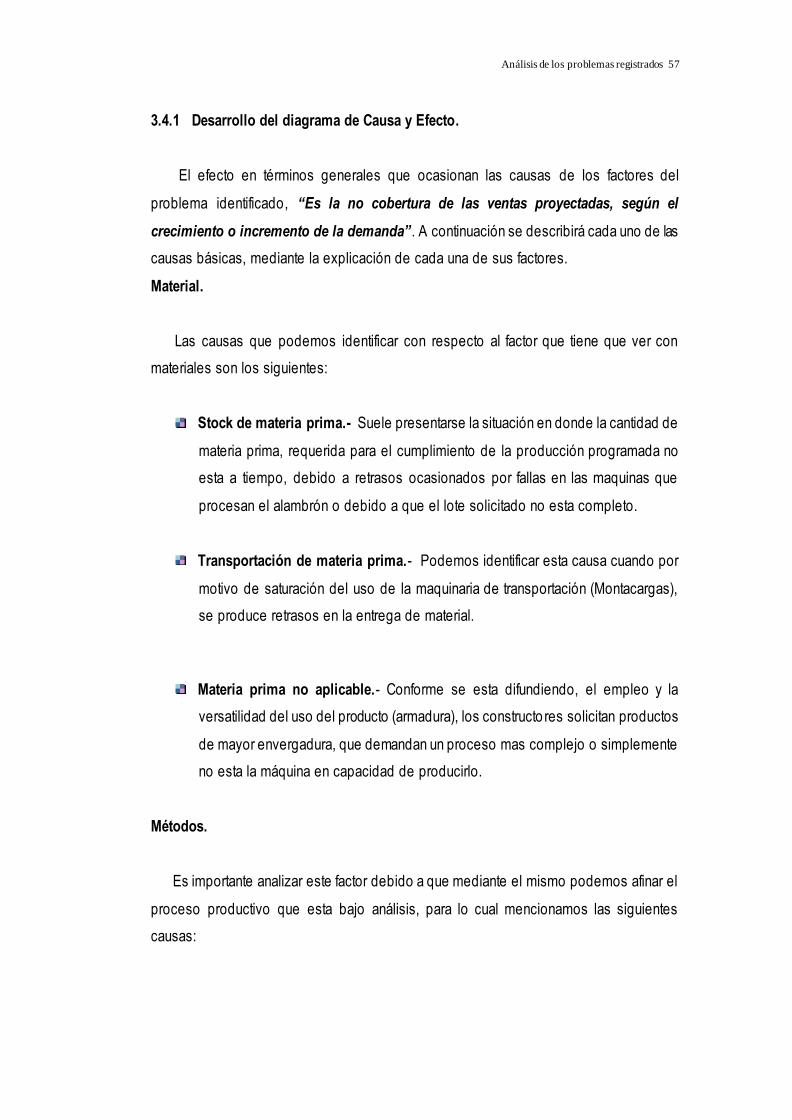
Análisis de los problemas registrados 57
3.4.1 Desarrollo del diagrama de Causa y Efecto.
El efecto en términos generales que ocasionan las causas de los factores del
problema identificado, “Es la no cobertura de las ventas proyectadas, según el
crecimiento o incremento de la demanda”. A continuación se describirá cada uno de las
causas básicas, mediante la explicación de cada una de sus factores.
Material.
Las causas que podemos identificar con respecto al factor que tiene que ver con
materiales son los siguientes:
Stock de materia prima.- Suele presentarse la situación en donde la cantidad de
materia prima, requerida para el cumplimiento de la producción programada no
esta a tiempo, debido a retrasos ocasionados por fallas en las maquinas que
procesan el alambrón o debido a que el lote solicitado no esta completo.
Transportación de materia prima.- Podemos identificar esta causa cuando por
motivo de saturación del uso de la maquinaria de transportación (Montacargas),
se produce retrasos en la entrega de material.
Materia prima no aplicable.- Conforme se esta difundiendo, el empleo y la
versatilidad del uso del producto (armadura), los constructo res solicitan productos
de mayor envergadura, que demandan un proceso mas complejo o simplemente
no esta la máquina en capacidad de producirlo.
Métodos.
Es importante analizar este factor debido a que mediante el mismo podemos afinar el
proceso productivo que esta bajo análisis, para lo cual mencionamos las siguientes
causas:
Análisis de los problemas registrados 58
Procedimientos manuales.- Casi el 80% de actividades empleadas en este
proceso son manuales y el cumplimiento de cada una de ellas determina un
tiempo específico, que puede ser analizado y reducido
Tiempos reales de trabajo.- Aunque están definidas las actividades que
intervienen en cada una de las fases del proceso, los tiempos pueden ser
ajustados y reducidos para el cumplimiento de cada una de ellas.
Métodos de trabajo.- Los métodos de trabajos desarrollados para el
cumplimiento de este proceso, son susceptible de modificaciones con el fin de
mejorarlos.
Distribución de planta.- La necesidad de áreas de almacenamientos temporales
dentro del proceso, hacen factible el análisis de una nueva distribución de planta.
Maquinas.
El análisis del factor que respecta a las maquinas utilizadas es de vital importancia, ya
que ellas son las que determinan el avance del proceso. A continuación se mencionan las
siguientes causas:
Capacidad Instalada.- Es la principal de las causas en este estudio ya que esta
definida por el fabricante de la maquina en cuestión, y cuando la producción
requerida sobrepasa su capacidad, esta queda desatendida provocando
desabastecimiento del producto en el tiempo requerido.
Deterioro.- Conforme crece la demanda del producto en mención (armaduras).
Las maquinas esta siendo forzadas para alcanzar los niveles de producción más
exigentes, lo cual produce en las mismas diferentes tipos de daños colaterales.
Descalibración.- Es uno de los daños colaterales que se producen dentro del
deterioro de la maquina, lo que ocasiona perdida de tiempo al ponerla a punto
para su funcionamiento.
Repuestos.- El tiempo que llevan de operación continua las maquinas a permitido
que las partes principales de su mecanismo que alojan elementos de maquina, se
desgaten, provocando un uso mas frecuente de repuestos, lo cual incurre en
tiempo de espera para el recambio o fabricación de los mismos.
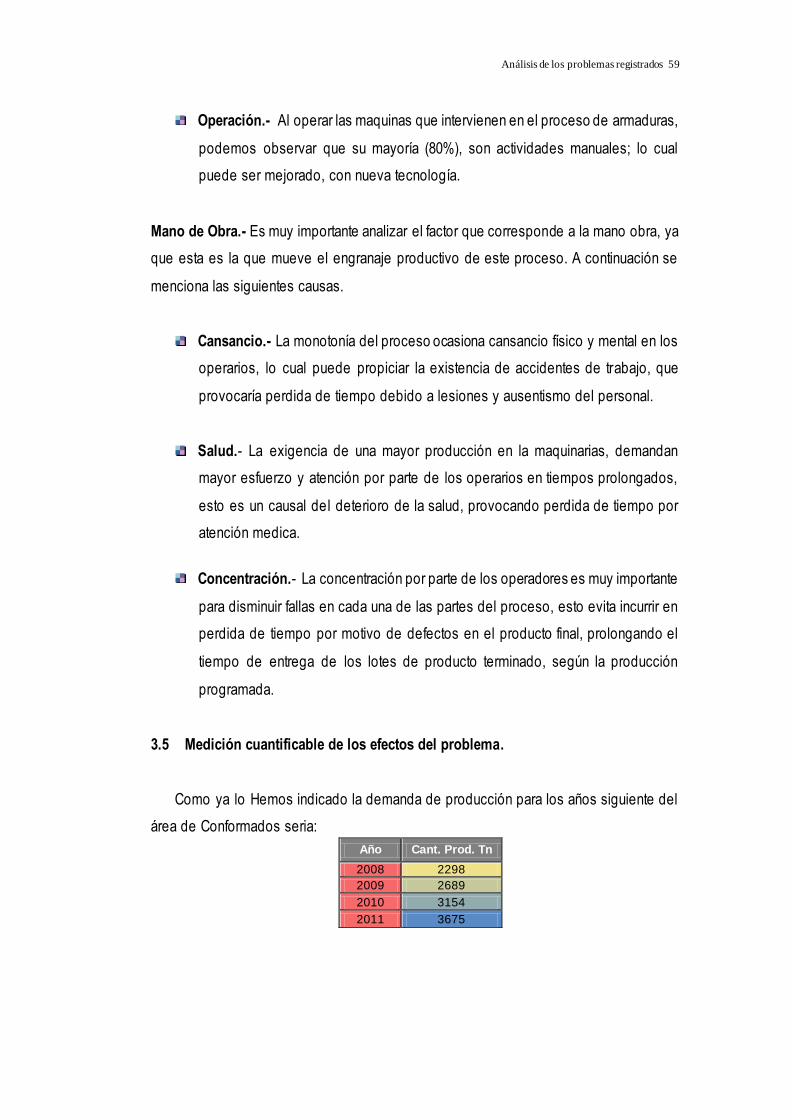
Análisis de los problemas registrados 59
Operación.- Al operar las maquinas que intervienen en el proceso de armaduras,
podemos observar que su mayoría (80%), son actividades manuales; lo cual
puede ser mejorado, con nueva tecnología.
Mano de Obra.- Es muy importante analizar el factor que corresponde a la mano obra, ya
que esta es la que mueve el engranaje productivo de este proceso. A continuación se
menciona las siguientes causas.
Cansancio.- La monotonía del proceso ocasiona cansancio físico y mental en los
operarios, lo cual puede propiciar la existencia de accidentes de trabajo, que
provocaría perdida de tiempo debido a lesiones y ausentismo del personal.
Salud.- La exigencia de una mayor producción en la maquinarias, demandan
mayor esfuerzo y atención por parte de los operarios en tiempos prolongados,
esto es un causal del deterioro de la salud, provocando perdida de tiempo por
atención medica.
Concentración.- La concentración por parte de los operadores es muy importante
para disminuir fallas en cada una de las partes del proceso, esto evita incurrir en
perdida de tiempo por motivo de defectos en el producto final, prolongando el
tiempo de entrega de los lotes de producto terminado, según la producción
programada.
3.5 Medición cuantificable de los efectos del problema.
Como ya lo Hemos indicado la demanda de producción para los años siguiente del
área de Conformados seria:
Año Cant. Prod. Tn
2008 2298
2009 2689
2010 3154
2011 3675
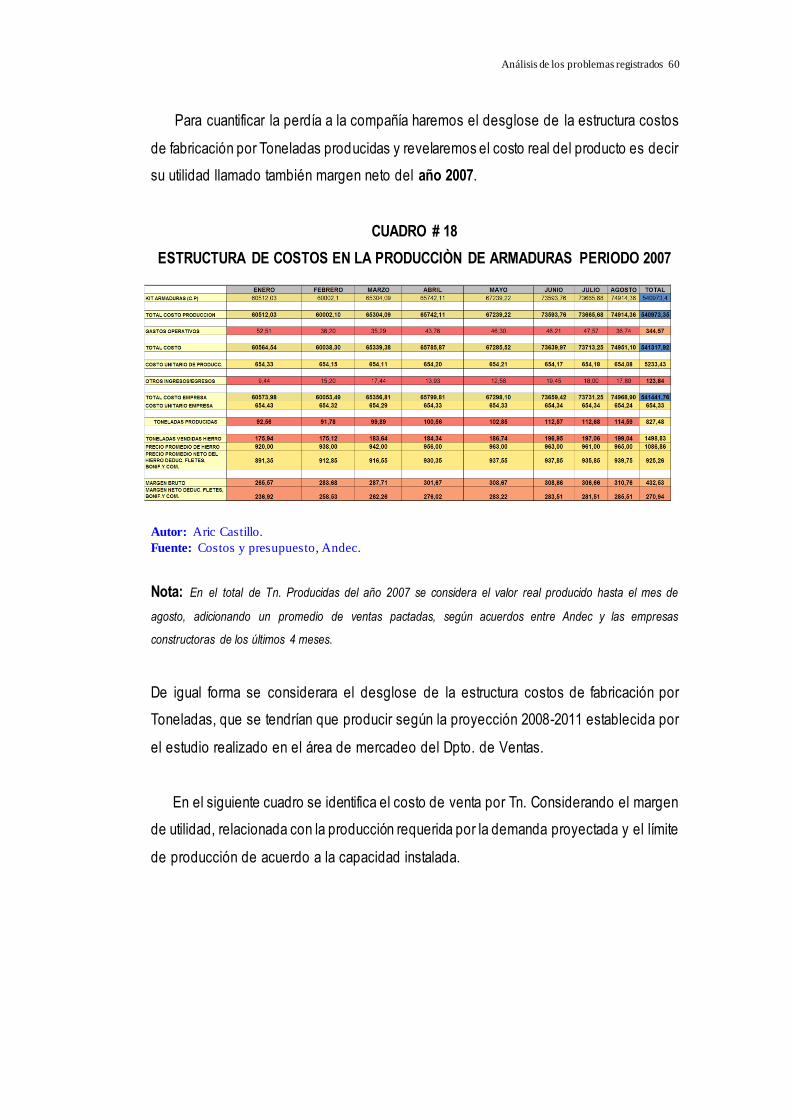
Análisis de los problemas registrados 60
Para cuantificar la perdía a la compañía haremos el desglose de la estructura costos
de fabricación por Toneladas producidas y revelaremos el costo real del producto es decir
su utilidad llamado también margen neto del año 2007.
CUADRO # 18
ESTRUCTURA DE COSTOS EN LA PRODUCCIÒN DE ARMADURAS PERIODO 2007
Autor: Aric Castillo.
Fuente: Costos y presupuesto, Andec.
Nota: En el total de Tn. Producidas del año 2007 se considera el valor real producido hasta el mes de
agosto, adicionando un promedio de ventas pactadas, según acuerdos entre Andec y las empresas
constructoras de los últimos 4 meses.
De igual forma se considerara el desglose de la estructura costos de fabricación por
Toneladas, que se tendrían que producir según la proyección 2008-2011 establecida por
el estudio realizado en el área de mercadeo del Dpto. de Ventas.
En el siguiente cuadro se identifica el costo de venta por Tn. Considerando el margen
de utilidad, relacionada con la producción requerida por la demanda proyectada y el límite
de producción de acuerdo a la capacidad instalada.
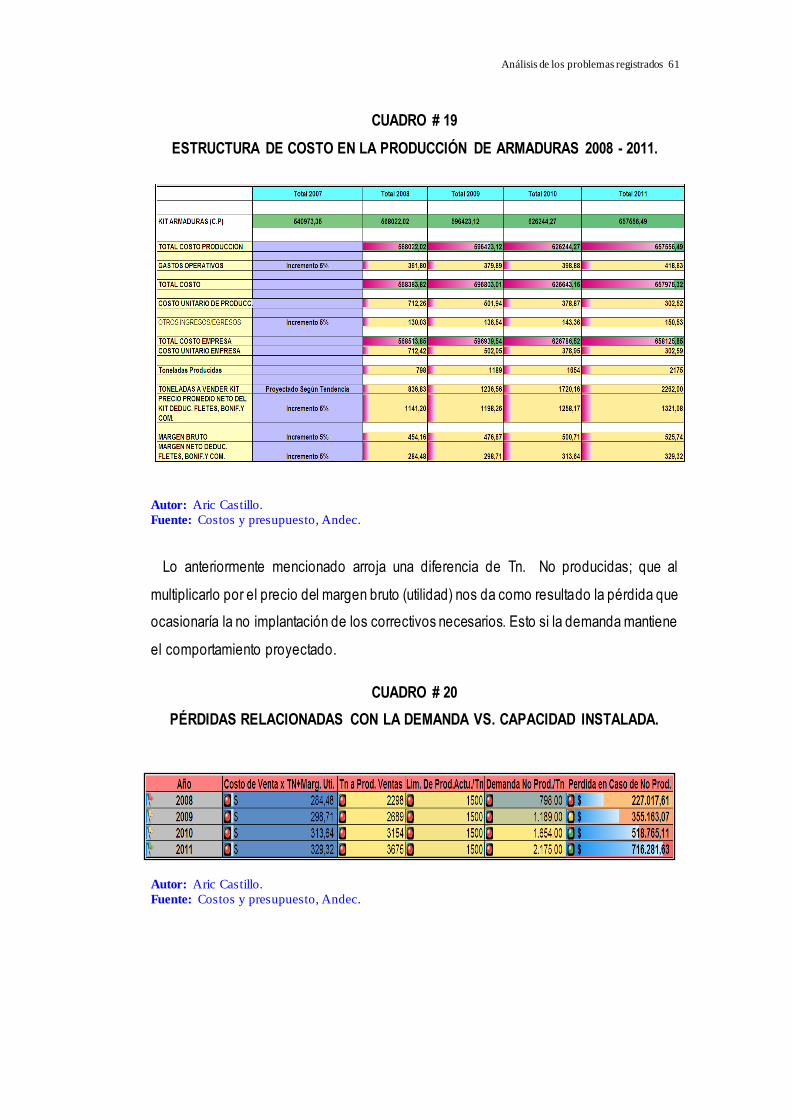
Análisis de los problemas registrados 61
CUADRO # 19
ESTRUCTURA DE COSTO EN LA PRODUCCIÓN DE ARMADURAS 2008 - 2011.
Autor: Aric Castillo.
Fuente: Costos y presupuesto, Andec.
Lo anteriormente mencionado arroja una diferencia de Tn. No producidas; que al
multiplicarlo por el precio del margen bruto (utilidad) nos da como resultado la pérdida que
ocasionaría la no implantación de los correctivos necesarios. Esto si la demanda mantiene
el comportamiento proyectado.
CUADRO # 20
PÉRDIDAS RELACIONADAS CON LA DEMANDA VS. CAPACIDAD INSTALADA.
Autor: Aric Castillo.
Fuente: Costos y presupuesto, Andec.
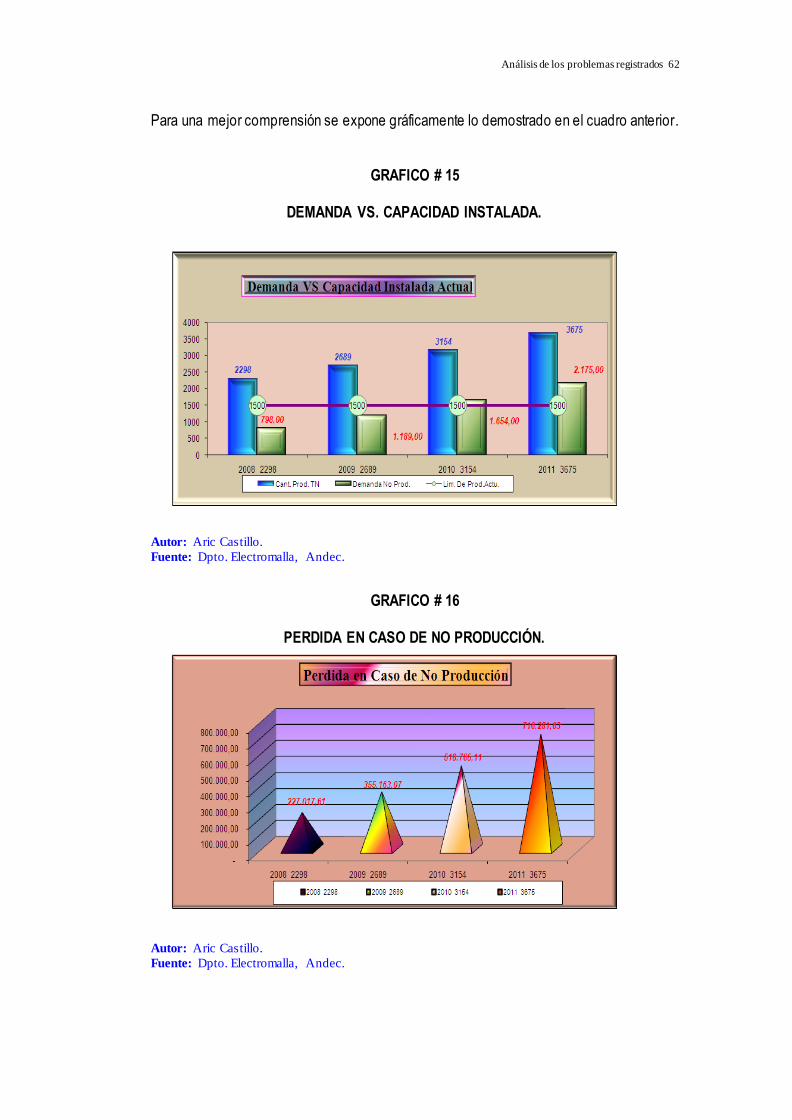
Análisis de los problemas registrados 62
Para una mejor comprensión se expone gráficamente lo demostrado en el cuadro anterior.
GRAFICO # 15
DEMANDA VS. CAPACIDAD INSTALADA.
Autor: Aric Castillo.
Fuente: Dpto. Electromalla, Andec.
GRAFICO # 16
PERDIDA EN CASO DE NO PRODUCCIÓN.
Autor: Aric Castillo.
Fuente: Dpto. Electromalla, Andec.
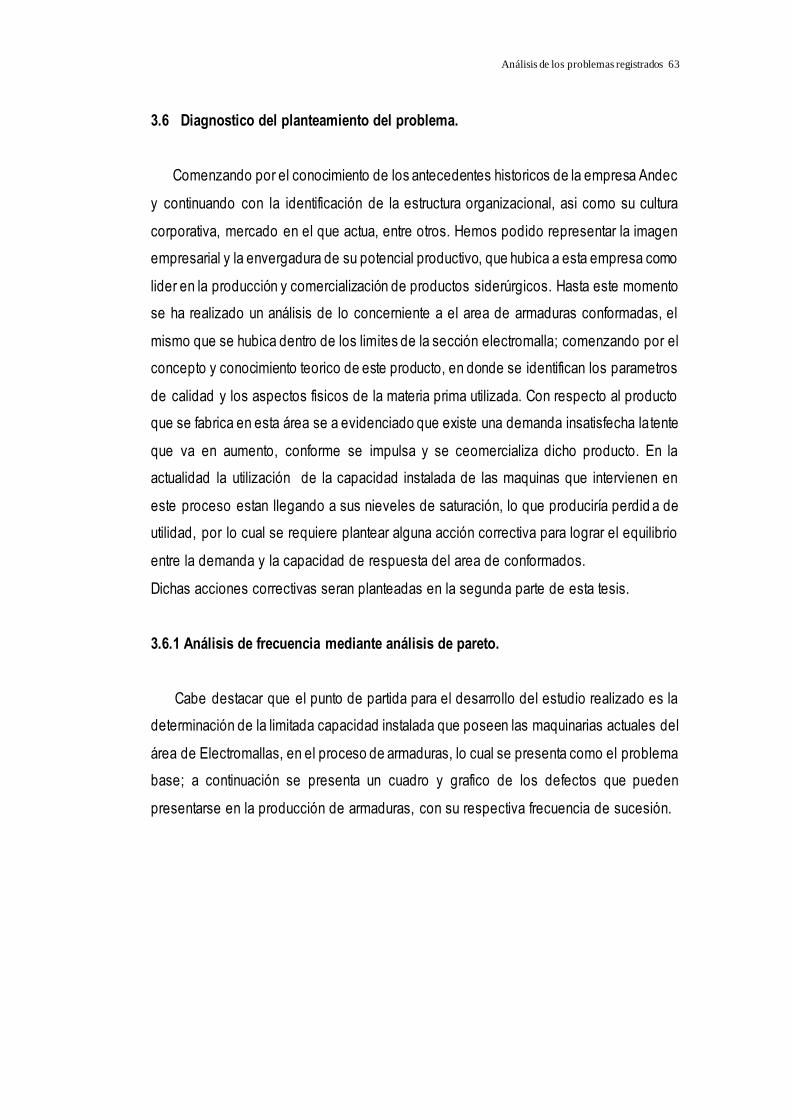
Análisis de los problemas registrados 63
3.6 Diagnostico del planteamiento del problema.
Comenzando por el conocimiento de los antecedentes historicos de la empresa Andec
y continuando con la identificación de la estructura organizacional, asi como su cultura
corporativa, mercado en el que actua, entre otros. Hemos podido representar la imagen
empresarial y la envergadura de su potencial productivo, que hubica a esta empresa como
lider en la producción y comercialización de productos siderúrgicos. Hasta este momento
se ha realizado un análisis de lo concerniente a el area de armaduras conformadas, el
mismo que se hubica dentro de los limites de la sección electromalla; comenzando por el
concepto y conocimiento teorico de este producto, en donde se identifican los parametros
de calidad y los aspectos fisicos de la materia prima utilizada. Con respecto al producto
que se fabrica en esta área se a evidenciado que existe una demanda insatisfecha latente
que va en aumento, conforme se impulsa y se ceomercializa dicho producto. En la
actualidad la utilización de la capacidad instalada de las maquinas que intervienen en
este proceso estan llegando a sus nieveles de saturación, lo que produciría perdid a de
utilidad, por lo cual se requiere plantear alguna acción correctiva para lograr el equilibrio
entre la demanda y la capacidad de respuesta del area de conformados.
Dichas acciones correctivas seran planteadas en la segunda parte de esta tesis.
3.6.1 Análisis de frecuencia mediante análisis de pareto.
Cabe destacar que el punto de partida para el desarrollo del estudio realizado es la
determinación de la limitada capacidad instalada que poseen las maquinarias actuales del
área de Electromallas, en el proceso de armaduras, lo cual se presenta como el problema
base; a continuación se presenta un cuadro y grafico de los defectos que pueden
presentarse en la producción de armaduras, con su respectiva frecuencia de sucesión.
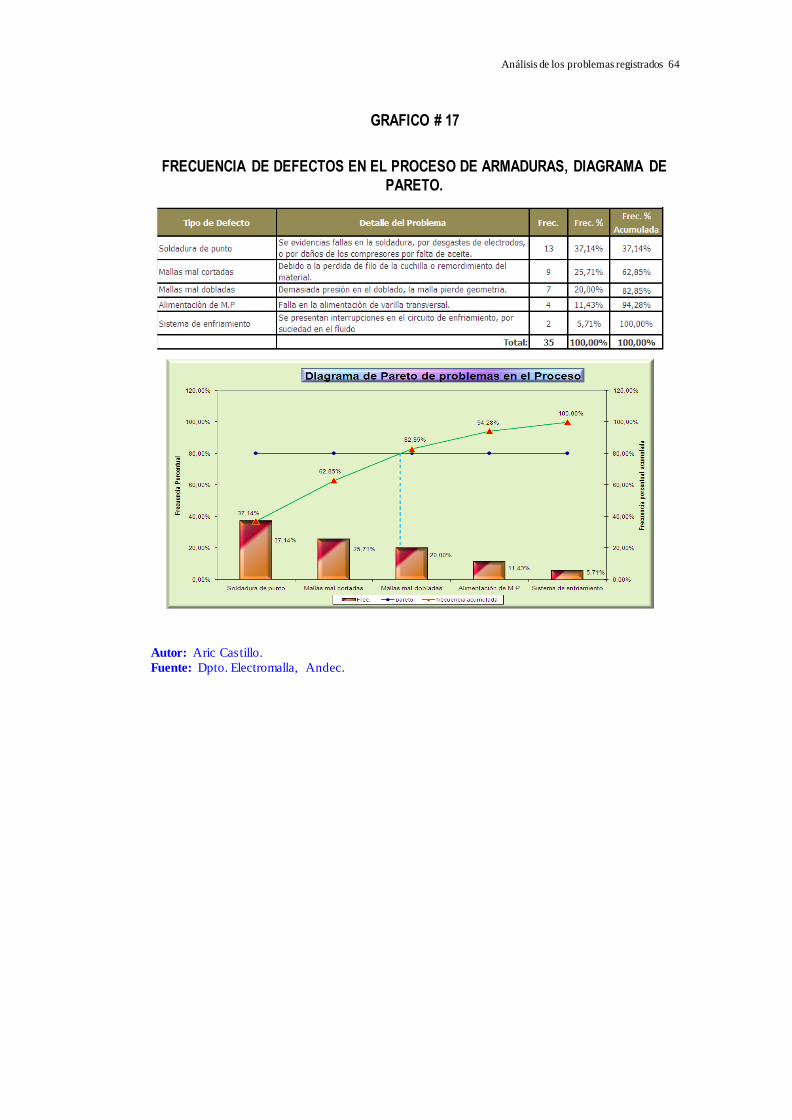
Análisis de los problemas registrados 64
GRAFICO # 17
FRECUENCIA DE DEFECTOS EN EL PROCESO DE ARMADURAS, DIAGRAMA DE
PARETO.
Autor: Aric Castillo.
Fuente: Dpto. Electromalla, Andec.
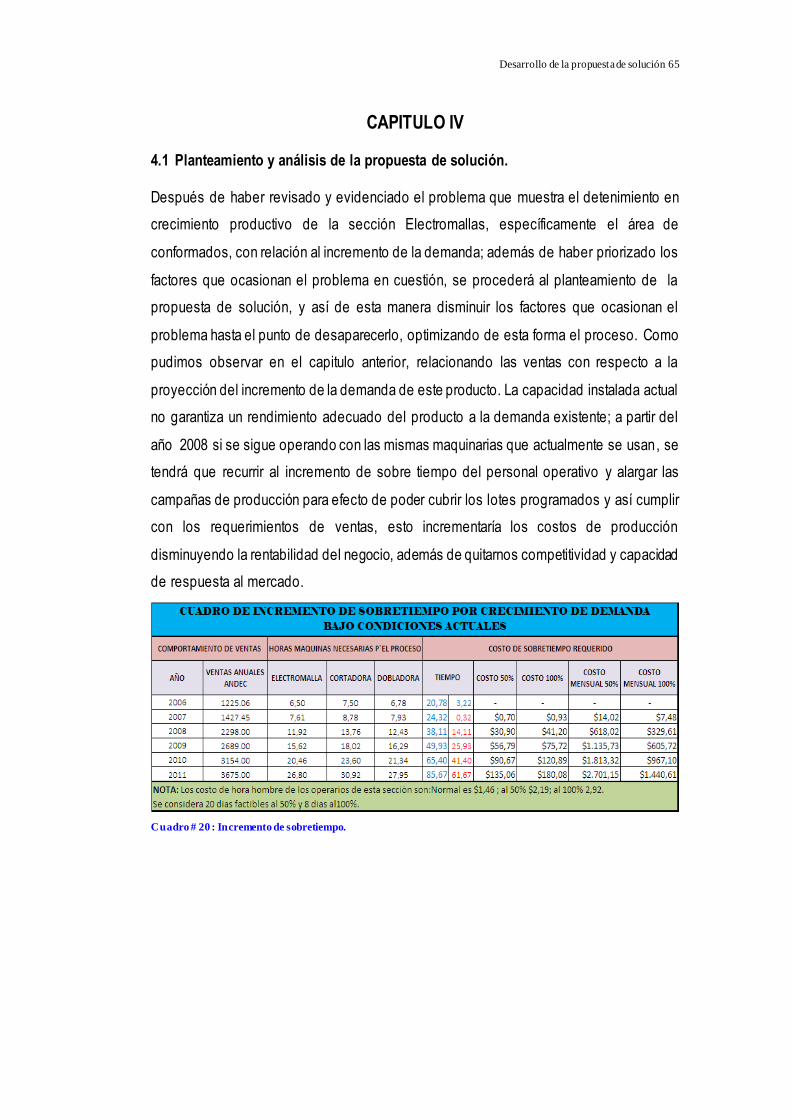
Desarrollo de la propuesta de solución 65
CAPITULO IV
4.1 Planteamiento y análisis de la propuesta de solución.
Después de haber revisado y evidenciado el problema que muestra el detenimiento en
crecimiento productivo de la sección Electromallas, específicamente el área de
conformados, con relación al incremento de la demanda; además de haber priorizado los
factores que ocasionan el problema en cuestión, se procederá al planteamiento de la
propuesta de solución, y así de esta manera disminuir los factores que ocasionan el
problema hasta el punto de desaparecerlo, optimizando de esta forma el proceso. Como
pudimos observar en el capitulo anterior, relacionando las ventas con respecto a la
proyección del incremento de la demanda de este producto. La capacidad instalada actual
no garantiza un rendimiento adecuado del producto a la demanda existente; a partir del
año 2008 si se sigue operando con las mismas maquinarias que actualmente se usan, se
tendrá que recurrir al incremento de sobre tiempo del personal operativo y alargar las
campañas de producción para efecto de poder cubrir los lotes programados y así cumplir
con los requerimientos de ventas, esto incrementaría los costos de producción
disminuyendo la rentabilidad del negocio, además de quitarnos competitividad y capacidad
de respuesta al mercado.
Cuadro # 20 : Incremento de sobretiempo.
Desarrollo de la propuesta de solución 66
En la actualidad la empresa Andec se encuentra en pleno proceso de transición hacia
nuevos tiempos de desarrollo técnicos y mejoramiento en cuanto a la calidad y eficiencia
de sus procesos. Por tal razón la propuesta que se presenta, considera las condiciones
financieras e institucionales de la misma. La aceptación de esta alternativa promueve el
desarrollo productivo de cada uno de los procesos lo que garantizaría una producción
sostenida y equilibrada vinculada al crecimiento de la demanda. La alternativa planteada
es la siguiente:
4.1.1 Propuesta.- Compra de maquinarias con nueva tecnología y mejor capacidad
instalada.
La implantación de esta alternativa, involucra la compra de nuevas maquinarias que
cubra las expectativas de crecimiento del mercado según las proyecciones establecidas,
lo cual nos ayuda a ser más competitivos, las maquinas que se deben comprar para
instalar el nuevo sistema productivo son las siguientes:
Maquina electro-soldadora con mayor capacidad instalada.
Máquina cortadora de malla.
Máquina dobladora automática.
Con la compra de las tres maquinarias básicas que intervienen en el proceso de
armaduras, se busca sobrepasar los límites de producción actuales co n que consta el área
de Electromallas y la sección armaduras, lo mismos que como ya se ha demostrado se
encuentran en su límite máximo de producción, lo cual muestra como problema puntual, la
necesidad de maquinarias con mayor capacidad instalada.
Refiriéndonos a la maquina electro soldadora su producción mensual debe estar
estimada en un rango de 1200 a 1500Tn, considerando que se seguirá manteniendo solo
las maquinas electro-soldadoras actuales como equipos de apoyo. Además se prevé la
creación de nuevos productos para ser utilizados en construcciones de mayor
envergadura, los cuales no se pueden construir en los equipos actuales.
Desarrollo de la propuesta de solución 67
Con respecto a las maquinas dobladoras y cortadora de mallas, deben ser adquiridas
para reemplazar a las maquinas actuales, que como se indico anteriormente fueron
diseñadas y construidas en los talleres de nuestra empresa y son muy manuales, las
mismas que no permitirían absorber las producción de la nueva máquina electro -soldadora
y frenarían el incremento de la producción. Implementado nueva tecnología se lograra
alcanzar el equilibrio con respecto a la creciente demanda del mercado y ubicaría a la
empresa en un mejor sitial de participación con respecto a los competidores.
Por tal motivo se selecciono como única propuesta la compra de nuevos equipos, que
replanteen un nuevo esquema productivo, acorde a la necesidad de crecimiento de la
empresa y sus proyecciones futuras.
4.1.2 Distribución de planta y ubicación de las maquinarias para propuesta de
mejoramiento.
Según el planteamiento de la propuesta de solución, para la ubicación de las
maquinarias adquiridas, el área designada para los procesos de Electromallas y
conformados se modifica de 2267,46mt² (27,058 x 83,800mt) a 2991,42mt², que resulta
de la suma del área anterior más un área de 723,96mt² (8,00 x 90,495mt); que será
destinada para al ubicación del producto terminado, considerando el incremento de la
producción; lo que permitirá tener un punto de almacenamiento específicamente
determinado, eliminando los almacenamientos provisionales que existen en sistema actual
. Dicha modificación se la realiza aprovechando la proyección de ampliación de la planta
ANDEC. Para especificación de detalles ver plano del Anexo # 13.
4.1.3 Señalización del proceso según propuesta de mejoramiento.
Cabe destacar la señalización del flujo de los procesos de Electromallas y armaduras,
según la nueva distribución propuesta, en la cual se combina la disposición de las
maquinas según la distribución actual, y las nuevas maquinas que se adquirirán. Para una
mejor explicación y entendimiento a continuación se presenta la nomenclatura del
diagrama especificado en el siguiente gráfico:
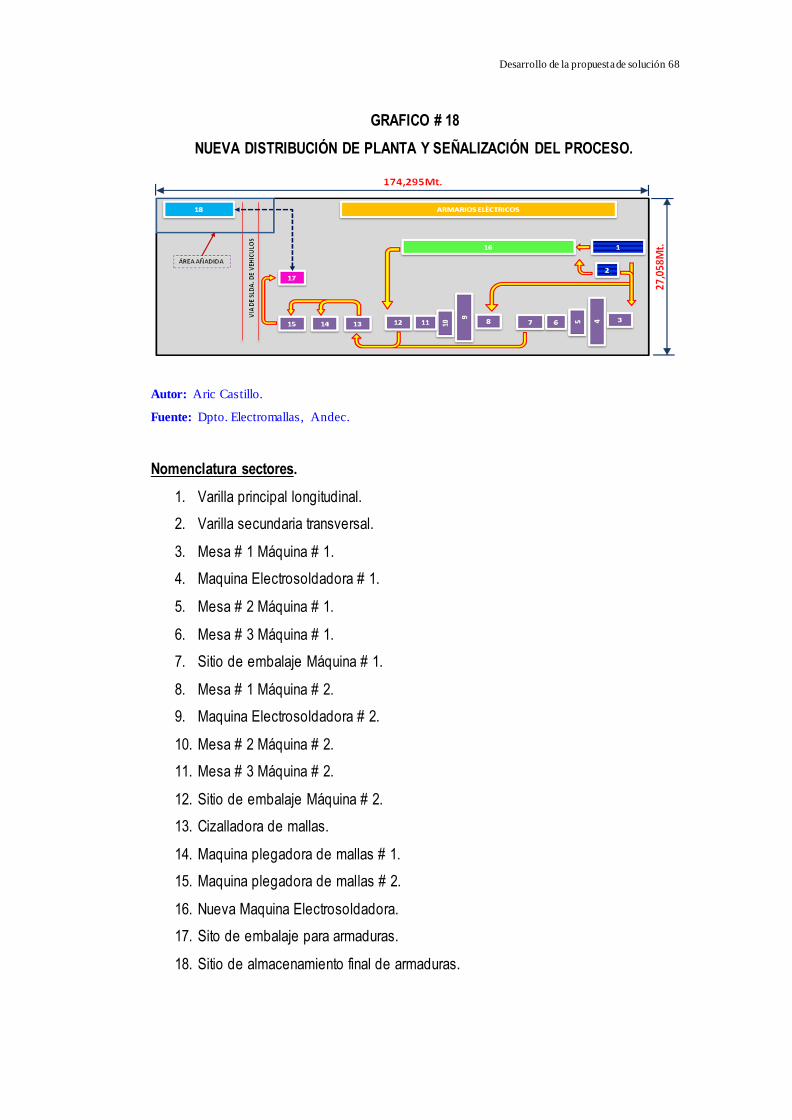
Desarrollo de la propuesta de solución 68
GRAFICO # 18
NUEVA DISTRIBUCIÓN DE PLANTA Y SEÑALIZACIÓN DEL PROCESO.
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
Nomenclatura sectores.
1. Varilla principal longitudinal.
2. Varilla secundaria transversal.
3. Mesa # 1 Máquina # 1.
4. Maquina Electrosoldadora # 1.
5. Mesa # 2 Máquina # 1.
6. Mesa # 3 Máquina # 1.
7. Sitio de embalaje Máquina # 1.
8. Mesa # 1 Máquina # 2.
9. Maquina Electrosoldadora # 2.
10. Mesa # 2 Máquina # 2.
11. Mesa # 3 Máquina # 2.
12. Sitio de embalaje Máquina # 2.
13. Cizalladora de mallas.
14. Maquina plegadora de mallas # 1.
15. Maquina plegadora de mallas # 2.
16. Nueva Maquina Electrosoldadora.
17. Sito de embalaje para armaduras.
18. Sitio de almacenamiento final de armaduras.
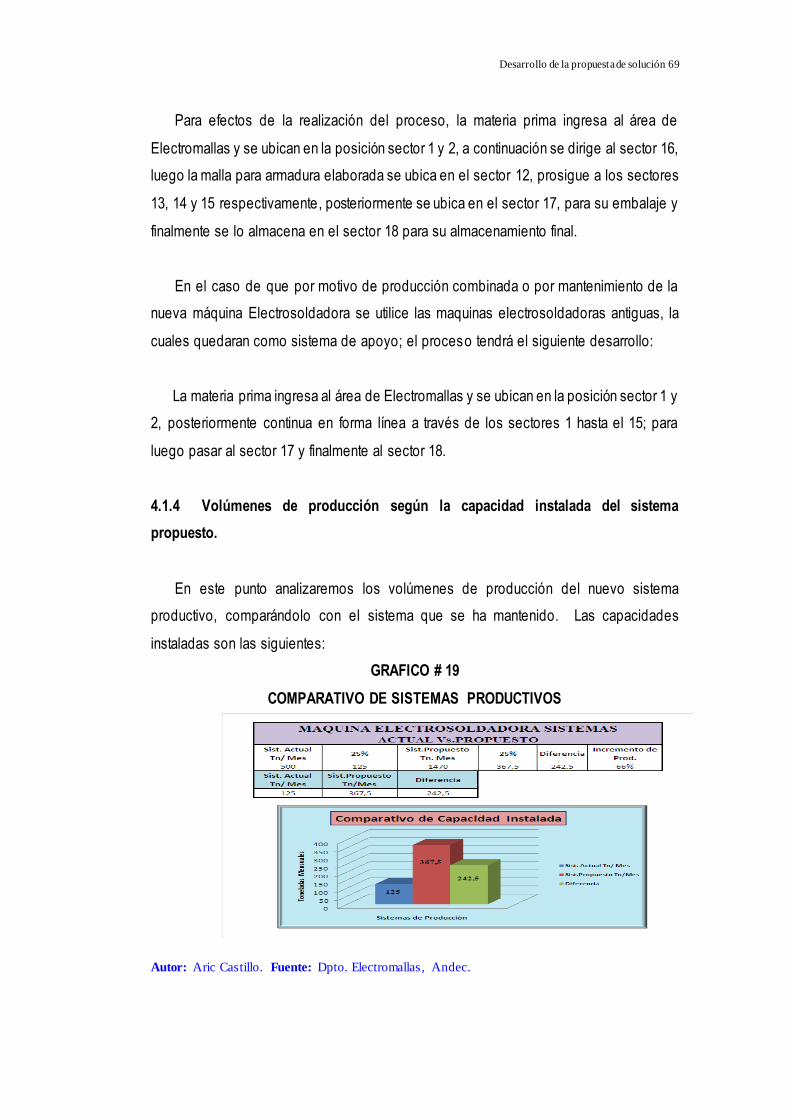
Desarrollo de la propuesta de solución 69
Para efectos de la realización del proceso, la materia prima ingresa al área de
Electromallas y se ubican en la posición sector 1 y 2, a continuación se dirige al sector 16,
luego la malla para armadura elaborada se ubica en el sector 12, prosigue a los sectores
13, 14 y 15 respectivamente, posteriormente se ubica en el sector 17, para su embalaje y
finalmente se lo almacena en el sector 18 para su almacenamiento final.
En el caso de que por motivo de producción combinada o por mantenimiento de la
nueva máquina Electrosoldadora se utilice las maquinas electrosoldadoras antiguas, la
cuales quedaran como sistema de apoyo; el proceso tendrá el siguiente desarrollo:
La materia prima ingresa al área de Electromallas y se ubican en la posición sector 1 y
2, posteriormente continua en forma línea a través de los sectores 1 hasta el 15; para
luego pasar al sector 17 y finalmente al sector 18.
4.1.4 Volúmenes de producción según la capacidad instalada del sistema
propuesto.
En este punto analizaremos los volúmenes de producción del nuevo sistema
productivo, comparándolo con el sistema que se ha mantenido. Las capacidades
instaladas son las siguientes:
GRAFICO # 19
COMPARATIVO DE SISTEMAS PRODUCTIVOS
Autor: Aric Castillo. Fuente: Dpto. Electromallas, Andec.
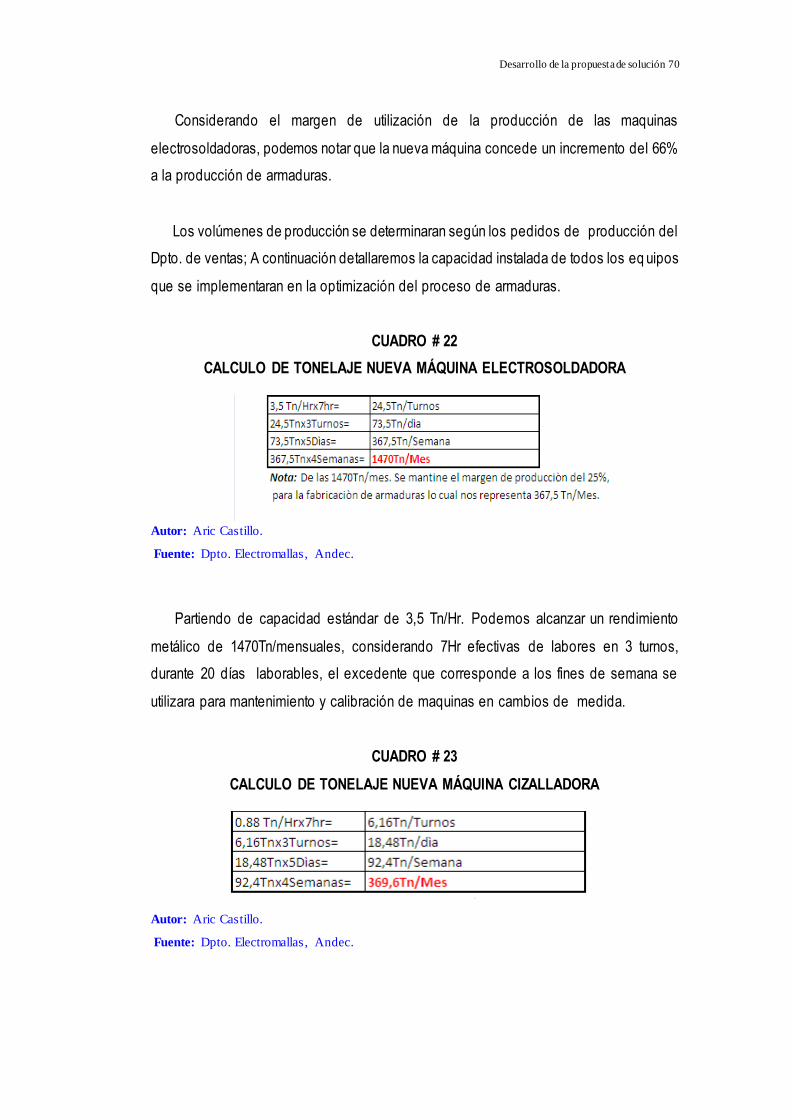
Desarrollo de la propuesta de solución 70
Considerando el margen de utilización de la producción de las maquinas
electrosoldadoras, podemos notar que la nueva máquina concede un incremento del 66%
a la producción de armaduras.
Los volúmenes de producción se determinaran según los pedidos de producción del
Dpto. de ventas; A continuación detallaremos la capacidad instalada de todos los eq uipos
que se implementaran en la optimización del proceso de armaduras.
CUADRO # 22
CALCULO DE TONELAJE NUEVA MÁQUINA ELECTROSOLDADORA
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
Partiendo de capacidad estándar de 3,5 Tn/Hr. Podemos alcanzar un rendimiento
metálico de 1470Tn/mensuales, considerando 7Hr efectivas de labores en 3 turnos,
durante 20 días laborables, el excedente que corresponde a los fines de semana se
utilizara para mantenimiento y calibración de maquinas en cambios de medida.
CUADRO # 23
CALCULO DE TONELAJE NUEVA MÁQUINA CIZALLADORA
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
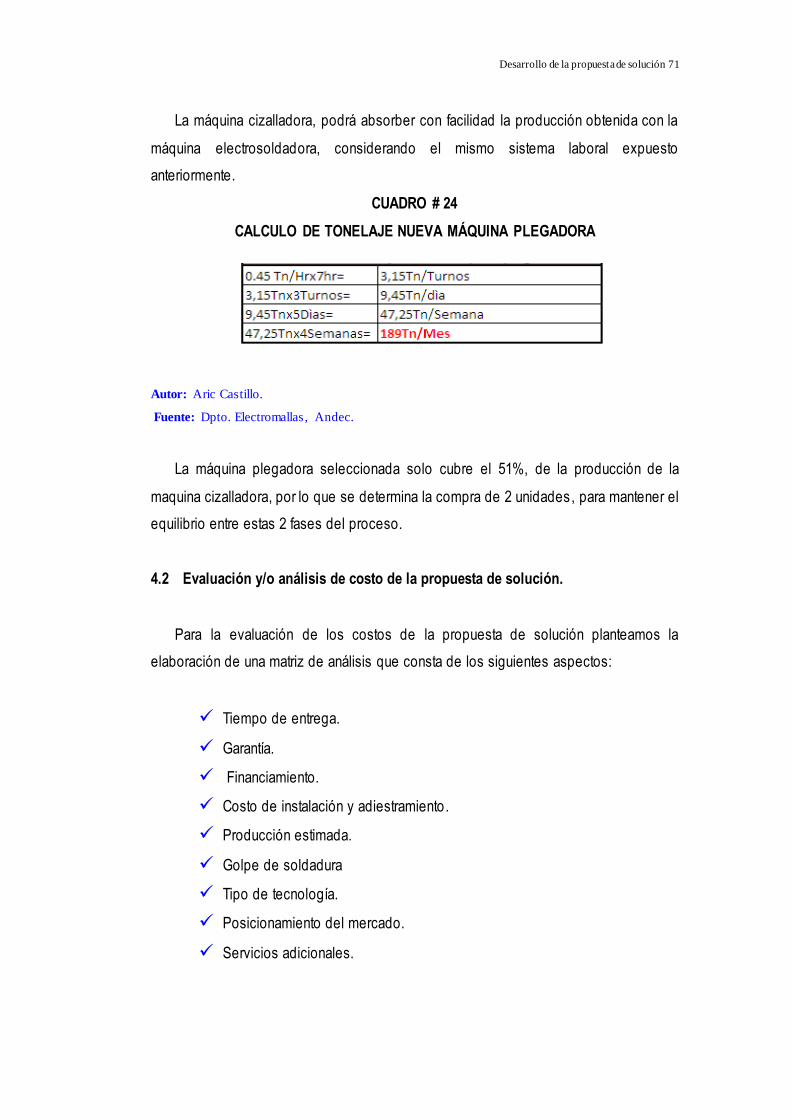
Desarrollo de la propuesta de solución 71
La máquina cizalladora, podrá absorber con facilidad la producción obtenida con la
máquina electrosoldadora, considerando el mismo sistema laboral expuesto
anteriormente.
CUADRO # 24
CALCULO DE TONELAJE NUEVA MÁQUINA PLEGADORA
Autor: Aric Castillo.
Fuente: Dpto. Electromallas, Andec.
La máquina plegadora seleccionada solo cubre el 51%, de la producción de la
maquina cizalladora, por lo que se determina la compra de 2 unidades, para mantener el
equilibrio entre estas 2 fases del proceso.
4.2 Evaluación y/o análisis de costo de la propuesta de solución.
Para la evaluación de los costos de la propuesta de solución planteamos la
elaboración de una matriz de análisis que consta de los siguientes aspectos:
Tiempo de entrega.
Garantía.
Financiamiento.
Costo de instalación y adiestramiento.
Producción estimada.
Golpe de soldadura
Tipo de tecnología.
Posicionamiento del mercado.
Servicios adicionales.
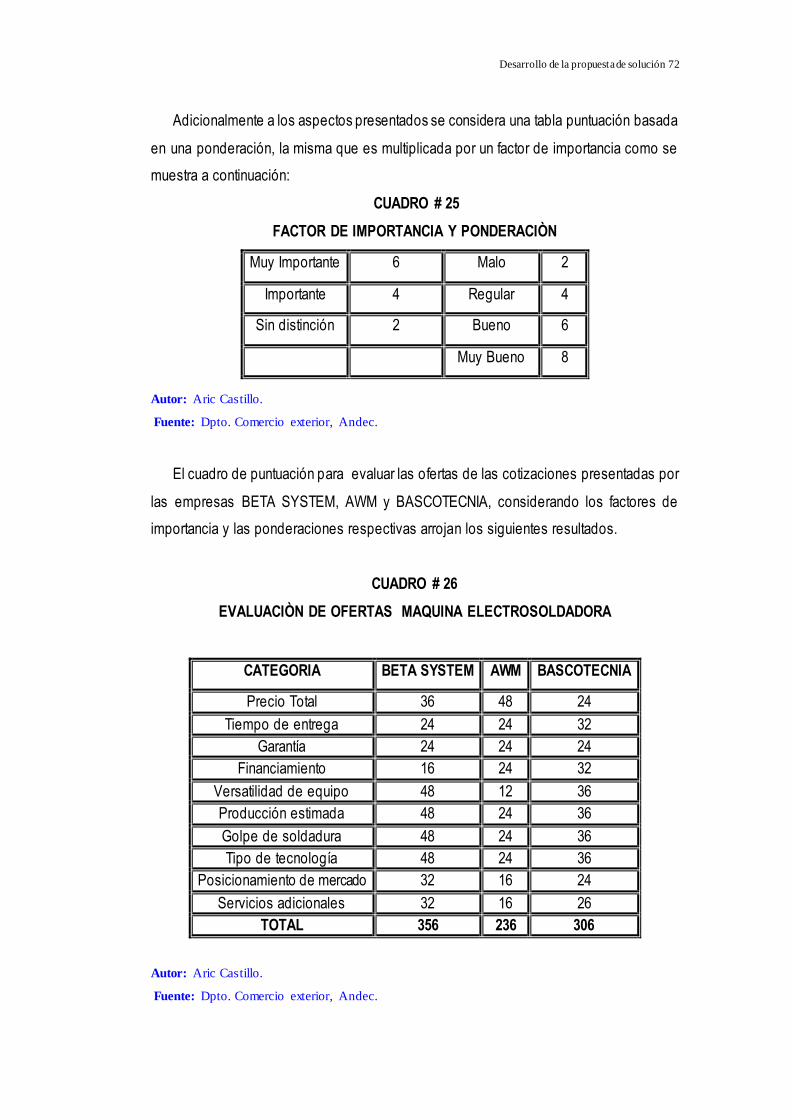
Desarrollo de la propuesta de solución 72
Adicionalmente a los aspectos presentados se considera una tabla puntuación basada
en una ponderación, la misma que es multiplicada por un factor de importancia como se
muestra a continuación:
CUADRO # 25
FACTOR DE IMPORTANCIA Y PONDERACIÒN
Muy Importante 6 Malo 2
Importante 4 Regular 4
Sin distinción 2 Bueno 6
Muy Bueno 8
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
El cuadro de puntuación para evaluar las ofertas de las cotizaciones presentadas por
las empresas BETA SYSTEM, AWM y BASCOTECNIA, considerando los factores de
importancia y las ponderaciones respectivas arrojan los siguientes resultados.
CUADRO # 26
EVALUACIÒN DE OFERTAS MAQUINA ELECTROSOLDADORA
CATEGORIA BETA SYSTEM AWM BASCOTECNIA
Precio Total 36 48 24
Tiempo de entrega 24 24 32
Garantía 24 24 24
Financiamiento 16 24 32
Versatilidad de equipo 48 12 36
Producción estimada 48 24 36
Golpe de soldadura 48 24 36
Tipo de tecnología 48 24 36
Posicionamiento de mercado 32 16 24
Servicios adicionales 32 16 26
TOTAL 356 236 306
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
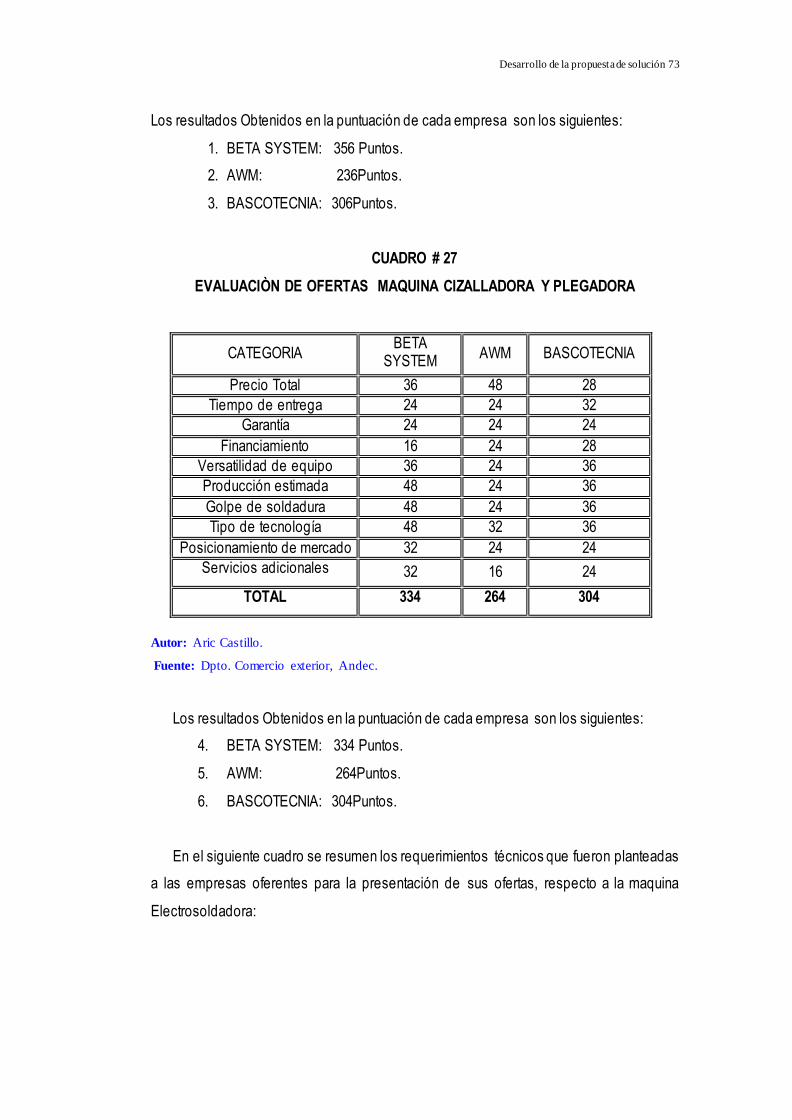
Desarrollo de la propuesta de solución 73
Los resultados Obtenidos en la puntuación de cada empresa son los siguientes:
1. BETA SYSTEM: 356 Puntos.
2. AWM: 236Puntos.
3. BASCOTECNIA: 306Puntos.
CUADRO # 27
EVALUACIÒN DE OFERTAS MAQUINA CIZALLADORA Y PLEGADORA
CATEGORIA BETA
SYSTEM AWM BASCOTECNIA
Precio Total 36 48 28
Tiempo de entrega 24 24 32
Garantía 24 24 24
Financiamiento 16 24 28
Versatilidad de equipo 36 24 36
Producción estimada 48 24 36
Golpe de soldadura 48 24 36
Tipo de tecnología 48 32 36
Posicionamiento de mercado 32 24 24
Servicios adicionales 32 16 24
TOTAL 334 264 304
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
Los resultados Obtenidos en la puntuación de cada empresa son los siguientes:
4. BETA SYSTEM: 334 Puntos.
5. AWM: 264Puntos.
6. BASCOTECNIA: 304Puntos.
En el siguiente cuadro se resumen los requerimientos técnicos que fueron planteadas
a las empresas oferentes para la presentación de sus ofertas, respecto a la maquina
Electrosoldadora:
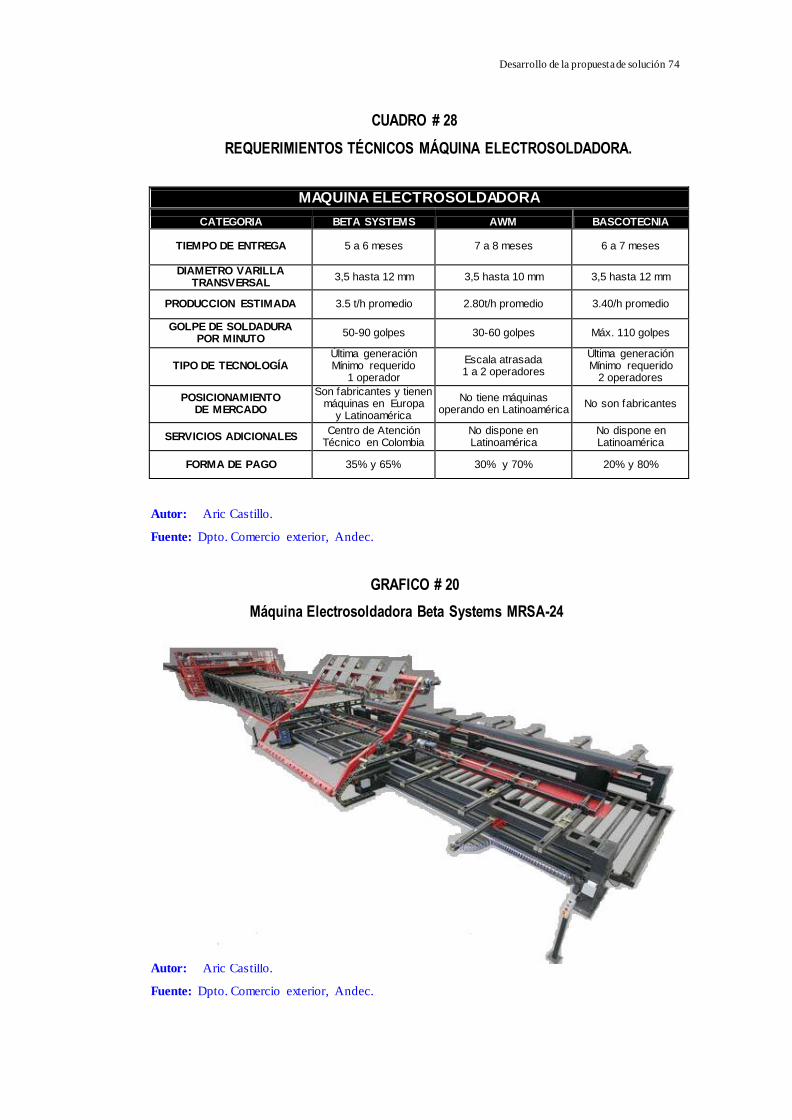
Desarrollo de la propuesta de solución 74
CUADRO # 28
REQUERIMIENTOS TÉCNICOS MÁQUINA ELECTROSOLDADORA.
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
GRAFICO # 20
Máquina Electrosoldadora Beta Systems MRSA-24
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
MAQUINA ELECTROSOLDADORA
CATEGORIA BETA SYSTEMS AWM BASCOTECNIA
TIEMPO DE ENTREGA 5 a 6 meses 7 a 8 meses 6 a 7 meses
DIAMETRO VARILLA TRANSVERSAL
3,5 hasta 12 mm 3,5 hasta 10 mm 3,5 hasta 12 mm
PRODUCCION ESTIMADA 3.5 t/h promedio 2.80t/h promedio 3.40/h promedio
GOLPE DE SOLDADURA POR MINUTO
50-90 golpes 30-60 golpes Máx. 110 golpes
TIPO DE TECNOLOGÍA Última generación Mínimo requerido
1 operador
Escala atrasada 1 a 2 operadores
Última generación Mínimo requerido
2 operadores
POSICIONAMIENTO DE MERCADO
Son fabricantes y tienen máquinas en Europa
y Latinoamérica
No tiene máquinas operando en Latinoamérica
No son fabricantes
SERVICIOS ADICIONALES Centro de Atención
Técnico en Colombia No dispone en Latinoamérica
No dispone en Latinoamérica
FORMA DE PAGO 35% y 65% 30% y 70% 20% y 80%
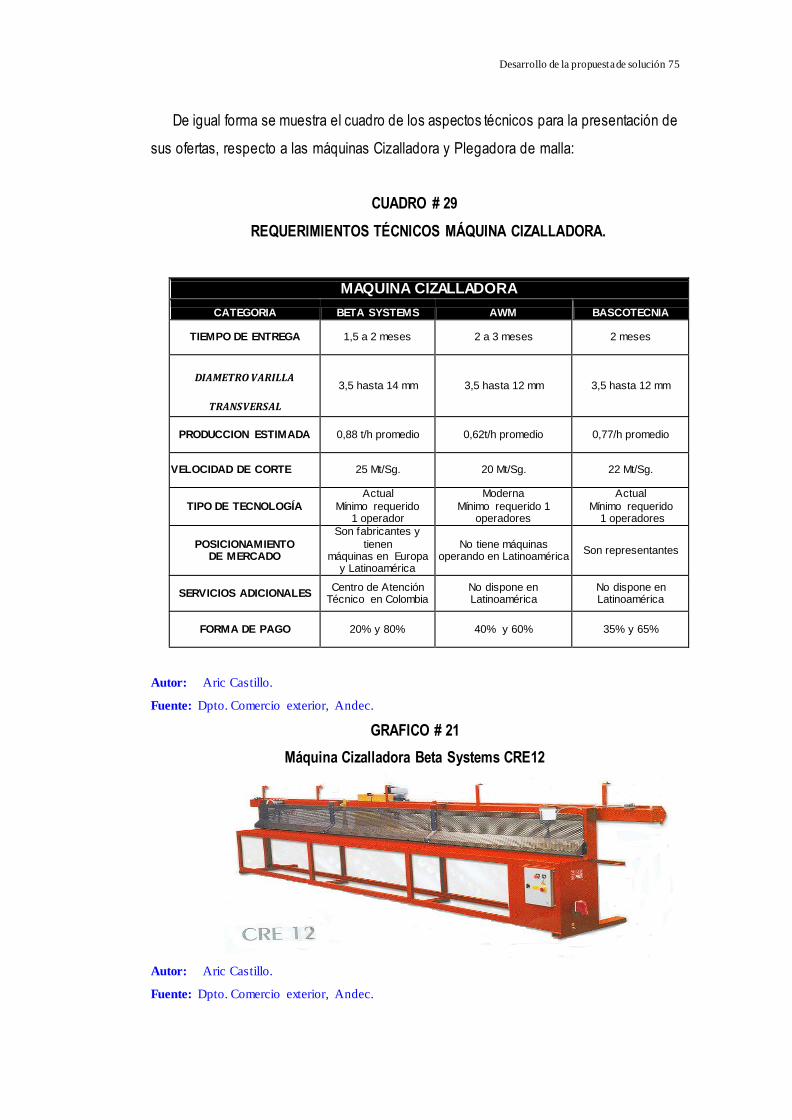
Desarrollo de la propuesta de solución 75
De igual forma se muestra el cuadro de los aspectos técnicos para la presentación de
sus ofertas, respecto a las máquinas Cizalladora y Plegadora de malla:
CUADRO # 29
REQUERIMIENTOS TÉCNICOS MÁQUINA CIZALLADORA.
MAQUINA CIZALLADORA
CATEGORIA BETA SYSTEMS AWM BASCOTECNIA
TIEMPO DE ENTREGA 1,5 a 2 meses 2 a 3 meses 2 meses
DIAMETRO VARILLA
TRANSVERSAL
3,5 hasta 14 mm 3,5 hasta 12 mm 3,5 hasta 12 mm
PRODUCCION ESTIMADA 0,88 t/h promedio 0,62t/h promedio 0,77/h promedio
VELOCIDAD DE CORTE 25 Mt/Sg. 20 Mt/Sg. 22 Mt/Sg.
TIPO DE TECNOLOGÍA
Actual
Mínimo requerido 1 operador
Moderna
Mínimo requerido 1 operadores
Actual
Mínimo requerido 1 operadores
POSICIONAMIENTO DE MERCADO
Son fabricantes y
tienen máquinas en Europa
y Latinoamérica
No tiene máquinas operando en Latinoamérica
Son representantes
SERVICIOS ADICIONALES Centro de Atención
Técnico en Colombia No dispone en Latinoamérica
No dispone en Latinoamérica
FORMA DE PAGO 20% y 80% 40% y 60% 35% y 65%
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
GRAFICO # 21
Máquina Cizalladora Beta Systems CRE12
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
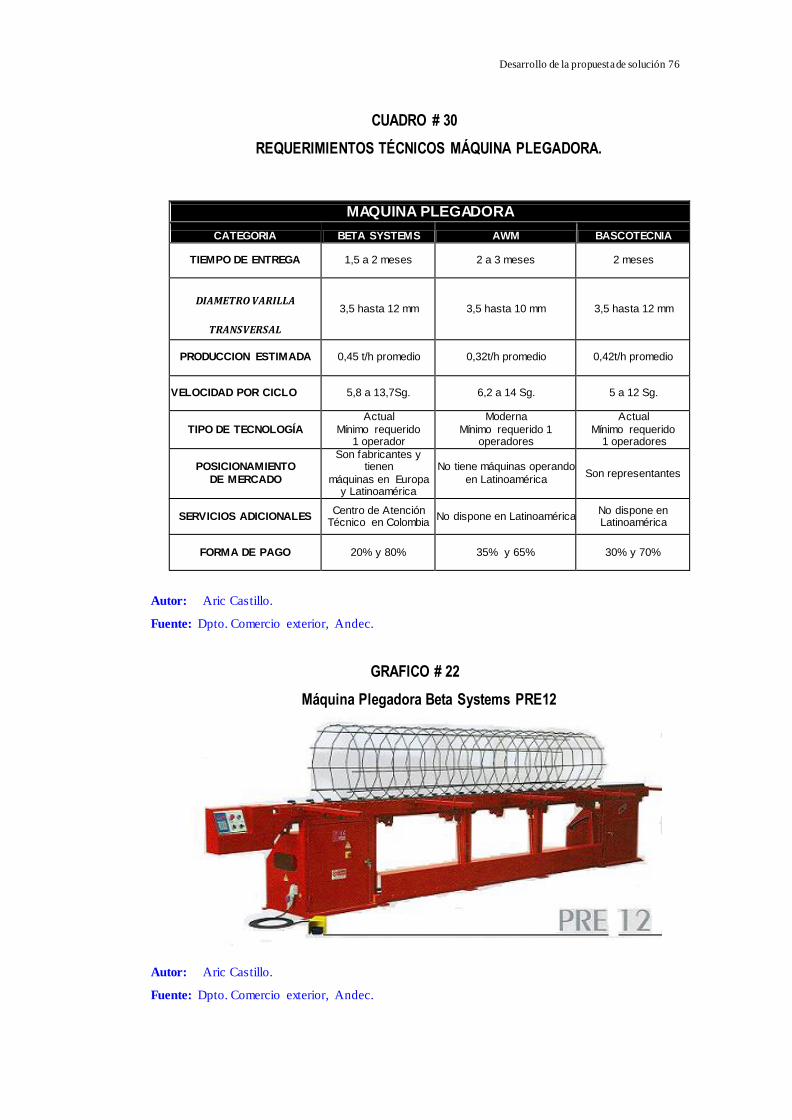
Desarrollo de la propuesta de solución 76
CUADRO # 30
REQUERIMIENTOS TÉCNICOS MÁQUINA PLEGADORA.
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
GRAFICO # 22
Máquina Plegadora Beta Systems PRE12
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
MAQUINA PLEGADORA
CATEGORIA BETA SYSTEMS AWM BASCOTECNIA
TIEMPO DE ENTREGA 1,5 a 2 meses 2 a 3 meses 2 meses
DIAMETRO VARILLA
TRANSVERSAL
3,5 hasta 12 mm 3,5 hasta 10 mm 3,5 hasta 12 mm
PRODUCCION ESTIMADA 0,45 t/h promedio 0,32t/h promedio 0,42t/h promedio
VELOCIDAD POR CICLO 5,8 a 13,7Sg. 6,2 a 14 Sg. 5 a 12 Sg.
TIPO DE TECNOLOGÍA
Actual
Mínimo requerido 1 operador
Moderna
Mínimo requerido 1 operadores
Actual
Mínimo requerido 1 operadores
POSICIONAMIENTO
DE MERCADO
Son fabricantes y tienen
máquinas en Europa y Latinoamérica
No tiene máquinas operando
en Latinoamérica Son representantes
SERVICIOS ADICIONALES Centro de Atención
Técnico en Colombia No dispone en Latinoamérica
No dispone en Latinoamérica
FORMA DE PAGO 20% y 80% 35% y 65% 30% y 70%
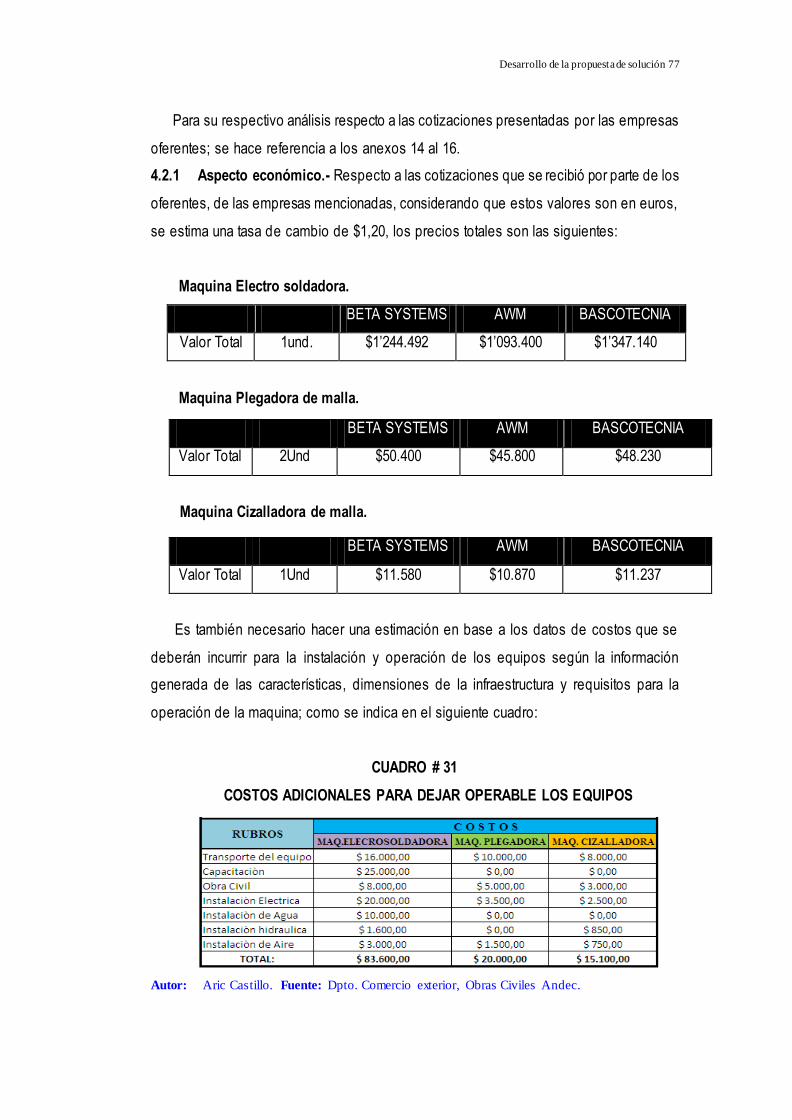
Desarrollo de la propuesta de solución 77
Para su respectivo análisis respecto a las cotizaciones presentadas por las empresas
oferentes; se hace referencia a los anexos 14 al 16.
4.2.1 Aspecto económico.- Respecto a las cotizaciones que se recibió por parte de los
oferentes, de las empresas mencionadas, considerando que estos valores son en euros,
se estima una tasa de cambio de $1,20, los precios totales son las siguientes:
Maquina Electro soldadora.
BETA SYSTEMS AWM BASCOTECNIA
Valor Total 1und. $1’244.492 $1’093.400 $1’347.140
Maquina Plegadora de malla.
Maquina Cizalladora de malla.
Es también necesario hacer una estimación en base a los datos de costos que se
deberán incurrir para la instalación y operación de los equipos según la información
generada de las características, dimensiones de la infraestructura y requisitos para la
operación de la maquina; como se indica en el siguiente cuadro:
CUADRO # 31
COSTOS ADICIONALES PARA DEJAR OPERABLE LOS EQUIPOS
Autor: Aric Castillo. Fuente: Dpto. Comercio exterior, Obras Civiles Andec.
BETA SYSTEMS AWM BASCOTECNIA
Valor Total 2Und $50.400 $45.800 $48.230
BETA SYSTEMS AWM BASCOTECNIA
Valor Total 1Und $11.580 $10.870 $11.237
Desarrollo de la propuesta de solución 78
Para la elaboración del flujo de caja se determinó el siguiente parámetro, que será
utilizado para el análisis financiero de la propuesta de solución.
Deuda bancaria nacional, con un plazo no mayor a 5años y una tasa estimada de 10%
aprox.
4.3 Selección de la alternativa propuesta como solución planteada.
Luego de haber realizado el análisis correspondiente en el aspecto técnico y
económico, se estima que la mejor opción para la compra de las maquinas para la
optimización del proceso de armaduras es la que presenta la compañía M.E.P Group,
representante de la firma BETA SYSTEMS SRL.
De la cual se ha escogido los respectivos modelos de maquinas, que se apegan a
nuestros requerimientos tanto comerciales como Técnicos, de acuerdo a las proyecciones
estimadas por el área de ventas.
Además se conoce que la firma BETA SYSTEMS SRL. Es una compañía con mucha
experiencia en este campo, que brinda un excelente asesoramiento técnico, tanto así que
sus maquinas tienen muy buena representación a nivel de Latinoamérica, las maquinas a
seleccionar son las siguientes:
CUADRO # 32
MODELOS DE MAQUINAS SELECCIONADAS.
Autor: Aric Castillo.
Fuente: Dpto. Comercio exterior, Andec.
Tipo de Máquina Marca Modelo
Electrosoldadora Beta Systems MRSA24
Cizalladora Beta Systems CRE12
Plegadora Beta Systems PRE12
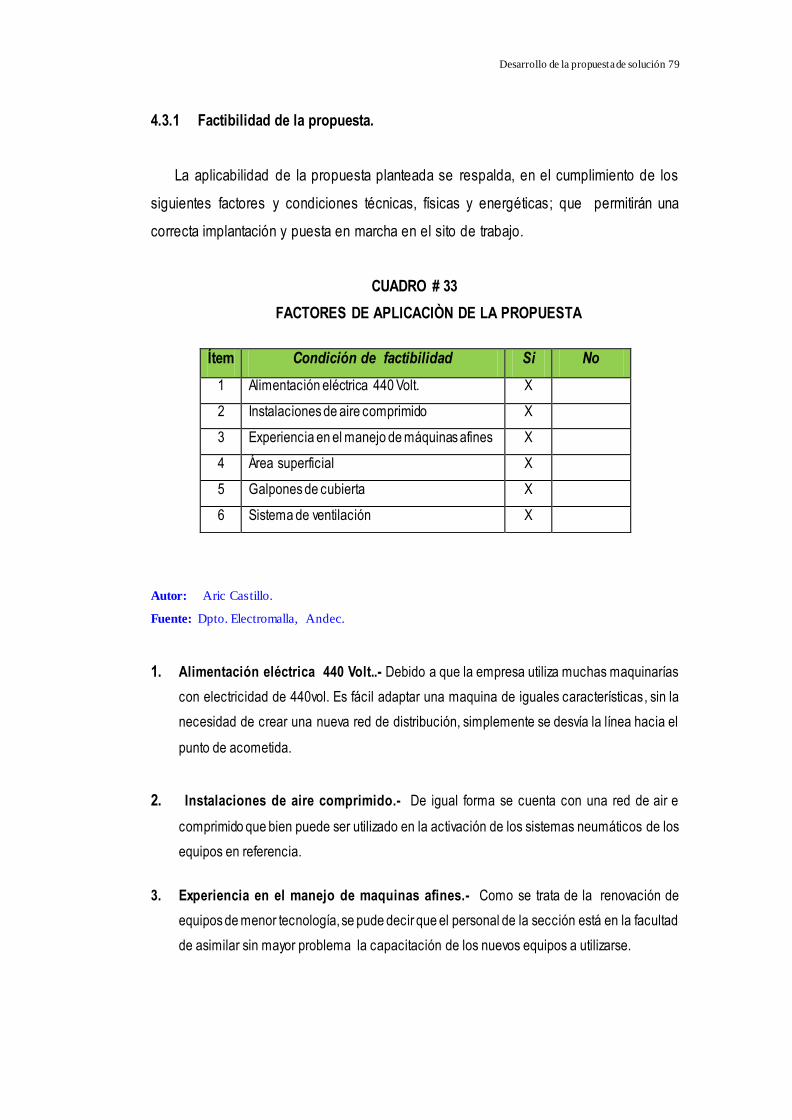
Desarrollo de la propuesta de solución 79
4.3.1 Factibilidad de la propuesta.
La aplicabilidad de la propuesta planteada se respalda, en el cumplimiento de los
siguientes factores y condiciones técnicas, físicas y energéticas; que permitirán una
correcta implantación y puesta en marcha en el sito de trabajo.
CUADRO # 33
FACTORES DE APLICACIÒN DE LA PROPUESTA
Autor: Aric Castillo.
Fuente: Dpto. Electromalla, Andec.
1. Alimentación eléctrica 440 Volt..- Debido a que la empresa utiliza muchas maquinarías
con electricidad de 440vol. Es fácil adaptar una maquina de iguales características, sin la
necesidad de crear una nueva red de distribución, simplemente se desvía la línea hacia el
punto de acometida.
2. Instalaciones de aire comprimido.- De igual forma se cuenta con una red de air e
comprimido que bien puede ser utilizado en la activación de los sistemas neumáticos de los
equipos en referencia.
3. Experiencia en el manejo de maquinas afines.- Como se trata de la renovación de
equipos de menor tecnología, se pude decir que el personal de la sección está en la facultad
de asimilar sin mayor problema la capacitación de los nuevos equipos a utilizarse.
Ítem Condición de factibilidad Si No
1 Alimentación eléctrica 440 Volt. X
2 Instalaciones de aire comprimido X
3 Experiencia en el manejo de máquinas afines X
4 Área superficial X
5 Galpones de cubierta X
6 Sistema de ventilación X
Desarrollo de la propuesta de solución 80
4. Área superficial.- La sección Electromallas cuenta con el área suficiente para la instalación
de las nuevas máquinas, considerando una distribución técnica de las mismas, el área se
modifica de 2267,46mt² a 2991,42mt². Y contempla un área exclusiva de
almacenamiento de producto terminado.
5. Galpones de cubierta.- Tanto el área de producción, como el de almacenamiento esta bajo
la cubierta de galpones, que protegen las maquinas así como el personal que labora en esta
sección.
6. Sistema de ventilación.- A pesar de que toda la sección esta bajo cubierta, el diseño de los
galpones permite que el aire circule con facilidad, eliminando el calor que se produce en las
maquinas y en todo el entorno del funcionamiento de las máquinas y el electrosoldado.
Con la compra de las tres maquinarias básicas que intervienen en el proceso de
armaduras, se busca sobrepasar los límites de producción actuales con que consta el área
de Electromallas y la sección armaduras, lo mismos que como ya se ha demostrado se
encuentran en su límite máximo de producción, lo cual muestra como problema puntual, la
necesidad de maquinarias con mayor capacidad instalada.
Refiriéndonos a la maquina electro soldadora su producción mensual debe estar
estimada en un rango de 1200 a 1500Tn, considerando que se seguirá manteniendo solo
las maquinas electro-soldadoras actuales como equipos de apoyo. Además se prevé la
creación de nuevos productos para ser utilizados en construcciones de mayor
envergadura, los cuales no se pueden construir en los equipos actuales.
Con respecto a las maquinas dobladoras y cizallas de disco, deben ser adquiridas
para ser cambiadas por las maquinas actuales, que como se indico anteriormente fueron
diseñadas y construidas en los talleres de nuestra empresa y son muy manuales, las
mismas que no permitirían absorber las producción de la nueva máquina electro -soldadora
y frenarían el incremento de la producción. Implementado nueva tecnología se lograra
alcanzar el equilibrio con respecto a la creciente demanda del mercado y nos ubicaría en
un mejor sitial de participación con respecto a nuestros competidores.
Desarrollo de la propuesta de solución 81
4.3.2 Aporte y/o incidencia de la propuesta en el desarrollo las actividades del
proceso.
Después de haber analizado el proceso actual, con sus respectiva distribución de
planta de las áreas de almacenamiento y ubicación de maquinas, como se especifica en el
anexo 6; se pone a consideración la nueva distribución de planta, aplicada la alternativa
propuesta como lo muestra el anexo 13.
La aplicación de esta alternativa presenta las siguientes ventajas:
Posibilidad de diversificación de productos.
Mayor velocidad de producción.
Incremento de los volúmenes de producción.
Menor esfuerzo físico (Reducción de estrés laboral).
Posibilidad de diversificación de productos.- Con el desarrollo de nuevas técnicas de
construcción, se presenta la necesidad desarrollar nuevos productos que satisfagan
dichas necesidades, lo cual no siempre se podía cumplir con el sistema actual de
fabricación de armaduras, ya que su versatilidad es reducida.
Mayor velocidad de producción.- Considerando el incremento de la automatización de
este nuevo sistema productivo propuesto, se estima un reducción no menor del 25% de
del tiempo actual, ya que reduce la intervención manual de los operarios.
Incremento de los volúmenes de producción.- En consecuencia de lo dicho en el punto
anterior, se podrá concluir en menos tiempo los lotes de producción planificados a partir
de los requerimientos de venta, lo que permitirá no hacer mucho uso de sobre tiempo , sin
dejar de alcanzar los objetivos fijados.
Menor esfuerzo físico (Reducción de estrés laboral).- El aumento de la automatización
del proceso permitirá reducir la intervención humana y en consecuencia de esto, reducirá
el esfuerzo físico, principal factor de desarrollo del estrés laboral, que es la antesala de los
accidentes o lesiones dentro del área de trabajo.
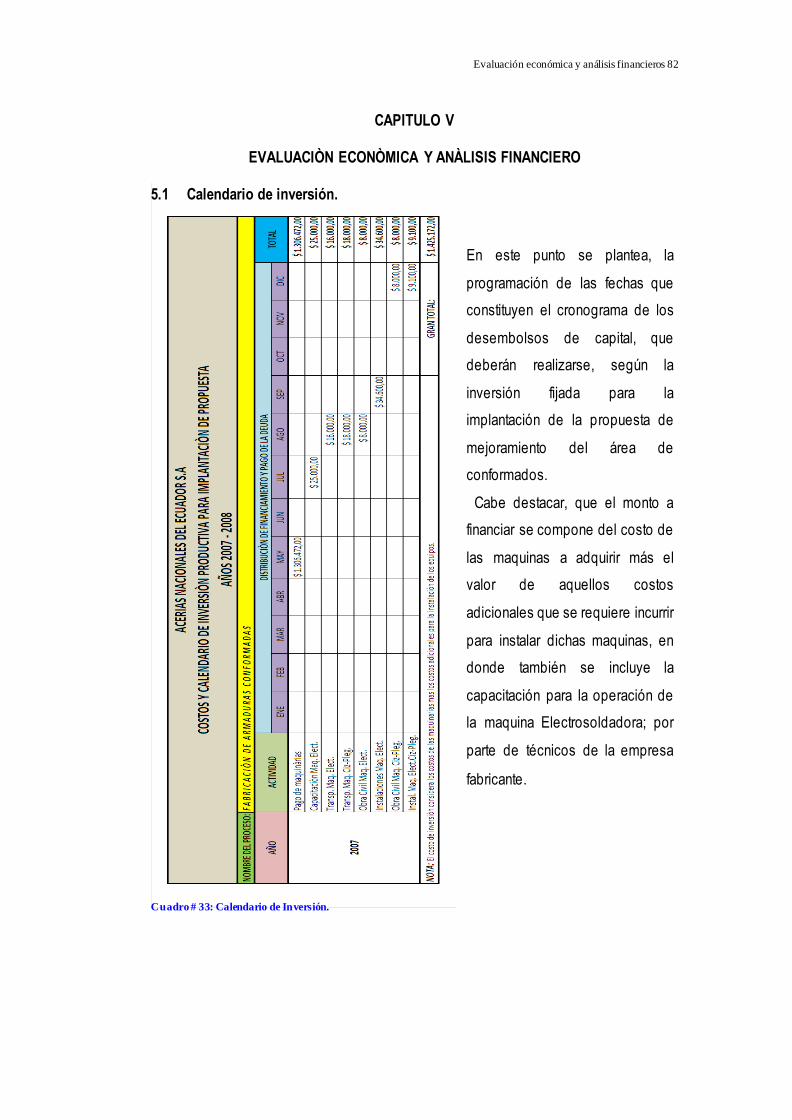
Evaluación económica y análisis financieros 82
CAPITULO V
EVALUACIÒN ECONÒMICA Y ANÀLISIS FINANCIERO
5.1 Calendario de inversión.
Cuadro # 33: Calendario de Inversión.
En este punto se plantea, la
programación de las fechas que
constituyen el cronograma de los
desembolsos de capital, que
deberán realizarse, según la
inversión fijada para la
implantación de la propuesta de
mejoramiento del área de
conformados.
Cabe destacar, que el monto a
financiar se compone del costo de
las maquinas a adquirir más el
valor de aquellos costos
adicionales que se requiere incurrir
para instalar dichas maquinas, en
donde también se incluye la
capacitación para la operación de
la maquina Electrosoldadora; por
parte de técnicos de la empresa
fabricante.
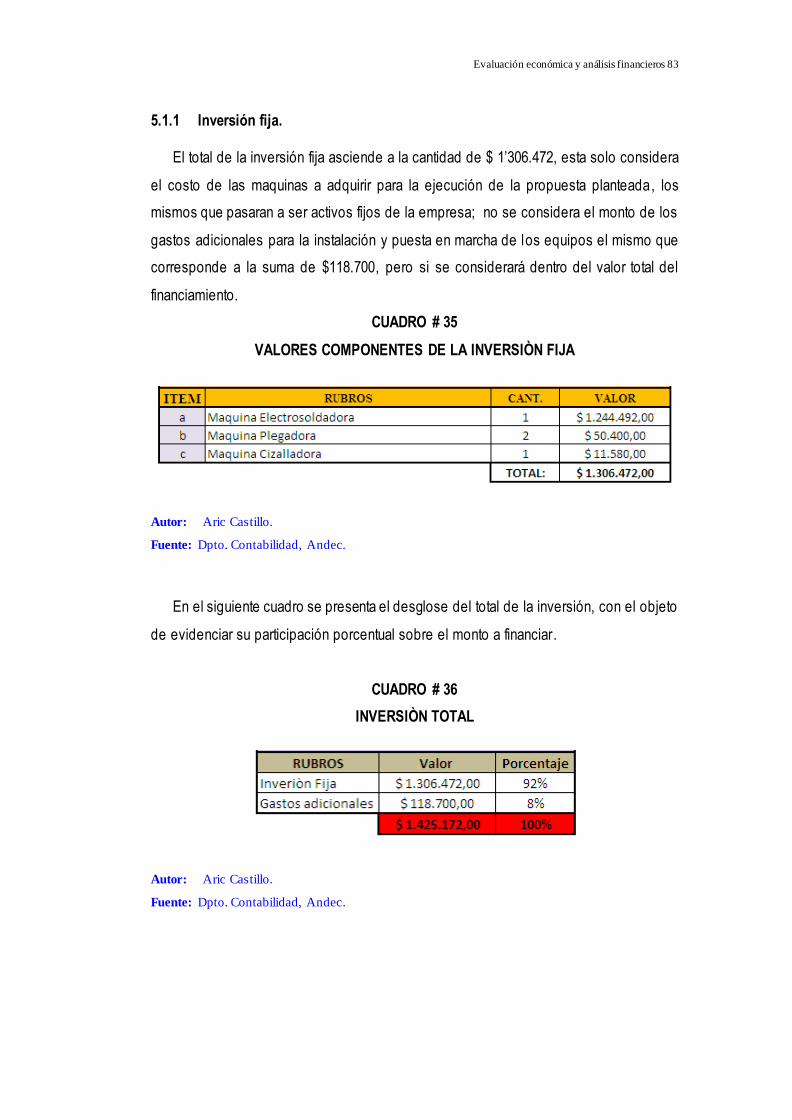
Evaluación económica y análisis financieros 83
5.1.1 Inversión fija.
El total de la inversión fija asciende a la cantidad de $ 1’306.472, esta solo considera
el costo de las maquinas a adquirir para la ejecución de la propuesta planteada, los
mismos que pasaran a ser activos fijos de la empresa; no se considera el monto de los
gastos adicionales para la instalación y puesta en marcha de los equipos el mismo que
corresponde a la suma de $118.700, pero si se considerará dentro del valor total del
financiamiento.
CUADRO # 35
VALORES COMPONENTES DE LA INVERSIÒN FIJA
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
En el siguiente cuadro se presenta el desglose del total de la inversión, con el objeto
de evidenciar su participación porcentual sobre el monto a financiar.
CUADRO # 36
INVERSIÒN TOTAL
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
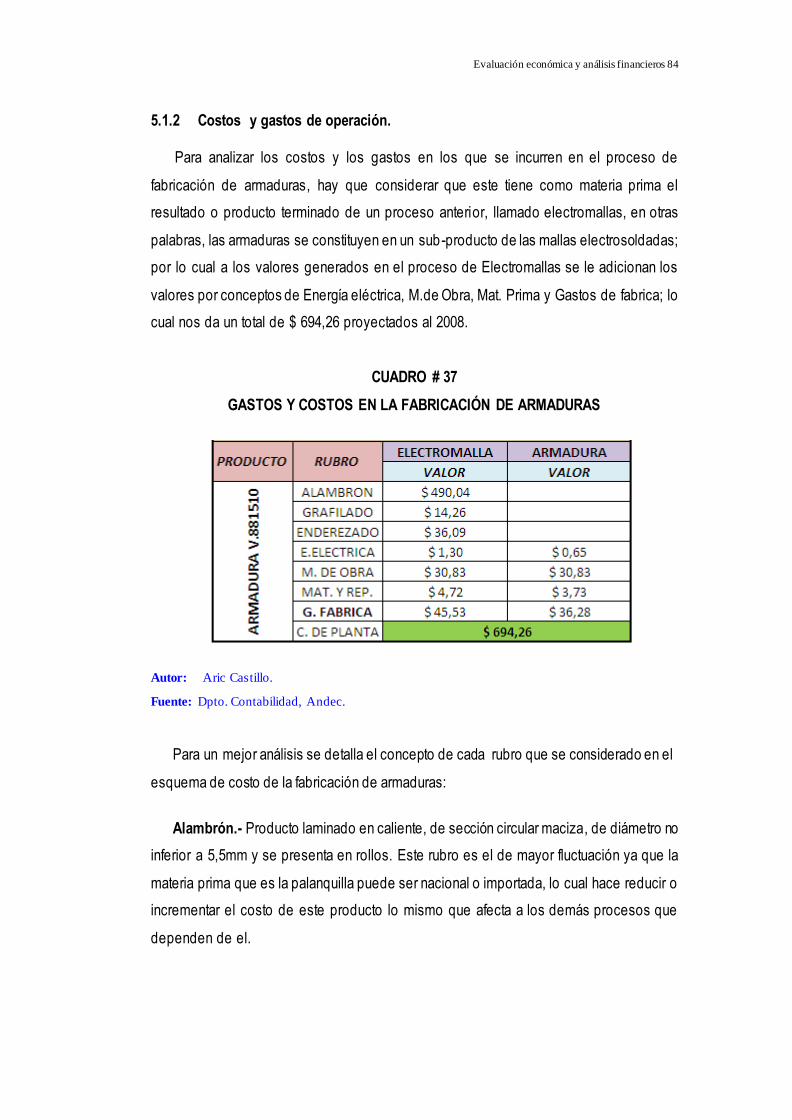
Evaluación económica y análisis financieros 84
5.1.2 Costos y gastos de operación.
Para analizar los costos y los gastos en los que se incurren en el proceso de
fabricación de armaduras, hay que considerar que este tiene como materia prima el
resultado o producto terminado de un proceso anterior, llamado electromallas, en otras
palabras, las armaduras se constituyen en un sub-producto de las mallas electrosoldadas;
por lo cual a los valores generados en el proceso de Electromallas se le adicionan los
valores por conceptos de Energía eléctrica, M.de Obra, Mat. Prima y Gastos de fabrica; lo
cual nos da un total de $ 694,26 proyectados al 2008.
CUADRO # 37
GASTOS Y COSTOS EN LA FABRICACIÓN DE ARMADURAS
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec. Para un mejor análisis se detalla el concepto de cada rubro que se considerado en el
esquema de costo de la fabricación de armaduras:
Alambrón.- Producto laminado en caliente, de sección circular maciza, de diámetro no
inferior a 5,5mm y se presenta en rollos. Este rubro es el de mayor fluctuación ya que la
materia prima que es la palanquilla puede ser nacional o importada, lo cual hace reducir o
incrementar el costo de este producto lo mismo que afecta a los demás procesos que
dependen de el.
Evaluación económica y análisis financieros 85
Grafilado.- El alambre grafilado es obtenido por trefilaciòn y posteriormente
conformación en frio. Su superficie presenta resaltes uniformemente distribuido s, con el
objetivo de presentar su adherencia con el hormigón.
Enderezado.- Proceso que consiste en transformar los rollos obtenidos por laminación
en secciones lineales de 6, 9 o 12mt. Según se requiera, para procesos posteriores.
Energía Eléctrica.- Consumo registrado en el desarrollo del proceso, de las maquinas
que intervienen en el mismo.
Mano de Obra.- Valor a cancelar por concepto sueldo mas beneficio de los operarios
y personal de control (Supervisor o Encargado) del proceso en mención.
Materiales y Repuestos.- Se denomina de esta manera a los insumos y elementos de
máquinas utilizados para mantener operable los equipos durante el proceso o para la
intervención de un mantenimiento programado.
Gastos de Fábrica.- Están constituidos por todos los desembolsos necesarios para
llevar a cabo la producción; por su naturaleza no son aplicables directamente al costo de
un producto, como por ejemplo: material indirecto, mano de obra indirecta y gastos
indirectos (energía, combustibles, seguro, renta, etc.).
En el caso de Andec; hay ciertos rubros como materiales y repuestos que po r ser
representativo en su valor se lo considerada separadamente pero pertenecen al grupo de
gastos de fabrica.
5.2 Financiamiento de la propuesta.
Para el análisis del financiamiento se plantea considerar los valores correspondientes
al costo de las maquinas a adquirir más los costos adicionales para la puesta en marcha,
lo cual suma la cantidad de $1’425.172, En primera instancia solo se esperaba considerar
dentro del financiamiento el costo de las maquinas, pero como la empresa tiene
pendientes otros proyectos que demandan flujos de efectivos, se considero añadir el valor
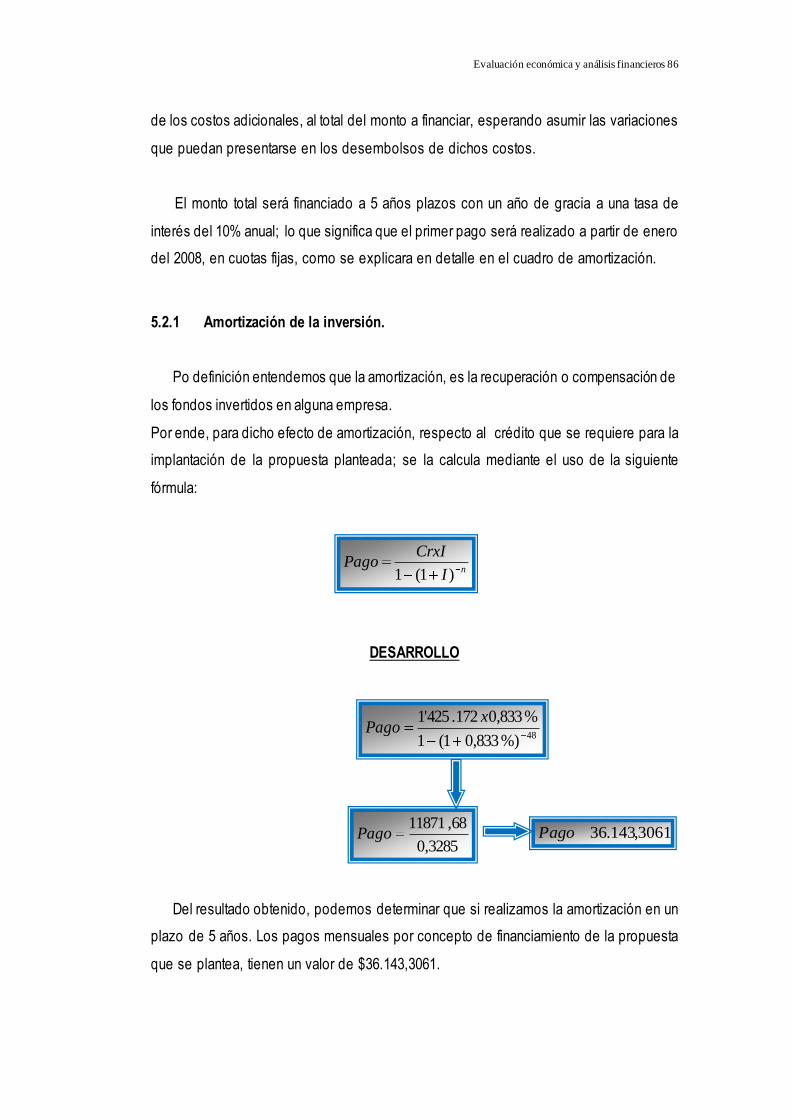
Evaluación económica y análisis financieros 86
de los costos adicionales, al total del monto a financiar, esperando asumir las variaciones
que puedan presentarse en los desembolsos de dichos costos.
El monto total será financiado a 5 años plazos con un año de gracia a una tasa de
interés del 10% anual; lo que significa que el primer pago será realizado a partir de enero
del 2008, en cuotas fijas, como se explicara en detalle en el cuadro de amortización.
5.2.1 Amortización de la inversión.
Po definición entendemos que la amortización, es la recuperación o compensación de
los fondos invertidos en alguna empresa.
Por ende, para dicho efecto de amortización, respecto al crédito que se requiere para la
implantación de la propuesta planteada; se la calcula mediante el uso de la siguiente
fórmula:
DESARROLLO
Del resultado obtenido, podemos determinar que si realizamos la amortización en un
plazo de 5 años. Los pagos mensuales por concepto de financiamiento de la propuesta
que se plantea, tienen un valor de $36.143,3061.
nI
CrxIPago
)1(1
48%)833,01(1
%833,0172.425'1 xPago
3285,0
68,11871Pago 3061,143.36Pago
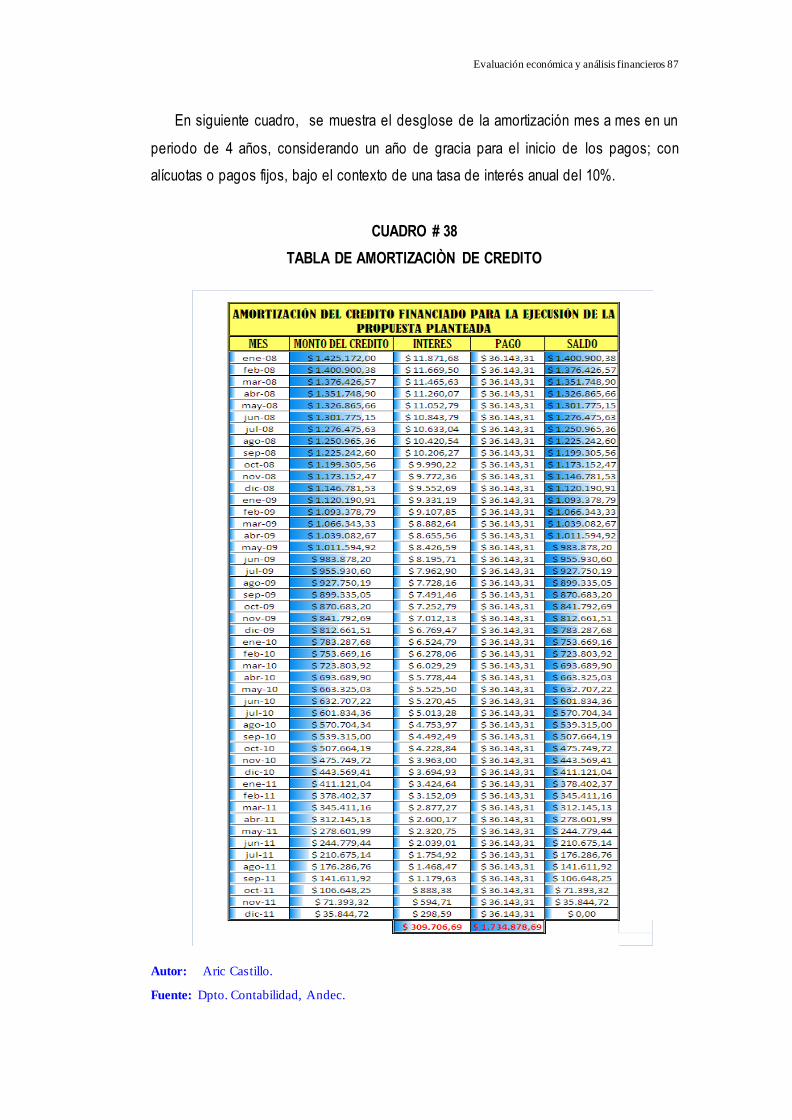
Evaluación económica y análisis financieros 87
En siguiente cuadro, se muestra el desglose de la amortización mes a mes en un
periodo de 4 años, considerando un año de gracia para el inicio de los pagos; con
alícuotas o pagos fijos, bajo el contexto de una tasa de interés anual del 10%.
CUADRO # 38
TABLA DE AMORTIZACIÒN DE CREDITO
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
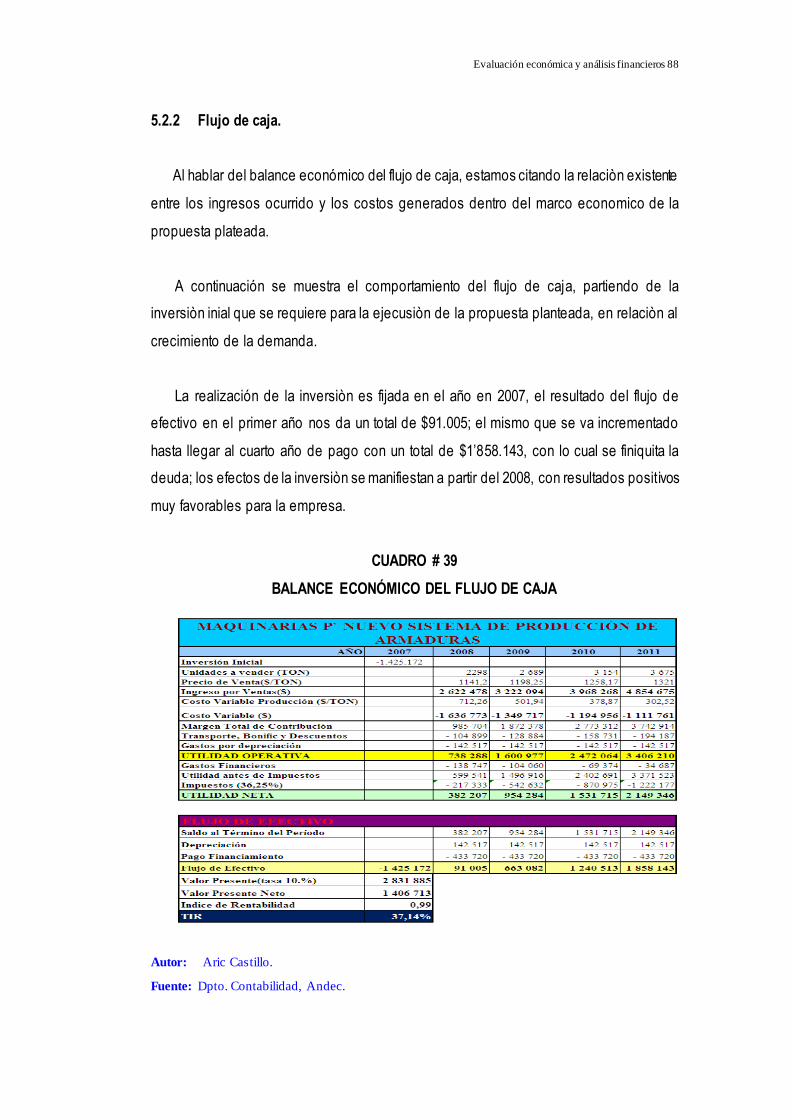
Evaluación económica y análisis financieros 88
5.2.2 Flujo de caja.
Al hablar del balance económico del flujo de caja, estamos citando la relaciòn existente
entre los ingresos ocurrido y los costos generados dentro del marco economico de la
propuesta plateada.
A continuación se muestra el comportamiento del flujo de caja, partiendo de la
inversiòn inial que se requiere para la ejecusiòn de la propuesta planteada, en relaciòn al
crecimiento de la demanda.
La realización de la inversiòn es fijada en el año en 2007, el resultado del flujo de
efectivo en el primer año nos da un total de $91.005; el mismo que se va incrementado
hasta llegar al cuarto año de pago con un total de $1’858.143, con lo cual se finiquita la
deuda; los efectos de la inversiòn se manifiestan a partir del 2008, con resultados positivos
muy favorables para la empresa.
CUADRO # 39
BALANCE ECONÓMICO DEL FLUJO DE CAJA
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
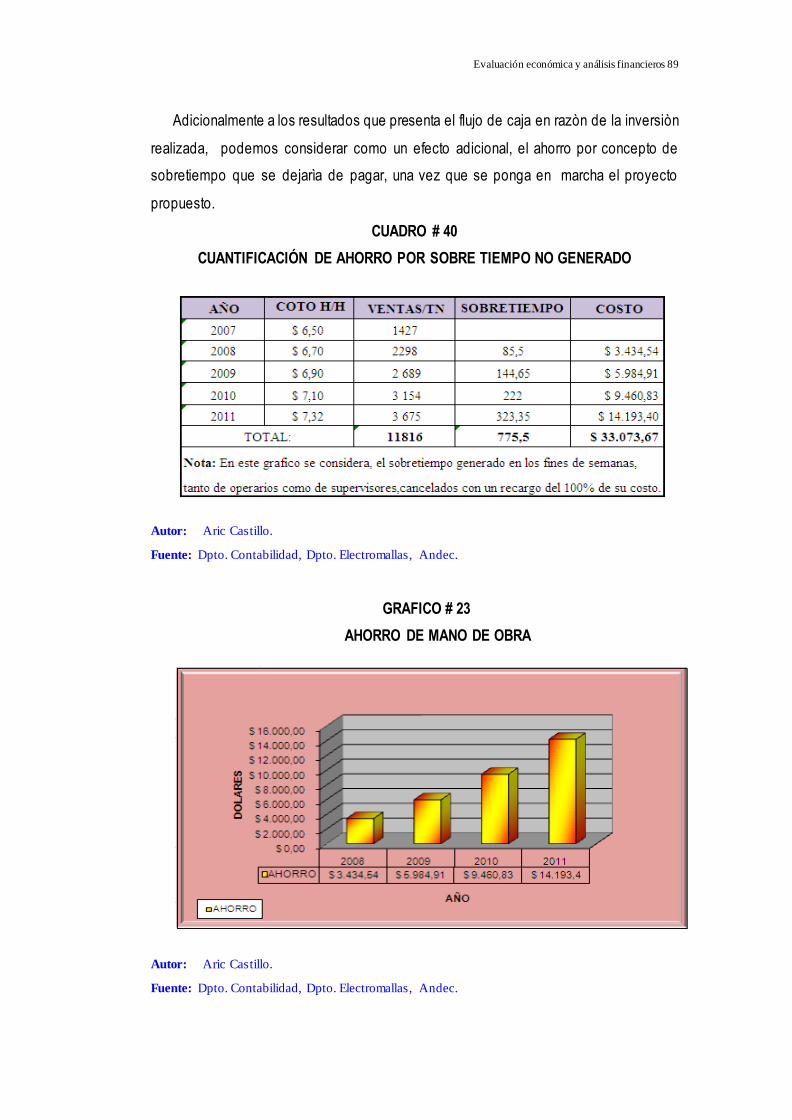
Evaluación económica y análisis financieros 89
Adicionalmente a los resultados que presenta el flujo de caja en razòn de la inversiòn
realizada, podemos considerar como un efecto adicional, el ahorro por concepto de
sobretiempo que se dejarìa de pagar, una vez que se ponga en marcha el proyecto
propuesto.
CUADRO # 40
CUANTIFICACIÓN DE AHORRO POR SOBRE TIEMPO NO GENERADO
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Dpto. Electromallas, Andec.
GRAFICO # 23
AHORRO DE MANO DE OBRA
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Dpto. Electromallas, Andec.
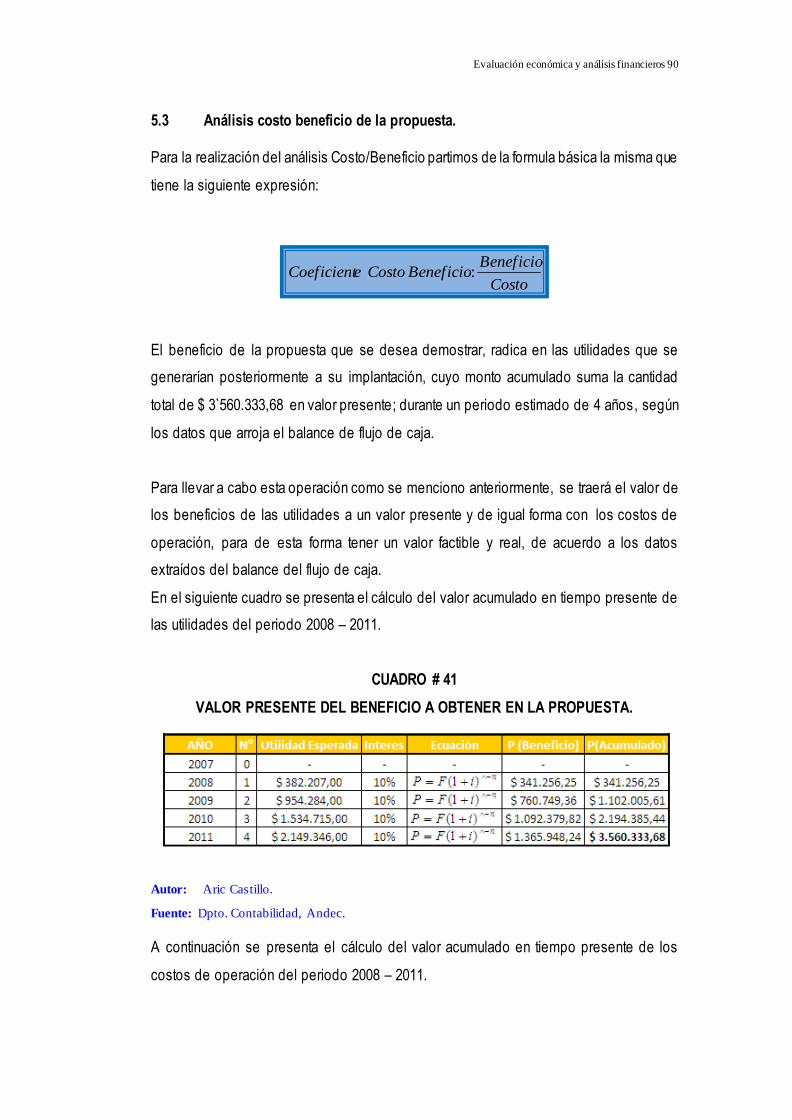
Evaluación económica y análisis financieros 90
5.3 Análisis costo beneficio de la propuesta.
Para la realización del análisis Costo/Beneficio partimos de la formula básica la misma que
tiene la siguiente expresión:
El beneficio de la propuesta que se desea demostrar, radica en las utilidades que se
generarían posteriormente a su implantación, cuyo monto acumulado suma la cantidad
total de $ 3`560.333,68 en valor presente; durante un periodo estimado de 4 años, según
los datos que arroja el balance de flujo de caja.
Para llevar a cabo esta operación como se menciono anteriormente, se traerá el valor de
los beneficios de las utilidades a un valor presente y de igual forma con los costos de
operación, para de esta forma tener un valor factible y real, de acuerdo a los datos
extraídos del balance del flujo de caja.
En el siguiente cuadro se presenta el cálculo del valor acumulado en tiempo presente de
las utilidades del periodo 2008 – 2011.
CUADRO # 41
VALOR PRESENTE DEL BENEFICIO A OBTENER EN LA PROPUESTA.
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec. A continuación se presenta el cálculo del valor acumulado en tiempo presente de los
costos de operación del periodo 2008 – 2011.
Costo
BeneficioBeneficioCostoeCoeficient :
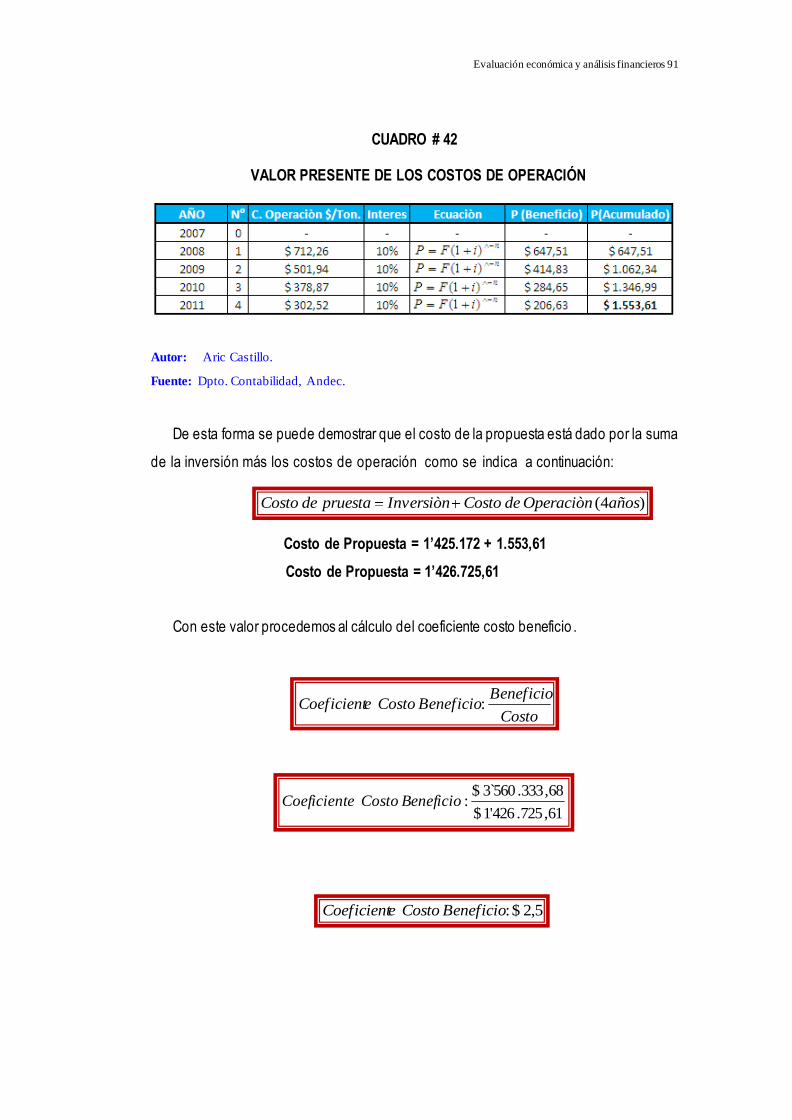
Evaluación económica y análisis financieros 91
CUADRO # 42
VALOR PRESENTE DE LOS COSTOS DE OPERACIÓN
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
De esta forma se puede demostrar que el costo de la propuesta está dado por la suma
de la inversión más los costos de operación como se indica a continuación:
Costo de Propuesta = 1’425.172 + 1.553,61
Costo de Propuesta = 1’426.725,61
Con este valor procedemos al cálculo del coeficiente costo beneficio .
)4( añosOperaciòndeCostoInversiònpruestadeCosto
Costo
BeneficioBeneficioCostoeCoeficient :
61,725.426'1$
68,333.560`3$:BeneficioCostoeCoeficient
5,2$:BeneficioCostoeCoeficient
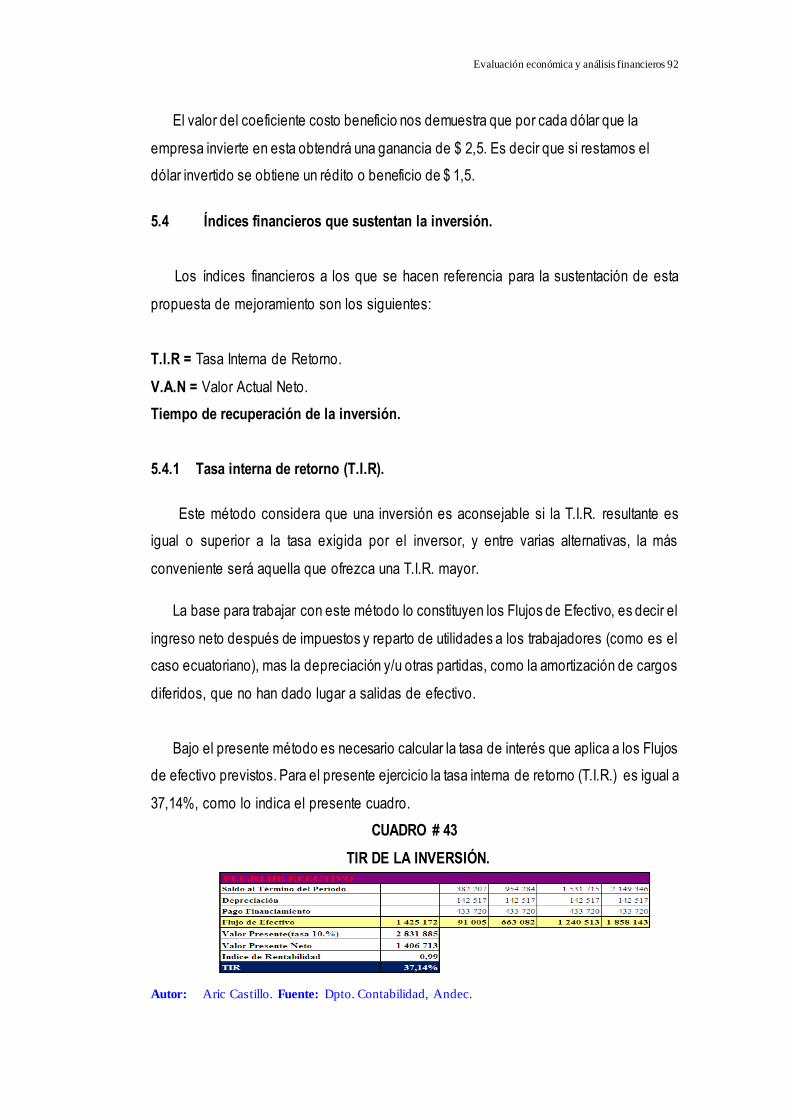
Evaluación económica y análisis financieros 92
El valor del coeficiente costo beneficio nos demuestra que por cada dólar que la
empresa invierte en esta obtendrá una ganancia de $ 2,5. Es decir que si restamos el
dólar invertido se obtiene un rédito o beneficio de $ 1,5.
5.4 Índices financieros que sustentan la inversión.
Los índices financieros a los que se hacen referencia para la sustentación de esta
propuesta de mejoramiento son los siguientes:
T.I.R = Tasa Interna de Retorno.
V.A.N = Valor Actual Neto.
Tiempo de recuperación de la inversión.
5.4.1 Tasa interna de retorno (T.I.R).
Este método considera que una inversión es aconsejable si la T.I.R. resultante es
igual o superior a la tasa exigida por el inversor, y entre varias alternativas, la más
conveniente será aquella que ofrezca una T.I.R. mayor.
La base para trabajar con este método lo constituyen los Flujos de Efectivo, es decir el
ingreso neto después de impuestos y reparto de utilidades a los trabajadores (como es el
caso ecuatoriano), mas la depreciación y/u otras partidas, como la amortización de cargos
diferidos, que no han dado lugar a salidas de efectivo.
Bajo el presente método es necesario calcular la tasa de interés que aplica a los Flujos
de efectivo previstos. Para el presente ejercicio la tasa interna de retorno (T.I.R.) es igual a
37,14%, como lo indica el presente cuadro.
CUADRO # 43
TIR DE LA INVERSIÓN.
Autor: Aric Castillo. Fuente: Dpto. Contabilidad, Andec.
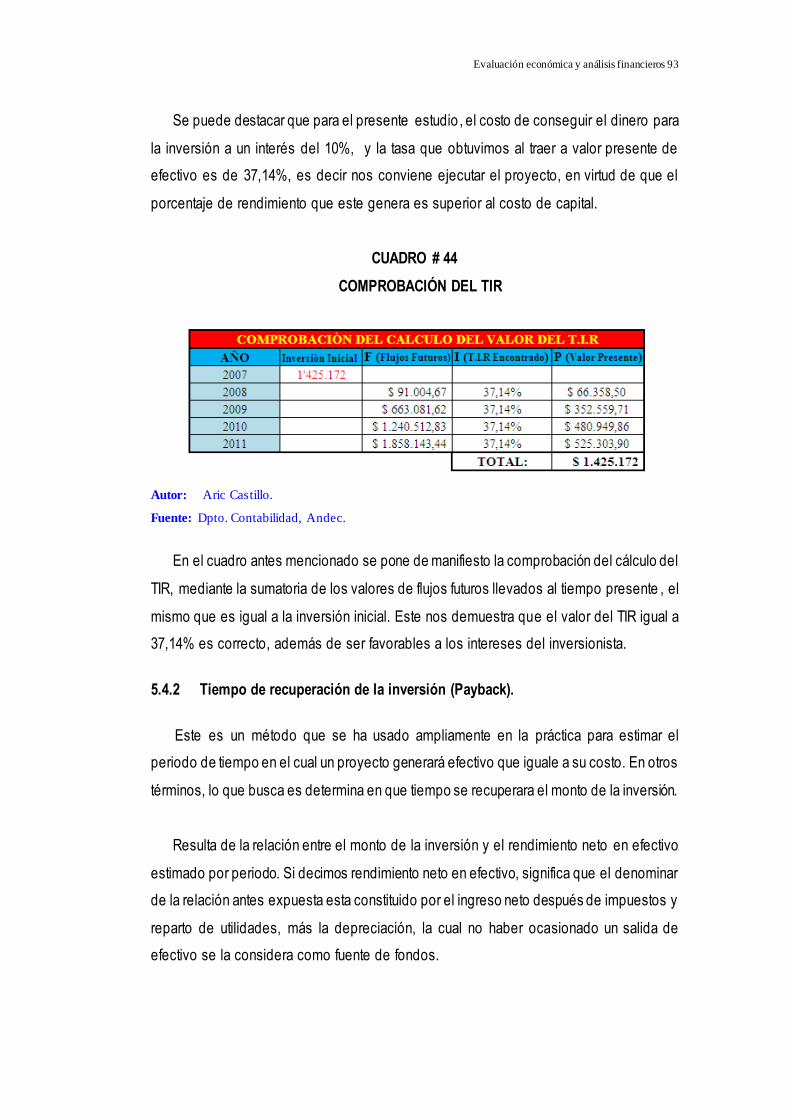
Evaluación económica y análisis financieros 93
Se puede destacar que para el presente estudio , el costo de conseguir el dinero para
la inversión a un interés del 10%, y la tasa que obtuvimos al traer a valor presente de
efectivo es de 37,14%, es decir nos conviene ejecutar el proyecto, en virtud de que el
porcentaje de rendimiento que este genera es superior al costo de capital.
CUADRO # 44
COMPROBACIÓN DEL TIR
Autor: Aric Castillo.
Fuente: Dpto. Contabilidad, Andec.
En el cuadro antes mencionado se pone de manifiesto la comprobación del cálculo del
TIR, mediante la sumatoria de los valores de flujos futuros llevados al tiempo presente , el
mismo que es igual a la inversión inicial. Este nos demuestra que el valor del TIR igual a
37,14% es correcto, además de ser favorables a los intereses del inversionista.
5.4.2 Tiempo de recuperación de la inversión (Payback).
Este es un método que se ha usado ampliamente en la práctica para estimar el
periodo de tiempo en el cual un proyecto generará efectivo que iguale a su costo. En otros
términos, lo que busca es determina en que tiempo se recuperara el monto de la inversión.
Resulta de la relación entre el monto de la inversión y el rendimiento neto en efectivo
estimado por periodo. Si decimos rendimiento neto en efectivo, significa que el denominar
de la relación antes expuesta esta constituido por el ingreso neto después de impuestos y
reparto de utilidades, más la depreciación, la cual no haber ocasionado un salida de
efectivo se la considera como fuente de fondos.
Evaluación económica y análisis financieros 94
A continuación se demuestra la recuperación de la inversión.
UTILIDAD NETA $ 382.207,00
Mas Depreciación $ 142.517,00
Rendimiento Neto en
Efectivo (Flujo de Efectivo) $ 524.724,00
El periodo de recuperación de la inversión (Payback) seria:
Fuente:
Ing. Raúl Molina del Rio “Control Gerencial” (Pag.221)
Editorial: Corporación grafica Suárez Vàsconez
País: Ecuador
Año: 2002
Lo cual significa que la inversión del proyecto se recuperaría en aproximadamente 2
años, 7 meses.
Esto es resultado también salta a la vista en el Flujo de Caja si se suman los valores
de flujos de cajas anuales arrojados por el proyecto. Hasta que de un cantidad igual al
capital original.
anualefectivodenetooRendimient
inversiònladeMontock)òn..(PaybaRecuperaci
524.724 $
1'425.172 $ck)òn..(PaybaRecuperaci
2,7Añosck)òn..(PaybaRecuperaci
Programación y puesta en marcha 95
CAPITULO VI
6.1 Selección y programación de actividades para la implantación de la propuesta.
Una vez obtenido el financiamiento para la aplicación de la propuesta de mejoramiento, y
habiendo finiquitado todos los aspectos legales y comerciales en relación a la contratación
de compra, en donde se incluye la capacitación por parte de técnicos extranjeros al
personal de Andec. Así como los tramites de importación, en donde juego un papel muy
importante la labor por parte del área de comercio exterior, respecto a la fecha exacta de
llegada de los equipos a los patios de la empresa, teniendo en cuenta que los costos de
las maquinarias tiene precio FOB y es responsabilidad de Andec S.A la transportación de
los mismos. Se procede al planeamiento y fijación del programa de actividades que
deberá ejecutarse para llevar a cabo la implantación de la propuesta.
6.1.1 Listado de actividades para la ejecución del proceso de implantación.
A continuación se detalla cada una de las actividades que se realizaran en el proceso de
implantación de la propuesta, las mismas que se agruparan según las áreas técnicas
contratadas que intervendrán. Cabe destacar que en la presente lista, no se establece el
orden cronológico con el cual se realizaran las actividades, este será esp ecificado con
detalles en el diagrama de Gantt. Por el contrario se indican cada una de las actividades
que realizaran las áreas técnicas que intervendrán:
Obras civiles
Área de ubicación de máquinas.
Se llama de esta forma aquella área que se destinará para ubicar las máquinas
adquiridas, según lo establecido por el diagrama de distribución de la planta y los planos
de cimentación de las mismas.
Programación y puesta en marcha 96
Trazado y replanteo.
Rotura de piso de área de trabajo.
Loza de cimentación.
Anclaje de maquina con pernos expansivos.
Sala Eléctrica y de aire comprimido.
Es aquella sección del área total de trabajo, que será destinada para la edificación de
un sector restringido donde se ubicaran los sistemas eléctricos y de control; además del
sector para la instalación de compresores y tanques para aire comprimido.
Trazado y replanteo.
Rotura de piso de área de trabajo.
Excavación.
Replantillo.
Construcción de riostras
Columnas.
Vigas de amarre.
Contrapiso.
Instalaciones eléctricas domiciliarias.
Instalación de puertas enrollables
Mampostería.
Cubierta (Still Panel, correas).
Vidrios y ventanas.
Pintura.
Programación y puesta en marcha 97
Ensamblado y montaje de maquinas.
Maquina Electrosoldadora.
El conjunto de actividades que se ejecutan en esta etapa, serán realizadas por los
técnicos de la empresa fabricante, los cuales en cumplimiento a una de las clausulas de
contrato; tienen la obligación de dirigir el montaje total del equipo, con el apoyo de
nuestros técnicos y su respectiva prueba (Refiriéndonos únicamente a la máquina d e
Electromallas).
Ensamblado de estructura de la maquina.
Ensamblado de mesa de materia prima longitudinal.
Ensamblado de torre de alimentación automática de materia prima transversal.
Ensamblado de mesa automática de evacuación por arrastre.
Ensamblado de volteador.
Maquina Cizalladora.
Ubicación de máquina cizalladora
Fijación de máquina.
Maquinas Plegadoras.
Ubicación de máquina Plegadora 1 y 2.
Fijación de máquinas.
Instalaciones Mecánicas.
En este punto de la ejecución de la propuesta se realizaran las instalaciones
concernientes a la alimentación de los fluidos de aire comprimido, necesarias para el
funcionamiento de los sistemas neumáticos de la máquina de Electromallas.
Instalación de compresores
Instalación de tuberías p` aire comprimido.
Programación y puesta en marcha 98
Electricidad Industrial.
Al hablar de instalaciones eléctricas Industriales, nos estamos refiriendo a aquellas
que tienen que ver netamente con la alimentación de la máquina y sus elementos
funcionales tales como sensores, fotocélulas, botoneras y paneles de control.
Construcción de canaletas metálicas porta cable.
Cableado de fuerza y de control
Instalación de transformador de 13800Volt. a 440Volt.
Alimentación eléctrica a equipo.
Cableado de alimentación p` tableros de control.
Prueba de maquinas y capacitación.
Una vez realizado el ensamblaje de todos los equipos en su respectiva ubicación
preestablecida y proceder a energizarlos; se procederá a las respectivas pruebas.
Debido a la complejidad del funcionamiento de la maquina Electrosoldadora, se llevara
a cabo un pequeño periodo de capacitación y entrenamiento. La demás maquina no
requieren capacitación.
Prueba de Máquina Electrosoldadora.
Calibración y funcionamiento de maquina en vacío.
Fabricación de mallas de prueba.
Capacitación de personal de Andec.
Prueba de Máquina Cizalladora.
Calibración y funcionamiento de maquina en vacío.
Cizallado de mallas de prueba.
Programación y puesta en marcha 99
Prueba de Máquinas Plegadoras.
Calibración y funcionamiento de maquina en vacío.
Plegado de mallas de prueba.
6.2 Cronograma de implementación.
Luego de haber enlistado todas las actividades concernientes a la programación y
puesta en marcha de la propuesta planteada; se procederá a la realización del
cronograma de dichas actividades, en donde se especifica días calendarios y horas
estimadas para cada actividad. Para dicho efecto nos haremos referencia al diagrama de
Gantt del anexo 17.
Conclusiones y recomendaciones 100
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1 Conclusiones.
Considerando el antecedente de que la empresa Andec S.A, se mantiene en el liderazgo
de la industria siderúrgica a nivel nacional y tiene una proyección futura de incursionar en
el mercado internacional, además de poseer una filosofía de trabajo, basada en una
cultura de calidad, por sus múltiples certificaciones y reconocimiento recibidos, como lo
son: Certificación ISO-9000 Vs. 2000, Certificación INEN, ser ganador del trofeo a la
calidad otorgado por la revista Ekos por 4 años consecutivos, además de haber recibido la
medalla de oro a la excelencia, otorgado por la Corporación Ecuatoriana de la Calidad
Total. Todos estos logros obtenidos le permiten mantener una imagen objetiva y
visionaria.
Por tal motivo Una vez que se ha realizado todo el análisis tanto económico como
técnico, podemos concluir que dentro del mercado en el cual desarrolla sus actividades
mercantiles, le es factible y tiene todas las condiciones tanto financiera como de espacio
para la aplicación de la propuesta de mejoramiento que se plantea; la misma que
promueve realizar una inversión de $1’425.172 para el desarrollo tecnológico y
productivo en la fabricación de armaduras y Kit de armaduras para la construcción de
viviendas y otras infraestructuras; apoyándose en los estudios de mercado realizados por
el área de ventas, los cuales demuestran que este producto está ganando un gran espacio
en la demanda del mercado, por lo cual se necesita invertir en tecnología para captar
dicho mercado.
Para dicho efecto se prevé un financiamiento bancario, pactado a 4 años plazo, con
un año de gracia desde el momento de recibir el capital de inversión financiado y pagos
mensuales amortizados de $ 36.143,31. Además de lo dicho la implantación de la
propuesta de mejoramiento es factible por los siguientes aspectos.
Conclusiones y recomendaciones 101
Pone en videncia un Ahorro por concepto de sobretiempo de $33.073,67.
Posee una Tasa Interna de Retorno (TIR) del 37,14%, lo cual es muy conveniente.
Nos ofrece un factor Costo Benéfico 2,5.
Finalmente una Recuperación de la inversión en 2,7 años.
7.2 Recomendaciones.
Si la empresa Andec S.A quiere hacer frente a las nuevas exigencias del mercado, ya
sea por motivo de la demanda del producto en mención (Armaduras), o por la necesidad
de nuevos productos afines al proceso que hemos analizados. Es menester, que la se
considere actualmente la implantación de la propuesta que se plantea en este estudio por
los siguientes aspectos:
Capacidad Instalada.- Las nuevas maquinarias, ofrecen un nivel productivo que se
incrementa en un 66%, superior al sistema actual; lo que permite hacer frente a las
proyecciones de incremento de demanda, además de lograr el crecimiento y tecnificación
que requieren los sub-procesos mencionados para la obtención de un producto con mayor
calidad, acorde a las aspiraciones y requerimiento de sus clientes.
Tecnología.- Uno de los aspectos que se destaca en la aplicación de la propuesta es
el mejoramiento de la tecnología aplicada al proceso, lo que nos da mayor garantía en el
producto obtenido, debido a la disminución de la actividad manual, donde se requiere
además del control de la producción, controlar el aspecto físico y psicológico del operador,
tales como concentración, fatiga y estrés laboral, además de disminuir fases del proceso,
debido a la automatización de los mismos dentro de la funcionalidad de la maquina.
Social.- Permite optimizar la capacidad técnica de los operadores como resultado de
la capacitación obtenida por parte de técnicos extranjeros. Además, las ingeniería de las
maquinas permite reducir la mano de obra, lo que proporcionará ahorro en los costos de
fabricación de la empresa.
Conclusiones y recomendaciones 102
Ambiental.- La utilización de estas maquinarias, no proyecta un impacto ambiental
negativo en el entorno en donde se realizan las actividades productivas, ni en sus
alrededores por las siguientes razones:
No utiliza combustible. Solo utiliza energía eléctrica, por lo tanto no se contamina
el aire.
El mínimo desperdicio que se presenta es metálico, con lo cual se procede al
reprocesamiento en la acería p` la obtención de palanquillas (Barras de acero),
no se produce contaminación del suelo.
Con respecto a la contaminación auditiva no sobrepasa los límites permisibles,
además este agente contaminante puede ser mermado con los equipos de
protección que se le entrega a cada operario.
Por todos estos aspectos, se recomienda la ejecución de esta propuesta,
considerando que Andec en una empresa líder con un sitial muy elevado en el ámbito
siderúrgico y que además procura siempre mantener la iniciativa en la introducción de un
nuevo producto dentro del mercado en el que compite.
Glosario de términos 103
GLOSARIO DE TERMINOS
Acero.- Aleación de hierro y carbono, en diferentes proporciones, que, según
su tratamiento, adquiere especial elasticidad, dureza o resistencia.
Andec.- Acerías Nacionales del Ecuador S.A.
CIIU.- Clasificación Industrial Internacional Uniforme.
Costos.- Cantidad que se da o se paga por algo.
Cuna de empaquetado.- Recipiente en donde se ubican las armaduras construidas en lotes de
48Uns.
Demanda.- Cuantía global de las compras de bienes y servicios realizados o previstos por una colectividad
Dine.- Dirección de industrias del ejército.
Distribución de planta.- Mapeo esquemático de la ubicación actual de los equipos en un
proceso.
Eficiencia.- Capacidad de disponer de alguien o de algo para conseguir un efecto
determinado.
Ekos.- Revista de economía que analiza las mejores empresas del país.
Estribo.- Secciones transversales de material equidistantes, que rodean la
armadura.
LA PAGINA 103
ESTA EN OTRO
ARCHIVO
Glosario de términos 104
Grafilado.- Conformación en frio de resaltes sobre la superficie de un alambrón,
mediante la intervención de anillos con muescas.
Grúa pórtico.- Conjunto mecánico utilizado para el levantamiento de cargas, el mismo
que se desplaza a través de rieles ubicadas en el piso , los cuales
determinan el alcance de su desplazamiento.
Holding.- Sociedad financiera que posee o controla la mayoría de las acciones
de un grupo de empresas.
Kit de armaduras.- Conjunto de armaduras diversas p` la estructuración de una vivienda.
Laminación.- Hacer láminas, planchas o barras con el laminador. Mediante la
intervención de rodillos por donde atraviesa el material a laminar.
Operacional.- Capacidad de operación de un sistema de maquinarias dentro de un
proceso.
Palanquilla.- Barra de acero al carbono, no aleada de sección cuadrada.
Siderúrgico.- Perteneciente o relativo a la siderurgia. Arte de extraer hierro y de
trabajarlo.
Trefilado.- Reducir un metal a alambre o hilo pasándolo por una hilera.
Límite Operacional.- Capacidad limite máxima que pueden producir los equipos del
proceso.

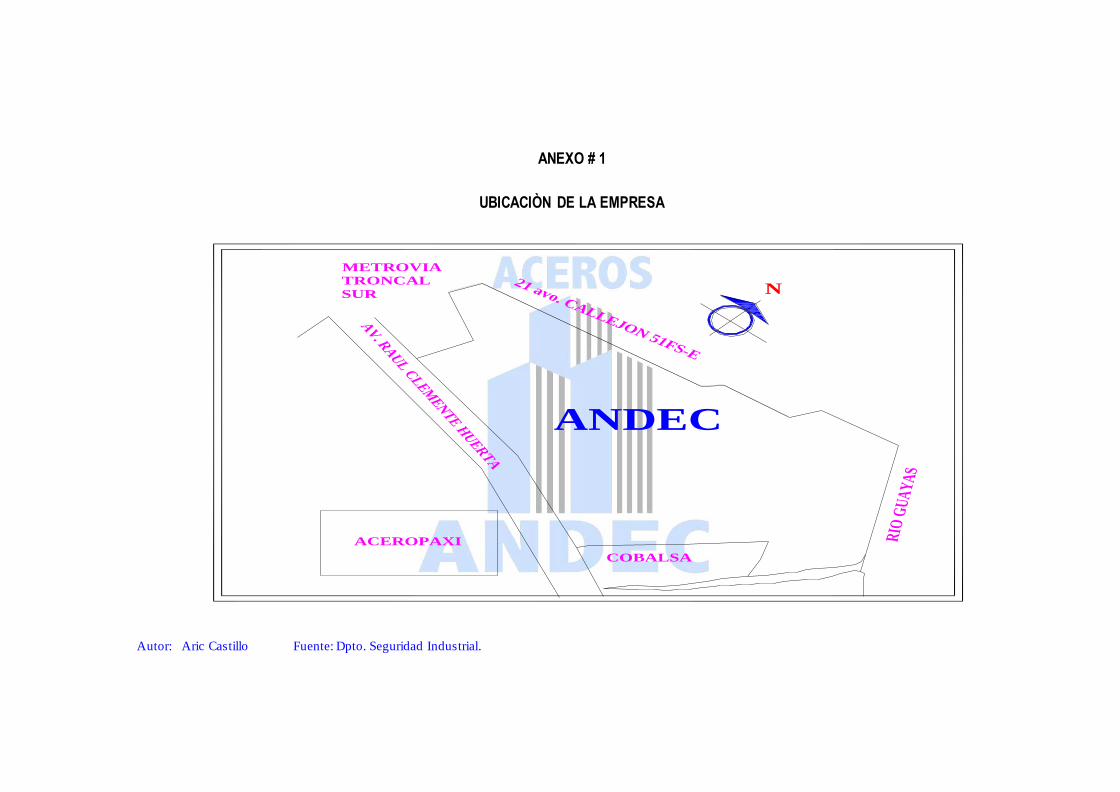
ANEXO # 1
UBICACIÒN DE LA EMPRESA
Autor: Aric Castillo Fuente: Dpto. Seguridad Industrial.
N
ANDEC
AV. RAUL CLEMENTE H
UERTA
METROVIA
TRONCAL
SUR
ACEROPAXI RIO
GU
AY
AS
21 avo. CALLEJON 51FS-E
COBALSA
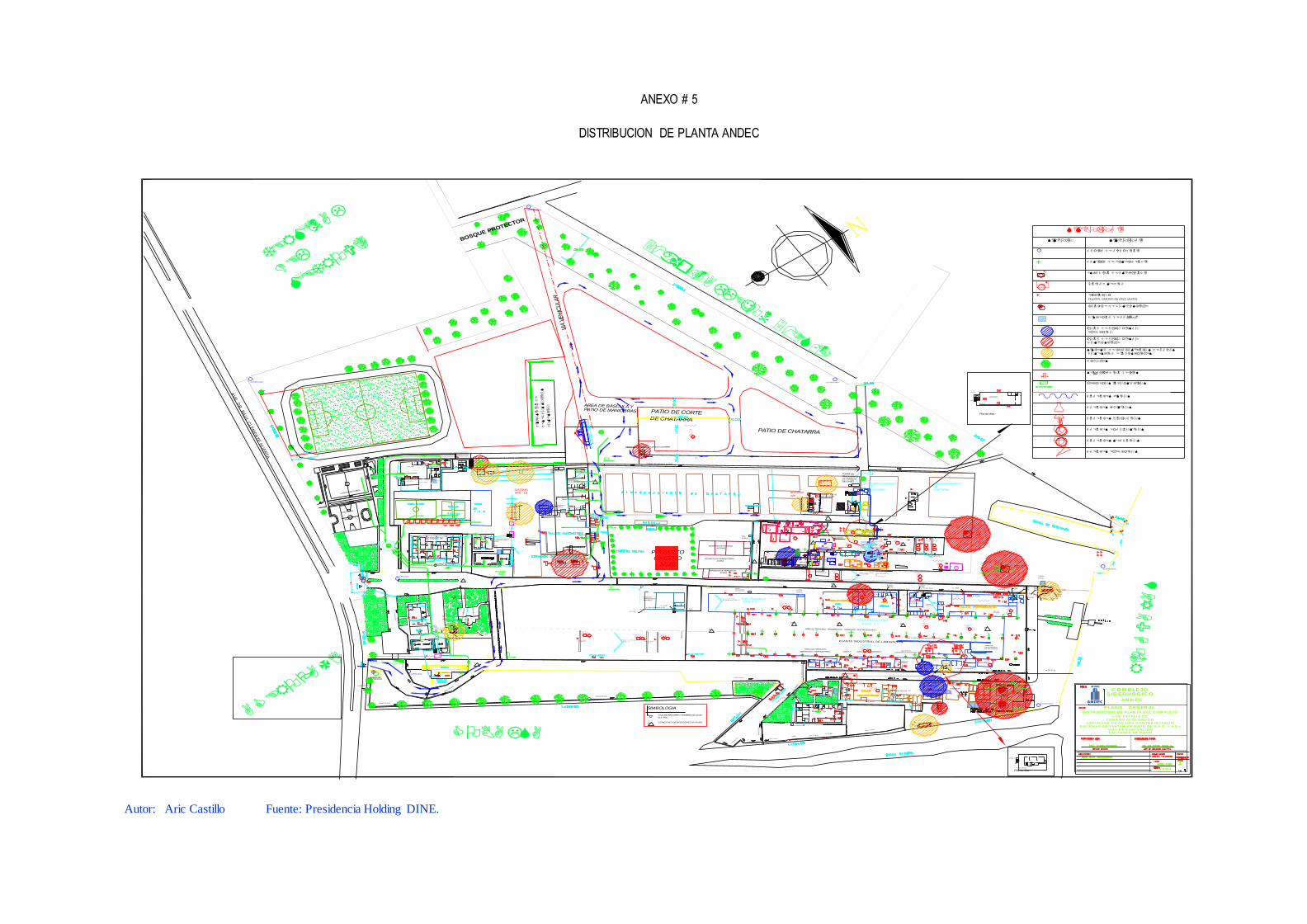
ANEXO # 5
DISTRIBUCION DE PLANTA ANDEC
Autor: Aric Castillo Fuente: Presidencia Holding DINE.
W.C. W.C.
W.C.
BLOQUE "A"
W.C. W.C.
W.C. W.C.
W.C.W.C. W.C. W.C.
W.C.
W.C. W.C. W.C.
W.C.
W.C.
W.C. W.C.
W.C.
W.C.
W.C. W.C.
W.C.
W.C.
W.C.
W.C.
SECCION
MONTAJE
GUIADO
OFICINA
Planta Alta.-
TREN DE LAMINACION
TANQUE DE
DIESEL
CI= 4.600
L= 36m Ø160mm S= 2.5 ‰
CANAL DE RECOLECCION DE AGUA DE RECIRCULACION
TANQUE DE DIESEL
CENTRAL
SS.HH.
OFICINA
BODEGA
TALLER
ELECTRICO
SS.HH.
OFICINA
OFICINA
W.C.
POZO SEPTICO
CANAL DE AA.LL.
ESCALERA
SUBE
BALCON
W.C.SS. HH.
PROGRAMACION DE PRODUCCION
Limite de losa
SALA ELECTRICA
SALA DE
TRANSFERENCIA
ESCALERA
SUBE 22 ESC.
PISCINAS DE AGUA
DE RECIRCULACION
DE ANDEC
SALA DE BOMBAS
Cisterna
AA.PP. # 8V= 30 m3
SS. HH.
8
CI= 4.771
L= 6mØ160mm
S= 2.5‰
CI= 4.756
4
5
GENERADORELECTRICO
BAÑOS GENERALES
ANDEC-FUNASA
AULA DE ADIESTRAMIENTO TALLER DE PUBLICIDAD ARCHIVO
CANAL DE AGUAS LLUVIAS
CISTERNA AA.PP. # 2
V= 45.54 m3
MECANICA AUTOMO-TRIZ
ELECTRO
MECANICA
VULCANI-ZADORA
CISTERNA DE AA.PP.# 4
V= 24 m3
SALA DE MAQUINAS
BODEGA
OFICINA
TALLER DE SOLDADURA PARA CONTRATISTAS
SERVICIOS GENERALES
TALLER DE
REFRIGERACIONY PROYECTOS ELECTRICO
TALLER DE CARPINTERIA
TORRE DE
TRATAMIENTO DE EMISION DE GASES
POZO SEPTICO
OFICINA ELECTROMALLA
BODEGA DE MANTENIMIENTO ELECTRICO
CAN
AL DE A
A. L
L.
CANCHA DE FUTBOL
CANCHA DE
BASKET
PISCINA
CAN
AL D
E AA
.LL
CAN
AL D
E AA
.LL
CASETA DEGUARDIANIA
CANAL DE AA.LL.
CANAL DE AA.LL.
CANAL DE AA.LL.
CANAL DE AA.LL.
CA
NA
L D
E A
A.L
L. CANAL DE AA.LL.
CANAL DE AGUAS LLUVIAS
INGRESO
Ø 4
" PVC
. PER
FOR
ADA
Ø 4
" PVC
. PER
FOR
ADA
Ø 4
" PVC
. PER
FOR
ADA
Ø 4
" PVC
CAMPO DE
INFILTRACIONW.C.
W.C.
W.C.
Cisterna
AA.PP. # 1
V= 39m3
PozoSeptico
Bodega
Camara Septica
W.C.
Ø 4" PVC PERFORADA
2
W.C.
SS. HH.
W.C
.W
.C.
W.C
.
4
W.C.
W.C.
POZO
SEPTICO
PROYECTADO
BODEGAS DE INSUMOS
ACERIAS
BODEGAS DE REFRACTARIOS
ACERIA
BODEGAS DE REPUESTOS
ACERIAW.C.
OFICINA
AGUA DE
RECIRCULACION
ELECTROSOLDADO
6
CA
NA
L D
E A
A.LL
.
CA
NA
L D
E A
A.LL
.
PISCINAS DE
AA.PP. # 1PISCINAS DE
AGUA DE
ENFRIAMIENTO
PISCINAS DE AGUA DE
DECANTACION
TORRES DEENFRIAMIENTO
7
8
FILTROS
TANQUE ELEVADO
W.C.
LABORATORIO
ACERIA OFICINAW.C.
COLADA CONTINUA REFRACTARIOS HORNOHORNO
10
POZOS DE
DECANTACION
MESA DE
ENFRIAMIENTO
DE PALANQUILLAS
9
BOXES DE
CHATARRA
ESCALERA
BAJA 22 ESC.
15141312
AREA DE TREFILADO - ENDEREZADO - GRAFILADO - ELECTROSOLDADO
CANAL DE AA.LL
MESA DE ENFRIAMIENTOCIZALLA
MESA DE PRODUCTO
TERMINADO Y EMPAQUETADO
W.C.
W.C. W.C.
W.C.
W.C
.
W.C
.
W.C
.
W.C
.W
.C.
W.C.
CANAL DE AA.LL.
SS.HH.
CANAL DE AA.LL.
W.C
.W
.C.
W.C
.W.C.
W.C.
W.C.
W.C.W.C.
W.C.
W.C.
W.C.W.C. W.C.
W.C.
W.C.SS.HH.
SS.HH.
W.C.
POZO
SEPTICO
CISTERNA
AA.PP.#2
V= 9m3
V= 12m3
CANAL DE AA.LL.
CANAL DE AA.LL.
CANAL DE AA.LL.
18
BLOQUE "D"OFICINA EN
CONSTRUC-
CION
POZOSEPTICO
PROYECTADO
CA
NA
L D
E A
A. L
L.
11
CAN
AL DE A
A. L
L.
CAN
AL DE A
A. L
L.
CANAL DE AA. LL.
SIMBOLOGIA
CAJA DE REGISTRO Y SISTEMA DE AA.SS.
Ø 4" PVC.
No ESTACIONES DE MEDICIONES DE RUIDO
3
CANAL
AA.LL
CA
NA
L AA
.LL
7
65
4
L= 60m Ø160mm S= 3.5 ‰CI= 3.488
L= 30m Ø160mm S= 3.5 ‰
3.593
L=25
m Ø
160m
m
S=
3.5
‰
CI= 4.621
CI= 4.779
L=18
m Ø
160m
m S
=3.
5 ‰
3
2
1 CI= 4.842
L= 18m Ø160mm S= 2.5 ‰1
CI= 4.894
L= 7m
Ø160mm
S= 2.5‰
CI= 4.849 CI= 4.831
2 3
2
L= 32m Ø160mm S= 2.5 ‰
1
CI= 3.920
2
CI= 3.865
L=48
m Ø
160m
m S
=2.
5 ‰
CI= 4.023
L=28
m Ø
160m
m S
=3.
5 ‰
CI= 4.121
L= 26m Ø160mm S= 3.5 ‰
CI= 4.212
L=42
m Ø
160m
m S
=3.
5 ‰
5
CI= 3.505
9
14
3C
3B3A
OFICINA
LABORATORIO
MANTENIMIENTO
ELECTRONICO
TRANSFORMADORES
Planta Alta
PROCESO DE
ENFRIAMIENTO CONTROLADA
W.C
.
L= 24m Ø160mm S= 2.5 ‰
TANQUE DE OXIGENO
FOSA DE AGUADE RECIRCULACION
POZO
SEPTICO
PROYECTADOOFICINA
BODEGAOF.
SS.
HH
.
SS.H
H.
CANAL DE AA.LL.
CISTERNA
AA.PP. # 7
V= 44 m3
DESCARGA
ø 20" H. S.
W.C
.
CANAL DE AGUAS LLUVIAS
W.C. SS.HH.
SEDIMENTADOR
BOMBEO
FILTROS
CENTRIFUGOS DEAGUA DE RECIRCU-
LACION
HORNO DE
CALENTAMIENTO
DE PALANQUILLA
SALA DE
COMPRESORESBOMBAS
POZO
SEPTI CO
PROYECTADO
16
L= 36m Ø160mm S= 3.5 ‰ 9
CI= 4.474
L=40
m Ø
160m
m S
=3.
5 ‰
6
CI= 4.666
L= 38m Ø160mm S= 2.5 ‰
CI= 4.571
L= 5m
Ø160mm
S= 2.5‰
7
8
CI= 4.558
L= 9m
Ø160mm
S= 2.5‰
CI= 4.535
9
10
11
12
SISTEMA 3
L= 10m
%%160mmS= 2.5‰
L= 20m
Ø160mm
S= 2.5‰
CI= 4.5000 CI= 4.300
CI= 4.230
C OM ED OR
VESTIDOR
C OC INA
SAL A D E J UEGO
GIM N ASIOSS.H H.
W.C.
ELECTRICA
ELECTROMALLANAVE # 3
PLANTA INDUSTRIAL DE LAMINACION
ENDEREZADORAS
NAVE # 1
BLOQUE "C"
BLOQUE "B"
SALA DE
BOMBAS
BLOQUE "F"
BLOQUE "E"
PLANTA INDUSTRIAL DE ACERIA
NAVE # 2
GUARDIANIA
GUARDIANIA
GUARDIANIA
GUARDIANIA
GUARDIANIA
GUARDIANIA
C1C2C3C4C5C6C7C8C9C10C11C12C13C14C15C16C17C18C19C20C21
GUARDIANIA
GUARDIANIA
28.000 Kg.
CISTERNA
AA.PP. # 5
V= 18.7 m3
CISTERNA
AA.PP. # 3V= 23.80 m3
ARQ . L. LADINEZ
P LAN O G EN ER AL
AN D EC
C O M PLEJO
1 :1 0 0 0
1
S ID ERU RG IC O
Z O N A D E ALTO RIES G O
D IS TR IB U C IÓ N D E P LAN TA D EL C O M PLEJO
AV
E. D
R. R
AU
L C
LEM
EN
TE
HU
ER
TA
.
B1B2B3B4B5B6B7B8B9B10B11B12B13B14B15B16B17B19A20B21
A1A2A3A4A5A6A7A8A9A10A11A12A1314A15A16
A17A19A20A21
A19
B18
TANQUE ELEVADO
DE EMERGENCIA
22 m3.
TANQUE DE GASOLINA
V= 123 m3
TANQUE DE DIERSEL V= 246 m3
1
5
U BIC AC IO N D E EQ U IPO C O N TRA IN C EN D IO
EVACUACI ON EXTERNA
CUARTO DETRANSFORMADOR
S IS TEM AS D E TRATAM IEM IEN TO D E A.R.D . Y A.R.I.
C O N D ETALLE D E:
CUARTO
DE
TANSFORMADOR
CUARTO
DE
TANSFORMADOR
CUARTO
DE
TANSFORMADOR
CUARTO
DE
TANSFORMADOR
CUARTO
DE
TANSFORMADOR
CUARTO
DE
TANSFORMADOR
TANQUE DE GAS PROPANO DE 1.000 Kg (COMEDOR)
TANQUE DE OXIGENO CORTE DE CHATARRA
ARD. 1C
SISTEMA
ARD - 1B
CI= 3.20019
18
SIS
TEM
A A
RD
1B
COMPACTOSISTEMA
SISTEMA
ARD - 1A
1
SIS
TEM
A 1
A
SISTEMA
ARI
ARD.
AR
EA
DE
SIS
TEM
A D
ET
RA
TA
MIE
NT
O D
E AA
.RR
.IID
E AC
ERIA
SISTEMA
ARD - 3
SISTEMA 3
11
10
SISTEMA
COMPACTO - 1JEFES DE TURNO
OFI CI NAS
COMPACTO
SI STEMA
14
Ø160mm SISTEMA 4
13
CAPILLA
BANCO
DE
ARENA
CUARTO
DE
BOMBAS
TRAMPA DE
GRASA
MURO DE CONTENCION
DE Ho.Ao.
TRAMPA DE
GRASA
MURO DE CONTENCION
DE Ho.Ao.
TRAMPA DE
GRASA
MURO DE CONTENCION
DE Ho.Ao.
BANCO
DE
ARENA
TRAMPA DE
GRASA
TRAMPA DE
GRASA
TRAMPA DE
GRASA
TRAMPA DE
GRASA
CANAL DE AA.LL.
CUARTO DE
TRANSFORMADOR
DEL HORNO ELECTRICO
TALLER
REFRACTARIOTALLER
SOLDADURA CONTENEDOR
DE CASCARILLA DE ARROZ
CABINA
HORNO
CUARTO
HIDRAULICO
SALA ELECTRICA
SALA
HIDRAULICA
B1
A1
B2
A2
B3
A3
B4
A4
B5
A5
B6
A6
B7
A7
B8
A8
B9
A9
B10
A10
B11
A11
B12
A12
B13
A13
B14
A14
B15
A15
B16
A16
B17
A17
SISTEMA # 2
ARD.
SISTEMA
MONTACARGAS
Y GRUAS
MONTACARGAS
Y GRUAS
CENTRO DE PURIFICACION
DE AGUA
SECCION
SOLDADURA
SECCION
CARBURO
SECCION
CILINDRO
(3 EXTIN. CENTRO DE DIST. QUITO)
PRENSA CIZALLA
ALMACENAMIENTO DE
CHATARRA
ALMACENAMIENTO DE
CHATARRA
VIAS D E EVAC U AC IO N
BOSQUE PROTECTOR
CANCHA DE FUTBOL
TANQUE DE OXIGENO
VIA
VE
HIC
ULA
R
BASCULA
PATIO DE CORTE DE CHATARRA
PATIO DE CHATARRA
PATIO DE MANIOBRAS
AREA DE BASCULA Y
FAC TO RES D E RIEG O
PROYECTO
OXIGENO
AGAS
OFICINA DE JEFE DE
PATIO DE ACERIA
SUB ESTACI ON ELEC TR ICA
MM M M M
MM
SALA DE BOMBAS
SUB ESTACI ON ELEC TR ICASUB ESTACI ON ELEC TR ICA
C . C.
ALMAC E NAMIENTO
DE
PALANQ U ILLAS
CIS
TERNA
FOSA DE LAMINILLA
C OLADA C ONTINUAPLATAFORMA
GR UA
DE MAG
OFI CI NAS
TALLERES
GR UA
P&HGR UA
MAGOMO
C UAR TO DE
B OMBAS
DIE SEL
TANQUE
DIE SEL
E XTRACC ION DE GASES
OFI CI NA
CALLE PRINCIPAL
CALLE PRINCIPAL
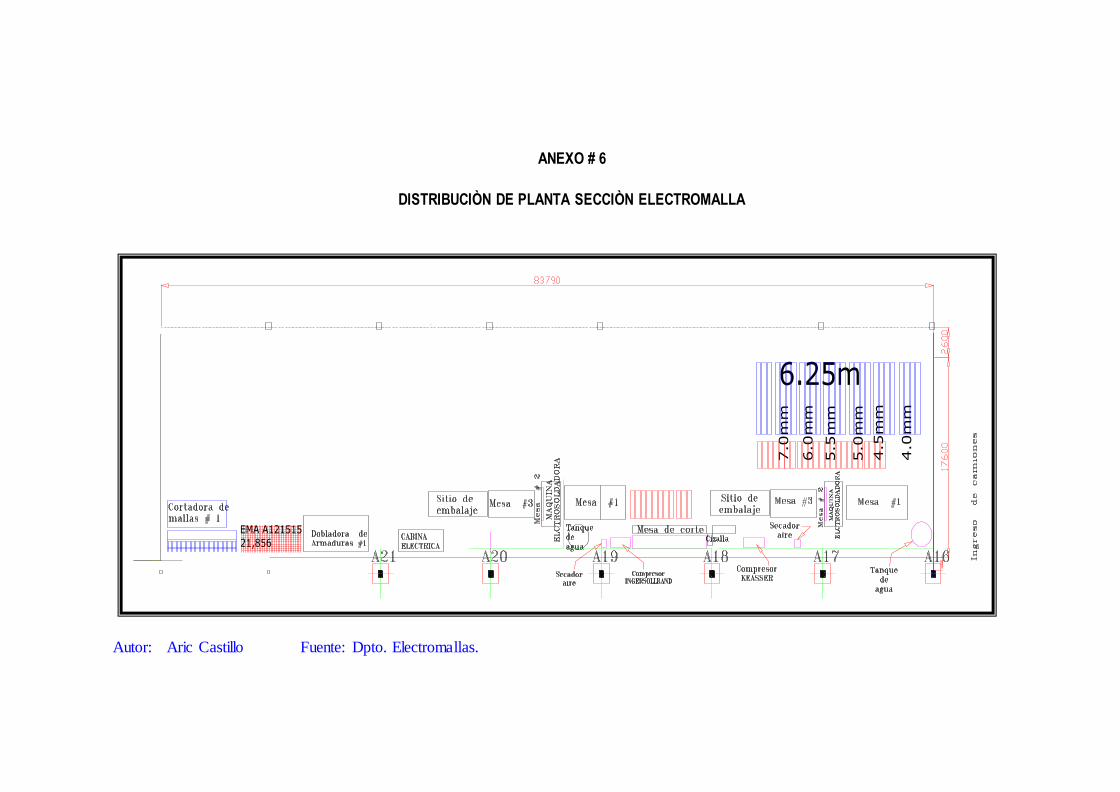
ANEXO # 6
DISTRIBUCIÒN DE PLANTA SECCIÒN ELECTROMALLA
Autor: Aric Castillo Fuente: Dpto. Electromallas.
7.0
mm
6.0
mm
5.5
mm
5.0
mm
4.5
mm
4.0
mm
6.25m
EMA A121515
21,856
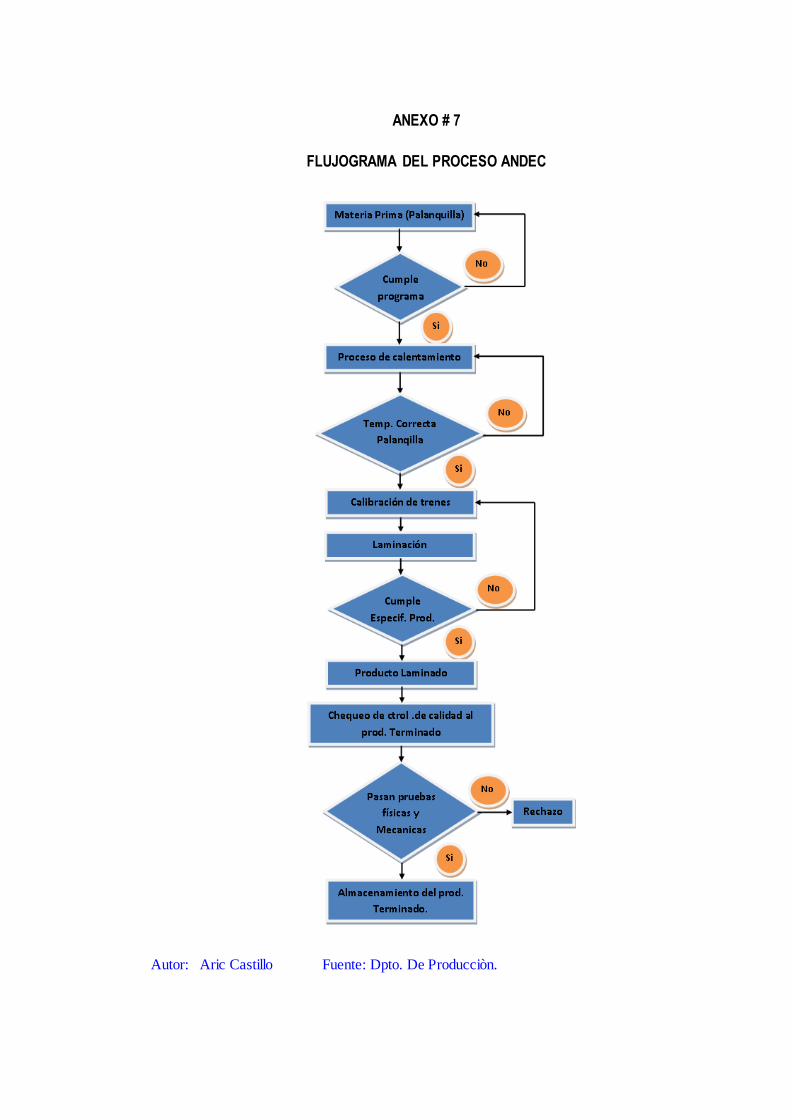
ANEXO # 7
FLUJOGRAMA DEL PROCESO ANDEC
Autor: Aric Castillo Fuente: Dpto. De Producciòn.
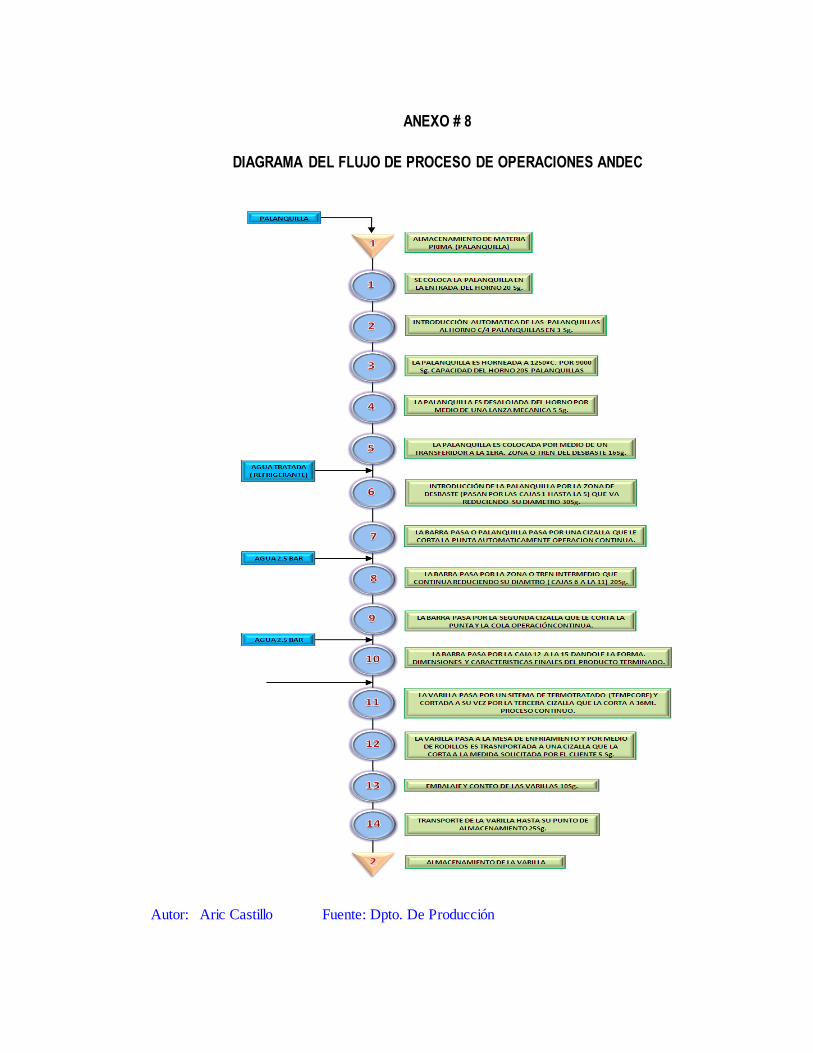
ANEXO # 8
DIAGRAMA DEL FLUJO DE PROCESO DE OPERACIONES ANDEC
Autor: Aric Castillo Fuente: Dpto. De Producción
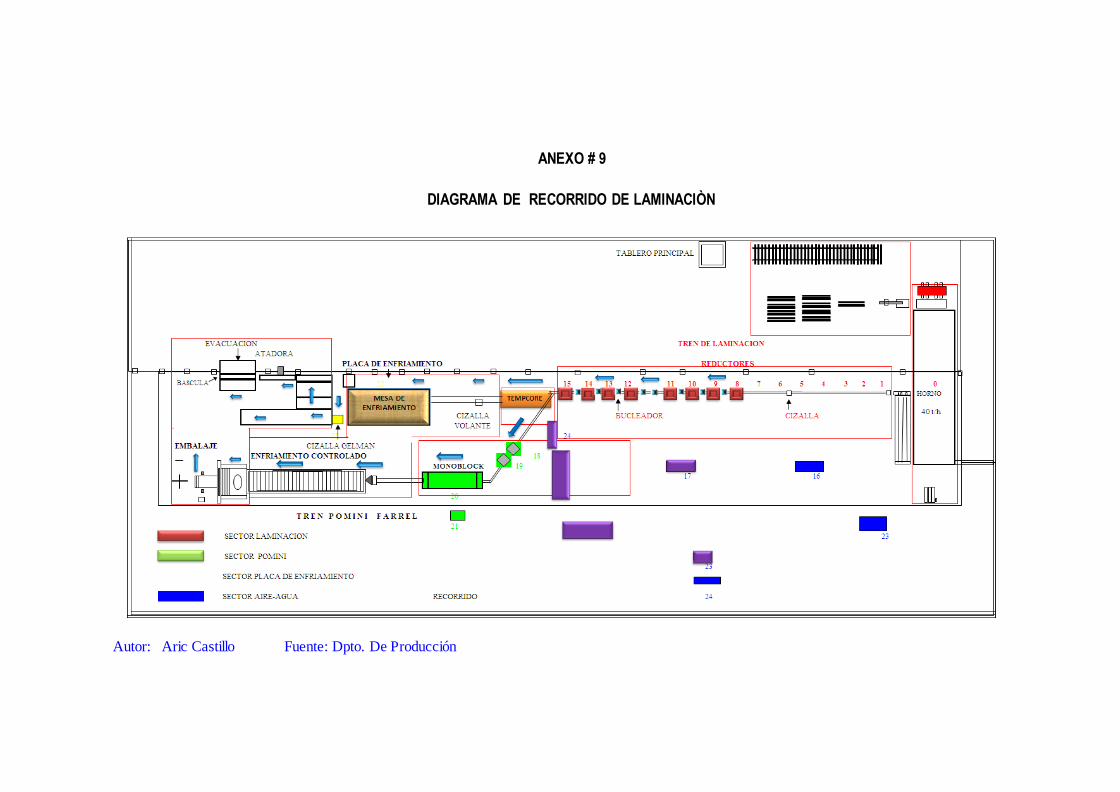
ANEXO # 9
DIAGRAMA DE RECORRIDO DE LAMINACIÒN
Autor: Aric Castillo Fuente: Dpto. De Producción
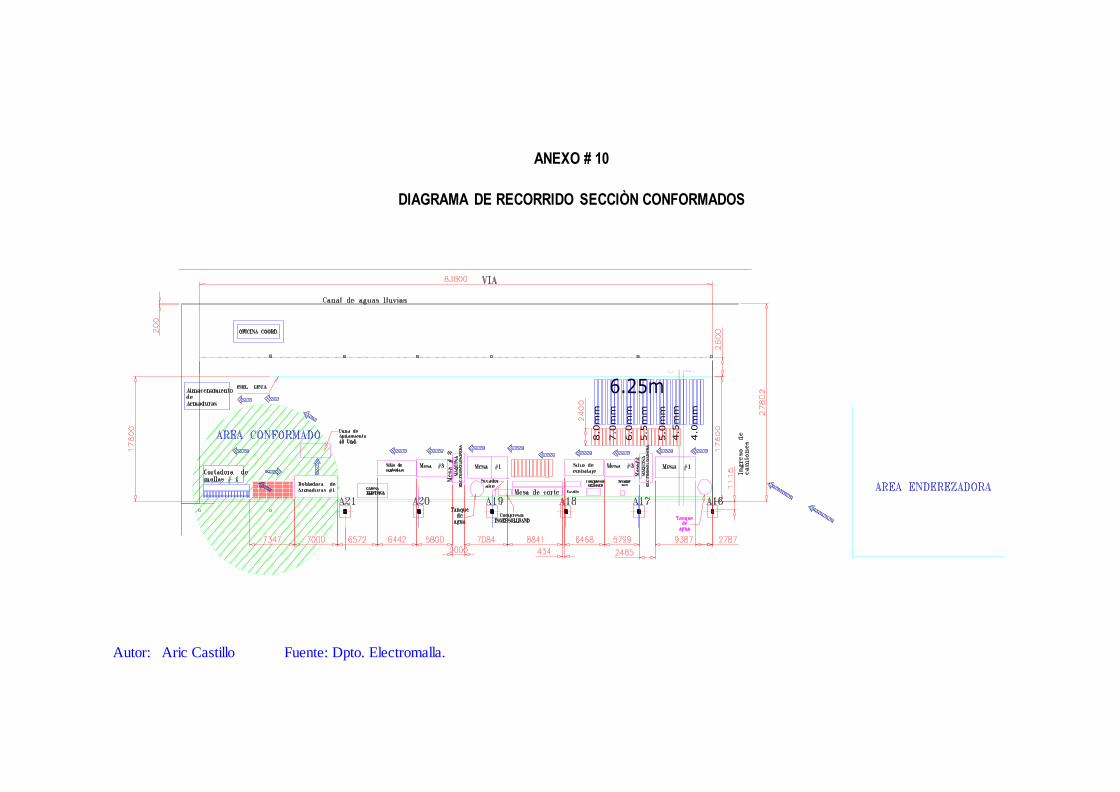
ANEXO # 10
DIAGRAMA DE RECORRIDO SECCIÒN CONFORMADOS
Autor: Aric Castillo Fuente: Dpto. Electromalla.
8.0mm
7.0mm
6.0mm
5.5mm
5.0mm
4.5mm
4.0mm
6.25m
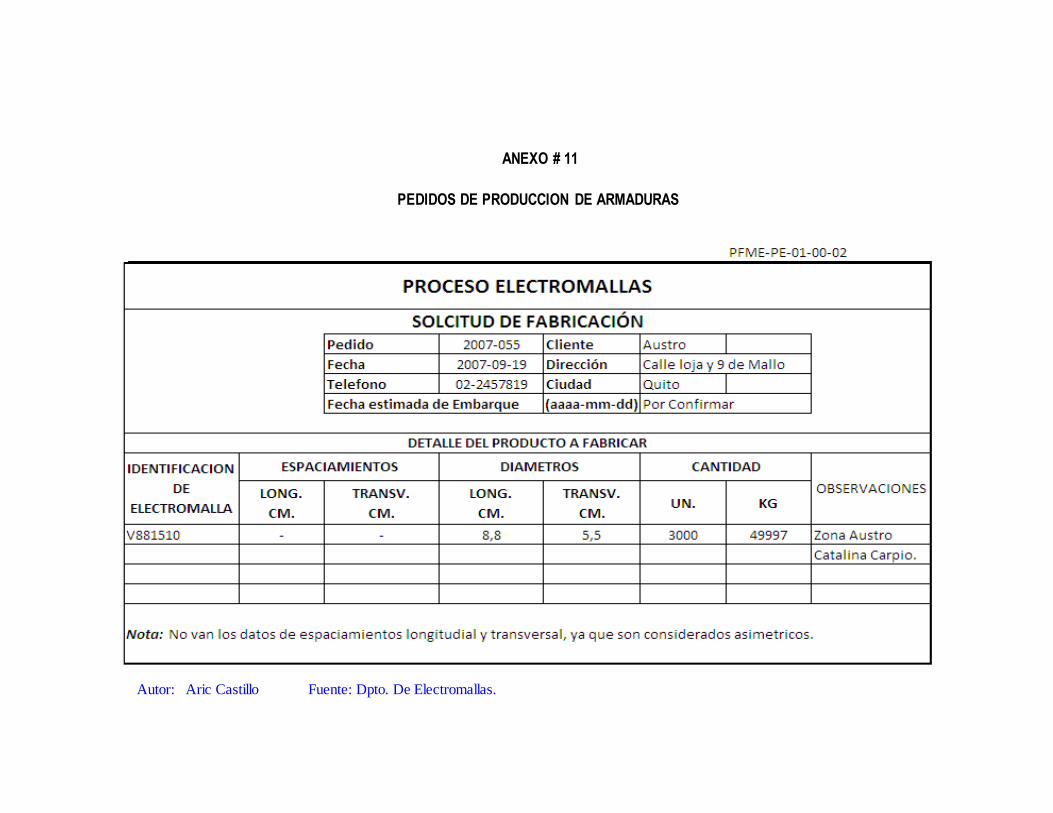
ANEXO # 11
PEDIDOS DE PRODUCCION DE ARMADURAS
Autor: Aric Castillo Fuente: Dpto. De Electromallas.
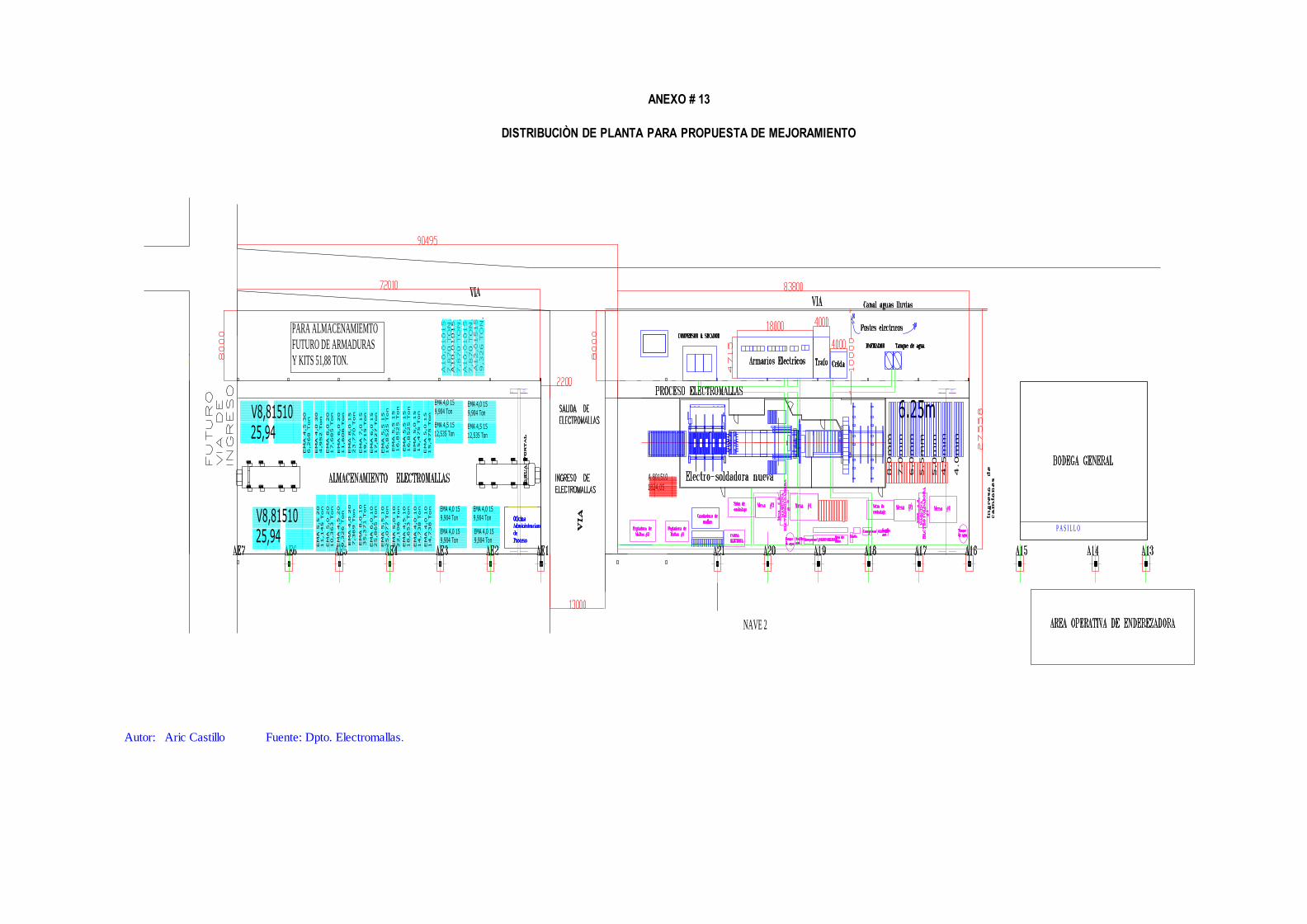
ANEXO # 13
DISTRIBUCIÒN DE PLANTA PARA PROPUESTA DE MEJORAMIENTO
Autor: Aric Castillo Fuente: Dpto. Electromallas.
8.0m
m
7.0m
m
6.0m
m
5.5m
m
5.0m
m
4.5m
m
4.0m
m
6.25mEM
A 5,0 10
22,106 Ton
EMA 4,0 15
9,904 Ton
EMA 4,5 1512,535 Ton
EMA 4,5 15
12,535 Ton
EMA 4,0 15
9,904 Ton
EM
A 4,5 10
18,653 Ton
EM
A 4,0 10
14,738 Ton
EM
A 4,0 10
14,738 Ton
EM
A 5,5 10
25,077 Ton
EM
A 6,0 10
25,865 Ton
EM
A 8,0 10
35,371 Ton
EM
A 4,0 20
7,369 Ton
EM
A 4,5 20
9,326 Ton
EM
A 5,0 20
10,363 Ton
EM
A 5,5 20
11,145 Ton
EM
A 4,0 30
4,952 Ton
EM
A 8,0 20
17,685 Ton
EM
A 6,0 20
11,606 Ton
EM
A 8,0 15
23.770 Ton
EM
A 7,0 15
19,715 Ton
EM
A 6,0 15
17,827 Ton
EM
A 5,5 15
16,8525 Ton
EM
A 5,5 15
16,8525 Ton
EM
A 5,5 15
16,8525 Ton
EM
A 5,0 15
15,475 Ton
EM
A 5,0 15
15,475 Ton
V8,8151025,94
A 801510
1824,05
V8,8151025,94
PARA ALMACENAMIEMTO
FUTURO DE ARMADURAS
Y KITS 51,88 TON.
A10,01015
7,870 TO
N.
A10,01015
7,870 TO
N.
A10,01015
7,870 TO
N.
A12,01515
9,326 TO
N.
EMA 4,0 15
9,904 Ton
EMA 4,0 15
9,904 Ton
EMA 4,0 159,904 Ton
EMA 4,0 159,904 Ton
EM
A 4,5 30
6,268 Ton
P A S I L L O
NAVE 2

ANEXO # 14
Autor: Aric Castillo
Fuente: Dpto. Comercio Exterior.
ANEXO # 15
Autor: Aric Castillo
Fuente: Dpto. Comercio Exterior.

ANEXO # 16
Autor: Aric Castillo
Fuente: Dpto. Comercio Exterior.
BIBLIOGRAFIA
Dpto. Ventas , Andec S.A, País: Ecuador, Año 2006
Google, Informativo de NACIONES UNIDAS, Nueva York, 2005. CIIU Vs. 3.1
Ing. Raúl Molina del Rio, “Control Gerencial” (Pag.221), Editorial: Corporación grafica
Suárez Vàsconez, Ecuador, Año: 2002.
Instituto Politécnico Nacional Secretaria Técnica, Metodología para el Análisis FODA,
Ecuador, Marzo 2002
Revista Andec 38 Años, Ecuador, Año: 2007.
Revista memorias Holding Dine, Año 2005, Ecuador. Agenda Andec 2007 Ecuador.
Volante publicitaria de la empresa ANDEC, Ecuador, Año: 2006
www.acindar.com.ar, Argentina, Año: 2007.
www.andecsa.com, Ecuador, Año: 2007.