Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA INGENIERÍA QUÍMICA
“DISEÑO DE UNA PLANTA DE TRATAMIENTO PARA LAS
AGUAS RESIDUALES PRODUCIDAS POR UNA FÁBRICA DE
CHOCOLATE DE EXPORTACIÓN”
AUTOR: EDUARDO RENÁN LÓPEZ VACA.
TUTORA: ING. KATHERINE ZALAMEA CEDEÑO, MS.C
GUAYAQUIL, JULIO DEL 2017

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
TRABAJO DE TITULACIÓN PRESENTADO COMO REQUISITO
PARA OPTAR POR EL TÍTULO DE INGENIERO QUÍMICO
TEMA:
“DISEÑO DE UNA PLANTA DE TRATAMIENTO PARA LAS
AGUAS RESIDUALES PRODUCIDAS POR UNA FÁBRICA DE
CHOCOLATE DE EXPORTACIÓN”
AUTOR: EDUARDO RENÁN LÓPEZ VACA
TUTORA: ING. KATHERINE ZALAMEA CEDEÑO, MS.C
GUAYAQUIL – ECUADOR
2017

REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍA
FICHA DE REGISTRO DE TESIS
TÍTULO Y SUBTÍTULO:
“DISEÑO DE UNA PLANTA DE TRATAMIENTO PARA LAS AGUAS RESIDUALES
PRODUCIDAS POR UNA FABRICA DE CHOCOLATE DE EXPORTACIÓN”
AUTOR/ES:
EDUARDO RENÁN LÓPEZ VACA.
TUTOR:
Ing. Katherine Zalamea Cedeño, MS.c
REVISORES:
Docente Revisor 1: Ing. Carlos Muñoz C, MS.c
Docente Revisor 2: In. Sandra Ronquillo C, MS.c
INSTITUCIÓN: Universidad de Guayaquil FACULTAD: INGENIERÍA QUÍMICA
CARRERA: INGENIERÍA QUÍMICA
FECHA DE PUBLICACIÓN: Julio 2017 N° DE PÁGS.: 107
ÁREA TEMÁTICA: MEDIO AMBIENTE
PALABRAS CLAVES: tratamiento, depuración, agua residual, contaminantes, procesos.
RESUMEN
El sistema propuesto consiste en la combinación de procesos unitarios, que comenzará en el tanque
homogenizador inicial en el cual se ajustará el pH con el propósito de obtener una estabilidad para la
formación de floc (proceso de coagulación) y además en este tanque se podrá tener un control del
caudal que ingresará al sistema de depuración de las aguas residuales. El segundo tanque del sistema
de tratamiento propuesto será el tanque de clarificación 1, donde se producirá el proceso de
coagulación y mezcla rápida, con la adición de químicos (coagulante como el Policloruro de Aluminio
con una dosis de 300 mg/l y auxiliar de floculación como el Poliacrilamida con una dosis de 1.5 mg/l),
dicho tanque estará compuesto por un agitador de paletas que ayudará a la formación de un excelente
floc. El agua, que para entonces estará clarificada, pasará al tercer tanque del sistema, tanque
sedimentador 1, en el cual se sedimentarán todos los flocs formados, luego esta agua pasará al tanque
de filtración 1, el cual se compondrá de dos lechos de arena y carbón activado, que servirán para
mejorar la remoción de microorganismos y fenoles presentes en el agua residual industrial de la
empresa. Posterior a este tanque, el agua pasará al tanque de clarificación 2 que hará la misma función
del clarificador 1, donde la dosis de coagulante y auxiliar de floculación será menor; siguiendo el
proceso de tratamiento tenemos el tanque de sedimentación 2, en donde por gravedad se asentarán los
flocs formados permitiendo mejorar la calidad del efluente, y donde se hará la desinfección,
adicionando hipoclorito de sodio para remover microorganismos patógenos que lograsen pasar los
procesos anteriores. Tanto en el sedimentador 1 como en el sedimentador 2, se producirán lodos
hidratados, los cuales serán descargados en un tanque de almacenamiento de lodo; la formación de
lodos será baja, y la función de dicho tanque será mantenerlos por un periodo de tiempo tal que estos
comiencen a deshidratarse por gravedad, para luego ser extraídos. Por último se tiene el tanque de
filtración 2, el cual está compuesto de lecho de carbón activado, donde se hará la reducción del DBO
y DQO a porcentajes superiores del 95%.
N° DE REGISTRO (en base de datos): N° DE CLASIFICACIÓN:
DIRECCIÓN URL (tesis en la web):
ADJUNTO PDF SI
NO
CONTACTO CON AUTORES: Teléfono:
0967723256
E-mail:
CONTACTO DE LA INSTITUCIÓN Nombre: Ing. Katherine Zalamea, Msc
Teléfono: 0989554553

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA INGENIERÍA QUÍMICA
“DISEÑO DE UNA PLANTA DE TRATAMIENTO PARA LAS AGUAS
RESIDUALES PRODUCIDAS POR UNA FABRICA DE CHOCOLATE DE
EXPORTACIÓN”
RESUMEN
El sistema propuesto consiste en la combinación de procesos unitarios, que comenzará
en el tanque homogenizador inicial en el cual se ajustará el pH con el propósito de
obtener una estabilidad para la formación de floc (proceso de coagulación) y además en
este tanque se podrá tener un control del caudal que ingresará al sistema de depuración
de las aguas residuales. El segundo tanque del sistema de tratamiento propuesto será el
tanque de clarificación 1, donde se producirá el proceso de coagulación y mezcla
rápida, con la adición de químicos (coagulante como el Policloruro de Aluminio con
una dosis de 300 mg/l y auxiliar de floculación como el Poliacrilamida con una dosis de
1.5 mg/l), dicho tanque estará compuesto por un agitador de paletas que ayudará a la
formación de un excelente floc. El agua, que para entonces estará clarificada, pasará al
tercer tanque del sistema, tanque sedimentador 1, en el cual se sedimentarán todos los
flocs formados, luego esta agua pasará al tanque de filtración 1, el cual se compondrá
de dos lechos de arena y carbón activado, que servirán para mejorar la remoción de
microorganismos y fenoles presentes en el agua residual industrial de la empresa.
Posterior a este tanque, el agua pasará al tanque de clarificación 2 que hará la misma
función del clarificador 1, donde la dosis de coagulante y auxiliar de floculación será
menor; siguiendo el proceso de tratamiento tenemos el tanque de sedimentación 2, en
donde por gravedad se asentarán los flocs formados permitiendo mejorar la calidad del
efluente, y donde se hará la desinfección, adicionando hipoclorito de sodio para
remover microorganismos patógenos que lograsen pasar los procesos anteriores. Tanto
en el sedimentador 1 como en el sedimentador 2, se producirán lodos hidratados, los
cuales serán descargados en un tanque de almacenamiento de lodo; la formación de
lodos será baja, y la función de dicho tanque será mantenerlos por un periodo de tiempo
tal que estos comiencen a deshidratarse por gravedad, para luego ser extraídos. Por
último se tiene el tanque de filtración 2, el cual está compuesto de lecho de carbón
activado, donde se hará la reducción del DBO y DQO a porcentajes superiores del 95%.
Palabras Claves: Tratamiento, purificación, aguas residuales, contaminantes, procesos

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA INGENIERÍA QUÍMICA
“DESIGN OF A TREATMENT PLANT FOR WASTEWATER PRODUCED BY
A FACTORY OF CHOCOLATE FOR EXPORT”
ABSTRACT
The proposed system consists of the combination of unit processes, which will start in
the initial homogenizing tank in which the pH will be adjusted in order to obtain
stability for floc formation (coagulation process). Control of the flow that will enter the
sewage treatment system. The second tank of the proposed treatment system will be
the clarification tank 1, where the coagulation and rapid mixing process will take
place, with the addition of chemicals (coagulant such as Aluminum Polychloride with
a dose of 300 mg / l flocculation aid as The polyacrylamide with a dose of 1.5 mg / l),
said tank will be composed of a paddle stirrer which will help the formation of an
excellent floc. The water, which by then will be clarified, will pass to the third tank of
the system, sedimentator tank 1, in which all flocs formed will settle, then this water
will pass to the filtration tank 1, which will be composed of two sand beds and
Activated carbon, which will serve to improve the removal of microorganisms and
phenols present in the industrial waste water of the company. After this tank, the water
will pass to the clarification tank 2 which will perform the same function as the
clarifier 1, where the coagulant and auxiliary flocculation dose will be lower;
Following the treatment process we have the sedimentation tank 2, where gravity will
settle the flocs formed allowing to improve the quality of the effluent, and where the
disinfection will be done, adding sodium hypochlorite to remove pathogenic
microorganisms that could pass the previous processes. In both settler 1 and settler 2,
hydrated sludge will be produced, which will be discharged into a sludge storage tank;
The sludge formation will be low and the function of said tank will be to maintain
them for a period of time such that they begin to dehydrate by gravity and then be
extracted. Finally we have the filtration tank 2, which is composed of bed of activated
carbon, where the reduction of the BOD and COD will be made to percentages higher
than 95%.
Keywords: Treatment, purification, wastewater, contaminants, processes

AGRADECIMIENTO
Agradezco a Dios por darme la vida, fuerza y estar siempre a mi lado para superar
cualquier dificultad. A mis padres por darme la vida, a mi esposa Carolina Cedeño
Zambrano, quien ha estado a mi lado con su apoyo incondicional. A mis hijos, Renata,
Jesús e Ivannova; quienes son los seres a los que debo amor y comprensión.
A la Ing. Katherine Zalamea, Msc., por su acertada labor como directora de tesis.
En especial al Ing. Carlos Muñoz Cajiao, por ser una persona que obra más allá de su
deber, demostrándome siempre sinceridad, honradez y apoyo incondicional.
Todo este invaluable apoyo es lo que me ayudó a conseguir este logro, y a todas
aquellas personas que de una u otra forma, colaboraron y participaron en la realización
de esta investigación, hago extensivo mi más sincero agradecimiento.

DEDICATORIA
Este trabajo se lo dedico a DIOS, por darme la vida y salud lo que ha permitido seguir
adelante en mis metas propuestas y lograr mis objetivos.

ÍNDICE DE CONTENIDO
TEMA PÁG.
Introducción 1
Capítulo 1.- El problema 3
1.1. Planteamiento del problema 3
1.2. Formulación y sistematización de la investigación 3
1.2.1. Formulación del problema de investigación 3
1.2.2. Sistematización del problema 4
1.3. Justificación de la investigación 4
1.3.1. Justificación teórica 4
1.3.2. Justificación metodológica 5
1.3.3. Justificación práctica 5
1.4. Objetivos de la investigación 5
1.4.1. Objetivo general 5
1.4.2. Objetivos específicos 5
1.5. Delimitación de la investigación 6
1.6. Hipótesis 6
1.6.1. Variable independiente 6
1.6.2. Variable dependiente 6
1.6.3. Operacionalización de las variables 7
Capítulo 2.- Marco Referencial 8
2.1. Antecedentes de la investigación 8
2.2. Marco teórico 9
2.2.1. Aguas residuales: Definición 9
2.2.2. Agua residual industrial 9
2.2.3. Características físicas, químicas y biológicas del agua residual. 10
2.2.4. Contaminantes de importancia en el tratamiento del agua residual 10
2.2.5. Métodos analíticos 11
2.2.6. Detalle del proceso de fabricación de chocolate 11
2.2.8. Recepción del cacao en grano y triturado 12
2.2.7. Cacao en grano 13
2.2.9. Triturado de cacao 14
2.2.10. Almacenamiento 1 14

2.2.11. Secado del grano y del triturado 14
2.2.12. Almacenamiento 2 15
2.2.13. Limpieza 15
2.2.14. Remojo por inmersión (aplicable en el triturado de cacao) 16
2.2.15. Oreado (aplicable en el triturado de cacao) 16
2.2.16. Tostado (aplicable para cacao en proceso y triturado) 16
2.2.17. Descascarillado (aplicable en cacao para proceso) 18
2.2.18. Premolienda 19
2.2.19. Molienda (aplicable para cacao para proceso) 20
2.2.20. Esterilización (aplicable en licor temperado, no temperado y en Kibbled) 21
2.2.21. Almacenamiento de licor en tanques y graduación 22
2.2.22. Temperado (aplicable en licor en kibbled y en bloques) 23
2.2.22.1. Licor en bloques (temperado) 23
2.2.22.2. Licor en kibbled 23
2.2.23. Prensado (aplicable para torta, polvos y manteca) 23
2.2.24. Rompedor 1 (aplicable al proceso de torta) 24
2.2.25. Almacenamiento de torta en silo 24
2.2.26. Rompedor 2 (aplicable a los polvos) 24
2.2.27. Silo (aplicable en polvos) 25
2.2.28. Pulverización (aplicable en polvo natural y alcalino) 25
2.2.29. Almacenamiento en decantadores 26
2.2.30. Clarificador (aplicable en la manteca) 26
2.2.31. Envasado (aplicable a todos los procesos) 27
2.2.32. Almacenamiento (aplicable a todos los productos) 28
2.3. Marco conceptual 28
2.3.1. Tipos de sistemas de tratamiento de aguas residuales 28
2.3.1.1. Por tipo de proceso 29
2.3.1.2. Por el grado de tratamiento 31
2.4. Marco legal 34
Capítulo 3. Marco Metodológico 36
3.1. Diseño de la Investigación 36
3.2. Tipo de Investigación 36
3.3. Técnicas e instrumentos de la investigación 36
3.4. Pruebas-experimentos 36
3.4.1. Pruebas de tratabilidad 36
3.5. Equipos y materiales 37
3.6. Técnicas 37
3.6.1. Test de jarras 37
3.6.1.1. Toma de muestras 38
3.6.1.2. Determinación de la dosis óptima 38
3.6.1.3. Dosis de coagulante y floculante. 39
3.6.1.4. Técnica: Preparación de coagulante y auxiliar de floculación. 39
3.6.1.5. Resultados de las pruebas de jarras 42
3.9. Resultados del Laboratorio 44
Capítulo 4.- Diseño de una planta de tratamiento para las aguas residuales
producidas por una fábrica de chocolate de exportación
45
4.1. Generalidades de la Propuesta 45
4.2. Descripción del sistema de tratamiento. 45
4.3. Diseño del sistema de tratamiento 47
4.3.1. Descripción de los parámetros de diseño 47
4.3.2. Desarrollo de los cálculos de diseño y dimensionamiento del sistema. 48
4.3.3. Tanque homogenizador 48
4.3.3.1. Cálculo de diseño y dimensionamiento del tanque homogenizador 49
4.3.4. Tanque de clarificación 1 y2 50
4.3.4.1. Calculo de diseño de los clarificadores 50
4.3.5. Tanques de sedimentación 1 Y 2 53
4.3.5.1. Cálculo de diseño y dimensionamiento de los sedimentadores 53
4.3.6. Tanque de filtración 1: con arena y carbón activado 54
4.3.6.1. Criterios de diseño 55
4.3.6.2. Cálculo de diseño y dimensionamiento del filtro de arena y carbón activado 55
4.3.7. Tanque de filtración 2: con carbón activado 56
4.3.7.1. Criterios de diseño 57
4.3.7.2. Cálculo de diseño y dimensionamiento del filtro de carbón activado 57
4.3.8. Proceso de desinfección 58
4.3.9. Tanque de lodos 58

CONCLUSIONES Y RECOMENDACIONES 60
BIBLIOGRAFÍA CONSULTADA 62
ANEXOS 65
ÍNDICE DE TABLAS
TEMA PÁG.
TABLA 1: Operacionalización de las variables 7
TABLA 2: Límites de descargas al sistema de alcantarillado público. 35
TABLA 3: Preparación de soluciones 39
TABLA 4: Dosificación del coagulante en TEST DE JARRAS 41
TABLA 5: Dosificación de auxiliar de floculación en TEST DE JARRAS 42
TABLA 6: Resultados de la Prueba de Jarra (muestras tomadas por hora) 43
TABLA 7: Resultados de la Prueba de Jarra (muestras tomadas cada media
hora)
43
TABLA 8: Comparación de los Resultados de Laboratorio 44
ÍNDICE DE FIGURAS
PÁG.
FIGURA 1: Proceso de fabricación del chocolate 11
FIGURA 2: Elaboración del chocolate y sus subproductos 12
FIGURA 3: Materia prima. 13
FIGURA 4: Máquina tostadora. 17
FIGURA 5: Máquina descascarilladora. 19
FIGURA 6: Granos triturado nibs y cascarilla 19
FIGURA 7: Maquina premolinos de bola y de piedra. 20
FIGURA 8: Licor en Kibbled. 22
FIGURA 9: Tanque de almacenamiento 22
FIGURA 10: Manteca de cacao. 26
FIGURA 11: Bodega de almacenamiento de producto terminado. 28
FIGURA 12: Pruebas de Tratabilidad con el equipo de TEST de JARRAS 38
FIGURA 13: Equipo TEST DE JARRAS y sus componentes 39
FIGURA 14: Prueba TEST de JARRAS 42
FIGURA 15: Esquema del sistema de tratamiento. 47
FIGURA 16: Controlador de pH - EXTECH 49
FIGURA 17: Dimensiones del tanque de Homogenización 50
FIGURA 18: Relación entre la cámara y el agitador del retro mezclador 51
FIGURA 19: Tanque clarificador 52
FIGURA 20: Tanque de sedimentación 53
FIGURA 21: Tanque filtración 1 54
FIGURA 22: Tanque de filtración 2 57
FIGURA 23: Tanque de lodos 59

1
INTRODUCCIÓN
El agua es el líquido más abundante e importante en la naturaleza, y ha sido el receptor
de muchos desechos resultantes de las diferentes actividades que realiza el hombre;
también es el recurso natural más contaminado, descuidado y desperdiciado debido a
su facilidad con la que es desechada.
No toda el agua que se utiliza en los procesos de producción de las plantas industriales
forma parte del producto terminado, ya que solo una parte de esta agua se consume,
pasando el resto a formar parte del agua residual (efluente).
La necesidad del hombre por el uso de este recurso natural ha generado grandes
consecuencias, la contaminación día a día de masas de aguas es una de las más
importantes, ya que esto genera la disminución de la calidad como la cantidad de este
recurso disponible para el consumo humano y para el medio ambiente.
El agua como elemento importante y vital para la vida debe ser tratada y cuidada, ya
que es considerada como nuestro activo más valioso en la naturaleza.
Las aguas que no se pueden recuperar en los procesos por razones económicas y que se
consideran fuertemente contaminadas deben ser tratadas ya que constituyen un foco de
contaminación de sistemas acuáticos, siendo necesario implementar sistemas de
depuración antes de ser vertidos, como medida preventiva e importante para el cuidado
y conservación de dichos sistemas naturales.
Toda clase de material que entran a planta como materia prima de proceso, se puede
convertir en una fuente de contaminación de las aguas residuales.
Las propiedades físicas, químicas y biológicas que caracteriza a los efluentes
industriales son variados y con una gran complejidad que depende del proceso de
fabricación la industria misma, estas aguas pueden contener: materia en suspensión,
materia coloidal, materia disuelta y sólidos orgánicos, también pueden ser ácidas o
alcalinas, con alta y baja concentración de colorantes, materia inerte, bacterias
patógenas y agentes nocivos.
Si los efluentes industriales son vertidos en un cuerpo hibrido, puede esto provocar
alteraciones en la composición del agua del sistema natural, ya sean físicas, químicas y
biológicas, lo que se puede evitar si dichas descargas son sometidos a sistemas de
depuración.

2
El propósito de este trabajo de titulación es una “DISEÑO DE UNA PLANTA DE
TRATAMIENTO PARA LAS AGUAS RESIDUALES PRODUCIDAS POR UNA
FABRICA DE CHOCOLATE DE EXPORTACIÓN”, ya que el agua residual
industrial es un contaminante de las diferentes fuentes de agua que tiene el medio
ambiente y existe la necesidad de darle un tratamiento apropiado de forma tal que
garantice que se cumpla con los límites de descarga permitidos por la legislación
ambiental ecuatoriana.
3
CAPÍTULO 1
EL PROBLEMA
1.1. PLANTEAMIENTO DEL PROBLEMA
La industria de alimentos en sus procesos de producción y de limpieza, genera grandes
cantidades residuos líquidos, formados generalmente por materia orgánica y otros
elementos que varían de acuerdo al proceso de fabricación de cada industria; dichos
efluentes contaminados reducen la posibilidad de vida acuática y provocando un daño
al ecosistema afectando directamente al ser humano.
El deterioro ambiental es el impacto más visible al verter un efluente contaminado a
un cuerpo hibrido; destruyendo flora, fauna y vida acuática que son fuente de vida y de
alimentación para el ser humano, por estas razones las aguas residuales industriales
deben ser tratados mediante sistemas completos de purificación de dichos efluentes,
garantizando que dichos sistemas sean implementados de acuerdo a la actividad
productiva de las empresas, y así poder cumplir con las normas ambientales
establecidas.
Por lo tanto, en este proyecto se propondrá el diseño de una planta de tratamiento de
las aguas residuales para la industria chocolatera, previa caracterización de sus
efluentes.
1.2. FORMULACIÓN Y SISTEMATIZACIÓN DE LA INVESTIGACIÓN
1.2.1. FORMULACIÓN DEL PROBLEMA DE INVESTIGACIÓN
El proceso de elaboración de chocolate a nivel industrial genera aguas residuales que
provienen principalmente del lavado de equipos y herramientas, presentando
concentraciones elevadas de materia orgánica, residuos industriales y muchos otros,
por lo que estas descargas no cumplen con los límites permisibles señalados en la
normativa ambiental vigente.
Por lo que se plantea que si el sistema propuesto lograra la remoción de estos
contaminantes en el agua residual a tratar.

4
1.2.2. SISTEMATIZACIÓN DEL PROBLEMA
Las descargas de aguas residuales con alto contenido de carga orgánica se debe
principalmente a la falta de implementación de sistemas de producción más limpios
(sistemas de depuración de aguas residuales industriales) en los procesos, así mismo,
se debe también al desconocimiento de las normativas ambientales vigentes y la no
inversión en sistemas de tratamientos de aguas.
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN
1.3.1. JUSTIFICACIÓN TEÓRICA
El agua es la sustancia más sencilla y abundante en la naturaliza (biosfera),es un
recurso muy importante e indispensable que forma parte de vida diaria del ser humano;
sirviendo también como abastecimiento industrial, la cual una vez utilizada contiene
gran cantidad de sólidos suspendidos, materia orgánica, microorganismos, metales
pesados y otros componentes, que al ser vertidos en cuerpos híbridos sin un
tratamiento previo provocan un deterioro ambiental, destruyendo su y generando
problemas ambientales a tal grado que el agua queda contaminada e inutilizable.
La manera más efectiva solucionar los problemas de contaminación generados por la
mala disposición de las aguas residuales industriales, es mediante el estudio de los
sistemas de tratamientos a la misma. Dichos tratamientos están conformados por una
serie de procesos tanto físicos, químicos y biológicos, que permiten reducir su carga
contaminante.
Por otro lado y considerando la Constitución del Ecuador, donde se reconoce el
derecho del ser humano a vivir en un ambiente sano y ecológicamente equilibrado, se
declara de interés por la conservación de los sistemas naturales (cuerpos híbridos).
Con estos argumentos es necesario desarrollar este tema “DISEÑO DE UNA
PLANTA DE TRATAMIENTO PARA LAS AGUAS RESIDUALES
PRODUCIDAS POR UNA FABRICA DE CHOCOLATE DE EXPORTACIÓN”,
ya que en el Ecuador, las empresas requieren la aplicación y ejecución de sistemas de
depuración de aguas residuales para sus instalaciones industriales, y en este caso, el

5
proyecto puede encontrar un campo fructífero para su desarrollo dentro del campo del
tratamiento de aguas residuales industriales.
1.3.2. JUSTIFICACIÓN METODOLÓGICA
Aplicación de sistemas apropiados de nuestros y caracterización de aguas residuales
para el diseño de una planta de tratamiento de aguas residuales de una fábrica que
elabora chocolate, controles de procesos y evaluación del sistema.
1.3.3. JUSTIFICACIÓN PRÁCTICA
La cuantificación de los parámetros que sirven para propuesta de diseño de la planta de
tratamiento de aguas residuales se realizará mediante el análisis del agua residual para
caracterizar el efluente que se genera en la industria chocolatera.
Además se realizará una gestión de tratabilidad del agua residual, por medio de la
prueba denominada TEST DE JARRAS, para conocer la dosificación óptima, el tipo
de floculante y auxiliar de coagulación, que se utilizara en el tratamiento final del agua
residual.
1.4. OBJETIVOS DE LA INVESTIGACIÓN
1.4.1. OBJETIVO GENERAL
Diseñar un Sistema de Tratamiento para las Aguas Residuales Industriales
provenientes del proceso de elaboración del chocolate, como alternativa de solución a
los efluentes que se generan en el proceso industrial del chocolate, implementando un
sistema de tratamiento físico-químico.
1.4.2. OBJETIVOS ESPECÍFICOS
Establecer el caudal y la carga contaminante del agua residual generada por la
industria chocolatera.
Determinar las dosis óptimas de coagulante y auxiliar de floculación para el
tratamiento del agua residual generada por la industria.
6
Diseñar la alternativa de solución (planta de tratamiento) a las aguas residuales
de la empresa chocolatera.
1.5. DELIMITACIÓN DE LA INVESTIGACIÓN
La investigación se delimita dentro del área urbana de la ciudad de Guayaquil,
Ecuador.
1.6. HIPÓTESIS
Con el diseño de la planta de tratamiento de aguas residuales de la industria
chocolatera permitirá a la empresa disminuir la carga contaminante del efluente, y
obtener agua tratada que podrá ser vertida al alcantarillado público, cumpliendo con la
normativa ambiental vigente para dichas descargas.
1.6.1. VARIABLE INDEPENDIENTE
Tiempo de retención hidráulica.
Cantidad de floculante y coagulante.
1.6.2. VARIABLE DEPENDIENTE
Demanda Bioquímica de Oxígeno (DBO)
Demanda Química de Oxígeno.
Sólidos sedimentables.
Sólidos Suspendidos Totales.
Sólidos Totales.

7
1.6.3. OPERACIONALIZACIÓN DE LAS VARIABLES
TABLA 1: OPERACIONALIZACIÓN DE LAS VARIABLES
Parámetros Expresado
como Unidad
Límite máximo
permisible
ACEITES Y GRASAS Solubles en
hexano mg/l 70.0
Demanda Bioquímica de Oxígeno (5 días) DBO5 mg/l 250.0
Demanda Química de Oxigeno DQO mg/l 500.0
Potencial de Hidrógeno pH 6-9
Sólidos Sedimentables SS mg/l 20.0
Solidos Suspendidos Totales SST mg/l 220.0
Sólidos totales ST mg/l 1600.0
Temperatura °C < 40
(MINISTERIO DEL AMBIENTE, 2015)
Solución Unidad Dosis Equipo
Coagulante PAC (Policloruro de Aluminio) mg/l 300 Test de Jarras
Auxiliar de floculación Poliacrilamida mg/l 1,5 Test de Jarras
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
8
CAPÍTULO 2
MARCO REFERENCIAL
2.1. ANTECEDENTES DE LA INVESTIGACIÓN
El agua, motor de desarrollo y fuente de riqueza, es un derecho como una
responsabilidad, se ha constituido como uno de los pilares primordiales para el avance
del ser humano, tiene valor económico, ambiental y social.
El agua es un recurso natural necesario e indispensable para cualquier forma de vida en
la naturaleza, pero se ha conducido a un deterioro de este recurso debido al aumento de
la oferta del agua como herramienta de impulso económico, mayor nivel de
contaminación y una sobre explotación de los cuerpos híbridos. Esto ha provocado un
cambio en los planteamientos de las políticas sobre el agua, evolucionando desde una
simple satisfacción, hacia una gestión de protección y calidad del recurso como
garantías para un abastecimiento futuro y de desarrollo sostenible para futuras
generaciones.
En la actualidad, se introduce un nuevo enfoque sobre los recursos hídricos,
estableciendo que agua es un derecho fundamental e irrenunciable, esencial para la
vida; y que el Estado a través de la autoridad única del agua, será el responsable
directo de la gestión y organización de los recursos hídricos en el país.
Se debe establece que el agua es uno de los sectores más importantes, de control
exclusivo del Estado, al que corresponde administrar, regular, fiscalizar y gestionar, de
conformidad con los principios de sostenibilidad ambiental, precaución, prevención y
eficiencia.
Las empresas de la ciudad de Guayaquil, en especial las fábricas de productos que
generen efluentes industriales, y estos tienen la obligación de cumplir con la
Normativa Ambiental vigente en la República del Ecuador, la cual establece que
citados efluentes deben recibir un tratamiento previo a su descarga hacia el sistema de
alcantarillado sanitario, esto con el propósito de reducir la carga contaminante propia
de las actividades industriales. El presenta trabajo de titulación se basa en la necesidad
de este cumplimiento por parte de una empresa cuya actividad productiva es la
fabricación de chocolate y sus efluentes se descargan de manera directa al sistema de
alcantarillado.
9
2.2. MARCO TEÓRICO
A continuación se presenta información básica referente a las aguas residuales. Los
aspectos a considerar en este capítulo son: definición, clasificación, origen,
características físicas, químicas y biológicas, métodos de depuración de aguas
residuales. Además, se presenta información sobre la industria chocolatera, enfatizando
el proceso de fabricación de chocolate, las fuentes de los residuos, las características de
las aguas residuales y los métodos de tratamientos.
2.2.1. AGUAS RESIDUALES: DEFINICIÓN
Las aguas residuales se pueden definir como aquellas que resultan de la utilización del
agua natural en un uso determinado; son aguas cuya composición desde el punto de
vista físico, químico y microbiológico ha sido alterada; estas aguas cuando se
descargan se denominan vertidos.
Dentro de este concepto se incluyen aguas con diversos orígenes:
AGUAS RESIDUALES URBANAS: provienen de la contaminación de
núcleos urbanos como: servicios domésticos y públicos, limpieza de locales y
drenado de aguas pluviales.
AGUAS RESIDUALES INDUSTRIALES: proceden de las fábricas y
establecimientos industriales, en cuyo proceso de producción, transformación o
manipulación se utiliza el agua.
2.2.2. AGUA RESIDUAL INDUSTRIAL
Agua de desecho generada en las operaciones o procesos industriales. Las aguas
residuales industriales son variables, de una industria a otra, en cuanto a
composición y caudal, son más contaminadas que las aguas residuales urbanas, con
un grado de contaminación alto que es difícil de eliminar.
Dentro de cada industria el agua de abastecimiento, que se utiliza principalmente en:
proceso de producción, limpieza de equipos y materiales, aguas de refrigeración y
calefacción, se trasformará en un gran porcentaje en agua residual industrial. Dicho

10
efluente varia, dependiendo del tipo de producción y proceso industrial, haciendo
que el tratamiento de dichas aguas residuales sea complicado, por lo cual se necesita
un estudio específico para cada caso. (Romero, 1999)
2.2.3. CARACTERÍSTICAS FÍSICAS, QUÍMICAS Y BIOLÓGICAS DEL
AGUA RESIDUAL.
COMPONENTES DE LAS AGUAS RESIDUALES
La caracterización del agua residual depende de la composición tanto física, como
química y biológica.
En el Anexo 1 (CARACTERÍSTICAS FÍSICAS, QUÍMICAS Y BIOLÓGICAS
DEL AGUA RESIDUAL Y SU PROCEDENCIA) se detalla las principales
propiedades del agua y su procedencia. Muchos de estos parámetros se encuentran
relacionados entre ellos.
2.2.4. CONTAMINANTES DE IMPORTANCIA EN EL TRATAMIENTO
DEL AGUA RESIDUAL
Los tratamientos secundarios se basan en los porcentajes de eliminación de la materia
orgánica, sólidos en suspensión y patógenos presentes en los efluentes. Si se desea
reutilizar esta agua, la normativa exige la eliminación de compuestos orgánicos
refractarios, metales pesados, hasta sólidos inorgánicos disueltos.
Los principales contaminantes que podemos encontrar en el agua residual son:
Sólidos en suspensión
Materia orgánica biodegradable
Patógenos
Nutrientes
Contaminantes prioritarios
Materia orgánica refractaria
Metales pesados

11
Sólidos orgánicos disueltos
En el Anexo 2 se detalla la razón importante por la que estos contaminantes deben ser
tratados antes de verter el agua residual a un cuerpo híbrido.
2.2.5. MÉTODOS ANALÍTICOS
Para caracterizar un agua residual se tienen que emplear métodos de análisis
cuantitativos (gravimétricos, volumétricos o fisicoquímicos) para determinar su
composición química; y métodos de análisis cualitativos para conocer sus
componentes físicos y biológicos.
2.2.6. DETALLE DEL PROCESO DE FABRICACIÓN DE CHOCOLATE
El cacao en grano y el triturado de cacao son transportados desde las diferentes
provincias de Ecuador hasta las instalaciones de la empresa, en sacos de cabuya, de
yute o sacos plásticos (triturado), en presentaciones entre 150 – 160 lbs.
FIGURA 1: PROCESO DE FABRICAIÓN DEL CHOLATE
(LATIALI S.A. , 2014)
12
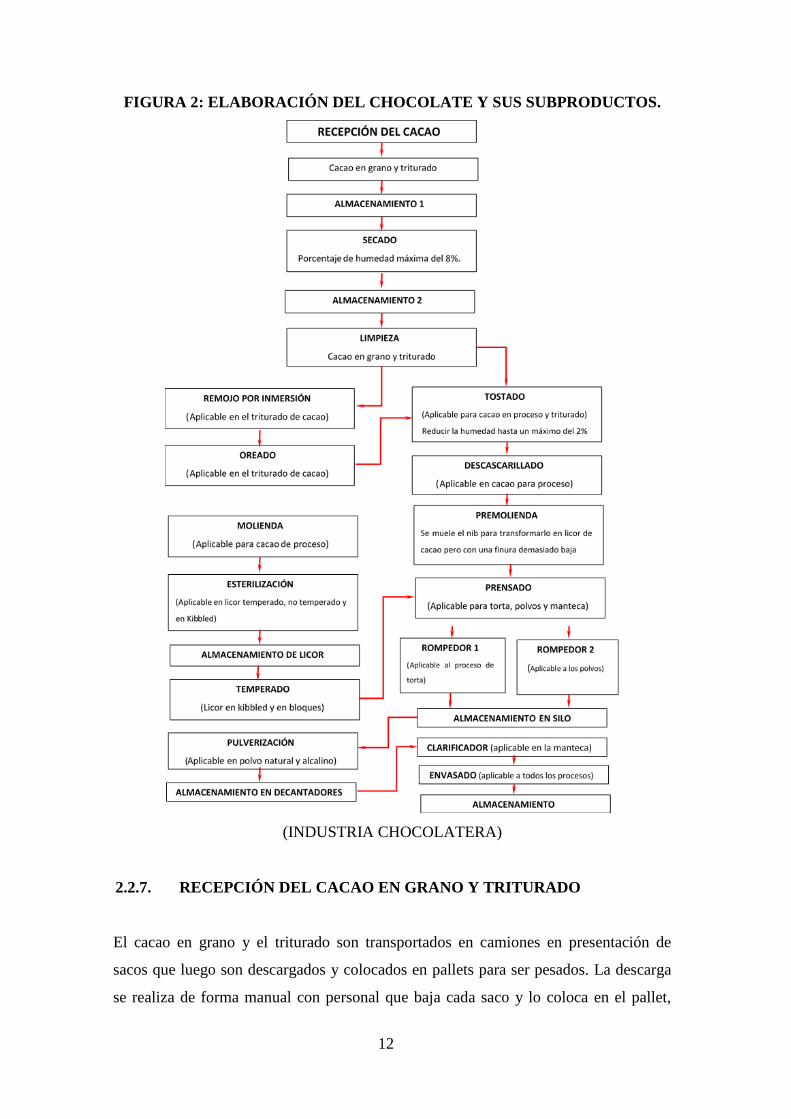
FIGURA 2: ELABORACIÓN DEL CHOCOLATE Y SUS SUBPRODUCTOS.
(INDUSTRIA CHOCOLATERA)
2.2.7. RECEPCIÓN DEL CACAO EN GRANO Y TRITURADO
El cacao en grano y el triturado son transportados en camiones en presentación de
sacos que luego son descargados y colocados en pallets para ser pesados. La descarga
se realiza de forma manual con personal que baja cada saco y lo coloca en el pallet,

13
para luego colocarlos en la báscula que pesa el pallet. El departamento de Comercio
Exterior de la empresa registra el ingreso del camión en lote y lo digita en el sistema de
transacciones que manejamos internamente, así también durante la descarga se informa
al departamento de Control de Calidad mediante correo interno, para realizar el
muestreo para el análisis respectivo.
FIGURA 3: MATERIA PRIMA.
(INDUSTRIA CHOCOLATERA)
2.2.8. CACAO EN GRANO
Una vez pesado este es transportado por medio de montacargas manuales hasta la
bodega donde es almacenado, allí el supervisor de calidad realiza la toma de la
muestra, en la cual se realizan los siguientes análisis: porcentaje de humedad,
porcentaje de impurezas (granos de cacao no aptos e impurezas), análisis de corte
(porcentaje de pizarrosos, porcentaje picados, presencia de hongos, porcentaje de
violáceos y porcentaje de fermentación del grano), determinación de aflatoxinas y
pesticidas, esto acorde procedimiento detallado de análisis al cacao en grano y
triturado y plan HACCP. Los resultados obtenidos luego del análisis son ingresados en
un sistema de software, en el mismo que se indicará si dicho lote es o no aprobado por
los criterios de los parámetros de calidad de calificación de cacao que pueden ser
revisados en el sistema solo con autorización de la gerencia general.
14
2.2.9. TRITURADO DE CACAO
En el caso del triturado, los procedimientos que se le dan al comienzo de la etapa de la
recepción son los mismos que en el cacao en grano (desembarque, pesado); los análisis
realizados son los siguientes: porcentaje de humedad y porcentaje de impurezas,
determinación de aflatoxinas y análisis de pesticidas (procedimiento y parámetro de
control igual que el cacao en grano) los mismos que son ingresados en la plantilla
software del sistema el cual es diferente al del cacao en grano. Los porcentajes de
humedad e impurezas establecidos para el ingreso del triturado deben ser como
mínimo 3% y máximo 30% respectivamente. Dependiendo del porcentaje de humedad
del triturado.
2.2.10. ALMACENAMIENTO 1
Una vez aprobado el ingreso a la empresa el cacao en grano como el triturado son
almacenados en las bodegas cuyo lugares han sido previamente designados para la
colocación de los distintos tipos de cacao así como los destinos que se van a dar, para
luego pasar a la siguiente etapa de secado, en caso de ser necesario. Los pallets
utilizados para la colocación de la materia prima deben mantenerse limpios y en buen
estado, dentro de esta etapa existen peligros que deben ser controlados. En el triturado
esta es la etapa previa a la limpieza que es realizada en la descascarilladora.
2.2.11. SECADO DEL GRANO Y DEL TRITURADO
Esta es una etapa que se hace en el caso de que el cacao en grano destinado al proceso
dentro de planta resulte tener en el momento de su ingreso un porcentaje de humedad
mayor al 8% después del análisis y mayor a 7% si es destinado para exportación, este
será sometido a un proceso de secado, cuyo objetivo principal es la disminución del
porcentaje de humedad a fin de disminuir la incidencia de la proliferación de mohos en
el grano y a la vez disminuir el riesgo debido a la presencia de hongos productores de
la alfatoxinas B1, B2, G1 y G2, luego de lo cual se realiza nuevamente un análisis de
humedad el mismo que es registrado en el Registro de Humedad del cacao después del
secado para luego ser liberado para la producción o almacenamiento.
15
Los lotes de cacao son secados hasta bajar su porcentaje de humedad a un 9.5% en el
caso que fueran a ser utilizados inmediatamente para la producción. Cuando los lotes
de cacao son secados para su posterior almacenamiento en la bodega, el porcentaje de
humedad no debe estar por encima del 8% luego del secado. El cacao destinado para la
exportación debe tener un porcentaje de humedad máxima del 7%.
2.2.12. ALMACENAMIENTO 2
Una vez secado el grano de cacao con 8% de humedad pasará al almacenamiento 2 en
el espacio designado para su colocación en bodega, esta etapa se cumplirá siempre y
cuando haya un stock de cacao en la bodega. Los riesgos controlados dentro de esta
etapa son los mismos que los del almacenamiento 1.
2.2.13. LIMPIEZA
En esta etapa existen dos limpiadoras que separan las impurezas presentes en el grano
de cacao que ingreso de bodega los sacos de cacao son depositados en una banda la
cual los transporta a una tolva que descarga su contenido a un gran depósito, donde
sigue siendo conducido por medio de cangilones quienes elevan el producto hasta un
conducto el cual desemboca en una zaranda vibratoria, la misma que es limpiada por el
operador para de esta manera evitar la proliferación de la carga microbiana del
producto(ver instructivo de limpieza de las limpiadoras) y se haya provista de mallas
de diferentes medidas, y por flujo de aire, es decir funciona como un Separador de
Tamaño, separando así, el cacao pelota, el quebrado, ramas, cascarillas sueltas entre
otro tipo de impurezas, luego se encuentran unas magnetos rotativas, que atrapan
materiales ferrosos.
El cacao cae a otra banda transportadora la cual lo conduce hacia el tostador; en el
proceso uno de los riesgos que se pudieran presentar es la presencia de humedad en el
área, para lo cual se realiza una limpieza en seco que es controlada por la supervisora
de calidad los diferentes puntos de esta etapa en los que pudieran presentarse algún
riesgo son controlados por la aplicación de las BPM y soportados por los sistemas
SSOP.
16
En el cacao para exportación la limpieza y la clasificación es realizada en una maquina
limpiadora y clasificadora ubicada en el área de las bodegas de almacenamiento.
Durante esta etapa el operario debe estar protegido con mascarilla debido a la gran
cantidad de polvo que se produce en el área en el momento de la limpieza del grano,
así como también la revisión y el control llevado a cabo durante la etapa con la
finalidad de evitar la caída de objetos extraños al producto, el analista de Control de
Calidad es el encargado de la revisión de los sacos durante el envasado del producto.
Para mayor detalle de los riesgos controlados. En el caso del triturado del cacao el
proceso de limpieza es realizado en las descascarilladora debido a que el cacao ya se
encuentra roto, esto es con la finalidad de separar la mayor cantidad de impurezas, de
ser necesario se realiza nuevamente la limpieza.
2.2.14. REMOJO POR INMERSIÓN (APLICABLE EN EL TRITURADO DE
CACAO)
Una vez limpio el triturado se procede a la siguiente etapa de remojo con la finalidad
de humedecer un poco el triturado que generalmente llega muy seco, el mismo que es
realizado por inmersión luego de lo cual pasa a la siguiente etapa denominada Oreado.
2.2.15. OREADO (APLICABLE EN EL TRITURADO DE CACAO)
Es la etapa posterior al remojo para eliminar el exceso de agua en el triturado.
2.2.16. TOSTADO (APLICABLE PARA CACAO EN PROCESO Y
TRITURADO)
Esta etapa consta de dos tostadores cuya función es reducir la humedad hasta un
máximo del 2% para facilitar el descascarillado, y que es verificado mediante el
análisis físico químico de determinación de humedad realizado a cada tostador, para
más detalle de la frecuencia y método de análisis. El tiempo de tostado va a depender
directamente de la humedad con la que se encuentre el Cacao. Si éste está húmedo (8.5
- 9.5%) se le da un tiempo de 9 a 11 minutos. Si por el contrario se encuentra muy seco
(6 - 8%) este proceso dura de 6 a 7 minutos. Se tienen tres tipos de tostados, de
acuerdo a los requerimientos del cliente:

17
Tostado bajo (130 -135 °C)
Tostado medio (140 - 145 °C)
Tostado alto (150 - 155 °C).
La temperatura de tostado normal oscila entre 145 °C y 155 °C. Estos controles de
temperatura son críticos en el proceso y dentro del análisis de peligros a esta etapa y
estos análisis se los determina PCC debido a que la carga microbiana con que el cacao
se encuentra podría ser un riesgo significativo de inocuidad debido a la presencia de
microorganismos xerófilos, enterobacterias, que podría influir en defectos de calidad
(acidez), así como un riesgo en la seguridad alimentaria.
La capacidad de la planta es de una tonelada métrica, y de tipo parilla. Cada parilla
carga 110 Kilos, en la tercera parrilla de este equipo se halla un termómetro para
control y monitoreo de la temperatura del tostado, la misma que es asentada en el
registro de Control de la Temperatura en los tostadores cuyo responsable es el operado.
FIGURA 4: MÁQUINA TOSTADORA.
(INDUSTRIA CHOCOLATERA)
El aire caliente para el tostado es generado por dos extractores que tomando el aire del
exterior, pasa a través de los serpentines calentados por vapor, atraviesa las parrillas de
tostación y se descarga al exterior después de remover la humedad del cacao. Luego a
través de un Soplador el cacao es conducido a un Silo de Almacenamiento.
18
2.2.17. DESCASCARILLADO (APLICABLE EN CACAO PARA PROCESO)
Del silo de alimentación el cacao ingresa al rompedor, que es un cilindro metálico
consistente de una turbina central que por fuerza centrífuga tira los granos contra unas
placas metálicas (martillos) fijadas en la pared del cilindro donde se rompen. El cacao
quebrado junto a su cáscara cae sobre una zaranda inclinada con vibración, con tamices
de diferente abertura. Cada sección de la zaranda tiene un control de flujo de aire para
regular el caudal necesario para arrastrar la cascarilla presente en el nib.
El nib libre de cascarilla es recogido por medio de un sin fin para descargarlo en una
válvula rotatoria que lo dosifica a un soplador para enviarlo a la siguiente etapa que es
la molienda. El objetivo del descascarillado en el proceso normal del cacao en grano,
es eliminar la cáscara presente en las habas de cacao a un rango de máximo 2.5% de
cascarilla en el nibs, el mismo que es determinado y verificado mediante el análisis de
determinación de cascarillas y nibs.
El cacao ya roto, cae a una zaranda con mallas de diversos diámetros desde el diámetro
más pequeño hasta el más grande, a través de las cuales pasa el nib y la cascarilla
queda retenida en las mallas. A la salida de la descascarilladora se encuentran 7
boquillas por las cuales cae el nibs de acuerdo al diámetro de las mallas; las boquillas
se encuentran cubiertas por un material acrílico transparente con la finalidad de evitar
la posible contaminación del nibs una vez tostado, así como también la contaminación
debido a la falta de limpieza del equipo para lo cual también se mantiene una limpieza
periódica del equipo llenado por el operario y registrado por el supervisor de
producción.
Cada descascarilladora posee un ventilador que absorbe la cáscara y la separa del nibs.
El nib cae hasta un sinfín que lo conduce a través de un Soplador que lo envía hasta
otro Silo. El nib que fue retenido por las mallas debido a que su diámetro aún es muy
grande, es nuevamente llevado hasta el Rompedor por un conducto de retorno. En el
caso de la producción de nibs de cacao esta etapa es una de las últimas etapas.

19
FIGURA 5: MÁQUINA DESCASCARILLADORA.
(INDUSTRIA CHOCOLATERA)
FIGURA 6: GRANOS TRITURADO
NIBS Y CASCARILLA.
(INDUSTRIA CHOCOLATERA)
2.2.18. PREMOLIENDA
En esta etapa del proceso se muele el nib para transformarlo en licor de cacao pero con
una finura demasiado baja por lo cual tiene que pasar por otros procesos de molienda,
se lo realiza en los dos pre-molinos los cuales se vacían cada 15 a 20 minutos (cada
uno) y tienen una capacidad de 500 Kg/h cada molino, con flujo continuo estos son
molinos de platos y pines que van a dar una finura del 88 - 92% al licor de cacao. El
licor tiene una textura pastosa y gruesa.

20
Luego de esta premolienda el licor es depositado en un tanque Pulmón provisto de un
agitador que mantiene en constante movimiento al mismo. En esta etapa se realiza el
análisis de finura con una frecuencia de una vez al día con la finalidad de verificar la
eficiencia del equipo.
2.2.19. MOLIENDA (APLICABLE PARA CACAO DE PROCESO)
La función de la molienda es el aumento de la finura, del tanque Pulmón el licor es
conducido hasta los molinos. Existen dos equipos llamados Drais y Caotech; estos son
molinos de Bolas, que dejan al licor con una finura del 97 y 98% como mínimo
respectivamente, para lo cual se realiza el análisis de determinación de la finura con el
objetivo de la verificación de la eficiencia del equipo.
El licor es descargado hasta el tanque pulmón del molino (Drais) ya más fino; y vuelve
a entrar al siguiente molino (Caotech) luego pasa hasta otro tanque cuya parte superior
tiene mallas que retendrán cualquier bola perteneciente a los molinos para finalmente
ser transportado a través de tuberías a los tanques de esterilización. En el caso que el
licor no llegue a la finura adecuada (cercana al 99 %), al analista reporta al supervisor
para que se dé una o dos remoliendas hasta lograr que el porcentaje de finura cumpla
los parámetros establecidos y continuar con la posterior etapa de esterilización, entre
otro de los análisis realizados al licor durante esta etapa tenemos porcentaje cenizas,
porcentaje de grasa y potencial de hidrógeno.
FIGURA 7: MAQUINA PREMOLINOS DE BOLA Y DE PIEDRA.
(INDUSTRIA CHOCOLATERA)

21
El número de moliendas están determinadas por el porcentaje de finura obtenido
cuando el tanque de licor esté lleno en 3/4 partes antes de terminar la molienda. Si el
resultado del porcentaje de finura es reportado una vez comenzada la esterilización y
aún no llegara a cumplir los parámetros, se reprograma la esterilización para continuar
el proceso de remolienda.
Un caso especial es el licor maquila Vintage, el cual no se esteriliza debido a las
numerosas remoliendas efectuadas para la obtención de una finura superior, alrededor
del 99,9% para lo cual el analista de microbiología realiza el seguimiento de dicho
tanque mediante la determinación de microorganismos aerobios, los resultados de
dichos análisis al igual que los análisis físico químico son ingresados en la plantilla del
software en el sistema y es utilizado para la producción de tabletas semiamargas en la
planta de chocolatería.
2.2.20. ESTERILIZACIÓN (APLICABLE EN LICOR TEMPERADO, NO
TEMPERADO Y EN KIBBLED)
La finalidad de este proceso térmico es la disminución de carga microbiana que aun
llegase hasta esta etapa. Esta etapa del proceso es un PCC debido a que es la última
etapa en la que se puede controlar la disminución de la carga microbiana por la
aplicación de altas temperaturas. El licor se esteriliza durante 15 horas, luego de llegar
a los 100 °C, pudiendo llegar hasta los 120 °C dentro de los Tanques Esterilizadores
que poseen agitadores. Esto se logra debido a que se encuentran recubiertos por
camisas por donde circula aceite a temperatura de 120 a 130 °C.
Al igual que en los premolinos se realiza también el análisis de finura, potencial de
hidrógeno, grasa, cenizas y humedad cuando el tanque está lleno en unas 3/4 partes
antes de la esterilización con una frecuencia de una vez por cada tanque. En esta etapa
del proceso el analista de microbiología también toma una muestra con el objetivo de
verificar que la esterilización se haya llevado a cabo de manera adecuada, logrando así
una baja en la carga microbiana, entre los análisis microbiológicos realizados en esta
etapa se encuentra la determinación de microorganismos aerobios. Una vez culminada
la esterilización el licor puede tener diferentes presentaciones: licor no atemperado,
licor temperado en cajas, licor en Kibbled.

22
FIGURA 8: LICOR EN KIBBLED.
(INDUSTRIA CHOCOLATERA)
2.2.21. ALMACENAMIENTO DE LICOR EN TANQUES Y GRADUACIÓN
En el caso de ser destinado para envasarse como licor no temperado, el licor una vez
esterilizado es bombeado al tanque horizontal de transferencia (tanque cuadrado) para
luego pasar a la siguiente etapa de envasado. Cuando el licor es destinado para la
producción de kibbled o licor en bloques, el licor contenido en el tanque de
esterilización es bombeado hacia los tanques de almacenamiento de licor (localizado
en el área de los decantadores y clarificador) para luego pasar a la etapa de temperado.
En el caso de destinarse el licor para la elaboración de torta, este se procederá a
transportar hacia los tanques de graduación por medio de un sistema de tuberías que no
son más que tanques que contienen una cargada para la prensa y cumplen la función de
homogenizar y calentar el licor previo a la alimentación de las prensas. El destino de
producción de cada tanque está indicado en la cartilla de producción en cada tanque de
licor.
FIGURA 9: TANQUE DE ALMACENAMIENTO
(INDUSTRIA CHOCOLATERA)

23
2.2.22. TEMPERADO (LICOR EN KIBBLED Y EN BLOQUES)
2.2.22.1. LICOR EN BLOQUES (TEMPERADO)
El licor esterilizado es bombeado por medio de tuberías hacia los tanques de
almacenamiento para posteriormente ser bombeado a la temperadora y envasado en
cajas de cartón de 30 kilos. De todas las etapas que pertenecen a este proceso, existen
peligros que se deben controlar tales como contaminación por mala limpieza del
equipo o maquinaria el cual queda controlado por la SSOP 2.
2.2.22.2. LICOR EN KIBBLED
El licor luego de ser bombeado a la atemperadora es transportado por un sistema de
tuberías hacia el túnel de enfriamiento que consta de varias boquillas a la entrada que
son reguladas manualmente para la dosificación en la banda transportadora. El túnel
consta de 8 cámaras de enfriamiento cuya temperatura interna oscila entre 10 y 12 °C.
En esta etapa se realiza un control visual sobre el temperado final del producto con la
finalidad de evitar problemas de calidad al finalizar el proceso.
2.2.23. PRENSADO (APLICABLE PARA TORTA, POLVOS Y MANTECA)
Este proceso se lo realiza para obtener Manteca y Torta a partir del Licor de Cacao
luego de que el tanque una vez esterilizado haya sido destinado para prensar y es la
etapa posterior al almacenamiento en los tanques de graduación en la elaboración de
torta, polvos (natural y alcalino) y manteca. La temperatura en estos Tanques es
elevada hasta 90 a 95°C para facilitar la extracción de la manteca en la prensa. El licor
entra a la Prensa formada por 12 filtros y un gran Pistón que trabaja a 500 bares (7350
lb/pulg2). De presión; donde por medio de la presión ejercida sobre el licor, la manteca
es extraída, los sólidos son retenidos por filtros de mallas metálicas para formar lo que
se llama la torta.
Este proceso se lo realiza para conseguir que el contenido de grasa residual en la torta
cumpla los requerimientos del cliente, en un tiempo que varía de acuerdo al peso de
grasa extraída que depende de la condición mecánica de las prensas y que puede estar

24
entre 20 y 35 min. Luego de lo cual se obtiene por la parte lateral de la prensa manteca
de cacao, y por descarga de los filtros de la prensa, la torta de cacao. Aquí se toma
muestra determinar el porcentaje de grasa y la eficiencia de las bombas de presión, así
como también se realiza el control de cambio de filtros y felpas en prensas con la
finalidad de verificar la limpieza y cambio de las felpas, ya que este es un riesgo
controlado debido a la posible contaminación cruzada que podría darse por la falta de
limpieza de las bandejas de las prensas, la misma que es controlada mediante
hisopados en las superficies de contacto con el alimento.
2.2.24. ROMPEDOR 1 (APLICABLE AL PROCESO DE TORTA)
Una vez terminada la prensada, la torta cae en las bandejas de las prensas y por medio
de un sistema de vibración, la torta es transportada hacia la banda la misma que luego
la transporta hacia el rompedor, compuesto por un eje con brazos de unos 10
centímetros, el eje gira mientras que los brazos rompen la torta, está ya rota en pedazos
es transportada por medio de un sin fin para posteriormente pasar a la siguiente etapa.
2.2.25. ALMACENAMIENTO DE TORTA EN SILO
Luego que la torta es rota, esta es trasladada por medio de un sin fin hacia el silo de
almacenamiento, el cual es temporáneo ya que una vez depositada la torta luego de su
rotura es envasada. El silo que está provisto de dos imanes (entrada y salida) con la
finalidad de evitar que materiales ferrosos puedan pasar al producto, y de esta manera
disminuir un riesgo que pueda afectar la inocuidad del producto final, estos imanes son
controlados mediante la limpieza realizada con una frecuencia de cada 3 horas durante
el proceso (Ver registro de material extraño en el rompedor). Si la torta ha sido
destinada para su venta como tal, es envasado luego de esta etapa. Si es destinada para
polvo entonces pasará a la etapa posterior del rompedor 2.
2.2.26. ROMPEDOR 2 (APLICABLE A LOS POLVOS)
Esta es la etapa posterior al envasado aplicable en la torta, luego que la torta haya sido
destinada para su pulverización, ya sea como polvo natural o alcalino y consiste en la
rotura de la torta en trozos más pequeños en el mismo que manualmente la torta es
25
depositada desde los sacos que continua triturándola . En esta área esta es un área seca
que debe ser controlada en cuanto a humedad se refiera para de esta manera evitar la
contaminación del producto por hongos debido al exceso de humedad, para mayor
detalle de la limpieza y frecuencias de limpieza.
Para la elaboración del polvo alcalino se la agrega carbonato de potasio al momento
del vaciado de las fundas de torta al segundo rompedor, con la finalidad de obtener un
potencia de hidrógeno de acuerdo a los requerimientos del cliente para lo cual
generalmente se agrega entre 1100 y 1200 gramos a cada funda de 35 Kg. para lo cual
se lleva un registro de agregado de carbonato en el polvo alcalino, cuyo responsable es
el operador y archivado por el supervisor de la producción.
2.2.27. SILO (APLICABLE EN POLVOS)
Luego que la torta es triturada en el segundo rompedor, seguidamente es conducida por
otro tornillo sinfín hasta un silo donde ésta cae a un cangilón que lo eleva al
pulverizador.
2.2.28. PULVERIZACIÓN (APLICABLE EN POLVO NATURAL Y
ALCALINO)
En esta etapa la torta ya casi molida luego de haber pasado por el segundo rompedor,
cae al molino (de platos y pines) los mismos que completan su pulverización, molida
se conduce vía neumática hasta un ciclón, el aire proporcionado por el soplador hace
que las partículas gruesas sean separadas y son elevadas hasta un sinfín que las regresa
al molino, en cambio, las partículas finas pasan a otro ciclón para luego pasar a la etapa
posterior de envasado. En esta etapa también se lleva un control de la limpieza del
imán con una frecuencia de cada tres horas durante el tiempo que dure el proceso, el
mismo que está ubicado en la caída del pulverizador con la finalidad de evitar que
materiales ferrosos puedan pasar al producto final, y de esta manera disminuir un
riesgo que pueda afectar la inocuidad del producto final, este imán son controlados
mediante la limpieza realizada con una frecuencia de cada 3 horas durante el proceso.

26
2.2.29. ALMACENAMIENTO EN DECANTADORES
La manteca una vez extraída de las prensas, es conducida hacia los Tanques de
Decantación donde permanecen 8 horas en reposo. El llenado completo de estos
tanques puede durar hasta 8 horas (cada prensada llena el tanque unos 9 centímetros.).
Una prensa en promedio alcanza 75 kilos de manteca. De los tanques decantadores la
manteca pasa al filtro prensa, que es un equipo de operación manual compuesto de
platos y marcos donde es colocado el papel filtro (51 unidades). Luego que los platos
se comprimen, la manteca es filtrada y es conducida a través de tuberías hasta los
Tanques de Almacenamiento. En este estado se le realiza a la manteca el análisis físico
de acidez, en el cual el resultado no debe exceder al 1.75%, caso contrario se deberá
añadir al tanque carbonato hasta la regulación de la acidez.
FIGURA 10: MANTECA DE CACAO.
(INDUSTRIA CHOCOLATERA)
2.2.30. CLARIFICADOR (APLICABLE EN LA MANTECA)
Luego que el tanque decantador se encuentra lleno, la manteca es pasada a través de un
sistema de filtros con la finalidad de aclararla y dejarla libre de sólidos, luego de lo
cual se le realizan los respectivos análisis de acidez y humedad, en caso que la acidez
esté fuera de parámetros, se comunica al supervisor el mismo que es el encargado de
dar la orden de mezclar el tanque de acidez elevada con otro tanque que esté dentro de
parámetros en la acidez, con la finalidad de regular la acidez final o para agregar
27
carbonato hasta que el tanque baje el porcentaje de acidez y pueda pasar a la siguiente
etapa de atemperado.
2.2.31. ENVASADO (APLICABLE A TODOS LOS PROCESOS)
En el caso del envasado de los nibs estos son tomados directamente de la
descascarilladora a través del sinfín, colocando los sacos a la salida cuya presentación
es en fundas de papel Kraf de 30 kilos. En el caso de la torta, dependiendo de lo que
requiera el cliente la torta es entregada en pedazos y envasada en fundas de papel Kraft
con presentaciones de 30 y 35 kg.
Un punto crítico de control es en la etapa de envasado en que el material de empaque
puede ser considerado en algún momento como un punto estricto a controlar a través
de revisiones y auditorías a sus proveedores.
El licor no atemperado es bombeado al tanque cuadrado envasándose en
presentaciones de fundas de polietileno de alta densidad y caja de cartón corrugado de
30 kilos o puede ser bombeado hacia los tanques de almacenamiento de licor así como
también cuando el licor es destinado para atemperar en bloques o como licor en
kibbled, para luego ser envasado, en presentaciones de fundas de polietileno de alta
densidad y caja de cartón corrugado. de fundas de papel Kraf de 30 Kg y en el caso del
licor atemperado en bloques este es envasado en cajas de cartón de 30 kg esta etapa es
controlada mediante análisis microbiológicos en las manos de los operarios el análisis
realizado es el conteo de entero bacterias.
Luego del atemperado la manteca es envasada en fundas de polietileno de alta
densidad y caja de cartón corrugado. En los polvos el envasado es realizado en fundas
de 25 y 30 kg. Las mismas que son revisadas durante el proceso de llenado con el
objeto de controlar los posibles riesgos físicos que podrían presentarse. En todos los
productos se lleva un control de la revisión de todos los pallets de cada lote,
independientemente del producto que sea.
28
2.2.32. ALMACENAMIENTO (APLICABLE A TODOS LOS PRODUCTOS)
Una vez envasados los productos, estos son almacenados en la bodega de producto
terminado, las condiciones de almacenamiento deben ser un lugar fresco o a
temperatura ambiente, y sin presencia de humedad.
FIGURA 11: BODEGA DE ALMACENAMIENTO
DE PRODUCTO TERMINADO.
(INDUSTRIA CHOCOLATERA)
2.3. MARCO CONCEPTUAL
2.3.1. TIPOS DE SISTEMAS DE TRATAMIENTO DE AGUAS
RESIDUALES
El termino tratamiento de aguas residuales encierra a un conjunto de opresiones
unitarias: físicas, químicas y biológicas, con la finalidad de reducir o eliminar la
contaminación y características no deseables del agua, ya sean estas naturales,
residuales o de abastecimiento.
Las aguas residuales no pueden ser vertidas a un cuerpo hibrido sin previo tratamiento,
siendo estos, procesos complejos que requieren una evaluación del efluente para su
caracterización, lográndose mediante diversas técnicas de mediciones físicas, químicas
y biológicas (determinación del contenido de sólidos, demanda bioquímica de oxígeno,
demanda química de oxígeno y pH).
29
El tratamiento o depuración de las aguas residuales tuvo su importancia a principios del
año 1970, debido a la precaución generada en el mundo sobre este problema, de la
contaminación del hombre al medio amiente.
La contaminación ambiental es un problema muy serio, y su corrección no es un
problema técnico de mucha dificultad, el conocimiento básico para poder resolver dicho
problema está ya a disposición del ser humano.
El diseño de plantas depuradoras ha evolucionada enormemente en los últimos años,
teniendo una base científica sólida.
(http://www.monografias.com/trabajos12/contagua/contagua.shtml)
(http://www.teorema.com.mx/articulos.php?id_sec=42&id_art=1542)
2.3.1.1. POR TIPO DE PROCESO:
PROCESOS FÍSICOS: son aquellos donde se emplea las fuerzas físicas para el
tratamiento del agua residual. Estas operaciones duran todo el proceso y son
exclusivas de las operaciones de pretratamiento. (Sans, 1999)
Principales procesos físicos:
Desbaste
Dilaceración
Evaporación
Homogenización de caudales
Mezclado
Floculación
Sedimentación
Flotación
Filtración
PROCESOS QUÍMICOS: Aplicación de productos químicos para la
eliminación de los contaminantes del agua residual. Precipitación, adsorción y
desinfección. Estos se utilizan generalmente junto a operaciones físicas y
biológicas (Sans, 1999).
Principales procesos químicos:
Adsorción
Desinfección
30
Ozono
Decloración
Precipitación química
Transferencia de gases
Separación de amoniaco mediante arrastre con aire eliminación de
sustancias disueltas
Intercambio iónico
Osmosis inversa
Ultrafiltración
PROCESOS BIOLÓGICOS: tratamiento secundario que tiene como misión la
eliminación de solidos coloidales no sedimentables (decantación primaria), la
coagulación y estabilización de la materia orgánica. Se utiliza microorganismos
como bacterias, que transforman los nutrientes en diversos gases y tejido celular
(más denso que el agua). Este tratamiento puede diferenciarse según el tipo de
efluente a tratar. (Sans, 1999)
Principales procesos de tratamiento biológico:
Según tipo de microorganismo:
Procesos aerobios
Procesos anaerobios
Procesos anóxicos
Combinación de los procesos anteriores.
Según los microorganismos:
Cultivos en suspensión
Cultivo fijo
Combinaciones de los anteriores.
Microorganismos utilizados:
Bacterias
Hongos
Algas
31
Protozoos
Rotíferos
Crustáceos
Virus
2.3.1.2. POR EL GRADO DE TRATAMIENTO:
PRETRATAMIENTO
Los efluentes se caracterizan por contener una gran cantidad de sólidos (latas, botellas,
plásticos, trapos, etc.), dichos materiales tienen que ser eliminados eficazmente para
evitar averías en los equipos que forman parte del sistema de depuración.
También se encuentra la presencia de aceites y grasas de todo tipo; los cuales tienen que
ser reducidos o aminorados en el pretratamiento, y así evitar que el rendimiento del
sistema de depuración decaiga, lo cual provocaría que se obtenga un efluente de baja
calidad.
Por lo tanto los Pretratamientos son importantes, ya que si estos no se implementan se
tendría un rendimiento bajo del sistema de tratamiento.
En el pretratamiento se utilizan operaciones físicas y mecánicas para la separación de la
mayor cantidad de residuos que por su tamaño y naturaleza pueden generar problemas
de obstrucción, roturas de equipos, etc., en los tratamientos posteriores. Estas
operaciones dependen de la procedencia del agua residual, de la calidad del agua bruta a
depurar, del tipo de tratamiento a seguir, de la importancia de la instalación.
Procesos:
Separación de solidos de gran tamaño
Eliminación de sustancias gruesas (desbaste)
Eliminación de partículas en suspensión (tamizado)
Eliminación de arenas y sustancias solidas densas en suspensión (desarenador)
Eliminación de grasas y aceites (desengrasado).
(HERNÁNDEZ, 2000)

32
TRATAMIENTOS PRIMARIOS
OBJETIVO PRINCIPAL: reducción de sólidos en suspensión del efluente mediante
la sedimentación con un tratamiento físico o químico. Se lleva a cabo con maquinaria,
conociendo también como un tratamiento mecánico.
SÓLIDOS EN SUSPENSIÓN:
Sólidos sedimentables: sedimentan al dejar en reposo el agua residual durante
una hora (tiempo depende del tamaño del sedimentador).
Sólidos flotantes: determinables por la contraposición de los sedimentos.
Sólidos coloidales: entre 3 -10 micras en tamaño.
Como los sólidos suspendidos están formados de materia orgánica dicho tratamiento
suele ser la reducción de la demanda bioquímica de oxigeno (DBO).
Principales procesos:
Remoción de sólidos
Remoción de arena
Tanque de sedimentación o decantación primaria
Flotación
Decantación – flotación
Floculación y coagulación (proceso físico-químico)
(https://es.wikibooks.org/wiki/Ingenier%C3%ADa_de_aguas_residuales/Pretratamiento)
TRATAMIENTO SECUNDARIO
Procesos de tratamiento biológico de las aguas residuales, pueden ser aerobios como
anaerobios.
En el tratamiento de las aguas residuales el proceso de lodos activados ha sido utilizado
hace un siglo aproximadamente. Las plantas de lodos activados se realizaron
primordialmente de forma práctica. Pero a comienzo de los años 70 se desarrolló una
forma racional para dicho sistema (lodos activados), que nace de la observación del
agua residual sometida a aireación en un periodo de tiempo, donde se reduce el
contenido de la materia orgánica, existiendo la formación de un lodo floculento.

33
El análisis de este lodo (examen microscópico) reveló que este estaba formado por una
población de microorganismos heterogéneos (bacterias unicelulares, hongos, algas,
protozoos y rotíferos) que camban en función de las varias características del agua
residual y de las condiciones medio ambientales (Ramalho, 1993)
ACCIONES FÍSICO-QUÍMICAS.
Coagulación
Oxidación de materia
Decantación
Arrastre de bacterias. (Hernández, 2000)
FACTORES QUE AFECTAN EL PROCESO BIOLÓGICO.
Temperatura
Límites de temperatura donde se desarrolla el tratamiento biológico: 12 – 38°C
(zona mesofílica).
pH
pH determinado donde se activan las enzimas: 7 (6.2 – 8.5)
Homogeneización
Sistemas técnicos más homogéneos:
Fangos activados: materia orgánica suspendida y homogenizada dentro de la
masa de agua, mediantes sistemas mecánicos, hidráulicos o por inyección de
aire.
Lechos bacterianos: se concentran elementos, soportes para fijar los lodos y
los microorganismos, se distribuye homogéneamente los nutrientes (materia
orgánica).
TRATAMIENTO TERCIARIO
Conocido como tratamiento avanzado, ya que en este se consigue una calidad del agua
residual superior a la del tratamiento secundario.

34
Se emplea para eliminar fosforo, y mejora la calidad del agua residual eliminando
contaminantes recalcitrantes.
Este proceso permite eliminar hasta un 99% de sólidos suspendidos (procesos de
ósmosis inversa y electrodiálisis) y DBO5.
TIPOS DE TRATAMIENTOS TERCIARIOS.
Eliminación de sólidos en suspensión
Separación de compuestos orgánicos (adsorción de carbono activo).
Intercambio iónico
Ósmosis inversa
Electrodiálisis
Cloración y ozonización (oxidación química)
Eliminación de nitrógeno y fósforo (m{métodos de eliminación de nutrientes)
En la actualidad la mayoría de estos procesos no se emplean, y su empleo estará de
acuerdo a las exigencias de la calidad del agua que se desea recuperar (Ramalho, 1993).
2.4. MARCO LEGAL
Texto Unificado de la Legislación Ambiental vigente en la República del
Ecuador (Acuerdo Ministerial 097 A): ANEXO 1 DEL LIBRO VI DEL TEXTO
UNIFICADO DE LEGISLACION SECUNDARIA DEL MINISTERIO DEL
AMBIENTE: NORMA DE CALIDAD AMBIENTAL Y DE DESCARGA DE
EFLUENTES AL RECURSO AGUA NORMA DE CALIDAD AMBIENTAL Y DE
DESCARGA DE EFLUENTES: RECURSO AGUA

35
TABLA 2: LÍMITES DE DESCARGAS AL SISTEMA DE
ALCANTARILLADO PÚBLICO.
Parámetros Expresado como Unidad Límite máximo
permisible
Aceites y grasas Sust., solubles en hexano mg/l 70,0
Demanda Bioquímica
de Oxigeno (5 días) DBO5 mg/l 250,0
Demanda Química de
Oxígeno DQO mg/l 500,0
Solidos Sedimentables SD mg/l 20,0
Sólidos Suspendidos
Totales SST mg/l 220,0
Sólidos Totales ST mg/l 1600,0
(MINISTERIO DEL AMBIENTE, 2015)
CONSTITUCIÓN DE LA REPÚBLICA DEL ECUADOR.
36
CAPÍTULO 3
MARCO METODOLÓGICO
3.1. DISEÑO DE LA INVESTIGACIÓN
La investigación se realiza en una fábrica de chocolate, enfocado en sus efluentes que
se generarán de las áreas de producción (limpieza de equipos, limpieza de maquinarias
y de superficies de contacto del producto), de la limpieza de las áreas de servicio
(bodegas de acopio, lavado de gavetas o contenedores de los granos de cacao, limpieza
de superficies) y las aguas residuales provenientes del comedor que son descargadas al
sistema de alcantarillado municipal.
3.2. TIPO DE INVESTIGACIÓN
La investigación es del tipo exploratoria (teórica y experimental), siendo su finalidad el
diseño e implementación de un sistema de tratamiento de aguas residuales industriales
en base a datos teóricos existentes.
3.3. TÉCNICAS E INSTRUMENTOS DE INVESTIGACIÓN
Se utilizaran técnicas de muestreo del efluente así como su respectivo análisis, con
estos datos se ejecutaran los cálculos para el diseño de una planta de tratamiento
funcional acorde a los requerimientos de la normativa ambiental vigente.
3.4. PRUEBAS-EXPERIMENTOS
3.4.1. PRUEBAS DE TRATABILIDAD
Las pruebas de tratabilidad del efluente que descarga la empresa nos permitirán
obtener datos requeridos para el diseño de la planta depuradora de aguas residuales,
además nos permitirá obtener el cálculo de las dosis óptimas para la eliminación de la
carga contaminante por material suspendido, y también la disminución de los
parámetros DBO5 y DQO, obteniendo como resultado una agua tratada que se
encuentre dentro los límites máximos permisibles.
37
3.5. EQUIPOS Y MATERIALES
Para realizar las pruebas respectivas se ha recurrido a la utilización de variados
equipos, herramientas y químicos, que a continuación se enumeran:
Test de Jarras
Vasos de 1000 ml
Probetas de 1 litro
Cronometro
Pipetas
Balanza gramera
Coagulante PAC (Policloruro de Aluminio) en polvo,
Auxiliar de floculación Poliacrilamida en polvo.
3.6. TÉCNICAS
Las técnicas manejadas son las mismas que se disponen en todo laboratorio, con
limitantes propios de hacerlo en el sitio mismo de trabajo.
3.6.1. TEST DE JARRAS
Mediante el TEST DE JARRA se realiza la gestión de tratabilidad del agua residual,
este nos proporciona datos requeridos de remoción de los SST, y nos permite
cuantificar la dosis más efectiva de coagulante y auxiliar de floculación.
Este primer ensayo nos dará una idea de qué tipo de efluente descarga la empresa
chocolatera. Así podemos mencionar algunos de ellos que se los puede observar a
simple vista y a nivel de campo.
pH
Coloración
Contenido de residuos
Sólidos suspendidos
Sólidos totales
Temperatura

38
Selección del mejor producto coagulador-floculador
Parámetros que permitan definir el caudal de diseño, el caudal de químicos
FIGURA 12: PRUEBAS DE TRATABILIDAD CON EL EQUIPO DE TEST DE
JARRAS
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
3.6.1.1. TOMA DE MUESTRAS
Antes de realizar muestro muestreo, se implementa un tanque de homogenización de
300 lt., al cual ingresan las aguas de los diferentes procesos y áreas de la empresa, con
el fin obtener un flujo homogenizado en caudal y composición.
PROCEDIMIENTO:
PRUEBA 1: muestras 1 litro (alícuotas) tomadas a la salida del tanque
homogenizador cada hora. Se forma una muestra compuesta.
PRUEBA 2: se forma una muestra compuesta tomando alícuotas de 1 litro
cada media hora.
Dichas muestras se utilizaron para realizar las respectivas pruebas del TEST DE
JARRA, con la finalidad de obtener la dosis óptima de tratamiento de dicho efluente.
3.6.1.2. DETERMINACIÓN DE LA DOSIS ÓPTIMA
El TEST DE JARRAS tiene como objetivo principal la determinar los tiempos de
retención del agua residual en el sistema de tratamiento (mezcla rápida, floculador, o

39
mezcla lenta y sedimentador), con el fin de que el coagulante y auxiliar de floculación
a utilizar tengan un excelente rendimiento y mejorar la calidad del agua (clarificación).
Además con esta prueba podemos determinar la gradiente de velocidad para los
periodos de retención, definiendo así las revoluciones por minuto (RPM) que se van
aplicar en cada parte del proceso de tratamiento, asegurando una reacción completa de
los productos químicos utilizados.
FIGURA 13: EQUIPO TEST DE JARRAS Y SUS COMPONENTES
(http://repositorio.sena.edu.co/sitios/calidad_del_agua/operacion_potabilizacion/index.html)
3.6.1.3. DOSIS DE COAGULANTE Y FLOCULANTE.
Se adicionan dosis crecientes de coagulante y auxiliar de floculación a una serie de
porciones de muestras a ensayar, con lo cual después de un periodo de agitación
conoceremos las características del coágulo, propiedades físicas y químicas, y así
establecer las dosis recomendables de coagulante y auxiliar de floculación.
3.6.1.4. TÉCNICA: PREPARACIÓN DE COAGULANTE Y AUXILIAR DE
FLOCULACIÓN.
TABLA 3: CONCENTRACIÓN DE SOLUCIONES
REACTIVO CONCENTRACIÓN
Coagulante: Policloruro de Aluminio (PAC) 50%
Ayudante de floculación: Poliacrilamida 0.1%
Indicador de velocidad
Regulador de velocidad
Agitador
Paletas
Vasos
Iluminador

40
POLICLORURO DE ALUMINIO AL 50%: 1 kg de PAC + 1 lt., de agua
clarificada
DOSIFICACIÓN DEL PAC EN TEST DE JARRAS: diluir concentración del PAC
al 1% (10000 ppm); 1 ml de sol., al 50% se afora con 50 ml de agua.
𝑉𝑖 ∗ 𝐶𝑖 = 𝑉𝑓 ∗ 𝐶𝑓
𝑉𝑓 =𝑉𝑖 ∗ 𝐶𝑖
𝐶𝑓=
1 𝑚𝑙 ∗ 50%
1%= 50 𝑚
𝑉𝑖 = 𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑖𝑛𝑖𝑐𝑖𝑎𝑙
𝐶𝑖 = 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑖𝑛𝑖𝑐𝑎𝑖𝑙
𝑉𝑓 = 𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑓𝑖𝑛𝑎𝑙
𝐶𝑓 = 𝑐𝑜𝑛𝑐𝑛𝑒𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑓𝑖𝑛𝑎𝑙
PRUEBA 1:
MUESTRA: Agua residual compuesta tomada cada hora.
PROCEDIMIENTO:
1. Colocar 1000 ml de muestra (agua residual) en vaso de precipitación.
2. Encender agitador a 30 rpm (velocidad establecida).
3. Añadir las dosis de policloruro de aluminio (coagulante) con una pipeta.
4. Mantener agitación constante durante 1 min.
5. Añadir dosis de poliacrilamida (auxiliar de floculación).
6. Agitar durante un periodo de agitación.
7. Observar y anotar resultados.
POLIACRILAMIDA AL 0.1%: 1 kg de polímero (polvo) + 1000 kg de agua (1000
de agua).
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 % =𝑃𝑒𝑠𝑜 𝑑𝑒𝑙 𝑝𝑜𝑙í𝑚𝑒𝑟𝑜
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛∗ 100%

41
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 % =1 𝑘𝑔
1000 𝑙𝑡.∗ 100% = 0.1 %
DOSIFICACIÓN DE POLICLORURO DE ALUMINIO (PAC):
Vi= Policloruro de Aluminio a dosificar (ml).
Ci= Concentración de Policloruro de Aluminio inicial al 1% (10000 ppm).
Vf= Agua residual (1 lt.)
Cf= Concentracion desea de PAC.
𝑉𝑖 =𝑉𝑓 ∗ 𝐶𝑓
𝐶𝑖
TABLA 4: DOSIFICACIÓN DEL COAGULANTE EN TEST DE JARRAS
DOSIS DE COAGULANTE VOLUMEN A DOSIFICAR
80 mg/l 1000 𝑚𝑙 ∗ 80
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 8 𝑚𝑙
100 mg/l 1000 𝑚𝑙 ∗ 100
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 10 𝑚𝑙
150 mg/l 1000 𝑚𝑙 ∗ 150
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 15 𝑚𝑙
200 mg/l 1000 𝑚𝑙 ∗ 200
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 20 𝑚𝑙
250 mg/l 1000 𝑚𝑙 ∗ 250
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 25 𝑚𝑙
300 mg/l 1000 𝑚𝑙 ∗ 300
𝑚𝑔
𝑙𝑡
10000𝑚𝑔
𝑙
= 30 𝑚𝑙
DOSIFICACIÓN DE POLIACRILAMIDA:
Vi= Polímero a dosificar (ml).
Ci= Concentración inicial de polímero 0.1% (1000 ppm).
Vf= Agua residual 1 lt.
Cf= Concentración de polímero a dosificar.

42
TABLA 5: DOSIFICACIÓN DE AUXILIAR DE FLOCULACIÓN EN TEST DE
JARRAS
DOSIS DE POLÍMERO VOLUMEN A DOSIFICAR
0,5 mg/l 1000 𝑚𝑙 ∗ 0,5
𝑚𝑔
𝑙𝑡
1000𝑚𝑔
𝑙
= 0,5 𝑚𝑙
1,0 mg/l 1000 𝑚𝑙 ∗ 1
𝑚𝑔
𝑙𝑡
1000𝑚𝑔
𝑙
= 1 𝑚𝑙
1,5 mg/l 1000 𝑚𝑙 ∗ 1,5
𝑚𝑔
𝑙𝑡
1000𝑚𝑔
𝑙
= 1,5 𝑚𝑙
FIGURA 14: PRUEBA TEST de JARRAS
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
PRUEBA 2: se realiza el mismo procedimiento que en la prueba 1 con muestra de
agua residual compuesta tomada cada media hora.
3.6.1.5. RESULTADOS DE LAS PRUEBAS DE JARRAS.
OPTENCIÓN DE LA DOSIS OPTIMA.
Las pruebas de jarras realizadas para la detrminación de la dosis optima en la muestra
compuesta tomada cada hora, presentaron los siguientes resultados:
Muestra
1000 ml.
Agitación a
velocidad
constante
Formación de floc
Agitación durante 1
minuto
Dosificación de auxiliar
de floculación
Dosificación de
coagulante
Tiempo de
retención
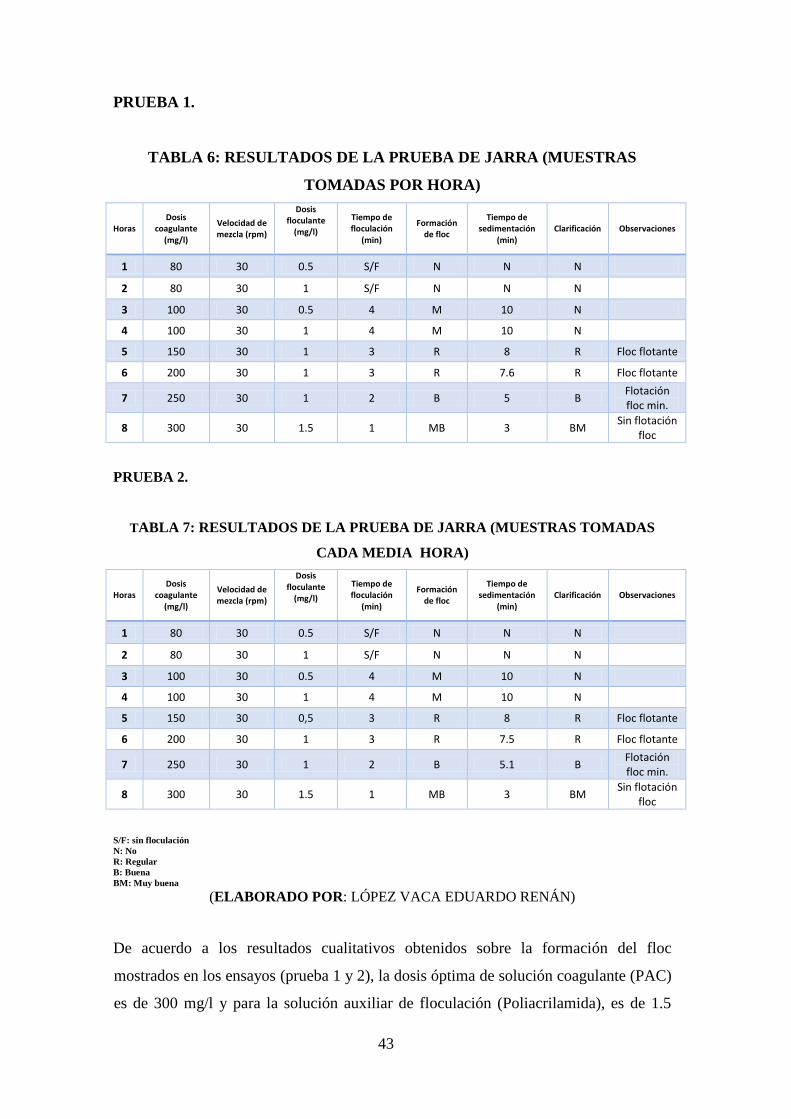
43
PRUEBA 1.
TABLA 6: RESULTADOS DE LA PRUEBA DE JARRA (MUESTRAS
TOMADAS POR HORA)
Horas Dosis
coagulante (mg/l)
Velocidad de mezcla (rpm)
Dosis floculante
(mg/l)
Tiempo de floculación
(min)
Formación de floc
Tiempo de sedimentación
(min) Clarificación Observaciones
1 80 30 0.5 S/F N N N
2 80 30 1 S/F N N N
3 100 30 0.5 4 M 10 N
4 100 30 1 4 M 10 N
5 150 30 1 3 R 8 R Floc flotante
6 200 30 1 3 R 7.6 R Floc flotante
7 250 30 1 2 B 5 B Flotación floc min.
8 300 30 1.5 1 MB 3 BM Sin flotación
floc
PRUEBA 2.
TABLA 7: RESULTADOS DE LA PRUEBA DE JARRA (MUESTRAS TOMADAS
CADA MEDIA HORA)
Horas Dosis
coagulante (mg/l)
Velocidad de mezcla (rpm)
Dosis floculante
(mg/l)
Tiempo de floculación
(min)
Formación de floc
Tiempo de sedimentación
(min) Clarificación Observaciones
1 80 30 0.5 S/F N N N
2 80 30 1 S/F N N N
3 100 30 0.5 4 M 10 N
4 100 30 1 4 M 10 N
5 150 30 0,5 3 R 8 R Floc flotante
6 200 30 1 3 R 7.5 R Floc flotante
7 250 30 1 2 B 5.1 B Flotación floc min.
8 300 30 1.5 1 MB 3 BM Sin flotación
floc
S/F: sin floculación
N: No
R: Regular
B: Buena
BM: Muy buena
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
De acuerdo a los resultados cualitativos obtenidos sobre la formación del floc
mostrados en los ensayos (prueba 1 y 2), la dosis óptima de solución coagulante (PAC)
es de 300 mg/l y para la solución auxiliar de floculación (Poliacrilamida), es de 1.5

44
mg/l, con estos volúmenes se observa una muy buena formación de floc, con un
tiempo de sedimentación de 3 min., sin presencia de floc en la superficie.
3.7. RESULTADOS DEL LABORATORIO
Como línea base de los parámetros físicos-químicos para la evaluación de los procesos
de tratamiento, se tomaron los resultados reportados por el laboratorio de la empresa
chocolatera
TABLA 8: COMPARACIÓN DE LOS RESULTADOS DE LABORATORIO
Parámetros Expresado
como Unidad
Agua
residual
*Límite
máximo
permisible
GRASAS Y
ACEITES
Solubles en
hexano mg/l 66 70.0
Demanda
Bioquímica de
Oxígeno (5
días)
DBO5 mg/l 987 250.0
Demanda
Química de
Oxigeno
DQO mg/l 3684 500.0
Potencial de
Hidrógeno pH 4.9 6-9
Sólidos
Sedimentables mg/l < 0.4 20.0
Solidos
Suspendidos
Totales
mg/l 1045 220.0
Sólidos totales mg/l 1108 1600.0
Color HAZEN 1145 NR-LMP
Temperatura °C 21.1 < 40
*Límite Máximo Permisible de acuerdo a la tabla 8 Texto Unificado de la Legislación Ambiental vigente en la República del
Ecuador (Acuerdo Ministerial 097 A): ANEXO 1 DEL LIBRO VI
NR-LMP: No Registra Límite Máximo Permisible.
Fuente: Empresa chocolatera.
Los parámetros que sobrepasan los límites máximos permisibles indicados en la
legislación ambiental vigente son: pH, DBO5, DQO y Sólidos Suspendidos Totales.

45
CAPÍTULO 4
DISEÑO DE UNA PLANTA DE TRATAMIENTO PARA LAS AGUAS
RESIDUALES PRODUCIDAS POR UNA FÁBRICA DE CHOCOLATE DE
EXPORTACIÓN.
4.1. GENERALIDADES DE LA PROPUESTA
Para tratar los efluentes generados durante el proceso de fabricación de chocolates,
después del sistema colector sedimentador, denominado también como trampa de
grasa, de cuatro efectos o cámara, que ya dispone la empresa, se diseñara un sistema
de tratamiento del agua residual, previa caracterización, con el fin de que el efluente
cumpla con la norma técnica ambiental del Texto Unificado de Legislación Ambiental
(T.U.L.A.S.)
4.2. DESCRIPCIÓN DEL SISTEMA DE TRATAMIENTO.
El sistema de tratamiento propuesto para tratar las aguas residuales industriales
generadas en la empresa chocolatera constara de los siguientes elementos:
1. TANQUE HOMOGENIZADOR
2. TANQUE DE CLARIFICACIÓN 1
3. TANQUE SEDIMENTACIÓN 1
4. TANQUE DE FILTRACIÓN 1
5. TANQUE DE CLARIFICACIÓN 2
6. TANQUE SEDIMENTACIÓN 2
7. TANQUE DE FILTRACIÓN 2
8. TANQUE DE LODOS
El sistema propuesto consiste en la combinación de procesos unitarios, que comenzará
en el tanque homogenizador inicial en el cual se ajustará el pH con el propósito de
obtener una estabilidad para la formación de floc (proceso de coagulación) y además en
este tanque se podrá tener un control del caudal que ingresará al sistema de depuración
de las aguas residuales.

46
El segundo tanque del sistema de tratamiento propuesto será el tanque de clarificación
1, donde se producirá el proceso de coagulación y mezcla rápida, con la adición de
químicos (coagulante como el Policloruro de Aluminio con una dosis de 300 mg/l y
auxiliar de floculación como el Poliacrilamida con una dosis de 1,5 mg/l), dicho tanque
estará compuesto por un agitador de paletas que ayudará a la formación de un excelente
floc.
El agua, que para entonces estará clarificada, pasará al tercer tanque del sistema, tanque
sedimentador 1, en el cual se sedimentarán todos los flocs formados en el tanque de
clarificación 1, luego esta agua pasará al tanque de filtración 1, el cual se compondrá
de dos lechos: lecho de arena y lecho de carbón activado, que servirán para mejorar la
remoción de microorganismos y fenoles presentes en el agua residual industrial de la
empresa.
Posterior a este tanque, el agua pasará al tanque de clarificación 2 que hará la misma
función del clarificador 1 pero con una dosis menor de coagulante y auxiliar de
coagulación; siguiendo el proceso de tratamiento tenemos el tanque de sedimentación 2,
en donde por gravedad se asentarán los flocs formados permitiendo mejorar la calidad
del efluente, y donde se hará la desinfección, adicionando hipoclorito de sodio para
remover microorganismos patógenos que lograsen pasar los procesos anteriores.
Tanto en el sedimentador 1 como en el sedimentador 2 se producirán lodos hidratados,
los cuales serán descargados en un tanque de almacenamiento de lodos; la formación de
lodos será baja, y la función de dicho tanque será mantenerlos por un periodo de tiempo
tal que estos comiencen a deshidratarse por gravedad para luego ser extraídos. Por
ultimo tenemos el tanque de filtración 2, el cual está compuesto de lecho de carbón
activado.
Toda el agua residual tratado será vertida en el sistema de alcantarillado cumpliendo
con los límites permisibles de la legislación ambiental.
En el siguiente esquema se muestra el sistema de tratamiento propuesto.

47
FIGURA 15: ESQUEMA DEL SISTEMA DE TRATAMIENTO.
VISTA DE PLANTA
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
4.3. DISEÑO DEL SISTEMA DE TRATAMIENTO
4.3.1. DESCRIPCIÓN DE LOS PARÁMETROS DE DISEÑO
Los parámetros de diseño con los que operará la planta de tratamiento fueron obtenidos
con un estudio de tratabilidad previo, y se resumen a continuación:
PROCESO FÍSICO QUÍMICO
Coagulante: Policloruro de aluminio. Dosis: 300 mg/1
Polímero (Poliacrilamida): Tipo aniónico. Dosis: 1,5 mg/1
TANQUE DE CLARIFICACIÓN 1
Velocidad de paletas giratorias: 30 rpm
TANQUE DE SEDIMENTACIÓN 1
Tiempo de retención: 4 horas
TANQUE DE FILTRACIÓN 1
Tasa hidráulica de superficie del filtro de carbón activado = 1 m/hora.
Tasa hidráulica de superficie del filtro de arena = 0,10 mm/seg = 0,36
m/hora.
TANQUE DE CLARIFICACIÓN 2
Velocidad de paletas giratoria: 30 rpm
48
TANQUE DE SEDIMENTACIÓN 2
Tiempo de retención: 4 horas
TANQUE DE FILTRACIÓN 2
Tasa hidráulica de superficie del filtro de carbón activado = 1 m/hora.
Tasa hidráulica de superficie del filtro de aserrín = 0,9 m/hora.
4.3.2. DESARROLLO DE LOS CÁLCULOS DE DISEÑO Y
DIMENSIONAMIENTO DEL SISTEMA.
Para el diseño de todos los componentes de la Planta de Tratamiento de Aguas
Residuales Industriales (PTARI) generadas en la empresa, se adoptó el valor de Q =
0,073 m3/hora, el cual corresponde al caudal máximo promedio tomado del Estudio de
Tratabilidad, y es para amortiguar los picos que alcanza.
A continuación se muestran los cálculos de diseño y dimensionamiento de cada uno de
los elementos del Sistema de Tratamiento implementado:
4.3.3. TANQUE HOMOGENIZADOR
Se implementará un tanque homogenizador a la entrada del sistema de tratamiento, este
tanque tendrá como función principal ajustar el pH con el propósito de obtener una
estabilidad para la formación de floc (proceso de coagulación), además en este tanque
se podrá tener un control del caudal que ingresará al sistema de depuración de las agua
residuales.
El tanque homogenizador constará de una turbina que mantendrá en mezcla el agua que
ingresa, además tendrá un Regulador de pH Óptimo (sistema ORP), que nos dará la
información del pH del efluente a tratar.
49
FIGURA 16: CONTROLADOR DE PH - EXTECH
REGULADOR DE PH ÓPTIMO (SISTEMA ORP)
Características:
Controla el pH del efluente que contiene el tanque de homogenización.
Introduce soluciones ácidas y alcalinas según el valor de pH medido del agua
residual.
Partes:
Regulador de pH y accesorios.
Bomba de dosificación de productos químicos básicos.
Bomba de dosificación de productos químicos ácidos.
Tuberías de PVC.
El tanque homogenizador deberá estar provisto de un motorreductor de 3HP.
4.3.3.1. CÁLCULO DE DISEÑO Y DIMENSIONAMIENTO DEL TANQUE
HOMOGENIZADOR
El tanque homogenizador se lo diseña de acuerdo al caudal a tratar que es de 0.073
m3/h, con un tiempo de retención 4 horas.
Vol. tanque = Q entrada x t retención = 0,073 m3/hora x 4 horas = 0.292 m3≈ 292 lt.
Por no existir un tanque plástico con esa capacidad se aproximará a un tanque plástico
cilíndrico comercial de 300 litros.

50
FIGURA 17: DIMENSIONES DEL TANQUE DE HOMOGENIZACIÓN
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
4.3.4. TANQUE DE CLARIFICACIÓN 1 y 2
En este tanque se producirá el proceso de coagulación y mezcla rápida, con la adición
de químicos (coagulante Policloruro de Aluminio y auxiliar de floculación
Poliacrilamida), dicho tanque estará compuesto por agitador de paletas que ayudará a
la formación de un excelente floc. Cabe mencionar que se asume un tiempo de
retención de 2 horas.
De acuerdo al Estudio de Tratabilidad este agitador de paletas giratorias debe trabajar a
30 rpm (revoluciones por minuto), con una dosificación de 300 mg/ l de Policloruro de
Aluminio (coagulante) y 1.5 mg/l de Poliacrilamida (auxiliar de floculación), con lo
cual podrán formarse una buena cantidad de flocs que luego puedan sedimentarse.
4.3.4.1. CÁLCULOS DE DISEÑO DE LOS CLARIFICADORES
En tanques de retención hay que tener en cuenta la comunicación de energía, y así
generar una elevada turbulencia, logrando una mezcla rápida.
300 lt.
60 cm
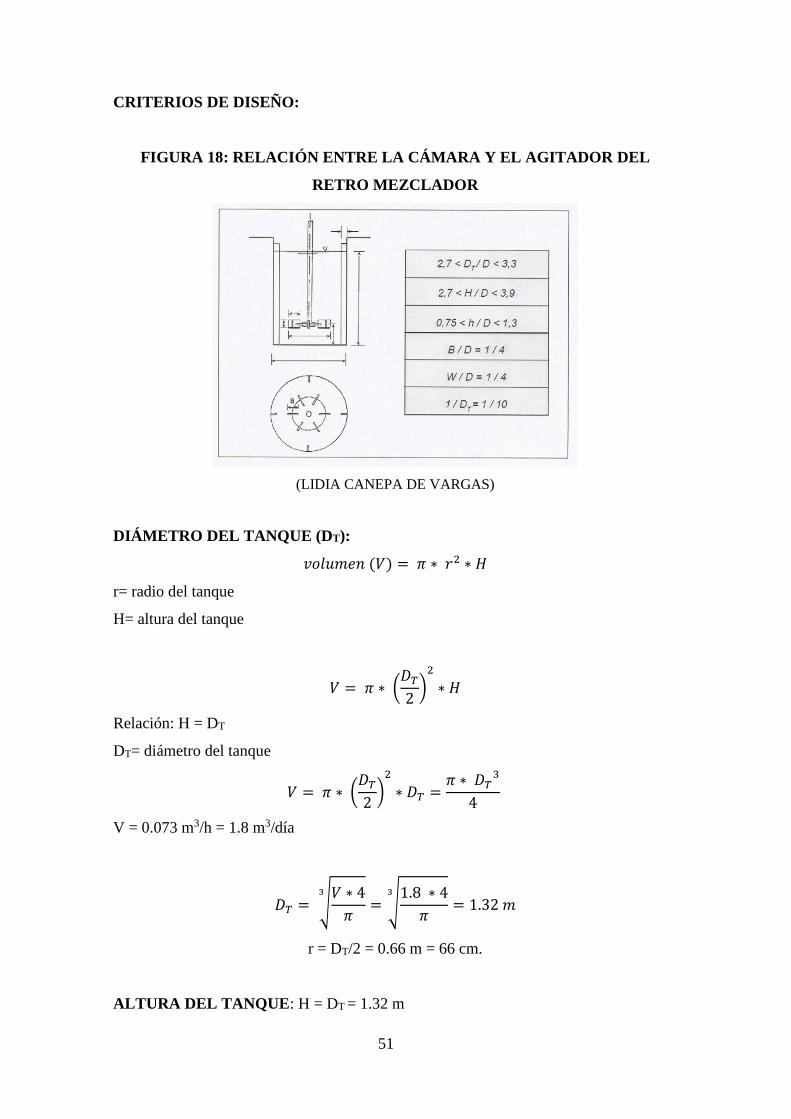
51
CRITERIOS DE DISEÑO:
FIGURA 18: RELACIÓN ENTRE LA CÁMARA Y EL AGITADOR DEL
RETRO MEZCLADOR
(LIDIA CANEPA DE VARGAS)
DIÁMETRO DEL TANQUE (DT):
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 (𝑉) = 𝜋 ∗ 𝑟2 ∗ 𝐻
r= radio del tanque
H= altura del tanque
𝑉 = 𝜋 ∗ (𝐷𝑇
2)
2
∗ 𝐻
Relación: H = DT
DT= diámetro del tanque
𝑉 = 𝜋 ∗ (𝐷𝑇
2)
2
∗ 𝐷𝑇 =𝜋 ∗ 𝐷𝑇
3
4
V = 0.073 m3/h = 1.8 m3/día
𝐷𝑇 = √𝑉 ∗ 4
𝜋
3
= √1.8 ∗ 4
𝜋
3
= 1.32 𝑚
r = DT/2 = 0.66 m = 66 cm.
ALTURA DEL TANQUE: H = DT = 1.32 m
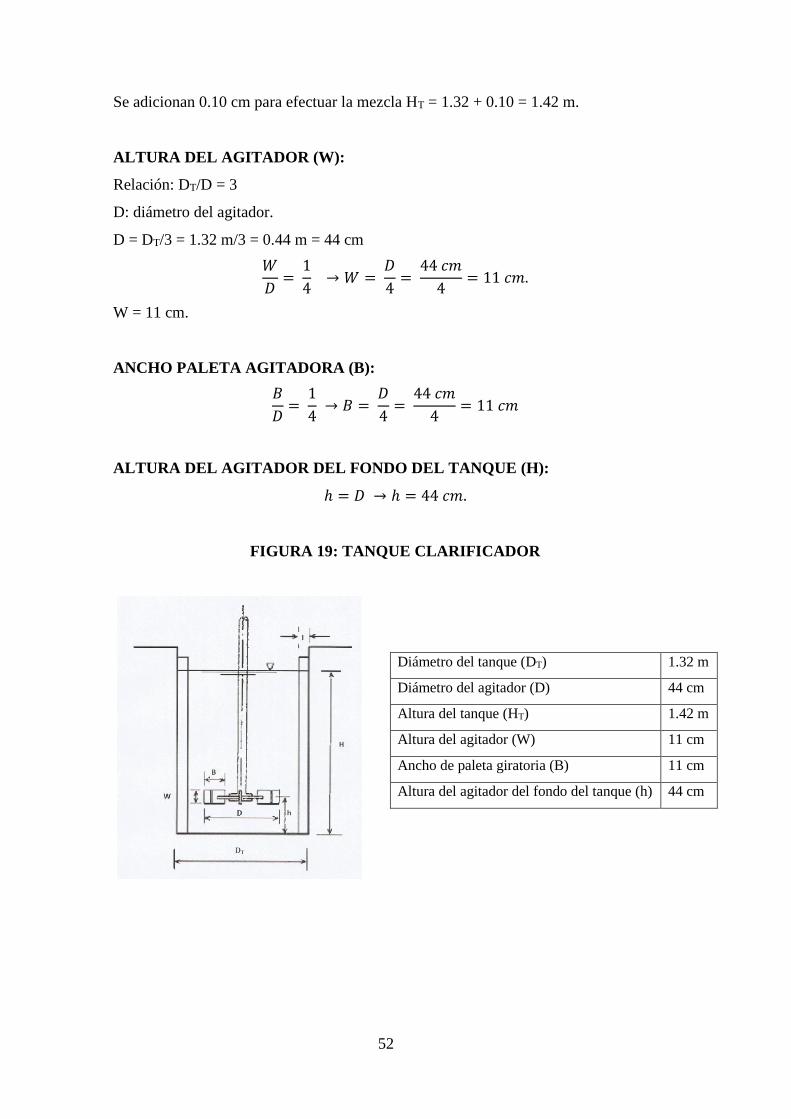
52
Se adicionan 0.10 cm para efectuar la mezcla HT = 1.32 + 0.10 = 1.42 m.
ALTURA DEL AGITADOR (W):
Relación: DT/D = 3
D: diámetro del agitador.
D = DT/3 = 1.32 m/3 = 0.44 m = 44 cm
𝑊
𝐷=
1
4 → 𝑊 =
𝐷
4=
44 𝑐𝑚
4= 11 𝑐𝑚.
W = 11 cm.
ANCHO PALETA AGITADORA (B):
𝐵
𝐷=
1
4 → 𝐵 =
𝐷
4=
44 𝑐𝑚
4= 11 𝑐𝑚
ALTURA DEL AGITADOR DEL FONDO DEL TANQUE (H):
ℎ = 𝐷 → ℎ = 44 𝑐𝑚.
FIGURA 19: TANQUE CLARIFICADOR
Diámetro del tanque (DT) 1.32 m
Diámetro del agitador (D) 44 cm
Altura del tanque (HT) 1.42 m
Altura del agitador (W) 11 cm
Ancho de paleta giratoria (B) 11 cm
Altura del agitador del fondo del tanque (h) 44 cm
53
4.3.5. TANQUES DE SEDIMENTACIÓN 1 Y 2
Debido a la transformación de materia orgánica en tejido celular, esta al ser de un peso
específico, ligeramente superior al del agua, se lo elimina por sedimentación. En estos
tanques se sedimentan los flocs formados en el proceso de clarificación.
4.3.5.1. CÁLCULO DE DISEÑO Y DIMENSIONAMIENTO DE LOS
SEDIMENTADORES
Los sedimentadores se diseñaron con un tiempo de retención mínimo de 4 horas, y así
obtener adecuadas eficiencias de remoción de DQO (Demanda Química de oxígeno),
DBO (Demanda Bioquímica de oxígeno) y sólidos suspendidos totales.
Datos: Caudal de diseño, Q= 0,073 m3/hora
Volumen del tanque:
Vol. tanque = Q diseño x t retención = 0,073 m3/hora x 4 horas = 0,292 m3 = 292 litros
Para dicho volumen se utilizará un tanque plástico de 300 litros.
FIGURA 20: TANQUE DE SEDIMENTACIÓN
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
Por medio de las válvulas de purgas que se encontraran en la parte inferior de los
sedimentadores, la producción de lodos se dirigirá hacia el tanque de recolección de
300 lt.
Purga de lodos
60 cm

54
lodos, el cual una vez lleno en su capacidad deberá vaciarse y dichos lodos deberán ser
transportados hacia el relleno sanitario para su disposición final.
4.3.6. TANQUE DE FILTRACIÓN 1: CON ARENA Y CARBÓN ACTIVADO
Este proceso sirve para la eliminación de material particulado que pasara del
sedimentador 1, en este tanque, también se eliminará materia fecal coliforme (filtro de
arena) y fenoles (filtro de carbón activado).
El agua residual proveniente del tanque sedimentador 1 entrará por la parte superior del
filtro de arena y carbón activado (flujo ascendente). Este filtro estará formado de arriba
hacia abajo inicialmente por una carga de agua de 40 cm, y posterior por una capa de
arena de 40 centímetros, quedando en el fondo una capa de carbón activado de 20
centímetros. Estos filtros con (arena y carbón activado) son más resistentes a los
cambios bruscos de carga y a la presencia de tóxicos e inhibidores.
Datos: Caudal de diseño, Q= 0,073 m3/hora
Volumen del tanque:
Vol. tanque = Q diseño x t retención = 0,073 m3/hora x 4 horas = 0,292 m3 = 292 litros
Para dicho volumen se utilizará un tanque plástico de 300 litros.
FIGURA 21: TANQUE FILTRACIÓN 1
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
300 lt.
60 cm

55
4.3.6.1. CRITERIOS DE DISEÑO
Tipo de filtro: Tasa baja media
Tasa hidráulica de superficie del filtro de carbón activado = 1 m/hora.
Tasa hidráulica de superficie del filtro de arena = 0,10 mm/seg = 0,36
m/hora.
Profundidad = 1 metro
Estos filtros no necesitarán recirculación.
No habrá flujo de aire a través de los filtros.
En el filtro de carbón activado y arena no se producirá ningún tipo de lodo, lo que
podría formarse es una lama verdosa en los primeros centímetros del filtro, pero ésta
deberá ser sacada por el operador mediante el uso de un rastrillo, y reemplazar en igual
proporción la altura del filtro sacada.
4.3.6.2. CÁLCULO DE DISEÑO Y DIMENSIONAMIENTO DEL FILTRO
DE ARENA Y CARBÓN ACTIVADO
Carbón activado: se lo diseñó en base a la tasa óptima de filtración de 1 m/hora.
Q = 0,073 m3/hora, se tiene que el área superficial necesaria de filtración del filtro es
de:
0.073𝑚3
ℎ
1𝑚
ℎ
= 0,073 𝑚2
Se asume una profundidad del filtro de carbón activado de 0,2 m; se obtiene que el
diámetro del tanque del filtro necesario es:
𝐷𝑖á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒𝑙 𝑡𝑎𝑛𝑞𝑢𝑒 𝑑𝑒𝑙 𝑓𝑖𝑙𝑡𝑟𝑜 = √(4 ∗ 𝑄)
𝜋= √
(4 ∗ 0.073)
𝜋= 0.3 𝑚.
El cual es menor al diámetro del tanque cilíndrico de 300 litros que es de 0,6 metros,
por lo que está correcta la selección de este tanque.

56
En el caso del filtro de arena se lo diseñó en base a la tasa óptima de filtración de 0,10
mm/seg = 0,36 m/hora. Como el Q entrante al filtro de percolación es de 0,073 m3/hora,
se tiene que el área superficial necesaria de filtración del filtro es de:
0.073
𝑚3
ℎ
0.36𝑚
ℎ
= 0.2 𝑚2
Asumiendo una profundidad del filtro de arena de 0,4 m, se obtiene que el diámetro del
tanque del filtro necesario es:
𝑑𝑖á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒𝑙 𝑡𝑎𝑛𝑞𝑢𝑒 𝑑𝑒𝑙 𝑓𝑖𝑙𝑡𝑟𝑜 = √(4 ∗ 𝐴)
𝜋= √
(4 ∗ 0,2)
𝜋= 0,50 𝑚.
El cual es menor al diámetro del tanque cilíndrico de 300 litros que es de 0,6 metros,
por lo que está correcta la selección de este tanque.
4.3.7. TANQUE DE FILTRACIÓN 2: CON CARBÓN ACTIVADO
Proceso que sirve para la reducción del DBO (Demanda Bioquímica de Oxígeno) y
DQO (Demanda Química de Oxígeno) a porcentajes superiores del 95 %, y así lograr
cumplir con los límites permisibles que se indican en la legislación ambiental vigente.
Además, la filtración con carbón activado reduce los niveles de color y fenoles.
Formado de arriba hacia abajo por una carga de agua de 40 centímetros y capa de
carbón activado de espesor de 50 centímetros.
Datos: Caudal de diseño, Q= 0,073 m3/hora
Volumen del tanque:
Vol. tanque = Q diseño x t retención = 0,073 m3/hora x 4 horas = 0,292 m3 = 292 litros
Para dicho volumen se utilizará un tanque plástico de 300 litros.
57
FIGURA 22: TANQUE DE FILTRACIÓN 2
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
4.3.7.1. CRITERIOS DE DISEÑO
Tipo de filtro; Tasa media
Tasa hidráulica de superficie del filtro de carbón activado = 1 m/hora
Profundidad total del filtro de carbón activado = 0,5 metros
No habrá flujo de aire a través del filtro.
Es necesario indicar que en este filtro de carbón activado no se producirá
ningún tipo de lodo.
Este filtro debe ser cambiado cada 2 meses.
4.3.7.2. CÁLCULO DE DISEÑO Y DIMENSIONAMIENTO DEL FILTRO
DE CARBÓN ACTIVADO
El filtro de carbón activado se lo diseñó en base a la tasa óptima de filtración de este
tipo de filtro que es de 1 m/hora (Chaudhary et al, 2003). Como el Q entrante a cada
filtro de percolación es de 0,072 m3/hora, se tiene que el área superficial necesaria de
filtración del filtro es:
0.073𝑚3
ℎ
1 𝑚
ℎ
= 0.073 𝑚2
Asumiendo una profundidad del filtro de carbón activado de 0,5 m, se obtiene que el
diámetro del tanque del filtro necesario es:
300 lt.
60 cm

58
𝑑𝑖á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒𝑙 𝑓𝑖𝑙𝑡𝑟𝑜 = √(4 ∗ 𝐴)
𝜋= √
(4 ∗ 0,073)
𝜋= 0,30 𝑚.
El cual es menor al diámetro del tanque cilíndrico de 300 litros que es de 0,6 metros,
por lo que está correcta la selección de este tanque.
4.3.8. PROCESO DE DESINFECCIÓN
El proceso de desinfección se lo realiza en el mismo tanque sedimentación 2 previo a su
entrada al tanque de filtración 2. Con esto, se obtiene un efluente con ausencia de
coliformes fecales, coliformes totales, y el cual cumple con la Normativa ambiental del
Texto Unificado de Legislación Ambiental Secundaria.
El cloro que se agrega al tanque de sedimentación es de 1 mg/l. La adición del cloro
será a través de una bomba dosificadora.
4.3.9. TANQUE DE LODOS
Los lodos se producen tanto en el tanque sedimentador 1 como en el sedimentador 2,
estos tanques poseen una válvula de purga en la parte inferior del cual mediante una
tubería de 1" de diámetro PVC se envían los lodos por gravedad hacia un tanque donde
se almacenan los mismos.
Cuando este tanque está lleno, los lodos son llevados por una empresa contratada para
disponer de los mismos. Se estima que un tratamiento usando químicos y oxígeno
removerá un 70% de los sólidos suspendidos totales.
QL= (C x Q efluente) / (10000 x CL) (l)
Donde:
QL = caudal medio de lodos producidos (m3/hora)
C = concentración de solidos suspendidos que se remueven (mg/l)
Q efluente = caudal medio efluente (m3/hora)
59
CL = concentración de lodos en la salida del sedimentador (%)
Para el caso de los lodos producidos en la fábrica de chocolates tienen los siguientes
datos:
Concentración de sólidos suspendidos totales afluente = 1045 mg/l (De
acuerdo al Estudio de Tratabilidad)
Concentración de sólidos suspendidos totales que se remueven en
tratamiento usando químicos = 0,85*1045 = 888,25 mg/l
Caudal medio efluente = 0,072 m3/hora
Concentración de lodos a la salida del sedimentador = 5 %
Reemplazando estos datos en la formula (l) se tiene:
𝑄𝐿 = (C ∗ 𝑄𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒)
(10000 ∗ 𝐶𝐿)=
(888.25 ∗ 0.073 𝑚3
ℎ)
(10000 ∗ 5)= 0.0013
𝑚3
ℎ
0.0013𝑚3
ℎ∗ 8
ℎ
𝑑í𝑎 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜= 0.0104
𝑚3
𝑑í𝑎 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜∗ 20
𝑑𝑖𝑎𝑠
𝑚𝑒𝑠= 0.208
𝑚3
𝑚𝑒𝑠
= 208 𝑙𝑖𝑡𝑟𝑜𝑠 𝑙𝑜𝑑𝑜
𝑚𝑒𝑠
Por lo tanto, se implementará un tanque de 300 litros para tener una disposición de
lodos aproximada por dos meses de trabajo de la planta de tratamiento.
FIGURA 23: TANQUE DE LODOS
(ELABORADO POR: LÓPEZ VACA EDUARDO RENÁN)
300 lt. 300 lt
60
CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES:
La caracterización de las aguas residuales de la industria estudiada reportan que
indicadores como pH, Sólidos Suspendidos Totales, DQO y DBO, están por
encima de los valores máximos permisibles de la normativa ecuatoriana lo que
indica que la misma es una fuente contaminante al medio.
De acuerdo a los resultados obtenidos de la prueba de jarra, la dosis óptima del
compuesto coagulante (Policloruro de Aluminio) que se debería administrar
durante el tratamiento del efluente es de 300 mg/l y del auxiliar de coagulación
(Poliacrilamida) es de 1.5 mg/l.
El sistema de tratamiento de aguas residuales propuesto para la empresa
chocolatera se trata de un conjunto de unidades de tratamiento
(homogenización, clarificación, sedimentación, filtración), procesos químicos y
operaciones físicas, que actúan conjuntamente, para poder obtener una
disminución de la concentración de los parámetros de pH, DBO, DQO y SST,
y así mantenerlos dentro o por debajo de los límites máximos permisibles
establecidos por la legislación ambiental vigente.

61
RECOMENDACIONES
Se recomienda a la fábrica elaboradora de chocolate de exportación
implementar la planta de tratamiento de las aguas residuales propuesta en el
presente proyecto de titulación, la misma que no sólo ayudará a mantener los
parámetros fisco-químico por debajo de los límites máximos permisibles para
cumplir la norma vigente, sino que también se estará aportando con el cuidado
del recurso hídrico, evitando que estos cada vez se sigan contaminando más.
Cualquier que sea el sistema de depuración de las descargas líquidas que opte
la empresa chocolatera, es importante que se considere los aspectos técnicos y
económicos, que son fundamentales durante la implementación.
Se recomienda que una vez implementada la planta de tratamientos, se realice
el mantenimiento y limpieza de los filtros, dosificadores, y los demás equipos
del sistema para asegurar la calidad del agua que va a ser vertida en el
alcantarillado público.
Una vez que la planta entre en funcionamiento continuo, realizar la
caracterización de los lodos para su disposición final.
62
BIBLIOGRAFÍA CONSULTADA
1. Manual de depuración de aguas residuales urbanas, ALIANZA POR EL AGUA.
file:///F:/tesis/BIBLIOGRAFIA%20CONSULTADA/MANUAL%20DE%20DE
PURACIÓN%20DE%20AGUAS%20RESIDUALES%20URBANAS.pdf
2. Métodos Analíticos para aguas residuales, Jesús Fernández y María Dolores
Curt; file:///F:/tesis/Capitulos%20Anexos1.pdf
3. Caracterización y tratamiento de aguas residuales, Almicar Muñoz Cruz;
file:///F:/tesis/Caracterizacion%20y%20tratamiento%20de%20aguas%20residua
les.pdf
4. Características de las aguas residuales; file:///F:/tesis/Caracteristicas.PDF
5. Propuesta de una planta de tratamiento de aguas residuales de una empresa
envasadora de leche del Cantón Rumiñahui, para que cumpla con la Norma
Técnica Ambiental (T.U.L.A.S); Mayra Gabriela Buenaño Dávalos;
file:///F:/tesis/CD-6234.pdf
6. Estudio EDAR, Guía de buenas prácticas preventivas en estación depuradoras de
aguas residuales, Dirección de Seguridad e Higiene ASEPEYO;
file:///F:/tesis/HAQ0905035%20Monografia%20EDAR%20completa.pdf
7. Procedimiento de muestreo, análisis y reporte de calidad de las aguas residuales,
CONAGUA; file:///F:/tesis/Procedimiento_Muestreo.pdf
8. TRATAMIENTO DE AGUAS RESIDUALES; file:///F:/tesis/tratamiento-de-
aguas-residuales.pdf
9. Tratamientos avanzados de aguas residuales industriales, Antonio Rodríguez
Fernández-Alba, Pedro Letón García, Roberto Rosal García, Miriam Dorado
Valiño, Susana Villar Fernández, Juana, M. Sanz García;
file:///F:/tesis/VT2_Tratamientos_avanzados_de_aguas_residuales_industriales.
10. AGUAS RESIDUALES. COMPOSICIÓN, M. ESPIGARES GARCÍA y J. A.
PÉREZ LÓPEZ; file:///F:/Aguas_Residuales_composicion.pdf
11. Características y tratamientos de las aguas residuales industriales por sectores:
agrícolas y alimentarias II. Instalaciones bodegueras, bebidas alcohólicas y
elaboración de azúcar de remolacha, Escuela Organización Industrial. Sevilla.
Abril 2008; file:///F:/componente48096.pdf

63
12. CONSTITUCIÓN DEL ECUADOR;
file:///F:/constitucion_de_bolsillo_final.pdf
13. Diseño, construcción y puesta en marcha de un modelo de un modelo de
tratamiento para las aguas residuales generadas en producción de panela,
LIZETH DAYANA PINZON HERNANDEZ, OSCAR FABIAN ALMEIDA
BUITRAGO; file:///F:/diseno-construccion-y-puesta-en-marcha-de-un-modelo-
de-tratamiento-para-las-aguas-residuales-generadas-en-la-producc%20-
%20copia.pdf
14. Diseño de una planta de tratamiento de agua residual para el municipio de san
marcos-departamento de sucre, DAVID ALEJANDRO HERNÁNDEZ
TORRES Y JHOAN SEBASTIÁN SÁNCHEZ CUERVO;
file:///F:/Diseño%20de%20una%20planta%20de%20tratamiento.pdf
15. Aguilar, L. (2006):“Que es la contaminación ambiental”. Online). (Diciembre,
2008); http://contaminacion-ambiente.blogspot.com/
16. FÁBRICA DE CHOCOLATE Y SU CENTRO DE ACOPIO DE CACAO
LATIALI S.A.” EN SUS FASES DE CONSTRUCCIÓN, OPERACIÓN Y
MANTENIMIENTO DE LA EMPRESA LATINO AMERICANA DE
ALIMENTOS ECUADOR S.A, file:///F:/EIA-Fabrica-de-Chocolates-y-Centro-
de-Acopio-LATIALI-S.A.pdf
17. Barros, M. (2006). Demanda Bioquímica de Oxigeno y la relación con la DQO.
Chile (Enero 2009).
18. Ingeniería de aguas residuales, De Wiki libros, la colección de libros de texto de
contenido libre;
file:///F:/Ingeniería_de_aguas_residuales%252FVersión_para_imprimir%20(1).p
df
19. Manual de diseño para plantas de tratamiento de aguas residuales alimenticias,
LESLY DA CÁMARA, MARIO HERMANDEZ Y LUISELENA PAZ;
file:///F:/Mandisplatraaguresaliar.pdf
20. TEXTO UNIFICADO LEGISLACION SECUNDARIA, MEDIO AMBIENTE,
file:///F:/TEXTO_UNIFICADO_LEGISLACION_SECUNDARIA_i.pdf
21. Ramalho, RS. “Tratamiento de aguas residuales”. Editorial Reverté S.A.1991.
64
22. Rodríguez (1999) .Aguas residuales, origen características y tratamientos.
(online)(Nov,2008)disponibleenhttp://www.cge.udg.mx/revistaudg/rug14/dossie
r1.html
23. TEJERO I, SUAREZ J, JACOME A, TEMPRANO J. Introducción a la
Ingeniería Sanitaria y Ambiental, volumen 1, 2001.
24. Reynolds, T.D. Unit Operations and Processes in Environmental Engineering.
Brooks Cole Engineering Division, Monterrey, California (1982).
25. Huisman L., Wood W.E. Slow sand filtration rates. World Health Organization,
Geneva (1974).
26. Chaudhary D., Vigneswaran S., Ngo H.H., Shim W.G., Moon H. Granular
activated carbon (GAC) biofilter for low strength wastewater
treatment.Environmental Engineering Research, Vol. 8 No.4, pp. 184-192.
(2003).
27. Munyori G., Oguntimein G. Studies on filtration of fermentation wastewater
using sand-carbon filter. (2009). Veenstra S. Wastewater treatment.
International Institute for Infraestructural, Hydraulic and Environmental
Engineering. (2000).
28. Operación de Plantas Convencionales y de Tecnología Apropiada Autora: Ing.
Lidia Canepa de Vargas
29. ESTUDIO DE TRATABILIDADPARAEL DISEÑO DE UNA PLANTADE
TRATAMIENTO DEAGUAS RESIDUALES EN UN INDUSTRIA
ALIMENTICIA, RAFAEL NORBERTO CALLE Y CHUMO WALTER
LORENZORODAS SOTO.
BIBLIOGRAFÍA CONSULTADA
1. Manual de depuración de aguas residuales urbanas, ALIANZA POR EL AGUA.
file:///F:/tesis/BIBLIOGRAFIA%20CONSULTADA/MANUAL%20DE%20DE
PURACIÓN%20DE%20AGUAS%20RESIDUALES%20URBANAS.pdf
2. Métodos Analíticos para aguas residuales, Jesús Fernández y María Dolores Curt;
file:///F:/tesis/Capitulos%20Anexos1.pdf
3. Caracterización y tratamiento de aguas residuales, Almicar Muñoz Cruz;
file:///F:/tesis/Caracterizacion%20y%20tratamiento%20de%20aguas%20residua
les.pdf
4. Características de las aguas residuales; file:///F:/tesis/Caracteristicas.PDF
5. Propuesta de una planta de tratamiento de aguas residuales de una empresa
envasadora de leche del Cantón Rumiñahui, para que cumpla con la Norma
Técnica Ambiental (T.U.L.A.S); Mayra Gabriela Buenaño Dávalos;
file:///F:/tesis/CD-6234.pdf
6. Estudio EDAR, Guía de buenas prácticas preventivas en estación depuradoras de
aguas residuales, Dirección de Seguridad e Higiene ASEPEYO;
file:///F:/tesis/HAQ0905035%20Monografia%20EDAR%20completa.pdf
7. Procedimiento de muestreo, análisis y reporte de calidad de las aguas residuales,
CONAGUA; file:///F:/tesis/Procedimiento_Muestreo.pdf
8. TRATAMIENTO DE AGUAS RESIDUALES; file:///F:/tesis/tratamiento-de-
aguas-residuales.pdf
9. Tratamientos avanzados de aguas residuales industriales, Antonio Rodríguez
Fernández-Alba, Pedro Letón García, Roberto Rosal García, Miriam Dorado
Valiño, Susana Villar Fernández, Juana, M. Sanz García;
file:///F:/tesis/VT2_Tratamientos_avanzados_de_aguas_residuales_industriales.
10. AGUAS RESIDUALES. COMPOSICIÓN, M. ESPIGARES GARCÍA y J. A.
PÉREZ LÓPEZ; file:///F:/Aguas_Residuales_composicion.pdf
11. Características y tratamientos de las aguas residuales industriales por sectores:
agrícolas y alimentarias II. Instalaciones bodegueras, bebidas alcohólicas y
elaboración de azúcar de remolacha, Escuela Organización Industrial. Sevilla.
Abril 2008; file:///F:/componente48096.pdf
12. CONSTITUCIÓN DEL ECUADOR;
file:///F:/constitucion_de_bolsillo_final.pdf
13. Diseño, construcción y puesta en marcha de un modelo de un modelo de
tratamiento para las aguas residuales generadas en producción de panela, LIZETH
DAYANA PINZON HERNANDEZ, OSCAR FABIAN ALMEIDA
BUITRAGO; file:///F:/diseno-construccion-y-puesta-en-marcha-de-un-modelo-
de-tratamiento-para-las-aguas-residuales-generadas-en-la-producc%20-
%20copia.pdf
14. Diseño de una planta de tratamiento de agua residual para el municipio de san
marcos-departamento de sucre, DAVID ALEJANDRO HERNÁNDEZ TORRES
Y JHOAN SEBASTIÁN SÁNCHEZ CUERVO;
file:///F:/Diseño%20de%20una%20planta%20de%20tratamiento.pdf
15. Aguilar, L. (2006):“Que es la contaminación ambiental”. Online). (Diciembre,
2008); http://contaminacion-ambiente.blogspot.com/
16. FÁBRICA DE CHOCOLATE Y SU CENTRO DE ACOPIO DE CACAO
LATIALI S.A.” EN SUS FASES DE CONSTRUCCIÓN, OPERACIÓN Y
MANTENIMIENTO DE LA EMPRESA LATINO AMERICANA DE
ALIMENTOS ECUADOR S.A, file:///F:/EIA-Fabrica-de-Chocolates-y-Centro-
de-Acopio-LATIALI-S.A.pdf
17. Barros, M. (2006). Demanda Bioquímica de Oxigeno y la relación con la DQO.
Chile (Enero 2009).
18. Ingeniería de aguas residuales, De Wiki libros, la colección de libros de texto de
contenido libre;
file:///F:/Ingeniería_de_aguas_residuales%252FVersión_para_imprimir%20(1).p
df
19. Manual de diseño para plantas de tratamiento de aguas residuales alimenticias,
LESLY DA CÁMARA, MARIO HERMANDEZ Y LUISELENA PAZ;
file:///F:/Mandisplatraaguresaliar.pdf
20. TEXTO UNIFICADO LEGISLACION SECUNDARIA, MEDIO AMBIENTE,
file:///F:/TEXTO_UNIFICADO_LEGISLACION_SECUNDARIA_i.pdf
21. Ramalho, RS. “Tratamiento de aguas residuales”. Editorial Reverté S.A.1991.

22. Rodríguez (1999) .Aguas residuales, origen características y tratamientos.
(online)(Nov,2008)disponibleenhttp://www.cge.udg.mx/revistaudg/rug1
4/dossier1.html
23. TEJERO I, SUAREZ J, JACOME A, TEMPRANO J. Introducción a la
Ingeniería Sanitaria y Ambiental, volumen 1, 2001.
24. Reynolds, T.D. Unit Operations and Processes in Environmental Engineering.
Brooks Cole Engineering Division, Monterrey, California (1982).
25. Huisman L., Wood W.E. Slow sand filtration rates. World Health Organization,
Geneva (1974).
26. Chaudhary D., Vigneswaran S., Ngo H.H., Shim W.G., Moon H. Granular
activated carbon (GAC) biofilter for low strength wastewater
treatment.Environmental Engineering Research, Vol. 8 No.4, pp. 184-192.
(2003).
27. Munyori G., Oguntimein G. Studies on filtration of fermentation wastewater
using sand-carbon filter. (2009). Veenstra S. Wastewater treatment. International
Institute for Infraestructural, Hydraulic and Environmental Engineering. (2000).
28. Operación de Plantas Convencionales y de Tecnología Apropiada Autora: Ing.
Lidia Canepa de Vargas
29. ESTUDIO DE TRATABILIDADPARAEL DISEÑO DE UNAPLANTADE
TRATAMIENTO DEAGUAS RESIDUALES EN UN INDUSTRIA
ALIMENTICIA, RAFAEL NORBERTO CALLE Y CHUMO WALTER
LORENZORODAS SOTO.

ANEXOS
ANEXO 1
CARACTERÍSTICAS FÍSICAS, QUÍMICAS Y BIOLÓGICAS DEL AGUA
RESIDUAL Y SU PROCEDENCIA
Características Procedencia
Propiedades físicas
Color Aguas residuales domésticas e industriales, degradación
natural de materia orgánica
Olor Agua residual en descomposición, residuos industriales
Sólidos Agua de suministro, aguas residuales domésticas e
industriales, erosión del suelo, infiltración y conexiones
incontroladas
Temperatura Aguas residuales domésticas e industriales
Constituyentes
químicos:
Orgánicos
Carbohidratos Aguas residuales domésticas, industriales y comerciales
Grasas animales,
aceites
Aguas residuales domésticas, industriales y comerciales y
grasa
Pesticidas Residuos agrícolas
Fenoles Vertidos industriales
Proteínas Aguas residuales domésticas, industriales y comerciales
Contaminantes
prioritarios
Aguas residuales domésticas, industriales y comerciales
Agentes tensoactivos Aguas residuales domésticas, industriales y comerciales
Compuestos orgánicos
volátiles
Aguas residuales domésticas, industriales y comerciales
Otros Degradación natural de materia orgánica
Inorgánicos:
Alcalinidad Aguas residuales domésticas, agua de suministro,
infiltración de agua subterránea
Cloruros Aguas residuales domésticas, agua de suministro,
infiltración de agua subterránea
Metales pesados Vertidos industriales
Nitrógeno Residuos agrícolas y aguas residuales domésticas
pH Aguas residuales domésticas, industriales y comerciales
Fósforo Aguas residuales domésticas, industriales y comerciales;
aguas de Escorrentía
Contaminantes
prioritarios
Aguas residuales domésticas, industriales y comerciales
Azufre Agua de suministro; aguas residuales domésticas,
comerciales e industriales
Gases:
Sulfuro de hidrógeno Descomposición de residuos domésticos
Metano Descomposición de residuos domésticos
Oxígeno Agua de suministro; infiltración de agua superficial

Constituyentes
biológicos:
Animales Cursos de agua y plantas de tratamiento
Plantas Cursos de agua y plantas de tratamiento
Protistas: Eubacterias Aguas residuales domésticas, infiltración de
agua superficial, plantas de tratamiento Arqueobacterias
Aguas residuales domésticas, infiltración de agua
superficial, plantas de tratamiento
Virus Aguas residuales domésticas
Fuente: http://cidta.usal.es/cursos/ETAP/modulos/libros/Caracteristicas.PDF
ANEXO 2
CONTAMINANTES DE IMPORTANCIA EN EL TRATAMIENTO DEL AGUA
RESIDUAL
Fuente: http://cidta.usal.es/cursos/ETAP/modulos/libros/Caracteristicas.PDF
Contaminantes Razón de la importancia
Sólidos en suspensión Estos dan lugar al crecimiento de fango y condiciones anaerobias
cuando el efluente residual es vertido sin tratar al medio acuático.
Materia orgánica
biodegradable
Compuesta principalmente por proteínas, carbohidratos, grasas
animales, la materia orgánica biodegradable se mide, en la mayoría
de las ocasiones, en función de la DBO (demanda bioquímica de
oxigeno) y de la DQO (demanda química de oxigeno). Si son
vertidas al hábitat sin tratar su equilibrio biológico puede conducir
a la debilidad de los recursos naturales y a la aparición de
situaciones sépticas.
Patógenos Pueden transmitirse enfermedades contagiosas por medio de los
organismos patógenos presentes en el agua residual.
Nutrientes Tanto el nitrógeno como el fósforo y carbono, son alimentos
principales para su crecimiento. Cuando se los desecha el medio
ambiente, estos sustentos permiten el crecimiento de vida acuática
no esperada. Cuando se desechan al terreno en cantidades
excesiva, también pueden provocar la contaminación del agua
subterránea.
Contaminantes
prioritarios
Compuestos orgánicos o inorgánicos caracterizados por su
carcinogenicidad, mutagenicidad, teratogenicidad o toxicidad
aguada conocida o sospechada.
Materia orgánica
refractaria
Tiende a soportar métodos convencionales de tratamiento.
Ejemplos típicos son los agentes tensoactivos, los fenoles y los
pesticidas agrícolas.
Metales pesados Los metales pesados son frecuentemente agregados al efluente
residual para ciertos procesos industriales y comerciales.
Sólidos orgánicos
disueltos
Los constituyentes inorgánicos tales como el calcio, sodio y los
sulfatos se añaden al agua de abastecimiento dependiendo de su
uso, los cuales deben ser eliminados si se pretende reutilizar el
efluente.

ANEXO 3
TEST DE JARRAS
PROCEDIMIENTO:
1. Colocar 1000 ml de muestra (agua residual) en vaso de precipitación.
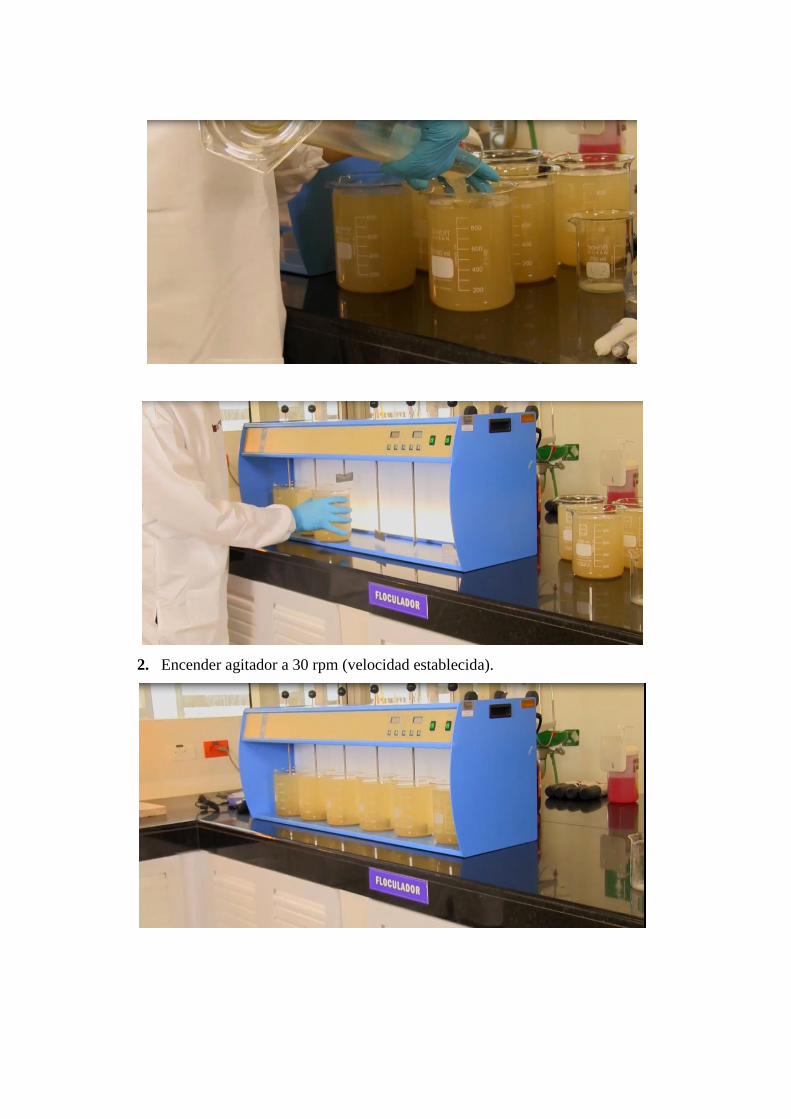
2. Encender agitador a 30 rpm (velocidad establecida).
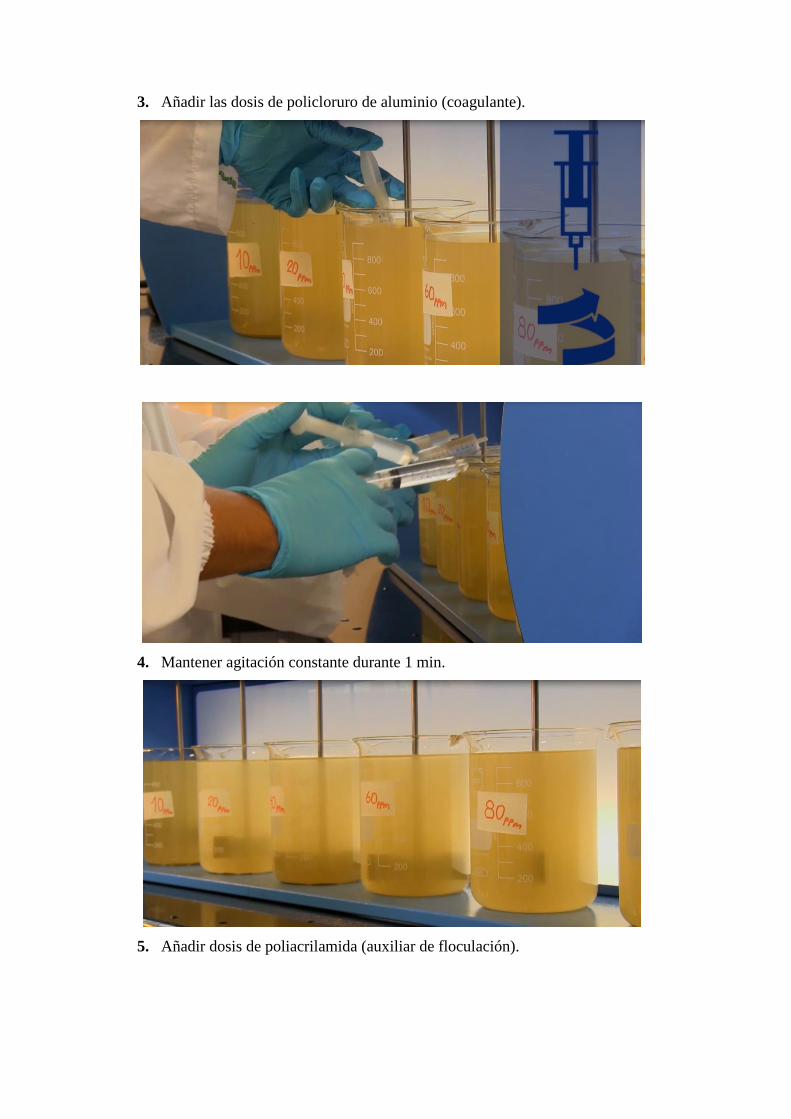
3. Añadir las dosis de policloruro de aluminio (coagulante).
4. Mantener agitación constante durante 1 min.
5. Añadir dosis de poliacrilamida (auxiliar de floculación).

6. Agitar durante un periodo de agitación.
7. Observar y anotar resultados.

ANEXO 4
POLÍMERO POLICLORURO DE ALUMINIO (PAC)
CARACTERÍSTICAS
El coagulante a usarse es el Polímero Policloruro de Aluminio de uso industrial para la
remoción de los sólidos suspendidos de las aguas residuales industriales.
La dosis óptima a aplicarse en el proceso de clarificación se la determina mediante la
prueba de jarras, con un valor de 300 mg/litro.
El Policloruro de aluminio (sólido), posee las siguientes características:
Caraceristicas del PAC
Fuente: DICONSA Ingeniería del agua
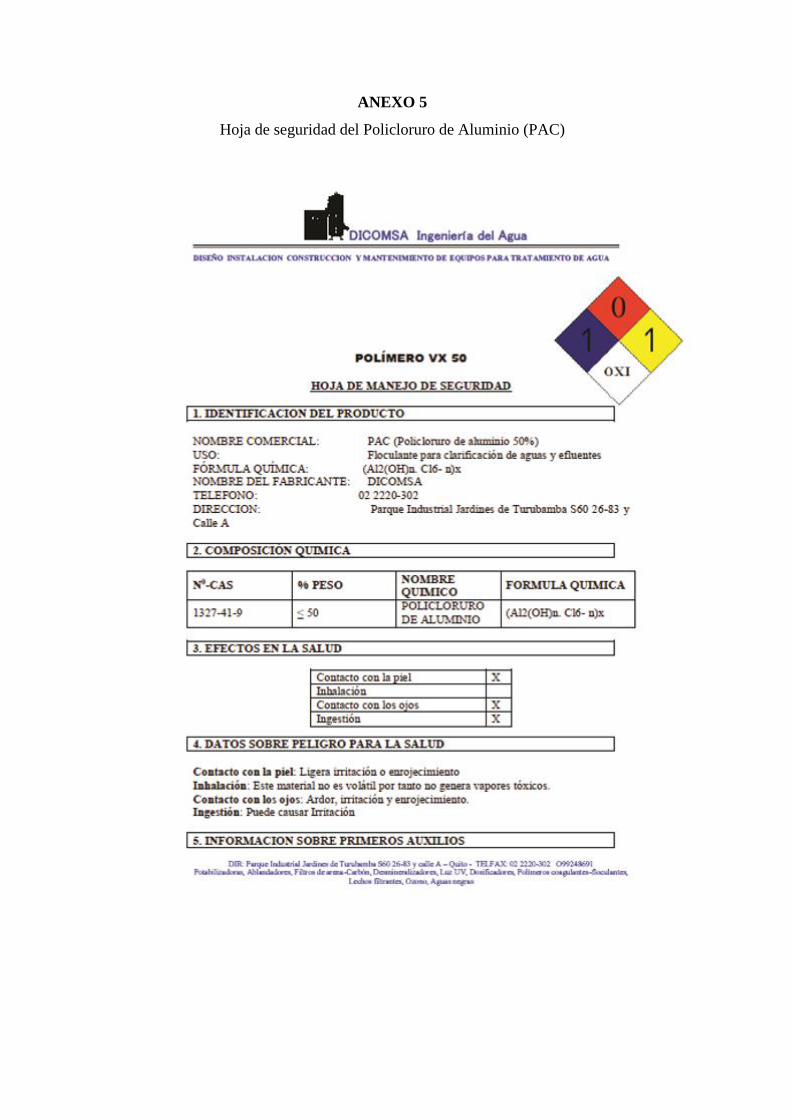
ANEXO 5
Hoja de seguridad del Policloruro de Aluminio (PAC)


ANEXO 6
Hoja de seguridad del Polímero Poliacrilamida


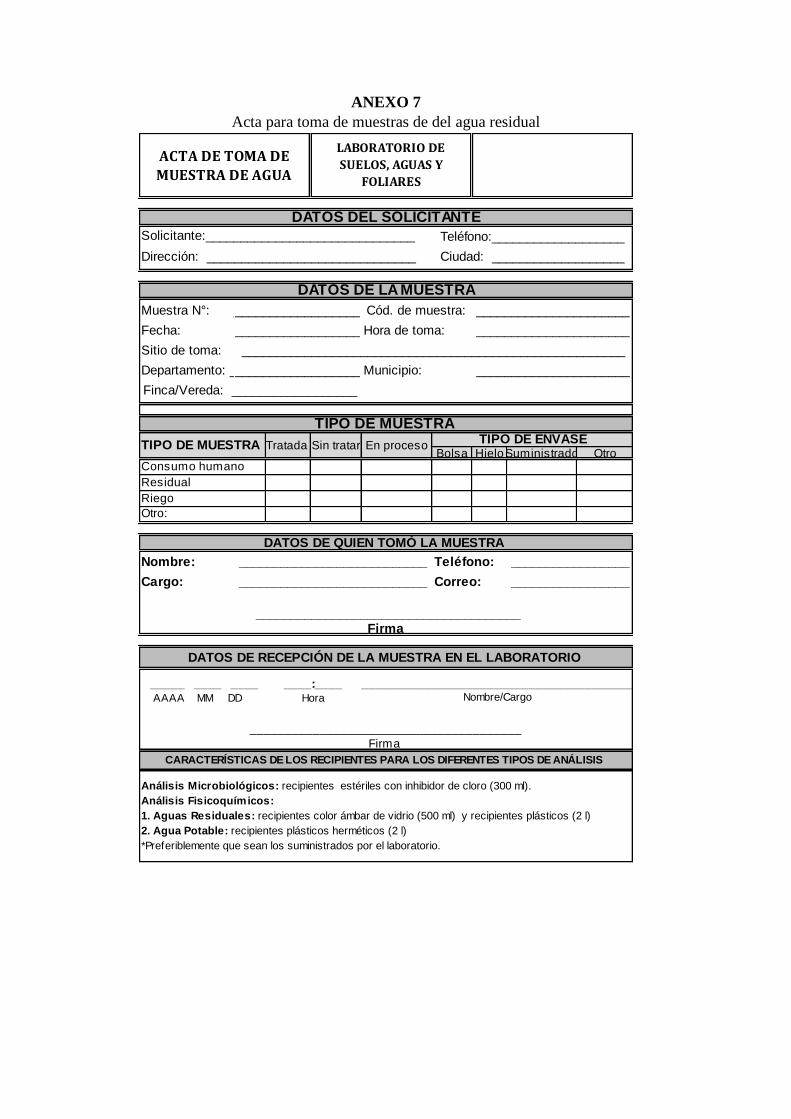
ANEXO 7
Acta para toma de muestras de del agua residual
Dirección: ______________________________
Muestra N°: _________________
Fecha:
Sitio de toma:
Departamento: __________________
Bolsa HieloSuministrado Otro
Nombre:
Cargo:
En proceso
DATOS DE LA MUESTRA
Finca/Vereda: __________________
__________________
__________________
_______________________________________________________
DATOS DE QUIEN TOMÓ LA MUESTRA
Firma
DATOS DE RECEPCIÓN DE LA MUESTRA EN EL LABORATORIO
______________________________________
Solicitante:______________________________ Teléfono:___________________
Ciudad: ___________________
ACTA DE TOMA DE
MUESTRA DE AGUA
LABORATORIO DE
SUELOS, AGUAS Y
FOLIARES
DATOS DEL SOLICITANTE
__________________
Cód. de muestra: ______________________
Hora de toma: ______________________
Municipio: ______________________
Teléfono:
Correo:
_________________
_________________
___________________________
___________________________
TIPO DE MUESTRA
Consumo humano
Residual
Riego
Otro:
TIPO DE ENVASETIPO DE MUESTRA Tratada Sin tratar
Análisis Microbiológicos: recipientes estériles con inhibidor de cloro (300 ml).
Análisis Fisicoquímicos:
1. Aguas Residuales: recipientes color ámbar de vidrio (500 ml) y recipientes plásticos (2 l)
2. Agua Potable: recipientes plásticos herméticos (2 l)
*Preferiblemente que sean los suministrados por el laboratorio.
Nombre/Cargo
_________________________________________
_______________________________________
Firma
CARACTERÍSTICAS DE LOS RECIPIENTES PARA LOS DIFERENTES TIPOS DE ANÁLISIS
_____ ____ ____ AAAA MM DD Hora
____:____
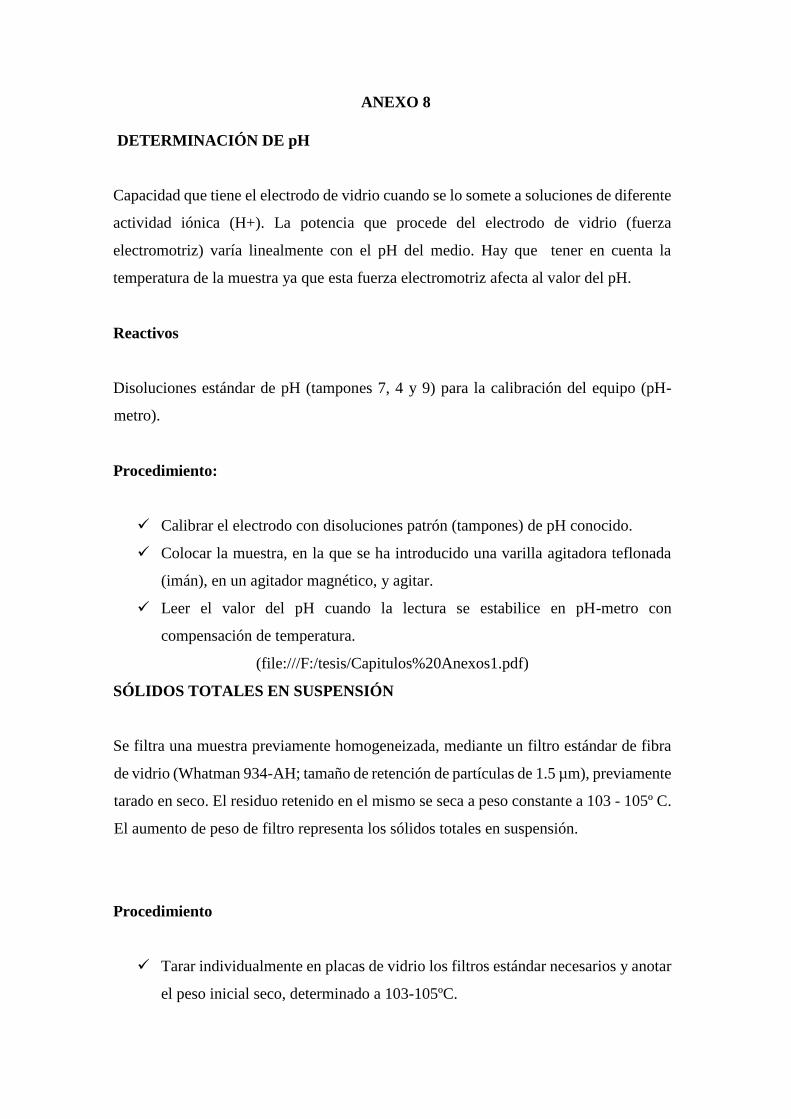
ANEXO 8
DETERMINACIÓN DE pH
Capacidad que tiene el electrodo de vidrio cuando se lo somete a soluciones de diferente
actividad iónica (H+). La potencia que procede del electrodo de vidrio (fuerza
electromotriz) varía linealmente con el pH del medio. Hay que tener en cuenta la
temperatura de la muestra ya que esta fuerza electromotriz afecta al valor del pH.
Reactivos
Disoluciones estándar de pH (tampones 7, 4 y 9) para la calibración del equipo (pH-
metro).
Procedimiento:
Calibrar el electrodo con disoluciones patrón (tampones) de pH conocido.
Colocar la muestra, en la que se ha introducido una varilla agitadora teflonada
(imán), en un agitador magnético, y agitar.
Leer el valor del pH cuando la lectura se estabilice en pH-metro con
compensación de temperatura.
(file:///F:/tesis/Capitulos%20Anexos1.pdf)
SÓLIDOS TOTALES EN SUSPENSIÓN
Se filtra una muestra previamente homogeneizada, mediante un filtro estándar de fibra
de vidrio (Whatman 934-AH; tamaño de retención de partículas de 1.5 µm), previamente
tarado en seco. El residuo retenido en el mismo se seca a peso constante a 103 - 105º C.
El aumento de peso de filtro representa los sólidos totales en suspensión.
Procedimiento
Tarar individualmente en placas de vidrio los filtros estándar necesarios y anotar
el peso inicial seco, determinado a 103-105ºC.

Filtrar un volumen definido de muestra homogeneizada a través de un filtro
tarado, con una bomba de vacío.
Secar en la estufa a 103- 105º C hasta peso constante.
CÁLCULOS:
𝑺ó𝒍𝒊𝒅𝒐𝒔 𝒕𝒐𝒕𝒂𝒍𝒆𝒔 = ((𝑨 − 𝑩) ∗ 𝟏𝟎𝟎𝟎)
𝒗𝒐𝒍𝒖𝒎𝒆𝒏 𝒅𝒆 𝒎𝒖𝒆𝒔𝒕𝒓𝒂 (𝒎𝒍) (
𝒎𝒈
𝒍)
Donde:
A: peso de residuo seco + filtro (mg)
B: tara del filtro (mg)
(file:///F:/tesis/Capitulos%20Anexos1.pdf)
SÓLIDOS SEDIMENTABLES
Procedimiento
Llenar un cono de Imhoff con la muestra bien homogeneizada, hasta la marca
de 1 litro.
Dejar sedimentar durante 45 min., remover suavemente las paredes del cono con
una varilla o mediante rotación.
Mantener en reposo al durante 15 min.
Registrar el volumen de sólidos sedimentados en la parte inferior del cono.
El registro se expresa en ml de partículas sedimentadas por litro de muestra.
(file:///F:/tesis/Capitulos%20Anexos1.pdf)
3.7.4 DEMANDA QUÍMICA DE OXÍGENO EN AGUAS RESIDUALES (DQO)
Cantidad de oxígeno consumido por las materias existentes en el agua, que son oxidables
en condiciones operatorias definidas.
Es una estimación de las materias oxidables presentes en el agua, ya sean orgánicas o
inorgánicas. Se realiza rápidamente después de la toma de muestras y asi evitar la
oxidación natural.
Principio del método del dicromato potásico
Muchas materias contenidas en el agua se oxidan con un exceso de dicromato potásico,
en medio ácido y en presencia de sulfato de plata y de sulfato de mercurio. El exceso de
dicromato potásico se valora con sulfato de hierro y amonio.
Reactivos
SULFATO DE MERCURIO (Hg2SO4), evita interrupciones de los haluros.
DICROMATO POTÁSICO (K2Cr2O7) 0,25 N: Disolver 12,2588 g de
K2Cr2O7 previamente secado durante 24 horas en la estufa a 105º C, en 1 litro
de agua destilada.
SULFATO DE PLATA EN ÁCIDO SULFÚRICO: Disolver 5 g de Ag2SO4
en 540 ml de ácido sulfúrico (H2SO4) concentrado (densidad 1.84).
SOLUCIÓN DE SULFATO DE HIERRO Y AMONIO 0,25 N (NH4)2Fe
(SO4)2 x 6H2O o SAL DE MOHR: Disolver 98,04 g de (NH4)2Fe (SO4)2 x
6H2O en agua destilada. Añadir 20 ml de H2SO4 concentrado, enfriar y enrasar
a 1 litro con agua destilada. Estandarizar la solución diariamente, para poder
determinar su normalidad, frente a la solución de K2Cr2O7 0.25N.
INDICADOR DE DQO O SOLUCIÓN DE FERROÍNA: Disolver 1,485 g de
1,10 fenantrolina (C12H8N2 x H2O) y 0,695 g de sulfato de hierro hepta-hidrato
en agua destilada, y llevar a volumen de 100 ml.
VALORACIÓN DE LA SAL DE MOHR: Diluir en un matraz Erlenmeyer de
100 ml, 10 ml de K2Cr2O7 0,25 N con agua destilada, hasta aproximadamente
100 ml. Se añade 30 ml de ácido sulfúrico concentrado y se enfría. Añadir unas
5 gotas del indicador ferroína, se valora hasta viraje a rojo violáceo con sal de
MOHR.
Cálculos:
𝑓 = [𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝐶𝑟2𝑂7𝐾2 0.25 𝑁 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑜 ∗ 0.25]
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑠𝑎𝑙 𝑑𝑒 𝑀𝑂𝐻𝑅 𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑎 (𝑣𝑎𝑙𝑜𝑟𝑐𝑖ó𝑛)
Procedimiento
Encender la placa calefactora.

Pesar 0,44 g de HgSO4 en matraz para reflujo de 100 ml. Cantidad propuesta de
HgSO4 suficiente para eliminar las posibles interferencias por Cloro en la
muestra.
Colocar bolitas de vidrio en el matraz para ayudar a la ebullición.
Añadir 20 ml de muestra.
Añadir 30 ml de solución de sulfato de plata en ácido sulfúrico, con pipeta de
vertido, mezclar bien para disolver el HgSO4, y enfriar.
Añadir 12,5 ml de dicromato potásico 0,25 N y mezclar bien.
Disponer el elemento refrigerante (condensador del reflujo) sobre el matraz, y
someter a reflujo durante 2 horas
Enfriar; lavar con agua destilada el condensador del reflujo, y separar el matraz
del refrigerante.
Diluir la muestra oxidada hasta 75 ml con agua destilada y enfriar hasta
temperatura ambiente.
Añadir 5 gotas de indicador ferroína.
Valorar el exceso de dicromato con la sal de MOHR. Cuando el color varía
bruscamente de azul verdoso a pardo rojizo se toma el punto final de análisis.
Método eficaz para muestras de DQO entre 50 y 800 mg/l. Para niveles
superiores diluir el agua problema y para contenidos menores aplicar otro
método.
Cálculos:
𝑫𝑸𝑶 (𝒎𝒈 𝒐𝒙í𝒈𝒆𝒏𝒐
𝒍𝒊𝒕𝒓𝒐) =
[(𝑨 − 𝑩) ∗ 𝑵 ∗ 𝟖𝟎𝟎𝟎]
𝒗𝒐𝒍𝒖𝒎𝒆𝒏 𝒅𝒆 𝒎𝒖𝒆𝒔𝒕𝒓𝒂 (𝒎𝒍)
A= ml de sal de MOHR gastado en el blanco.
B= ml de sal de MOHR gastado en la muestra.
N= Normalidad de la sal de MOHR
(file:///F:/tesis/Capitulos%20Anexos1.pdf)

DEMANDA BIOLÓGICA DE OXÍGENO EN AGUAS RESIDUALES (DBO5)
Establece los requerimientos relativos de oxígeno de aguas residuales, efluentes y aguas
contaminadas, para su degradación biológica. Expresa el grado de contaminación de un
agua residual por materia orgánica degradable por oxidación biológica.
Principios del proceso
La flora bacteriana que está presente en el efluente, después de un tiempo, degrada la
materia orgánica; si una cantidad de esta agua la introducimos en un recipiente y la
cerramos herméticamente, creamos un sistema que contiene la muestra a analizar, con
flora bacteriana y aire, conteniendo un 21% de oxígeno.
Luego de un tiempo los microorganismos consumen parte o todo el oxígeno presente en
la muestra (sistema) degradando la materia orgánica y liberando anhídrido carbónico
gaseoso.
Si se inhibe la nitrificación y retira de la muestra el CO2 gaseoso producido, se produce
un descenso de la presión parcial del oxígeno, por el consumo de oxígeno en la oxidación
biológica de la materia orgánica.
La determinación de DBO se realiza con un periodo de incubación de cinco días (DBO5)
en biómetros diseñados a tal efecto (WTW- Oxitop). Estos estarán dotados de tapones
con dispositivos de lectura de la presión parcial de los frascos. La absorción del CO2
gaseoso producido se realizara por reacción con OHNa, que ha de disponerse al
comienzo del ensayo en una cápsula diseñada a tal efecto, en el sistema.
Reactivos
DISOLUCIÓN DE ALLILTIOUREA: Disolver 5 g de alliltiourea reactivo en un
litro de agua destilada. Esta se utilizará como inhibidor de la nitrificación.
SOSA CÁUSTICA (OHNA) EN PERLAS.
Procedimiento
Introducir una varilla agitadora (imán) en el interior del biómetro.

Añadir el inhibidor de la nitrificación, proporción equivalente a 20 gotas de la
disolución de alliltiourea por litro de muestra.
Poner dos perlitas de OHNa en la cápsula diseñada a tal efecto.
Añadir un volumen de muestra determinado en el biómetro. El volumen a utilizar
depende del rango de DBO esperado, y está especificado en las instrucciones de
uso del biómetro.
Colocar la cápsula conteniendo OHNa sobre la parte superior del biómetro, una
vez que la muestra esté estable y no se observen burbujas de aire.
Cerrar el biómetro con el correspondiente tapón-registrador, poner la lectura a
cero.
Introducir el biómetro en cámara a 25ºC y encender el agitador magnético.
Mantener agitación suave constante durante todo el ensayo.
Realizar la lectura a los cinco días, como indica procedimiento de lectura de la
casa fabricante del biómetro. La DBO5, expresada en mg de O2 por litro de
muestra final del agua analizada, será la lectura obtenida en el biómetro
multiplicada por el factor de dilución del ensayo. Correspondencia: factor de
dilución a volumen de muestra introducido en el biómetro se indica en las
instrucciones de uso del biómetro.
(file:///F:/tesis/Capitulos%20Anexos1.pdf)