Embed Size (px)
Citation preview

I

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
“DESCRIPCIÓN DEL PROCESO DE LIMPIEZA CON ÁCIDOS EN
TUBERÍAS DE ACERO PARA REMOVER LA ESCALA PROVOCADA POR
LA ALTA DUREZA Y SALINIDAD DE LOS FLUIDOS MEDIANTE EL USO
DE PRODUCTOS QUÍMICOS EN LA INDUSTRIA PETROLERA PERIODO
2010-2011”
CARÁTULATESIS PREVIA LA OBTENCIÓN DEL TÍTULO DE
TECNÓLOGO DE PETRÓLEOS
AUTOR:
GREGORY FERNANDO BONILLA GAROFALO
DIRECTOR
Ing. Fausto Ramos A.
QUITO – ECUADOR
2010

III
DECLARACIÓN
Del contenido de la presente tesis se responsabiliza el autor.
GREGORY FERNANDO BONILLA GAROFALO
C.I. 1500690639

IV
CARTA DEL DIRECTOR DE TESIS
Quito DM, 01de Septiembre del 2010
Ingeniero
JORGE VITERI MOYA MBA.-MSc.
Decano Facultad de Ciencias de la Ingeniería
Universidad Tecnológica Equinoccial
Presente.
Señor Decano:
Por medio del presente me permito informar que la tesis titulada “DESCRIPCIÓN
DEL PROCESO DE LIMPIEZA CON ÁCIDOS EN TUBERÍAS DE ACERO
PARA REMOVER LA ESCALA PROVOCADA POR LA ALTA DUREZA Y
SALINIDAD DE LOS FLUIDOS MEDIANTE EL USO DE PRODUCTOS
QUÍMICOS EN LA INDUSTRIA PETROLERA PERIODO 2010-2011”,
desarrollada por el señor GREGORY BONILLA previa a la obtención del título de
TECNÓLOGO EN PETRÓLEOS , ha sido concluida bajo mi dirección y tutoría, por
lo que solicito se dé el trámite subsiguiente.
Particular que comunico para los fines pertinentes.
Atentamente
ING. FAUSTO RAMOS A.
Director de Tesis

V
CARTA DE LA EMPRESA
VI
DEDICATORIA
El desarrollo de esta tesis está dedicado con todo mi esfuerzo y respeto hacia mis
padres que me han inculcado valores de honestidad y humildad, quienes han sido un
gran apoyo a lo largo de mi vida y siempre han estado cerca mío dándome sus consejos
que los he asimilado con la mayor prudencia y amor, gracias padre por ayudarme a
superar obstáculos que sin tu ayuda no lo habría logrado, te respeto y admiro por el
esfuerzo que estás haciendo por mí y mis hermanos para sacarnos adelante. Gracias a
todas esas personas por su apoyo incondicional hacia mi persona.
GREGORY FERNANDO BONILLA GARÓFALO
VII
AGRADECIMIENTO
Agradezco a Dios sobre todas las cosas por darme la fuerza para seguir adelante a pesar
de las adversidades que se han presentado a lo largo de mi vida tanto personal como en
lo educativo. Agradezco a mis padres en especial a mi padre que es la pieza
fundamental de la persona que soy y la mejor persona que aspiro ser; a la Universidad
Tecnológica Equinoccial, Institución donde adquirí los conocimientos necesarios para
mi desarrollo como profesional; a mis profesores que muy aparte de ser mis maestros se
convirtieron en mis amigos dándome a conocer sus experiencias personales en el ámbito
educativo. También agradezco a todas esas personas que me brindaron su apoyo
desinteresadamente gracias por ser parte de mi vida.
Un agradecimiento especial a mi director de tesis el Ingeniero Fausto Ramos A, por su
valiosa ayuda en el desarrollo técnico de este trabajo, más que mi maestro le considero
un amigo.
GREGORY FERNANDO BONILLA GARÓFALO

VIII
ÍNDICE GENERAL
Contenido ............................................................................................................... Pág.
CARÁTULA ............................................................................................................... II
DECLARACIÓN ........................................................................................................ III
CARTA DEL DIRECTOR DE TESIS ........................................................................ IV
CARTA DE LA EMPRESA ........................................................................................ V
DEDICATORIA ......................................................................................................... VI
AGRADECIMIENTO ............................................................................................... VII
ÍNDICE GENERAL ................................................................................................ VIII
ÍNDICE DE FIGURAS ............................................................................................ XIII
ÍNDICE DE IMÁGENES ........................................................................................ XIV
ÍNDICE DE CUADROS ........................................................................................... XV
ÍNDICE DE TABLAS ............................................................................................. XVI
RESUMEN ............................................................................................................. XVII
SUMMARY .......................................................................................................... XVIII
ÍNDICE DE CONTENIDOS
CAPÍTULO I .............................................................................................................. 1
1.INTRODUCCIÓN ..................................................................................................... 1
1.1. PLANTEAMIENTO DEL PROBLEMA ............................................................ 2
1.2. OBJETIVOS ...................................................................................................... 4
1.2.1. General ........................................................................................................ 4
1.2.2. Específicos .................................................................................................. 5
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN ................................................... 5
1.4. HIPÓTESIS ....................................................................................................... 7
IX
1.4.1. General ........................................................................................................ 7
1.4.2. Específica .................................................................................................... 8
1.5. MÉTODOS Y TÉCNICAS................................................................................. 9
1.6. UNIVERSO DE LA INVESTIGACIÓN .......................................................... 10
CAPÍTULO II ........................................................................................................... 11
2. MARCO TEÓRICO ................................................................................................ 11
2.1. PARAFINAS O HIDROCARBUROS PARAFÍNICOS. ................................... 12
2.1.1. Propiedades físicas de las parafinas............................................................ 13
2.1.2. Formación de parafinas. ............................................................................. 14
2.1.3. Deposición de parafinas. ............................................................................ 14
2.1.4. Problemas de parafinas. ............................................................................. 17
2.1.5. Dispersantes y solventes de parafinas......................................................... 19
2.1.6. Inhibidores de parafinas. ............................................................................ 20
2.1.7. Tratamiento contra parafinas...................................................................... 21
2.2. FORMACIÓN DE ESCALAS. ......................................................................... 22
2.2.1. Solubilidad. ............................................................................................... 22
2.3. ESCALAS MÁS COMUNES........................................................................... 23
2.3.1. Efecto del pH. ............................................................................................ 24
2.3.2. Efecto de la presión. .................................................................................. 25
2.3.3. Efecto de temperatura. ............................................................................... 25
2.3.4. Incrustaciones de escalas. .......................................................................... 26
2.3.5. Problemas de carbonato de calcio. ............................................................. 26
2.3.6. Productos químicos para el control de escalas. ........................................... 27
2.3.7. Inhibidores de corrosión. ........................................................................... 28

X
2.3.8. Surfactantes. .............................................................................................. 30
2.3.8.1. Aplicaciones de surfactantes. .............................................................. 30
2.4. SEGURIDAD PARA EL TRABAJO Y MANIPULACIÓN DE ÁCIDOS........ 31
2.4.1. Aplicaciones de los ácidos. ........................................................................ 31
2.4.2. Aplicaciones de los ácidos en los pozos petroleros. .................................... 31
2.4.3. Normas de seguridad. ................................................................................ 32
2.4.4. Responsabilidades en el trabajo. ................................................................ 34
2.4.5. Elementos de protección personal (epp). .................................................... 35
2.4.5.1. Protección facial y ocular. ................................................................... 37
2.4.5.2. Protección de las manos, cuerpo y piel. ............................................... 38
2.4.5.3. Protección respiratoria. ....................................................................... 39
2.4.6. Documentos con información de seguridad. ............................................... 40
2.4.6.1. Hojas de datos de seguridad de materiales (msds). .............................. 40
2.4.6.2. Chemical abstracts service .................................................................. 46
2.4.6.3. Descripción de los productos químicos a utilizar ................................. 47
CAPÍTULO III ......................................................................................................... 52
3. DESCRIPCIÓN PRÁCTICA DEL PROCESO DE PICKLING Y FLUSHING,
ADEMÁS TRABAJO DE ACIDIFICACIÓN CON COILED TUBING. .................... 52
3.1. FLUSHING. ..................................................................................................... 52
3.1.1. FLUSHING INICIAL (previo al tratamiento con ácidos). .......................... 53
3.2. PROCEDIMIENTO DE PICKLING EN CAMPO............................................ 54
3.2.1. Solución de limpieza acida agotada............................................................ 55
3.2.2. Procedimiento general de limpieza ácida experimental en campo............... 59
3.2.3. Marcha del procedimiento en campo. ......................................................... 69
XI
- fase desengrasante: .................................................................................... 69
- fase ácida .................................................................................................. 70
- fase neutralizante ....................................................................................... 72
3.3. COILED TUBING O LIMPIEZA ÁCIDA EN TUBERIA Y BOMBAS DE
SUBSUELO . .......................................................................................................... 74
3.3.1. Ventajas del coiled tubing. ......................................................................... 76
3.3.2. Guía operativa de coiled tubing. ................................................................ 78
3.3.2.1. Descripción general. ........................................................................... 78
3.3.2.2. Power pack ......................................................................................... 79
3.3.2.3. Consola de control. ............................................................................. 80
3.3.2.4. Carrete de coiled tubing. ..................................................................... 80
3.3.2.5. Cabeza inyectora. ................................................................................ 81
3.3.2.6. Equipo de control de presión. .............................................................. 82
3.3.3. Unidad de CT (Coiled Tubing) utilizada en la limpieza de la BES de un pozo
convencional. ...................................................................................................... 83
3.3.3.1. Aplicaciones. ...................................................................................... 84
3.3.3.2. Equipo. ............................................................................................... 84
3.3.3.3. Características de la unidad CT (Coiled Tubing). ................................ 85
3.3.3.4. Equipo estándar. ................................................................................. 85
3.4. BOMBAS TRÍPLEX. ....................................................................................... 86
3.4.1. Componentes principales de las bombas tríplex. ........................................ 87
3.4.1.1. Caja de cadena. ................................................................................... 87
3.4.1.2. Power end. .......................................................................................... 89
3.4.1.3. Fluid end. ............................................................................................ 89
XII
3.4.2. CPT (Coiled Pump Truck) MPF 331. ......................................................... 90
3.4.2.1. Aplicaciones. ...................................................................................... 91
3.4.2.2. Equipo. ............................................................................................... 91
3.4.2.3. Stem. .................................................................................................. 92
3.5. TANQUE CISTERNA. .................................................................................... 93
3.5.5. Aplicaciones. ......................................................................................... 94
3.5.6. Equipo. .................................................................................................. 94
CAPÍTULO IV ....................................................................................................... 101
Conclusiones y Recomendaciones. ............................................................................ 101
4.1. Conclusiones .................................................................................................. 101
4.2. Recomendaciones ........................................................................................... 102
BIBLIOGRAFÍA .................................................................................................. 104
GLOSARIO DE TÉRMINOS. .............................................................................. 106
ANEXOS ................................................................................................................. 110
Información de manejo ambiental de cada producto. ................................................. 110
Bioacid 50 ............................................................................................................. 110
Tentifloc tn ........................................................................................................... 117
Multi 20-o ............................................................................................................. 122
Descripcion del tipo de ácidos para la limpieza de la BES (Bomba Electro Sumergible)..
................................................................................................................................. 128

XIII
ÍNDICE DE FIGURAS
Figura ..................................................................................................................... Pág.
Figura 1: Permiso de trabajo en frío para iniciar la operación de limpieza ácida. ......... 36
Figura 2: Permiso de trabajo en caliente para iniciar la operación de limpieza ácida. ... 37
Figura 3: Antipárra química de ventilación indirecta ................................................. 38
Figura 4: Mascarilla de protección total ...................................................................... 38
Figura 5: Protección de las manos cuerpo y piel. ........................................................ 39
Figura 6: Mascarilla .................................................................................................... 39
Figura 7: Tubería Flexible ........................................................................................... 76
Figura 8: Power Pack. ................................................................................................. 79
Figura 9: Consola de Control. ..................................................................................... 80
Figura 10: Carrete de Coiled Tubing. .......................................................................... 81
Figura 11: Cabeza Inyectora de C.T. ........................................................................... 82
Figura 12: Equipo de Control de Presión. .................................................................... 83
Figura 13: Unidad de tubería flexible montada sobre un camión. ................................. 84
Figura 14: Componentes Principales de Bombas Tríplex. ............................................ 87
Figura 15: Caja de Cadena .......................................................................................... 88
Figura 16: Power End. ................................................................................................ 89
Figura 17: Fluid End. .................................................................................................. 90
Figura 18: Coiled Pump Truck MPF 331 ..................................................................... 91
Figura 19: Tanque Cisterna. ........................................................................................ 94

XIV
ÍNDICE DE IMÁGENES
Imagen .................................................................................................................... Pág.
Imagen 1: Montaje prueba de pickling. ....................................................................... 64
Imagen 2: Bomba de pickling utilizada en circulación de solución ácida. .................... 65
Imagen 3: Probeta inicial con calamina desengrasada. ................................................. 65
Imagen 4: Vertimiento de detergente a cisterna de neutralización. ............................... 66
Imagen 5: Desprendimiento inicial de calamina fase ácida. ......................................... 66
Imagen 6: Probeta inicial decapada fase ácida en frio al 4%. ....................................... 67
Imagen 7: Probeta inicial fase neutralizante 4%. ......................................................... 67
Imagen 8: Probetas adicionales en neutralización 4% ................................................. 68
Imagen 9: Probeta de tubería al final del proceso......................................................... 68
Imagen 10: Probeta en agua y aire para observación de estabilidad. ............................ 69
XV
ÍNDICE DE CUADROS
Cuadro .................................................................................................................... Pág.
CUADRO 1: Propiedades físicas de las parafinas. ..................................................... 13
CUADRO 2: Escalas más comunes en agua de formación. ......................................... 24
CUADRO 3: Modelo de hoja de seguridad de materiales peligrosos .......................... 41
CUADRO 4: Información de la composición de inhibidor de corrosión ..................... 48
CUADRO 5: Especificaciones generales de la unidad CT (Coiled Tubing). ............... 85

XVI
ÍNDICE DE TABLAS
Tabla ....................................................................................................................... Pág.
Tabla 1: Productos químicos utilizados para el tratamiento de pickling. ...................... 50
Tabla 2: Composición media de los baños de limpieza ácida agotados procedentes del
proceso de galvanizado por inmersión en caliente. ...................................................... 57

XVII
RESUMEN
El presente trabajo investigativo se realizó con el propósito de explicar el
procedimiento, manejo y aplicación de ácidos destinados a la limpieza de
incrustaciones de escalas y parafinas provocadas por la alta dureza y salinidad de los
fluidos, tanto en tuberías de acero de Equipos de Superficie como en Intercambiadores
de Calor y en la limpieza de tuberías de subsuelo de pozos.
En este trabajo se realizó una investigación clara, de las normas de seguridad tanto para
el personal operativo como para los equipos que están siendo manipulados con los
ácidos para su limpieza, además se revisó y se utilizó las normas para el etiquetado de
productos químicos, ya que debido a su alta peligrosidad debe ser manejado por
personal autorizado en este tipo de trabajo con ácidos.
Para finalizar este proyecto de tesis se puede decir que, se determino las condiciones
más óptimas para el manejo de ácidos durante una operación de limpieza, tanto en
tuberías de acero como para pozos de dos procesos, el proceso de Pickling y Flushing
para Equipos de Superficie, y el proceso de Coiled Tubing y Equipo de Subsuelo.
La limpieza ácida tiene ventajas sobre otros procedimientos, ya que permite el
tratamiento en el sitio sin mover o desmantelar la tubería y/o los equipos y en tiempos
mucho menores por lo que prácticamente no hay paros de producción.

XVIII
SUMMARY
This research work was conducted in order to explain the procedure, management and
application of acid used to clean scale and paraffin deposits caused by high hardness
and salinity of the fluids, both in steel pipes and Surface Equipment heat exchangers
and pipe cleaning underground wells.
In this work we made a clear investigation of the rules of safety for operating personnel
to the teams that are being manipulated for cleaning acids, are reviewed and use the
rules for the labeling of chemicals as due to its high hazard should be handled by
authorized personnel in this type of work with acids.
To conclude this thesis can say that, it was determined the most optimal conditions for
the management of acid during a cleanup operation in both steel pipes to wells of two
processes, the process of Pickling and Surface Flushing Equipment, and the process of
Coiled Tubing Equipment and Underground.
The acid cleaning has advantages over other procedures, as it allows on-site treatment
without moving or dismantling the pipe and or equipment and at times much less so
with virtually no production stoppages.
CAPÍTULO I

1
CAPÍTULO I
1. INTRODUCCIÓN
Durante el tiempo de uso de las tuberías de acero en las operaciones de bombeo ya sea
en el pozo o durante el transporte del mismo a las estaciones de bombeo disminuye la
producción por problemas de escalas y parafinas que se da por la alta dureza y salinidad
de los fluidos y por las características Físico Químicas del crudo extraído, es por eso
que se hace necesario una limpieza de las tuberías para normalizar la producción y que
no se presente mayores pérdidas, es ineludible determinar cuál va a ser el método
apropiado para la obtención de resultados óptimos de esta limpieza en donde intervienen
costos y tiempo de operación que en la industria petrolera son de gran importancia.
Al realizar un mantenimiento de equipos como los de combustión interna (hornos,
calderos, turbinas), los sistemas de lubricación deben estar totalmente limpios de escala
y cualquier tipo de depósitos que pueden ocasionar grandes daños en estos equipos, para
obtener la limpieza total de las tuberías de los sistemas de lubricación, refrigeración,
transferencia de calor, se aplica procesos de pickcling y flushing los que garantizan esta
limpieza, disminuyen costos y optimizan la utilización de recursos.
Las parafinas son alcanos con cadenas normales o ramificadas de relativamente alto
peso molecular (CnH2n+2) son esencialmente inertes a reacciones químicas y
resistentes al ataque de bases y ácidos. Su temperatura de ebullición varía de 60 a 215º
F, dependiendo de su número de carbonos, la acumulación de parafinas de alto peso
molecular en tuberías disminuyen el caudal por ello es necesario realizar un tratamiento

2
con la utilización de desparafinadores para el adecuado funcionamiento del sistema de
transporte de los fluidos.
El taponamiento por acumulación de parafinas es una de las problemáticas de mayor
impacto en la operación de los pozos productores. Esto ocurre tanto en las instalaciones
de fondo como en las líneas de conducción, con períodos de taponamiento lo que
dificulta la operación y el normal funcionamiento de los equipos por lo cual es necesario
la utilización del Coiled Tubing para la limpieza de parafinas y asfaltenos. Este
problema también se presenta en equipos de superficie como separadores de todo tipo
(bifásicos, trifásicos), tanques de lavado, tanques de almacenamiento, intercambiadores
de calor, radiadores de motores, equipos de enfriamiento o calentamiento con aceites
térmicos, equipos de lubricación, debido a los depósitos de dureza y escala.
La dureza del agua se define como la concentración de todos los cationes metálicos no
alcalinos presentes (iones de calcio, estroncio, bario y magnesio en forma de carbonatos
o bicarbonatos) y se expresa en equivalentes de carbonato de calcio y constituyen un
parámetro muy significativo en la calidad del agua. Esta cantidad de sales afecta la
capacidad de formación de espuma de detergentes en contacto con agua y presenta una
serie de problemas de incrustación en equipo industrial y domestico, además de resultar
nociva para el consumo humano.
1.1. PLANTEAMIENTO DEL PROBLEMA
- La acumulación de escala provoca el taponamiento de tuberías obstruyendo el
flujo de crudo.
3
- Las impurezas en tuberías de acero disminuyen la rata de flujo en el momento
del transporte del crudo al sitio de almacenamiento o disposición final.
- La acumulación de sustancias debido al tiempo de operación de las tuberías
provoca el daño de interfaces en recipientes de tratamiento.
- La acumulación de escala proveniente del petróleo forma fondos provocando
desgaste en los tanques de almacenamiento y todo equipo en su contacto.
- Produce corrosión y pudre los tubos disminuyendo la vida útil de los equipos de
almacenamiento y transporte de fluidos. La vida útil de estos equipos por
problemas de corrosión puede disminuir hasta en un 50 % con las consecuentes
pérdidas económicas.
- Los depósitos de escala actúan negativamente así se dé posterior tratamiento
anticorrosivo a los equipos como adición de aminas fílmicas, protección
catódica con ánodos de sacrificio, protección con corriente impresa, etc.
mientras existan las deposiciones, la corrosión actuará.
- Los equipos de facilidades de superficie en los campos también son afectados
por las deposiciones de escala y de parafinas, asfaltenos y demás impurezas
oleofóbicas presentes en el crudo; así, los separadores gravimétricos,
separadores bifásicos, trifásicos, desnatadores (skimmers), wash tank, FWKO,
calentadores, intercambiadores de calor, hornos, calderos, turbinas, equipos de
combustión interna, deshidratadores electrostáticos, etc.
- La afectación a estos equipos tiene como resultados, los taponamientos,
disminución de la eficiencias de intercambio de calor, consumo mucho mayor de
energía, se calcula que un intercambiador de calor puede disminuir su eficiencia
de intercambio hasta en un 20 % debido a depósitos de escala, con el

4
consecuente incremento de consumo energético en el proceso de transferencia de
calor en similar magnitud.
- En la actualidad hay que parar el equipo afectado para realizar mantenimiento
correctivo al interior, con métodos convencionales, en el caso de las facilidades
de superficie, se debe sacar de línea el equipo y su reparación o mantenimiento
puede durar días o semanas, con la propuesta de este estudio, el equipo no se
debe movilizar fuera de línea, si se debe parar por uno o dos días, hacer un by
pass para utilizar equipo alternativo, realizar el mantenimiento propuesto y
nuevamente alinear el equipo en la operación, se disminuye el tiempo de para y
los costos que esto representa.
- Para el caso de las tuberías en los pozos petroleros, se describe el proceso de
COILED TUBING para la limpieza ácida de los mismos, lo cual representa una
paralización del bombeo por máximo 55 horas.
1.2. OBJETIVOS
1.2.1. GENERAL
Establecer la utilización de los productos químicos suministrados para el tratamiento
ácido en tuberías de acero para remover la escala provocada por la alta dureza y
salinidad de los fluidos.

5
1.2.2. ESPECÍFICOS
- Describir los métodos de limpieza con ácidos en tuberías de acero, para asegurar
su óptimo funcionamiento para remover la escala provocada por los fluidos.
- Determinar el procedimiento a seguir, para lograr una limpieza dentro de los
parámetros establecidos por quien solicita el servicio de tratamiento ácido en
tuberías de acero.
- Establecer cual método es el más adecuado, para ser aplicado según
recomendaciones del fabricante de los productos químicos y así evitar errores en
la selección de los ácidos.
- Analizar el tiempo durante la aplicación del ácido, para evitar la corrosión
debido al alto riesgo de dañar la tubería permanentemente.
- Describir los procesos de limpieza de escala para la tubería en los pozos (coiled
tubing) y los procesos de limpieza (Flushing y Pickling), para los equipos en las
facilidades de superficie de los campos petroleros.
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN
Justificación Teórica.- Esta investigación, está referida a un análisis a fondo de la
importancia de la descripción del procedimiento de limpieza con ácidos en tuberías de
acero, este procedimiento está vinculado a la utilización de ácidos en tratamiento
interno de las tuberías que son manejadas en sistemas de lubricación, hidráulicos o
instalaciones nuevas que contengan sistemas de lubricación y refrigeración, además la
limpieza en tubería sub superficie de los pozos productores. Con esta investigación se
busca identificar los beneficios del proceso de limpieza con ácidos en tuberías de acero,

6
al igual que las ventajas que se muestran al momento de terminar el tratamiento con
ácidos en la tubería.
Justificación Metodológica.- El procedimiento de tratamiento con ácidos en tuberías
de acero, implica muchos aspectos, tanto teóricos como técnicos para lo cual se
empleara un método explícitamente Científico debido a la complejidad de cada uno de
los puntos considerados en la investigación, basándonos en el tipo de ácido que vamos a
utilizar para remover la escala provocada por los crudos.
Justificación Práctica.- Una vez documentado los aspectos que envuelven este tema,
esta investigación permitirá la utilización óptima de la tubería que se ha tratado con el
ácido, lo cual evitara el cambio de la tubería por deterioro debido a la acumulación de
escala. El tratamiento con ácidos tiene el objetivo de asegurarse de cumplir con todos
los requisitos de seguridad y precauciones en el manejo de los ácidos, de acuerdo con
las condiciones y reglamentaciones del sitio donde se van a ejecutar los trabajos, el
manejo de dichos ácidos solo se debe realizar por personal calificado y se deberá tomar
en cuenta que la tubería a ser limpiada estará aislada de todos los equipos, superficies
maquinadas, y componentes no ferrosos para evitar daños.
En la limpieza con ácidos se debe tomar en cuenta varios aspectos que caben
mencionar como lo es el manejo del ácido debido a su alta corrosividad y toxicidad y
estos ácidos no son aplicables en tuberías de cualquier tipo, lo que se convierte en un
problema para algunas aleaciones al momento de escoger el método de limpieza.
Durante las fases (desengrasante, ácida y neutralizante) se debe controlar el tiempo en
7
el cual actúan los ácidos debido al problema antes mencionado “alta corrosividad de los
ácidos”, pues se corre el riesgo de dañar permanentemente la tubería.
Para los trabajos de la limpieza con ácidos en tuberías de sub superficie el COILED
TUBING es la unidad principal que es utilizada para intervenciones en pozos de
petróleo y gas y en ocasiones en pozos con alto contenido de gas, el equipo que viene
en spool en una bobina de gran tamaño, dicha tubería flexible se utiliza a menudo para
llevar a cabo operaciones similares a wirelining. Los principales beneficios son la
capacidad de bombear productos químicos a través de la bobina y la capacidad de
empujar en el agujero en vez de depender de la gravedad. Además el COILED
TUBING, se encuentra conectado a un serial de equipos en superficie con el fin de
asociar ciertos trabajos en el área de perforación, reparación, completación y
reacondicionamiento de hoyo. Una operación de tubería flexible se realiza normalmente
a través de la torre de perforación en la plataforma petrolera que se utiliza para apoyar a
los equipos de superficie, aunque en las plataformas de perforación sin instalaciones de
apoyo se puede utilizar la torre en su lugar.
1.4. HIPÓTESIS
1.4.1. GENERAL
La presencia de escala y depósitos oleofilicos y oleofóbicos del crudo y aceites de
lubricación provoca grandes pérdidas de eficiencia tanto en equipos de superficie como
tuberías en subsuelo y superficie, si no se cuenta con métodos y procedimientos
actualizados como el que proponemos, las paras en producción serán de mayor duración
8
y pérdidas de tiempo y recursos, la aplicación del tratamiento ácido disminuirá estas
pérdidas.
Uno de los procedimientos actualizados de tratamiento in situ de depósitos y escalas en
tuberías y equipos son el PICKLIN y FLUSHING para equipos de superficie y el
COILED TUBING para tubería de sub superficie; estos procedimientos nos ayudaran a
ahorrar muchos recursos ya que permiten el tratamiento en el sitio, en mucho menos
tiempo y mucho menos recursos, lo que se incrementa es la aplicación de tecnologías
que permitan el manejo de estos procesos que requieren sustancias corrosivas y tóxicas
como son los ácidos
1.4.2. ESPECÍFICA
- Si el proceso de aplicación de ácidos sería exitoso, se limpiaría en mucho menor
tiempo los depósitos de escala, sin sacar el equipo de la línea, si realizando un
BY-PASS a un equipo alternativo, por tanto no ocurriría taponamiento de
tuberías obstruyendo el flujo al momento del transporte de crudo a su lugar de
almacenamiento y en todos los procesos desde la extracción hasta la
desgasificación y deshidratación del crudo. En los aceites que circulan por
sistemas de lubricación de equipos, especialmente motores de combustión
interna, la limpieza de las tuberías de estos sistemas de lubricación y sistemas de
refrigeración, garantizan un incremento en la vida útil de los mismos y su
ventaja económica.

9
- Si se aplicaría un similar procedimiento para la limpieza de otros Equipos de
Facilidades de Superficie como Intercambiadores de Calor y Separadores, se
obtendría un resultado favorable para dichos Equipos.
- Si no se controlaría la acumulación de sustancias debido al tiempo de operación
de las tuberías provocaría el daño de interfaces en recipientes de tratamiento.
- Si no se inspeccionaría la acumulación de escala proveniente del petróleo se
formaría fondos y causaría un desgaste en los tanques de almacenamiento y
otros equipos de tratamiento de crudo en superficie.
- Los procedimientos que se propondrán en este estudio, no excluyen la
realización obligada de tratamientos físicos y químicos o su combinación para
controlar y prevenir la formación de escala en los equipos y procesos indicados.
1.5. MÉTODOS Y TÉCNICAS
El presente proyecto sobre el procedimiento de limpieza con ácidos en tuberías de
acero busca indicar cuáles serán las condiciones optimas de concentración de ácidos
para lo cual se requiere de la aplicación del método Inductivo.
El presente estudio busca determinar cuáles son los problemas (disminución del caudal,
daño de equipos y daño permanente en la tubería, etc.) suscitados durante la extracción,
el transporte y almacenamiento del hidrocarburo para lo cual el método más adecuado
es el Analítico debido a nuestros requerimientos.

10
Debido a la complejidad de los términos empleados, a más del contenido referente a
tratamiento con ácidos en tuberías de acero es de suma importancia considerar el
método científico, ya que se debe tener cuidado al momento del manejo de los ácidos y
el tipo de tubería a tratarse.
1.6. UNIVERSO DE LA INVESTIGACIÓN
El universo de la investigación está conformado por varios aspectos como lo es la
observación que será de forma directa estando involucrado en visitas de campo y
laboratorio.
Una forma de sustentar esta investigación será una encuesta a ingenieros relacionados
al área en la que se basa el proyecto. Para establecer los criterios técnicos a fin de
reforzar las ideas que serán defendidas en esta investigación.
Entrevista dirigida a Ingenieros especializados en el área de aplicación de ácidos en
tuberías para tener un conocimiento más profundo y poder respaldar la investigación.
Realización de una prueba piloto de Pickling y Flushing en una muestra de tubería de un
Sistema de Lubricación de un Motor de Combustión Interna de un Generador Eléctrico.

CAPÍTULO II

11
CAPÍTULO II
2. MARCO TEÓRICO
En este capítulo se hace referencia a lo que son escalas y parafinas y los problemas que
se presentan durante una operación petrolera a causa de las mismas, además
proporcionará una clara explicación de los factores principales de las incrustaciones
antes mencionadas y las posibles soluciones para lo cual se dará a conocer el tipo de
químicos que se utilizan en la operación de limpieza conocida como decapado de
tubería (Pickling), ya que es necesario hacerlo durante un cierto periodo pues a medida
que pasa el tiempo de trabajo de las tuberías no actúan con la misma eficiencia con la
que se empezó la operación esto se debe a la acción de los residuos de petróleo que se
han ido depositando por su uso.
El problema de escala o parafinas es uno de los más comunes en la producción de
petróleo, ya que el crudo que se produce tiene un alto contenido de estos elementos que
lo que hacen es depositarse en la tubería, causando una restricción en el flujo de fluidos
e induciendo una disminución del caudal en la tubería.
Las incrustaciones se conocen comúnmente como la formación espontanea de un sólido
cristalino sobre una superficie debido a cambios en las condiciones de la solución los
mismos que causan un cambio en el equilibrio químico en favor de la formación
cristalizada, lo que da origen a la restricción de flujo a través de líneas y equipo de
producción, además se presentan desgaste de partes internas de bombas y válvulas que
han sido colocadas a lo largo de las líneas de transporte del crudo.

12
2.1. PARAFINAS O HIDROCARBUROS PARAFÍNICOS.
El nombre de parafinas (hace referencia a su tardanza a reaccionar parum: poco, affinis:
afinidad), se dio inicialmente a estos compuestos al observar que prácticamente no
reaccionaban con los elementos comunes usados como son: ácidos y bases fuertes o
notables agentes oxidantes como el permanganato potásico (KMnO4). Sin embargo, las
parafinas son capaces de reaccionar en condiciones experimentales apropiadas.1
Las parafinas son alcanos con cadenas normales o ramificadas de relativamente alto
peso molecular (CnH2n+2) son esencialmente inertes a reacciones químicas y resistentes
al ataque de bases y ácidos. Su temperatura de ebullición varía de 60 a 215º F,
dependiendo de su número de carbonos.
La parafina se precipita en el crudo cuando las condiciones de equilibrio cambian
ligeramente. El punto de depósito en un sistema de pozos, se determina normalmente por
lo cercano que el crudo se encuentre de su punto de saturación o de la cantidad de
parafina que contenga. La pérdida de solubilidad de la parafina no significa deposición
ya que los cristales tienen forma de agujas y pueden permanecer dispersos en el crudo en
lugar de depositarse sobre una superficie. Es necesario un material que forma un núcleo
entorno del cual se agrupen los cristales de parafinas para formar un conglomerado,
capaz de depositarse en el sistema de producción de los pozos. Estos núcleos son
generalmente conformados por partículas asfalténicas capaces de agrupar cristales de
parafinas, aun que también finas partículas rocosas inherentes al yacimiento y productos
del proceso de corrosión metálica.
Cuando la presión en la extracción del crudo ha disminuido, es necesario inyectar fluidos
1 SALGADO Brito, Oxidation Of Soil Parafin (11-12), 2a Edición, 2007, pp 321.

13
para estimular la producción del pozo; sin embargo, estos fluidos ocasionan cambios en
la temperatura y por consiguiente la parafina puede precipitar obstruyendo las tuberías
del pozo.
Si la parafina depositada no se disuelve, después de que la temperatura en la formación
se restablece, la producción de crudo puede limitarse o bloquearse totalmente.
2.1.1. PROPIEDADES FÍSICAS DE LAS PARAFINAS.
Todas las parafinas son incoloras, son insolubles en agua (debido a su marcado carácter
no polar). Los cuatro primeros miembros de la serie homóloga n-parafinas son gases,
desde el n-pentano hasta el n-hexadecano líquidos, y del n-heptadecano en adelante
sólidos.
Cuadro 1: Propiedades físicas de las parafinas.
C1 C4 Gases
C5 C16 Líquidos
C17 …………………………... Sólidos
Fuente: Manual Escalas SLB Elaborado por: Gregory Bonilla
Esta serie homóloga presenta también las siguientes características:
- La volatilidad disminuye al aumentar el peso molecular.
- Los puntos de ebullición y de fusión en general, se elevan al aumentar el peso
molecular.
- La densidad es inferior a la del agua y tienden a un valor límite en toda la serie.
14
Estas tres propiedades no son características sólo de la serie n-parafinas sino que son
generalmente para las distintas series de alcanos.
Los puntos de fusión y los puntos de ebullición dentro de un grupo de parafinas
isómeras disminuyen al aumentar la ramificación. El efecto es más intenso en los puntos
de fusión que en los de ebullición, ya que cada cadena lateral dificulta mucho la
orientación de las moléculas en una red cristalina.
2.1.2. FORMACIÓN DE PARAFINAS.
Las parafinas son ceras alifáticas de hidrocarburos presentes en la mayoría de los
petróleos crudos. Estos depósitos reducen en forma considerable el diámetro interno de
los tubulares y líneas de conducción, restringen o bloquean el paso de las válvulas, y
obstruyen otros equipos de producción reduciendo su capacidad, y en el peor de los
casos, interrumpiendo la producción.
2.1.3. DEPOSICIÓN DE PARAFINAS.
Las parafinas son compuestos químicos del petróleo que se encuentran formando parte
del mismo en proporciones variables.
En reservorio se encuentran disueltas en el resto de los fluidos, la explotación hace que
se pierdan extremos livianos muy solventes de los mismos (etano, propano, butanos,
pentanos y hexanos) y que el fluido se enfrié.
Los hidrocarburos no parafínicos (aromáticos fundamentalmente) y los parafínicos con
átomos de carbono hasta C15 aproximadamente, pierden poder solvente para con las
15
parafinas (superiores de C15) y las mismas se separan insolubles en fondo de pozo,
líneas (tubing), separadores y tanques.
Las parafinas son esencialmente mezclas de largas cadenas lineales hidrocarbonadas (n-
parafinas), algunas de ellas caracterizadas por poseer adicionalmente un conjunto de
cadenas ramificadas y presencia de alicíclicos, aromáticos y anillos condensados que
modifican sus propiedades de flujo.
Durante la cristalización las estructuras sólidas ordenadas son producidas a partir de una
fase desordenada o solución diluida mediante tres procesos conocidos como nucleación,
crecimiento y aglomeración los cuales deben ser considerados separadamente.
Cuando la temperatura de la solución líquida disminuye hasta el punto nube, la energía
de movimiento molecular se incrementa generándose aproximaciones entre los cristales
que han iniciado su formación y consecuente agregación de cadenas adyacentemente
alineadas. Las moléculas de parafina continúan adhiriéndose hasta formar cristales
ordenados. Estos cristales forman núcleos que alcanzan un tamaño crítico y llegan a ser
estables dando inicio la fase de nucleación.
Una vez los núcleos son formados y la temperatura es mantenida cercana al punto de
nube, moléculas adicionales precipitan sucesivamente sobre los sitios nucleados y
llegan a ser parte de las estructuras laminares crecientes. Este mecanismo es llamado
proceso de crecimiento. Aunque el punto de nube y punto de fluidez son propiedades
específicamente termodinámicas, la relación y cantidad de parafina depositada y
acumulada son dependientes de un número de factores entre los que se incluye la
composición química del crudo, la velocidad de enfriamiento, presión, y contenido de
parafina.

16
La caracterización química de los crudos tiene como propósito determinar los
componentes que potencian la precipitación de parafinas. La relación contenido de
parafina y gas disuelto en el crudo tienen marcado efecto en la cristalización y velocidad
de deposición de parafinas.
La pérdida de livianos o gases en el crudo acelera el proceso de cristalización,
modificando los procesos de nucleación, crecimiento y aglomeración y, por
consiguiente, aumenta el punto de nube, el punto de fluidez y modifica el
comportamiento reológico. Como consecuencia de este último se tiene un aumento en el
esfuerzo de fluencia, mayor viscosidad y tendencia a la precipitación y cristalización de
parafinas sobre superficies de oleoductos reduciendo su capacidad efectiva.
Los cristales generados pueden ser depositados como placas, agujas, esférulas o mezcla
de éstas, determinando fuerzas de absorción y propiedades de adhesión que mantienen
el depósito de parafina fijo sobre una superficie.
La deposición de cera ocurre normalmente durante la producción de crudo de base
parafinica, o cuando se opera a bajas temperaturas, que es el caso de operaciones costa
afuera (producción y transporte de petróleo marítimos).
Las razones importantes para la separación de la parafina del crudo incluyen:
- Radiación de calor del crudo y del gas hacia los alrededores.
- Enfriamiento que produce la expansión del gas a través de un estrangulador o
restricción.
- Cambios de temperatura por entrada de agua.
- Cambios de temperatura ocasionados por la evaporación de compuestos ligeros.
17
Estos fenómenos pueden disminuir la temperatura del crudo por debajo del punto de
fusión, causando la cristalización (formación de partículas de parafina en forma de
agujas) y deposición de ceras en tuberías de flujo, líneas de transporte y aún dentro del
mismo depósito.
2.1.4. PROBLEMAS DE PARAFINAS.
La palabra parafinas se deriva del latín “parumaffinis” que significa “poca afinidad”
nombre apropiado para describir los depósitos de parafina, considerado que no son
solubles ni dispersables por la mayoría de los hidrocarburos crudos y son resistentes al
ataque de los ácidos, bases y agentes oxidantes. Los depósitos de parafinas son mezclas
de hidrocarburos saturados y de alto peso molecular, que se acumulan en las tuberías,
bombas y otros equipos de producción y almacenamiento.
La presencia de parafinas incrementa los costos de producción al disminuir la capacidad
de flujo, como consecuencia del periódico gasto tratando de eliminar o controlar los
depósitos y la consiguiente pérdida de tiempo de producción. Ya que los depósitos de
parafina son difíciles de eliminar, es obvio el valor del mantenimiento preventivo.
Bajo las condiciones de presión, temperatura y composición de petróleo en el
yacimiento, la parafina permanece en solución, pero a medida que el crudo se dirige
hacia la superficie, puede disminuir la solubilidad de la parafina. La depositación de la
parafina comienza cuando la temperatura del crudo baja, su punto de escurrimiento sube
y continúa así hasta el límite de capacidad de solución del crudo. La cantidad y

18
localización de los depósitos depende de la cantidad original de parafina en solución en
el petróleo, de la forma en que disminuya la presión y temperatura del crudo y de otras
propiedades del crudo y de la parafina. Cuando el crudo se enfría más bajo que el punto
de fusión de la parafina, esta se cristaliza y forma una cera solida dentro de la pared de
la tubería, especialmente de producción. Este cambio ocurre aproximadamente a 124°
Fahrenheit, aunque puede variar con amplitud en diferentes campos. Finalmente, la cera
puede acumularse a tal grado que la tubería se obstruye completamente.2
El control de la parafina no requiere la intervención de una torre de
reacondicionamiento, puesto que los tres métodos más comúnmente conocidas en la
eliminación y control de depósitos de parafinas son:
a) Térmico.
b) Mecánico.
c) Aplicación de solventes.
Cada uno de estos métodos, sin embargo, es limitado tanto en su efectividad mediata
como inmediata.
Los productos químicos que se tiene para el tratamiento de parafinas son:
- Inhibidores.- Estructurados para detener el desarrollo y el crecimiento de los
cristales parafínicos.
- Dispersantes.- Diseñados para reducir la necesidad de solventes.
2 SALGADO Brito, Oxidation Of Soil Parafin (11-12), 2a Edición, 2007, pp 324.

19
- Solventes.- Usados únicamente después que el problema ha alcanzado su mayor
etapa.
2.1.5. DISPERSANTES Y SOLVENTES DE PARAFINAS.
Las parafinas y asfaltenos son componentes comunes de los crudos, que posee el
potencial de interferir seriamente con la producción, hasta llegar a detenerla por
completo. Los asfaltenos son grandes agregados de anillos aromáticos, principalmente
anillos heterocíclicos. Existen en el crudo en estado de agregación, mantenidos en
solución por resinas naturales del hidrocarburo, que se adhieren a la superficie externa
del agregado de asfalteno. Las parafinas son ceras de hidrocarburo saturado que se
separan y depositan en áreas donde la temperatura del sistema de producción cae por
debajo de la temperatura de solubilidad de las parafinas, conocida como la Temperatura
de Aparición de la Cera. Al igual que los asfaltenos, las parafinas pueden bloquear un
sistema de producción y detener completamente la producción es por eso que cierto
tiempo se debe realizar una limpieza de la tubería y la bomba con la que se esté
produciendo.
En los puntos del sistema donde ya hay depósitos de parafinas y asfaltenos, es necesario
un tratamiento correctivo para su eliminación. Los dispersantes y solventes tienen la
capacidad de eliminar estos depósitos y recuperar un sistema de producción hasta su
capacidad nominal. Cuando se usan en tratamientos de bacheo, los solventes eliminan
los depósitos de parafina y asfalteno por simple disolución. Por su parte, los
dispersantes contienen surfactantes solubles en petróleo que rompen el depósito de
parafina o asfalteno y lo dispersan en el petróleo.
20
Si bien los productos pueden usarse en tratamientos de inyección continua para
controlar las deposiciones de ceras y asfaltenos, el procedimiento normal es eliminar los
depósitos existentes a través del tratamiento de bacheo. El volumen de químicos y la
frecuencia de aplicación para los tratamientos de bacheo dependerán, principalmente, de
la gravedad del problema. Una vez que se eliminan los depósitos de parafina y de
asfaltenos, la inyección continua es el método costo-efectivo más adecuado para
mantener un sistema libre de deposiciones que pueden inhibir la producción.
La recomendación de un tratamiento adecuado para el control costo-efectivo de las
parafinas es una tarea complicada, debido a las diferentes características del petróleo
producido, las variaciones en las condiciones operativas del sistema y la amplia
variedad de químicos de tratamiento disponibles. La selección del químico apropiado y
el método de tratamiento correcto, debe realizarse sobre la base de las pruebas de
laboratorio y de campo.3
2.1.6. INHIBIDORES DE PARAFINAS.
Los químicos para el control de parafinas son materiales polímeros que previenen en la
precipitación por co-cristalización de la cera en el petróleo crudo dentro de la tubería
de producción y equipos de facilidades de superficie.
Los inhibidores modifican los cristales de parafina para evitar que la formación de
parafina interfiera con la unión de las moléculas alifáticas de cera. Compuestos por
polímeros con cadenas ramificadas, estos modificadores se unen a la red formada por
3 SALGADO Brito, Oxidation Of Soil Parafin (11-12), 2a Edicion, 2007, pp 328.

21
los cristales de cera en un punto de crecimiento activo, pero evitan el crecimiento
adicional e interfieren con la deposición interrumpiendo la estructura de la red. Los
modificadores de los cristales de cera se aplican en forma continua en la corriente de
producción, para proporcionar un control ininterrumpido de la parafina.
2.1.7. TRATAMIENTO CONTRA PARAFINAS.
La recomendación de un tratamiento adecuado para el control costo-efecto de la
parafina es una tarea complicada, debido a las diferentes características del petróleo
producido, las variaciones en las condiciones operativas del sistema y la amplia
variedad de químicos de tratamientos disponibles.
La selección del químico apropiado y el método de tratamiento correcto, especialmente
para la inyección continua o para la inyección a formación de modificadores de cristales
parafinicos, debe realizarse sobre la base de las pruebas de laboratorio y de campo.
Es de gran importancia el análisis de personal especializado para determinar
rápidamente los parámetros adecuados de tratamiento y seleccionar la formulación
apropiada para el control de parafina. Una vez seleccionado y aplicado el programa de
tratamiento se continúa con el monitoreo para mantener la efectividad y evitar
problemas que se pueden presentar si no se toma en cuenta las normas de seguridad
durante el manejo de la limpieza química en los equipos que se ha solicitado el servicio.

22
2.2. FORMACIÓN DE ESCALAS.
Los depósitos de escalas en términos simples, son la acumulación de sedimentos o
sólidos asentados que se fijan en algún punto de un sistema donde la velocidad del
fluido disminuye a un nivel tan bajo que no es capaz de arrastrar al material en la
corriente. Los depósitos contienen además de sólidos asentados incrustaciones,
productos de la corrosión, masas microbianas, productos de reacciones y aceites.4
2.2.1. SOLUBILIDAD.
La solubilidad está definida como la limitación de un soluto a ser disuelto en un
disolvente en un determinado conjunto de condiciones físicas. Los químicos que nos
interesan se encuentran presentes como iones en solución acuosa. El agua tiene un
límite de capacidad para mantener estos componentes en solución, y una vez que esta
capacidad, solubilidad, es excedida los componentes se precipitan de la solución como
sólidos. Por lo tanto, la precipitación de los materiales sólidos que pueden formar
escalas puede ocurrir si se cumplen las tres condiciones siguientes:
a) El agua o el crudo contienen iones los cuales son capaces de formar componentes de
solubilidad limitada.
b) Existe un cambio en las condiciones físicas o composición del agua lo que
disminuye la solubilidad por debajo de las concentraciones presentes.
4 KEMEMER Franck, Manual del Agua Su Naturaleza, Tratamiento y Aplicaciones, Mc Graw Hill,
Tomo II pp 25.
23
Los sólidos precipitados pueden estar en suspensión en el agua o pueden formar
escalas en la superficie como en la pared de una tubería o en equipos de facilidades
de superficie.
La formación de escalas por el agua son los principales responsables de algunos
problemas de producción y su control efectivo debería ser uno de los objetivos
primarios en una eficiente operación.
c) Una solución sobresaturada es aquella que contiene una más alta concentración de
una sal particular de la que la solución puede mantener bajo un conjunto dado de
condiciones. Los índices termodinámicos pueden predecir hasta acá, en la región de
sobresaturación rigen fenómenos de naturaleza cinética.
Por fuera del estado estable, en la región de sobresaturación existen dos
subregiones: metaestable y labil.
La línea que divide ambas subregiones esta pobremente definida porque varía con la
velocidad del fluido, el contenido de hidrocarburos, la agitación, la temperatura, el
pH, la presión y , por supuesto con el tipo y la concentración de especies
(nucleadoras o no nucleadoras). Un inhibidor de incrustación desplaza la línea de
sobresaturación labil o metaestable hacia la región estable (Weintrit).
Las Especies Carbonaticas en agua pura, sin sales en solución el CO2 se disuelve
permaneciendo en disolución una parte en forma del gas y otra formando ácido
carbónico, ácido débil que se disocia en bicarbonato y carbonato
2.3. ESCALAS MÁS COMUNES.
De las posibles formaciones de escalas por el agua, solo unas pocas son las que se
encuentran en la producción de petróleo con agua de formación (cuadro 2)

24
Cuadro 2: Escalas más comunes en agua de formación.
Nombre Fórmula Química Variables primarias
Carbonato de Calcio (calcita) CaCO3 pH, temperatura, presión total,
sólidos disueltos totalmente.
Sulfato de Calcio
Yeso (más común)
Anhidrita
CaSO4. 2H2O
CaSO4
Temperatura, sólidos disueltos
totalmente, presión
Sulfato de Bario BaSO4 Temperatura , sólidos
Disuelto totalmente,
Presión
Sulfato de Estroncio SrSo4 Temperatura , sólidos
Disueltos totalmente, Presión
Componentes de Hierro
Carbonato Ferroso
Sulfito Ferroso
Hidróxido Ferroso
Hidróxido Férrico
Óxido Férrico
FeCO3
FeS
Fe(OH)2
Fe(OH)3
Fe2O3
Gases disueltos, corrosión,
Temperatura, presión, pH.
Fuente: Manual Escalas SLB
Elaborado por: Gregory Bonilla
2.3.1. EFECTO DEL pH.
La cantidad de CO2 presente en el agua afecta su pH y la solubilidad del carbonato de
calcio. Sin embargo, realmente no importa que cause la acidez o alcalinidad del agua.
Cuando mayor sea el pH, es más probable que las precipitaciones ocurran.

25
2.3.2. EFECTO DE LA PRESIÓN.
La solubilidad del carbonato de calcio en un sistema de dos fases aumenta con el
incremento de la presión por las siguientes razones:
- El incremento de la presión disminuye la presión parcial del CO2 y aumenta la
solubilidad del CaCO3 en agua al incrementar la presión, obligamos a que el CO2
permanezca soluble en agua.
- La presión aumentada también incrementa la solubilidad debido a las propiedades
termodinámicas.
- Las caídas de presión son unas de las causas principales para la depositación de
escalas de carbonato de calcio en un sistema de producción. Además de la
disminución de la solubilidad de CaCO3, debido a la pérdida de CO2 y el efecto de
la presión termodinámica, las caídas de presión a través de bobinas y válvulas
inducen a la turbulencia en el agua que ayuda a superar efectos de la sobresaturación
y la precipitación.
En los sistemas de una sola fase, como en la inyección de agua, el incremento de
presión aumenta la solubilidad del carbonato de calcio únicamente debido a
consideraciones termodinámicas.
2.3.3. EFECTO DE TEMPERATURA.
Al contrario de la mayoría de materiales, el carbonato de calcio es menos soluble a
medida que aumenta la temperatura, cuando el agua se calienta es más probable que se
depositen las escalas de CaCO3.

26
Por lo tanto, un agua sin presencia de escala en la superficie puede formar
incrustaciones en un pozo de inyección si la temperatura inferior del pozo es lo
suficientemente alta.5
2.3.4. INCRUSTACIONES DE ESCALAS.
Generalmente, se define a las incrustaciones como depósitos de minerales inorgánicos
insolubles. Las incrustaciones comúnmente encontradas en los yacimientos incluyen el
carbonato de calcio, el sulfato de bario y sulfuros metálicos.
Si bien la formación de incrustaciones de carbonato de calcio depende parcialmente del
pH y de la presión, las deposiciones generalmente ocurren cuando se mezcla aguas de
diferentes fuentes que tienen diferentes contenidos iónicos. Los depósitos resultantes
pueden rápidamente bloquear los tubulares y detener la producción.
En muchos casos, las incrustaciones pueden disolverse, pero en otros (en particular, de
fluoruro de calcio), la eliminación mecánica de las incrustaciones es la única solución.
La prevención de incrustaciones puede hacerse en diferentes niveles del proceso. El o
los métodos de control generalmente se basan en los métodos de aplicación disponibles,
pero dependen, también, de los aspectos económicos del proceso.
2.3.5. PROBLEMAS DE CARBONATO DE CALCIO.
Al referirnos al control de carbonatos, estamos considerando lo que en la industria
petrolera se conoce como depósitos de incrustaciones y asfaltenos, los cuales reducen la
producción del pozo y causan gastos considerables en tratamientos de eliminación y
pérdida de tiempo de producción.
5 KEMEMER Franck, Manual del Agua Su Naturaleza, Tratamiento y Aplicaciones, Mc Graw Hill,
Tomo II pp 27.
27
Las incrustaciones son la formación espontanea de un sólido cristalino sobre una
superficie debido a cambios en las condiciones de la solución los mismos que causan un
cambio en el equilibrio químico a favor de la forma cristalizada de la sal. Se las han
detectado en los equipos de producción, siendo bastante duras y fijas, reduciendo
considerablemente el diámetro interior y por ende restringiendo el flujo a través de
líneas y equipo de producción, deben ser eliminadas por una o más técnicas químicas o
mecánicas, prefiriéndose tratamientos químicos, de acuerdo a la naturaleza de los
depósitos.
Los componentes principales de las incrustaciones en el campo petrolero son los
depósitos de carbonato de calcio (CaCO3). Estos depósitos se forman principalmente
por el cambio de condiciones, durante la producción o inyección de fluidos en el pozo,
en la presión y temperatura o por la mezcla de distintas salmueras.
A continuación vemos como se precipita el carbonato que forma las incrustaciones:
Ca (HCO3)2 = H2O + CO2CaCO3
2.3.6. PRODUCTOS QUÍMICOS PARA EL CONTROL DE ESCALAS.
Los inhibidores de escalas son químicos que retrasan, reducen o previenen la formación
de escalas cuando se agrega en pequeñas cantidades en un agua que contiene o forma
escalas. La mayoría de inhibidores de escalas que se utilizan en los campos petroleros
cumplen uno de los siguientes mecanismos:
- Cuando las primeras escalas se comienzan a formar, unos cristales muy pequeños se
precipitan en el agua. En este punto, el inhibidor de escalas absorbe en la superficie
a los cristales, mientras todavía son pequeños y evita un mayor crecimiento, se cree

28
que este es el principal mecanismos utilizando con inhibidores en los campos
petroleros.
- En algunos casos los inhibidores de escala evitan que la precipitación de los cristales
de escala se adhieran a las superficies sólidas como tuberías o las bombas.
2.3.7. INHIBIDORES DE CORROSIÓN.
Los inhibidores se añaden para reducir la reacción destructiva del ácido con los metales.
El inhibidor elimina más del 99% de las pérdidas de metal que tendrían lugar si no se
utilizara este producto.
El tipo y la concentración del inhibidor dependen del ácido y de la temperatura. Los
intensificadores de inhibidores sirven para aumentar el desempeño de los inhibidores.
Para determinar la concentración de inhibidor e intensificador de inhibidor necesaria
para lograr la protección deseada se llevan a cabo pruebas de corrosión.
Entre los inhibidores se incluyen el A261, A2262, A270, y A272, estos son nombres
comerciales. El intensificador de inhibidor más utilizado es el A201.
Los inhibidores de escalas se encuentran en estado líquido a excepción de ciertos
polímeros los cuales pueden estar en polvo. El polvo es disuelto antes en agua para su
aplicación.
Los inhibidores orgánicos se aplican en las instalaciones de superficie y se inyectan al
pozo por inyección continua usando bombas químicas estándar, hemos tomado como
ejemplo el caso de la Empresa Schlumberger que utiliza bombas tríplex, las cuales
absorben el químico de una cisterna donde es preparado y luego enviado al pozo para la
limpieza de la bomba por medio de tubos capilares, para esto es necesario que las

29
bombas estén con previo mantenimiento y chequeadas frecuentemente para garantizar la
cantidad adecuada de producto químico que se está inyectando.
Esto es muy importante para los inhibidores de escala, ya que deben ser inyectados en
forma continua para que sean efectivos. Por lo tanto, el éxito de cualquier trabajo de
inhibición de escalas dependerá del tiempo que la bomba esté funcionando
correctamente. Si los químicos se bombearan a menos de la mitad del tiempo estimado,
ni del inhibidor de escala más eficaz se podría esperar que dé buenos resultados.
Los problemas de escala en el agua de formación son tratados desde superficie a través
inyección continua o aplicando el inhibidor dentro de la formación productora. La
elección del método depende de la completación o del problema del pozo.
Los inhibidores impiden los depósitos de incrustaciones en la tubería del pozo y las
líneas de flujo del campo y ayudan así, a maximizar el volumen de producción y a
reducir el tiempo muerto.
Las formulaciones avanzadas modifican el crecimiento de cristales mediante polímeros
funcionalizados y otras químicas, para reducir y evitar la formación de los cristales que
componen las incrustaciones.
Los inhibidores actúan en un proceso de umbral que requiere sólo una pequeña cantidad
de moléculas inhibidoras del crecimiento. Al contrario que con los costosos e
ineficientes métodos de quelación (como los que usan EDTA – ácido
etilendiaminotetraacético), los volúmenes químicos se reducen y permiten una mejor
economía de tratamiento.6
6 SCHLUMBERGER, Jet Módulo 10 Almacenamiento, Manipulación, Transporte y Mezcla de Ácidos,
Versión 1, Septiembre 2006, pp 18.

30
2.3.8. SURFACTANTES.
Un surfactante es un producto químico que modifica las propiedades de la interface de
los sistemas líquido-líquido, o gas-líquido. Los surfactantes reducen la tensión
interfacial y modifican el ángulo de contacto entre líquido y sólido en la interface. Los
surfactantes se utilizan para reducir la tensión superficial o interfacial y la fuerza capilar
para controlar o modificar la mojabilidad de la roca y así evitar o romper las emulsiones
y los bloqueos por agua dispersa. Entre los surfactantes más comunes se incluyen el
F78, F103, F105 que son nombres comerciales.
2.3.8.1. APLICACIONES DE SURFACTANTES.
Las aplicaciones típicas de los surfactantes son:
- Mejorar el rendimiento de otros productos.
- Limpieza de equipo de proceso.
- Limpieza de parafinas, lodos e incrustaciones de perforaciones, en equipo bajo
pozo y de superficie.
- Prevenir hinchamiento de arcillas sensibles al agua.
- Aumento de los volúmenes de inyección y disminución de las presiones de
inyección en sistemas de inyección de agua.
- Deshidratación de pozos de gas de baja presión.
- Prevenir la emulsificación del crudo y los fluidos de work over o ácidos
gastados.
- Intensificar la velocidad de reacción ácida en la formación y precipitación de
incrustaciones.

31
2.4. SEGURIDAD PARA EL TRABAJO Y MANIPULACIÓN DE ÁCIDOS.
El presente capitulo incluye toda la información relativa a la seguridad de trabajo con
ácidos que utiliza la industria petrolera para tratamientos de limpieza ácida en equipos
de facilidades de superficie y los servicios que se ofrecen a los clientes, en este caso el
trabajo de limpieza con coiled tubing.
Se detalla todo lo indispensable para su manipulación, y la información de necesario
conocimiento que ofrece sus creadores para realizar un trabajo con mayor seguridad y
sin riesgos, ya que el manejo con ácidos debe realizarse por personal autorizado.
2.4.1. APLICACIONES DE LOS ÁCIDOS.
Gracias al amplio rango de sus propiedades, los ácidos se utilizan en muchas y muy
diversas aplicaciones industriales. Los ácidos se utilizan en los siguientes sectores:
acero, tratamiento de agua papel, piel, fabricación de cerveza, cosméticos, industria
farmacéutica, producción de productos químicos (producción de sales inorgánicas,
pesticidas, catalizadores y plásticos), extracción y producción de metales e industria
alimenticia.
En los yacimientos petroleros, el ácido clorhídrico (HCI), los ácidos orgánicos (por
ejemplo, el ácido acético, ácido fórmico y ácido cítrico), y los ácidos fluorhídricos se
utilizan para una gran variedad de operaciones. Sus propiedades, reactividad y
reacciones con los diversos elementos se controlan mediante aditivos.7
2.4.2. APLICACIONES DE LOS ÁCIDOS EN LOS POZOS PETROLEROS.
Los ácidos se utilizan en los pozos para:
7 SCHLUMBERGER, Jet Módulo 10 Almacenamiento, Manipulación, Transporte y Mezcla de Ácidos,
Versión 1, Septiembre 2006, pp 9.
32
- Estimular los pozos para mejorar la producción:
- Limpieza de pozos: para eliminar las incrustaciones y otros materiales solubles
en ácidos; el pozo se llena, se lava y se impregna de ácido para eliminar las
incrustaciones orgánicas e inorgánicas de los tubulares y la superficie de la
formación.
- Fractura con ácido: el ácido se inyecta en calizas con baja permeabilidad a una
presión superior a la presión de fractura de la formación.
- Acidificación matricial: se inyecta ácido radialmente en la estructura de la matriz
de la formación, a una presión inferior a la de fractura. El ácido reacciona con
las rocas y los materiales que obstruyen el pozo, elimina los daños y restablece
la permeabilidad de las rocas del yacimiento cercanas al agujero.
- Eliminar las incrustaciones y concentraciones de compuestos en las
paredes interiores de las tuberías utilizadas en los pozos de petróleo y gas.
- Limpiar equipos tales como calderas, tuberías e intercambiadores de calor
en plantas químicas y refinerías.
- Eliminar obstrucciones en tuberías.
- Otros usos diversos.
2.4.3. NORMAS DE SEGURIDAD.
Todo el personal que manipule y use ácidos o aditivos para ácidos debe revisar y
acreditar el conocimiento de las siguientes normas:

33
- Norma de Seguridad 18 de Well Services: Comunicación de Riesgos de
Productos Químicos y Manipulación de Materiales (HAZCOM): este documento
incluye las normas y procedimientos específicos que deben seguirse en cualquier
locación donde se manipulen y utilicen materiales peligrosos. Las empresas
prestadoras de servicios petroleros tienen sus propios manuales y
procedimientos de manejos técnicos, provenientes de sus SGI (Sistemas de
Gestión Integrados) ISO 9001, “Calidad”, ISO 14001, “Medio Ambiente” y
OSHAS 18001 “Seguridad Industrial y salud Ocupacional” y de una de ellas
tomamos un ejemplo, de la Empresa SCHULUMBERGER.
- Normas Medioambientales de Schlumberger: SLB-QHSE S008: la norma
contiene las exigencias y procedimientos que Schlumberger ha diseñado para
proteger el medio ambiente, evitar la contaminación, minimizar el impacto
medioambiental, y cumplir las normas y requisitos legales sobre medio
ambiente.
- Norma de Seguridad OFS QHSE 003: Equipo de Protección Personal (PPE).
- Norma de Seguridad 5 de WS: Bombeo a Presión y Seguridad en la Locación.
- Norma de Seguridad 17 de WS: Almacenamiento y Manipulación de Oxidantes.
Norma de Seguridad 4 de WS: Instalaciones y Talleres.
- Norma de Seguridad 25 de Well Services: Entrada a Espacios Confinados. Los
tanques utilizados para el almacenamiento de ácidos y productos químicos
ácidos se consideran espacios confinados; por ello, antes de acceder a ellos, el
personal encargado debe asegurarse de que cumple todos los requisitos.
- Norma Técnica Ecuatoriana NTE INEN 2 266:2009. Transporte,
Almacenamiento y Manejo de Materiales Peligrosos. Requisitos.

34
- Norma Técnica Ecuatoriana NTE INEN 2 288 Productos Químicos
Industriales Peligrosos. Etiquetado de Precaución. Requisitos
2.4.4. RESPONSABILIDADES EN EL TRABAJO.
La gerencia tiene la responsabilidad de:
- Asegurarse de que se respeten estas normas y proporcionar el equipo
de protección personal (PPE) necesario.
- Proporcionar el entrenamiento necesario al personal.
- Interrumpir los trabajos cuando no se cumplan los requisitos.
Los supervisores de trabajo tienen la responsabilidad de:
- Asegurarse de que todos los empleados y contratistas respeten estas normas en el
lugar de trabajo.
- Reconocer los riesgos asociados a estas operaciones y minimizar al máximo
estos riesgos.
- Asegurarse de que todo el personal de tenga la capacidad y formación necesarias
para manejar los equipos que se les hayan asignado.
- Tomar las medidas oportunas, hasta el final de toda la operación, si se registran
riesgos inadmisibles.
Todos los empleados tienen la responsabilidad de respetar estas normas y saber
detectar y minimizar (en la medida de lo posible) los riesgos relacionados con
estas operaciones.

35
2.4.5. ELEMENTOS DE PROTECCIÓN PERSONAL (EPP).
Para el manejo de estos tipos de ácidos de limpieza se exige la utilización de la Norma
de Seguridad de PETROECUADOR SI-014 de ELEMENTOS DE PROTECCIÓN
PERSONAL, que manifiesta lo siguiente, la entrega y uso de elementos de protección
personal es obligatoria y estará dispuesto por el código del trabajo y el reglamento de
seguridad y salud de los trabajadores y mejoramiento del medio ambiente de trabajo.
El objetivo de esta norma será, establecer las disposiciones y procedimientos para la
entrega y control de la utilización de los elementos de protección personal, que deben
usar los trabajadores y el personal de planta en general, de acuerdo a los riesgos
presentes en el medio laboral correspondiente.
Esta norma se aplicará para todos los funcionarios, trabajadores y empleados de
PETROECUADOR y sus empresas filiales.
36
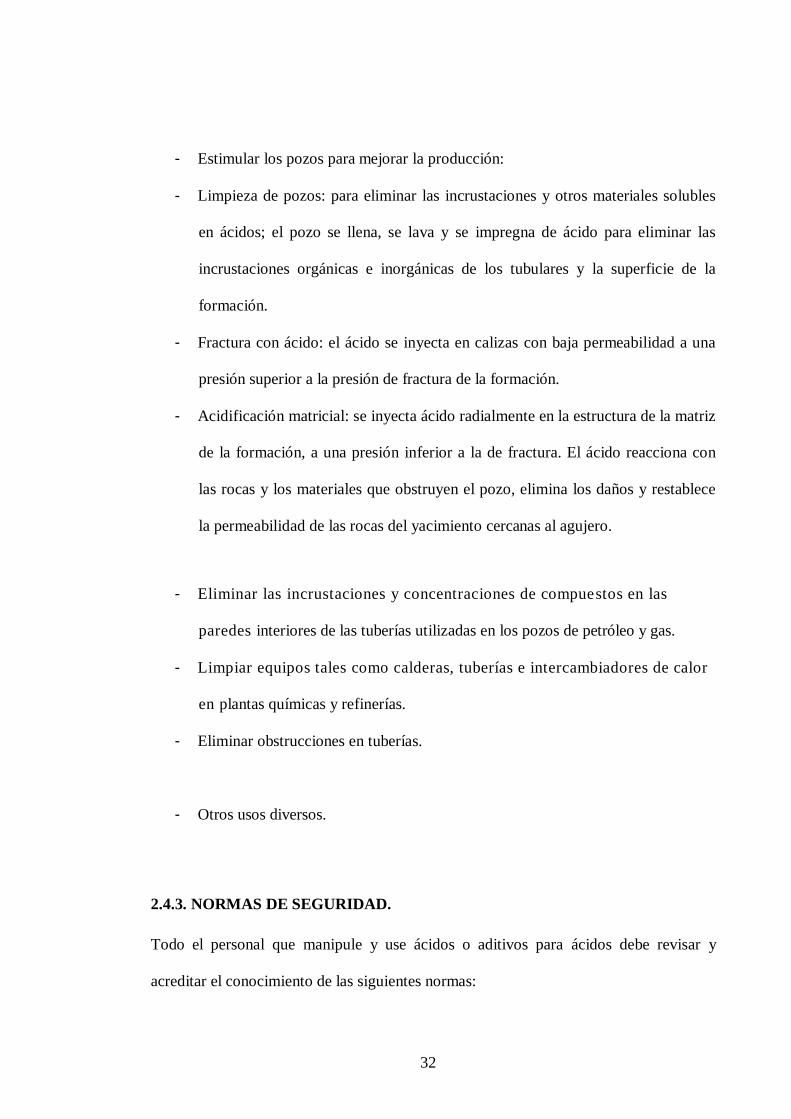
Figura 1: Permiso de trabajo en frío para iniciar la operación de limpieza ácida.
Fuente: Petroecuador
Elaborado por: Gregory Bonilla.

37
Figura 2: Permiso de trabajo en caliente para iniciar la operación de limpieza
ácida.
Fuente: Petroecuador
Elaborado por: Gregory Bonilla.

38
2.4.5.1. PROTECCIÓN FACIAL Y OCULAR.
Como requisito mínimo, deberán llevarse antiparras de protección contra las
salpicaduras bien ajustadas (antiparras químicas de ventilación indirecta) (Fig 3-4).
Cuando existan riesgos de recibir salpicaduras en la cara, también se deberá llevar una
careta transparente que cubra todo el rostro.
Figura 3 Figura 4
Antipárra química de ventilación indirecta Mascarilla de protección total
Fuente: Manual JET SEGURIDAD SLB Fuente: Manual JET SEGURIDAD SLB
Elaborado por: Gregory Bonilla Elaborado por: Gregory Bonilla
2.4.5.2. PROTECCIÓN DE LAS MANOS, CUERPO Y PIEL.
Para las manos deben llevarse guantes impermeables (butilo, neopreno, nitrilo, PVC o
Vitón). Para el cuerpo el trabajador debe llevar un delantal y botas resistentes a los
productos químicos (fig 5), por ejemplo de neopreno o cloruro de polivinilo (PVC).
Es necesario asegurarse de que todas las partes del cuerpo que puedan estar expuestas
a las salpicaduras estén cubiertas; si es necesario se utilizarán mangas y manguitos y
protectores para las piernas, guantes, botas y ropa cerrada hasta el cuello.
39
Figura 5: Protección de las manos cuerpo y piel.
Fuente: PETROCOMERCIAL Riobamba. Elaborado por: Gregory Bonilla
2.4.5.3. PROTECCIÓN RESPIRATORIA.
Si los niveles de exposición superan las 5 ppm, se recomienda llevar un
respirador purificador de aire certificado por NIOSH con cartucho para gases ácidos
(fig. 6) (código de color amarillo) y Otro de partículas de alta eficiencia, CHEPA).
Si los niveles de exposición superan las 50 ppm, se recomienda utilizar un equipo de
respiración autónomo con una pantalla que cubra toda la cara.
Figura 6: Mascarilla
Fuente: Manual JET SEGURIDAD SLB
Elaborado por: Gregory Bonilla

40
2.4.6. DOCUMENTOS CON INFORMACIÓN DE SEGURIDAD.
La naturaleza y peligro de los ácidos y aditivos para ácidos se presenta en diversos
documentos.
Estos textos contienen información sobre la naturaleza de los materiales,
los elementos de protección personal (PPE) y las precauciones y requisitos de
seguridad necesarios, los peligros posibles y los pasos a seguir en caso de
accidente. Estos documentos son:
- MSDS (Hojas de Datos de Seguridad de Materiales).
- Etiquetas de los productos.
- Documentos de transporte y envío.
- Tarjetas de Emergencia de Transporte (Trem).
- Documentación de transporte.
2.4.6.1. HOJAS DE DATOS DE SEGURIDAD DE MATERIALES (MSDS).
Las hojas datos de seguridad de los materiales son documentos de referencia donde se
indican todos los peligros, indicaciones de seguridad e instrucciones de manipulación de
todos los ácidos y aditivos para ácidos.
Para todos los productos químicos utilizados, productos o materiales de mantenimiento,
se deben cumplir los siguientes requisitos:
La identificación del material en la etiqueta del contenedor debe coincidir con la de las
hojas de seguridad. De esta manera, a partir del nombre o código del material se podrá
encontrar la MSDS correspondiente.
41
En el caso de productos adquiridos localmente, deberá conservarse en los archivos una
copia de la MSDS del proveedor.
El gerente local debe asegurarse de que en los archivos se encuentre la hoja de
seguridad actualizada de todos los materiales y productos procedentes de otras
empresas. Todas las personas en un lugar de trabajo que utilicen o puedan estar
expuestas a materiales peligrosos deben tener a su disposición las MSDS actualizadas.
Las MSDS deben encontrarse en las áreas de trabajo, en un lugar donde se puedan
encontrar fácilmente y además la información técnica disponible al personal debe estar
en idioma español. Se debe proporcionar a los clientes las MSDS de todos los
materiales; también se deberá proporcionar la hoja si el cliente lo solicita.
Cuadro 3: Modelo de hoja de seguridad de materiales peligrosos
Modelo de hoja de seguridad Pág. 1
NOMBRE DE LA EMPRESA
LOGOTIPO
1. IDENTIFICACIÓN DEL MATERIAL Y DEL PROVEEDOR
NOMBRE COMERCIAL:
NOMBRE QUÍMICO:
SINÓNIMOS:
USO RECOMENDADO DEL PRODUCTO QUÍMICO Y
RESTRICCIONES DE USO:
NOMBRE PROVEEDOR:
DIRECCIÓN PROVEEDOR:
TELÉFONOS PROVEEDOR:
FORMULA QUÍMICA:
NUMERO CA*:
NUMERO DE IDENTIFICACIÓN SGA:
*CAS: (Chemical Abstract Service): CÓDIGO DEL PRODUCTO *MSDS (Material Safety Data Sheet)
Hojas de seguridad de materiales
MSDS * No.
TELÉFONOS DE EMERGENCIA.

42
Modelo de hoja de seguridad Pág. 2
2. IDENTIFICACIÓN DE LOS PELIGROS.
CLASIFICACIÓN SGA DE LA SUSTANCIA / MEZCLA
ELEMENTOS DE LA ETIQUETA SGA, INCLUIDAS RECOMENDACIONES DE PREVENCIÓN Y PRECAUCIÓN
SÍMBOLOS O DESCRIPCIÓN DE LOS PELIGROS: (POR EJEMPLO: LLAMA, CALAVERA Y TIBIAS CRUZADAS,
EXPLOSIÓN, ETC.)
3. COMPOSICIÓN E INFORMACIÓN DE LOS INGREDIENTES PELIGROSOS
SUSTANCIA
%
NUM.CAS*
LIMITES DE EXPOSICIÓN
OCUPACIONAL
TLV* TLV-TWA*
*TLV: (Threshold Limit Valves) Valor umbral límite
TLV-TWD: (Tire Weighted Avarage): Valor límite promedio ponderado en el tiempo
4. PRIMEROS AUXILIOS
INHALACIÓN CONTACTO CON LA PIEL
CONTACTO CON LOS OJOS INGESTIÓN
INHALACIÓN:
CONTACTO CON LA PIEL:
CONTACTO CON LOS OJOS:
INGESTIÓN:
OTROS: (CARCINOGÉNESIS, MUTAGÉNESIS, TERATOGÉNESIS, ETC.)
SOBREEXPOSICIÓN REPETIDA:
PROCEDIMIENTOS DE PRIMEROS AUXILIOS
INHALACIÓN:
CONTACTO CON LA PIEL:
CONTACTO CON LOS OJOS:
INGESTIÓN:
INFORMACIÓN PARA EL MEDICO:

43
Modelo de hoja de seguridad Pág. 3
5. MEDIDAS DE LUCHA CONTRA INCENDIOS
ES INFLAMABLE?:
SI NO
PUNTO
INFLAMACIÓN (OC):
TEMPERATURA
AUTO IGNICIÓN(OC):
LIM. SUPERIOR LIM. INFERIOR:
INFLAMABILIDAD (%): INFLAMABILIDAD (%):
MEDIOS DE EXTINCIÓN RECOMENDADOS:
CO2 POLVO QUÍMICO SECO AGUA PULVERIZADA
ESPUMA OTROS NO APLICABLE
PROCEDIMIENTOS ESPECIALES PARA COMBATIR INCENDIOS:
EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO:
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN TÉRMICA:
6. MEDIDAS QUE DEBEN TOMARSE EN CASO DE DERRAME ACCIDENTAL
PROCEDIMIENTOS DE EMERGENCIA:
EQUIPO DE PROTECCIÓN PERSONAL QUE DEBE USARSE:
PRECAUCIONES MEDIOAMBIENTALES:
MÉTODOS Y MATERIALES DE AISLAMIENTO Y LIMPIEZA:
7. MANEJO Y ALMACENAMIENTO
PRECAUCIONES PARA EL MANEJO:
CONDICIONES DE AHILAMIENTO SEGURO:
INCOMPATIBILIDADES:
OTRAS PRECAUCIONES:
8. CONTROL DE EXPOSICIÓN / PROTECCIÓN INDIVIDUAL
CONTROLES DE INGENIERÍA APROPIADOS:
VENTILACIÓN LOCAL:
EQUIPO DE PROTECCIÓN PERSONAL:
44
Modelo de hoja de seguridad Pág. 4
PROTECCIÓN RESPIRATORIA:
PROTECCIÓN DE LOS OJOS:
PROTECCIÓN DE LAS MANOS:
OTROS EQUIPOS DE PROTECCIÓN PERSONAL:
PARÁMETROS DE CONTROL: LIMITES O VALORES DE CORTE DE EXPOSICIÓN OCUPACIONALES O BILÓGICOS
9. PROPIEDADES FÍSICAS Y QUÍMICAS
ESTADO FÍSICO:
APARIENCIA Y COLOR:
TEMPERATURA DE FUSIÓN (OC):
TEMPERATURA DE EBULLICIÓN (OC) (RANGO)
SOLUBILIDAD EN AGUA:
OLOR:
% DE VOLÁTILES POR VOLUMEN:
PRESIÓN DE VAPOR A 20OC (mm de Hg):
DENSIDAD DE VAPOR: MAS PESADO QUE EL AIRE MAS LIVIANO QUE EL AIRE
TASA DE EVAPORACIÓN: MAS RÁPIDO MAS LENTO QUE LE BUTIL ACETATO
DENSIDAD RELATIVA:
Ph:
SOLUBILIDAD (ES):
COEFICIENTE DE REPARTO N-OCTANO / AGUA:
TEMPERATURA DE IGNICIÓN ESPONTANEA:
TEMPERATURA DE DESCOMPOSICIÓN:
10. ESTABILIDAD Y REACTIVIDAD
ESTABILIDAD QUÍMICA: ESTABLE INESTABLE
POSIBILIDAD DE REACCIONES PELIGROSAS:
MATERIALES INCOMPATIBLES:

45
Modelo de hoja de seguridad Pág. 5
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN QUÍMICA:
POLIMERIZACIÓN PELIGROSA: OCURRIRÁ NO OCURRIRÁ
CONDICIONES QUE SE DEBE EVITAR (POR EJ: DESCARGA DE ELECTRICIDAD ESTÁTICA, CHOQUE O VIBRACIÓN)
11. INFORMACIÓN TOXICOLÓGICA
DESCRIPCIÓN CONCISA PERO COMPLETA Y COMPRENSIBLE DE LOS DIVERSOS EFECTOS TOXICOLÓGICOS
PARA LA SALUD Y DE LOS DATOS DISPONIBLES USADOS PARA IDENTIFICAR ESOS EFECTOS, COMO:
INFORMACIÓN SOBRE LAS VÍAS PROBABLES DE EXPOSICIÓN (INHALACIÓN, INGESTIÓN, CONTACTO CON LA
PIEL Y LOS OJOS):
SÍNTOMAS RELACIONADOS CON LAS CARACTERÍSTICAS FÍSICAS, QUÍMICAS Y TOXICOLÓGICAS:
EFECTOS INMEDIATOS, RETARDADOS Y CRÓNICOS PRODUCIDOS POR UNA EXPOSICIÓN A CORTO Y LARGO
PLAZO:
MEDIDAS NUMÉRICAS DE TOXICIDAD (ESTIMACIONES DE TOXICIDAD AGUDA):
12. INFORMACIÓN ECOTOXICOLÓGICA
BIODEGRADABILIDAD / PERSISTENCIA:
BIOTOXIDAD: (ACUÁTICA Y TERRESTRE, CUANDO SE DISPONGA DE INFORMACIÓN)
POTENCIAL DE BIACUMULACIÓN:
MOVILIDAD EN EL SUELO:
OTROS EFECTOS ADVERSOS:
COMPORTAMIENTO EN PLANTAS DE TRATAMIENTO:
13. INFORMACIÓN RELATIVA A LA ELIMINACIÓN DE PRODUCTOS
DESCRIPCIÓN DE LOS DESECHOS
PROCEDIMIENTOS DE MANEJO Y MÉTODOS DE ELIMINACIÓN:
PROCEDIMIENTO DE ELIMINACIÓN DE RECIPIENTES CONTAMINADOS:
14. INFORMACIÓN RELATIVA EL TRANSPORTE
DESIGNACIÓN OFICIAL DE TRANSPORTE DE LAS NACIONES UNIDAS:
NUMERO DE IDENTIFICACIÓN: UN (NACIONES UNIDAS)
CLASE (S) DE PELIGROS EN EL TRANSPORTE
GRUPO DE EMBALAJE / ENVASE, SI SE APLICA:
CONTAMINANTE MARINO: (SI / NO)
46
Modelo de hoja de seguridad Pág. 6
PRECAUCIONES ESPECIALES DURANTE EL TRANSPORTE:
15. INFORMACIÓN SOBRE LA REGLAMENTACIÓN
LEGISLACIÓN, NORMAS Y REGULACIONES ESPECIFICAS SOBRE SEGURIDAD, SALUD Y MEDIO AMBIENTE
RELACIONADAS CON EL PRODUCTO:
16. OTRA INFORMACIÓN
Sobre la responsabilidad, preparación y actualización de las hojas de seguridad de materiales:
ELABORADO POR: …………………………. FECHA:……………………...........
REVISADO POR:……………………………... FECHA:…………………………..
Fuente: Petroecuador
Elaborado por: Gregory Bonilla
2.4.6.2. CHEMICAL ABSTRACTS SERVICE
Chemical Abstracts Service (CAS) es una división de American Chemical Society
(ACS), y produce Chemical Abstracts y productos relacionados. Está localizada en
Columbus, Ohio, EE.UU.
CAS proporciona la mayor base de datos revelada públicamente sobre Química, y la
hace accesible buscando y creando software que provee enlaces a la literatura y las
patentes originales. El término "Chemical Abstracts" se usa frecuentemente para aplicar
a todos los diferentes productos, pero las distintas partes tienen ahora nombres
específicos. En 2007, el Servicio de Chemical Abstracts estaba diseñado por el ACS
National Historical Chemical Landmark, en reconocimiento a su significado en la
mayor parte de las investigaciones científicas dentro de la Química.
47
A continuación se presenta un cuadro de resumen que detalla los principales productos
químicos utilizados en los tratamientos ácidos en la industria petrolera para el control de
parafinas, depósitos y escala, pero antes aclaramos que existen casas comerciales que
ofrecen estos productos químicos, muchos de los mismos se encuentran patentados y su
fórmula es Know How de cada empresa; en el presente estudio se da información
general y algunos principios químicos generales que intervienen en las formulaciones,
en anexos se presentan ejemplos de hojas de seguridad MSDS de algunos de ellos.
2.4.6.3. DESCRIPCIÓN DE LOS PRODUCTOS QUÍMICOS A UTILIZAR
INHIBIDOR DE CORROSIÓN (A261)
En los siguientes apartados se describe e identifica los productos químicos y sustancias
a utilizar como inhibidores de corrosión:
EJEMPLO DE IDENTIFICACIÓN DE LA SUSTANCIA PREPARADA Y DE LA
EMPRESA.
- Código del producto: A261.
- Nombre del producto: Corrosión Inhibitor A261.
- Empleo de la Substancia/Preparación: Utilizado como inhibidos de corrosión en
aplicaciones de campo petrolero.
- Para cada producto es necesaria la información de sus componentes (cuadro 3)

48
Cuadro 4: Información de la composición de inhibidor de corrosión
COMPONENTES No CAS % EN PESO
CETONAS AROMÁTICAS PROPIETARIO 60 – 100
ALCOHOLES ALIFÁTICOS
ÉTER POLYGLYCOL
PROPIETARIO 7 – 13
ALCOHOLES ALIFÁTICOS PROPIETARIO 5 – 10
PROP – 2 – YN – 1 – OL 107 – 19 – 7 1 – 5
HIDROCARBURO
AROMÁTICO
PROPIETARIO 1 – 5
FORMALDEHIDO PROPIETARIO 1 – 5
PROPANOL – 2 – OL 67 – 63 – 0 1 – 5
Fuente: Manual MSDS SLB
Elaborado por: Gregory Bonilla
IDENTIFICACIÓN DE LOS PELIGROS.
- Peligros para la salud: extremadamente corrosivo y destructivo para los tejidos.
Causa quemaduras graves en la piel. Causa quemaduras graves en los ojos.
- Causa quemaduras en la boca, garganta y estómago. Peligroso al inhalarse.
Puede causar una reacción alérgica en caso de exposición cutánea repetida.
peligro del cáncer.
- Peligros principales para el medio ambiente: tóxico para los organismos
acuáticos.
- Precauciones: mantener apartado de las llamas abiertas, de las superficies
calientes y de los focos de ignición. Los vapores pueden formar mezclas
explosivas con el aire. No respirar vapores o niebla de pulverización. Evitar el
contacto con la piel y los ojos.
- Principales peligros físico: Líquido inflamable.
49
PRIMEROS AUXILIOS.
- Contacto con los ojos: inmediatamente limpiar ojos con agua durante 30 minutos
sosteniendo los párpados abiertos. Llame inmediatamente al médico.
- Contacto con la piel: quítese inmediatamente la ropa y zapatos contaminados. En
caso de contacto con la piel, lávese inmediata y abundantemente con jabón y
agua por lo menos durante 15 minutos. Buscar atención médica.
- Ingestión: no provocar vómitos. Llamar inmediatamente a un médico o a un
centro de información toxicológica. SI hay retraso, considere suministrar carbón
activado en agua o 2 vasos de leche o agua. Nunca debe administrarse nada por
la boca a una persona inconsciente.
- Inhalación: salir al aire libre. Si no respira, hacer la respiración artificial. Llame
inmediatamente al médico.
CONTROLES DE EXPOSICIÓN Y PROTECCIÓN PERSONAL.
- Disposiciones de ingeniería: asegúrese una ventilación apropiada.
- Medidas de higiene: mantener concentraciones en el aire por debajo de los
límites de exposición. Evitar el contacto con la piel y los ojos. No respirar
vapores o niebla de pulverización. Use equipo protector adecuado.
- Protección respiratoria: en caso de ventilación insuficiente, use equipo
respiratorio adecuado. Usar respirador aprobado por NIOSH de protección
contra vapores orgánicos (codificado de color negro o amarillo). Usar SCBA
(aparato de aire comprimido) en áreas encerradas.
- Protección de los ojos: gafas de seguridad ajustadas al contorno del rostro.
Pantalla facial.

50
- Protección de las manos: guantes impermeables. Neoprina. PVC.
- Protección de la piel y del cuerpo: delantal resistente a productos químicos.8
Tabla 1: Productos químicos utilizados para el tratamiento de pickling.
Productos químicos (tratamiento de pickling) Pág. 1
NOMBRE DEL
PRODUCTO
N° CAS
PRINCIPALES
PRINCIPIOS
QUÍMICOS
ACTIVOS.
FUNCIÓN
BIOACID 50
BIOACID 50 está
formulado a base de
tenso activos no
iónicos, ácidos
inorgánicos,
humectantes y
estabilizantes
BIOACID 50 es
efectivo en la remoción
de incrustaciones, sarro, eliminación de cercos y
manchas de cal, óxidos
de hierro y hongos
alrededor de tuberías.
Tiene poder humectante
BIOACID 50 se utiliza
para eliminar
obstrucciones en los
aireadores de grifos,
tubos metálicos
TENTIFLOC TN Sustancias fuertemente
alcalinas, estabilizantes.
Es un neutralizante
alcalino utilizado para subir los pH de aguas
ácidas, naturales de
pozo, textiles, río,
residuales, etc.
MULTI 20-o Tenso activos no
iónicos, elementos
alcalinos, humectantes,
Dispersantes y
estabilizantes
Es un detergente
alcalino, abrasivo
diseñado para eliminar
suciedad grasa,
incrustaciones, aceites,
suciedad pigmentaria,
polvo.
QUÍMICOS UTILIZADOS EN EL TRATAMIENTO CON COILED TUBING
ÁCIDO
CLORHÍDRICO
7647 – 01 - 0 HCl al 35 % Es una disolución
acuosa del gas cloruro
de hidrógeno (HCL). Se
utiliza como aditivode
acidificación para
aplicaciones de campos
petroleros.
8 SCHLUMBERGER SURENCO, Manual MSDS, VOL I, P 21.

51
Productos químicos (tratamiento de pickling) Pág. 2
SURFACTANTE
(F103)
111 – 76 – 2 2 – BUTOXYETANOL
Es un producto químico
que modifica las
propiedades de la
interface de los
sistemas líquido-líquido
o gas-líquido. Los
surfactantes reducen la tensión interfacial y
modifican el ángulo de
contacto entre líquido y
sólido en la interface.
67 – 63 - 0 PROPAN – 2- OL
PROPIETARIO
ETHOXYLATED
ALCOHOL LINEAR
(1)
PROPIETARIO
ETHOXYLATED
ALCOHOL LINEAR
(2)
PROPIETARIO ETHOXYLATED
ALCOHOL LINEAR
(3)
INHIBIDOR DE
CORROSIÓN (A261).
PROPIETARIO CETONAS AROMÁTICAS
Se añaden para reducir la reacción destructiva
del ácido con los
metales. El inhibidor
elimina más del 99% de
las pérdidas de metal
que tendrían lugar si no
se utilizara este
producto.
PROPIETARIO ALCOHOLES
ALIFÁTICOS ÉTER
POLYGLYCOL
PROPIETARIO ALCOHOLES
ALIFÁTICOS
107 – 19 – 7 PROP – 2 – YN – 1 –
OL
PROPIETARIO HIDROCARBURO
AROMÁTICO
PROPIETARIO FORMALDEHIDO
67 – 63 - 0 PROPANOL – 2 – OL
SODA ASH (M003) 497 – 19-8
Na2CO3.
El carbonato de sodio
es conocido
comúnmente como
barrilla, natrón, soda y sosa. Puede hallarse en
la naturaleza u
obtenerse
artificialmente.
Fuente: Manual MSDS SLB
Elaborado por: Gregory Bonilla
CAPÍTULO III

52
CAPÍTULO III
3. DESCRIPCIÓN PRÁCTICA DEL PROCESO DE PICKLING Y FLUSHING,
ADEMÁS TRABAJO DE ACIDIFICACIÓN CON COILED TUBING.
Este capítulo determina la aplicación de los ácidos (Pickling y Flushing) en equipos de
superficie
3.1. FLUSHING.
Consiste en un barrido de los sólidos que se encuentran en las líneas o tuberías y
componentes de control de los sistemas hidráulicos o de lubricación. Para asegurar
arranques sin problemas y evitar mayores catástrofes. Se hace necesario el Flushing que
elimina la totalidad de los contaminantes sólidos de tamaños micrométricos hasta
tamaños milimétricos. Este tratamiento en las tuberías es aplicado en los sistemas de
lubricación hidráulicos y refrigeración de los equipos rotativos con Turbinas,
Compresores, Turbocompresores, sistemas hidráulicos, también puede aplicarse a
Equipos de Intercambio de Calor, Calderos Pirotubulares, Acuatubulares
El tratamiento de limpieza ácida para depósitos de escala, asegura que los niveles de
limpieza en tuberías exigidos por los fabricantes de equipos, maquinas y en general a
cualquier equipo construido en acero que tenga depósitos de escala sean cumplidos a
cabalidad según normas INEN de control y seguridad para realizar este tipo de trabajo
con ácidos.
Este método de limpieza interna de las líneas de lubricación o transmisión de
lubricantes y todo tipo de tuberías o equipos con depósitos de escala es de mucha
importancia para el arranque de unidades nuevas o unidades que han sido reparadas.

53
Para la aplicación de esta técnica se debe poseer sistemas y equipos de FLUSHING que
posean líneas de bajos diámetros desde ¼” hasta 12” con capacidades de caudales que
aseguran un nivel de turbulencia mayor a 4.000 Reynolds. Su staff de servicio de campo
posee las unidades de Flushing de última generación que logran niveles de limpieza de
las tuberías hasta ISO 4406 14/13/11 y cuentan con unidades de medición de
contaminación y análisis de tipos de partículas que emiten una información del estatus
de la limpieza. Las unidades de flushing logran niveles de filtración con eficiencias del
99,9% que reducen el tiempo de Flushing, traduciéndose en disminución de costos al
cliente.
3.1.1. FLUSHING INICIAL (previo al tratamiento con ácidos).
El propósito de éste flushing es remover grandes partículas de suciedad provenientes de
la prefabricación y montaje de las tuberías.
- Llene el sistema con agua limpia, verificando la calidad del agua (pH, hierro y
conductividad), además el valor de la conductividad del agua debe estar entre
10-50 micro siemens.
- Si hay excesiva cantidad de grasa en las tuberías agregue un desengrasante
alcalino o una solución detergente, manteniéndola si es posible a una
temperatura de 55 a 65 grados centígrados (calentar el agua aunque no es
estrictamente necesario mejora la velocidad de limpieza) y con una duración lo
suficiente que permita remover la grasa al interior de las tuberías.
- El siguiente producto se puede utilizar como desengrasante: PRAXIS 555
desengrasante hidrosoluble en una solución de 10% en volumen.

54
- Haga circular el sistema (flushing). Durante el flushing haga vibrar las tuberías
utilizando martillos o vibradores, con el fin de aflojar la suciedad dentro del
tubo.
- Revise y limpie los filtros como se requiera manteniendo la presión diferencial
en el filtro, de acuerdo a las recomendaciones del fabricante del filtro.
- Una vez terminado el proceso de desengrase, drene el sistema y lave con agua
potable con el fin de remover todas las trazas de la solución desengrasante.
- El flushing inicial con agua se considera terminado cuando el filtro de malla 100
mesh se encuentre limpio después de 30 minutos de flushing.
- Una vez terminado el flushing inicial, drene el sistema y sóplelo con aire a
presión (25 psi) comprimido, este aire en lo posible no debe contener aceite ni
agua.
3.2. PROCEDIMIENTO DE PICKLING EN CAMPO.
Es un tratamiento superficial de metales utilizados para eliminar las impurezas, tales
como manchas, contaminantes inorgánicos, impurezas o escala, de metales no ferrosos,
cobre y aleaciones de aluminio. La solución que contiene ácidos fuertes, se utiliza para
eliminar las impurezas de la superficie de la pieza mediante disoluciones ácidas. El
objetivo de este proceso es la eliminación de las deposiciones y escalas sin que se llegue
a atacar la superficie del acero.
Para ello es necesaria la adición de inhibidores para que no haya prácticamente ataque al
metal base. Los factores más importantes que influyen a la hora de mantener el baño de
decapado son: la concentración de ácido, la temperatura del baño, y la duración del
tratamiento.

55
En los procesos de galvanizado se utilizan fundamentalmente como ácidos de limpieza
de escala el ácido clorhídrico (HCl) y en mucha menor proporción el ácido sulfúrico
(H2SO4). La concentración del baño de decapado es de un 14-16% en peso en caso de
utilizar ácido clorhídrico y de un 10-14% en peso para el ácido sulfúrico, siendo la
temperatura de trabajo de 60-80ºC.
La actividad de la solución de limpieza ácida va disminuyendo al aumentar su
concentración en hierro, por lo que es necesario realizar adiciones periódicas de ácido
para mantenerla. Así mismo, será necesario reponer las pérdidas producidas tanto por
evaporación como por arrastre de las piezas, compensándose estas pérdidas mediante la
adición de agua. Este sistema puede mantenerse así hasta que se alcanza el límite de
solubilidad del cloruro ferroso (FeCl2) en el propio ácido clorhídrico, por lo que una vez
que se ha llegado a este límite (∼150 g/L), la solución de limpieza ácida estará agotada
siendo necesaria su renovación.
3.2.1. SOLUCIÓN DE LIMPIEZA ÁCIDA AGOTADA.
Si se parte de disolución nueva de limpieza ácida, a medida que transcurre el proceso va
aumentando la concentración de hierro y metales, mientras disminuye la concentración
de ácido, manteniéndose constante la concentración de cloruro. El ácido puede ir
reponiéndose hasta cierto punto, pero llega un momento en que se alcanza el límite de
solubilidad del hierro en la disolución, alrededor de 150 g/L, por lo que será necesaria la
renovación del baño.
La composición fundamental de estos baños de limpieza ácida agotados es: ácido
residual libre, cloruros de hierro y de zinc, componentes de la aleación de los aceros e
inhibidores de decapado. En caso de que el desengrasado de las piezas se realice en el
56
propio baño de limpieza ácida mediante sustancias desengrasantes decapantes, también
tendrán en su composición una cantidad considerable de aceites y grasas libres y
emulsionadas.
Generalmente, para la preparación de los baños de limpieza ácida se utiliza ácido
clorhídrico técnicamente puro. Éste, dependiendo de cuál haya sido su origen y su
proceso de producción, puede contener diferentes cantidades de metales pesados, los
cloruros provienen del acido clorhídrico.
Estas sustancias adicionales no repercuten por lo general en el proceso de decapado.
Algunas empresas disponen de cubas separadas para la realización de la limpieza ácida,
por una parte para las piezas normales de producción, por otra, para aquellas piezas mal
galvanizadas o que por envejecimiento del recubrimiento sea necesario eliminarlo para
volver a galvanizarlas. En este tipo de empresas se genera dos tipos de residuos de
baños agotados de decapado: i) baños agotados con alto contenido en hierro y con
pequeñas cantidades de zinc, y ii) baños agotados con alto contenido en zinc y pequeñas
cantidades de hierro. Éstos últimos suelen contener además inhibidores de limpieza
ácida. La tabla 2 muestra la composición media de los baños de limpieza ácida agotados
según su utilización, distinguiendo entre aquellos en los que se limpian todo tipo de
piezas (baño de limpieza ácida agotado de mezcla), aquellos que limpian sólo las piezas
normales de proceso (baño de limpieza acida agotado de hierro) y por último aquellos
que se utilizan para la limpieza ácida de piezas con recubrimiento previo de zinc que es
necesario eliminar (baño de limpieza ácida agotado de zinc).
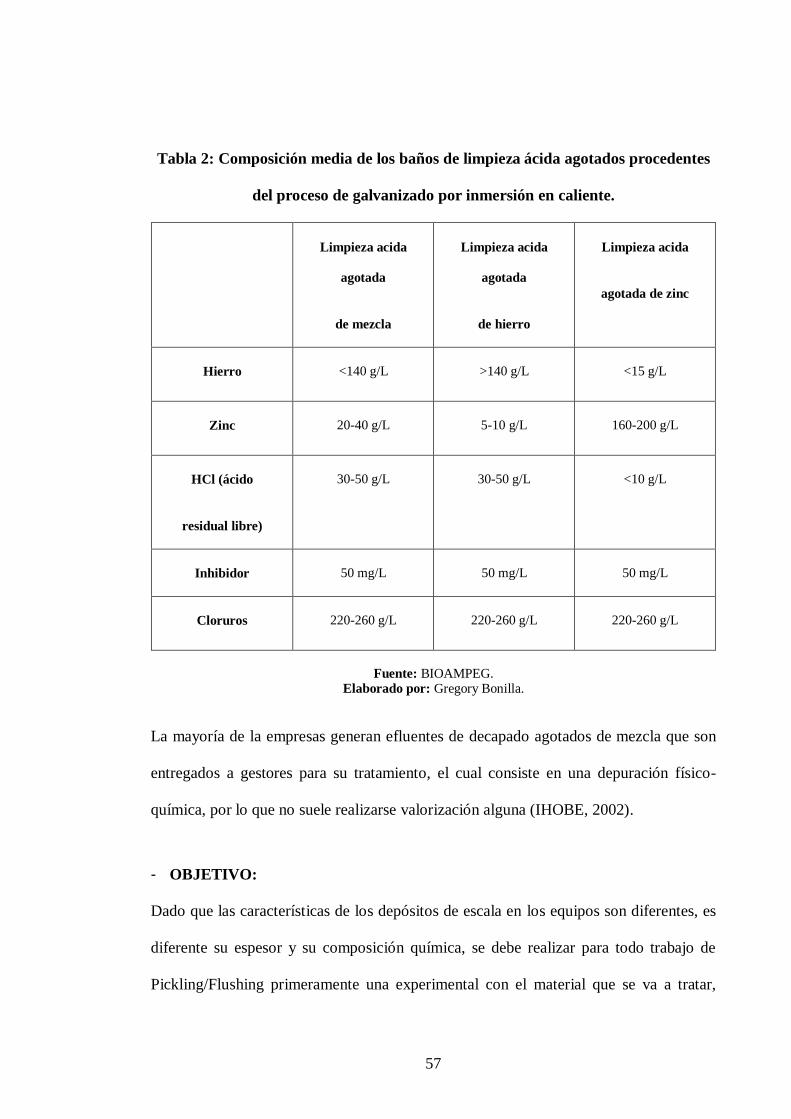
57
Tabla 2: Composición media de los baños de limpieza ácida agotados procedentes
del proceso de galvanizado por inmersión en caliente.
Limpieza acida
agotada
de mezcla
Limpieza acida
agotada
de hierro
Limpieza acida
agotada de zinc
Hierro <140 g/L >140 g/L <15 g/L
Zinc 20-40 g/L 5-10 g/L 160-200 g/L
HCl (ácido
residual libre)
30-50 g/L 30-50 g/L <10 g/L
Inhibidor 50 mg/L 50 mg/L 50 mg/L
Cloruros 220-260 g/L 220-260 g/L 220-260 g/L
Fuente: BIOAMPEG. Elaborado por: Gregory Bonilla.
La mayoría de la empresas generan efluentes de decapado agotados de mezcla que son
entregados a gestores para su tratamiento, el cual consiste en una depuración físico-
química, por lo que no suele realizarse valorización alguna (IHOBE, 2002).
- OBJETIVO:
Dado que las características de los depósitos de escala en los equipos son diferentes, es
diferente su espesor y su composición química, se debe realizar para todo trabajo de
Pickling/Flushing primeramente una experimental con el material que se va a tratar,

58
especialmente para determinar los tiempos de tratamiento; esto evitara que de primera
dañemos las tuberías y el equipo.
Este procedimiento tiene por objeto establecer el funcionamiento de los productos
químicos suministrados por la firma BIOAMPEG para el pickling de las tuberías de
aceite lubricante del Generador Eléctrico con motor de combustión interna de la
Empresa Agip Oil Ecuador, instalado en su Centro de Facilidades de Producción (CPF)
ubicado en la ciudad del Puyo parroquia Simón Bolívar provincia de Pastaza.
- ALCANCE:
El procedimiento deberá ser aplicado de acuerdo con las recomendaciones del
fabricante de los productos químicos y teniendo como guía el procedimiento de
ENERGY INTERNATIONAL aprobado por CATERPILLAR.
Muchos datos están restringidos por orden de la Empresa.
- PRODUCTOS:
Los productos a emplear son los siguientes:
DESENGRASANTE: MULTI 20 – o: Desengrasante alcalino abrasivo, diseñado para
saponificación de grasas y eliminación de suciedades granulares.
ÁCIDO DESINCRUSTANTE: BIOACID-50: Limpiador desincrustante concentrado
diseñado para la remoción de incrustaciones, sarro, óxidos de hierro etc. Tiene poder
humectante y posee suavizantes y estabilizadores.
NEUTRALIZANTE ALCALINO: TENTIFLOC TN: Neutralizante con alto
contenido de alcalinos fuertes para neutralización de aguas acidas, estable y
completamente soluble en agua.

59
3.2.2. PROCEDIMIENTO GENERAL DE LIMPIEZA ÁCIDA EXPERIMENTAL
EN CAMPO.
Toda la tubería de acero al carbón deberá ser limpiada con ácido, siguiendo los
siguientes requerimientos mínimos:
Asegúrese de cumplir con todos los requisitos de seguridad y precauciones en el manejo
de los ácidos, de acuerdo con las condiciones y reglamentaciones del sitio donde se van
a ejecutar los trabajos.
Asegúrese de cumplir con las reglamentaciones del ministerio del medio ambiente, plan
de manejo ambiental, leyes y regulaciones en lo relacionado con los vertimientos de los
materiales y sustancias utilizadas.
El manejo de ácidos solamente debe ser hecho por personal calificado. Agregue acido
al agua a la temperatura normal. No agregue agua al ácido. Agregue agente
neutralizante al agua. No agregue agua a los agentes neutralizantes. El agregar agua al
producto genera una reacción fuerte que puede ocasionar un accidente de trabajo.
La calidad del agua para preparar la solución ácida debe contener menos de 1.6 ppm de
hierro total.
La tubería a ser limpiada deberá estar aislada de todos los equipos, superficies
maquinadas, y no ferrosos componentes para evitar daños.
No se permite el lavado ácido si en la línea se encuentran instaladas válvulas, caso en el
cual se debe implementar la instalación de carretes temporales.
Se debe asegurar que la longitud de tubería a limpiar, permita suficiente flujo de la
solución ácida en todas las secciones de la línea.
Todas las tuberías a limpiar con ácido deben previamente haber sido desengrasadas y
lavadas con agua (flushing) de acuerdo con el numeral anterior.

60
La limpieza ácida deberá ser realizada por el uso de una solución al 10%, de ácido
clorhídrico inhibido (inhibited hydrochloric acid); ésta solución se debe calentar sin
exceder la temperatura de 150º F. También se puede utilizar el producto Referencia P-
222 de Praxis, el cual básicamente es una mezcla de ácidos inhibidos.
Circule la solución ácida entre tres y cinco horas aproximadamente dependiendo si se
han cumplido los parámetros de control y verificación del tratamiento con ácidos (pH,
conductividad, hierro divalente, hierro trivalente) y el grado de limpieza ha sido
alcanzado. El procedimiento de limpieza con ácidos en tuberías de acero deberá
realizarse hasta que la suciedad, escoria, calamina, corrosión, no sea visible en la
tubería.
Una vez inicie el proceso de recirculación de la solución ácida, mantenga control
permanente sobre el pH. Cuando se realiza la mezcla (ácido + agua) ésta presenta un pH
de 1.5 aproximadamente y debe incrementar a 2.0 (en tuberías nuevas), como producto
de la reacción química y a medida que avanza la recirculación. La mezcla se recircula
hasta obtener pH de 2.0 o hasta que alcance su punto máximo, el cual se determina
cuando la lectura de la medida se repita 3 veces, leída cada 15 minutos.
La medición del pH se puede hacer con cualquier tipo de reactivo químico o
Pehachímetro electrónico.
Adicionalmente al control del pH es necesario controlar los niveles de hierro divalente y
hierro trivalente para controlar el comportamiento del metal en el sistema, y no afectar
el material base de la tubería. La variación del hierro disuelto total (sumados el
divalente y el trivalente) no deberá exceder un contenido del 10%, una vez se ha
estabilizado el hierro divalente (proveniente del oxido superficial de la tubería), pues a
partir de éste porcentaje se considera que se está afectando el material base.

61
Al comienzo del proceso el hierro divalente revela la cantidad de óxido presente en la
tubería, y a medida que avanza el proceso dicho valor alcanza un máximo hasta
estabilizarse. Un valor típico está entre 2000 y 3000 ppm. Durante ésta fase el valor del
hierro divalente es igual al hierro total (siempre y cuando se estén limpiando tuberías
nuevas).
El hierro trivalente proveniente del ataque del ácido a la tubería prácticamente no se
presenta en éstos procesos, debido al uso de ácidos inhibidos.
La medición del hierro disuelto se debe hacer con los siguientes reactivos KIT
AQUAMERCK (0,1 A 50 ppm) X 180 DET. El valor máximo de lectura del Kit es de
50 ppm en hierro total y divalente, y dado que la cantidad de hierro disuelto presente
como óxido en las tuberías está por encima de las 1.000 ppm, se debe realizar una
disolución de la solución ácida del uno por mil (agregar a 1 centímetro cúbico de la
solución ácida un litro de agua), en agua destilada para determinar así el porcentaje de
hierro. Como parámetro adicional se debe conseguir una conductividad constante
medida en microSiems (μS) durante tres mediciones hechas cada 30 minutos, o
monitoreadas continuamente en la solución. La medición de conductividad se puede
hacer con el conductivimetro digital HANNA HI 8033 (0 A 19900 μS).
Este procedimiento es alternativo al que se realizado en el experimento de la página 74
(Fase Neutralizante), para neutralizar el ácido y pasivar las tuberías se procede de la
siguiente manera:
- Agregue a la solución ácida un volumen de Praxis – 557 (sin diluir) equivalente a un
10% del volumen total (solución ácida + solución alcalina).

62
- Circule el neutralizante. Al hacerlo el bache de neutralizante va desalojando el ácido
y a medida que avanza, neutraliza las trazas de ácido que quedan en la tubería, al
mismo tiempo que se va pasivando la misma.
- Recircule ésta nueva solución (ácida + alcalina) hasta que se determine su punto de
saturación a través del pH, sólidos totales y la conductividad de la siguiente manera:
Saturación del pH: Al agregar a la solución ácida, la solución alcalina el pH debe
aumentar. La solución alcalina debe pasar a tener un pH entre 6 y 8. Para verificar la
saturación de la solución alcalina se utilizarán los valores de conductividad, los cuales
deben permanecer constantes en tres mediciones consecutivas.
En el caso de no conseguir un pH de 6.0 como mínimo, se debe adicionar producto
alcalino (Praxis 557 – sin diluir), en cantidades equivalentes al 1% del volumen total de
la solución, hasta conseguir el pH entre 6 y 8.
Saturación de sólidos totales: La solución alcalina al ingresar al sistema produce una
limpieza adicional que hace que los sólidos totales aumenten; éste aumento de sólidos
se detecta midiendo la conductividad de la solución de acuerdo con el siguiente criterio:
- Sólidos totales = 0.5 veces la conductividad de la solución
Ejemplo:
300 µS (microSiemens) = 150 ppm de sólidos totales
- Una medida usual para una tubería nueva es entre 5000 a 10.000 ppm.
- El punto de saturación de la solución neutralizada es de 10.000 ppm.

63
- En el caso de llegar a tener una solución por encima de los 10.000 ppm, se debe
proceder a cambiar la solución neutralizada. En éste caso se debe preparar solución
alcalina al 10% en volumen y proceder a recircular.
- En el caso de tener un pH cercano a 6 y con la conductividad constante, se puede
adicionar agua al sistema hasta lograr conseguir el pH entre 6 y 8, aunque esta
adición afecte el valor de sólidos totales disueltos finalmente y siempre y cuando la
calidad del agua sea la misma de la mezcla original.
Para medir la conductividad se utiliza un equipo electrónico, el cual puede ser
CONDUCTIVIMETRO HANNA 8033 capacidad 19.990 µS.
- El proceso termina una vez se ha verificado que el valor del pH de la solución se
mantiene entre 6 y 8 aproximadamente, los sólidos totales y la conductividad
alcanzan su punto máximo. En este punto se obtiene un residuo con un pH neutro
que puede ser evacuado.
Cuando se hayan alcanzado los valores máximos, inicie el enjuague de las tuberías
introduciendo agua limpia inmediatamente para evitar que la solución alcalina se
mantenga mucho tiempo dentro de la tubería a fin de evitar la formación de depósitos
de sólidos disueltos. Mantenga circulando el agua de enjuague neutralizada por espacio
de 30 minutos y mida las características del agua dentro del tubo comparadas con el
agua utilizada originalmente.
- Inspeccione la tubería en diferentes sitios y asegúrese que quedó completamente
limpia de óxido, escoria mugre etc. Si lo anterior no ha sido removido repita el
pickling según el procedimiento anterior.
64
- Una vez realizado el lavado ácido y la línea ha sido neutralizada y lavada con agua
destilada o desmineralizada se debe secar con aire seco y proteger interiormente con
una película de aceite lubricante o un aditivo equivalente (se puede utilizar producto
PRAXIS 610) y asegurándose que no entren al interior partículas extrañas, polvo,
para lo cual debe disponer de tapones o plásticos que garanticen su completa
hermeticidad, mientras se realiza el flushing de la línea con el medio indicado. El
producto PRAXIS 610 es compatible químicamente con los aceites de base
parafínica, p.e SAE 30 en contacto con las partes internas de los motores Diesel.
- REGISTRO FOTOGRÁFICO DEL EXPERIMENTO.
Imagen 1: Montaje prueba de pickling.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.

65
Imagen 2: Bomba de pickling utilizada en circulación de solución ácida.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.
Imagen 3: Probeta inicial con calamina desengrasada.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.

66
Imagen 4: Vertimiento de detergente a cisterna de neutralización.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.
Imagen 5: Desprendimiento inicial de calamina fase ácida.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.

67
Imagen 6: Probeta inicial decapada fase ácida en frio al 4%.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.
Imagen 7: Probeta inicial fase neutralizante 4%.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.

68
Imagen 8: Probetas adicionales en neutralización 4%
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.
Imagen 9: Probeta de tubería al final del proceso.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.

69
Imagen 10: Probeta en agua y aire para observación de estabilidad.
Fuente: BIOAMPEG.
Elaborado por: Gregory Bonilla.
3.2.3. MARCHA DEL PROCEDIMIENTO EN CAMPO.
- FASE DESENGRASANTE:
MAYO 15
9: 30 a.m. Luego de hacer la interconexión de los equipos con el tubo de prueba 2 ½”
de diámetro SCH 40, se lleno el tanque con un volumen de 1,08 m3 de agua potable. Se
agregaron inicialmente 108 cm3 del producto MULTI20-o durante 30 minutos para
verificar estado del cupón de prueba en tina, este al ser examinado se observo con trazas
de grasa.
10:30 a.m. Se agregaron 800 cm3 de solución por 30 minutos y se observo que el cupón
estaba desengrasado y limpio.

70
12:00 pm. Se detuvo la recirculación y se vertió el agua, observándose algo de espuma
en el vertimiento. 1:00 a 2:00 pm, luego todos los efluentes tóxicos fueron llevados a
un tanque de neutralización para mezclarlos y entregarlos a un Gestor Ambiental
calificado.
- FASE ÁCIDA.
2:20 p.m. Se realizo cambio total de agua y se lleno el tanque con una cantidad de 0,5
m3 a la cual se le agregaron 500 cm
3 de BIOACID 50.Se reinicio recirculación 2:20
p.m.
Se hacen las observaciones del cupón en tanque:
2:35 p.m. no se observa cambios.
2:50 p.m. no se observa cambios.
3.05 p.m. no se observa cambios.
3:20 p.m. no se observa cambios.
Se prosigue por una hora más para evaluar el cupón en el tanque.
4:20 p.m. se empezó a ver levantamiento de calamina en el cupón.
Se hizo aforo del sistema para establecer el caudal de la bomba el cual resulto ser de 62
gpm con una presión en línea de 20 psig.
5:30 p.m. se suspendió la prueba, se dejo empaquetado el sistema.
Se comunico al proveedor de los productos para conseguir más ácido y neutralizante
pues el volumen mínimo en el tanque para que la bomba no cavite sea de 0,5 m3.
Para esta fase no se logro conectar las resistencias eléctricas del tanque por lo cual el
ácido trabajo en frio.

71
MAYO 16.
8:30 a.m. se reinicio la recirculación de la solución ácida en la misma concentración por
3 horas.
11:30 a.m. se observo en el cupón ampollamiento de la calamina (Escala).
Se colocaron en el tanque 20 lt. De componente ácido para mejorar la concentración.
Se colocaron dos cupones más para verificar el efecto de la concentración en las
superficies.
01:00 p.m. se inicio recirculación de la solución ácida concentrada de acuerdo con las
recomendaciones del proveedor
05:00 p.m. se suspendió la recirculación dejando el sistema empaquetado con la
solución ácida.
MAYO 17.
8:00 a.m. se observaron las probetas del tanque presentándose ampollamiento general
de la calamina en las tres sin desprendimiento.
Se inicio recirculación de la solución ácida por una hora.
9:00 a.m. se observaron la probetas con un buen decapado superficial y sin formación
de cristales de fosfatos.
9:10 a.m. se retiro del sistema la solución ácida y se coloco en tres tambores plásticos
de 208 lt. Cada uno para ser usada en la marcha del procedimiento con controles
químicos.

72
MAYO 20.
9:20 a.m. se hizo un enjuague del sistema con agua desmineralizada y recirculación
durante 30 minutos.
- FASE NEUTRALIZANTE
10:00 a.m. Se prepararon 500 lt de agua con 19 lt. De producto neutralizante
TENTIFLOC TN de acuerdo con las recomendaciones del proveedor.
10:30 a.m. Se inicio recirculación por 3 horas de acuerdo con las recomendaciones del
proveedor, también se puede utilizar el producto Praxis P-557 de acuerdo al
procedimiento indicado en la página 63.
11:00 a.m. se observo la formación de una película rojiza sobre la superficie de la
probeta la película se retira fácilmente con agua.
12:00 p.m. se observo la misma película rojiza se retira fácilmente con agua.
01:30 p.m. se verificaron las tres probetas se observa que la capa rojiza es más delgada
y se escurre de la superficie, al lavar las probetas con agua se observa una superficie de
color plomo claro estable al ambiente.
01:45 p.m. Se procede a desconectar la probeta de tubería en línea del circuito de
mangueras y a cortarla longitudinalmente para observar el estado interno de la misma.
Se deja la solución neutralizante almacenada en el tanque para ser trasvasada a tambores
plásticos para la marcha del procedimiento con controles químicos.
Las probetas en forma de cañuela se colocan para observación el lunes
1. En agua y al aire ambiente.
2. Al aire ambiente
3. Con una película de aceite superficial.
73
Ventajas del tratamiento de limpieza ácida:
- Buen acabado superficial (liso y uniforme).
- Buen ataque del ácido de forma prácticamente independiente de la forma de la pieza
a decapar.
- Reducir el impacto ambiental derivado del uso y gestión de los ácidos decapantes.
- Reduce los costos de operación. Esta reducción de costos supone, además de un
aumento de la productividad del proceso, una reducción del impacto ambiental
relacionado con la energía puesta en juego en todo el proceso.
- Uso de baños de decapado con bajas concentraciones de ácido sulfúrico (5% en
masa a 60ºc), proporcionan una gran mejoría en cuanto a la reducción de arrastres y
la menor generación de lodos.
- Disminución de los tiempos de para de equipos a prácticamente de 24 a 36 horas
dependiendo de la cantidad de escala a remover.
- El equipo no necesita ser sacado de línea.
Desventajas del tratamiento de limpieza ácida:
- Limpieza ácida tiene limitaciones debido a su corrosividad.
- Fragilización por hidrógeno se convierte en un problema para algunas aleaciones y
aceros al carbono, pero esto es controlable mientras el ácido no ataque al metal base
de la tubería.
- Debido a su alta reactancia de los aceros tratables, las concentraciones de ácido y las
temperaturas de la solución debe mantenerse bajo control para asegurar las tasas de
decapado deseado.
- Manejo de productos tóxicos.
74
- Formación de vapores corrosivos que repercuten en el ambiente de trabajo.
- Necesidad de tratar los efluentes previamente a su vertido o entregarlos a un Gestor
Ambiental calificado.
- Necesidad de gestionar adecuadamente un elevado volumen de residuos (baños
agotados).
3.3. COILED TUBING O LIMPIEZA ÁCIDA EN TUBERÍA Y BOMBAS DE
SUDSUELO.
Es la unidad principal en el trabajo de limpieza de la BES, el Coiled Tubing usualmente
se define como una cadena continua de tubería de diámetro pequeño, que conecta una
serie de equipos en superficie y asocia trabajos de perforación, reparación, completación
y reacondicionamiento de hoyo, pudiéndose usar tanto en ambientes terrestres como
marinos. Esta tubería generalmente es construida de una aleación especial de carbón –
acero, lo que permite se le maneje como a las tuberías PVC (Cloruro de Polivinilo) que
poseen características de flexibilidad, antioxidación, resistencia al fuego en algunos
casos, entre otras (fig 7).
Las características físicas del Coiled Tubing (CT) son las mismas a las de tubería
convencional de diámetro similar, con la ventaja de que no es necesario estibarla tramo
por tramo para bajarla o retirarla del pozo, ya que se le desenrolla o enrolla en un carrete
accionado mecánicamente como si fuera una manguera, permitiendo así un mejor y más
rápido almacenamiento y transporte. Por ser una tubería rígida flexible puede ser
introducida en el pozo con mucha más facilidad desde la superficie, esta característica la
hace atractiva para ser utilizada en los pozos muy desviados y horizontales.9
9 SCHLUMBERGER, Coiled Tubing Retrieval Procedure in Pictures, VOL I, Agosto 2007, pp 8.

75
La tubería CT puede tener una longitud de 9.450 m (31000 pies) o superior, según el
tamaño del carrete o el diámetro del tubo, que oscila entre 1 y 4 ½ pulgadas. Una unidad
motriz hidráulica, es controlada desde la consola instalada en una cabina de control
central en superficie, la cual acciona el cabezal del inyector en el fondo para desplegar y
recuperar la tubería CT. El gran carrete de almacenamiento también aplica peso sobre la
tubería.
La Unidad de Coiled Tubing posee cuatro componentes básicos, que sin alguno de ellos
no se podrían llevar a cabo las operaciones relacionadas con perforación, cementación,
reparación, reacondicionamiento de pozos, así pues son necesarios:
- Carrete de Almacenamiento: Sirve para guardar y transportar íntegramente la
tubería CT.
- Cabezal Inyector: Proporciona el esfuerzo de tracción para recuperar la tubería.
- Cabina de Control: Cabina en superficie desde donde se operan los equipos y se
monitorea la operación que se esté llevando a cabo.
- Unidad de Potencia: Se encarga de generar la potencia necesaria para la
operación de los otros componentes.
Las dimensiones y la capacidad de la Unidad de Coiled Tubing determinarán el tamaño
y longitud de la tubería CT que se usará.
La aceptación de las operaciones con CT está fuertemente relacionada con la
disminución de tiempo y costo, ya que al no tener que conectar la tubería una a una,
aumenta la velocidad de colocar la tubería en el pozo para desarrollar las diferentes

76
operaciones, entre las cuales se pueden señalar: Limpieza de pozos, abandono de pozos,
pesca, completación, cementación, entre otros.
Figura 7: Tubería Flexible
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.1. VENTAJAS DEL COILED TUBING.
Operativas:
- Trabajos sin necesidad de ahogo del pozo.
- Versatibilidad para una amplia gama de trabajos.
- Permanente desarrollo de nuevas tecnologías.
- Posibilidad de realización de soluciones globales.

77
Económicas:
- Rapidez operativa y de movilización.
- Bajo costo de locación.
Medio Ambiente y Seguridad:
- Disminución del impacto audio-visual.
- Bajo impacto sobre el terreno.
- Posibilidad de comando a distancia, proporcionando Seguridad al personal.
- Disminución en la cantidad de desechos.
Otros Beneficios:
- Disminuye considerablemente la pérdida de circulación y los problemas
ocasionados por aprisionamiento con agotamiento de los reservorios cuya
producción está en un proceso de disminución.
- Los costos de perforación disminuyen a mayores caudales de penetración,
prolonga la vida de la mecha, reduce los problemas relacionados con la
perforación y los costos de los lodos de perforación cuando se lo compara con la
perforación convencional.
- Se reduce o elimina la necesidad de deposición de los fluidos de perforación.
- La utilización del C.T. ha permitido desarrollar nuevas técnicas basadas en el
uso de motores de fondo y cortadores mecánicos.
- El perfilaje de pozos direccionales u horizontales asistidos con C.T. han dado
muy buenos resultados, especialmente en tramos horizontales extendidos o con
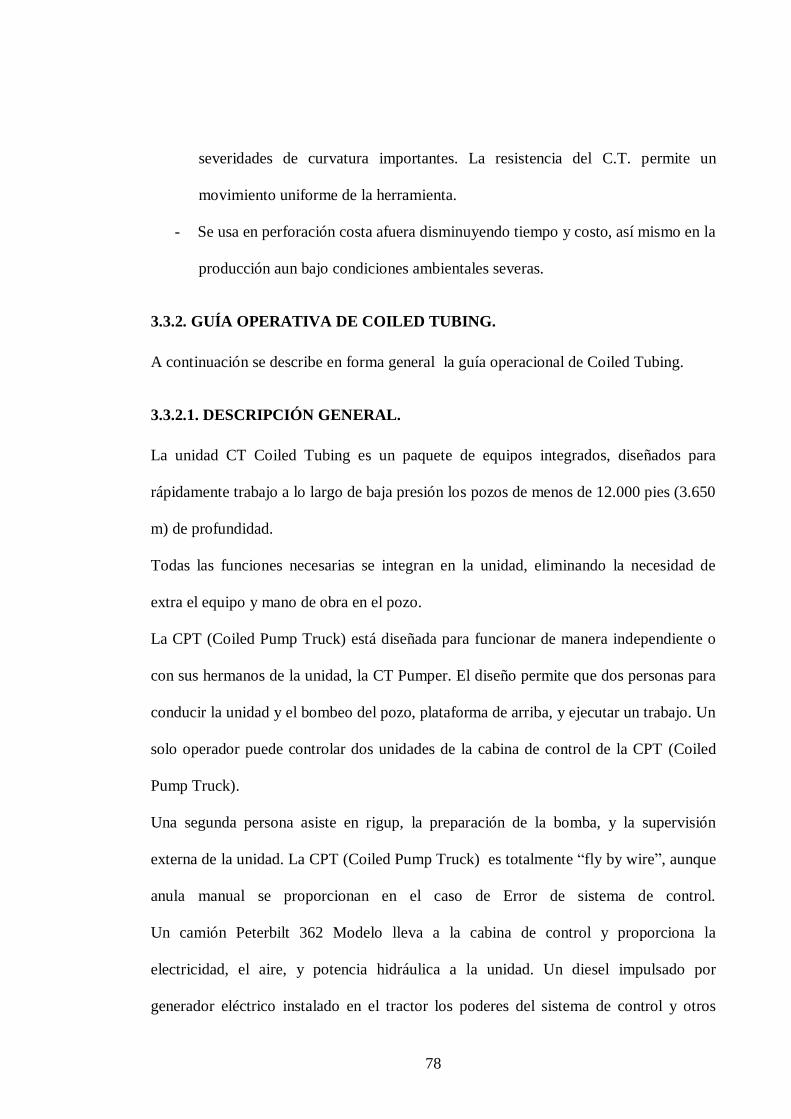
78
severidades de curvatura importantes. La resistencia del C.T. permite un
movimiento uniforme de la herramienta.
- Se usa en perforación costa afuera disminuyendo tiempo y costo, así mismo en la
producción aun bajo condiciones ambientales severas.
3.3.2. GUÍA OPERATIVA DE COILED TUBING.
A continuación se describe en forma general la guía operacional de Coiled Tubing.
3.3.2.1. DESCRIPCIÓN GENERAL.
La unidad CT Coiled Tubing es un paquete de equipos integrados, diseñados para
rápidamente trabajo a lo largo de baja presión los pozos de menos de 12.000 pies (3.650
m) de profundidad.
Todas las funciones necesarias se integran en la unidad, eliminando la necesidad de
extra el equipo y mano de obra en el pozo.
La CPT (Coiled Pump Truck) está diseñada para funcionar de manera independiente o
con sus hermanos de la unidad, la CT Pumper. El diseño permite que dos personas para
conducir la unidad y el bombeo del pozo, plataforma de arriba, y ejecutar un trabajo. Un
solo operador puede controlar dos unidades de la cabina de control de la CPT (Coiled
Pump Truck).
Una segunda persona asiste en rigup, la preparación de la bomba, y la supervisión
externa de la unidad. La CPT (Coiled Pump Truck) es totalmente “fly by wire”, aunque
anula manual se proporcionan en el caso de Error de sistema de control.
Un camión Peterbilt 362 Modelo lleva a la cabina de control y proporciona la
electricidad, el aire, y potencia hidráulica a la unidad. Un diesel impulsado por
generador eléctrico instalado en el tractor los poderes del sistema de control y otros

79
servicios públicos. Un kit de mojado instalado en la parte trasera de la cabina
proporciona la energía hidráulica a la unidad de inyección y otras funciones del sistema.
Un remolque ligero de transporte un carrete de tubo extraíble, inyector, y el montaje del
mástil. El un remolque cuya longitud total de goteo cacerola y un sistema de tanque
vacío para evacuar el goteo del inyector Pan para prevenir la contaminación del suelo
en el pozo. Con cierre cilindros hidráulicos ubicados cerca la parte trasera del remolque
de actuar como niveladores para estabilizar la unidad cuando se eleva el mástil.
3.3.2.2. POWER PACK
Es un equipo de alimentación de energía para el CTU (Unidad de Transporte y Control),
también llamado primer motor, por lo general un motor diesel. La unidad de
alimentación proporciona la energía hidráulica a través de un sistema de bombas,
válvulas y líneas, para operar las funciones de unidad de transporte y los controles. El
sistema consta de varios circuitos hidráulicos.
El power pack incorpora una instalación de acumuladores para permitir la operación
limitada del equipo de control de presión después de la parada del motor (fig 8).
Figura 8: Power Pack.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla

80
3.3.2.3. CONSOLA DE CONTROL.
El operador del CT controla el Power Pack de sistemas hidráulicos desde consola de
control. El diseño de la consola de control varía según el fabricante, pero normalmente
todos los controles están situados en una consola. La consola incluye todos los controles
y medidores requeridos por el operador del CT para controlar y supervisar el
funcionamiento de todos los componentes del CT. Esta consola se encuentra en la
cabina del Coiled Tubing (fig 9).
Figura 9: Consola de Control.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.2.4. CARRETE DE COILED TUBING.
La función principal del carrete es almacenar y proteger la tubería flexible del CT. El
sistema utiliza el carrete de tambor y un marco metálico para realizar esta función.
El carrete también realiza otras funciones como las siguientes:
- Mantiene la tensión adecuada entre el carrete y la cabeza del inyector.
- Circula fluido a través de la tubería flexible.
- Proporciona un montaje para la lubricación de la tubería, monitoreo y equipos de
medición (fig 10).

81
Figura 10: Carrete de Coiled Tubing.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.2.5. CABEZA INYECTORA.
El equipo que realiza estas operaciones se agrupa de la siguiente manera (fig 11):
1. Unidad y sistema de frenos.
2. Cadena de montaje.
3. Tracción y sistema de tensión.
4. Sistema de arco de guía.
Desde la consola, el operador del CT puede operar de forma remota los componentes
montados en la cabeza del inyector usando circuitos hidráulicos específicos. Los
circuitos hidráulicos permiten al operador ejercer un alto grado de control sobre
cualquier movimiento de la tubería flexible.
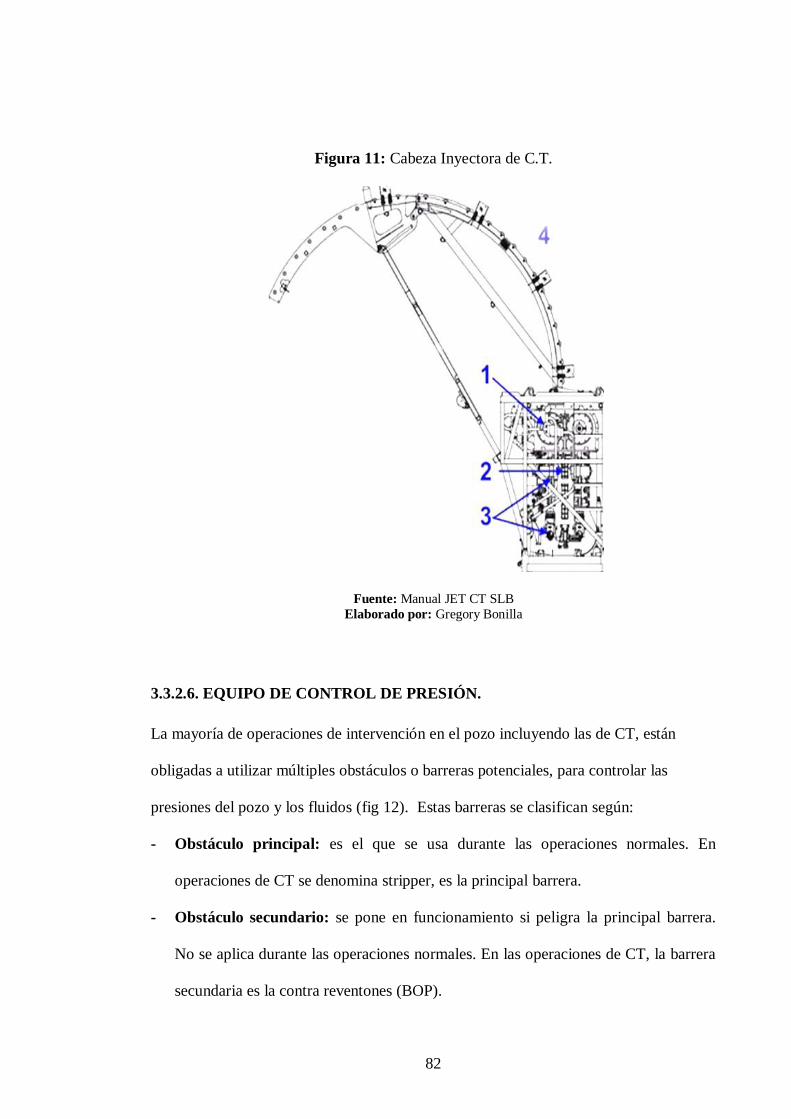
82
Figura 11: Cabeza Inyectora de C.T.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.2.6. EQUIPO DE CONTROL DE PRESIÓN.
La mayoría de operaciones de intervención en el pozo incluyendo las de CT, están
obligadas a utilizar múltiples obstáculos o barreras potenciales, para controlar las
presiones del pozo y los fluidos (fig 12). Estas barreras se clasifican según:
- Obstáculo principal: es el que se usa durante las operaciones normales. En
operaciones de CT se denomina stripper, es la principal barrera.
- Obstáculo secundario: se pone en funcionamiento si peligra la principal barrera.
No se aplica durante las operaciones normales. En las operaciones de CT, la barrera
secundaria es la contra reventones (BOP).

83
- Barrera terciaria: es operada en una contingencia o una emergencia, se pone en
funcionamiento como último recurso. El uso de una barrera terciaria por lo general
depende de varios factores, incluyendo las condiciones del pozo. Típicamente, en las
operaciones de CT, esta barrera es un corte / sello de la balanza de pagos monta
directamente sobre la cabeza del pozo.10
Figura 12: Equipo de Control de Presión.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.3. UNIDAD DE CT (COILED TUBING) UTILIZADA EN LA LIMPIEZA DE
LA BES DE UN POZO CONVENCIONAL.
Como referencia tomamos la empresa Schlumberger que dispone de la unidad de coiled
tubing para operaciones en los campos, esta unidad es la TUT 820. La unidad de
transporte se compone de Cabina de control, tubería inyectora, cabeza de pozo y
equipos de control de presión (fig 13); cada unidad de coiled tubing debe tener sus
respectivas especificaciones generales (Cuadro 5).
10 SCHLUMBERGER, Jet Manual 31, Coiled Tubing Units, Version 1.0, febrero 22 2007, pp 54.

84
Figura 13: Unidad de tubería flexible montada sobre un camión.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.3.3.1. APLICACIONES.
Las operaciones de Tubería Flexible, incluyen:
- Limpieza de arena
- Fracturamiento
- Acidificación y limpieza de BES.
3.3.3.2. EQUIPO.
- Bombas hidráulicas Denison.
- Tubería Flexible Inyectora.
- Carrete porta tubería.
- Generadores a diesel de 10 KW.
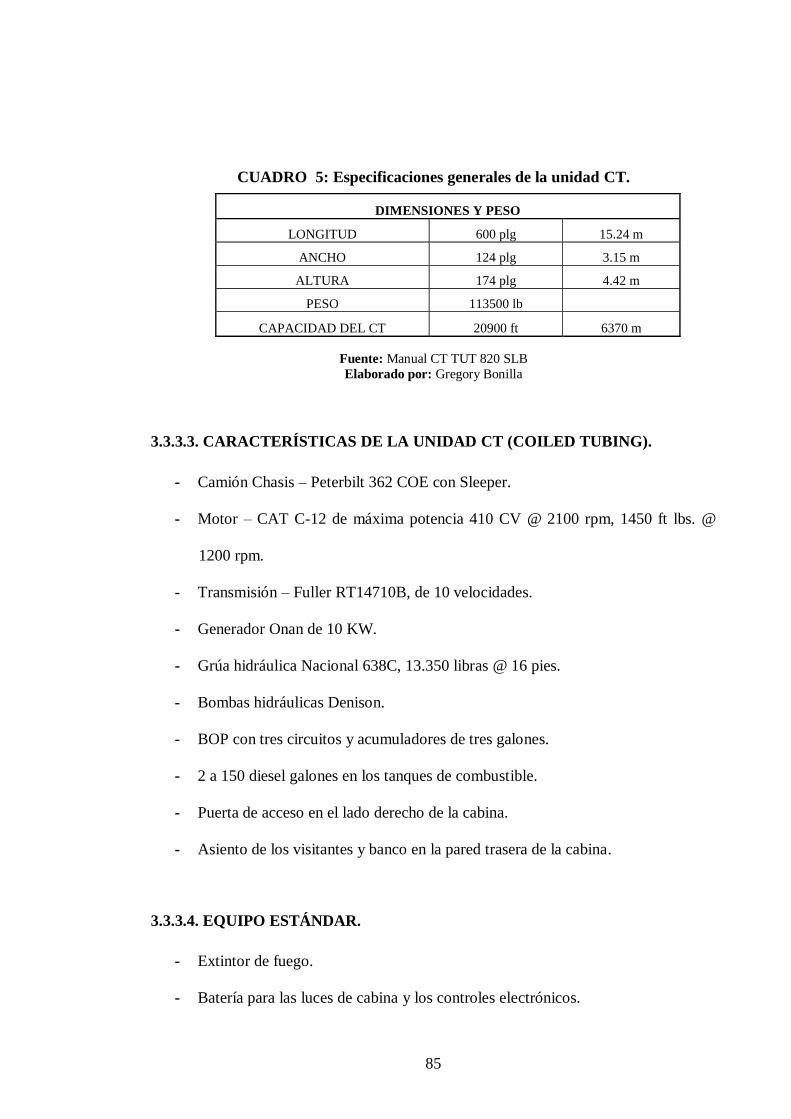
85
DIMENSIONES Y PESO
LONGITUD 600 plg 15.24 m
ANCHO 124 plg 3.15 m
ALTURA 174 plg 4.42 m
PESO 113500 lb
CAPACIDAD DEL CT 20900 ft 6370 m
CUADRO 5: Especificaciones generales de la unidad CT.
Fuente: Manual CT TUT 820 SLB
Elaborado por: Gregory Bonilla
3.3.3.3. CARACTERÍSTICAS DE LA UNIDAD CT (COILED TUBING).
- Camión Chasis – Peterbilt 362 COE con Sleeper.
- Motor – CAT C-12 de máxima potencia 410 CV @ 2100 rpm, 1450 ft lbs. @
1200 rpm.
- Transmisión – Fuller RT14710B, de 10 velocidades.
- Generador Onan de 10 KW.
- Grúa hidráulica Nacional 638C, 13.350 libras @ 16 pies.
- Bombas hidráulicas Denison.
- BOP con tres circuitos y acumuladores de tres galones.
- 2 a 150 diesel galones en los tanques de combustible.
- Puerta de acceso en el lado derecho de la cabina.
- Asiento de los visitantes y banco en la pared trasera de la cabina.
3.3.3.4. EQUIPO ESTÁNDAR.
- Extintor de fuego.
- Batería para las luces de cabina y los controles electrónicos.

86
- 2 luces de trabajo en la parte frontal de la cabina.
- Circuito de seguridad para el BOP cuando existe descarga en la válvula y
desconectarla.
3.4. BOMBAS TRIPLEX.
La finalidad de cualquier bomba es convertir la energía mecánica suministrada por un
motor, turbina u otra máquina motriz en energía hidráulica de la forma más eficiente
posible. Las bombas deben ser ligeras, compactas, sencillas, y fáciles de manejar y
mantener, además de proporcionar la eficiencia y potencia requeridas.
La empresa que tomamos como referencia Schlumberger Well Services utiliza bombas
de alta y baja presión (también denominadas bombas de desplazamiento positivo). Las
bombas de alta presión emplean pistones para desplazar el fluido.
Para la manipulación y manejo de las bombas los operadores deben pasar algunos
estándares impuestos por Schlumberger Surenco. Durante el entrenamiento práctico, se
requiere una supervisión adecuada. Se debe:
- Solicitar asistencia al supervisor si no está familiarizado con el funcionamiento o
si le preocupa algún aspecto del mismo.
- Verificar que todos los dispositivos de seguridad estén instalados y se encuentren
operativos antes de hacer funcionar una bomba triplex. Eso incluye la presencia
de dispositivos de apagado por sobrepresión y válvulas con discos de ruptura.
- Cuando se realice trabajos en una bomba, seguir los procedimientos que figuran
en el Estándar de Seguridad 4 de Well Services – Instalaciones y Talleres. Todo el
personal debe aprobar este estándar para poder laborar.
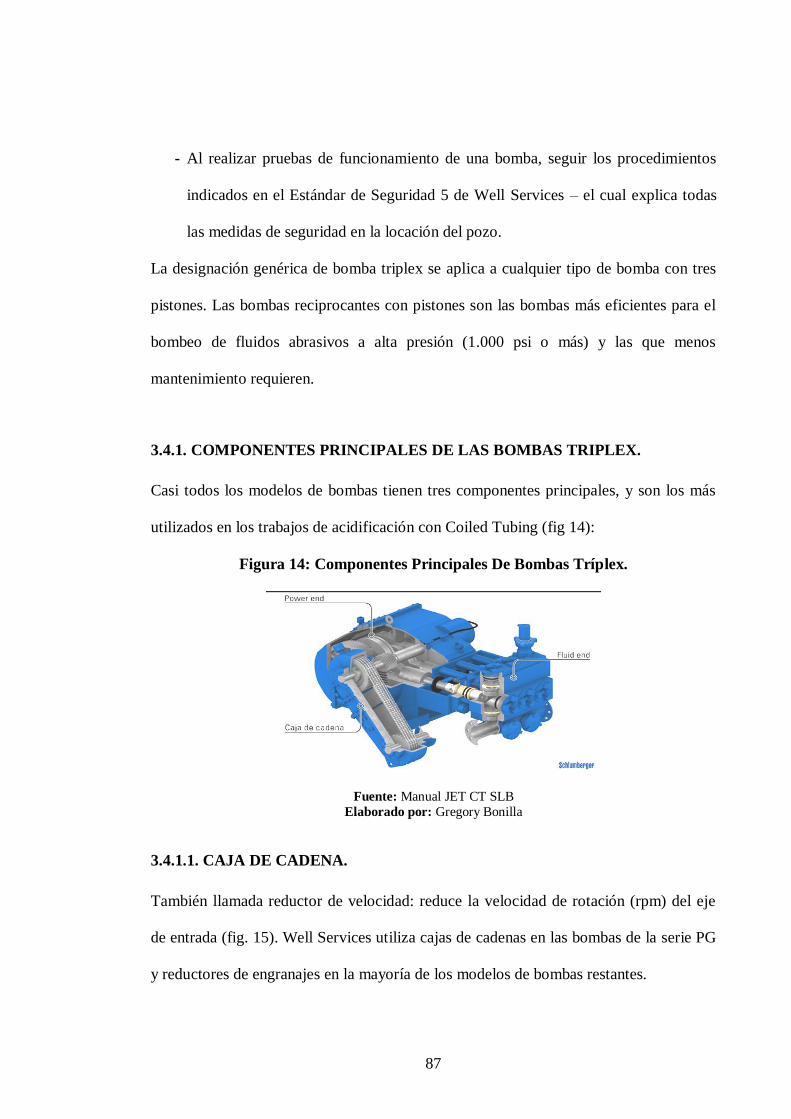
87
- Al realizar pruebas de funcionamiento de una bomba, seguir los procedimientos
indicados en el Estándar de Seguridad 5 de Well Services – el cual explica todas
las medidas de seguridad en la locación del pozo.
La designación genérica de bomba triplex se aplica a cualquier tipo de bomba con tres
pistones. Las bombas reciprocantes con pistones son las bombas más eficientes para el
bombeo de fluidos abrasivos a alta presión (1.000 psi o más) y las que menos
mantenimiento requieren.
3.4.1. COMPONENTES PRINCIPALES DE LAS BOMBAS TRIPLEX.
Casi todos los modelos de bombas tienen tres componentes principales, y son los más
utilizados en los trabajos de acidificación con Coiled Tubing (fig 14):
Figura 14: Componentes Principales De Bombas Tríplex.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.4.1.1. CAJA DE CADENA.
También llamada reductor de velocidad: reduce la velocidad de rotación (rpm) del eje
de entrada (fig. 15). Well Services utiliza cajas de cadenas en las bombas de la serie PG
y reductores de engranajes en la mayoría de los modelos de bombas restantes.

88
Figura 15: Caja de Cadena
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
FUNCIONES
La caja de cadena tiene dos importantes funciones:
a) Ofrece flexibilidad, permitiendo montar la bomba en distintas posiciones con
respecto al eje de salida del motor primario. La caja de cadena puede ir montada en
cualquiera de los lados del power end.
b) Convierte la salida del motor de bajo torque y alta velocidad de rotación en alto
torque y baja velocidad de rotación, más adecuado a los requisitos del power end. El
motor primario hace que la cadena se desplace sobre las ruedas dentadas superior e
inferior, montadas en el eje de piñón de la bomba. Cuando el motor primario hace girar
el eje inferior, la cadena transmite la potencia al eje superior, haciéndolo girar también.
Este eje transmite entonces la rotación al eje de piñón del Power End. Debido a la
diferencia en diámetros de las dos ruedas dentadas de la caja de cadena, la velocidad de
salida del motor primario se reduce y se incrementa el torque transmitido a la bomba.
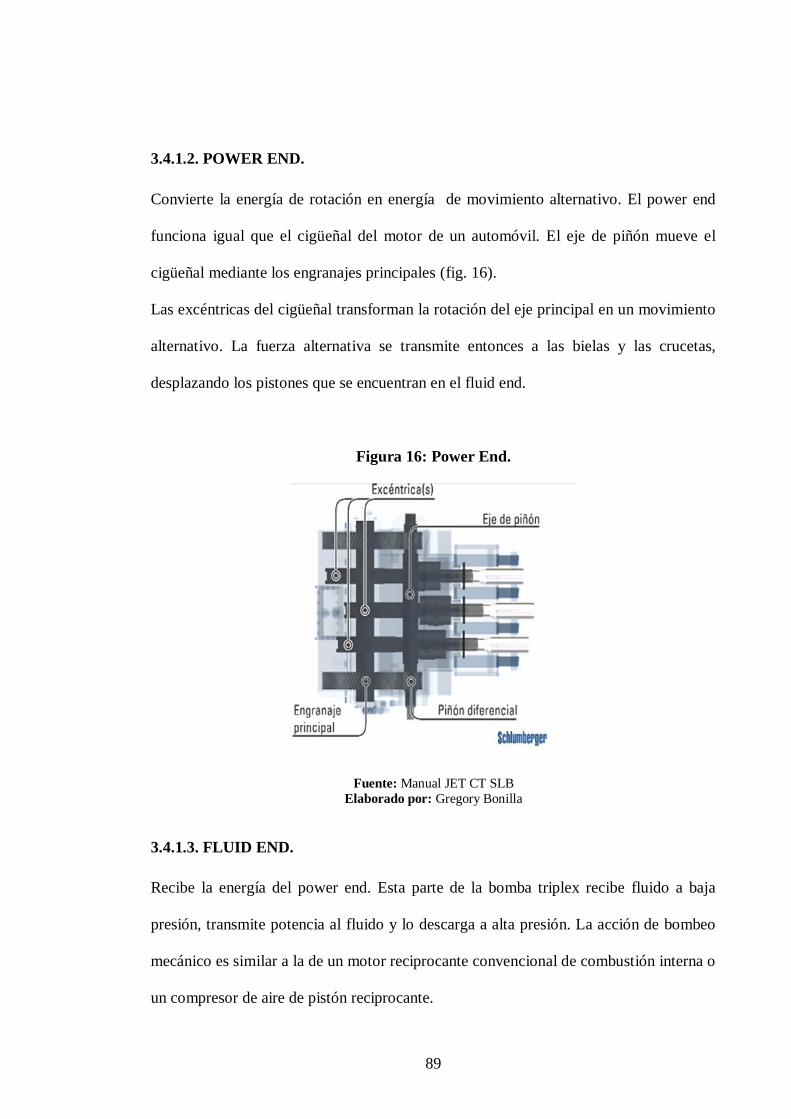
89
3.4.1.2. POWER END.
Convierte la energía de rotación en energía de movimiento alternativo. El power end
funciona igual que el cigüeñal del motor de un automóvil. El eje de piñón mueve el
cigüeñal mediante los engranajes principales (fig. 16).
Las excéntricas del cigüeñal transforman la rotación del eje principal en un movimiento
alternativo. La fuerza alternativa se transmite entonces a las bielas y las crucetas,
desplazando los pistones que se encuentran en el fluid end.
Figura 16: Power End.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.4.1.3. FLUID END.
Recibe la energía del power end. Esta parte de la bomba triplex recibe fluido a baja
presión, transmite potencia al fluido y lo descarga a alta presión. La acción de bombeo
mecánico es similar a la de un motor reciprocante convencional de combustión interna o
un compresor de aire de pistón reciprocante.

90
Cuando el pistón se mueve hacia el Power End durante la carrera de succión, la presión
que hay en el interior de la cámara disminuye, entre las válvulas de succión y de
descarga. Eso hace que la válvula de succión se levante y permita la circulación de
fluido en el manifold de succión a través de la entrada de succión, alrededor de las
válvulas de succión y en el interior de la cámara.
Cuando el pistón se desplaza en sentido opuesto, hacia el fluid end (carrera de
descarga), el fluido que hay dentro de la cámara es expulsado hacia el exterior. La
válvula de succión se cierra inmediatamente y el fluido levanta de su asiento la válvula
de descarga, empujando el fluido hacia la cámara de descarga (fig. 17).
Figura 17: Fluid End.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.4.2. CPT (COILED PUMP TRUCK) MPF 331.
Schlumberger Surenco utiliza este tipo de unidad la cual tiene integrada una bomba
tríplex para los trabajos de coiled tubing. El MPF-331 es un remolque en el cual se
encuentra montada una bomba la cual entrega alta presión de bombeo en servicios de
trabajos de campo de hasta 460 caballos de fuerza hidráulica.
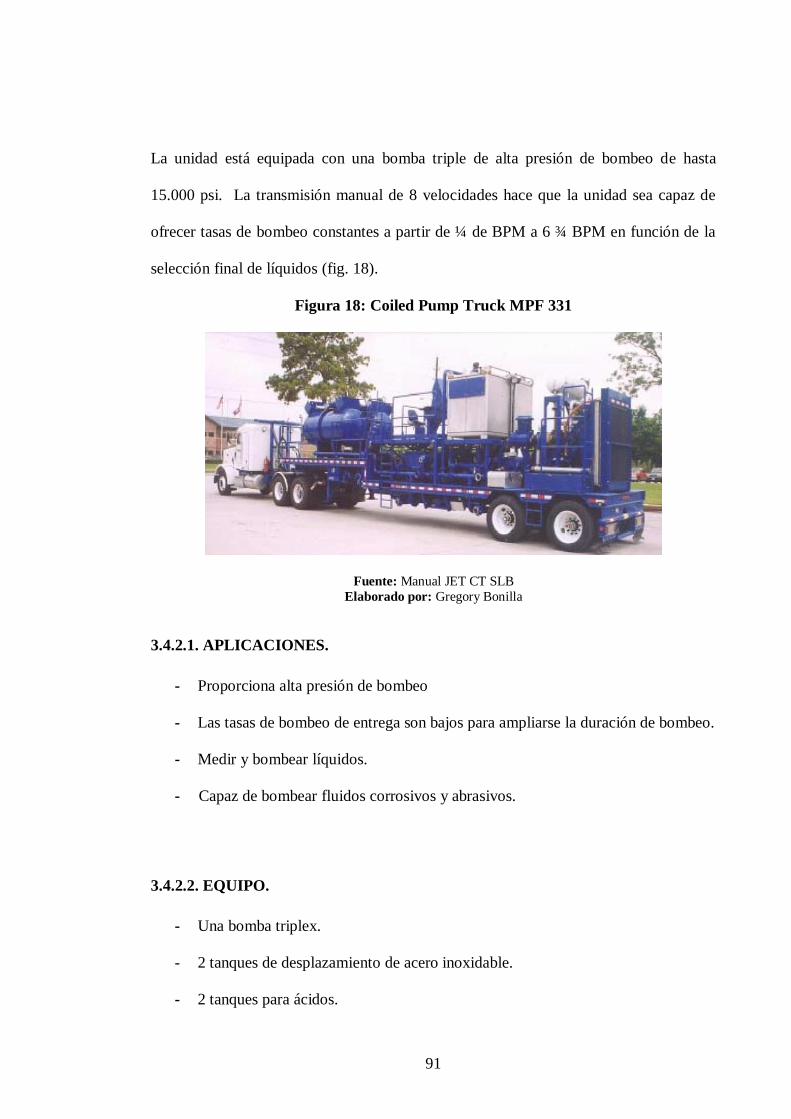
91
La unidad está equipada con una bomba triple de alta presión de bombeo de hasta
15.000 psi. La transmisión manual de 8 velocidades hace que la unidad sea capaz de
ofrecer tasas de bombeo constantes a partir de ¼ de BPM a 6 ¾ BPM en función de la
selección final de líquidos (fig. 18).
Figura 18: Coiled Pump Truck MPF 331
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.4.2.1. APLICACIONES.
- Proporciona alta presión de bombeo
- Las tasas de bombeo de entrega son bajos para ampliarse la duración de bombeo.
- Medir y bombear líquidos.
- Capaz de bombear fluidos corrosivos y abrasivos.
3.4.2.2. EQUIPO.
- Una bomba triplex.
- 2 tanques de desplazamiento de acero inoxidable.
- 2 tanques para ácidos.

92
- Una bomba mezcladora.
- Transmisión Manual de 8 velocidades.
3.4.2.3. STEM.
En el área de Well Services de la empresa Schlumberger Surenco antes de utilizar
cualquier equipo de trabajo se debe realizar lo que ahí se llama un STEM, el cual
significa una inspección antes del trabajo el cual permitirá un óptimo desarrollo del
mismo, el STEM consiste en:
- Comprobar que los pistones están apretados.
- Verificar el estado y el nivel del lubricante de la caja de cadena.
- Comprobar el estado y el nivel del lubricante del power end.
- Verificar el estado y el nivel del lubricante que se encuentra en el depósito de
aceite de empaques (Alemite).
- Comprobar el funcionamiento del lubricador del empaque (Alemite).
- Verificar la presión del aceite lubricante del power end:
- 50 psi cuando el aceite está frío
- 40 si cuando el aceite está caliente
- Comprobar que las tuercas del prensaestopas estén bien apretadas.
- Cebar las bombas.
- Limpiar la bomba y el manifold bombeando agua limpia a través de él.
- Lavar el manifold de succión.
- Drenar la bomba si hace frío.
- Revisar los sellos de los pony rods.

93
Comprobar que los anillos limpiadores no estén sueltos.
Este trabajo lo lleva a cabo el supervisor de campo con ayuda de los operadores, se lo
realiza siempre antes de cualquier operación de Coiled Tubing y bombeo.
3.5. TANQUE CISTERNA.
El ácido se puede transportar desde la base de Well Services (WS) al lugar de trabajo de
dos formas: o bien el ácido concentrado o bien ya mezclado con el agua y los aditivos.
El transporte puede realizarse en vehículos de transporte (cisternas de transporte)
especializados o en tanques de transporte montados en skid (fig 19).
Schlumberger utiliza tres tipos de cisternas de transporte en todo el mundo: STF-151,
STF-143 y STF-144. Las cisternas sirven para almacenar ácidos o aditivos líquidos
para su transporte o uso en tratamientos. Las salidas de descarga por gravedad están
ubicadas en la parte trasera inferior del tanque. Las válvulas de mariposa de la línea de
descarga se accionan neumáticamente y a distancia; los tanques están equipados con una
válvula de alivio de retorno por resorte. En la parte trasera se conecta un manifold de
llenado y recirculación. Una válvula igualadora de presión se encarga de equilibrar la
presión de aire en las operaciones de descarga. En la parte superior de las cisternas hay
instaladas bocas de inspección para llevar a cabo los trabajos de mantenimiento.
Para el trabajo de limpieza de la BES del pozo SSFF se utilizó la Cisterna o Trailer STF
– 144 para el transporte de líquidos, aditivos líquidos o ácidos y para su uso en campos
petroleros. Los tanques son resistentes a la corrosión y se construye con un
recubrimiento exterior de ¼ plg de acero de carbono con un revestimiento de polietileno
moldeado circular.

94
Este tanque tiene tres compartimientos, la capacidad de cada compartimento es de 60
bbls cada uno (2520 gal, 9538 L).
Las especificaciones de flujo se encuentran en la parte inferior trasera de la cisterna. La
línea de descarga de aire se realiza con válvulas de mariposas y son operados por
control remoto y equipado con un muelle de retorno para cumplir con los estándares del
Departamento de Transporte (DOT 412.)EE.UU. Un colector de llenado y de
recirculación se conecta a la parte trasera, un interruptor de vacío iguala la presión del
aire durante las operaciones de descarga. Existen compuertas en la parte superior de los
tanques para llevar a cabo operaciones de mantenimiento.
Figura 19: Tanque Cisterna.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
3.5.5. APLICACIONES.
- Transporta los aditivos líquidos y ácidos para su uso en el yacimiento.
3.5.6. EQUIPO.
- Tres compartimentos alineados de 60 Bls de capacidad cada uno.

95
3.6. TRABAJO DE LIMPIEZA DE LA BOMBA ELECTROSUMERGIBLE EN
EL CAMPO VILLANO ALFA BLOQUE 10 AGIP OIL ECUADOR DE CON
COILED TUBING.
A continuación se describe el procedimiento de limpieza con Coiled Tubing realizado
a la Bomba Electrosumergible.
3.6.1. PROCEDIMIENTO DE LIMPIEZA DE LA BOMBA
ELECTROSUMERGIBLE CON COILED TUBING.
- Mover y Ubicar Unidad de Coiled Tubing, Camión Bomba, tanques y químicos a
locación, esto se realiza según estándar 5 de seguridad de las unidades se encuentran
a una distancia mínima de 20 pies (6m).
- Reunión de seguridad y ubicación de unidades en locación; la realiza el supervisor de
campo, el que indica que solamente personal autorizado por Schlumberger tiene la
capacidad de intervenir en el pozo durante la operación. También determina medidas
y equipo de seguridad a ser utilizados durante la operación.
- Preparar el pozo para ser intervenido. Se procede al armado de tuberías para
transportar los químicos desde el camión cisterna a través de las bombas hacia el
coiled tubing, para ser inyectado al pozo.
- El cliente deberá sacar la standing valve del pozo con wire line.
- Armar el equipo, montar BOP sobre cabezal de pozo. Realizar una prueba de líneas a
4,000 psi, ya que la presión de inyección será menor a esta.
- Colocar conector de cuñas internas y realizar un pull test con 12,000 lbf, para saber si
resite la tensión y no perder la cuña.

96
- Armar el siguiente ensamblaje de fondo de 1-11/16”: Conector de cuñas externas,
válvula check, desconector hidráulico y Standing Valve modificado (NO-GO para
tubing de 3-1/2”; ID = 2.75”) Realizar prueba de tensión del conector con 12,000 lbs.
- Acoplar la cabeza inyectora y BOP en el cabezal del pozo y realizar prueba de
presión (stripper, brazos del BOP y válvulas check). Configurar sensores y CCAT
(programa que indica presiones temperatura y tasas de inyección en el pozo).
- Se recomienda preparar 60 bbl de agua tratada, esto para evitar inyectar agua fresca a
la formación provocando daños a la misma por emulsiones.
- Realizar reunión pre-operacional y leer HARC (guía de seguridad), y llenar el
formato de JSA (firma de constancia) a todos los involucrados en la operación.
- Abrir la válvula master del pozo (El cliente deberá realizar esta operación).
- Cambiar de fluido al Coiled Tubing por 24 bbls de agua tratada e iniciar a bajar el
CT lentamente los primeros 100 ft hasta pasar por las restricciones de la cabeza del
pozo.
- Bajar realizando pull test cada 3,000 ft rompiendo circulación bombeando 2 bbl de
agua tratada a 80 fpm.
- Disminuir la velocidad 200 ft antes de llegar al No-Go ubicado a 9,150 ft.
- Proceder a mezclar el fluido para el tratamiento, previa autorización del
representante de Petroproducción.
- Con la válvula wing abierta, bombear 24 bbl de DAD cuando el sistema llegue a la
punta del CT (24 bbl de capacidad del CT), parar el bombeo.
- Asentar standing valve modificado sobre el NO-GO aplicando 2,000 lbf sobre el
mismo.

97
- Cerrar válvula wing y verificar que el espacio anular Tbg/CT esté lleno, caso
contrario llenar con agua con surfactante (1 galón de F103 por cada 1000 galones de
agua) y presurizar anular Tbg/CT con 500 psi.
- Bombear el tratamiento a través de la ESP a un caudal de 0.5 bpm bombeando 20 bbl
de Cloruro de Amonio al 3% (si es necesario completar el volumen de
desplazamiento con agua con surfactante). Monitorear presión de cabeza para
verificar que existe buen sello con el standing valve; WHPmax = 1,800 psi.
- Una vez que se termine de bombear el tratamiento sacar el CT a superficie.
- Bombear un bache con 55 lbs de Soda Ash para neutralizar el ácido presente en el
CT y en las líneas de tratamiento.
- Desarmar equipo y dar por terminadas las operaciones.
REGISTRO FOTOGRÁFICO.
Jet CT SLB
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla.

98
Panel de control del Coiled Tubing.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla
Consola de control del Coilded Tubing.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla.

99
Cisterna de transporte de ácido STF – 143.
Fuente: Manual JET UNIDADES DE TRANSPORTE SLB
Elaborado por: Gregory Bonilla.
Sistema de control de emergencia de las bombas.
Fuente: Manual JET CT SLB
Elaborado por: Gregory Bonilla.

100
Bomba tríplex.
Fuente: Manual JET BOMBAS SLB
Elaborado por: Gregory Bonilla.

CAPÍTULO IV
101
CAPÍTULO IV
Conclusiones y Recomendaciones.
4.1. Conclusiones
- Los procedimientos de limpieza ácida tanto pickling, Flushing, coiled tubing son
eficientes para el área petrolera, y su aplicación disminuye el tiempo de mantenimiento
y ahorra recursos, así una limpieza ácida de un intercambiador de calor se lo hace en 24
a 36 horas, por procedimientos tradicionales (baqueteo), se demoraría por lo menos una
semana.
- La limpieza de equipos de subsuelo es imposible realizarla por métodos
convencionales sin necesidad de sacar los mismos a superficie, esto implica una
paralización prolongada de la producción y mayores recursos; con la tecnología de
limpieza ácida, no es necesario sacar los equipos y se disminuye el tiempo de
tratamiento a máximo 36 horas con el consecuente ahorro de recursos.
- En el Ecuador existen empresas que han desarrollado productos químicos para estos
procesos de limpieza ácida, pero no existe la suficiente difusión y el personal técnico
que aplique estos procedimientos.
- El control de los procesos de limpieza ácida debe ser exhaustivo y de acuerdo a los
métodos indicados en este trabajo, de lo contrario las partes metálicas del equipo a tratar
serán seriamente afectadas.
- Los ácidos utilizados para la operación con Coiled Tubing durante la limpieza de la
BES son, ácido clorhídrico que es el más utilizado cuando se presenta escalas por
carbonato de calcio. Por su facilidad de diluir escalas de CaCO3 y su bajo costo

102
económico el HCl es recomendado para manejar este tipo de escalas, este tipo de ácido
es aplicable conjuntamente con un inhibidor de corrosión para evitar que el ácido ataque
a la tubería o al equipo de subsuelo.
- La limpieza ácida de equipos de subsuelo con Coiled Tubing, limpia también a estos
equipos de depósitos de parafinas y asfaltenos por lo que afirmamos que es una
limpieza completa, esto no elimina la necesidad del control de depósitos de estos
compuestos químicos por los métodos aquí indicados, (inyección de desparafinadores).
- La limpieza ácida de equipos subsuelo con coiled tubing y de superficie con pickling
y flushing no elimina la necesidad de control de escala por los métodos aquí indicados
(inyección de químicos controladores de escala, inhibidores y controladores de
corrosión).
- Todos los ácidos utilizados en los procesos descritos deben ser inhibidos para
prevenir el ataque por oxidación a los equipos en tratamientos.
- Estos procedimientos de limpieza ácida garantizan un 99% de eficiencia en la
limpieza, frente a los métodos convencionales.
4.2. Recomendaciones
- Se debe difundir la aplicación de los procedimientos de limpieza ácida aquí descritos
para su aplicación en la Industria Petrolera Ecuatoriana, dadas sus ventajas técnicas y
económicas y su eficiencia en los resultados.

103
- El personal que aplique estos procedimientos debe tener alta capacitación en manejo
de equipos, seguridad industrial, control medio ambiental, química, para evitar daños a
estos equipos, al personal y al medio ambiente.
- El personal técnico en la industria petrolera debe tratar controlar los depósitos de
escalas, parafinas, asfaltenos, etc. y recurrir como última opción a los procedimientos
de limpieza ácida.
- Los efluentes del proceso deben ser dispuestos ambientalmente por personal técnico
capacitado por su alta toxicidad.
104
BIBLIOGRAFÍA
1. CONTROL DE INCRUSTACIONES, BAKER HUGHES, diapositiva 2.
2. Elton B. Hunt: “Laboratory Study of Paraffin Deposition”. Journal of Petroleum
Technology. Año 1962.
3. KEMEMER Franck, Manual del Agua Su Naturaleza, Tratamiento y
Aplicaciones, Mc Graw Hill, Tomo II.
4. Lira, G., C.,”Tecnología Mexicana Para Destapar Pozos Petroleros
Periodismo de Ciencia y Tecnología” ,2004.
5. NORMA TÉCNICA ECUATORIANA NTE INEN 2268 / PINTURAS Y
PRODUCTOS AFINES. DETERMINACIÓN DEL COMPORTAMIENTO EN
CÁMARA SALINA.
6. NORMA TÉCNICA ECUATORIANA NTE INEN 2266/ Transporte,
Almacenamiento de Material Peligroso.
7. PROCEDIMIENTO DE PICKLING INEIPE S.A. BIOAMPEG
8. SALGADO Brito, Oxidation Of Soil Parafin(11-12), 2ª Edición, 2007
9. SCHLUMBERGER, Jet Módulo 10 Almacenamiento, Manipulación, Transporte
y Mezcla de Ácidos, Versión 1, Septiembre 2006.
10. SCHLUMBERGER, Jet Módulo 10 Almacenamiento, Manipulación, Transporte
y Mezcla de Ácidos, Versión 1, Septiembre 2006.
11. SCHLUMBERGER SURENCO, Manual MSDS, VOL I.
12. SCHLUMBERGER, Coiled Tubing Retrieval Procedure in Pictures, VOL I,
Agosto 2007.
13. SCHLUMBERGER, Jet Manual 12 Coiled Tubing Handling and Spooling,
Version I, Febrero 10 2007.
105
14. SCHLUMBERGER, Jet Manual 31, Coiled Tubing Units, Version 1.0, febrero
22 2007.
15. SCHLUMBERGER, Jet Módulo 3 Bombas Tríplex, Versión 1, Agosto 2007.
16. SCHLUMBERGER SURENCO, Almacenamiento, Manipulación, Transporte y
Mezcla de Ácidos, Jet Módulo 10, Versión I.
17. SCHLUMBERGER SURENCO, Almacenamiento, Manipulación, Transporte y
Mezcla de Ácidos, Jet Módulo 10, Versión I.
18. SCHLUMBERGER SURENCO, Almacenamiento, Manipulación, Transporte y
Mezcla de Ácidos, Jet Módulo 10, Versión I.
19. http://www.halliburton.com
20. http://www.scribd.com/doc/19660264/Tratamientos-Quimicos-en-Operaciones-
Petroleras.
21. http://www.slb.com
22. http://en.wikipedia.org/wiki/Pickling_%28metal%29.

106
GLOSARIO DE TÉRMINOS.
- Acidificación.- Procedimiento de inyectar a presión una determinada cantidad
de acido (normalmente acido fluorhídrico o clorhídrico) a las paredes de los
pozos de petróleo y gas para quitar cualquier material que obstruya la salida de
fluidos. También se usa en formaciones rocosas para aumentar su permeabilidad.
- Asfaltenos.- Son una familia de compuestos químicos orgánicos, resultan de la
destilación fraccionada del petróleo crudo y representan los compuestos más
pesados y por tanto, los de mayor punto de ebullición.
- Bomba.- Máquina que aumenta la presión sobre un líquido y de este modo lo
hace subir a mayores niveles o lo obliga a circular. La bomba alternante tiene un
pistón que produce acción recíproca en un cilindro, gracias a una válvula de
entrada (succión) y una de salida (descarga).
- Bombeo electrosumergible.- Métodos de levantamiento en pozos de petróleo
que consiste en bajar una bomba accionada con un motor eléctrico al fondo del
pozo para impulsar al crudo a la superficie.
- Carbonato de Calcio (CaCO3).- Sal de calcio insoluble que a veces se utiliza
como densificador, en fluidos de perforación especializados. (Calcium
Carbonate - CaCO3).

107
- Coiled tubing.- Se refiere a las tuberías de metal, por lo general 1 "a 3.25" de
diámetro, utilizado para las intervenciones en los pozos de petróleo y gas y, a
veces, como en la producción de tubos de los pozos de gas ya agotado, que se
cola en un gran tambor.
- Corrosión.- Proceso químico o electroquímico complejo por el cual el metal se
altera o se destruye por reacción con su ambiente (agua, humedad, productos
químicos, temperatura, etc.). Por ejemplo, el óxido es corrosión.
- Flushing.- Su propósito es remover grandes partículas de suciedad provenientes
de la prefabricación y montaje de las tuberías.
- Incrustaciones.- Es la formación espontanea de un sólido cristalino sobre una
superficie debido a cambios en las condiciones de la solución, los mismos que
causan un cambio en el equilibrio químico en favor de la forma cristalizada de la
sal.
- Inhibidor.- Aditivo que se utiliza para retrasar acciones químicas no deseadas
en un producto. Se agregan inhibidores en cantidades relativamente pequeñas a
las gasolinas para impedir la oxidación y la formación de gomas, a los aceites
lubricantes, para evitar el cambio de color, y a los ambientes corrosivos, para
disminuir la acción corrosiva.
- Inhibidor (de corrosión).- Todo agente que, agregado a un sistema, retrasa o
impide una reacción química o la corrosión. Los inhibidores de la corrosión son

108
de uso ampliamente difundido en las operaciones de perforación y producción
para evitar la corrosión del equipamiento metálico que provocan el sulfuro de
hidrógeno, el dióxido de carbono, el oxigeno, el agua salada, etc.
- Manifold.- sistema accesorio de cañerías, parte de un sistema principal (o de
otro conductor) que sirve para dividir el flujo en varias partes, para combinar
muchos flujos en uno solo, o para redirigir un flujo a cualquiera de varios
destinos posibles.
- Nucleación.- Es el comienzo de un cambio de estado en una región pequeña
pero estable. El cambio de estado puede ser la formación de gas o cristal a partir
de un líquido.
- Parafinas.- Cualquiera de las sustancias blancas, inodoras, insípidas e inertes,
compuestas de hidrocarburos saturados obtenidos del petróleo.
- pH.- Abreviatura de ión potencial de hidrógeno. Los números de pH varían de 0
a 14,7 en su estado natural, y son indicativos de la acidez (inferior a 7) o
alcalinidad (superior a 7) del fluido. Los números son una función de la
concentración de ión de hidrógeno en densidades/pesos iónicas/os de gramos por
litro. El pH de una solución ofrece información valiosa en relación a la acidez o
alcalinidad.

109
- Pickling.- Es un tratamiento superficial de metales utilizados para eliminar las
impurezas, tales como manchas, contaminantes inorgánicos, impurezas o escala,
de metales no ferrosos, cobre y aleaciones de aluminio.
- Polímero.- Substancia formada por la unión de dos o más moléculas de la
misma clase, unidas de punta a punta con el otro compuesto que tiene los
mismos elementos, en la misma proporción, aunque con un peso molecular
superior y distintas propiedades físicas; por ejemplo la paraformaldeida.
- Punto de ebullición.- Es aquella temperatura en la cual la materia cambia de
estado líquido a gaseoso. Expresado de otra manera, en un líquido, el punto de
ebullición es la temperatura a la cual la presión de vapor del líquido es igual a la
presión del medio que rodea al líquido.
- Separador.- Recipiente cilíndrico o esférico utilizado para aislar los distintos
tipos de fluidos.
- Solubilidad.- El grado al que se disuelve una substancia en un solvente
determinado.
- Tubing.- Tubería de pequeño diámetro que se corre en un pozo como conducto
para el pasaje de petróleo y gas hacia la superficie.

ANEXOS

110
ANEXOS
INFORMACIÓN DE MANEJO AMBIENTAL DE CADA PRODUCTO.
BIOACID 50
LIMPIADOR DESINCRUSTANTE CONCENTRADO
CARACTERÍSTICAS GENERALES:
BIOACID 50 es efectivo en la remoción de incrustaciones, sarro, eliminación de cercos
y manchas de cal, óxidos de hierro y hongos alrededor de tuberías. Tiene poder
humectante BIOACID 50 se utiliza para eliminar obstrucciones en los aireadores de
grifos, tubos metálicos, etc.
CONSTITUCIÓN:
BIOACID 50 está formulado a base de tensoactivos no iónicos, ácidos inorgánicos,
humectantes y estabilizantes.
PROPIEDADES FÍSICO-QUÍMICAS:
Aspecto : Líquido transparente de color rojo.
pH : 1.0 0.2
Densidad : 1.07 0.05 g/ml
Ionogenidad : Catiónico y no iónico
Solubilidad : Completamente soluble en agua
Estabilidad : Buena en condiciones normales

111
Inflamabilidad : No inflamable
EMPLEO:
Humedecer con BIOACID 50 el accesorio a tratar, dejar actuar el producto de 5-10
minutos, fregar con un paño y enjuagar con agua.
DOSIFICACIÓN:
Utilizar BIOACID 50 0.5 a 1%. De acuerdo al grado de remoción requerido.
ALMACENAMIENTO:
Un año máximo en envases cerrados y sin exponer a la luz solar.
PRECAUCIONES DE USO:
Manipular el producto bajo las normas de higiene usuales en el trabajo con productos
químicos.
Medidas de protección y manipulación.
Equipo de protección personal:
- Protección para vías respiratorias : Mascarilla
- Protección para los ojos : Gafas
- Protección para las manos : Guantes de caucho
Primeros auxilios:

112
Ojos : Inmediatamente lavar con abundante cantidad de agua
por 15 minutos. Si es necesario consulte oftalmólogo.
Piel : Lavar con abundante agua y jabón.
Ingestión : Lavar la cavidad oral, beber suficiente cantidad de
agua. Consultar al médico. PRODUCTO CORROSIVO.
PRESENTACIÓN DEL PRODUCTO:
En envases plásticos de 20, 40, 60, 120 y 250 kilogramos.
BIOACID 50
LIMPIADOR, DESINCRUSTANTE CONCENTRADO.
COMPOSICIÓN QUÍMICA
Tensoactivos no iónicos, ácidos inorgánicos, humectantes y estabilizantes.
ETIQUETA DE IDENTIFICACIÓN DE RIESGOS.
Salud : 2
Inflamabilidad : 0
Reactividad : 1
Específico : Ácido
PRIMEROS AUXILIOS.
Contacto con la piel: Lavar con abundante agua fría durante 15 minutos, neutralizar
con solución de carbonato y lavar con jabón convencional.

113
Contacto con los ojos: Se recomienda inmediatamente lavar el ojo afectado con
abundante agua limpia. Consultar un oculista.
En caso de ingestión: Lavar la cavidad oral, beber suficiente cantidad de agua.
Consultar al médico.
Inhalación: Aire fresco
MEDIDAS EN CASO DE INCENDIOS.
El producto no es inflamable.
Usar equipo de protección autónomo para el combate contra incendios.
Medios de extinción adecuados: agua.
Posible formación de vapores tóxicos en caso de incendio.
Incombustible: Precipitar los vapores emergentes con agua.
MEDIDAS EN CASO DE DERRAME ACCIDENTAL.
Evitar primero su esparcimiento, recoger con una pala en recipientes plásticos
adecuados diluir en agua, neutralizar con solución de carbonato de sodio, cal, arena de
cal ó sosa; lavar con agua abundante agua, una vez neutralizado verter en el
alcantarillado. No verter el producto puro en el sumidero. Si el derrame no es
voluminoso utilizar material absorbente.
MANEJO Y ALMACENAMIENTO
El recipiente debe permanecer cerrado, evitar los derrames en su uso y evitar el contacto
con materia orgánica.

114
Se deben respetar las normas de seguridad del manejo de productos químicos
industriales, no inflamables.
Mantener el producto alejado de sustancias alimenticias, bebidas y alimentos.
Tiempo de almacenamiento: Un año en sitios frescos y lejos de la luz solar.
CONTROL DE EXPOSICIÓN Y PROTECCIÓN INDIVIDUAL.
Protección respiratoria : Mascarilla
Protección corporal : Guantes de caucho
Protección ocular : Gafas
Ingestión : Lavar la cavidad oral, beber suficiente cantidad de agua.
Durante su manipulación no se debe comer, ni beber, ni fumar.
Después de su uso cerrar bien el recipiente, se debe lavar bien las manos.
PROPIEDADES FÍSICAS Y QUÍMICAS.
Aspecto : Líquido de color rojo transparente
Olor : Ligeramente irritante.
Ionogeneidad : No iónico
Densidad aparente : 1.020 ± 0.010 g/ml
Solubilidad en agua : Completamente soluble en agua fría o caliente.
pH (10%) : 1.0 ± 0.2
Punto de inflamación : No inflamable
ESTABILIDAD Y REACTIVIDAD
Es un producto con reacción moderadamente ácida.

115
Condiciones que deben evitarse : Temperaturas muy extremas
Materiales que deben evitarse : Compuestos básicos, metales,
Halógenos, aminas.
Productos de descomposición peligrosos : Cloruro de hidrógeno, cloro
INFORMACIÓN TOXICOLÓGICA
Tolerancia cutánea : Irritante
Tolerancia de las mucosas : Ligeramente irritante
INFORMACIÓN ECOLÓGICA
Toxicidad aguda
CL50 (inhalativo rata) 1249 ppm (V) 1h
Informaciones adicionales sobre toxicidad
Tras inhalación: Irritación vías respiratorias
Tras contacto con la piel: Irritación
Tras contacto con los ojos: Irritación ¡Riesgo de ceguera!
Tras ingestión: Perjudicial para boca, esófago, tracto intestinal y de esófago: Tras
tiempo de latencia paro cardiovascular.
MÉTODOS DE ELIMINACIÓN
Eliminar de acuerdo con las normativas locales o nacionales.
Los envases vacíos pueden ser reutilizados previa eliminación de restos y lavados
con agua.

116
TRANSPORTE
Declaración envío por tierra : si
Declaración envío por mar : si
Declaración envío por avión : si
Otras indicaciones : Evitar la exposición directa al calor fuerte.
INFORMACIONES REGLAMENTARIAS
No es necesaria la etiquetación especial según las normas INEN ecuatorianas. En la
etiqueta del producto se declara los niveles de riesgo.

117
TENTIFLOC TN
NEUTRALIZANTE ALCALINO
CARACTERÍSTICAS GENERALES:
TENTIFLOC TN es un neutralizante alcalino utilizado para subir los pH de aguas
ácidas, naturales de pozo, textiles, río, residuales, etc.
COMPOSICIÓN:
Sustancias fuertemente alcalinas, estabilizantes.
PROPIEDADES FÍSICO-QUÍMICAS:
Aspecto : Líquido incoloro, inodoro
pH : 11.0 0.5
Ionegenidad : No iónico
Densidad : 1.070 0.010 g/ml
Estabilidad : Buena en condiciones normales
Solubilidad : Completamente soluble en agua
EMPLEO:
En el tratamiento de aguas ácidas se utiliza TENTIFLOC TN para subir el pH de 6-8 y
lograr la correspondiente neutralización.
DOSIFICACIONES:
Dosificar las siguientes cantidades para neutralizar (pH 7) agua de:
pH 3.0 1.0 ml/l agua 1.0 kg/m3 de agua

118
pH 5.0 0.2 ml/l agua 0.2 kg/m3 de agua
NOTA: Verificar el pH de la solución neutralizada con papel indicador de pH.
ALMACENAMIENTO:
Un año máximo en envases cerrados y fuera de la luz solar.
PRECAUCIONES DE USO:
Se deberán tomar las precauciones típicas de cualquier producto químico, tales como el
contacto directo con la piel y ojos, inhalaciones.
En caso de contacto con la piel y ojos, lavar con suficiente agua limpia y si es posible
con una solución bórica.
PRESENTACIÓN DEL PRODUCTO:
TENTIFLOC TN en envases plásticos de 20, 60, 120, 220 kilogramos.
COMPOSICIÓN QUÍMICA
Elementos alcalinos, dispersantes.
ETIQUETA DE IDENTIFICACIÓN DE RIESGOS
Salud : 2
Inflamabilidad : 0
Reactividad : 1
Específico : Alcalino

119
PRIMEROS AUXILIOS
Contacto con la piel: Lavar con abundante agua fría durante 15 minutos, neutralizar con
solución de carbonato y lavar con jabón convencional.
Contacto con los ojos: Se recomienda inmediatamente lavar el ojo afectado con
abundante agua limpia. Consultar un oculista.
En caso de ingestión: Lavar la cavidad oral, beber suficiente cantidad de agua.
Consultar al médico.
Inhalación: Aire fresco
MEDIDAS EN CASO DE INCENDIOS
El producto no es inflamable.
Usar equipo de protección autónomo para el combate contra incendios.
Medios de extinción adecuados: agua, polvo químico
MEDIDAS EN CASO DE DERRAME ACCIDENTAL
Evitar primero su esparcimiento, recoger con una pala en recipientes plásticos
adecuados diluir en agua, neutralizar con solución de ácido cítrico, lavar con agua
abundante agua, una vez neutralizado verter en el alcantarillado. No verter el producto
puro en el sumidero. Si el derrame no es voluminoso utilizar material absorbente.
MANEJO Y ALMACENAMIENTO
El recipiente debe permanecer cerrado, evitar los derrames en su uso y evitar el contacto
con materia orgánica. Se deben respetar las normas de seguridad de manejo de
productos químicos industriales.

120
Mantener el producto alejado de sustancias alimenticias, bebidas y alimentos.
Tiempo de almacenamiento: Un año en sitios frescos y lejos de la luz solar.
CONTROL DE EXPOSICIÓN Y PROTECCIÓN INDIVIDUAL
Protección respiratoria : No necesaria
Protección corporal : Guantes de caucho
Protección ocular : Gafas
Ingestión : Lavar la cavidad oral, beber suficiente cantidad de
agua.
Durante su manipulación no se debe comer, ni beber, ni fumar y después de su uso
cerrar bien el recipiente, se debe lavar bien las manos.
PROPIEDADES FÍSICAS Y QUÍMICAS
Aspecto : Líquido transparente
Olor : inodoro
Ionogeneidad : No iónico
Densidad aparente : 1.070 ± 0.010 g/ml
Solubilidad en agua : Completamente soluble en agua fría o caliente.
pH(10%) 11.0 ± 0.5
Punto de inflamación : No inflamable
ESTABILIDAD Y REACTIVIDAD
Es un producto alcalino
Condiciones que deben evitarse : Temperaturas muy extremas

121
Materiales que deben evitarse : Compuestos ácidos
INFORMACIÓN TOXICOLÓGICA
Tolerancia cutánea : Irritante
Tolerancia de las mucosas : Ligeramente irritante
INFORMACIÓN ECOLÓGICA
Tras inhalación: Irritación vías respiratorias
Tras contacto con la piel: Irritación
Tras contacto con los ojos: Irritación ¡Riesgo de ceguera!
Tras ingestión: Perjudicial para boca, esófago, tracto intestinal y de esófago.
MÉTODOS DE ELIMINACIÓN
Eliminar de acuerdo con las normativas locales o nacionales.
Los envases vacíos pueden ser reutilizados previa eliminación de restos y lavados
con agua.
TRANSPORTE
Declaración envío por tierra : si
Declaración envío por mar : si
Declaración envío por avión : si
Otras indicaciones : Evitar la exposición directa al calor fuerte.
INFORMACIONES REGLAMENTARIAS
No es necesaria la etiquetación especial según las normas INEN ecuatorianas. En la
etiqueta del producto se declara los niveles de riesgo.

122
MULTI 20-o
DESENGRASANTE ALCALINO
CARACTERÍSTICAS GENERALES
MULTI 20-o es un detergente alcalino, abrasivo diseñado para eliminar suciedad
grasa, incrustaciones, aceites, suciedad pigmentaria, polvo.
Multi 20-o es un desengrasante que por sus propiedades alcalinas saponifica las grasas
y por su propiedad abrasiva pule y remueve la suciedad con facilidad sin esfuerzo
mecánico, quedando las superficies libres de suciedad y con un brillo reluciente.
Eficaz en el lavado industrial donde se requiere de componentes de alta eficiencia en
desengrase para reducción de tiempo y dosis.
Contiene tensoactivos biodegradables que soportan altas alcalinidades.
COMPOSICIÓN
Tensoactivos no iónicos, elementos alcalinos, humectantes, dispersantes y estabilizantes
PROPIEDADES FÍSICO QUÍMICAS
Aspecto : Líquido ligeramente viscoso
Color : Ambar
Olor : Suave a ácidos grasos
pH : mín. 12.0
Solubilidad : Completamente soluble en agua en todas las proporciones
Estabilidad : Buena en condiciones normales
123
EMPLEO
Para limpieza reforzada de tuberías metálicas.
Preparar soluciones de 10ml de MULTI 20-o por litro de agua fría o caliente (mejor
rendimiento) humedecer la superficie a tratar, aplicar dejar actuar 20min y finalmente
enjuagar con abundante cantidad de agua.
Las dosis recomendadas son solo una guía. La dosis a utilizar dependerá de las
condiciones específicas para cada lugar de trabajo.
ALMACENAMIENTO
Un año máximo en envases cerrados y fuera de la luz solar.
PRECAUCIONES DE USO
Se deberán tomar las precauciones típicas de cualquier producto químico.
Medidas de protección y manipulación.
Equipo de protección personal :
Protección de vías respiratorias : No necesaria
Protección para los ojos : Gafas
Protección para las manos : Guantes de caucho o nitrilo
Evitar contacto directo con la piel, ya que se trata de un producto muy alcalino.
En caso de contacto con la piel y ojos, lavar con suficiente cantidad de agua limpia y
neutralizar con una solución de ácido cítrico. Consultar al médico.
Manipulado el producto en forma correcta no presenta efectos perjudiciales.

124
PRESENTACIÓN DEL PRODUCTO
MULTI 20-o en envases plástico de 20, 60, 120 y 200 kilogramos.
COMPOSICIÓN QUÍMICA
Elementos alcalinos, desengrasantes, estabilizadores de alcalinidad, dispersantes.
ETIQUETA DE IDENTIFICACIÓN DE RIESGOS
Salud : 2
Inflamabilidad : 0
Reactividad : 1
Riesgo Específico : Alcalino
PRIMEROS AUXILIOS
Contacto con la piel: Lavado con abundante agua fría durante 15 minutos mínimo.
Contacto con los ojos: Se recomienda inmediatamente lavar el ojo afectado con
abundante agua limpia, si es necesario consultar un oculista.
En caso de ingestión: No provocar vómito y beber grandes cantidades de leche o agua.
Evite los antídotos acídicos. Consulte inmediatamente con el médico.
MEDIDAS EN CASO DE INCENDIOS
Protección contra el fuego: Equipo de respiración, gafas, guantes y ropa impermeable.
MEDIDAS EN CASO DE DERRAME ACCIDENTAL
Evitar primero su esparcimiento, para derrames grandes recoger con una pala o material
125
absorbente inerte para derrames pequeños y el sobrante que queda adherido en el piso
remover con agua, hacia el alcantarillado. Lavar las ropas contaminadas
MANEJO Y ALMACENAMIENTO
El recipiente debe permanecer cerrado, se deben evitar los derrames en su uso.
Tiempo de almacenamiento: Un año a una temperatura de 25°C en envases bien
cerrados.
CONTROL DE EXPOSICIÓN Y PROTECCIÓN INDIVIDUAL
Protección respiratoria : Mascarilla
Protección de manos : Guantes de caucho
Protección ocular : Gafas
Ingestión : No producir el vómito, beber suficiente cantidad de
agua o leche.
Se debe mantener el producto lejos de alimentos y bebidas.
Durante su manipulación no se debe comer, ni beber, ni fumar.
Después de su uso cerrar bien el recipiente, lavarse bien las manos.
PROPIEDADES FÍSICAS Y QUÍMICAS
Aspecto : Líquido ligeramente viscoso
Color : Ámbar
Olor : Ácidos grasos
Solubilidad en agua: Muy soluble
pH (1%) : 14.0

126
Densidad : 1.214 ± 0.050
Punto de inflamación: ND
Combustibilidad: No combustible
ESTABILIDAD Y REACTIVIDAD
Estabilidad: El producto es estable bajo condiciones de temperatura y almacenamiento
normales.
Productos peligrosos de descomposición: Se puede generar gases de monóxido de
carbono y dióxido de carbono.
Materiales incompatibles: Ácidos, hidrocarburos clorinados, aluminio.
Polimerización peligrosa: Ninguna
INFORMACIÓN TOXICOLÓGICA
Dosis oral aguda en ratas: 280 – 680 mg/Kg
Dosis oral agua en conejos: 2700 mg/Kg
INFORMACIÓN ECOLÓGICA
Eliminación biológica : ND
Método de prueba : Método estático
Toxicidad para los peces (LC50) : mg/l (cebritas).
Especie y duración del ensayo : 96 horas
Toxicidad aguda para Bacterias (EC5o): mg/l
Método de ensayo: Inhibición de la respiración de organismos del lodo activado según
D.

127
BROWN, CHEMOSPHERE, 10(3), 245-261(1981), corresponde a OECD Guideline
209.
El producto no contiene solventes orgánicos, ni compuestos orgánicos fosforados.
MÉTODOS DE ELIMINACIÓN
Los envases vacíos pueden ser reutilizados previa eliminación de restos y lavados con
agua, para el mismo producto.
TRANSPORTE
Declaración envío por tierra: si
Declaración envío por mar: si
Declaración envío por avión: si
Otras indicaciones: Evitar la exposición directa al calor fuerte.
INFORMACIONES REGLAMENTARIAS
No es necesaria la etiquetación según las normas INEN ecuatorianas.

128
DESCRIPCIÓN DEL TIPO DE ÁCIDOS PARA LA LIMPIEZA DE LA BES.
A continuación se presentan los fluidos y químicos usados para la limpieza de la bomba
electrosumergible en su inyección por coiled tubing:
AGUA FRESCA.
Es el agua natural que viene de pozos o alcantarillados, se almacenan en cisternas
embasadas en la base de la empresa que tomamos como referencia que es
Schlumberger, esta agua se la utiliza para realizar las mezclas con los químicos y
conseguir agua tratada para la operación de limpieza.
ÁCIDO CLORHÍDRICO (H034).
El ácido clorhídrico, o sal fumante es una disolución acuosa del gas cloruro de
hidrógeno (HCL). Reacciona con los metales activos o sus sales de ácidos mas débiles
para formar cloruros, casi todos los cloruros son solubles en agua por eso el ácido
clorhídrico encuentra aplicación como eliminador de los sedimentos, carbonatos de
calcio, magnesio, hierro, etc. Es por eso que se utiliza en la limpieza de escalas de los
pozos petroleros.
En Schlumberger a los químicos se los clasifica por códigos para conocer sus MSDS, la
manera de manipularlos, como trabajar con ellos, equipo de protección para utilizarse,
toxicidad, daños al medio ambiente y reacciones con otros químicos, se utilizan los
siguientes códigos químicos para el ácido clorhídrico: H005, H015 y H028; los
últimos tres dígitos indican la concentración de HCI (por ejemplo, H028 significa ácido
clorhídrico al 28%)

129
Para el trabajo con este ácido los trabajadores deben tener conocimientos básicos sobre
el producto el cual otorga la empresa y son los siguientes:
SURFACTANTE (F103).
Un surfactante es un producto químico que modifica las propiedades de la interfase de
los sistemas líquido-líquido o gas-líquido. Los surfactantes reducen la tensión interfacial
y modifican el ángulo de contacto entre líquido y sólido en la interfase. Los surfactantes
se utilizan para reducir la tensión superficial o interfacial y la fuerza capilar controlar o
modificar la mojabilidad de la roca evitar o romper las emulsiones y los bloqueos por
agua dispersar y suspender. Entre los surfactantes más comunes se incluyen el F78,
F103 y F105.
Básicamente los surfactantes son moléculas orgánicas compuestas de un grupo soluble
en aceite (hidrofóbico) y un grupo soluble en agua (hidrofílico). Los surfactantes
pueden ser solubles en agua o solubles en aceite con la solubilidad determinada por los
tamaños relativos de los dos grupos. Los surfactantes usados en el campo pueden ser
clasificados en tres grupos grandes, dependiendo de la naturaleza de los grupos solubles
en agua. Ellos son aniónicos, catiónicos y no iónicos.
INHIBIDOR DE CORROSIÓN (A261).
Los inhibidores se añaden para reducir la reacción destructiva del ácido con los metales.
El inhibidor elimina más del 99% de las pérdidas de metal que tendrían lugar si no se
utilizara este producto. El tipo y la concentración del inhibidor dependen del ácido y de
la temperatura. Los intensificadores de inhibidores sirven para aumentar el desempeño
de los inhibidores. Para determinar la concentración de inhibidor e intensificador de
130
inhibidor necesaria para lograr la protección deseada se llevan a cabo pruebas de
corrosión.
SODA ASH (M003)
El carbonato de sodio es conocido comúnmente como barrilla, natrón, soda y sosa.
Puede hallarse en la naturaleza u obtenerse artificialmente. Su fórmula química es
Na2CO3.
NOTA: Estos químicos pueden modificarse de acuerdo a las condiciones del pozo.





























