Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
RAPHAEL ARANXO SANCHES
Desenvolvimento de um reator de cavitação hidrodinâmica: projeto e construção
LORENA
2015

RAPHAEL ARANXO SANCHES
Desenvolvimento de um reator de cavitação hidrodinâmica: projeto e construção
Monografia apresentada à Escola de Engenharia de Lorena da Universidade de São Paulo como requisito parcial para a conclusão de graduação do curso de Engenharia Industrial Química.
Orientador: Prof. Dr. João Paulo Alves Silva
LORENA
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Sanches, Raphael Aranxo Desenvolvimento de um reator de cavitaçãohidrodinâmica: projeto e construção / Raphael AranxoSanches; orientador João Paulo Alves Silva. -Lorena, 2015. 87 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2015Orientador: João Paulo Alves Silva
1. Reator. 2. Cavitação hidrodinâmica. I. Título.II. Silva, João Paulo Alves, orient.

AGRADECIMENTOS
Ao Professor João Paulo Alves Silva pela oportunidade, excelente
orientação e ajuda.
Ao Sr. Carlos Roberto Dainese pela imediata disponibilidade e qualidade na
usinagem das peças.
À Professora Elisângela Moraes por ceder o lauril éter sulfato de sódio.
Ao Professor Messias Borges por ceder a placa de acrílico.
À Professora Inês por possibilitar as análises de microscopia.
Ao Sr. Capucho pelas dicas e pelo auxílio na obtenção dos materiais.
Aos Professores Lívia Chaguri, Daniela Guimarães e Eduardo Triboni pela
aceitação do convite para formação da banca avaliadora e pelas críticas
construtivas que ajudaram na melhoria do trabalho.
Sem a ajuda de todos, a realização deste trabalho não teria sido possível.

RESUMO
SANCHES, R. A. Desenvolvimento de um reator de cavitação hidrodinâmica: projeto e construção. 2015. 87 f. Monografia (Trabalho de Conclusão de Curso 2 em Engenharia Industrial Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015. A cavitação hidrodinâmica é um fenômeno que vem ganhando atenção em virtude de sua ampla possibilidade de aplicação especialmente nas áreas de engenharia química e mecânica, devido a seus notáveis efeitos na área de fenômenos de transporte, como transferência de calor, transferência de massa e mecânica dos fluidos. Embora seja um assunto frequentemente abordado na literatura como um fator negativo a ser evitado, devido aos danos causados (perfurações e vazamentos, por exemplo) ou desgastes superficiais por erosão de máquinas hidráulicas, a cavitação hidrodinâmica, quando aplicada de forma controlada em equipamentos construídos para tal finalidade tem diversas aplicações benéficas para a indústria química, bioquímica e tratamento de água e efluentes. Na literatura são reportadas melhorias em reações químicas, principalmente em processos que envolvem diferentes fases. Na bioquímica a cavitação hidrodinâmica pode ser empregada, por exemplo, para o rompimento de células e extração de produtos intracelulares. E mais recentemente, tem sido reportado o uso de cavitação no tratamento de efluentes, no qual o fenômeno é capaz de gerar radicais livres que podem degradar compostos contaminantes. Devido ao potencial da aplicação da cavitação hidrodinâmica em diferentes processos de interesse industrial, o presente trabalho teve por objetivo projetar e construir um reator de cavitação hidrodinâmica de rotor. Desta forma, as dimensões do reator foram projetadas com base em modelos matemáticos visando um protótipo capaz de produzir cavitação. Após a construção, foram realizados testes para a caracterização do reator nos quais verificou-se que o mesmo apresentou um tempo de residência médio de 25,7 minutos, e verificou-se ainda que sua distribuição do tempo de residência assemelha-se a esperada para dois reatores contínuos de mistura perfeita em série. Em seguida foram realizados testes com processos modelos de aplicação para verificar o desempenho do protótipo construído, tais como aquecimento de um fluido, produção de emulsão e rompimento celular de microrganismos. No teste de aquecimento de um líquido, observou-se um aumento de temperatura superior a 35 ºC entre as temperaturas de entrada e saída de água do reator. Nos testes de produção de emulsão, verificou-se que o reator foi capaz de proporcionar a produção de emulsões estáveis de água e óleo usando o lauril éter sulfato de sódio como surfactante. Na avaliação do uso do reator para rompimento celular, verificou-se que o reator foi capaz de reduzir a viabilidade celular das leveduras sendo verificadas células com parede colapsada após o processamento da suspenção celular no reator. De um modo geral os resultados obtidos nos ensaios sugeriram que o reator construído foi capaz de gerar cavitação.
Palavras-chave: Reator. Cavitação Hidrodinâmica.

ABSTRACT SANCHES, R. A. Development of a hydrodynamic cavitation reactor: design and construction. 2015. Number of sheets 87. Monograph (Undergraduate Work in Industrial Chemical Engineering) – School of Engineering of Lorena, University of São Paulo, Lorena, 2015. Hydrodynamic cavitation is a phenomenon that has been getting attention due to its wide possibility of application, especially in the areas of chemical and mechanical engineering due to its remarkable effects in the area of transport phenomena such as heat transfer, mass transfer and fluid mechanics. Although this subject has been frequently addressed as a negative factor to be avoided because of the damage (punctures and leaks, for example) or by surface erosion in hydraulic machines, hydrodynamic cavitation when applied in a controlled way, in equipment built for such purpose has various beneficial applications for chemical and biochemical industry, and treatment of water and wastewater. In literature are reported improvements in chemical reactions, especially in processes that involve different phases. In biochemistry, hydrodynamic cavitation can be employed, for example, for the disruption of cells and extraction of intracellular products. More recently, it has been reported the use of cavitation in the treatment of effluents in which the phenomenon is able to generate free radicals that can degrade contaminating compounds. Because of the potential application of hydrodynamic cavitation in different processes of industrial interest, this study aimed to design and build a hydrodynamic cavitation reactor. Thus, the reactor dimensions were designed based on mathematical models to a prototype capable of producing cavitation. After the construction, in the testing for characterization of the reactor it was found an mean residence time of 25.7 minutes and it was found that the residence time distribution were similar to the expected for two continuous flow stirred-tank reactor in series. Then, tests were carried out with application processes to verify the performance of the prototype built, such as heating of a fluid, emulsion production and cellular disruption of microorganisms. In a liquid heating test, was observed an increase of temperature higher than 35 °C between the inlet and outlet water of the reactor. In the emulsion production tests, it was found that the reactor was able to provide production of stable emulsions of water and oil using sodium lauryl ether sulphate as surfactant. In the evaluation of the reactor used for cell disruption, it was found that the reactor was able to reduce cell viability of yeast cells, being verified collapsed wall after the processing of the cell suspension in the reactor. In general, the results obtained in the tests suggested that the constructed reactor was able to generate cavitation.
Keywords: Reactor. Hydrodynamic Cavitation.

LISTA DE TABELAS
Tabela 2.1 – Comparação entre a cavitação ultrassônica, cavitação hidrodinâmica
e o método convencional de agitação para a produção de biodiesel. ................... 21
Tabela 2.2 – Comparação da eficiência energética para diferentes técnicas. ...... 28
Tabela 3.1 – Composições das misturas água/óleo/surfactante. .......................... 50
Tabela 4.1 – Parâmetros para a construção do rotor. ........................................... 58
Tabela 4.2 – Determinação do volume útil do reator. ............................................ 62
Tabela 4.3 – Determinação da vazão volumétrica do reator. ................................ 63

LISTA DE FIGURAS
Figura 1.1 – Ciclo da geração e implosão de bolhas cavitacionais. ...................... 16
Figura 2.1 – Conjunto de componentes utilizados no reator de cavitação
hidrodinâmica. ....................................................................................................... 20
Figura 2.2 – Representação dos fenômenos físicos que afetam o fluido durante o
processo de homogeneização. ............................................................................. 23
Figura 2.3 – Representação esquemática de um sistema para homogeneizador de
alta velocidade e homogeneizador de alta pressão. ............................................. 24
Figura 2.4 – Homogeneizador de alta velocidade comercial. ................................ 25
Figura 2.5 – Diagrama esquemático da configuração do sistema de cavitação
hidrodinâmica. 1 – Tanque; 2 – Água fria; 3 – Bomba; 4 – Placa de orifício. ........ 26
Figura 2.6 – Representação esquemática de um arranjo de placas de orifícios. .. 27
Figura 2.7 – Esquema experimental de um reator de cavitação hidrodinâmica. ... 29
Figura 2.8 – Esquema de um dispositivo de cavitação (montagem do
estator/rotor). ......................................................................................................... 30
Figura 2.9 – Diferentes configurações de placas de orifícios. ............................... 34
Figura 2.10 – Rotação de corpo rígido do líquido contido num tanque. ................ 34
Figura 2.11 – Distribuição de pressão para o movimento de corpo rígido. ........... 36
Figura 2.12 – Efeito da velocidade de rotação nas velocidades superficiais e no
número de cavitação. ............................................................................................ 38
Figura 2.13 – Efeito da velocidade de rotação na redução da DQO de águas
residuais. ............................................................................................................... 38
Figura 2.14 – Curvas de concentração versus tempo na entrada e na saída de um
reator arbitrário para determinação da DTR.......................................................... 41
Figura 3.1 – Bomba d’água utilizada para a construção do reator. ....................... 44
Figura 3.2 – Representação esquemática do sistema montado para medição da
vazão volumétrica. ................................................................................................ 45
Figura 3.3 – Experimento com traçador em degrau. ............................................. 46
Figura 3.4 – Experimento para construção da curva da temperatura em função do
tempo. ................................................................................................................... 50

Figura 4.1 – Esquema básico para estimativa da relação rotação/profundidade
dos orifícios (ω = rotação; L = diâmetro do rotor; l = distância entre o centro do
rotor e o fundo do orifício, ). .............................................................................. 54
Figura 4.2 – Pressão prevista pelo modelo em função do Diâmetro do rotor,
considerando água a 20 ºC como o fluido de trabalho e uma rotação de 3000 rpm.
.............................................................................................................................. 56
Figura 4.3 – Pressão versus Rotação do rotor, considerando água a 20 ºC como o
fluido de trabalho e um rotor com diâmetro de 90 mm. ......................................... 57
Figura 4.4 – Desenho esquemático do rotor. ........................................................ 59
Figura 4.5 – Rotor usinado em aço-carbono. ........................................................ 59
Figura 4.6 – Desenho esquemático do estator e da tampa do reator. .................. 60
Figura 4.7 – Estator (a), tampa do reator em aço-carbono (b) e tampa do reator
em acrílico (c). ....................................................................................................... 61
Figura 4.8 – Montagem do reator de acordo com as etapas. ................................ 61
Figura 4.9 – Concentração de traçador versus tempo. ......................................... 65
Figura 4.10 – Distribuição cumulativa versus tempo. ............................................ 66
Figura 4.11 – Determinação do tempo de residência médio através da área do
gráfico de t*E(t) versus t. ....................................................................................... 67
Figura 4.12 – E(t) versus tempo para o reator e para 2 reatores CSTRs ideais. .. 69
Figura 4.13 – Curva da temperatura versus tempo para o reator. ........................ 70
Figura 4.14 – Curva da diferença de temperatura (ΔT) entre a água de saída e o
estator e entre a água de saída e a água de entrada versus tempo. .................... 72
Figura 4.15 – Comparação entre a separação de fases da mistura com Csurfac. =
2,5 g/L após 15 minutos em repouso. ................................................................... 73
Figura 4.16 – Comparação entre a separação de fases da mistura com Csurfac. =
2,5 g/L após 15 dias em repouso. ......................................................................... 74
Figura 4.17 – Células de levedura registradas no tempo t = 0. ............................. 75
Figura 4.18 – Células de levedura registradas no tempo t = 90 min. .................... 76

LISTA DE SIGLAS E SÍMBOLOS
POA Processo oxidativo avançado
RPM Rotações por minuto
DQO Demanda química de oxigênio
DTR Distribuição do tempo de residência
CSTR Continuous stirred-tank reactor
RDL Resistor dependente de luz
ETS Eficiência térmica do sistema
αs Parâmetro indireto para medição da camada de cisalhamento
m Massa do solvente
cp Calor específico do solvente
dT Diferença de temperatura
dt Intervalo de tempo
Cv Número de cavitação
P2 Pressão à jusante
Pv Pressão de vapor da água
ρ Densidade do fluido (água)
v Velocidade média de escoamento próxima do orifício
ω Velocidade angular
r Distância de uma partícula em relação ao eixo de rotação
p Pressão no ponto “p” ∇p Gradiente de pressão
êr, êθ, êz Coordenadas cilíndricas
ar, aθ, az Componentes da aceleração
a Módulo da aceleração de uma partícula
z Posição de uma partícula na direção vertical � Peso específico do fluido
g Aceleração da gravidade
u Velocidade do fluido
M Momento de inércia
μ Viscosidade dinâmica
F Vetor força-volume
τ Tempo espacial
V Volume
Q Vazão volumétrica
N0 Número de mols inicial de traçador
C0 Concentração do inicial da solução de traçador
Csaída Concentração de traçador no efluente do reator
E(t) Função distribuição do tempo de residência
F(t) Função distribuição cumulativa
tm Tempo de residência médio �� Variância
s³ Coeficiente de assimetria
n Número de reatores ideais em série
L Distância entre os pontos ̅̅ ̅̅
l Distância entre os pontos ̅̅ ̅̅
patm Pressão atmosférica
pv Pressão de vapor da água
Ø Diâmetro do rotor
dp Profundidade dos orifícios

SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 13
1.1 Objetivo geral ............................................................................................... 14
1.2 Objetivos específicos ................................................................................... 14
2 REVISÃO BIBLIOGRÁFICA .............................................................................. 15
2.1 Cavitação ..................................................................................................... 15
2.2 Aplicações da Cavitação .............................................................................. 17
2.2.1 Processos Químicos .............................................................................. 17
2.2.2 Tratamento de água e efluentes ............................................................ 19
2.2.3 Processos Bioquímicos ......................................................................... 20
2.3 Reatores de cavitação hidrodinâmica .......................................................... 22
2.3.1 Homogeneizador de alta pressão .......................................................... 22
2.3.2 Homogeneizador de alta velocidade...................................................... 24
2.3.3 Arranjo de placas de orifícios ................................................................ 25
2.3.4 Reatores de cavitação hidrodinâmica de rotor ...................................... 30
2.4 Parâmetros usados para a caracterização de um reator de cavitação ........ 31
2.4.1 Cálculo da eficiência térmica ................................................................. 31
2.4.2 Número de cavitação ............................................................................. 32
2.4.3 Configurações das placas de orifícios ................................................... 33
2.4.4 Rotação de um corpo rígido .................................................................. 34
2.4.5 Dinâmica do fluido e modelos teóricos .................................................. 37
2.5 Tempo espacial............................................................................................ 39
2.6 Distribuição de tempos de residência para reatores .................................... 39
2.6.1 O experimento com a função degrau..................................................... 40
2.7 Considerações finais .................................................................................... 42
3 METODOLOGIA ................................................................................................ 43
3.1 Escolha do modelo de reator ....................................................................... 43
3.2 Bomba de água periférica ............................................................................ 43
3.3 Caracterização hidrodinâmica do reator ...................................................... 44
3.3.1 Volume útil do reator .............................................................................. 44
3.3.2 Vazão volumétrica do sistema ............................................................... 45
3.3.3 Distribuição do tempo de residência ...................................................... 45
3.4 Ensaios realizados ....................................................................................... 49

3.4.1 Aquecimento de um fluido ..................................................................... 49
3.4.2 Produção de emulsões .......................................................................... 50
3.4.3 Rompimento celular ............................................................................... 51
4 RESULTADOS E DISCUSSÃO ......................................................................... 52
4.1 Projeto e construção do Reator ................................................................... 54
4.2 Desenvolvimento e usinagem das peças ..................................................... 58
4.2.1 Desenvolvimento e construção do rotor ................................................ 58
4.2.2 Desenvolvimento do estator e da tampa ............................................... 60
4.3 Montagem do sistema/reator ....................................................................... 61
4.4 Caracterização hidrodinâmica do reator ...................................................... 62
4.4.1 Volume útil do reator .............................................................................. 62
4.4.2 Vazão volumétrica do sistema ............................................................... 63
4.4.3 Distribuição do tempo de residência ...................................................... 64
4.4.4 Avaliação do reator pelo uso do modelo de tanques em série .............. 68
4.5 Ensaios empregando processos modelo para verificação do funcionamento
do reator ............................................................................................................ 70
4.5.1 Aquecimento de um fluido ..................................................................... 70
4.5.2 Produção de emulsões .......................................................................... 73
4.5.3 Rompimento celular ............................................................................... 75
5 CONCLUSÃO .................................................................................................... 78
5.1 Sugestão para trabalhos futuros .................................................................. 79
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 80
APÊNDICES ......................................................................................................... 83

13
1 INTRODUÇÃO
A utilização do fenômeno da cavitação em transformações físicas e químicas
é um conceito que atualmente vem sendo demasiadamente estudado em muitos
ramos da ciência e da engenharia. A cavitação ocorre quando a pressão estática
local de um líquido cair abaixo de sua pressão de vapor. Quando isto ocorre, o
líquido pode localmente passar para a fase vapor instantaneamente, formando uma
cavidade de vapor e alterando significantemente a configuração do escoamento em
relação à condição sem cavitação.
O mecanismo básico para o surgimento da cavitação é a formação,
crescimento e colapso de microbolhas ou cavidades, resultando na geração de
temperaturas e pressões extremamente altas em nível local, que podem surgir em
milhões de locais dentro do reator, por exemplo. Uma das vantagens da utilização
da cavitação em processos químicos, se dá pelo fato de que muitas reações que
necessitam de condições rigorosas de temperatura e pressão podem ser
executadas sob condições ambientes, uma vez que a ocorrência da cavitação no
interior destes reatores pode fornecer tais condições através da grande liberação
de energia devido ao colapso das cavidades formadas.
Na literatura, a cavitação é usualmente dividida em quatro tipos: Cavitação
acústica, cavitação hidrodinâmica, cavitação óptica e cavitação de partículas
(GOGATE et al., 2001). A cavitação hidrodinâmica pode ser basicamente gerada,
por exemplo, pela passagem de líquido através de uma constrição, como uma placa
de orifício. Quando o líquido passa através do orifício, a energia cinética/velocidade
aumenta em virtude da pressão. Se o estrangulamento é suficiente para fazer com
que a pressão em torno dos pontos da vena contracta, placa de orifício ou orifício
de Venturi, caia abaixo da pressão de vapor do meio na temperatura de operação,
milhões de cavidades são formadas. Subsequentemente, assim que o líquido se
expande, a pressão é recuperada e isto resulta no colapso das cavidades. Durante
a passagem do líquido pela constrição, ocorre uma separação da camada limite e
uma quantidade substancial de energia é perdida na forma de liberação
permanente de pressão (GOGATE et al., 2001). Outro reator de cavitação
hidrodinâmica que vem sendo estudado, consiste de um conjunto de estator e rotor,
cujo rotor é dotado de uma série de orifícios. Ao se atingir uma rotação adequada,

14
há uma queda de pressão no interior dos orifícios do rotor, gerando o fenômeno de
cavitação.
Atualmente, diversas pesquisas sobre a aplicação de reatores de cavitação
hidrodinâmica vêm sendo conduzidas, e têm se constatado que este método é mais
eficiente que os demais métodos de cavitação para operações em larga escala,
além de ser o mais simples e barato (MOHOLKAR; KUMAR; PANDIT, 1999).
Dentre as diversas aplicações da cavitação hidrodinâmica, pode-se citar o
tratamento de água e efluentes, hidrólise de óleos em ácidos graxos, polimerização,
produção de biodiesel e o rompimento de células microbianas.
Dentro deste contexto, o presente trabalho visou o desenvolvimento, ou seja,
projeto e construção de um reator de cavitação hidrodinâmica, além de testes
operacionais visando observar seu funcionamento.
1.1 Objetivo geral
O presente trabalho teve por objetivo principal projetar e construir um reator
de cavitação hidrodinâmica e verificar seus efeitos sobre o aquecimento de um
fluido, produção de emulsão e rompimento celular de microrganismos, processos
estes escolhidos como modelos de verificação de funcionamento.
1.2 Objetivos específicos
Projetar um reator de cavitação hidrodinâmica com base em conceitos de
mecânica dos fluidos;
Construir um reator de cavitação hidrodinâmica segundo o projeto
desenvolvido e verificar sua capacidade de geração de cavitação;
Caracterizar o tipo de escoamento do reator desenvolvido e classifica-lo em
relação aos reatores ideais;
Estudar os efeitos da cavitação hidrodinâmica no aquecimento de um
líquido;
Estudar os efeitos da cavitação hidrodinâmica na geração de emulsões;
Estudar os efeitos da cavitação hidrodinâmica no rompimento celular de uma
suspenção de levedura.

15
2 REVISÃO BIBLIOGRÁFICA
Neste capítulo será abordado os princípios básicos do fenômeno da
cavitação, em especial a cavitação hidrodinâmica, e suas principais aplicações na
indústria, com foco no seu emprego em reatores de cavitação hidrodinâmica para
processos químicos.
2.1 Cavitação
A cavitação ocorre quando bolhas de vapor se formam em um escoamento
líquido como consequência de reduções locais na pressão (SANTOS, 2007).
Dependendo do número e distribuição de partículas no líquido às quais bolhas de
gás ou ar não dissolvido podem se agregar, a pressão no local de início da
cavitação pode ser igual ou menor que a pressão de vapor do líquido, agindo como
locais de nucleação que iniciam a vaporização (FOX; MCDONALD; PRITCHARD,
2012).
No fenômeno de cavitação ocorre a geração, crescimento subsequente e
colapso de cavidades, resultando em uma densidade de energia muito alta da
ordem de 1 a 1018 kW/m3 (GOGATE; TAYAL; PANDIT, 2006). Pressões acima de
1000 atm e temperaturas acima de 9700 ºC podem ser encontradas localmente em
um intervalo de microssegundo devido ao colapso das cavidades em sistemas que
utilizam água como o meio contínuo. A liberação de alta energia por implosão das
cavidades pode ser aproveitada para efeitos úteis, tais como transformações
físicas/químicas (BADVE et al., 2014).
A cavitação pode ocorrer em diversos locais simultaneamente e gerar
condições de temperaturas e pressões muito altas localmente. Reações químicas
que requerem condições rigorosas podem ser realizadas com o emprego da
cavitação nas condições ambientais. Radicais livres também são gerados no
processo devido a dissociação de vapores presos nas bolhas resultantes da
cavitação, intensificando reações químicas e propagando reações inesperadas. A
cavitação também gera turbulência local e microcirculação do fluido, aumentando
as taxas de fenômenos de transporte (GOGATE; TAYAL; PANDIT, 2006).
A Figura 1.1 ilustra o processo de geração e colapso de bolhas geradas pela
cavitação. O abaixamento repentino de pressão provoca vaporização e o

16
consequente aparecimento de bolhas no interior do fluxo. No caso da cavitação
hidrodinâmica, assim que a velocidade do escoamento cai e a pressão aumenta,
estas bolhas crescem, eventualmente, até um tamanho instável e então implodem,
o que faz com que o líquido circundante seja violentamente agitado, gerando ondas
de choque.
Figura 1.1 – Ciclo da geração e implosão de bolhas cavitacionais.
Fonte: Ultrasound – Sonochemistry Website1.
A cavitação pode ser utilizada em diversas aplicações, como sínteses
químicas, tratamento de água e efluentes, biomedicina e limpeza industrial (BADVE
et al., 2013; NETO et al., 2014; JI et al., 2006).
1 Disponível em: <http://www.chm.bris.ac.uk/webprojects2004/eaimkhong/ultrasound.htm>.

17
Segundo Gogate, Tayal e Pandit (2006), os quatro principais tipos de
cavitação e suas causas são:
Cavitação acústica: Neste tipo de cavitação, a variação na pressão do líquido é
obtida usando ondas de som, geralmente ultrassom (16 kHz-100MHz);
Cavitação hidrodinâmica: A cavitação é produzida pela variação da pressão,
que é obtida usando a geometria do sistema para criar uma variação de
velocidade de escoamento;
Cavitação óptica: É produzida por fótons de luz de alta intensidade que rompem
a continuidade do líquido;
Cavitação de partículas: Produzida por um feixe de partículas elementares que
causam a ruptura do líquido, como no caso da câmara de bolhas.
Dentre os diversos tipos de geração de cavitação, as cavitações acústica e
hidrodinâmica são as mais empregadas no âmbito acadêmico e industrial, devido
à facilidade de operação e geração de intensidades requeridas para cavitação
adequadas para diferentes transformações físico-químicas (GOGATE et al., 2001).
2.2 Aplicações da Cavitação
Existem vários estudos recentes relacionados à cavitação hidrodinâmica
sendo utilizados para diferentes aplicações, como o tratamento de águas residuais,
rompimento celular, sínteses químicas e produção de biodiesel (BADVE et al.,
2014).
2.2.1 Processos Químicos
A cavitação pode ser utilizada de maneira benéfica em diversos processos
químicos, através de sua aplicação em reatores químicos por exemplo. Gogate,
Tayal e Pandit (2006), elucidaram que para entender a maneira com que o colapso
cavitacional afeta as reações químicas, deve-se considerar o seu efeito em
diferentes sistemas. No caso de reações homogêneas de fase líquida tem-se dois
efeitos principais: Primeiramente, a cavidade formada é incapaz de confinar um
vácuo e conterá vapor do meio líquido ou reagentes voláteis dissolvidos ou gases.

18
Durante o colapso, estes vapores serão sujeitos a condições de temperaturas e
pressões altas, levando à fragmentação de moléculas e gerando espécies de
radicais livres altamente reativos. O colapso das bolhas também resultará na
rapidez com que o líquido preenche o vazio, produzindo forças de cisalhamento em
volta do líquido e quebrando ligações químicas.
A ativação sonoquímica em sistemas heterogêneos ocorre principalmente
devido aos efeitos mecânicos da cavitação. Num sistema heterogêneo sólido-
líquido o colapso das bolhas de cavitação provoca efeitos estruturais e mecânicos
significativos. O colapso próximo a superfície promove um rápido preenchimento
do espaço deixado pelo vapor, tendo um efeito semelhante a jatos de líquido de
alta pressão e velocidade, utilizados para cortar ou provocar erosão em superfícies
sólidas. Em reações heterogêneas líquido-líquido o colapso cavitacional causará
rompimento e mistura, levando a formação de emulsões muito finas. Quando estas
emulsões são formadas, a área de superfície disponível para a reação entre as
duas faces é aumentada significantemente, elevando as taxas de reação
(GOGATE; TAYAL; PANDIT, 2006).
Ambulgekar, Samant e Pandit (2004b) reportaram o uso da cavitação
acústica (ultrassônica) e a cavitação hidrodinâmica em reações químicas, através
da oxidação de alquilarenos usando solução aquosa de permanganato de potássio.
Estes autores compararam a aplicação dos dois métodos de geração de cavitação
numa mesma reação química (síntese de ácido tereftálico) e obteve-se, após cinco
horas de reação, um rendimento de 86% na cavitação acústica e um rendimento
de 60% na cavitação hidrodinâmica. Esta diferença ocorreu, essencialmente,
devido aos diferentes níveis de dissipação de energia pela cavitação. Na
comparação ao fim de cinco horas de reação, foi-se constatado que quando 1 kJ
de energia foi transferido à mistura reacional na cavitação acústica, obteve-se
1,98x10-6 mol de produto, enquanto que 1 kJ de energia foi transferido à reação na
cavitação hidrodinâmica, obteve-se 1,10x10-5 mol de produto, considerando-se a
melhor condição de estudo. Assim, aplicando-se a mesma quantidade de energia,
obteve-se quase sete vezes mais produto na cavitação hidrodinâmica do que na
cavitação acústica. Constatações semelhantes também foram encontradas nos
trabalhos de Gogate e Pandit (2005) e Ji et al. (2006), evidenciando-se a melhor
eficiência energética da cavitação hidrodinâmica quando comparada com a
cavitação ultrassônica.

19
De acordo com Gogate, Tayal e Pandit (2006), as diferentes formas com que
a cavitação pode ser usada beneficamente para aplicações de processos químicos
são:
Redução do tempo de reação;
Aumento do grau de conversão da reação;
Diminuição do emprego de condições extremas de temperatura e pressão em
comparação com as rotas convencionais;
Redução do período de indução da reação desejada;
Possibilidade de troca de mecanismos de reação, resultando num aumento de
seletividade;
Iniciação da reação química devido à geração de radicais livres altamente
reativos.
2.2.2 Tratamento de água e efluentes
Uma técnica alternativa de desinfecção que vem despontando no cenário
mundial para tratamento de água é a cavitação. A cavitação é também um processo
oxidativo avançado (POA), uma vez que é capaz de gerar radicais hidroxila que
atuam como agentes redutores, sendo estes processos bastante utilizados no
tratamento de água e efluentes (NETO et al., 2014).
A cavitação hidrodinâmica é aceita como uma possível alternativa à
cavitação ultrassônica em POA, devido a sua melhor eficiência energética e, acima
de tudo, pelo seu potencial de operação em grandes escalas (ARROJO; BENITO,
2008). Dentre os processos oxidativos avançados, a cavitação é reconhecida como
uma tecnologia válida e de baixo custo, tendo sido testada para uma ampla gama
de contaminantes biorrefratários, para fins de desinfecção e para diversas
aplicações de engenharia química e ambiental (CAPOCELLI et al., 2014).
A cavitação pode ser usada efetivamente para a destruição de
contaminantes na água devido à alta concentração localizada de espécies
oxidantes como radicais hidroxilas e peróxido de hidrogênio, alta magnitude de
temperatura e pressão localizadas e formação de transiente supercrítico de água
(GOGATE; TAYAL; PANDIT, 2006).

20
Neto et al. (2014), investigaram os efeitos de diferentes reatores de cavitação
hidrodinâmica para tratar água contaminada com esgoto doméstico, avaliando a
contaminação microbiológica e os parâmetros físico-químicos. No trabalho, foram
construídos três modelos de reatores com diferentes rotores, cujo esquema pode
ser visto na Figura 2.1; e os resultados obtidos mostraram redução nas
concentrações dos parâmetros químicos em todas as amostras, particularmente
nitritos, nitratos, bicarbonatos e dureza total, ao passo que a contaminação
microbiológica teve inativação completa dos microrganismos estudados (coliformes
totais e Escherichia coli), alcançando níveis de potabilidade.
Figura 2.1 – Conjunto de componentes utilizados no reator de cavitação hidrodinâmica.
Fonte: Neto et al. (2014).
2.2.3 Processos Bioquímicos
Conforme as pesquisas de Ji et al. (2006) concluíram, a cavitação
ultrassônica e a cavitação hidrodinâmica são métodos eficientes para a preparação
de biodiesel por transesterificação do óleo de soja. Quando os autores compararam
os dois métodos de cavitação com o método convencional de agitação, verificaram
que ambos proporcionaram um tempo de reação mais curto e um menor consumo
de energia.
No estudo, foi verificado a porcentagem de conversão em biodiesel em
função do tempo de reação para cada um dos métodos, e os resultados obtidos
podem ser vistos na Tabela 2.1.

21
Tabela 2.1 – Comparação entre a cavitação ultrassônica, cavitação hidrodinâmica e o método convencional de agitação para a produção de biodiesel.
Método Tempo (min)
Conversão (%)
Cavitação ultrassônica 10 100 Cavitação hidrodinâmica 20 90
Método convencional de agitação 30 80 Fonte: Ji et al. (2006).
Embora a cavitação ultrassônica tenha sido o melhor método para a redução
do tempo de reação, a cavitação hidrodinâmica apresentou o menor consumo de
energia na reação de transesterificação de 1 kg de óleo de soja: na cavitação
hidrodinâmica foram consumidos 183 Wh/kg, na cavitação ultrassônica foram
consumidos 250 Wh/kg, e no método de agitação convencional, o consumo foi de
500 Wh/kg.
A cavitação hidrodinâmica é um método potencial que poderia ser utilizado
em escala industrial para a produção de biodiesel devido à sua grande capacidade
de aumento de escala e sua simplicidade de aplicação (JI et al., 2006).
Diversas pesquisas recentes têm provado que a cavitação hidrodinâmica é
mais eficiente para operações de larga escala do que a cavitação acústica em
diversos processos químicos como a hidrólise de óleos graxos, polimerização e
despolimerização de soluções aquosas poliméricas e ruptura de células
microbianas. Assim, os reatores de cavitação hidrodinâmica podem ser
considerados a nova geração de reatores gás-líquido por terem um potencial
significante de aplicação em diversos processos industriais (MOHOLKAR; PANDIT,
2001).
O rompimento celular é uma das mais importantes operações unitárias na
biotecnologia para a recuperação de proteínas intracelulares. A cavitação pode ser
usada para a ruptura de células com requerimentos de energia em torno de 5 a
10% do total de energia consumida nos métodos convencionais. A intensidade do
fenômeno de cavitação pode ser dosada para controlar o mecanismo de ruptura
das células, e liberar seletivamente as enzimas intracelulares ou as enzimas
presentes na parede celular. A cavitação hidrodinâmica tem sido verificada como
sendo muito mais eficiente em termos energéticos quando comparada com a
cavitação acústica, além de ser aplicável a uma maior escala de operação
(GOGATE; TAYAL; PANDIT, 2006).

22
2.3 Reatores de cavitação hidrodinâmica
Do ponto de vista da aplicação, para se obter um modelo eficiente de reator
de cavitação hidrodinâmica, é muito importante se entender a física envolvida no
fenômeno de cavitação que ocorre dentro do reator. Na literatura, encontram-se
vários modelos propostos para se quantificar transformações químicas e
estabelecer uma ligação entre o comportamento das bolhas e a cinética química
(BADVE et al., 2014).
2.3.1 Homogeneizador de alta pressão
O homogeneizador de alta pressão, o qual pode ser considerado um reator
de cavitação hidrodinâmica, é basicamente uma bomba de deslocamento positivo
com um dispositivo de controle. Este homogeneizador opera de acordo com o
princípio da técnica de alívio de alta pressão. A configuração do reator geralmente
consiste em um tanque de alimentação e múltiplas válvulas de controle designadas
como múltiplos estágios de controle (GOGATE; TAYAL; PANDIT, 2006).
Os homogeneizadores de alta pressão são equipados com bombas do tipo
êmbolo e válvulas ou bicos feitos geralmente de cerâmica resistente. A estabilidade
da pressão gerada é atingida através de um volume de atenuação entre a bomba
e a válvula ou a utilização de dois ou mais êmbolos alternativos e um algoritmo de
controle de sobreposição. Como pode ser visto na Figura 2.2, diversos fenômenos
físicos afetam simultaneamente o fluido durante o processo de homogeneização de
alta pressão.

23
Figura 2.2 – Representação dos fenômenos físicos que afetam o fluido durante o processo de homogeneização.
Fonte: High Pressure Homogenization (HPH) - The University of Tennessee2.
Homogeneizadores de alta pressão e alta velocidade podem entrar na
categoria de reatores de cavitação hidrodinâmica, pois também geram condições
de cavitação (BADVE et al., 2014).
Gogate, Tayal e Pandit (2006), utilizaram em suas pesquisas um reator cujo
tanque de alimentação (com capacidade de 1,5 L) é acionado por uma bomba para
a válvula do primeiro estágio. Uma pressão de até 68 atm (6,895x106 Pa) pode ser
obtida pelo controle desta válvula. Um aumento nesta pressão é obtido usando-se
a válvula do segundo estágio. Um aumento posterior nesta pressão para 680 atm
(6,895x107 Pa) é conseguido no segundo estágio. Da válvula de segundo estágio,
o líquido retorna para o tanque de alimentação. As condições de cavitação são
geradas logo após a válvula de controle do segundo estágio. Quando o líquido é
repentinamente liberado do segundo estágio, começa a evaporação, causando um
aumento nas cavidades/bolhas. A intensidade da cavitação dependerá da
magnitude da pressão máxima e também do tipo de válvula usada no segundo
estágio. Com um aumento do controle de pressão, há um aumento na temperatura
do líquido. Para manter a temperatura nas condições ambientes, uma serpentina
2 Disponível em: < http://web.utk.edu/~fede/high%20pressure%20homogenization.html>.

24
imersa no tanque de alimentação pode ser usada para a circulação de água
resfriada. O esquema básico deste tipo de reator pode ser visto na Figura 2.3.
Figura 2.3 – Representação esquemática de um sistema para homogeneizador de alta velocidade e homogeneizador de alta pressão.
Fonte: Gogate et al. (2001).
De um modo geral, homogeneizadores de alta pressão são indicados para
processos por emulsificação em indústrias alimentícias, químicas, farmacêuticas e
bioquímicas (GOGATE; TAYAL; PANDIT, 2006).
2.3.2 Homogeneizador de alta velocidade
Conforme reportaram Gogate, Tayal e Pandit (2006), o homogeneizador de
alta velocidade consiste de um impulsor (rotor) e um estator, ambos feitos de aço
inoxidável. O impulsor é movido por um motor de voltagem variável. A distância
entre o impulsor e o estator pode ser variada usando diferentes configurações
geométricas e esta distância juntamente com os parâmetros operacionais
determinam a zona cavitacional. As condições de cavitação são geradas após a
passagem do líquido pelo conjunto estator-rotor. Conforme a velocidade do rotor é
aumentada, a velocidade do líquido aumenta até uma certa velocidade definida
como velocidade inicial crítica de cavitação, e as cavidades são formadas devido
ao fato de que a pressão local desce abaixo da pressão de vapor do meio. Para o
emprego do homogeneizador de alta velocidade como um reator de cavitação
25
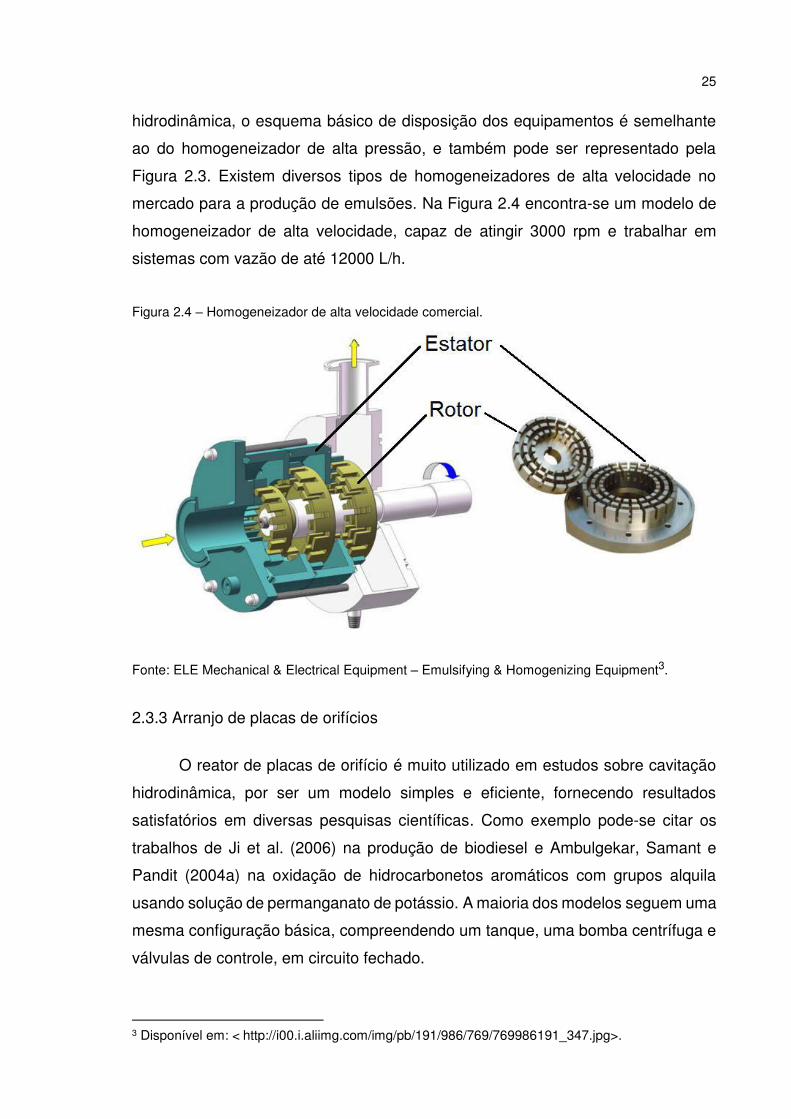
hidrodinâmica, o esquema básico de disposição dos equipamentos é semelhante
ao do homogeneizador de alta pressão, e também pode ser representado pela
Figura 2.3. Existem diversos tipos de homogeneizadores de alta velocidade no
mercado para a produção de emulsões. Na Figura 2.4 encontra-se um modelo de
homogeneizador de alta velocidade, capaz de atingir 3000 rpm e trabalhar em
sistemas com vazão de até 12000 L/h.
Figura 2.4 – Homogeneizador de alta velocidade comercial.
Fonte: ELE Mechanical & Electrical Equipment – Emulsifying & Homogenizing Equipment3.
2.3.3 Arranjo de placas de orifícios
O reator de placas de orifício é muito utilizado em estudos sobre cavitação
hidrodinâmica, por ser um modelo simples e eficiente, fornecendo resultados
satisfatórios em diversas pesquisas científicas. Como exemplo pode-se citar os
trabalhos de Ji et al. (2006) na produção de biodiesel e Ambulgekar, Samant e
Pandit (2004a) na oxidação de hidrocarbonetos aromáticos com grupos alquila
usando solução de permanganato de potássio. A maioria dos modelos seguem uma
mesma configuração básica, compreendendo um tanque, uma bomba centrífuga e
válvulas de controle, em circuito fechado.
3 Disponível em: < http://i00.i.aliimg.com/img/pb/191/986/769/769986191_347.jpg>.

26
Ji et al. (2006), em seus estudos sobre a produção de biodiesel através da
cavitação ultrassônica e da cavitação hidrodinâmica, adotaram um processo
semelhante ao empregado por Ambulgekar, Samant e Pandit (2004a), e os
resultados deste trabalho estão apresentados no item 2.2.3. A configuração do
sistema de cavitação hidrodinâmica utilizado está representada na Figura 2.5.
Figura 2.5 – Diagrama esquemático da configuração do sistema de cavitação hidrodinâmica. 1 – Tanque; 2 – Água fria; 3 – Bomba; 4 – Placa de orifício.
Fonte: Ji et al. (2006).
Gogate, Tayal e Pandit (2006), também utilizaram um reator semelhante,
cuja configuração consiste de um circuito fechado de fluido compreendendo um
tanque de retenção, uma bomba centrífuga, válvula de controle e flanges para
acomodar as placas de orifício, conforme mostra a Figura 2.6. A saída de sucção
da bomba é conectada no fundo do tanque. A descarga da bomba é ramificada em
duas linhas, ajudando no controle da pressão de entrada e na taxa de escoamento
de entrada na linha principal que contém os orifícios com a ajuda das válvulas V2 e
V3. A linha principal consiste de um flange para acomodar as placas de orifícios
(único ou vários orifícios).
27
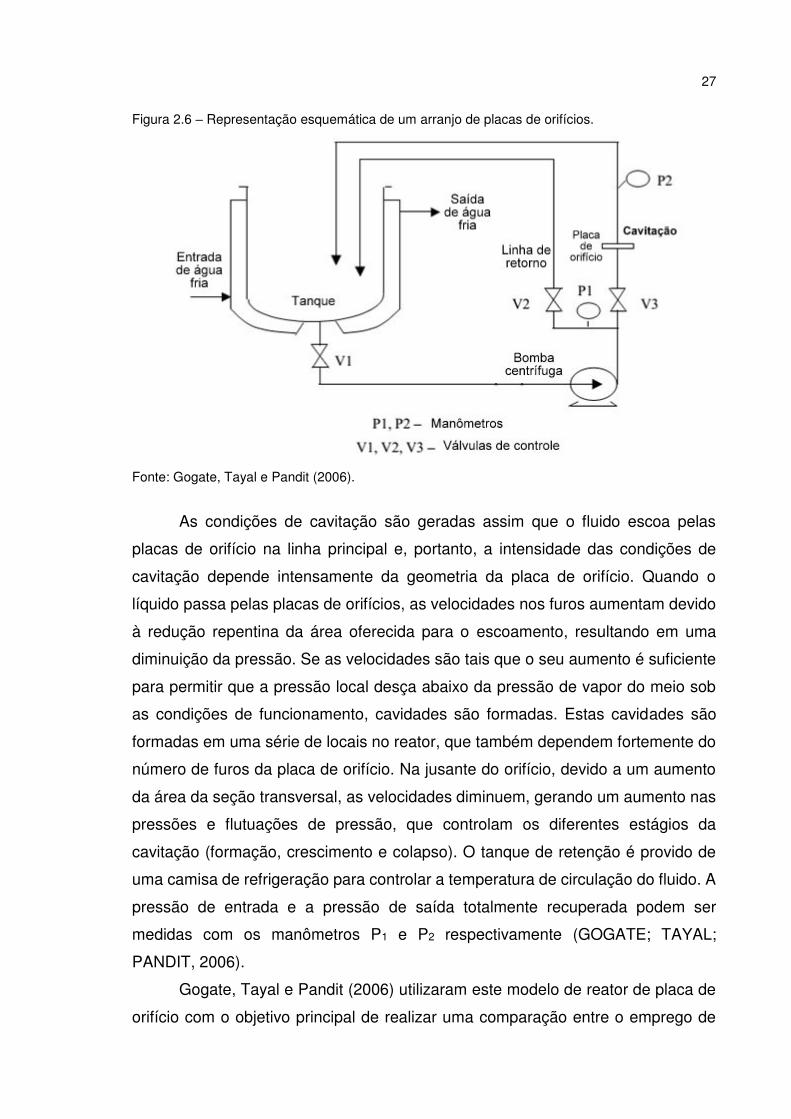
Figura 2.6 – Representação esquemática de um arranjo de placas de orifícios.
Fonte: Gogate, Tayal e Pandit (2006).
As condições de cavitação são geradas assim que o fluido escoa pelas
placas de orifício na linha principal e, portanto, a intensidade das condições de
cavitação depende intensamente da geometria da placa de orifício. Quando o
líquido passa pelas placas de orifícios, as velocidades nos furos aumentam devido
à redução repentina da área oferecida para o escoamento, resultando em uma
diminuição da pressão. Se as velocidades são tais que o seu aumento é suficiente
para permitir que a pressão local desça abaixo da pressão de vapor do meio sob
as condições de funcionamento, cavidades são formadas. Estas cavidades são
formadas em uma série de locais no reator, que também dependem fortemente do
número de furos da placa de orifício. Na jusante do orifício, devido a um aumento
da área da seção transversal, as velocidades diminuem, gerando um aumento nas
pressões e flutuações de pressão, que controlam os diferentes estágios da
cavitação (formação, crescimento e colapso). O tanque de retenção é provido de
uma camisa de refrigeração para controlar a temperatura de circulação do fluido. A
pressão de entrada e a pressão de saída totalmente recuperada podem ser
medidas com os manômetros P1 e P2 respectivamente (GOGATE; TAYAL;
PANDIT, 2006).
Gogate, Tayal e Pandit (2006) utilizaram este modelo de reator de placa de
orifício com o objetivo principal de realizar uma comparação entre o emprego de

28
cavitação hidrodinâmica e o emprego de cavitação ultrassônica em termos de
eficiência energética. Para isto, executaram reações de transesterificação de óleos
vegetais (como o óleo de soja e de amendoim) utilizando catalisador básico e álcool
de cadeia curta (metanol), empregando-se o reator de cavitação hidrodinâmica e
comparando com os resultados obtidos pelo emprego de um modelo de cavitação
ultrassônica. Através desta pesquisa, foi constatado que a cavitação pode ser
aplicada com sucesso nas reações de transesterificação, obtendo-se um
rendimento maior do que 90% em menos de 15 minutos de reação em ambos os
métodos utilizados (cavitação hidrodinâmica e cavitação acústica).
A técnica também se apresenta como efetiva quando comparada com a
agitação convencional, sendo evidenciado pela comparação das diferentes
técnicas baseada em critérios quantitativos de eficiência energética, como
mostrado na Tabela 2.2.
Tabela 2.2 – Comparação da eficiência energética para diferentes técnicas.
Técnica Tempo
(min)
Conversão
(%)
Conversão/kJ
de energia
Cavitação
acústica 10 99 8,60x10-5
Cavitação
hidrodinâmica 15 98 3,37x10-3
Convencional:
- com agitação 180 98 2,27x10-5
- sob refluxo 15 98 7,69x10-6
Fonte: Gogate, Tayal e Pandit (2006).
Na técnica de agitação convencional é empregado um agitador para manter
a mistura uniforme, enquanto que na técnica sob refluxo é utilizado um aquecedor
para manter as condições de refluxo, o que consome energia. Desta forma, pôde-
se realizar o comparativo através da quantificação da energia consumida pelos
equipamentos envolvidos em cada técnica estudada.
Como pode ser visto na Tabela 2.2, a cavitação hidrodinâmica é em torno de
40 vezes mais eficiente em termos energéticos quando comparada com a cavitação

29
acústica e em torno de 160 a 400 vezes mais eficiente quando comparada com o
método convencional de agitação/refluxo (GOGATE; TAYAL; PANDIT, 2006).
Ambulgekar, Samant e Pandit (2004b), utilizaram em seus trabalhos um
reator de cavitação hidrodinâmica que consiste basicamente de um reservatório
com capacidade de 10 litros conectado a uma bomba centrífuga e um motor com
uma potência de 1,5 kW, representado na Figura 2.7.
Figura 2.7 – Esquema experimental de um reator de cavitação hidrodinâmica.
Fonte: Ambulgekar, Samant e Pandit (2004b).
O tubo conectado à saída de descarga da bomba é dividido em duas linhas,
principal e auxiliar. A linha principal foi montada de modo a ter a capacidade de se
incorporar diferentes placas de orifícios para gerar cavitação de diferentes
intensidades e características. A linha principal e a linha auxiliar têm válvulas de
controle e manômetros de pressão para ajuste da pressão de descarga da bomba.
As portas de coleta de amostras são conectadas com as linhas principal e auxiliar
para a realização da amostragem. A temperatura do reator é mantida pela
circulação de água em uma camisa de refrigeração que envolve o reator, já que a
energia dissipada pela bomba pode aumentar a temperatura do meio. Este
aumento de temperatura pode aumentar a velocidade da reação, o que levaria a
eventuais conclusões precipitadas a respeito do efeito do fenômeno da cavitação
hidrodinâmica no reator.
30
2.3.4 Reatores de cavitação hidrodinâmica de rotor
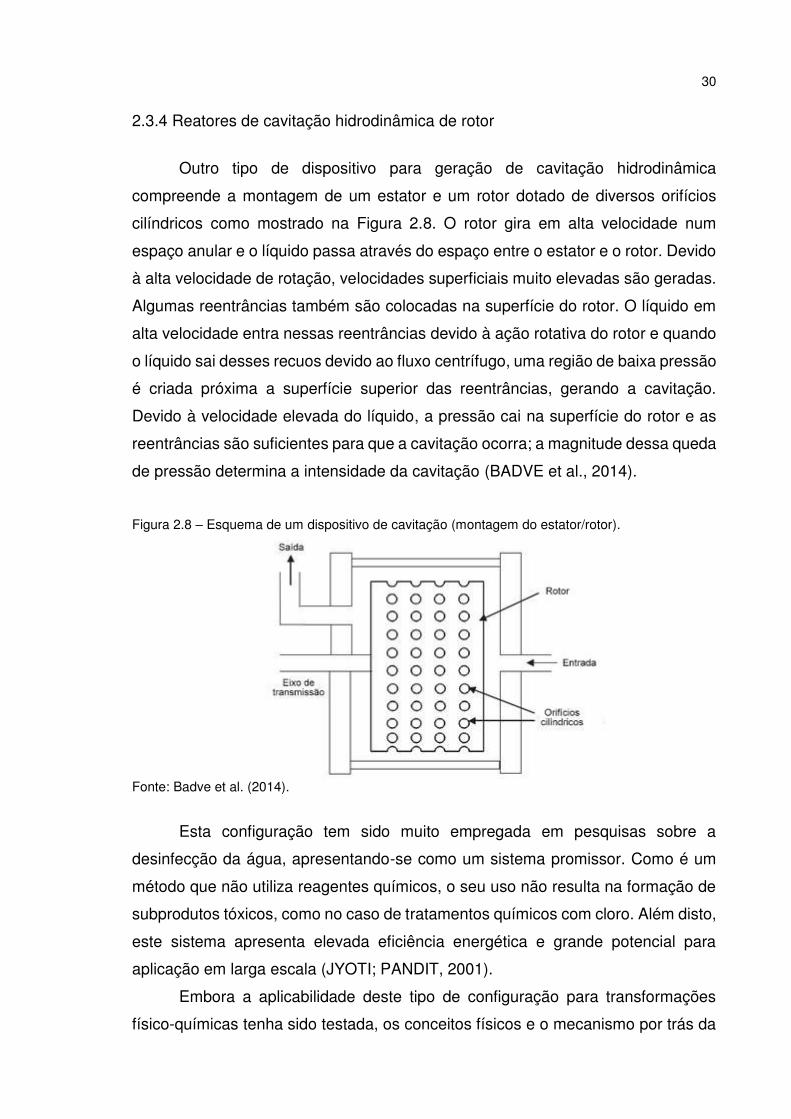
Outro tipo de dispositivo para geração de cavitação hidrodinâmica
compreende a montagem de um estator e um rotor dotado de diversos orifícios
cilíndricos como mostrado na Figura 2.8. O rotor gira em alta velocidade num
espaço anular e o líquido passa através do espaço entre o estator e o rotor. Devido
à alta velocidade de rotação, velocidades superficiais muito elevadas são geradas.
Algumas reentrâncias também são colocadas na superfície do rotor. O líquido em
alta velocidade entra nessas reentrâncias devido à ação rotativa do rotor e quando
o líquido sai desses recuos devido ao fluxo centrífugo, uma região de baixa pressão
é criada próxima a superfície superior das reentrâncias, gerando a cavitação.
Devido à velocidade elevada do líquido, a pressão cai na superfície do rotor e as
reentrâncias são suficientes para que a cavitação ocorra; a magnitude dessa queda
de pressão determina a intensidade da cavitação (BADVE et al., 2014).
Figura 2.8 – Esquema de um dispositivo de cavitação (montagem do estator/rotor).
Fonte: Badve et al. (2014).
Esta configuração tem sido muito empregada em pesquisas sobre a
desinfecção da água, apresentando-se como um sistema promissor. Como é um
método que não utiliza reagentes químicos, o seu uso não resulta na formação de
subprodutos tóxicos, como no caso de tratamentos químicos com cloro. Além disto,
este sistema apresenta elevada eficiência energética e grande potencial para
aplicação em larga escala (JYOTI; PANDIT, 2001).
Embora a aplicabilidade deste tipo de configuração para transformações
físico-químicas tenha sido testada, os conceitos físicos e o mecanismo por trás da

31
geração da cavitação não estão completamente definidos. A concepção e
montagem desses reatores geralmente dependem das características
hidrodinâmicas do meio, ou seja, das propriedades de transporte e mistura de fases
coloidais, da transferência de massa e calor do sistema, e da cinética química do
sistema reacional (BADVE et al., 2014).
2.4 Parâmetros usados para a caracterização de um reator de cavitação
Embora seja relativamente fácil conduzir um experimento de cavitação
hidrodinâmica, uma verdadeira concepção do processo só acontece com a
identificação dos parâmetros vitais do processo e posterior compreensão da
influência destes sobre os mecanismos físicos e químicos. Para a concepção de
um reator de cavitação hidrodinâmica, diversos parâmetros e configurações devem
ser analisados e calculados, visando a ocorrência do fenômeno e sua eficácia para
o processo desejado. Dentre os parâmetros vitais para o processo que devem ser
previamente mensurados e ajustados, pode-se citar a pressão requerida pelo fluido
de trabalho e parâmetros referentes às configurações do reator, tais como a rotação
do motor, a configuração da placa de orifício, entre outros.
2.4.1 Cálculo da eficiência térmica
Um dos possíveis empregos de um reator de cavitação refere-se ao
aquecimento de fluidos. O método calorimétrico é geralmente usado para
determinar a eficiência térmica do equipamento. Neste método, o aumento da
temperatura de uma quantidade fixa de água em um contêiner isolado, ao longo de
um determinado tempo é medido (GOGATE et al., 2001). Usando esta informação,
a energia real (potência) dissipada no líquido pode ser calculada pela seguinte
equação:
ê �� � = (2.1)
onde Cp é o calor específico do solvente (J Kg-1 K-1), m a massa do solvente, dT a
diferença entre a temperatura inicial e final (em Kelvin) depois de um tempo de
32
específico dt (em segundos). Eficiência térmica pode ser calcula então da seguinte
maneira:
� �ê �� é � � = �� � � � � í ��� é � � � � � � � (2.2)
A eficiência térmica fornece uma indicação da quantidade de energia
efetivamente dissipada no sistema, uma fração do que é realmente utilizado para a
geração de cavidades. Assim, ambas devem ser o mais alto possível para o
equipamento em particular (GOGATE; TAYAL; PANDIT, 2006).
2.4.2 Número de cavitação
Segundo Moholkar, Kumar e Pandit (1999) e Kanthale et al. (2005), o
parâmetro adimensional chamado número de cavitação (Cv) é geralmente usado
na cavitação hidrodinâmica e é definido como:
= − ⁄ (2.3)
onde P2 é a pressão à jusante, Pv é a pressão de vapor da água, ρ é a densidade
da água e v é a velocidade média próxima do orifício. Desta forma, a pressão à
jusante do orifício irá cair até a pressão de vapor do líquido quando o número de
cavitação for igual ou menor do que 1, valor inicial da ocorrência da cavitação. As
características principais do número da cavitação, podem ser descritas abaixo:
É independente da velocidade do fluido na tubulação e mostra uma
dependência do tamanho do orifício nesta mesma tubulação;
Aumenta linearmente com o aumento da proporção entre o diâmetro do
orifício e do tubo;
O início da cavitação ocorre entre Cv = 1,0 a 2,5, dependendo do tamanho
da constrição, e a intensidade da cavitação aumenta com o decréscimo do
número de cavitação.

33
2.4.3 Configurações das placas de orifícios
Orifícios ou tubos de Venturi são comumente usados para a geração de
cavitação, com diversas variações em suas características geométricas. (BADVE
et al., 2014).
Na cavitação hidrodinâmica, a placa de orifícios é um dispositivo cavitante,
cujas suas características em termos de quantidade de furos e tamanhos, mudam
os resultados do número de cavitação e também a intensidade da cavitação
(AMBULGEKAR; SAMANT; PANDIT, 2004b).
Moholkar, Kumar e Pandit (1999) estudaram um reator de cavitação
hidrodinâmica e duas placas de orifícios com diferentes configurações, como
mostrado na Figura 2.9. Os autores verificaram um importante efeito da
configuração das placas no fenômeno da cavitação hidrodinâmica. Kumar4 (1998
apud MOHOLKAR; KUMAR; PANDIT, 1999, p. 64), quantificou experimentalmente
os efeitos da cavitação hidrodinâmica sobre a reação de decomposição da solução
aquosa de KI para liberar I2 com as duas placas de orifícios mencionadas acima.
Estes autores constataram que a liberação de I2 aumentava com a elevação da
área de escoamento do orifício. Isto pode ser atribuído ao aumento da área da
camada de cisalhamento no fluxo. Desta forma, foi definido um parâmetro αs para
uma medição indireta da camada de cisalhamento, dada como:
αs = í � Á � � � (2.4)
Com o aumento da área de escoamento, a área da camada de cisalhamento
também aumenta, provocando uma elevação na intensidade da cavitação.
4 KUMAR, P. S. Studies in hydrodynamic cavitation. M. Chem. Eng. thesis, University of Bombay, 1997.

34
Figura 2.9 – Diferentes configurações de placas de orifícios.
Fonte: Moholkar, Kumar e Pandit (1999).
2.4.4 Rotação de um corpo rígido
Segundo Munson, Young e Okiishi (2004), após o período transitório inicial,
o fluido contido num tanque que gira com uma velocidade angular, ω, constante em
torno do eixo, como mostrado na Figura 2.10, rotacionará como um corpo rígido em
torno do mesmo eixo. O módulo da aceleração de uma partícula localizada a uma
distância r do eixo de rotação é igual a ω2r, e a direção desta aceleração é radial e
dirigida para o eixo de rotação.
Figura 2.10 – Rotação de corpo rígido do líquido contido num tanque.
Fonte: Munson, Young e Okiishi (2004).

35
O gradiente de pressão no sistema de coordenadas cilíndricas é expresso
por:
∇ = ̂ + � ̂� + � ̂� (2.5)
Para este sistema de coordenadas, temos:
� = − ̂ (2.6)
�� = (2.7)
�� = (2.8)
Assim, encontra-se que:
= (2.9)
� = (2.10)
� = −� (2.11)
Estes resultados mostram que a pressão é função das variáveis r e z quando
o fluido executa movimento de rotação de corpo rígido. Nestes casos, o diferencial
de pressão é dado por:
= + � � (2.12)
= − � � (2.13)
Ao longo de uma superfície com pressão constante, como uma superfície
livre, = . Aplicando-se a Equação 2.13 nesta superfície e utilizando-se a
relação � = , obtém-se:

36
� =
(2.14)
Assim, a equação para superfícies que apresentam pressão constante é:
� = + � (2.15)
Esta equação revela que as superfícies com pressão constante são
parabólicas. A integração da Equação 2.13 fornece:
∫ = ∫ − � ∫ � (2.16)
ou,
= − � � + � (2.17)
onde a constante de integração pode ser determinada em função da pressão em
alguma posição arbitrária. Este resultado mostra que a pressão varia com a
distância em relação ao eixo de rotação, mas para um dado raio, a pressão varia
hidrostaticamente na direção vertical, conforme mostra a Figura 2.11.
Figura 2.11 – Distribuição de pressão para o movimento de corpo rígido.
Fonte: Munson, Young e Okiishi (2004).
37
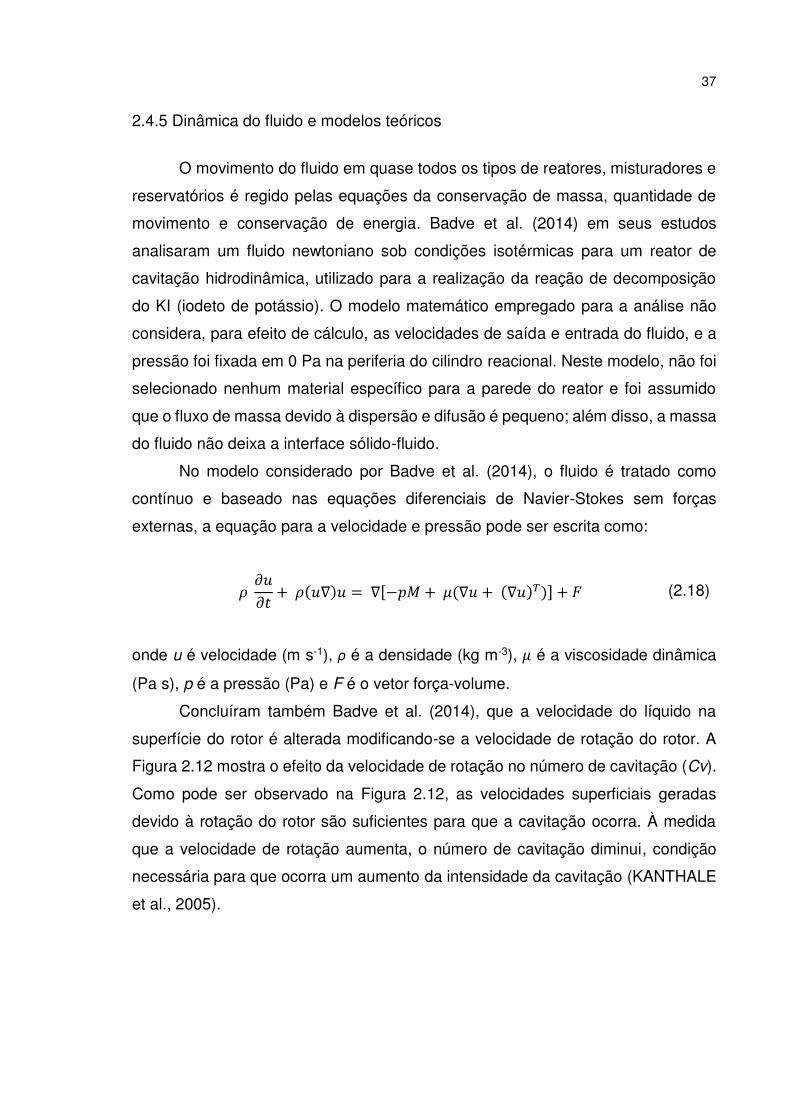
2.4.5 Dinâmica do fluido e modelos teóricos
O movimento do fluido em quase todos os tipos de reatores, misturadores e
reservatórios é regido pelas equações da conservação de massa, quantidade de
movimento e conservação de energia. Badve et al. (2014) em seus estudos
analisaram um fluido newtoniano sob condições isotérmicas para um reator de
cavitação hidrodinâmica, utilizado para a realização da reação de decomposição
do KI (iodeto de potássio). O modelo matemático empregado para a análise não
considera, para efeito de cálculo, as velocidades de saída e entrada do fluido, e a
pressão foi fixada em 0 Pa na periferia do cilindro reacional. Neste modelo, não foi
selecionado nenhum material específico para a parede do reator e foi assumido
que o fluxo de massa devido à dispersão e difusão é pequeno; além disso, a massa
do fluido não deixa a interface sólido-fluido.
No modelo considerado por Badve et al. (2014), o fluido é tratado como
contínuo e baseado nas equações diferenciais de Navier-Stokes sem forças
externas, a equação para a velocidade e pressão pode ser escrita como:
+ ∇ = ∇[− + � ∇ + ∇ � ] + (2.18)
onde u é velocidade (m s-1), ρ é a densidade (kg m-3), � é a viscosidade dinâmica
(Pa s), p é a pressão (Pa) e F é o vetor força-volume.
Concluíram também Badve et al. (2014), que a velocidade do líquido na
superfície do rotor é alterada modificando-se a velocidade de rotação do rotor. A
Figura 2.12 mostra o efeito da velocidade de rotação no número de cavitação (Cv).
Como pode ser observado na Figura 2.12, as velocidades superficiais geradas
devido à rotação do rotor são suficientes para que a cavitação ocorra. À medida
que a velocidade de rotação aumenta, o número de cavitação diminui, condição
necessária para que ocorra um aumento da intensidade da cavitação (KANTHALE
et al., 2005).

38
Figura 2.12 – Efeito da velocidade de rotação nas velocidades superficiais e no número de cavitação.
Fonte: Badve et al. (2014).
Foi observado ainda, nos estudos de Badve et al. (2013) sobre o emprego
da cavitação hidrodinâmica para o tratamento de águas residuais na indústria de
acabamento de madeira, que a taxa de redução da demanda química de oxigênio
(DQO) é alterada com a variação no número de cavitação. Observou-se que a
redução máxima de 50% na DQO ocorre numa rotação de 2200 RPM em que o
número de cavitação está em torno de 0,4. A Figura 2.13 mostra o efeito da
velocidade de rotação sobre a redução da DQO de águas residuais.
Figura 2.13 – Efeito da velocidade de rotação na redução da DQO de águas residuais.
Fonte: Badve et al. (2013).

39
Embora o número de cavitação diminua com o aumento da velocidade de
rotação do rotor, foi observado que a taxa de redução da DQO diminui, devido ao
surgimento de barreiras à ocorrência da cavitação, que podem ser explicadas pelo
fato de que a medida que a velocidade de rotação é aumentada, a intensidade da
cavitação também aumenta, e o grande número de cavidades geradas tendem a
amortecer o colapso de energia liberado nas cavidades vizinhas, fenômeno
observado em rotações muito altas e descrito na literatura como sufocamento da
cavitação (BADVE et al., 2013).
2.5 Tempo espacial
O tempo espacial é o tempo necessário para se processar um volume de
alimentação, correspondente a um volume de reator, considerando-se o fluido nas
condições de entrada (FOGLER, 2002). É um parâmetro frequentemente utilizado
como medida de capacidade de um reator ideal, e é obtido dividindo-se o volume
do reator pela vazão volumétrica de entrada, conforme a Equação 2.19.
� = (2.19)
2.6 Distribuição de tempos de residência para reatores
Segundo Fogler (2012), os dois principais usos da distribuição de tempo de
residência para caracterizar reatores não ideais são o diagnóstico de problemas e
o prognóstico de conversão.
Em um reator ideal de escoamento pistonado, todos os átomos de material
que deixam o reator têm permanecido em seu interior exatamente o mesmo tempo.
Similarmente, em um reator ideal em batelada, todos os átomos de materiais dentro
do reator têm permanecido em seu interior um período idêntico de tempo. O tempo
que os átomos têm permanecido no interior de um reator é chamado de tempo de
residência no reator.
Os reatores idealizados de escoamento pistonado e em batelada são as
únicas duas classes de reatores em que todos os átomos nos reatores têm o
mesmo tempo de residência. Em todos os outros tipos de reatores, os vários
40
átomos na alimentação permanecem tempos diferentes no interior do reator, isto é,
existe uma distribuição de tempos de residência do material dentro do reator.
Em um reator tanque agitado contínuo (CSTR – sigla em inglês para
continuous stirred-tank reactor) por exemplo, a alimentação introduzida em um
dado tempo qualquer se torna completamente misturada com o material já existente
no reator. Em outras palavras, alguns dos átomos entrando no CSTR o deixam
quase imediatamente porque o material está sendo continuamente retirado do
reator; outros átomos permanecem no reator quase para sempre, uma vez que nem
todo o material é removido do reator de uma só vez. Muitos dos átomos,
naturalmente, saem do reator depois de permanecer um período de tempo em torno
do tempo de residência médio. Em qualquer reator, a distribuição de tempos de
residência pode afetar significativamente seu desempenho (FOGLER, 2012).
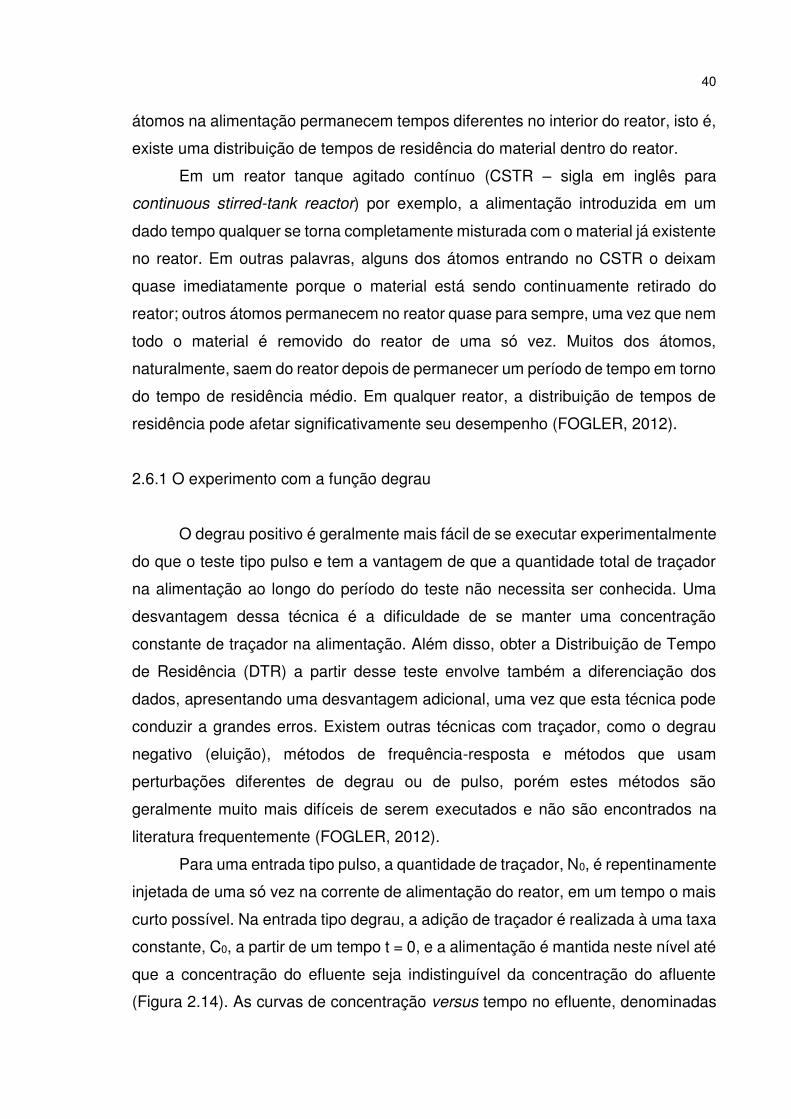
2.6.1 O experimento com a função degrau
O degrau positivo é geralmente mais fácil de se executar experimentalmente
do que o teste tipo pulso e tem a vantagem de que a quantidade total de traçador
na alimentação ao longo do período do teste não necessita ser conhecida. Uma
desvantagem dessa técnica é a dificuldade de se manter uma concentração
constante de traçador na alimentação. Além disso, obter a Distribuição de Tempo
de Residência (DTR) a partir desse teste envolve também a diferenciação dos
dados, apresentando uma desvantagem adicional, uma vez que esta técnica pode
conduzir a grandes erros. Existem outras técnicas com traçador, como o degrau
negativo (eluição), métodos de frequência-resposta e métodos que usam
perturbações diferentes de degrau ou de pulso, porém estes métodos são
geralmente muito mais difíceis de serem executados e não são encontrados na
literatura frequentemente (FOGLER, 2012).
Para uma entrada tipo pulso, a quantidade de traçador, N0, é repentinamente
injetada de uma só vez na corrente de alimentação do reator, em um tempo o mais
curto possível. Na entrada tipo degrau, a adição de traçador é realizada à uma taxa
constante, C0, a partir de um tempo t = 0, e a alimentação é mantida neste nível até
que a concentração do efluente seja indistinguível da concentração do afluente
(Figura 2.14). As curvas de concentração versus tempo no efluente, denominadas

41
curva C, que demonstram a resposta à perturbação pulso e degrau, também estão
ilustradas na Figura 2.14.
Figura 2.14 – Curvas de concentração versus tempo na entrada e na saída de um reator arbitrário para determinação da DTR.
Fonte: Fogler (2002).
Para a realização do teste com perturbação em degrau, deve-se considerar
a vazão volumétrica de um fluido escoando através de um vaso de volume V. Então,
no tempo t = 0, o fluido normal é trocado por outro com traçador de concentração
Cmáx. Assim, mede-se a concentração do traçador na saída, Csaída, em função do
tempo, t (LEVENSPIEL, 2000).
A técnica de perturbação em degrau permite então a determinação da
distribuição cumulativa, F(t), e posteriormente da função de distribuição de tempo
de residência, E(t), através da derivação da primeira função. Com a função de
distribuição de tempo de residência encontrada, pode-se determinar o tempo de
residência médio, tm, onde o seu valor médio é igual ao primeiro momento da função
DTR.
A comparação das DTRs é comumente realizada através de seus
momentos, ao invés do emprego de suas distribuições inteiras. Para isto, três

42
momentos são normalmente determinados. O primeiro momento é o tempo de
residência médio. O segundo momento usualmente calculado é determinado em
torno da média e é chamado de variância ou o quadrado do desvio padrão, e a
magnitude desse momento indica a dispersão da distribuição encontrada. O
terceiro momento, chamado de assimetria, também é tomado em torno da média e
indica a medida da extensão da assimetria de uma determinada direção em relação
à média. Para uma completa descrição de uma distribuição, estes três momentos
devem ser determinados e são suficientes para a caracterização de uma DTR
(FOGLER, 2012).
2.7 Considerações finais
A cavitação hidrodinâmica é um fenômeno de grande potencial para diversas
aplicações industriais, com efetividade comprovada em diversos processos
químicos, no tratamento de água e efluentes e na produção de biodiesel por
exemplo. Ademais, diversas pesquisas científicas têm comprovado que o emprego
da cavitação hidrodinâmica em reatores é uma técnica relativamente simples e
barata, além de oferecer uma ampla gama de configurações e escalas (laboratorial
e industrial). Também se têm constatado em diversas pesquisas que o método de
cavitação hidrodinâmica é o mais eficiente em termos energéticos, como visto nas
pesquisas de Ji et al. (2006) na produção de biodiesel, Gogate, Tayal e Pandit
(2006) na transesterificação de óleos vegetais usando álcool e Neto et al. (2014)
no tratamento de água contaminada com esgoto doméstico. Assim sendo, o
presente trabalho objetivou projetar, construir e avaliar os parâmetros de um reator
de cavitação hidrodinâmica, e desta forma desenvolver de forma conjunta diversas
competências adquiridas ao longo da formação no curso de engenharia industrial
química.

43
3 METODOLOGIA
Este presente trabalho pode ser convenientemente dividido em três partes:
pesquisa e projeto, construção do reator e testes de verificação. Assim,
primeiramente foi realizado um levantamento bibliográfico visando estabelecer o
tipo de reator que seria desenvolvido, após esta etapa o reator foi projetado e
construído, e para comprovar a eficácia do reator de cavitação hidrodinâmica
proposto, procedeu-se uma série de testes de verificação. Os ensaios realizados
visavam evidenciar a ocorrência da cavitação hidrodinâmica e sua eficiência para
diversos fins.
Registra-se que todos os experimentos descritos foram realizados no
Laboratório de Química Fina do Departamento de Engenharia Química (DEQUI),
as usinagens dos materiais foram realizadas na oficina mecânica do Departamento
de Engenharia de Materiais (DEMAR), e as análises microscópicas foram
realizadas no laboratório do Departamento de Biotecnologia (DEBIQ).
3.1 Escolha do modelo de reator
Através de diversas pesquisas na literatura por sistemas de reatores de
cavitação hidrodinâmica, optou-se por seguir um projeto de reator que utilizasse um
sistema estator/rotor, onde o reator (tanque) é o próprio estator abrigando em seu
interior um rotor. O modelo de reator desenvolvido é designado na literatura como
reator de rotor.
Para reduzir custos o projeto do reator foi desenvolvido sobre a plataforma
de uma bomba de água comercial, descrita no item a seguir, sendo necessárias
diversas adaptações. Para o acoplamento do rotor cavitante previamente projetado,
também foi necessário projetar e usinar um novo estator, que pudesse ser
perfeitamente acoplado ao corpo da bomba e ao mesmo tempo englobasse o novo
rotor.
3.2 Bomba de água periférica
Para os devidos propósitos do projeto, foi adquirida uma bomba d’água
periférica modelo BP500 da marca Intech Machine, apresentada na Figura 3.1. A

44
bomba é bivolt, tem uma potência de 370 W (ou 0,5 cv) e atinge uma rotação
máxima de 3450 rpm. O seu peso aproximado é de 4,8 Kg, tem uma altura
manométrica máxima de 26 metros e uma sucção máxima de 8 metros.
Figura 3.1 – Bomba d’água utilizada para a construção do reator.
Fonte: Bomba periférica BP500. Intech Machine5.
3.3 Caracterização hidrodinâmica do reator
A caracterização do reator foi realizada com o objetivo de se analisar o
desempenho do reator de cavitação hidrodinâmica de escala laboratorial e detectar
possíveis falhas no projeto. Para isto, realizou-se algumas análises visando-se
descobrir o volume útil do reator, sua vazão volumétrica e o seu tempo médio de
residência.
3.3.1 Volume útil do reator
O volume útil do reator foi determinado através de uma técnica simples de
medição, utilizando-se basicamente apenas uma proveta de vidro. Para esta
determinação, empregou-se a bomba peristáltica do sistema para encher
completamente o reator com água e então posicionou-se a mangueira de entrada
do fluido (orifício inferior) em uma proveta de 250 mL, até o esvaziamento completo
do reator. Em seguida, realizou-se a medição do volume e repetiu-se esta operação
por mais 4 vezes. A determinação do volume útil do reator é a média aritmética das
5 medições realizadas.
5 Disponível em: <http://www.intechmachine.com.br/Produto.aspx?id=35>.

45
3.3.2 Vazão volumétrica do sistema
A determinação da vazão volumétrica do reator foi realizada através de um
procedimento semelhante ao realizado no item anterior, na determinação do
volume útil. Desta forma, a vazão volumétrica determinada corresponde à vazão do
sistema, composto de uma bomba peristáltica acoplada ao reator, conforme o
esquema da Figura 3.2. Primeiramente encheu-se o reator com água, ligou-se o
reator e deixou-se o sistema estabilizar por cerca de 5 minutos. Em seguida,
transferiu-se a mangueira de saída do reator para um erlenmeyer de 250 mL,
cronometrou-se 30 minutos e mediu-se o volume de água retido no erlenmeyer com
o auxílio de uma proveta de 250 mL. Repetiu-se esta operação por mais 4 vezes.
A determinação da vazão volumétrica do reator é a média aritmética das 5
medições realizadas.
Figura 3.2 – Representação esquemática do sistema montado para medição da vazão volumétrica.
Fonte: Elaborado pelo autor.
3.3.3 Distribuição do tempo de residência
A distribuição do tempo de residência foi realizada com o objetivo
caracterizar o reator através das funções de distribuição cumulativa, F(t),
distribuição de tempo de residência, E(t), tempo de residência médio, tm, e a
variância, σ².
Segundo Fogler (2012), os dois principais usos da DTR para a
caracterização de reatores não ideias são:
t = 30 minutos

46
Para o diagnosticar problemas de reatores em operação;
Para prever conversão ou concentrações de efluentes em reatores em
situações onde se deseja proceder uma nova reação no reator.
O procedimento para se efetuar o ensaio consiste em injetar no reator uma
substância química inerte, denominada traçador, em um tempo t = 0, e medir a
concentração deste traçador, C, na corrente do efluente, em função do tempo.
Para a determinação da DTR no reator, realizou-se um experimento com
traçador em uma perturbação degrau. Primeiramente, preparou-se uma solução
aquosa 0,4 %(m/v) de corante violeta, e então determinou-se a magnitude de seu
sinal no sistema de medição, que representa a concentração na qual o sinal tem
magnitude máxima, Cmáx, do sistema.
Após a determinação de Cmáx, montou-se o sistema reacional com o detector
de sinal na saída do efluente, de modo a capturar o sinal do traçador logo após a
saída do reator (Figura 3.3).
Figura 3.3 – Experimento com traçador em degrau.
Fonte: Acervo pessoal.
A solução preparada de corante violeta, assim como a água destilada, era
coletada diretamente do tanque de alimentação, e a solução efluente era
direcionada para o tanque de coleta, após passagem pelo detector de sinal.
Inicialmente, com o sistema já devidamente posicionado, preencheu-se o
tanque de alimentação com água destilada. Com o reator em funcionamento, ligou-
se a bomba peristáltica para circulação do fluido no reator, e após 5 minutos,
anotou-se o valor do sinal emitido pelo aparelho, que representa C0. Então, no
tempo t = 0, cortou-se repentinamente a alimentação de água destilada do sistema

47
e transferiu-se a mangueira afluente para o tanque com a solução de corante
violeta.
Desta maneira, tem-se estabelecido simbolicamente para a corrente afluente
que:
= { , <., ≥
Onde, para este teste, C0 (afluente/entrada) é igual a Cmáx (efluente/saída).
Os valores de C foram coletados a cada 1 minuto, até que se fosse
observado a estabilização do sinal no aparelho, evidenciando que a concentração
de traçador no efluente do reator é igual a concentração da solução inicial. O teste
foi realizado em duplicata e os valores assumidos para C(t) representam a média
das duas medições realizadas.
Uma vez que a concentração na entrada do reator é constante com o tempo,
C0, pode-se definir:
�í � = ∫ ′ ′ (3.1)
Dividindo-se por C0, tem-se:
[ �í �] � = ∫ ′ ′ = (3.2)
Diferenciando esta expressão, obtém-se a função DTR, E(t):
= [ ] � (3.3)
Para a determinação de E(t), construiu-se um gráfico de C(t) versus t até um
tempo em que a concentração de corante fosse constante, ou seja, teoricamente
igual a C0. Desta forma, para cada tempo, t, foi-se determinado a função da DTR,

48
E(t), e assim, pôde-se determinar o tempo médio de residência, tm, que corresponde
ao tempo espacial, τ, a partir da equação:
= ∫∞ (3.4)
O valor do tempo médio de residência, tm, corresponde ao valor da área
abaixo da curva de t.E(t) versus t.
Outro momento da DTR comumente utilizado é chamado de variância (ou
quadrado do desvio-padrão), σ², definido pela equação:
� = ∫ − .∞ (3.5)
A magnitude desse momento é um indicativo da dispersão da distribuição.
Também existe um terceiro momento, também tomado em torno da média e
chamado de coeficiente de assimetria, sendo definido pela equação:
= � / ∫ − .∞ (3.6)
A magnitude desse momento mede a extensão da assimetria da distribuição
em uma direção ou outra em relação à média (FOGLER, 2012).
Pode-se ainda analisar a DTR para determinar o número de tanques ideais,
n, em série que corresponde aproximadamente à mesma DTR do reator não ideal
desenvolvido. A função de distribuição do tempo de residência, E(t), para n CSTRs
em série é dada pela equação:
= × −− ! × − .� (3.7)

49
E o número de tanques em série, n, é determinado através da equação:
= �� (3.8)
3.4 Ensaios realizados
Após a finalização da construção e montagem do reator, procedeu-se alguns
testes preliminares com a finalidade de se observar o funcionamento do reator em
processos escolhidos como modelos de operação.
Com o reator finalizado e operando corretamente, deu-se início aos ensaios
de verificação e caracterização. Foram realizados uma série de testes com a
finalidade de se comprovar a ocorrência fenômeno de cavitação hidrodinâmica no
sistema e demonstrar sua utilidade em diversas aplicações, como o preparo de
emulsões, aquecimento do meio, rompimento de parede celular.
3.4.1 Aquecimento de um fluido
Para a realização do teste de aquecimento do meio, utilizou-se apenas água
como fluido de trabalho. O reator foi devidamente montado em um sistema de
recirculação contínua, através do acoplamento de 2 mangueiras para entrada e
saída do reator e um erlenmeyer, adequado com um vaso recipiente. A circulação
do sistema foi realizada por uma bomba peristáltica e as medições de temperatura
foram realizadas por termopares ligados a medidores digitais (Figura 3.4).
Foram realizadas medições de temperatura no motor da bomba, no estator,
na entrada do escoamento e na saída do escoamento de água do reator. Registou-
se a temperatura inicial, antes do funcionamento da bomba, e após o ligamento
desta, registou-se as quatro temperaturas monitoradas a cada minuto, por
70 minutos subsequentes.
Com os valores registrados, traçou-se uma curva do perfil de temperatura
dos quatro itens avaliados – motor, estator, entrada e saída do escoamento – em
função do tempo. Com a curva, pôde-se interpretar e investigar a real magnitude
da cavitação hidrodinâmica no interior do reator enquanto geradora de calor.

50
Figura 3.4 – Experimento para construção da curva da temperatura em função do tempo.
Fonte: Acervo pessoal.
3.4.2 Produção de emulsões
Visando a comparação e comprovação da eficiência do reator enquanto um
mecanismo eficaz para o preparo de emulsões, desenvolveu-se experimentos em
diferentes condições.
Na realização deste ensaio, foram preparadas 200 mL de diferentes misturas
de água destilada, óleo de soja e lauril éter sulfato de sódio, usado como agente
surfactante. A formulação de cada mistura foi calculada de acordo com a
concentração do surfactante lauril éter sulfato de sódio (SLES) desejada na mistura
final. Para este ensaio, foram preparadas cinco misturas água/óleo/surfactante e a
composição inicial destas para a prossecução dos experimentos estão compiladas
na tabela 3.1.
Tabela 3.1 – Composições das misturas água/óleo/surfactante. Componente Mistura 1 Mistura 2 Mistura 3 Mistura 4 Mistura 5
Conc. Surfactante
0,1 g/L 0,5 g/L 1,0 g/L 2,5 g/L 5 g/L
SLES 0,07 mL 0,37 mL 0,74 mL 1,85 mL 3,70 mL Óleo 20 mL 20 mL 20 mL 20 mL 20 mL Água q.s.p. 200 mL q.s.p. 200 mL q.s.p. 200 mL q.s.p. 200 mL q.s.p. 200 mL
Volume Final 200 mL 200 mL 200 mL 200 mL 200 mL Fonte: Elaborado pelo autor.

51
As misturas foram então transferidas para um erlenmeyer e agitadas com
um agitador magnético para que se pudesse manter a uniformidade da mistura que
entra no reator.
Após breve período de circulação no sistema, antes do ligamento da rotação,
colheu-se amostras em tubos de ensaio, que constituem o ponto de referência no
tempo t = 0. Ligou-se o reator por 15 minutos e então colheu-se novas amostras no
tempo t = 15 min, já com as emulsões formadas. Com as duas amostras colhidas
para cada mistura, realizou-se um teste de estabilidade de emulsões, onde se
avaliou a separação de fases das emulsões ao longo de 15 dias. As colunas foram
monitoradas diariamente, demarcadas com auxílio de canetas específicas para
vidrarias e registradas por fotografias.
3.4.3 Rompimento celular
Os reatores de cavitação hidrodinâmica, dentre diversas aplicações como
tratamento de água e sínteses químicas, também podem ser empregados
satisfatoriamente em técnicas de rompimento celular (BADVE et al., 2014).
Para o ensaio de rompimento celular, utilizou-se fermento biológico liofilizado
- Saccharomyces cerevisiae – e água destilada. Preparou-se amostras de levedura
e água na proporção 1:10, e em seguida, foram postas em circulação no sistema
do reator por 5 minutos. Coletou-se amostras em microtubos tipo eppendorf no
tempo t = 0, com o reator desligado, e após o ligamento deste, coletou-se amostras
após 90 minutos, t = 90 min. Em seguida, transferiu-se as amostras dos microtubos
para lâminas de microscopia e analisou-se as mesmas em um microscópio óptico,
onde se registrou fotografias das células de leveduras antes e depois da passagem
pelo reator.

52
4 RESULTADOS E DISCUSSÃO
Com o objetivo de se estabelecer as características gerais do reator,
comprovar a eficácia do projeto e avaliar a eficiência do sistema desenvolvido;
procedeu-se alguns ensaios baseados na literatura, tendo em vista os principais
empregos e qualidades usualmente descritos para reatores de cavitação
hidrodinâmica.
No desenvolvimento do projeto, após a realização do levantamento
bibliográfico, foi realizado uma série de estudos e análises sobre o fenômeno da
cavitação hidrodinâmica e o seu emprego em reatores, com o objetivo de se
encontrar um sistema que pudesse ser usado como modelo de emprego do reator.
Com isso, optou-se por um modelo de reator que contemplasse basicamente uma
bomba de água, que com um conjunto de rotor/estator incluso e adaptado, formaria
um sistema reacional com ocorrência de cavitação em seu interior. Além disto,
trata-se de um sistema pouco citado/empregado na literatura, provendo assim
maiores possibilidades de contribuição nesta área de interesse com os dados
obtidos.
Sabendo-se que o fenômeno da cavitação ocorre quando a pressão estática
do líquido cai abaixo da pressão de vapor do líquido, o trabalho inicial para o
desenvolvimento e construção do reator consistiu em se determinar as dimensões
de um rotor, bem como sua rotação necessária para que ocorra a cavitação.
Neste tipo de sistema, o rotor é o principal instrumento gerador de cavitação
e foi usinado cuidadosamente para que apresentasse as especificações projetadas
rigorosamente. O emprego de um novo rotor, com dimensões e formatos
consideravelmente diferentes das do original (incluso na bomba), também exigiu a
usinagem de outras peças, que permitissem a adaptação e o encaixe do rotor na
bomba. Então, com o projeto do rotor finalizado, deu-se início ao desenvolvimento
das peças que completavam a montagem do sistema, como o estator (parte
estacionária), a tampa do estator e os orifícios de escoamento.
O conjunto formado pela bomba e as peças encaixadas, mangueiras de
laboratório, bomba peristáltica e os tanques de alimentação e coleta (adaptados
com erlenmeyers), formam o sistema reacional completo, que permite duas
configurações básicas de acordo com a necessidade: empregando-se um tanque,

53
tem-se um sistema de recirculação (batelada) e utilizando-se dois tanques
(entrada/saída) tem-se um sistema em regime contínuo.
Para a caracterização hidrodinâmica do reator, executou-se ensaios para a
determinação do volume útil do reator por meio de medições manuais, e ensaios
para a determinação da vazão volumétrica do sistema, considerando-se a bomba
peristáltica empregada. Com os dois valores encontrados, pôde-se encontrar o
tempo espacial, τ, do sistema. O tempo espacial é uma medida apropriada de
desempenho de reatores contínuos, e pode ser definido como o tempo requerido
para processar um volume de alimentação, correspondente a um volume do reator,
medido em condições especificadas (LEVENSPIEL, 2000).
Outra caracterização realizada foi a determinação da função distribuição de
tempo de residência (DTR) do reator, parâmetro que permite medir o quanto o
equipamento real desvia do ideal, e determinar a distribuição dos diferentes tempos
que os elementos de fluido levam para passar através do sistema. Com a obtenção
do tempo médio de residência, pode-se realizar uma comparação com o tempo
espacial e então descobrir o quanto o modelo desvia do ideal e qual comportamento
este adquire quando em funcionamento (escoamento pistonado, com mistura
perfeita, arbitrário).
Visando analisar a eficácia do modelo projetado em algumas aplicações
usualmente relatadas na literatura, realizou-se três ensaios: produção de emulsões,
rompimento celular e aquecimento do meio.
Para a produção de emulsões, realizou-se testes baseados no trabalho de
Sindelar, Ritter e Stülp (2013), onde se avaliava a estabilidade de emulsão
óleo/água ao uso de diferentes surfactantes. Para o rompimento celular, efetuou-
se uma análise microscópica para detectar o rompimento de células de leveduras,
tendo como base o trabalho de Bialas e Jankowski (2007), onde investigou-se a
homogeneização de alta pressão em fermentos de padaria para a recuperação
seletiva da invertase. O teste de aquecimento do meio foi realizado com
embasamento em diversas pesquisas, sendo conveniente citar como exemplo o
trabalho de Neto et al. (2014), onde foi empregado um reator de cavitação
hidrodinâmica no tratamento de água e alcançou-se temperaturas próximas de 100
ºC.
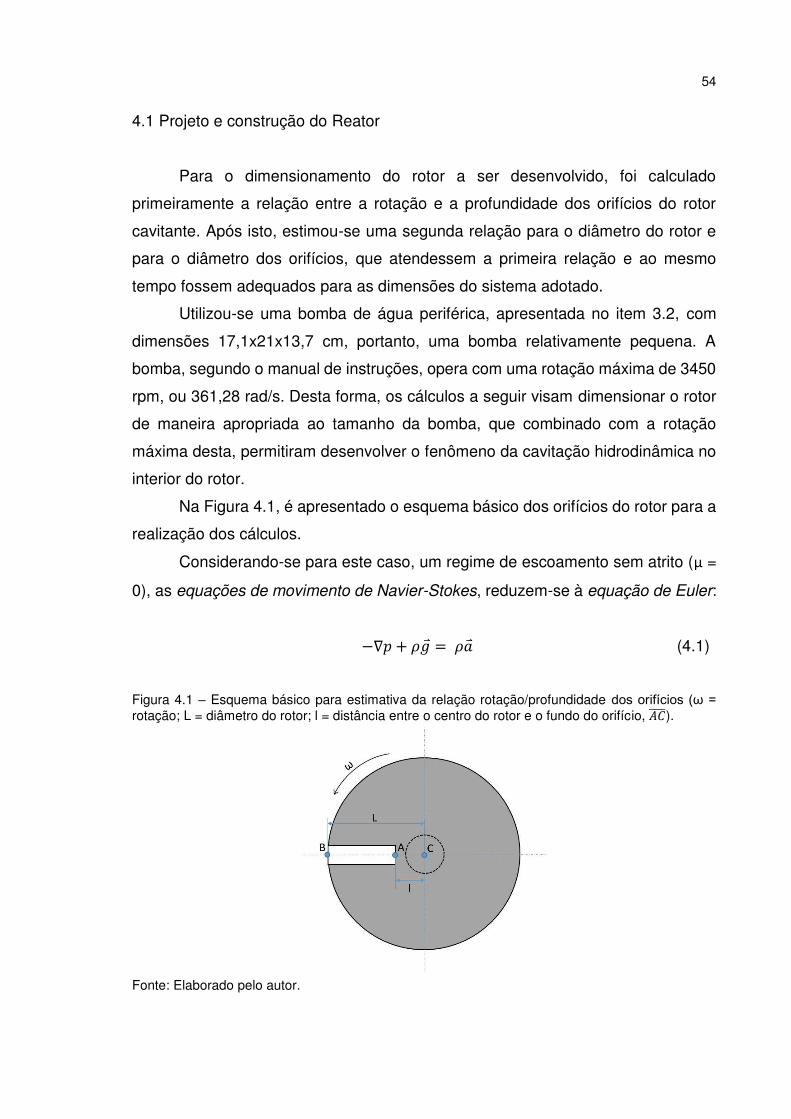
54
4.1 Projeto e construção do Reator
Para o dimensionamento do rotor a ser desenvolvido, foi calculado
primeiramente a relação entre a rotação e a profundidade dos orifícios do rotor
cavitante. Após isto, estimou-se uma segunda relação para o diâmetro do rotor e
para o diâmetro dos orifícios, que atendessem a primeira relação e ao mesmo
tempo fossem adequados para as dimensões do sistema adotado.
Utilizou-se uma bomba de água periférica, apresentada no item 3.2, com
dimensões 17,1x21x13,7 cm, portanto, uma bomba relativamente pequena. A
bomba, segundo o manual de instruções, opera com uma rotação máxima de 3450
rpm, ou 361,28 rad/s. Desta forma, os cálculos a seguir visam dimensionar o rotor
de maneira apropriada ao tamanho da bomba, que combinado com a rotação
máxima desta, permitiram desenvolver o fenômeno da cavitação hidrodinâmica no
interior do rotor.
Na Figura 4.1, é apresentado o esquema básico dos orifícios do rotor para a
realização dos cálculos.
Considerando-se para este caso, um regime de escoamento sem atrito (μ =
0), as equações de movimento de Navier-Stokes, reduzem-se à equação de Euler:
−∇ + ⃑ = �⃑ (4.1)
Figura 4.1 – Esquema básico para estimativa da relação rotação/profundidade dos orifícios (ω = rotação; L = diâmetro do rotor; l = distância entre o centro do rotor e o fundo do orifício, ̅̅ ̅̅ ).
Fonte: Elaborado pelo autor.

55
Embora não existam fluidos reais sem viscosidade, muitos problemas de
escoamento podem ser analisados com sucesso pela aproximação de μ = 0 (FOX;
PRITCHARD; McDONALD, 2012). Desta forma, para o sistema em questão, tem-
se os seguintes componentes radial e axial:
− = . � = − . = − . . (4.2)
� = − . (4.3)
Assim, através da Figura 4.1 vê-se que entre os pontos B e A, Z = constante,
então pela Equação 4.2:
= . . (4.4)
Então, integrando ambos os lados da Equação 4.4, encontra-se:
∫ = ∫ . . � (4.5)
Resolvendo a integral da Equação 4.5, determina-se a Equação 4.6 para o
sistema estudado:
− = . . − (4.6)
Admitindo que pB = patm e pA = pv e substituindo estas constantes na Equação
4.6, encontra-se a relação entre as dimensões do rotor e do orifício e a rotação
mínima a partir do qual se inicia a cavitação:
= . � −. − (4.7)
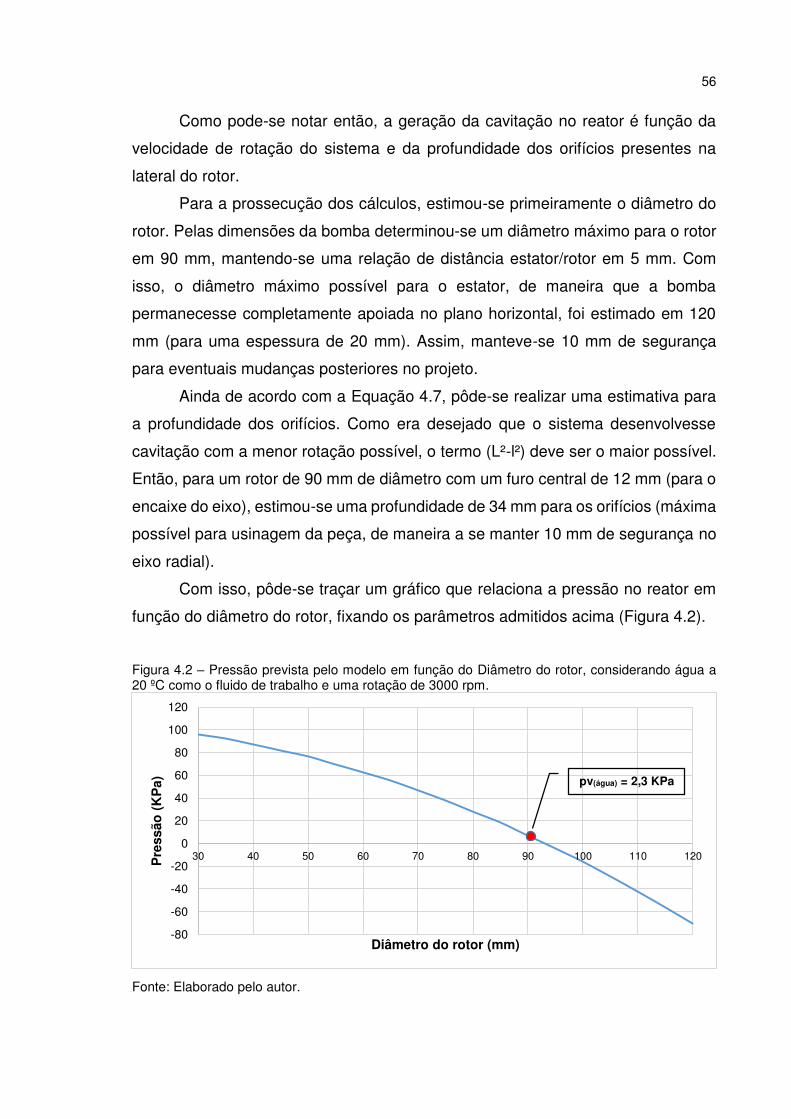
56
Como pode-se notar então, a geração da cavitação no reator é função da
velocidade de rotação do sistema e da profundidade dos orifícios presentes na
lateral do rotor.
Para a prossecução dos cálculos, estimou-se primeiramente o diâmetro do
rotor. Pelas dimensões da bomba determinou-se um diâmetro máximo para o rotor
em 90 mm, mantendo-se uma relação de distância estator/rotor em 5 mm. Com
isso, o diâmetro máximo possível para o estator, de maneira que a bomba
permanecesse completamente apoiada no plano horizontal, foi estimado em 120
mm (para uma espessura de 20 mm). Assim, manteve-se 10 mm de segurança
para eventuais mudanças posteriores no projeto.
Ainda de acordo com a Equação 4.7, pôde-se realizar uma estimativa para
a profundidade dos orifícios. Como era desejado que o sistema desenvolvesse
cavitação com a menor rotação possível, o termo (L²-l²) deve ser o maior possível.
Então, para um rotor de 90 mm de diâmetro com um furo central de 12 mm (para o
encaixe do eixo), estimou-se uma profundidade de 34 mm para os orifícios (máxima
possível para usinagem da peça, de maneira a se manter 10 mm de segurança no
eixo radial).
Com isso, pôde-se traçar um gráfico que relaciona a pressão no reator em
função do diâmetro do rotor, fixando os parâmetros admitidos acima (Figura 4.2).
Figura 4.2 – Pressão prevista pelo modelo em função do Diâmetro do rotor, considerando água a 20 ºC como o fluido de trabalho e uma rotação de 3000 rpm.
Fonte: Elaborado pelo autor.
-80
-60
-40
-20
0
20
40
60
80
100
120
30 40 50 60 70 80 90 100 110 120Pre
ssão
(K
Pa)
Diâmetro do rotor (mm)
pv(água) = 2,3 KPa
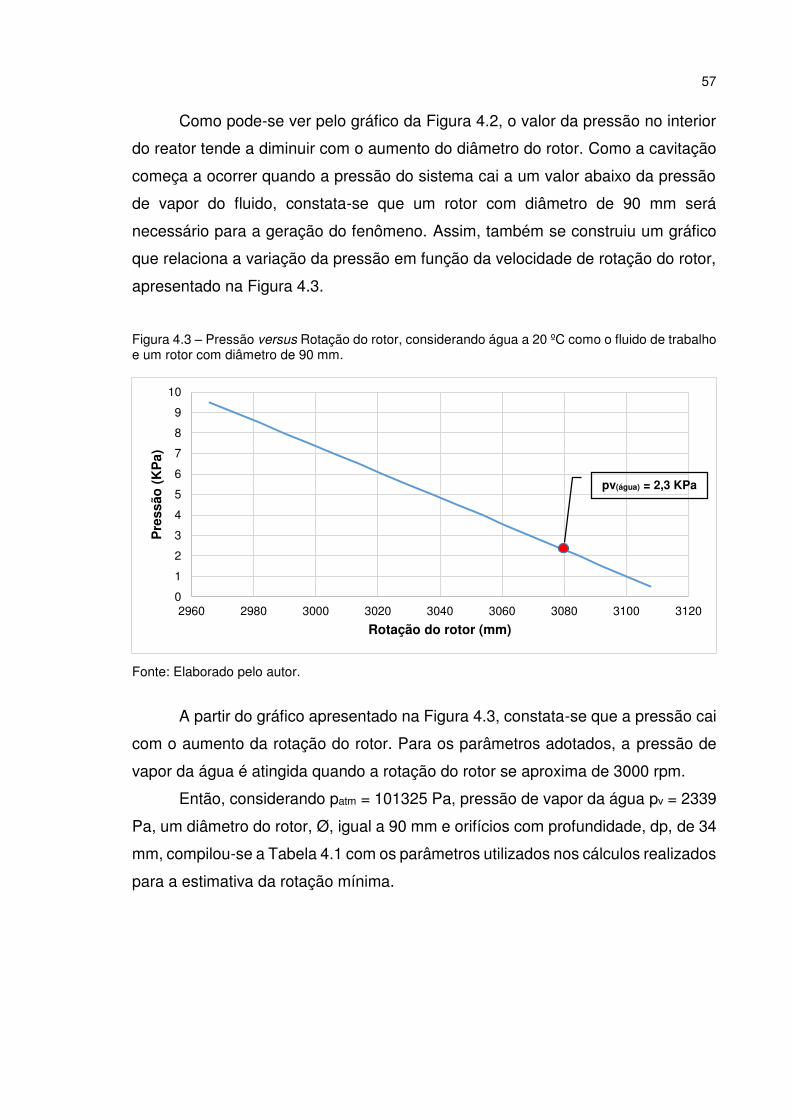
57
Como pode-se ver pelo gráfico da Figura 4.2, o valor da pressão no interior
do reator tende a diminuir com o aumento do diâmetro do rotor. Como a cavitação
começa a ocorrer quando a pressão do sistema cai a um valor abaixo da pressão
de vapor do fluido, constata-se que um rotor com diâmetro de 90 mm será
necessário para a geração do fenômeno. Assim, também se construiu um gráfico
que relaciona a variação da pressão em função da velocidade de rotação do rotor,
apresentado na Figura 4.3.
Figura 4.3 – Pressão versus Rotação do rotor, considerando água a 20 ºC como o fluido de trabalho e um rotor com diâmetro de 90 mm.
Fonte: Elaborado pelo autor.
A partir do gráfico apresentado na Figura 4.3, constata-se que a pressão cai
com o aumento da rotação do rotor. Para os parâmetros adotados, a pressão de
vapor da água é atingida quando a rotação do rotor se aproxima de 3000 rpm.
Então, considerando patm = 101325 Pa, pressão de vapor da água pv = 2339
Pa, um diâmetro do rotor, Ø, igual a 90 mm e orifícios com profundidade, dp, de 34
mm, compilou-se a Tabela 4.1 com os parâmetros utilizados nos cálculos realizados
para a estimativa da rotação mínima.
0
1
2
3
4
5
6
7
8
9
10
2960 2980 3000 3020 3040 3060 3080 3100 3120
Pre
ssão
(K
Pa)
Rotação do rotor (mm)
pv(água) = 2,3 KPa

58
Tabela 4.1 – Parâmetros para a construção do rotor. Parâmetro Valor Unidade
Pressão atmosférica, patm 101325 Pa Pressão de vapor da água, pv 2339 Pa
Densidade da água, ρ 1000 Kg/m³ Diâmetro do rotor, Ø 90 mm
Profundidade do orifício, dp 34 mm L, distância entre os pontos ̅̅ ̅̅ 45 mm L, distância entre os pontos ̅̅ ̅̅ 11 mm
Fonte: Elaborado pelo autor.
Assim, através da Equação 4.7, estimou-se a rotação mínima do rotor para
que ocorra a cavitação no interior do rotor, de acordo com as dimensões
apresentadas na Tabela 4.1:
= � /
ou =
Portanto, pode-se concluir que as dimensões escolhidas com base no
tamanho da bomba de água utilizada são plenamente adequadas para o pleno
objetivo de se gerar cavitação no interior do reator, haja visto que a bomba é capaz
de produzir uma rotação de até 3450 rpm. Com isso tem-se, então, condições de
segurança e reserva para a operação do reator.
4.2 Desenvolvimento e usinagem das peças
4.2.1 Desenvolvimento e construção do rotor
Com os parâmetros dimensionais previamente calculados e convencionados
para o rotor no item anterior, foi desenhado um projeto para usinagem do rotor.
Adotou-se um rotor com diâmetro de 90 mm e orifícios com diâmetro de 6,35 mm e
profundidade de 34 mm. O rotor foi usinado em aço-carbono conforme o esquema
representado na Figura 4.4.

59
Figura 4.4 – Desenho esquemático do rotor.
Fonte: Elaborado pelo autor.
Para a usinagem do rotor adquiriu-se um disco de aço-carbono de 15 mm de
espessura e 95 mm de diâmetro. O orifício central, o rebaixo e o encaixe da chaveta
foram projetados conforme o eixo da bomba e usinados no DEMAR, e os orifícios
laterais foram usinadas em empresa específica. Na Figura 4.5 pode-se ver a foto
do rotor finalizado.
Figura 4.5 – Rotor usinado em aço-carbono.
Fonte: Acervo pessoal.

60
4.2.2 Desenvolvimento do estator e da tampa
O novo estator fixado ao motor, que engloba a região do rotor e da entrada
e saída do escoamento foi projetado para um acoplamento preciso no corpo da
bomba e com dimensões adequadas para o rotor usinado, razoavelmente maior do
que o original da bomba (retirado previamente do sistema).
A tampa é o dispositivo que dá acesso ao rotor para eventuais limpezas e
ajustes, além de conter os orifícios de escoamento (entrada e saída de fluido). Foi
desenvolvida conforme o projeto do estator e assim como este, foi usinado em aço-
carbono. Também se usinou a tampa do reator em acrílico transparente para
proporcionar a visualização do regime interno do reator. O desenho esquemático
do projeto do estator e da tampa do reator pode ser visto na Figura 4.6.
Figura 4.6 – Desenho esquemático do estator e da tampa do reator.
Fonte: Elaborado pelo autor.
Para a usinagem do estator foi adquirido um disco de aço-carbono de
espessura de 3/2” e diâmetro de 125 mm, e para a usinagem da tampa, um disco
de espessura de 3/8” e diâmetro de 125 mm. Também se utilizou uma placa
quadrada de acrílico de 20 cm de lado e 15 mm de espessura para a outra tampa.
Ambos os dispositivos foram também usinados no DEMAR, e as fotos destas peças
podem ser vistas na Figura 4.7.

61
Figura 4.7 – Estator (a), tampa do reator em aço-carbono (b) e tampa do reator em acrílico (c).
Fonte: Acervo pessoal.
4.3 Montagem do sistema/reator
Com as peças prontas iniciou-se a montagem do sistema, conforme pode
ser visto nas fotografias da Figura 4.8. Para o acoplamento das peças, optou-se
por parafusos allen em todas as juntas para facilitar a desmontagem e a vedação
do sistema. Utilizou-se silicone nas juntas inferiores, cola-silicone entre o estator e
o corpo da bomba e veda-rosca nas saídas de escoamento.
Figura 4.8 – Montagem do reator de acordo com as etapas.
1 – Retirada do estator
2 – Peças usinadas
3 – Acoplamento do estator
4 – Acoplamento do rotor
5 – Encaixe da tampa
6 – Reator montado
Fonte: Acervo pessoal.

62
4.4 Caracterização hidrodinâmica do reator
4.4.1 Volume útil do reator
Para a determinação do volume do reator foram realizadas 5 medições e os
valores encontrados podem ser vistos na tabela 4.2.
Tabela 4.2 – Determinação do volume útil do reator. Experimento Volume (mL)
Exp. 1 120 Exp. 2 118 Exp. 3 120 Exp. 4 122 Exp. 5 120 Média 120
Variância (s²) 1,6 Desvio padrão (s) 1,3
Fonte: Elaborado pelo autor.
Assim, encontrou-se que volume útil do reator é igual a 120 mL, com um
desvio padrão de 1,3 mL. O valor encontrado está próximo do valor teórico,
calculado a partir da fórmula do volume de um cilindro:
� � = . . ℎ (4.8)
Onde, V é igual ao volume (cm³), D é igual ao diâmetro (cm) e h é igual a
altura (cm). Assim, para o reator tem-se que:
� = � − + � í � (4.9)
Substituindo os valores dimensionais do sistema, encontra-se o volume
teórico do reator (Equação 4.10).
� = . × , − . × , + × . , × , (4.10)
� ≅
63
Esta pequena diferença encontrada entre o valor teórico e o valor medido
experimentalmente, � � − � � � ≅ , era prevista já na concepção do
projeto, e nitidamente perceptível ao montar-se o sistema, em virtude do
posicionamento do orifício de saída do efluente localizado na tampa do estator.
Como o orifício de saída do escoamento foi usinado em uma posição ligeiramente
abaixo do limite superior do estator e a posição operacional do reator é horizontal,
não foi possível preencher o reator com o fluido completamente.
4.4.2 Vazão volumétrica do sistema
Na determinação da vazão volumétrica do sistema foram realizadas 5
medições e os valores encontrados podem ser vistos na tabela 4.3.
Tabela 4.3 – Determinação da vazão volumétrica do reator.
Experimento Vazão (mL/h) Exp. 1 276 Exp. 2 274 Exp. 3 276 Exp. 4 274 Exp. 5 275 Média 275
Variância (s²) 0,8 Desvio padrão (s) 0,9
Fonte: Elaborado pelo autor.
Encontrou-se uma vazão volumétrica, QR, igual a 275 mL/h, com um desvio
padrão de 0,9 mL/h. Com os valores do volume e da vazão volumétrica do reator,
pôde-se determinar o tempo espacial (τ) do reator, de acordo com a fórmula da
Equação 4.11.
� = �� (4.11)
Substituindo-se os valores determinados experimentalmente, obtém-se:
� = �ℎ = , ℎ = , � (4.12)

64
Desta forma, tem-se que o tempo necessário para processar um volume de
fluido no reator, baseando-se nas condições de entrada, é igual a 26,18 minutos.
4.4.3 Distribuição do tempo de residência
Para a determinação experimental do tempo de residência médio, tm, do
reator projetado, realizou-se um teste de traçador com perturbação em degrau.
No preparo do traçador, utilizou-se uma solução de corante violeta de
genciana 1%, substância química ideal para medições de sinal óptico e de fácil
visualização a olho nu. Diluiu-se então 4 mL da solução de corante em 1000 mL de
água destilada.
O sistema utilizado para detecção da concentração de traçador no efluente
no reator, consistia basicamente em um resistor dependente de luz (RDL) acoplado
a um multímetro, que indicava os valores de resistência. Um RDL é um resistor cuja
resistência varia conforme a intensidade da luz que incide sobre ele. À medida que
a intensidade da luz aumenta, a sua resistência diminui. Assim, à medida que a
concentração de traçador aumenta no efluente, a intensidade da luz que incide sob
o RDL diminui, aumentando os valores de resistência. Então, com os valores do
sinal obtidos em termos de resistência (Ω, ohm), pôde-se realizar a conversão da
concentração do traçador para mol/L através da curva de calibração do aparelho.
Após a preparação da solução, realizou-se o teste de traçador tipo degrau
no reator empregando-se água destilada como meio, visando-se determinar o
tempo de residência médio, a variância, o coeficiente de assimetria e o parâmetro
n (número de CSTR em série que corresponde ao reator utilizado).
A função de distribuição do tempo de residência foi determinada
experimentalmente injetando-se a solução de azul metileno 0,4 %(m/v) no tempo
t = 0, e então mediu-se a concentração de traçador no efluente do reator em função
do tempo. As medidas de concentração foram coletadas diretamente do aparelho
detector de sinal a cada 1 minuto até a completa estabilização do valor medido,
Cmáx, cujo valor está próximo a concentração inicial da solução, C0, medida
previamente.
O experimento foi realizado até o tempo t = 110 min, quando se observou a
estabilização do sinal e obteve-se a concentração Cmáx = C0. O valor de C(t)

65
utilizado para a prossecução dos cálculos é a média dos dois experimentos
realizados, portanto, para este teste: C(t) = Cmédio(t).
Além disto, como o sinal óptico detectado no multímetro apresenta um valor
inicial não nulo, independentemente da passagem de fluido no interior do detector,
o valor da concentração, C(t), considerado para a realização dos cálculos é igual
ao próprio, subtraído do valor inicial, C(0). A concentração consolidada, portanto, é
deve ser compreendida da seguinte forma: Ccorr(t) = Cmédio(t) – Cmédio(0). Entretanto,
para fins de simplificação e conveniência, utilizou-se apenas a nomenclatura C(t)
em menções referentes à concentração de traçador.
Primeiramente, com as médias dos valores da concentração do traçador
coletados ao longo de 110 minutos, construiu-se um gráfico de C(t) [mol/L] versus
t [min], apresentado na Figura 4.9.
Figura 4.9 – Concentração de traçador versus tempo.
Fonte: Elaborado pelo autor.
Como a vazão volumétrica utilizada foi constante, pôde-se determinar pela
Equação 4.13, a curva da distribuição cumulativa.
= [ �í �] � (4.13)
Assim, construiu-se então o gráfico da distribuição cumulativa, F(t), versus t,
apresentado na Figura 4.10.
0
1
2
3
4
5
6
7
8
9
0 10 20 30 40 50 60 70 80 90 100 110
C(t
) x
105
(mo
l/L)
t (min)

66
Figura 4.10 – Distribuição cumulativa versus tempo.
Fonte: Elaborado pelo autor.
Para a obtenção da função DTR, E(t), no experimento com traçador em
degrau, deve-se derivar F(t) em relação a t ( = ⁄ [ ] , como apresentado
na Equação 3.3 (item 3.3.3).
Então, utilizou-se o software livre Geogebra v. 4.4.45.0 para a obtenção de
E(t) e determinou-se para cada valor de tempo, a função da DTR.
Com os valores de E(t) em função do tempo determinados, pôde-se
finalmente construir o gráfico de t*E(t) versus t, conforme a Equação 3.4 (item
3.3.3). A área sob a curva deste gráfico corresponde ao tempo de residência médio,
tm. Para esta determinação, também se utilizou o software Geogebra (Figura 4.11).
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 10 20 30 40 50 60 70 80 90 100 110
F(t
)
t (min)

67
Figura 4.11 – Determinação do tempo de residência médio através da área do gráfico de t*E(t) versus t.
Fonte: Elaborado pelo autor.
Desta forma, determinou-se o tempo de residência médio do reator:
= , �
O valor calculado no teste de traçador foi 1,6% inferior (ou cerca de 25 s) ao
tempo espacial calculado pela razão entre o volume útil do reator e a vazão
volumétrica do sistema, que foi de � = , � .
Esta pequena diferença encontrada entre os dois tempos pode indicar uma
possível existência de zonas mortas ou caminhos preferenciais (desvio ou curto-
circuito) no reator. A zona morta provoca uma redução no volume efetivo de reator,
de modo que o volume ativo de reator é menor do que o esperado (FOGLER, 2012).
Os desvios, por sua vez, causam um aumento no tempo de residência médio do
sistema, evidenciando que o reator pode não estar promovendo mistura perfeita em
seu interior.
Com o tempo de residência médio determinado, pôde-se obter a variância
(ou quadrado do desvio padrão), σ², que corresponde ao segundo momento da
DTR, através da Equação 3.5 (item 3.3.3). O valor determinado experimentalmente
foi de σ² = 312,13 min², o que corresponde a um desvio padrão, σ, de 17,67 min.
Pela Equação 3.6 (item 3.3.3), encontrou-se um coeficiente de assimetria, s³, igual
a 111,92 min3/2.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 10 20 30 40 50 60 70 80 90 100 110
t*E
(t)
t (min)
Área = 25,76

68
Calculando-se a razão entre o desvio padrão da distribuição e o valor do
tempo de residência médio, obtém-se:
� = ,, × = , % (4.14)
4.4.4 Avaliação do reator pelo uso do modelo de tanques em série
Através da função distribuição normalizada, pôde-se comparar o
desempenho do escoamento do reator não-ideal desenvolvido com reatores ideais.
Como descreveu Fogler (2012), quando a função normalizada, E(θ), é usada, todos
os CSTRs de mistura perfeita terão numericamente a mesma DTR. Se a função
simples E(t) for usada, valores numéricos de E(t) poderão diferir substancialmente
para diferentes CSTRs. Assim, pode-se analisar a DTR para determinar o número
de tanques ideais em série que corresponde aproximadamente à mesma DTR do
reator não-ideal.
Para isto, primeiramente calculou-se o valor do parâmetro n, que
corresponde ao número de tanques ideais em série, usando a Equação 3.8 (item
3.3.3).
= �� = , , = , (4.15)
Essa expressão representa o número de tanques necessário para modelar
o reator real como n tanques ideais em série. Se o número de reatores, n, for
pequeno, as características dos reatores serão aquelas de um único CSTR ou
talvez de dois CSTRs em série. No outro extremo, quando n for grande, as
características do reator se aproximam daquelas de um PFR (Fogler, 2012).
Portanto, considerando-se n = 2, constata-se que o sistema reacional
desenvolvido se comporta como dois reatores CSTR em série.
Como para n reatores ideais de mistura perfeita (CSTR) a função DTR é
calculada pela Equação 3.7 (item 3.3.3), substituiu-se os valores de n e tm
encontrados, obtendo-se o modelo:

69
= , × × − , 77. (4.16)
A semelhança entre o sistema em estudo em relação a dois CSTRs ideais é
apontada na Figura 4.12, em que são traçadas as curvas E(t) versus t para ambos
os modelos.
O modelo de tanques em série é o modelo de um parâmetro, avaliado
geralmente pela análise da DTR determinada a partir de teste com traçador.
Figura 4.12 – E(t) versus tempo para o reator e para 2 reatores CSTRs ideais.
Fonte: Elaborado pelo autor.
Para o experimento realizado, determinou-se um parâmetro n = 2,
correspondendo ao número de tanques ideais em série que apresenta
aproximadamente a mesma DTR que o reator real avaliado, como se pode ver na
Figura 4.12.
Os valores de sinal óptico do traçador em função do tempo registrados no
detector; os valores da concentração do traçador em mol/L, convertidos através do
modelo matemático da curva de calibração do aparelho; os valores das funções F(t)
e E(t), assim como os valores tabelados para os 2 reatores CSTRs ideais em série,
Eideal(t), encontram-se no APÊNDICE A.
0,0E+00
5,0E-03
1,0E-02
1,5E-02
2,0E-02
2,5E-02
3,0E-02
3,5E-02
0 10 20 30 40 50 60 70 80 90 100 110
E(t
)
t (min)
Reator
2 CSTRs ideais
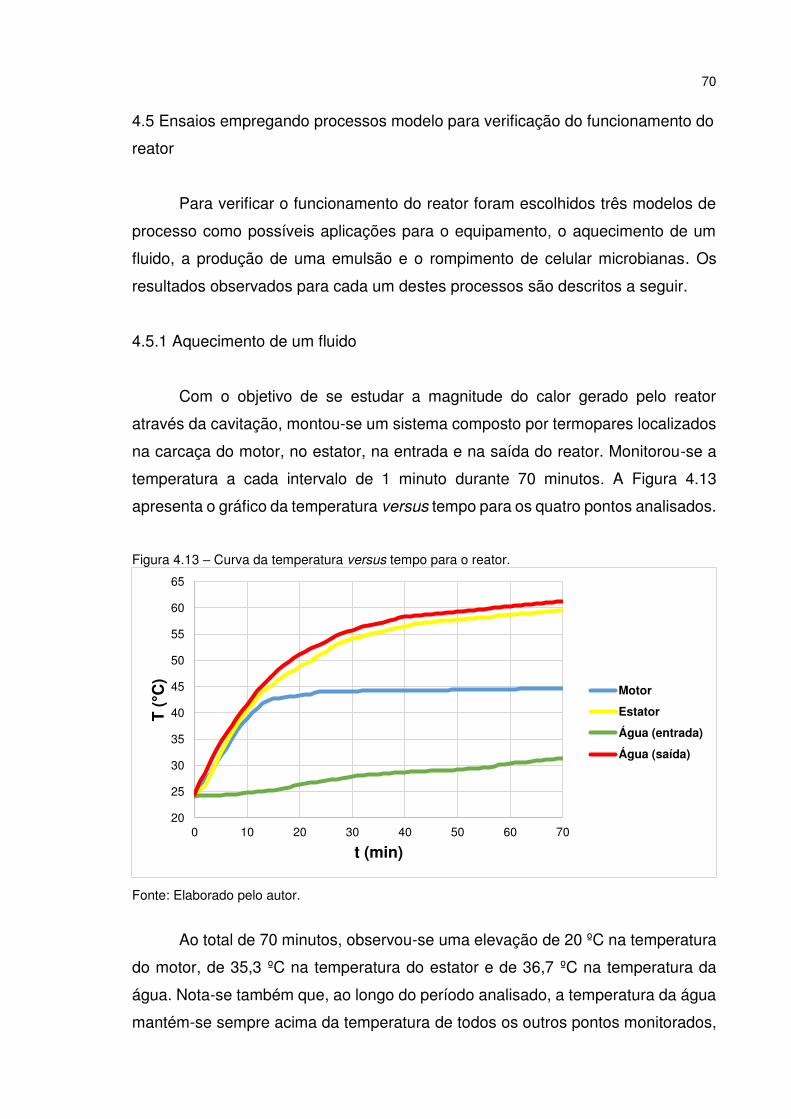
70
4.5 Ensaios empregando processos modelo para verificação do funcionamento do
reator
Para verificar o funcionamento do reator foram escolhidos três modelos de
processo como possíveis aplicações para o equipamento, o aquecimento de um
fluido, a produção de uma emulsão e o rompimento de celular microbianas. Os
resultados observados para cada um destes processos são descritos a seguir.
4.5.1 Aquecimento de um fluido
Com o objetivo de se estudar a magnitude do calor gerado pelo reator
através da cavitação, montou-se um sistema composto por termopares localizados
na carcaça do motor, no estator, na entrada e na saída do reator. Monitorou-se a
temperatura a cada intervalo de 1 minuto durante 70 minutos. A Figura 4.13
apresenta o gráfico da temperatura versus tempo para os quatro pontos analisados.
Figura 4.13 – Curva da temperatura versus tempo para o reator.
Fonte: Elaborado pelo autor.
Ao total de 70 minutos, observou-se uma elevação de 20 ºC na temperatura
do motor, de 35,3 ºC na temperatura do estator e de 36,7 ºC na temperatura da
água. Nota-se também que, ao longo do período analisado, a temperatura da água
mantém-se sempre acima da temperatura de todos os outros pontos monitorados,
20
25
30
35
40
45
50
55
60
65
0 10 20 30 40 50 60 70
T (°C
)
t (min)
Motor
Estator
Água (entrada)
Água (saída)
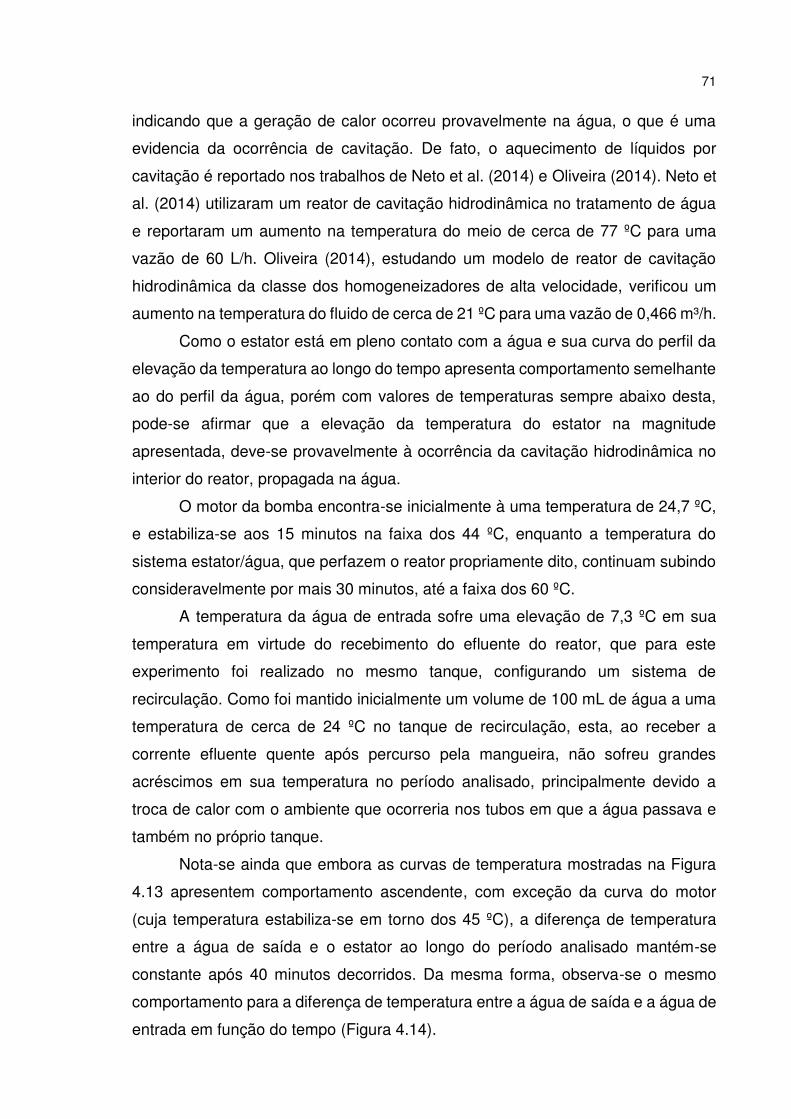
71
indicando que a geração de calor ocorreu provavelmente na água, o que é uma
evidencia da ocorrência de cavitação. De fato, o aquecimento de líquidos por
cavitação é reportado nos trabalhos de Neto et al. (2014) e Oliveira (2014). Neto et
al. (2014) utilizaram um reator de cavitação hidrodinâmica no tratamento de água
e reportaram um aumento na temperatura do meio de cerca de 77 ºC para uma
vazão de 60 L/h. Oliveira (2014), estudando um modelo de reator de cavitação
hidrodinâmica da classe dos homogeneizadores de alta velocidade, verificou um
aumento na temperatura do fluido de cerca de 21 ºC para uma vazão de 0,466 m³/h.
Como o estator está em pleno contato com a água e sua curva do perfil da
elevação da temperatura ao longo do tempo apresenta comportamento semelhante
ao do perfil da água, porém com valores de temperaturas sempre abaixo desta,
pode-se afirmar que a elevação da temperatura do estator na magnitude
apresentada, deve-se provavelmente à ocorrência da cavitação hidrodinâmica no
interior do reator, propagada na água.
O motor da bomba encontra-se inicialmente à uma temperatura de 24,7 ºC,
e estabiliza-se aos 15 minutos na faixa dos 44 ºC, enquanto a temperatura do
sistema estator/água, que perfazem o reator propriamente dito, continuam subindo
consideravelmente por mais 30 minutos, até a faixa dos 60 ºC.
A temperatura da água de entrada sofre uma elevação de 7,3 ºC em sua
temperatura em virtude do recebimento do efluente do reator, que para este
experimento foi realizado no mesmo tanque, configurando um sistema de
recirculação. Como foi mantido inicialmente um volume de 100 mL de água a uma
temperatura de cerca de 24 ºC no tanque de recirculação, esta, ao receber a
corrente efluente quente após percurso pela mangueira, não sofreu grandes
acréscimos em sua temperatura no período analisado, principalmente devido a
troca de calor com o ambiente que ocorreria nos tubos em que a água passava e
também no próprio tanque.
Nota-se ainda que embora as curvas de temperatura mostradas na Figura
4.13 apresentem comportamento ascendente, com exceção da curva do motor
(cuja temperatura estabiliza-se em torno dos 45 ºC), a diferença de temperatura
entre a água de saída e o estator ao longo do período analisado mantém-se
constante após 40 minutos decorridos. Da mesma forma, observa-se o mesmo
comportamento para a diferença de temperatura entre a água de saída e a água de
entrada em função do tempo (Figura 4.14).
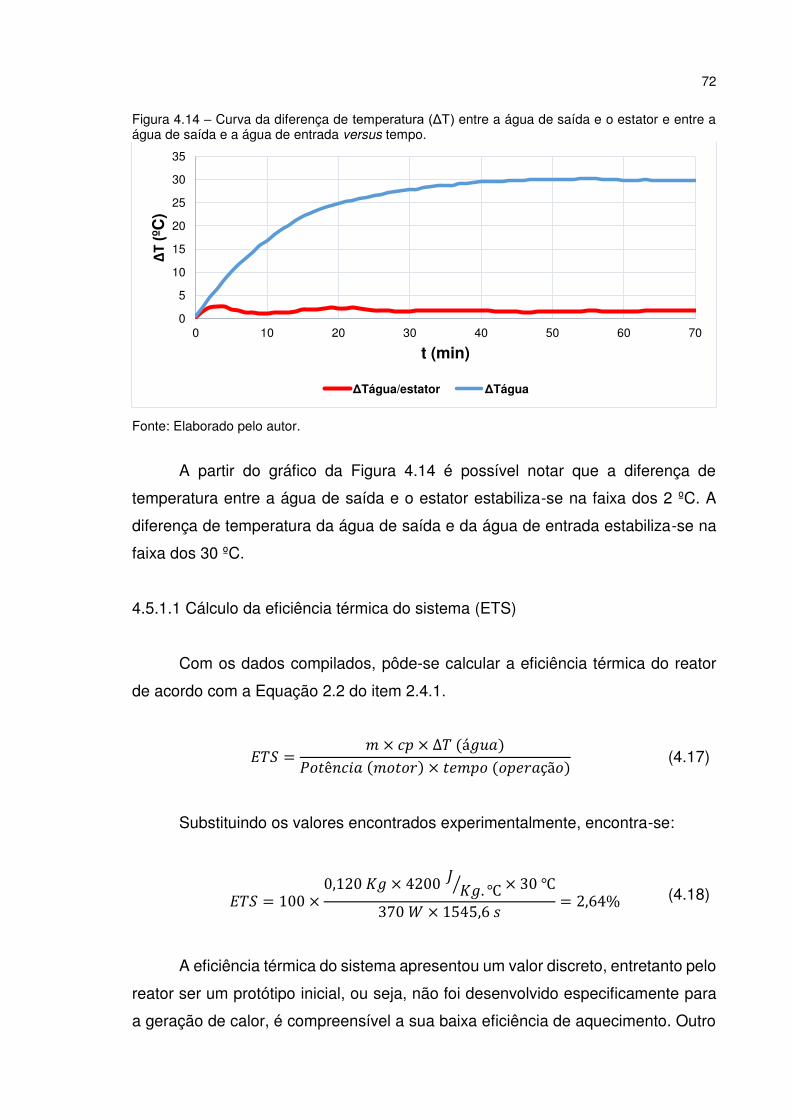
72
Figura 4.14 – Curva da diferença de temperatura (ΔT) entre a água de saída e o estator e entre a água de saída e a água de entrada versus tempo.
Fonte: Elaborado pelo autor.
A partir do gráfico da Figura 4.14 é possível notar que a diferença de
temperatura entre a água de saída e o estator estabiliza-se na faixa dos 2 ºC. A
diferença de temperatura da água de saída e da água de entrada estabiliza-se na
faixa dos 30 ºC.
4.5.1.1 Cálculo da eficiência térmica do sistema (ETS)
Com os dados compilados, pôde-se calcular a eficiência térmica do reator
de acordo com a Equação 2.2 do item 2.4.1.
= × × ∆ á �ê �� × �çã (4.17)
Substituindo os valores encontrados experimentalmente, encontra-se:
= × , × . ℃⁄ × ℃ × , = , % (4.18)
A eficiência térmica do sistema apresentou um valor discreto, entretanto pelo
reator ser um protótipo inicial, ou seja, não foi desenvolvido especificamente para
a geração de calor, é compreensível a sua baixa eficiência de aquecimento. Outro
0
5
10
15
20
25
30
35
0 10 20 30 40 50 60 70
ΔT (ºC
)
t (min)
ΔTágua/estator ΔTágua

73
fator que pode ter interferido é a perda de calor para o ambiente, uma vez que o
reator não foi isolado termicamente. Esta perda de calor ocorreu pelo próprio
estator, o qual apresentou uma temperatura superficial de cerca de 60 ºC.
4.5.2 Produção de emulsões
A realização dos experimentos de produção de emulsões foi feita de acordo
com a Tabela 3.1 (item 3.4.2) apresentada na metodologia do trabalho. Variou-se
a concentração do surfactante lauril éter sulfato de sódio, mantendo-se a proporção
água/óleo constante. Em ambos experimentos, a formação das emulsões ocorreu
de maneira instantânea tão logo o reator era ligado. A qualidade das emulsões
encontradas é diretamente proporcional à concentração de surfactante empregada.
Todos os 5 experimentos realizados produziram emulsões homogêneas e na Figura
4.15 pode-se ver a foto do comparativo entre a mistura com concentração de
surfactante igual a 2,5 g/L após passagem pelo reator e a mesma mistura agitada
por método convencional. As fotografias dos experimentos realizados com
concentrações de surfactante igual a 0,1 g/L, 0,5 g/L, 1,0 g/L e 5,0 g/L encontram-
se no APÊNDICE B.
Figura 4.15 – Comparação entre a separação de fases da mistura com Csurfac. = 2,5 g/L após 15 minutos em repouso.
Fonte: Acervo pessoal.

74
Para o estudo da estabilidade das emulsões e análise da eficácia do reator
na geração de emulsões, realizou-se um estudo de separações de fases. Assim,
as emulsões produzidas pelo reator foram transferidas para tubos de ensaios, junto
com as misturas agitadas mecanicamente por agitador magnético, e foram
registradas fotos ao longo de 15 dias para avaliação do grau de separação das
fases. Na Figura 4.16 são apresentadas as fotos das emulsões e misturas após 15
dias de repouso nos tubos de ensaio, sendo possível constatar que as emulsões
produzidas no reator apresentam alto grau de estabilidade em pouco tempo de
operação.
Os experimentos realizados com concentrações de surfactante igual a 0,1
g/L, 0,5 g/L, 1,0 g/L e 5,0 g/L apresentaram comportamento semelhante após o
teste de separação de fases, e as fotografias destes encontram-se no APÊNDICE
C.
Figura 4.16 – Comparação entre a separação de fases da mistura com Csurfac. = 2,5 g/L após 15 dias em repouso.
Fonte: Acervo pessoal.
Estes testes permitiram verificar que o protótipo de reator construído foi
capaz de produzir emulsões com estabilidade satisfatória.

75
4.5.3 Rompimento celular
A cavitação hidrodinâmica tem sido frequentemente empegada em estudos
recentes para rompimento e extração de produtos celulares (BADVE et al., 2014).
Para a investigação desta técnica no reator projetado, realizou-se um teste
com a levedura Saccharomyces cerevisiae liofilizada, na forma de uma suspenção
em água destilada na proporção de 1:10 (m/m).
A mistura inicial foi transferida para um erlenmeyer contendo uma barra
magnética e posta em um agitador para completa homogeneização, e então foi
injetada no reator. A solução inicial de levedura dissolvida na água foi transferida
para um tubo tipo eppendorf, e esta amostra foi usada para caracterizar as células
integras da levedura no tempo t = 0 em um microscópio (Figura 4.17).
Figura 4.17 – Células de levedura registradas no tempo t = 0.
Fonte: Acervo pessoal.
Realizou-se o teste em uma batelada de 90 minutos e então coletou-se o
efluente do reator em tubos tipo eppendorf. Depois, transferiu-se a cultura para
lâminas para microscopia e investigou-se a ocorrência de rompimentos celulares e
detritos formados no tempo t = 90 min, cujas fotografias podem ser vistas na Figura
4.18.

76
Figura 4.18 – Células de levedura registradas no tempo t = 90 min.
Fonte: Acervo pessoal.
Para uma melhor caracterização das células, empregou-se o corante
histológico azul de metileno. Desta forma, as células com colorações claras são as
células íntegras, pois o azul de metileno torna-se incolor na presença de enzimas
ativas e as células com coloração azul são as que apresentaram perda de
viabilidade, devido ao fluxo de corante para o interior destas.
As imagens microscópicas registradas no tempo t = 0 (Figura 4.9),
apresentam uma cultura de células íntegras com formação regular oval e relativa
homogeneidade. Já nas imagens registradas no tempo t = 90 min (Figura 4.10),
nota-se uma mudança brusca na formação geral das células, em quase sua
totalidade com perda de viabilidade.
Pode-se notar que a passagem da cultura de levedura pelo reator foi capaz
de causar rompimento celular, podendo ser notado pela deformação ou destruição
da parede celular de algumas células; e liberação de fragmentos e organelas no
meio.
Uma provável explicação para a eficácia da cavitação no rompimento celular,
pode dever-se ao fato de que as bolhas de cavitação formadas geram uma espécie
de campo, onde um aumento de transferência de calor para o meio líquido, produz
um gradiente de velocidade, criando uma força de cisalhamento capaz de romper
as células. Além disso, têm-se constatado que o rompimento de células ocorre
durante o estágio de colapso das cavidades e que o rompimento é causado pelos

77
gradientes de pressões diferenciais originados, e não pelas altas temperaturas
geradas pelo colapso destas cavidades (JYOTI; PANDIT, 2003).
Assim, pode-se dizer que o reator é efetivo para a realização de rompimento
celular por método mecânico, comportando-se como um homogeneizador de alta
pressão.

78
5 CONCLUSÃO
Na etapa de projeto e construção do reator foi possível dimensionar as peças
e a rotação mínima necessária para que se pudesse prever a ocorrência do
fenômeno de cavitação com base em um modelo matemático teórico. Foi possível
ainda desenvolver o projeto do reator baseado na plataforma de uma bomba de
água comercial, o que permitiu simplificar sua construção além de reduzir custos
de projeto.
Na caracterização do escoamento do reator, onde realizou-se um
experimento para determinação da função distribuição do tempo de residência
(DTR), foi encontrado um valor de tempo de residência médio de 25,76 min, valor
1,6% inferior ao valor do tempo espacial esperado, que foi de τ = 26,18 min, valor
este determinado pela razão entre o volume útil físico e a vazão volumétrica de
operação do reator. Desta maneira, pode-se inferir que o reator desenvolvido não
apresentou consideráveis defeitos em seu regime de escoamento, como zonas
mortas ou caminhos preferenciais.
No teste de aquecimento de um líquido, observou-se um aumento de
temperatura superior a 35 ºC entre as temperaturas de entrada e saída de água do
reator. Observou-se ainda que a temperatura da água se manteve sempre acima
da temperatura do estator e do motor, o que é um forte indicio que a origem do
aquecimento tenha sido decorrente do fenômeno de cavitação.
Nos testes de produção de emulsão o reator foi capaz de proporcionar a
produção de uma emulsão entre água e óleo tendo como surfactante lauril éter
sulfato de sódio. A emulsão obtida com uma concentração de 2,5 g/L de surfactante
apresentou estabilidade superior à obtida por agitação convencional, mesmo após
15 dias decorridos de seu preparo.
Na avaliação do uso do reator para rompimento celular, verificou-se que o
reator foi capaz de reduzir a viabilidade celular das leveduras. Nos ensaios de
microscopia realizados foi possível observar que quando comparado com as
células integras, a suspensão celular processada no reator apresentou estruturas
como leveduras com parede celular colapsadas ou fragmentadas. Estas
observações indicam a capacidade de rompimento da parede celular de
microrganismos, demostrando que o reator foi capaz de gerar elevadas tensões de
cisalhamento, provavelmente resultantes do fenômeno de cavitação.

79
5.1 Sugestão para trabalhos futuros
Em função dos resultados obtidos neste trabalho e com o intuito de aprimorar
o modelo desenvolvido, sugere-se para trabalhos futuros:
Avaliação da interferência da magnitude da rotação em diversas aplicações;
Estudo do emprego do modelo em reações químicas e bioquímicas;
Aplicação do modelo no tratamento de água;
Ampliação de escala;
Emprego do modelo em emulsões termossensíveis.

80
REFERÊNCIAS BIBLIOGRÁFICAS
AMBULGEKAR, G. V.; SAMANT, S. D.; PANDIT, A. B. Oxidation of alkylarenes to the corresponding acids using aqueous potassium permanganate by hydrodynamic cavitation. Ultrasonics Sonochemistry, v. 11, p. 191-196, 2004a. AMBULGEKAR, G. V.; SAMANT, S. D.; PANDIT, A. B. Oxidation of alkylarenes using aqueous potassium permanganate under cavitation: comparison of acoustic and hydrodynamic techniques. Ultrasonics Sonochemistry, v. 12, p. 85-90, 2004b. ARROJO, S.; BENITO, Y. A theoretical study of hydrodynamic cavitation. Ultrasonics Sonochemistry, v. 15, p. 203-211, 2008. BADVE, M. P.; ALPAR, T.; PANDIT A. B.; GOGATE, P. R.; CSOKA, L. Modeling the shear rate and pressure drop in a hydrodynamic cavitation reactor with experimental validation based on KI decomposition studies. Ultrasonics Sonochemistry, v. 22, p. 272-277, 2014. BADVE, M.; GOGATE, P.; PANDIT, A.; CSOKA L. Hydrodynamic cavitation as a novel approach for wastewater treatment in wood finishing industry. Separation and Purification Technology, v. 106, p. 15-21, 2013. BIALAS, W.; JANKOWSKI, T. High-pressure homogenization of baker’s yeast for the selective recovery of invertase. EJPAU, v. 10, p. 3, 2007. CAPOCELLI, M.; PRISCIANDARO, M.; LANCIA, A.; MUSMARRA, D. Hydrodynamic cavitation of p-nitrophenol: A theoretical and experimental insight. Chemical Engineering Journal, v. 254, p. 1-8, 2014. ELE MECHANICAL & ELECTRICAL. Stator and Rotor inline high shear mixer. Disponível em: <http://i00.i.aliimg.com/img/pb/191/986/769/769986191_347.jpg>. Acesso em: 25 nov. 2015. FOGLER, H. S. Elementos de engenharia das reações químicas. 3. ed. Rio de Janeiro: LTC, 2002. 11 p. FOGLER, H. S. Elementos de engenharia das reações químicas. 4. ed. Rio de Janeiro: LTC, 2012. 27 p.
81
FOX, R. W., MCDONALD, A. T., PRITCHARD, P. J. Introdução à mecânica dos fluidos. 7. ed. Rio de Janeiro: LTC, 2012. 9 p. GOGATE, P. R.; PANDIT, A. B. A review and assessment of hydrodynamic cavitation as a technology for the future. Ultrasonics Sonochemistry, v. 12, p. 21-27, 2005. GOGATE, P. R.; SHIRGAONKAR, I. Z.; SIVAKUMAR, M.; SENTHILKUMAR, P.; VICHARE, N. P.; PANDIT, A. B. Cavitation reactors: Efficiency assessment using a model reaction. AIChE Journal, v. 47, p. 2526-2538, 2001. GOGATE, P. R.; TAYAL, R. K.; PANDIT, A. B. Cavitation: A technology on the horizon. Current Science, v. 91, n. 1, p. 35-46, 2006. HARTE, F. High Pressure Homogenization (HPH). The University of Tennessee, Knoxville. Disponível em: <http://web.utk.edu/~fede/high%20pressure%20homog enization.html>. Acesso em: 05 mai. 2015. INTECH MACHINE. Bomba Periférica BP500. Disponível em: <http://www.intechmachine.com.br/Produto.aspx?id=27>. Acesso em: 11 jul. 2015. JI, J.; WANG, J.; LI, Y.; YU, Y.; XU, Z. Preparation of biodiesel with the help of ultrasonic and hydrodynamic cavitation. Ultrasonics, v. 44, p. e411-e414, 2006. JYOTI, K. K.; PANDIT, A. B. Hybrid cavitation methods for water disinfection. Biochemical Engineering Journal, v. 12, p. 21-27, 2003. JYOTI, K. K.; PANDIT, A. B. Water disinfection by acoustic and hydrodynamic cavitation. Biochemical Engineering Journal, v. 7, p. 201-212, 2001. KANTHALE, P. M.; GOGATE, P. R.; PANDIT, A. B.; WILHELM, A. M. Dynamics of a cavitational reactor: cluster approach. Ultrasonics Sonochemistry, v. 12, p. 441-452, 2005. LEVENSPIEL, O. Engenharia das reações químicas. 3. ed. São Paulo: Edgard Blücher, 2000. 22 p. MOHOLKAR, V. S.; KUMAR, P. S.; PANDIT, A. B. Hydrodynamic cavitation for sonochemical effects. Ultrasonics Sonochemistry, v. 6, p. 53-65, 1999.

82
MOHOLKAR, V. S.; PANDIT, A. B. Modeling of hydrodynamic cavitation reactors: a unified approach. Chemical Engineering Science, v. 56, p. 6295-6302, 2001. MUNSON, B. R.; YOUNG, D. F.; OKIISHI, T. H. Fundamentos da mecânica dos fluidos. 4. ed. São Paulo: Edgard Blücher, 2004. 6 p. NETO, E. F. A.; AQUINO, M. D.; GRADVOHL, S. T. S. Avaliar experimentalmente os níveis de redução nos indicadores físico-químicos e microbiológicos, de águas destinadas ao consumo humano, alcançados com o uso do reator de cavitação hidrodinâmico. In: SIMPÓSIO BRASILEIRO DE RECURSOS HÍDRICOS, 17., 2007, São Paulo. Anais... São Paulo: ABRH, 2007. p. 1-20. NETO, E. F. A.; AQUINO, M. D.; RIBEIRO, J. P.; VIDAL, C. B.; NASCIMENTO, R. F.; SOUSA, F. W. O uso da cavitação hidrodinâmica aplicado ao tratamento de água. Eng. Sanit. Ambient., v. 19, p. 105-112, 2014. OLIVEIRA, C. R. Estudo de reator de cavitação hidrodinâmica. In: SIMPÓSIO INTERNACIONAL DE INICIAÇÃO CIENTÍFICA E TECNOLÓGICA DA USP, 22., 2014, São Paulo. Anais eletrônicos... São Paulo: SIICUSP, 2014. Disponível em: <https://uspdigital.usp.br/siicusp/cdOnlineTrabalhoVisualizarResumo?numeroInscricaoTrabalho=468&numeroEdicao=22>. Acesso em: 22 nov. 2015. SANTOS, S. L. Bombas e Instalações Hidráulicas. 1. ed. São Paulo: LCTE, 2007. p. 150. SINDELAR, F. C. W.; RITTER, M. A.; STÜLP, S. Avaliação da estabilidade da emulsão óleo/água proveniente dos resíduos de uma indústria beneficiadora de gemas frente ao uso de diferentes surfactantes. TECNO-LÓGICA, v. 17, p. 05-12, 2013. SONOCHEMISTRY WEBSITE. Ultrasound. Disponível em: <http://www.chm.bris.ac.uk/webprojects2004/eaimkhong/ultrasound.htm >. Acesso em: 02 dez. 2015.

83
APÊNDICES
APÊNDICE A – Sinal médio do traçador, concentração média do traçador, Cmédio(t),
concentração corrigida do traçador, Ccorr(t), função da distribuição cumulativa, F(t),
função da distribuição do tempo de residência do reator, E(t), e função da
distribuição do tempo de residência teórica para 2 CSTRs ideais, Eideal(t).
t (min)
Sinal médio (Ω)
Cmédiox105 (mol/L)
Ccorrx105 (mol/L)
F(t) E(t) Eideal(t)
0 7,7 1,3220 0,0000 0,0000 0,0070 0,0000 1 7,7 1,3220 0,0000 0,0000 0,0088 0,0056 2 7,9 1,3643 0,0423 0,0031 0,0108 0,0103 3 9,0 1,5916 0,2696 0,0200 0,0129 0,0143 4 10,1 1,8096 0,4876 0,0369 0,0150 0,0177 5 11,3 2,0373 0,7153 0,0553 0,0170 0,0204 6 12,4 2,2372 0,9152 0,0722 0,0190 0,0227 7 13,8 2,4796 1,1576 0,0937 0,0208 0,0245 8 15,2 2,7095 1,3875 0,1152 0,0225 0,0259 9 16,9 2,9725 1,6505 0,1413 0,0240 0,0270
10 18,4 3,1909 1,8689 0,1644 0,0254 0,0277 11 19,8 3,3839 2,0619 0,1859 0,0266 0,0282 12 21,5 3,6052 2,2832 0,2120 0,0275 0,0285 13 23,3 3,8251 2,5031 0,2396 0,0283 0,0286 14 25,1 4,0316 2,7096 0,2673 0,0289 0,0285 15 27,0 4,2365 2,9145 0,2965 0,0293 0,0282 16 29,0 4,4396 3,1176 0,3272 0,0295 0,0278 17 31,0 4,6317 3,3097 0,3579 0,0295 0,0274 18 33,0 4,8147 3,4927 0,3886 0,0294 0,0268 19 34,7 4,9645 3,6426 0,4147 0,0291 0,0262 20 36,7 5,1358 3,8138 0,4455 0,0287 0,0255 21 38,7 5,3036 3,9816 0,4762 0,0281 0,0248 22 40,5 5,4531 4,1311 0,5038 0,0275 0,0240 23 42,5 5,6195 4,2975 0,5346 0,0267 0,0232 24 44,1 5,7539 4,4319 0,5591 0,0259 0,0224 25 45,7 5,8907 4,5687 0,5837 0,0250 0,0216 26 47,0 6,0043 4,6823 0,6037 0,0240 0,0208 27 48,6 6,1478 4,8258 0,6283 0,0230 0,0200 28 50,0 6,2776 4,9556 0,6498 0,0219 0,0192 29 51,0 6,3731 5,0511 0,6651 0,0208 0,0184 30 52,7 6,5414 5,2194 0,6912 0,0197 0,0176 31 53,7 6,6444 5,3224 0,7066 0,0187 0,0168 32 55,0 6,7832 5,4612 0,7266 0,0176 0,0161 33 56,6 6,9622 5,6402 0,7512 0,0165 0,0153

84
(continuação) t
(min) Sinal médio
(Ω) Cmédiox105
(mol/L) Ccorrx105 (mol/L) F(t) E(t) Eideal(t)
34 57,8 7,1031 5,7811 0,7696 0,0155 0,0146 35 58,8 7,2252 5,9032 0,7849 0,0145 0,0139 36 59,8 7,3517 6,0297 0,8003 0,0135 0,0133 37 60,5 7,4431 6,1211 0,8111 0,0125 0,0126 38 61,2 7,5368 6,2148 0,8218 0,0117 0,0120 39 61,8 7,6191 6,2971 0,8310 0,0108 0,0114 40 62,1 7,6610 6,3390 0,8356 0,0100 0,0108 41 62,6 7,7318 6,4098 0,8433 0,0093 0,0102 42 63,3 7,8333 6,5113 0,8541 0,0086 0,0097 43 63,9 7,9224 6,6004 0,8633 0,0079 0,0092 44 64,5 8,0136 6,6916 0,8725 0,0073 0,0087 45 65,0 8,0912 6,7692 0,8802 0,0068 0,0082 46 65,3 8,1384 6,8164 0,8848 0,0063 0,0078 47 65,7 8,2023 6,8803 0,8909 0,0059 0,0074 48 66,1 8,2672 6,9452 0,8971 0,0054 0,0070 49 66,4 8,3164 6,9945 0,9017 0,0051 0,0066 50 66,9 8,3999 7,0779 0,9094 0,0048 0,0062 51 67,2 8,4507 7,1287 0,9140 0,0045 0,0059 52 67,5 8,5021 7,1801 0,9186 0,0042 0,0055 53 67,8 8,5541 7,2321 0,9232 0,0040 0,0052 54 68,1 8,6067 7,2847 0,9278 0,0038 0,0049 55 68,3 8,6422 7,3202 0,9309 0,0036 0,0046 56 68,5 8,6778 7,3558 0,9339 0,0034 0,0044 57 68,7 8,7138 7,3918 0,9370 0,0033 0,0041 58 68,9 8,7500 7,4280 0,9401 0,0032 0,0039 59 69,3 8,8233 7,5013 0,9462 0,0030 0,0036 60 69,5 8,8604 7,5384 0,9493 0,0029 0,0034 61 69,7 8,8977 7,5757 0,9524 0,0028 0,0032 62 69,8 8,9165 7,5945 0,9539 0,0027 0,0030 63 69,9 8,9354 7,6134 0,9555 0,0026 0,0029 64 70,0 8,9543 7,6323 0,9570 0,0025 0,0027 65 70,1 8,9733 7,6513 0,9585 0,0024 0,0025 66 70,2 8,9923 7,6703 0,9601 0,0023 0,0024 67 70,3 9,0115 7,6895 0,9616 0,0022 0,0022 68 70,4 9,0307 7,7087 0,9631 0,0021 0,0021 69 70,5 9,0500 7,7280 0,9647 0,0020 0,0020 70 70,7 9,0888 7,7668 0,9677 0,0019 0,0018 71 70,9 9,1279 7,8059 0,9708 0,0018 0,0017 72 71,1 9,1672 7,8452 0,9739 0,0017 0,0016 73 71,2 9,1871 7,8651 0,9754 0,0016 0,0015 74 71,3 9,2069 7,8849 0,9770 0,0014 0,0014

85
(continuação) t
(min) Sinal médio
(Ω) Cmédiox105
(mol/L) Ccorrx105 (mol/L) F(t) E(t) Eideal(t)
75 71,4 9,2269 7,9049 0,9785 0,0013 0,0013 76 71,5 9,2469 7,9249 0,9800 0,0012 0,0013 77 71,6 9,2670 7,9450 0,9816 0,0011 0,0012 78 71,7 9,2872 7,9652 0,9831 0,0010 0,0011 79 71,7 9,2872 7,9652 0,9831 0,0009 0,0010 80 71,8 9,3075 7,9855 0,9846 0,0009 0,0010 81 71,8 9,3075 7,9855 0,9846 0,0008 0,0009 82 71,9 9,3278 8,0058 0,9862 0,0007 0,0008 83 71,9 9,3278 8,0058 0,9862 0,0007 0,0008 84 71,9 9,3278 8,0058 0,9862 0,0006 0,0007 85 72,0 9,3482 8,0262 0,9877 0,0006 0,0007 86 71,9 9,3278 8,0058 0,9862 0,0006 0,0007 87 72,0 9,3482 8,0262 0,9877 0,0005 0,0006 88 72,0 9,3482 8,0262 0,9877 0,0005 0,0006 89 72,1 9,3687 8,0467 0,9892 0,0005 0,0005 90 72,2 9,3892 8,0672 0,9908 0,0005 0,0005 91 72,2 9,3892 8,0672 0,9908 0,0005 0,0005 92 72,2 9,3892 8,0672 0,9908 0,0006 0,0004 93 72,3 9,4099 8,0879 0,9923 0,0006 0,0004 94 72,3 9,4099 8,0879 0,9923 0,0006 0,0004 95 72,3 9,4099 8,0879 0,9923 0,0006 0,0004 96 72,4 9,4306 8,1086 0,9939 0,0006 0,0003 97 72,4 9,4306 8,1086 0,9939 0,0006 0,0003 98 72,4 9,4306 8,1086 0,9939 0,0006 0,0003 99 72,5 9,4514 8,1294 0,9954 0,0006 0,0003
100 72,5 9,4514 8,1294 0,9954 0,0006 0,0003 101 72,6 9,4723 8,1503 0,9969 0,0006 0,0002 102 72,6 9,4723 8,1503 0,9969 0,0005 0,0002 103 72,6 9,4723 8,1503 0,9969 0,0005 0,0002 104 72,7 9,4932 8,1712 0,9985 0,0005 0,0002 105 72,7 9,4932 8,1712 0,9985 0,0004 0,0002 106 72,7 9,4932 8,1712 0,9985 0,0004 0,0002 107 72,8 9,5143 8,1923 1,0000 0,0004 0,0002 108 72,8 9,5143 8,1923 1,0000 0,0004 0,0001 109 72,8 9,5143 8,1923 1,0000 0,0004 0,0001 110 72,8 9,5143 8,1923 1,0000 0,0005 0,0001
Fonte: Elaborado pelo autor.

86
APÊNDICE B – Fotografias das emulsões geradas pela agitação convencional e
pelo reator após 15 minutos em repouso, com concentrações de surfactante igual
a 0,1 g/L, 0,5 g/L, 1,0 g/L e 5,0 g/L, respectivamente.
Fonte: Acervo pessoal.

87
APÊNDICE C – Fotografias das emulsões geradas pela agitação convencional e
pelo reator após 15 dias em repouso, com concentrações de surfactante igual a 0,1
g/L, 0,5 g/L, 1,0 g/L e 5,0 g/L, respectivamente.
Fonte: Acervo pessoal.





























