Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DA BAHIA ESCOLA POLITÉCNICA
MESTRADO EM ENGENHARIA AMBIENTAL URBANA
CALINE RODRIGUES GALLY
POTENCIALIDADE DO USO DE RESÍDUO CATALÍTICO GERADO EM
REFINARIA DE PETRÓLEO PARA PRODUÇÃO DE MATERIAIS CIMENTÍCEOS
DE BAIXO IMPACTO AMBIENTAL
Salvador
2012

CALINE RODRIGUES GALLY
POTENCIALIDADE DO USO DE RESÍDUO CATALÍTICO GERADO EM
REFINARIA DE PETRÓLEO PARA PRODUÇÃO DE MATERIAIS CIMENTÍCEOS
DE BAIXO IMPACTO AMBIENTAL
Dissertação de Mestrado entregue ao Programa de
Mestrado em Engenharia Ambiental Urbana, da
Universidade Federal da Bahia, como parte dos
requisitos necessários para a obtenção do título de
Mestre em Engenharia Ambiental Urbana.
Orientador (es): Prof.° Jardel Pereira Gonçalves
Prof.° Vanessa Silveira Silva
Salvador
2012

G162 Gally, Caline Rodrigues
Potencialidade do uso de resíduo catalítico gerado em refinaria de petróleo para produção de materiais cimentíceos de baixo impacto ambiental / Caline Rodrigues Gally. – Salvador, 2012.
115 f. : il. color.
Orientador: Profº. Dr. Jardel Pereira Gonçalves
Dissertação (mestrado) – Universidade Federal da Bahia. Escola Politécnica, 2012.
1. Argamassa. 2. Resíduos industriais - Reaproveitamento. 3. Impacto ambiental. I. Gonçalves, Jardel Pereira. II. Universidade Federal da Bahia. III. Título.
CDD: 628

CALINE RODRIGUES GALLY
POTENCIALIDADE DO USO DE RESÍDUO CATALÍTICO GERADO EM
REFINARIA DE PETRÓLEO PARA PRODUÇÃO DE MATERIAIS CIMENTÍCEOS
DE BAIXO IMPACTO AMBIENTAL
Dissertação para obtenção do grau de mestre em Engenharia Ambiental urbana.
Salvador, 28 de setembro de 2012.
Banca Examinadora: Prof. Jardel Pereira Gonçalves _________________________________ Universidade Federal da Bahia - UFBA
Prof. Marcos Martinez Silvoso _________________________________ Universidade Federal do Rio de Janeiro - UFRJ Prof. Ricardo Fernandes Carvalho _________________________________ Universidade Federal da Bahia - UFBA

Com muito amor e carinho, dedico este trabalho aos maiores tesouros
da minha vida, meus queridos pais Gilson e Kátia Silvana.

AGRADECIMENTOS
Primeiramente agradeço a Deus pela realização e conclusão de mais uma etapa,
sem Ele nada conseguiria fazer, nessa caminhada que por diversas vezes parecia
interminável.
À minha família pelo apoio e compreensão e acima de tudo pelo amor dedicado.
Seria pouco expressar meus mais profundos agradecimentos por meio de palavras,
em especial meus pais Gilson e Kátia Silvana e meus irmãos Caroline e Heverton.
Amo vocês.
Aos meus orientadores, professores Jardel Gonçalves e Vanessa Silva, pela
paciência e condução deste trabalho, além do colega Gabriel pela força e
disponibilidade em estar sempre pronto a me ajudar.
Aos colegas do Grupo de Estudos em Materiais de Construção GEMAC/UFBA, em
especial a Paulo César pela ajuda nas realizações dos ensaios laboratoriais e deste
trabalho.
Aos colegas de trabalho, em especial a Sidivaldo Oliveira, Fátima Barbosa e Ivo
Souza, além de todos que de alguma forma colaboraram para a concretização dessa
publicação. Muito obrigada!
A CNPQ e CAPES pelo suporte financeiro.

Há homens que lutam um dia e são bons.
Há outros que lutam um ano e são melhores.
Há os que lutam muitos anos e são muitos bons.
Porém, há os que lutam toda a vida.
Esses são os imprescindíveis.
Bertolt Brecht

GALLY, Caline Rodrigues. Desenvolvimento de materiais cimentíceos de baixo
impacto ambiental contendo resíduo catalítico gerado em refinaria de petróleo. 154
p. il. 2012. Dissertação (Mestrado) - Escola Politécnica, Universidade Federal da
Bahia, Salvador, 2012.
RESUMO
As unidades de craqueamento catalítico em leito fluidizado de refinarias
(FCC) processam cargas contendo materiais pesados de petróleo, visando sua
conversão em compostos mais leves e de maior valor agregado, utilizando um
catalisador contendo zeólita. Este trabalho visa avaliar a potencialidade do resíduo
catalisador residual de unidades de craqueamento catalítico (FCC) como substituto
parcial do cimento portland para produzir material de baixo impacto ambiental.
Foram realizados ensaios de caracterização física, química e mineralógica do
resíduo, avaliação do risco ambiental do resíduo, estudos de hidratação das pastas
e avaliação da elevação semi-adiabática da temperatura das pastas contendo
resíduo catalítico, além de estudo do teor ótimo de substituição de cimento por
resíduo de FCC para produção de argamassas. Os resultados das análises
indicaram que o resíduo possui características de toxicidade, sendo classificado
como Resíduo Perigoso Classe I. Os ensaios termogravimétricos e de calorimetria
indicaram que o resíduo reage pozolanicamente, mas, atua principalmente como
microfiller. Todas as pastas, independente do teor de substituição, apresentaram
estruturas cristalinas, contendo algumas fases amorfas identificadas pela presença
de óxido de sílica e hidróxido de cálcio, provenientes das reações de hidratação do
cimento. Pode-se visualisar que a mistura para todos as relações a/c que obteve
melhor desempenho, foi a que continha 10% de susbstituição. O objetivo principal foi
alcançado com a verificação de potencialidade do resíduo catalítico em pastas e
argamassa.
.
Palavras – Chave: Argamassa; Resíduo Catalítico; Impacto Ambiental.

GALLY, Caline Rodrigues. Desenvolvimento de materiais cimentíceos de baixo
impacto ambiental contendo resíduo catalítico gerado em refinaria de petróleo . 154
p. il. 2012. Dissertação (Mestrado) - Escola Politécnica, Universidade Federal da
Bahia, Salvador, 2012.
ABSTRACT
The units of fluidized catalytic cracking refineries (FCC) process materials containing
heavy loads oil, aiming at their conversion into compounds lighter and higher value-
added, using a catalyst containing zeólita. This study aims to evaluate the potential of
the residue of spent catalyst catalytic cracking units (FCC) as a partial substitute for
portland cement to produce materials with low environmental impact.
Tests of physical, chemical and mineralogical composition of the waste,
environmental risk assessment of residue studies of hydration of the folders and
evaluation of elevation semi-adiabatic temperature of folders containing catalytic
residue, and study the optimal level of cement replacement by FCC residue to
produce mortars. The analysis results showed that the waste has characteristics of
toxicity and is classified as Class I Hazardous Waste. Assays calorimetry and
thermogravimetric indicated that the residue reacts pozolanicamente, but mainly acts
as microfiller. All folders, independent of substitution, showed crystalline structures,
containing some amorphous phases identified by the presence of oxide, silica and
calcium hydroxide from the hydration reactions of the cement. One can visualize the
mixture for all the relations c / o that performed better was the one containing 10%
substitution. The main objective was achieved with the scanning capability of the
catalytic residue in folders and mortar.
Key - Words: Mortar, Catalytic Cracking; Environmental Impact.

SUMÁRIO
1 INTRODUÇÃO E OBJETIVOS ................................................................................... 15
1.1 INTRODUÇÃO ......................................................................................................... 15
1.2 OBJETIVOS ............................................................................................................. 19
1.2.1. Objetivo Geral ................................................................................................... 19
1.2.2. Objetivos Específicos ...................................................................................... 19
1.3 HIPÓTESE ............................................................................................................... 19
1.4 DELIMITAÇÃO DA PESQUISA E ESTRUTURA DO TRABALHO ................. 19
2 REVISÃO BIBLIOGRÁFICA ....................................................................................... 21
2.1 PRODUÇÃO DE PETRÓLEO NO BRASIL ........................................................ 21
2.2 PROCESSO PRODUTIVO DE REFINO DE PETRÓLEO ............................... 22
2.2.1. Processos de Separação ............................................................................... 23
2.2.2. Processos de Conversão ............................................................................... 27
2.2.3. Tratamentos Químicos .................................................................................... 33
2.2.4. Processos Auxiliares ....................................................................................... 35
2.3 GERAÇÃO DO CATALISADOR RESIDUAL ...................................................... 36
2.3.1. Fontes de perdas do resíduo catalítico ........................................................ 38
2.4 ZEÓLITAS ................................................................................................................ 40
2.5 IMPACTOS AMBIENTAIS DO REFINO DE PETRÓLEO ................................ 41
2.5.1 Impactos do catalisador residual ................................................................... 44
2.6 GESTÃO AMBIENTAL DA REFINARIA .............................................................. 46
2.7 A RLAM – REFINARIA LANDULPHO ALVES MATARIPE .............................. 49
2.8 ESTUDOS DESENVOLVIDOS UTILIZANDO CATALISADOR RESIDUAL
DE UNIDADES FCC ......................................................................................................... 52
2.8.1 Uso do resíduo em argamassas ................................................................... 52
2.9 AGLOMERANTES HIDRÁULICOS E ADIÇÕES MINERAIS .......................... 49
3 PROGRAMA EXPERIMENTAL .................................................................................. 59
3.1 MATERIAIS UTILIZADOS ..................................................................................... 60
3.1.1. Cimento Portland ............................................................................................. 60
3.1.2. Areia ................................................................................................................... 60
3.1.3. Resíduo catalítico ............................................................................................ 60
3.1.4. Aditivo superplastificante GLENIUM SP ...................................................... 61
3.2 MÉTODOS ............................................................................................................... 61
3.2.1. Etapa I: Caracterização e avaliação das matérias primas ........................ 61

a) Areia....................................................................................................................... 61
b) Cimento ................................................................................................................. 61
c) Resíduo Catalítico ............................................................................................... 62
3.2.1. Etapa II: Avaliação da influência da substituição parcial do cimento por resíduo catalítico ............................................................................................................ 66
a) Pastas .................................................................................................................... 67
b) Argamassas .......................................................................................................... 70
4 RESULTADOS E DISCUSSÃO .................................................................................. 72
4.1 ETAPA I: CARACTERIZAÇÃO E AVALIAÇÃO DAS MATÉRIAS PRIMAS .. 72
4.1.1. Cimento Portland ............................................................................................. 72
4.1.2. Areia ................................................................................................................... 74
4.1.3. Resíduo Catalítico ........................................................................................... 75
4.2 ETAPA II: AVALIAÇÃO DA INFLUÊNCIA DA SUBSTITUIÇÃO PARCIAL EM
MASSA DO CIMENTO POR RESÍDUO CATALÍTICO ................................................ 85
4.2.1. Pastas ................................................................................................................ 85
4.2.2. Argamassas ...................................................................................................... 90
5 CONCLUSÃO ................................................................................................................ 98
6 REFERÊNCIAS ........................................................................................................... 100

LISTA DE FIGURAS
Figura 1 – Esquema da Unidade de Craqueamento. ..................................................... 30
Figura 2 – Carreta silo transportando catalisador residual. ........................................... 39 Figura 3 – Resíduo Sólido de Varrição (RSV). ................................................................ 39
Figura 4 – Vazamento de óleo. ........................................................................................... 40 Figura 5 – Fluxograma das etapas. ................................................................................... 59
Figura 6 – Determinação do índice de consistência. ...................................................... 66
Figura 7 – Figuras do esquema de ensaio a resistência. ............................................... 71 Figura 8 – Distribuição granulométrica do cimento. ........................................................ 73
Figura 9 – MEV do cimento. Aumento 500x. .................................................................... 73
Figura 10 – MEV do cimento. Aumento 1000x. ............................................................... 73
Figura 11– MEV do cimento. Aumento 2000x. ................................................................ 74 Figura 12 – MEV do cimento. Aumento 5000x. ............................................................... 74
Figura 13 – Curva granulométrica da areia. ..................................................................... 74 Figura 14 – Distribuição granulométrica do resíduo. ...................................................... 76 Figura 15 – MEV do resíduo A. Aumento 500x. .............................................................. 77
Figura 16 – MEV do resíduo B. Aumento 500x. .............................................................. 77 Figura 17 – MEV do resíduo A. Aumento 1000x. ............................................................ 77
Figura 18 – MEV do resíduo B. Aumento 1000x. ............................................................ 77 Figura 19 – MEV do resíduo A. Aumento 2000x. ............................................................ 77
Figura 20 – MEV do resíduo B. Aumento 2000x. ............................................................ 77 Figura 21 – MEV do resíduo A. Aumento 5000x. ............................................................ 78
Figura 22 – MEV do resíduo B. Aumento 5000x. ............................................................ 78
Figura 23 – Análise pontual do resíduo A. ........................................................................ 78
Figura 24 – Análise EDS do resíduo A. ............................................................................. 79
Figura 25 – Análise pontual do resíduo B. ........................................................................ 79
Figura 26 – Análise EDS do resíduo B. ............................................................................. 79
Figura 27 – Difratograma da amostra A: refinaria (zeólita). ........................................... 81
Figura 28 – Estrutura Molecular da Faujasita. ................................................................. 81 Figura 29 – Curvas TG / DTG do resíduo catalítico. ....................................................... 82
Figura 30 – Difratograma de raio X das pastas. .............................................................. 88
Figura 31 – Curvas TG / DTG das amostras de pasta de cimento: 0%, 10%, 20%, 30%. ......................................................................................................................................... 86
Figura 32 – Curvas DTA das amostras de pasta de cimento: 0%, 10%, 20%, 30%. 86
Figura 33 – Evolução do teor de água combinada RHC, TH e OH. ............................. 87
Figura 34 – Gráfico da Calorimetria das Pastas. ............................................................. 89 Figura 35 – Resistências à compressão axial (a/c = 0,6). ............................................. 90 Figura 36 – Resistências à compressão axial (a/c = 0,5). ............................................. 91
Figura 37 – Resistências à compressão axial (a/c = 0,4). ............................................. 92 Figura 38 - Gráfico de resistências à compressão diametral (a/c = 0,6). .................... 93
Figura 39 - Gráfico de resistências à compressão diametral (a/c = 0,5). .................... 94 Figura 40 - Gráfico de resistências à compressão diametral (a/c = 0,4). .................... 95
Figura 37 – Relações Ftd/Fc – 1dia. .................................................................................. 96
Figura 38 – Relações Ftd/Fc – 3dias. ................................................................................ 96
Figura 39 – Relações Ftd/Fc – 7dias. ................................................................................ 96 Figura 40 – Relações Ftd/Fc – 28dias. ............................................................................. 96
Figura 41 – Relações Ftd/Fc – 91dias. ............................................................................. 97

LISTA DE TABELAS
Tabela 1 – Aspectos e impactos ambientais das atividades de uma refinaria............ 42
Tabela 2 – Aspectos e impactos ambientais das atividades de uma refinaria............ 43
Tabela 3 – Porcentagens de aditivo incorporado e índice de consistência. ................ 67
Tabela 4 – Composição química e resistência à compressão. ..................................... 72 Tabela 5 – Finura, Expansibilidade, Pega e Consistência do cimento. ....................... 72
Tabela 6 – Caracterização da areia. .................................................................................. 75
Tabela 7 – Análise química e módulos de dosagem. ...................................................... 80
Tabela 8 – Resultados do ensaio de solubilização e lixiviação do resíduo catalítico. .................................................................................................................................................. 83
Tabela 9 – Metais e semimetais solubilizados e lixiviados e suas respectivas fontes de riscos. ................................................................................................................................. 84
Tabela 10 – Parâmetros TH, RHC e OH. .......................................................................... 87 Tabela 11 – Média e Coeficiente de variação (a/c = 0,6). .............................................. 90
Tabela 12 – Média e Coeficiente de variação (a/c = 0,5). .............................................. 91 Tabela 15 – Média e Coeficiente de variação (a/c = 0,4). .............................................. 92
Tabela 16 – Média e Coeficiente de variação (a/c = 0,6). .............................................. 93
Tabela 15 – Média e Coeficiente de variação (a/c = 0,5). .............................................. 94 Tabela 18 – Média e Coeficiente de variação (a/c = 0,4). .............................................. 95
Tabela 11 – Distribuição granulométrica do cimento .................................................... 112 Tabela 12 – Temperatura, variação e variação referencial x tempo em horas ......... 112
Tabela 13 – Média e Coeficiente de variação (a/c = 0,6). Erro! Indicador não definido.
Tabela 14 – Média e Coeficiente de variação (a/c = 0,5). Erro! Indicador não definido.
Tabela 15 – Média e Coeficiente de variação (a/c = 0,4). Erro! Indicador não definido.
Tabela 16 – Média e Coeficiente de variação (a/c = 0,6). Erro! Indicador não definido. Tabela 17 – Média e Coeficiente de variação (a/c = 0,5). Erro! Indicador não definido.
Tabela 18 – Média e Coeficiente de variação (a/c = 0,4). Erro! Indicador não definido. Tabela 19 – Relação Ftd/Fc .............................................................................................. 112

LISTA DE ABREVIAÇÕES E SIGLAS
CETA – Centro Tecnológico da Argamassa
CSH – Silicato de cálcio hidratado
CO – Monóxido de carbono
CO2 – Dióxido de carbono
CH4 – Metano
DCTM – Departamento de Ciência e Tecnologia dos Materiais
DEA – Dietanolamina
FCC – Craqueamento Catalítico Fluido
GEMAC – Grupo de Estudos em Materiais de Construção
GLP – Gás Liquefeito de Petróleo
H2S – Gás Sulfídrico
NO2 – Óxido Nítrico
NOx – Óxidos de Nitrogênio
OPC – Cimento Portland Comum
RLAM – Refinaria Landulfo Alves Mataripe
SO2 – Dióxido de Enxofre
SOx – Óxidos de Enxofre
TEP – Tonelada equivalente de petróleo
UFBA – Universidade Federal da Bahia
UFRJ – Universidade Federal do Rio de Janeiro
USA – Estados Unidos da América
U-39 – Unidade 39
15
1 INTRODUÇÃO E OBJETIVOS
1.1 INTRODUÇÃO
As grandes inovações tecnológicas e o aumento populacional ao longo do
século XX fizeram surgir para a sociedade novas necessidades humanas, isso vem
provocando problemas sociais, econômicos e ambientais com sérias implicações na
qualidade de vida do homem, devido aos resíduos resultantes de suas atividades.
O aumento excessivo dos resíduos, inclusive de novas substâncias
sintetizadas pela indústria química, passou a estar presentes no ar, solo, rios e
mares nos ciclos bioquímicos, desestabilizando o equilíbrio natural dos
ecossistemas, acelerando e agravando o processo contínuo de degradação
ambiental (CUNHA, 2009).
Devido à falta de alternativas políticas, econômicas e tecnologicamente
viáveis, esses resíduos estão causando impactos ambientais de diferentes
grandezas, principalmente pela exploração não sustentável dos recursos naturais
(GUILHERMINO, 2008).
Qualquer estratégia de desenvolvimento deve prioritariamente utilizar uma
mistura de técnicas, com o mínimo de desperdício, desde a escolha do material até
o fim do processo produtivo, devendo-se procurar a composição de tecnologias
caracterizadas por produtos duráveis e de reduzido impacto ambiental (FAJARDO,
2005).
Por mais que existam técnicas eficientes para a redução e controle da
poluição, a situação global é preocupante, a falta de conscientização da sociedade
para questões ambientais está encaminhando o mundo para um colapso ambiental,
as cidades não param de crescer e com elas, o aumento respectivo da poluição
interferindo no equilíbrio ecológico e causando diversas catástrofes ambientais
(CUNHA, 2009).
Estudar estas questões é determinante para minimizar o caos gerado no meio
ambiente, tornando-se um grande desafio a ser solucionado pelo poder público em
busca da sustentabilidade, procurando respeitar a capacidade de carga da natureza
(CUNHA, 2009). Dentro dessa situação o ambiente é menos perceptivelmente

16
degradado, já que o processo entrópico nunca para, levando ao declínio inflexível do
estoque de energia disponível na terra. Esta é essencialmente a natureza do
problema ecológico (CAVALCANTI, 1998).
A indústria da construção civil
A construção civil é uma das maiores consumidoras de matérias-primas
naturais, sendo responsável por um consumo estimado entre 20 a 50% dos recursos
naturais utilizados, a utilização do mesmo se dá principalmente na produção de
cimento e no beneficiamento de agregados, pedra britada e areia, visando à
produção de argamassas e concretos. (JOHN, 2011)
Segundo Malhotra (1999), a indústria do cimento é responsável pela emissão
de cerca de 7% da emissão mundial de CO2, além de emitir para a atmosfera gases
como CO, CH4, CO2, NOX, NO2 E SO2, compostos orgânicos voláteis e odores,
contribuindo significativamente para o aquecimento global, devido ao processo de
calcinação do carbonato de cálcio (CaCO3) e da queima dos combustíveis utilizados
no seu processo de fabricação. No cenário internacional estima-se que para cada
tonelada de clínquer produzida é geradas cerca de uma tonelada de CO2 (METHA,
1999).
O relatório da OECD – Organization for Economic Co-operation and
Development (2000), da Agência Internacional de Energia, também apresenta a
indústria de cimento como grande consumidora de energia e geradora de impactos
ambientais.
Dentre as várias alternativas para redução dos impactos energéticos e
ambientais decorrentes da produção de cimento, pesquisadores e empresas buscam
o desenvolvimento de novos materiais cimentíceos, chamados aditivos na
composição do produto, e de novas formas de utilização dos materiais já existentes,
reduzindo a relação clínquer/cimento.
Um material bastante estudado para produção de materiais de construção são
os resíduos gerados nas unidades de craqueamento catalítico em leito fluidizado de
refinarias.
Estudos realizados na Polônia, na Espanha, em Taiwan, na Colômbia e no
Brasil, apontam o potencial de utilização do resíduo principalmente como substitutivo
parcial do cimento Portland.

17
O reaproveitamento dos resíduos gerados que, até pouco tempo, eram
desprezados surge então como caminho para mitigação do problema com
disposição e tratamento, desenvolvendo mecanismos de produção mais limpa, com
menos impacto, através do aproveitamento de resíduos, reciclagem, máxima
utilização da matéria prima e consequentemente, diminuindo o consumo de recursos
naturais.
Unidades de craqueamento catalítico em leito fluidizado (FCC)
As unidades de FCC processam cargas contendo materiais pesados de
petróleo, tais como resíduos de destilação atmosférica e a vácuo, através da quebra
da molécula de hidrocarboneto, visando sua conversão em compostos mais leves e
de maior valor agregado. No Brasil, já são produzidos mais de um milhão de barris
de petróleo por dia e as unidades FCC das refinarias processaram de três a dez mil
m3/dia de cargas de materiais pesados (VALORECONÔMICO, 2005).
Catalisadores residuais gerados em FCC apresentam composições e
características específicas às cargas processadas em cada refinaria que se constitui
de hidrocarbonetos diversos contendo compostos olefínicos, parafínicos, aromáticos,
naftênicos e de impurezas orgânicas contendo oxigênio, nitrogênio e enxofre, além
de metais pesados e metais como sódio, cálcio e potássio (BAPTISTA, 2004),
podendo ter propriedades finais diferentes após seu processamento e regeneração
influenciadas por composições diferentes de metais contaminantes que possa haver.
Os catalisadores utilizados na maioria das unidades de craqueamento
catalítico de leito fluidizado de petróleo no mundo são formados por zeólita ou outros
compostos de sílica alumina, mesmo havendo diversas pesquisas para o
desenvolvimento de novos materiais com potencialidade para uso como
catalisadores.
Processos de hidrotratamento são aplicados aos resíduos de destilação e a
vácuo (PETROEQUÍMICA, 2005), visando obter uma carga de FCC com menos
impurezas como enxofre, nitrogênio e metais, que são prejudiciais ao processo de
craqueamento catalítico, pela redução da atividade do catalisador proveniente da
desativação parcial devido à ação de alguns compostos presentes na carga de
craqueamento (MARAFI, et al. 2003).

18
Os metais pesados mais comuns presentes são cobre, ferro, vanádio e
níquel. Como exemplos dessa ação deletéria, o vanádio modifica parcialmente a
composição e estrutura da zeólita do catalisador, enquanto que o níquel apresenta
uma ação desidrogenante segundo Roncolatto e Lam (1998) e Callejas et al. (2001).
Pesquisas mais recentes têm sido realizadas na obtenção de catalisadores
contendo zeólita mais resistentes à ação dos metais ou de outros materiais, sendo
utilizados catalisadores diferentes para cada tipo de cada carga a ser processada
em cada refinaria. Destacam-se trabalhos de Matsumura et al.(2005a; 2005b);
Genco et al. (2001) e Panariti et al. (2000)
Para manter a atividade de um dado catalisador, o catalisador residual, cujo
retorno ao processo não é mais viável, é substituído após etapa de regeneração por
quantidade equivalente de catalisador novo. A parte do catalisador retirado do
processo contém em sua composição significativos teores de alumina e sílica, que
devidamente beneficiados, podem atribuir características pozolânicas a este
resíduo(CHEN et al. 2004; LEMOS et al. 2002; BAPTISTA et al., 2002),.
O uso do catalisador residual proveniente de Unidades de FCC como matéria-
prima permite a preservação e redução dos recursos naturais e energia utilizada
pela industria cimentícia.
O reaproveitamento deste resíduo além de diminuir a área de disposição e
seus possíveis impactos ambientais e sociais, contribuindo para a sustentabilidade
ambiental e ecológica do meio, também atribui valor econômico a um material que
seria desprezado, impactando positivamente na sociedade através da diminuição
dos custos financeiros com o produto.
A presente pesquisa visou avaliar o potencial de utilização do resíduo
catalítico da Unidade de FCC da Bahia como material pozolânico em substituição
parcial ao cimento na produção de materiais cimenticeos de baixo impacto
ambiental, pois o resíduo catalítico de forma geral é enviado para cimenteiras sendo
coprocessado e incorporado a produção de clinquer ou depositados em aterros. A
viabilidade técnica do uso do resíduo catalítico para produção de materiais
cimentíceos pode proporcionar melhorias nas propriedades destes materiais, além
de reduzir o impacto ambiental relacionado com este setor.

19
1.2 OBJETIVOS
1.2.1. Objetivo Geral
Avaliar a potencialidade do catalisador residual (Ecat) de unidades de
craqueamento catalítico (FCC) como substituto parcial do cimento portland para
produzir material de baixo impacto ambiental.
1.2.2. Objetivos Específicos
a) Avaliar o risco ambiental do resíduo catalítico sem beneficiamento, através de
ensaios de lixiviação e solubilização no resíduo.
b) Estudar a hidratação de pastas contendo o resíduo catalítico de Unidades de
FCC sem beneficiamento, através de análises térmicas: análise
termogravimétrica (TG), análise termogravimétrica derivada (DTG), análise
térmica diferencial (DTA) e elevação semi adiabática da temperatura de pastas
contendo resíduo de FCC.
c) Testar a melhoria do efeito de mistura contendo substituição parcial do cimento
por resíduo de FCC sem beneficiamento para produção de argamassas.
1.3 HIPÓTESES
a) O resíduo apresenta risco ambiental.
b) O resíduo influencia na hidratação da pasta de cimento.
c) O uso do resíduo é viável tecnicamente para produção de argamassas.
1.4 DELIMITAÇÃO DA PESQUISA E ESTRUTURA DO TRABALHO
No capítulo 1, foi elaborada uma breve introdução abordando a problemática
ambiental dos resíduos gerados pela indústria de petróleo, em especial os resíduos
das Unidades de FCC. São também descritos o objetivo geral e os específicos,
hipótese e estrutura do trabalho.
No capítulo 2, é realizada uma revisão bibliográfica onde se discutem os
principais e mais comuns processos de refino de petróleo, os impactos causados por

20
sua atividade, os diferentes tipos de processo produtivo, dando enfoque a unidade
de craqueamento catalítico e os impactos causados pelo catalisador residual, além
de citar os estudos que já foram desenvolvidos com a utilização desse resíduo.
No capítulo 3, apresenta-se o programa experimental da pesquisa os
materiais utilizados, além dos ensaios que serão realizados.
No capítulo 4, tecem-se algumas considerações de ordem geral, baseado nos
resultados dos ensaios.
No capítulo 5, apresentam-se as conclusões do trabalho e, com base nestas
últimas, fazem-se algumas recomendações decorrentes da pesquisa.
No capítulo 6, são apresentadas as referências bibliográficas utilizadas como
matéria prima para a produção do texto.
O catalisador utilizado neste trabalho foi proveniente de uma refinaria em
particular (RLAM – Refinaria Landulpho Alves Mataripe).

21
2 REVISÃO BIBLIOGRÁFICA
2.1 PRODUÇÃO DE PETRÓLEO NO BRASIL
A história da execução das atividades do setor petrolífero no Brasil é descrita
de acordo com Petrobrás (2012).
Em nome da União, a Petrobrás foi criada em 1953, mas sua instalação só foi
concluída em 54, ao herdar do Conselho Nacional de Petróleo duas refinarias, a de
Mataripe (BA) e a de Cubatão (SP), que começaram a operar, com uma produção
de 2.663 barris, equivalente a 1,7% do consumo nacional.
Em 1961 foi fundada a REDUC - Refinaria de Duque de Caxias - hoje a mais
completa refinaria do Sistema Petrobras. Neste mesmo ano a Petrobras dá início à
procura de petróleo na plataforma continental. A primeira descoberta de petróleo no
mar foi em Sergipe, em 1968, no Campo de Guaricema.
Em 1974 foi descoberta a Bacia de Campos - situada na costa norte do
estado do Rio de Janeiro, estendendo-se até o sul de Espírito Santo. Ela se torna
maior província petrolífera do Brasil, responsável por mais de 80% da produção
nacional do petróleo.
Nos anos seguintes, sucessivas descobertas deslocaram as atenções e os
investimentos para a Bacia de Campos. Após a descoberta do Campo de Garoupa,
a Petrobras ainda descobriria, no ano seguinte, os campos de Pargo, Namorado e
Badejo - e em 1977 os campos de Bonito, Cherne e Pampo.
Em 1984 o Campo de Albacora foi descoberto na Bacia de Campos, provando
a existência de campos gigantes a grandes profundidades no Brasil, marcando a
história da empresa em exploração em águas profundas, nunca antes exploradas.
Em Janeiro de 1985, foi descoberto o campo de Marlim. Está localizado na Bacia de
Campos, distante aproximadamente 110km do litoral do Rio de Janeiro. Nesse ano,
o país já produzia metade do petróleo que consumia, muito acima dos 14%
registrados em 1979. No ano de 1988, entra em produção o campo de Rio Urucu, no
Alto Amazonas.
A autossuficiência sustentável do Brasil na produção de petróleo e gás foi
comemorada com a entrada em operação das plataformas P-34 e P-50. Com

22
produção média diária de 1,9 milhão de barris por dia, o país passou a exportar mais
petróleo e derivados do que importar.
Segundo Cunha (2012), no ano de 2003 foram identificadas novas províncias
de óleo de excelente qualidade, gás natural e condensado, permitindo que o perfil
das reservas e produção brasileira, começasse a mudar para um perfil de maior
valor no mercado mundial de petróleo.
Em Janeiro de 2012 o Brasil, produziu 2, 231 milhões de barris de petróleo
por dia, o que significa aumento de 5,1% na comparação com janeiro de 2011 e de
0,8% em relação a dezembro (EXAME, 2012).
Com o aumento da demanda de petróleo, consequentemente, houve uma
demanda maior pelo consumo de catalisador em unidades de craqueamento
catalítico. Segundo Cunha (2012), atualmente estima-se que 35 mil toneladas por
ano de catalisadores de FCC no Brasil, sejam utilizados, gerando quantidade
equivalente de resíduo.
2.2 PROCESSO PRODUTIVO DE REFINO DE PETRÓLEO
O petróleo no estado bruto, ou seja, da forma em que é extraído do solo, é
uma complexa mistura de compostos orgânicos e inorgânicos predominando os
hidrocarbonetos e algumas impurezas, que na sua forma bruta praticamente só
serve como óleo combustível, sem muitas aplicações. Não existe um único tipo de
petróleo, o que acaba influenciando diretamente de forma decisiva, tanto nos
rendientos quanto na qualidade das frações (ABADIE, 1999).
O óleo deve ser processado e transformado com o propósito de obtenção do
maior número possível de produtos de maior qualidade e valor comercial. Esses
beneficiamentos englobam etapas físicas e químicas de separação, que originam as
grandes frações de destilação, ou seja, os derivados finais do petróleo (NEIVA, 1983
apud MARIANO, 2001).
O encadeamento das várias unidades de processo dentro de uma refinaria é
denominado de Esquema de Refino seguido de várias etapas. Os processos em
uma refinaria podem ser classificados em quatro grandes grupos: Processos de
Separação; Processos de Conversão; Processos de Tratamento; e Processos
Auxiliares.
23
Os processos de separação são sempre de natureza física, utilizando
modificações de temperatura e pressão ou o uso de solventes, tendo por objetivo
dividir o petróleo em suas frações básicas ou processar uma fração que tenha sido
anteriormente gerada, no sentido de retirar dela um grupo específico de compostos
(ABADIE, 1999).
Os processos de conversão têm como finalidade transformar frações do
petróleo de baixo valor econômico em outras de maior valor comercial com maior
rentabilidade.
Estes processos possuem natureza química e se utilizam de reações de
quebra, reagrupamento ou reestruturação molecular alterando a constituição
molecular, transformando-as em moléculas de melhor qualidade obtidas através da
ação conjugada de temperatura e pressão sobre os cortes que foram obtidos nos
processos de separação, sendo bastante frequente, também, a presença de
catalisador que promova a reação desejada (MARIANO, 2001).
Os processos de tratamento têm por como objetivo eliminar as impurezas
presentes nas frações, tais como enxofre e nitrogênio, que podem comprometer
suas qualidades finais e garantir estabilidade química ao produto acabado (ABADIE,
1999).
Os processos de tratamento podem ser classificados em dois tipos:
Processos Convencionais, aplicados às frações leves e hidroprocessamento para
frações médias e pesadas, e os Processos Auxiliares que são destinados a viabilizar
insumos à operação dos outros processos citados acima, ou a tratar rejeitos desses
mesmos processos (ABADIE, 1999).
2.2.1. Processos de Separação
As principais operações são: Dessalinização, Destilação Atmosférica,
Destilação a Vácuo, Desasfaltação a Propano, Desaromatização a Furfural,
Desparafinação e Desoleificação.
a) Destilação
Processo físico de separação dos componentes de uma mistura, com base
nas diferentes temperaturas de ebulição de seus componentes, através da variação

24
das condições de aquecimento. Outro fator importante é a pressão a qual o líquido
está sendo submetido. Assim, quanto maior a pressão, maior a temperatura de
ebulição, sendo esta relação fundamental para o fracionamento do petróleo.
A depender do objetivo desejado a destilação pode ser feita em várias etapas
e em diferentes níveis de pressão, ou seja, é realizado um desdobramento em
cortes de faixas de ebulição, vaporizando os compostos leves, intermediários e
pesados, que, ao se condensarem, podem ser fracionados (ABADIE, 1999).
b) Dessalinização
Este processo tem início com o bombeamento contínuo de uma mistura do
petróleo cru com água onde este é progressivamente aquecido. A água injetada
dissolve os sais e é separada do petróleo (MARIANO, 2001).
O processo remove sais corrosivos, alguns metais e os sólidos em
suspensão, esses compostos formam a lama de dessalinização que podem reduzir a
eficiência ou causar danos às unidades de destilação, provocar corrosão nos
equipamentos (principalmente na região de topo), se depositar nas paredes dos
trocadores de calor causando entupimentos e redução da eficiência de troca térmica,
além de catalisarem a formação de coque nas tubulações e danificar os
catalisadores que serão usados nas posteriores etapas de processamento (ABADIE,
1999).
c) Destilação atmosférica
Neste processo o petróleo cru dessalinizado é aquecido até uma temperatura
em torno de 400° C, máxima temperatura suportada pelo petróleo sem que haja
decomposição térmica das frações pesadas presentes no óleo bruto (MARIANO,
2001).
No interior das torres existem pratos que permitem a separação do petróleo
nas suas diferentes frações em função dos seus diferentes pontos de ebulição. O
vapor ascendente entra em contato com os pratos que possuem líquidos com
temperatura diferentes e se condensa devido à troca de calor e massa (ABADIE,
1999).

25
As frações que não vaporizaram na coluna são retiradas no fundo desta, sob
a forma de asfaltos ou cru reduzido, conhecido como resíduo atmosférico, e
encaminhados para serem separados na destilação a vácuo, pois, desses resíduos
ainda podem ser retiradas frações importantes (CUNHA, 2009).
d) Destilação a vácuo
A destilação a vácuo é a destilação das frações de petróleo a pressões muito
baixas reduzindo, consequentemente, a temperatura de ebulição da carga, que será
vaporizada a uma temperatura menor que a necessária quando submetida à
pressão atmosférica (ABADIE, 1999).
O produto desse processo é gasóleo leve e gasóleo pesado, que são
matérias primas para a produção de lubrificantes e sevem como carga para
unidades de craqueamento catalítico ou pirólise. Os rejeitos produzidos no
fracionamento a vácuo, conhecidos como óleos destilados podem ser utilizados
como asfalto ou como matéria-prima para à produção de óleo combustível (ABADIE,
1999).
e) Desasfaltação a propano
Este processo ocorre através da utilização de propano à alta pressão, como
solvente, consegue-se extrair um gasóleo de alta viscosidade e com alto valor
comercial, extraído do resíduo de vácuo. O óleo, que é mais solúvel no propano, é
dissolvido e flui para o topo da torre. Os asfaltenos e as resinas fluem para a base
da torre, onde são removidos misturados com propano. O propano é recuperado das
duas correntes através de sistemas de flash, seguidos de retificadores de vapor nos
quais o propano é condensado e removido por resfriamento em alta pressão no
primeiro estágio e em baixa pressão no segundo estágio (ABADIE, 1999).
Como subproduto deste processo, é gerado um resíduo asfáltico, conhecido
como óleos residuais que podem ser utilizado como asfalto ou como óleo
combustível, podendo ser utilizado, ainda, como carga para outras unidades.
(ABADIE, 1999).

26
f) Desaromatização a furfural
Este é um processo típico de produção de lubrificantes, bastante semelhante
à desasfaltação, que apresenta as seções de extração, recuperação de solvente do
extrato e recuperação de solvente do rafinado. Existe também uma seção de
purificação do solvente, onde o furfural é isento de água e resíduos oleosos. Este
processo consiste na extração de compostos aromáticos polinucleados de altos
pesos moleculares por um solvente específico, no caso o furfural, para evitar
variações de viscosidade nos óleos. O produto principal, o óleo desaromatizado, é
estocado para o seu posterior processamento (ABADIE, 1999).
g) Desparafinação
Este processo objetiva a remoção com solvente de compostos parafínicos (n-
parafinas) caracterizados por altos pontos de fluidez. A remoção da parafina é
realizada por meio de extração com solvente que facilita o escoamento, quando
utilizada a baixas temperaturas, favorecendo sua capacidade de lubrificação e
evitando que a máquina sofra danos. A unidade é composta de quatro seções
principais, que são: seção de resfriamento e filtração, seção de recuperação de
solvente do filtrado, seção de recuperação de solvente da parafina e seção de
purificação do solvente. A unidade produz óleo desparafinado e parafina oleosa
(MARIANO, 2001).
h) Desoleificação
Seção semelhante à de resfriamento e filtração. Entretanto, as condições de
diluição, resfriamento e filtração são bem mais severas. Este processo é um
prolongamento da unidade de desparafinação do conjunto de lubrificantes, que visa
remover consideravelmente o óleo contido na parafina, e torná-la um produto de
qualidade e uso comercial (ABADIE, 1999; MARIANO, 2001).
Os produtos desta seção são chamados de parafina dura (que após ser
hidrogenada é vendida como parafina comercial) e parafina mole (mistura de
isoparafinas e óleo residual que é enviada ao craqueamento catalítico).

27
A fração oleosa, removida pela ação do solvente e da filtração, por tratar-se
de um gasóleo, normalmente é enviada ao craqueamento, depois de purificada. Ela
também pode ser aproveitada para a produção de geléias, óleos, vaselinas e outros
produtos farmacêuticos (ABADIE, 1999; MARIANO, 2001).
2.2.2. Processos de Conversão
Os principais processos de conversão são: Craqueamento Térmico,
Viscorredução, Coqueamento, Craqueamento Catalítico, Hidrocraqueamento
Catalítico, Hidrotratamento/Hidroprocessamento, Alquilação, Isomerização,
Polimerização e Reforma Catalítica.
a) Craqueamento térmico
É um processo de refino que tem como carga de alimentação gasóleos
pesados e o resíduo do processo de destilação a vácuo. Essa carga entra aquecida
na coluna de fracionamento e a corrente resultante sai pelo fundo da torre em
direção aos fornos de craqueamento. Dentro desses fornos, se utiliza calor e um
reator mantido a uma dada pressão para a quebra de moléculas grandes de
hidrocarbonetos em moléculas menores e mais leves, sendo direcionados a uma
câmara de vaporização, para redução da pressão, vaporização e remoção dos
produtos mais leves que servem para alimentar a torre de fracionamento, onde as
várias frações são então separadas. (ABADIE, 1999; MARIANO, 2001)
b) Viscorredução
Este processo se caracteriza por um tipo de craqueamento realizado a
temperaturas mais brandas que os demais processos de quebra de moléculas. A
sua função é diminuir a viscosidade dos óleos residuais pesados através da ação da
temperatura, buscando obter um maior rendimento em gasóleo, para posterior
craqueamento catalítico e produção de gasolina, ou seja, sua função é produzir um
produto mais vendável (ABADIE, 1999).
É um processo parecido com o craqueamento térmico, porém é mais intenso.
Esta atividade permite aumentar o rendimento de derivados leves e do tipo de

28
gasolina que possui mais elevado valor, em detrimento da obtenção de frações mais
pesadas, economicamente menos interessantes. O produto residual, com sua
viscosidade diminuída, é incorporado à produção de óleo combustível da refinaria
(ABADIE, 1999).
c) Coqueamento retardado
É um processo similar ao craqueamento térmico usado para reduzir a
quantidade de óleos combustíveis residuais gerados nas refinarias. Porém, o tempo
de reação é maior e não há refrigeração. Esse processo reduz o coque, substancia
composta por carbono sólido, hidrocarbonetos e impurezas, sua carga é resíduo de
vácuo, que craqueia moléculas, resinas e asfaltenos, produzindo gases, nafta,
diesel, gasóleo e principalmente coque de petróleo que é muito utilizado para a
produção dos eletrodos necessários para a obtenção do alumínio e no uso da
siderurgia para produção de aços especiais, valorizando economicamente o produto.
(ABADIE, 1999).
d) Craqueamento catalítico
Esse processo possui algumas limitações de acordo com as propriedades da
carga que devem possuir faixa de destilação entre 340º C a 570º C, possuir resíduo
de carbono baixo (em torno de 1,5%, em massa) para minimizar-se a formação de
coque, um baixo teor de metais, para que a atividade e a seletividade do catalisador
seja menos afetada e possuir elevado fator de caracterização, ou seja, quanto mais
parafínica for à carga, mais facilmente será craqueada (ABADIE, 1999).
Com uma operação flexível, o processo pode ser ajustado para maximizar um
determinado produto de interesse. Entretanto, o que o consagrou está relacionado
aos aspectos econômicos. Pois, o processo torna-se também rentável
economicamente devido sua auto-suficiência energética. A partir da queima do
coque durante a regeneração do catalisador – promovida no regenerador – o
processo tem energia necessária para o craqueamento (PENTEADO, 2003).
A carga utilizada neste processo é proveniente da destilação a vácuo e que
seria utilizada como óleo combustível. É um gasóleo obtido por destilação a vácuo, e
o óleo desasfáltico, com faixa de destilação intermediária entre o óleo diesel e o

29
resíduo de vácuo. A carga entra em contato com o catalisador a uma temperatura
elevada, ocorrendo à ruptura (“cracking”) das cadeias moleculares e dando origem a
uma mistura de hidrocarbonetos que são, posteriormente, fracionados (MARIANO,
2001).
Esse tipo de craqueamento utiliza um catalisador em forma de um pó muito
fino, composto predominantemente por aluminossilicato cristalino, zeólita, alumina,
argila (usualmente caulim) e um ligante (geralmente um sol de sílica). No processo,
é utilizado catalisador, calor e pressão para efetuar a quebra das moléculas grandes
de hidrocarbonetos em moléculas menores e mais leves. O óleo aquecido a uma
temperatura de 260° C a 430° C entra em contato com o catalisador a uma
temperatura de 700° C no reator, onde a maioria das reações acontecem (ABADIE,
1999).
O catalisador fluidizado e os vapores de hidrocarbonetos que já reagiram são
separados e qualquer resíduo de óleo que permaneça sobre o catalisador é
removido através de retificação com vapor d’água. Os vapores craqueados através
de um diferencial de pressão são transportados alimentando, então, uma torre de
fracionamento, onde as várias frações de hidrocarbonetos obtidas são separadas e
coletadas. Essa atividade possui metais pesados presentes nas cargas processadas
na unidade, além de produzir um resíduo de alto teor de carbono, denominado
coque, que se deposita sobre a superfície do catalisador, diminuindo sua atividade
de catálise, necessitando de constante renovação, passando a constituir um resíduo
que deve ser corretamente disposto (ABADIE, 1999).
O catalisador exausto que é removido do processo para não prejudicar a ação
catalítica é enviado para um regenerador onde o coque agregado nas partículas do
catalisador é queimado na presença de ar transformando o nitrogênio e enxofre em
SOx e NOx juntando-se às emissões gasosas emitidas pelas chaminés dos
regeneradores, como: O2, N2, CO, H2O e material particulado. Os gases de
combustão são separados do catalisador e enviados a uma caldeira de recuperação
de gases recebendo uma quantidade extra de ar. O CO é convertido quase que
totalmente em CO2 (JÚNIOR, 2010).
O catalisador, com baixo teor de coque, tem sua atividade recuperada sendo
devolvido e misturado novamente à carga de alimentação, para início de um novo
ciclo e depois ser novamente regenerado, repetindo esse ciclo diversas vezes. A

30
cada ciclo de reutilização há um aumento no teor de compostos cancerígenos no
catalisador, como metais pesados e coque (CERQUEIRA Et al., 2001).
Na Figura 1, adaptada de Costa et al. (2004) é apresentado um esquema
simplificado de conversor de Craqueamento Catalítico Fluidizado.
Figura 1 – Esquema da Unidade de Craqueamento.
Fonte: Costa et al., 2004.
Existem diversos tipos de unidades de craqueamento catalítico fluido,
diferindo uma das outras pelo arranjo relativo entre o reator e o regenerador.
e) Hidrocraqueamento catalítico
Nesse processo a corrente de alimentação são produtos que não podem ser
craqueados cataliticamente com facilidade. Esse processo visa diminuir a
quantidade de coque que se deposita sob o catalisador, hidrogenar os compostos
aromáticos polinucleados facilitando sua decomposição e hidrogenar olefinas e
diolefinas formadas no processo de craqueamento, aumentando a estabilidade

31
química dos produtos finais, além de retirar enxofre e nitrogênio dos produtos,
evitando o envenenamento do catalisador (ABADIE, 1999).
As vantagens de utilização desse processo são devido ao melhoramento do
balanceamento na produção de gasolina e frações destiladas intermediárias e
suplementação do craqueamento catalítico fluido, possibilitando a conversão de
cargas que este processo não poderia decompor (ABADIE, 1999).
f) Hidrotratamento/Hidroprocessamento
O Hidrotratamento e o hidroprocessamento utilizam catalisadores na
presença de substanciais quantidades de hidrogênio sob condições de altas
pressões e temperaturas, para que possam ocorrer as reações entre a carga e este
gás, estabilizando todas as frações de petróleo ou eliminando compostos
indesejáveis como; enxofre, nitrogênio, oxigênio, halogênios e metais. O processo
produz o produto tratado e uma corrente de gases combustíveis leves, gás sulfídrico
e amônia e um gás rico em hidrogênio, que é reciclado para o reator. Esse gás rico
em hidrogênio é normalmente enviado à unidade de tratamento de gases ácidos e à
unidade de recuperação do enxofre (MARIANO, 2001).
g) Alquilação
Na indústria de refino, a alquilação tem um lugar de destaque, devido a sua
utilização na produção de naftas de alto índice de octanagem. A carga é tratada
antes de ser encaminhada ao reator, são desidratadas e submetidas a contato com
ácido fluorídrico e segue para o reator para otimização do contato
reagente/catalisador (ABADIE, 1999).
O efluente de topo é uma emulsão hidrocarbonetos/catalisador, que passa ao
tambor de decantação, onde o ácido é separado dos hidrocarbonetos e enviado ao
reator e os hidrocarbonetos seguem para seção de recuperação de reagentes,
sendo aquecidos e enviados à torre deisobutanizadora, onde o isobutano e outros
compostos mais leves são removidos dos hidrocarbonetos alquilados, condensados
e divididos em duas correntes. Uma delas incorpora-se ao reciclo e outra vai a uma
torre depropanizadora e é enviada à estocagem para a venda como GL (ABADIE,
1999).

32
h) Isomerização
Esta unidade promove alterações na estrutura molecular sem remover ou
adicionar nada à molécula original, a temperaturas entre 90 e 200º C, com a
presença de dois tipos de catalisadores especiais que estão atualmente em uso e
que necessitam de atmosfera de hidrogênio para atuar. Um desses catalisadores
requer a contínua adição de pequenas quantidades de cloretos orgânicos, que são
convertidos em ácido clorídrico no reator, o outro utiliza uma peneira molecular como
suporte e não requer que a carga esteja seca ou livre de oxigênio. O objetivo é
minimizar a formação e deposição de coque. O catalisador precisa ser reposto,
normalmente, a cada dois ou três anos de uso (MARIANO, 2001).
i) Polimerização
A polimerização é utilizada para converter propano e butano em componentes
de gasolina. As reações usualmente ocorrem sob altas pressões e na presença de
ácido fosfórico, que age como catalisador. A corrente de propano e butano passa
por uma lavagem cáustica para e depois por um tratamento com uma amina para
que o gás sulfídrico seja retirado. Em seguida é lavada com água, para que os
resíduos da lavagem cáustica e da amina sejam eliminados, e finalmente é
dessecada passando através de sílica gel ou de peneiras moleculares dessecadoras
(MARIANO, 2001).
j) Reforma catalítica
Este processo tem como objetivo o rearranjo da estrutura molecular dos
hidrocarbonetos contidos em determinadas frações do petróleo, para a obtenção de
um produto próprio para queima em motores de altas taxas de compressão ou para
a formação de um produto rico em hidrocarbonetos aromáticos nobres,
posteriormente fracionados e recuperados, para se obter elevado grau de pureza,
visando à produção de gasolina de alta octanagem. No entanto a maior parte das
unidades operam na produção de aromáticos leves para posterior geração de
compostos petroquímicos (MARIANO, 2001).

33
As correntes de alimentação são hidrotratadas antes de entrarem no reator
para remoção de impurezas, evitando a contaminação do catalisador constituído de
um suporte de alumina impregnado de elemento ativo de natureza metálica.
Sequencialmente, essa corrente passa sobre um catalisador, geralmente de platina,
associada a outro metal nobre, uma mistura de hidrocarbonetos e hidrogênios
desencadeando reações diversas que formam um produto rico em hidrocarbonetos
aromáticos e isoparafínicos, produtos leves (GLP), hidrogênio e coque (MARIANO,
2001).
2.2.3. Tratamentos Químicos
Os derivados de petróleo, na maioria das vezes, não se enquadram nas
especificações requeridas, principalmente em relação ao teor de enxofre nitrogênio
ou oxigênio em suas moléculas. Os tratamentos químicos, então, são usados para
eliminar ou modificar as propriedades das contaminações que o óleo bruto
apresenta. Os principais tratamentos químicos efetuados nas refinarias segundo
Abadie (1999) serão descritos a seguir:
a) Lavagem cáustica
Usado para a remoção de mercaptans (compostos que possuem um grupo
funcional formado por enxofre e hidrogênio) e H2S dos produtos, e também outros
compostos ácidos que esteja presente no derivado que será tratado. O processo
consegue remover também, porém em menor escala, cianetos e fenóis. Só é
empregado no tratamento de frações leves quando o teor de enxofre não é muito
elevado, como o gás combustível, o GLP e naftas.
A carga inicial a ser tratada com esse processo recebe uma solução aquosa
de soda cáustica ou hidróxido de potássio com concentração entre 15 a 20 %,
ocorrendo então reações de neutralização. Após essa mistura, a concentração da
solução de soda caustica diminui, chegando de 1 a 2%, sendo substituída por uma
nova solução. Após as reações, as duas fases são separadas em um vaso
decantador, devido às diferenças de densidade. A fase orgânica deixa o decantador
por cima, enquanto que a solução cáustica sai pelo fundo.

34
Pode ser encontrado em seções de tratamento em unidades de Destilação,
Craqueamento e Alquilação, porém, o elevado consumo de consumo de soda
cáustica e a geração de grandes volumes de resíduo (soda gasta), torna o processo
desvantajoso.
b) Bender
Desenvolvido para transformar compostos agressivos de enxofre (S, H2S e
RSH) em outros menos prejudiciais (RSSR e dissulfetos), objetiva melhorar a
qualidade do querosene de aviação conhecido por isso como “de adoçamento”. O
catalisador utilizado no processo é à base de óxido de chumbo.
A carga é aquecida no processo inicial e misturada com soda cáustica
seguindo então para um precipitador eletrostático, sendo submetida a um campo
elétrico da ordem de 20.000 V, que promove a quebra e separação das fases
cáustica e orgânica. Após a etapa de lavagem cáustica, a carga é dividida em duas
correntes, a de menor vazão é enviada para uma torre absorvedora de enxofre, logo
após recebe uma injeção de ar comprimido, e penetra no fundo do reator Bender. No
interior do reator existe um leito fixo de catalisador, que promove as reações de
adoçamento desejadas.
O efluente do reator retirado pelo ápice e recebe uma injeção de água de
processo, removendo a soda cáustica do produto e impurezas que possa ter ido
junto sendo seguidamente submetida a um turbilhonamento encaminhada a um vaso
de lavagem com água, promovendo a separação entre a fase aquosa e o produto.
O tratamento Bender é pouco usado, uma vez que os modernos rumos no
refino são caminhar cada vez mais no sentido dos processos de hidrogenação.
c) Merox
Processo de tratamento mais moderno, aplicável a frações leves, como GLP e
nafta, e intermediárias, como querosene e Diesel. Este processo caracteriza-se pela
extração cáustica dos mercaptans existentes nos derivados, que posteriormente são
oxidados a dissulfetos, ao mesmo tempo em que a solução cáustica é regenerada.
As reações são promovidas por um catalisador organo metálico.

35
A carga penetra pelo fundo da torre, escoando em contracorrente com a
solução cáustica de lavagem, o produto tratado sai por cima, encaminhando-se para
um decantador, onde fica retida a soda que possa ter sido levada junto, saindo por
baixo da torre, reúne-se com a corrente que foi recuperada e recebe uma injeção de
ar comprimido sendo enviada para uma torre de oxidação, onde ocorre a sua
regeneração.
d) Dea (Di-Etanol-Amina)
Caracteriza-se por remover o ácido sulfídrico do gás combustível e do GLP, a
fim de que tais frações possam atender às especificações relacionadas à
corrosividade e ao teor de enxofre. Os produtos formados, ao serem submetidos ao
aquecimento, se decompõem, regenerando a solução original e liberando o gás
anteriormente absorvidos, que pode ser então enviado à uma unidade de
recuperação de enxofre.
A carga penetra próxima ao fundo da torre, ao mesmo tempo é injetada a
solução de dietanolamina (DEA) na parte superior, permitindo a absorção do H2S
pela DEA. A carga tratada sai da torre de extração pela parte superior,
sequencialmente sendo enviada a unidade de tratamento Merox, enquanto a
solução de DEA rica em H2S deixa a torre pelo fundo para uma torre de
regeneração, onde é aquecida, liberando o H2S, que é queimado em um flare ou
enviado para uma unidade de recuperação de enxofre. A DEA tratada é resfriada e
retorna ao processo.
2.2.4. Processos Auxiliares
Fornecem insumos à operação dos outros anteriormente citados,
desempenhando um papel de suporte. Incluem-se, neste grupo, a Geração de
Hidrogênio (fornecimento deste gás às unidades de hidroprocessamento), a
recuperação de Enxofre (produção desse elemento a partir da queima do gás ácido
rico em H2S) e as utilidades (vapor, água, energia elétrica, ar comprimido,
distribuição de gás e óleo combustível, tratamento de efluentes e tocha), que,
embora não sejam de fato unidades de processo, são imprescindíveis a eles.
(ABADIE, 1999).

36
2.3 GERAÇÃO DO CATALISADOR RESIDUAL
A partir da segunda década do século XX, os processos comerciais de
craqueamento começaram a surgir para atender as necessidades da indústria
automobilística. O primeiro processo a ser utilizado foi o de craqueamento térmico,
sendo substituído pelo craqueamento catalítico que trabalha com pressões elevadas
(25 a 70kg/cm2) em relação ao térmico que trabalha com pressões baixas
(MARIANO, 2001).
Em 1942 foi o primeiro modelo de unidade de craqueamento foi empregado,
baseado na utilização de partículas de catalisador à base de alumina de baixa
atividade que através de um reator eram suspensas em fluxo de alimentação
ascendente de hidrocarbonetos (FARIA, 2012).
Esse processo foi usado com o objetivo de analisar a seletividade e atividade de
alguns catalisadores (COELHO, 1992 apud RIBEIRO, et al. 2004 ).
Atualmente o processo de craqueamento catalítico fluido é difundido em todo
o mundo por aumentar a produção de gasolina e GLP e melhorar a qualidade da
mesma em uma refinaria de petróleo por meio da conversão de frações pesadas,
provenientes da destilação do petróleo em unidades anteriores em frações mais
leves e de melhor qualidade.
O consumo de gasolina é superior á dos óleos combustíveis em diversos
países. Sendo assim, o craqueamento catalítico corrige o déficit da produção de
gasolina e GLP, suplementando a diferença entre a demanda de oferta e o consumo
(NETO & ALVES, SD).
Atualmente, vários tipos de reatores de craqueamento catalítico estão em uso
no mundo, incluindo reatores de leito móvel e leito fluidizado FCC’s.
O craqueamento catalítico usa calor, pressão e um catalisador para efetuar a
quebra de grandes moléculas de hidrocarbonetos em moléculas menores e mais
leves. Esta unidade permite processar resíduos originados de outras unidades.
O catalisador utilizado na unidade FCC é normalmente um pó granular
finíssimo, branco, composto por zeólita, matriz, filer e binder, que quando
atravessado por uma corrente grossa, comporta-se como um fluido.
A zeólita é responsável por grande parte da atividade do catalisador, através
da propriedade catalítica relacionada principalmente com as superfícies ativas das
estruturas das zeólitas (FARIA, 2012).

37
Com exceção da zeólita, a matriz envolve todos os componentes do
catalisador, podendo contribuir para o desempenho do catalisador devido a sua
estrutura porosa, permitindo a difusão dos hidrocarbonetos no catalisador e
protegendo-a da contaminação precoce por nitrogênio e outros metais. (FARIA,
2012).
O filer (caulim) é uma argila, sua função no catalisador é diluir sua atividade.
O binder desempenha o papel de junção de todos os componentes do catalisador
(FARIA, 2012).
Segundo Abadie (1999) existem três tipos diferentes de catalisador: baixa
alumina (11-13% Al2O3), alta alumina (25% Al2O3) e do tipo zeolítico (cristalino).
Esses catalisadores desempenham funções para promover as reações do
craqueamento em condições de pressão e temperatura muito mais baixas do que as
requeridas no craqueamento térmico.
Essa atividade produz coque, que se deposita sobre a superfície do
catalisador, diminuindo sua eficiência. Quando perdem seu poder de reação, ou
seja, sua atividade, o catalisador é enviado ao regenerador para remoção do coque
por queima. No entanto, a regeneração deste provoca degradação estrutural do
catalisador, limitando-o a uma quantidade de reutilização.
Quando o catalisador não pode ser mais regenerado, este é substituído por
outro fresco que ainda não reagiu e possui atividade máxima especificada para
continuidade das reações e compensações das perdas pela chaminé.
No regenerador, através das reações de combustão para remoção do coque
depositado é gerado calor que atua como agente de transferência de calor,
retirando-o da zona de combustão e utilizando-o para aquecer e vaporizar a carga,
elevando sua temperatura para possibilitar e manter as reações de craqueamento.
Após processo de queima o resíduo catalítico obtém coloração cinza claro e teor de
coque de 0,1 a 0,5% em massa (ABADIE, 1999).
As reações que se desenvolvem durante a queima do coque, segundo
Abadie (1999) são as equações 2.1, 2.2 e 2.3.
H2 + ½O2 H2O + 68.317,4 cal (2.1)
C + ½O2 CO + 26.415,7 cal (2.2)
CO + ½O2 CO2 + 67.636,1 cal (2.3)

38
Dois tipos de resíduos de catalisadores podem ser obtidos após a reação
catalítica na unidade de craqueamento catalítico fluido. Um deles chamado de
catalisador de equilíbrio (Ecat), é o catalisador removido do processo que deve ser
substituido por catalisadores novos, a fim de manter a atividade catalítica. O outro
tipo é chamado catalisador precipitador eletrostático (EPcat), regenerados e
coletados a parte por um precipitador eletrostático (SU et al., 2000).
A geração desse resíduo em grande escala diária associado às unidades de
regeneração que não são suficientes para tratar esse resíduo, se tornou um grande
problema ambiental.
Em função da dificuldade de licenciar aterros indústrias para dispor esse
material a Petrobrás passou a enviar o resíduo mais volumoso de suas unidades de
craqueamento catalítico para co-processamento em indústrias de cimento
Segundo Corradi (2008), 40.000 toneladas/ano de resíduo catalítico eram
gerados nas refinarias da Petrobrás S.A. em 2008, sendo que 25.000 eram
destinados para cimenteiras e 15.000 aproveitadas em unidades de craqueamento
fluido de resíduo.
No trabalho de Hsu et al. (1996), estudos demonstraram que catalisadores
exaustos podem ser submetidos a uma temperatura de mais de 1750 ° C. Portanto,
ele pode ser usado para fabricação de materiais resistentes ao fogo ou adicionado à
argila e tratados termicamente para formar materiais de construção, tais como telhas
cerâmicas, tijolos refratários, tijolos e isolamento.
2.3.1. Fontes de perdas do resíduo catalítico
As unidades de craqueamento catalítico possuem geralmente quatro tipos de
fontes de perda do resíduo segundo Júnior (2010), sendo eles: a) Rotina de descarte
por técnicos de operação da unidade geradora do catalisador residual para
cimenteiras, através de carretas silos (ver Figura 2); b) Perda direta para o meio
pelas chaminés dos regeneradores, através de uma mistura gasosa de poluentes
gerada no processo e que arrastaram finos de catalisador (ver Figura 3); c) Perdas
por emissões fugitivas, devido a vazamentos do produto por equipamentos,
tubulações e conexões sob pressão, depositando-se em área interna e incorpados
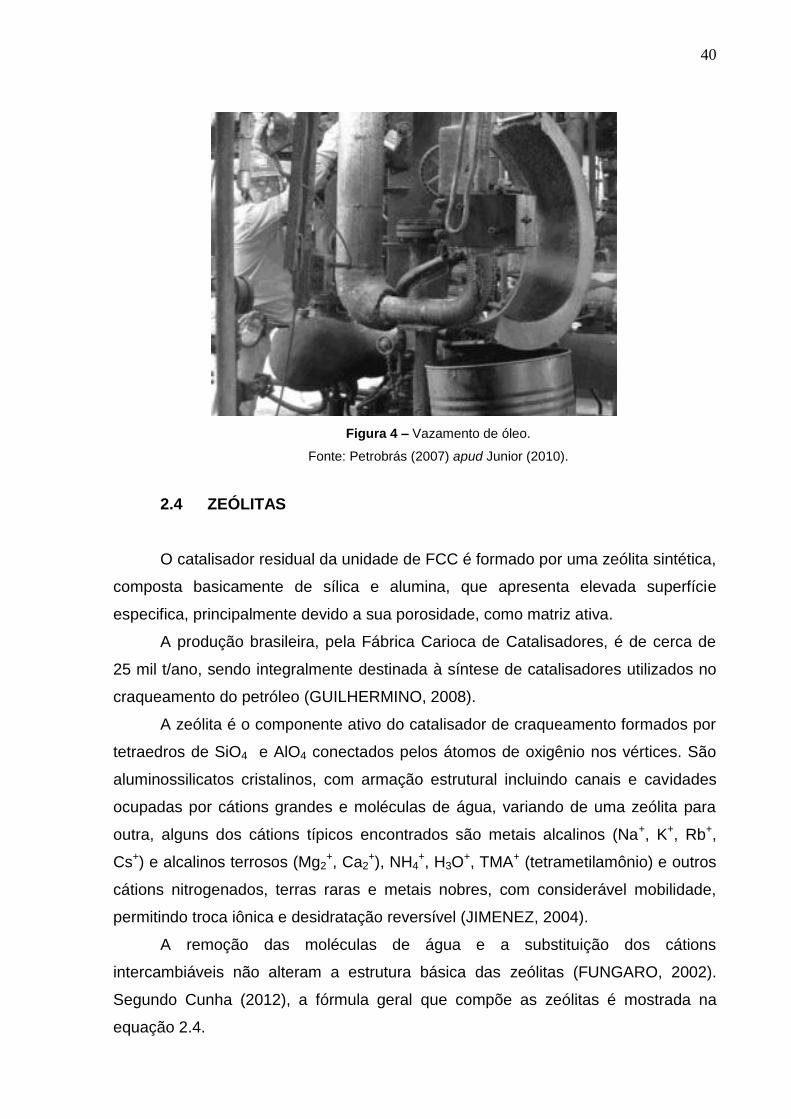
aos resíduos sólidos de varrição (ver Figura 4); d) Perda através das chaminés dos

39
fornos e caldeiras que utilizam o óleo decantado como combustível considerado
potencial poluente atmosférico por conter finos de catalisador.
Figura 2 – Carreta silo transportando catalisador residual.
Fonte: Júnior (2010).
Figura 3 – Resíduo Sólido de Varrição (RSV).
Fonte: Petrobrás (2007) apud Junior (2010).
40
Figura 4 – Vazamento de óleo.
Fonte: Petrobrás (2007) apud Junior (2010).
2.4 ZEÓLITAS
O catalisador residual da unidade de FCC é formado por uma zeólita sintética,
composta basicamente de sílica e alumina, que apresenta elevada superfície
especifica, principalmente devido a sua porosidade, como matriz ativa.
A produção brasileira, pela Fábrica Carioca de Catalisadores, é de cerca de
25 mil t/ano, sendo integralmente destinada à síntese de catalisadores utilizados no
craqueamento do petróleo (GUILHERMINO, 2008).
A zeólita é o componente ativo do catalisador de craqueamento formados por
tetraedros de SiO4 e AlO4 conectados pelos átomos de oxigênio nos vértices. São
aluminossilicatos cristalinos, com armação estrutural incluindo canais e cavidades
ocupadas por cátions grandes e moléculas de água, variando de uma zeólita para
outra, alguns dos cátions típicos encontrados são metais alcalinos (Na+, K+, Rb+,
Cs+) e alcalinos terrosos (Mg2+, Ca2
+), NH4+, H3O
+, TMA+ (tetrametilamônio) e outros
cátions nitrogenados, terras raras e metais nobres, com considerável mobilidade,
permitindo troca iônica e desidratação reversível (JIMENEZ, 2004).
A remoção das moléculas de água e a substituição dos cátions
intercambiáveis não alteram a estrutura básica das zeólitas (FUNGARO, 2002).
Segundo Cunha (2012), a fórmula geral que compõe as zeólitas é mostrada na
equação 2.4.

41
Mx/n(AlO2)x(SiO2)y.wH2O (2.4)
Onde M é um cátion de valência n, que neutraliza as cargas negativas na
estrutura do aluminossilicato. A propriedade catalítica da zeólita está diretamente
relacionada à sua morfologia, superfície ativa, tamanho das cavidades internas,
estabilidade térmica e sua propriedade de troca catiônica. (CUNHA, 2012)
Dessa forma, as zeólitas apresentam propriedades de grande importância
para os processos industriais, como: alto grau de hidratação; baixa densidade e
grande volume de vazios quando desidratada; propriedades de troca catiônica;
canais uniformes nos cristais desidratados; condutividade elétrica; estabilidade da
estrutura cristalina quando desidratada; adsorção de gases e vapores e
propriedades catalíticas (GUILHERMINO, 2008).
Sua perda funcional no processo de craqueamento é devido ao colapso e
sinterização dos compostos cristalinos.
2.5 IMPACTOS AMBIENTAIS DO REFINO DE PETRÓLEO
Segundo a resolução 001/86 do CONAMA, impacto ambiental é “qualquer
alteração das propriedades físicas, químicas e biológicas do meio ambiente,
causada por qualquer forma de matéria ou energia resultante das atividades
humanas que, direta ou indiretamente, afetam: a saúde, a segurança e o bem-estar
da população; as atividades sociais e econômicas; a biota (conjunto de seres vivos
de um ecossistema); as condições estéticas e sanitárias do meio ambiente, e a
qualidade dos recursos ambientais”.
Para evitar ou mitigar os problemas ambientais das refinarias de petróleo,
deve-se estudar o tratamento e a destinação final adequada para cada tipo de
agente poluidor, além de aperfeiçoar os processos industriais, aproveitando ao
máximo ou em sua totalidade a matéria prima, sendo necessário um estudo para
cada refinaria, já que a composição do petróleo varia, resultando em agentes
poluidores de concentrações diferentes. A Tabela 1 e a Tabela 2 definem os
aspectos causados por cada aspecto ambiental e relaciona os impactos respectivos.

42
Tabela 1 – Aspectos e impactos ambientais das atividades de uma refinaria. Fonte: Petrobrás (2010)
ASPECTO AMBIENTAL
IMPACTO AMBIENTAL
Alteração da qualidade Alteração
da flora e
da fauna
Contribui para o
esgotamento
dos recursos
naturais
água
superficial
água
subterrânea Solo Ar
Descarte de efluentes
para corpo receptor X X X
Geração de efluentes
líquidos oleosos X X X X
Geração de efluentes
ácidos X X X X
Geração de efluentes de
águas contaminadas X X X X
Emissões de material
particulado X
Emissões de gases de
combustão - fonte fixa X
Emissões de gases de
combustão - fonte móvel X
Emissões de névoas ou
neblinas ou gases ou
vapores tóxicos
X
Emissões Fugitivas –
VOC X
Descarte de Sucatas de
metais ferrosos e não-
ferrosos
X
Descarte de Resíduos
Oleosos - Lubrificantes
usados
X
Descarte de Resíduos
Contaminados X
Descarte de Resíduos
de papel e papelão X
Descarte de Resíduos
de Catalisadores
residuais
X
Descarte de Resíduos
de recheios de torres X
Descarte de Resíduos
de recheios de reatores X
Descarte de Resíduos
de pinturas X
Descarte de Resíduos
de construção civil X
Descarte de Resíduos
de embalagens de
produtos químicos
X
Descarte de borras
oleosas X
Descarte de resíduo de
carvão apassivado X

43
Tabela 2 – Continuação da Tabela 1. Fonte: Petrobrás (2010)
Descarte de Resíduos
de fuligem de fornos e
caldeiras
X
Descarte de EPIs
usados X
Descarte de Resíduos
de silicatos X
Consumo de energia
elétrica X
Consumo de água X
Consumo de petróleo,
derivados e Gás Natural X
As refinarias utilizam grandes quantidades de água em seus processos, tendo
como principal função o resfriamento. As fontes geradoras desse tipo de efluente
são: os acumuladores das torres de destilação e de craqueamento, a água de
refrigeração dos condensadores barométricos da destilação a vácuo, os agentes
químicos oriundos do tratamento dos destilados, a manufatura de petroquímicos e
as águas dos tanques de armazenamento do petróleo cru e dos derivados. Esses
efluentes gerados podem conter grandes quantidades de óleo, sólidos em
suspensão, sulfetos, cloretos, mercaptans, fenóis, amônia, glicóis e aminas, além de
ácidos provenientes de catalisador residual e solventes oriundos de vazamentos.
Diversos impactos podem ser causados por esses tipos de efluentes, como o
desequilíbrio ecológico, alteração da qualidade da água, assoreamento dos
mananciais, prejuízos aos peixes e a outros organismos aquáticos, eutrofização e
degradação da paisagem devido às conseqüências desses impactos. (MARIANO,
2001)
Os impactos relevantes sobre a qualidade do ar tem origem nas emissões
atmosféricas da operação da refinaria. Os principais poluentes emitidos pela
refinaria são SOx, NOx, H2S, CO, mercaptans, os materiais particulados, e os
hidrocarbonetos (que geralmente constituem as emissões fugitivas de compostos
orgânicos voláteis, os VOC). Esses poluentes são liberados nas áreas de
armazenamento, nas unidades de processo, em vazamentos que podem ocorrer e
nas unidades de queima de combustíveis fósseis. A dispersão desses poluentes
produz nuvens tóxicas ou inflamáveis, ocasionando chuvas ácidas (MELO et al.,
2010).
A presença de contaminantes na atmosfera produz a absorção e a dispersão
da luz solar, causando redução da visibilidade, além de chuvas ácidas que causam

44
alterações no meio devido ao seu efeito abrasivo e ao aumento da temperatura e
variações climáticas, devido ao aumento da concentração de CO2 e outros
poluentes. O efeito desse tipo de poluição sobre a saúde acarreta a irritação nos
olhos, impacto sobre o sistema cardiovascular, por meio da absorção de chumbo e
CO pela corrente sanguínea, problemas respiratórios devido à exposição aos
contaminantes dispersos (MARIANO, 2001).
A disposição inadequada dos resíduos é considerada problema central dos
impactos ambientais. São oriundos do processo de refino e manuseio do petróleo,
assim como na etapa do tratamento de efluentes, geralmente sob a forma de lamas,
catalisadores de processo exaustos, cinzas de incineradores e borras de filtração.
Estes resíduos incluem, em sua composição, enxofre, ácido acético, ácido fosfórico,
chumbo, ferro, cádmio, cobre, amônia, metais pesados, sólidos dissolvidos e gás
sulfídrico (MARIANO, 2001).
Segundo Mariano (2001) e o Relatório de Impacto Ambiental do Complexo
Petroquímico do Rio de Janeiro, são descritos alguns impactos potenciais
decorrentes disposição e contaminação por resíduos sólidos, como poluição dos
recursos pelo assoreamento, soterramento e intoxicação de animais e ovos de
peixes, aumento da turbidez da água, reduzindo a população de espécies, variações
de pH, além de danos à fauna e à flora, produção de maus odores, liberação de
gases tóxicos e danos diversos a saúde humana.
2.5.1 Impactos do catalisador residual
Este catalisador é muito utilizado para processar misturas de hidrocarbonetos,
em composição controlada, para a obtenção de combustíveis ou produtos químicos.
Existem diversas fontes de poluição pelo resíduo: emissões fugitivas através
de vazamentos, perda direta pelas chaminés dos fornos, caldeiras e regeneradores,
perda pela rotina de descarte e sua própria geração devido à utilização nas
atividades da unidade de craqueamento catalítico.
Boa parte desse resíduo atinge região externa à refinaria e sua presença
pode causar diversos efeitos críticos à saúde e ao meio ambiente. Sendo, de uma
forma geral, considerado como perigoso devido a sua composição e tamanho de
partícula de fácil inalação e dispersão.

45
“Quanto menor o tamanho da partícula, mais danos
esta pode causar a saúde, devido à fácil penetração no
organismo. “A fração inalável MP(10) pode atingir a mucosa
nasal, faringe, laringe e parte superior da traquéia,
correspondendo às vias aéreas superiores. Partículas abaixo
de 2,5 μm MP(2,5) atingem a parte inferior da traquéia,
brônquios, bronquíolos e alvéolos. E a fração respirável,
partículas com tamanho inferior a 1 (um) μm MP(1,0), é
absorvida pelo sangue, distribuída pelo organismo e ao final
metabolizada por meio de biotransformações mediadas por
enzimas” (BAHIA,2003 apud JUNIOR, 2010)
Os catalisadores de FCC convencionais são normalmente compostos por
zeólitas (componente ativo), caulim, alumina e sílica (RIBEIRO et al., 2004)
O caulim ou silicato de alumínio pode causar sintomas como irritação nos
olhos, ressecamento da pele. A ingestão em grandes quantidades pode causar
distúrbios gastro-intestinais e a inalação excessiva de poeira pode causar tosse,
espirro e irritação nasal. Não causa impacto ambiental, pois é um produto totalmente
inerte (CINDUKERN, 2007).
A alumina, também conhecida como óxido de alumínio, e a sílica, podem
causar tosse ou dificuldade respiratória e irritação a pele por abrasão mecânica
(ANCHORTEC, 2006).
O catalisador exausto e os finos gerados contêm metais pesados do óleo cru
e hidrocarbonetos, silicato de alumínios e metais (CUNHA, 2009). Quando disposto
de forma inadequada, ele pode causar assoreamento dos rios, intoxicação da fauna
aquática, causando desequilíbrio no ecossistema, ocupação e contaminação do
solo, geração de nuvens de poeira devido à dispersão dos finos, acarretando em
problemas com a saúde humana e do meio ambiente.
O resíduo catalítico apresenta constituintes perigosos como o benzeno e
arsênio, caracterizando-o como tóxico e de periculosidade inflamável de acordo com
a NBR 10004/04. Segundo Afonso et al. (2003) apud Faria (2012) o catalisador
residual são poluentes em potencial devido ao teor elevado de metais pesados; o
coque depositado sobre o catalisador exausto que possui compostos como o

46
benzeno; e a elevada ácido-basicidade desses materiais, sendo muito superior que
a do solo.
No anexo I deste trabalho é apresentado à ficha de informação de segurança
do catalisador de equilíbrio, segundo anexo VIII do trabalho de Júnior (2010).
2.6 GESTÃO AMBIENTAL DA REFINARIA
As refinarias são destilarias de petróleo que realizam o processo químico de
limpeza e refino do óleo bruto, tendo como função o beneficiamento do mineral bruto
produzindo derivados diversos de petróleo, dependendo das propriedades do
petróleo a ser processado, já que não existem composições idênticas de petróleo.
As características do petróleo têm grande influência sobre a escolha das
técnicas que serão adotadas para o seu refino, de um modo geral são elas que irão
determinar quais serão os produtos que melhor poderão ser obtidos de um dado
petróleo, pois é sabido que nem todos os derivados podem ser produzidos com
qualidade e de forma economicamente viável a partir de qualquer tipo de petróleo
(MARIANO, 2001).
Com o aumento da produção de petróleo, consequentemente houve um
aumento das atividades relacionadas ao refino gerando uma demanda maior de
emissões, efluentes e resíduos, evidenciando diversos impactos ambientais.
Com o advento da lei de crimes ambientais (LEI 6938/98), que dispõe sobre a
Política Nacional do Meio Ambiente, seus fins e mecanismos de formulação e
aplicação, as empresas e os órgãos ambientais têm se esforçado para realizar um
gerenciamento adequado dos resíduos, já que a fonte geradora é responsável pelo
seu resíduo até a sua destruição ou destinação final. Porém essa situação ainda não
é totalmente efetiva, em ambos os setores - público e privado (ARAÚJO ET AL.,
2002).
Existem diversas legislações ambientais, no qual a atividade de refino está
incluída, formada por um conjunto de constituição, leis, portarias, resoluções,
normas técnicas e regulamentadoras.
Para Robles Jr. (2006), um sistema de gestão ambiental é definido como um
“conjunto de medidas e procedimentos definidos e
adequadamente aplicados que visa reduzir e controlar os

47
impactos introduzidos por um empreendimento sobre o meio
ambiente”.
Para qualquer organização que deseja incorporar um sistema de gestão, a
norma NBR ISO 14001/04, define alguns aspectos que devem ser seguidos:
“a) implementar, manter e aprimorar um sistema de
gestão ambiental; b) assegurar-se de sua conformidade com
sua política ambiental definida; c) demonstrar tal conformidade
a terceiros; d) buscar certificação/registro do seu sistema de
gestão ambiental por uma organização externa; e) realizar uma
auto-avaliação e emitir auto declaração de conformidade com
esta Norma”.
Para uma gestão ambiental eficiente é necessário em um primeiro momento
um comprometimento da empresa buscando atingir benefícios legais, sociais,
econômicos e ambientais.
As atividades de refino da indústria de petróleo geram resíduos que causam
impactos ao meio ambiente. A utilização de tecnologias que previnam e controlem a
poluição são indispensáveis. Sendo assim, é preciso que seja adotado um sistema
de gestão e dentro desse sistema esté incluso o Plando de Gerenciamento de
Residuos Sólidos que, de acordo com o Decreto 7.967 (BAHIA, 2001a), tem como
responsáveis as empresas que geram, transportam ou receptam o resíduo sólido,
além de descrever todos os procedimentos necessários para uma produção mais
limpa, reutilização, reciclagem, tratamento e disposição final.
O Plano de Gerenciamento de Resíduos Sólidos é um item do processo de
licenciamento ambiental da empresa geradora e receptora que deve ser
acompanhado pelo órgão ambiental responsável de acordo com a complexidade do
empreendimento.
A empresa deve aderir a alguns requisitos, como a adoção de uma política
ambiental; planejamento em relação aos aspectos ambientais, objetivos e metas,
requisitos legais; a implementação e operação das atividades em relação à estrutura
e responsabilidade, treinamento dos funcionários, conscientização, competência,
comunicação interna entre vários níveis e funções, documentação do sistema de

48
gestão ambiental, controle operacional, preparação e atendimento a emergências;
verificação e ação corretiva através do monitoramento e medição, ações corretivas e
preventivas, registros, auditoria do sistema de gestão ambiental e análise crítica pela
administração (NBR ISO 14001, 2004).
Na indústria de refino existem três linhas de poluição, a poluição atmosférica,
os efluentes líquidos gerados e os resíduos sólidos produzidos pelo processo.
A poluição atmosférica gera aumento da concentração da poluição pela
dispersão de poeira, produzindo nuvens tóxicas ou inflamáveis compostas de óxidos
de enxofre e nitrogênio, amoníaco e compostos de flúor, provenientes de todas as
operações da planta. A contaminação hídrica ocorre devido ao lançamento de
efluentes como águas de lavagem, águas de resfriamento e lixiviação das áreas de
depósitos de materiais ou rejeitos, causando alterações físicas, químicas e
biológicas no meio (MARIANO, 2001).
A poluição por resíduos sólidos, devido à liberação casual de solventes e
materiais ácidos ou alcalinos, potencialmente perigosos e a disposição inadequada
de lodos de tratamento de efluentes hídricos e gasosos e partículas sólidas dos
coletores de poeira causam impactos químicos, físicos e biológicos na área
diretamente afetada, seja ela terrestre ou aquática (MARIANO, 2001).
Com a adoção de tecnologias mais limpas, pode ser reduzido ou controlado a
níveis toleráveis o volume e a concentração de gases, vapores e material
particulado, emitidos durante o processo de refino. Já os efluentes líquidos do refino
devem ser tratados por tecnologias que envolvam processos físicos, químicos e
biológicos, garantindo assim maior eficácia no controle da poluição hídrica gerada
durante a produção de derivados.
As refinarias devem possuir ou estimular a criação de programas de
minimização de resíduos baseados no conceito de redução na fonte, do
reaproveitamento e da reciclagem. Porém nem todos os resíduos gerados durante o
processo de refino apresentam características potencialmente perigosas ao meio
ambiente (CUNHA, 2009).
Após análise de todo o processo industrial, e do inventário de agentes
poluidores gerados, deve ser realizado um gerenciamento desses resíduos, sendo
considerados: a origem, a classificação, a forma de acondicionamento, o transporte,
o armazenamento e o tratamento do material, além da responsabilidade e dos

49
custos gerados com cada resíduo, requisitos fundamentais para um plano de
gerenciamento de resíduos.
2.7 A RLAM – REFINARIA LANDULPHO ALVES MATARIPE
A refinaria em estudo é a Refinaria Landulpho Alves – RLAM, localizada no
município de São Francisco do Conde, no estado da Bahia, que pertence à
Petrobras, começou a ser construída em 1949 e foi incorporada a Petrobrás em
1953. Está diretamente ligada à descoberta dos primeiros poços de petróleo no País
e processa petróleo proveniente do Recôncavo Baiano (MATTOS, 2000).
Possui capacidade instalada para 323 mil barris/dia. Segundo dados da FIEB
(2009) empregam cerca de 1330 trabalhadores, sua área é de 9,1 quilômetros
quadrados e a contribuição em impostos de 12,8 bilhões de reais por ano (AGÊNCIA
PETROBRÁS, 2010).
Seus principais produtos são: propano, iso-butano, gás de cozinha, gasolina,
nafta petroquímica, querosene, querosene de aviação, parafinas, óleos combustíveis
e asfaltos.
Esta Refinaria possui duas unidades de craqueamento: Unidade de
Craqueamento Catalítico em Leito Fluidizado (UFCC), com capacidade de
processamento de até 5.000 m3/dia e; Unidade de Craqueamento Catalítico de
Resíduo em leito Fluidizado (URFCC), com capacidade de processamento de até
10.000 m3/dia, sendo esta a maior unidade de craqueamento catalítico
(fracionamento do petróleo com o uso de catalisadores) de resíduos da América
Latina. Em 1960, sua primeira unidade de craqueamento catalítico entrou em
operação (JÚNIOR, 2010).
2.8 AGLOMERANTES HIDRÁULICOS E ADIÇÕES MINERAIS
O cimento é produzido através da moagem de uma mistura composta
basicamente de calcário e argila, sendo levado ao forno e permanecendo até os
componentes se fundirem formando então o clinquer. A este produto é adicionado
gipsita para retardar o tempo de pega (mudança do estado fluido para um estado
rígido), além de outros materiais agregados e moídas até virarem pó (GÒMEZ,
2007).

50
Os principais componentes do cimento são silicato tricálcico e bicálcico (C3S e
C2S), aluminato tricálcico e ferro aluminato tetracálcico (C3A e C4AF) e gesso para
controlar a taxa de hidratação do aluminatos, regulando o tempo de pega (CUNHA,
2012). O cimento é composto de uma mistura heterogênea contendo diversos
compostos que reagem simultâneamente na presença de água, os silicatos e os
aluminatos presentes resultam em produtos de hidratação que possuem
características de pega e endurecimento e com o passar do tempo dão origem a
uma massa firme e resistente.
Os compostos se hidratam a velocidades diferentes, os aluminatos se
hidratam mais rapidamente que os silicatos, liberando grande quantidade de calor e
conferindo características de enrijecimento e pega. Os silicatos tem função
dominante no desenvolvimento da resitência.
O processo de hidratação do cimento abrange um conjunto de reações
interdependentes, com cinética diferente, dando origem a silicatos de cálcio
hidratados que possuem composição química muito variada e são representados
genericamente por C-S-H e hidróxido de cálcio – Ca(OH)2, compostos que
preenchem o espaço ocupado previamente pela água e pelas partículas de cimento
em dissolução.
C3A – É a fase que reage mais rápido, apresenta pega instantânea e elevado
calor de hidratação, formando rapidamente os aluminatos de cálcio hidratado
(C3AH6, C4AH19 e C2AH8), com a liberação de elevada quantidade de calor. O
agente controlador das reações e do tempo de hidratação do C3A é o gesso, agindo
como retardante de pega.
C4AF – Não possui pega instantânea, mas tem pega rápida e age como
fixador de alumina na mistura.
C3S – Silicato tricálcio, também conhecido como alita possui fórmula química
3 CaO.SiO2. É o maior responsável pela resistência a compressão do cimento após
hidratação
C2S – Silicato dicálcio, conhecido também como belita, possui pega lenta e é
responsável pelo ganho de resistência no processo de endurecimento num período
com um maior tempo de cura, apresentando baixo calor de hidratação.
Atualmente cimentos mistos são comumente usados. Estes são obtidos por
moagem ou mistura de cimento Portland com minerais específicos e podem ser de
origem natural ou artificial.

51
As pozolanas naturais são constituídas por rochas consolidadas ou não, mais
ou menos friáveis e intemperizadas, bem como por solos derivados do intemperismo
de cinza vulcânicas. As mais conhecidas são: A Terra de Santorim; Tufos
Vulcânicos, Terras Diatomáceas e os Pumicitos (FAJARDO, 2005).
As pozolanas artificiais são formadas por resíduos e sub-produtos minerários,
industriais e agrícolas, que apresentam propriedades pozolânicas intrínsicas ou
latentes. As principais pozolanas constituintes deste grupo são: as cinzas derivadas
da calcinação de materiais inorgânicos e orgânicos (volante, de fundo, de grelha, da
incineração de lamas, cinzas da casca do arroz, do bagaço de cana, da turfa, do
amendoim, etc), as escórias metalúrgicas ferrosas e não-ferrosas, resíduos
cerâmicos, e a microssílica proveniente da indústria do Fe-Si (FAJARDO, 2005).
Definem-se como pozolanas os materiais siliciosos ou silico-aluminosos,
naturais ou artificiais, que contem um elevado teor de sílica em forma reativa, ou
seja, não cristalina (vítrea). São materiais com pouca qualidade cimentante, que por
si só não apresentam poder aglomerante hidráulico, mas quando finamente
pulverizados e na presença de água, a temperatura normal, são capazes de reagir
com hidróxido de cálcio, dando origem a compostos com características
tecnológicas superiores as argamassas e concretos sem adição, conferindo grande
estabilidade e resistência (GUILHERMINO, 2008).
Na equação 2.5 é apresentada a reação entre os materiais pozolânicos, o
hidróxido de cálcio e a água, sendo denominada segundo Gòmez (2007) como
reação pozolânica
Pozolana Água CaOHC S H (2.5)
Em alguns casos, a pozolana contendo outros componentes reativos,
principalmente alumina, pode mudar a natureza dos produtos pozolânicos,
formando aluminatos de cálcio e silicatos de alumínio hidratados de cálcio
(CAH e CAIXA), respectivamente (GOMÈZ, 2007).
A principal vantagem na adição de pozolanas ao cimento comum reside na
sua hidratação lenta e, portanto, com baixo desprendimento de calor, a reação
causadas pela adição deste material deixa menos hidróxido de cálcio para ser
lixiviado, reduzindo também a permeabilidade do concreto. Outra vantagem em seu
emprego é o aumento de resistência do concreto aos sulfatos e outros agentes

52
agressivos ácidos. Além disso, contribui para o aumento da resistência mecânica a
médio e longo prazo, o controle do pH e da expansão alcali-agregado, levando ao
aumento da sua estabilidade e durabilidade (GUILHERMINO, 2008).
2.9 ESTUDOS DESENVOLVIDOS UTILIZANDO CATALISADOR RESIDUAL
DE UNIDADES FCC
Algumas pesquisas já foram desenvolvidas utilizando o catalisador residual.
Como material de construção estudos foram desenvolvidos utilizando o catalisador
residual em massa cerâmica (ESCARDINO et al., 1995), em substituição ao caulim
(rico em alumínio e sílica) para produção de fritas cerâmicas, materiais de natureza
vítrea preparados pela fusão de um conjunto de matérias primas a temperaturas
próximas a 1500 °C a fim de insolubilizar alguns elementos químicos contidos e
estender as faixas de temperatura de trabalho. São usadas para a obtenção do
esmalte usado no revestimento de azulejos de cerâmica, sendo avaliadas as
características estéticas e técnicas (brancura, dureza, brilho, etc). As matérias
primas utilizadas para preparação das fritas cerâmicas foram misturadas num
moinho de esferas rapidamente, sendo elas: caulim, sódio e potássico, feldspato,
quartzo colemanita, silicato de zircônio, óxido de zinco, cálcio, magnésio, bário, e
carbonatos de potássio e ácido bórico, bem como o catalisador residual da Unidade
FCC. A utilização do catalisador exausto não interferiu significativamente nas
propriedades finais das cerâmicas resultantes dos esmaltes obtidos a partir deles. A
dispersão observada nos valores das propriedades dos esmaltes obtidos foi inferior
a 3%, garantindo que é possível usar esta resíduos em vez de caulim.
2.8.1 Uso do resíduo em argamassas
Em relação á utilização do catalisador residual ou resíduo catalítico em matriz
de cimento pode-se listar alguns dos principais grupos de pesquisa no mundo.
Dentre eles destacam-se a Universidade de Tecnologia Warsaw, na Polônia, a
Universidade Politécnica de Valência, na Espanha e a Universidade Normal
Nacional de Taiwan, Taiwan.
Na Polônia destacam-se os trabalhos de Pacewska et al. No estudo
Pacewska et al. (2000) realizaram um estudo de hidratação em pastas de cimento

53
contendo catalisador residual moído de unidades FCC com relação a/c = 0,5 e teor
de substituição para o cimento de 0, 5, 10, 15, 20 e 25%, demonstrando que a
utilização desse resíduo como aditivo para cimento modifica ativamente o processo
de hidratação, reduzindo o calor de hidratação em misturas contendo valores de
substituição em massa superiores a 10%. Quantidades inferiores a 10% aceleram o
processo de ligação, que se manifesta no aumento da quantidade de calor e torna
mais rápida a formação de hidróxido de cálcio. O conteúdo de Ca(OH)2 diminui
também com o aumento da quantidade do resíduo. O fato pode ser explicado devido
às propriedades pozolânicas do material. Quanto maior a quantidade de catalisador
residual, maior o tempo de hidratação.
A Influência de alguns meios agressivos na resistência à corrosão de
argamassas contendo catalisador residual moído (10 e 20%) e relação a/c igual à
0,5 foi testado por Pacewska et al. (2000b). As amostras de argamassas foram
submetidas ao ataque por cloreto e sulfato. A suscetibilidade à corrosão foi
observada apenas em uma diminuição da resistência à compressão em argamassas
contendo 10% de substituição. A resistência à compressão das argamassas
contendo adições de 20% de resíduo foi praticamente idêntica, independentemente
do tipo de meio agressivo usado.
O efeito do catalisador residual de unidades de FCC na hidratação do cimento
e nas propriedades das argamassas de cimento foi investigado por Pacewska et al.
(2002). Os estudos foram realizados para as pastas com 0, 10 e 20% de substituição
em massa de cimento por catalisador residual e relação a/c igual a 0,5 e
constataram que o resíduo catalítico pode desempenhar um papel de microfiller ativo
quando utilizado em misturas de cimento hidratado, podendo ter seu efeito
modificado a depender de sua finura e conteúdo (argamassa/concreto). O material
com elevada finura (diâmetro médio = 34 mm), quando utilizado em baixa
quantidade (5-10.%), pode ser considerado como um substituto do cimento. O
resíduo contendo uma granulometria maior (diâmetro médio = 76 mm) mostra baixa
atividade, nas misturas contendo 20% de substituição, no entanto, quando usado
como substituição parcial de areia, confere maior força, em comparação com os
valores de referência para as argamassas.
Payá et al. (2003a), avaliaram a atividade pozolânica do catalisador residual
proveniente de unidades de FCC, através de estudos de análise termogravimétrica
em pastas de cimento Portland. Devido à composição química do resíduo que é

54
semelhante à do metacaulim (MK), e sabendo que MK tem uma alta atividade
pozolânica, este último foi utilizado como material de comparação no estudo da
influência relação água/aglomerante. O resíduo moído mostrou uma reatividade
similar ao MK, produzindo produtos pozolânico similares: O teor ótimo se situou
entre 15% e 20%.
Em Payá et al. (2003b), a determinação da atividade pozolânica do resíduo
moído de craqueamento catalítico fluido, foi investigado em pastas de cimento. O
metacaulim MK também foi utilizado neste trabalho como material de comparação.
Os resultados revelaram que os produtos que surgiram da reação entre o resíduo e
a cal na reação principal foram semelhantes aos da gelenita hidratada que também
foram formadas na reação.
Em Payá et al. (2007), foi avaliada a ativação química da reação pozolânica
do catalisador residual moído de craqueamento catalítico fluido em pastas com cal,
através do monitoramento por meio do consumo de CH. Para o desenvolvimento de
resistência mecânica são citadas, a saber, os ativadores químicos diversos
utilizados: sulfato de sódio, cloreto de cálcio, hidróxido de sódio e mistura de gesso.
Sulfato de sódio foi o ativador utilizado neste trabalho. A fim de avaliar os resultados,
foram realizados ensaios mecânicos e excelentes correlações foram obtidas,
especialmente no início de idades de cura, embora para as idades de cura
posteriores, a pasta sem ativador rendeu resistência satisfatória.
Alguns autores (BUKOWSKA et al. 2003), compararam corpos de
argamassas contendo o resíduo catalítico moído em teores de substituição e massa
de cimento de 0, 10 e 20% imersas em água ou atacadas por soluções agressivas
de sulfato de sódio e salmoura saturada. As análises termogravimétricas, de
espectroscopia de infravermelho, de difração de raios X, e os estudos de
porosimetria de mercúrio em argamassas de cimento contendo 20% do resíduo e
mantido durante nove meses na água, confirmam as propriedades pozolânicas
desse aditivo, mas também a ocorrência do processo de carbonatação
acompanhado por lixiviação. As mudanças na microestrutura das argamassas
submetidas ao ataque de sulfato de sódio ou de salmoura saturada são refletidas
principalmente na mudança de resistência à compressão. O meio de sulfato dá um
ligeiro aumento de resistência das argamassas, enquanto a ação da água salgada
reduz consideravelmente a força de compressão. Uma adição de 20% de catalisador

55
residual tem um efeito favorável sobre a resistência à compressão no meio
agressivo.
No trabalho de Pacewska et al. (2004), os autores tentaram melhorar a
atividade pozolânica de catalisadores residuais de leito fluidizado, usado tanto na
sua forma bruta como após a moagem em um moinho de bolas por 60 min. Para
este fim, uma série de misturas de cimento com este material de resíduos foram
preparadas com teor de substituição de 0, 10, 20 e 30% para pastas e 0 e 25% para
argamassas. A resistência à compressão de argamassas é maior para amostras
sem o resíduo em comparação às que contêm 25% de catalisador residual
adicionado em substituição ao cimento. Para as argamassas com substituição, os
testes mostraram uma diminuição na resistência à compressão mais evidente para o
resíduo sem beneficiamento.
Estudos mais amplos sobre a influência da adição de resíduo catalítico moído
de unidades FCC na hidratação de dois tipos de cimento (40 e 70% de teor de
alumina), à temperatura ambiente, foram realizados por Pacewska et al. (2011).
Pastas de cimento foram preparadas com fator a/c de 0,5 e com teor de substituição
em massa de cimento de 0, 5 e 25%. As amostras foram armazenadas em
temperatura ambiente. Análise térmica (TG, DTG), absorção no infravermelho e
métodos de difração por raio X foram aplicados para investigar mudanças em vários
períodos de hidratação (até 150 dias). A resistência à compressão de argamassas
de cimento também foi testada. Verificou-se que a hidratação do cimento depende
do tipo de cimento de aluminato, levando a produzir estrutura com diferentes
proporções de hidratos. A utilização de 5% do resíduo acelera a criação de hidratos
em ambos cimentos, atuando como centros de nucleação. A influência do teor de
25% de resíduo em períodos iniciais de hidratação está relacionado ao tipo de
cimento, a função primária do catalisador de FCC exausto em cimentos contendo
70% de alumina na matriz de cimento é atuar como um enchimento, enquanto no
cimento contendo 40% este mineral reage para produzir mais quantidades de
hidratos do que para a amostra de referência.
Na Espanha destacam-se os trabalhos de Payá et al. e Zornoza et al. que
verificaram o incremento da atividade pozolânica do resíduo catalítico com a
moagem e o comportamento mecânico em argamassas contendo até 30% de
substituição de cimento do catalisador residual.

56
Em Payá et al. (1999), o catalisador residual de unidades FCC foi estudado
para fins de construção como subproduto para melhorar o desenvolvimento da
resistência. O resíduo apresentou uma área superficial muito elevada, que produziu
uma diminuição na trabalhabilidade de argamassas à base de cimento contendo o
resíduo. No entanto, essa trabalhabilidade pode ser aumentada através de um
superplastificante. Neste trabalho verificou-se que a substituição de cimento por
resíduo em argamassas produziu um aumento muito importante na resistência à
compressão, provavelmente devido à reação pozolânica. Constatou-se que este
resíduo pode ser utilizado para preparar cimentos com excelentes propriedades
mecânicas.
As propriedade físicas, químicas e mecânicas de misturas de cimento
Portland contendo catalisador residual moído na faixa de 6 à 20% (em massa) foram
estudadas por Payá et al. (2001). Neste estudo, os resultados foram comparados
com misturas contendo cimento Portland comum (OPC). Testes químicos e
mecânicos sugeriram a importância da atividade pozolânica do resíduo, uma vez
que um aumento na resistência à compressão das argamassas contendo o resíduo
foi observado.
A indução por cloreto através de rachaduras na corrosão do aço incorporado
em argamassas contendo catalisador residual de FCC e cinzas volantes foram
testadas por Zornoza et al. (2008). Os resultados mostram que nas argamassas
contendo resíduo houve uma melhora nas propriedades de ligação e que a adição
de cinzas volantes reduziu a porosidade total, ambos os fatores que levam a uma
maior resistência à penetração de cloreto.
A melhoria da resistência à penetração de cloretos em argamassas OPC
usando catalisador residual foi avaliada em Zornoza et al. (2009a).
Análises de porosimetria de intrusão de mercúrio demonstraram que o
resíduo catalítico produz uma significativa redução do volume de poros capilares.
Como resultado, os coeficientes de difusão de cloreto foram reduzidos, aumentando
a resistência à penetração de cloretos em argamassas com catalisador residual. Os
resultados mostraram que o incorporação do resíduo diminuiu as taxas de corrosão
dos aços, causado pelo cloreto. Por esta razão, o resíduo é um material pozolânico
interessante que pode ser usado em concreto armado para construção civil e
aplicações de engenharia expostos à ação de cloretos.

57
Em Zornoza et al. (2009b), a carbonatação acelerada e a influência sobre as
propriedades mecânicas em argamassas de cimento portland e em pastas,
substituidas parcialmente com catalisador residual proveniente de unidades de
craqueamento catalítico fluido e sua influência sobre suas propriedades mecânicas
foram testadas. Este estudo revelou que a incorporação do resíduo produz uma
redução significativa da reserva alcalina e na porosidade de argamassa. Quando a
relação água / aglomerante é baixa, a taxa de carbonatação de argamassas é
desprezível e não é modificada pela presença de resíduo. Quando essa relação é
média ou alta, a taxa de carbonatação aumenta acentuadamente. Nestes casos, a
presença de resíduo acelera o processo de carbonatação.
Nos trabalhos desenvolvidos em Taiwan, Su et al. (2000), Hsu et al. (2001),
Wu et al. (2003) e Tseng et al. (2003), foi verificada a viabilidade de utilização do
resíduo catalítico para a produção de argamassas e concretos em substituição
parcial do cimento.
Em Su et al. (2000) foram realizados estudos para análise das propriedades
químicas básicas de dois tipos de resíduo, o catalisador de equilíbrio (Ecat) e o
catalisador precipitador eletrostático (EPcat), da indústria petroquímica na
preparação de argamassas com proporção de substituição de cimento neste teores
de 0%, 5%, 10% e 15%. As composições químicas do Ecat e do Epcat são
semelhantes, sua estrutura catalítica é porosa, enquanto o seu padrão cristalográfico
é semelhante ao de Faujasita zeólita e sua superfície específica varia com diferentes
tipos de catalisadores. O concreto com substituição parcial da massa de cimento por
resíduo mostra uma resistência à compressão maior do que o concreto sem
substituição. O calor de hidratação das argamassas com substituição de 10% e 15%
estão próximos aos valores de argamassa sem substituição porque estes
catalisadores resíduais são exotérmicos. Conforme os resultados da análise,
indicam, estes catalisadores usados devem ser classificados como resíduos
industriais não perigosos. A reutilização destes catalisadores de resíduos industriais
é viável e não vai resultar em poluição devido à lixiviação de metais pesados.
Argamassas com substituição de 5% possui maior resistência na fase inicial, porém
as misturas que contém 10% de substituição possuem resistência inicial mais baixa
do que a de referência, aumentando na fase posterior. As misturas contendo 15% de
susbstituição de Epcat apresentam melhor resistência à compressão do que as
misturas de referência.
58
No trabalho de Hsu et al. (2001) argamassas contendo resíduos de
catalisador (Epcat com tamanho de partícula de 1,7 µm, uma superfície específica
de 47 m2 /g e peso específico de 2,36) foram caracterizadas. Os teores de
susbstituição desse resído incluiram 0%, 5%, 10%, 15% e 30% e os resultados dos
testes indicam que mais superplastificante ou água é necessária para manter a
trabalhabilidade de argamassas contendo EPcat. No entanto, argamassas com
substituição em massa de cimento por resíduo de 10-15% com idades de 7 à 28 dias
exibem maior resistência à compressão atribuida à alta atividade do resíduo em
comparação às argamassas que não a possuiam. Foi observado que o resíduo pode
acelerar a hidratação do cimento através da indução de uma reação pozolânica
entre o catalisador e o hidróxido de cálcio.
No trabalho de Wu et al. (2003) foram preparadas pastas e argamassas
contendo resíduo de catalisador de unidades FCC (tamanho médio de partícula 67,2
µm e área superficial específica de 114 m2 / g) com teor de substituição de 0, 5, 10 e
15% para avaliação da resistência de compressão após 3, 7 e 28 dias de cura.
Superplastificante foi adicionado em cada mistura para garantir a trabalhabilidade
similar. Os resultados indicam que a presença de Epcat aumentaria a resistência à
compressão de argamassas, porém, foi verificado nos estudos que a alta dosagem
de superplastificante adicionado na obtenção da trabalhabilidade adequada afeta o
desenvolvimento da resistência.
Tseng et al. (2005), realizou estudos utilizando o catalisador de equilíbrio
(Ecat) de unidades de craqueamento catalítico fluido para avaliar os efeitos sobre a
atividade pozolânica na calcinação do resíduo e na resistência à compressão em
concreto e argamassa, indicando que a atividade pozolânica do resíduo pode ser
melhorada por tratamento térmico ou moagem. Os resultados mostram que,
inicialmente, a atividade pozolânica aumenta com uma maior temperatura de
calcinação, atinge um máximo e depois diminui. Argamassas e concreto com 10%
de catalisador beneficiado com idade de 28 dias de cura exibem resistência maior do
que amostras com o resíduo sem tratamento.

59
3 PROGRAMA EXPERIMENTAL
O presente trabalho foi realizado em duas etapas principais, apresentados no
esquema da Figura 5. Na primeira foi realizada caracterização da matéria prima
utilizada e na segunda etapa foi avaliada a influência da substituição parcial do
cimento por catalisador residual.
Figura 5 – Esquema das etapas.
Matérias Primas
Pasta
Areia
Cimento
Resíduo
Granulometria
Materiais pulverulentos
Teor de impurezas orgânicas
Massa específica
Argamassa
Granulometria a laser
BET
MEV
Massa específica
Granulometria a laser
BET
MEV/EDS
FRX
DRX
TG e DTG
Avaliação de risco ambiental ambiental
Elevação semi-adiabática da temperatura
DRX
TG/DTG/DTA
Propriedades mecânicas

60
3.1 MATERIAIS UTILIZADOS
3.1.1. Cimento Portland
O cimento utilizado no estudo foi o cimento portland (CPV – ARI), por não
conter adições (pode conter 5% em massa de material carbonático), este é
constituído em sua maior parte de silicatos de cálcio hidráulicos. Segundo a NBR
5733/91 possui a peculiaridade de atingir alta resistência inicial, se diferenciando dos
demais cimentos devido ao processo de dosagem de calcário e argila na produção
do clínquer, ao qual se adiciona, durante a operação, a quantidade necessária de
uma ou mais formas de sulfato de cálcio, além de permanecer por um tempo maior
no moinho tornando-se um material mais fino.
3.1.2. Areia
A areia utilizada é fina, natural, de origem quartzosa típica da região de
Salvador-BA.
3.1.3. Resíduo catalítico
O Catalisador de Equilibrio (Ecat) é o resíduo gerado no processo e utilizado
no presente estudo, considerado como poluente em potencial devido principalmente
ao teor considerável de metais pesados; elevada acidez; e presenca de compostos
altamente cancerígenos nos depósitos carbonáceos (coques) remanescentes.
(GUILHERMINO, 2008)
O resíduo foi disponibilizado pela Unidade 39 da Refinaria Landulpho Alves –
Mataripe, para que fosse estudado na forma de reaproveitamento. O catalisador
virgem é fornecido para a Refinaria Landulpho Alves Mataripe.
Esse catalisador é uma zeólita possuindo, em sua composição,
principalmente sílica e alumina com nenhuma ou pouca atividade aglomerante,
desempenhando esse papel quando reage com o hidróxido de cálcio, formando
componentes com propriedades cimentantes.
Este resíduo é utilizado na unidade de craqueamento para quebrar moléculas
de hidrocarbonetos em duas ou mais moléculas. Nesta dissertação o resíduo
utilizado não sofreu qualquer tipo de tratamento.

61
3.1.4. Aditivo superplastificante GLENIUM SP
Líquido branco, livre de cloretos, desenvolvido para a produção de concretos
fluidos, concretos reodinâmicos e concretos de alto desempenho (CAD), geralmente
utilizados na indústria de pré-moldados e concretos protendidos, onde se requer
maior durabilidade e desempenho (BASF, 2012). Este aditivo reduz o fator a/c, a
permeabilidade, a segregação, as fissuras e os tempos de cura e a trabalhabilidade
(BASF, 2012). Para assegurar que as características técnicas do sistema sejam
atendidas, o fabricante informa a utilização do aditivo até 0,8%.
3.2 MÉTODOS
3.2.1. Etapa I: Caracterização e avaliação das matérias primas
a) Areia
Os resultados da análise granulométrica foram realizados segundo a NBR
7211/09, através de peneiramento e sedimentação. A quantidade de material
pulverulento foi determinada conforme a NBR NM 46/03, utilizando duas amostras
de areia secas em estufa a 105 °C por 24 horas.
O teor de impurezas orgânicas húmicas foi determinado pela NBR NM 49/01,
utilizando duas amostras de areia secas ao ar livre, contendo hidróxido de sódio, por
um período de (24 ± 2)h em local escuro comparando-as com a solução padrão que
contém ácido tânico também deixado em ambiente escuro pelo mesmo período.
A massa específica da areia estudada foi determinada pelo método do frasco
de Chapman. Todos os ensaios de caracterização da areia foram realizados nos
laboratórios do GEMAC na UFBA.
b) Cimento
Caracterização granulométrica a laser
A distribuição granulométrica do cimento foi determinada através do ensaio de
difração a laser utilizando o equipamento a laser Cilas – Modelo 1180L. O ensaio foi
realizado no Laboratório de materiais cerâmicos/UFRGS, utilizando-se água.

62
Análise de área superficial específica BET
A área superficial específica das amostras obtidas do cimento foi determinada
através das técnicas isotérmicas de adsorção/dessorção utilizando nitrogênio como
gás adsorvente, após preparação em vácuo à 200 °C por três horas. O método BET
(Brunauer-Emmet-Teller) consiste na adsorção física de um gás inerte a baixas
temperaturas.
A isoterma de BET utiliza modelos que tornam possível avaliar o número de
moléculas adsorvidas na monocamada e consequentemente a área superficial do
sólido. Segundo Faria (2012) esta análise é importante devido à influência na
porosidade e trabalhabilidade dos produtos cimentíceos, relacionado à área de
contato da superfície com os aditivos e a água. O equipamento utilizado para esta
análise foi o Quantachrome, modelo Nova 1000.
Caracterização por microscopia eletrônica de varredura (MEV)
A microscopia eletrônica de varredura é capaz de produzir imagens de alta
resolução da superfície da amostra, podendo-se avaliar a sua estrutura superficial.
Os dados obtidos nesse ensaio foram gerados no Laboratório de materiais
cerâmicos/UFRGS, utilizando-se o equipamento SwiftED 3000 da Oxford
Instruments (X-Ray Microanalysis for Hitachi TM3000).
c) Resíduo Catalítico
Foram avaliados duas amostras de dois lotes distintos do resíduo catalítico, a
fim de se verificar se existia diferença significativa entre as amostras.
Neste trabalho foi nomeado como amostra A o resíduo coletado em julho de
2011 e Amostra B o resíduo coletado em março de 2012.
Determinação da massa específica
Os ensaios foram realizados num picnômetro a gás no Laboratório de
Catálise na UFBA utilizando o equipamento Gas Pycnometer, 1340, Micromeritics.

63
Este ensaio determina o volume verdadeiro de um sólido, mesmo que poroso, por
variação da pressão de gás numa câmara de volume conhecido.
Antes de iniciar a análise propriamente dita, amostra, é seca por 15 minutos a
150°C. Posteriormente é colocada na respectiva câmara e submetida a um processo
de degaseificação que consiste em ciclos de purgas com hélio (Total de dez ciclos),
para remoção de impurezas e umidade que eventualmente possa conter. Logo após
a câmara que contém a amostra é pressurizada até uma pressão P1 (cerca de
19.500 psi).
Seguidamente, a válvula de expansão é aberta e, em consequência, ocorre
um abaixamento de pressão para P2. Admitindo comportamento ideal do hélio, o
volume do sólido pode ser calculado a partir de equações matemáticas. A densidade
é automaticamente calculada pelo aparelho, através da relação entre a massa do
sólido (introduzida como dado de entrada) e o volume derivado da equação.
Caracterização granulométrica a laser
A caracterização granulométrica foi realizada por meio do analisador de
partículas por difração a laser no laboratório da ABCP/SP de acordo com o método
PO – GT – 1043. O método consiste em verter no porta amostra do equipamento a
laser CILAS – Modelo 1064 alguns gramas de amostra suficientes para atingir o
intervalo de concentração recomendado pelo fabricante. A seguir utilizando-se álcool
anidro e ultrassom durante 60 segundos, é efetuada a dispersão da amostra. Uma
bomba peristáltica garante a circulação da amostra no porta amostra. Um fotodiodo
a laser emite feixe de luz que é captado por um sistema óptico que ativa o pó a ser
analisado. Através de medidas de distribuição de energia dos anéis de difração, é
possível a conversão dos sinais em diâmetro de partículas.
Análise de área superficial BET
A área superficial específica das amostras do resíduo catalítico foi
determinada utilizando mesmo método e equipamento descrito no item 3.2.1.2 a.

64
Caracterização por microscopia eletrônica de varredura (MEV) e energia
dispersiva de raio X (EDS)
A microscopia eletrônica de varredura do resíduo catalítico foi realizada
utilizando mesmo método e equipamento descrito no item 3.2.1.2 c.
Análise química por fluorescência de raios X (FRX)
A composição química foi determinada por fluorescência de raio X, utilizando-
se o equipamento SHIMADZU XRF 1800. As amostras foram previamente secas a
110°C durante 24 horas (varredura 20°C/min). Os dados obtidos nesse ensaio foram
gerados no Laboratório de materiais cerâmicos/UFRGS.
Análise mineralógica por difratometria de raio X
A análise foi realizada no laboratório da ABCP/SP. Esta é uma das principais
técnicas de caracterização da microestrutura de materiais cristalinos, devido à
identificação de compostos químicos na amostra. O equipamento utilizado foi o
D/MAX – 2.100 da marca RIGAKU, dotado de tubo de cobre e monocromador de
grafite.
Os raios X ao atingirem a amostra difratam em um cristal desconhecido sem
perda de energia pelos elétrons de um átomo. As medidas dos ângulos de difração
dos raios emergentes podem elucidar a distância dos átomos no cristal e,
consequentemente, a estrutura cristalina. O fóton de raios X não muda sua trajetória
após a colisão, mantendo a mesma fase e energia do fóton incidente.
Termogravimetria (TG) e termogravimétrica derivada (DTG)
Este ensaio busca avaliar o comportamento do material durante o
aquecimento, como perda de massa, transformações de fase e estrutura e variações
dimensionais. Os dados obtidos nesse ensaio foram gerados no Laboratório de
materiais cerâmicos/UFRGS através de medidas da quantidade de calor gerada e
sua influência na cinética das reações. Foi realizado através de análises
termogravimétricas (TG) e termogravimétrica derivada (DTG).

65
As amostras do resíduo catalítico foram aquecidas até 1100 °C, com taxa de
aquecimento de 10 °C/min em atmosfera de ar sintético, utilizando-se o equipamento
da Mettler Toledo TGA/SDTA 851e.
Avaliação do risco ambiental do resíduo
O ensaio de lixiviação foi realizado de acordo com a NBR 10005/04 que fixa
os requisitos exigíveis para a obtenção de extrato lixiviado de resíduos sólidos,
visando diferenciar os resíduos classificados pela ABNT NBR 10004/04 como classe
I – perigosos - e classe II – não perigosos. É um processo que determina a
capacidade de transferência de substâncias orgânicas e inorgânicas presentes no
resíduo sólido, por meio de dissolução no meio extrator.
Foram utilizados 100g do material sólido. A amostra fragmentada foi
colocada em um frasco de 2L com 1600 ml de água deionizada, na proporção 16:1.
O pH foi ajustado em 5 ± 0,2, com ácido acético para os tempos de 15, 30 e 60 min,
contados a partir do final da etapa anterior. O ensaio de lixiviação teve a duração de
24 horas, sob agitação. No final deste período, filtrou-se a amostra. O extrato obtido
do lixiviado foi submetido à análise química por ICP. O equipamento utilizado foi um
Perkin-Elmer Optima™ 7300 DV ICP-OES.
O ensaio de solubilização foi realizado baseado na NBR 10006/04, fixando os
requisitos exigíveis para obtenção de extrato solubilizado de resíduos sólidos,
visando diferenciar os resíduos classificados na ABNT NBR 10004/04 como classe II
A - não inertes – e classe II B – inertes.
Foram utilizados 100g do material sólido. A amostra fragmentada foi colocada
em um frasco de 2L com 1600 ml de água deionizada, na proporção 16:1. O ensaio
de solubilização teve a duração de sete dias. No final deste período, filtrou-se a
amostra. O extrato obtido do solubilizado foi submetido à análise química por ICP. O
equipamento utilizado foi um Perkin-Elmer Optima™ 7300 DV ICP-OES.
Os ensaios foram realizados no Laboratório de materiais cerâmicos/UFRGS.

66
3.2.1. Etapa II: Avaliação da influência da substituição parcial do
cimento por resíduo catalítico
Com o intuito de cumprir os objetivos específicos propostos, foram realizadas
misturas para a produção de pastas e argamassas de acordo com o método do
ACI/ABCP que se caracteriza por uma metodologia de dosagem experimental
adaptado pela Associação Brasileira de Cimento Portland (ABCP) às condições
brasileiras para cumprimento da NBR 7211/09.
As dosagens para as pastas e argamassas foram fixadas de modo a se obter
três diferentes fatores (água/sólidos) 0,4; 0,5; 0,6, em função das relações habituais
de argamassas para concreto, porém mantendo a massa especifica aparente seca
constante. Este mesmo procedimento foi repetido para uma mesma formulação, de
modo a variar os teores de substituição do resíduo de 0 – 40% mantendo constantes
os fatores (água/sólidos). Ou seja; obteve-se famílias de curvas com os mesmos
fatores (água/aglomerantes) e diferentes valores da densidade aparente, de modo a
ser possível a comparação dos resultados obtidos para uma mesma formulação bem
como a comparação entre as diversas formulações para que se possa avaliar o
efeito de substituição do resíduo em estudo na massa do cimento.
Foi definido como parâmetro de trabalhabilidade, o índice de consistência
obtido por meio do ensaio de acordo com a NBR13276/02, de forma que a
plasticidade fosse aproximadamente 230 mm, conforme Figura 6.
Figura 6 – Determinação do índice de consistência.
Para obter a consistência foi utilizado o plastificante em substituição a massa
do cimento, de forma a atender o limite máximo do fabricante de 0,8%.

67
As misturas não moldáveis não atingiram o valor mínimo de plasticidade
estabelecido no trabalho, mesmo utilizando a porcentagem máxima de aditivo. As
que não necessitaram da aplicação do aditivo possuíam índice de consistência
acima de 230 mm, dispensando assim o uso do mesmo. Na Tabela 3 estão descritas
as porcentagens de incorporação do plastificante para cada mistura.
Tabela 3 – Porcentagens de aditivo incorporado e índice de consistência.
a/c
0% 10% 20% 30% 40%
C(mm) A C(mm) A C(mm) A C (mm) A C (mm) A
0,4 242 0,2 272 0,6 * - * - * -
0,5 286 - 284 - 270 0,15 264 0,4 * -
0,6 370 - 357 - 320 - 260 - 243 -
Simbologia: * = Não moldável (descartado); - = Não necessitou a aplicação de aditivo;
C = Índice de consistência; A= Porcentagem de aditivo.
a) Pastas
O procedimento utilizado para produzir as pastas foi colocar a água no
misturador mecânico com capacidade para cinco litros, posteriormente toda a parte
seca (Cimento/resíduo), e por fim, o superplastificante. A mistura foi realizada
inicialmente na velocidade baixa por 30s. Após esse tempo alterou-se para a
velocidade alta por mais 30s. Após esse tempo, o misturador foi desligado durante 1
min e 30s. Com o auxílio de uma espátula, foi retirada a pasta que ficou aderida na
parede da cuba. Logo após esse período de descanso a pasta foi misturada por
mais 1 min em velocidade alta.
Difratometria de Raios X
As fases cristalinas presentes foram identificadas através da análise por difração
de raios X, com o auxílio do software X'Pert HighScore, utilizando um equipamento
Philips (modelo X’Pert MPD) operando a 40 kV e 40 mA, com radiação padrão. A
análise foi realizada no Laboratório de materiais cerâmicos/UFRGS a uma taxa de
0,05 ºC/ min, com um passo de 1 segundo em uma faixa de 5 – 75 °C.

68
Análise térmica diferencial (ATD), termogravimetria (TG) e termogravimétrica
derivada (DTG)
Foram preparadas amostras contendo de 0 – 30% de substituição em massa de
catalisador residual por cimento, realizando-se primeiramente a mistura do cimento e
do resíduo até obter homogeneização, a água foi sendo colocada gradualmente
colocada. As pastas foram acondicionadas em sacos plásticos até a idade de 28
dias para realização do ensaio.
As análises foram realizadas no Laboratório de materiais cerâmicos/UFRGS.
As amostras foram submetidas a aquecimento variando de 30 °C até 1100 °C, com
taxa de aquecimento de 10 °C/min em atmosfera de ar sintético, utilizando-se o
mesmo método e equipamento descrito no item 3.2.1.3 e.
São encontrados nas curvas DTG três picos característicos de perda de
massa. O primeiro pico é caracterizado pela decomposição da etringita e C-S-H, o
segundo pico pela desidroxilação do CH e o último pico pela decomposição do
carbonato de cálcio.
Segundo Faria (2012) a decomposição da etringita e do C-S-H, são
identificadas por meio de picos exotérmicos variando de 80 – 130°C.
Nas temperaturas entre 180 – 240°C, ocorre a desidratação de C-A-H e C-A-
S-H, segundo Payá et al. (2003a). De acordo com Cunha (2012), o pico
característico da decomposição do hidróxido de cálcio e do carbonato de cálcio
ocorrem respectivamente entre 350 – 450°C e 550 – 750°C.
Para a análise das perdas de água quimicamente combinada do CH e
hidratos, foi utilizado o método de Gonçalves et al. (2006) no qual se analisa as
curvas termogravimétricas das pastas obtidas em função da base calcinada (massa
a 1.000 °C). A partir dessas curvas, foram identificados os valores relativos de perda
de massa das pastas na temperatura de 80°C, conforme preconizado por Faria
(2012), nas temperaturas inicial e final de decomposição do hidróxido de cálcio e na
temperatura de 1000°C.
A partir desses dados foram calculados os parâmetros RHC, TH e OH para
cada pasta, dados pelas Equações 3.1, 3.2 e 3.3, respectivamente.
69
RHC = Mtich - Mtfch
M1000°C
(3.1)
TH = M105°C - Mtfch
M1000°C
(3.2)
OH = TH-RHC (3.3)
Onde:
RHC: quantidade de água quimicamente combinada relativamente ao
hidróxido de cálcio em relação à perda de massa a 1.000 °C;
Mtich: massa referente à temperatura inicial do pico característico ao CH (%);
Mtfch: massa referente à temperatura final do pico característico ao CH (%);
TH: quantidade de água quimicamente combinada dos hidratos entre 80°C e
a temperatura final do pico característico ao CH (%);
M80°C: massa referente à temperatura de 80°C (%);
M1.000°C: massa referente à temperatura de 1.000 °C (%);
OH: diferença entre a quantidade de água quimicamente combinada entre
80°C - temperatura final do CH e a água combinada inerente ao CH.
Elevação semi-adiabática de temperatura de pastas contendo resíduo
catalítico
A avaliação da elevação semi-adiabática da temperatura de pastas contendo
resíduo de FCC tem como objetivo avaliar a perda de calor durante o ensaio,
permitindo a posterior compensação numérica durante o cálculo do calor gerado.
Essas análises foram realizadas no laboratório do GEMAC na UFBA, utilizando um
calorímetro da marca Visomes e pasta de cimento no traço 1:0,5 (cimento: água),
variando o teor de substituição em massa do cimento de 0 – 30%.
O ensaio foi feito em pasta e apenas para um valor de relação água/cimento,
para que fosse possível perceber o efeito da substituição na elevação de
temperatura das amostras. Não foi realizado o ensaio para a mistura com
porcentagem de substituição de 40% em massa do resíduo pelo cimento, devido à

70
determinação do índice de consistência adotado neste trabalho de 230 mm, que não
foi atingido por essa mistura.
Em virtude do equipamento ter a limitação de medição da temperatura de 100
°C, foi estabelecido que todas as misturas seriam avaliadas até próximo ao período
de tempo em que foi obtido o limite térmico na amostra de referência, que neste
caso foi de 10 horas.
b) Argamassas
Para a produção de argamassas, foi definido o traço 1: 2 (cimento: areia), em
massa, variando a relação a/c. Para a relação a/c de 0,4, apenas foi possível moldar
a argamassa de referência e a mistura contendo 10% de substituição. Na relação a/c
de 0,5 as misturas foram moldadas variando o teor de substituição de 0 – 30%. Para
relação a/c de 0,6, foi possível a moldagem de todas as misturas que variaram o teor
de 0 – 40%.
As argamassas foram misturadas mecanicamente em betoneira com
capacidade de 120L, respeitando as etapas: (a) Colocação de uma parte da água na
betoneira; (b) Homogeneização da parte seca: cimento, areia e resíduo, inserindo
gradualmente na betoneira; (c) Adição da segunda parte da água.
O tempo de mistura das argamassas foi de um minuto e meio, exceto para as
misturas com relação a/c de 0,4, a mistura contendo 40% de substituição com
relação a/c de 0,6 e a mistura contendo 30% de substituição com relação a/c de 0,5.
Os corpos de prova foram adensados mecanicamente através de uma mesa
vibratória e expostas à temperatura ambiente por um período médio de 24 horas,
sendo desmoldados e colocados seguidamente na cura com cal até completar as
idades de 1, 3, 7, 28 e 91 dias.
Determinação das propriedades mecânicas
A determinação da resistência à compressão axial foi realizada de acordo
com a NBR 7215/96. A determinação da resistência a tração por compressão
diametral foi realizada de acordo com a NBR 7222/94.
Para cada fator (água/aglomerantes) foram confeccionados quarenta corpos
de prova por batelada, sendo vinte destinados ao ensaio de resistência por

71
compressão axial e vinte para a compressão diametral, sendo rompidos quatro
corpos de prova por idade (um, três, sete, 28 e 91 dias) mostrados na Figura 7.
Os corpos de prova foram rompidos na Prensa Hidráulica Universal
eletromecânica WPM com capacidade máxima de 300 toneladas força. Os corpos
de prova foram submetidos ao ensaio de resistência à compressão simples, com
velocidade constante igual a 0,5 mm/min. As medidas de carga foram obtidas por
um anel dinanométrico fixado a prensa com capacidade máxima de 10 toneladas.
Foi calculada uma média com os resultados e apresentados em tabela com
tratamento estatístico.
a) Esquema do ensaio à compressão axial. b) Esquema do ensaio a tração por compressão
diametral.
Figura 7 – Figuras do esquema de ensaio a resistência.

72
4 RESULTADOS E DISCUSSÃO
4.1 ETAPA I: CARACTERIZAÇÃO E AVALIAÇÃO DAS MATÉRIAS PRIMAS
4.1.1. Cimento Portland
As propriedades físicas e químicas do cimento CPV - ARI utilizado atendem
as especificações da NBR 5733/91 e foram fornecidas pelo fabricante, sendo
descritas na Tabela 4 e Tabela 5.
Tabela 4 – Composição química e resistência à compressão.
(Dados fornecidos pelo fabricante).
Composição Química (%) Resistência à Compressão
(MPa)
Perda ao fogo 3,92 1 dia 18,05
RI 1,49 3 dias 30,88
SO3 3,46 7 dias 34,34
CaO livre 2,14 28 dias 45,44
Tabela 5 – Finura, Expansibilidade, Pega e Consistência do cimento.
(Dados fornecidos pelo fabricante).
Finura Expansibilidade Pega Consistência
Massa
específica
(g/cm³)
Blaine
(cm²/g)
# 325
(%)
# 200
(%) Quente (mm)
Início
(min)
Fim
(min) Normal (%)
3,11 4.200 3,10 0,15 0,50 145 210 28,80
a) Caracterização granulométrica a laser
A caracterização granulométrica a laser demonstrou que as partículas
possuem diâmetro médio de 18,06 µm, 10% destas encontram-se com diâmetro
abaixo de 2,28 µm e 90% encontra-se com diâmetro abaixo de 35,86 µm (Ver Figura
8).

73
Figura 8 – Distribuição granulométrica do cimento.
b) Análise de área superficial específica (BET) e microscopia eletrônica de
varredura (MEV).
O cimento apresenta área superficial de 2,044 m2/g, analisadas por BET. As
microscopias eletrônicas de varredura do cimento (Figura 9 a Figura 12) mostram
que o cimento apresenta partículas não esféricas. Segundo Cunha (2012)
provavelmente essa forma se deve a sua constituição que em sua maioria é de
clínquer moído.
Figura 9 – MEV do cimento. Aumento 500x. Figura 10 – MEV do cimento. Aumento 1000x.

74
Figura 11– MEV do cimento. Aumento 2000x. Figura 12 – MEV do cimento. Aumento 5000x.
4.1.2. Areia
A composição granulométrica dos agregados influencia diretamente na dosagem das argamassas devido ao consumo de água e cimento. A
Figura 13 demonstra a curva da zona utilizável inferior. Os limites da
distribuição granulométrica do agregado são estabelecidos pela NBR 7211/09.
Figura 13 – Curva granulométrica da areia.
Os valores dos ensaios de caracterização da areia são demonstrados na
Tabela 6. Para a análise do percentual de impurezas orgânicas, as amostras de
areia apresentaram uma coloração mais clara que a as amostras padrão,
encontrando-se dentro do limite aceitável. A quantidade de material pulverulento foi

75
determinada conforme a NBR NM 46/03, os valores obtidos estão de acordo do com
os valores aceitáveis segundo a NBR 7211/09, inferiores a 5%.
Tabela 6 – Caracterização da areia.
Materiais Pulverulentos 4,38%
Massa Específica 2,62 g/ cm3
Impurezas Orgânicas Dentro do aceitável
Granulometria Módulo de finura: 1,52
Dimensão Máxima Característica: 2,36 mm
4.1.3. Resíduo Catalítico
a) Determinação de massa específica por picnometria a gás hélio e
caracterização granulométrica a laser
Para a amostra A, a massa específica foi de 2,76 (g/ cm3) e a amostra B
obteve 2,72 (g/ cm3). Nota-se que a diferença entre as amostras não é expressiva,
em torno de 1,45%.
A dimensão média da partícula do resíduo catalisador da amostra A foi
definida através do ensaio de granulometria por difração a laser apresentados na
Figura 14. As partículas possuem dimensão média de 89,99 (µm), 10% destas
encontram-se com diâmetro abaixo de 60,62 (µm) e 90% encontra-se com diâmetro
abaixo de 135,60 (µm). O material retido na peneira 45 µm foi de 1,5 %.
Nota-se que a dimensão média das partículas do resíduo são bem maiores
que a do cimento (18,06 µm). A finura afeta a reatividade com a água, quanto mais
grosso o material mais demorada será sua reação.
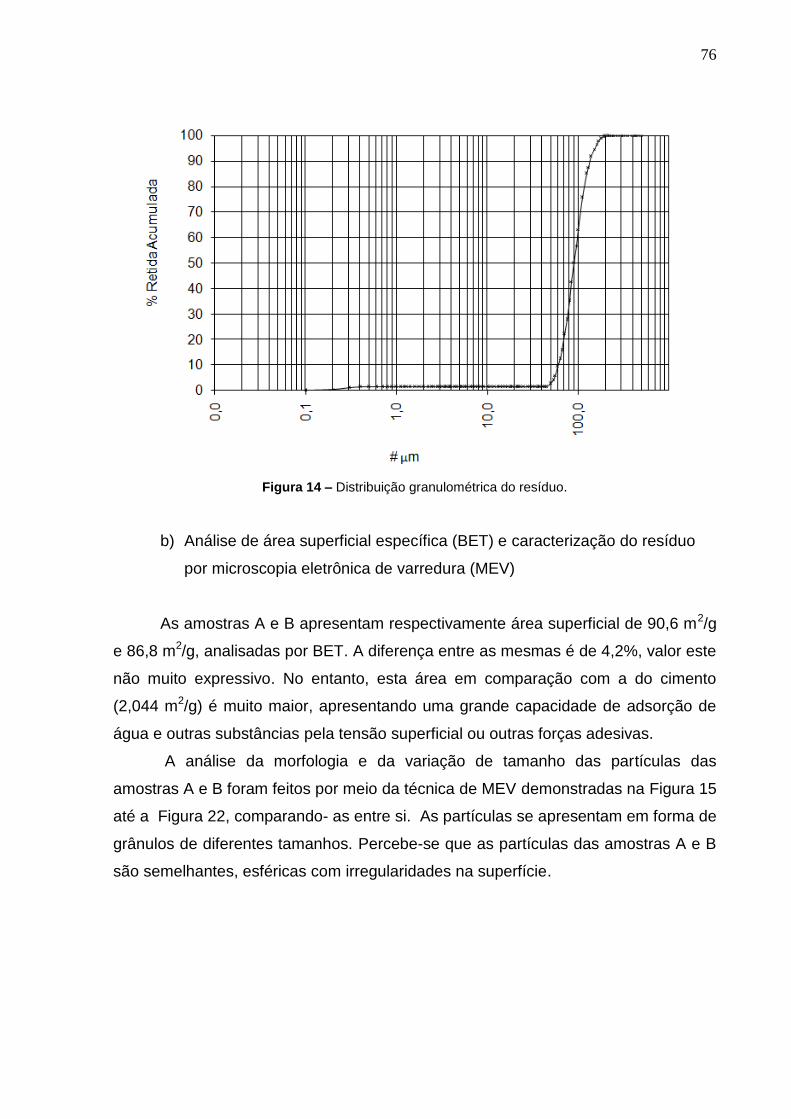
76
Figura 14 – Distribuição granulométrica do resíduo.
b) Análise de área superficial específica (BET) e caracterização do resíduo
por microscopia eletrônica de varredura (MEV)
As amostras A e B apresentam respectivamente área superficial de 90,6 m2/g
e 86,8 m2/g, analisadas por BET. A diferença entre as mesmas é de 4,2%, valor este
não muito expressivo. No entanto, esta área em comparação com a do cimento
(2,044 m2/g) é muito maior, apresentando uma grande capacidade de adsorção de
água e outras substâncias pela tensão superficial ou outras forças adesivas.
A análise da morfologia e da variação de tamanho das partículas das
amostras A e B foram feitos por meio da técnica de MEV demonstradas na Figura 15
até a Figura 22, comparando- as entre si. As partículas se apresentam em forma de
grânulos de diferentes tamanhos. Percebe-se que as partículas das amostras A e B
são semelhantes, esféricas com irregularidades na superfície.

77
Figura 17 – MEV do resíduo A. Aumento 1000x. Figura 18 – MEV do resíduo B. Aumento 1000x.
Figura 19 – MEV do resíduo A. Aumento 2000x. Figura 20 – MEV do resíduo B. Aumento 2000x.
Figura 15 – MEV do resíduo A. Aumento 500x. Figura 16 – MEV do resíduo B. Aumento 500x.

78
c) Análise EDS do resíduo catalítico
A análise EDS da amostra A e B são apresentadas respectivamente na Figura
24 e na Figura 26. A partir deste ensaio percebe-se nas amostras superficialmente a
presença de: Carbono, Oxigênio, Sódio, Alumínio, Sílica, Fósforo, Enxofre, Potássio,
Cálcio, Vanádio, Ferro, Níquel e Lantânio.
Figura 23 – Análise pontual do resíduo A.
Figura 21 – MEV do resíduo A. Aumento 5000x. Figura 22 – MEV do resíduo B. Aumento 5000x.

79
Figura 24 – Análise EDS do resíduo A.
Figura 25 – Análise pontual do resíduo B.
Figura 26 – Análise EDS do resíduo B.

80
d) Análise química por fluorescência de raios X
A composição química encontrada nas duas amostras não foram dispares em
valores expressivos, conforme apresentado na Tabela 7, no qual pode-se notar
maiores teores de óxidos de sílica, alumínio e lantânio.
Segundo a NBR 12653/92 a porcentagem mínima de SiO2 + Al2O3 + Fe2O3 é
70% para as classe N no qual se enquadra o resíduo. Os valores respectivos desta
soma para a amostra A e B equivale a 91,03% e 90,46%.
Tabela 7 – Análise química e módulos de dosagem.
Composição Química Teor
Amostra A Amostra B
SiO2 54.71 % 54,70 %
Al2O3 34.52 % 34,05 %
La2O3 2.79 % 2,69 %
Fe2O3 1.80 % 1,71 %
P2O5 1.19 % 1,08 %
V2O5 0.94 % 1,06 %
CaO 0.55 % 0,27 %
TiO2 0.46 % 0,46 %
SO3 0.19 % 0,21 %
Na2O 0.17 % 0,18 %
K2O 0.12 % 0,14 %
CO2O3 0.07 % 0,07 %
ZnO 0.03 % 0,03 %
ZrO2 0.03 % 0,03 %
SrO 0.02 % 0,02 %
CO2 2.40 % 3,22 %
e) Análise mineralógica por difratometria de raio X
Com base no difratograma da Figura 27 gerado pela análise mineralógica
realizado com a amostra A do resíduo, observa-se que esta é constituída pelo
mineral faujasita (mineral de zeólita) com fórmula química aproximada
Na1,88Al2Si4,8O13,549H2O e por material amorfo ou mal cristalizado evidenciado pela
presença de um halo amorfo 2θ 15° e 35°.

81
Figura 27 – Difratograma da amostra A: refinaria (zeólita).
A Faujasita é uma zeólita, ou seja, substância cristalina formada basicamente
de alumina e sílica, com uma estrutura caracterizada por uma rede tridimensional de
tetraedros conectados (Figura 28), cada um consistindo de quatro átomos de
oxigênio ao redor de um cátion, conectados em forma de gaiolas onde moléculas de
água e cátions, não pertencentes à rede, e que são trocáveis, passam de forma
desordenada. Essa rede pode ser interrompida por grupos (OH-) ou átomos de
Flúor, que ocupam os vértices dos tetraedros e que não são compartilhados com os
tetraedros adjacentes. (Petry et al.)
Figura 28 – Estrutura Molecular da Faujasita.
FONTE: Petry et al.

82
f) Termogravimetria (TG) e termogravimétrica derivada (DTG)
A Figura 29 apresenta a curva TG/DTG do resíduo catalítico. A identificação
das fases foi realizada através dos picos característicos na curva, onde pode-se
observar a perda de massa em função da elevação da temperatura até 1000°C.
A perda de massa total do resíduo foi de 2,58%, devido à quantidade de água
quimicamente combinada da faujasita.
0 100 200 300 400 500 600 700 800 900 1000
Temperatura (ºC)
80
85
90
95
100
Pe
rda
de
ma
ssa
(%
)
TG
DTG
0.001
0
-0.001
-0.002
-0.003
De
riv
ma
ssa
\min
-1
Figura 29 – Curvas TG / DTG do resíduo catalítico.
g) Avaliação do risco ambiental
Os resultados da avaliação do risco ambiental estão descritos na Tabela 8.
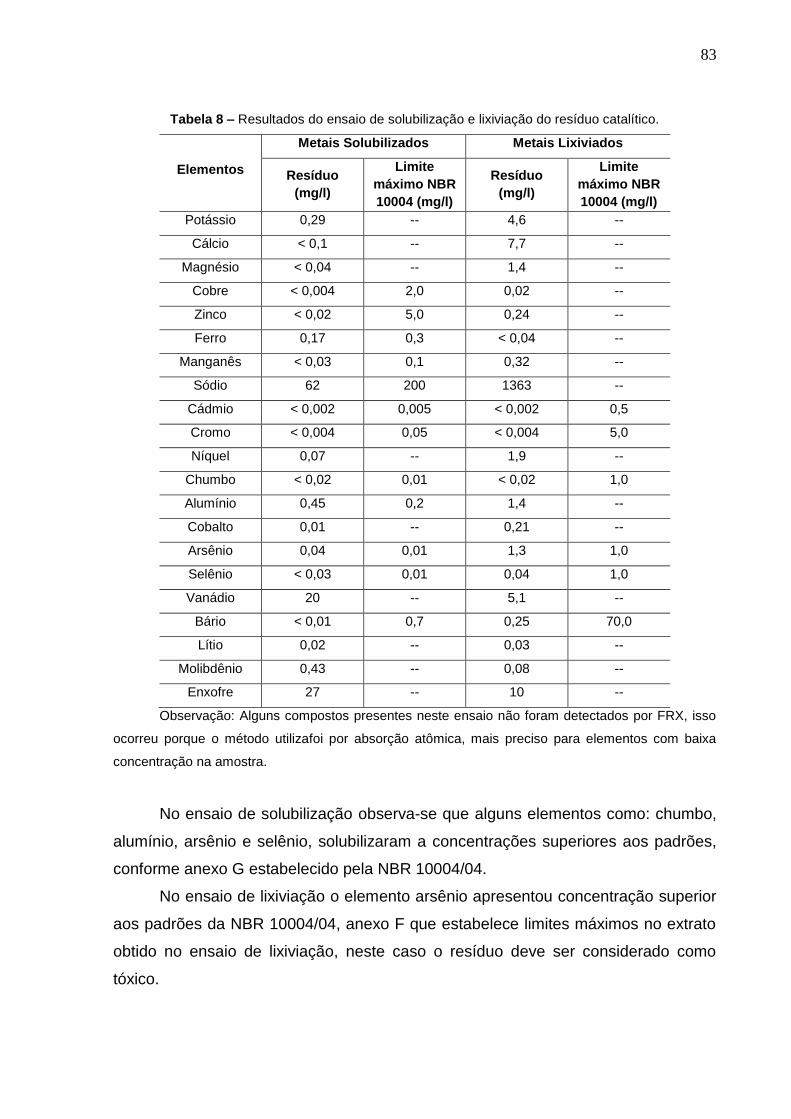
83
Tabela 8 – Resultados do ensaio de solubilização e lixiviação do resíduo catalítico.
Elementos
Metais Solubilizados Metais Lixiviados
Resíduo
(mg/l)
Limite
máximo NBR
10004 (mg/l)
Resíduo
(mg/l)
Limite
máximo NBR
10004 (mg/l)
Potássio 0,29 -- 4,6 --
Cálcio < 0,1 -- 7,7 --
Magnésio < 0,04 -- 1,4 --
Cobre < 0,004 2,0 0,02 --
Zinco < 0,02 5,0 0,24 --
Ferro 0,17 0,3 < 0,04 --
Manganês < 0,03 0,1 0,32 --
Sódio 62 200 1363 --
Cádmio < 0,002 0,005 < 0,002 0,5
Cromo < 0,004 0,05 < 0,004 5,0
Níquel 0,07 -- 1,9 --
Chumbo < 0,02 0,01 < 0,02 1,0
Alumínio 0,45 0,2 1,4 --
Cobalto 0,01 -- 0,21 --
Arsênio 0,04 0,01 1,3 1,0
Selênio < 0,03 0,01 0,04 1,0
Vanádio 20 -- 5,1 --
Bário < 0,01 0,7 0,25 70,0
Lítio 0,02 -- 0,03 --
Molibdênio 0,43 -- 0,08 --
Enxofre 27 -- 10 --
Observação: Alguns compostos presentes neste ensaio não foram detectados por FRX, isso
ocorreu porque o método utilizafoi por absorção atômica, mais preciso para elementos com baixa
concentração na amostra.
No ensaio de solubilização observa-se que alguns elementos como: chumbo,
alumínio, arsênio e selênio, solubilizaram a concentrações superiores aos padrões,
conforme anexo G estabelecido pela NBR 10004/04.
No ensaio de lixiviação o elemento arsênio apresentou concentração superior
aos padrões da NBR 10004/04, anexo F que estabelece limites máximos no extrato
obtido no ensaio de lixiviação, neste caso o resíduo deve ser considerado como
tóxico.

84
No anexo B da NBR 10004/04, no item refino de petróleo não há referência ao
resíduo catalítico proveniente do processo de craqueamento catalítico em leito
fluidizado. Recomenda-se que na revisão desta norma inclua-se este processo por
conter resíduos que são lixiviados e no processo de descarte podem causar danos
ao meio ambiente.
Percebe-se através dos resultados que o resíduo possui características de
toxicidade, sendo classificado como Resíduo Perigoso Classe I de acordo com a
NBR 10004/04. Entretanto, Guilhermino (2008) por meio dos ensaios de lixiviação e
solubilização seguindo recomendações da NBR 10005/04 e da NBR 10006/04 para
avaliação do risco ambiental do resíduo catalítico, obteve resultados que
demonstraram que o resíduo pode ser classificado como II B – Inerte e, considerado
como material não tóxico ou não perigoso. Conforme os resultados da análise, em
Su et al. (2000) indicam que estes catalisadores residuais devem ser classificados
também como resíduos industriais não perigosos.
Essa diferença provavelmente é devido ao tipo de petróleo refinado, que
possuem composições diferentes de cada poço que é originado.É importante
ressaltar que o catalisador residual em estudo apresenta mudanças na composição
e características específicas às cargas processadas em cada refinaria em função da
mudança dos lotes de petróleo recebidos. Na Tabela 9, são apresentados os efeitos
causados pelas substâncias que ultrapassaram os limites padrões para o ensaio de
risco ambiental do resíduo.
Tabela 9 – Metais e semimetais solubilizados e lixiviados e suas respectivas fontes de riscos. Fonte:
USEPA (2012).
Metais Efeitos
Alumínio Danos ao sistema nervoso central. perda de memória.
Arsênio Dermatite, faringite, conjuntivite, e rinite, efeitos gastrintestinais, distúrbios do
sistema nervoso, anemia, neuropatia periférica, lesões de pele,
hiperpigmentação, lesões vasculares, câncer e abortos espontâneos.
Chumbo
Anemia renal, problemas reprodutivos e deficiências neurológicas, como
convulsões, retardo mental e / ou distúrbios comportamentais, alterações
fundamentais em transferência enzimática de energia e outros processos no
corpo. Danos no sistema nervoso central ou crescimento lento. O chumbo pode
também contribuir para a osteoporose em mulheres pós-menopáusicas.
Selênio Danos ao sistema nervoso periférico, fadiga e irritabilidade, queda de cabelo e
unha; danos ao rim e fígado, sistemas nervoso e sistemas circulatórios.

85
As substâncias enxofre e vanádio chamam a atenção no ensaio de risco
ambiental devido à grande quantidade lixiviada e solubilizada.
Segundo USEPA (2012), grandes concentrações de vanádio no organismo
pode causar irritação do trato respiratório superior caracterizada por rinite,
hemorragia, chiado nasal, conjuntivite, tosse, dor de garganta e dor no peito.
O enxofre de acordo com Teves (2003) pode ser nocivo se ingerido ou
inalado e causar náuseas, dor de cabeça, inconsciência em casos severos, além de
causar irritações no olho, pele e trato respiratório. A exposição prolongada pode
provocar doença pulmonar crônica e sinusite.
Recomenda-se que na revisão da NBR 10004/04 inclua-se estas substâncias
que no processo de descarte podem causar danos à saúde e ao meio ambiente.
4.2 ETAPA II: AVALIAÇÃO DA INFLUÊNCIA DA SUBSTITUIÇÃO PARCIAL
EM MASSA DO CIMENTO POR RESÍDUO CATALÍTICO
4.2.1. Pastas
a) Análise térmica diferencial (ATD), termogravimetria (TG) e
termogravimétrica derivada (DTG)
As análises foram realizadas utilizando amostras contendo de 0 – 30% de
substituição de cimento por resíduo catalítico para a idade de 28 dias.
As curvas TG e DTG das pastas estão apresentadas na Figura 30 e as curvas
DTA na Figura 31.
Nas curvas DTA é possível notar os picos endotérmicos característicos das
decomposições que ocorrem, CH no intervalo de temperatura de 410 – 480°C, e
decomposição das fases carbonáticas na faixa de 480 – 900°C.
As perdas de massa totais nas pastas contendo 0%, 10%, 20% e 30% de
substituição foram respectivamente: 10,14%, 10,20%, 9,74% e 9,45%. Nota-se que
a perda totais nas misturas não foram expressivas.
A partir das curvas (REF, 10%, 20% e 30%) foram calculados os parâmetros
RHC, TH e OH.

86
0 100 200 300 400 500 600 700 800 900 1000
Temperatura (ºC)
80
85
90
95
100
Pe
rda
de
ma
ssa
(%
)
REF
10%
20%
30%
-0.008
-0.004
0
0.004
0.008
0.012
De
riv
ma
ssa
\min
-1
Figura 30 – Curvas TG / DTG das amostras de pasta de cimento: 0%, 10%, 20%, 30%.
0 100 200 300 400 500 600 700 800 900 1000
Temperatura (ºC)
-2
-1.8
-1.6
-1.4
-1.2
-0.8
-0.6
-0.4
-0.2
Va
ria
ção
de
tem
pe
ratu
ra (
ºC)
REF
10%
20%
30%
Figura 31 – Curvas DTA das amostras de pasta de cimento: 0%, 10%, 20%, 30%.
Na Figura 32 são apresentadas a evolução do teor de água quimicamente
combinada relativo ao hidróxido de cálcio e o parâmetro RHC. Nota-se que nas

87
pastas contendo resíduo a quantidade de água quimicamente combinada no CH é
inferior ao de referência. Essa quantidade diminui proporcionalmente à quantidade
de substituição do resíduo por cimento, com reduções de 15%, 28% e 39% da água
quimicamente combinada para as substituições de cimento em 10%, 20% e 30% em
relação à pasta de referência. As diferenças entre os percentuais de redução em
função do aumento do teor de resíduo são de 5%, 8% e 9% demonstrando um baixo
grau de reatividade pozolânica.
Com relação ao parâmetro TH (Figura 32), é possível notar no gráfico que
praticamente não houve variação na água combinada dos hidratos (3%, -1% e 2%
para as substituições de cimento em 10%, 20% e 30% em relação à pasta de
referência). Reforçando o baixo grau de reatividade pozolânica mencionado
anteriormente.
Figura 32 – Evolução do teor de água combinada RHC, TH e OH.
Tabela 10 – Parâmetros TH, RHC e OH.
Parâmetros REF 10% 20% 30%
W (80°c) 98,4 98,32 98,41 98,57
Winic CH 93,69 93,27 93,39 93,44
Wfin CH 92,45 92,21 92,49 92,68
W (1000°c) 89,86 89,8 90,27 90,56
TH (%) 6,62 6,80 6,56 6,50
RHC (%) 1,38 1,18 1,00 0,84
OH = TH – CH
5,24 5,62 5,56 5,66

88
a) Difratometria de Raios X
Com base no difratograma de raio X da Figura 33, observa-se a ocorrência de
estruturas cristalinas contendo SiO2 nas três amostras, em picos semelhantes, esse
óxido é proveniente do catalisador residual, que se comporta como material inerte na
mistura não reagindo pozolanicamente, conforme resultados da termogravimetria.
Foi encontrada também presença de hidróxido de cálcio na amostra, que decorre
das reações de hidratação do cimento.
Figura 33 – Difratograma de raio X das pastas.
b) Elevação semi-adiabática da temperatura de pastas contendo resíduo
catalítico
A análise da temperatura se iniciou a partir da colocação das misturas no
aparelho, não sendo possível medir no instante inicial do contato com a água,
devido ao tempo demandado para se colocar as amostras dentro da cuba do
calorímetro.
Pode-se notar no gráfico da Figura 34 que houve pouca variação de
temepratura do momento inicial até o tempo de 300 minutos de ensaio , já que o
resíduo potencialmente não reage como demonstrado nos ensaios

89
termogravimétricos e na Tabela 10, onde a quantidade de água quimicamente
combinada relativamente ao hidróxido de cálcio em relação à perda de massa a
1.000 °C praticamente não varia.
A partir da quinta hora pode-se observar que todas as misturas obtiveram
temperaturas inferiores em relação a pasta de referência, obtendo redução do calor
de hidratação em função do teor de substituição, ou seja, quanto maior o teor de
resíduo menor a temperatura após o tempo de 300 minutos, possivelmente devido à
dimimuição da quantidade de cimento utilizado.
Figura 34 –Gráfico da variação de temperatura em função do tempo.
Figura 35 –Gráfico da (variação de temperatura/variação do tempo) em função do tempo.

90
4.2.2. Argamassas
a) Determinação das propriedades mecânicas
As propriedades mecânicas avaliadas neste trabalho foram resistência a
compressão axial e diametral, conforme mostrado a seguir. As propriedades
mecânicas definem o comportamento do material quando sujeitos à esforços
mecânicos, compreendendo a resposta dos materiais às influências mecânicas
externas, manifestadas pela capacidade de desenvolverem deformações reversíveis
e irreversíveis, e resistirem à fratura.
Resistência à Compressão Axial
Os resultados de resistência a compressão para os traços com relação a/c =
0,6; 0,5; 0,4 e teor de substituição de 0 – 40% pelo resíduo catalítico para as idades
são apresentados nos gráficos da Figura 36, Figura 37 e Figura 38.
Figura 36 – Resistências à compressão axial (a/c = 0,6).
Tabela 11 – Média e Coeficiente de variação (a/c = 0,6).
Idade (dias)
0% 10% 20% 30% 40%
fc C.V. % fc C.V. % fc C.V. % fc C.V. % fc C.V. %
1 7,90 6,25 3,71 6,19 2,56 7,51 2,46 7,05 1,92 8,48
3 15,01 4,10 11,00 2,78 6,23 4,65 6,94 6,74 4,37 7,21
7 20,30 6,90 16,96 6,31 12,11 5,77 10,62 7,19 6,79 4,47
28 24,64 1,55 26,17 2,30 19,02 2,13 17,63 7,11 12,68 2,20
91 28,15 0,47 28,36 3,54 24,73 6,25 23,55 2,07 18,43 1,98

91
Na Figura 36 a mistura contendo 10% de substituição apresenta após 28 dias
valor superior ao de referência em 6,21% e aos 91 dias valor superior em 0,74%.
Nas misturas contendo 20% e 30% de substituição o comportamento ao longo das
idades foi semelhante, porém com desempenho inferior ao de referência em 22,81%
e 28,45% respectivamente aos 28 dias e 12,15% e 16,34% respectivamente aos 91
dias, esse acréscimo de resistência é devido à evolução das reações de hidratação
do cimento com a idade. Os coeficientes de variação mostrados na Tabela 11 foram
todos inferiores a 15%, mostrando a baixa dispersão entre os resultados.
A argamassa com 40% de substituição obteve o pior desempenho em relação
ao de referência, sendo inferior a 48,53% aos 28 dias e 34,53% aos 91 dias.
0
10
20
30
40
50
1 dia 3 dias 7 dias 28 dias 91 dias
Re
sist
ên
cia
a co
mp
ress
ão (
MP
a)
Idades
0%
10%
20%
30%
Figura 37 – Resistências à compressão axial (a/c = 0,5).
Tabela 12 – Média e Coeficiente de variação (a/c = 0,5).
Idade (dias)
0% 10% 20% 30%
fc C. V. % fc C. V. % fc C. V. % fc C. V. %
1 8,73 8,85 8,37 4,32 9,40 3,87 6,23 2,35
3 17,72 10,45 18,24 5,51 15,89 6,47 13,60 2,75
7 21,31 5,39 25,34 3,79 23,59 2,77 16,88 5,04
28 29,89 9,18 34,76 4,49 29,32 3,89 23,81 4,14
91 34,19 2,99 45,65 6,75 42,78 7,14 31,19 5,79
Na Figura 37, a misturas de 10% foram superiores ao de referência em
16,29% aos 28 dias e 33,52% aos 91 dias. Nas misturas de 20% de substituição o
valor foi inferior em 1,90% aos 28 dias e superior em 25,31% aos 91 dias em relação

92
ao de referência. O valor da resistência nas idades de 1, 3, 7 e 28 dias foram
semelhantes, entre a mistura de referência e a mistura contendo 20% de
substituição, dando um salto de resistência aos 91 dias, possivelmente promovido
pelo efeito microfiller. Na mistura com 30% de substituição teve desempenho inferior
correspondente a 20,34% aos 28 dias e 19,01% aos 91 dias em relação ao de
referência. Os coeficientes de variação mostrados na Tabela 12 foram todos
inferiores a 15%, mostrando a baixa dispersão entre os resultados.
0
10
20
30
40
50
60
1 dia 3 dias 7 dias 28 dias 91 dias
Re
sist
ên
cia
a co
mp
ress
ão (
MP
a)
Idades
0%
10%
Figura 38 – Resistências à compressão axial (a/c = 0,4).
Tabela 13 – Média e Coeficiente de variação (a/c = 0,4).
Idade (dias)
0% 10%
fc C. V. % fc C. V. %
1 21,64 5,49 20,47 4,31
3 28,74 5,67 31,51 5,73
7 34,12 4,52 31,67 1,01
28 38,10 3,51 41,92 7,78
91 52,97 5,83 51,18 1,72
Na Figura 38 a argamassa contendo 10% de substituição obteve desempenho
inferior de 10,03% aos 28 dias e superior de 3,38% aos 91 dias ambos em relação
ao de referência. Os coeficientes de variação mostrados na Tabela 13 foram todos
inferiores a 15%, mostrando a baixa dispersão entre os resultados.
O comportamento mecânico a compressão axial das argamassas mostrado
na Figura 36, Figura 37 e Figura 38 é fortemente influenciado pela relação a/c,
sendo os melhores desempenhos obtidos nas misturas de 10% para todas as
relações a/c. Na relação a/c de 0,5 a mistura contendo 20% também apresentou
melhor desempenho que o de referência.

93
Os ensaios encontrados confirmam as análises feitas por termogravimetria,
no qual demonstraram que o resíduo apresenta baixa atividade pozolânica, onde se
comporta predominantemente como microfiller, o que é comprovado com as quedas
de resistência em função do aumento do resíduo, com conseqüente redução do teor
de cimento, para as mesmas relações a/c evidenciando que o resíduo não
desenvolve reação química na matriz de cimento. Isso não ocorreu com teor de
substituição de 10% porque a substituição foi baixa e o resíduo desenvolveu o efeito
físico já citado por meio do refinamento dos poros internos da pasta, conforme
preconizado por Silva et al. (2005)
Resistência à Tração por Compressão Diametral
Os resultados de resistência a compressão para os traços com relação a/c =
0,6; 0,5; 0,4 e teor de substituição de 0 – 40% pelo resíduo catalítico são
apresentados nos gráficos da Figura 39, Figura 40 e Figura 41.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
1 dia 3 dias 7 dias 28 dias 91 dias
Re
sist
ên
cia
a tr
ação
po
r co
mp
ress
ão
dia
me
tral
(M
Pa)
Idades
0%
10%
20%
30%
40%
Figura 39 - Gráfico de resistências à compressão diametral (a/c = 0,6).
Tabela 14 – Média e Coeficiente de variação (a/c = 0,6).
Idade (dias)
0% 10% 20% 30% 40%
ftd C. V. % ftd C. V. % ftd C. V. % ftd C. V. % ftd C. V. %
1 1,25 5,21 0,71 6,98 0,33 6,66 0,34 2,17 0,22 9,90
3 2,02 3,44 1,59 7,91 1,07 6,52 0,89 6,45 0,63 9,08
7 3,72 1,96 2,49 4,10 2,04 7,10 1,93 15,35 1,00 8,45
28 4,44 19,61 4,41 6,06 3,22 3,67 2,64 7,52 2,70 13,19
91 4,42 8,83 4,61 1,04 3,88 5,80 3,54 7,49 3,17 3,55

94
Na Figura 39, a mistura contendo 10% de substituição apresenta aos 28 dias
valores iguais ao de referência e valor superior em 4,30% aos 91 dias, não
apresentando para estas duas idades variações expressivas em relação a
referência. A mistura de 20% obteve resultados inferiores ao de referência em
27,48% aos 28 dias e 12,22 % aos 91 dias. A mistura de 30% obteve resultados
inferiores ao de referência em 40,54% aos 28 dias e 19,91% aos 91 dias. A mistura
de 40% obteve resultados inferiores ao de referência em 39,19% aos 28 dias e
28,28% aos 91 dias, sendo este o pior resultado entre as misturas realizadas.
Os coeficientes de variação mostrados na Tabela 14 foram em maioria
inferiores a 15%, mostrando a baixa dispersão entre os resultados.
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
1 dia 3 dias 7 dias 28 dias 91 dias
Re
sist
ên
cia
a tr
ação
po
r co
mp
ress
ão
dia
me
tral
(M
Pa)
Idades
0%
10%
20%
30%
Figura 40 - Gráfico de resistências à compressão diametral (a/c = 0,5).
Tabela 15 – Média e Coeficiente de variação (a/c = 0,5).
Idade (dias)
0% 10% 20% 30%
ftd C. V. % ftd C. V. % ftd C. V. % ftd C. V. %
1 1,32 11,60 0,93 8,55 0,92 12,50 0,86 5,74
3 2,31 9,96 1,89 8,65 1,76 15,68 1,84 5,80
7 2,87 15,31 3,67 5,51 2,15 12,59 2,70 3,89
28 4,06 9,51 4,13 8,73 3,70 7,41 5,21 2,02
91 4,49 1,74 5,98 3,32 5,25 4,45 4,68 7,36
Na Figura 40 - Gráfico de resistências à compressão diametral (a/c = 0,5)., a
mistura de 10% obteve aumento em 1,72% e 33,18% aos 28 e 91 dias
respectivamente em relação ao de referência. Na mistura contendo 20% aos 28 dias
o resultado foi inferior em 8,87% aos 28 dias e superior em 16,93% aos 91 dias. A

95
mistura de 30% obteve os melhores resultados com valores superiores em relação
ao de referência em 28,32% aos 28 dias e 4,23% aos 91 dias.
Os coeficientes de variação mostrados na Tabela 15 foram em maioria
inferiores a 15%, mostrando a baixa dispersão entre os resultados.
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
1 dia 3 dias 7 dias 28 dias 91 dias
Re
sist
ên
cia
a tr
ação
po
r co
mp
ress
ão
dia
me
tral
(M
Pa)
Idades
0%
10%
Figura 41 - Gráfico de resistências à compressão diametral (a/c = 0,4).
Tabela 16 – Média e Coeficiente de variação (a/c = 0,4).
Idade (dias)
0% 10%
ftd C. V. % ftd C. V.
%
1 2,27 12,09 2,21 14,16
3 3,82 15,62 3,57 4,09
7 4,32 6,60 3,99 8,61
28 5,23 4,22 5,60 9,99
91 6,88 10,70 7,16 9,04
No gráfico (c), a argamassa contendo 10% de substituição obteve resultado
superior ao de referência em 7,07% aos 28 dias e 4,07% aos 91 dias.
Evidencia-se nos gráficos (a), (b) e (c) que o comportamento mecânico a
compressão diametral das argamassas é fortemente influenciado pela relação a/c,
sendo os melhores resultados obtidos na mistura de 10% para a relação a/c de 0,6,
as misturas de 20 e 30% resultados superiores para a relação a/c de 0,5 e 40% não
obteve resultados satisfatórios para nenhuma das misturas.
Na Figura 39, Figura 40 e Figura 41, o comportamento mecânico á tração por
compressão diametral das argamassas é fortemente influenciado pela relação a/c,
sendo os melhores desempenhos obtidos nas misturas de 10% para todas as
relações a/c, pelos mesmos motivos explicados na resistência à compressão axial.
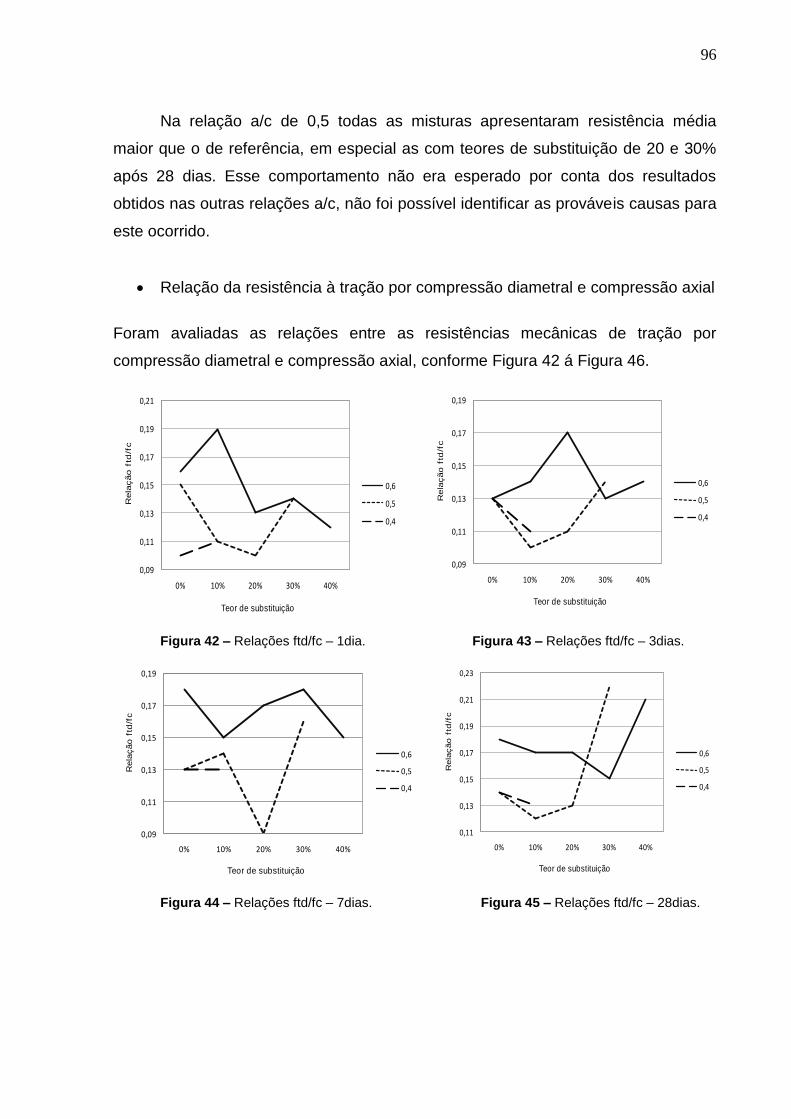
96
Na relação a/c de 0,5 todas as misturas apresentaram resistência média
maior que o de referência, em especial as com teores de substituição de 20 e 30%
após 28 dias. Esse comportamento não era esperado por conta dos resultados
obtidos nas outras relações a/c, não foi possível identificar as prováveis causas para
este ocorrido.
Relação da resistência à tração por compressão diametral e compressão axial
Foram avaliadas as relações entre as resistências mecânicas de tração por
compressão diametral e compressão axial, conforme Figura 42 á Figura 46.
0,09
0,11
0,13
0,15
0,17
0,19
0% 10% 20% 30% 40%
0,6
0,5
0,4
Teor de substituição
Rela
ção
ftd
/fc
0,11
0,13
0,15
0,17
0,19
0,21
0,23
0% 10% 20% 30% 40%
0,6
0,5
0,4
Teor de substituição
Rela
ção
ftd
/fc
Figura 44 – Relações ftd/fc – 7dias. Figura 45 – Relações ftd/fc – 28dias.
0,09
0,11
0,13
0,15
0,17
0,19
0,21
0% 10% 20% 30% 40%
0,6
0,5
0,4
Teor de substituição
Rela
ção
ftd
/fc
0,09
0,11
0,13
0,15
0,17
0,19
0% 10% 20% 30% 40%
0,6
0,5
0,4
Teor de substituição
Rela
ção
ftd
/fc
Figura 42 – Relações ftd/fc – 1dia. Figura 43 – Relações ftd/fc – 3dias.

97
0,11
0,13
0,15
0,17
0% 10% 20% 30% 40%
0,6
0,5
0,4
Teor de substituição
Rela
ção
ftd
/fc
Figura 46 – Relações ftd/fc – 91dias.
Analisando-se os gráficos da Figura 42 á Figura 46, pode-se observar que
não há uma relação constante entre as misturas para a mesma idade, variando o
teor de substituição, exceto para as relações a/c = 0,6 até 20% de substituição aos
28 e 91 dias e a/c = 0,4 aos 91 dias. Isso ocorre devido às variações das
resistências mecânicas obtidas, já explicadas anteriormente.

98
5 CONCLUSÃO
Este trabalho visou sinalizar a existência dos problemas ambientais decorrentes
da produção de catalisador residual gerado na UFCC da RLAM - Refinaria
Landulpho Alves Mataripe.
A conclusão apresentada neste trabalho refere-se aos resultados obtidos com os
estudos do resíduo catalítico e sua aplicação em pastas e argamassas produzidas
com os materiais, traços e técnicas de execução específicas. Sua representatividade
deve ser confirmada através de novos estudos que devem ser realizados levando
em consideração aspectos que confirmaram e complementaram o comportamento
do resíduo catalítico de petróleo em matrizes cimentíceas.
5.1 RESÍDUO CATALÍTICO
As avaliações físicas, químicas e mineralógicas obtidas mostraram que não
existem diferenças significativas e impactantes nos diferentes lotes de resíduo para
uso em matrizes cimentíceas. A caracterização física do resíduo mostrou que ele
possui morfologia esférica com irregularidades de superfície e em comparação ao
cimento utilizado neste estudo possui dimensões maiores, impactando na
reatividade dentro da matriz, tornando-o um material com atuação essencialmente
microfiller. Apesar disso obtiveram-se bons resultados mecânicos utilizando-o no
estado natural, não necessitando passar pelo processo de moagem.
5.2 AVALIAÇÃO DE RISCO AMBIENTAL
Quanto aos aspectos ambientais, às análises de lixiviação e solubilização
realizadas no resíduo demonstraram que o mesmo possui características de
toxicidade, sendo classificado como Resíduo Perigoso Classe I, podendo causar
danos a saúde humana e ao ambiente. É necessário estudo adicional para a
utilização segura deste resíduo em componentes da construção e demais usos,
além da gestão adequada.

99
5.3 PASTAS
As perdas de massa totais nas pastas, de acordo com os resultados dos ensaios
termogravimétricos não foram expressivas, demonstrando que o resíduo obteve
interação física com o cimento, ou seja, o resíduo tem baixa pozolanicidade, atuando
efetivamente como microfiller. Isso é reforçado pela redução proporcional da água
quimicamente combinada do CH em função do aumento de resíduo e conseqüente
redução do teor de cimento.
Na calorimetria pode-se observar que todas as misturas obtiveram temperaturas
inferiores em relação a pasta de referência, obtendo redução do calor de hidratação
em função do teor de substituição, ou seja, quanto maior o teor de resíduo menor a
temperatura após o tempo de 300 minutos, possivelmente devido à dimimuição da
quantidade de cimento utilizado, confirmando os resultados termogravimétricos.
5.4 ARGAMASSAS
De acordo com os resultados mecânicos obtidos pode-se constatar que o resíduo
no estado natural apresenta bons desempenhos mecânicos para todas as relações
a/c com teores de substituição de 10%. De maneira global não houve
comportamento mecânico constante na relação de resistência por tração a
compressão diametral/ Resistência a compressão axial.
Conclui-se que o objetivo principal foi alcançado com a verificação de
potencialidade do resíduo catalítico em pastas e argamassa.
5.5 SUGESTÃO PARA TRABALHOS FUTUROS
Realização de estudos de risco ambiental de produtos da construção que
utilizem resíduo.
Estudo da viabilidade do uso do resíduo em componentes da construção.
Estudo da viabilidade do uso do resíduo em outras aplicações da engenharia
das quais revestimentos de poços de petróleo e concretos betuminosos.
Estudo da atividade pozolânica de resíduo moído.
100
6 REFERÊNCIAS
ABADIE, E. Processos de Refinação. Petrobras, Rio de Janeiro, 1999.
ABNT NBR ISO 14001: Sistema de Gestão Ambiental – Especificações e Diretrizes. Associação
Brasileira de Normas Técnicas, 1996. 14 p.
ABNT NM 46: Agregados - Determinação do material fino que passa através da peneira 75 µm,
por lavagem. Rio de Janeiro. 2003
ABNT NM 49: Agregado fino - Determinação de impurezas orgânicas. Rio de Janeiro. 2001.
ABNT NBR 5733: Cimento Portland de alta resistência inicial. Rio de Janeiro, 1991.
ABNT NBR 7211: Agregados para concreto - Especificações. Rio de Janeiro, 2009.
ABNT NBR 7215: Cimento Portland - Determinação da resistência à compressão. Rio de Janeiro,
1996.
ABNT NBR 7222: Argamassa e Concreto. Rio de Janeiro, 1994.
ABNT NBR 10004: Classificação de resíduos sólidos. Rio de Janeiro, 2004
ABNT NBR 10005: Lixiviação de resíduos. Rio de Janeiro, 2004.
ABNT NBR 10006: Solubilização de resíduos. Rio de Janeiro, 2004.
ABNT NBR 12653: Materiais pozolânicos – Especificação. Rio de janeiro. 1992
AGÊNCIA PETROBRÁS. Informações obtidas do portal eletrônico da Petrobrás. Brasil: 2010.
Disponível em julho de 2010 no site: www.petrobras.com.br .
ANCHORTEC. Ficha de informações de segurança de produtos químicos. 2006. p. 4. Acesso
em: http://www.anchortec.com.br/produtos/produtos/fispq/Agregado %20AS500%20Plus.pdf
ARAÚJO, L.S.A; NICOLAIEWSKY, E.A.; FREIRE, D.D. C. Gerenciamento de Resíduos Sólidos em
Refinarias de Petróleo. Anais do IX Congresso Brasileiro de Energia, v. l I. p. 39-45 2002.
BAHIA. DECRETO Nº 7.967 de 05 de junho de 2001. Aprova o Regulamento da lei nº 7.799, de 07
de fevereiro e 2001, que institui a política estadual de administração de recursos ambientais e
dá outras providências. Publicado no Diário Oficial do Estado, em 06/06/2001. Bahia. Brasil: 2001.

101
BALDESSAR, F. Modelagem matemática de unidades de craqueamento catalítico cinética de
seis classes para o elevador. Dissertação, PPGEM – CEFET-PR, Paraná. 2005. p. 128
BAPTISTA, C.M.L.A. Apostila do curso funcional de craqueamento catalítico: cargas para o
craqueamento. Centro de Pesquisas e Desenvolvimento Leopoldo A. Miguez de Mello.
CENPES.Tecnologia de FCC, 2004.
BAPTISTA, C.M.L.A.; CERQUEIRA, H.S.; MOREIRA, E.M.; MANSUR, A.L. Boletim Técnico
Petrobras, Rio de Janeiro, vol. 45 (3/4), pp. 284-293, julho/dezembro 2002.
BASF. Glenium SP. Disponível em agosto de 2012 no site: http://www.basf-
cc.com.br/PT/produtos/aditivos/GLENIUMSP/Pages/default.aspx
BUKOWSKA, M.; PACEWSKA, B.; WILINSKA, I. Corrosion resistance of cement mortars
Containing spent catalyst of fluidized bed Cracking (fbcc) as an additive. Journal of Thermal
Analysis and Calorimetry, Vol. 74, pp.931–942, 2003.
CALLEJAS, M.A.; MARTÍNEZ, M.T.; FIERRO, J.L.G.; RIAL, C.; JIMÉNEZ-MATEOS, J.M.; GÓMEZ
GARCÍA, F.J. Structural and morphological study of metal deposition on an aged hydrotreting
catalyst. Applied Catalysis A: General. Vol. 220, pp. 93-104, 2001.
CAVALCANTI, C.Desenvolvimento e Natureza: Estudos para uma sociedade sustentável. São
Paulo: Cortez; Recife, Fundação Joaquim Nabuco. 2ªed.,1998.
CERQUEIRA, H.S., PIMENTA, R.D.M., BAUGIS, G.L. & TAN, M.H. Avaliação da efetividade do
antimônio para passivação de níquel nas refinarias da PETROBRÁS. Bol. Tec. Petrobrás, Rio de
Janeiro, 44 (1/4); 29-36, jan./dez. Brasil: 2001.
CHEN, H.L.; TSENG, Y.S.; HSU, K.C. Spent FCC catalyst as a pozzolanic material for
highperformance mortars. Cement & Concrete Composites. Vol. 26, pp. 657-664, 2004.
CINDUKERN. Ficha de informações sobre produtos químicos – Caulim. 2007. p.4. Disponível em
Agosto de 2010 no site: http://www.caodobrasil.com.br/downloads/FichaTecnicaCaulim.pdf
COSTA, A.F., PINTO, J.C., SALIM, V.M.M. & KARAM, J.C. Preparo de catalisadores de FCC
modificados com siloxanos para redução do índice de atrito e aumento da acessibilidade. Bol.
téc. Petrobras, Rio de Janeiro, 47 (2/4): 255 - 265, abr./dez. Brasil: 2004.
CORRADI, S. R. Ecoeficiência na Indústria de Petróleo: O Estudo do Craqueamento Catalítico
na Petrobras. Dissertação. FGVEBAPE, Rio de Janeiro. 2008.
CUNHA, C. E. S. C. P; Gestão de resíduos perigosos em refinarias de petróleo. Dissertação.
COPPE-UFRJ, Rio de Janeiro. 2009. p. 134.

102
CUNHA, A. L. C; Caracterização e estudo de aplicação de rejeito catalítico de unidade FCC
como material pozolânico. Tese. Escola de Química - UFRJ, Rio de Janeiro. 2012. p. 109.
DWECK, J; FERREIRA DA SILVA, P. F; BÜCHLER, P. M., et al.. Study by Thermogravimetry of the
Evolution of Ettringite Phase during Type II Portland Cement Hydration. Journal of Thermal
Analysis and Calorimetry, v. 69, p. 179-186, 2002.
DWECK, J; PINTO, C. A.; BUCHLER, P. M. Study of a Brazilian Spent Catalyst as Cement
Aggregate by Thermal and Mechanical Analysis. Journal of Thermal Analysis and Calorimetry, v.
92, p. 121-127, 2008.
DWECK, J; CUNHA, A. L. C., PINTO, C. A.; GONÇALVES, J. P., BUCHLER, P. M. The Use of FCC
Spent Catalysts in Substitution to Cement toReduce Carbon Dioxide Emissions. Artigo
submetifdo ao Journal Hydrocarbon World. 2009.
ERTHAL, R. H. Modelagem e simulação dinâmica de um conversor de craqueamento catalítico.
Dissertação, PPGEM – CEFET-PR, Paraná. 2003. p. 138
ESCARDINO, A. AMOROS, J.L.; MORENO, A.; SANCHEZ, E. Utilizing the used catalyst from
refinery FCC units as a substitute for kaolin in formulating ceramic frits. Waste Management &
Research. Vol. 13, pp. 569-578, 1995.
EXAME.COM. Produção de petróleo em janeiro registra novo recorde. Disponível em maio de
2012 no site: http://exame.abril.com.br/economia/meio-ambiente-e-energia/energia/noticias/producao-
de-petroleo-em-janeiro-registra-novo-recorde
FARIA, E. F. Concretos autoadensáveis de alto desempenho com catalisador residual do
craqueamento catalítico fluido (Ecat) de refinarias de petróleo. Tese, COPPE-UFRJ, Rio de
Janeiro. 2012. p. 219
FARJADO, B. F. Aproveitamento de dois resíduos industriais – pó do corte do granito e
catalisador do craqueamento do petróleo - na fabricação de elementos construtivos
estruturais. Dissertação, COPPE-UFRJ, Rio de Janeiro. 2005. p. 312
FUNGARO, D. A.: SILVA, M. G. Utilização de zeólita preparada a partir de cinza residuária de
carvão como adsorvedor de metais em água. Quim. Nova, Vol. 25, No. 6B, 1081-1085, 2002
FURIMSKY, E. Spent refinery catalysis: environmental, safetu and utilization.Review. Catalysis
Today. Vol. 30, p. 223-286, 1996.
GENCO, F.; VERSO, G.L.; CONFORTI, G.; MOGGI, A. Et al. New FCC catalyst reduces gasoline.
Oil & Gas Journal. Feb 12, vol. 99, Iss.7, ABI/INFORM Global, pp. 54-56, 2001.

103
GONÇALVES, J. P. Desenvolvimento e caracterização de concretos de baixo impacto ambiental
contendo argila calcinada e areia artificial. Tese de doutorado, COPPE-UFRJ, Rio de Janeiro,
2005. p. 292.
GONÇALVES, J. P.; TAVARES, L. M.; TOLEDO FILHO, R. D.; FAIRBAIRN, E. M. R.; CUNHA, E. R.
Comparison of natural and manufactured fine aggregates in cement mortars. Cement and
Concrete Research, v. 37, p. 924-932, 2007.
GOMÈZ, E. M. Z. El papel del catalizador usado de craqueo catalítico (fcc) como material
puzolánico en el proceso de corrosión de armaduras de hormigón. Tesis Doctoral. Universidad
Politécnica de Valencia, Valencia. 2007. p. 328.
GUILHERMINO, R. L. Estudo de Laboratório de um Resíduo Catalisador de Equilíbrio para
Utilização em Alvenaria na Construção Civil. Dissertação, COPPE-UFRJ, Rio de Janeiro. 2008. p.
152.
HSU, K. C.; TSENG, Y. S.; KU, F. F.; SU, N. Oil cracking waste catalyst as an active pozzolanic
material for superplasticized mortars. Cement and Concrete Research. V.31. p. 1815–1820, 2001.
JIMENEZ, R. S.; CARVALHO, S. M. A. Remoção de metais pesados de efluentes aquosos pela
zeólita natural escolecita – Influência da temperatura e do ph na adsorção em sistemas
monoelementares. Quim. Nova, Vol. 27, No. 5, 734-738, 2004
JOHN, V. M. O Meio Ambiente e a Reciclagem. Disponível em dezembro de 2011 no site:
http://www.reciclagem.pcc.usp.br/apres1.htm
JÚNIOR, W. F. S.; Avaliação da gestão ambiental de uma Refinaria de Petróleo para as perdas
de catalisador de craqueamento. Dissertação, TECLIM – UFBA, Salvador, 2010. p. 73.
LEMOS, S.S.F.; MANSUR, A.L.; STELLING, G.R. Relatório do GT de Melhores Práticas para
Redução de Emissões nas Unidades de Craqueamento Catalítico da PETROBRAS. Maio/2002.
MALHOTRA, V. M., Making Concrete "Greener" with Fly Ash. Concrete and Suistanable
Development”. Concrete International. V.21. Nº 5, p. 61-66. 1999.
MARAFI, A.; AL-BAZZAZ, H.; AL-MAR RI, M.; MARUYAMA, F.; ABSI-HALABI, M.; STANISLAUS,A.
Residual-oil hydrotreating kinetics for graded catalyst systems: effect of original and treates
feedstocks. Energy & Fuels. Vol. 17, pp. 1191-1197, 2003.
MARIANO, J. B. Impactos ambientais do refino de petróleo. Dissertação, COPPE-UFRJ, Rio de
Janeiro. 2001. p. 216

104
MATSUMURA, A.; KONDO, T.; SATO, S.; SAITO, I.; FERRAZ DE SOUZA, W. Hydrocraking
Brazilian Marlim vacuum residue with natural limonite. Part 1: catalytic activity of natural
limonite. Fuel. Vol. 84, pp. 411-416, 2005a.
MATSUMURA, A.; SATO, S.; KONDO, T.; SAITO, I.; FERRAZ DE SOUZA, W. Hydrocraking
Brazilian Marlim vacuum residue with natural limonite. Part 1: experimental cracking in a
slurrytype continuous reactor. Fuel. Vol. 84, pp. 417-421, 2005b.
MATTOS, W. et al. Uma luz na noite do Brasil: 50 anos de história da Refinaria Landulpho Alves
– Solisluma Design e Editora, Salvador. Brasil: 2000.
Medicina Biomolecular. Vanádio. Disponível em julho de 2012 no site:
http://www.medicinabiomolecular.com.br/biblioteca/pdfs/Intoxicacoes/intox-vanadio.pdf
MELO, A. S. S. A; RAMOS, M. H; RAMOS, F. S. Usando o Método Multicritério Social: o Caso da
Abreu e Lima/PE1. Strategic Environmental Assessment (SEA). Vol. 41. nº 02. Abril - Junho 2010
MME - Ministério das Minas e Energia. Balanço energético nacional - 2002, Brasília, Brasil, 2002.
MOURA, W. A.; GONÇALVES, J. P.; LEITE, M. B. Copper slag waste as a supplementary
cementing material to concrete. Journal of Materials Science, v. 42, p. 2226-2230, 2007.
NETO, A. T. P; ALVES, J. J. N. Aperfeiçoamento da tecnologia do craqueamento catalítico do
petróleo por técnicas da simulação numérica. Departamento de Engenharia Química, Centro de
Ciências e Tecnologia, UFCG. s/ano.
PACEWSKA, B.; WILINSKA, I.; BUKOWSKA, M. Hydration of cement slurry in the presence of
spent cracking catalyst. Journal of Thermal Analysis and Calorimetry, Vol. 60 pp.71-78, 2000a.
PACEWSKA, B.; WILINSKA, I.; BUKOWSKA, M. Influence of some aggressive media on
corrosion resistance of mortars with spent cracking catalyst Journal of Thermal Analysis and
Calorimetry, Vol. 60 pp. 257- 264, 2000b.
PACEWSKA, B.; WILINSKA, I.; BUKOWSKA, M.; NOCÚN-WCZELIK, W. Effect of waste
aluminosilicate material on cement hydration and properties of cement mortars. Cement and
Concrete Research. Vol. 32, pp. 1823-1830, 2002.
PACEWSKA, B.; WILINSKA, I.; BUKOWSKA, M.; BLONKOWSKI, G.; NOCÚN-WCZELIK, W. An
attempt to improve the pozzolanic Activity ofwaste aluminosilicate Catalyst. Journal of Thermal
Analysis and Calorimetry, Vol. 77, pp.133–142, 2004.
105
PACEWSKA, B.; WILINSKA, I.; BUKOWSKA, M. Calorimetric investigations of the influence of
waste aluminosilicate on the hydration of different cements Journal of Thermal Analysis and
Calorimetry, Vol. 97, pp.61–66, 2009.
PACEWSKA, B.; NOWACKA, M.; WILINSKA, I.; KUBISSA, W.; ANTONOVICH, V. Studies on the
influence of spent FCC catalyst on hydration of calcium aluminate cements at ambient
temperature. J Therm Anal Calorim, accesso em Springerlink.com
PANARITI,N.; DEL BIANCO, A.; DEL PIERO, G.; MARCHIONNA, M. Petroleum residue upgrading
wiht dispersed catalysts. Part 1. Catalysts activity and selectivity. Applied Catalysis A: General.
Vol. 204, pp. 203-213, 2000a.
PAYÁ, J.; MONZÓ,J.; BORRACHERO,M.V. Fluid catalytic cracking catalyst residue (FC3R). An
excellent mineral by-product for improving early-strength development of cement mixtures. Cement
and Concrete Research. Vol. 29, pp. 1773-1779, 1999.
PAYÁ, J.; MONZÓ,J.; BORRACHERO,M.V. Physical, chemical and mechanical properties of fluid
catalytic cracking catalyst residue (FC3R) blended cements. Cement and Concrete Research.
Vol. 31, pp. 57-61, 2001.
PAYÁ, J.; MONZÓ,J.; BORRACHERO, M.V.; VELÁZQUEZ, S. Evaluation of the pozzolanic activity
of fluid catalytic cracking catalyst residue (FC3R). Thermogravimetric analysis studies on PC3R-
Portland cement pastes. Cement and Concrete Research. Vol. 33, pp.603-609, 2003a.
PAYÁ, J.; MONZÓ,J.; BORRACHERO,M.V.; VELÁZQUEZ, S.; BONILLA, M. Determination of the
pozzolanic activity of fluid catalytic cracking catalyst residue. Thermogravimetric analysis
studies on PC3R-lime pastes. Cement and Concrete Research. Vol. 33, pp.1085-1091, 2003b.
PAYÁ, J.; MONZÓ,J.; BORRACHERO,M.V.; VELÁZQUEZ, S. The chemical activation of
pozzolanic reaction of fluid catalytic cracking catalyst residue (FC3R) in lime pastes. Advances
in Cement Research, Vol. 19, n°1, January, pp. 9–16, 2007.
PENTEADO, J. C. Metodologias de solução numérica para modelos de regeneradores de
unidades de craqueamento catalítico Dissertação, PPGEM –CEFET-PR, Paraná. 2003. p. 139
PETROBRÁS S. A.; Nossa história. Disponível em maio de 2012 no site:
http://www.petrobras.com.br/pt/quem-somos/nossa-historia/
PETROEQUÍMICA. Petrobras contrata tecnologia de hidrodessulfurização. Rio de Janeiro.
Disponível em fevereiro de 2005 no site: www.petroequimica.com.br

106
PETRY, E. R; PENHA, F. G; PERGHER, S. B. C; Síntese e caracterização de pigmentos
inorgânicos a partir da zeólita A. p. 58-66. Disponível em agosto de 2012 no site:
http://www.reitoria.uri.br/~vivencias/Numero_006/artigos/artigos_vivencias_06/artigo_009.htm
RIBEIRO, A, M; JÚNIOR, H. F. M; COSTA, D. A. MAIA, J. E. P. S; FERREIRA, J. C. N.
Craqueamento catalítico de polímeros utilizando catalisadores comerciais de FCC para a
produção de frações combustíveis. Rev. Univ. Rural, Sér. Ci. Exatas e da Terra. Seropédica, RJ,
EDUR, v. 23, n. 1-2, jan.- dez., 2004. p. 120-128.
RIMA. Relatório de impacto ambiental - Complexo petroquímico do Rio de Janeiro. Disponível em
novembro de 2010 no site: http://www.comperj.com.br/Util/pdf/rima.pdf
RONCOLATTO, R.E.; LAM, Y.L. Effect of vanadium on the deactivation of FCC catalysts.
Brazilian Journal of Chemical Engineering, vol.15, no.2, ISSN 0104-6632. São Paulo, june, 1998.
SABIR, B. B., WIL, S. E BAI, J. Metakaolin and calcined clays as pozzolans for concrete: a
review. Cement and Concrete Composites, V.23, p.441-454. 2001.
SEBRAE, Petrobras vai investir R$ 3 bilhões em ampliação de Refinaria na Bahia. Agência
Sebrae, 09/07/2008. Brasil: 2008.
SILVA, F. G. S; SANTOS, L; RODOLPHO, P. M; PAULA, PEPINO, J. M; NEPOMUCENO, A. A.
Influência dos Efeitos Pozolânico e Microfiller na Resistência à Compressão do Concreto. In:
47º Congresso Brasileiro do Concreto, 2005, Olinda - PE.
SILVA, E. F; MAINIER, F. B. Contaminações ambientais provocadas pelo benzeno existente na
gasolina automotiva. Universidade Federal Fluminense, Niterói. S/ano
SU, N.; FANG H.; CHEN, Z. H; LIU, F. S. Reuse of waste catalysts from petrochemical industries
for cement substitution. Cement and Concrete Research V.30. p. 1773 – 1783, 2000.
SWAMY, R. N. Suistainable concrete for infrastructure regeneration and reconstruction.
Sustainable Construction into the Next Millennium Environmentally Friendly and Innovative Cement
based Materials. In: Proceedings of the International Conference on Sustainable Construction into the
next Millenium, Friendly and Innovative Cement Based Materials, N. P. Barbosa and R. N. Swamy
editors. João Pessoa, Brazil, 2000.
TOLMASQUIM, M. T., SZKLO, A. S. A matriz energética brasileira na virada do milênio. Rio de
Janeiro: COPPE/UFRJ; ENERGE, 2000.

107
TOLEDO FILHO, R. D; GONÇALVES, J. P; AMERICANO, B. B; FAIRBAIRN, E. M. R. Potential for
use of crushed waste calcined-clay brick as a supplementary cementitious material in Brazil.
Cement and Concrete Research, v. 37, p. 1357-1365, 2007.
TEVES, M. L. U. Enxofre. Disponível em agosto de 2012 no site:
http://www.oswaldocruz.br/download/fichas/Enxofre2003.pdf
TSENG YS, HUANG CL, HSU KC. The pozzolanic activity of a calcined waste FCC catalyst and
its effect on the compressive strength of cementitious materials. Cement and Concrete Research
Vol. 35 (4):pp. 782-787, 2005.
US Environmental Protection Agency. Disponível em agosto de 2012 no site: http://www.epa.gov/
VALOR ECONÔMICO. Petrobras planeja investimento de US$2,7 bilhões em SP até 2010. Data:
02 de março de 2005. Endereço eletrônico: www.valoronline.com.br.
VALVERDE, F. M., Agregados para construção civil. ANEPAC. www.dnpm.gov.br. Acesso em:
janeiro/2003.
WU, J.H.; WU, W.L.; HSU, K.C. The effect of waste oil-cracking catalyst on the compressive
strength of cement pastes and mortars. Cement and Concrete Research. Vol.33, pp. 245- 253,
2003.
ZORNOZA, E.; PAYÁ, J.; GARCÉS, P. Chloride-induced corrosion of steel embedded in mortars
containing fly ash and spent cracking catalyst. Corrosion Science. Vol.50 , pp. 1567–1575, 2008.
ZORNOZA, E.; GARCÉS, P.; PAYÁ, J.; CLIMENT, M.A. Improvement of the chloride ingress
resistance of OPC mortars by using spent cracking catalyst. Cement and Concrete Research.
Vol.39, pp. 126-139, 2009a.
ZORNOZA, E.; PAYÁ, J.; MONZÓ,J.; BORRACHERO,M.V.; GARCÉS, P. The carbonation of OPC
mortars partially substituted with spent fluid catalytic catalyst (FC3R) and its influence on their
mechanical properties. Cement and Concrete Research. Vol.23, pp. 1323–1328, 2009b.

108
ANEXO I
Ficha de informações de segurança de catalisador de equilíbrio.

109

110

111

112
ANEXO II
Tabelas
Tabela 17 – Distribuição granulométrica do cimento
Cimento CPV – ARI
Diâmetro a 10% 2,28
Diâmetro a 50% 16,64
Diâmetro a 90% 35,86
Diâmetro Médio 18,06
Tabela 18 – Temperatura, variação e variação referencial x tempo em horas
0%
Tempo (hs) 0 1 2 3 4 5 6 7 8 9 10 11 12
T ( ° C) - 27,05 27,87 29,86 33,34 40,29 49,74 66,1 81,86 90,04 94,85 99,97 101
Variação - 0 0,82 1,99 3,48 6,95 9,45 16,36 15,76 8,18 4,81 5,12 1,03
Var. Ref. - 0 0,82 2,81 6,29 13,24 22,69 39,05 54,81 62,99 67,8 72,92 73,95
10
%
T ( ° C) - 27,8 28,67 30,71 34,02 39,71 49,27 59,32 69,13 78,32 83,6 86,98 89,88
Variação - 0 0,87 2,04 3,31 5,69 9,56 10,05 9,81 9,19 5,28 3,38 2,9
Var. Ref. - 0 28,67 30,71 34,02 39,71 49,27 59,32 69,13 78,32 83,6 86,98 89,88
20
%
T ( ° C) - 29,27 30,97 33,05 36,45 41,82 49,26 57,63 64,53 71,22 76,62 79,47 82,13
Variação - 0 1,7 2,08 3,4 5,37 7,46 8,35 6,9 6,69 5,4 2,85 2,66
Var. Ref. - 0 30,97 33,05 36,45 41,82 49,28 57,63 64,53 71,22 76,62 79,47 82,13
30
%
T ( ° C) - 30,07 31,86 33,69 37,36 42,87 48,97 55,94 61,67 66,25 71,02 73,85 76,36
Variação - 0 1,79 1,83 3,67 5,51 6,1 6,97 5,73 4,58 4,77 2,83 2,51
Var. Ref. - 0 31,86 33,69 37,36 42,87 48,97 55,94 61,67 66,25 71,02 73,85 76,36
Tabela 19 – Relação Ftd/Fc
Relação a/c 0% 10% 20% 30% 40%
1 dia
0,6 0,16 0,19 0,13 0,13 0,11
0,5 0,15 0,1 0,11 0,14 -
0,4 0,1 0,11 - - -
3 dias
0,6 0,13 0,15 0,17 0,13 0,14
0,5 0,14 0,1 0,11 0,16 -
0,4 0,13 0,1 - - -
7 dias
0,6 0,19 0,17 0,15 0,17 0,15
0,5 0,16 0,14 0,09 0,16 -
0,4 0,14 0,13 - - -
28 dias
0,6 0,17 0,17 0,17 0,16 0,21
0,5 0,14 0,12 0,13 0,22 -
0,4 0,14 0,12 - - -
91 dias
0,6 0,16 0,16 0,16 0,15 0,17
0,5 0,13 0,1 0,13 0,2 -
0,4 0,14 0,14 - - -

113





























