Embed Size (px)
Citation preview
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării” Titlul proiectului: „Burse doctorale pentru dezvoltare durabila” BD-DD Numărul de identificare al contractului: POSDRU/107/1.5/S/76945 Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din Brasov Scoala Doctorala Interdisciplinara
Departament: Ingineria Materialelor și Sudură
Ing. SAPARIUC Florin-Alexandru
Creșterea durabilității sculelor pentru deformări plastice prin operații
de încărcare prin sudare.
Increase sustainability tools for plastic deformation by loading welding
operations
Conducător ştiinţific
Prof.dr.ing. IOVĂNAȘ Radu
BRASOV, 2013
MINISTERUL EDUCAŢIEI NAŢIONALE UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525 RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENŢA
Comisiei de doctorat Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov
Nr. 6207 din 06.11.2013
PREŞEDINTE: Prof.univ.dr.ing. Mircea Horia ȚIEREAN
DIRECTOR – Dep.did.Ingineria Materialelor și Sudură
Universitatea “Transilvania” din Brașov
CONDUCĂTOR Prof.univ.dr.ing. Radu IOVĂNAȘ
ŞTIINŢIFIC: Universitatea “Transilvania” din Brașov
REFERENŢI: Prof.univ.dr.ing. Mihai MANGRA
Universitatea din Craiova
Prof.univ.dr.ing. Dănuț MIHĂILESCU
Universitatea “Dunărea de Jos” din Galați
Prof.univ.dr.ing. Teodor MACHEDON PISU
Universitate “Transilvania” din Brașov
Data, ora şi locul susţinerii publice a tezei de doctorat:13.12.2013, ora 10,
sala I.I.6, corpul I, Colina Universității. Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să le transmiteţi în timp util, pe adresa: [email protected] Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de doctorat. Vă mulţumim.
CUPRINS
Pag. rezu mat
Pag. teză
Introducere ................................................................................................................ 7 3 1. Stadiul actual privind echipamentele pentru deformaţii plastice ....................... 8 5 1.1 Echipamente de deformaţii plastice .................................................................... - 5 1.1.1 Debitarea manuală prin forfecare ................................................................ - 6 1.1.2. Debitarea mecanică prin forfecare ............................................................. - 7 1.1.3. Debitarea mecanică prin aşchiere .............................................................. - 8 1.1.4. Tipuri constructive de cuțite folosite la debitare ....................................... 8 10 1.2. Materiale pentru confecţionarea cuţitelor pentru debitat .................................... 10 11 1.2.1. Oţeluri de scule nealiate .............................................................................. - 14 1.2.2. Oţeluri aliate de scule .................................................................................. - 16 1.2.2.1. Oţeluri aliate pentru lucru la rece ................................................. - 16 1.2.2.2.Oţeluri aliate pentru lucru la cald .................................................... - 18 1.2.3. Oţeluri rapide .............................................................................................. - 19 1.2.4. Oţeluri utilizate în construcţia elementelor active ...................................... - 22 1.2.5. Oţeluri utilizate în construcţia elementelor auxiliare ................................. - 24 1.2.6. Proprietăţi de utilizare şi tehnologice ale materialelor de scule ................. - 24 1.3.Tipuri de frecare .................................................................................................... - 27 1.4.Tipuri de uzare ...................................................................................................... - 30 1.4.1.Uzarea de adeziune ....................................................................................... - 33 1.4.2.Uzarea de abraziune ..................................................................................... - 35 1.4.3.Uzarea la oboseală ........................................................................................ - 37 1.4.4 Uzarea prin coroziune .................................................................................. - 38 1.4.5.Alte tipuri de uzare ....................................................................................... - 41 1.5.Concluzii ............................................................................................................... 11 47 2. Tehnologii de recondiționare prin sudare ............................................................. 11 48 2.1. Generalitați ......................................................................................................... 11 48 2.2. Recondiționarea prin procedeele de sudare prin topire...................................... - 48 2.2.1.Recondiționarea prin procedeul de sudare MIG-MAG ............................ - 48 2.2.2.Recondiționarea prin procedeul de sudare CMT....................................... - 53 2.2.3.Recondiţionarea prin sudare prin procedeul WIG .................................... - 58 2.2.4.Recondiţionarea prin procedeul de sudare cu electrozi inveliti ................ - 61 2.2.5.Recondiţionarea prin sudare sub strat de flux ........................................... - 63 2.3.Concluzii ............................................................................................................ 12 65 3. Obiectivele tezei de doctorat ................................................................................... 13 66 3.1.Tendințe actuale în domeniul abordat ................................................................. 13 66 3.2. Delimitarea domeniului de cercetare .................................................................. 14 66 3.3. Obiectivele cercetării .......................................................................................... 14 67 4. Cercetarii pivind reconditionarea prin sudare a cutitelor destinate debitarii materialelor fieroase.................................................................................. 15 68 4.1. Recomandări tehnologice în cazul recondiţionării prin procedeul de sudare MAG – CMT....................................................................................................... 15 68 4.2. Determinarea experimentală a parametrilor optimi pentru încărcarea prin sudare cu procedeul CMT ............................................................................ 15 68 4.2.1. Materialul de bază .................................................................................... 15 68
4.2.2. Materialul de adaos ................................................................................... 18 71 4.2.3. Susceptibilitatea fisurării la rece a cordoanelor depuse ............................ - 72 4.2.4. Susceptibilitatea fisurării la cald a cordoanelor depuse ............................ - 74 4.2.5.Temperatura de preîncălzire ....................................................................... 19 77 4.3.Cercetări experimentale privind determinarea parametrilor tehnologici optimi pentru recondiționarea prin procedeul de sudare MAG – CMT................ 24 82 4.3.1. Influența intensitați asupra proprietăților fizico-mecanice ale cordoanelor depuse .................................................................................... 24 82 4.3.2. Analiza microstructurală a cordoanelor incărcate prin sudare cu intensitaţi diferite ................................................................................... 27 85 4.3.3. Analiza incercărilor de duritate a cordoanelor incărcate prin sudare cu intensitatea diferită ........................................................... 34 93 4.3.4. Determinarea rezistenţei la uzura a straturilor depuse cu intensitaţi diferite ........................................................................................ 38 97 4.3.5. Determinarea energiei liniare a straturilor depuse cu intensităţi diferite ........................................................................................ 41 101 4.3.6 Influenţa vitezei de sudare asupra proprietaţiilor fizico-mecanice ale cordoanelor depuse .................................................... 42 102 4.3.7. Analiza microstructurală a cordoanelor incarcate prin sudare cu viteze de sudare diferite ............................................................. 44 104 4.3.8. Analiza incercărilor de duritate a cordoanelor incărcate prin sudare cu viteză de sudare diferită ...................................................... 51 110 4.3.9. Determinarea rezistenţei la uzură a straturilor depuse cu viteze de sudare diferite ......................................................................................... 55 115 4.3.10. Determinarea energiei liniare a straturilor depuse cu viteze diferite ............................................................................................. 57 117 4.4. Concluzii ............................................................................................................. 58 118 5. Recondiționarea experimentală a unor cuțite folosite la debitarea oțelului beton ............................................................................................................
58 119
5.1. Generalității ........................................................................................................ 58 119 5.2. Metoda utilizată pentru recondiționarea cuțitelor ............................................... 60 120 5.3. Estimarea fiabilității pe cuțitele de debitat oțel beton ......................................... - 123 5.4. Concluzii.............................................................................................................. - 129 6. Concluzii generale, contribuţii originale, direcții viitoare .................................... 63 130 6.1. Concluzii generale ............................................................................................... 63 130 6.2. Contribuţii originale ............................................................................................ 65 131 6.3. Direcții viitoare ................................................................................................... 65 132 7. Bibliografie ................................................................................................................ 66 133
TABLE OF CONTENTS
Introduction..................................................................................................................... 7 3 1. State of the art regarding plastic deformation equipments ................................. 8 5 1.1 Plastic deformation equipments .......................................................................... - 5 1.1.1 Manual cutting by shear............................................................................... - 6 1.1.2. Mechanical cutting by shear ....................................................................... - 7 1.1.3. Mechanical cutting by chipping …............................................................. - 8 1.1.4. Constructive types of knives used for cutting ............................................ 8 10 1.2. Materials for making knives for cutting ............................................................... 10 11 1.2.1. Alloy steels for tools ................................................................................... - 14 1.2.2. Unalloyed steels for tools ............................................................................ - 16 1.2.2.1. Alloy steels for cold working ......................................................... - 16 1.2.2.2. Alloy steels for hot working ........................................................... - 18 1.2.3. High speed steel ......................................................................................... - 19 1.2.4. Steels used in the manufacture of active elements ...................................... - 22 1.2.5. Steels used in the manufacture of auxiliary elements ................................. - 24 1.2.6. Technological properties of the tool materials ………............................... - 24 1.3.Typs of friction ..................................................................................................... - 27 1.4. Tips of ware .......................................................................................................... - 30 1.4.1. Adhesion wear ……..................................................................................... - 33 1.4.2. Abrasion wear …......................................................................................... - 35 1.4.3. Stress wear ……........................................................................................... - 37 1.4.4 Corrosion wear ……..................................................................................... - 38 1.4.5. Other types of wear ..................................................................................... - 41 1.5. Conclusions .......................................................................................................... 11 47 2. Reconditioning technologies by welding ............................................................... 11 48 2.1. Generaliti ............................................................................................................ 11 48 2.2. Reconditioning by fusion welding processes ..................................................... - 48 2.2.1. Reconditioning by MIG-MAG welding process ...................................... - 48 2.2.2. Reconditioning by CMT welding process ................................................ - 53 2.2.3. Reconditioning by WIG welding process................................................. - 58 2.2.4. Reconditioning of the welding process with coated electrodes ............... - 61 2.2.5. Reconditioning by submerged arc welding ............................................. - 63 2.3. Conclusions ....................................................................................................... 12 65 3. Thesis objectives ...................................................................................................... 13 66 3.1. Current research in the thesis field ..................................................................... 13 66 3.2. Research domain of the thesis ............................................................................ 14 66 3.3. Thesis objectives ................................................................................................ 14 67 4. Research regarding the welding reconditioning of cutting knife for iron cut…. 15 68 4.1. Recommendations reconditioning technology for the welding process MAG – CMT ....................................................................................................... 15 68 4.2. Experimental determination of the optimum parameters for cladding by welding CMT ...................................................................................................... 15 68 4.2.1. Base material ............................................................................................. 15 68 4.2.2. Filler material ............................................................................................ 18 71 4.2.3. Susceptibility of cold cracking welds ……................................................ - 72 4.2.4. Susceptibility of hot cracking welds ……................................................. - 74
4.2.5. Preheating temperature .............................................................................. 19 77 4.3. Experimental research concerning the determination of optimum technological parameters for reconditioning by MAG- CMT welding process …………….. 24 82 4.3.1. Influence of intensity on physical-mechanical properties of welds …….. 24 82 4.3.2. Microstructural analysis of welding seams charged by different intensities ................................................................................................... 27 85 4.3.3. Analysis of hardness tests cladded by welding seams with different intensities …………............................................................................ 34 93 4.3.4. Determination of wear resistance layers cladded with different intensities ………........................................................................................ 38 97 4.3.5. Determination of linear energy deposited layers with different Intensities .................................................................................................. 41 101 4.3.6. Influence of welding speed on physical-mechanical properties of welds made ............................................................................................ 42 102 4.3.7. Microstructural analysis cords uploaded with different speed welding ...................................................................................................... 44 104 4.3.8. Analysis of hardness test cords charged by different welding speed .......................................................................................................... 51 110 4.3.9. Determination of wear resistance of coatings made with different welding speeds .......................................................................................... 55 115 4.3.10. Determination of linear energy deposited layers with different speeds ....................................................................................................... 57 117 4.4. Conclusions ......................................................................................................... 58 118 5. Experimental reconditioning of knives to cut concrete steel ............................... 58 119 5.1. Generalities .......................................................................................................... 58 119 5.2. The method used for restoring knives ................................................................. 60 120 5.3. Estimating the reliability of reinforced concrete cutting blades ......................... - 123 5.4. Conclusions ......................................................................................................... - 129 6. General conclusions, original contributions, next directions ............................... 63 130 6.1. General conclusions ............................................................................................ 63 130 6.2. Original contributions ......................................................................................... 65 131 6.3. Next directions .................................................................................................... 65 132 7. Bibliography ............................................................................................................. 66 133
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
7 Rezumat
INTRODUCERE
Dezvoltarea industrială, oferă oportunităţi de inovare ṣi cercetare în domeniul
echipamentelor pentru deformare plastică, aplicate metalelor si nemetalelor. Majoritatea
aplicaţiilor ce produc bunuri de larg consum ṣi unicate, ce se regăsesc în majoritatea domeniile
precum: industria auto, aeronautică, construcțiilor etc.
Studiile şi cercetările realizate în domeniul debităriilor, aplicate oţelurilor, din prezenta
lucrare, se adresează în egală măsură atât specialiştilor metalurgi care îṣi desfăşoară activitatea
de producţie în fabricile, respectiv secţiile de profil, studenţilor, doctoranzilor ṣi cercetătorilor
din domeniul sectoarelor calde, precum şi specialiṣtilor sculeri.
Aceste cercetări aduc răspunsuri legate de problemele actuale, întâmpinate de specialiṣtii
in deformare palstică la rece cât și la cald în fabricile (secţiile) de profil.
În capitolul 1 se face o prezentare a stadiului actual al teoriei ṣi practicii a echipamentelor
de deformare plastică ale oţelurilor. Pe parcursul capitolului 2 sunt prezentate o parte din
tehnologiile de recondiționare prin sudare care, aplicate oţelurilor ṣi sculelor de deformare
plastică pot aduce îmbunătăţirea performanţelor acestor produse. Capitolul 3 plasează lucrarea
științifică în contextul actual privind încărcarea cu procedeul de încărcare prin sudare CMT
destinat suprafețelor metalice. De asemenea sunt prezentate obiectivele principale și structura
cercetărilor experimentale.
În capitolul 4 se pun în evidenţă cercetări ce relevă importanţa includerii recondiționarii
scuelor petru debitat executate asupra oţelurilor pentru deformare plastică ce se transpun în
creşterea proprietăţilor mecanice şi a durabilității.
În capitolul 5, ultima parte a tezei, este realizată recondiționarea cu procedeul de sudare CMT a
unor cuțite de debitat oțel beton. Capitolul descrie tehnologia și parametrii tehnologici
determinați pentru recondiționarea sculelor de tip cuțit, utilizați la mașinile pentru deformare
plastică la rece.
Lucrarea se încheie cu prezentarea concluziilor generale ṣi a contribuţiilor proprii aduse
de autor (capitolul 6).
Pentru sprijinul acordat de-a lungul întregii perioade de realizare a tezei, pentru
îndrumarea competentă ṣi recomandările făcute cu înalt profesionalism, adresez cu deosebit
respect ṣi consideraţie cele mai sincere mulţumiri Domnului Prof.Univ.Dr.Ing IOVANAȘ Radu.
Cu deosebită consideraţie ṣi stimă, doresc să mulţumesc tuturor profesorilor mei din
facultate precum ṣi întregului colectiv profesoral al Departamentului de Ingineria Materialelor și
Sudură din cadrul Facultăţii de Ştiinţa ṣi Ingineria Materialelor din Braṣov, pentru sfaturile ṣi
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
8 Rezumat
observaţiile făcute pe parcursul studiilor doctorale. De asemenea, aduc mulţumiri colegilor
doctoranzi, alături de care am lucrat în cadrul Facultăţii de Ştiinţa ṣi Ingineria Materialelor.
De asemenea ţin să mulţumesc domnului Cercetator dr. POP Alin pentru, sfaturile ṣi
ideile împărtăṣite, De asemenea ţin să mulţumesc domnului Cercetator dr. ROATĂ Ionuț ṣi pe
această cale doresc să-i mulţumesc pentru profesionalismul ṣi colaborarea la studiile făcute, ce
au contribuit în mod esenţial la finalizarea lucrării.
În final, dar nu în ultimul rând, mulţumesc, familiei ṣi prietenilor mei, pentru încrederea
ṣi sprijinul acordat, fără de care nu aṣ fi reuṣit să îmi îndeplinesc visul de a-mi desăvîrṣi
cunoṣtinţele prin prezentele studii doctorale
CAPITOLUL I STADIUL ACTUAL PRIVIND ECHIPAMENTELE
PENTRU DEFORMAŢII PLASTICE.
În secțiile prelucrătoare ale uzinelor constructoare de mașini, semifabricatele, pentru a
ajunge produs finit, trec printr-o serie de operații, care le modifică forma, dimensiunile pe care
le-au avut în stadiul inițial. În multe cazuri, semifabricatele care trebuie incluse în producție, care
diferă de cele ale pieselor care urmează să fie finite, pentru a fi aduse la forma corespunzătoare,
sunt supuse unor anumite operații de modificare inițială, printre care se numără şi debitarea. Prin
tăiere se înțelege împărțirea unui material de o anumita formă şi dimensiune în mai multe parți,
cu forme şi dimensiuni realizate în prealabil, în vederea folosirii lor în această formă sau în
vederea unor prelucrări ulterioare, având în acest caz adaosurile necesare.
Operația de tăiere se aplică:
materialelor care provin de la alte fabrici (în general turnate sau laminate), sub formă de
semifabricate inițiale pentru uzina respectivă (în uzină sunt denumite în general
materiale)
semifabricatelor proprii, produse în interiorul fabrici.
1.1.4. Tipuri constructive de cuțite folosite la debitare.
În procesul de debitare foarte importanta este calitatea suprafeţei tăieturii cât şi precizia
pieselor obţinute în urma debitării, acestea influenţând în foarte mare măsură calitatea produsului
finit ce are în componenţă aceste piese. Astfel, pentru realizarea unei precizii cât mai mari a
pieselor debitate cât şi a unei calităţi superioare a suprafeţei tăieturii, este necesar ca distanţa
(jocul) dintre cele doua cuţite să fie cât mai mică şi cele două cuţite să fie foarte bine ascuțite.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
9 Rezumat
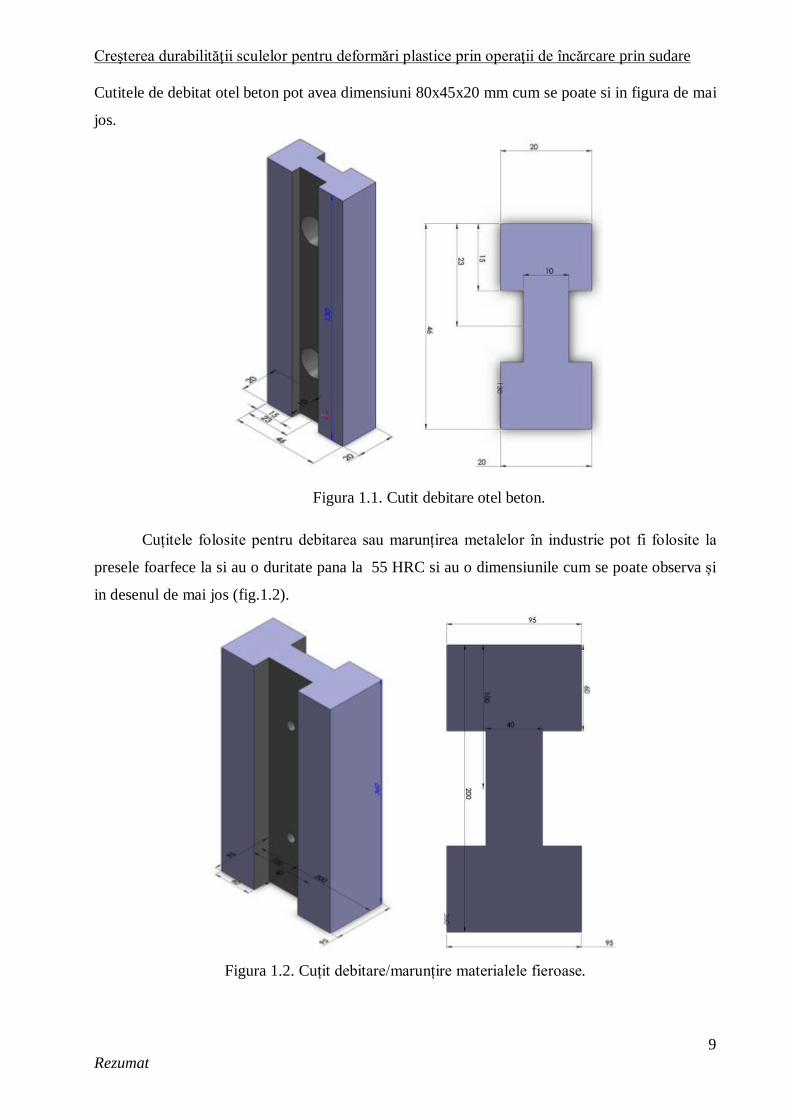
Cutitele de debitat otel beton pot avea dimensiuni 80x45x20 mm cum se poate si in figura de mai
jos.
Figura 1.1. Cutit debitare otel beton.
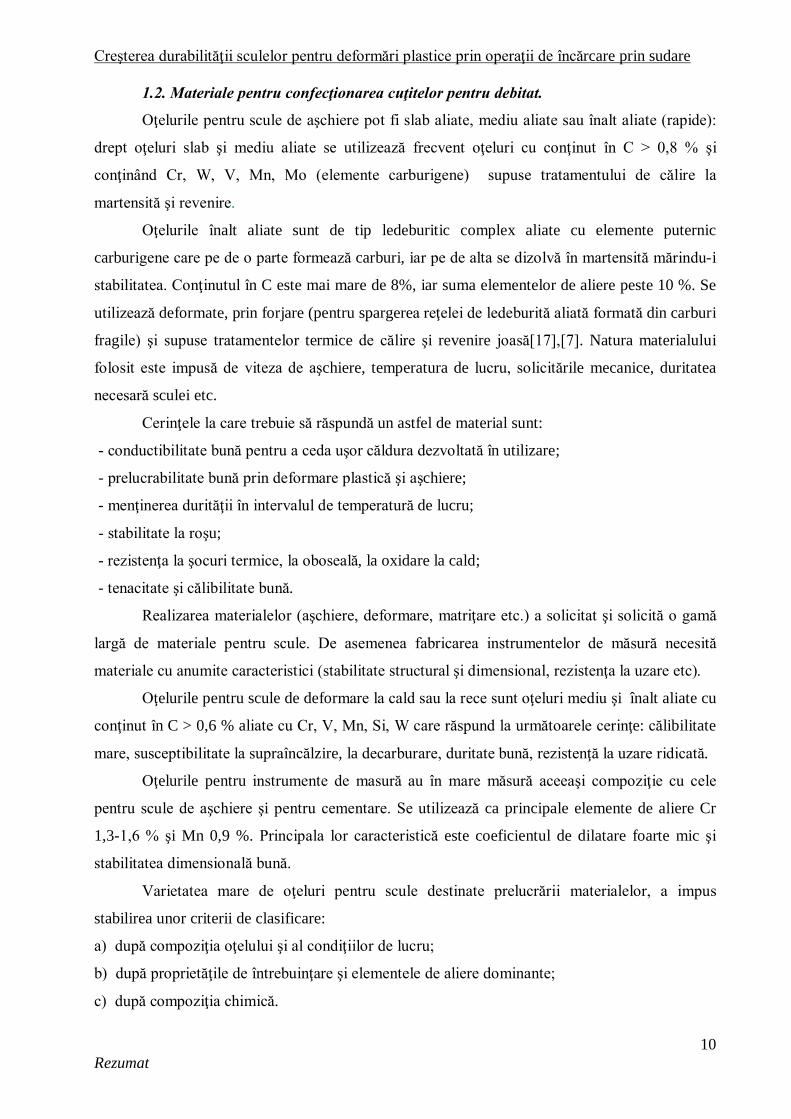
Cuțitele folosite pentru debitarea sau marunțirea metalelor în industrie pot fi folosite la
presele foarfece la si au o duritate pana la 55 HRC si au o dimensiunile cum se poate observa și
in desenul de mai jos (fig.1.2).
Figura 1.2. Cuțit debitare/marunțire materialele fieroase.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
10 Rezumat
1.2. Materiale pentru confecţionarea cuţitelor pentru debitat.
Oţelurile pentru scule de aşchiere pot fi slab aliate, mediu aliate sau înalt aliate (rapide):
drept oţeluri slab şi mediu aliate se utilizează frecvent oţeluri cu conţinut în C > 0,8 % şi
conţinând Cr, W, V, Mn, Mo (elemente carburigene) supuse tratamentului de călire la
martensită şi revenire.
Oţelurile înalt aliate sunt de tip ledeburitic complex aliate cu elemente puternic
carburigene care pe de o parte formează carburi, iar pe de alta se dizolvă în martensită mărindu-i
stabilitatea. Conţinutul în C este mai mare de 8%, iar suma elementelor de aliere peste 10 %. Se
utilizează deformate, prin forjare (pentru spargerea reţelei de ledeburită aliată formată din carburi
fragile) şi supuse tratamentelor termice de călire şi revenire joasă[17],[7]. Natura materialului
folosit este impusă de viteza de aşchiere, temperatura de lucru, solicitările mecanice, duritatea
necesară sculei etc.
Cerinţele la care trebuie să răspundă un astfel de material sunt:
- conductibilitate bună pentru a ceda uşor căldura dezvoltată în utilizare;
- prelucrabilitate bună prin deformare plastică şi aşchiere;
- menţinerea durităţii în intervalul de temperatură de lucru;
- stabilitate la roşu;
- rezistenţa la şocuri termice, la oboseală, la oxidare la cald;
- tenacitate şi călibilitate bună.
Realizarea materialelor (aşchiere, deformare, matriţare etc.) a solicitat şi solicită o gamă
largă de materiale pentru scule. De asemenea fabricarea instrumentelor de măsură necesită
materiale cu anumite caracteristici (stabilitate structural şi dimensional, rezistenţa la uzare etc).
Oţelurile pentru scule de deformare la cald sau la rece sunt oţeluri mediu şi înalt aliate cu
conţinut în C > 0,6 % aliate cu Cr, V, Mn, Si, W care răspund la următoarele cerinţe: călibilitate
mare, susceptibilitate la supraîncălzire, la decarburare, duritate bună, rezistenţă la uzare ridicată.
Oţelurile pentru instrumente de masură au în mare măsură aceeaşi compoziţie cu cele
pentru scule de aşchiere şi pentru cementare. Se utilizează ca principale elemente de aliere Cr
1,3-1,6 % şi Mn 0,9 %. Principala lor caracteristică este coeficientul de dilatare foarte mic şi
stabilitatea dimensională bună.
Varietatea mare de oţeluri pentru scule destinate prelucrării materialelor, a impus
stabilirea unor criterii de clasificare:
a) după compoziţia oţelului şi al condiţiilor de lucru;
b) după proprietăţile de întrebuinţare şi elementele de aliere dominante;
c) după compoziţia chimică.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
11 Rezumat
Clasele de oţeluri de scule
a) oţelurile folosite în ţara noastră sunt prezentate în tabelul 1.1.
Oţelurile nealiate de scule clasa 1.1 – sunt folosite pentru prelucrări la rece sau la cald cu sau
fără îndepărtare de material.
Oţelurile aliate de scule clasa 2 şi 3 sunt folosite pentru fabricarea sculelor aşchietoare,
pentru scule de deformare la rece (T ≤ 2500C) sau la cald (T > 2500C) şi pentru scule
pneumatice[14].
Oţelurile rapide clasa 4 sunt folosite pentru scule aşchietoare (cu pondere mare) dar şi
pentru scule de deformare la rece sau la cald.
1.4.Concluzii.
Studiile efectuate asupra procedeelor de realizare industrială în stadiul actual a sculelor
de prelucrare prin presare la cald şi la rece au evidenţiat următoarele:
În scopul recondiţionării elementelor active ale sculelor de prelucrare sunt utilizate în
practică o gamă largă de oţeluri înalt aliate şi mediu aliate tipizate şi standardizate în funcţie de
cerinţele concrete de utilizare şi de ofertele producătorilor de materiale metalice. Elementele cu
pondere în oţelurile de scule sunt: cromul, molibdenul, vanadiul şi în mod deosebit pentru
oţelurile de prelucrare prin presare la cald: wolframul, care datorită mărimii mari a cristalelor
blochează fluajul aliajelor.
De asemenea în studiul efectuat asupra materialelor ce stau la baza realizării elementele
active de debitat pentru realizarea cercetărilor ce urmează se va folosi materialul de bază W
1.2767 fiind un material recomandat de către fabricanţii acestor tipuri de scule. Acest oţel este
utilizat pentru scule, cu o duritate mare şi o rezistenţă la uzură de asemenea mare. Deoarece are o
bună conductivitate termică, fisurează foarte greu având în vedere mediul de lucru în care este
exploatat.
CAPITOLUL II TEHNOLOGII DE RECONDITIONARE PRIN SUDARE
2.1 Generalitați.
Procedeele de recondiţionare prin sudare se folosesc în scopul depunerilor de material
pentru compensarea uzărilor, a recuperării pieselor cu fisuri, crăpături sau spărturi, pentru
îmbinarea unor piese rupte sau a elementelor componente ale unor dispozitive sau construcţii
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
12 Rezumat
sudate.
Aceste procedee au următoarele avantaje:
- nu este necesar utilaje complexe, costisitoare sau complicate;
- operaţiile pregătitoare ale suprafeţelor nu sunt dificile, de cele mai multe ori, reducându-se
la simple spălări sau degresări;
- sunt productive, eficiente şi au un cost redus, putându-se mecaniza şi automatiza;
- pot fi recondiţionate piese care înglobează o mare valoare de manoperă şi material.
În comparaţie cu alte procedee de recondiţionare, procedeele prin sudare prezintă însă şi
unele dezavantaje:
- stratul depus poate fi cu denivelări crescând volumul prelucrărilor mecanice ulterioare;
- temperaturile ridicate realizate în cusături în timpul sudării pot modifica structura
materialului de bază (al piesei), de aceea, după recondiţionare, acestea pot fi supuse unor
tratamente termice.
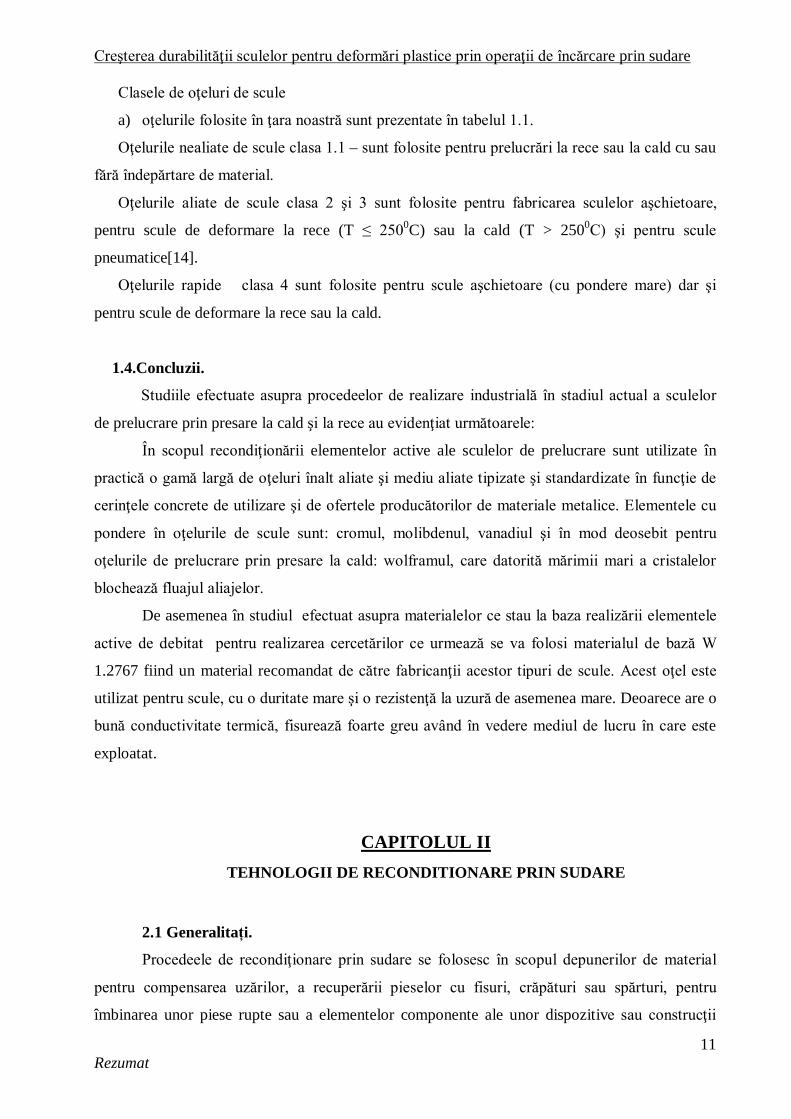
Procedeele de recondiţionare prin sudare şi încărcare a pieselor se clasifică în două mari categorii: prin topire (fig.2.1) .
Fig.2.1. Clasificarea procedeelor de recondiționare prin sudare prin topire.
2.2. Concluzii
Studiile efectuate asupra procedeelor de realizare industrială în stadiul actual a sculelor
de prelucrare prin presare la cald şi la rece au evidenţiat următoarele:
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
13 Rezumat
Preocupările actuale ale cercetătorilor sunt îndreptate spre găsirea şi aplicarea unor
metode moderne de diminuare a uzării de abraziune şi impact pentru prelungirea duratei de viaţă
a cuţitelor. Una din cele mai cunoscute dintre aceste metode este încărcarea prin sudare cu aliaje
dure care este abordată şi dezvoltată în această lucrare, aceasta metoda ofera mai multe avantaje
cum ar fi:
- Creşterea durabilităţii în exploatare a pieselor încărcate prin sudare, comparative cu piesele
neîncărcate, în mod curent, de 6 ori;
- Reducerea consumurilor energetice cu până la 35% prin eliminarea operaţiilor specifice
procesului clasic de fabricaţie;
CAPITOLUL III OBIECTIVELE TEZEI DE DOCTORAT
3.1. Tendințe actuale în domeniul abordat
Datorită importanței studiilor privind recondiționarea prin sudare a pieselor uzate, în
ultimii ani s-a observat apariția unor noi direcții de abordare. Acest lucru se datorează necesității
îmbunătățire și totodată creșterii caracteristicilor fizico-chimice.
Compoziția materialului de bază dar și solicitările la care sunt supuse cuțitele
pentru debitat oțel beton ridică probleme majore asupra recondiționării acestor piese. În
industrie, cuțitele utilizate pentru debitare sunt supuse unor acțiuni elementare, ceea ce duce la
uzarea și la înlocuirea sculei. Recondiționarea acetor scule, este o bună sursă pentru reducerea
costurilor de mentenanță a utilajelor pentru deformare plastică la rece. Elementele active a
cuțitului trebuie să prezinte proprietăți mecanice speciale precum duritate ridicată, rezistență și o
bună stabilitate termică pentru a putea susține regimuri de lucru continue.
Dezvoltăriile înregistrate pe plan mondial impun noi criterii asupra proceselor de
încărcare. Una dintre cele mai noi tehnologii de recondiționare a suprafețelor uzate este
procedeul de incărcare prin sudare CMT.
Având în vedere că cercetările din domeniul încărcariilorprin procedeul de sudare cold
metal transfer sunt relativ restrânse, mai ales în cazul recondiționării părților active ale utilajelor
pentru deformare plastică, prin prezenta teză îmi propun să contribui prin cercetări experimentale
la evaluarea procedeului de recondiționare și îmbunătățire a straturilor active pe cuțitele de
debitat oțel beton.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
14 Rezumat
3.2. Delimitarea domeniului de cercetare.
Lucrarea de faţă se axează asupra următoarelor domenii de cercetare:
Analiza tipurilor de structuri echipamente folosite pentru debitare, a defecțiunilor ce apar
în urma a tăierii și în urma metalului folosit pentru cuțitele folosite la tăiere.
Analiza sculelor de deformare plastică de tip cuțite, ce alcătuiesc echipamentul propriu-
zis, ținând cont de caracteristicile dimensionale și geometrice, de mișcările efectuate în
procesul de debitare și de principalele tipuri de uzuri ce apar.
Cercetările s-au axat pe elaborarea unei noi tehnologii de recondiționare a cuțitelor de
debitat prin tehnologii de încărcare prin sudare, care să confere rezistență ridicată la
uzare.
Elaborarea, realizarea şi testarea unui material de adaos special, de tip vergea tubulară,
destinată încărcării prin sudare.
.Determinarea experimentală a fiabilității și compararea acesteia cu cea folosită in mod
nornal.
3.3. Obiectivele cercetării.
Unul dintre obiective este de a realiza o tehnologie originală de recondiționare a unor
cuțite de debitat utilizați la echipamentele de tăiere a oțelului beton, urmărindu-se creșterea
durabilității și implicit a fiabilității în exploatare.
Din analiza uzurilor înregistrate la o serie mare de cuțite de debitat aflați în dotarea
echipamentelor de tăiere, s-a constatat că în zona activă se produc modificări substanțiale în
geometria acestora.
Asupra acestor două cazuri mi-am îndreptat în mod deosebit cercetările în cadrul tezei de
doctorat, propunând următoarele patru obiective (direcții) principale de acțiuni în vederea
realizării obiectivului propus.
Obiectivul 1. Analiza fenomenelor de uzare specifice echipamentelor tehnologice, care
determină în mod frecvent scoaterea din funcţiune a acestora cu exemplificări de diferite tipuri,
precum şi efectul acestora.
Obiectivul 2. Cercetarea şi stabilirea unei tehnologii optime de recondiţionare prin
sudare, a unui cutit din oţelul W1.2767 utilizând procedeul de incarcare prin sudare CMT, pentru
care se vor stabili parametrii folosiţi la testele experimentale.
Obiectivul 3. Testarea comportării în exploatare a cutitelor recondiționate prin sudare cu
procedeul CMT.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
15 Rezumat
CAPITOLUL IV CERCETARII PIVIND RECONDITIONAREA PRIN SUDARE A CUTITELOR
DESTINATE DEBITARII MATERIALELOR FIEROASE.
4.1. Recomandări tehnologice în cazul recondiţionării prin procedeul de sudare
MAG – CMT.
Procedeele de încărcare prin sudare se aplică pieselor care în procesul de funcționare
(exploatare) sunt supuse unor solicitări complexe, în vederea realizării unor sisteme de
autoprotecție la uzare[1]
În prezent o nouă variantă de sudare MIG-MAG este varianta Cold Metal Transfer
(CMT), , la care se folosește îndeosebi tehnologia desprinderii asistate a picăturii. În cazul
acestui procedeu de sudare, dacă parametrii tehnologici de sudare au fost corect aleși, ar trebui
ca la fiecare atingere controlată a sârmei de materialul de bază să se desprindă o singură
picătură de material de adaos din sârma electrod. Rezultatul se poate numi ,,sudarea picătură cu
picătură”.
4.2. Determinarea experimentală a parametrilor optimi pentru încărcarea prin
sudare cu procedeul CMT.
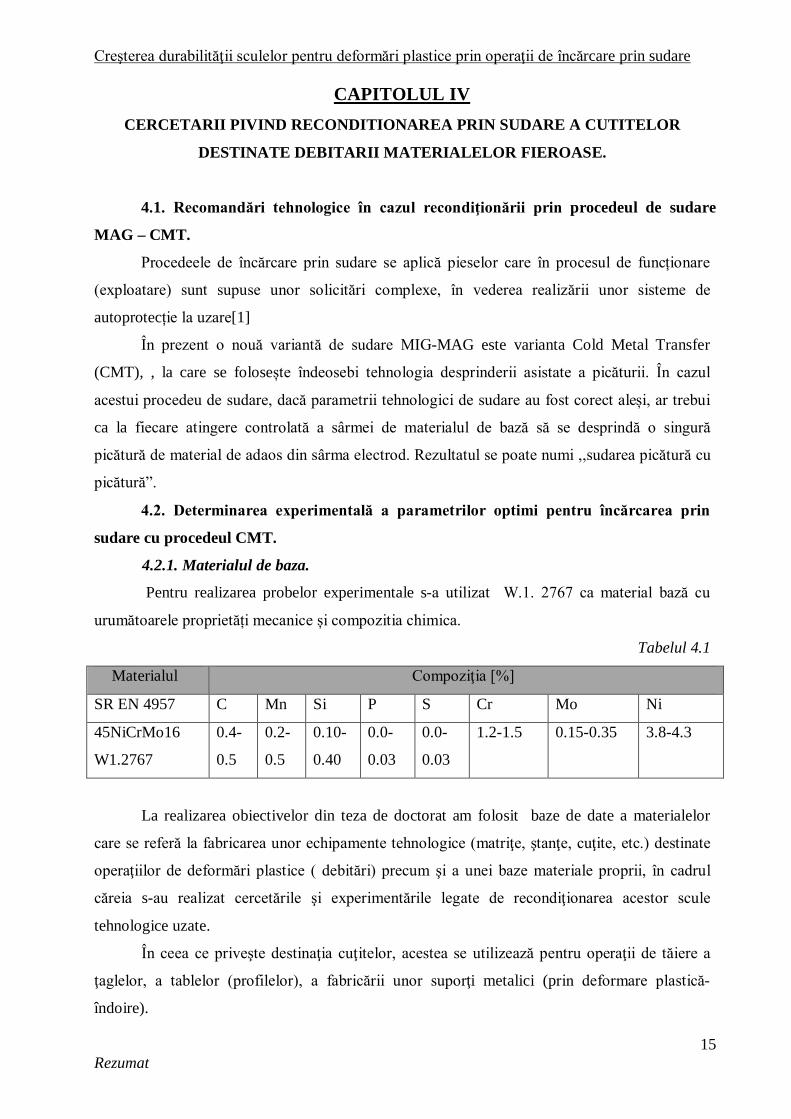
4.2.1. Materialul de baza.
Pentru realizarea probelor experimentale s-a utilizat W.1. 2767 ca material bază cu
urumătoarele proprietăți mecanice și compozitia chimica.
Tabelul 4.1
Materialul Compoziţia [%]
SR EN 4957 C Mn Si P S Cr Mo Ni
45NiCrMo16
W1.2767
0.4-
0.5
0.2-
0.5
0.10-
0.40
0.0-
0.03
0.0-
0.03
1.2-1.5 0.15-0.35 3.8-4.3
La realizarea obiectivelor din teza de doctorat am folosit baze de date a materialelor
care se referă la fabricarea unor echipamente tehnologice (matriţe, ştanţe, cuţite, etc.) destinate
operaţiilor de deformări plastice ( debitări) precum şi a unei baze materiale proprii, în cadrul
căreia s-au realizat cercetările şi experimentările legate de recondiţionarea acestor scule
tehnologice uzate.
În ceea ce priveşte destinaţia cuţitelor, acestea se utilizează pentru operaţii de tăiere a
ţaglelor, a tablelor (profilelor), a fabricării unor suporţi metalici (prin deformare plastică-
îndoire).
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
16 Rezumat
Cercetările experimentale au constat în întocmirea unei tehnologii de recondiţionare, a
cuţitelor de debitat precum şi în destinat operaţiei de încărcare prin sudare cu procedeul de
incarcare CMT(could metal transfer). [23]
Materiale utilizate pentru fabricarea cuţitelor
Alegerea materialelor pentru execuţia elementelor de măcinare este determinată de:
natura procesului de măcinare ( frecare, strivire sau impact );
coeficientul de abrazivitate a combustibilului ce urmează a se măcina, exprimat
prin uzura specifică [ g/t ], [ g/kWh ];
tipul presei(prese de balotat sau prese de mărunţit);
temperatura la care are loc procesul de măcinare.
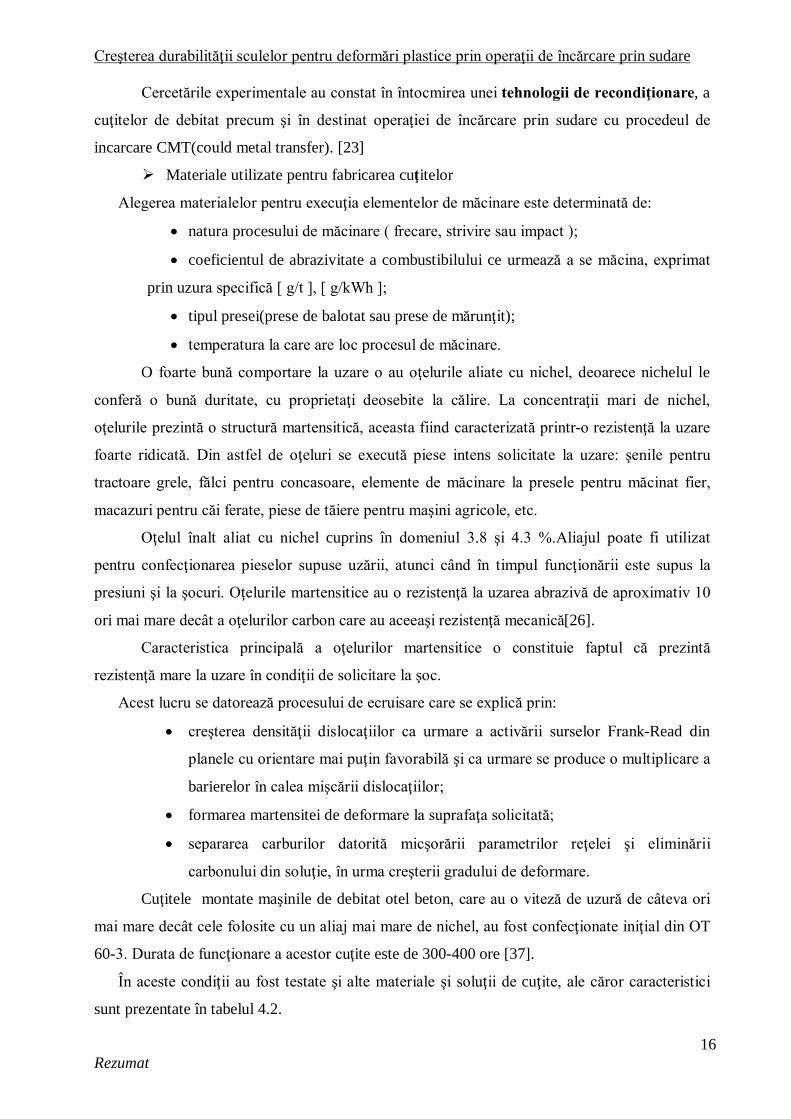
O foarte bună comportare la uzare o au oţelurile aliate cu nichel, deoarece nichelul le
conferă o bună duritate, cu proprietaţi deosebite la călire. La concentraţii mari de nichel,
oţelurile prezintă o structură martensitică, aceasta fiind caracterizată printr-o rezistenţă la uzare
foarte ridicată. Din astfel de oţeluri se execută piese intens solicitate la uzare: şenile pentru
tractoare grele, fălci pentru concasoare, elemente de măcinare la presele pentru măcinat fier,
macazuri pentru căi ferate, piese de tăiere pentru maşini agricole, etc.
Oţelul înalt aliat cu nichel cuprins în domeniul 3.8 şi 4.3 %.Aliajul poate fi utilizat
pentru confecţionarea pieselor supuse uzării, atunci când în timpul funcţionării este supus la
presiuni şi la şocuri. Oţelurile martensitice au o rezistenţă la uzarea abrazivă de aproximativ 10
ori mai mare decât a oţelurilor carbon care au aceeaşi rezistenţă mecanică[26].
Caracteristica principală a oţelurilor martensitice o constituie faptul că prezintă
rezistenţă mare la uzare în condiţii de solicitare la şoc.
Acest lucru se datorează procesului de ecruisare care se explică prin:
creşterea densităţii dislocaţiilor ca urmare a activării surselor Frank-Read din
planele cu orientare mai puţin favorabilă şi ca urmare se produce o multiplicare a
barierelor în calea mişcării dislocaţiilor;
formarea martensitei de deformare la suprafaţa solicitată;
separarea carburilor datorită micşorării parametrilor reţelei şi eliminării
carbonului din soluţie, în urma creşterii gradului de deformare.
Cuţitele montate maşinile de debitat otel beton, care au o viteză de uzură de câteva ori
mai mare decât cele folosite cu un aliaj mai mare de nichel, au fost confecţionate iniţial din OT
60-3. Durata de funcţionare a acestor cuţite este de 300-400 ore [37].
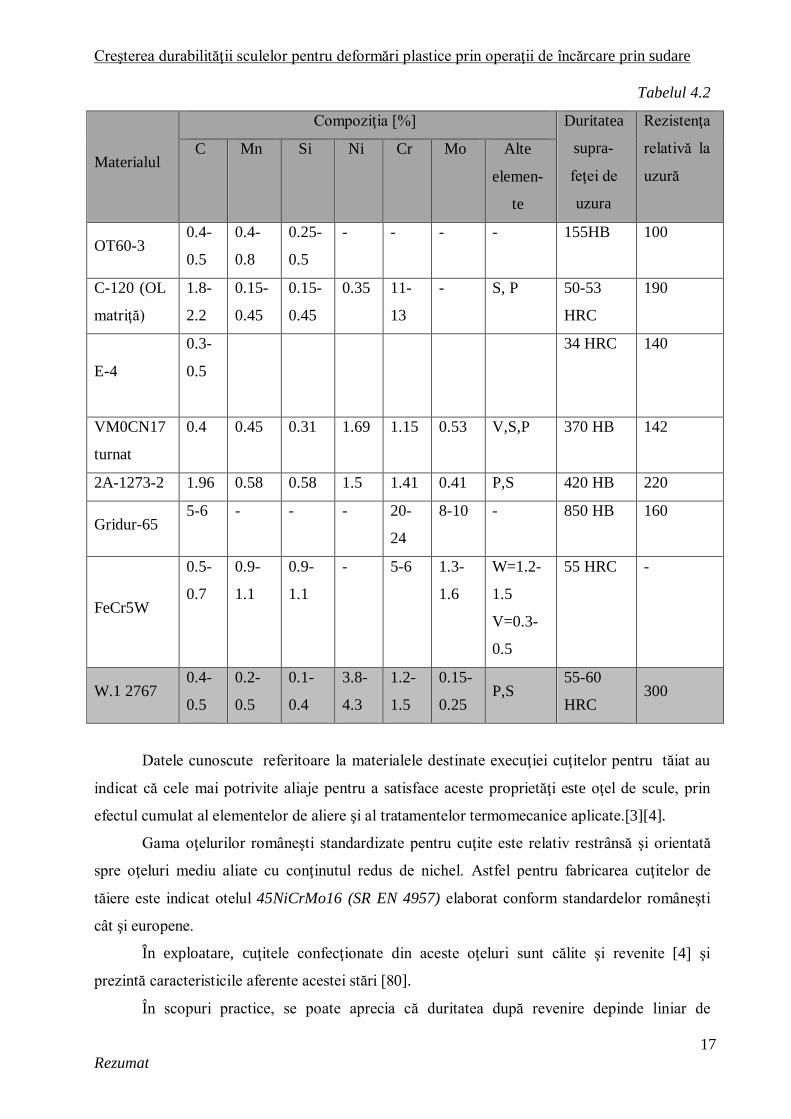
În aceste condiţii au fost testate şi alte materiale şi soluţii de cuţite, ale căror caracteristici
sunt prezentate în tabelul 4.2.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
17 Rezumat
Tabelul 4.2
Materialul
Compoziţia [%] Duritatea
supra-
feţei de
uzura
Rezistenţa
relativă la
uzură
C Mn Si Ni Cr Mo Alte
elemen-
te
OT60-3 0.4-
0.5
0.4-
0.8
0.25-
0.5
- - - - 155HB 100
C-120 (OL
matriţă)
1.8-
2.2
0.15-
0.45
0.15-
0.45
0.35 11-
13
- S, P 50-53
HRC
190
E-4
0.3-
0.5
34 HRC 140
VM0CN17
turnat
0.4 0.45 0.31 1.69 1.15 0.53 V,S,P 370 HB 142
2A-1273-2 1.96 0.58 0.58 1.5 1.41 0.41 P,S 420 HB 220
Gridur-65 5-6 - - - 20-
24
8-10 - 850 HB 160
FeCr5W
0.5-
0.7
0.9-
1.1
0.9-
1.1
- 5-6 1.3-
1.6
W=1.2-
1.5
V=0.3-
0.5
55 HRC -
W.1 2767 0.4-
0.5
0.2-
0.5
0.1-
0.4
3.8-
4.3
1.2-
1.5
0.15-
0.25 P,S
55-60
HRC 300
Datele cunoscute referitoare la materialele destinate execuţiei cuţitelor pentru tăiat au
indicat că cele mai potrivite aliaje pentru a satisface aceste proprietăţi este oţel de scule, prin
efectul cumulat al elementelor de aliere şi al tratamentelor termomecanice aplicate.[3][4].
Gama oţelurilor româneşti standardizate pentru cuţite este relativ restrânsă şi orientată
spre oţeluri mediu aliate cu conţinutul redus de nichel. Astfel pentru fabricarea cuţitelor de
tăiere este indicat otelul 45NiCrMo16 (SR EN 4957) elaborat conform standardelor româneşti
cât şi europene.
În exploatare, cuţitele confecţionate din aceste oţeluri sunt călite şi revenite [4] şi
prezintă caracteristicile aferente acestei stări [80].
În scopuri practice, se poate aprecia că duritatea după revenire depinde liniar de
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
18 Rezumat
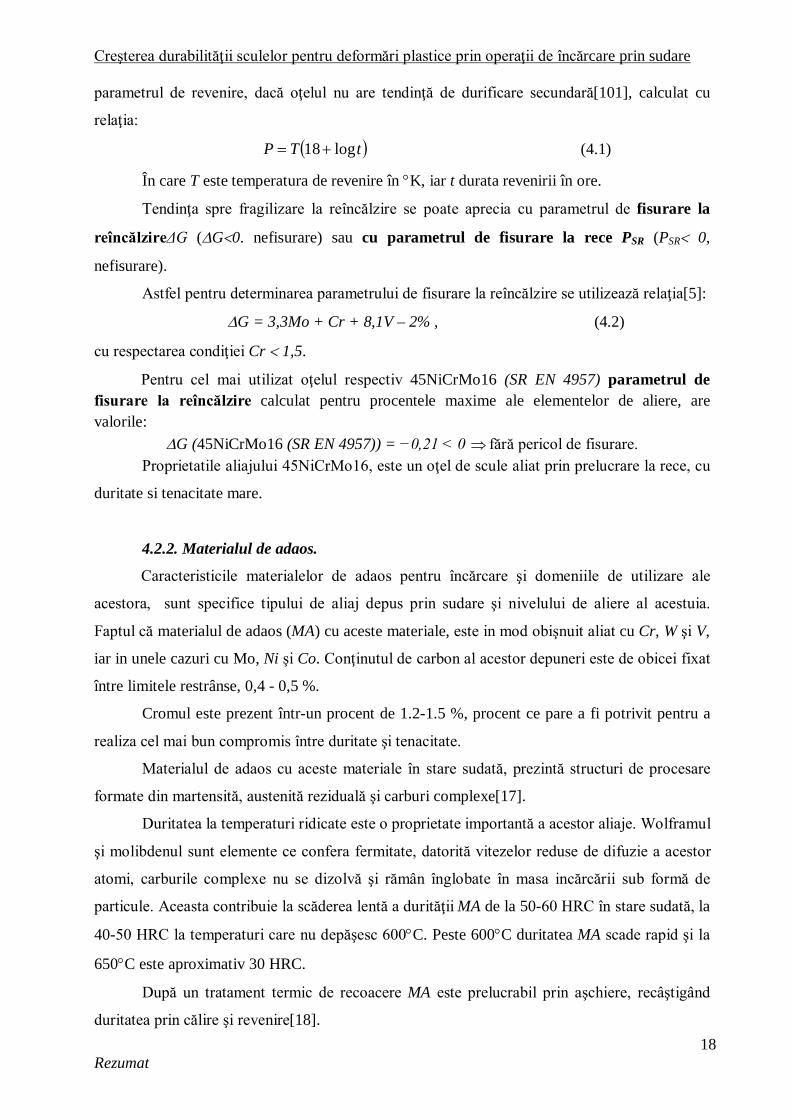
parametrul de revenire, dacă oţelul nu are tendinţă de durificare secundară[101], calculat cu
relaţia:
tTP log18 (4.1)
În care T este temperatura de revenire în K, iar t durata revenirii în ore.
Tendinţa spre fragilizare la reîncălzire se poate aprecia cu parametrul de fisurare la
reîncălzireΔG (G0. nefisurare) sau cu parametrul de fisurare la rece PSR (PSR 0,
nefisurare).
Astfel pentru determinarea parametrului de fisurare la reîncălzire se utilizează relaţia[5]:
G = 3,3Mo + Cr + 8,1V – 2% , (4.2)
cu respectarea condiţiei Cr 1,5.
Pentru cel mai utilizat oţelul respectiv 45NiCrMo16 (SR EN 4957) parametrul de fisurare la reîncălzire calculat pentru procentele maxime ale elementelor de aliere, are valorile:
G (45NiCrMo16 (SR EN 4957)) = −0,21 < 0 fără pericol de fisurare. Proprietatile aliajului 45NiCrMo16, este un oţel de scule aliat prin prelucrare la rece, cu
duritate si tenacitate mare.
4.2.2. Materialul de adaos.
Caracteristicile materialelor de adaos pentru încărcare şi domeniile de utilizare ale
acestora, sunt specifice tipului de aliaj depus prin sudare şi nivelului de aliere al acestuia.
Faptul că materialul de adaos (MA) cu aceste materiale, este in mod obişnuit aliat cu Cr, W şi V,
iar in unele cazuri cu Mo, Ni şi Co. Conţinutul de carbon al acestor depuneri este de obicei fixat
între limitele restrânse, 0,4 - 0,5 %.
Cromul este prezent într-un procent de 1.2-1.5 %, procent ce pare a fi potrivit pentru a
realiza cel mai bun compromis între duritate şi tenacitate.
Materialul de adaos cu aceste materiale în stare sudată, prezintă structuri de procesare
formate din martensită, austenită reziduală şi carburi complexe[17].
Duritatea la temperaturi ridicate este o proprietate importantă a acestor aliaje. Wolframul
şi molibdenul sunt elemente ce confera fermitate, datorită vitezelor reduse de difuzie a acestor
atomi, carburile complexe nu se dizolvă şi rămân înglobate în masa incărcării sub formă de
particule. Aceasta contribuie la scăderea lentă a durităţii MA de la 50-60 HRC în stare sudată, la
40-50 HRC la temperaturi care nu depăşesc 600C. Peste 600C duritatea MA scade rapid şi la
650C este aproximativ 30 HRC.
După un tratament termic de recoacere MA este prelucrabil prin aşchiere, recâştigând
duritatea prin călire şi revenire[18].
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
19 Rezumat
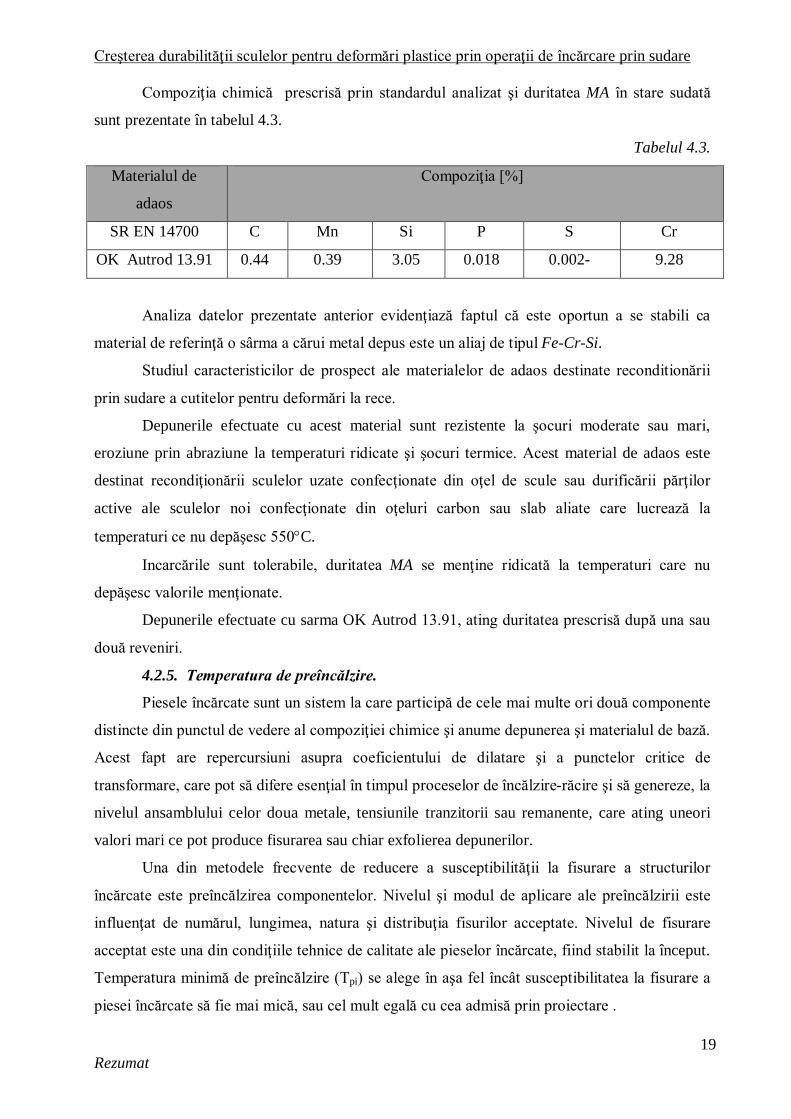
Compoziţia chimică prescrisă prin standardul analizat şi duritatea MA în stare sudată
sunt prezentate în tabelul 4.3.
Tabelul 4.3.
Materialul de
adaos
Compoziţia [%]
SR EN 14700 C Mn Si P S Cr
OK Autrod 13.91 0.44 0.39 3.05 0.018 0.002- 9.28
Analiza datelor prezentate anterior evidenţiază faptul că este oportun a se stabili ca
material de referinţă o sârma a cărui metal depus este un aliaj de tipul Fe-Cr-Si.
Studiul caracteristicilor de prospect ale materialelor de adaos destinate reconditionării
prin sudare a cutitelor pentru deformări la rece.
Depunerile efectuate cu acest material sunt rezistente la şocuri moderate sau mari,
eroziune prin abraziune la temperaturi ridicate şi şocuri termice. Acest material de adaos este
destinat recondiţionării sculelor uzate confecţionate din oţel de scule sau durificării părţilor
active ale sculelor noi confecţionate din oţeluri carbon sau slab aliate care lucrează la
temperaturi ce nu depăşesc 550C.
Incarcările sunt tolerabile, duritatea MA se menţine ridicată la temperaturi care nu
depăşesc valorile menţionate.
Depunerile efectuate cu sarma OK Autrod 13.91, ating duritatea prescrisă după una sau
două reveniri.
4.2.5. Temperatura de preîncălzire.
Piesele încărcate sunt un sistem la care participă de cele mai multe ori două componente
distincte din punctul de vedere al compoziţiei chimice şi anume depunerea şi materialul de bază.
Acest fapt are repercursiuni asupra coeficientului de dilatare şi a punctelor critice de
transformare, care pot să difere esenţial în timpul proceselor de încălzire-răcire şi să genereze, la
nivelul ansamblului celor doua metale, tensiunile tranzitorii sau remanente, care ating uneori
valori mari ce pot produce fisurarea sau chiar exfolierea depunerilor.
Una din metodele frecvente de reducere a susceptibilităţii la fisurare a structurilor
încărcate este preîncălzirea componentelor. Nivelul şi modul de aplicare ale preîncălzirii este
influenţat de numărul, lungimea, natura şi distribuţia fisurilor acceptate. Nivelul de fisurare
acceptat este una din condiţiile tehnice de calitate ale pieselor încărcate, fiind stabilit la început.
Temperatura minimă de preîncălzire (Tpi) se alege în aşa fel încât susceptibilitatea la fisurare a
piesei încărcate să fie mai mică, sau cel mult egală cu cea admisă prin proiectare .
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
20 Rezumat
Stabilirea temperaturii de preîncălzire este o problemă complexă, dependentă de mai
mulţi factori. În general, Tpi se stabileşte experimental pe piese reale, prin tatonări succesive. În
unele cazuri particulare temperatura de preîncălzire a fiecarei componenta conţinută de piesa
încărcată (Tpi) se poate determina printr-o metodă specifică, urmând a se alege ca Tpi a
ansamblului valoarea maximă obţinută pentru componentele ansamblului .
În cele ce urmează se prezintă două dintre metodele specifice de determinare a Tpi.:
Metoda cu ajutorul temperaturilor critice de transformare, este aplicabilă fabricatelor
executate din materiale care în procesul de încălzire-răcire suferă transformări structurale, în
urma cărora în zonele caracteristice, depunerea şi respectiv zona influenţată termic, apar
constituenţi fragili (martensită, bainită etc.), sensibili la fisuri. În acest caz temperatura de
preîncălzire a materialului analizat Tpi se stabileşte la o valoare superioară sau egală cu cea a
temperaturii de apariţie a constituenţilor fragili. Temperaturile critice de transformare pot fi
evidenţiate prin metode clasice de determinare sau pentru oţelurile inoxidabile martensitice sau
martensito-feritice pe cale analitică.
Ca metodă experimentală se recomandă analiza dilatometrică, datorită faptului că
aceasta este precisă şi expeditivă pentru un anumit caz dat.
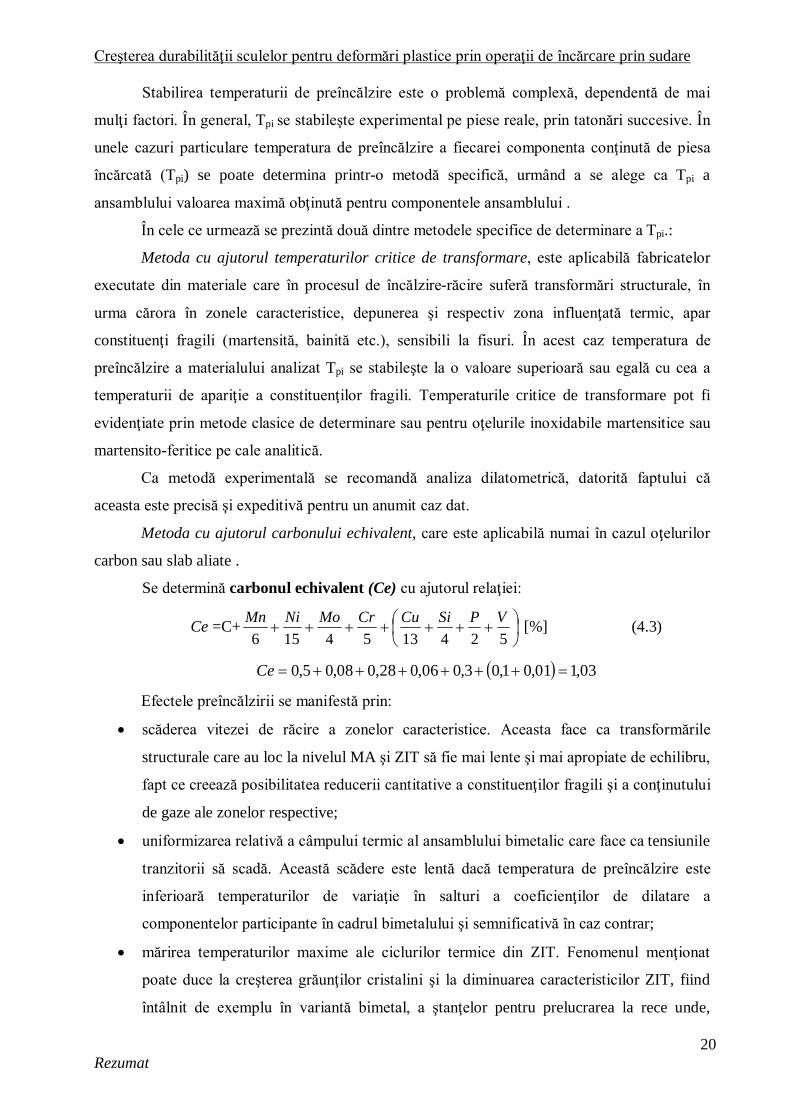
Metoda cu ajutorul carbonului echivalent, care este aplicabilă numai în cazul oţelurilor
carbon sau slab aliate .
Se determină carbonul echivalent (Ce) cu ajutorul relaţiei:
Ce =C+
5241354156VPSiCuCrMoNiMn [%] (4.3)
03,101,01,03,006,028,008,05,0 Ce
Efectele preîncălzirii se manifestă prin:
scăderea vitezei de răcire a zonelor caracteristice. Aceasta face ca transformările
structurale care au loc la nivelul MA şi ZIT să fie mai lente şi mai apropiate de echilibru,
fapt ce creează posibilitatea reducerii cantitative a constituenţilor fragili şi a conţinutului
de gaze ale zonelor respective;
uniformizarea relativă a câmpului termic al ansamblului bimetalic care face ca tensiunile
tranzitorii să scadă. Această scădere este lentă dacă temperatura de preîncălzire este
inferioară temperaturilor de variaţie în salturi a coeficienţilor de dilatare a
componentelor participante în cadrul bimetalului şi semnificativă în caz contrar;
mărirea temperaturilor maxime ale ciclurilor termice din ZIT. Fenomenul menţionat
poate duce la creşterea grăunţilor cristalini şi la diminuarea caracteristicilor ZIT, fiind
întâlnit de exemplu în variantă bimetal, a ştanţelor pentru prelucrarea la rece unde,
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
21 Rezumat
pentru a evita lăţimea fâşiei de supraâncălzire s-a utilizat un material de bază cu
granulaţie fină;
diminuarea conţinutului de hidrogen difuzibil din depunere;
transformări de revenire în metalul de bază, dacă acesta este în stare călită şi/sau
fenomene de îmbătrânire;
creşterea cheltuielilor de producţie şi scăderea productivităţii muncii.
Temperatura între cordoane este dată de temperatura depunerii sau a metalului de bază
din zona adiacentă la care se poate depune următorul strat. Prescrierea acestui parametru se
impune numai în cazul în care încărcarea se face prin mai multe treceri şi este necesar controlul
vitezei de răcire, a fiecărui rând în parte sau prevenirea încălzirii excesive a regimului de
încărcat. Prin controlul vitezei de răcire a fiecărui rând se urmăreşte obţinerea unor depuneri
omogene din punct de vedere structural.
Pentru prevenirea încălzirii excesive se recomandă ca temperatura între rânduri să nu
depăşească temperatura de apariţie a martensitei sau a unor constituenţi fragili în metalul de
încărcat.
Depunerile sunt constituite, în general, din mai multe rânduri şi uneori din mai multe
straturi.
Modul de aşezare al acestora în cadrul depunerii influenţează nivelul calitativ al
suprafeţelor încărcate. Aceasta influenţă se manifestă în mod deosebit asupra diluţiei, a
omogenităţii depunerii şi a nivelului tensiunilor reziduale.
În mod obişnuit, pătrunderea la sudare este de cca 1/3 din lăţimea b a rândului de sudură.
Această valoare asigură o legătură stabilă între cele două elemente şi o diluţie a metalului depus
de 10...40%, în funcţie de procedeul utilizat şi de densitatea de curent folosită la sudare[41].
În cazul în care încărcarea se face cu pendulare este indicat ca aceasta să nu depăşească
de trei ori diametrul electrodului. Ordinea de sudare se stabileşte în aşa fel încât să conducă, în
piesa încărcată, la tensiuni şi deformaţii minime, pe cât posibil echilibrate.
Tratamente termice după sudare.
Tratamentele termice după sudare se aplică în principal, în scopul obţinerii unor
caracteristici cerute în exploatare sau al unor facilităţi în procesul de fabricaţie a pieselor
încărcate. Dintre acestea se menţionează: mărirea siguranţei în exploatare, creşterea stabilităţii
dimensionale, reducerea sensibilităţii la fisurare, îmbunătăţirea prelucrabilităţii prin aşchiere etc.
Prametrii tehnologici prescrişi tratmentelor după sudare trebuie să asigure, frecvent, un
compromis între cei recomandaţi pentru materialele ce concură la realizarea ansamblului piesă
încărcată. Acestea sunt de cele mai multe ori diferite din punctul de vedere al compoziţiei
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
22 Rezumat
chimice, al structurii şi al procedeului de obţinere, fapt ce poate duce la manifestări de
incompatibilitate la anumite tratamente a pieselor încărcate.
După scopul urmărit tratamentele termice după sudare se clasifică în :
tratamente de dehidrogenare;
tratamente de recoacere;
tratamente de îmbunătăţire a caracteristicilor mecanice prin călire-revenire;
tratamente de precipitare;
tratamente speciale sau combinaţii ale acestora.
Calculul temperaturii de preîncălzire se poate calcula prin mai multe metode pentru
calculul temperaturii de preîncălzire. Metoda de calcul folosita in această lucrare este metoda
seferian.
Calculul temperaturii de preîncălzire prin metoda Seferian se realizează conform relaţiei:
푇푝푟 = 350 퐶푒(1 + 0.005푆)− 0.25 (4.4)
푇푝푟 = 350 ∗ 0,821 = 287°퐶
În care carbonul echivalent Ce se calculează conform relaţiei (4.3), iar S este grosimea
componentelor de sudat în mm.Temperatura de preâncălzire este de 287°.
Diametrul sarmei se stabileşte în funcţie de scopul urmărit, grosimea depunerii şi de
accesibilitatea în zona de încărcat [8]. Pentru depuneri de grosimi reduse se recomandă
utilizarea unor sârme cu diametrul mic, care să permită obţinerea dimensiunilor prescrise la o
singură trecere. În cazul realizării unor depuneri cu grosime mare este preferabilă folosirea
sârmelor cu diametre mari, deoarece asigură o productivitate mai mare.
Sârmele pentru încărcare prin sudare se produc cu următoarele diametre: 0,5-0,6-0,8-
1.00-1,2-1,25-1,6-1,8 mm .
Diametrele sârmelor tubulare sunt cuprinse în general între 0,8 şi 2,5 mm[15] .
Curentul de sudare (Is) are influenţă directă asupra cantităţii de căldură furnizată de arc
şi ca urmare influenţează volumul de metal topit. Pentru condiţii identice de încărcare, la
creşterea curentului de sudare creşte adâncimea de pătrundere, creşte diluţia şi se reduce lăţimea
rândului.
Din considerente economice este de preferat să se lucreze cu curenţi mari, care permit
obţinerea unor productivităţi ridicate .
Curentul de sudare şi mai ales densitatea acestuia influenţează de asemenea coeficienţii
de trecere prin arc a elementelor de aliere. O parte dintre acestea se pot vaporiza la o

Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
23 Rezumat
temperatură prea ridicată. În unele cazuri valoarea lui Is este limitată în aşa fel încât să conducă
la obţinerea diluţiei proiectate[13].
Curenţii utilizaţi depind în mare măsură de materiale folosite pentru încărcare, iar
valorile acestora trebuie să se încadreze în cele recomandate de producătorii materialelor de
încărcare.
Tensiunea arcului este proporţională cu lungimea acestuia, fiind dependentă de natura
materialelor utilizate. Tensiunea mică caracterizează un arc scurt, deci pătrundere mare şi lăţime
mică. În aceleaşi condiţii de încărcare, cu creşterea tensiunii creşte lăţimea sudurii şi scade
adâncimea de pătrundere.
Tensiunea arcului Ua, în(V), are o variaţie definită în general prin relaţia:
aa LbaU (4.5)
în care:
a şi b sunt constante, care depind de materialele de sudare utilizate;
La – lungimea arcului.
Energia liniară reprezintă energia electrică administrată procesului de sudare pe
unitatea de lungime a cordonului (El) , ea fiind stabilită prin relaţia:
El = ∗ ∗ ƞ ∗ 10 (4.6)
În care :
U-tensiunea de sudare;
Is- Intensitatea de sudare;
Vs-viteza de sudare;
Ƞ- eficiența procedurii de sudare in conformitate cu EN 1011-1/98-ƞ=0.6
Parametrii tehnologici primari influenţează dimensiunile cordonului şi ale zonei
influenţate termomecanic, precum şi stabilitatea arcului şi rata depunerii. Pătrunderea creşte
liniar cu creşterea curentului de sudare, creşte cu un maxim funcţie de tensiunea arcului şi scade
odată cu creşterea vitezei de sudare.
Analizând principial lucrurile,în anumite limite valorice, observăm că intensitatea
curentului influenţează în sensul creşterii tuturor dimensiunilor cordonului. În schimb, viteza de
sudare influenţează în sensul scăderii tuturor dimensiunilor cordonului de sudură.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
24 Rezumat
4.3. Cercetări experimentale privind determinarea parametrilor tehnologici optimi
pentru recondiționarea prin procedeul de sudare MAG - CMT.
4.3.1. Influenta intensitatii asupra proprietatiilor fizico-mecanice ale cordoanelor
depuse.
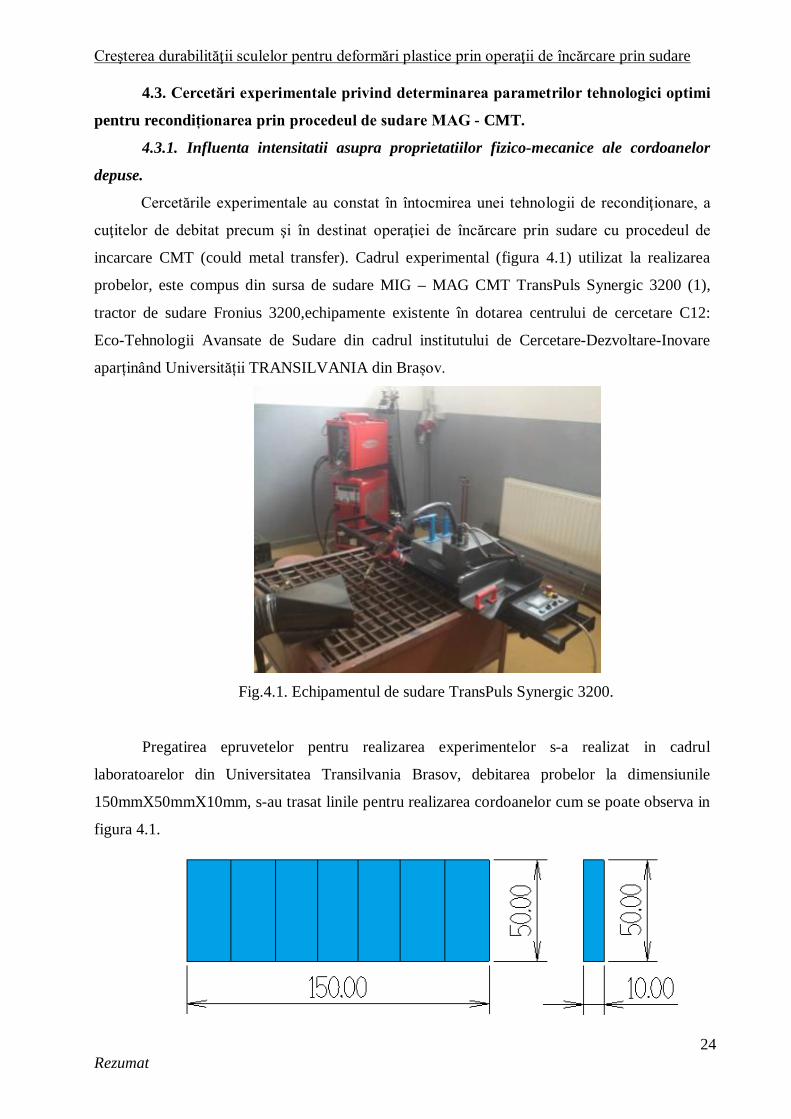
Cercetările experimentale au constat în întocmirea unei tehnologii de recondiţionare, a
cuţitelor de debitat precum şi în destinat operaţiei de încărcare prin sudare cu procedeul de
incarcare CMT (could metal transfer). Cadrul experimental (figura 4.1) utilizat la realizarea
probelor, este compus din sursa de sudare MIG – MAG CMT TransPuls Synergic 3200 (1),
tractor de sudare Fronius 3200,echipamente existente în dotarea centrului de cercetare C12:
Eco-Tehnologii Avansate de Sudare din cadrul institutului de Cercetare-Dezvoltare-Inovare
aparținând Universității TRANSILVANIA din Brașov.
Fig.4.1. Echipamentul de sudare TransPuls Synergic 3200.
Pregatirea epruvetelor pentru realizarea experimentelor s-a realizat in cadrul
laboratoarelor din Universitatea Transilvania Brasov, debitarea probelor la dimensiunile
150mmX50mmX10mm, s-au trasat linile pentru realizarea cordoanelor cum se poate observa in
figura 4.1.

Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
25 Rezumat
Fig.4.2. Epruveta 1.
S-au realizat un numar de 6 probe experimentale utilizînd proedeul de sudare MIG
MAG – CMT (could metal transfer) cu parametrii tehnologici cuprinşi in specificatia de
incărcare, tabelul 4.4.
Materialul folosit la încercările experimentale este oţelul W 1.2767, acesta fiind
materialul folosit la realizarea componentelor active ale cuţitului. Pentru aceste încercări s-au
folosit parametrii ce sunt evidenţiaţi în tabelul 4.5. ce conţine specificaţia procedurii de sudare.
Tabelul 4.4.
PROCEDEUL DE SUDARE: 141 Denumirea probei: P1-P6
POZIŢIA DE SUDARE: Incărcare
MATERIAL DE BAZĂ: MATERIAL DE ADAOS
MB1
Denumire: W1.2767 Marca : OK Autrod 13.91 Norma: SR EN 4957 Norma: SR EN 14700 Grupa: Dimensiuni (mm): 1.2
Grosime (mm): 10 Diametru (mm): -
Uscare Temp.(°C) / Timp (ore):
Temp.de preîncălzire (C): 250-300° Debit gaz De protecţie: 10-12 l/min. Temp. între straturi (°C): - La rădăcină:
SCHEMA DE PREGĂTIRE A DEPUNERII
SUCCESIUNEA OPERAŢIUNILOR DE ÎNCĂRCARE PRIN SUDARE
Rând Proc.
sud.
Dimensiu-ne
material depus
Inten-sitatea curentului (A)
Ten-siunea (V)
Tip cure-nt
Viteza de avans a sârmei m/min
Viteza de
sudare (mm/min
)
Energia liniară
introdu-să
1. 141 1.2 110 20.40 CC+ 3.5 500 0,027 2. 141 1.2 130 21.00 CC+ 4.1 500 0,033 3. 141 1.2 150 21.30 CC+ 4.7 500 0,038 4. 141 1.2 170 21.90 CC+ 5.4 500 0,045 5. 141 1.2 190 23.00 CC+ 6.2 500 0,052 6. 141 1.2 210 24.10 CC+ 7.2 500 0,061
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
26 Rezumat
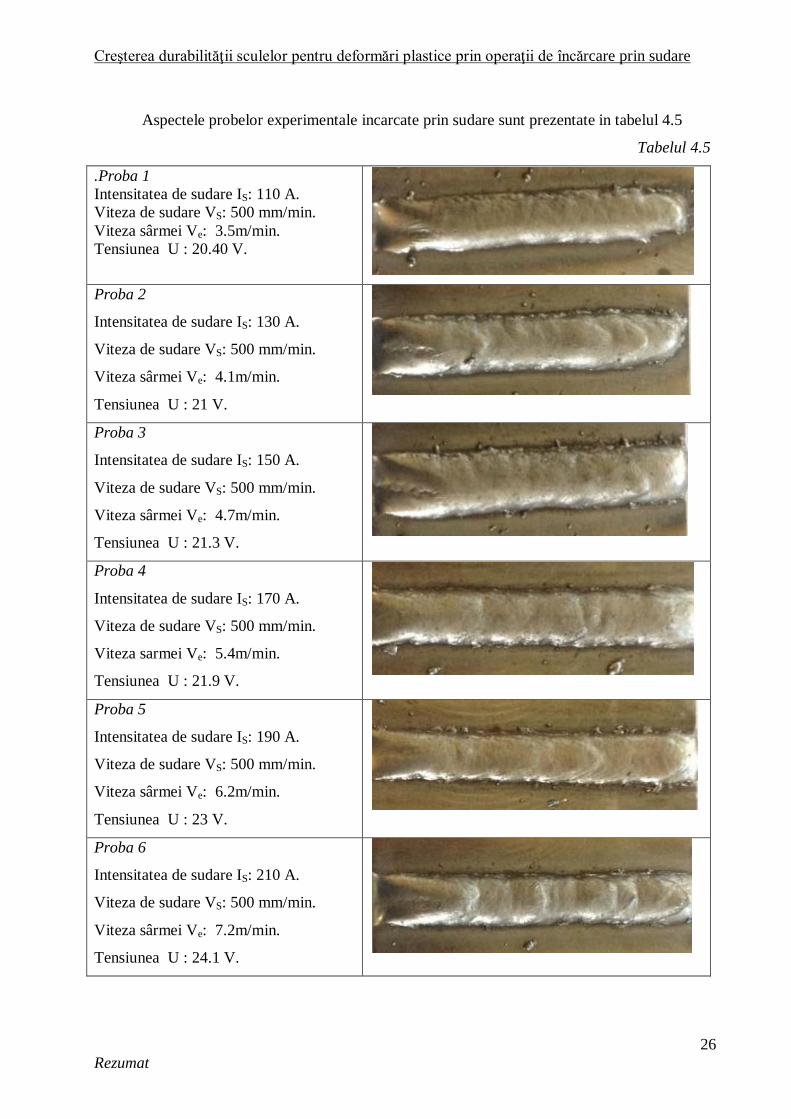
Aspectele probelor experimentale incarcate prin sudare sunt prezentate in tabelul 4.5
Tabelul 4.5
.Proba 1 Intensitatea de sudare IS: 110 A. Viteza de sudare VS: 500 mm/min. Viteza sârmei Ve: 3.5m/min. Tensiunea U : 20.40 V.
Proba 2
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 500 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21 V.
Proba 3
Intensitatea de sudare IS: 150 A.
Viteza de sudare VS: 500 mm/min.
Viteza sârmei Ve: 4.7m/min.
Tensiunea U : 21.3 V.
Proba 4
Intensitatea de sudare IS: 170 A.
Viteza de sudare VS: 500 mm/min.
Viteza sarmei Ve: 5.4m/min.
Tensiunea U : 21.9 V.
Proba 5
Intensitatea de sudare IS: 190 A.
Viteza de sudare VS: 500 mm/min.
Viteza sârmei Ve: 6.2m/min.
Tensiunea U : 23 V.
Proba 6
Intensitatea de sudare IS: 210 A.
Viteza de sudare VS: 500 mm/min.
Viteza sârmei Ve: 7.2m/min.
Tensiunea U : 24.1 V.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
27 Rezumat
Pentru determinarea proprietaţilor fizico – mecanice ale coordoanelor depuse prin sudare
cu intensităţii diferite, se vor realiza analize macro si microstructurale, incercări de duritate şi a
coeficientilor de frecare.
4.3.2. Analiza microstructurala a cordoanelor incărcate prin sudare cu intensitaţii
diferite.
Analiza micro a cordoanelor incărcate prin sudare s-a realizat respectând prescripţiile
tehnice prevăzute SR EN 1231.
Pentru obţinerea esantioanelor metalografice, probele experimentate au fost debitate,
rectificate in secţiune transversală obţinându-se o rugozitate de 1 mm; şlefuirea probelor cu
ajutorul hârtiei abrazive cu următoarele granulaţii:, 800, 1000, 1200 1500 si 2000; realizare de
luciu metalic s-a obţinut prin lustruire la pâsla cu ajutorul suspensiei de alumină (Al2O3) .
Pentru analiza macrostructurală şi microstructurală probele au fost atacate cu o soluţie de
tocionat pe materialul de bază, care are ca si compoziţie : 80 ml de H2O (apa), 20 ml acid
sulfuric (H2SO4) si 10 g tocionat de amoniu (NH4SCN), iar pe condon s-a folosit apă regală care
are in compoziţie 3 parţi acid clorhidric ( 3HCl) si o parte acid azotic (HNO3).
După atacul cu cei doi reactivi s-a realizat analiza macroscopică cu ajutorul
microscopului optic metalografic tip Nikon model Elipse Ma 100 din cadrul Universitătii
Transilvania Braşov (fig.4.3.)
Figura 4.3.Microscop Nikon Elipse Ma 100.
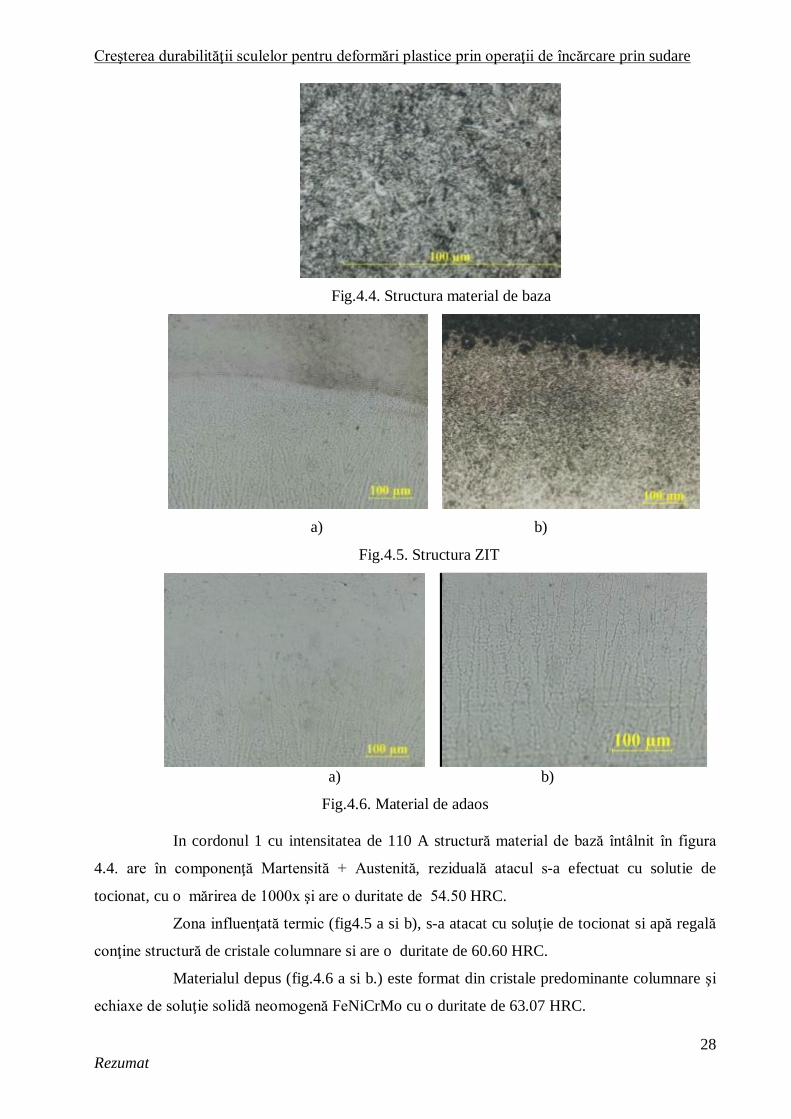
In cordonul 1 depus cu intensitatea de sudare Is=110 A se pot observa in microstructură,
materialului de bază (fig 4.4), zonă influenţată termic(fig.4.5) si materialul de adaos( fig.4.6).
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
28 Rezumat
Fig.4.4. Structura material de baza
a) b)
Fig.4.5. Structura ZIT
a) b)
Fig.4.6. Material de adaos
In cordonul 1 cu intensitatea de 110 A structură material de bază întâlnit în figura
4.4. are în componenţă Martensită + Austenită, reziduală atacul s-a efectuat cu solutie de
tocionat, cu o mărirea de 1000x şi are o duritate de 54.50 HRC.
Zona influenţată termic (fig4.5 a si b), s-a atacat cu soluţie de tocionat si apă regală
conţine structură de cristale columnare si are o duritate de 60.60 HRC.
Materialul depus (fig.4.6 a si b.) este format din cristale predominante columnare şi
echiaxe de soluţie solidă neomogenă FeNiCrMo cu o duritate de 63.07 HRC.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
29 Rezumat
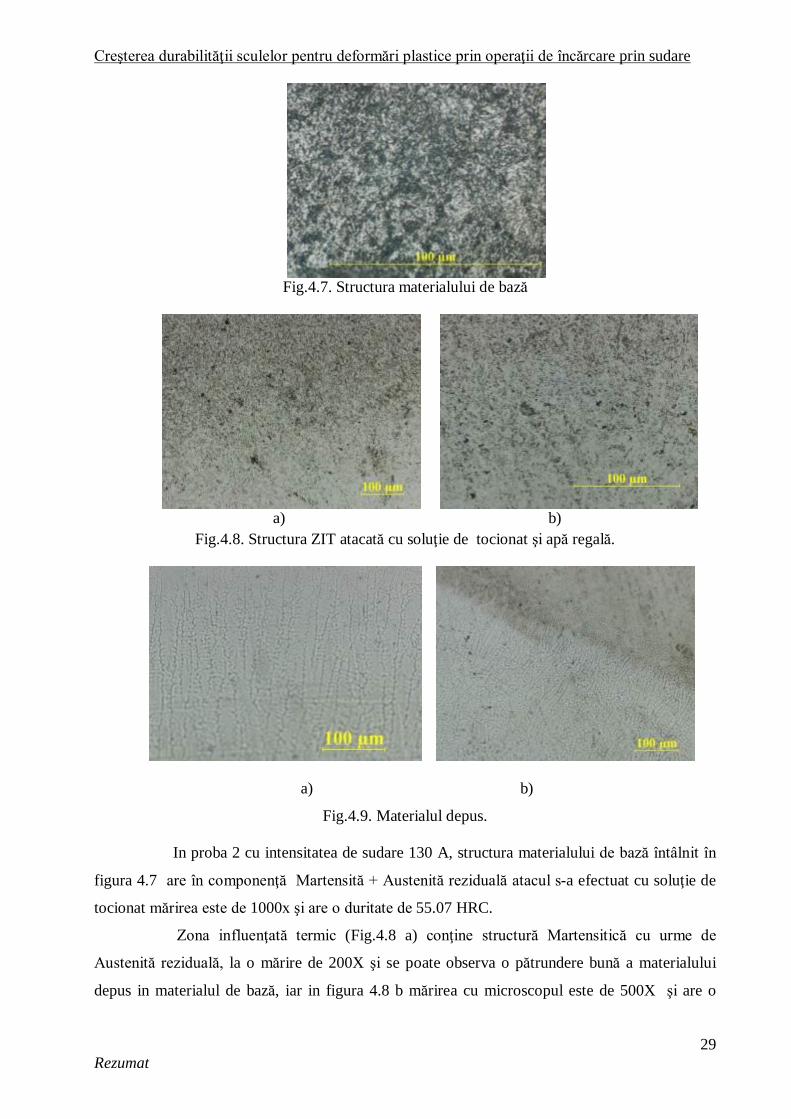
Fig.4.7. Structura materialului de bază
a) b)
Fig.4.8. Structura ZIT atacată cu soluţie de tocionat şi apă regală.
a) b)
Fig.4.9. Materialul depus.
In proba 2 cu intensitatea de sudare 130 A, structura materialului de bază întâlnit în
figura 4.7 are în componenţă Martensită + Austenită reziduală atacul s-a efectuat cu soluţie de
tocionat mărirea este de 1000x şi are o duritate de 55.07 HRC.
Zona influenţată termic (Fig.4.8 a) conţine structură Martensitică cu urme de
Austenită reziduală, la o mărire de 200X şi se poate observa o pătrundere bună a materialului
depus in materialul de bază, iar in figura 4.8 b mărirea cu microscopul este de 500X şi are o
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
30 Rezumat
duritate de 61.83 1HRC, atacul pe zona infulenţată termic fiind realizat cu două solutii cu apă
regală in cordon şi solutie de tocionat in materialul de baza.
Materialul depus (fig.4.9 a si b), este format din cristale columnare şi echiaxe de
soluţie solidă neomogenă FeNiCrMo + Martensită, cu o duritate de 64.87 HRC.
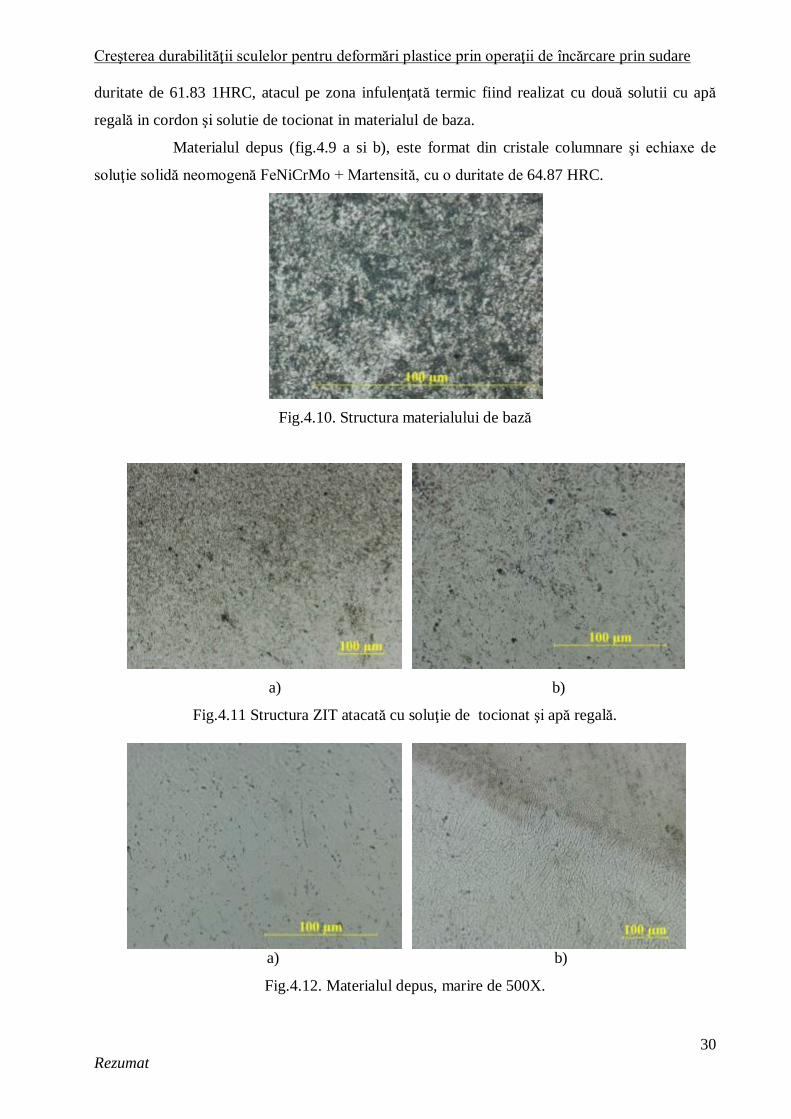
Fig.4.10. Structura materialului de bază
a) b)
Fig.4.11 Structura ZIT atacată cu soluţie de tocionat şi apă regală.
a) b)
Fig.4.12. Materialul depus, marire de 500X.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
31 Rezumat
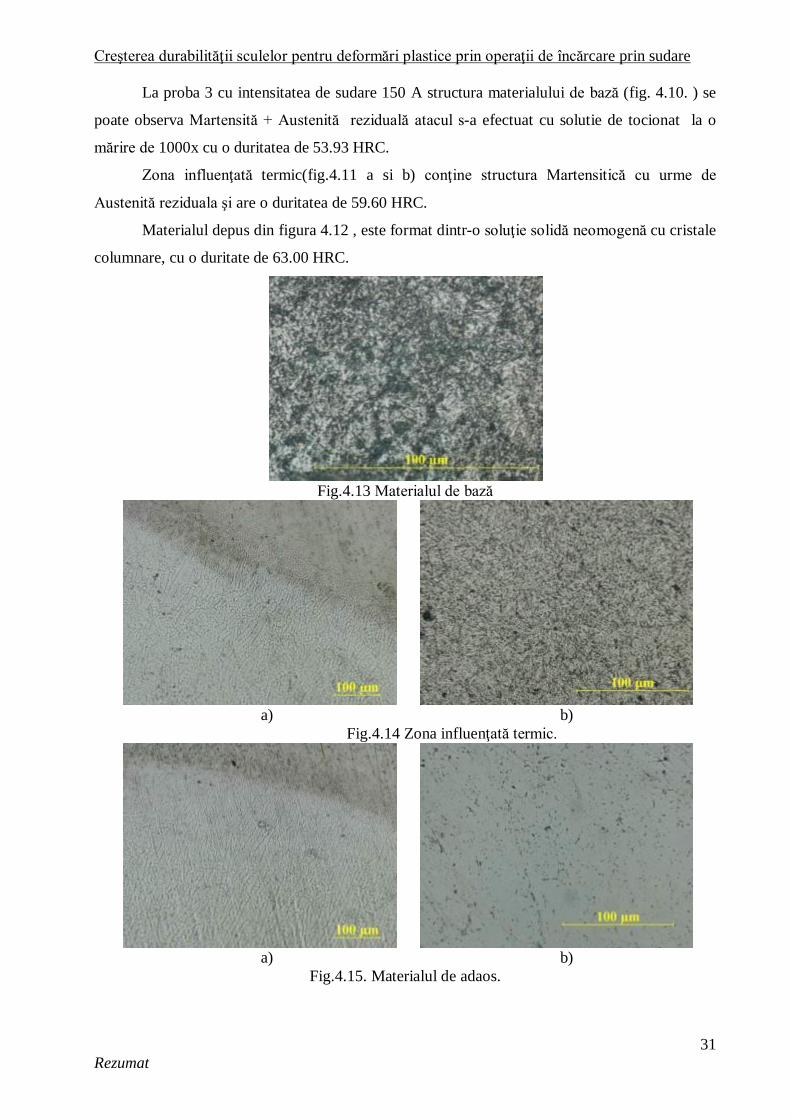
La proba 3 cu intensitatea de sudare 150 A structura materialului de bază (fig. 4.10. ) se
poate observa Martensită + Austenită reziduală atacul s-a efectuat cu solutie de tocionat la o
mărire de 1000x cu o duritatea de 53.93 HRC.
Zona influenţată termic(fig.4.11 a si b) conţine structura Martensitică cu urme de
Austenită reziduala şi are o duritatea de 59.60 HRC.
Materialul depus din figura 4.12 , este format dintr-o soluţie solidă neomogenă cu cristale
columnare, cu o duritate de 63.00 HRC.
Fig.4.13 Materialul de bază
a) b)
Fig.4.14 Zona influenţată termic.
a) b)
Fig.4.15. Materialul de adaos.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
32 Rezumat
In materialul de bază din figura 4.13 se poate observa o structură Martensitică in
stare de revenire cu Austenită reziduală, atacul facându-se cu soluţie de tocionat şi mărire de
1000x si o duritate de 55.63 HRC.
In figurile 4.14 se poate observa zona de trecere de la cordon, la materialul de bază
având o structură dendridică, având o duritate de 58.60 HRC.
Materialul de adaos din figura 4.15 se poate observa o structură de cristale
predominant columnare şi echiaxe de solute solidă neomogenă FeNiCrMo şi se poate observa
trecerea de la materialul depus la materialul de bază cu o duritate de 64.63 HRC.
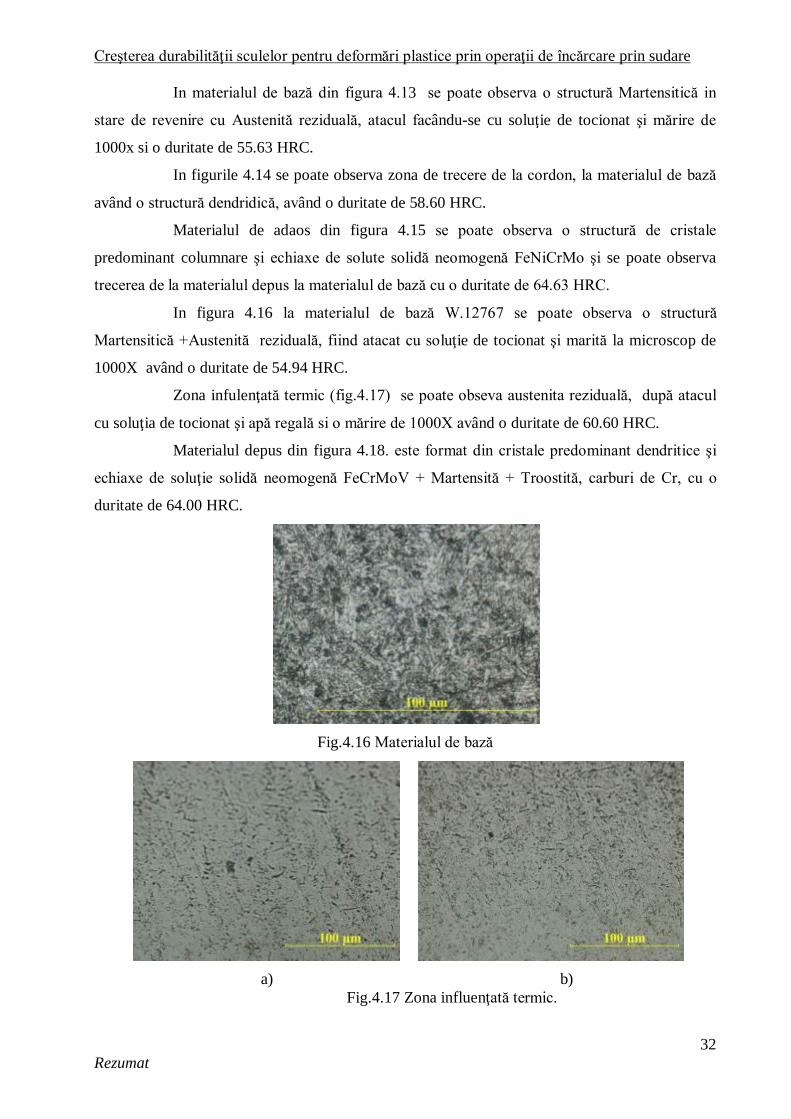
In figura 4.16 la materialul de bază W.12767 se poate observa o structură
Martensitică +Austenită reziduală, fiind atacat cu soluţie de tocionat şi marită la microscop de
1000X având o duritate de 54.94 HRC.
Zona infulenţată termic (fig.4.17) se poate obseva austenita reziduală, după atacul
cu soluţia de tocionat şi apă regală si o mărire de 1000X având o duritate de 60.60 HRC.
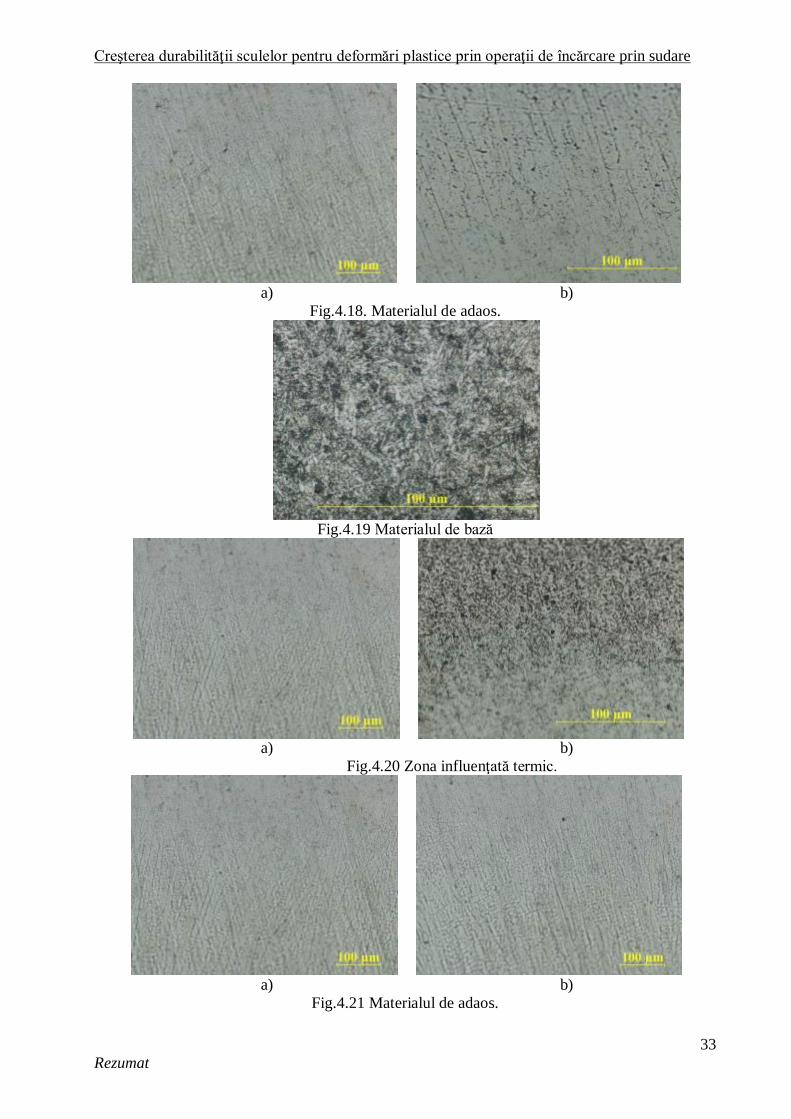
Materialul depus din figura 4.18. este format din cristale predominant dendritice şi
echiaxe de soluţie solidă neomogenă FeCrMoV + Martensită + Troostită, carburi de Cr, cu o
duritate de 64.00 HRC.
Fig.4.16 Materialul de bază
a) b)
Fig.4.17 Zona influenţată termic.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
33 Rezumat
a) b)
Fig.4.18. Materialul de adaos.
Fig.4.19 Materialul de bază
a) b)
Fig.4.20 Zona influenţată termic.
a) b)
Fig.4.21 Materialul de adaos.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
34 Rezumat
Structura material de bază din figura 4.19 incărcat prin sudare cu procedeul de
sudare CMT cu intensitatea de sudare 210 A. este format din Martensită+ Austenită reziduală,
atacul s-a efectuat cu solutie de tocionat la o mărire de 1000x cu o duritate de 56.07 HRC.
Zona influenţată termic din figura 4.20 conţine urme de Austenită reziduală, cu
cristale dendridice si are duritatea de 62.83 HRC.
Materialului depus din figura 4.21. este format din cristale predominant dendritice şi
echiaxe de soluţie solidă neomogenă FeNiCrMo, cu o duritate de 64.07 HRC.
In urma rezultatelor analizei microstructurale reiese că materialul de bază are o
structră martensitică, iar material de adaos o structură de cristale columnare.
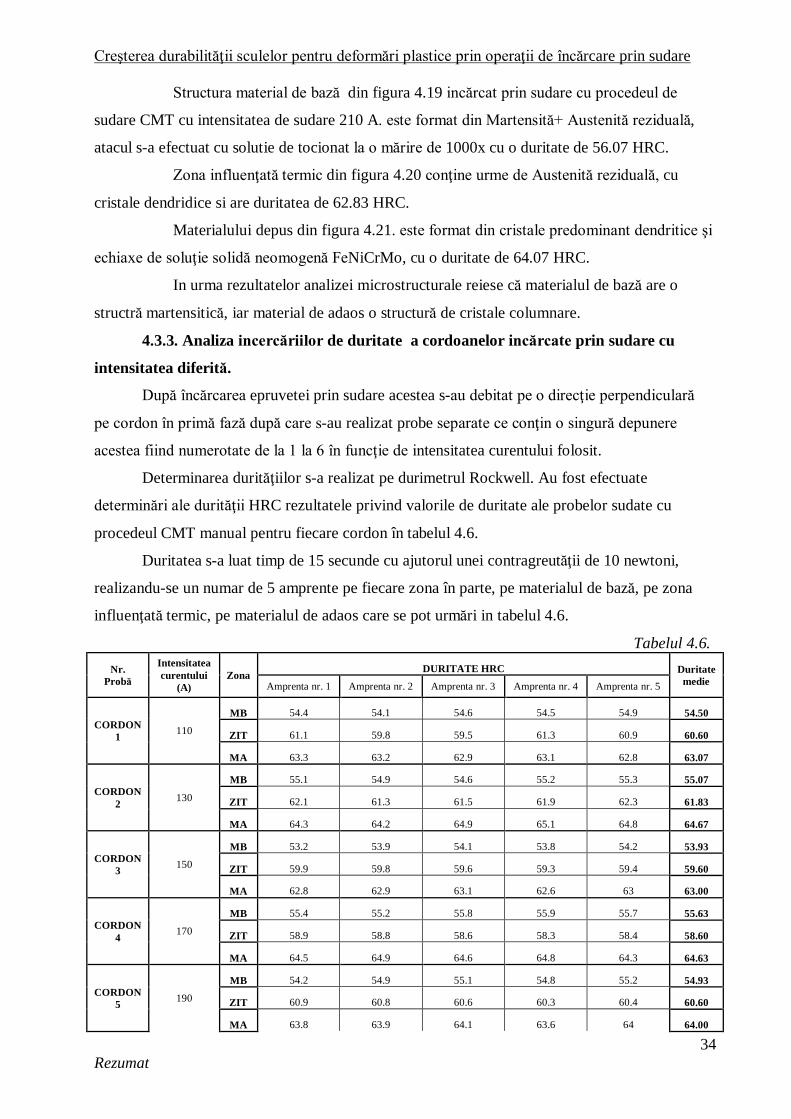
4.3.3. Analiza incercăriilor de duritate a cordoanelor incărcate prin sudare cu
intensitatea diferită.
După încărcarea epruvetei prin sudare acestea s-au debitat pe o direcţie perpendiculară
pe cordon în primă fază după care s-au realizat probe separate ce conţin o singură depunere
acestea fiind numerotate de la 1 la 6 în funcţie de intensitatea curentului folosit.
Determinarea durităţiilor s-a realizat pe durimetrul Rockwell. Au fost efectuate
determinări ale durităţii HRC rezultatele privind valorile de duritate ale probelor sudate cu
procedeul CMT manual pentru fiecare cordon în tabelul 4.6.
Duritatea s-a luat timp de 15 secunde cu ajutorul unei contragreutăţii de 10 newtoni,
realizandu-se un numar de 5 amprente pe fiecare zona în parte, pe materialul de bază, pe zona
influenţată termic, pe materialul de adaos care se pot urmări in tabelul 4.6.
Tabelul 4.6. Nr.
Probă
Intensitatea curentului
(A) Zona DURITATE HRC Duritate
medie Amprenta nr. 1 Amprenta nr. 2 Amprenta nr. 3 Amprenta nr. 4 Amprenta nr. 5
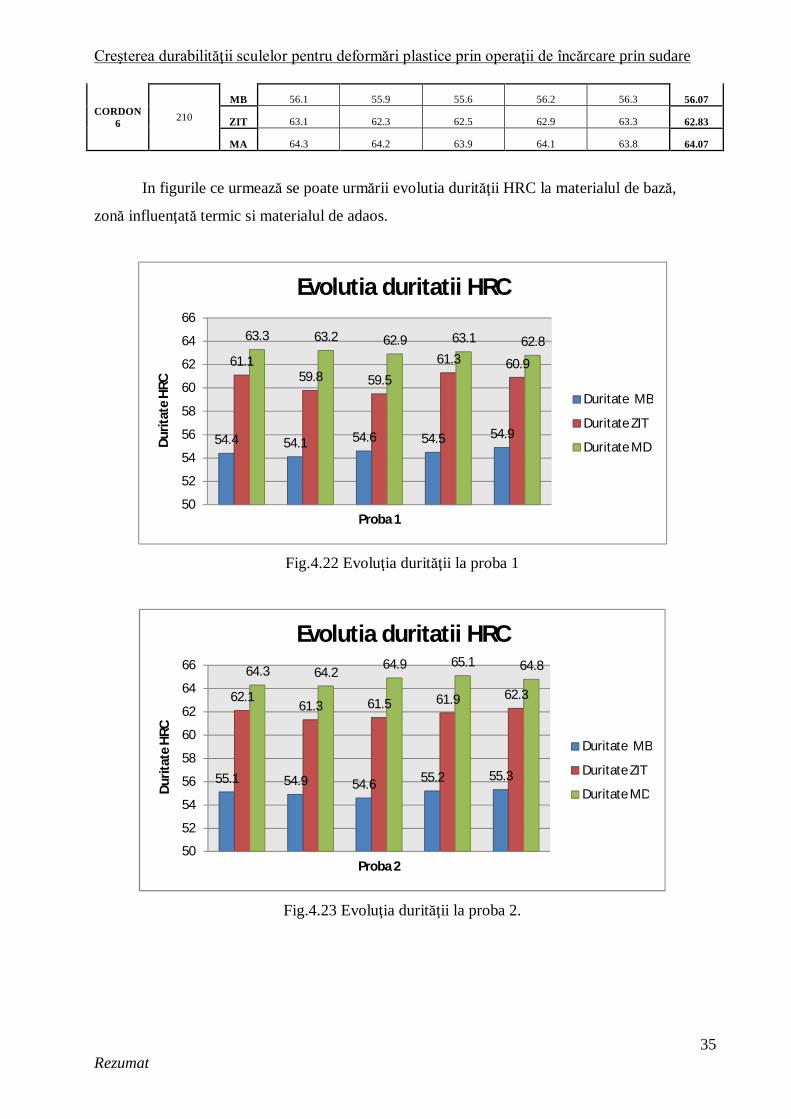
CORDON 1 110
MB 54.4 54.1 54.6 54.5 54.9 54.50
ZIT 61.1 59.8 59.5 61.3 60.9 60.60
MA 63.3 63.2 62.9 63.1 62.8 63.07
CORDON 2 130
MB 55.1 54.9 54.6 55.2 55.3 55.07
ZIT 62.1 61.3 61.5 61.9 62.3 61.83
MA 64.3 64.2 64.9 65.1 64.8 64.67
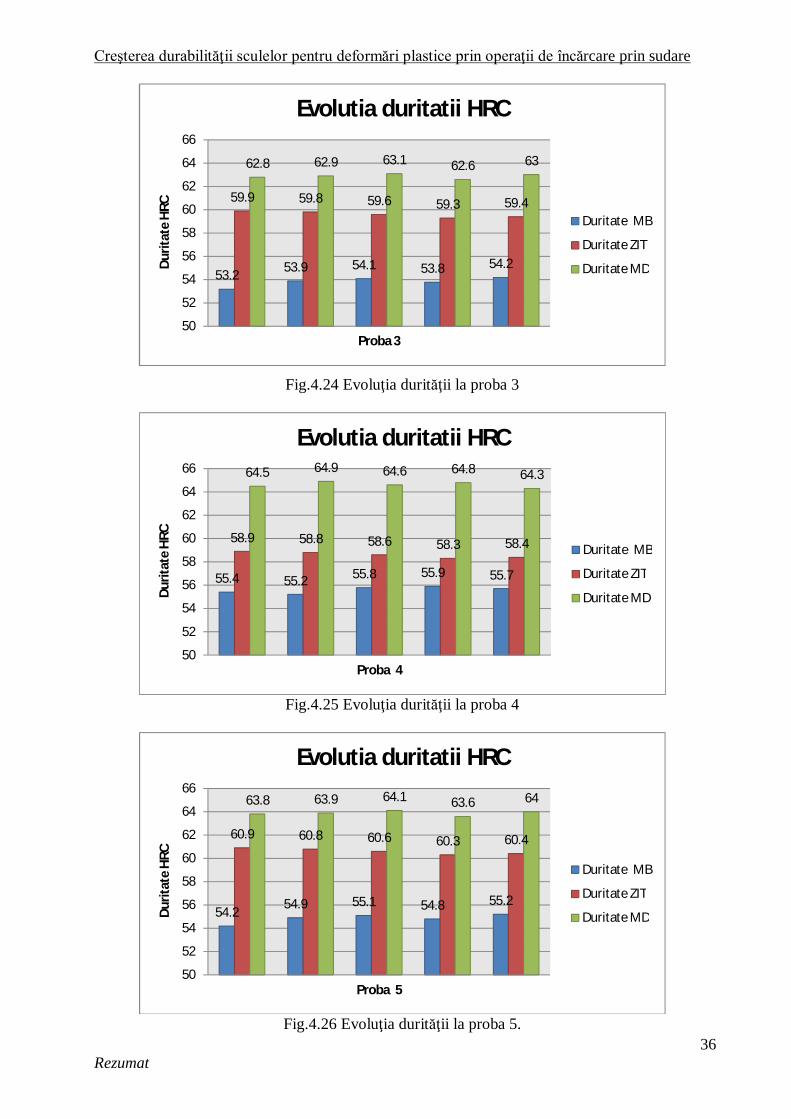
CORDON 3 150
MB 53.2 53.9 54.1 53.8 54.2 53.93
ZIT 59.9 59.8 59.6 59.3 59.4 59.60
MA 62.8 62.9 63.1 62.6 63 63.00
CORDON 4 170
MB 55.4 55.2 55.8 55.9 55.7 55.63
ZIT 58.9 58.8 58.6 58.3 58.4 58.60
MA 64.5 64.9 64.6 64.8 64.3 64.63
CORDON 5 190
MB 54.2 54.9 55.1 54.8 55.2 54.93
ZIT 60.9 60.8 60.6 60.3 60.4 60.60
MA 63.8 63.9 64.1 63.6 64 64.00
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
35 Rezumat
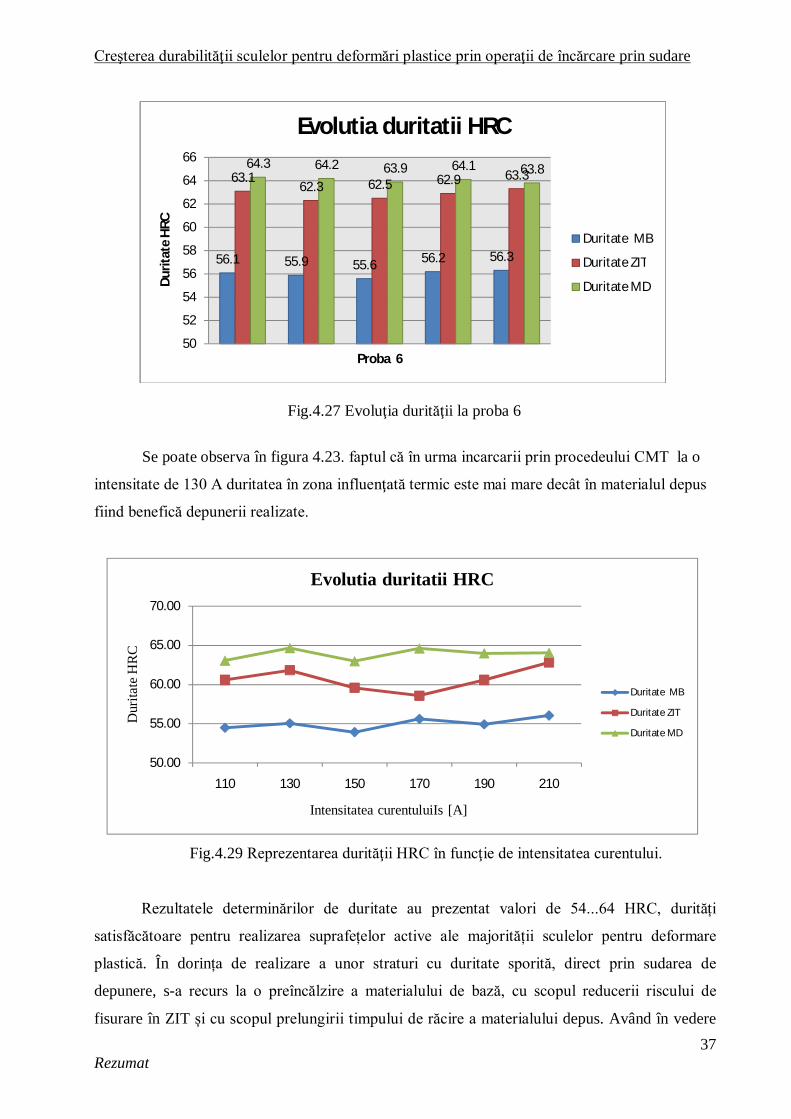
CORDON 6 210
MB 56.1 55.9 55.6 56.2 56.3 56.07
ZIT 63.1 62.3 62.5 62.9 63.3 62.83
MA 64.3 64.2 63.9 64.1 63.8 64.07
In figurile ce urmează se poate urmării evolutia durităţii HRC la materialul de bază,
zonă influenţată termic si materialul de adaos.
Fig.4.22 Evoluţia durităţii la proba 1
Fig.4.23 Evoluţia durităţii la proba 2.
54.4 54.1 54.6 54.5 54.9
61.159.8 59.5
61.3 60.9
63.3 63.2 62.9 63.1 62.8
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 1
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
55.1 54.9 54.6 55.2 55.3
62.161.3 61.5 61.9 62.3
64.3 64.2 64.9 65.1 64.8
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 2
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
36 Rezumat
Fig.4.24 Evoluţia durităţii la proba 3
Fig.4.25 Evoluţia durităţii la proba 4
Fig.4.26 Evoluţia durităţii la proba 5.
53.2 53.9 54.1 53.8 54.2
59.9 59.8 59.6 59.3 59.4
62.8 62.9 63.1 62.6 63
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 3
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
55.4 55.2 55.8 55.9 55.7
58.9 58.8 58.6 58.3 58.4
64.5 64.9 64.6 64.8 64.3
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 4
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
54.2 54.9 55.1 54.8 55.2
60.9 60.8 60.6 60.3 60.4
63.8 63.9 64.1 63.6 64
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 5
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
37 Rezumat
Fig.4.27 Evoluţia durităţii la proba 6
Se poate observa în figura 4.23. faptul că în urma incarcarii prin procedeului CMT la o
intensitate de 130 A duritatea în zona influenţată termic este mai mare decât în materialul depus
fiind benefică depunerii realizate.
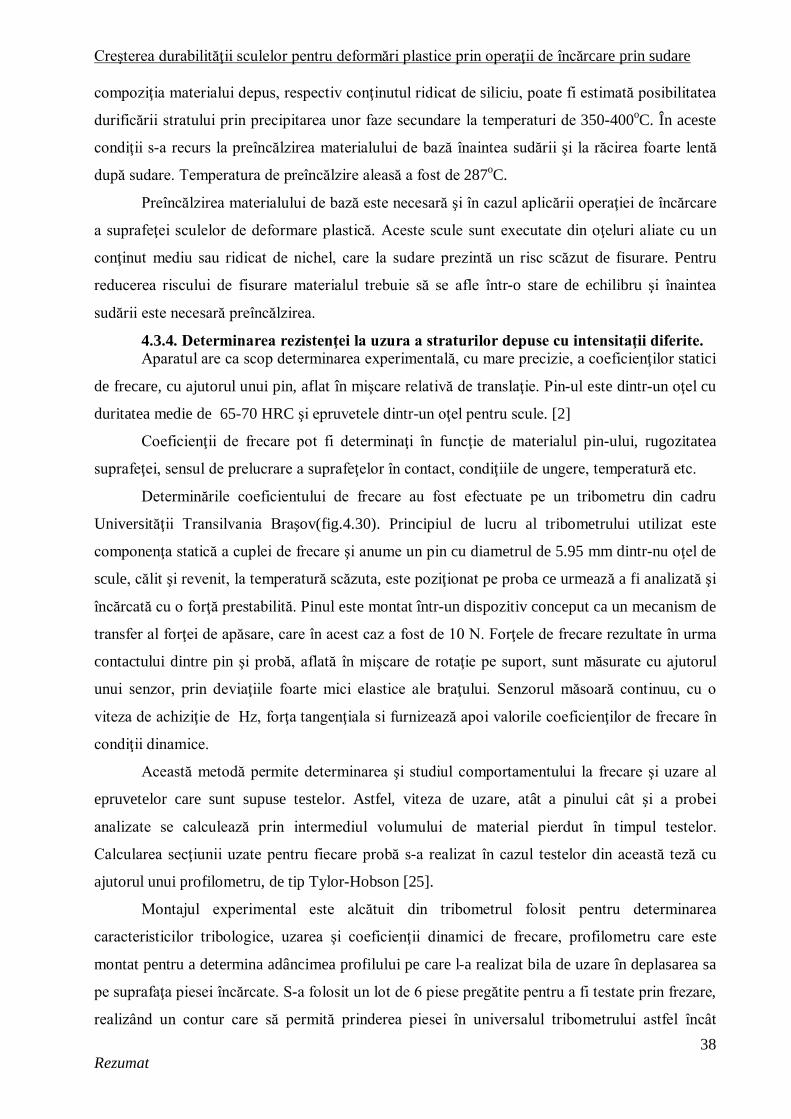
Fig.4.29 Reprezentarea durităţii HRC în funcţie de intensitatea curentului.
Rezultatele determinărilor de duritate au prezentat valori de 54...64 HRC, durități
satisfăcătoare pentru realizarea suprafețelor active ale majorității sculelor pentru deformare
plastică. În dorința de realizare a unor straturi cu duritate sporită, direct prin sudarea de
depunere, s-a recurs la o preîncălzire a materialului de bază, cu scopul reducerii riscului de
fisurare în ZIT și cu scopul prelungirii timpului de răcire a materialului depus. Având în vedere
56.1 55.9 55.6 56.2 56.3
63.162.3 62.5 62.9 63.3
64.3 64.2 63.9 64.1 63.8
50
52
54
56
58
60
62
64
66Du
ritat
e H
RC
Proba 6
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
50.00
55.00
60.00
65.00
70.00
110 130 150 170 190 210
Dur
itate
HR
C
Intensitatea curentuluiIs [A]
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
38 Rezumat
compoziţia materialui depus, respectiv conţinutul ridicat de siliciu, poate fi estimată posibilitatea
durificării stratului prin precipitarea unor faze secundare la temperaturi de 350-400oC. În aceste
condiţii s-a recurs la preîncălzirea materialului de bază înaintea sudării şi la răcirea foarte lentă
după sudare. Temperatura de preîncălzire aleasă a fost de 287oC.
Preîncălzirea materialului de bază este necesară şi în cazul aplicării operaţiei de încărcare
a suprafeţei sculelor de deformare plastică. Aceste scule sunt executate din oţeluri aliate cu un
conţinut mediu sau ridicat de nichel, care la sudare prezintă un risc scăzut de fisurare. Pentru
reducerea riscului de fisurare materialul trebuie să se afle într-o stare de echilibru şi înaintea
sudării este necesară preîncălzirea.
4.3.4. Determinarea rezistenţei la uzura a straturilor depuse cu intensitaţii diferite. Aparatul are ca scop determinarea experimentală, cu mare precizie, a coeficienţilor statici
de frecare, cu ajutorul unui pin, aflat în mişcare relativă de translaţie. Pin-ul este dintr-un oţel cu
duritatea medie de 65-70 HRC şi epruvetele dintr-un oţel pentru scule. [2]
Coeficienţii de frecare pot fi determinaţi în funcţie de materialul pin-ului, rugozitatea
suprafeţei, sensul de prelucrare a suprafeţelor în contact, condiţiile de ungere, temperatură etc.
Determinările coeficientului de frecare au fost efectuate pe un tribometru din cadru
Universităţii Transilvania Braşov(fig.4.30). Principiul de lucru al tribometrului utilizat este
componenţa statică a cuplei de frecare şi anume un pin cu diametrul de 5.95 mm dintr-nu oţel de
scule, călit şi revenit, la temperatură scăzuta, este poziţionat pe proba ce urmează a fi analizată şi
încărcată cu o forţă prestabilită. Pinul este montat într-un dispozitiv conceput ca un mecanism de
transfer al forţei de apăsare, care în acest caz a fost de 10 N. Forţele de frecare rezultate în urma
contactului dintre pin şi probă, aflată în mişcare de rotaţie pe suport, sunt măsurate cu ajutorul
unui senzor, prin deviaţiile foarte mici elastice ale braţului. Senzorul măsoară continuu, cu o
viteza de achiziţie de Hz, forţa tangenţiala si furnizează apoi valorile coeficienţilor de frecare în
condiţii dinamice.
Această metodă permite determinarea şi studiul comportamentului la frecare şi uzare al
epruvetelor care sunt supuse testelor. Astfel, viteza de uzare, atât a pinului cât şi a probei
analizate se calculează prin intermediul volumului de material pierdut în timpul testelor.
Calcularea secţiunii uzate pentru fiecare probă s-a realizat în cazul testelor din această teză cu
ajutorul unui profilometru, de tip Tylor-Hobson [25].
Montajul experimental este alcătuit din tribometrul folosit pentru determinarea
caracteristicilor tribologice, uzarea şi coeficienţii dinamici de frecare, profilometru care este
montat pentru a determina adâncimea profilului pe care l-a realizat bila de uzare în deplasarea sa
pe suprafaţa piesei încărcate. S-a folosit un lot de 6 piese pregătite pentru a fi testate prin frezare,
realizând un contur care să permită prinderea piesei în universalul tribometrului astfel încât
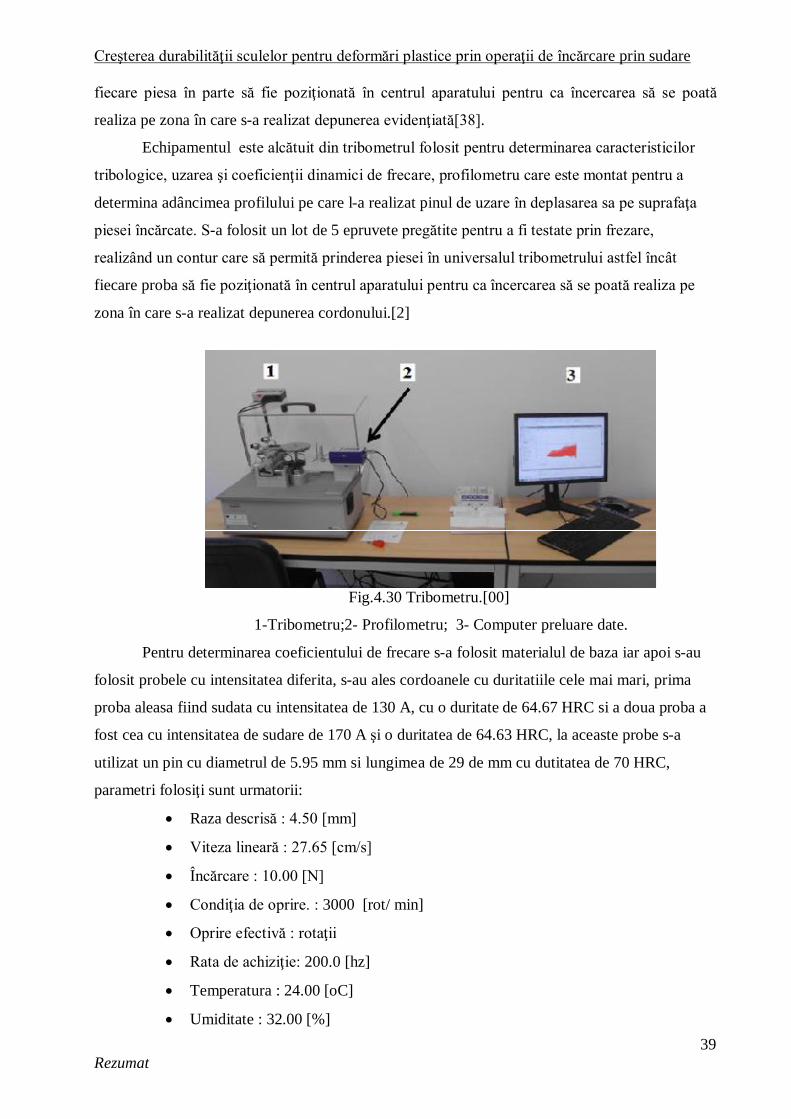
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
39 Rezumat
fiecare piesa în parte să fie poziţionată în centrul aparatului pentru ca încercarea să se poată
realiza pe zona în care s-a realizat depunerea evidenţiată[38].
Echipamentul este alcătuit din tribometrul folosit pentru determinarea caracteristicilor
tribologice, uzarea şi coeficienţii dinamici de frecare, profilometru care este montat pentru a
determina adâncimea profilului pe care l-a realizat pinul de uzare în deplasarea sa pe suprafaţa
piesei încărcate. S-a folosit un lot de 5 epruvete pregătite pentru a fi testate prin frezare,
realizând un contur care să permită prinderea piesei în universalul tribometrului astfel încât
fiecare proba să fie poziţionată în centrul aparatului pentru ca încercarea să se poată realiza pe
zona în care s-a realizat depunerea cordonului.[2]
Fig.4.30 Tribometru.[00]
1-Tribometru;2- Profilometru; 3- Computer preluare date.
Pentru determinarea coeficientului de frecare s-a folosit materialul de baza iar apoi s-au
folosit probele cu intensitatea diferita, s-au ales cordoanele cu duritatiile cele mai mari, prima
proba aleasa fiind sudata cu intensitatea de 130 A, cu o duritate de 64.67 HRC si a doua proba a
fost cea cu intensitatea de sudare de 170 A şi o duritatea de 64.63 HRC, la aceaste probe s-a
utilizat un pin cu diametrul de 5.95 mm si lungimea de 29 de mm cu dutitatea de 70 HRC,
parametri folosiţi sunt urmatorii:
Raza descrisă : 4.50 [mm]
Viteza lineară : 27.65 [cm/s]
Încărcare : 10.00 [N]
Condiţia de oprire. : 3000 [rot/ min]
Oprire efectivă : rotaţii
Rata de achiziţie: 200.0 [hz]
Temperatura : 24.00 [oC]
Umiditate : 32.00 [%]
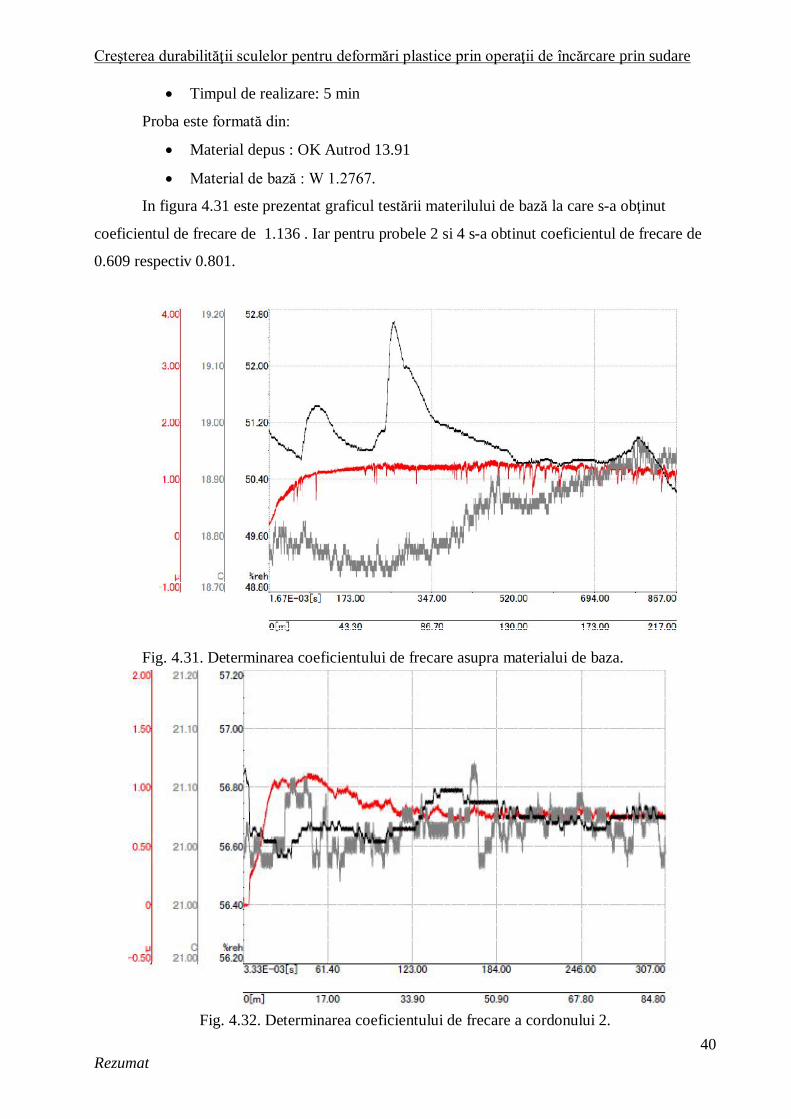
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
40 Rezumat
Timpul de realizare: 5 min
Proba este formată din:
Material depus : OK Autrod 13.91
Material de bază : W 1.2767.
In figura 4.31 este prezentat graficul testării materilului de bază la care s-a obţinut
coeficientul de frecare de 1.136 . Iar pentru probele 2 si 4 s-a obtinut coeficientul de frecare de
0.609 respectiv 0.801.
Fig. 4.31. Determinarea coeficientului de frecare asupra materialui de baza.
Fig. 4.32. Determinarea coeficientului de frecare a cordonului 2.
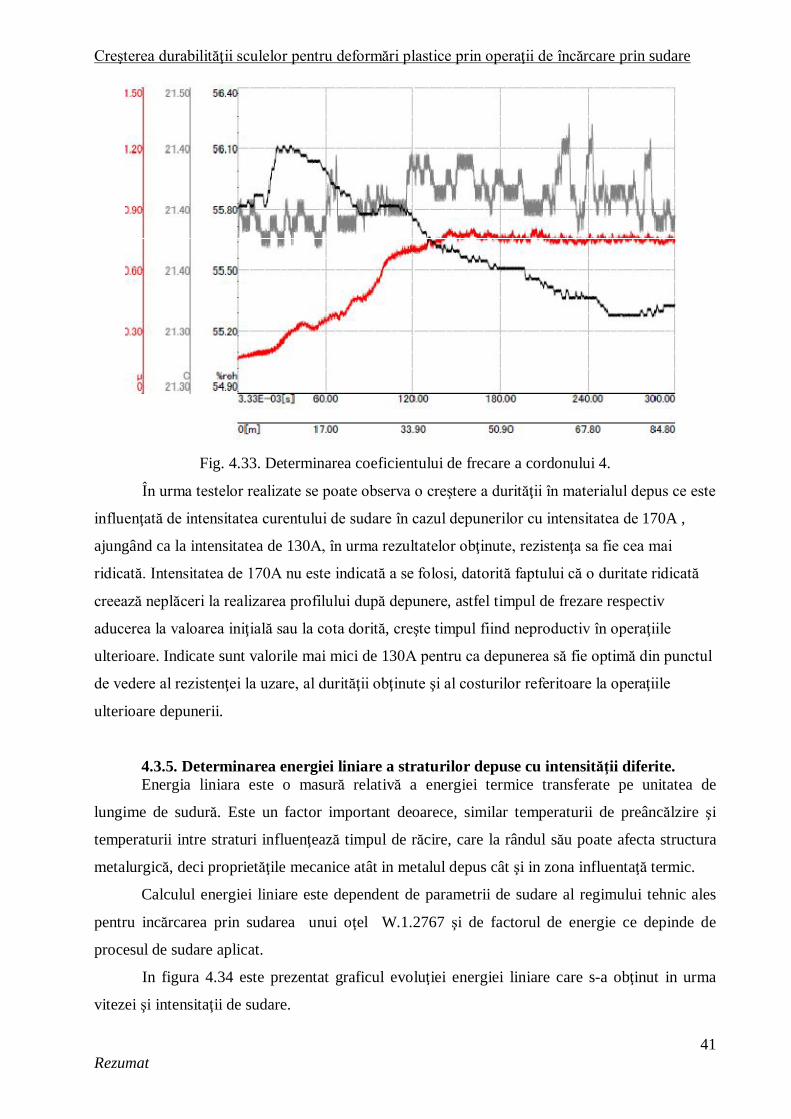
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
41 Rezumat
Fig. 4.33. Determinarea coeficientului de frecare a cordonului 4.
În urma testelor realizate se poate observa o creştere a durităţii în materialul depus ce este
influenţată de intensitatea curentului de sudare în cazul depunerilor cu intensitatea de 170A ,
ajungând ca la intensitatea de 130A, în urma rezultatelor obţinute, rezistenţa sa fie cea mai
ridicată. Intensitatea de 170A nu este indicată a se folosi, datorită faptului că o duritate ridicată
creează neplăceri la realizarea profilului după depunere, astfel timpul de frezare respectiv
aducerea la valoarea iniţială sau la cota dorită, creşte timpul fiind neproductiv în operaţiile
ulterioare. Indicate sunt valorile mai mici de 130A pentru ca depunerea să fie optimă din punctul
de vedere al rezistenţei la uzare, al durităţii obţinute şi al costurilor referitoare la operaţiile
ulterioare depunerii.
4.3.5. Determinarea energiei liniare a straturilor depuse cu intensităţii diferite. Energia liniara este o masură relativă a energiei termice transferate pe unitatea de
lungime de sudură. Este un factor important deoarece, similar temperaturii de preâncălzire şi
temperaturii intre straturi influenţează timpul de răcire, care la rândul său poate afecta structura
metalurgică, deci proprietăţile mecanice atât in metalul depus cât şi in zona influentaţă termic.
Calculul energiei liniare este dependent de parametrii de sudare al regimului tehnic ales
pentru incărcarea prin sudarea unui oţel W.1.2767 şi de factorul de energie ce depinde de
procesul de sudare aplicat.
In figura 4.34 este prezentat graficul evoluţiei energiei liniare care s-a obţinut in urma
vitezei şi intensitaţii de sudare.
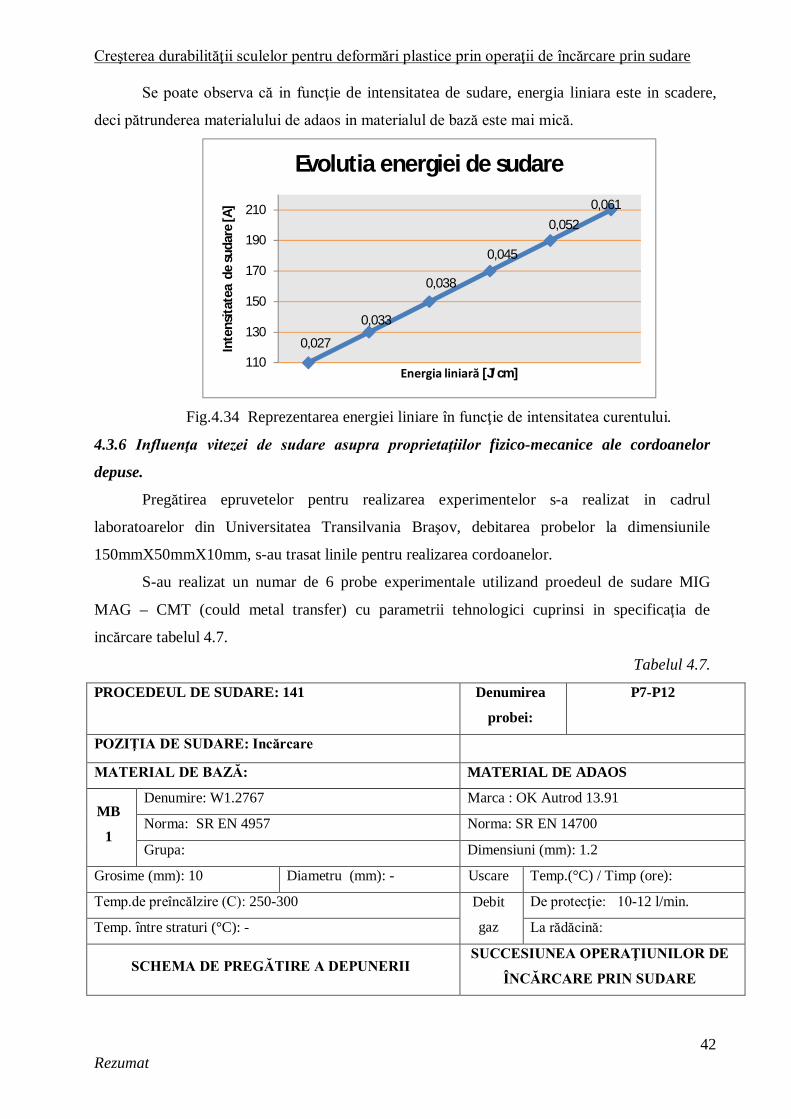
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
42 Rezumat
Se poate observa că in funcţie de intensitatea de sudare, energia liniara este in scadere,
deci pătrunderea materialului de adaos in materialul de bază este mai mică.
Fig.4.34 Reprezentarea energiei liniare în funcţie de intensitatea curentului.
4.3.6 Influenţa vitezei de sudare asupra proprietaţiilor fizico-mecanice ale cordoanelor
depuse.
Pregătirea epruvetelor pentru realizarea experimentelor s-a realizat in cadrul
laboratoarelor din Universitatea Transilvania Braşov, debitarea probelor la dimensiunile
150mmX50mmX10mm, s-au trasat linile pentru realizarea cordoanelor.
S-au realizat un numar de 6 probe experimentale utilizand proedeul de sudare MIG
MAG – CMT (could metal transfer) cu parametrii tehnologici cuprinsi in specificaţia de
incărcare tabelul 4.7.
Tabelul 4.7.
PROCEDEUL DE SUDARE: 141 Denumirea
probei:
P7-P12
POZIŢIA DE SUDARE: Incărcare
MATERIAL DE BAZĂ: MATERIAL DE ADAOS
MB
1
Denumire: W1.2767 Marca : OK Autrod 13.91
Norma: SR EN 4957 Norma: SR EN 14700
Grupa: Dimensiuni (mm): 1.2
Grosime (mm): 10 Diametru (mm): - Uscare Temp.(°C) / Timp (ore):
Temp.de preîncălzire (C): 250-300 Debit
gaz
De protecţie: 10-12 l/min.
Temp. între straturi (°C): - La rădăcină:
SCHEMA DE PREGĂTIRE A DEPUNERII SUCCESIUNEA OPERAŢIUNILOR DE
ÎNCĂRCARE PRIN SUDARE
0,027
0,033
0,038
0,045
0,0520,061
110
130
150
170
190
210In
tens
itate
a de
suda
re [A
]
Energia liniară [J/cm]
Evolutia energiei de sudare
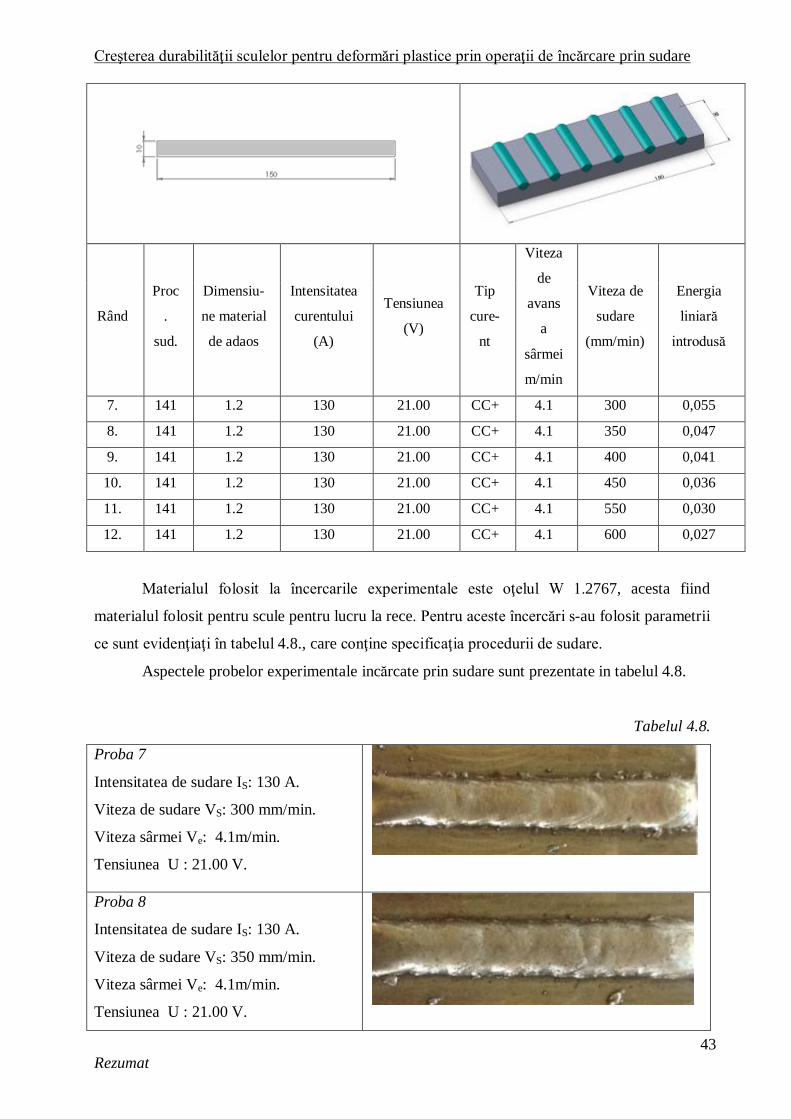
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
43 Rezumat
Rând
Proc
.
sud.
Dimensiu-
ne material
de adaos
Intensitatea
curentului
(A)
Tensiunea
(V)
Tip
cure-
nt
Viteza
de
avans
a
sârmei
m/min
Viteza de
sudare
(mm/min)
Energia
liniară
introdusă
7. 141 1.2 130 21.00 CC+ 4.1 300 0,055
8. 141 1.2 130 21.00 CC+ 4.1 350 0,047
9. 141 1.2 130 21.00 CC+ 4.1 400 0,041
10. 141 1.2 130 21.00 CC+ 4.1 450 0,036
11. 141 1.2 130 21.00 CC+ 4.1 550 0,030
12. 141 1.2 130 21.00 CC+ 4.1 600 0,027
Materialul folosit la încercarile experimentale este oţelul W 1.2767, acesta fiind
materialul folosit pentru scule pentru lucru la rece. Pentru aceste încercări s-au folosit parametrii
ce sunt evidenţiaţi în tabelul 4.8., care conţine specificaţia procedurii de sudare.
Aspectele probelor experimentale incărcate prin sudare sunt prezentate in tabelul 4.8.
Tabelul 4.8.
Proba 7
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 300 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
Proba 8
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 350 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
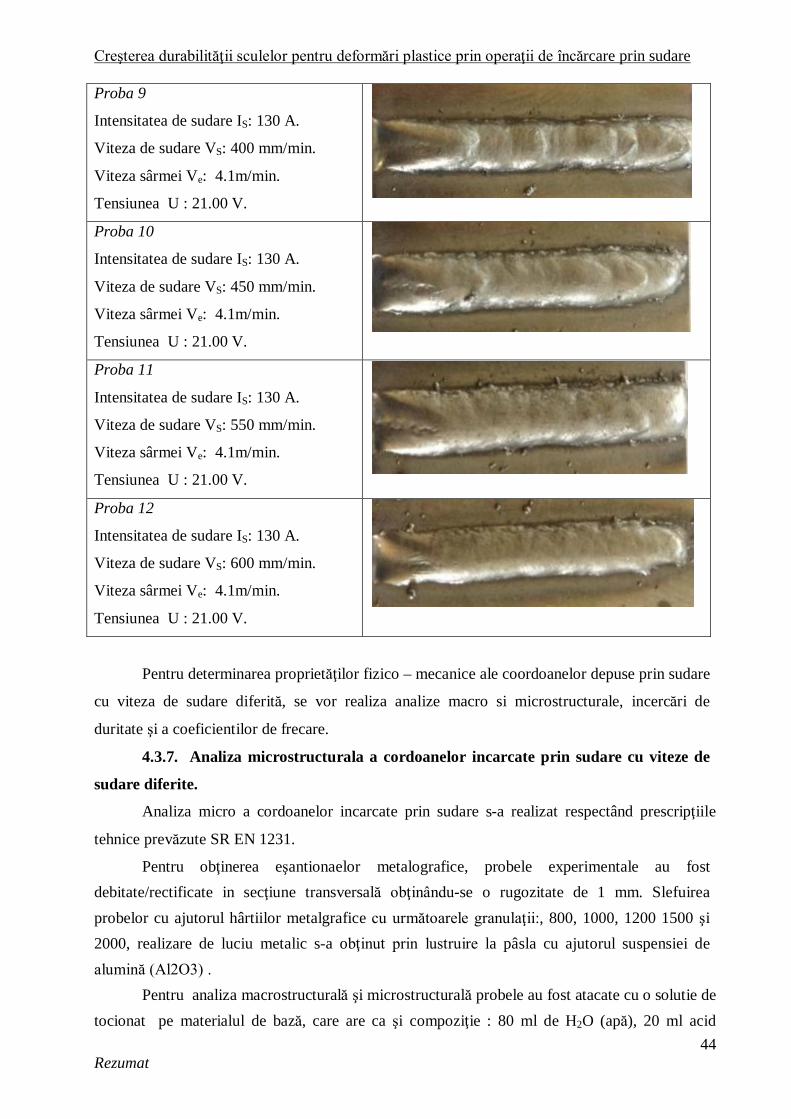
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
44 Rezumat
Proba 9
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 400 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
Proba 10
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 450 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
Proba 11
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 550 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
Proba 12
Intensitatea de sudare IS: 130 A.
Viteza de sudare VS: 600 mm/min.
Viteza sârmei Ve: 4.1m/min.
Tensiunea U : 21.00 V.
Pentru determinarea proprietăţilor fizico – mecanice ale coordoanelor depuse prin sudare
cu viteza de sudare diferită, se vor realiza analize macro si microstructurale, incercări de
duritate şi a coeficientilor de frecare.
4.3.7. Analiza microstructurala a cordoanelor incarcate prin sudare cu viteze de
sudare diferite.
Analiza micro a cordoanelor incarcate prin sudare s-a realizat respectând prescripţiile
tehnice prevăzute SR EN 1231.
Pentru obţinerea eşantionaelor metalografice, probele experimentale au fost debitate/rectificate in secţiune transversală obţinându-se o rugozitate de 1 mm. Slefuirea probelor cu ajutorul hârtiilor metalgrafice cu următoarele granulaţii:, 800, 1000, 1200 1500 şi 2000, realizare de luciu metalic s-a obţinut prin lustruire la pâsla cu ajutorul suspensiei de alumină (Al2O3) .
Pentru analiza macrostructurală şi microstructurală probele au fost atacate cu o solutie de tocionat pe materialul de bază, care are ca şi compoziţie : 80 ml de H2O (apă), 20 ml acid
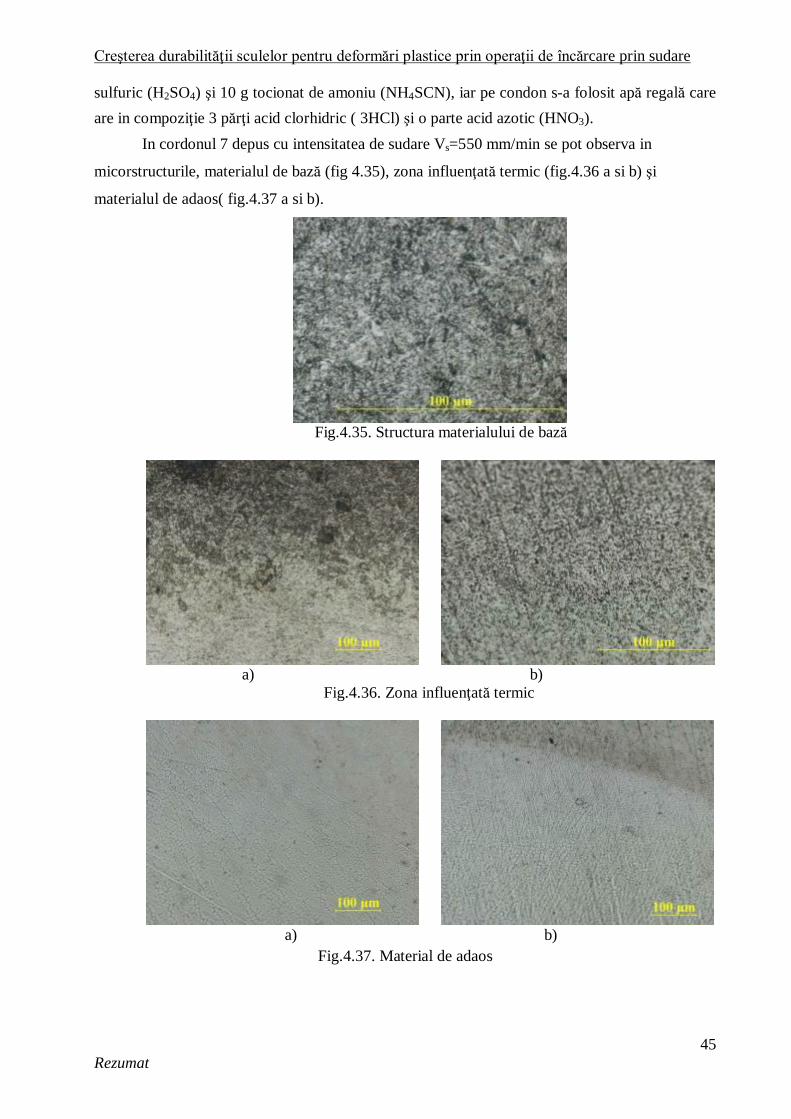
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
45 Rezumat
sulfuric (H2SO4) şi 10 g tocionat de amoniu (NH4SCN), iar pe condon s-a folosit apă regală care are in compoziţie 3 părţi acid clorhidric ( 3HCl) şi o parte acid azotic (HNO3).
In cordonul 7 depus cu intensitatea de sudare Vs=550 mm/min se pot observa in
micorstructurile, materialul de bază (fig 4.35), zona influenţată termic (fig.4.36 a si b) şi
materialul de adaos( fig.4.37 a si b).
Fig.4.35. Structura materialului de bază
a) b)
Fig.4.36. Zona influenţată termic
a) b)
Fig.4.37. Material de adaos
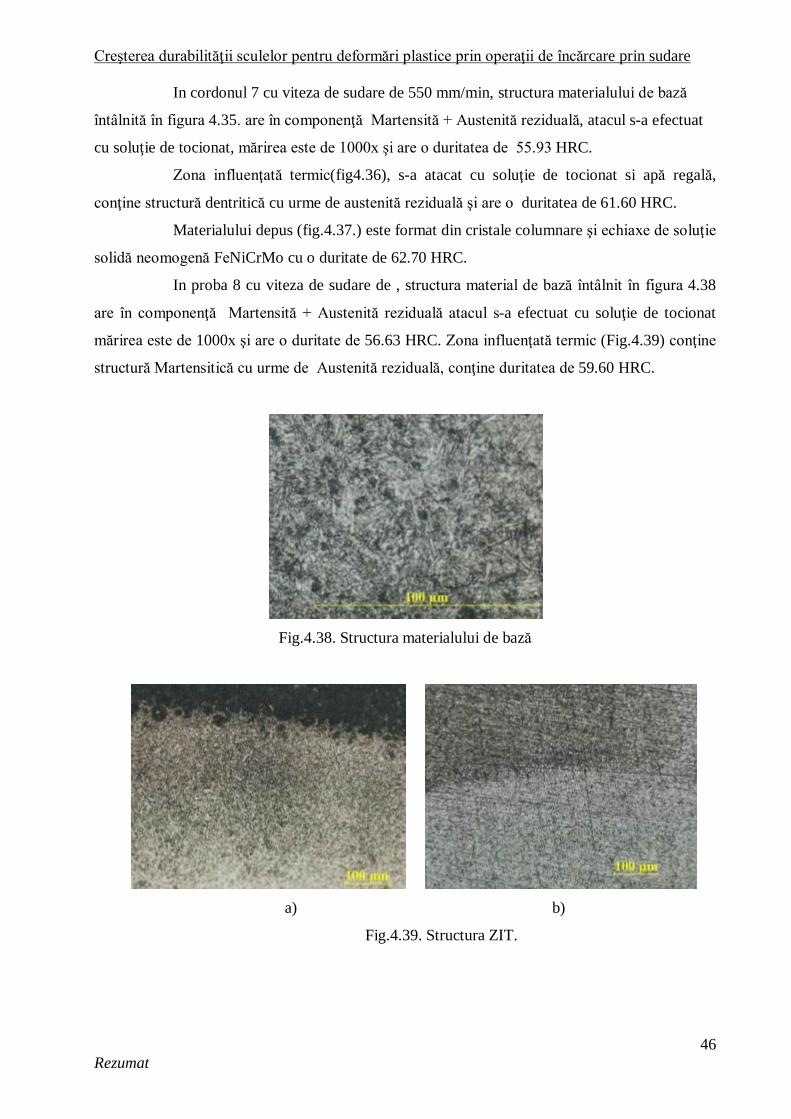
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
46 Rezumat
In cordonul 7 cu viteza de sudare de 550 mm/min, structura materialului de bază
întâlnită în figura 4.35. are în componenţă Martensită + Austenită reziduală, atacul s-a efectuat
cu soluţie de tocionat, mărirea este de 1000x şi are o duritatea de 55.93 HRC.
Zona influenţată termic(fig4.36), s-a atacat cu soluţie de tocionat si apă regală,
conţine structură dentritică cu urme de austenită reziduală şi are o duritatea de 61.60 HRC.
Materialului depus (fig.4.37.) este format din cristale columnare şi echiaxe de soluţie
solidă neomogenă FeNiCrMo cu o duritate de 62.70 HRC.
In proba 8 cu viteza de sudare de , structura material de bază întâlnit în figura 4.38
are în componenţă Martensită + Austenită reziduală atacul s-a efectuat cu soluţie de tocionat
mărirea este de 1000x şi are o duritate de 56.63 HRC. Zona influenţată termic (Fig.4.39) conţine
structură Martensitică cu urme de Austenită reziduală, conţine duritatea de 59.60 HRC.
Fig.4.38. Structura materialului de bază
a) b)
Fig.4.39. Structura ZIT.
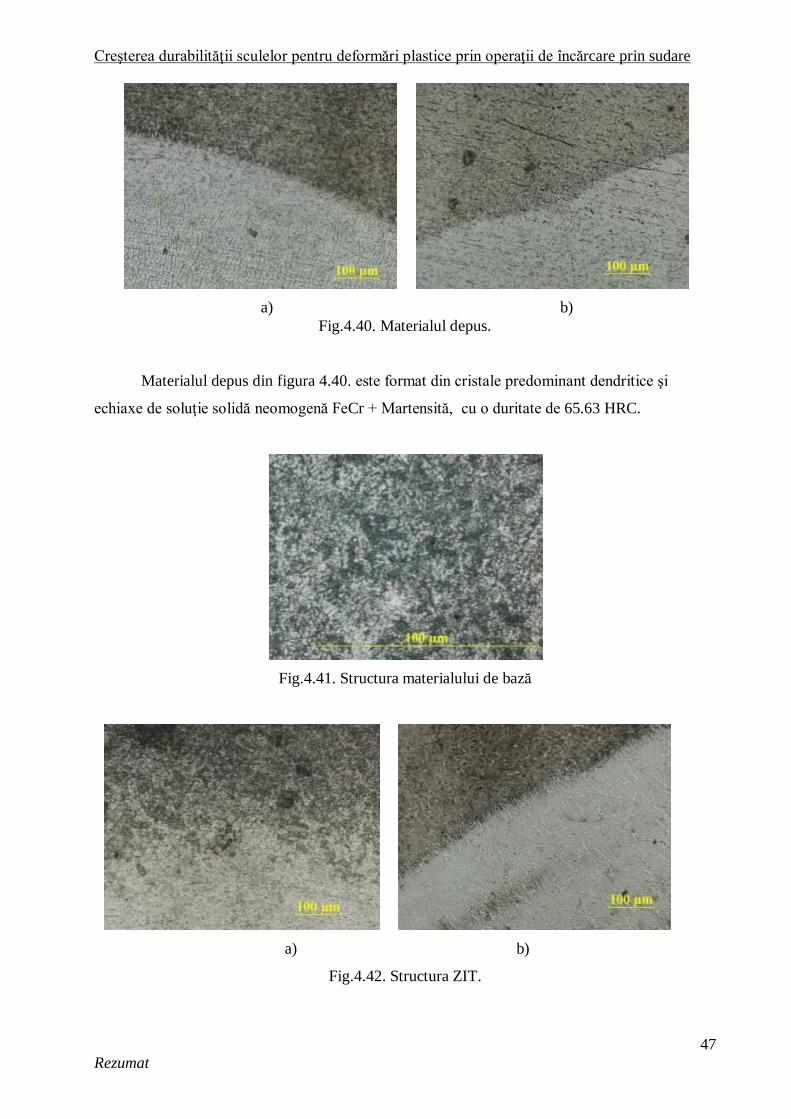
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
47 Rezumat
a) b)
Fig.4.40. Materialul depus.
Materialul depus din figura 4.40. este format din cristale predominant dendritice şi
echiaxe de soluţie solidă neomogenă FeCr + Martensită, cu o duritate de 65.63 HRC.
Fig.4.41. Structura materialului de bază
a) b)
Fig.4.42. Structura ZIT.
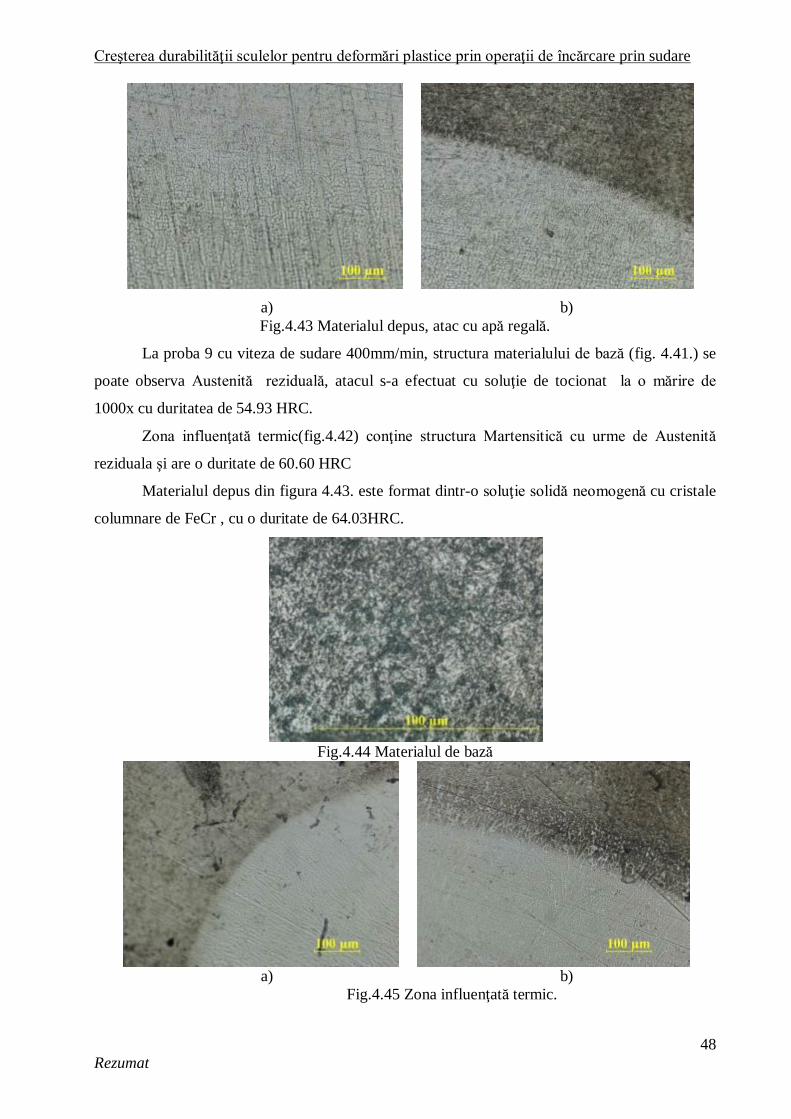
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
48 Rezumat
a) b) Fig.4.43 Materialul depus, atac cu apă regală.
La proba 9 cu viteza de sudare 400mm/min, structura materialului de bază (fig. 4.41.) se
poate observa Austenită reziduală, atacul s-a efectuat cu soluţie de tocionat la o mărire de
1000x cu duritatea de 54.93 HRC.
Zona influenţată termic(fig.4.42) conţine structura Martensitică cu urme de Austenită
reziduala şi are o duritate de 60.60 HRC
Materialul depus din figura 4.43. este format dintr-o soluţie solidă neomogenă cu cristale
columnare de FeCr , cu o duritate de 64.03HRC.
Fig.4.44 Materialul de bază
a) b) Fig.4.45 Zona influenţată termic.
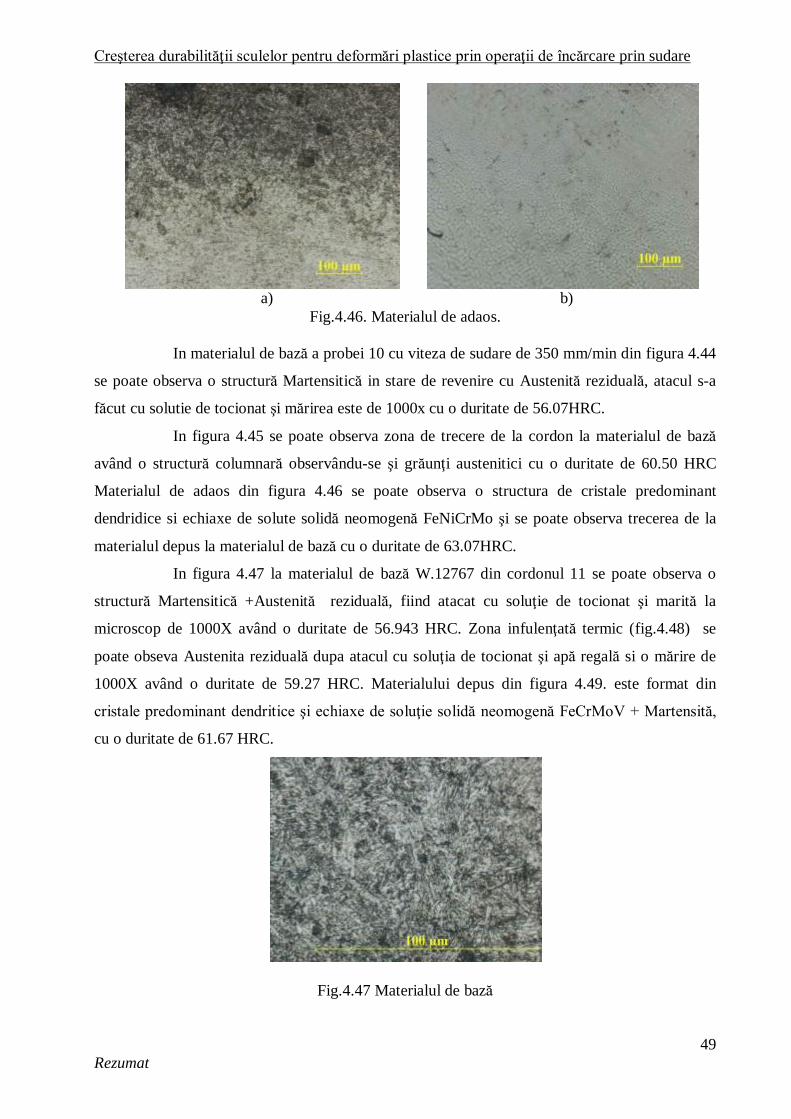
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
49 Rezumat
a) b)
Fig.4.46. Materialul de adaos.
In materialul de bază a probei 10 cu viteza de sudare de 350 mm/min din figura 4.44
se poate observa o structură Martensitică in stare de revenire cu Austenită reziduală, atacul s-a
făcut cu solutie de tocionat şi mărirea este de 1000x cu o duritate de 56.07HRC.
In figura 4.45 se poate observa zona de trecere de la cordon la materialul de bază
având o structură columnară observându-se şi grăunţi austenitici cu o duritate de 60.50 HRC
Materialul de adaos din figura 4.46 se poate observa o structura de cristale predominant
dendridice si echiaxe de solute solidă neomogenă FeNiCrMo şi se poate observa trecerea de la
materialul depus la materialul de bază cu o duritate de 63.07HRC.
In figura 4.47 la materialul de bază W.12767 din cordonul 11 se poate observa o
structură Martensitică +Austenită reziduală, fiind atacat cu soluţie de tocionat şi marită la
microscop de 1000X având o duritate de 56.943 HRC. Zona infulenţată termic (fig.4.48) se
poate obseva Austenita reziduală dupa atacul cu soluţia de tocionat şi apă regală si o mărire de
1000X având o duritate de 59.27 HRC. Materialului depus din figura 4.49. este format din
cristale predominant dendritice şi echiaxe de soluţie solidă neomogenă FeCrMoV + Martensită,
cu o duritate de 61.67 HRC.
Fig.4.47 Materialul de bază
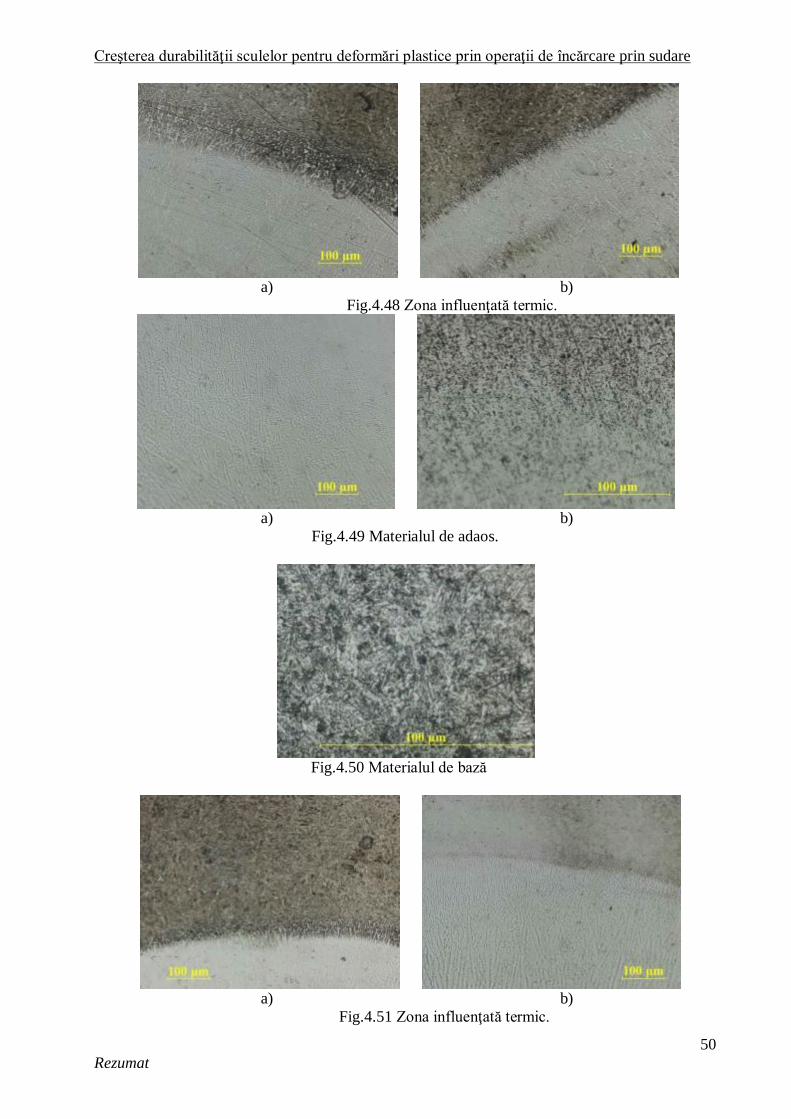
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
50 Rezumat
a) b)
Fig.4.48 Zona influenţată termic.
a) b)
Fig.4.49 Materialul de adaos.
Fig.4.50 Materialul de bază
a) b) Fig.4.51 Zona influenţată termic.
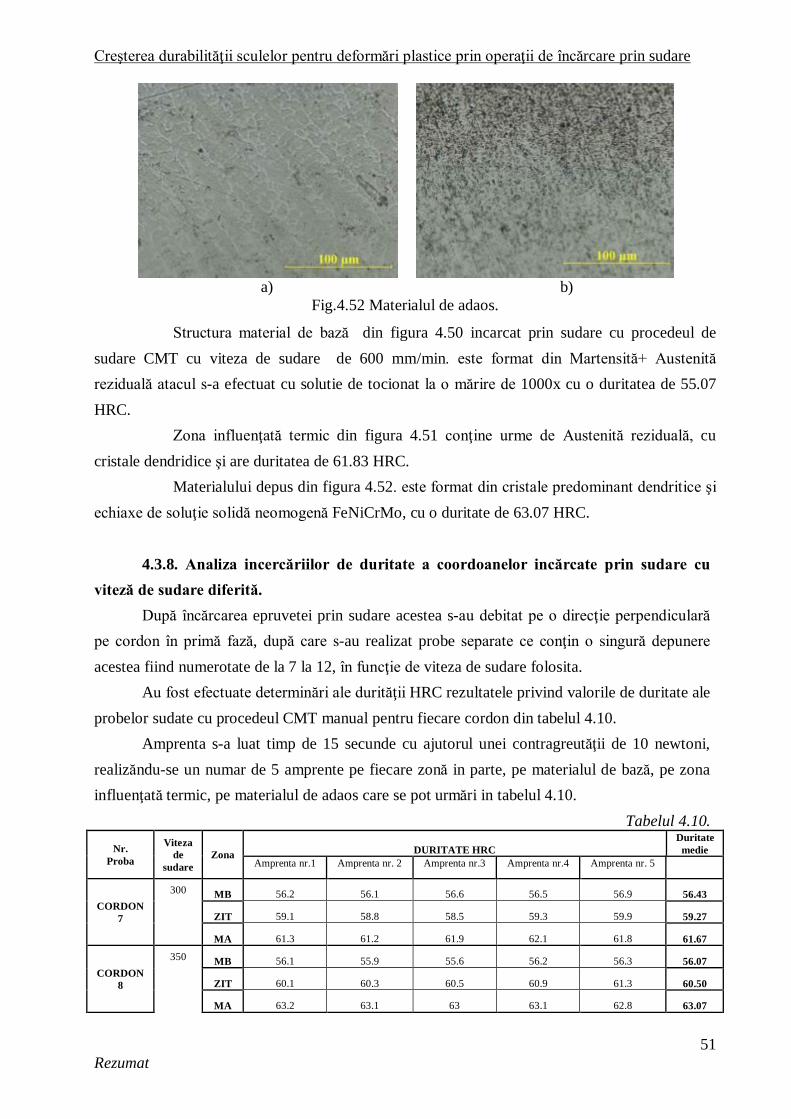
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
51 Rezumat
a) b)
Fig.4.52 Materialul de adaos.
Structura material de bază din figura 4.50 incarcat prin sudare cu procedeul de sudare CMT cu viteza de sudare de 600 mm/min. este format din Martensită+ Austenită reziduală atacul s-a efectuat cu solutie de tocionat la o mărire de 1000x cu o duritatea de 55.07 HRC. Zona influenţată termic din figura 4.51 conţine urme de Austenită reziduală, cu cristale dendridice şi are duritatea de 61.83 HRC. Materialului depus din figura 4.52. este format din cristale predominant dendritice şi echiaxe de soluţie solidă neomogenă FeNiCrMo, cu o duritate de 63.07 HRC.
4.3.8. Analiza incercăriilor de duritate a coordoanelor incărcate prin sudare cu viteză de sudare diferită.
După încărcarea epruvetei prin sudare acestea s-au debitat pe o direcţie perpendiculară pe cordon în primă fază, după care s-au realizat probe separate ce conţin o singură depunere acestea fiind numerotate de la 7 la 12, în funcţie de viteza de sudare folosita.
Au fost efectuate determinări ale durităţii HRC rezultatele privind valorile de duritate ale probelor sudate cu procedeul CMT manual pentru fiecare cordon din tabelul 4.10.
Amprenta s-a luat timp de 15 secunde cu ajutorul unei contragreutăţii de 10 newtoni, realizăndu-se un numar de 5 amprente pe fiecare zonă in parte, pe materialul de bază, pe zona influenţată termic, pe materialul de adaos care se pot urmări in tabelul 4.10.
Tabelul 4.10. Nr.
Proba
Viteza de
sudare Zona DURITATE HRC
Duritate medie
Amprenta nr.1 Amprenta nr. 2 Amprenta nr.3 Amprenta nr.4 Amprenta nr. 5
CORDON 7
300 MB 56.2 56.1 56.6 56.5 56.9 56.43
ZIT 59.1 58.8 58.5 59.3 59.9 59.27
MA 61.3 61.2 61.9 62.1 61.8 61.67
CORDON 8
350 MB 56.1 55.9 55.6 56.2 56.3 56.07
ZIT 60.1 60.3 60.5 60.9 61.3 60.50
MA 63.2 63.1 63 63.1 62.8 63.07
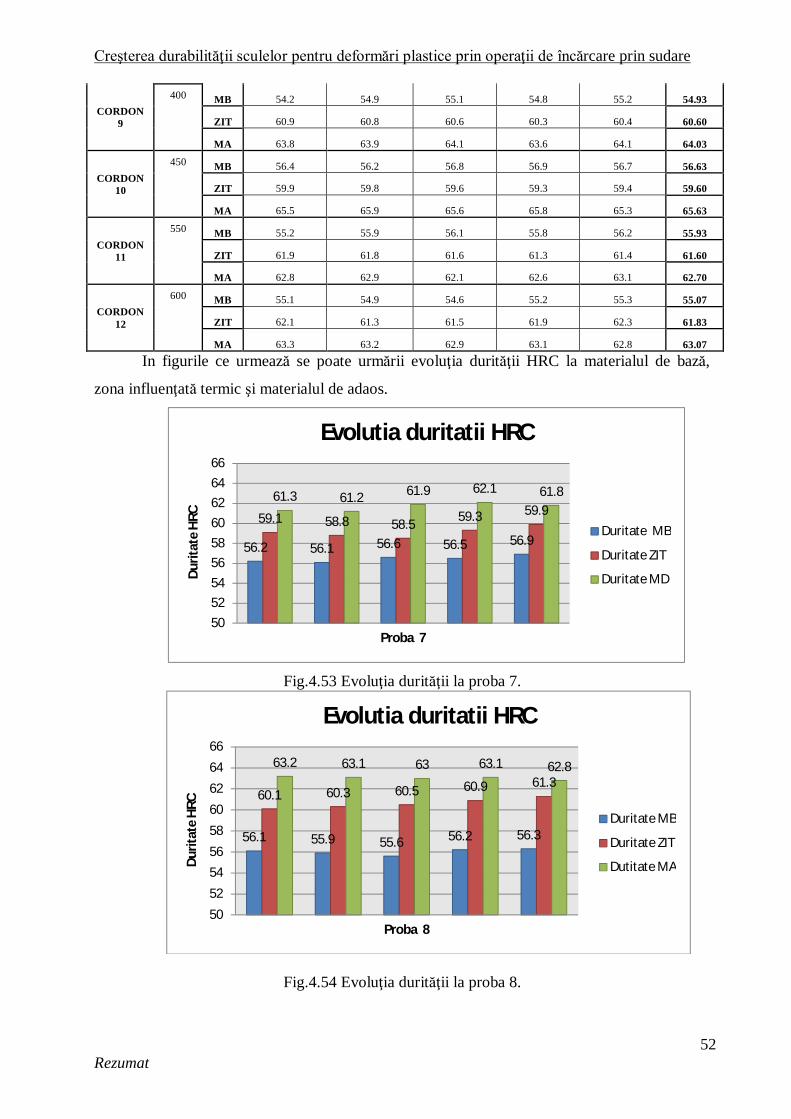
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
52 Rezumat
CORDON 9
400 MB 54.2 54.9 55.1 54.8 55.2 54.93
ZIT 60.9 60.8 60.6 60.3 60.4 60.60
MA 63.8 63.9 64.1 63.6 64.1 64.03
CORDON 10
450 MB 56.4 56.2 56.8 56.9 56.7 56.63
ZIT 59.9 59.8 59.6 59.3 59.4 59.60
MA 65.5 65.9 65.6 65.8 65.3 65.63
CORDON 11
550 MB 55.2 55.9 56.1 55.8 56.2 55.93
ZIT 61.9 61.8 61.6 61.3 61.4 61.60
MA 62.8 62.9 62.1 62.6 63.1 62.70
CORDON 12
600 MB 55.1 54.9 54.6 55.2 55.3 55.07
ZIT 62.1 61.3 61.5 61.9 62.3 61.83
MA 63.3 63.2 62.9 63.1 62.8 63.07
In figurile ce urmează se poate urmării evoluţia durităţii HRC la materialul de bază,
zona influenţată termic şi materialul de adaos.
Fig.4.53 Evoluţia durităţii la proba 7.
Fig.4.54 Evoluţia durităţii la proba 8.
56.2 56.1 56.6 56.5 56.9
59.1 58.8 58.5 59.3 59.961.3 61.2 61.9 62.1 61.8
505254565860626466
Durit
ate
HRC
Proba 7
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
56.1 55.9 55.6 56.2 56.3
60.1 60.3 60.5 60.9 61.363.2 63.1 63 63.1 62.8
505254565860626466
Durit
ate
HRC
Proba 8
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Dutitate MA
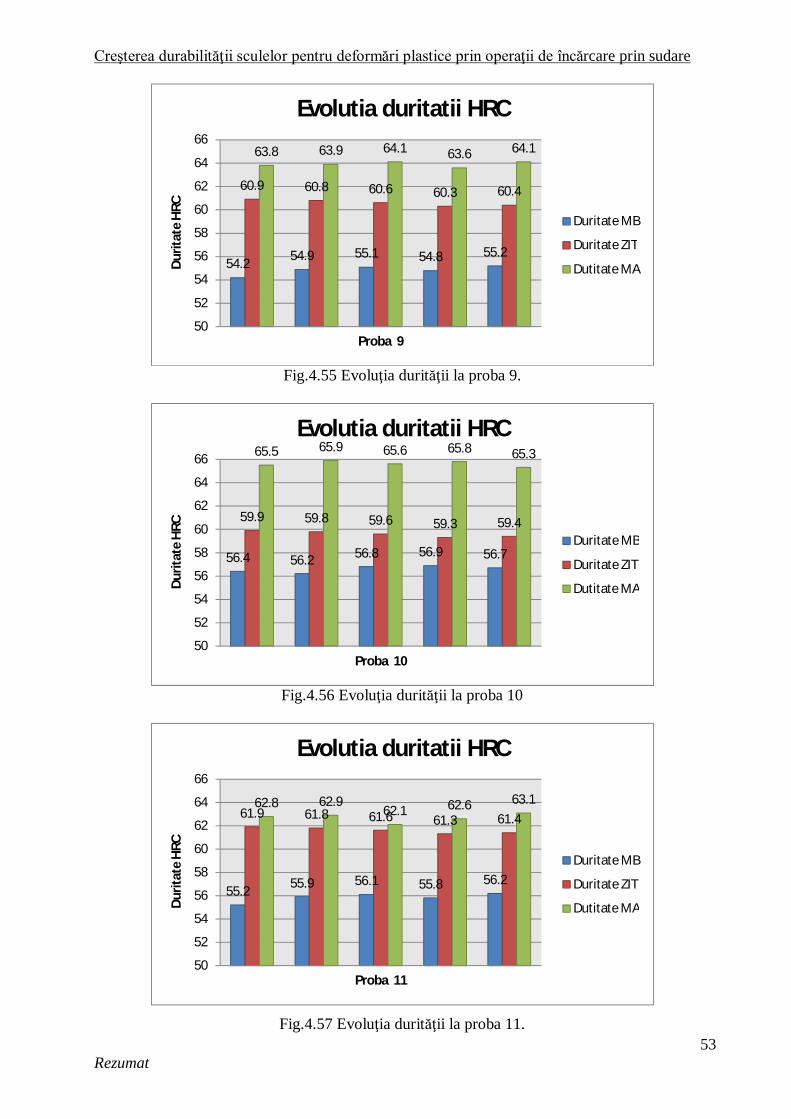
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
53 Rezumat
Fig.4.55 Evoluţia durităţii la proba 9.
Fig.4.56 Evoluţia durităţii la proba 10
Fig.4.57 Evoluţia durităţii la proba 11.
54.2 54.9 55.1 54.8 55.2
60.9 60.8 60.6 60.3 60.4
63.8 63.9 64.1 63.6 64.1
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 9
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Dutitate MA
56.4 56.2 56.8 56.9 56.7
59.9 59.8 59.6 59.3 59.4
65.5 65.9 65.6 65.8 65.3
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 10
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Dutitate MA
55.2 55.9 56.1 55.8 56.2
61.9 61.8 61.6 61.3 61.462.8 62.9
62.1 62.6 63.1
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 11
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Dutitate MA
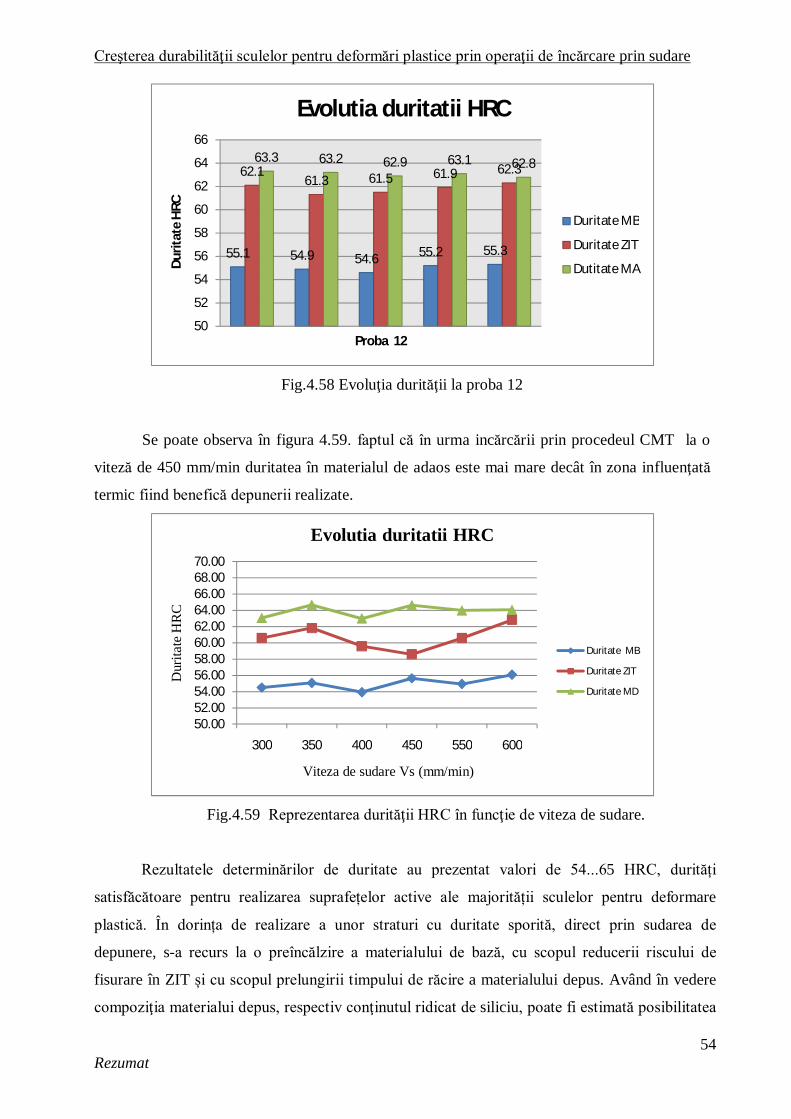
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
54 Rezumat
Fig.4.58 Evoluţia durităţii la proba 12
Se poate observa în figura 4.59. faptul că în urma incărcării prin procedeul CMT la o
viteză de 450 mm/min duritatea în materialul de adaos este mai mare decât în zona influenţată
termic fiind benefică depunerii realizate.
Fig.4.59 Reprezentarea durităţii HRC în funcţie de viteza de sudare.
Rezultatele determinărilor de duritate au prezentat valori de 54...65 HRC, durități
satisfăcătoare pentru realizarea suprafețelor active ale majorității sculelor pentru deformare
plastică. În dorința de realizare a unor straturi cu duritate sporită, direct prin sudarea de
depunere, s-a recurs la o preîncălzire a materialului de bază, cu scopul reducerii riscului de
fisurare în ZIT și cu scopul prelungirii timpului de răcire a materialului depus. Având în vedere
compoziţia materialui depus, respectiv conţinutul ridicat de siliciu, poate fi estimată posibilitatea
55.1 54.9 54.6 55.2 55.3
62.161.3 61.5 61.9 62.3
63.3 63.2 62.9 63.1 62.8
50
52
54
56
58
60
62
64
66
Durit
ate
HRC
Proba 12
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Dutitate MA
50.0052.0054.0056.0058.0060.0062.0064.0066.0068.0070.00
300 350 400 450 550 600
Dur
itate
HR
C
Viteza de sudare Vs (mm/min)
Evolutia duritatii HRC
Duritate MB
Duritate ZIT
Duritate MD
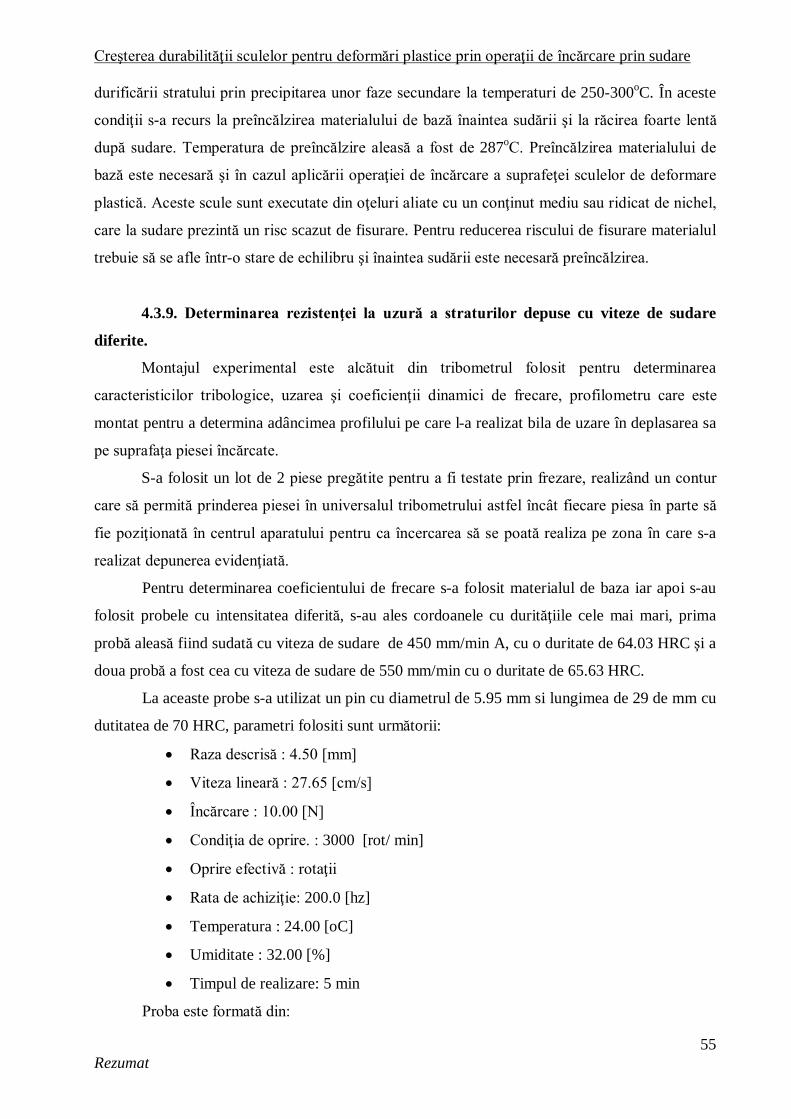
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
55 Rezumat
durificării stratului prin precipitarea unor faze secundare la temperaturi de 250-300oC. În aceste
condiţii s-a recurs la preîncălzirea materialului de bază înaintea sudării şi la răcirea foarte lentă
după sudare. Temperatura de preîncălzire aleasă a fost de 287oC. Preîncălzirea materialului de
bază este necesară şi în cazul aplicării operaţiei de încărcare a suprafeţei sculelor de deformare
plastică. Aceste scule sunt executate din oţeluri aliate cu un conţinut mediu sau ridicat de nichel,
care la sudare prezintă un risc scazut de fisurare. Pentru reducerea riscului de fisurare materialul
trebuie să se afle într-o stare de echilibru şi înaintea sudării este necesară preîncălzirea.
4.3.9. Determinarea rezistenţei la uzură a straturilor depuse cu viteze de sudare
diferite.
Montajul experimental este alcătuit din tribometrul folosit pentru determinarea
caracteristicilor tribologice, uzarea şi coeficienţii dinamici de frecare, profilometru care este
montat pentru a determina adâncimea profilului pe care l-a realizat bila de uzare în deplasarea sa
pe suprafaţa piesei încărcate.
S-a folosit un lot de 2 piese pregătite pentru a fi testate prin frezare, realizând un contur
care să permită prinderea piesei în universalul tribometrului astfel încât fiecare piesa în parte să
fie poziţionată în centrul aparatului pentru ca încercarea să se poată realiza pe zona în care s-a
realizat depunerea evidenţiată.
Pentru determinarea coeficientului de frecare s-a folosit materialul de baza iar apoi s-au
folosit probele cu intensitatea diferită, s-au ales cordoanele cu durităţiile cele mai mari, prima
probă aleasă fiind sudată cu viteza de sudare de 450 mm/min A, cu o duritate de 64.03 HRC şi a
doua probă a fost cea cu viteza de sudare de 550 mm/min cu o duritate de 65.63 HRC.
La aceaste probe s-a utilizat un pin cu diametrul de 5.95 mm si lungimea de 29 de mm cu
dutitatea de 70 HRC, parametri folositi sunt următorii:
Raza descrisă : 4.50 [mm]
Viteza lineară : 27.65 [cm/s]
Încărcare : 10.00 [N]
Condiţia de oprire. : 3000 [rot/ min]
Oprire efectivă : rotaţii
Rata de achiziţie: 200.0 [hz]
Temperatura : 24.00 [oC]
Umiditate : 32.00 [%]
Timpul de realizare: 5 min
Proba este formată din:
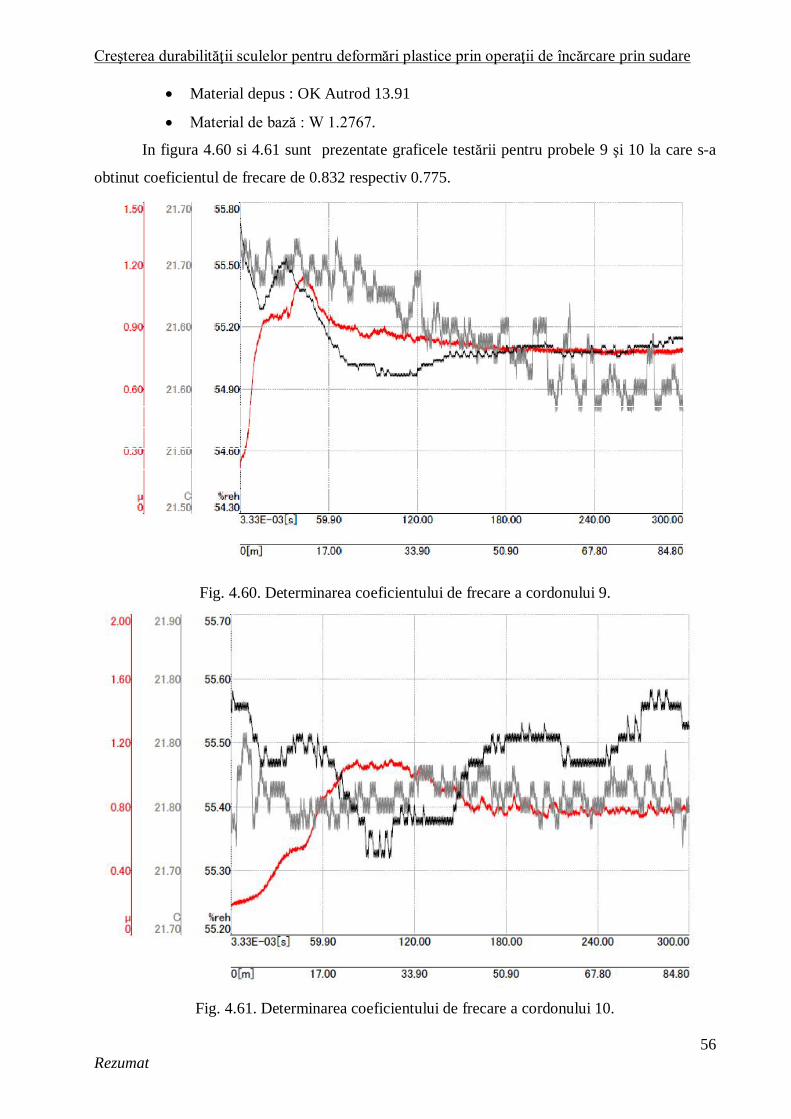
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
56 Rezumat
Material depus : OK Autrod 13.91
Material de bază : W 1.2767.
In figura 4.60 si 4.61 sunt prezentate graficele testării pentru probele 9 şi 10 la care s-a
obtinut coeficientul de frecare de 0.832 respectiv 0.775.
Fig. 4.60. Determinarea coeficientului de frecare a cordonului 9.
Fig. 4.61. Determinarea coeficientului de frecare a cordonului 10.
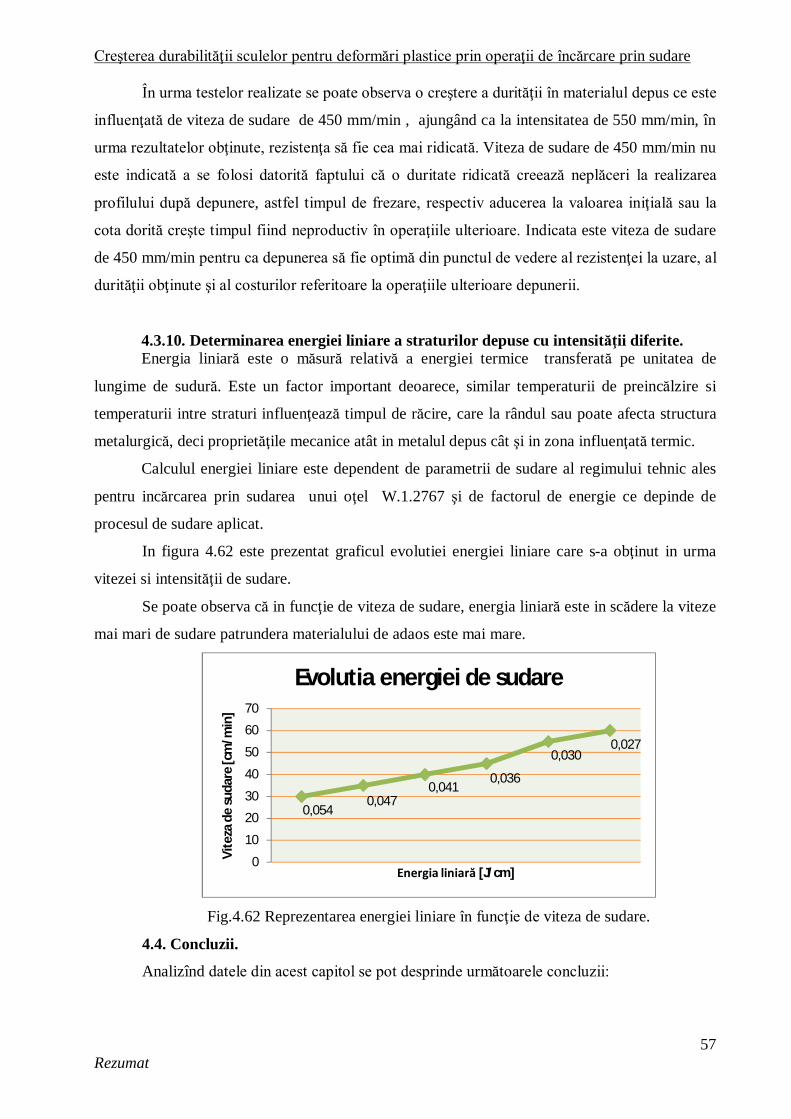
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
57 Rezumat
În urma testelor realizate se poate observa o creştere a durităţii în materialul depus ce este
influenţată de viteza de sudare de 450 mm/min , ajungând ca la intensitatea de 550 mm/min, în
urma rezultatelor obţinute, rezistenţa să fie cea mai ridicată. Viteza de sudare de 450 mm/min nu
este indicată a se folosi datorită faptului că o duritate ridicată creează neplăceri la realizarea
profilului după depunere, astfel timpul de frezare, respectiv aducerea la valoarea iniţială sau la
cota dorită creşte timpul fiind neproductiv în operaţiile ulterioare. Indicata este viteza de sudare
de 450 mm/min pentru ca depunerea să fie optimă din punctul de vedere al rezistenţei la uzare, al
durităţii obţinute şi al costurilor referitoare la operaţiile ulterioare depunerii.
4.3.10. Determinarea energiei liniare a straturilor depuse cu intensităţii diferite. Energia liniară este o măsură relativă a energiei termice transferată pe unitatea de
lungime de sudură. Este un factor important deoarece, similar temperaturii de preincălzire si
temperaturii intre straturi influenţează timpul de răcire, care la rândul sau poate afecta structura
metalurgică, deci proprietăţile mecanice atât in metalul depus cât şi in zona influenţată termic.
Calculul energiei liniare este dependent de parametrii de sudare al regimului tehnic ales
pentru incărcarea prin sudarea unui oţel W.1.2767 şi de factorul de energie ce depinde de
procesul de sudare aplicat.
In figura 4.62 este prezentat graficul evolutiei energiei liniare care s-a obţinut in urma
vitezei si intensităţii de sudare.
Se poate observa că in funcţie de viteza de sudare, energia liniară este in scădere la viteze
mai mari de sudare patrundera materialului de adaos este mai mare.
Fig.4.62 Reprezentarea energiei liniare în funcţie de viteza de sudare.
4.4. Concluzii.
Analizînd datele din acest capitol se pot desprinde următoarele concluzii:
0,0540,047
0,0410,036
0,0300,027
0
10
20
30
40
50
60
70
Vite
za d
e su
dare
[cm
/min
]
Energia liniară [J/cm]
Evolutia energiei de sudare
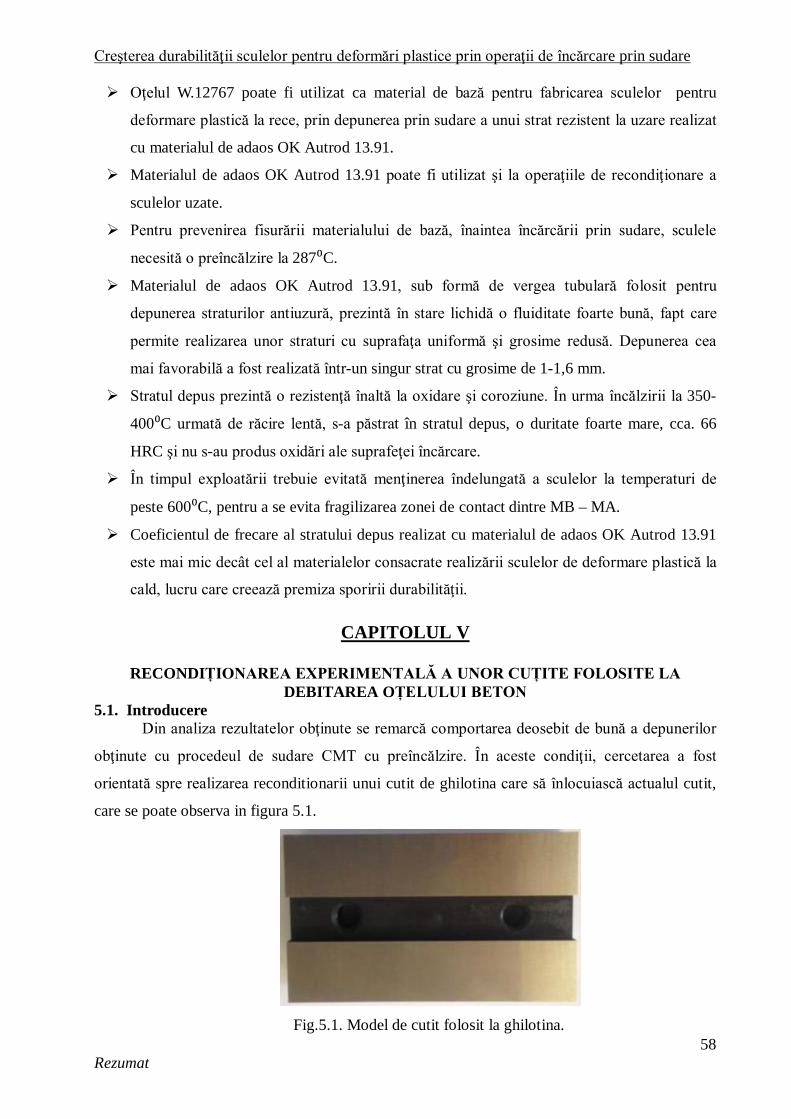
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
58 Rezumat
Oţelul W.12767 poate fi utilizat ca material de bază pentru fabricarea sculelor pentru
deformare plastică la rece, prin depunerea prin sudare a unui strat rezistent la uzare realizat
cu materialul de adaos OK Autrod 13.91.
Materialul de adaos OK Autrod 13.91 poate fi utilizat şi la operaţiile de recondiţionare a
sculelor uzate.
Pentru prevenirea fisurării materialului de bază, înaintea încărcării prin sudare, sculele
necesită o preîncălzire la 287⁰C.
Materialul de adaos OK Autrod 13.91, sub formă de vergea tubulară folosit pentru
depunerea straturilor antiuzură, prezintă în stare lichidă o fluiditate foarte bună, fapt care
permite realizarea unor straturi cu suprafaţa uniformă şi grosime redusă. Depunerea cea
mai favorabilă a fost realizată într-un singur strat cu grosime de 1-1,6 mm.
Stratul depus prezintă o rezistenţă înaltă la oxidare şi coroziune. În urma încălzirii la 350-
400⁰C urmată de răcire lentă, s-a păstrat în stratul depus, o duritate foarte mare, cca. 66
HRC şi nu s-au produs oxidări ale suprafeţei încărcare.
În timpul exploatării trebuie evitată menţinerea îndelungată a sculelor la temperaturi de
peste 600⁰C, pentru a se evita fragilizarea zonei de contact dintre MB – MA.
Coeficientul de frecare al stratului depus realizat cu materialul de adaos OK Autrod 13.91
este mai mic decât cel al materialelor consacrate realizării sculelor de deformare plastică la
cald, lucru care creează premiza sporirii durabilităţii.
CAPITOLUL V
RECONDIȚIONAREA EXPERIMENTALĂ A UNOR CUȚITE FOLOSITE LA DEBITAREA OȚELULUI BETON
5.1. Introducere Din analiza rezultatelor obţinute se remarcă comportarea deosebit de bună a depunerilor
obţinute cu procedeul de sudare CMT cu preîncălzire. În aceste condiţii, cercetarea a fost
orientată spre realizarea reconditionarii unui cutit de ghilotina care să înlocuiască actualul cutit,
care se poate observa in figura 5.1.
Fig.5.1. Model de cutit folosit la ghilotina.
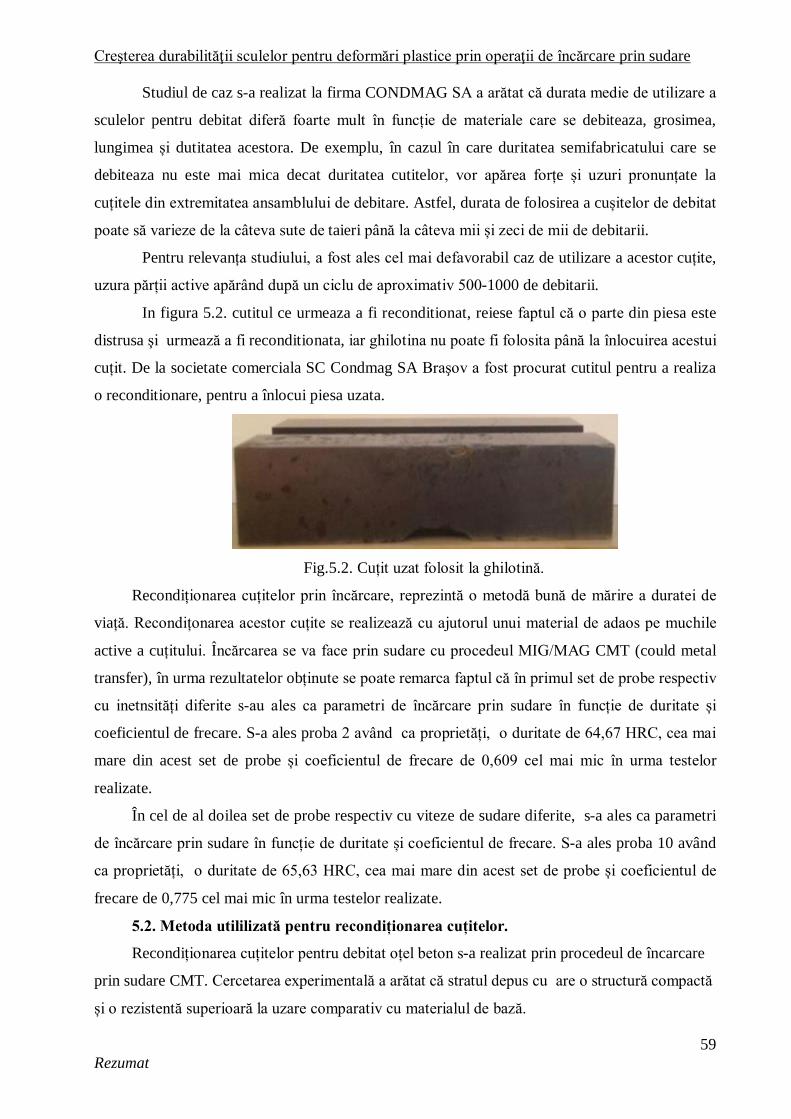
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
59 Rezumat
Studiul de caz s-a realizat la firma CONDMAG SA a arătat că durata medie de utilizare a
sculelor pentru debitat diferă foarte mult în funcție de materiale care se debiteaza, grosimea,
lungimea și dutitatea acestora. De exemplu, în cazul în care duritatea semifabricatului care se
debiteaza nu este mai mica decat duritatea cutitelor, vor apărea forțe și uzuri pronunțate la
cuțitele din extremitatea ansamblului de debitare. Astfel, durata de folosirea a cușitelor de debitat
poate să varieze de la câteva sute de taieri până la câteva mii și zeci de mii de debitarii.
Pentru relevanța studiului, a fost ales cel mai defavorabil caz de utilizare a acestor cuțite,
uzura părții active apărând după un ciclu de aproximativ 500-1000 de debitarii.
In figura 5.2. cutitul ce urmeaza a fi reconditionat, reiese faptul că o parte din piesa este
distrusa şi urmează a fi reconditionata, iar ghilotina nu poate fi folosita până la înlocuirea acestui
cuțit. De la societate comerciala SC Condmag SA Braşov a fost procurat cutitul pentru a realiza
o reconditionare, pentru a înlocui piesa uzata.
Fig.5.2. Cuțit uzat folosit la ghilotină.
Recondiționarea cuțitelor prin încărcare, reprezintă o metodă bună de mărire a duratei de
viață. Recondițonarea acestor cuțite se realizează cu ajutorul unui material de adaos pe muchile
active a cuțitului. Încărcarea se va face prin sudare cu procedeul MIG/MAG CMT (could metal
transfer), în urma rezultatelor obținute se poate remarca faptul că în primul set de probe respectiv
cu inetnsități diferite s-au ales ca parametri de încărcare prin sudare în funcție de duritate și
coeficientul de frecare. S-a ales proba 2 având ca proprietăți, o duritate de 64,67 HRC, cea mai
mare din acest set de probe și coeficientul de frecare de 0,609 cel mai mic în urma testelor
realizate.
În cel de al doilea set de probe respectiv cu viteze de sudare diferite, s-a ales ca parametri
de încărcare prin sudare în funcție de duritate și coeficientul de frecare. S-a ales proba 10 având
ca proprietăți, o duritate de 65,63 HRC, cea mai mare din acest set de probe și coeficientul de
frecare de 0,775 cel mai mic în urma testelor realizate.
5.2. Metoda utililizată pentru recondiționarea cuțitelor.
Recondiționarea cuțitelor pentru debitat oțel beton s-a realizat prin procedeul de încarcare
prin sudare CMT. Cercetarea experimentală a arătat că stratul depus cu are o structură compactă
și o rezistentă superioară la uzare comparativ cu materialul de bază.

Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
60 Rezumat
Am ales să recondiționez 2 cuțite de debitat care prezintă grade diferite de uzură a părții
active. În figura 5.2 se poate observa aspectul unui cuțit cu diferite grade de uzură a părțiilor
active.
În funcție de gradul de uzură, pe fiecare cuțit este necesară depunerea a unui cordon sau 2
cordoane suprapuse parțial. Pentru recondiționare am utilizat echipamentele și parametrii optimi
determinați în investigațiile prezentate în capitolul 4. În figura 5.3 este prezentat echipamentul
utilizat.
Fig.5.3 Instalația de sudare MIG/MAG CMT.
Pentru primul cuțit am folosit parametri optimi din primul set de probe cel cu intensitațiile
de sudare diferite, au fost folosiți parametri probei numarul 2 (tabelul 6.1), iar din setul doi
de probe cel cu viteze diferite de sudare s-au folosit parametri probei 10 (tabelul 6.2).
Pentru recondiționarea cuțitului 1 s-a folosit procedeul de incărcare prin sudare CMT cu
parametri de sudare ce se pot observa in tabelul 6.1
Tabelul 6.1 PROCEDEUL DE SUDARE: 141 Denumirea probei: Cuțitul 1
POZIŢIA DE SUDARE: Incărcare
MATERIAL DE BAZĂ: MATERIAL DE ADAOS
MB1 Denumire: W1.2767 Marca : OK Autrod 13.91 Norma: SR EN 4957 Norma: SR EN 14700 Grupa: Dimensiuni (mm): 1.2
Grosime (mm): 10 Diametru (mm): - Uscare Temp.(°C) / Timp (ore): Temp.de preîncălzire (C): 250-300 °C
Debit gaz De protecţie: 10-12 l/min.
Temp. între straturi (°C): - La rădăcină:
SCHEMA DE PREGĂTIRE A DEPUNERII SUCCESIUNEA OPERAŢIUNILOR DE ÎNCĂRCARE PRIN SUDARE
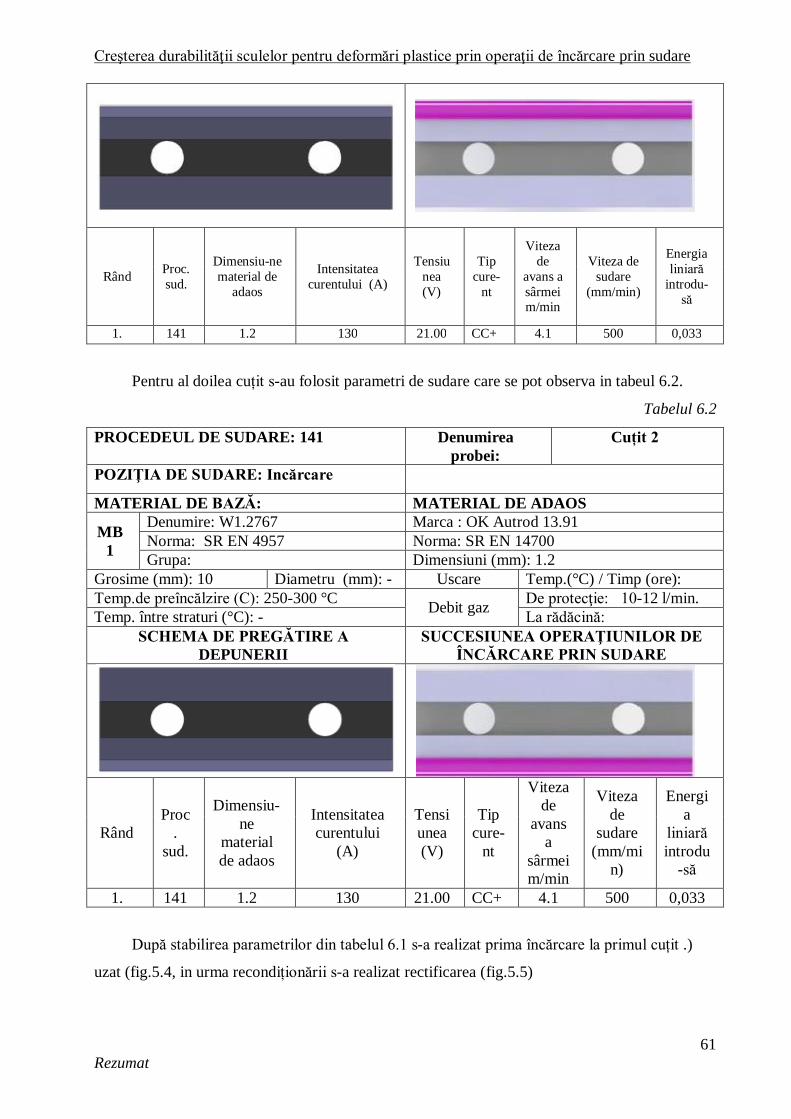
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
61 Rezumat
Rând Proc. sud.
Dimensiu-ne material de
adaos
Intensitatea curentului (A)
Tensiunea (V)
Tip cure-
nt
Viteza de
avans a sârmei m/min
Viteza de sudare
(mm/min)
Energia liniară
introdu-să
1. 141 1.2 130 21.00 CC+ 4.1 500 0,033
Pentru al doilea cuțit s-au folosit parametri de sudare care se pot observa in tabeul 6.2.
Tabelul 6.2
PROCEDEUL DE SUDARE: 141 Denumirea probei:
Cuțit 2
POZIŢIA DE SUDARE: Incărcare
MATERIAL DE BAZĂ: MATERIAL DE ADAOS
MB1
Denumire: W1.2767 Marca : OK Autrod 13.91 Norma: SR EN 4957 Norma: SR EN 14700 Grupa: Dimensiuni (mm): 1.2
Grosime (mm): 10 Diametru (mm): - Uscare Temp.(°C) / Timp (ore): Temp.de preîncălzire (C): 250-300 °C Debit gaz De protecţie: 10-12 l/min. Temp. între straturi (°C): - La rădăcină:
SCHEMA DE PREGĂTIRE A DEPUNERII
SUCCESIUNEA OPERAŢIUNILOR DE ÎNCĂRCARE PRIN SUDARE
Rând Proc
. sud.
Dimensiu-ne
material de adaos
Intensitatea curentului
(A)
Tensiunea (V)
Tip cure-
nt
Viteza de
avans a
sârmei m/min
Viteza de
sudare (mm/mi
n)
Energia
liniară introdu
-să
1. 141 1.2 130 21.00 CC+ 4.1 500 0,033
După stabilirea parametrilor din tabelul 6.1 s-a realizat prima încărcare la primul cuțit .)
uzat (fig.5.4, in urma recondiționării s-a realizat rectificarea (fig.5.5)
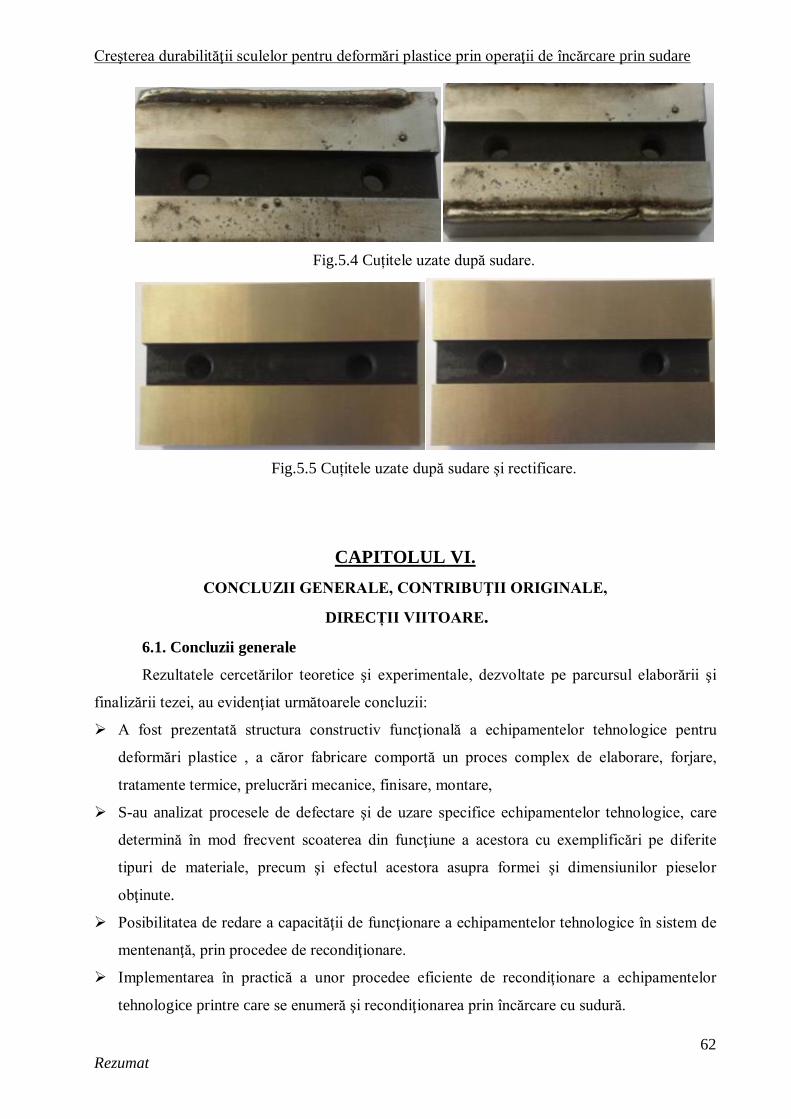
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
62 Rezumat
Fig.5.4 Cuțitele uzate după sudare.
Fig.5.5 Cuțitele uzate după sudare și rectificare.
CAPITOLUL VI. CONCLUZII GENERALE, CONTRIBUŢII ORIGINALE,
DIRECȚII VIITOARE. 6.1. Concluzii generale
Rezultatele cercetărilor teoretice şi experimentale, dezvoltate pe parcursul elaborării şi
finalizării tezei, au evidenţiat următoarele concluzii:
A fost prezentată structura constructiv funcţională a echipamentelor tehnologice pentru
deformări plastice , a căror fabricare comportă un proces complex de elaborare, forjare,
tratamente termice, prelucrări mecanice, finisare, montare,
S-au analizat procesele de defectare şi de uzare specifice echipamentelor tehnologice, care
determină în mod frecvent scoaterea din funcţiune a acestora cu exemplificări pe diferite
tipuri de materiale, precum şi efectul acestora asupra formei şi dimensiunilor pieselor
obţinute.
Posibilitatea de redare a capacităţii de funcţionare a echipamentelor tehnologice în sistem de
mentenanţă, prin procedee de recondiţionare.
Implementarea în practică a unor procedee eficiente de recondiţionare a echipamentelor
tehnologice printre care se enumeră şi recondiţionarea prin încărcare cu sudură.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
63 Rezumat
Au fost prezentate principalele mărci de oţeluri utilizate cu specificarea domeniului de
utilizare, a compoziţiei chimice prescrise acestora.
Au fost analizaţi în amănunt parametrii de lucru ce influenţează procesul de recondiționare.
Sunt prezentate principiile de bază şi particularităţile operaţiilor de încărcare cu electrozi și
cu gaze protectoare, marcându-se rolul structurilor obţinute prin utilizarea unui material de
adaos complet diferit de materialul de bază, comparative cu operaţiile de sudare clasice.
S-a efectuat un studiu comparativ cu privire la durabilitatea cuțitelor proiectate atât în sistem
clasic cât şi modulat şi au fost definiţi principalii indicatori de uzare.
S-a efectuat o analiză amănunţită a oţelurilor utilizate la construcţia cuțitelor, analizându-se
în special comportarea la sudare a acestora calculându-se pentru oţelul 45NiCrMo16
(1.2767), utilizat la experimentări parametrii la preîncălzire, ceea ce a arătat că aceste oţeluri
nu au o tendinţă de fisurare.
A fost determinată, pe baza carbonului echivalent (C e ), sudabilitatea oţelurilor utilizate la
construcţia cuțitelor, observându-se că acestea sunt greu sudabile, dar pot fi supuse unor
operaţii de încărcare (recondiţionare) prin aplicarea unor preîncălziri, determinându-se în
acest sens pentru ambele oţeluri această temperatură de preîncălzire prT 380 0 .
S-a efectuat un studiu amănunţit asupra caracteristicilor sârmei destinată operaţiilor de
încărcare prin sudare, fabricată la nivel mondial, prezentându-se particularităţile acestora faţă
de sârma obişnuiţă pentru sudare.
S-a prezentat fişa tehnologică de fabricare, caracteristicile sârmei (compoziţia chimică,
structura metalografică a metalului depus, durităţile depunerilor) precum şi caracteristicile
tehnologice, valorile obţinute încadrându-se în valorile normale.
S-a conceput şi experimentat o tehnologie de recondiţionare cadru a cuțitelor uzate destinate
debitării oțelului beton, utilizându-se materialul de adaos, obţinându-se o creştere a
numărului de debitări realizate cu aproximativ 20% şi implicit o mărire a durabilităţii acestor
cuțite.
S-a realizat o tehnologie de recondiţionare a cuțitelor destinate debitării oțelului beton,
realizându-se în acest scop creșterea durabilității sculei , confecţionate din oţeluri W.1.2767,
încărcate pe o muchie activă cu cordoane de sudură realizate cu sârma OK Autrod 13.91. S-a
obţinut astfel o creştere a duratei de funcţionare de aproximativ 1,2 ori față de scula folosită
in mod normal.
S-au efectuat studii de privind uzarea materialului care au atestat creşterea durabilității
cuțitelor recondiționate, destinate debitării oțelului beton.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
64 Rezumat
6.2. Contribuţii originale.
Prin prisma obiectivelor propuse precum şi în urma rezultatelor cercetărilor teoretice şi
experimentale obţinute pe parcursul elaborării tezei de doctorat, contribuţiile personale pot fi
sintetizate după cum urmează:
S-a analizat compatibilitatea sârmei de tip OK Autrod 13.91 pe materialul de bază
principale din care sunt confecţionate cuțitele de debitat 45NiCrMo16 (1.2767) şi s-au
efectuat toate testele impuse de normativele în vigoare pentru materialele de adaos
(sârma de incărccare).
Experimentarea unei tehnologii de recondiţionare asupra unui set de cuțite uzate,
încărcarea realizându-se cu procedeul de sudare CMT, acestea fiind testate în cadrul unei
societății comerciale, conducând la o creştere a numărului de debitării realizate cu 20% şi
implicit a duratei de funcţionate a acestor cuțite.
S-au analizat fenomenele de uzare specifice a cuțitelor de debitat care determină în mod
frecvent scoaterea din funcţiune a utlajului cu exemplificări de diferite tipuri.
În urma cercetării şi stabilirii unei tehnologii optime de recondiţionare prin sudare a unui
cuțit din oţelul 45NiCrMo16 (W1.2767), s-au stabilit parametrii folosiţi la testele
experimentale care s-au realizat pentru fiecare proba în parte.
S-a realizat determinarea rezistenţei la uzură a materialului depus în urma încercărilor şi
s-au interpretat rezultatele;.
În vederea îmbunătăţirii suprafetelor cuțitelor prin incărcare prin sudare s-a folosit
electrodul OK Autrod 13.91 DIN 8555, realizându-se astfel o aderenţă bună a metalului
depus faţă de metalul de bază şi rezistenţă la uzare.
6.3 Direcții viitoare.
Rezultatele teoretice şi experimentale ale cercetărilor efectuate în cadrul tezei de doctorat
pot conduce în viitor la dezvoltarea următoarelor direcţii de studiu:
Dezvoltarea unor tehnologii de fabricare a cuțitelor prin realizarea acestora dintr-un oţel
nealiat (mai ieftin şi tenace) şi încărcarea cu sudură (cu sârma experimentala) în zonele
suprafeţelor supuse uzării.
Elaborarea de noi materiale pentru încărcare cu performanţe ridicate şi compatibilitate
bună la sudare cu diferite oţeluri de scule.
Studii de mentenanţă a sculelor recondiţionate destinate prelucrărilor prin deformare
plastică.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
65 Rezumat
Elaborarea unor modele matematice de proiectare în vederea creşterii durabilității şi
calităţii materialelor de adaos destinate încărcării prin sudare.
BIBLIOGRAFIE SELECTIVĂ.
1. Américo Scottia, Vladimir Ponomareva, William Lucas `` A scientific application oriented classification for metal transfer modes in GMA welding`` Journal of Materials Processing Technology- Volume 212, Issue 6, June 2012, Pages 1406–1413.
3. Budău, V.- „Materiale şi tratamente termice pentru structuri sudate”. Editura de Vest 1992.
7. Dinescu, I, Eftimie, L., ş.a., Tehnologia materialelor. Tehnologii de bază, Editura Lux Libris, Braşov 1997.
10. Florin SAPARIUC , Adrian DRAGAN, Ionut UNCU, Alin PARPALEA, Iacob-
Nicolae TRIF,SPECIALIZED DEVICES FOR POSITIONING AND FIXING, THE
MECHANIZATION OF WELDING OPERATION, AFASES 2011, SCIENTIFIC
REASERCH AND EDUCATION IN THE AIR FORCE, pag 964-968 ISSN 2247-3173.
11. Florin SAPARIUC, Ionut UNCU, Maria HERESCU(ROSCA), Camelia
RADU(HANEA), Iacob-Nicolae TRIF, MECHANIZATION AND CONTROL OF THE
WELDING FOR AUTO SEATS STRUCTURE, AFASES 2011, SCIENTIFIC
REASERCH AND EDUCATION IN THE AIR FORCE, pag 959-963 ISSN 2247-3173
12. Gansca Sebastian Gheorghe, Rosca Robert Cristian, Sapariuc Florin, Trif Tudor
Nicolae, Trif Iacob Nicolae, HYBRID SOLUTIONS FOR THE AUTONOMY OF A
MODERN TELECOMMUNICATIONS SITE, The 22nd DAAAM International
Symposium Intelligent Manufacturing & Automation: Power of Knowledge and
Creativity 2011.
13. Iordachescu, M. , lordachescu, D., Scutelnicu, E-, Ruizhervias, J - Valiente, A. ,Cabalero,
L .``Influence of heating source position and dilution rate in achieving overmatched
dissimilar welded joints``. Science and Technology of Welding and Joining. 2010,
DOI:10.1179 /13621711 OX 12693 513264259.
14. Iovănaș D. M., Iovănaș, R., Ceorapin, Torok C. G., Roată I. C, Dozescu S. I., Iovănaș R.
F. ,‖Innovative technologies for manufacturing and reconditioning of plastic deformation
tools‖, Annals of DAAAM for 2010 & Proceedings of the 21th International DAAAM
Symposium 2010, ZADAR, CROATIA, 20-23.10.2010, ISBN 978-3-901509-73-5, ISSN
1726-9687, pp 1137-1138, Editor Branko Katalinic, Published by DAAAM International,
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
66 Rezumat
Vienna, 2010.
17. Iovănaş, D.M., Binchiciu, A., Simiti-Vaida, I., Naghi, F., Ceorapin, C.G., -“Efficient
materials for facing and reconditioning of the tools fot hot working”,Welding in the
world, London, 2007, vol.51, pg.625-630.
23. Jian Lina, Corresponding author contact information, E-mail the corresponding author,
Ninshu Mab, Yongping Leia, Hidekazu Murakawa ‘’ Shear strength of CMT brazed lap
joints between aluminum and zinc-coated steel’’ Journal of Materials Processing
Technology Volume 213, Issue 8, August 2013, Pages 1303–1310.
26. Luca, V., Serban, E.C., - „Materiale metalice”, Editura „Eastline‖, Braşov, 1995.
37. Popescu, R., - “Ştiinţa şi tehnologia procesării şi prelucrării materialelor”, Editura Lux
41. Robert ROSCA, Lucian FERARU, Florin SAPARIUC, Iacob-Nicolae TRIF,
METALLOGRAPHIC RESEARCHES ON WELDED CONSTRUCTION OF THE
TELECOMMUNICATION ANTENNAE, BRAMAT 2011, Recent ISSN 1582-0246.
48. Sapariuc Florin-Alexandru, Uncu Ionut, Dragan Adrian Marian, Hanea (Radu)
Camelia, Banea Alexandru, Trif_Iacob_Nicolae, MECHANIZATION AND WELDING
CONTROL STRUCTURE METAL SEAT AUTO, The 22nd DAAAM International
Symposium Intelligent Manufacturing & Automation: Power of Knowledge and
Creativity 2011.
78. Voiculescu, I., Geantă, V., ş.a., „SEM analysis of hydrogenated steels surfaces‖, - „5-th
European Conference on Advanced Materials and Processes and Applications‖,
EUROMAT ’97, 21-23 April 1997, Maastrict, Netherlands, Vol. 4 – Materials,
Functionality & Design, p. 65 – 69.
80. Wang M, Liu ZD, Bao ZJ. ``Study on failure mechanism of H13 steel hot-forging dies
for automobile.`` Forging & Stamping Technology 2008; 33:47-48.
85 Williams, J.A., - ―Engineering tribology”, Oxford University Press, Oxford, 1994.
88. You Chul Kim, Terushisa Yamakita, Han Sur Bang Si Yukio - Mechanical behavior on
Welding Residual Stress relief Annealing of Repair Welding in Thick Plate, Quarterly
Journal of the Japan Welding Society, nr. 1, 1988, pag. 53-58;
91. Zhang D, Shan JG, Ren JL. ``Status and development of cladding with high power
density beam.`` Laser Technology 2001; 25:39-42.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
67 Rezumat
REZUMAT
Teza de doctorat are ca titlu ” Creşterea durabilităţii sculelor pentru deformaţii
plastice prin operaţii de încărcare prin sudare ” aparține domeniului Ingineriei Industriale,
are un caracter multidisciplinar, în ea se regăsește elemente și noțiuni de analiză cu
element finit și numeroase experimentării.
Obiectivul principal al tezei este optimizarea tehnologiei pentru recondiționarea
părților active unui cuțit folosit la mașinile de debitat oțel beton. În lucrare se urmărește
determinarea parametrilor optimi pentru depunerea unui strat de sudură pentru creșterea
durabilității sculei.
Teza cuprinde o analiza amănunțita a echipamentelor de deformat plastic,
microstructurilor si a caracteristicilor mecanice ale straturilor depuse cu procedeul de
sudare CMT. Comportarea la uzare a straturilor depuse este determinată prin investigații
tribometrice care atestă calitatea superioară a depunerilor și compatibilitatea cu procedeul
de recondiționarea a cuțitelor.
ABSTRACT
The Phd thesis has the title ” Increase sustainability tools for plastic deformation by
loading welding operations” ” belongs to the domain of Industrial Engineering, it has a
multidisciplinary character, is being found elements and notions of finite element
analysis and numerous experimental tests.
The main objective of the thesis is optimizing the technology for reconditioning
the active parts of a knife use at the la reinforced concrete cutting machines. In the
paper is folowing the optimum parameters for a layer of weld deposit to increase
sustainability tool.
The thesis contains a detailed analysis of the deformed plastic equipment,
microstructure and the mechanical characteristics of the layers deposited with the
welding process CMT. The anti-wear behavior of the deposited layers is determined by
tribometric investigations which are attesting the superior quality and the compatibility of
the reconditioning process with the welding process.
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
68 Rezumat
CURRICULUM VITAE
INFORMAŢII PERSONALE NUME SAPARIUC Florin-Alexandru ADRESĂ Str. Mircea cel batran nr.52 bl.54 sc. B Ap.6 Brasov TELEFON 0727 347 971 E-MAIL [email protected] NAŢIONALITATE Roman DATA NAŞTERII 14.04.1984 EDUCAŢIE ŞI FORMARE 2010 – 2013 Student-doctorand
Universitatea “Transilvania” Braşov Facultatea de Ştiinţa şi Ingineria Materialelor 2009 – 2011 Student-masterand Universitatea “Transilvania” Braşov Facultatea de Ştiinţa şi Ingineria Materialelor 2004 – 2009 Student Universitatea “Transilvania” Braşov Facultatea de Ştiinţa şi Ingineria Materialelor
LIMBI STRĂINE CUNOSCUTE Engleză (bine /bine /bine)
COMPETENTE TEHNICE Cunoştinţe complete ale sistemului de operare MicrosoftWindows şi ale aplicaţiilor uzuale (Microsoft
Office etc.), Editare grafică: CorelDraw, Modelare: SolidWorks
ACTIVITATE ŞTIINŢIFICĂ 5 articole științifice
Creşterea durabilităţii sculelor pentru deformări plastice prin operaţii de încărcare prin sudare
69 Rezumat
CURRICULUM VITAE
PERSONAL INFORMATION NAME SAPARIUC Florin-Alexandru ADDRESS Str. Mircea cel batran nr.52 bl.54 sc. B Ap.6 Brasov TELEPHONE 0727 347 971 E-MAIL [email protected] NATIONALITY Romanian DATE OF BIRTH 14.04.1984 EDUCATION AND TRAINING 2010 – 2013 Doctoral student University Transilvania of Brașov Faculty of Materials Science and Engineering 2009 – 2011 Master of Science in Welding Engineering University Transilvania of Brașov Faculty of Materials Science and Engineering 2004 – 2009 Bachelor of Science in Engineering University Transilvania of Brașov Faculty of Materials Science and Engineering FOREIGN LANGUAGES English (Proficient user / Proficient user / Proficient
user)
TECHNICAL SKILLS Good knowledge of Microsoft Office™ tools MicrosoftWindows and their uzual aplication (Microsoft
Office etc.), Digital image processing - CorelDraw™ 3D modelling – SolidWorks™
ACTIVITATE ŞTIINŢIFICĂ 5 scientific papers





























