Embed Size (px)
Citation preview

i
UNIVERZA V MARIBORU EKONOMSKO - POSLOVNA FAKULTETA
MARIBOR
MAGISTRSKO DELO
UPORABA METOD CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA ZA POVEČANJE UČINKOVITOSTI
LAKIRNIC
Kandidat: Miha Karner, univ.dipl.ekon. Rojen: 5. novembra 1978 v Mariboru Zaposlen: LHB Internationale Handelsbank Aktiengesellschaft
Frankfurt na Majni Poklic: Bančni delavec; regionalni manager Študent izrednega podiplomskega študija Št. indeksa: 83029714 Program: Ekonomija in poslovne vede Študijska smer: Politika organizacije in strateški management Tema odobrena na seji senata EPF dne 7. julija 2006 Delovni naslov: Uporaba metod celovitega produktivnega vzdrževanja za povečanje
učinkovitosti lakirnic. Mentor: Prof.dr. Ferdinand Marn Somentor: Prof.dr. Štefan Kajzer
Maribor, junij 2008

ii
ZAHVALA Mentorjema: dr. Ferdinandu Marnu in dr. Štefanu Kajzerju, profesorjema Ekonomsko -
poslovne fakultete v Mariboru. Mentorjem: g. Gerdu Karolatu, BMW AG, Berlin, prof. dr. Wolfgangu Jahnke,
Technische Fachhochschule, Berlin in g. Markusu Hauserju, Axel Springer Verlag AG, Berlin.
Vsem prijateljem, posebej dr. Dejanu Krušcu, za motivacijo pri pisnju magistrske naloge in mag. Agnes Florjančič ter Katji Sinko Luin za njuno lektoriranje slednje.

i
KAZALO
POVZETEK................................................................................................................................................... 1
ABSTRACT .................................................................................................................................................. 2 SEZNAM SLIK IN TABEL .......................................................................................................................... 4 SEZNAM KLJUČNIH POJMOV, UPORABLJENIH KRATIC, OZNAK IN OKRAJŠAV........................ 5
1 UVOD................................................................................................................................................. 9 1.1 PODROČJE RAZISKOVANJA IN RAZISKOVALNI PROBLEM.................................................................. 9 1.2 NAMEN, CILJI IN OSNOVNE TRDITVE.............................................................................................. 10 1.3 PREDPOSTAVKE IN OMEJITVE RAZISKAVE ..................................................................................... 11 1.4 METODE RAZISKOVANJA............................................................................................................... 11
2 TEORETIČNA IZHODIŠČA ........................................................................................................... 13 2.1 PROIZVODNJA KOT SISTEM ............................................................................................................ 13
2.1.1 Procesno pojmovanje poslovnih sistemov ............................................................................... 13 2.1.2 Uspešnost in učinkovitost proizvodnje..................................................................................... 17 2.1.3 Skupna učinkovitost naprave ................................................................................................... 19 2.1.4 Šest velikih izgub na strojih in v procesih................................................................................ 21 2.1.5 Vpliv majhnih pomanjkljivosti opreme na učinkovitost proizvodnje ....................................... 23
2.2 VZDRŽEVANJE KOT PODPROCES PROIZVODNEGA PROCESA ........................................................... 24 2.2.1 Koncepti vzdrževanja............................................................................................................... 24 2.2.2 Zanesljivost kot osnova vzdrževanja........................................................................................ 26 2.2.3 Strategija in tehnologije vzdrževanja ...................................................................................... 28 2.2.4 Sodobne strategije vzdrževanja ............................................................................................... 30
2.3 ZAMISEL CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA............................................................... 30 2.3.1 Celovito produktivno vzdrževanje oz. Total Productive Maintenance (TPM) ......................... 30 2.3.2 Različni pristopi celovitega produktivnega vzdrževanja ......................................................... 32 2.3.3 Namen uvedbe TPM-a in njeni cilji ......................................................................................... 34
2.4 PROCES UVAJANJA CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA................................................ 35 2.4.1 Zgradba (delitev) procesa uvajanja......................................................................................... 35 2.4.2 Pripravljalna faza za vpeljavo TPM........................................................................................ 35 2.4.3 Faza realizacije modela TPM.................................................................................................. 37
2.4.3.1 Hiša TPM...................................................................................................................................... 37 2.4.3.2 Modul 1 - »Avtonoma proizvodnja« (na osnovi »Piramide TPM«) .............................................. 39 2.4.3.3 Modul 2 - »Izboljševanje naprave« ............................................................................................... 41 2.4.3.4 Modul 3 - »Pridobivanje izkušenj« ............................................................................................... 41
3 MODEL PROCESA UVAJANJA TPM V LAKIRNICAH.............................................................. 43 3.1 PRIKAZ PROCESOV LAKIRANJA...................................................................................................... 43
3.1.1 Opis samodejnih naprav za lakiranje sestavnih delov v obdelovalni industriji....................... 43 3.1.2 Lakirni procesi......................................................................................................................... 44 3.1.3 Projekt izboljšave kvalitete nanosa lakirne snovi .................................................................... 46
3.2 STRATEŠKE ODLOČITVE UVAJANJA TPM-A................................................................................... 46 3.3 ANALIZA IZHODIŠČNEGA STANJA .................................................................................................. 48
3.3.1 Pridobivanje podatkov o napakah ........................................................................................... 48 3.3.2 Določanje izgub naprave za njene izboljšave.......................................................................... 50
3.4 NAČRTOVANJE PROJEKTA IZVEDBE ............................................................................................... 51 3.4.1 Akcijski načrt projekta............................................................................................................. 51 3.4.2 Prva stopnica; doseganje izvedbe prvih 25% »Piramide TPM« ............................................. 55 3.4.3 Druga stopnica; vpeljevanje naslednjih 25% (za doseganje 50%) TPM-piramide................. 60 3.4.4 Nadaljni koraki postopka vpeljave modula »Avtonomne proizvodnje«................................... 63
3.5 OPTIMIRANJE CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA........................................................ 63 3.5.1 Prikaz procesa optimiranja ..................................................................................................... 63 3.5.2 Priprava začasnih standardov................................................................................................. 64 3.5.3 Trajno izboljševanje ................................................................................................................ 65

ii
3.6 PRESOJA DOSEŽENE RAVNI UVEDBE TPM (TPM-AUDIT »AVTONOMNE PROIZVODNJE«) ...............66 3.6.1 Terminski načrt »Audita TPM« in njegova izvedba (v lakirnici) .............................................66 3.6.2 Kriteriji »Audita TPM« in merjenje stopnje vpeljave ..............................................................68
4 UVAJANJE CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA V LAKIRNICAH TOVARNE MOTORNIH KOLES BMW BERLIN ........................................................................................................71 4.1 OPIS LAKIRNICE V TOVARNI MOTORNIH KOLES BMW BERLIN ......................................................71
4.1.1 Lack 2 – nova lakirna naprava.................................................................................................72 4.1.2 Stanje v Lack 2 pred uvedbo celovitega produktivnega vzdrževanja .......................................74
4.2 VPELJAVA KONCEPTA TPM V LAKIRNICI TOVARNE MOTORNIH KOLES BMW BERLIN...................75 4.3 PRESOJA DOSEŽENE RAVNI UVEDBE TPM V LAKIRNICI LACK 2 ...................................................76
4.3.1 Uvedba prvih korakov in izvajanje meritev..............................................................................76 4.3.2 Raziskovanje motenj in napak ..................................................................................................80 4.3.3 Dogovor o delitvi področja vzdrževalnih del ...........................................................................82 4.3.4 Rezultat »Audita TPM« v lakirnici Lack 2; dosežena raven uvedbe TPM v prvem letu...........84
5 SKLEP...............................................................................................................................................85 5.1 UGOTOVITVE APLIKATIVNE RAZISKAVE ........................................................................................85 5.2 PREDLOGI NADALJNIH RAZISKAV...................................................................................................86 5.3 ODPRTI PROBLEMI .........................................................................................................................87
5.3.1 Organizacija dela delavcev in delovnih skupin........................................................................87 5.3.2 Ozka grla v napravi..................................................................................................................88 5.3.3 Stanje skladiščenja - nenatančno posredovanje podatkov .......................................................89 5.3.4 Nosilci blaga za vozičke ...........................................................................................................90
SEZNAM VIROV IN LITERATURE .........................................................................................................92 ŽIVLJENJEPIS ............................................................................................................................................94 PRILOGA 1....................................................................................................................................................1 PRILOGA 2..................................................................................................................................................13

1
POVZETEK Pri uvajanju novih proizvodov in novih tehnologij v proizvodnih napravah so podjetja prisiljena skrajševati čas vpeljave in ne predvidevajo poskusnega obdobja. To ima pogosto za posledico nizko učinkovitost novih naprav, kar se še posebno kaže v lakirnicah. Da bi posledice takšnih odločitev čimprej odpravili, iščejo podjetja nove metode za povečanje učinkovitosti. Pri tem daje na splošno dobre rezultate na Japonskem razviti in uveljavljeni (uspešni) koncept celovitega produktivnega vzdrževanja (TPM). Cilj raziskave tega magistrskega dela je bil analizirati vpliv metode TPM na učinkovitost procesno - proizvodnih področij lakirnic. Ti učinki so povečanje razpoložljivosti naprave in minimiranje števila nekakovostnih proizvodov (zmanjšanje stroškov proizvodnje) ter povečanja produktivnosti in avtonomnosti osebja (pozitiven učinek na njihovo zadovoljstvo). Efekti iz obeh smeri posledično pozitivno vplivajo na profitabilnost (dobičkonosnost) podjetja, obseg poslovanja in povečanje konkurečnosti na trgu. Z doseganjem teh rezultatov se povečuje tudi podoba podjetja. Pilotni projekt uvedbe temeljnih ukrepov in vodil koncepta TPM smo na primeru nove lakirne naprave »Lack 2« v tovarni BMW v Berlinu nameravali izpeljati od meseca marca do konca leta 2004 vsaj v obsegu 25 % »Avtonome proizvodnje«. Slednja predstavlja vrh in hkrati zaključek uvedbe faz znotraj štirih etap »Piramide TPM«, ki jo predstavljamo v poglavju 2.4.3.2 (slika 14). Izpolnitev »Piramide TPM« v polnem obsegu predvideva, da je TPM »utelešen« med delavci (proizvodnimi skupinami). Ti so na tej stopnji sposobni samostojno in odgovorno delovati in sami kontinuirano prispevati k izboljševanju obstoječih postopkov v lakirnici. Zadanih 25 % »Avtonome proizvodnje« pomeni, da so vsi kriteriji gradnikov osnovnega (prvega) segmenta »Piramide TPM« izpolnjeni. Končni cilj projekta je bil vpeljava »Koncepta TPM« na celotnem področju divizije lakirnic BMW v Berlinu (COC Lack). Uspešnost implementacije koncepta TPM v lakirni napravi smo opazovali in ocenili s pomočjo »Audita TPM« (poglavje 4.3.4), medtem ko smo na podlagi kazalnika oz. števila OEE (Overall Equipment Effectiveness) v poglavju 4.3.1 analizirali vpliv novih ukrepov koncepta TPM na izboljšanje delovanja naprave in povečanje njene učinkovitosti. Pri implementaciji TPM smo preskakovali posamezne gradnike prve in druge ravni in nismo strogo upoštevali vrstnega reda njihove vpeljave. Zaradi spremenjenega poteka akcijskega načrta smo pri ocenjevanju stopnje realizacije uvedbe koncepta TPM v oceno vklučili prvih osem temeljnih gradnikov »Piramide TPM«, t. j. realizacijo njenih spodnjih dveh stopnic (realizacija do 50 % »Avtonomne proizvodnje«) in ne le gradnikov osnovnega (prvega) segmenta »Piramide TPM«, kot je bilo sprva predvideno. Rezultati prvega »Audita TPM« (slika 44), na osnovi vprašalnika iz Priloge 2, so pokazali, da je bil proces vpeljave koncepta TPM daleč od pričakovanj. Ob koncu prvega obdobja bi, glede na plan, morali biti vsi temeljni gradniki že izpolnjeni, kljub temu pa smo ugotovili, da je bila stopnja vpeljave TPM v vseh opazovanih kategorijah nezadostna. Najbolj skrb vzbujajoče je dejstvo, da je bilo znanje delavcev o TPM samem, posebno glede njegovih ciljev in uporabnosti, na izredno nizki ravni, kar ima za posledico nizko vrednost ostalih kategorij TPM (npr.: »Temeljna filozofija«, 36 %).

2
Z vpeljavo koncepta TPM smo povečali opazovanje procesov v napravi. Da bi odkrili in izkoristili področja, kjer obstaja potencial za izboljšave lakirne naprave, smo vzpostavili sistem za ocenjevanje njene učinkovitosti s številom OEE. Ta se je v času naših raziskav nahajala na izredno nizki ravni, in sicer pod 50 %, kar je očiten dokaz, da obstaja - glede na izbrane paramtere, še veliko možnosti za boljše izkoriščanje naprave in izboljšanje njene učinkovitosti. Vseeno pa lahko ugotovimo, da smo na osnovi akcijskega načrta optimizacije nove lakirnice Lack 2 tekom uvajanja koncepta TPM, v začetnem obdobju uspeli dvigniti vrednosti parametrov števila OEE, in sicer povečati tako stopnjo kakovosti proizvedenih delov (DLQ) na nivo 75 %, kot tudi stopnjo razpoložljivosti naprave (NG) na 85 % celotnega proizvodnega časa, medtem ko je bila stopnja učinkovitosti naprave (LG) le na nivoju okoli 70 %. Skupno lahko ocenimo, da smo na področju nove lakirne naprave od začetka uvajanja koncepta TPM do izvedbe prvega »Audita TPM« dosegli kar nekaj dobrih rezultatov, in to kljub nedosledni in pomanjkljivi vpeljavi njenih gradnikov »Avtonomne proizvodnje«. To indicira uporabnost metode TPM tudi v proizvodnih podjetjih v Evropi, vendar pa je pri vpeljavi novih ukrepov potrebna (določena) previdnost, saj se je za učinkovito implementacijo potrebno ustrezno prilagoditi drugačnemu delovnemu okolju.
ABSTRACT Increasing the efficiency of paint shops by the total productive maintenace method Enterprises are forced to shorten the introduction period for new products and new production technologies, and they plan no trial periods. This frequently results in a low efficiency of new equipment, which is particularly evident in paint shops. In order to reduce these effects, enterprises seek new methods to increase efficiency. Overall good results can be achieved by the concept of total productive maintenance (TPM), which was developed in Japan and has proved to be effective. This master thesis aims to analyze the impact of the TPM method on improving the efficiency of process production areas in paint shops. This impact includes an increased availability of equipment and a minimum number of low-quality products (reduced production costs) and increased productivity and autonomy of staff (improved satisfaction). This in turn benefits enterprise profitability, business volume and competitiveness in the market. This also helps improve the enterprise image. We intended to carry out the pilot project of introducing the basic TPM measures and principles from March to December 2004 in the BMW plant in Berlin, using the new paint shop facility »Lack 2«, with a goal to reach at least 25% of the »Autonomous Production« by the end of that year. The latter symbolises the peak and the accomplishment of introduction of all four segments of the »TPM Pyramid« with its inherent eleven milestones, which are presented in Chapter 2.4.3.2 (Picture: 14). If all criteria applied to the building blocks of the basic »TPM Pyramid« are met in full measure, it is considered that the TPM is incorporated among workers (production groups). At that stage the

3
workers are able to work independently with full responsibility and continuously contribute to the improvement of the existing procedures in the paint shop on their own. The targeted 25% of the »Autonomous Production« means that all five building blocks of the fundamental segment of the »TPM Pyramid« are fulfilled. The ultimate goal of the project was to introduce this concept in the entire BMW paint shop division in Berlin (COC Lack). The effectiveness of applying the TPM concept to the painting facility was monitored and assessed by the »TPM Audit« (Chapter 4.3.4), while the impact of new TPM measures on improving equipment performance and increasing its efficiency was analysed by the indicator of OEE (Overall Equipment Effectiveness) as described in Chapter 4.3.1. Implementation of the TPM building blocks from the first and the second »Autonomous Production« segments was leapt and it was not in accordance with the action plan. On account of this inconsistency we included the first eight »TPM Pyramid’s« basic mile stones in the evaluation of effectiveness of applying the »TPM concept«, meaning the rate of fulfilling the first two »Autonomous Production« steps was up to 50% and not only the building blocks of the first segment of the »TPM Pyramid« as initially planed. The assessment of TPM concept implementation, as shown by the results of the first »TPM Audit« (Picture: 44) based on the questionnaire from Appendix 2, revealed that the process of introducing the »TPM concept« was way behind expectations. According to the plan, all the basic building blocs should have been implemented; however, it became evident that the »TPM implementation rate« was unsatisfactory in all observed categories. The most critical was the fact that workers had little knowledge of the TPM itself, particularly about its goals and utility, resulting in low values of other TPM categories (e.g. »TPM Philosophy« 36 %). The introduction of the »TPM concept« helped improve the monitoring of processes in the painting facility. A system for assessing its efficiency using the OEE number was introduced to detect and exploit areas with potential to improve the new paint shop facility. During the examination, efficiency was very low, below 50% (due to relevant parameters), which was clear evidence that there was plenty of room for better exploitation of the facility and its higher efficiency. Nevertheless we can conclude that in the initial period, the value of parameters concerning the OEE number was improved by the action plan for the process of optimizing the new paint shop facility »Lack 2«. Namely the quality grade of produced parts (DLQ) was raised to 75%, the efficiency factor of equipment availability (NG) was increased to 85% of the total production time, while the performance index (LG) of the equipment efficiency was only around 70%. An overall assessment shows that a significant progress was achieved by the new paint shop facility from the start of introducing the »TPM concept« to the first »TPM Audit« despite an inconsistent and inadequate introduction of the »Autonomous Production« building blocks. This indicates that the »TPM method« is useful for manufacturing enter-prises around Europe, however, the new measures should be introduced cautiously and they need to be adapted to the specifics of the work environment in order to be effective.

4
SEZNAM SLIK IN TABEL SLIKA 1: SOODVISNOST PROCESOV V SISTEMU ...........................................................................14 SLIKA 2: VHODNI IN IZHODNI PROSTOR PROIZVODNEGA PODJETJA......................................15 SLIKA 3: IZHODNI CILJNI PROSTOR PROIZVODNEGA PODJETJA ..............................................16 SLIKA 4: SESTAVINE USPEŠNOSTI....................................................................................................18 SLIKA 5: POVEZAVA MED ŠTEVILOM OEE IN ŠESTIMI VIRI IZGUB ..........................................22 SLIKA 6: POVEZANOST VSEH KOMPONENT UČINKOVITOSTI ...................................................26 SLIKA 7: KRIVULJA KOPALNE KADI ................................................................................................27 SLIKA 8: STRATEGIJA IN TEHNOLOGIJA VZDRŽEVANJA ...........................................................28 SLIKA 9: ODNOS MED STROŠKI PREVENTIVNEGA IN KURATIVNEGA VZDRŽEVANJA.......29 SLIKA 10: PRIKAZ DELITVE NALOG PRI IZVAJANJU TPM .............................................................31 SLIKA 11: TIPIČNA TPM-ORGANIZACIJA...........................................................................................36 SLIKA 12: HIŠA TPM ...............................................................................................................................38 SLIKA 13: MODULARNI KONCEPT TPM / VSEBINA GRADNIKOV TPM........................................39 SLIKA 14: TPM-PIRAMIDA »AVTONOMNE PROIZVODNJE« ..........................................................40 SLIKA 15: PRIDOBIVANJE IZKUŠENJ KOT ZASTAVLJEN CILJ ......................................................42 SLIKA 16: BISTVENE KOMPONENTE SISTEMA ZA DELOVANJE ROBOTOV ..............................43 SLIKA 17: POSNETEK DELA ROBOTSKIH ROK V LAKIRNI KOMORI............................................44 SLIKA 18: PIŠTOLA NA ROBOTSKI ROKI ZA BREZZRAČNO RAZPRŠEVANJE ...........................45 SLIKA 19: ZGRADBA ZAŠČITNE PLASTI SNOVI ...............................................................................45 SLIKA 20: SIMULACIJSKI ROBOTSKI PROGRAM - IZDELAVA TRAJEKTORIJ ............................46 SLIKA 21: KOLESJE TPM-A; IZBOLJŠAVE ZA VSE UDELEŽENE!...................................................47 SLIKA 22: MODEL PRIPRAVE PROGRAMA VZDRŽEVANJA...........................................................49 SLIKA 23: PRIMER DELOVNEGA LISTA ZA FMEA ANALIZO .........................................................50 SLIKA 24: DIAGRAM »RIBJE KOSTI« (»ISHIKAWA DIAGRAM«)....................................................51 SLIKA 25: MANAGEMENT PROJEKTA – NALOGE PRI IZVAJANJU PROJEKTA...........................52 SLIKA 26: POTEK PROCESA UVAJANJA DELA V DELOVNIH SKUPINAH....................................54 SLIKA 27: DEJAVNIKI USPEHA DELOVNIH SKUPIN........................................................................55 SLIKA 29: ODGOVORNI DELAVCI ZA DOLOČENA PODROČJA DELA..........................................62 SLIKA 30: SISTEM STANDARDIZACIJE - DEMINGOV KROG..........................................................65 SLIKA 31: »AUDIT TPM« OB ZAKLJUČKU VSAKE STOPNJE ZNOTRAJ PROJEKTA ...................67 SLIKA 32: ZRAČNI POSNETEK TOVARNE MOTORNIH KOLES V BERLINU IN LOKACIJ
ODDELKA UX-T-3 ZNOTRAJ NJE.......................................................................................71 SLIKA 33: STRANSKI PRIKAZ VOZIČKA »SKID« ..............................................................................72 SLIKA 34: SHEMATIČEN OPIS POTI OBDELOVANCA SKOZI LACK 2 ...........................................73 SLIKA 35: INFORMATIVNA DESKA TPM V LACK 2 PRI BMW ........................................................75 SLIKA 36: UGOTAVLJANJE VZROKOV ZA DELCE UMAZANIJE V LAKU NA OSNOVI
DIAGRAMA »RIBJE KOSTI« (LEVA STRAN TANKA, R°28) ...........................................77 SLIKA 37: STOPNJA UČINKOVITOSTI NAPRAVE (LG) LACK 2 ......................................................78 SLIKA 38: DELEŽ MOTENJ V RAZPOLOŽLJIVOSTI NAPRAVE (NG) LACK 2 ...............................79 SLIKA 39: VREDNOST KAZALNIKA OEE (Z LINERNIM TRENDOM) IN VREDNOSTI
PARAMETROV LG, NG IN DLQ V LACK 2.........................................................................80 SLIKA 40: ABSOLUTNI IN RELATIVNI ČAS MOTENJ IN NJIHOVA POGOSTOST V LACK 2 ......81 SLIKA 41: KONSTANTNOST POJAVLJANJA MOTENJ PO PODROČJIH LACK 2 ...........................81 SLIKA 42: »PARETOV DIAGRAM« POGOSTOSTI MOTENJ ELEMENTOV NA PODROČJU FT....82 SLIKA 43: ODDELKI, ZADOLŽENI ZA ODPRAVLJANJE MOTENJ V LACK 2 ................................83 SLIKA 44: REZULTAT »AUDITA TPM« V LAKIRNICI LACK 2 .........................................................84 SLIKA 45: PREDLOG ZA ORGANIZACIJO SKLADIŠČENJA PRED NAPRAVO ..............................90 SLIKA 46: SKLADIŠČENJE NOSILCEV BLAGA »OD ZUNAJ« PRED OBJEKTOM .........................91 TABELA 1: APLIKACIJA POJMOVANJA SOODVISNIH PROCESOV NA LAKIRNE NAPRAVE .....16 TABELA 2: AMERIŠKI IN JAPONSKI PRISTOP K VZDRŽEVANJU ....................................................33 TABELA 3: CILJ TPM METODE PRI ODPRAVLJANJU IZGUB ............................................................34 TABELA 4: OPIS VREDNOSTI »OEE« GLEDE NA RAZLIČNA STANJA ............................................58 TABELA 5: OCENJEVALNA TABELA ....................................................................................................70 TABELA 6: DOKUMENTACIJA VZDRŽEVALNIH DEJAVNOSTI......................................................83

5
SEZNAM KLJUČNIH POJMOV, UPORABLJENIH KRATIC, OZNAK IN OKRAJŠAV
5 S: Metoda uvajanja koncepta TPM, ki se
imenuje po petih japonskih besedah, ki se začenjajo s črko »S« in zajema pojme: seiri, seiton, seiso, seiketsu in shitsuke.
λ(t): Trenutna pogostost odpovedi. A: Upravljalne akcije. »Audit TPM« ali TPM-audit: Sistematični pregled in nadzor nad
izpolnjevanjem posameznih korakov in ukrepov implementacije koncepta TPM (presoja dosežene ravni uvedbe TPM).
»Avtonomna proizvodnja«: Vrh in hkrati zaključek faz znotraj štirih etap »Piramide TPM«, ki predvideva, da je TPM »utelešen« med delavci (proizvodnimi skupinami), ki so tako sposobni samostojno in odgovorno delovati in sami kontinuirano prispevati k izboljševanju obstoječih postopkov v lakirnici.
BCM (Business Centred Maintenance): V poslovanje usmerjeno vzdrževanje. BMW: Bayerischen Motoren Werke. Burkamp: Glavni izvajalec izgradnje Lack 2. COC (Centre of Compentence): Specializirano področje proizvodnje. D: Podatki iz sistema. Demingov krog: Sistem standardizacije (slika 30). Štiri etape.
Doseganje popolnega sistema za napredek. DIN (Deutsche Industrienorm): Standardi, ki jih pripravlja »Nemški inštitut
za standardizacijo«. DLQ (Direktläuferquote): Stopnja kakovosti proizvedenih delov. EB: Stopnja izpolnitve kategorije audita. FFM (Fertigungsfachmann): Delavec za strojem oz. operater. FMEA (Failure Mode and Effect Analysis): Analiza okvar in njihovih posledic. FT (Fördertechnik): Tehnika tekočega traku v Lack 2. FV (Farbversorgung): Oskrba barvil v Lack 2. FS (Fachspezialist): Strokovnjak. g: Ponder za kriterij kategorije audita.

6
I: Notranje informacije. i: Spremenjljivka. IPS (Integriran Procesni Sistem): Sistem za upravljanje procesne roke robota. ISO (International Organization Mednarodna organizacija za standardiza- for Standardization): cijo. Zanesljiv sistem kakovosti. JIPM (Japan Institute of Plant Ustanova, ki glede na ustaljene predpise in Maintenance): zahteve (ti služijo kot orientacija), ocenjuje
uspešnost vpeljevanja koncepta TPM v podjetjetjih.
JIT (Just in Time): Koncept za odpravljanje izgub, zamud in nepotrebne administracije ter maksimiranje učinkovitosti opreme. Sodeluje sinergijsko pri uvajanju TPM-a.
k: Število kriterijev kategorije audita. KTL / Galvanik: Lakirnica pri BMW Berlin, kjer se deli
lakirajo na principu potapljanja in katalitične metode lakiranja.
KVP (Kontinuierlicher Kontinuirani proces izboljšav je predhodna Verbesserungsprozess): oblika koncepta TPM, ki se je uporabljala
za izboljševanje proizvodnje. Lack 1: Stara lakirnica pri BMW Berlin. Lack 2: Nova, robotizirana lakirna naprava pri
BMW Berlin, ki je predmet raziskave tega magistrskega dela.
LADI: Računalniški sistem naprave za upravljanje robotskih rok v Lack 2.
LG (Leistungsgrad): Stopnja učinkovitosti naprave. NG (Nutzungsgrad): Stopnja razpoložljivosti naprave. O: Notranja obvestila. OEE (Overall Equipment Effectiveness): Skupna učinkovitost naprave (v nemškem
jeziku: Brutto-Anlageneffektivität). »Piramida avtonomne proizvodnje«: Glej »Piramida TPM«. »Piramida TPM« oz TPM-piramida: Predstavlja začetni modul vpeljave TPM t. i.
»Avtonomno proizvodnjo«. Potek vpeljave »Avtonomne proizvodnje« poteka v več stopnjah. Posamezni elementi tvorijo strukturo v obliki piramide (glej sliko 14), zaradi česar je ta modul znan tudi kot »Piramida avtonomne proizvodnje«.

7
PM-analiza: Analiza za odpravljanje velikih izgub. (Črka
»P« pomeni »Phenomenon« in »Physical«, medtem ko »M« predstavlja »Mechanism«, »Maschine«, »Man« in »Material«.)
PV: Preventivno vzdrževanje. P (X): Množica možnih vložkov. P (Y): Množica možnih izložkov. RCM (Reliability Centred Maintenance): Vzdrževanje z upoštevanjem zanesljivosti
oz. v zanesljivost usmerjeno vzdrževanje. Rob oz. Roboter: Robotizirana lakirna roka v kabini za
lakiranje v Lack 2. RS (RobotStudio): Simulacija programov lakirnih procesov. S: Signali. Seiketsu: Del metode »5 S«. Japonski izraz pomeni:
»čistoča«. Gre za uporabo in standardizacijo izkušnj ostalih elementov metode »5 S«, saj v urejenem okolju lažje opazimo nepravilnosti in se bolje počutimo.
Seiri: Del metode »5 S«, ki pomeni: »ureditev«. Obdržati moramo samo tisto, kar je absolutno potrebno, in zavreči, kar je nekoristno.
Seiso: Del metode »5 S«, ki pomeni: »čiščenje«. Očistiti vse in obdržati čisto.
Seiton: Del metode »5 S«, ki pomeni: »red«. Ustvariti in organizirati prostor za vse uporabno.
Shitsuke: Del metode »5 S«, ki pomeni: »disciplina«. Zagotoviti, da vsakdo upošteva in spoštuje pravila in načela 5 S ter jih dosledno izpolnjuje ter spoštuje.
Six Sigma: Novejši, alternativni koncept izboljševanja učinkovitosti in kakovosti naprave.
Skid: Voziček, na katerega je montiran ustrezen nosilec za izbrani del, ki potuje v obdelavo skozi lakirno napravo v Lack 2.
SMED (Single Minute Exchange of Dies): Delavci morajo biti sposobni v manj kot desetih minutah opraviti nastavitve stroja, naprave in proizvodne linije brez kasnejših popravkov.

8
SMIR (Single Minute Information Retrieval): Zaposleni morajo obvladati t. i. hitri dostop
do informacij - vsak zaposleni v pisarni lahko pride do kakršne koli informacije v manj kot eni minuti.
TA: Izvajanje upravljalskih akcij. »Teachrobot«: Robotska roka za učenje in optimizacijo
programov lakiranja. TI: Obdelava podatkov. TO: Oblikovanje informacij. TPM (Total Productive Maintenance): Celovito produktivno vzdrževanje. TPM Award: Nagrada, ki jo podeljuje Inštitut JIPM za
uspešno vpeljavo koncepta TPM v neki tovarni, njenem proizvodnem delu ali napravi.
TPM-audit: Glej »Audit TPM«. TPM-piramida: Glej »Piramida TPM«. TT: Temeljna transformacija. TU: Odločitveni proces. TZ: Zajemanje podatkov. U: Notranji upravljalni ukrepi. UX-T-3: Poimenovanje divizije lakirnice, BMW
Motorenwerk, Berlin. VBH (Vorbehandlungsanlage): Prostor v lakirni napravi Lack 2 za
predobdelovo (pripravo) delov za lakiranje. Verfahrensbeschreibung: Prezentacija Lack 2 – glej prilogo 1. VT (Verfahrenstechnik): Tehnika (postopka) izvajanja procesov
lakiranja v Lack 2. x: Ocena kriterija (xmax = 10) kategorije audita. X: Vhodni prostor za množico možnih
vložkov. XD: Podatki iz okolja. XI: Informacije iz okolja. XM: Materialni vložki. Y: Izhodni prostor množice možnih izložkov. Y+: Izhodni ciljni prostor proizvodnega podjetja. Yj: Vsi možni izložki, ki bodo zadovoljili neko
potrebo iz množice P(Y). YO: Obvestila v okolje. YP: Izložek izdelkov (storitev). YU: Upravljalni ukrepi v okolju.

9
1 UVOD 1.1 Področje raziskovanja in raziskovalni problem Učinkovit proizvodni proces je tisti, s katerim lahko bistveno izboljšamo parametre, kot so stroški, kakovost, prilagodljivost in čas ter z njim zagotavljamo uspešnost na konkurenčnih trgih. S posodabljanjem proizvodnje dosegamo kakovost procesov in izdelkov, zmanjšujemo čas materialnega pretoka, stroške, dobavne čase, vezavo sredstev ter povečujemo zmogljivosti. Pri uvajanju moderne avtomatizirane tehnologije ne smemo zanemariti proizvodno-ekonomskih vprašanj. Več pozornosti je treba posvetiti vzdrževanju delovnih sredstev, natančno predvideti in odpravljati ozka grla v proizvodnih procesih ter nasploh skrbeti za brezhibnost delovanja naprav, da bi vplivali na povečanje produktivnosti in ekonomičnosti. Dokazano je, da je nepretrgano odvijanje temeljnega procesa, ki mora biti zasnovano tako, da s kakovostnimi in zanesljivimi elementi sistema dosegamo njegovo najzanesljivejše izvajanje, osnova za uspešnost podjetja. Ostra konkurenca na svetovnih trgih in tehnološki napredek proizvodov kot tudi proizvodnih postopkov vedno bolj pritiskata na proizvodnjo v proizvodnih podjetjih. Da bi se bila slednja sposobna spopasti s problemi, ki močno vplivajo na njihovo preživetje, je potrebno spremeniti in prilagoditi tradicionalne strukture podjetij in managementa ter jih nadomestiti z novimi, bolj fleksibilnimi. Tako se je z razvojem zasnovala in začela širiti zamisel o stalnem izboljševanju produktivnosti, s pomočjo celovitega produktivnega vzdrževanja, ki jo v angleščini poznamo pod izrazom »Total Productive Maintenance« oz. TPM. Podjetja so prisiljena skrajševati čas uvajanja novih proizvodov, zato pogosto pri novih tehnologijah in proizvodnih napravah ne predvidevajo poskusnega obdobja, kar ima za posledico nizko učinkovitost novih naprav. Posebno se to kaže v lakirnicah. Da bi se čimprej odpravile posledice takšnih odločitev, podjetja iščejo nove metode za povečanje učinkovitosti. Metode celovitega produktivnega vzdrževanja (TPM) dajejo pri tem na splošno dobre rezultate. TPM je v gospodarstvu prisoten že od devetdesetih let dvajsetega stoletja naprej. Zanj se odločajo vrhovni managementi podjetij, da bi uspešno premagali krize nepreglednosti, ki so posledica hierarhične organiziranosti, kar vpliva na povečanje stroškov. TPM se učinkovito uporablja na oddelkih montaže ali varilnice in na oddelkih za »pakiranje« ter nenazadnje, kar želimo dokazati v tem delu, ga je možno vpeljati tudi v lakirnice. Uporabo metod celovitega produktivnega vzdrževanja za povečanje učinkovitosti v lakirnicah smo preizkusili na praktičnem primeru.

10
V okviru na novo postavljene dvorane 7.0 v tovarni BMW v Berlinu je bila zgrajena ena najbolj modernih lakirnic na svetu. V njej bodo v prihodnosti lakirali 80% vseh delov za motorna kolesa. Vodilni managerji pri zagonu naprave v začetku leta 2004 niso predvideli poskusnega obdobja za obratovanje. Pričakovati je bilo, da bo posledično v začetku obratovanja učinkovitost nizka in »output« (tako število kosov kot tudi njihova kakovost) nižji od željenega. Da bi investicija v novo napravo čim hitreje postala rentabilna in maksimalno učinkovita, je bilo potrebno izboljšati postopke v proizvodnji. Z vpeljavo koncepta TPM se je povečalo opazovanje procesov v napravi in potreba po vzpostavitvi ustreznih sistemov za njihovo ocenjevanje. Da bi odkrili in izkoristili področja, kjer obstaja potencial za izboljšave, je bilo nujno razviti ustrezne kazalnike. Pri BMW merijo učinkovitost s t. i. številom OEE (Overall Equipment Effectiveness) oz. bruto učinkovitostjo naprave. Ta se je v času naših raziskav nahajala na zelo nizki ravni, in sicer pod 50 %, kar je očiten dokaz, da obstaja še veliko »prostora« za boljše izkoriščanje naprave in izboljšanje njene učinkovitosti. 1.2 Namen, cilji in osnovne trditve Namen magistrske naloge je proučitev metod celovitega produktivnega vzdrževanja za povečanje učinkovitosti lakirnic. S pomočjo analitičnega orodja, ki ga ponuja v prakso usmerjen koncept TPM, bomo poskušali poiskati poti pri prepoznavanju potencialov v lakirnicah. Zato se moramo najprej soočiti s postopki poteka proizvodnje v napravah, ki nam bodo te potenciale pomagali izslediti. Slednje je potrebno nato v praksi ovrednotiti v primerjavi z idealnim referenčnim modelom. Poleg tega je potrebno razviti tudi primeren sistem vrednotenja, ki bo omogočal preglednost in uporabnost vseh zahtevanih podatkov. Na podlagi ugotovljenega sledi strukturirani postopek vpeljave. Cilj te naloge je razvoj takšnega modela, ki bo omogočil vpeljavo koncepta TPM v procesnoorientiranem proizvodnem področju v lakirnicah v več korakih (analizna in pilotna faza, ovrednotenje slednje in njena vpeljava). Potrebno ga je oblikovati tako, da se bo vgradil v obstoječe delovne strukture (skupinsko delo in kontinuirani proces izboljšav1) in jih dopolnjeval. Končno bomo s pomočjo »TPM Audita« (presoje dosežene ravni uvedbe TPM) opisali in ocenili stanje naprave in aktivnosti v zvezi s konceptom TPM ob koncu prvega obdobja (zagona), našteli področja, ki smo jih s pomočjo TPM izboljšali, hkrati pa opozorili na kritična področja, zaostanke in druge pomanjkljivosti pri uvajanju. Posledično bomo lahko napovedali ukrepe za prihodnje korake pri implementaciji in izpeljavi uvedbe TPM, katere končni cilj je doseči t. i. »Avtonomno proizvodnjo«2.
1 KVP (Kontinuierlicher Verbesserungsprozess) je prav tako oblika izboljševanja proizvodnje, ki se je uporabljala v ta namen. Z uvedbo TPM jo želimo nadgraditi. 2 Vrh in hkrati zaključek faz znotraj štirih etap piramide TPM, ki predvideva, da je TPM »utelešen« med delavci (proizvodnimi skupinami), ki so tako sposobni samostojno in odgovorno delovati in sami kontinuirano prispevati k izboljševanju obstoječih postopkov v lakirnici.

11
V magistrski nalogi preverjamo naslednje hipoteze proizvodnega procesa lakiranja sestavnih delov v obdelovalni industriji: H1 – s pomočjo uvedbe modela TPM v lakirnicah se bo povečala učinkovitost proizvodnih
procesov v njih, H2 – posledično se bodo zmanjšali stroški (manj zastojev in potreb njihovega odpravljanja,
manj nekakovostnih proizvodov in izpada, manjše število ozko specializiranih strokovnjakov),
H3 – pozitivni učinki vpeljave TPM se pojavijo že tekom postopnega poglabljanja v proces, H4 – uspešno uveden model TPM zagotavlja povečanje konkurečnosti. 1.3 Predpostavke in omejitve raziskave V raziskavi izhajamo iz predpostavke, da vrhovno vodstvo podjetja v celoti podpira in aktivno sodeluje v projektu uvajanja celovitega produktivnega vzdrževanja. Ključnega pomena je med delavci ustvariti zavest o pomembnosti vpeljave koncepta TPM. Da bi bile možnosti za uspeh čim večje, se mora »moštvo vodilnih« poistovetiti s konceptom TPM, ga živeti in delavcu biti za dober zgled. Nadalje predpostavljamo, da je z uporabo metode TPM mogoče povečati učinkovitost proizvodnih procesov tudi v lakirnici. Ob tem naj bi se zmanjšali stroški in povečala produktivost naprave kot tudi njen izplen. Z zavestnim vplivom na delavce naj bi dosegli optimizacijo delovnih postopkov vzdolž proizvodne verige. Vsakdo mora prepoznati svojo vlogo oz. osebno pomembnost, možnost vpliva na izboljšanje stanja in ne sme biti pasiven. Predpostavljamo tudi, da je metodološki pristop Nakajime možno uporabiti tudi v lakirnici. V okviru naloge se bomo v raziskavi omejili le na proučevanje samodejnih naprav za lakiranje sestavnih delov v obdelovalni industriji. Pomembno je poudariti, da se s postopnim poglabljanjem v proces vpeljave TPM pojavijo že prvi pozitivni učinki. To zna biti zavajujajoče in predstavlja eno izmed zelo kritičnih točk. Delavci lahko pod vplivom pozitivnih rezultatov pozabijo, kako pomembno je za uspeh projekta, da vztrajajo do njegovega zaključka. TPM je potrebno »živeti« tudi po tem, ko je realiziran zadnji gradnik »Piramide TPM« (to je njegov smisel). Vodilni morajo svoje delavce zato vedno znova opozarjati in motivirati k vztrajanju pri doseganju tega cilja. 1.4 Metode raziskovanja Izdelava magistrskega dela bo temeljila predvsem na raziskovalni metodi poslovnih strategiji optimizacije in racionalizacije postopkov proizvodnje v izbrani lakirni napravi s pomočjo uporabe TPM. Poslovna raziskava lakirnice bo dinamična, saj bomo problem obravnavali z vidika sedanjih razmer in s postopki izboljšav, ki se bodo odrazile v prihodnosti in tudi že tekom procesa uvajanja kocepta TPM.

12
Pri raziskovanju se bomo posluževali deskriptivne metode, saj bomo opisovali dejstva in procese v resničnem podjetju. Pri raziskovanju pa bomo uporabili tako induktivno kot deduktivno metodo proučevanj. V okviru deskriptivnega pristopa bomo uporabili: • Metodo deskripcije, ki je postopek opisovanja dejstev, procesov in pojavov v
ekonomiji ter njihovih empiričnih potrjevanj odnosov in vezi, vendar brez znanstvenega tolmačenja in pojasnjevanja. Po končanem opisu bomo lahko potrdili ali ovrgli osnovne hipoteze o obnašanju pojavov in proizvodni učinkovitosti v lakirnici.
• Metodo kompilacije, ki je postopek povzemanja opazovanj, spoznanj, stališč, sklepov
in rezultatov drugih avtorjev. Na podlagi proučene literature bomo teoretična spoznanja uporabili v konkretnem podjetju. Podatke, zbrane s pomočjo inter- in intraneta, preko sistema COBISS, s pomočjo knjižnično informacijskega sistema ter s pregledovanjem knjig, učbenikov, revij, internega gradiva in drugih publikacij, bomo obdelovali tako, da bomo podatke iz domače in večinoma tuje literature najprej sistematično pregledali ter jih nato združili v celoto. Pri tem bomo uporabili pridobljena znanja v času študija ter spoznanja iz proučevanja konkretnega podjetja, pri čemer si bomo pomagali z razpoložljivimi podatki in informacijami vodstva kot tudi lastnih raziskav. Teoretična spoznanja in konkretna dejstva v podjetju bomo združili in oblikovali v predloge, vključno s kritikami za nadaljne postopke pri vpeljavi koncepta TPM, ki bi naj prispevali k pospeševanju rentabilnosti proučevane lakirne naprave in optimizaciji proizvodnje v celoti.

13
2 TEORETIČNA IZHODIŠČA 2.1 Proizvodnja kot sistem 2.1.1 Procesno pojmovanje poslovnih sistemov Za potrebe našega proučevanja bomo z vidika teorije sistemov za proizvodnjo kot zapleten, sestavljen pojav, uvedli pojem odprtega, dinamičnega ciljnega sistema. Kot tak je proizvodni sistem notranji podsistem poslovnega sistema. Zato zanj smiselno veljajo podobne zakonitosti kot za druge poslovne (pod)sisteme. Tudi za proizvodni sistem lahko trdimo, da je zanj značilna: 1) množica ljudi, ki 2) uporabljajoč proizvajalna sredstva, 3) s svojimi organiziranimi dejavnostmi, 4) opravljajo določene funkcije v procesu družbene reprodukcije. Za proizvodni sistem pravimo, da je odprt sistem, ker je preko svojih vložkov in izložkov neposredlno povezan z drugimi podsistemi poslovnega sistema, posredno preko njih pa seveda tudi z relevantnim okoljem poslovnega sistema (Kajzer in Marn 2007, str. 9). Če opazujemo objektivno stvarnost s procesnega vidika, se izkaže, da je smiselno obvladovanje relevantnega dogajanja vselej povezano s tremi soodvisnimi procesi (Duh in Kajzer 2002, str. 120): • s temeljnim procesom, to je z dogajanjem, na katerega želimo vplivati in je imanenten
obravnavenemu pojavu, • z informacijskim procesom, ki ga sestavljata spoznavni proces in proces oblikovanja
informacij ter • z upravljalnim procesom, ki ga tvorita odločitveni proces za izbiro konkretnega
upravljalnega ukrepa in njegova izvedba v obliki konkretne akcije. Pri tem kot temeljni proces v poslovnem sistemu razumemo reprodukcijski proces, t. j. proces neprestanega obnavljanja proizvodnje, razdelitve, menjave in potrošnje dobrin. Vendar pa se hitro izkaže, da ta proces ne more biti smotrn brez upravljalskega procesa, t. j. procesa zavestnega vplivanja na dogajanje, ta pa ni smiselno izvedljiv brez informacijske podpore, ki jo zagotavlja informacijski proces (Kajzer in Marn 1985, str. 45). Kako ti trije procesi potekajo hkrati, se prepletajo in prekrivajo, smo prikazali v sliki 1 (Kajzer in Marn 1985, str. 47). Proizvodnja je torej osrednji del reprodukcijskega procesa v proizvodnem podjetju. Zato veljajo zanjo tudi vse tiste ugotovitve, ki veljajo za podjetje kot celoto. Ker je proizvodnja predmet naše raziskave, jo moramo podrobneje opredeliti.

14
Pričnimo z obravnavo globalne povezanosti podjetja z okoljem tako, da zanj uvedemo sliko v obliki »črne skrinje«. Pri tem bo, kar je za to metodo običajno, težišče na vložkih okolja v proizvodno podjetje, izložkih proizvodnega podjetja v okolje in obnašanju proizvodnega podjetja - soodvisnosti njegovih vložkov in izložkov. Vložki in izložki proizvodnega podjetja so, kakor je znano, materialne (snov in energija), informacijske (podatki in sporočila) in upravljalne narave (upravljalni ukrepi in akcije). Delovanje proizvodnega podjetja, iz katerega izhaja njegovo obnašanje, poteka v prostoru, času, kvaliteti in kvantiteti. Medtem ko sta prostor in čas razsežnosti vseh dinamičnih sistemov, se kvaliteta in kvantiteta proizvodnih podjetij kot ekonomskih sistemov izražata v vrednosti.
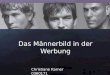
SLIKA 1: SOODVISNOST PROCESOV V SISTEMU Legenda:
TA - izvajanje upravljal. akcij TT - temeljna transformacija TZ - zajemanje podatkov TI - obdelava podatkov TO - oblikovanje informacij TU - odločitveni proces
XM - materialni vložki A - upravljalne akcije YP - izložek izdelkov (storitev) S - signali XD - podatki iz okolja D - podatki iz sistema
YO - obvestila v okolje O - notranja obvestila XI - informacije iz okolja I - notranje informacije YU - upravljalni ukrepi v okolju U - notranji upravljalni ukrepi
Vir: Kajzer in Marn (1985, str. 47). Ker obstajajo med vložki in izložki soodvisnosti v vseh štirih navedenih razsežostih, lahko že na tej ravni sklepamo, da vsebujejo procesi v proizvodnem podjetju vsaj • preoblikovanje, • transport in • hranjenje. snovi, energije, podatkov, sporočil informacij (Kajzer in Marn 2007, str. 10).
TU TITO
YO
YU XD I O
U D
TA TZ
A U
TTXM YP
XI

15
To sliko je v začetku smiselno še nekoliko poenostaviti. Vse vložke v podjetje S lahko zajamemo v množico možnih vložkov, ki predstavlja vhodni prostor X
X = {Xi; i = 1,2, ..., m}, (2.1) vse izložke pa v množico možnih izložkov, s katero je opredeljen izhodni prostor Y
Y = {Yj;j = 1,2, ..., n}. (2.2) pri čemer predstavlja »m« poljubno število možnih vložkov, »n« pa izložkov omenjenih množic vhodnega in izhodnega prostora. Najenostavnejša slika proizvodnega podjetja kot črne skrinje je torej taka (slika 2):
SLIKA 2: VHODNI IN IZHODNI PROSTOR PROIZVODNEGA PODJETJA Vir: Kajzer in Marn (2007, str. 10). Ne glede na zgodovinsko-razvojno pogojenost proizvodnih in drugih ekonomskih sistemov lahko trdimo, da so potrebe motiv človekove dejavnosti, da jih je mogoče zadovoljiti s proizvodi in storitvami, in da je zato smoter proizvodnega podjetja zadovoljevanje teh potreb. Pri tem seveda v množico potreb, ki so smiselne za dano proizvodno podjetje, spadajo le tiste, ki ustrezajo njegovim sedanjim in razvojnim potencialom in možnostim - tukaj izhodnemu prostoru Y v izrazu (2) (Kajzer in Marn 2007, str. 10). Proizvodno podjetje pa lahko uresničuje svoje smotre le tedaj, kadar se obnaša in dejuje tako, da dosega določene cilje. Ti so pogojeni s smotri njegove dejavnosti: cilji so lahko le tisti (možni) učinki, s katerimi je mogoče zadovoljiti potrebe. Vsak cilj mora biti opredeljen kvalitativno, kvantitativno, prostorsko in časovno. Glede na ugotovljeno se mora izhodni prostor Y vsaj deloma prekrivati z množico potreb P(Y), ki so smiselne za dano proizvodno podjetje:
Ø P(Y) Y ≠∩ (2.3) Vsi tisti možni izložki Yj, ki bodo zadovoljili neko potrebo iz množice P(Y), predstavljajo izhodni ciljni prostor Y+ proizvodnega podjetja (slika 3):
}∈∧∈=∩=+ P(Y) y Y y {y; P(Y) Y Y (2.4)
X Y S

16
SLIKA 3: IZHODNI CILJNI PROSTOR PROIZVODNEGA PODJETJA Vir: Kajzer in Marn (2007, str. 11). Iz take opredelitve izhaja tudi dejstvo, da vsi izložki proizvodnega podjetja niso nujno ciljni: z vsakim izložkom ni nujno zadovoljena tudi neka potreba. Če namreč iz izhodnega prostora Y izločimo podmnožico ciljnih izložkov Y+, dobimo množico neciljnih izložkov Y- (Kajzer in Marn 2007, str.11). Že preprost razmislek nam pove, da je boniteta proizvodnje in s tem tudi proizvodnega podjetja tem večja, čim manjša je množica neciljnih izložkov. S pomočjo navedenega modela procesnega pojmovanja pojavov v podjetju, ki sta ga osnovala Kajzer in Marn, si lahko pomagamo pri razlagi poteka stalnega učenja in izboljševanja postopkov tudi v obravnavani lakirni napravi pričujočega magistrskega dela. Postopek lakiranja, natančneje opisan v poglavjih 3.1 in 4.1 ter prilogi 1, predstavlja temeljni proces (oz. temeljno transformacijo, TT), na katerega vplivamo z lastno voljo, da bi dosegali želene rezultate. Do slednjih si pomagamo z generiranjem podatkov (oz. zajemanje podatkov, TZ), ki jih v okviru informacijskega procesa preoblikujemo v ustrezne kazalnike (oz. obdelava podatkov, TI), kot je npr. število OEE, ki ga bomo obravnavali v poglavju 2.1.3. Na podlagi zasledovanja gibanja števila OEE se v upravljalnem procesu določajo in izvajajo akcije, ki imajo vpliv na temeljni proces. Tako se sicer krog sklene, vendar se s tem proces vplivanja na pojav ne zaključi.
Temeljni proces Upravljalni proces Informacijski proces Lakiranje Koncept TPM Število OEE
TABELA 1: APLIKACIJA POJMOVANJA SOODVISNIH PROCESOV NA
LAKIRNE NAPRAVE Procesno pojmovanje poslovnih sistemov predpostavlja tesno povezanost informacijskega sistema z najvišjo organizacijsko ravnjo v podjetju, s čimer temeljna informacijska dejavnost posega v samo jedro strateškega odločanja (Kajzer in Marn 1986, str. 46).
X Y-
S Y+
Y
P(Y)

17
2.1.2 Uspešnost in učinkovitost proizvodnje Proizvodni sistem kot jedro temeljnega procesa opravlja ključno dejavnost v proizvodnem podjetju. Če se le bežno ozremo na pomembne spremembe na prodajnem tržišču, ugotovimo, da je vpliv teh sprememb na proizvodni sistem silovit. Zato se ni čuditi, da postaja proizvodnja vse pomembnejša konkurenčna prednost uspešnih podjetij. Seveda pa je moral proizvodni sistem prehoditi naporne razvojne korake od obrtniške na industrijsko proizvodnjo, nato na mehanizirano množinsko proizvodnjo, vse do današnje fleksibilno-avtomatizirane proizvodnje (Kajzer in Marn 2007, str.11). Z večanjem zahtev v proizvodnji se spreminja tudi pojmovanje tovarne. V obdobju masovne proizvodnje in masovnega marketinga je morala tovarna delovati le stroškovno gospodarno kot neke vrste »produktivnostni stroj«. Njena vloga je bila predvsem operativna, prispevek kot konkurenčnega dejavnika pa omejen na prednosti, ki temeljijo na učinkovitosti. Ta položaj se je spremenil, ko je bilo odločilno hkrati izpolnjevati kritične dejavnike uspeha kot so stroški, kakovost, fleksibilnost in čas. Od tovarne kot primarne točke izpolnitve teh pogojev se zdaj zahteva pomemben prispevek h konkurenčni uspešnosti (Kajzer in Marn 2007, str.12). Vloga tovarne se pričenja spreminjati iz minimizatorja stroškov v ustvarjalca koristi, iz pomočnika pri izvebi v strateškega akterja. Po tem razširjenem pojmovanju tovarna ni več nekaj skritega. Usmerja se navzven, goji tesne stike s področji, ki so blizu kupcu, je usmerjena h kupcem in opravlja tudi storitve. Pri takšni usmeritvi postaja tovarna ponovno, podobno kot delovno področje obrtnika, »osrčje vsega posla« (Kajzer in Marn 2007, str. 18-19). Proizvodne procese je potrebno celovito organizirati, voditi in nadzirati. Razvoja ne gre več prepuščati slučaju, zato je potrebno ekonomičnost proizvodnih procesov meriti s stališča učinkovitosti in uspešnosti. Biti uspešen pomeni delati »prave« stvari. Uspešnost je zunanja značilnost sistema. Merimo jo s stopnjo zadovoljitve potreb v najširšem pomenu. Med tipične mere uspešnosti sodijo zlasti (Kajzer 1998, str. 43; povzeto po Druckerju, 1967): • etično ravnanje in verodostojnost podjetja, • kakovost proizvodov in storitev, • dobavna in servisna pripravljenost, • odnos do naravnega in družbenega okolja, • humanizacija dela in odnosov, • rentabilnost in akumulativnost.

18
Po Jurančiču (1979, str. 8) je uspešnost sestavljena iz • količine: pomeni obseg dela in delovno učinkovitost. Z njo izražamo učinkovitost dela
in se kaže v izkoriščenosti delovnega časa, • kakovosti: nam pove, kako kvalitetno je delavec, tim ali kolektiv, naprava opravila
svoje delo, • gospodarnosti: z njo izražamo stroškovni vidik uspešnosti delovnega procesa. Večja ali
manjša gospodarnost dela se ugotovi na podlagi tega, ali so stroški delovnega procesa višji ali nižji od normalnih,
• inventivne aktivnosti: nam pove, kakšne predloge za izboljšanje delovnih procesov posredujejo zaposleni.
SLIKA 4: SESTAVINE USPEŠNOSTI Vir: Jurančič (1979, str. 8). Učinkovitost definiramo (Osmanagić Bedenik 1998, str. 41) kot stopnjo usklajenosti znotraj podjetja, torej stopnjo doseganja ugodnih in sprejemljivih razmerij med vložki in izložki. Podjetje na primer posluje učinkovito, kadar v danih okoliščinah izkazuje najugodnejše razmerje med ustvarjenimi proizvodi in storitvami na eni ter porabljenimi dejavniki na drugi strani. Učinkovitost se dosega z ustvarjanjem produktov ali storitev na pravi način. Učinkovitost je notranja značilnost sistema (zaprti sistem). Biti učinkovit pomeni delati stvari »prav«. (Kajzer 1998, str. 43; prav tako po Druckerju, 1967). Učinkovitost presojamo na podlagi naslednjih kriterijev: • maksimiranje dobička kot moralna obveznost, količina proizvedenih izdelkov in
storitev, • izkoriščenost razpoložljivih resursov, • hitrost pretokov, • zanesljivost delovanja, • produktivnost in ekonomičnost.
USPEŠNOST
Količina Kakovost Gospodarnost Inovat. aktiv.
Obseg dela UČINKOVITOST

19
Iz slike 4 je razvidno, da je uspešnost širši pojem od učinkovitosti (Osmanagić Bedenik 1998, str. 42) in sicer je dejavnost lahko učinkovita, vendar to še ne pomeni, da bo tudi uspešna. Uspešnost je zunanja značilnost poslovnega sistema, učinkovitost pa notranja, in sicer pri izpolnjevanju nalog v določenem času (Ferfila et al. 2002, str. 66). Poslovni sistem je na primer lahko učinkovit s tehničnega, uspešen pa s tržnega vidika. Uspešnost smo definirali kot širši pojem od učinkovitosti, zato bomo v nadaljevanju prepoznali učinkovitost tudi, kadar bomo sicer govorili le o uspešnosti. Uspešnost proizvodnje je možno obravnavati na različnih osnovah. Ocenjevanje uspešnosti je proces prepoznavanja, merjenja in razvoja dela v organizaciji. Merilo delovne izvedbe je količinsko opredeljeno in se določi za spremljanje delovne izvedbe. Opredeljuje raven, na kateri je določena izvedba zadovoljiva, hkrati pa določi tudi mejo, pod katero ni. Gre za pripomoček za objektivno merjenje delovne izvedbe. Pri opredeljevanju meril določimo, kaj bomo merili glede na postavljene cilje poslovne politike, nato sledi opredelitev in izbor meril, določitev virov podatkov ter način predstavitve informacij (Ferfila et al. 2002, str. 67). S pomočjo različnih metod ugotavljamo razliko med pričakovanimi in doseženimi učinki. Vendar vseh ne moremo izmeriti. Zato jih moramo oceniti, pri čemer se napaka odstopanj sprva poveča, kasneje pa z večjo izurjenostjo ocenjevalcev postopoma zmanjšuje. Pomembno je določiti zaporedje, kako pogosto ocenjevati učinkovitost in uspešnost. Sama pogostost ocenjevanja je odvisna od razvojne faze, v kateri se neka organizacija nahaja. Če je ta v krizni situaciji, se bodo meritve izvajale pogosteje. Poznamo pa tudi metodo neprekinjenega ocenjevanja, ki ga uporabimo večkrat, pred in po vsaki nalogi. 2.1.3 Skupna učinkovitost naprave Kazalniki (indikatorji) delovanja so nadomestne količinske mere, ki jih uporabljamo takrat, kadar rezultatov delovanja ni mogoče meriti neposredno. Kazalniki delovanja so potrebni iz notranjih in zunanjih razlogov, za presojo preteklosti in načrtovanje prihodnosti (npr. doseganje obsega stroškov). Z vidika nadzora zagotavljanja kvalitetnih proizvodov delujejo kazalniki kot števci, ki zagotavljajo natančne meritve izložkov (outputa), prav tako pa je tudi jasno opredeljeno, kaj je dobro in kaj slabo delovanje. Skupno učinkovitost naprave (Overall Equipment Effectiveness) bomo merili s kazalnikom OEE, ki nam pove, kako uspešno s pomočjo TPM sledimo cilju maksimizacije učinkovitosti naprave. Z izračunom skupne učinkovitosti stroja oz. procesa lahko opredelimo velikost in pomembnost problema in s tem vpliv izgube časa na produktivnost stroja ali procesa. Pri tem moramo poudariti, da je število OEE samostojno in ga ne moremo uporabljati za količenje (benchmarking) na nobeni ravni, saj je definirano za vsako področje drugače. Vanj vključujemo le stanja, na katera imamo sami vpliv.

20
Izračun števila OEE lahko v grobem zapišemo kot produkt treh komponent v procesu: • Stopnje razpoložljivosti naprave (Nutzungsgrad: NG), • Stopnje kakovosti proizvedenih delov (Direktläuferquote: DLQ) in • Stopnje učinkovitosti naprave (Leistungsgrad: LG).
OEE = NG * DLQ * LG (2.5) Pri čemer so:
delovanja časplaniran ezaustavitv eneplaniran - delovanja časplaniran NG =
delovanja čas planiranidelovanja čas dejanski
≅ (2.6)
anjaproizvodnj celotnaaproizvodnj dobraDLQ = (2.7)
delovanja časoutput cikla čas dejanski
hitrost predvidenahitrost dejanskaLG ×
×=
delovanja čascikla čas idealnioutput ×
≅ (2.8)
• Dejanska hitrost je hitrost, s katero teče stroj med proizvodnjo. Izmerimo jo tako, da
počakamo nekaj proizvedenih enot in izmerimo čas (v enotah na minute). • Dejanski čas cikla je čas, ki ga dejansko porabimo za proizvodnjo ene enote. Gre za
recipročno vrednost dejanske hitrost (v minutah na enoto). • Predvidena hitrost je hitrost, pri kateri naj deluje stroj in je podana v specifikacijah
proizvajalca stroja. • Idealni čas cikla je čas, ki naj bi ga stroj potreboval za proizvodnjo ene enote (v enotah
na minuto). Formula OEE se lahko izrazi tudi kot produkt optimalnega takta, števila proizvedenih kosov, njihove kakovosti, deljeno s tekom naprave. Pri tem OEE ne sme izpodriniti nekaterih že uveljavljenih kazalnikov, kot npr. indikatorjev kakovosti ali razpoložljivosti, potrebnih pri analizi izgub in vzrokov za njih (Al-Radhi in Hauer 1995, str. 17-20). Izračunavanje skupne učinkovitosti za posamezen stroj je relativno preprosto in je odvisno od ustreznega treninga zaposlenih, od zanesljive baze podatkov o vseh dogodkih, ki se dogajajo na stroju in od točnosti zbranih podatkov. Za izračunavanje OEE je zlasti pomembno, da ga izvajamo kot redno aktivnost znotraj delovne skupine, ker le tako lahko razumemo pomen posameznih izgub.

21
Skupna učinkovitost naprave je pomembna pri sporazumevanju oddelka vzdrževanja z managementom, saj lahko z njo prikažemo dejanske izgube na strojih in opremi ali na procesu v času ali pa v stroških. Izboljšanje učinkovitosti strojev in naprav nam zagotavlja, da bodo stroji in naprave delali po specifikacijah proizvajalcev za celotno dobo uporabe, pri čemer bomo dosegali maksimalni izložek (output) pri minimalnem vložku (input). 2.1.4 Šest velikih izgub na strojih in v procesih OEE je predvsem orodje za diagnosticiranje izboljšav, ki odkriva vpliv izgub na učinkovitost strojev, skupin strojev ali naprav. Gre tako rekoč za prikaz učinkovitosti izrabe proizvodnega časa, ki pa se zmanjšuje, če imamo opravka s t. i. šestimi izvori izgub (glej sliko 5). Na slednje je treba gledati kot na priložnosti za izboljšave naprave, njenih procesov in delovnega okolja. Nakajima (1988, str. 28) jih deli na: 1) Zastoji.
Do tehničnih motenj, ki povzročajo zastoje - nepričakovane prekinitve obratovanja, pride zaradi nenačrtnih okvar na stroju. Pri tem se pojavljajo izgube časa in izgube kvantitete produktov. Za povečanje učinkovitosti naprave je potrebno vse zastoje zmanjšati na nič. To se da doseči s sledečimi aktivnostmi: • vzdrževanjem osnovnih pogojev strojev in opreme, • vzdrževanjem operativnih standardov, • obnavljanjem naprave (zaznavanje in predvidevanje okvar), • izboljševanjem slabosti pri vzdrževanju mehanizmov, strukture, materialov, strojev,
s čimer podaljšujemo življenjsko dobo stroja in • preprečevanjem človeških napak.
2) Zamenjava orodij in nastavitve.
Izgube pri zamenjavi orodij (delovih pripravah) in nastavitvah se pojavijo takrat, ko je naprava izdelana tako, da lahko proizvaja različne vrste proizvodov. Gre za čas, ko se stroj ustavi, se zamenjajo orodja na stroju ali se opravijo nastavitve in začne izdelovati drug proizvod z določeno kvaliteto. Sposobnost »hitrih nastavitev« je pomemben faktor pri vzpostavitvi prilagodljive proizvodnje. Vse stroje, naprave in proizvodnje linije moramo biti sposobni nastaviti v manj kot desetih minutah - SMED3. To pomeni, da moramo v tem času opraviti nastavitev brez kasnejših popravkov. Stroj ali linija mora od zaključka nastavitve naprej proizvajati samo dobre izdelke. V pisarni pomenijo hitre nastavitve hiter dostop do informacij. Vsi zaposleni morajo obvladati t. i. hitri dostop do informacij - SMIR4. To pomeni, da vsak zaposleni v pisarni lahko pride do kakršne koli informacije v manj kot eni minuti.
3) Izgube pri zagonu. Te izgube se ponavadi pojavljajo ob začetku delovanja proizvodnje - od zagona do ustalitve stroja.
3 Single Minute Exchange of Dies. 4 Single Minute Information Retrieval.

22
4) Manjše zaustavitve in zatiki.
Se pojavijo, ko se stroj ustavi za nekaj minut ali ko ne izvaja svoje funkcije - prazni tek. Te izgube na strojih in opremi se razlikujejo od že definiranih zastojev, saj tu ne gre za okvaro kakšne komponente, ampak za krajšo zaustavitev stroja zaradi preobremenitve idr.
5) Nezadostna hitrost. Gre za razliko med načrtovano in dejansko realizirano obratovalno hitrostjo stroja. Nastalo vrzel, ki nastane zaradi mehanskih problemov na stroju, zaradi starosti stroja, preobremenitev, itd. lahko preprečimo z delovanjem stroja po operativnih standardih stroja.
6) Izmet in popravilo. Sem prištevamo slabe in pomanjkljive izdelke, do katerih pride pri obratovanju stroja.
Če uspemo zmanjšati pogostost zgoraj navedenih šestih izgub, lahko konstantno povečujemo produktivnost naprave.
SLIKA 5: POVEZAVA MED ŠTEVILOM OEE IN ŠESTIMI VIRI IZGUB Vir: Prirejeno po Nakajimi (1995, str. 122).
Obratovalni čas ali razpoložljivost
Neto obrtovalni čas
Skupni delovni čas (dan, izmena)
DELOVNI ČASI NAPRAVE IZGUBE
Tehnične motnje
Zamenjava orodij-nastavitve
Manjše zaustavitve in zatiki
Nezadostna hitrost - takt
planirani čas delovanja – neplanirane zaustavitve
NG ----------------------------------------- planirani čas delovanja
načrtovani takt * št. proizvedenih delov LG ------------------------------------------ čas delovanja
št. proizvedenih delov – izmet - popravilo DLQ ----------------------------------------- št. proizvedenih delov
Izmet in popravilo
Izgube pri zagonu
načr
tova
ne u
stav
itve
Izgu
be z
arad
i nap
ak
Izgu
be m
anjš
ih h
itros
ti
Izgu
be iz
pado
v
Čas
ust
varja
nja
vred
nost
i
Tehnični delovni čas oz. planirani čas delovanja

23
Pri merjenju OEE moramo upoštevati, da OEE meri šest velikih izgub, ne upošteva pa »izgub«, kot so planirane ustavitve, okvare po planu, planirani redni vzdrževalni pregledi. Planirane ustavitve so povezane s planirano proizvodnjo in ne z učinkovito uporabo stroja. Če hočemo povečati stopnjo outputa, preverimo OEE, če pa želimo še povečati output, je treba pregledati tako OEE kot planirani razpored, planirane okvare itd. Učinkovitost in uspešnost delovanja torej tečeta vzporedno. 2.1.5 Vpliv majhnih pomanjkljivosti opreme na učinkovitost proizvodnje5 V praksi razvrščamo pomanjkljivosti na velike, srednje in majhne, predvsem glede na to, kakšne so njihove neposredne posledice. Pomanjkljivostim, ki povzročajo okvare in zaustavljanje proizvodnje, posvečamo veliko pozornost, čeprav so taki dogodki razmeroma redki in zaradi njih izgubljamo le kakšna 2 do 5 odstotkov izdelavne zmogljivosti. Prav nasprotno pa smo brezbrižni do tihe množice majhnih pomanjkljivosti opreme. Majhne pomanjkljivosti namreč vsaka za sebe ne povzročajo nobene škode obratovanju. Težave se začnejo, ko te nastopijo skupaj. Zaradi njih kronično izgubljamo od 20 do 50 odstotkov teoretične zmogljivosti. Majhne pomanjkljivosti so namreč pravi vzrok za nesreče, napake na izdelkih, motnje v delovanju in zamudna nastavljanja orodij. Ena izmed Michellangelovih misli je, da malenkosti naredijo popolnost, vendar ta (popolnost) ni malenkost. Med majhne pomanjkljivosti uvrščamo take, ki jih ni smiselno še naprej razčlenjevati. To so: prah, ostružki, »zračnost« v sestavinah, majhne praske, ukrivljenost, obrabljenost za eno ali dve stotinki, ožganine, rja, oksidacija, obloge, nesnaga ali vlaga v olju, pa tudi majhne napake v algoritmih, delovnih navodilih in podobno. Mnoge majhne pomanjkljivosti sčasoma prerastejo v velike. Še bolj vznemirljiv pojav pa je njihova sinergija. Njihov skupinski učinek je veliko večji kot seštevek posamičnih vplivov. Posamezen šibek dejavnik lahko na različne načine vzbudi večje posledice tako, da sproži druge dejavnike ali pa skupaj z njimi te učinke okrepi. Mehanizem medsebojnega vplivanja je pogosto zapleten in celo spremenljiv. Zato majhne pomanjkljivosti in njihove mehanizme delovanja štejemo med nerazumljive vzroke za težave z opremo. Majhne pomanjkljivosti v čim večji meri odpravimo kot skupino. To pomeni, da jih radikalno saniramo, ne da bi se spraševali o tem, v kakšni meri lahko posamezna od njih povzroči težave z opremo. Tako mnoge težave izginejo same po sebi. Nalogo vzdrževanja majhnih pomanjkljivosti na najnižji možni ravni ima rutinsko vzdrževanje opreme. To je redno čiščenje, mazanje in pregledovanje. Ker ta prijem navadno ne odpravi vseh težav z opremo, se preostalih lotimo z analizo. Ta pokaže, katere majhne pomanjkljivosti so še ostale spregledane. Postopamo tako, da si najprej s fizikalnega stališča pojasnimo potek težave in potem, oboroženi z razumevanjem, poiščemo vse možne vzroke za njen nastanek. Analitični postopek je sicer zamuden, toda praksa kaže, da iskanje bližnjic s poskušanjem ni uspešno.
5 Povzeto po Kutinu (2004, str. 24).

24
2.2 Vzdrževanje kot podproces proizvodnega procesa 2.2.1 Koncepti vzdrževanja Vzdrževanje delovnih sredstev je funkcija proizvodnje, ki zajema vse potrebne postopke, ki ohranijo delovna sredstva čim dlje v brezhibnem stanju in na ravni zanesljivega delovanja, produktivnosti in ekonomičnosti. Vzdrževanje torej vpliva na funkcionalno stanje temeljnega procesa, s tem pa zvišuje uspešnost poslovanja podjetja. Vzdrževanje zajema posebne postopke, naloge, navodila, zahteve za kvalifikacijo oseb ter naprave in druge potrebne vire za zadovoljitev zahtev po vzdrževalnosti pri dejanski uporabi. Vsebuje naloge, kot so servisiranje, popravilo, odstranitev, zamenjava, modifikacija, pregled in preverjanje stanja delovnega sredstva. Razlogov za dejavnost vzdrževanja je več. Prvi razlog je vse bolj avtomatizirana in dražja proizvodna oprema, s katero se povečuje delež fiksnih stroškov proizvodnje na račun variabilnih. Okvare delovnih sredstev lahko povzročijo zastoje v proizvodnji in s tem izpad dohodka ter neugodne posledice v okolju, v katerega je podjetje vpeto. Drugi razlog so visoki stroški vzdrževanja. Predpostavljamo, da stroški vzdrževanja delovnega sredstva za povprečno dobo desetih let predstavljajo približno polovico vrednosti investicije. Stroški vzdrževanja neposredno zmanjšujejo dobiček podjetja, zato moramo posvetiti službi vzdrževanja posebno pozornost, ker bomo le tako zmanjšali skupne stroške vzdrževanja. Temu primerno moramo organizirati vzdrževanje delovnih sredstev in izbrati primerno strategijo vzdrževanja. Tretji razlog je, da v sodobni proizvodnji izstopajo predvsem tri funkcije: priprava in nadzor proizvodnega procesa ter vzdrževanje delovnih sredstev. To troje odločilno vpliva na nemoten potek proizvodnje, optimalno izkoriščenost delovnih sredstev in doseganje primernega dohodka podjetja (Zgoznik 1999, str. 21). Vzdrževanje kot organizirana dejavnost v podjetju opravlja glede na specifičnost delovnih sredstev v podjetju in vlogo te dejavnosti naslednje naloge (Marolt 1990, str. 20 in 21): • Stroškovno opravlja preventivna in kurativna vzdrževalna dela na delovnih sredstvih in
jih s tem ohranja v stanju, da lahko opravljajo svojo namensko funkcijo. Opravlja preglede o stanju delovnih sredstev, odpravlja izvore okvar in izvršuje obnovo ter modernizacijo in adaptacijo delovnih sredstev.
• S primerno pripravo vzdrževalnih del si ustvari lastno organizacijo. Določa potrebne časovne in materialne normative za določena vzdrževalna dela ter določa časovni razpored in opravlja kontrolo izvrševanja del. Postavi si komunikacijski sistem z vso potrebno dokumentacijo.
• Vzpostavlja sodelovanje z zunanjimi izvajalci vzdrževalnih del, se dogovarja za izvajanje vzdrževalnih del, ki jih domači vzdrževalci ne bodo izvršili, in kontrolira potek ter izvedbo izvršenih del.

25
• Skrbi, da so vsa vzdrževalna dela opravljena čim bolj ekonomično. • Skrbi za pridobitev in izpopolnjevanje strokovnega in organizicijskega znanja
vzdrževalcev. • Skrbi za tehnične izboljšave in inovacije na delovnih sredstvih. • Spremlja razvoj delovnih sredstev v svetu, z namenom, da osvoji potrebno tehnično –
tehnološko znanje le teh. • Pomaga proizvodnim in drugim enotam v podjetju, da podrobno spoznajo delovna
sredstva, njihovo pravilno delovanje in vlogo operaterjev za njihovo pravilno delovanje.
• Sodeluje s proizvodnjo oziroma pripravo proizvodnje, da skupno določajo termine vzdrževalnih del.
• Sodeluje z ostalimi službami v podjetju, npr. s tehnološko, finančno in drugimi službami.
• Sodeluje z zunanjimi institucijami, ki lahko nudijo znanje o boljših načinih in organiziranosti vzdrževalnih del.
• Soodloča pri določanju vrst in količine rezervnih delov, materialov, orodij in opreme za vzdrževalna dela.
• Skrbi, da se pri vsakem vzdrževalnem delu določijo in upoštevajo varnostna navodila. • Določenim organom podjetja posreduje podatke, ki jih le ti potrebujejo za svoje delo. • Sodeluje z zavarovalnicami pri predstavitvi okvar in lomov ter pri oceni škode. Vse do sredine dvajsetega stoletja so se popravljanja delovnih sredstev lotili šele takrat, ko so se pokvarila. Toda že v petdesetih letih so se pojavile zamisli o tem, da bi spoznanja sodobne organizacijske teorije uporabili tudi na področju vzdrževanja. Velikanske investicije v delovna sredstva so preprosto zahtevale, da so se tudi vzdrževanja vseh delovnih sredstev lotili sistematično. Govorimo lahko o različnih konceptih vzdrževanja, med katerimi so najpomembnejši naslednji: • Korektivno vzdrževanje6. • Preventivno vzdrževanje7. • Produktivno vzdrževanje in terotehnologija8.
6 Za ta način vzdrževanja je bilo značilno, da so delovno sredstvo ali njegov sestavni del povrnili v stanje zadovoljivega delovanja šele takrat, ko se je že pokvarilo. 7 Temelji na zahtevi, da je treba na vsakem delovnem sredstvu opredeliti tista mesta, ki jih moramo redno nadzirati in vzdrževati, in sicer v točno določenih časovnih intervalih. Vnaprej moramo določiti, kaj je treba pregledati in kako bomo to opravili. Vsa opravila je treba zapisati in dokumentirati. Namen je dolgotrajno ohranjanje delovnih sredstev v dobrem obratovalnem stanju in preprečevanje nastajanja okvar. 8 V začetku sedemdesetih let prejšnega stoletja so razvili novo tehnologijo vzdrževanja, ki je nadomestila preventivno vzdrževanje, imenovano produktivno vzdrževanje. To sestsavljajo koncepti TPM, RCM (Reliability Centred Maintenance oz . v zanesljivost usmerjeno vzdrževanje) in BCM (Business Centred Maintenance oz. v poslovanje usmerjeno vzdrževanje). Nova tehnologija vključuje razmišljanja o vzdrževanju delovnih sredstev že pri njihovem projektiranju in konstruiranju, s čimer se še dodatno zmanjšajo potrebe po vzdrževanju (glej 2.2.4).

26
2.2.2 Zanesljivost kot osnova vzdrževanja Zanesljivost je značilnost opazovanega objekta (elementa, naprave, sistema), da deluje pravilno ob upoštevanju delovnih pogojev v času njegovega izkoriščanja. Je verjetnost, da bo sistem pri določenih pogojih zadovoljivo deloval določen čas. Zanesljivost je ena od komponent učinkovitosti sistema. S preučevanjem učinkovitosti se ukvarjajo različne veje znanosti in zajema naslednje vidike: razpoložljivost, prilagojenost in zmogljivost. Razpoložljivost je verjetnost, da bo sistem v poljubnem trenutku zadovoljivo deloval ob določenih pogojih. Prilagojenost je verjetnost, da bo sistem pri določenih pogojih končal zastavljeno nalogo v določenem časovnem intervalu, če je na začetku tega intervala zadovoljivo deloval. Zmogljivost je verjetnost, da bo sistem uspešno izpolnil zahtevano nalogo, če bo deloval v mejah določenih specifikacij. Razpoložljivost in prilagojenost sta funkciji časa in sta odvisni od zanesljivosti in vzdrževalnosti. Na sliki 6 prikazujemo povezanost vseh zgoraj opisanih komponent učinkovitosti. S stališča zanesljivosti delimo sisteme v dve skupini: na popravljive in nepopravljive. Popravljiv sistem ob odpovedi obnovimo in lahko spet opravlja svojo funkcijo. Večina sistemov je popravljiva.
SLIKA 6: POVEZANOST VSEH KOMPONENT UČINKOVITOSTI Vir: Zgoznik (1999, str. 24). Pri vsakem sistemu želimo doseči čim večjo zanesljivost in s tem večjo učinkovitost sistema. V sistem moramo vgraditi zanesljivost, da bo stroškov in odpovedi v času izkoriščanja čim manj. Posledice nezanesljivosti so (Hudoklin 1997, str. 25): • potrebno je popravilo, • potrebni so sestavni deli, vzdrževanje, transport, • pojavljajo se sekundarne odpovedi (primarna odpoved delovanja sistema povzroči
odpoved neke druge enote), • izguba časa, • stroški zastoja in • nezadovoljstvo kupca (lahko tudi izguba trga).
UČINKOVITOST
ZMOGLJIVOST RAZPOLOŽLJIVOST PRILAGOJENOST
ZANESLJIVOST VZDRŽEVALNOSTOST

27
Študij zanesljivosti je v bistvu študij vzrokov, porazdelitev in napovedovanja odpovedi. Zelo pomembno je vedeti, kaj pomeni odpoved sistema ali njegovega sestavnega dela v danih okoliščinah. Vse značilnosti zanesljivosti temeljijo na odpovedih. Za merilo zanesljivosti posameznih komponent in sistemov imamo celo vrsto značilnosti. Izračunamo jih na osnovi poznavanja vrste in časa odpovedi. Do teh podatkov pridemo s pomočjo poskusov, spremljanjem delovanja sistemov v izkoriščanju, katalogov in poročil o zanesljivosti proizvajalcev ali priročnikov. Nekatere značilnosti so funkcije časa, druge pa predstavljajo le določena časovna povprečja. Značilnosti zanesljivosti temeljijo na časih do odpovedi. Čas odpovedi je časovna veličina. Katere značilnosti bomo računali v konkretnem primeru, je odvisno od postavljenih ciljev, izbrane metode analize in dosegljivosti podatkov. Najpomembnejša značilnost zanesljivosti je trenutna pogostost odpovedi λ(t). Ta značilnost predstavlja pogojno verjetnost, da bo sistem odpovedal v časovnem intervalu (t, t+dt), če je preživel čas (t) oziroma je zadovoljivo deloval v intervalu (0,t). Funkcija λ(t) ima pri velikem številu sistemov značilno obliko »kopalne kadi« (glej slika 7). Življenjsko dobo sistema v celoti lahko glede na potek funkcije razdelimo na tri obdobja: obdobje zgodnje odpovedi, obdobje normalnega delovanja in obdobje staranja oziroma izrabe. Odpovedi v prvem obdobju nastanejo zaradi grobih okvar v proizvodnji (okvar pri sestavi ali montaži sistema) ter zaradi človeškega faktorja, ko uporabnik še ne zna ravnati s sistemom. Odpovedi v drugem obdobju nastanejo zaradi različnih, nepovezanih vzrokov, ki so tudi posledica pomanjkljivosti v proizvodnji. Imenujemo jih naključne odpovedi. V tretjem obdobju nastopajo poleg naključnih odpovedi predvsem odpovedi zaradi izrabe in staranja materialov. Staranje povzročijo številne nepovratne fizikalno-kemijske spremembe, ki nastopajo tudi, kadar izdelek ni obremenjen z normalnimi obremenitvami. V obdobju zgodnjih odpovedi in obdobju izrabe se pojavljajo katastrofalne in degradacijske odpovedi, v obdobju normalnega delovanja pa predvsem katastrofalne odpovedi (Hudoklin 1994, str. 28-30).
SLIKA 7: KRIVULJA KOPALNE KADI
Vir: Zgoznik (1999, str. 26).
t1 t2 čas (t)
Obdobje normalnega delovanja
Obdobje staranja ali izrabe
Obdobje zgodnjih odpovedi
Pogostost odpovedi λ(t)

28
2.2.3 Strategija in tehnologije vzdrževanja Strategija vzdrževanja je odvisna od vrste podjetja in drugih pogojev. Korektivno vzdrževanje je bilo dolga leta v uporabi kot edina tehnologija vzdrževanja. Danes imamo na razpolago več tehnologij vzdrževanja. Če se odločimo za novo tehnologijo, moramo upoštevati, da bo treba vložiti veliko napora v njeno aplikacijo in vodenje. Vsaka aplikacija nove tehnologije je specifična za sredino, ki jo uvaja, tako po organizacijski, finančni in ne nazadnje tudi po človeški plati. Slika 8 nam shematsko prikazuje osnovni koncept strategije vzdrževanja s tehnologijami vzdrževanja (Vižintin 2004, str. 28 - 30).
SLIKA 8: STRATEGIJA IN TEHNOLOGIJA VZDRŽEVANJA Vir: Vižintin (2004, str. 29). Obe vrsti vzdrževanja imata svojo upravičenost in običajno ne smemo dajati prednosti izključno eni vrsti vzdrževanja brez predhodne analize. V okviru pričujoče magistrske naloge nas bo glede vzdrževanja najbolj zanimala možnosti predhodne intervenencije - preventive, in ne toliko korektivno ukrepanje, ko napaka že nastane - kurativa. Preventivno vzdrževanje se izkaže kot primerno povsod tam, kjer zaradi organizacije proizvodnje pride do zaustavitve delovanja delovnih sredstev zaradi eno ali dvoizmenskega dela, odmorov, praznikov, kolektivnega dopusta ipd. V tem času delovna sredstva ne opravljajo svoje funkcije in se na njih lahko izvajajo preventivna vzdrževalna dela, ne da bi zaradi tega prišlo do izpada proizvodnje. To velja tudi, če so sami stroški preventivnega vzdrževanja višji od kurativnih vzdrževalnih del, vendar tako dobimo prednost, da bodo visoko produktivni procesi delovali bolj zanesljivo, z manj okvarami in z manjšim izpadom proizvodnje. Prednost stabilnejšega delovanja in večje razpoložljivosti delovnih sredstev bo poplačala višje stroške preventivnega vzdrževanja. Preventivno vzdrževanje poleg stroškov vzdrževalnega procesa (delo in nadzor) lahko ali pa tudi ne obsega stroške zaradi izpada proizvodnje. Torej stroški zaradi izpada proizvodnje odpadejo v primeru, ko proces oz. delovno sredstvo zaradi organizacije proizvodnje ne opravlja svojega dela.
KOREKTIVNO
VZDRŽEVANJE
NENAČRTOVANO VZDRŽEVANJE
NAČRTOVANO VZDRŽEVANJE
KOREKTIVNO PREVENTIVNO
GLEDE NA STANJE PO PLANU

29
Kurativno vzdrževanje vključuje tudi stroške vzdrževalnega procesa (delo in nadzor) in stroške zaradi izpada proizvodnje. Ti zadnji stroški so včasih lahko celo večji kot sami stroški popravila. Kurativno vzdrževanje je primerno ko, se nam izplača uporabiti delovno sredstvo do konca življenjske dobe in ga nato zamenjati oziroma popraviti (Gomišček 2005, str. 15). Odnos med stroški preventivnega in kurativnega vzdrževanja nam kaže slika 9, kjer je optimalno razmerje prikazano v točki najnižjih skupnih stroškov vzdrževanja, kar pa, kot smo že omenili, ne zagotavlja prednosti stabilnejšega delovanja in večje razpoložljivosti delovnih sredstev. Pogosto je primerno več vlagati v preventivo, kar se poplača z večjo zaneslijivostjo in razpoložljivostjo delovnih sredstev (Gomišček 2005, str. 16).
SLIKA 9: ODNOS MED STROŠKI PREVENTIVNEGA IN KURATIVNEGA
VZDRŽEVANJA Vir: Gomišček (2005, str. 16). Marolt (1990, str. 25) vzdrževalna dela razdeljuje še natančneje, glede na spodnje kriterije: 1. Čas izvršitve vzdrževalnega dela:
• pred nastopom okvare, • po nastopu okvare;
2. Izvor finančnih sredstev: • tekoča vzdrževalna dela, • investicijska vzdrževalna dela;
3. Specifičnost vzdrževalnega dela: • direktna vzdrževalna dela, • indirektna vzdrževalna dela.
Merilo učinkovitosti in uspešnosti vzdrževalne funkcije seveda ne more biti obseg opravljenega dela. Najustreznejše merilo je koeficient izkoriščanja proizvodnih zmogljivosti oziroma njegovo spreminjanje po časovnih obdobjih ali ob posameznih vzdrževalnih akcijah.

30
Odveč je torej vprašanje, ali je vzdrževalno delo produktivno. Res je, da direktno ne ustvarja nove vrednosti (izjemoma le s stranskimi dejavnostmi). Zato pa lahko mnogo pripomore k učinkom neposrednega proizvodnega dela – torej k spreminjanju oblike ali vsebine delovnih predmetov. O produktivnosti vzdrževanja ne more biti dvoma, saj brez njega tudi proizvodov ne bi moglo biti. Lahko pa ga imenujemo indirektno produktivno delo (Kaltnekar 1994, str. 250). 2.2.4 Sodobne strategije vzdrževanja9 Ko se okvara pojavi, je vzdrževanju že spodletelo! Naloga vzdrževanja je preprečiti, da do napake pride. Ker je v podjetjih običajno med seboj povezanih na stotine kosov različne opreme in sredstev za delo ter vsak od njih predstavlja potencialen vir različnih okvar, se podjetja ne ukvarjajo več le z učinkovitim odpravljanjem napak, ampak z njihovim preprečevanjem. Zahtevnost in obsežnost zastavljene naloge sta v zadnjih letih vzpodbudile nastanek različnih metodologij. Najpogosteje uporabljani sta »Celovito produktivno vzdrževanje« (Total Productive Maintenance – TPM) in »Vzdrževanje z upoštevanjem zanesljivosti« (Reliability Centred Maintenance – RCM). Moto TPM je »vzdrževanje brez okvar«: vsi zaposleni morajo biti vpeti v odpravljanje vsakršnih vzrokov za zmanjšano zanesljivost in učinkovitost opreme. RCM je usmerjen k podobnemu cilju: »odpraviti posledice napak z odpravljanjem vzrokov za napake« (po Borovnikovi, 2006, str. 13). Gre za discipliniran pristop k zagotavljanju varnosti in funkcionalnosti opreme. Namesto da poskuša za vsako ceno preprečiti napako, se RCM metodologija poskuša izogniti posledicam morebitnih napak. Vsekakor RCM ali TPM in podobne metodologije ne predstavljajo končnega koraka v procesu razvoja vzdrževanja. Na razvoj organiziranosti službe vzdrževanja in postopkov vzdrževanja je potrebno gledati kot na nenehen proces in ne kot na pot z določenim ciljem. Cilj aktivnosti v okviru procesa je sistematično oblikovanje takšnih programov vzdrževanja, ki bodo na stroškovno učinkovit način zagotavljali pričakovano zanesljivost in varnost tehniških sistemov ter kakovost proizvodov. 2.3 Zamisel celovitega produktivnega vzdrževanja 2.3.1 Celovito produktivno vzdrževanje oz. Total Productive Maintenance (TPM) Z namenom odpravljanja vseh vrst izgub, ki se pojavljajo v proizvodnih procesih, je bil razvit kompeksnejši način vzdrževanja, ki vključuje celotno tovarno na vseh področjih. Takšen celovit način vzdrževanja pomeni nenehno iskanje izboljšav za doseganje večje učinkovitosti proizvodne opreme, ki jo delavci avtonomno vzdržujejo in izboljšujejo, da bi se povečala skupna produktivnost naprave.
9 Povzeto po Vižintinu (2004, str. 29).

31
Izvršitvena stopnja delavca / UPRAVLJALCA STROJA
Izvršitvena stopnja delavca / VZDRŽEVALCA
Stara organizacijska meja
TPM se je razvil iz koristne proizvodne prakse v koristno upravljalno prakso. Z drugimi besedami, aktivnosti TPM-a so bile obogatene: od pristopa odstranjevanja faktorjev, ki ovirajo zmanjševanje proizvodnih stroškov, v eliminiranje faktorjev, ki preprečujejo dobiček. Po tej poti je TPM postal nepogrešljiv pri kreaciji donosnih sistemov za korporacijsko in poslovno vodstvo. Za enega izmed mejnikov postopka se šteje leto 1989, ko se je TPM razvil do današnje stopnje, ko metoda vključuje celotno tovarno na vseh področjih. Stari vzorec, ki vključuje zgolj proizvodnjo ali vzdrževanje, se je razširil na tehnologijo, kakovost, logistiko, nabavo, partnerje, idr. Ravno tako so se širili in spreminjali tudi cilji aktivnosti. Od ciljev, vezanih zgolj na opremo do ciljev, vezanih na celotni proizvodni sistem. Pristop pri vlogah zmanjševanja in preprečevanja prikritih izgub na opremi se je spremenil v pristop zmanjševanja in preprečevanja latentnih izgub v celotnem proizvodnem sistemu.
Naloga
Visoka Nizka
Nizka Visoka
1. Dostava materiala
2. Mazanje ležajev
3. Notranja inšpekcija stroja
4. Nastavitev meril delovnega stroja
5. Menjava stikal / kontrolnih lučk
TPM cona
SLIKA 10: PRIKAZ DELITVE NALOG PRI IZVAJANJU TPM Vir: Prirejeno po Maggardu (1995, str. 72). Kot je razvidno iz slike 10, je v središče koncepta TPM postavljen človek in ne tehnika. Tako postane izvedbeni delavec odgovoren za napravo. Skrbi, da ta deluje neovirano, in sam opravlja manjša vzdrževalna dela na njej. Vzdrževalna služba nastopi šele, ko se pojavijo večje napake (Maggard 1995, str. 71-73).

32
2.3.2 Različni pristopi celovitega produktivnega vzdrževanja V Ameriki zasnovan koncept preventivnega vzdrževanja so Japonci v sedemdesetih letih prejšnjega stoletja izboljšali tako, da so zabrisali mejo med »operaterji, ki delajo« in »vzdrževalci, ki popravljajo«. Popularizirali so koncept popolne vpletenosti zaposlenih v izboljšave na opremi: od delavcev v proizvodnji do najvišjega vodstva. Koncept je postal znan kot popolno proaktivno vzdrževanje. Poudarek je nenadoma na operaterjih, ki sami opravljajo vzdrževalna dela na delovnih sredstvih (glej sliko 10). S tem se pojavi večja odgovornost in lastništvo opreme, koncept TPM. V osnovi razlikujemo dve strategiji uvajanja koncepta TPM, in sicer japonsko in nejaponsko. Prvo je razvil Nakajima in se je razširila predvsem v azijskem prostoru. Nakajima je strukturiral implementacijo TPM v treh zaporednih fazah: I. faza UVAJANJE / priprava:
1. Etapa: Odločitev vodstva, 2. Etapa: Seznanjanje in izobraževanje vodilnega osebja, 3. Etapa:Vzpostavitev strukture vodenja, 4. Etapa: Diagnostika stanja prostorov, 5. Etapa: Izdelava programa (plan TPM).
II. faza RAZVOJ / izvedba:
6. Etapa: Lansiranje, 7. Etapa: Analiza in odprava glavnih vzrokov slabega delovanja, 8. Etapa: Razvoj samovzdrževanja, 9. Etapa: Razvoj programiranega vzdrževanja.
III. faza UVELJAVITEV / stabilizacija:
10. Etapa: Izboljšanje tehnične usposobljenosti osebja, 11. Etapa: Vključitev pridobljenega znanja pri snovanju stroja, 12. Etapa: Pridobitev znaka TPM.
Nakajimin pristop je za evropske razmere (predvsem Nemčijo) predelal Nemec Al-Radhi v obliki koncepta petih stebrov, nato pa še Hartmann. Slednjima je lastno predvsem hitro doseganje učinka in prilagoditev kulturi podjetja. Hartmann poudarja tehnično stran in ne toliko človeka kot vzdrževalca naprave. Njegov koncept dopušča bolj svobodno izbiro korakov vpeljave in časovno in med seboj neodvisno izvedbo (Perlewitz 1999, 34). Medtem ko je Al-Radhi (1995, str. 36 - 40) svoj koncept naslonil na metodo 5 S, ki se imenuje po petih japonskih besedah, ki se začenjajo s črko »S« in zajema sledeče pojme: • SEIRI (ureditev): Obdržati samo tisto, kar je absolutno potrebno in zavreči, kar
je nekoristno; • SEITON (red): Ustvariti prostor za vse uporabno - organizirati; • SEISO (čiščenje): Očistiti vse in obdržati čisto; • SEIKETSU (čistoča): Zgornje izkušnje uporabiti in standardizirati, saj v urejenem
okolju prej opazimo nepravilnosti in se bolje počutimo; • SHITSUKE (disciplina): Zagotoviti, da vsakdo upošteva in spoštuje pravila in načela
5 S ter jih dosledno izpolnjuje - spoštovati.

33
Znan je tudi model, ki ga je Willmott razvil za angleško podjetje WCS International. Njegov model predvideva uvajanje v treh ciklusih (ciklus merjenja, ciklus stanja in ciklus preprečevanja težav), ki so sicer okrnjena in strnjena oblika koncepta Nakajime. Podjetja imajo tako izbiro med različnimi pristopi za razvoj sebi najbolj ustrezne poti implementacije. Pogosto pa se orientirajo tudi glede na ustaljene in predpisane zahteve JIPM10. Te služijo kot idealni model pri meritvi uspešnosti vpeljave TPM. Pri tem gre za nagrado, ki jo Inštitut JIPM podeli podjetjem, ki so že izpolnila vse elementarne zahteve za vpeljavo TPM in uspešno sledijo zastavljenim kriterijem tega koncepta zadnja tri leta. Ti kriteriji pa so: • Utečenost in ovrednotenje TPM, • Politika TPM in njeni cilji, • Varnost, higijena in nadzor okolja, • Inovativne aktivnosti TPM, • Administrativno področje in dosežki, • Šolanje in razvoj kadrov, • »Avtonomno vzdrževanje«, • Razvoj proizvodnje in naprave in kontroling, • Zagotavljanje oz. vzdrževanje kakovosti. Sledeča tabela predstavlja razliko med ameriškim in japonskim pristopom vzdrževanja.
AMERIŠKI PRISTOP JAPONSKI PRISTOP Za stroje in opremo so odgovorni vzdrževalci
Za stroje in opremo so odgovorni vsi
Vsa vzdrževalna dela na stroju opravljajo vzdrževalci
Enostavna dela: čiščenje, mazanje, pritrjevanje opravljajo operaterji
Pri reševanju problematike ni organiziranih manjših skupin, sodelujejo samo določeni
Reševanje problemov v manjših skupinah; sodelujejo vsi: od najvišjega vodstva do operaterjev
Nesistematična uporaba izkušenj Uporaba vsake izkušnje Cilj: Izgube se dopuščajo Cilj: NIČ IZGUB
TABELA 2: AMERIŠKI IN JAPONSKI PRISTOP K VZDRŽEVANJU Vir: Šinkovec (2003, str. 16).
10 Japan Institute of Plant Maintenance.

34
2.3.3 Namen uvedbe TPM-a in njeni cilji Celovito produktivno vzdrževanje pomeni nenehno iskanje izboljšav za doseganje večje učinkovitosti proizvodne opreme s konkretnim in vsakdanjim vključevanjem vseh zaposlenih, ki vzdržujejo ali uporabljajo proizvodno opremo. Kot je prikazano v tabeli številka 3, je glavna naloga metode TPM odprava vseh vrst izgub na nič ali pa na minimalno izgubo časa pri posameznem zastoju. Razvoj odnosa do majhnih pomanjkljivosti je nekakšna rdeča nit v strategiji TPM. Pri uvajanju TPM se bomo ravnali po japonskem vzoru metodološkega pristopa, ki ga je osnoval Nakajima (1995, str. 31). Zančilnosti filozofije njegovega pristopa lahko strnemo v naslednjih točkah: • Cilj TPM je maksimizacija učinkovitosti naprave; • S TPM poskušamo osnovati trajni sistem produktivnega vzdrževanja, ki bo zajel
celoten življenski cikel v napravi; • TPM se izvaja na različnih področjih; med inženirji, vzdrževalci in delavci; • TPM vključuje vsakega zaposlenega (od managerjev do najnižje ravni delavcev) in • TPM temelji na izvajanju motivacijskega managementa in skupinskem delu v timih.
VRSTA IZGUBE CILJ POJASNILO Zastoji 0 Zmanjšanje zastojev na nič za vso
opremo in stroje. Zamenjava orodij in nastavitve Minimalno Zmanjšanje časa nastavitev na manj kot
10 minut. Izgube hitrosti 0 Uskladitev dejanske hitrosti stroja s
konstruirano in nato poiskati novosti za preseganje definirane hitrosti.
Prazni tek in krajše zaustavitve 0 Zmanjšanje na nič za vso opremo in stroje.
Izet in popravilo 0 Možna zelo majhna odstopanja. Izgube pri zagonu Minimalno TABELA 3: CILJ TPM METODE PRI ODPRAVLJANJU IZGUB Vir: Prirejeno po Borovnikovi (2006, str. 32). Cilj TPM je povečevanje skupne učinkovitosti opreme, tako da bo vsak stroj deloval po predpisanih zmožnosti. Operaterji in stroji naj bi delali v optimalnih pogojih brez zastojev in brez izmeta. Delovanje proizvodnje brez zastojev in brez izmeta je skoraj nedosegljivo, vendar je verovanje operaterjev in vodilnih v te zmožnosti pomemben korak pri uvajanju TPM. Končni cilj uvedbe TPM je doseči t. i. »Avtonomno proizvodnjo«. To je najvišja stopnja vpeljave koncepta TPM, ko so delavci sposobni samostojno in odgovorno delovati ter sami kontinuirano prispevati k izboljševanju obstoječih proizvodnih postopkov.

35
2.4 Proces uvajanja celovitega produktivnega vzdrževanja 2.4.1 Zgradba (delitev) procesa uvajanja Če želimo izboljšati naše delovne pripomočke, našo osebnost in odgovornost z namenom, da bo vsak delovni dan potekal v najboljših pogojih, moramo: • vzdrževati čistočo, urejenost in red, • ohranjati naše okolje v čistem stanju, • se navaditi načel 5 S in se držati dogovorjenih predpisov na delovnem mestu. Celovito produktivno vzdrževanje lahko dosežemo le, kot pravi Kutin (1998, str. 23), če nam uspe izpeljati spremembe v delovni kulturi na vseh organizacijskih ravneh. Kadar se odločimo za novo tehnologijo, moramo upoštevati, da bo treba vložiti veliko naporov v njeno aplikacijo in vodenje. Vsaka aplikacija nove tehnologije je specifična za sredino, ki jo uvaja tako po organizacijski, finančni in ne nazadnje tudi po človeški plati. Proces širjenje filozofije in uvajanja TPM v podjetja vzpodbuja vrhovno vodstvo, promotorji iz oddelkov vzdrževanja in izbrani za vpeljavo koncepta TPM. Vsi našteti imajo nalogo, da povečajo učinkovitost naprave, kar naj bi znižalo stroške. Vodilnim in ostalim delavcem naj bi s pomočjo delavnic in sestankov posredovali filozofijo izboljšav proizvodnih postopkov. Z zavestnim vplivom na delavce naj bi sistematično dosegli optimizacijo delovnih postopkov vzdolž proizvodne verige in občutno izboljšanje kakovosti proizvodov. Realizacija vpeljave TPM poteka v dveh fazah, in sicer v pripravljalni fazi, ki ji sledi izvedbena. 2.4.2 Pripravljalna faza za vpeljavo TPM Za učinkovito izvajanje TPM-a so potrebni učinkoviti ukrepi, zato je v podjetju potrebno najprej zagotoviti okolje, ki bo omogočilo podporo vpeljavi novega koncepta. Pred uporabo ukrepov je za izboljšanje skupne učinkovitosti naprave potrebno okrepiti motivacijo sodelavcev, prav tako pa tudi zvišati njihove sposobnosti in pristojnosti. Vzporedno je potrebno zagotoviti delovno okolje, ki podpira vpeljavo TPM. V tej fazi soočenja in ozaveščanja ima vodstvo in strokovnjaki za TPM odločilno vlogo. Da bi zadostili tem pogojem, mora biti pripravljalna faza sestavljena iz naslednjih 5 točk: • Top-management razglasi odločitev vpeljave TPM; • Šolanje na vseh delovnih ravneh in »reklamiranje« koncepta; • Oblikovanje organizacije in njene strukture za spodbujanje TPM; • Določitev temeljnih ciljev in načel TPM in končno • Oblikovanje okvirnega načrta vpeljave TPM.

36
Pomembno je, da se celotno vodstvo podjetja zaveže k izvajanju TPM. Le-ta spoštuje samostojnost zaposlenih, vendar šele ko so le-ti sami dovolj motivirani in kvalificirani ter ko je s strani vodstva podjetja zagotovljeno delovno okolje, ki podpira samostojnost. Takšno okolje je mogoče doseči le s kooperativnim načinom vodenja. Potem, ko je vodstvo prepričano o lastnostih TPM se koncept vpelje med končne uporabnike v podjetju. Po predstavitvi novega programa je potrebno čim hitreje začeti s TPM izobraževanjem z namenom pojasnitve TPM, izboljšanja delovne morale in omejitve odpora proti spremembam. To desežemo z izvajanjem: • Delavnic, kjer naučimo delovne skupine izračunavati število OEE in jih seznanimo z
vzroki izgub in njihovega spremljanja. Učne ure sestavimo na osnovi kratkih učnih lekcij, kjer se poudari pomembnost spremljanja OEE glede na stalno izboljševanje procesov in delovnih operacij.
• V okviru kratke učne lekcije oblikovati obrazec za zajemanje podatkov, ki jih želimo spremljati in meriti. Vzporedno z oblikovanjem obrazca je treba zaradi enotnega interpretiranja pomembnih dogodkov, izdelati tudi šifrant dogodkov oz. zastojev naprave.
Običajno je med šolanjem o TPM izvedena tudi oglaševalska akcija, da bi se povečalo navdušenje za TPM (Nakajima, 1995, str. 69-74). Vzpostavitev TPM je upočasnjena, kadar ni podprta s primerno organizacijsko strukturo. Slika 11 prikazuje tipično TPM organizacijo.
SLIKA 11: TIPIČNA TPM-ORGANIZACIJA Vir: Prirejeno po Haberkornu (2001, str. 34).
Majhni delokrogi TPM (timi za izboljšave)
Odbor ravnateljev TPM v proizvodnji
Oddelčni in področni odbori TPM
Odbor ravnateljev TPM v vodstvu podjetja
Naloge štabov
Osebje TPM
TPM strokovnjaki za proizvodnjo
TPM-manager/
koordinator
TPM strokovnjaki (v podjetjetjih ali
njihovih področjih)
NALOGE
Poročilo
Poročilo
Poročilo/ podpora
Trening in podpora
Organizacija in podpora
Naloge linij

37
Linijska organizacija sega od vodstva, ki ga predstavljajo odbor ravnateljev TPM v vodstvu podjetja, do manjših skupin, timov za izbolšave. Glavna vodstvena enota vključuje strokovnjaka za TPM, ki je odgovoren za celoten program. Priporočeno je omrežje manjših skupin, ki je na vsaki ravni organizirano od vodstva do delavcev. Vsak vodja skupine je udeleženec tudi v manjši skupini naslednje ravni, kar služi kot povezava med nivoji in olajšuje vertikalno in horizontalno komunikacijo. Vsaka izmed manjših skupin si zastavlja cilje skladno s cilji podjetja. Raziskave dokazujejo, da podjetja, ki se trudijo izboljšati poslovne rezultate ter tudi delovne razmere, dosegajo višjo produktivnost, kot avtoritarno vodena podjetja. Center za TPM, ki je oblikovan iz organizacijskga odbora in strokovnjakov, mora natančno določiti cilje in temelje TPM, ki jih je potrebno opredeliti tudi količinsko. Treba je določiti cilje (kaj), količino (koliko) in časovni okvir (kdaj). Da bi zastavili dosegljiv cilj, je treba izmeriti in razumeti višino in značilnosti sedanjih izpadov, tako kot tudi stopnjo procesnih napak na napravo. V primeru, da navedeni podatki niso na voljo, je treba začeti z identifikacijo stanj. Višina cilja je odvisna od notranjih in zunanjih potreb podjetja. Ko so zastavljeni 3-letni cilji jih je treba primerjati s sedanjim stanjem. Nato se predvidijo izboljšave in ocenijo prispevki k poslu podjetja, izračuna pa se tudi donosnost ocenjenih stroškov za izboljšave. Srednje- in dolgoročni cilji se določajo na vsaki ravni vsakega oddelka. Vodstvo preveri, če cilji vsake od manjših skupin sovpadajo s cilji podjetja. Okvirni načrt zajema 4-letno obdobje in obsega potek uvedbe TPM. Sodelovanje vseh zaposlenih pri zaključku pripravljalne faze in začetku faze uvajanja stopnjuje delovno moralo in navdušenje do prihodnjih delovnih nalog. Vodstvo poroča o obstoječih načrtih in izvedenih temeljnih delih ter predstavi cilje in okvirni načrt TPM (Nakajima 1995, str. 76, 80, 123). 2.4.3 Faza realizacije modela TPM 2.4.3.1 Hiša TPM Perlewitz (1999, str. 313) je po vzoru metodološkega pristopa Nakajime razvil svoj koncept TPM. Sestavljajo ga trije moduli oziroma t. i. osnovni elementi, ki jih lahko delimo glede na vsebovane cilje (Nedeljkovic at al., 1996, str. 23) in jih prikazujemo v t. i. hiši TPM treh stebrov (glej slika 12 na naslednji strani).

38
SLIKA 12: HIŠA TPM Vir: Prirejeno po Perlewitzu (1999, str. 313). V prvem modulu »Avtonomna proizvodnja« je upoštevana vedenjska dimenzija TPM, ki jo predstavlja »Piramida TPM«, sestavljena iz enajstih gradnikov (predstavljenih v poglavju 2.4.3.2). Ko dosežemo vrhnjega in ga realiziramo, so delavci pripravljeni na proces »Avtonomne proizvodnje«. To pomeni, da proizvodni timi delavcev delujejo samostojno in odgovorno, hkrati pa vseskozi izboljšujejo obstoječe postopke in standarde naprave. Medtem ko »Avtonomna proizvodnja« zadeva predvsem odnose človek - naprava, se drugi modul »Izboljševanje naprave« koncentrira na tehnične izboljšave naprave in njenih procesov. Z uporabo instrumenta analize šibkih točk naprave in optimizacije obstoječih potekov proizvodnje, se lahko pravočasno izognemo možnim napakam. Tretji modul »Pridobivanje izkušenj« je prav tako kot prvi orientiran na odnos človek - naprava. Z njim želimo izboljšati povezavo med tehnologijo in načrtovanjem. Ozaveščenje izkušenj na širšem polju delovanja naprave privede do hitrejšega posredovanja pri odstranjevanju vzrokov napak naprave in posledično do stroškovno učinkovitejšega delovanja naprave. Kot je razvidno iz slike 13, implementacijo posameznih modulov spremlja intenzivni izobraževalni program zaposlenih. V vseh fazah so jim predstavljeni temelji, po potrebi pa tudi ustrezen tehnični know-how. Za celoten koncept je, po vzoru japonskega TPM, značilna močna procesno orientirana naravnanost. Cilji in vsebina vseh treh modulov so pojasnjeni na naslednjih straneh (Perlewitz 1999, str. 36).
Hiša TPM
Avtonomna proizvodnja
− Tehnične izboljšave naprave;
− Izboljšave prizvodnje;
− Vzdrževanje glede na stanje.
Izboljševanje naprave
Pridobivanje izkušenj
analiza pomanjkljivosti
− Sistematično zbiranje podatkov in uporaba izkušenj iz prozvodnje za novo zasnavljanje naprav;
− Uporaba spoznanj iz proizvodnje za razvoj produktov.
− Prevzem vzdrževalnih dejavnosti v proizvodnji;
− Identifikacija proizvajalcev z napravo;
− Prevzemanje odgovornosti.

39
SLIKA 13: MODULARNI KONCEPT TPM / VSEBINA GRADNIKOV TPM Vir: Prirejeno po Perlewitzu (1999, str. 316). 2.4.3.2 Modul 1 - »Avtonoma proizvodnja« (na osnovi »Piramide TPM«) Modul »Avtonomne proizvodnje« predstavlja začetni modul vpeljave TPM. Potek vpeljave »Avtonomne proizvodnje« poteka v več stopnjah. Posamezni elementi tvorijo strukturo v obliki piramide (glej slika 14), zaradi česar je ta modul znan tudi kot »Piramida avtonomne proizvodnje«. Za opis slednje uporabljamo tudi krajša izraza, in sicer TPM-piramida oz. »Piramida TPM«. Pri tem gre za strategijo izvajanja posameznih korakov, ki predstavljajo predpisane temeljne ukrepe in vodila pri doseganju cilja »Avtonome proizvodnje«. Izpolnitev vsakega izmed kriterijev gradnikov (miljnih kamnov) prispeva k postopni uresničitvi uvedbe TPM in predstavlja njeno stopnjo izpolnitve. »Piramido TPM« sestavljajo štirje časovni segmenti postopnega doseganja ciljev, ki so vizualirizirani kot stopnice oz. njeni štirje nivoji (imenovani tudi etape TPM-piramide). Na sliki 14 prikazani temelji predstavljajo osnovne vsebine modula »Avtonomne proizvodnje«. V štiri stopnje razdeljena piramida prikazuje delovne vsebine, ki so potrebne za doseganje ciljev modula hkrati pa pripomore pri vizualizaciji napredkov obdelave uvedbe TPM.
Avtonomna proizvodnja
− Dogovor novih delovnih nalog,
− Dogovor ciljev,
− Temeljno čiščeje,
− Šolanje,
− Vizualizacija,
− Kazalniki.
− Analiza pomanjkljivosti;
− Delavnice.
Vzpostavitev sistema:
− za zbiranje, − obdelavo, − pripravo in − rabo
informacij.
Izboljševanje naprave
Pridobivanje izkušenj
Spoznanja
Izobraževalni program razvoj TPM in povečan vpliv na planiranje
analiza pomanjkljivosti

40
SLIKA 14: TPM-PIRAMIDA »AVTONOMNE PROIZVODNJE« Vir: Prirejeno po BMW Werksbroschüre (2002, str. 18). Vsekakor »Piramide TPM« ne smemo enačiti s konceptom TPM, saj predstavlja le del njega. Modul »Avtonomna proizvodnja« dejansko temelji tudi na ostalih temeljnih elementih TPM, t. j. »Avtonomnem in načrtnem vzdrževanju«. Cilji tega modula so med drugim tudi hitra odprava problemov, posebej na kritičnih delih naprav, izobraževanje zaposlenih ter pojasnitev tehničnih vprašanj. Spremembo je mogoče doseči le, če so vloge zaposlenih, ki so člani proizvodnega tima, tudi pravilno razumeljene. Posamezne proizvodne skupine (končna proizvodnja, vzdrževanje, zagotavljanje kakovosti, logistika in planiranje) naj bi se poistovetile s področjem dela in tako samostojno ter na lastno odgovornost izboljšale obstoječe postopke in standarde (Perlewitz 1999, str. 36). Končna proizvodnja naj bi tako prevzela nekatere (dogovorjene) dejavnosti vzdrževalnega oddelka. V spodnji stopnici »Piramide TPM« so zaposlenim predstavljene osnove TPM koncepta, cilji in postopki doseganja »Avtonomne proizvodnje«. Z ureditvijo »deske TPM« se postavi standard za vizualizacijo relevantnih informacij doseganja stopnje vpeljave TPM in izoblikuje podlaga za komunikacijo. Poleg analize aktualnega stanja vpeljave TPM, predstavlja kazalnik skupne učinkovitosti naprave (OEE), najpomembnejša števila in podatke za orientacijo dosežene stopnje vpeljave. Opredeljene so vloge in odgovornostna področja posameznikov v proizvodnih timih ter določeni termini in nadaljni postopki. Temeljno čiščenje in inšpekcija, ki ju izvajajo proizvodni timi, skupaj pripomoreta k večjemu razumevanju naprave (delovanja in napak) in posledično opredelitvi novih vlog. Druga stopnica razvoja »Piramide TPM« služi določitvi vzdrževalnih dejavnovsti med proizvodnimi delavci in delavci vzdrževalnega oddelka, ureditvi izvajanja in dokumentiranja vzdrževalnih dejavnosti, kot določitvi odgovornosti delavcev teh oddelkov. Prav tako se določijo tudi prednostna področja vzdrževanja in oblikujejo standardi za postopanje pri vzdrževanju. Med drugim se v tem koraku ugotavlja in zadovolji potreba po nadaljnem izobraževanju.
Stopnja »Avtonomne proizvodnje«

41
Dogovor o želenih dosežkih posameznih proizvodnih timov in okvir stroškov sta predmet tretje stopnice »Piramide TPM«. Gre za dogovor, kako doseči zastavljene cilje, z razpoložljivimi viri. Vzporedno z doseženo četrto stopnico »Piramide TPM«, vrhnjega, enajstega gradnika, realiziramo cilj procesa »Avtonomne proizvodnje«. To pomeni, da proizvodni timi delavcev delujejo samostojno in odgovorno, hkrati pa vseskozi izboljšujejo obstoječe postopke in standarde naprave (Perlewitz, 1999, str. 37). 2.4.3.3 Modul 2 - »Izboljševanje naprave« Medtem ko se »Avtonomna proizvodnja« predvsem osredotoča na odnose človek - naprava in vpeljavo koncepta TPM, se drugi modul koncentrira na tehnične izboljšave naprave in njenih procesov. Gre predvsem za doseganje cilja odprave šibkih točk na napravi in optimizacijo obstoječih potekov proizvodnje, s katerimi se lahko pravočasno izognemo možnim napakam. Z uporabo instrumenta analize identificiramo bistvene izvore motenj na napravi in izgub obravnavanih področji. Da bi bilo mogoče čim bolj intenzivno vpeljati ukrepe za izboljševanje naprave, ki bi vnaprej preprečevali nastop problemov, je te potrebno spremljati in dokumentirati. Analiza, klasifikacija in odstranjevanje virov izgub, ki poteka analogno z »Avtonomno proizvodnjo«, je predmet timov, ki morajo delovati samostojno in samoodgovorno. Pomemben korak, lasten filozofiji TPM je, ne le odpravljati nastale probleme, temveč vzpodbujati zmanjševanje njihove pogostosti nastopanja. Tako so spoznanja napak v pomoč pri koncipiranju gradnje novih naprav in njihove gospodarnosti. 2.4.3.4 Modul 3 - »Pridobivanje izkušenj« Cilj tega modula je, da se znanje, pridobljeno z izkušnjami vzdrževalcev in proizvodnih delavcev, prenese v oddelke, ki imajo opraviti z zamislijo naprave in njenim planiranjem. Skratka, da se izkušnje ozavestijo na širšem polju delovanja naprave, kar bo privedlo do hitrejšega posredovanja pri odstranjevanju vzrokov napak naprave in posledično do stroškovno učinkovitejšega delovanja naprave. Slika 15 smiselno prikazuje to povezavo odnosa človek - naprava. V središču obravnave so spoznanja, ki jih strukturirana in kvantificirana pretvorimo v znanje, ki prispeva k izboljševanju učinkovitosti nove naprave. S tem znanjem lahko vnaprej onemogočimo že poznane vire napak in omogočimo oceno stroškovno intenzivnih alternativ naprave.

42
SLIKA 15: PRIDOBIVANJE IZKUŠENJ KOT ZASTAVLJEN CILJ Vir: Prirejeno po Wackerbauer (1999, str. 8). Oba modula, »Avtonomna proizvodnja« in »Izboljševanje naprave«, predstavljata kratkoročne in srednjeročne potenciale TPM s tem, ko povezana optimizacijsko vplivata na delovno učinkovitost delavcev, naprave in delovno okolje samo. Z obsegom pridobljnih izkušenj lahko vplivamo na optimizacijo potencialov tudi dolgoročno, s tem ko sinergično izkoriščamo aktivnost tehnologije in planiranja. Glede na zgornjo argumentacijo predstavlja slednji modul »Pridobivanje izkušenj« bistveni delež bodočega razvoja TPM, saj se pridobivanje izkušenj sicer pogosto omejuje le na oddelek vzdrževanja, kar pa pomeni, da veliko potencialov ostaja neizkoriščenih. Ozadje vsega je namen stopnjevati preventivo in zaščito, ki bi omogočil nemoteni potek proizvodnje brez napak, ne da bi prihajalo do nepričakovanih zastojev. V tem smislu se bomo v poglavju 3.4.2 in 3.4.3 podrobneje posvetili prvemu modulu hiše TPM in natančneje obravnavali in analizirali osem gradnikov »Avtonomne proizvodnje« ter nato njihovo realizacijo v praksi preverili na modelu izbrane lakirne naprave v tovarni BMW.
Znanje na podlagi izkušenj
Zavedno/ kognitivno znanje

43
3 MODEL PROCESA UVAJANJA TPM V LAKIRNICAH 3.1 Prikaz procesov lakiranja11 3.1.1 Opis samodejnih naprav za lakiranje sestavnih delov v obdelovalni industriji Površine karoserij najbolje zaščitimo pred vplivi okolja (sol, kisel dež, UV žarki, mehanske obrementve, mikroorganizmi ...) s pomočjo lakirnih snovi. Ob enem z lakirnimi postopki odpravimo probleme negladkih površin. V pričujočem podpoglavju želimo opisati samodejne naprave za lakiranje sestavnih delov v obdelovalni industriji in prikazati proces nanosa snovi z lakirnim robotom, t. i. robotskimi rokami. Industrijski roboti se uporabljajo predvsem v livarnah, čistilnih sobah, pralnih področjih in vedno več tudi v lakirnicah. Investicija v napravo za robotski nanos snovi mora biti dobro premišljena in zahteva učinkovit preplet znanja kot uspešno sodelovanje investitorja z vizijo in ponudnika, ki razpolaga s potrebno opremo (robot, lakirna komora, dodatna procesna oprema, aplikacija nanosa snovi). Prikaz bistvenih komponent sistema za delovanje samostojnih naprav oziroma robotov podajamo v spodnji sliki 16.
SLIKA 16: BISTVENE KOMPONENTE SISTEMA ZA DELOVANJE ROBOTOV Vir: Koren (2005, str. 3). Posebnosti lakirnih robotov so predvsem v tem, da za svoje obratovanje potrebujejo velik delovni prostor, kot je razvidno iz slike 17. Ti prostori morajo biti zgrajeni simetrično in vsebovati balansirni sistem. Za robote je značilna vitka procesna roka z votlim in fleksibilnim zapestjem, sposobna izredne natančnosti pri visokih hitrostih in velikih pospeških, ki jih narekujejo razni programi, npr. sistem IPS (Integriran Procesni Sistem). 11 Povzeto po Korenu (2005, str. 3 - 17).

44
Pri sodobnih lakirnicah je poleg same naprave za lakiranje (v tem primeru je mišljena le robotska roka) zelo pomemben tudi potek vodov, tirnica z vozičkom (skid) in sposobnost sledenja tekočemu traku. Za lakirne robote sta predvideni tudi lastna čistilna enota in posebna učna enota, kjer se prednastavljajo čopiči, programske in prožilne pozicije.
SLIKA 17: POSNETEK DELA ROBOTSKIH ROK V LAKIRNI KOMORI Vir: Koren (2005, str. 5). Lakirna komora je s sistemom varovalnih elementov fizično zaščitena tako pred nenadzorovanim vstopom v napravo kot pred neželenimi vplivi na okolico (hlapljive snovi). Za vpihovanje, odsesovanje in predelavo odpadnih snovi je vgrajena ventilacija s čistilno napravo, ki zagotavlja konstantne parametre okolice (temperatura, vlažnost). Da se dragocene naprave ne bi prehitro poškodovale ali kako drugače pokvarile, je potrebno robote pri delu tudi ustrezno zaščititi (prekrivala iz posebnih materialov). 3.1.2 Lakirni procesi Lakirni proces je postopek nanašanja snovi na obdelovanec z učinki na njegov estetski izgled, zaščito, zmanjšanje trenja in mimikrijo. Vrste lakirnih procesov za doseganje nekaterih od prej omenjenih učinkov so pri tem različne. Ločujemo tekoči proces, proces z visoko vsebnostjo suhe snovi in prašni proces. Procesi so lahko eno- ali dvokomponentni, na osnovi topil ali na vodni osnovi in elektrostatični. Pri lakirnih procesih je lahko uporabljen t. i. odprto- ali zaprtozančni sistem distribucije snovi s pomočjo odprto- ali zaprtozančnega sistema izvedbe krmiljenja oz. regulacije. Pri lakirnih procesih lahko uporabljamo tudi sledeče metode nanašanja snovi na obdelovanec, in sicer potapljanje, elektronanašanje, pretočno nanašanje, potapljanje z vrtenjem, nanašanje z valji, variante brezzračnega razprševanja in razprševanja s pomočjo zraka, nanašanje s pomočjo pištole z grelno komoro, elektrostatično nanašanje, prašno nanašanje in rotacijsko razprševanje. Primer lakiranja z brezzračnim razprševanjem in pomočjo pištole na robotski roki prikazujemo v sliki 18.

45
SLIKA 18: PIŠTOLA NA ROBOTSKI ROKI ZA BREZZRAČNO RAZPRŠEVANJE Vir: Koren (2005, str. 8). Materiale lakirnega procesa delimo glede na kemično sestavo (topila, voda), fizikalne lastnosti (tekočina, prah) in izvor (naravni, umetni). Zgradba snovi, ki jo uporabljamo pri različnih nanosih lakiranja, se med seboj razlikuje. Vrhnja, zadnja ali zaščitna plast je v spodnji sliki 19 natančneje označena z okvirjem lila črtkanih črt.
SLIKA 19: ZGRADBA ZAŠČITNE PLASTI SNOVI Vir: Koren (2005, str. 7).
Snov 100%
Vezivo (smola) 20-60%
Organsko topilo ali voda 30-80%
Dodatki 0-5%
Sestavine končnega premaza oz. sloja (nehlapljive snovi)
Barvilo 1-40%

46
3.1.3 Projekt izboljšave kvalitete nanosa lakirne snovi Postopek nanašanja snovi na obdelovanec sestavljajo priprava objekta (čiščenje, preverjanje kvalitete, ločilno sredstvo), njegovo pozicioniranje (grobo, nagib) in zagon programa (glede vrstnega zaporedja objektov, izbire barve, točnejšega pozicioniranja in določitve prvega in drugega nanosa po conah). Z robotizacijo v lakirnicah želimo doseči cilj izboljšave kvalitete nanosa lakirne snovi (enakomernost nanosa in debeline), izključiti človeški faktor pri nanosu, izboljšati delovne razmere in zagotoviti nadzor nad porabo materiala (merljivost pretokov in ostalih parametrov) ter posledično narediti proces lakiranja ekološko sprejemljiv. Poleg vpeljave robotov v proizvodnjo, nameščenih v ta namen postavljeni lakirni komori, predstavljajo novost tudi simulacijski robotski programi oz. izdelava trajektorij, kot sledi na sliki 20: 1) Ročno zajemanje vseh točk in interpolacija po conah. 2) Ročno zajemanje vseh točk v RS (kratica imena procesnega programa RobotStudio) in
interpolacija po conah v RS. 3) Zajem točk s pomočjo 3D laserja – reverzni inženiring, obdelava točk in prenos v RS,
kreiranje trajektorij ter direktni prenos programa v robotski krmilnik.
SLIKA 20: SIMULACIJSKI ROBOTSKI PROGRAM - IZDELAVA TRAJEKTORIJ Vir: Koren (2005, str. 16). 3.2 Strateške odločitve uvajanja TPM-a Izboljšanje delovanja in načina poslovanja je nenehen izziv. Tekmeci, s katerimi se soočamo, so vztrajni in prisotni po vsem svetu, zato nam stari miselni vzorci in prijemi ne zagotavljajo več konkurenčnosti. Poizkušamo torej z različnimi pristopi. Z uvajanjem TPM-a dosežemo večjo zmogljivost proizvodne opreme tako, da se bo nahajala v predpisanem stanju, da bo delovala brez zastojev in okvar in da bo zagotavljala planirano kakovost proizvodov ob povečani produktivnosti. Torej z uvajanjem TPM-a proizvajamo v smeri kupčevega zadovoljstva.

47
O namenu in ciljih uvedbe TPM-a smo že sprgovorili v poglavju 2.3.3. Popolno produktivno vzdrževanje lahko dosežemo le, kot pravi Kutin (1998, str. 23), če nam uspe izpeljati spremembe v delovni kulturi na vseh organizacijskih ravneh. TPM je preizkušen program, ki z razvojem vzdrževanja sproži razvoj v celotni organizaciji - primer »kolesja TPM« prikazujemo v spodnji sliki 21. Vzdrževalci so možni pobudniki takih korenitih sprememb. Pobudo lahko izrazijo s premišljeno izpeljanimi pilotnimi projekti, za kar potrebujejo strateško zavezništvo proizvodnih oddelkov. Ker je naloga zahtevna, je vsestranska izmenjava izkušenj koristna. Tisti, ki na tej poti prednjačijo, so lahko vir vzpodbud znotraj svoje stanovske organizacije. Ob tem se pojavljajo še mnogi drugi sinergijski koncepti, ki sodelujejo pri uvajanju TPM-a in vplivajo na »kontinuirano izboljšanje timskega dela«, »razvoj veščin«, »odpravljanje izgub, zamud in nepotrebne administracije (kot je npr. koncept JIT – Just in Time)«, »čisto in varno delovno okolje«, »maksimiranje učinkovitosti opreme«, zanesljiv sistem kakovosti (npr. ISO 9000)« (Borovnik, str. 16).
SLIKA 21: KOLESJE TPM-A; IZBOLJŠAVE ZA VSE UDELEŽENE! Vir: Povzeto po BMW Werksbroschüre (2002, str. 6). Ko se v nekem okolju odločimo vpeljati novo strategijo vzdrževanja, se s tem odločimo za nov način razmišljanja, organiziranosti in dela, ne samo za nov pristop k vzdrževanju. Pri tem ne gre za skokovite spremembe, ki bi jih bilo mogoče uvesti lokalno in v kratkem času. Cilj vpeljevanja novih strategij ni samo dvig učinkovitosti opreme, ampak tudi višja stopnja usposobljenosti in motiviranosti osebja ter boljše sodelovanje med vzdrževalci, proizvodnjo in upravo podjetja, t. i. »Avtonomna proizvodnja«. Edino takšen pristop zagotavlja dolgoročen uspeh, a zahteva podporo in sodelovanje vseh zaposlenih.
Vzdrževanje
Planiranje
Procesi
Proizvodnja
Management kakovosti
TPM

48
3.3 Analiza izhodiščnega stanja 3.3.1 Pridobivanje podatkov o napakah Po Borovnikovi (2006, str.19) je za uspešno izvedbo analize potrebno zbiranje pomembnih podatkov in informacij o napravi, ki jo obravnavamo. Zato je potrebno najprej zbrati vse obstoječe podatke o njeni zgodovini in procesih, ki se izvajajo na / v njej, in sicer o: • vrstah zastojev in vzdrževalnih posegih na njem, • sistemu merjenja na njem, • proizvodih, • informacije o praksi dela, • vseh vzdrževalnih posegih na njem, • organizacijskih predpisih in navodilih, ki se nanašajo na vzdrževalno službo (obrazci,
ki se uporabljajo), • organizacijski strukturi službe vzdrževanja in • stroških in njihovih vrstah. Z izvajanjem meritev si lahko bistveno pomagamo pri analizi stanja, odkrivanju in preprečevanju težav na napravi, kakor tudi pri iskanju (t. i. diagnosticiranju) in uveljavi ukrepov izboljšav. Izračun skupne učinkovitosti stroja oz. procesa (poglavje 2.1.3) za posamezno napravo je relativno preprost. Odvisen je od ustreznega treninga zaposlenih, od zanesljive baze podatkov o vseh dogodkih, ki se dogajajo na stroju in seveda od točnosti zbranih podatkov. Pri izračunavanju OEE je zlasti pomembno, da ga izvajamo kot redno aktivnost znotraj delovne skupine, ker le tako lahko razumemo pomen posameznih izgub. Model OEE predvideva, da podatke, potrebne za izračun, zbirajo zaposleni, ki neposredno upravljajo z delovnimi sredstvi, za katere se meri OEE. Tako se zajemajo podatki tudi v lakirnicah. Podatke o vrstah in vzrokih za zastoje, njihovo trajanje, podatke o količini narejenih form vpisujejo v dnevno evidenco zastojev operaterji sami. Zbrane podatke potem vodje delovnih skupin vzdrževanja vnesejo v poročilo motenj naprave. Spremljanje in javljanje v začetni fazi uvedemo ročno s pomočjo obrazca za spremljanje zastojev. Obrazec izpolnjuje operater in zabeleži vrsto motnje in čas zastoja. Obrazec mora biti pregleden in lahek za izpolnjevanje, saj ne smemo preobremeniti operaterja z drugim delom, kot je delo na stroju. Z zamudnim ugotavljanjem vrste in časa zastoja bi delavcu s tem delom še povečali zastoje na stroju. Kritična področja kvalitete proizvodov najdemo z FMEA analizo12. To je ena najbolj preizkušenih metod, namenjenih preprečevanju napak in iskanju izboljšav na vseh področjih v proizvodnih procesih. S pomočjo te metode lahko pri vzdrževanju delovnih sredstev kvantitativno določimo kritičnost posameznih sklopov stroja oziroma procesa (Masing et al. 1999, str. 190).
12 Failure Mode and Effect Analysis (analiza okvar in njihovih posledic).

49
FMEA analiza se izvaja v treh korakih. Prvi korak je namenjen ugotavljanju možnih napak, ki se na neki komponenti naprave lahko pojavijo. V nadaljevanju se oceni verjetnost, da bo do teh napak prišlo. V tretjem koraku se presodijo posledice vseh napak, ki lahko nastopijo. Napaka, verjetnost, da se bo pojavila in posledica dobijo skupno oceno tveganja. Posamezne ocene tveganja se združijo in v primeru, da presegajo mejno vrednost, je potrebno ukrepati, da se tveganje zmanjša (Masing et al. 1999, str. 191). Osredotočeni na vzroke dosedanjih okvar, pripravimo na podlagi FMEA analize program vzdrževanja, ki zajema v sliki 22 predstavljene aktivnosti.
SLIKA 22: MODEL PRIPRAVE PROGRAMA VZDRŽEVANJA Simbol: PV – preventivno vzdrževanje. Vir: Prirejeno po Masingu (1999, str. 193).

50
Na podlagi delovnega lista FMEA analize se identificirajo kritične komponente posameznega stroja, izdelajo priporočila za izboljšave ter opredeli mesta, kjer je potrebna nadaljnja analiza.
VERJETNOST ODPOVEDI: POSLEDICA ODPOVEDI: Z = zelo mala verjetnost Z = zanemarljive M = majhna verjetnost M = majhne S = srednja verjetnost S = srednje V = precej visoka verjetnost V = visoke P = pričakovana verjetnost P = ekstremne
SLIKA 23: PRIMER DELOVNEGA LISTA ZA FMEA ANALIZO Simbol: ID je t. i. identifikacijsko število. Vir: Prirejeno po Masingu (1999, str. 195). Podatke, pridobljene s pomočjo poročila motenj na napravi in analize kvalitete proizvodnje FMEA nato obdelujemo s pomočjo raznih delovnih orodij. Najbolj znana je Pareto analiza, s pomočjo katere lahko obsežne baze podatkov ocenjujemo in grafično prikazujemo. Gre za nekakšen filter podatkov, s katerim razvrščamo napake po pomembnosti (pogostost pojava, čas zastoja, stroški ...). Ob enem nam Pareto analiza zagotavlja povratno informacijo in pomoč za sestavo t. i. prioritene liste napak, pri katerih je hitro posredovanje še posebej učinkovito. Njeno uporabo v praksi predstavljamo v poglavju 4.3.2. 3.3.2 Določanje izgub naprave za njene izboljšave Kot smo že zapisali v poglavjih 2.1.3, prikazuje OEE učinkovitost izrabe proizvodnega časa, ki se zmanjšuje, če imamo opravka s t. i. šestimi izvori izgub (slika 5). Na slednje je treba gledati kot na priložnosti za izboljšave naprave, njenih procesov in delovnega okolja.

51
Pri odkrivanju skritih igub, obravnavanih v poglavju 2.1.5, si pomagamo z vprašalnikom »5-krat zakaj«. Gre za preprost postopek pri odkrivanju resničnega vzroka za nastanek problema, ki ga nato lahko grafično prikažemo z diagramom »ribje kosti« oz. »Ishikawa diagramom«. Z njegovo pomočjo identificiramo, raziščemo in grafično prikažemo, v detajlih, vse možne vzroke, ki so povezani z nekim izbranim problemom (glej spodnjo sliko in poglavje 4.3.1). Pri tem se osredotočamo na vsebino in ne na zgodovino problema ali osebne interese. Analizo gradimo konkretno na vzrokih in ne na simptomih napak.
RAZPOLOŽLJIVOST DELOVANJE KAKOVOST - okvare - prosti tek - izmet
- male zaustavitve - popravilo izmeta
- nastavitve in preurejanje - izguba hitrosti - izgube pri zagonu
SLIKA 24: DIAGRAM »RIBJE KOSTI« (»ISHIKAWA DIAGRAM«) Vir: Prirejeno po Matyas (1999, str. 32) in Borovnikovi (2006, str. 22). V kolikor razpolagamo z dejanskim naborom vseh identificiranih izgub, jih lahko razvrstimo tudi glede na nivo odgovornosti za pojav zastoja. Pri tem lahko že opredelimo smernice in prioritete zmanjševanja izgub oziroma področja izboljševanja. 3.4 Načrtovanje projekta izvedbe 3.4.1 Akcijski načrt projekta Naslednja faza uvajanja metode TPM je izdelava akcijskega načrta obnove stroja oz. naprave in programov na njej, ki zagotovi osnovo za nadalne dejavnosti v skladu s planom dela in uvedenim skupinskim delom. Implementacija projekta poteka na osnovi izpolnjevanja osmih elementov »Piramide TPM« za doseganje »Avtonomne proizvodnje«. Ker se TPM razlikuje od pristopov, ki smo jih poznali doslej, razvojni koncept TPM-a prej preizkusimo na izbrani opremi ali napravi. To nalogo imajo pilotski projekti. Za izdelavo ocene stanja obravnavanega pojava in / ali naprave je potrebno izvesti FMEA analizo.

52
Akcijski načrt predvideva podrobne akcije vsebin vzdrževalnih del skupininskih dejavnosti, ki so koordinirane s pomočjo projektne skupine in vključujejo: • Aktivnosti; • Datume in časovno skalo; • Vire sredstev (ljudi, material, čas); • Odgovornosti; • Kontrolo in povratne informacije.
SLIKA 25: MANAGEMENT PROJEKTA – NALOGE PRI IZVAJANJU PROJEKTA Vir: Prirejeno po Burghardtu (2001, str. 13).
Cilj projekta
Organizacija projekta
Organizacija procesa
Načrtovanje strukture
Načrtovanje čas- ovnega poteka
Načrtovanje sredstev
Plan projekta
Kontrola stroškov Kontrola poteka Kontrola uspeha in napredovanja
Dokumentiranje, priprava poročila
Predaja projekta
Zaključna analiza projekta Uporaba spoznanj
Zaključitev projekta
Ocena stroškov

53
V sliki 25 so prikazane posamezne faze projekta s pripadajočimi nalogami glede na potek. In sicer, v fazi definiranja projekta se določijo cilj, organizacija projekta in procesa. V sledeči fazi načrtovanja se osredotočimo in povezano obravnavamo stroške, časovni potek in uspešnost posameznih projektov skupaj. Večina ukrepov je izvedena tekom faze izvajanje projekta. Zaključitvena faza služi ovrednotenju rezultatov in sistematični (upo)rabi tekom projekta osvojenih spoznanj (Burghardt, 2001,str. 11). Podporo sleherni fazi, v kateri se projekt nahaja, omogoča spremljajoča kontrola poteka projekta, ki ima še posebej pomembno vlogo pri zagotavljanju pomembnih povratnih informacij tekom izvedbene faze. Kontrola poteka projekta je del akcijskega načrta projekta. Njena naloga je (Schuh et al. 1998, str. 26), »…zagotavljanje transparentnosti vseh veličin učinkov temeljnega procesa in generiranje utemeljenih in za odločitve relevantnih kazalnikov in podatkov na podlagi testiranj.« Pravočasno mora pomagati prepoznati vsa možna odstopanja in skrbeti, da se proračun ne prekorači. Pomembna sta razpoložljivost in dostop do informacij o učinkovitosti ukrepov v okviru katerih lahko spremljamo, kako daleč so posamezni ukrepi in koraki realizirani. Akcijski načrt vpeljave poteka v obliki projekta, ki ga zastopa in krmili projektni tim. Tega sestavljajo managerji proizvodnih linij, načrtovalec vzdrževanja in proizvodnje ter proizvodni strokovnjak. Izbran gremij delavcev mesečno poroča višjemu managementu o poteku procesov vpeljave TPM in aktualnem stanju naprave. Projektna skupina na osnovi dobro izpeljanega projekta identificira glavne prednosti in slabosti v sedanjem načinu dela in spozna strukturo TPM-a. Prvi projekti v praksi trajajo do tri mesece, dosežki pa sprožijo številne razprave in odločitve o novih projektih. Uvajanje dela v delovnih skupinah prikazujemo strukturirano na sliki 26. Proces dogovora delitve delovnih nalog in določitve vzdrževalnih dejavnosti poteka v skladu z zastavljenim časovnim planom. Preplet procesov in glavne lastnosti omenjenih elementov natančneje opisujemo kot posamezne gradnike »Piramide TPM« v poglavjih 3.4.2 in 3.4.3. Aktivnosti v majhnih delovnih skupinah izkoriščajo modrost proizvodnih delavcev in ženejo naprej izboljšave na delovnem mestu. Izboljšave, ki jih pripeljejo aktivnosti delovnih skupin, nastanejo tam, kjer se delo dejansko izvaja. Za uspeh delovnih skupin je zelo pomembna aktivna podpora vodstva in vzpodbujanje k predlogom za izboljšave na delovnem mestu. Vsaka delovna skupina ima svojega vodjo. Na najnižjem nivoju so člani skupine delavci v proizvodnji, njihov vodja je njihov nadzornik. Nadzornik oz. vodja te skupine je član delovne skupine na višjem nivoju, itd. TPM organizacijska struktura je organizirana navpično s hierarhijo podjetja. Aktivnosti delovnih skupin igrajo odločilno vlogo pri uvajanju TPM metode. Majhne delovne skupine omogočajo zaposlenim, da prispevajo in usmerjajo svoje sposobnosti k uspehu celotnega podjetja. Pomembno je, da so cilji podjetja in cilji delovni skupin usklajeni, saj to vodi k uspehu podjetja kakor tudi k samopotrjevanju zaposlenih.

54
Odgovornost delavcev raste, če jih spodbujamo k ocenjevanju delovnega mesta, uvajanju sprememb in reševanju problemov. Podpora, vodenje in priznanje vodstva so nujno potrebni za dinamično in produktivno delovanje v majhnih delovnih skupinah.
SLIKA 26: POTEK PROCESA UVAJANJA DELA V DELOVNIH SKUPINAH Vir: Borovnik (2006, str. 40). Veliko strokovnjakov je mnenja, da je uspeh majhnih delovnih skupin del treh dejavnikov: motivacije, spretnosti oz. zmožnosti in prijetne delovne klime. Vodstvo je odgovorno za podpiranje in zagotavljanje teh dejavnikov in ima pomembno vlogo pri ustvarjanju prijetne delovne klime. Na sliki 27 prikazujemo delitev in preplet teh dejavnikov. Usklajevanje ciljev zahteva dobro vodenje na delovnem mestu. Naloga vodstva je, da delavce sooči s svojo odločitvijo, da se v proizvodnjo vpelje koncept TPM, in pri delavcih vzbuditi zavest, da tej odločitvi tudi sledijo. Organizirati mora potreben trening, zagotoviti strojna in druga izobraževanja kot tudi poiskati tehnike in metode za izboljšanja (izobraževanje je že samo po sebi motiviranje zaposlenih za reševanje problemov). Druga pomembna vloga vodstva je zagotavljanje ugodne delovne klime. Pri tem je pomembno, da se delavci čutijo dobrodošli na delovnem mestu in so pomemben člen podjetja.
Splošna predstavitev koncepta dela
Definiranje skupin (struktura in velikost)
Priprava fizičnih pogojev Usposabljanje vodij skupin
Natančna opredelitev dela
Pregled aktivnosti delovnih skupin
Pregledi napredka

55
Sledenje in izvajanje v poglavju 2.4.3.2 predstavljenega modula »Avtonomne proizvodnje« predstavlja temelj procesa vpeljave in realizacije TPM. Implementacija vsebuje predstavitev TPM, in sicer po elementih TPM-piramide (glej sliko 14), predstavitev »Avtonomne proizvodnje« in pilotskega projekta, ki mu sledi »Audit TPM« (glej 4.3.4). Elemente piramide, ki so sicer med seboj tesno povezani in so del procesov, v nadaljevanju natančneje predstavljamo in posamično prikazujemo vsebine njihovih nalog, potrebnih za uspešno vpeljavo projekta in doseganje cilja prvega modula v okviru »Piramide TPM«.
SLIKA 27: DEJAVNIKI USPEHA DELOVNIH SKUPIN Vir: Borovnik (2006, str. 41). 3.4.2 Prva stopnica; doseganje izvedbe prvih 25% »Piramide TPM« Na najnižji stopnji »Piramide TPM« zaposlene seznanimo z osnovami in cilji koncepta TPM, pojasnimo jim tudi postopke »Avtonomne proizvodnje«. Postavitev TPM-informacijske deske predstavlja standard za vizualizacijo vseh potrebnih informacij in hkrati postavlja temelj za komunikacijo. Najpomembnejši TPM-kazalnik predstavlja skupno učinkovitost naprave oz. število OEE. Poleg tega je ključnega pomena tudi razprava o »novih« vlogah vsakega posameznika projektne skupine ter določitev odgovornosti, rokov in nadaljnjih postopkov projekta. Temeljno čiščenje, ki se izvede v projektni skupini, poveča tako razumevanje za tehnično opremo kot tudi prepoznavanje signalov motenj naprave. Poleg tega t. i. čiščenje pripomore k poglobitvi razumevanja novih vlog (Perlewitz 1999, str. 35).
MOTIVACIJA
SPOSOBNOST
DELOVNA KLIMA
Trening za dozorevanje, presojanje, motiviranje in organizacija samovzdrževanja za operaterja
Potrebe delavcev Strokovno izobraževanje - tehnike vodenja - strojno, elektro, računališko izobražev.
Korektno psihološko okolje - razvoj in delovanje delovnih skupin v okviru s cilji podjetja
Primerno fizično okolje - sistem avtonomnega vzdrževanja, standardizacija dela

56
»Avtonomna proizvodnja« zahteva spremembo v razmišljanju, in sicer odmik od mišljenja »jaz proizvajam, ti popravljaš« in razumevanje kot »mi smo odgovorni za proizvodne naprave, na katerih delamo«. Odgovornost za proizvodne naprave in kvaliteto postopka se prenese na upravljavce naprav in na tehnično službo. S tem je povezana večja mera samoodločanja in svoboda, na podlagi katere lahko brez občutka odgovornosti sprejemamo odločitve. Za ta element piramide torej velja moto: »Začnimo!«.
Za doseganje uspeha v TPM-fazi so ključni dejavnik priprave, ki jih je potrebno izvesti pravočasno in previdno. Najprej si je potrebno zastaviti cilj, kaj želimo doseči z uvedbo TPM: Za dosego izbranih ciljev je potrebno le-te jasno izraziti in z njimi soočiti vse udeležence. Če se odločimo za vpeljavo TPM, moramo vedeti, da začne teči čas s trenutkom sprejetja te odločitve in zato od začetka naprej ne smemo več popuščati. Pri soočenju delavcev z odločitvijo vodij, da se v proizvodnjo vpelje koncept TPM, je zelo pomembno pri delavcih vzbuditi zavest, da tej odločitvi tudi sledijo. Zato je to odločitev potrebno pri informativni predstavitvi jasno izraziti. Pomembno je, da prepoznamo problematiko trenutne situacije in nujnost uvedbe koncepta, ki ga predstavlja TPM. Če vodje skupine sprejmejo TPM-koncept in ga tudi podpirajo, obstajajo dobre možnosti za njegovo realizacijo. To pomeni, da vodstvo ostalim daje dober vzgled. Oseba, ki od proizvodnih in vzdrževalnih delavcev zahteva določeno mero angažiranosti, mora sama pokazati, da resno stoji za konceptom. Samo razdelitev nalog drugim namreč ne zadostuje (Haberkorn 2001, str. 44). Pravočasno in obsežno informiranje ter diskusija z zaposlenimi bistveno vplivata na sprejetje odločitve med zaposlenimi, ki tako zavestno uspešneje prenesejo in uporabijo miselnost TPM-a na svojih delovnih področjih. Vključeni v raziskavo, bodo zaposlenimi v pripravljalni fazi prejeli informacije o vsebini, nalogah in ciljih TPM-a. Informiranje zaposlenih v večni primerov poteka v obliki skupinskega pogovora. Po predstavitvi informacij imajo zaposleni priložnost, da podajo svoje pripombe in ideje. Tako so že pred začetkom faze TPM na razpolago prve ideje za izboljšavo projekta. Zaposleni, ki so dobro informirani, so aktivni tudi pri iskanju in uresničevanju idej. Zaposleni, ki se udeležijo TPM-faze, se na točno določen termin sestajajo v ustrezno opremljeni TPM-sobi. Na začetku so na sestanku lahko prisotni tudi drugi gosti (npr. člani delavskega sveta, serviserji). Določijo se skupine, zadolžene za določene naloge in raziskovalan področja, izbere govornik, ki zbira rezultate in redno obvešča vodstvo ter udeležence TPM o stanju in aktivnostih (poročanja o vmesnih rezultatih se izvajajo na začetku in na koncu TPM-dneva). Na rednih srečanjih skupine predstavijo tudi svoja mnenja o potrebnih izboljšavah v TPM-procesu.

57
Pomembno je, da se zaposleni s TPM ne soočijo samo na začetku, ampak da imajo možnost slediti rezultatom, na podlagi katerih lahko prepoznavajo izboljšave, ki jih na napravi omogoča TPM. Poleg tega pa je potrebno na »TPM informacijski deski« najti prostor tudi za probleme. Moto tega elementa je namreč: »Naše informacije - vse je jasno!«.
Informacijska deska skrbi za boljše informiranje TPM-skupine, vzpodbuja boljše razumevanje znotraj skupine in skrbi za njeno predstavnost navzven. Glavni namen informacijske table pa naj bi bilo dodatno motiviranje zaposlenih. Iz tega vidika je takšna deska oz. plakat orodje, s katerim lahko na pregleden način predstavimo aktualne informacije, ki lahko kasneje služijo kot osnova za skupinske razprave in so kot neke vrste »imidž« določene skupine. Informacije, ki jih najdemo na informacijski deski, morajo biti aktualne in jasno predstavljene. Za to je odgovoren šef oddelka oz. skupina sama.
Zelo pomemben element »Avtonomne proizvodnje«, ki naj bi posledično vplival na izboljšanje delovanja naprave, je posredovanje podatkov, ki nam lahko dajejo odgovor na vprašanje: »Kje se nahajamo?«. Izjave, kot npr. »Biti moramo boljši!« ali »Naprava ne deluje dobro!« ne vodijo v točno določene izboljšave.
Šele potem, ko na izmerljiv način določimo, kako dober ali slab je proces, lahko odkrijemo potenciale, pri čemer pa potrebujemo ustrezne kazalnike. Dosedanji kazalniki so zajemali le izseke celotnega procesa, kot npr.: natančnost, motnje pri natovarjanju in raztovarjanju, dejanska hitrost stroja, tehnične motnje, število proizvodov, načrtovane zaustavitve ... Potrebujemo torej ustrezen kazalnik, s katerim bi bilo mogoče upoštevati vse izgube in prikazati zmogljivosti celotnega procesa izdelave. To je t. i. število OEE13. Pomembno je, da med izobraževanjem zaposlenim pojasnimo, kaj pomeni OEE. Zato je potrebno OEE definirati tako, da ga zaposleni razumejo, kajti le tako nosi ustrezno sporočilnost. Na OEE namreč vplivajo vsi preostali elementi (vključuje več parametrov in ni dovolj, da se osredotočimo le na en element). Zaposleni morajo najprej razumeti pomen OEE. Le tako jih lahko kasneje soočimo z rezultati OEE vrednosti. Grob opis za boljše razumevanje in predstavo ponuja sledeča preglednica, Tabela 4. Dnevno zasledovanje gibanja števila OEE je nujno potrebno vizualizirati in prikazati na vidnem mestu v napravi. Delavci si tako lažje predstavljajo dosežke svojih posegov in razumejo pomen svojega prispevka, ki postane v obliki številke in linijskega prikaza bolj transparenten. Seveda pa ne smemo dovoliti možnosti skušnjavi, da bi se preoblikovali parametri za izračun OEE z namenom, da bi s tako lažno izboljšanim indikatorjem zadovoljili želje vodilnih delavcev in managementa po uspešnosti učinkov TPM v napravi. 13 Overall Equipment Effectiveness oz. skupna učinkovitost naprave (Brutto-Anlageneffektivität), ki smo jo natančno prodstavili v poglavju 2.1.3.

58
Ocena Definicija Stanje OEE vrednost 1 Zelo dobro • Perfektno stanje;
• Perfektna organizacija PM14; • Brez izpada;
OEE > 85%
2 Dobro • Zanesljiva naprava; • Majhen izpad; • Uporaba in izvedba vseh PM;
OEE > 75%
3 Povprečno • Izvedba preventivnih ukrepov; • Srednja stopnja izpada; • Izpolnjuje zahteve;
OEE > 65%
4 Zadostno (zadovoljivo)
• Umazano; • Visoka stopnja izpada; • Posamezni preventivni ukrepi;
OEE >50%
5 Slabo • Zelo umazano; • Ni preventivnih ukrepov; • Visoka stopnja izpada.
OEE < 35%
TABELA 4: OPIS VREDNOSTI »OEE« GLEDE NA RAZLIČNA STANJA Vir: Al-Radhi in Hauer 1995, str.47.
Priprave so ključnega pomena za doseganje uspeha pri TPM-fazi. Priprave, s pomočjo katerih naj bi prišli do odgovorov na vprašanji »Kdo kaj počne?« in »Kako se bomo tega lotili?«, je potrebno izvesti pravočasno in s potrebno mero natančnosti. T. i. »check lista« služi za dobro pripravo pri izvajanju nadaljnjih bolj zahtevnih korakov uvajanja TPM. Spisek prikazuje naloge, ki se jih je potrebno lotiti in jih oddelati na osnovi časovne lestvice.
V delih zaključne proizvodnje, v katerih je uvedeno skupinsko delo, vzdrževanje naprav ni več samostojna organizacijska enota, ampak so vzdrževalne vsebine del skupinskih dejavnosti. Vključitev zaposlenih v skupine ne vodi samo v povečanje kakovosti proizvodnje, ampak predstavlja za zaposlene tudi večjo motivacijo za razvoj novih idej - to pa prispeva k splošnemu napredku. Oblike skupinskega dela dajejo zaposlenim občutek, da s svojim delom močno pripomorejo k uspehu podjetja. Vsakdo iz skupine je odgovoren za procese (tehnika, organizacija), ki se odvijajo na njegovem podorčju delovanja. Ko zaposleni prevzamejo težje, bolj raznolike in odgovorne naloge, se hkrati izboljša tudi njihova vrednostna predstava. Skupinsko delo predstavlja izboljšanje tudi na področju pretoka povratnih informacij, s čimer se poveča transparentnost naprave; vedeti moramo, kdo kaj, kdaj, kje in zakaj nekaj počne, zato je potrebno razumevanje razdeljenih delovnih nalog.
14 Namen PM-analize je odpravljanje velikih izgub (»P« pomeni »Phenomenon« in »Physical«, medtem ko »M« predstavlja »Mechanism«, »Maschine«, »Man« in »Material«).

59
O pravem skupinskem delu govorimo šele takrat, ko se to trdno usidra v delovnih procesih in vzpostavi »operativna skupina« ob napravi. To pomeni, da del vzdrževalnih del prevzamejo delavci, ki upravljajo napravo. Za to je potrebna sprememba v razumevanju vlog in večja identifikacija z napravami (Jagodeikin 1997, str.87). Vrsta nalog (izvajanje rutinske dejavnosti, ki so povezane z napravami, kot npr. nastavitve, pritrjevanje, kontrola, mazanje in osnovna vzdrževalna dela) se z novo organizacijo prenese v odgovornost upravljavcev naprav, ostale naloge pa glede na pogoje (vrsta in položaj) za popravilo naprave, na zunanje službe. Vzdrževalci pri tem prevzamejo nove naloge (vzdrževanje glede na stanje, diagnostične tehnike, izboljšanje prekomernega delovanja naprav, prevzem izobraževanja upravljavcev naprav na delavnicah). Z novo organizacijo nalog pa se med vzdrževalnimi delavci lahko začne pojavljati strah, da bodo izgubili svoje področje dela in / ali tudi delovno mesto, in posledično sprožati močen upor do uvajanja sprememb, pri iskanju rešitev za boljšo organizacijsko strukturo naprave (Jagodejkin 1997, str.143). Vendar bodo vzdrževalni delavci ostali tudi v prihodnje nepogrešljivi. Potrebno jih bo motivirati s pomočjo zahtevnejših nalog in krepitvijo njihove svetovalne funkcije, kar bo pripomoglo k boljšemu rezultatov na področju proizvodnje. Njihove naloge, ki predstavljajo jedro vzdrževanja, bodo lahko organizacijsko postale »kompetenčni center«, od koder se bo koordiniral del vzdrževalnih nalog, ki so po Barowitschu (2000, str. 65): • Izvedba vzdrževalnih ukrepov, • Izvedba nalog s področja planiranja, koordiniranja in analiziranja ter • Izvedba ukrepov s področja svetovanja, konzultacij in kvalifikacij. Pomembno je, da določimo časovni (akcijski) načrt izvedbe TPM, ki mu kasneje tudi sledimo. V lakirnici so si zadali cilj, da bodo TPM-piramido, ki predstavlja »Avtonomno proizvodnjo«, izvedli v štirih letih, pri čemer naj bi vsako leto izvedli eno njeno stopnjo. Dovoljeno je, da se elementi procesov, ki so tesno povezani med seboj, na začetku prehitevajo in ne sovpadajo povsem s konceptom, ki se časovno nikoli povsem ne ujema z realnostjo.
Temeljno čiščenje zunanjih in notranjih gradbenih elementov naprav, pri čemer se moto glasi: »Čiščenje je tudi nadzor.«, ne pomeni, da gre za cilj, da bo naprava »lepa«, ampak za potek učenja pridobivanja izkušenj, prepoznavati napake, probleme in nepravilnosti v / na napravi oz. njenih delih.
Izmed odkritij nepravilnosti vedno obstaja določen manjši delež tistih, pri katerih obstaja tveganje, da se pojavi okvara ali zastoj, večje število pa je takšnih, ki kvarijo videz okolice, slabšajo preglednost stroja, otežujejo upravljanje stroja, krajšajo življenjsko dobo stroja, povečujejo stroške opravil ...

60
Pomembno je, da uspemo sprejeti preventivne ukrepe, s pomočjo katerih lahko vnaprej prepoznamo napake in preprečimo izpad naprave! Pri strategiji, ki je odvisna od stanja, v skladu s časovnim planom izvedemo nadzor oz. temeljno čiščenje in s tem določimo, v kakšnem stanju se naprava nahaja. Če se pri tem pregledu pokaže, da je stanje naprave doseglo ali preseglo kritično vrednost, moramo ustrezno ukrepati. Zaposleni se morajo zavedati standardov čistoče, upravljavec naprav pa se mora naučiti prepoznavati odstopanja, za kar ga je potrebno tudi ustrezno šolati. Faza splošne kontrole celotne proizvodne naprave lahko vzame veliko časa, vendar pa pri tem lahko dosežemo presenetljive rezultate (Barowitsch 2000, str. 60). 3.4.3 Druga stopnica; vpeljevanje naslednjih 25% (za doseganje 50%) TPM-piramide Druga stopnica razvoja »Piramide TPM« služi določitvi delovnih nalog vzdrževalnih in proizvodnih delavcev ter njihovih odgovornosti, kot tudi ureditvi vzdrževalnih ukrepov (izvajanje in dokumentiranje), ki sprva izoblikujejo prioritete vzdrževalnih del in nato pripomorejo k ustalitvi standardov načrtovanega programa vzdrževanja. Poleg tega se na tej stopnji izvaja šolanje delavcev, ki zagotavlja njihovo usposobljenost za splošno pregledovanje in prevzemanje dolžnosti v / na napravi (Perlewitz 1999, str. 36).
Vizija TPM-a je, da upravljavci naprav in vzdrževalci delujejo tesno skupaj, poznajo vse možne gumbe in nastavitve naprave, ki vplivajo na njeno razpoložljivost, kakovost in stroške, tako da povezani med seboj skrbijo, da njihov del na napravi (in posledično celotna naprava) deluje učinkovito. Zato je potrebno jasno določiti področja vzdrževalnih ukrepov (kakor tudi področja pri njihovem dokumentiranju).
Smisel prenosa nakaterih vzdrževalnih del na upravljavce naprav v delovnih skupinah je hitrejša odzivnost pri nastopu problemov, omejitev količine nepotrebnih komunikacijskih tokov in zaobhajanje nekaterih odvečnih korakov v mreži stičišč. Obenem se na ta način krepi občutek delavca za lastništvo opreme in povečuje njegovo znanje o napravi in opremi. Postopoma postanejo aktivnosti v delovnih skupinah neodvisne od vzdrževalcev in operaterji stroja usposobljeni za »Avtonomno vzdržavanje« (Borovnik 2006, str. 25). Kar pa ne pomeni, da oddelka za vzdrževanje ne potrebujemo več. Vzdrževalni delavci bodo tudi v prihodnje še zmeraj opravljali večja vzdrževalna dela in bodo informirani ob večjih izpadih in odpravljanjih napak. Pomembno je vpeljati ukrepe preventivnega vzdrževanja, pravočasno prepoznati možnost pojava napak in se tako izogniti morebitnim izpadom naprave. Vzdrževanje naprave in njene infrastrukture je prepogosto podrejeno t. i. požarnim ukrepom, ko se neka motnja že pojavi (glej 2.2.1 in 2.2.3), kar zahteva izvajanje korektivnih ukrepov. Posledično nastopi hitra akcija, s katero poskušajo vzdrževalci (v sodelovanju z operaterji naprav) to popraviti in ponovno vzpostaviti normalen tek delovanja naprave.

61
Prej Razvoj vzdrževalnih aktivnosti Kasneje
Slika 28: NAČRTOVANO VZDRŽEVANJE Vir: Povzeto po BMW Werksbroschüre (2002, str. 18).
S pomočjo šolanja in s treningom delavci pridobijo potrebna znanja in se usposobijo za dela na svojih področjih (prevzemanje dogovorjenih odgovornost). Ker se pri uvajanju TPM-a področje delavčevih nalog spreminja, je neprestano in brez popuščanja potrebno stopnjevati njegove sposobnosti, saj se TPM nadaljuje tudi potem, ko je vpeljan zadnji gradnik »Piramide TPM« (Al-Radhi in Heuer 1995, str. 118). Na tem mestu izpostavimo vprašanje: »Kako delati, da bo prav?«.
Podjetja, ki s pomočjo TPM že žanjejo uspehe, v veliki meri zatrjujejo, da sta šolanje in trening najvažnejša gradnika celotnega koncepta. Z njima ne rezumemo poklicno specifičnega in dodatnega izobraževanja, temveč je mišljeno nadgradno izobraževanje na določenem delu proizvodnje, orientirano konkretno na upravljanje in reševanje specifičnih problemov (v veliki meri »učenje na delovnem mestu ob delu«). Kljub temu da so vsebine šolanj in treningov vsakega podjetja drugačne, pa lahko izpostavimo štiri skupna področja; 1) osnovna znanja o TPM-u, 2) tehnike komuniciranja v skupini, 3) znanja o vzdrževalnih delih in 4) znanja o poteku proizvodnje. Pomembno je, da se v delavcih prebuditi zavest, da vsi, ne glede na skupino, kateri pripa-dajajo, »vlečejo na isti strani za isto vrv« in da imajo posledično od TPM vsi večjo korist. Da bo vsak razumel svoje področje in tudi področje svojega »soseda«, je potrebno zagotoviti tako za vzdrževalce, še posebej pa za operaterje, usposabljanje za splošno pregledovanje komponent strojev in celotnega stroja po navodilih vzdrževalcev ter proizvajalca. Operater se v tem koraku nauči, kako pomembno je splošno pregledovanje in ocenjevanje stroja za pravočasno prepoznanje manjših okvar, ki jih tudi sam odpravi.

62
Ob tem se povečuje njegova samostojnost, ki rezultira v »Avtonomnem vzdrževanju«, kot delu »Avtonomne proizvodnje«. Medtem pa vzdrževalni delavci nadgrajujejo svoja znanja, da se poveča kakovost njihovih popravil in vzdrževalnih posegov na napravi, in lahko tako nemoteno izvajajo načrtovana vzdrževalna dela na njej (Al-Radhi in Heuer 1995, str. 118).
Kakor hitro je dogovorjenena delitev delovnih nalog in časovnega plana kot tudi potek vzdrževalnih del, torej korkaka 4 in 6, in so opravljena vsa potrebna šolanja (7. gradnik), je čas, da poiščemo odgovor na vprašanje: »Kdo je odgovoren za katero področje?« in imenujemo ter aktiviramo odgovorne delavce.
Pri tem morajo biti naloge določene s pomočjo enostavnih in razumljivih navodil, da jih je mogoče korak za korakom opraviti brez večjih problemov pri razumevanju in brez nepotrebnih dodatnih opisov in prikazov. Z ozirom na »hišo treh stebrov TPM«, predstavljeno s sliko 12 v poglavju 2.4.3.1, skrbi skupina končne proizvodnje za »Avtonomno proizvodnjo« in pomaga vzdrževalcem pri procesu izboljševanja naprave. Oddelek vzdrževanja pa se nato v sodelovanju s planerji ukvarja s tretjim stebrom »hiše TPM«, ki v okviru zbiranja izkušenj pri delu, ponovno pomaga k izboljševanju končne proizvodnje in samem razvoju proizvodov. Odločilnega pomena je, da vsaka skupina obvlada svoje področje dela, saj ni potrebno, da zna vsak prav vse. Vsi odgovorni delavci v skupinah pa imajo določena skupna osnovna znanja (na področju inšpekcije oz. pregledov, elektrotehniki in iz strojništva), kot prikazuje slika 29.
SLIKA 29: ODGOVORNI DELAVCI ZA DOLOČENA PODROČJA DELA Vir: Povzeto po BMW Werksbroschüre (2002, str. 23).
Znanja na področju inšpekcije/ pregledov
Znanja o strojništvu
Elektrotehnična znanja
= Odgovorni delavec
Vsi člani skupin imajo določena skupna osnovna znanja
skupno znanje vseh skupin

63
3.4.4 Nadaljni koraki postopka vpeljave modula »Avtonomne proizvodnje« Dogovor o želenih dosežkih posameznih proizvodnih timov in okvir stroškov sta predmet tretje stopnice »Piramide TPM«. Gre za dogovor, kako z razpoložljivimi viri doseči zastavljene cilje. Vzporedno z doseženo četrto stopnico »Piramide TPM«, vrhnjega, enajstega gradnika le-te, realiziramo cilj procesa »Avtonomne proizvodnje«. To pomeni, da proizvodni timi delavcev delujejo samostojno in odgovorno, hkrati pa vseskozi izboljšujejo obstoječe postopke in standarde naprave (Perlewitz 1999, str. 37). Vsekakor pa »Piramide TPM« ne smemo enačiti s konceptom TPM, saj ta predstavlja le del njega. Modul »Avtonomna proizvodnja« dejansko temelji tudi na ostalih temeljnih elementih TPM, t. j. »Avtonomnem in načrtnem vzdrževanju«. Cilji tega modula so med drugim tudi hitra odprava problemov, posebej na kritičnih napravah, izobraževanje zaposlenih ter pojasnitev tehničnih vprašanj. Oba modula »Avtonomna proizvodnja« in izboljševanje naprave pomagata najti, s tem ko deluje osebje na napravi usklajeno in optimira vpliv okolja, potenciale na kratki in srednji rok. Medtem ko lahko z obsežnejšim izboljševanjem naprave, ki se koncentrira na tehnične izboljšave naprave in njenih procesov, prej omenjene potenciale še dodatno izkoristimo, kar ima dolgoročni učinek. Na temelju drugega stebra lahko uspešno razvijamo TPM v kasnejših, zrelejših fazah, saj se upira predvsem na vzdrževalna dela, kjer so potenciali mnogokrat spregledani. S časom pridobljene izkušnje nam pomagajo izboljšati povezavo med tehnologijo in načrtovanjem. Ozaveščanje izkušenj na širšem polju delovanja naprave privede do pravočasnega izogibanja napakam in hitrejšega posredovanja pri odstranjevanju njihovih vzrokov ter posledično do stroškovno učinkovitejšega delovanja naprave. 3.5 Optimiranje celovitega produktivnega vzdrževanja 3.5.1 Prikaz procesa optimiranja Ob uvajanju novosti dejanski učinki zelo pogosto odstopajo od pričakovanj. Še posebej, ko se gleda na učinke časovno. Če spremljamo stroške projekta, se ti pričnejo pojavljati že pred začetkom uvajanja sprememb. Učinki se sprva poslabšajo in šele po določenem času dosežejo pričakovane rezultate. Posebno nevarno je, če je v podjetju prisotna nestrpnost in prihaja do predčasnih prekinitev projektov, kajti rezultat takšne prakse so vedno novi neuspehi ter zmanjševanje učinkovitosti podjetja kot celote (Šegel 1999, str.17). Proces optimizacije se začne z iskanjem posameznih vzrokov za pojav določenih nepravilnosti. Vzroke lahko iščemo s preprostimi analizami, kot je analiza »5-krat zakaj«, ki smo jo že predstavili v poglavju 3.3.2 in v sliki 24. Kakorkoli pristopimo k iskanju teh vzrokov, na koncu vedno odkrijemo, da je vzrok za njihov pojav človek; razlogi pa so: • Površnost in malomarnost pri izvajanju preventivnih in korektivnih vzdrževalnih del, • Neredno ali slabo izvedeno čiščenje, • Nejasna odgovornost za opremo in stroje, • Neugodno zasnovana tehnologija stroja,

64
• Neosveščenost in nepoučenost ter • Nepravilno upravljanje s strojem ... Pri izboljševanju obstoječega procesa gre predvsem za to, da razumemo, kako mora nek sistem (stroj) delovati, kaj nam predstavlja kakovost procesa, znati moramo identificirati probleme in priložnosti za izboljšanje. Cilj, ki si ga moramo zadati, pa je preizkus in implementacija najboljših rešitev in to takoj, ko je to mogoče. Teorija omejitev usmerja pozornost na uvajanje in izvedbo izboljšav na stroje in procese, ki nam predstavljajo omejitev v sistemu, v smeri povečanja kapacitete in dodane vrednosti na omejitvah. Dejstvo je, da rezultat procesa ne bo večji, če skrajšamo čase ciklov na ostalih strojih ali operacijah, če smo vezani na neko omejitev. V veliko podjetjih se že v fazi uvajanja katerekoli metode stalnega izboljševanja oblikuje sistem t. i. koristnih predlogov, katerega namen je spodbujati zaposlene k razmišljanju in zbiranju predlogov. V kolikor pa sistem ne vključuje stimulacijskih dejavnikov, sistem velikokrat obstaja le na papirju. Pristop, ki je zelo pogost in uveljavljen v svetu, je izvedba večdnevne delavnice, ki je usmerjena v proces s takojšnim izvajanjem ukrepov. V začetni fazi je pomembno, da si skupina izbere temo ali cilj, ki ni preveč zahteven za realizacijo. Pri njeni izbiri moramo biti pozorni na sledeče: • Skupina mora skrbeti za področje, na katerem naj bi prišlo do izboljšav, • Izbrana tema ali cilj mora biti za skupino izziv in vredna truda, • Tema naj bo v skladu s cilji, • Cilji morajo biti realni, ne prelahki ne pretežki, • Izbrati moramo cilje, ki zahtevajo inovativnost in kreativnost ter končno • Rezultati morajo biti vidni. 3.5.2 Priprava začasnih standardov V tej etapi nastopi pisanje začasnih standardov – postopkov na podlagi potreb, v katerih se podajajo natančni opisi trenutno najboljšega postopka izvedbe operacije za dano aktivnost. Obseg zapisanih standardov je odvisen od: • pridobljenih izkušenj, • odkritih nepravilnosti, • priporočil dobavitelja opreme in • potreb, ki izhajajo iz analiz. Sistem standardizacije prikazan v sledeči sliki 30 nam omogoča, da se postopek vedno enako in kakovostno izvaja. Če temu ni tako, se po določenem sistemu ugotavljajo odstopanja, ki zahtevajo izboljševalne aktivnosti. Sistem standardizacije temelji na znanem Demingovem krogu, z razliko, da etapo Planiranje (P) zamenjuje etapa Standardizacija (S). Tako dosežemo popoln sistem, ki zagotavlja napredek.

65
SLIKA 30: SISTEM STANDARDIZACIJE – »DEMINGOV KROG« Simboli: S – standardiziranje, D - izvajanje, C - ugotavljanje, A - izboljšanje. Vir: Prirejeno po Borovnikovi (2006, str.37). 3.5.3 Trajno izboljševanje Ko enkrat dosežemo večjo učinkovitost in smo zadovoljni z napredkom, ne smemo zanemariti delovnega sredstva in moramo še naprej stremeti k dolgoročnim aktivnostim za povečanje učinkovitosti in izboljševanju vzdrževalnih dejavnosti. Če želimo doseči najboljši učinek, moramo skrbeti, da se ta proces neprestano ponavlja. TPM vsebuje širok program vzdrževanja v vsej življenjski dobi opreme v podjetju in zahteva avtonomijo vzdrževanja ter sodelovanje vseh udeležencev, tako da je vsakdo odgovoren za vzdrževanje opreme, s katero dela. Operater sodeluje z vzdrževalnim oddelkom tako, da postaja čedalje bolj sposoben za zahtevnejše vzdrževalne aktivnost, saj lahko najlažje in najhitreje opazi nepravilnosti ter v sodelovanju z vzdrževalnim oddelkom zagotovi učinkovito delovanje opreme. To pomeni, da je vzdrževanje učinkovito le, kadar se izvaja v sodelovanju med operaterji in vzdrževalci.
Standardizacija (plan)
Učenje in urejanje, izvedba
Izboljševanje
Ugotavljanje problema in iskanje vzroka
C
A
S
D

66
3.6 Presoja dosežene ravni uvedbe TPM (TPM-audit »Avtonomne proizvodnje«) 3.6.1 Terminski načrt »Audita TPM« in njegova izvedba (v lakirnici) Sistematični pregled in nadzor nad izpolnjevanjem posameznih korakov in ukrepov implementacije nudi t. i. »Audit15 TPM«. Z njim ugotovljamo, ocenjujemo in presojamo stanje dosežene ravni uvedbe pilotskega projekta. Audit služi kontroli naprave oz. stroja, merjenju odstopanj od željenega stanja in kot pokazatelj njenih potencialov. Stopnja realizacije vpeljave izraža stopnjo prilagajanja doseženega stanja načrtu vpeljave TPM. »Audit TPM« moramo zato prilagoditi posebnostim tega namena, tako da bo sinhron s projektnim planom implementacije. Le tako lahko zanesljivo preverimo ali smo dosegli zastavljene vmesne in navsezadnje tudi končni cilj. Audit je potrebno izvajati redno, in sicer v ritmu treh mesecev (na začetku projekta tudi pogosteje). Zanj sta značilni sistemačnost postopkov in neodvisnost njegovega izvajalca, ki ne nadzoruje, temveč presoja o nujnosti ukrepov za izboljšave in korekcije (DIN ISO 10011, 1992). V okvir takega sistematičnega »Audita« vključimo vse oddelke, delavce in postopke, ki imajo opraviti z uvajanjem TPM-a. Tudi vodje projekta in podjetja samega morajo »Audit TPM« sprejeti in obravnavati kot bistveni del postopka implementacije TPM-a oz. kot inštrument za izvajanje kontrolinga tega projekta. Le tako si lahko ustvarimo jasno in celostno sliko, na kateri razvojni stopnji vpeljave se nahajamo. Ker se na začetku odražajo spremembe kot posledica uvajanja TPM-a močneje v odnosu do končne proizvodnje, je na slednji tudi poudarek. Izvajanje »Audita TPM« je bistveni del postopka njegove implementacije, ki služi kontrolingu poteka izvedbe akcijskega načrta projekta (glej poglavje 3.4.1) kot najvažnejši inštrument za presojanje dosežene ravni uvedbe TPM za vse udeležence projekta. Kako daleč so posamezni ukrepi in konkretni koraki vpeljave realizirani, transparentno prikažemo na podlagi testnih podatkov in iz njih generiranih relevantnih kazalnikov. Akcijski načrt, ki ga krmili projektna skupina (izbrani delavci), predvideva tudi terminski plan izvajanja »Audita TPM«, s pomočjo katerega naj bi se zagotovilo njegovo redno izvajanje in preverjale v potek procesa vpeljave TPM udeležene organizacijske enote. S pomočjo »Audita TPM« naj bi preverili in potrdili, ali smo dosegli zastavljene cilje, skladno s projektnim planom, ki daje okvir v obliki doseganja posameznih gradnikov »Piramide TPM«. Šele ko lahko potrdimo (s pomočjo »Audita TPM«), da smo uspešno izvršili zastavljene korake vpeljave, lahko začnemo z izvajanjem njim sledečih stopenj projekta, kot shematsko prikazujemo v sliki 31.
15 Beseda »Audit« izhaja iz latinske besede »audio«, ki pomeni »poslušam«.

67
SLIKA 31: »AUDIT TPM« OB ZAKLJUČKU VSAKE STOPNJE ZNOTRAJ
PROJEKTA Vir: Prirejeno po Al-Radhi in Heuer (1995, str. 76). Poleg rednih ugotavljanj dosežene ravni uvedbe TPM-a, »Audit TPM« izvajamo tudi v izjemnih primerih, kot npr.: • kadar se spremeni sestava zasedbe proizvodne skupine in / ali • če integriramo neko novo tehnično napravo. Izvajanje »Audita TPM« se začne z uvodnim pogovorom izvajalcev audita (avditorji) z vodji oddelkov, ki sodelujejo pri projektu. Slednji poročajo o stanju in predstavijo svoje poglede glede projekta vpeljave, medtem ko jim avditorji ciljno zastavljajo vmesna vprašanja, ki jim omogočajo natančnejšo analizo. Ujemanje izjav se preverja z dokumentacijo in akcijskim planom. V drugem delu avditorji pregledajo celotno lakirno napravo. Posebno pozornost posvetijo njenemu stanju, stanju okolja, kot tudi vizualizaciji informacij (»info deska«). Avditorji preverijo, če obstoječi položaj ustreza željenemu.
Vpeljava, 1. korak
Vpeljava, 2. korak
Audit TPM
Postopek končan?
Start
Audit TPM
Postopek končan?
Vpeljava korekcijskih postopkov
Vpeljava korekcijskih postopkov
Da
Da
Ne
Ne

68
Intervju delavcev je eden najpomembnejših delov audita, saj avditor na ta način najlažje ugotovi, če so operaterji in vzdrževalni delavci razumeli svoje nove vloge, če imajo potrebna znanja, in če so sprejeli in »živijo« temeljno filozofijo koncepta TPM. V praksi se je izkazalo, da je zelo koristno, če nekaterim delavcem ponovno pojasnimo cilje in z drugimi izvedemo še dodaten pogovor v obliki odprtega dialoga. Vsekakor pa so ocenjevalni kriteriji temelj tega razgovora, ki ga je zadostno izvesti že na podlagi vzorca določenega števila delavcev, kar skupini avditorjev zadostuje za oblikovanje jasne slike o stanju. Po razgovoru z vzdrževalci, avditor pridobi celosten pregled o situaciji in lažje presoja o doseženi ravni uvedbe TPM. 3.6.2 Kriteriji »Audita TPM« in merjenje stopnje vpeljave Audit izvajamo s pomočjo vprašalnika (t. i. »Check liste«), ki ga podrobneje predstavljamo v prilogi 2 na koncu naloge. Takšni katalogi kriterijev nam omogočajo, neodvisno od avditorjev, uspešno izvesti analizo stanja, objektivno presoditi nivo izpolnitve posameznih kriterijev in pridobiti relativno objektivno oceno stanja vpeljave TPM v proučevanem oddelku (Masing 1999, str.190), s tem da: • Nalogo obravnavamo strukturirano; • Zagotovimo, da so upoštevane vse zahteve; • Zagotovimo komunikacijo z vprašanimi med izvajanjem audita; • Uredimo zbrane podatke in • Optimalno izkoristimo razpoložljivi čas za izpeljavo audita. Rešitve vprašalnika avditorju že vnaprej pomagajo ciljno preveriti, na podlagi rezultatov spoznane potrebe, ki mu omogočijo strukturirano in sistematično izvedbo audita. Da bi pri »Auditu TPM« želena stanja sistema TPM pravočasno in pravilno definirali, pripravimo v fazi načrtovanja odgovarjajoče kriterije, katerih osnova je prav tako katalog s vprašanji, ki se naslanja tako na strategijo kot tudi časovni potek vpeljave TPM (Gaster 1995, str. 55). Za osnovo pri meritvah stopnje vpeljave TPM-a služi ponovno, podobno kot pri strategijah implementacije, idealizirani model JIPM. Seveda omenjenega modela audita in izbranih kriterijev za njegovo izvedbo ni mogoče enostavno prenesti po vzoru »ena proti ena«. Potrebno ga je prilagoditi konceptu vpeljave, veljavnemu v lakirnicah. Poleg tega moramo upoštevati, da JIPM pri podeljevanju nagrade »TPM Award-a« zaobjema in ocenjuje celoten sistem TPM-a neke naprave, ki pa seveda v času implementacije še ne more dosegati željeno visoke in primerljive ravni. Ko pa je znano, kako bi naj izgledal sistem TPM-a po uspešni implementaciji, lahko ob upoštevanju poteka projekta (akcijskega načrta) zastavimo željeni okvir za sistematično izvajanje »Audita TPM« (npr.: ko je postopek vpeljave določenega koraka končan). Preden razvijemo posamezne kriterije za izvedbo »Audita TPM«, določimo skupine oz. kategorije, ki omogočajo boljšo strukturiranost JIPM in njegovo večjo primerljivosti z modelom »TPM Award-a«. Naprej nam ocenjevanje posameznih skupin jasno omogoča prepoznati mesta, kjer je potrebna vpeljava korekcijskih postopkov. Kriterije »Audita TPM« razdelimo v sledeče kategorije:

69
1. Cilji TPM, temeljna filozofija in organizacija TPM; 2. Kontinuirano izboljševanje proizvodnje (KVP); 3. Avtonomno vzdrževanje; 4. Načrtovano vzdrževanje; 5. Kakovost; 6. Izboljševanje naprave; 7. Šolanje in trening ter 8. Varnost, delovi pogoji in varstvo narave. Med elementi, ki jih obrava JIPM, lahko najdemo kategorije, kot so: »Avtonomno vzdrževanje«, »Načrtovano vzdrževanje«, »Izboljševanje naprave«, »Šolanje in trening«, ki se nahajajo tudi med gradniki »Avtonomne proizvodnje« TPM-piramide. Vendar je med njimi mogoče najti tudi kategorije TPM, ki imajo vpliv še na druga področja, in to so: »Kakovost«, »Stalno izboljševanje procesov«, »Varnost in pogoji pri delu ter varstvo narave«. S tem je v kontrolo zajeta zelo široka obravnava koncepta TPM in tudi njegov vpliv navzven. Zajeti so »čisti« vidiki TPM-a, s čimer zagotavljamo, da je po karatkeristiki obsežen koncept TPM-a ustrezno obravnavan v njegovem auditu oz. je presoja dosežene ravni uvedbe TPM ustrezna. Omenjeni idealni model je po pričakovanjih potrebno prirediti in modificirati, za izpeljavo audita pa sestaviti tudi prilagojen vprašalnik. Ta se razlikuje od »idealnega« v strukturi kriterijev in vsebini, naslonjenih na posamezne gradnike koncepta »Avtonomne proizvodnje« v lakirnicah. Na ta način je veliko lažje ovrednotiti stanje teh gradnikov in ugotoviti potrebe za njihovo izpeljavo. Žal pa v audit pri vpeljavi TPM ne bomo mogli zajeti pomembnih vidikov, kot sta »Stalno izboljševanje procesov« in »Varnost in pogoji pri delu ter varstvo narave«. Z auditom pridemo do vrednostnih podatkov, ki jih pretvorimo v informacije. Ko uspešno opišemo stanje, so na potezi avditorji, ki ocenijo stopnjo izpolnitve posameznih kriterijev. Ti razdelijo tabelo kriterijev (0 % = ni izpolnjeno do 100 % = popolnoma izpolnjeno) v pet delov v odsekih po 20 %, s čimer lahko določijo stopnjo izpolnitve posameznih gradnikov »Piramide TPM« na določen časovni trenutek. Zavedati se je potrebno subjektivnosti ocenjevalcev pri vrednotenju kvalitativnih kriterijev. S pomočjo ocenjevalnih kriterijev in metode tehtanja bomo poskusili odstraniti neželene vplive na »Audit TPM«. Za natančnejšo predstavo navajamo ocenjevalno tabelo s formulo za ocenjevanje kriterijev kategorij »Audita TPM« (teh je osem, saj ocenjujemo stanje izvedbe prvih osmih gradnikov »Piramide TPM«).

70
Točke po kriteriju Opisna ocena izpolnitve (izvedbe oz. obstoja) kriterija
10 Popolno izpolnjuje 8 Izpolnjuje z majhnim odklonom 6 Pretežno 4 Delno izpolnjuje 0 Ne izpolnjuje
TABELA 5: OCENJEVALNA TABELA Vir: BMW Werksbroschüre 2002, str. 22.
EB = Stopnja izpolnitve kategorije audita x = Ocena kriterija (xmax = 10) g = Ponder za kriterij (3.1) i = Spremenjljivka k = Število kriterijev kategorije audita
Vir: Prirejeno po BMW Werksbroschüre (2002, str. 23). Ker so ocenjevalni kriteriji razviti in zastavljeni že v fazi načrtovanja projekta, jih je potrebno tekom poteka projekta redno obnavljati. Tako je pri kakršnemkoli posegu tekom vpeljevanja (dodajanje oz. opuščanje ukrepov znotraj določenega koraka vpeljave) te (ocenjevalne kriterije) nujno ponovno primerno prilagodti novim zahtevam. Le tako lahko sprejmemo izvedeni »Audit« kot uporaben inštrument kontrolinga (to je še posebej pomembno z vidika avditorja).
∑
∑
=
=
∗
∗= k
ii
k
iii
B
gx
gxE
1max
1
)(
)(

71
4 UVAJANJE CELOVITEGA PRODUKTIVNEGA VZDRŽEVANJA V LAKIRNICAH TOVARNE MOTORNIH KOLES BMW BERLIN
4.1 Opis lakirnice v tovarni motornih koles BMW Berlin Podjetje BMW16 je leta 1916 začelo v Münchenu z izdelovanjem motorjev za letala. Tovarna v Berlinu, ki se je prav tako ukvarjala z gradnjo motorjev za letala, je bila postavljena nekoliko let kasneje. Kakorkoli, prvi avtomobil so izdelali 1929. leta prav v Berlinu. Prvo motorno kolo znamke BMW je bil model R 32, ki je bil predstavljen 1923. leta na avtomobilskem sejmu prav tako v Berlinu. Ta zračno hlajen dvocilinderski boxer s pogonom na kardan je ostal celih 80 let, vse do nastopa nove »boxer generacije« tipični simbol glavnine motornih koles znamke BMW. Mejnik proizvodnje motornih koles v tovarni v Berlinu predstavlja leto 1949, ko je tovarna začela ciljno usmerjati svojo dejavnost v proizvodnjo delov za motorna kolesa. Danes je v tovarni zaposlenih približno 2000 ljudi, ki dnevno proizvedejo 500 motornih koles (eno, dvo in štiricilinderskih). Leta 2001 je bil proizvedeno milijonto motorno kolo.
SLIKA 32: ZRAČNI POSNETEK TOVARNE MOTORNIH KOLES V BERLINU IN
LOKACIJ ODDELKA UX-T-3 ZNOTRAJ NJE Vir: Prirejeno po BMW Werksbroschüre (2002, str. 2). Med letoma 2001 in 2003 so pri BMW investirali 117 milijonov evrov v postavitev povsem modernega proizvodega objekta za montažo treh proizvodih linij motornih koles. V okviru tega projekta je bila zasnovana tudi nova lakirna naprava, ki je začela delovati konec leta 2003. Oddelek lakirnica (UX-T-3) se deli na naslednja področja: • COC17 Lack 1 oz. stara lakirnica, • COC Lack 2, t. j. je nova, robotizirana lakirnica v okviru na nove zasnovane zgradbe za
montažno proizvodnjo in področje projektnega načrtovanja nove lakirne naprave ter • KTL / Galvanik, kjer se lakira na principu potapljanja in katalitične metode lakiranja. Pilotni projekt vpeljave koncepta TPM v lakirnici so se pri BMW Berlin odločili izvesti na novi lakirni napravi »Lack 2«, ki jo v naslednjem poglavju natančneje predstavljamo.
16 Bayerischen Motoren Werke. 17 Centre of Compentence.

72
4.1.1 Lack 2 – nova lakirna naprava V tovarni v Berlinu od novembra 2003 naprej lakirajo dele za motorna kolesa v novi, robotizirani lakirni napravi, ki z uporabo naprednih tehnoloških postopkov lakiranja izpolnjuje okoljevarstvene norme. Po zagonu nove proizvodne montažne linije – »Dvorana 7.0«, sodi celotna tovarna med najmodernejše med proizvajalci motornih koles na svetu. S postopnim dopolnjevanjem lakiranih programov bo naprava, po vpeljavi novih elementov za lakiranje, v sekvencah vse bolje izkoriščena, s čimer se bo proizvodnja Lack 1 razbre-menila in osredotočila na lakiranje delov s kontrastnim lakom (Schmökel 2004, str 3). Da bi proces in problematiko vpeljave koncepta TPM čim bolj celostno zajeli, bomo na kratko predstavili potek postopka lakiranja v novi napravi Lack 2. Ta je v celoti opisan v prilogi 1 (prezentacija lakirnice Lack 2; dokument podjetja Burkamp18 v nemškem jeziku). Nova lakirna naprava se nahaja v novi stavbi za montažo motornih koles. Razprostira se preko štirih nadstropij (višin: +7,8 m, +11 m, +15,8 m in +17,5 m z nekaterimi vmesnimi etažami). V napravi z barvili, osnovnim lakom in loščilom lakirajo posode za gorivo in plašče za obloge motorjev, ki so sestavljeni iz jekla ali polimernih snovi. Lakiranje poteka v glavnem s pomočjo robotskih rok v posebih conah, kjer so te nameščene. V kabini za lakiranje z barvili se nahaja dodatni prostor za ročno obdelavo nanosa barvila v nujnih primerih. Drugi delovni postopki (kot so npr. namestitev obdelovancev, njihova predpriprava, sušenje, brušenje ind.) se izvajajo avtomatsko v vmesnih delih naprave ali ročno na določenih posameznih delovnih mestih. Vozički, na katerih so nameščene posamezne vrste obdelovancev, imenovani tudi skids19, potujejo avtomatično skozi napravo. Postopek poteka v taktnem razmerju, pri čemer znaša čas takta v glavnem 100 s. Obdelovance je potrebno s transportnim vozilom (npr.: z viličarjem) najprej pripeljati do postaje v prvem nadstropju (+7,8 m), kjer se jih nalaga oz. že obdelane snema s skidov. Skid mora pri tem biti opremljen s primernim nosilcem za obdelovanec, da lahko ta nadaljuje svojo pot skozi samo lakirno napravo. Naloženi vozički so z dvigalom pripeljani na nivo +11,0 m, v zbirno skladišče, kjer jih program razvrsti po potrebi in želji operaterjev. Nosilci za obdelovanec
Osnovni nosilec z luknjičastim držalom
Obdelovanec SLIKA 33: STRANSKI PRIKAZ VOZIČKA »SKID« Vir: Schmökel (2004, str. 7). 18 Glavni izvajalec izgradnje nove lakirne naprave pri BMW. 19 Skid (tudi voziček) je transportno ogrodje, ki služi premikanju obdelovancev skozi napravo.

73
Postopek obdelave različnih delov motornih koles, ki ga shematično prikazujemo v spodnji sliki, v osnovi sestavljajo sledeči elementi: • Dostava obdelovancev, nalaganje skidov; • Predobdelovalni prostor (Vorbehandlungsanlage; VBH); • Sušilni prostor za sprijeto vodo s hladilno cono in skladiščem za umikanje
obdelovancev iz linije; • Lakirna kabina za barvila; • Cona za odparevanje (dušenje), sušilni prostor za barvilo, hladilna naprava; • Kabina za ročno brušenje, drugo skladišče za umikanje obdelovancev iz linije; • Kabina za osnovni lak; • Odparjevalnica in vmesna sušilnica (kaskadni sušilnik); • Kabina z loščilom; • Odparevanje loščila in • Sušilec loščila s hladilno cono in zbirnim skladiščem t. i. »pufer«.
SLIKA 34: SHEMATIČEN OPIS POTI OBDELOVANCA SKOZI LACK 2 Vir: Povzeto po Burkamp (2002, str.10) in iz Priloga 1, str. 6.
Nameščanje obdelovancev
Snemanje
Odmaš-čevanje
Spiranje z neslano vodo
Vetrovna cona
Spiranje
Sušilnik sprijete vode
Hladilna cona
Sušilnik za loščilo
Vmesna sušilnica
Vmesna sušilnica
Sušilnik za barvilo
Hladilna cona
Hladilna cona za osnovni lak
Hladilna cona, barvilo
Skladišče za umikanje
Brizgalni nanos barvila
Odparitev barvila, dušenje
Zbirno skladišče
Skladišče za umikanje
Zbirno skladišče
Kabina za ročno brušenje
Tunel za odparitev, dušenje
Odpareva- nje osnov-nega laka
Odparje- vanje loščila
Barvilo
Barvilo
Loščilo
Hlajenje
Skladišče
Sušenje
Odparjevanje
Cona z roboti

74
4.1.2 Stanje v Lack 2 pred uvedbo celovitega produktivnega vzdrževanja Za novo lakirno napravo, ki je bila pognana v tek v začetku leta 2004, in celotno tovarno je pomembno, da se odpravijo oz. občutno zmanjšajo problemi prenizke proizvodnje delov (številne motenje in pomanjkljiva kakovost delov). Učinkovitost naprave in njenih proizvodov ne ustreza pričakovanjem. Že na prvi pogled, brez načrtovane analize stanja, lahko trdimo, da naprava ne deluje optimalno, in da se v zbirnem skladišču kopičijo slabi proizvodi, ki jih je potrebno naknadno obdelati. Izpade in motnje proizvodnje v lakirni napravi oz. njeni proizvodnji liniji je nujno potrebno zmanjšati. Celotna situacija lahko v najslabšem primeru privede do frustracije vseh delavcev, vodstva in nenazadnje privede celo do zaustavitve lakirnih postopkov, ki jih lahko prevzame in izvaja tudi kakšno drugo, zunanje podjetje. Iz tega vidika je za izboljšanje stanja v lakirnici potrebno uvesti koncept, kot ga predstavlja TPM. Po načrtih kapaciteta lakirne naprave v treh20 delovnih izmenah lahko zagotavlja proizvodnjo 5000 lakiranih delov dnevno, medtem ko pol leta po njenem zagonu zapusti napravo dnevno le okoli 2000 lakiranih delov, 27 različnih vrst za deset različnih modelov motornih koles. Načrtovani obseg proizvodnje je tako nižji od 40%. Omembe vredno je tudi dejstvo, da premajhen delež proizvodov zadovoljuje zahteve prve kontrole kakovosti. Več kot 17 % jih je namreč potrebno naknadno obdelati oz. popraviti (poliranje ali celo brušenje) ter jih ponovno poslati skozi napravo v lakiranje. Zanemariti ne smemo tudi visokega izpada obdelovancev, ki so zaradi različnih pomanjkljivosti in / ali napak tudi po tretji poti skozi napravo še zmeraj ostali nezadovoljive kakovosti. Nekoliko večja izkoriščenost kapacitet naprave in manj prekinjani tok materiala skoznjo je deloma zasluga predelanega zbirnega skladišče in njegove razširitve za obdelovance, pripravljene za lakiranje. Prazni vozički imajo na razpolago več prostora in računalnik z algoritmi sortiranja lahko na devetih stezah hitreje in enostavneje pripravi red vozičkov z obdelovanci za pot skozi napravo. Ob koncu leta 2004 ti algoritmi še zmeraj niso optimalno nastavljeni, prav tako pa tudi ni znana optimalna količina vozičkov, poslana v napravo (povprečno 200 skidov). Izkušnje so še zmeraj najpomembnejša podlaga uravnavanja naprave. Pri tem igra pomembno vlogo tudi takt, v katerem so vozički v serijah zapeljani v lakirnico. Ta za vse dele presega načrtovani dve minuti, kar zmanjšuje stopnjo učinkovitosti. Slednja se po namestitvi nove robotske roke za učenje t. i. »Teachrobot-a« na etaži 14.8 vsekakor vidno popravlja, saj lahko sedaj optimizacija programov lakiranja poteka paralelno z njegovim dejanskim procesom. Razultat spremljanja in analiziranja naprave je natančno poročilo o vrednostih in dejanskem stanju naprave, ki vodijo k njeni postopni optimizaciji, saj ta definitivno ne izpolnjuje njenih pričakovanj. Motnje in izpadi proizvodnje so v prvih treh kvartalih obratovanja napravo stale skupno 80 delovnih izmen, kar pomeni, preračunano glede na delovni dan s tremi izmenami, da je naprava neuporabno stala cel mesec!
20 Neprekinjena proizvodnja izloči visoke stroške ponovnega zagona naprave (elektrika, plin idr.).

75
4.2 Vpeljava koncepta TPM v lakirnici tovarne motornih koles BMW Berlin Pri BMW se je vodstvo odločilo, da za optimizacijo nove lakirne naprave uporabi in aplicira koncept treh modulov TPM, prikazan v poglavju 2.4.3.1 s »Hišo TPM«. V pripravljalni fazi si je vodja lakirnice zastavil cilj, da do konca leta doseže 1. stopnjo TPM-piramide »Avtonomne proizvodnje«, kar pomeni realizacijo vseh petih gradnikov spodnje stopnice oz. 25-ih % »Piramide TPM« (t. j. prvega modula, kot smo prikazali v sliki 14). V akcijskem načrtu projekta procesa optimizacije nove lakirnice (Lack 2) je določeno, da je v prvem oz. začetnem obdobju potrebno dvigniti stopnjo kakovosti proizvedenih delov na nivo 75 %21, torej zmanjšati količino neuporabnih delov. Stopnja razpoložljivosti naprave (Nutzungsgrad oz. NG) bi naj dosegla 85 % celotnega proizvodnega časa, stopnje učinkovitosti naprave (Leistungsgrad oz. LG) pa bi naj znašala 70 %, kar pomeni, da bi na uro zapustilo napravo 21 skidov z obdelovanci. Slednja je v trenutku opazovanja od željene vrednosti najbolj oddaljena, medtem ko sta preostala kazalca bližje željenima vrednostima. Vrednosti teh kazalnikov že redno dokumentiramo in vizualiziramo, tako da so dostopni delavcem. O problemih, ki jih na podlagi omenjenih rezultatov lahko izsledimo, se razpravlja in poskuša dognati načine za izboljšave. Delavci so aktivno vključeni v sam proces implementacije koncepta TPM. Aktualne teme Lack 2 so izbrane in predstavljene na deski TPM kot prikazuje spodnja slika (kar pa ne pomeni, da je ta gradnik že izpolnjen).
SLIKA 35: INFORMATIVNA DESKA TPM V LACK 2 PRI BMW Vir: Lastni posnetek, BMW - Lack 2, leto 2004. Proces vpeljave TPM v lakirnici pri BMW ves čas spremlja inteziven program šolanja in treninga ob delu, kar pomeni, da so se že na začetku vpeljevanja TPM začeli paralelno s temelji prve uvajati nekateri elementi druge stopnice »Piramide avtonomne proizvodnje«.
21 Trije od štirih obdelovancev poslanih skozi lakirno napravo morajo zapustiti naprave brez napak oz. po enkratnem popravilu (»no touch« in »one touch«). T. i. »Direktläuferquote« oz. DLQ.pri tem znaša 75 %.

76
V Lack 2 trenutno pri izvedbi implementacije preskakujejo posamezne gradnike. Dogovarjanja o vzdrževalnih dejavnostih so že v teku, kljub temu da ta element spada v naslednjo etapo. Podobno velja tudi za gradnik »Šolanje in prevzemanje dogovorjenih vzdrževalnih dejavnosti«, medtem ko so nekateri elementi iz prve ravni, kot je npr. gradnik »Razdelitev delovnih nalog in dogovor časovnega plana uvajanja«, zanemarjeni in premalo razviti. To zavira »Imenovanje in aktivacijo odgovornih za naloge«, element druge stopnice. Spremenjen potek akcijskega plana obenem tudi vpliva na stopnjo realizacije ostalih dveh stebrov »Hiše TPM«, to sta »Izboljševanje naprave« in »Pridobivanje izkušenj«. V obravnavo upešnosti vpeljevanja TPM v prvem letu zato vključujemo tudi drugo stopnico, kljub temu da so trije elementi druge stopnje »Piramide TPM« predvideni šele v prihodnjem letu. Tako lahko že na tej stopnji izvedemo oceno stanja s pomočjo TPM-Audita22 »Avtonomne proizvodnje«, s katero analiziramo konkretne ukrepe in realizacijo ciljev posameznih elementov piramide do tretje stopnje, realizacije 50 % »Piramide TPM«. Na tej stopnji nadaljnih treh gradnikov ne obravnavamo. Rezultate TPM-audita »Avtonomne proizvodnje« predstavljamo v naslednjem poglavju. Šele nato lahko tako preverjeno vpeljavo koncepta prenesemo iz pilotnega projekta v ostale oddelke lakirnice (UX-T-3), medtem ko se prezentativno nadaljuje njen razvoj v lakirni napravi Lack 2. 4.3 Presoja dosežene ravni uvedbe TPM v lakirnici LACK 2 4.3.1 Uvedba prvih korakov in izvajanje meritev Za analizo stanja in izboljševanje učinkovitosti delovanja naprave v oddelku lakirnica so inženirji vseh treh lakirnic oblikovali svoj kazalnik skupne učinkovitosti naprave (OEE). Praktično je število OEE v Lack 2 v uporabi že od aprila 2004. Z njegovo pomočjo smo na podlagi natančnejših raziskav uspeli odkriti veliko vzrokov za napake in izpade, ki smo jih nato lahko odpravili. Da bi bila izpeljava izračuna števila OEE dosledna, kar je relevantno za njeno kakovostno uporabo in pri vplivu na parametre naprave, smo maske za posamezne prikaze redno razvijali in jih oblikovali glede na posebnosti in potrebe naprave. Kot smo že predstavili v poglavju 2.1.3, lahko izračun števila OEE zapišemo kot produkt treh komponent v procesu (stopnje razpoložljivosti naprave (NG), njene učinkovitosti (LG) in (DLQ) stopnje kakovosti proizvedenih delov). Število OEE za napravo Lack 2 se je v času analize (november 2004) nahajalo še zmeraj pod 50 %, kar nedvomno kaže na dejstvo, da vrednosti parametrov, s pomočjo katerih ga izračunavamo, še zdaleč niso optimalne. Potenciale za izboljšave je potrebno naprej odkriti, jih nato ustrezno razumeti in usmeriti, da bi jih lahko čim prej začeli izkoriščatiti. Z analiziranimi vrednostmi posameznih komponent števila OEE za napravo Lack 2 se bomo podrobneje soočili v nadaljevanju.
22 Vrednotenje se izvaja kontinuirano na osnovi vprašalnika (»Check list« v prilogi 2) vse do dokončne vpeljave in izpolnitve zadnjega gradnika TPM. Po potrebi aktualiziramo tudi v analizo vključene kriterije.

77
Vrednost parametra DLQ se je v zadnjih štirih mesecih sicer povečala za 10 odstotnih točk, vendar je v mesecu novembru ostala nespremenjena in je znašala 71 %, kar je bilo pod zadano mejno vrednostjo 75 %, ki naj bi bila dosežena konec tega meseca. Povečanje vrednosti DLQ je bilo rezultat sledečih ukrepov: • Milejši kriteriji preverjanja kakovosti (vključevanje delov z nekoliko večjimi
pomanjkljivostmi v prodajo, ki še zmeraj zadovoljujejo zahteve strank) in • Redno izboljševanje nastavitev lakirnih programov (izboljševanje in optimiranje
parametrov procesov). Proizvodi naprave, lakirani deli, trenutno v celoti ne odgovarjajo zahtevam po kakovosti pri BMW, zato gredo v prodajo le preverjeni in izbrani deli. Izmet in nizka kakovost obdelovancev, ki jih je glede na ocenjeno stopnjo pomanjkljivosti potrebno ponovno pošiljati skozi napravo, sta logični posledici nezadostne kontrole naprave in nastavitev njenih parametrov (npr. napačno razmerje odmerjenih snovi v osnovnem laku). S pomočjo uvedene »Check liste« pri kontroli naprave smo uspeli doseči že nekatere izboljšave. Ena izmed možnosti za rešitev problema povečanja kakovosti, ki je prav tako v uporabi, je uvedba diagrama vzrokov in posledic (t. i. »Ishikava diagama« oz. diagrama »ribje kosti«). Različni problemi v zvezi z materialom, napravo, delavci, metodami, meritvami in sredstvi so navedeni na diagonalah, ki izhajajo iz osnovne osi, kjer je navedena posledica (izpad ali neka napaka), ki jo želimo s pomočjo te analize odpraviti.
SLIKA 36: UGOTAVLJANJE VZROKOV ZA DELCE UMAZANIJE V LAKU NA
OSNOVI DIAGRAMA »RIBJE KOSTI« (LEVA STRAN TANKA, R°28) Vir: Pohl (2005, str 38).
umazanija v laku»titansilber«
leva stran R28 tank
naprava človek
metoda material
okolje
meritve
temperatura
vlažnost zraka
presoja glede na norme
vizualno
preverjanje pravilne pozicije obdelovancev na nosilcih
dolžina kabine je prekratka
najasnosti v elektrostatiki
temperatura
viskoznost
delci oz. sprijemanje laka
usklajevanje sistemov lakiranja
sestava razmerij ni ustrezna
vsebovanje trdnih delcev
kabina za ročno brušenje
predel z nameščanjem delov
pripravljalec barv
kontrolor linije
vozčki in nosilci - skladiščenje - razbarvanje
mesto/ položaj delca umazanije (osnovni lak, lak in loščilo idr.)
umazanija in delci
zračenje, filter, razmerja v pritisku
predobdelava obdelovanca +laka
čiščenje (glede na del naprave)
namestitev (pištole, cevovodov, mešalnika)
presežek spreja (skid, robot, kabina z loščilom)

78
V sliki 36 na primeru izbranega obdelovanca (levo stranjo tanka za model R°28) prikazujemo, kako smo s pomočjo omenjenega diagrama našli glavne vzroke za delce umazanije v laku, titan-srebrne barve (titansilber). Ti so bili visoka stopnja motenj teka naprave, povečani časi taktov, slabe metode vzdrževanja in nizka osveščenost operativnih delavcev. S sistematičnim postopkom vprašanj o vzrokih in na njihovi osnovi ugotovljenih posledicah, smo razvili zgornji diagram »ribje kosti« in prišli do sklepa, da zaradi prepogoste potrebe po naknadnih korektivnih ukrepih pri tem obdelovancu, ki zahtevajo visoke stroške, prenehamo z lakiranjem tega proizvoda v robotizirani lakirnici - Lack 2 - in proizvodnjo prestavimo ponovno v staro lakirnico - Lack 1, kjer je lakiran ročno. Od julija naprej je vrednost parametra LG konstantno rastla, vendar se je nato v mesecu novembru zmanjšala za 10 odstotnih točk na vrednost 66,3 % in se s tem ponovno znižala pod zadano mejno vrednost 70 %, ki smo si jo zadali doseči do konca leta. Pri tem ne smemo zanemariti dejstva, da gre dnevno skozi napravo 25 % praznih vozičkov.
22,620,415,617,915,521,418,119,520,819,119,021,321,5 17,1 24,1 19,6
0
5
10
15
20
25
30
35
4. 5. 6. 7. 8. 11. 12. 13. 14. 15. 18. 19. 20. 21. 22. 25. 26. 27. 28. 29.
delovni dan
LG voziček / uro
naloženi prazni max 30 kosov/ uro LG povprečni LG
SLIKA 37: STOPNJA UČINKOVITOSTI NAPRAVE (LG) LACK 2 – OKTOBER
2004 (Št. naloženih in praznih vozičkov na uro pri snemanju z naprave.) Opomba: LG (Leistungsgrad) predstavlja stopnjo učinkovitosti naprave Lack 2. Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004. Iz zgornje slike lahko opazimo pozitivno korelacijo med vrednostjo LG in količino praznih vozičkov, torej skidov, ki gredo skozi napravo brez delov za lakiranje. Več kot je v napravi praznih vozičkov, boljša je vrednost števila LG. To bi lahko vodilo do absurdnega ravnanja, saj bi z namenoma povečevano količino praznih vozičkov lažno povečevali vrednost števila LG, kar pa seveda ne bi imelo pravega smisla. Trenutno znaša taktni čas skoraj vseh serijskih delov več kot dve minuti (v osnovi je bil načrtovani dvominutni takt), kar povečuje čas pretočnosti in zmanjšuje količino obdelanih delov. Slednje pa ima za rezultat nižjo vrednost parametra LG.

79
Delavci ob snemanju obdelovancev z vozičkov vodijo knjigo dela svoje izmene, kamor vpisujejo tudi vse napake in motnje, ki so nastopile tekom procesa lakiranja. Na podlagi zbranih podatkov je bilo mogoče začeti izvajati analizo motenj in jih sistematično odpravljati. Stopnjo razpoložljivosti naprave (NG) smo tako uspeli dvigniti nekoliko nad željeno mejno vrednost 85 %. Delež motenj v celotnem razpoložljivem času naprave se je v osmih mesecih posledično znižal iz 26 % na 14 %, kar prikazuje tudi v spodnji sliki vnešen linijski trend. V tem obdobju je bila na račun motenj razpoložljivost naprave v povprečju za 18 % nižja od njene optimalne.
SLIKA 38: DELEŽ MOTENJ V RAZPOLOŽLJIVOSTI NAPRAVE (NG) LACK 2
(Od marca do novembra 2004.) Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004. V lakirni napravi Lack 2 izračunavamo število OEE že od meseca aprila, kar predstavlja veliko prednost pri začetku vpeljave koncepta TPM, saj lahko z njeno pomočjo veliko lažje opisujemo poteke v napravi. Vrednost kazalnika OEE je še zmeraj nižja od 50 %, kar kaže na obstoj pomanjkljivosti oz. številnih nepravilnosti v parametre (NG, LG in DLQ) zajetih elementov, ki ne ustrezajo željenim vrednostim. Dejstvo, da se vrednost OEE nahaja tako nizko, ne sme negativno vplivati na motivacijo delavcev v napravi, nasprotno - mora jih vzpobujati k iskanju možnih izboljšav za optimizacijo potekov naprave. Kako so se gibale opisane vrednosti v mesecih od marca do novembra leta 2004 prikazujemo s sliko 39 na naslednji strani. Očitno je dejstvo, da linearni trend kazalnika OEE narašča zelo počasi, za kar sta glavna vzroka nizka vrednost parametra LG in nizka stopnja kakovosti proizvodov (DLQ).
0
5
10
15
20
25
30
mar. apr. maj jun. jul. avg. sept. okt. nov.
razmerje (v %) št. motenj v razpoložljivosti naprave
št. motenj (%) povprečje motenj trend pogostosti motenj
mesec

80
SLIKA 39: VREDNOST KAZALNIKA OEE (Z LINERNIM TRENDOM) IN
PARAMETROV LG, NG IN DLQ V LACK 2 (Marec - november 2004.) Opombe: NG (Nutzungsgrad): »Stopnje razpoložljivosti naprave«.
DLQ (Direktläuferquote): »Stopnje kakovosti proizvedenih delov«. LG (Leistungsgrad): »Stopnje učinkovitosti naprave«. OEE (Overall Equipment Effectiveness): »Skupna učinkovitost naprave«. Linearni trend OEE je izračunan s statistično metodo najmanjših kvadratov.
Vir: Prikaz na osnovi podatkov in izračunov lastne raziskave pri BMW (2004). 4.3.2 Raziskovanje motenj in napak Zadnje tri mesece smo intenzivno analizirali glavne točke najpogostejših napak v napravi (ki jih spremljamo že od meseca januarja 2004), da bi izmerili njihovo velikost in ugotovili njihov vpliv na proces proizvodnje, pri čemur smo glavne sistemske napake že uspeli izločiti. Vrednost že omenjenega parametra NG se je posledično povečala. Da bi bilo napake možno čim bolje prepoznati, smo napravo elementarno razdelili in definirali njena funkcijska področja, kot sledi: • Tehnika postopka (Verfahrenstechnik - VT), tehnično in ekonomično izvajanje
procesov, kjer se obdelujejo lakirni deli. • Tehnika tekočega traku (Fördertechnik - FT), izvedba priprav zagona tekočega traku. • Roboti (Roboter - Rob), lakirne roke robotov v kabinah za lakiranje. • Oskrba barvil (Farbversorgung - FV) in • LADI, upravljalni računalniški sistem naprave. V izbranem obdobju med 9. avgustom in 22. septembrom 2004 se je funkcijsko področje FT izkazalo kot najbolj problematično, saj smo na njegov račun zabeležili 230 ur motenj (48 % časa vseh motenj), ki so nastopile 52-krat (63 % vseh 81 pojavov motenj), kar grafično prikazujemo v sliki 40 na naslednji strani.
0
20
40
60
80
100
mar. apr. mar. jun. jul. aug. sep. okt. nov.
vrednosti v %
OEE NG LG DLQ Linearni trend OEE
mesec

81
48%
18% 16%13% 5%
63% 16% 15% 4% 2%0
50100150200250
FT LADI VT Roboter FV
št. motenjtrajanje motnje v urah
motnja
Absolutno število motenjO dstotek motenj v urah v razpoložljivosti
SLIKA 40: ABSOLUTNI IN RELATIVNI ČAS MOTENJ IN NJIHOVA
POGOSTOST V LACK 2 (Od 32. do 40. koledarskega tedna.) Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004. Dejansko problematiko področja FT prikazujemo ponovno v obliki histograma v sliki 41, kjer lahko takoj razberemo, da so v posameznih mesecih motnje nastopile prav tam.
SLIKA 41: KONSTANTNOST POJAVLJANJA MOTENJ PO PODROČJIH LACK 2
(Od meseca januarja do avgusta 2004.) Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004. Da bi lahko čim bolj sistematično odpravili motnje, smo pričeli raziskovati področje FT po posameznih elementih, pri katerih so se napake pojavile, ter beležiti datume njihovega nastopa. Na ta način so motnje postale bolj pregledne, kar je olajšalo njihovo odpravljanje. Izkazalo se je, da je najpogostejši vzrok »pozicioniranje« oz. »slaba nastavitev obdelovancev« na držala, pritrjena na vozičke, kar pa posledično pomeni (dodatno) izgubo časa, saj so bili obdelovanci več časa na tekočem traku.
0
15
30
45
60
75
90
FT VT FV LADI Rob
motnjav
mesecu
relativna pogostost motenj
jan.feb.mar.apr.majjun.jul.avg.

82
0,40,40,90,90,91,31,72,283,2 5,6 2,6
0
50
100
150
200
motnja
pogostost zdeležem v %
193 13 6 5 4 3 2 2 2 1 1
0 193 206 212 217 221 224 226 228 230 231
pozicija napaka čitalnika
čas teka FU naloženost drugo izložišče svetlobna zapornica
robot zbirno skladišče
Ladi
SLIKA 42: »PARETOV DIAGRAM« POGOSTOSTI MOTENJ NA PODROČJU FT
(NJEGOVIH ELEMENTOV) V LACK 2 (33. - 40. koledarski teden, 2004.) Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004. S pomočjo »Paretovega diagrama« v sliki 42 lahko ugotovimo, da so motnje nastopile prav pri pozicioniranju, saj ta postavka najbolj pritegne pozornost v omenjenem grafičnem prikazu. Razultat sistematičnega raziskovanja je bilo občutno zmanjšanje pogostosti pojavljanja majhnih t.i. »psiholoških« napak ali ponekod celo njihova izkorenitev. 4.3.3 Dogovor o delitvi področja vzdrževalnih del V Lack 2 upravljavci naprav odpravljajo motnje in zastoje na področju FT, skrbijo za nemoteno delovanje področja FV, VT in njihovo aplikacijo. V tesnem sodelovanju z vzdrževalci, ki priskočijo na pomoč pri odpravljanju zahtevnejših motenj in specialnih vzdrževalnih ukrepih, je naprava pod rednim nadzorom. Vse vzdrževalne dejavnosti so dokumentirane in podvržene zakonskim predpisom za njihovo izpeljavo. Slednje prikazujemo na primeru spodnje tabele.

83
Domena dela
Dajavnost Zaključevalec
del Strokovni delavec
Centralna delavnica
Koordinacija
Odprava motnje - X X FS Dokumentacija motnje - O - Sodelovanje pri odpravi motenj *
O X - FFM
Preventiva * X - FFM - 2 x 15 minut X X - Vzdrževalni kartončki X - - Izravnava X - Čiščenje * X O - FFM Popravilo komponent - - X
TABELA 6: DOKUMENTACIJA VZDRŽEVALNIH DEJAVNOSTI Legenda: X = do sedaj, O = novo, FS = strokovnjak (Fachspezialist),
FFM = delavec / operater (Fertigungsfachmann) * velja tudi pri drugih prekinitvah v napravi (nalaganje in razlaganje itn.)
Vir: Prikaz na osnovi podatkov lastne raziskave. Iz slike 43 lahko razberemo, da v oddelku Lack 2 delavci sami (stroškovno mesto 0485) pravzaprav že od meseca avgusta odpravijo približno 90 % vseh napak, ki so se pojavile. V kolikor jim samim teh napak ne uspe odpraviti, vzpostavijo stik z zunanjim storitvenim podjetjem »InPro« in / ali lastnim oddelekom vzdrževanja.
SLIKA 43: ODDELKI, ZADOLŽENI ZA ODPRAVLJANJE MOTENJ V LACK 2
(Od januarja do oktobra 2004.) Vir: Prikaz na osnovi podatkov lastne raziskave pri BMW v Lack 2 v letu 2004.
0 10 20 30 40 50 60 70 80 90
100
jan. feb. mar. apr. maj jun. jul. aug. sept. okt. nov.
Relativna zadolženost (v %) Delavci odd. Lack 2 Vzdrževalni odd. in drugi

84
4.3.4 Rezultat »Audita TPM« v lakirnici Lack 2; dosežena raven uvedbe TPM v prvem letu Na koncu prvega obdobja uvanja TPM smo izvedli tudi prvi »Audit TPM«. Na podlagi izpolnjenega vprašalnika stanja uvedbe »Avtonomne proizvodnje« TPM v Lack 2 smo po prvem intervjuju ugotovili njeno stopnjo, ki smo jo dosegli. Rezultat raziskave vrednotenj posameznih kategorij oz. gradnikov »Piramide TPM« je bil zelo nizek in pod ravnjo 50 % implementacijske vrednosti, ki smo si jo zadali kot ciljno vrednost ob koncu tega obdobja. Ocenjena vrednost prvih osmih temeljnih gradnikov piramide, t. j. realizacija njenih spodnjih dveh stopnic (realizacija do 50 % »Avtonomne proizvodnje«), je znašala 44,4 %, če pa bi upoštevali le prvo stopnico (pet gradnikov, realizacija 25 %), pa je ta bila nekoliko večja, in sicer je dosegala nivo 45,6 %. Tekom intervjuja (in seveda tudi po njem) smo izvajali še določene ukrepe, ki jih v raziskavo še nismo mogli zajeti, vendar s tem bistveno ne bi pripomogli k izboljšavi rezultata, ki je bil pod pričakovanji in planom. Za osnovo pri meritvah stopnje vpeljave TPM in ovrednotenju njene uspešnosti služi (konceptu vpeljave v lakirnicah BMW) prilagojeni idealizirani model JIPM. V sliki 45 v obliki mrežnega diagrama grafično prikazujemo površino uresničitve vpeljeve TPM v prvem letu glede na stopnje izpolnitve in vrednosti posameznih gradnikov »Piramide TPM«, vključenih v raziskavo »Audit TPM«. Takoj lahko opazimo, da niti eden od gradnikov ni popolnoma izpolnjen in da posledično skupna stopnja vpeljave TPM in njen relativni delež močno odstopa od optimalnega stanja (100 % pokritost celotne površine diagrama). Vsekakor je rezultat gradnika »Določitev področja vzdrževalnih ukrepov« oz. določitev vzdrževalnih dejavnosti že na zelo visokem nivoju (80 %). Tudi področja »Vizualizacija«, TPM-deska s kazalniki in »Temeljno čiščenje in inšpekcija« presegajo 50 % realizacijo, medtem ko je večina preostalih (temeljnih) gradnikov še zmeraj na zelo nezadovljivi ravni.
Status uvedbe TPM
80%
60%
56%
56%
47%
36%
32%20%
0%
25%
50%
75%
100%Delitev delovnih nalog, plan uvajanja
Imenovanje in aktivacija odgovornih
Temeljna filozofija
Šolanje in prevzemanje dogovorjenihvzdrževalnih dejavnosti
Opis stanja, kazalniki
Temeljno čiščenje
Vizualizacija
Dogovor o vzdrževalnih dejavnostih
SLIKA 44: REZULTAT »AUDITA TPM« V LAKIRNICI LACK 2 (PRILAGOJENE
KATEGORIJE GLEDE NA IDEALNI MODEL JIPM »TPM AWARD-A«) Vir: Podatki zbrani s pomočjo vprašalnika priloge 2.
13. dec. 2004

85
5 SKLEP 5.1 Ugotovitve aplikativne raziskave Namen tega magistrskega dela je bil preučiti povečanje učinkovitosti v procesno naravnananih proizvodnih področjih s pomočjo uporabe metode celovitega produktivnega vzdrževanja - TPM. Proizvodno področje v tej raziskavi je bila nova lakirna naprava v tovarni BMW v Berlinu. Na tem primeru smo analizirali, kako lahko poteka vpeljava koncepta TPM, prilagojenega specifičnim lastnostim in zahtevam omenjene lakirne naprave. Cilji raziskave so bili analizirati vpliv koncepta TPM na izboljšanje razpoložljivosti proizvodnih naprav v lakirnicah (zmanjšanje števila zastojev in časovnih izgub njihovega odpravljanja), minimiranje števila nekakovostnih proizvodov in izpada (povečanje učinkovitosti naprave, števila in kakovotsti proizvodov). Obvladovanje teh faktorjev zmanjšuje stroške proizvodnje in povečuje konkurečnost na trgu. Pilotni projekt uvedbe koncepta TPM smo izvajali v lakirnici tovarne BMW v letu 2004 (od marca do decembra) z zastavljenim ciljem, da bi ob koncu leta 2004 izpolnjevali temeljne ukrepe in vodila modela TPM vsaj do vrednosti 25 %. Pri tem gre za izpolnjevanje kriterijev gradnikov (miljnih kamnov) osnovnega segmenta »Piramide TPM« (slika 14) oz. doseganje 25 % cilja »Avtonome proizvodnje«. Pri implementaciji TPM smo preskakovali posamezne gradnike prve in druge ravni in nismo strogo upoštevali vrstnega reda njihove vpeljave. Zaradi spremenjenega poteka akcijskega plana smo v oceno vključili prvih osem temeljnih gradnikov »Piramide TPM«, t. j. realizacija njenih spodnjih dveh stopnic (realizacija do 50 % »Avtonomne proizvodnje«). Pri oceni stopnje realizacije uvedbe koncepta TPM smo izhajali iz idealiziranega modela JIPM, vendar pa smo kategorije »TPM Award-a« prilagodili konceptu vpeljave (»Piramide TPM«) v lakirnici pri BMW. Rezultat prvega »Audita TPM« (grafični prikaz v sliki 45 na osnovi vprašalnika, Priloga 2) je pokazal, da je bila uspešnost procesa vpeljave koncepta TPM daleč od pričakovanj in je bila še precej v začetni fazi. Ob koncu prvega obdobja bi, glede na plan, namreč morali biti vsi temeljni gradniki že izpolnjeni, kljub temu pa smo ugotovili, da je v vseh opazovanih kategorijah znanje delavcev o TPM samem, posebno glede njegovih ciljev in uporabnosti, nezadostno. Slednje je imelo za posledico nizko vrednost kategorij audita »Temeljna filozofija« (36 %), kar je dejansko najbolj nezadovoljivo dejstvo. V trenutku raziskave, programi šolanja še niso bili izpeljani do konca in prav tako ne dokončno določena področja vzdrževalnih del. Njuna realizacija na ravni 47 % je tudi vplivala na nizko vrednost omenjenega gradnika »Temeljna filozofija«. Dejstvo, da je element TPM-piramide »Opis stanja s kazalniki« na intervjuju dosegel vrednost 56 %, ob zgornjih spoznanjih ni zadovoljivo, saj za njegovo razumevanje pri delavcih, glede na prejšnja spoznanja (nizke vrednosti gradnikov), ne more imeti polne uporabne vrednosti. Logična posledica je, da odgovornih za naloge do trenutka izvedbe vprašalnika še ni bilo mogoče imenovati in aktivirati (ter dosega nivo 20 %). Ostali elementi »Piramide TPM« so bili pretežno dobro izpolnjeni, vendar nam opis celotne situacije na podlagi »Audita TPM« pove, da so glede na rezultate prve raziskave (vrednosti izbranih kategorij) pri BMW v Lack 2 še močno oddaljeni od njene dokončne realizacije. Ta je namreč znašala pri oceni realizacije »Avtonomne proizvodnje« do 50 %

86
(spodnjih dveh stopnic »Piramide TPM«) skupno samo 44,4 % vpeljave prvih osmih temeljnih gradnikov »Piramide TPM«. Če pa smo upoštevali le prvo stopnico (pet gradnikov, realizacija 25 %, kot je bil prvotni plan), pa je ta bila nekoliko večja, in sicer je dosegala nivo 45,6 %. Vzporedno s prvim intervjujem smo izvajali še določene ukrepe, katerih učinkov v raziskavo še nismo mogli zajeti, vendar s tem bistveno ne bi pripomogli k izboljšavi rezultata, ki je bil pod pričakovanji in planom. Po drugi strani smo z vpeljavo koncepta TPM poostrili opazovanje procesov v napravi, kar je povečalo potrebo po vzpostavitvi ustreznih sistemov za njihovo ocenjevanje. Da bi odkrili in izkoristili področja, kjer obstaja potencial za izboljšave, smo meseca aprila 2004 začeli meriti učinkovitost lakirne naprave s standardiziranim kazalnikom skupne učinkovitosti naprave - številom OEE, ki nam pove, kako uspešno s pomočjo TPM sledimo cilju maksimizacije učinkovitosti naprave. Število OEE, sestavljeno iz produkta treh parametrov (LG, NG in DLQ), se je v času naših raziskav nahajalo na prenizki ravni, in sicer pod 50 %, kar je očiten dokaz, da obstaja v elementih omenjenih paramterov še veliko »prostora«, za boljše izkoriščanje naprave in izboljšanje njene učinkovitosti. V sliki 39 smo prikazali, kako so se gibale njene vrednosti po mesecih. Vzroke za nizko vrednost števila OEE je potrebno iskati v treh parametrih, ki so njegov del, in sicer je bila stopnja kakovosti proizvedenih delov (DLQ) pod zadano mejno vrednostjo 75 %. Lakirani deli niso povsem odgovarjali zahtevam po kakovosti pri BMW. Relativno visok izmet in nizka kakovost obdelovancev, ki jih je bilo glede na ocenjeno stopnjo pomanjkljivosti potrebno ponovno pošiljati skozi napravo, sta bili posledici nezadostne kontrole naprave in nastavitev njenih parametrov. Prav tako je bila pod zadano mejno vrednost 70 % stopnja učinkovitosti naprave (LG). Taktni čas skoraj vseh serijskih delov je znašal več kot dve minuti (v osnovi je bil načrtovani dvominutni tak), kar povečuje čas pretočnosti in zmanjšuje količino obdelanih delov. Pri tem ne smemo zanemariti dejstva, da je dnevno šlo skozi napravo 25 % praznih vozičkov, kar je sicer pozitivno vplivalo na vrednost števila LG in eventuelno DLQ, vendar na račun stopnje razpoložljivosti naprave (NG), ki smo jo uspeli dvigniti nekoliko nad željeno mejno vrednost 85 % (optimalne razpoložljivosti naprave). Delež motenj v celotnem razpoložljivem času naprave se je v osmih mesecih znižal na zadovoljivih 14 %. 5.2 Predlogi nadaljnih raziskav Končni cilj naloge je, na osnovi pilotnega projekta v Lack 2, vpeljati koncept TPM (in z njm »Avtonomno proizvodnjo«) na celotnem področju divizije lakirnic BMW v Berlinu (COC Lack) in razviti tako specifično metodo vpeljave, ki jo bomo lahko uporabili pri prenosu znanja in spoznanj v preostala oddelka (Lack 1 in KTL). S pomočjo orientacijskih vrednosti (»benchmarks«) bi bilo mogoče prenesti praktične izkušenje pilotnega projekta tudi med lakirnice drugih tovarn, ki vpeljujejo in razvijajo podoben koncept celovitega produktivnega vzdrževanja. Tako bi se polje raziskav tega pilotnega projekta lahko dodatno razširilo (med druge tipe delavcev, druge oddelke, podjetja in kulture), večje število opazovanj pa bi pozitivno vplivalo na statistično moč kazalcev, ki smo jih uporobili pri merjenju uspešnosti TPM pri sledenju cilja maksimizacije učinkovitosti naprave.

87
Posredno se ponuja tudi možnost za primerjavo modela TPM z alternativnimi koncepti izboljševanja učinkovitosti, kot je na primer t. i. projekt »Six Sigma«. Uvajanje različnih novih metod hkrati seveda ni preveč priporočljivo, vendar pa se lahko izkaže, da se te med seboj dobro dopolnjujejo in s tem dodatno povečujejo izkoristek kapacitet neke naprave ter pomagajo najti potenciale za izboljšano delovanje. Izkušnje so še zmeraj najpomembnejša podlaga uravnavanja naprave. Seveda se s časom povečuje obdobje opazovanja naprave, kar služi natančnejši statistični obdelavi podatkov, na osnovi katerih lahko delamo vedno zaneslivejše napovedi in se lahko pravočasno izognemo morebitnim izgubam. Vendar pa je obenem zelo pomembno tudi delo na eksperimentalnem okolju, kjer lahko umetno izločimo nerelevantne (moteče) faktorje pri analizi in spreminjanju nastavitev parametrov. Namestitev nove robotske roke za učenje t. i. »Teachrobot-a« na etaži 14.8 predstavlja vsekakor pomemben korak pri optimizaciji programov lakiranja. Optimizacija programov lahko tako poteka paralelno in neodvisno od dejanskih procesov lakiranja in upošteva različne hipotetične elemente, ne da bi proiz-vodnja utrpela nenačrtovane izgube zaradi slabe pripravljenosti na spremembe v okolju. TPM je hkrati ena od pomembnih aktivnosti, ki jo lahko uporabimo pri uvajanju sistema kakovosti, saj le-ta neposredno vpliva nanjo. Za vpeljavo strategije kakovosti, ki s pomočjo nenehnega izboljševanja proizvodov zagotavlja najboljše proizvode in storitve, je potreben marketing projekta znotraj oddelkov, s čimer pritegnemo delavce k sodelovanju, sprejemanju in podpori za vzpostavitev potrebnega sistema nadzora kakovosti proizvodov, in sicer tako pri proizvodni kot tudi razvojni in komercialni funkciji podjetja. 5.3 Odprti problemi 5.3.1 Organizacija dela delavcev in delovnih skupin Rezultati »Audita TPM« so pokazali, da je področje opazovanja pri uvajanju TPM še precej na začetku. Ugotavljamo, da temeljni elementi »Avtonomne proizvodnje« še niso izpolnjeni, in da je v vseh opazovanih kategorijah znanje delavcev o TPM samem, posebno pa glede njegovih ciljev in uporabnosti, nezadostno. Slednje ima za posledico nizko vrednost kategorij TPM-audita »Temeljna filozofija«, ki je realizirana le do stopnje 36 %. Da bi odpravili nejasnosti, je potrebno izpeljati programe šolanja in dokončno določiti področja vzdrževalnih del ter končno imenovati in aktivirati odgovorne za naloge. Pri implementaciji koncepta je ovirajoče, če učenje specifičnega znanja TPM ni usklajeno z izvajanjem posameznih ukrepov TPM. Tako vodilnim v podjetju pri zaposlenih še ni uspelo prebuditi zavesti, da bi ti podprli vpeljavo novega koncepta. Slednjim je potrebno ponovno temeljito predstaviti namen koncepta TPM. Da bi temeljno filozofijo TPM-a bolje predstavili delavcem in povišali zavest o koristnosti TPM-a med njihovimi vodji in njimi samimi, bi jim bilo koristno predvajati kratek video film o uporabi tega kocepta in jim razdeliti »TPM-letake«. Če so delavci informirani o namenu in uporabnosti novih postopkov in / ali planov že pred njihovo uvedbo, jih bodo pravilno in koristno uporabili ter s tem tudi prepoznali področja ukrepanja v skladu s filozofijo TPM-a in posebnostmi specifičnih procesov naprave pri BMW.

88
Delavce je potrebno še naprej motivirati k sodelovanju pri generiranju idej in skupinskemu delu (obstoječe skupine so prevelike in bi jih bilo potrebno razdeliti glede na tri delovne izmene). S tem, ko delavci sami opravljajo nujna vzdrževalna dela, se povečuje njihova produktivnost dela, kar zmanjšuje stroške servisiranja naprave. Vsem sodelujočim pri uvajanju koncepta TPM, tako delavcem kot vzdrževalcem in vodilnim, mora postati jasno, da se nahajajo na »skupni ladji« in so odgovorni za uspešen razvoj projekta uvedbe TPM. Kljub temu, da je koncept TPM osnovan na Japonskem, v drugačni kulturi dela, do problemov pri prenosu v Evropo ne bi smelo prihajati. Pri predstavitvi koncepta pa se je med delavci začel pojavljati upor pred spremembami in strahovi, da bodo z novo delitvijo dela nekateri delavci dobili dodatne naloge in obremenitve, med tem ko bodo drugi svojo delo izgubili. Vsekakor je naloga visoko kvalificirane delovne sile, da delavce podučijo o vsesplošnih koristih uvedbe koncepta TPM, ki bodo nato same po sebi pregnale neutemljene strahove pred spremembami v delovnem okolju. TPM smo v pilotni fazi uvajali prepočasi. Ta je bila kljub desetim mesecem prekratka, da bi ga uspeli realizirati v načrtovanem obsegu. Temu navkljub pa so bili v tem času opazni rezultati uspeha (pozitivna sprememba trenda učinkovitosti naprave), ki bi bili pri 100 % uvedbi prve stopnice »Piramide TPM« gotovo boljši. 5.3.2 Ozka grla v napravi Za izboljšanje nove lakirne naprave je zelo pomembno, da v njej odkrijemo ozka grla, ki ovirajo hitrost njene pretočnosti. Za dosego tega cilja je potrebno poznati celoten proces znotraj lakirnic, od dobave blaga pa vse do predaje delov v montažo. Le tako lahko prepoznamo vplive ozkih grl, ki se kot akumulirani problemi odslikavajo v izložišču lakirnih delov, njihovi kvaliteti in vrednosti stopnje izkoriščenosti naprave. K temu sodi tudi izboljšanje kontinuirane oskrbe nameščanja obdelovancev in optimizacija sortirnih algoritmov (tehnike tekočega traku in usmerjanja oz. razvrščanja obdelovancev v napravo). V ta namen je potrebno ustvariti optimalno zaporedje vozičkov, ki jih zapeljemo v napravo, in s tem preprečiti nastanek prekinitev oz. t. i. »lukenj« v programu. Da bi lahko ocenili, koliko vozičkov lahko usmerimo v napravo, moramo najprej ugotoviti, kolikšna je njena celotna maksimalna kapaciteta. Poleg tega je potrebno določiti optimalno število23 vozičkov, ki se lahko naenkrat nahaja v napravi, in s tem optimalno izkoristiti kapacitete naprave. Potrebno je izmeriti tudi čas lakiranja posameznih delov za posamezno lakirno plast (osnovni lak, barvilo in loščilo, ki trenutno skoraj pri vseh delih znaša več kot 2 minuti), kot tudi prehodni čas (čas, ki je potreben za izvršitev posamezne naloge) za različne dele po sekcijah. Nova naprava je dovolj zmogljiva, da se lahko poveča število proizvedenih lakiranih delov. Na to navaja tudi število OEE, ki znaša samo 50 %, kar pomeni, da še vedno obstaja dovolj možnosti za izboljšave in rast, kar pa je bistvenega pomena pri doseganju dobrih poslovnih uspehov. Da bi to tudi dosegli, je potrebno poiskati ozka grla in uporabiti koncept TPM. 23 Opravljeni so bili izračuni, ki se nanašajo na najmanjše število potrebnih vozičkov. Ugotovili smo tudi, da se pri prekoračenju optimalnih vrednosti kapacitete bistveno ne povečajo, za kar pa je potrebno plačati visoko ceno: vozički med seboj trkajo, se poškodujejo, sortirni postopek se upočasni in posledično zaustavi.

89
Na ozka grla se neposredno osredotoča osnovni (temeljni) proces, ki je sestavljen iz petih delov in je vključen v delu Theory of Constraints (Goldratt in Cox 1984, str. 267 - 285):
1. Identifikacija ozkega grla; 2. Maksimalno izkoriščenje ozkega grla; 3. Ozkemu grlu se je potrebno podrediti in se nanj osredotočiti; 4. Ozko grlo je potrebno razširiti, ki mu nato sledi 5. Identifikacija naslednjega ozkega grla: ponoven začetek s korakom 1.
Nasvet za odpravo ozkih grl je formuliran s pomočjo treh vprašanj, in sicer kaj je potrebno spremeniti, v kaj naj bi to spremenili in kako bi lahko to izvedli. Poudarek pri celotnem lakirnem procesu bi moral biti na identifikaciji kritičnih elementov oz. delov celotnega sistema naprave in nato na mestih, kjer se pojavijo ozka grla, na uvajanju točno določenih ukrepov TPM-a. Zelo pomembno bi bilo tudi, da bi vnaprej pripravili možne scenarije za primere, ko bi lahko prišlo do ozkih grl. 5.3.3 Stanje skladiščenja - nenatančno posredovanje podatkov Veliko proizvedenih delov ni zajetih in upoštevanih v podatkovnih bazah. Po lastnih izračunih (na podlagi podatkovne baze OEE) od začetka posredovanja podatkov v mesecu marcu pa do septembra 2004 ni bilo upoštevanih 20.210 delov, in sicer od 127.635 od-vzetih delov, kar predstavlja 16 %. Vzrok za to leži v nizki motivaciji pri zaposlenih, da bi podatke vnašali dosledno, kar je posledica dejstva, da se niso celovito soočili s TPM-om in prepoznali, kako je za uspeh koncepta TPM pomembno posredovanja natančnih podatkov. Da bi kljub nižji kvaliteti delov, ki zahteva dodatno stopnjo obdelave (korekcijski posegi), lahko dele redno dobavljali v proizvodnjo, je bilo potrebno povečati količino zaloge obdelovancev. Prostor pred lakirno napravo pa je bil z deli, ki so čakali na dodelavo, že precej zaseden, tako so se stroški, povezani z dodelavo in izpadom (nekvalitetnimi deli), še povečali ter se s tem prenesli še na področje skladiščenja. Z namenom, da bi ustvarili več reda in preglednosti, bo potrebno resno razmisliti o tem, kako naj izgleda organizacija skladiščenja pred napravo. Problem namreč predstavlja dejstvo, da so se mrežasti zaboji z obdelovanimi lakirnimi deli začeli neobvladljivo in nepregledno kopičiti en na drugem in s tem so prehodi med njimi postali preozki. To ne omogoča prostega prehoda , hkrati pa tudi ne ustreza zakonskim standardom (npr. pri nujni evakuaciji zaradi požarnega alarma), zato bo to težavo potrebno odpraviti z reorganizacijo skladiščnega področja pred napravo. V predlogu za organizacijo skladiščenja pred vhodom v lakirno napravo, ki je prikazan na sliki 45, je potek delov in organizacija razdeljena v štiri različne primere, do katerih bi lahko prišlo: Primer 1: Odvzem 100 % kontrola poliranje - skladišče poliranje
pakiranje (do)končani del.

90
Primer 2: Odvzem 100 % kontrola ni v redu - skladišče brušenje priprava za ponovno pošiljanje obdelovancev v napravo – skladišče.
Primer 3: Odvzem 100 % kontrola deli z več barvami - skladišče (za 8 ur)
prostor za ročno dodelavo (maskiranje / točkovno brušenje). Primer 4: Odvzem 100 % kontrola (snemanje maske) poliranje- skladišče
polirno mesto (brušenje robov / poliranje) skladišče za menjavo delov prostor za ročno dodelavo (»tapen« oz. lepljenje traku) pakiranje (do)končani del.
SLIKA 45: PREDLOG ZA ORGANIZACIJO SKLADIŠČENJA PRED NAPRAVO Vir: Schmökel 2004, str. 25. 5.3.4 Nosilci blaga za vozičke Na fotografiji (Slika 46) lahko vidimo, kako so v tovarni BMW (tekom pisanja naloge) nezaščitene in na prostem (pred objektom lakirne naprave) shranjevali nosilce blaga, ki so montirani na vozičke, in na katere so obešeni deli, ki potujejo v obdelavo skozi lakirnico. Nosilci blaga ležijo med seboj prepleteni na paletah za viličarje. Pred uporabo oz. opravljanjem različnih meritev morajo zaposleni nosilce najprej razdvojiti, pri čemer se lahko tako prvi kot slednjii poškodujejo. Pozimi in ob deževnem vremenu je ta naloga gotovo še težja.

91
SLIKA 46: SKLADIŠČENJE NOSILCEV BLAGA »OD ZUNAJ« PRED OBJEKTOM Vir: Lastni posnetek, 2004. Obstaja nevarnost, da se nosilci blaga pri potiskanju sem in tja upognejo, kar lahko vpliva na kvaliteto delov, ki se obesijo na nosilce. Pozicija delov tako ne more biti več idealna in tako ni več v skladu z algoritmi programa za lakiranje, ki jih izvaja robotska roka. Izgradnja t. i. »paternostra« (naprave za skladiščenje na principu revolverja) bi lahko zelo olajšala skladiščenje in priklicevanje izbranih delov. Celotna organizacija in transport bi lahko tako potekala bolj tekoče. Postaviti bi bilo potrebno vsaj streho, ki bi v primeru slabega vremena ščitila tako zaposlene kot tudi nosilce blaga. Z uvajanjem koncepta TPM so se odprla številna področja, kjer bo potrebno ukrepati. Problem predstavlja že analiza sama, kjer je vprašljiva natančnosti meritev zaradi premalega števila observacij, ki onemogočajo uporabo poglobljenih statističnih metod, in prisotnost omejenega števila raziskovalcev. Vsekakor pa bodo nadaljnje, izpopolnjene analize v pomoč tako pri optimizaciji postopkov naprave in le-te kot celote, kot tudi pri usmerjanju izvajanja »Audita TPM« v prihodnje.

92
SEZNAM VIROV IN LITERATURE 1. Al-Radhi, Mehdi in Heuer, Jorg. 1995. Total Productive Maintenance - Konzept,
Umsetzung, Erfahrung, München: Hanser Fachbuchverlag. 2. Barowitsch, Fredi. 2000. Diplomsko delo: Bewertung von Produktionsanlagen in bezug auf
die Gesamtanlageneffektivität im Zusammenhang mit der Instandhaltung und deren Organisation in einem Produktionsbetrieb der Fahrzeugtechnik. Berlin: TFH.
3. BMW - Bayerischen Motoren Werke. 2002. Werksbroschüre - Das Skript zur TPM. Berlin. 4. Borovnik, Barbara. 2006. Diplomsko delo: Uvajanje TPM modela vzdrževanja v podjetje
Gorenje Orodjarna d.o.o.. Kranj: Fakulteta za organizacijske vede. 5. Burghardt, Manfred. 2001. Einführung in Projektmanagement. Erlangen: Wiley VCH Verlag. 6. Burkamp. 2002. Anlagenbeschreibung. Arnsberg. 7. DIN 69901- Deutsche Industrienorm. 1987. »Projektmanagement«, avgust 1987. 8. DIN ISO 10011 - International Organization for Standardization. 1992. »Priporočila za
»Audit« sistemov zagotavljanja kakovosti«, juni 1992. 9. Drucker, Peter. 1967. The Effective Executive. London: Heinemann. 10. Duh, Mojca. in Kajzer, Štefan. 2002. Razvojni modeli podjetja in managementa; Kibernetsko
pojmovanje upravljanja in management. Gubno: MER. 11. Ferfila B., Kovač P., Žurga G., Klinar I. in Plaznik A.. 2002. Ekonomski vidiki javne uprave.
Ljubljana: Faklteta za družbene vede. 12. Gaster, Dietmar. 1995. Produkt- und Verfahrensaudit. Berlin: Beuth Verlag. 13. Goldratt, Eliyahu M. in Cox, Jeff. 1984. The Goal: A Process of Ongoing Improvement;
Theory of Constraints. Great Barrington, MA: North River Press. 14. Gomišček, Boštjan. 2005: Skripta: Gospodarjenje s tehničnimi sredstvi. Kranj: Moderna
organizacija. 15. Haberkorn, Thomas. (2001). Diplomsko delo: Total Productive Maintenance (TPM) - Die
umfassende produktive Instandhaltung bei der Firma Bene Büromöbel KG. Waidhofen: HTL.
16. Hudoklin Alenka. 1994. Zanesljivost kot osnova vzdrževanja. Zbornik 4. srečanja vzdrževalcev Slovenije 4(31), str. 28-30.
17. Hudoklin Alenka. 1997. Študijsko gradivo: Zanesljivost in vamost informacijskih sistemov. Kranj, Fakulteta za organizacijske vede.
18. Jagodejkin, Ralf. 1997. Fertigungsintegrierte Instandhaltung. Berlin: Druckhaus Berlin-Mitte GmbH.
19. Jurančič, Ilja. 1979. Kvalitativno merjenje delovne uspešnosti. Kranj: Moderna Organizacija. 20. Kaltnekar, Zdravko. 1994. Vzdrževanje delovnih sredstev. V Organizacija delovnih
procesov. Urednik: Z. Kaltnekar. Kranj: Moderna organizacija. 21. Kajzer, Štefan in Marn, Ferdinand. 1985. Seminar: Sistemski pristop k upravljanju
proizvodnje. Maribor: Visoka ekonomsko-komercialna šola (VEKŠ). 22. Kajzer, Štefan in Marn, Ferdinand. 1986. Organiziranje informacijskega sistema kot sestavni
del organizacije poslovnega sistema. Peričev spominski zbornik 32(1), str. 46-50. 23. Kajzer Štefan. 1998. Razvoj in strukturiranje podjetja. V: Razvoj podjetja in razvojni
management. Urednik: J. Belak. Gubno: MER. 24. Kajzer, Štefan in Marn, Ferdinand. 2007. Modeli in metode proizvodnega managementa. V:
Temelji proizvodnega managementa (PM-1). Urednik: F. Marn. Maribor: EPF.

93
25. Kavčič, Bogdan. 1995. Učinkovita organizacija podjetja in upravljanje s kadri. V Ekonomski vidiki kadrovske dejavnosti. Urednik Z. Vodovnik. Ljubljana: Zveza društev za kadrovsko dejavnost.
26. Koren, Rok. 2005. Nanos snovi z lakirnim robotom [online]. Prezentacija oddelka za robotiko, ABB d.o.o., Ljubljana. Available: das.uni-mb.si/Konferenca2005/Predstavitve/ /AIG05_cetrtek/Teply_15-17_Robotika/03_Koren%20AIG%202005%20ver1.ppt [14.6.2007].
27. Kutin, Matjaž. 1998. Uhojena pot k brezkompromisnemu vzdrževanju. Vzdrževalec 23(67), str. 22-24.
28. Maggard, Bill N.. 1995. TPM - Instandhaltung die funktioniert. Landsberg / Lech: Verlag moderne Industrie.
29. Marolt, Janez. 1990. Organizacija vzdrževanja delovnih sredstev. Kranj: Moderna organizacija.
30. Masing, Walter. 1999. Handbuch Qualitätsmanagement, 4. naklada. München / Wien: Carl Hansen Verlag.
31. Matyas, Kurt. 1999. Von der präventiven Instandhaltung zu TPM: Industrie Management - Innovative Strategien für die Produktion 15(2), str. 31-34.
32. Nakajima, Seiichi. 1988. Introduction to TPM. Cambridge (Masachusetts): Productivity Press. 33. Nakajima, Seiichi. 1995. Management der Produktionseinrichtungen. Frankfurt / New York:
Campus Verlag. 34. Nedeljkovic, M., Perlewitz U. in Schröder C.. 1996. Das Skript zu TPM, 3. izdaja. München /
Berlin: BMW AG. 35. Osmanagić Bedenik, Nidžara. 1998. Računovodenje (Kontroling). Revizor 9(6), str. 35-48. 36. Perlewitz, Ulf. 1999. Doktorska disertacija: Konzept zur lebenszyklusorientierten
Verbesserung der Effektivität von Produktionseinrichtungen. Berlin: Technischen Universität Berlin, Institut für Werkzeugmaschinen und Fabrikbetrieb, Produktionstechnisches Zentrum.
37. Pohl, Niklas. 2005. Diplomsko delo: Anwendung der Prozessverbesserungsmethode Six Sigma zur Reduzierung von Nacharbeitsaufwand in Produktionsprozessen. Berlin: Technischen Universität Berlin, Fachabteilung der Qualitätswissenschaft.
38. Schmökel, Lars. 2004. Diplomsko delo: Analyse und Optimierung des Warenträgerspeichers mit Umrüststrecke in der Lackieranlage des BMW Motorradwerkes. Berlin: TFH Berlin.
39. Schuh, Günther, Mathias Müller in Lüder Tockenbürger. 1998. Controlling von Change-Management Projekten: Konzeptionelles Vorgehen erleichtert Überwindung mentaler Barrieren bei Change-Projekten. I0-Management 7(8), str. 26-30.
40. Šegel, Jože. 1999. Sodobna računalniška podpora vzdrževanju. Vzdrževalec 24(69), str. 17-19. 41. Šinkovec, Bojan. 2003. Nacionalni interes – TPM 2. Vzdrževalec 28(91), str 15-17. 42. Vižintin, Jože. 2004. Pomen vzdrževanja za zmanjšanje proizvodnih stroškov. Vzdrževalec:
revija Društva vzdrževalcev, 29(101), str. 28-30. 43. Wackerbauer, Martin. 1999. Diplomsko delo: Methodik der systematischen
Prozessoptimierung am Beispiel der Gelenkenwellenfertigung der BMW Group. Landshut: Fachhochschule Landshut.
44. Willmott, Peter. 1997. Total Productive Maintenance. Oxford: Butterworth-Heinemann. 45. Zgoznik, Evgen. (1999). Magistrsko delo: Model posodobitve storitvene dejavnosti
vzdrževanja. Maribor: EPF.

94
Življenjepis Po zaključku mature leta 1997 sem se vpisal na Ekonomsko fakulteto Univerze v Ljubljani. V tretjem letniku (leta 2000) sem izbral smer ekonomskega oddelka, kar mi je omogočilo nadaljevaje študija na smeri bančništvo in finance. Istočasno sem zaprosil za kadrovsko štipendijo pri Novi Ljubljanski banki d.d. (v nadaljevanj NLB) in bil izbran za njihovega štipendista. Od takrat pa do leta 2004 sem letno opravil enomesečno prakso v različnih oddelkih NLB. Tekom študija sem bil vsa leta član Študentskega sveta Ekonomske fakultete s funkcijami v različnih komisijah. V študijskem letu 1999 / 2000 sem bil izvoljen za poslanca Ekonomske fakultete v Študentskem parlamentu Univerze v Ljubljani, kjer sem deloval v komisiji za finance. 4. septembra 2002 sem z diplomo »Razvoj pošte v zadnjem desetletju« (moje edino bibliografsko delo) uspešno zaključil dodiplomski študij in se naslednji mesec vpisal na podiplomski študij ekonomije na Ekonomsko - poslovni fakulteti v Mariboru. Izbral sem smer »Politika organizacije in strateški management«. Obenem sem podaljšal štipendijsko pogodbo z NLB za nadaljni dve leti (do konca septembra 2005). V poletnem semestru 2003 sem bil v okviru študijskega Programa Copernicus študent Ekonomske fakultete Humboldt - Universität v Berlinu, kjer sem obiskoval predavanja magistrskega programa MEMS (Master´s Program in Economics and Management Science). Uspešno sem opravil izpite pri predmetih Corporate Governance, Personal Economics in Strategic Management, ki so potekali v angleškem jeziku. Program je med drugim predvideval obvezno dvomesečno prakso, ki sem jo opravljal pri podjetju BMW v oddelkih finance in logistika. Z vodjo oddelka lakirnice v tovarni sem se nato dogovoril, da v okviru novo postavljene lakirne naprave napišem magistrsko nalogo na temo »Možnost uvajanja stalnega izboljševanja produktivnosti (TPM) v lakirnicah na primeru strategije v tovarni BMW v Berlinu«. To sem tudi v obliki vodenega študijskega dela do leta 2005 izvedel. Februarja 2005 sem začel s trimesečno prakso na področju marketinga in financ v družinskem podjetju »Atelier Niesler« v Berlinu, ki se ukvarja s filmom in filmsko tehniko. Po uspešno opravljeni praksi sem do konca leta pomagal na različnih področjih pri podjetju Kompas Slovenija v Berlinu, kot zunanji delavec. Ob izteku štipendijske pogodbe z NLB sem z banko LHB Internationale Handelsbank AG v Frankfurtu na Majni, hčerinski družbi Skupine NLB, podpisal pogodbo za enoletno pripravništvo (v nadaljevanj LHB). Novembra 2006 sem se pri LHB redno zaposlil. Kot regionalni manager znotraj oddelka »Finančne inštitucije« skrbim za poslovne odnose LHB banke z drugimi bankami (Rusija, Ukrajina, Bolgarija idr.). Delo zajema področja podeljevanja kreditov (v obliki sindiciranih in bilateralnih posojil), financiranja trgovinskih poslov (izstavljanje akreditivov in garancij), plačilnega prometa (upravljanje računov bank in poslovanja s čeki) in produkte oddelka zakladništva (posli denarnega in deviznega trga ter derivatni posli).

1
PRILOGA 1 »Verfahrensbeschreibung« Opis naprave Lack 2 KAZALO
1 ALLGEMEINES................................................................................................................................. 2 2 VERFAHRENSBESCHREIBUNG .................................................................................................... 2 2.1 VERFAHRENSABLÄUFE IN DER LACKIERANLAGE ............................................................................ 2
2.1.1 Anlieferung und Bestückung der Skids ...................................................................................... 2 2.1.2 Vorbehandlungsanlage (VBH)................................................................................................... 2 2.1.3 Haftwassertrockner mit Kühlzone und Leerziehspeicher .......................................................... 3 2.1.4 Füller- Lackierkabine ................................................................................................................ 3 2.1.5 Abdunstzone, Füller-Trockner, Kühlzone.................................................................................. 3 2.1.6 Handschleifkabine, Leerziehspeicher 2 ..................................................................................... 4 2.1.7 Basislackkabine ......................................................................................................................... 4 2.1.8 Abdunstzone und Zwischentrockner (Kaskaden-Trockner) ....................................................... 4 2.1.9 Klarlackkabine .......................................................................................................................... 5 2.1.10 Klarlack- Abdunsten ............................................................................................................. 6 2.1.11 Klarlack-Trockner mit Kühlzone und Pufferspeicher ........................................................... 6
2.2 VERFAHRENSSCHEMA ..................................................................................................................... 6 2.3 VER- UND ENTSORGUNGSKONZEPT DER LACKIEREREI.................................................................... 7
2.3.1 Be- und Entlüftungsanlage ........................................................................................................ 7 2.3.2 Luftführungsschemata der Lackierung ...................................................................................... 8
2.4 ABLUFTREINIGUNGSANLAGE .......................................................................................................... 8 2.4.1 Allgemeines................................................................................................................................ 8 2.4.2 Aufbau der TNV......................................................................................................................... 8 2.4.3 Luftführungsschema der TNV.................................................................................................... 9
2.5 ABWASSERKONZEPT ....................................................................................................................... 9 2.5.1 Allgemeines................................................................................................................................ 9 2.5.2 Schmutzwasser........................................................................................................................... 9 2.5.3 Mit Lack in Berührung gekommenes Wasser........................................................................... 10 2.5.4 Kaminentwässerung................................................................................................................. 10 2.5.5 Wasserkreislaufführung in den Lackierzonen.......................................................................... 10 2.5.6 Nassauswaschung mit Lackschlammaustrag........................................................................... 11 2.5.7 Schema Abwasserkonzept ........................................................................................................ 11 2.5.8 Systemtanks.............................................................................................................................. 11
3 GEHANDHABTE STOFFE ............................................................................................................. 11 3.1 EINSATZSTOFFE............................................................................................................................. 11 3.2 EMISSIONSQUELLEN...................................................................................................................... 12
4 ARBEITSSCHUTZ .......................................................................................................................... 12

2
1 Allgemeines Die neue Lackieranlage für Motorradkomponenten wird in dem neu erstellten Gebäude 7.0 eingerichtet. Die Lackieranlage erstreckt sich über die 4 Ebenen: +7,8 m, +11 m, +15,8 m und +17,5 m, sowie einigen Zwischenebenen. In der Anlage werden Motorradtanks und Verkleidungsteile aus Metall oder Polymer- Werkstoffen mit Füller, Basislack und Klarlack lackiert. Die Lackierung erfolgt vorwiegend in Roboterzonen. In der Füllerspritzkabine befindet sich noch ein zusätzlicher Handarbeitsplatz für den Notfall. Weitere Arbeitsgänge (z. B. Aufgabe, Vorbehandlung, Trocknung, Schleifen usw.) werden automatisch in Durchlauf- Anlagen oder manuell an Einzelarbeitsplätzen durchgeführt. Die Skids mit den Bauteilen werden automatisch durch die Anlage gefördert. Die Verfahrensabläufe erfolgen vorwiegend im Taktbetrieb, Taktzeit 100 s.
2 Verfahrensbeschreibung 2.1 Verfahrensabläufe in der Lackieranlage
2.1.1 Anlieferung und Bestückung der Skids Die Anbauteile werden auf Transportwagen zur An- und Ablieferungsstation im OG (Ebene 7,8m) gebracht. Dort werden sie auf den Lackierskid gelegt. Die bestückten Skids gelangen über einen Pufferspeicher und einen Heber auf die Ebene +11,0 m.
2.1.2 Vorbehandlungsanlage (VBH) Vom Heber kommend, fahren die Lackierteile in die Vorbehandlungsanlage. Dort werden die Teile in drei Zonen gewaschen und am Auslauf der VBH mit Luft abgeblasen. Dabei durchlaufen sie die folgenden Zonen:
Zone Temperatur
Entfetten Ca. 60°C
Spülen Ca. 20°C
VE - Spülen Ca. 20°C
Blaszone Ca. 20°C

3
2.1.3 Haftwassertrockner mit Kühlzone und Leerziehspeicher Nach der Blaszone wird der Skid über einen Heber auf die Zwischenebene +13,2 m gehoben und in den Haftwassertrockner eingefahren. Anhaftende Feuchtigkeit wird hier durch Aufheizen der Teile abgetrocknet. Der Haftwassertrockner wird indirekt mit einem modulierend arbeitenden Gasbrenner beheizt. Die Umlufttemperatur ist auf ca. 85°C voreingestellt, kann jedoch variiert werden. Ein Teilstrom der Umluft wird über Dach abgegeben und durch erwärmte Zuluft aus der Kühlzonenabluft ergänzt. Durch die an die Außenluft abgegebene Luft wird die in der Luft aufgenommene Feuchtigkeit abgeführt. Am Ende der Trocknerstrecke dient eine Umluftschleuse als Absperrung zur Kühlzone. Die getrockneten Teile werden in der Kühlzone wieder auf Raumtemperatur abgekühlt. Als Lüftungsaggregat dient ein Zu- Abluftaggregat welches auf der +17,5 m-Ebene über der Kühlzone steht. Dieses Gerät arbeitet im Außenluft- Fortluft- Betrieb, kann in den Wintermonaten jedoch im Teilumluftbetrieb arbeiten. Über einen Heber gelangt der Skid von der Zwischenebene +13,2 m auf die +11,0 m-Ebene und wird in den Leerziehspeicher gefördert. Bei Produktionsende werden die getrockneten Skids aus dem Trockner / Kühlzone gefahren und in den anschließenden Leerziehspeicher gefördert.
2.1.4 Füller- Lackierkabine Aus dem Leerziehspeicher werden die Skids über einen Querkettenförderer in die Füllerspritzkabine gefördert und auf einem Drehtisch positioniert. Nach Lackierung mit Füller auf einer Seite wird der Skid auf dem Drehtisch um 180° gedreht, so dass mit einem Roboter beide Seiten lackiert werden können. Die Lackierkabine ist mit einer Nassauswaschung als Venturisystem und einer wasserbefluteten Spritzwand ausgestattet. Die Auswaschung befindet sich unterhalb der Kabine und steht auf der +7,8 m-Ebene. Die Zuluftversorgung der Füllerspritzkabine erfolgt über das Zuluftgerät ZLA1, das sich auf der +14,8 m- Ebene befindet. Die Zuluft wird über einen Druckverteilraum der Kabine zugeführt. Nach dem Lackierprozess wird der Skid in die Abdunstzone gefördert.
2.1.5 Abdunstzone, Füller-Trockner, Kühlzone Durch Verweilen in der Abdunstzone hat der Füller Zeit, zu verlaufen und abzulüften. Hierzu wird die Zone mit erwärmter Umluft belüftet. Ein Teilstrom der Umluft entweicht in den Heberschacht zum Trockner. Zur Ergänzung wird Luft aus der Zuluftanlage nachgeführt. Nach dem Abdunsten gelangt der Skid über einen Heber in den Füller-Trockner. Der Trockner ist in U-Form aufgebaut und als Umluftrockner mit A- Schleuse konzipiert. Bei dieser Form fahren die Teile von unten in den Trockner auf der +15,8 m-Ebene ein, werden durch den Trockner transportiert, kehren am Ende des Trockners über einen Querverschub die Richtung um und verlassen den Trockner wieder an der Einfahrtseite. Ein zweiter Heber transportiert die Skids wieder auf die +11,0 m-Ebene. Durch diese Konstruktion entweicht kaum erwärmte Luft aus dem Trockner.

4
Die Trockner für Füller und Klarlack werden über je einen Wärmetauscher vorgewärmt, der über die thermische Nachverbrennungsanlage (TNV) beheizt wird. Das Umluftaggregat für den Füller-Trockner befindet sich auf der +11,0 m-Ebene unter dem Trockner. Nach dem Trocknungsvorgang wird der Skid über einen Heber wieder auf die Ebene 11,0 m gefördert und in die Kühlzone 2 eingefahren, wo die Teile wieder auf ca. 20°C abgekühlt werden.
2.1.6 Handschleifkabine, Leerziehspeicher 2 Nach Verlassen der Kühlzone werden die Bauteile in den Pufferspeicher gefahren. In der anschließenden Handschleifkabine wird der Füller trocken angeschliffen (geköpft), hierbei entsteht sehr wenig Schleifstaub. Die Handschleifkabine wird über ein Zuluftgerät auf Ebene +14,8 m belüftet. Das Abluftgerät befindet sich unterhalb der Handschleifkabine auf der Ebene 7,8 m. Das Zuluftgerät saugt die Zuluft aus der Halle an, wohin die Abluft nach Filterung auch wieder abgegeben wird. Nach der Handschleifkabine wird der Skid in den Leerziehspeicher 2 gefahren.
2.1.7 Basislackkabine Aus dem Leerziehspeicher werden die Anbauteile in die Basislackkabine transportiert und auf einem Drehtisch positioniert. Der Kabinenaufbau entspricht dem der Füllerkabine. Nach erfolgter Lackierung wird der Skid durch einen Abdunsttunnel in die Basislackkabine 2 gefahren und ebenfalls auf einem Drehtisch positioniert. In dieser Kabine findet ein zweiter Auftrag mit der gleichen Farbe statt, um die erforderliche Schichtdicke zu erreichen. Nach erfolgter Lackierung fährt der Skid in die Abdunstzone des Zwischentrockners.
2.1.8 Abdunstzone und Zwischentrockner (Kaskaden-Trockner) Der Zwischentrockner ist wie der Füller-Trockner in U- Form aufgebaut und wird lufttechnisch als Kaskadentrockner betrieben. Die Abluft der Trocknerzone I ist die Zuluft der Abdunstzone. Sie wird seitlich über eine Filterwand in die Abdunstzone eingeblasen und stirnseitig wieder abgesaugt. Das Abluftgerät befindet sich unterhalb der Abdunstzone auf der +7,8 m-Ebene. Die lackierten Teile durchlaufen die Anlage in der Reihenfolge Abdunstzone, Trocknerzone I (Aufheizzone), Trocknerzone II, Kühlzone I und Kühlzone II. Die Trocknerzone I ist durch eine Umluftschleuse von der Abdunstzone getrennt. Die Trocknerzone I (Aufheizzone) wird mit der Abluft der Trocknerzone II gespeist. Die Luft wird über einen Heißwasser- Wärmetauscher weiter erwärmt und über eine Filterwand in die Trocknerzone I eingeblasen. Zur besseren Luftzirkulation befindet sich in dieser Zone ein Turbulator (Propeller) an der Trocknerdecke. Die Abluft der Trocknerzone I wird der zuvor beschriebenen Abdunstzone zugeführt.

5
Schema: Kaskadentrockner Durch einen Querkettenförderer wird der Skid in die Trocknerzone II gefahren. Diese ist spiegelbildlich zur Trocknerzone I aufgebaut und von dieser durch eine. Trennwand getrennt. Die Zuluft der Trocknerzone II ist ebenfalls mit Heißwasser beheizt. Die Abluft wird, wie oben beschrieben, der Trocknerzone I als Zuluft zugeführt. Nach Verlassen der Trocknerzone II fährt der Skid wieder durch eine Umluftschleuse in die erste Zone der Kühlzone. Durch seitliches Einblasen über eine Filterwand und den deckenseitigen Tobulator wird der Skid mit angesaugter Hallenluft gekühlt. Die warme Abluft wird dem Zuluftgerät der zuvor beschriebenen Trocknerzone II als Zuluft zugeführt. In der zweiten Zone der Kühlzone werden die lackierten Teile mit gekühlter Luft auf Hallentemperatur abgekühlt. Auch in dieser Zone befindet sich ein Turbulator an der Kühlzonendecke. Die Kühlung der Luft erfolgt über einen Kaltwasser- Wärmetauscher. Die erwärmte Abluft wird dem Zuluftgerät der zuvor beschriebenen Trocknerzone I zugeführt. Die Umluftgeräte stehen auf der +15,8 m-Ebene oberhalb des Zwischentrockners, nur das Abluftgerät der Abdunstzone 2 befindet sich auf der +7,8 m-Ebene.
2.1.9 Klarlackkabine Nach Verlassen der Kühlzone fährt der Skid in die Klarlackspritzkabine ein und wird auf einem Drehtisch vor dem Roboter positioniert. Hier werden die bereits mit Farbe (Basislack) lackierten Werkstücke mit einem Zwei- Komponenten- Klarlack beschichtet, der den Basislack schützt und ein brillantes Erscheinungsbild ergibt. Im Aufbau entspricht die Klarlackspritzkabine der Füllerkabine, jedoch sind in der Klarlackspritzkabine zwei Lackierroboter angeordnet.

6
2.1.10 Klarlack- Abdunsten In seiner Abdunstzone kann der Klarlack verlaufen und ablüften. Die Zone wird mit erwärmter Umluft belüftet. Das Umluftaggregat befindet sich unterhalb der Abdunstzone auf der 7,8m-Ebene. Die Abdunstzone schließt am Heberschacht des Klarlack- Trockners an.
2.1.11 Klarlack-Trockner mit Kühlzone und Pufferspeicher Nach dem Abdunstvorgang gelangt der Skid über einen Heber in den Klarlack-Trockner. Der Trockner ist wie der Füller-Trockner gebaut und befindet sich wie dieser auf der +15,8 m-Ebene. Der Klarlack- Trockner wird ebenfalls von der thermischen Nachverbrennungsanlage (TNV) beheizt. Das Umluftheizgerät für den Klarlack-Trockner befindet sich auf der Ebene +11,0 m unter dem Trockner. Nach dem Trocknungsvorgang wird der Skid über einen weiteren Heber auf Ebene +7,8 m gefördert, dort in die Kühlzone eingefahren und mit Außenluft, der in den Wintermonaten Hallenluft beigemischt wird, auf Raumtemperatur abgekühlt. Nach Verlassen der Kühlzone werden lackierten Bauteile in den Pufferspeicher gefahren. 2.2 Verfahrensschema

7
2.3 Ver- und Entsorgungskonzept der Lackiererei
2.3.1 Be- und Entlüftungsanlage Die Versorgung der Lackieranlage wird über diverse Zuluft- und Umluftanlagen sichergestellt.
Lüftungsgerät
Anlage
Zuluft (Außenluft)
m3/h
Zuluft aus Halle m³/h
Umluft m3/h
Abluft m3/h
Abluft. zur TNV m3/h
Vorbehandlung 3 500 3 000 UL5 Haftwasser-
Trockner 3 000
(aus Abluft Kühlzone1)
3 000
KZ1 Kühlzone 1 Sommer 20 000 KZ1 Kühlzone 1 Winter 10 000 10 000
17 000 + 3 000
(Zuluft UL5)
ZLA1/ FL1
Füller 57 600 57 600
UL1 Füller abdunsten 500 4 500 ZL7 / AUL WT
Füller-Trockner 1 500 2 250
KZ2 Kühlzone 2 Sommer 20 000 250 KZ2 Kühlzone 2 Winter 10 000 10 000
+ 250
20 000
UL4 / FL4
Reinraum / Farbmischraum
15 000 15 000
ZL3 / FL3
Handschleifkabine 28 000 28 000
ZLA2 / FL2
Basislack 1 + 2 101 900 116 700
TR3 / FL5
Basislack- Trockner 20 500
KZ3 / ZL5
Kühlzone Basislack 20 000
ZLA1 / FL1
Klarlack 57 600 57 600
UL3 Klarlack abdunsten 1 000 4 000 1 000 ZL7 / AUL WT
Klarlack-Trockner 1 500 1 750 KZ4 Kühlzone 4 Sommer 20 000 250 KZ4 Kühlzone 4 Winter 10 000 10 000
+ 250
20 000
Nacharbeiten 2 500 In der Luftbilanz fehlende Luftmengen der einzelnen Anlagen werden zwischen den einzelnen Kabinen direkt ausgetauscht.

8
An die Atmosphäre abgegeben werden:
Lüftungsgerät Anlage Abluft
Absaugung Vorbehandlung 3 000 m³/h
UL5 Haftwasser- Trockner 3 000 m³/h
KZ1 Kühlzone 1 17 000 m³/h
ZLA1/FL1 Füller 57 600 m³/h
KZ2 Kühlzone 2 20 000 m³/h
UL4 / FL4 Reinraum / Farbmischraum 15 000 m³/h
ZL3 / FL3 Handschleifkabine 28 000 m³/h
ZLA2 / FL2 Basislack 1 + 2 101 400 m³/h
TR3 / FL5 Basislack- Trockner 20 500 m³/h
ZLA1 / FL1 Klarlack 57 600 m³/h
UL3 Klarlack abdunsten 1 000 m³/h
KZ4 Kühlzone 4 20 000 m³/h
Gesamt 344 100 m³/h Zur Überwachung der Emissionen der TNV wird die Brennkammer- Temperatur kontinuierlich überwacht.
2.3.2 Luftführungsschemata der Lackierung Siehe Zeichnungen Nr. 1.1 bis 1.4-3631 sowie 1.11-3631 in Register 4. 2.4 Abluftreinigungsanlage
2.4.1 Allgemeines Die lösemittelhaltige Abluft der Trockner wird in einer thermischen Nachverbrennungsanlage (TNV) gereinigt. Bei ca. 750°C wird die Abluft vollständig zu Reingas verbrannt und über Dach abgeleitet.
2.4.2 Aufbau der TNV Die TNV besteht prinzipiell aus folgenden Bauteilen: - Abluftleitung für lösemittelhaltige Luft von den Trocknern zur TNV mit Ventilator. - Vorlufterhitzer zur Aufheizung der lösemittelhaltigen Abluft auf ca. 420°C. - Brennkammer für das Aufheizen der Luft auf ca. 750°C Verbrennungstemperatur. - Gasbrenner mit Gasregelstrecke zur Bereitstellung von zusätzlicher Energie. - Lufterhitzer zur Aufheizung der Frischluft für die Trockner.

9
- Gehäuse für die Brennkammer und den Lufterhitzer. - Reingasleitung zu den Umluftheizgeräten, dem Frischluftwärmetauscher und in den Kamin. Über einen Gasbrenner wird eine Zusatzmenge Brennstoff eingebracht. Zur Überwachung der Emissionen wird die Brennkammertemperatur kontinuierlich überwacht.
2.4.3 Luftführungsschema der TNV Siehe Zeichnung Nr. 1.1-3631 in Register 4. 2.5 Abwasserkonzept
2.5.1 Allgemeines In der Lackierhalle gibt es Abwasser- und Entwässerungspunkte. Diese ergeben sich zum einen aus verfahrenstechnischen Gründen (z. B. Eluate aus der Herstellung von VE- Wasser) und zum anderen aus anlagentechnischen Gründen (z. B. Kanalentwässerung). Die entstehenden Abwässer gliedern sich in 3 Gruppen: 1. Schmutzwasser, 2. mit Lack in Berührung gekommenes Wasser und 3. Kaminentwässerungen. Weiterhin muss in kontinuierlich und diskontinuierlich abgegebene Abwässer unterschieden werden, wobei die kontinuierlich abfließende Abwassermenge sehr gering und nicht messbar sein wird. Die einzelnen Abwasserpunkte und -mengen sowie die Art der Abwässer sind in der Liste »Abwasserpunkte« aufgeführt.
2.5.2 Schmutzwasser In einigen Bereichen der Lüftungsanlagen kann temperaturbedingt Kondensat entstehen (z. B. Außenluftkanäle), welches über das Abwassernetz direkt in die Werksschmutzwasserleitung eingeleitet wird. Außerdem werden noch die Entleerungen der Becken der Vorbehandlungsanlage nach Prüfung im BMW-Labor in das Schmutzwassernetz eingeleitet. Die Eluate aus den Rückspülprozessen der VE-Wasseranlage dürfen nur bei einem pH-Wert zwischen 6 und 12 in das Schmutzwassernetz abgeführt werden. Diese Wässer werden in dem Eluatbehälter aufgefangen, dann mit einem pH-Messgerät geprüft und bei einem Wert im Grenzbereich mit einer handgesteuerten Pumpe in das Netz abgeführt. Liegt der Wert außerhalb dieser Grenzen, wird eine Chemikalie zudosiert, bis der Wert wieder in diesen Grenzen liegt und dann wie oben beschrieben in das Schmutzwassernetz weggepumpt.

10
Die Entwässerungen der Fortluftkammern und der Fortluftkanäle vor und nach den Wärmerückgewinnungen werden in den Kreislauf-Filterbehälter der Hochdruckreinigung für die Wärmeräder eingeleitet. Im normalen Betrieb entstehen in diesen Fortluftbereichen nur Kondensate. Alle Abwässer werden vor Einlauf in den Behälter über eine Filterstufe gereinigt. Die Entleerungsleitung des Filterbehälters ermöglicht durch eine ständig geöffnete Absperrklappe einen Abfluss zum Schmutzwassernetz. Auch bei Reinigung der Wärmeräder mit Hochdruck-Heißwasser ändert sich der Status der Anlge nicht. Das mit Schmutzpartikeln behaftete Rücklaufwasser fließt auch durch die Filterstufe in den Behälter, um dann ebenfalls wie oben beschrieben, direkt in das Schmutznetz zu gelangen. Eine Überlaufsonde am Behälter wird mit dem Hochdruckreinigungsgerät verriegelt. Sollte das Wasser nicht abfließen, wird der Reinigungszyklus unterbrochen.
2.5.3 Mit Lack in Berührung gekommenes Wasser Aus 2 Bereichen muß Wasser, welches mit Lackpartikeln in Berührung gekommen ist, abgeführt werden: 1. Aus den Abluftkanälen und Abluftventilatoren nach den Auswaschsystemen Ebene +7,8 m.
Diese Verschleppungen werden über die Wasserrücklaufsysteme der einzelnen Auswaschungen in den Systemtank zurückgeleitet.
2. Entleerung des Systemtanks.
Das mit Lackpartikeln in Berührung gekommene Wasser des Systemtanks wird über einen transportablen Filterbehälter auf Ebene +0,0 m in den Werks- Schmutzwasserkanal in Bodenebene abgeleitet. Vor Einleitung wird das Wasser durch das BMW-Labor geprüft.
2.5.4 Kaminentwässerung Die beiden Kamine der TNV und des Haftwassertrockners / HDR- Gerätes sind an das Abwassernetz angeschlossen. Dort können sich während der Hochlauf- und Abschaltphase durch Abkühlen des Abgases im Kamin Kondensate bilden. Diese sauren Abwässer fließen durch eine Neutralisationsanlage für Kaminabwässer und werden danach in das Schmutzwassernetz eingeleitet.
2.5.5 Wasserkreislaufführung in den Lackierzonen Die Farbpartikel-/Auswaschsysteme sind über ein Wasserrücklaufsystem mit einem Systemtank verbunden. Die Abscheidung der Farbpartikel aus dem Wasser erfolgt im Nebenstromverfahren. Dabei wird über eine Schwimmpumpe ein Teilstrom aus dem Systemtank in einen Flotationsbehälter gepumpt. In der Druckleitung zum Flotationsbehälter wird dem Wasser ein Flockungsmittel zu dosiert, das ein Ausflocken und Aufschwimmen der Lackpartikel im Flotationsbehälter bewirkt. Die aufschwimmenden Farbpartikel werden in einen Auffangbehälter abgeskimmt.

11
Über eine Filtereinheit kann im Lackschlamm enthaltenes Wasser in den unteren Teil des Behälters ablaufen. Es wird über eine Rücklaufleitung in den Systemtank zurückgeführt. Die Klarwasserphase im Flotationsbehälter wird ebenfalls über eine Rücklaufleitung in den Systemtank zurückgeführt. Das Wasser wird im Umwälzverfahren immer zwischen dem Systemtank und den Nassauswaschsystemen bewegt. Wasserverluste durch Verdunsten werden durch eine Wasser-Nachspeisestation ergänzt.
Füller WBC 1 WBC 2 CC Kabinenlänge 8 4,5 7,5 8 M Spezifischer Zulauf Wasserwand u. Venturi 30 30 30 30
m3/h pro m Auswaschung
Wasserumwälzung -Bodenrinne 120 67,5 112,5 120 m3/h -Wasserwand 120 67,5 112,5 120 m3/h
Tankvolumen 55 m3 Verweilzeit ca. 2 Min Belastung durch Overspray
40 / 1,8* 34,9 75,5 kg Festkörper / d
* Füller 2
2.5.6 Nassauswaschung mit Lackschlammaustrag Eine schematische Darstellung der Nassauswaschung befindet sich unter der Zeichnung Nr. 1.5-3631 in Register 4.
2.5.7 Schema Abwasserkonzept Siehe Zeichnung Nr. 1.12-3631 in Register 4.
2.5.8 Systemtanks Die Systemtanks sind auf einer Zwischenbühne aufgestellt, die mit einer umlaufenden Umkantung als eine Auffangwanne gemäß WHG ausgeführt ist. Hierdurch sind die Tanks im Bodenbereich doppelwandig. Die Systemtanks sind 10 cm aufgeständert und somit auf Leckage kontrollierbar.
3 Gehandhabte Stoffe 3.1 Einsatzstoffe Die Sicherheitsdatenblätter der Einsatzstoffe wurden bereits von Herrn Mittmann (BMW AG) übergeben. Eine Liste der eingesetzten Stoffe befindet sich im Register 10.

12
3.2 Emissionsquellen Die Lage der Emissionsquelle mit der Angabe der zu erwartenden Emissionen befinden sich im Register 3.
4 Arbeitsschutz
Der Zugang zu den Ventilatoren der einzelnen Lüftungsanlagen ist über Türen mit Doppel-verschluss sowie Schutzgittern hinter den Türen abgesichert.
Die Zugänge zu den Brennkammern werden mit Sicherheitsendschaltern kontrolliert.
Die Türen der Trockner können nur mit Werkzeug geöffnet werden.
Alle Gasregelstrecken können über Not- Aus- Taster am jeweiligen Schaltschrank ausgeschaltet werden.
Für die Fördertechnik sind die einzelnen Bereiche zu Not- Aus- Kreisen zusammengefasst. Alle Bereiche der Fördertechnik sind entweder eingehaust oder eingezäunt. Sämtliche Zugänge sind mit Sicherheitsendschaltern abgesichert.
Auch die Zugänge zu den Roboterbereichen sind mit Sicherheitendschaltern abgesichert. (Der Personenschutz im Bereich der Basislack- Kabine 2 muss noch abgestimmt werden).
An den Arbeitsplätzen werden die Zugänge zu den Hebern mit Sicherheitslichtschranken abgesichert.

13
PRILOGA 2 »Check lista« statusa vpeljave TPM
Ocenjevalna lestvica
Št. točk / vprašanje Presoja in pomen točk
10 V celoti izpolnjeno / izvedeno / obstaja
8 Izvedeno z majhnimi odstopanji / skoraj izvedeno / skoraj v celoti obstaja
6 Pretežno izpolnjeno / pretežno izvedeno / pretežno obstaja
4 Delno izpolnjeno / delno izvedeno / delno obstaja
0 Neizpolnjeno / neizvedeno / ne obstaja
Stopnja izpopolnitve = Dosežene točke / maksimalno št. točk = 44,4% TPM-oddelek: Lack 2
Udeleženci: G. P. Correia Neves, g. Martin Urban (vodji delavcev v Lack 2), g. Muharem Besić (vodja oddelka vzdrževanja) in g Miha Karner (vodja vprašalnika).
Promotor: G. Gerd Karolat (TPM-promotor, Lack 2). Datum: 13.12.2004
Vprašanje Utež Temeljna filozofija Ocena
1a 1 Je bila tema prediskutirana z operaterji in vzdrževalnimi delavci oddelkov (posmeznih delovnih skupin)?
6
Z vsemi delavci, ki sodelujejo pri lakirnem procesu in imajo tako neposredni kot posredni vpliv na razpoložljivost lakirne naprave (vodje, upravljalci strojev, delavci pred napravo, ki nalagajo dele na vozičke, kontrolorji ...).
1b 1 Ali lahko opišemo cilj koncepta TPM? 8 (Zaposleni iz točke 1a navedejo cilj.)
1c 1 Je TPM-piramida poznana in jasna? 4 Kaj je vsebina in pomen »piramide«; kje se nahaja na TPM-deski?
1d 1 Je glede obnašanja in delovanja delavcev znan temeljni pomen TPM (koristi, naloge oz. vloge)?
0
Ali sem kot zaposlen opazil kakšne spremembe? Kakšne so moje koristi? 1e 1 Ali lahko vodje in delavci delvnih skupin imenujejo dotične TPM-
svetovalce svojega oddelka? 0
(Promotorji TPM v zaključni proizvodnji.)
Število možnih točk: 50
Število doseženih točk: 18
Stopnja izpopolnitve v %: 36

14
Vprašanje Utež Vizualizacija Ocena
2a 1 Ali so informacije vizualizirane in aktualne v skladu s TPM-standardi? 4 Po TPM-standardih mora biti aktualizacija (glede na razpoznavno in dogovorjeno
pogostost) objavljena približno en teden po njeni izvedbi.
2b 1 Ali so odgovorne osebe zabeležene ob vizualiziranih informacijah? 8 Kdo je informacije objavil (tel. številka delavca).
2c 1 So informacije dotičnih delov naprave razvidne (v in izven naprave)? 6 Zaposlenim morajo biti rezultati ves čas dostopni.
2d 1 So pomen in ozadje vsebin informacijske TPM-deske operaterjem in vzdrževalnim delavcem naprave jasne in razumljive (npr. informacije o stroških, kazalniki kakovosti ...)?
4
Delavci imajo vsebine smiselno predstavljene na TPM-deski (informacije povezane z napravo) in skupnih informacijskih deskah (skupni cilji).
2e 1 Je pomen vpliva informacij na delo poznan? So ukrepi pri odstopanjih definirani (npr. kaj narediti pri odstopanjih od željene kakovosti)?
8
(Kako se delo delavca odraža na učinkovitost naprave in vrednost kazalnika OEE? Kako lahko delavec prispeva k izboljšanju skupnega rezultata (zabeležiti motnjo, ponovni zagon naprave ...)?
Število možnih točk: 50 Število doseženih točk: 30 Stopnja izpopolnitve v %: 60
Vprašanje Utež Analiza stanja in kazalnikov Ocena
3a 1 Ali je znano, kaj dejansko pomeni število OEE (merilo za učinkovitost naprave in njenih procesov)?
4
Kakšna je skupna učinkovitost naprave? Kateri parametri učinkovitosti so ključnega pomena za napravo? (Kakšno je znanje vodij naprave?)
3b 1 Ali sta poznana vrednost in trend števila OEE (vprašanje za vodjo naprave in odgovorne delavce v napravi)?
10
Ni potrebe po učenju »na pamet«. Veličine parametrov pa morajo biti znane in njihov ugotovljeni trend naj bo vizualiziran.
3c 1 Ali je dobro razviden potek vrednosti števila OEE naprave? 10 (Odgovorjeno v 2a.)
3d 1 So metode ugotavljanja izgub in njihove analize poznane (»5x zakaj«, diagram »ribje kosti«)?
0
(Pri vodjah naprave, vodjah skupin, vzdrževacih.) 3e 1 So glavne izgube na napravi in možnosti za njihovo odpravo ali
zmanjšanje poznane? 4
(Pri vodjah naprave, vodjah skupin, vzdrževacih – vizualizacija na TPM-deski.)
Število možnih točk: 50 Število doseženih točk: 28 Stopnja izpopolnitve v %: 56

15
Vprašanje Utež Dogovor delitve delovnih nalog in
časovnega plana Ocena
4a 1 So odgovorni delavci za posamezne procese in napravo samo imenovani?
8
Odgovorni delavec za posamezne procese gleden na gradnike »Piramide TPM« in odgovorni vodja naprave za tehnično brezhibnost naprave so imenovani.
4b 1 Ali so odgovorni jasno določeni in dokumentirani? 0 (Odgovorjeno v vprašanju 2.)
4c 0,5 Ali so uvedena pravila za namestnike? 0 (Odgovorjeno v vprašanju 2.)
4d 1 Ali so problemi naprave dobro predstavljeni in vizualizirani (npr. viseči TPM-list problemov idr.)?
0
4e 1 Ali obstaja seznam z navodili za sledenje in nato reševanje problemov? 0 (Ustrezno glede na listo ozkih grl.)
4f 0,5 Ali obstaja časovni načrt za vpeljavo gradnikov »Piramide TPM«? 4
Število možnih točk: 50 Število doseženih točk: 10 Stopnja izpopolnitve v %: 20
Vprašanje Utež Temeljno čiščenje Ocena
5a 1 Ali so vzdrževalci in delavci zaključne proizvodnje izvedli osnovno čiščenje, kakor zahtevajo predpisi inšpekcije naprave?
0
5b 1 Ali je naprava čista? 10 (Glede na predpise.)
5c 1 Ali je vsem razumljivo, da se napaka oz. pomanjkljivost lažje odkrije, če je naprava vzdrževana oz. očiščena (čiščenje je hkrati tudi inšpekcija)?
8
Zakaj naj bo naprava čista? 5d 1 Ali so cikli čiščenj in vzdrževalnih ukrepov dogovorjeni v skladu s 5a in
5b (npr. združjivi z zunanjimi podjetji, ki izvedejo inšpekcijo po opravljenem čiščenju)?
10
Vodilni delavci v napravi in vzdrževalci upoštevajo plan temeljnega čiščenja in inšpekcij ter plan periodičnih vzdrževalnih ukrepov. Pri delih naprave, kjer teh planov še ni, je potrebno premisliti, kateri so predhodni ukrepi, da jih uvedemo.
5e 1 So novi delavci vključeni v princip temeljnega čiščenja in ga razumejo? 0 Ali obstaja načrt za uvajanje delavcev, kako izvajati plan temeljnega čiščenja in inšpekcij,
plan periodičnih vzdrževalnih ukrepov in funkcij naprave? Je pri predaji teh nalog (npr. operaterjem) zadostno posredovano potrebno znanje delavcem na napravi?
Število možnih točk: 50 Število doseženih točk: 28 Stopnja izpopolnitve v %: 56

16
Vprašanje Utež Šolanje, dogovarjanje in prevze-manje vzdrževalnih dejavnosti
Ocena
6a 1 Ali so vse vzdrževalne dejavnosti naprave (npr. plan periodnih vzdrževanj) in knjiga logaritmov naprave dokumentirani?
10
6b 1 Ali so vzdrževalne dejavnosti pod 6a vizualizirane? 10 Knjiga logaritmov naprave obstaja, plan temeljnega čiščenja in vzdrževanja je na
razpolago v bližini naprave.
6c 2 Se nujne vzdrževalne dejavnosti obnavljajo glede na motnje, ki se pojavijo in so bile dokumentirane?
8
Plan temeljnega čiščenja in vzdrževanja se glede na vnešene podatake v knjigo logaritmov naprave in elektronsko knjigo izmen obnavlja. Se je ob tem že pojavil proces izboljšav?
6d 1 Ali so odgovornosti za vzdrževalne dejavnosti točno določene? 4 Delitev glede na dejavnosti operaterjev in nalog vzdrževalnih delavcev.
6e 1 Ali odgovorni delavci za napravo v končni proizvodnji izvajajo vzdrževalne ukrepe kar se da odgovorno in smiselno (popravila in periodično vzdrževanje)?
6
Smiselnost mora biti še preverjena na vseh področjih, npr. glede na kvalifikacijo delavcev, porabljeni čas, čas na razpolago za izvedbo … Opravljeno delo mora biti dokumentirano.
6f 1 Ali je vse pripravljeno za izpeljavo šolanja (so termini določeni)? 4 Analiza področij, delavcev, kjer je šolanje potrebno.
6g 1 So termini za izvedbo vzdrževalnih ukrepov dokumentirani in planirani? 4 Plan vzdrževalnih ukrepov deluje na osnovi sistema ponavljanja predlogov.
Število možnih točk: 80 Število doseženih točk: 54 Stopnja izpopolnitve v %: 67,5
Vprašanje Utež Imenovanje in aktiviranje
odgovornih delavcev Ocena
7a 4 Ali so odgovorni za reševanje različnih delovnih procesov naprave (v skladu s 4a) imenovani in dejavni (stanje glede na delovne liste, OEE, ukrepe preureditvenih akcij idr.)? Spremembe so prepoznavne.
4
7b 5 Ali so odgovorni opravili analizo motenj (5x zakaj)? Vodja je izpeljal analizo.
0
7c 5 Ali so odgovorni pod 7b uvedli spremembe in uresničili zastavljene cilje ter jih vizualizirali (z upoštevanjem danih rokov)? Ustrezno glede na listo ozkih grl.
4
7d 3 Ali so znotraj skupine redno uresničujejo in vizualizirajo zadani standardi pri postopkih teka naprave in njenih delov?
6
Pospraviti delovno mesto po končani izmeni, držaati se dogovorjenih terminov, naročanje rezervnih delov, standardi polaganja kablov idr.). So standardi upoštevani?
Število možnih točk: 170 Število doseženih točk: 54 Stopnja izpopolnitve v %: 31,8