Embed Size (px)
Citation preview

LONDRINA 2017
GUILHERME PAGANI PIRES
USINAGEM PARCIAL DE COMPONENTES DE MOTORES DIESEL E GASOLINA.
RETIFICA DE BIELAS E VIRABREQUINS.

Cidade Ano
USINAGEM PARCIAL DE COMPONENTES DE MOTORES DIESEL E GASOLINA.
RETIFICA DE BIELAS E VIRABREQUINS.
Trabalho de Conclusão de Curso apresentado à Faculdade Pitágoras de Londrina, como requisito parcial para a obtenção do título de graduado em Engenharia Mecânica.
Orientador: Felipe Sanches
GUILHERME PAGANI PIRES
LONDRINA
2017
GUILHERME PAGANI PIRES
USINAGEM PARCIAL DE COMPONENTES DE MOTORES DIESEL E GASOLINA.
RETIFICA DE BIELAS E VIRABREQUINS.
Trabalho de Conclusão de Curso apresentado à Faculdade Pitágoras de Londrina, como requisito parcial para a obtenção do título de graduado em Engenharia Mecânica.
Aprovado em: __/__/____
BANCA EXAMINADORA
Prof(ª). Titulação Nome do Professor(a)
Prof(ª). Titulação Nome do Professor(a)
Prof(ª). Titulação Nome do Professor(a)

Dedico este trabalho primeiramente à Deus,
por me abençoar e capacitar durante todo
curso, e posteriormente à família, namorada e
amigos que não mediram esforços e deram
total apoio durante toda graduação.
AGRADECIMENTOS
Agradeço em primeiro lugar a Deus por permitir conquistar mais uma nova etapa.
A Faculdade Pitágoras de Londrina, seu corpo docente, direção, administração,
todos que contribuíram para este feito.
E por fim, à família, namorada Ingrid, e amigos que acreditaram, e sempre
estiveram comigo nos melhores e piores momentos da vida, dando forças para
superar e vencer todos obstáculos.
À todos meus sinceros agradecimentos.

PIRES, Guilherme Pagani. Usinagem parcial de componentes de motores diesel e gasolina: Retifica de bielas e virabrequins. 2017. Número total de folhas. Trabalho de Conclusão de Curso (Graduação em Engenharia Mecânica) – Faculdade Pitágoras, Londrina, 2017.
RESUMO
Esta revisão de literatura mostra como é realizado o processo de retifica de bielas e
virabrequins, e como analisar o estado em que se encontram, e proceder de maneira
correta em determinadas situações problemas. Nos livros, artigos e sites confiáveis
foram revisados, na parte de bielas, as diferenças entre bielas diesel e gasolina,
inspeções visuais e de medidas, os processos de rebaixamento e fresamento,
torneamento e brunimento. Já na parte do eixo de manivelas, foram revisados, as
diferenças entre virabrequim diesel e gasolina, inspeções de medidas, teste
magnafux, retifica, balanceamento e polimento. Foi abordado também, as maquinas
e instrumentos de medições utilizados durante cada processo.
.
Palavras-chave: Retifica bielas; Retifica virabrequim; Biela; Eixo de manivelas.

PIRES, Guilherme Pagani. Usinagem parcial de componentes de motores diesel e gasolina: Retifica de bielas e virabrequins. 2017. Número total de folhas. Trabalho de Conclusão de Curso (Graduação em Engenharia Mecânica) – Faculdade Pitágoras, Londrina, 2017. .
ABSTRACT
This literature review shows how is realized out rectify process of connecting rod and
cranksshaft, and how to analyze the state at what if find, and to behave of right way
in certain problems situations. In the books, articles and confiable sites, was review,
at the parts of connecting rod, the diferences in between connecting rods diesel and
gasoline, visual inspections and measures, the lowering process and milling, lathing
and polishing. Already at cranksshaft parts, was review, the diferences in between
cranksshaft diesel and gasoline, measures inspections, manafux test, retify,
balancing and polishing. Was approached to, the machines and measures
instruments used during each process.
Key-words: Connecting rod retify; Cranksshaft retify; Connectinh rod; Cranksshaft.

LISTA DE ILUSTRAÇÕES
Figura 1 – Biela e seus componentes ..................................................................... 15
Figura 2 – Identificação de bielas: STD e Fundida respectivamente. ...................... 17
Figura 3 – Inspeção de altura e alinhamento de bielas. .......................................... 18
Figura 4 – Retificadora de superfície plana de biela e capa RSP-1 ........................ 20
Figura 5 – Fresadora de bielas dentadas FB........................................................... 21
Figura 6 – Broqueadora e Retificadora de bielas .................................................... 23
Figura 7 – Brunidora de Bielas BB-98 ..................................................................... 24
Figura 8 – Virabrequim e seus componentes .......................................................... 26
Figura 9 – Inspeção de diâmetros ........................................................................... 28
Figura 10 – Magnaflux – D-2060 ............................................................................. 29
Figura 11 – Retificadora de Virabrequim. ................................................................ 29
Figura 12 – Balanceamento Dinâmico PHQ-500 ..................................................... 31
Figura 13 – Politriz de Virabrequim PV-1500........................................................... 32
LISTA DE TABELAS
Tabela 1 – Modelos Bielas ....................................................................................... 19
Tabela 2 – Padronização alongamento e encurtamento de bielas.......................... 22
Tabela 3 – Resultados súbito................................................................................... 25
Tabela 4 – Características pós inspeções bielas Mercedes Benz OM 457 LA ........ 33
Tabela 5 – Características pós inspeções bielas Cummins Série C ........................ 34
Tabela 6 – Características pós inspeções bielas Ford Zetec Rocam 1.0 ................ 35
Tabela 7 – Características pós inspeções virabrequim Volkswagen AP 1.6 ............ 36
Tabela 8 – Características pós inspeções virabrequim Cummins Série B 4Cil ........ 37
Tabela 9 – Características pós inspeções virabrequim Scania DSC9 ..................... 39

LISTA DE QUADROS
QUADRO 1 – CATALOGO MAHLE. .......................................................................... 2
QUADRO 2 – CATALOGO MERCEDES BENZ OM 457 LA.................................... 33
QUADRO 3 – CATALOGO CUMMINS SERIE C. ..................................................... 34
QUADRO 4 – CATALOGO FORD ZETEC ROCAM 1.0. .......................................... 35
QUADRO 5 – CATALOGO VOLKSWAGEN AP 1.6. ............................................... 36
QUADRO 6 – CATALOGO CUMMINS SERIE B 4CIL.. ........................................... 37
QUADRO 7 – CATALOGO SCANIA DSC9.. ............................................................ 38

LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
STD Standard
NBR Norma Brasileira

SUMÁRIO
INTRODUÇÃO .......................................................................................................... 13
1 RETIFICA DE BIELAS ....................................................................................... 15
1.1 BIELAS .......................................................................................................... 15 1.2 PRINCIPAIS DIFERENÇAS ENTRE BIELAS DIESEL/GASOLINA .............. 15 1.3 INSPEÇÕES .................................................................................................. 16 1.3.1 Inspeção visual ................................................................................... 16 1.3.2 Inspeção de medidas .......................................................................... 17 1.4 REBAIXAMENTO E FRESAMENTO ............................................................. 19 1.4.1 Processos de rebaixamento ................................................................ 20 1.4.2 Processos de fresamento .................................................................. 20 1.5 TORNEAMENTO............................................................................................ 21 1.6 BRUNIMENTO................................................................................................ 24
2 RETIFICA DE VIRABREQUIM .......................................................................... 27
2.1 VIRABREQUIM .............................................................................................. 26 2.2 PRINCIPAIS DIFERENÇAS ENTRE VIRABREQUIM DIESEL/GASOLINA ...26 2.3 INSPEÇÕES ...................................................................................................27 2.3.1 Inspeção de medidas .......................................................................... 27 2.4 TESTE MAGNAFLUX .................................................................................... 28 2.5 RETIFICA ....................................................................................................... 29 2.6 BALANCEAMENTO E POLIMENTO.............................................................. 30 2.6.1 BALANCEAMENTO ............................................................................ 30 2.6.2 POLIMENTO ....................................................................................... 31
3 SITUAÇÕES DE PROCEDIMENTO .................................................................. 33
3.1 PROCEDIMENTOS BIELAS .......................................................................... 33 3.2 PROCEDIMENTO VIRABREQUIM ............................................................... 36
CONSIDERAÇÕES FINAIS ...................................................................................... 41
REFERÊNCIAS ......................................................................................................... 42
ANEXOS....................................................................................................................46
ANEXO A – CATALOGO PARCIAL MAHLE ............................................................47

13
INTRODUÇÃO
Neste presente trabalho de conclusão de curso irar-se-á estudar e aprofundar-
se sobre como é realizado o processo de usinagem em motores diesel e gasolina
dentro de retificadoras, focando toda a pesquisa exclusivamente em retifica de bielas
e virabrequins respectivamente. Tanto um quanto o outro componente, são utilizados
juntos, tendo as mesmas funções desde os primórdios da invenção do primeiro motor
de combustão interna, pelo engenheiro alemão Nikolaus August Otto (1832-1891).
Em relação as Bielas estudar-se-á todas as inspeções pré-retifica, medições,
rebaixamento, fresamento, torneamento, brunimento, entre outros, até a peça estar
devidamente preparada para a montagem do motor. Já sobre o virabrequim (eixo de
manivelas) comentar-se-á medições com micrometros, inspeções de trincas e
chavetas, enchimento da lateral da bronzina e traseira, empenamento, retifica dos
mancais fixos e mancais de bielas, balanceamento, polimento, até o mesmo estar apto
a ser montado.
A seguinte pesquisa justifica-se como referência principalmente para alunos de
engenharia mecânica, ou, pessoas interessadas em motores, sobre como é realizado
o processo de retifica dentro das retificadoras, já que o estudo em sala de aula é
precário, e insuficiente, devido à uma grade relativamente grande em um curto período
de tempo.
Nesse contexto surge a problemática, que é como identificar se as bielas e o
eixo de manivelas de motores ciclo diesel e ciclo otto estão em boas condições,
condenadas devido algum problema ou então é necessário retificar?
O objetivo geral deste trabalho é apresentar como é realizado o processo de
usinagem em bielas e virabrequins dentro das retificadoras, afim de entender os
procedimentos utilizados em determinadas situações. Para isso, o trabalho seguirá os
seguintes objetivos específicos que serão aprofundados no decorrer dos capítulos.
Analisar instrumentos de medições necessários para a realização do
processo de usinagem em bielas e virabrequins.

14
Entender máquinas e equipamentos utilizados para o processo de retifica de
virabrequins e bielas.
Conhecer as principais diferenças de bielas e virabrequins diesel e gasolina.
O tipo de pesquisa realizado neste trabalho foi uma revisão de literatura, no qual
foi realizada pesquisas em sites de fonte confiável, artigos científicos, jornais e revistas
técnicas, catálogos de fabricantes e profissionais da área, não se estabelecendo um
período anual de investigação para catálogos, apostilas, sendo os principais, MAHLE,
CHINELLATO, ITALMICRO, INCOMATOL, SENAI, entre outros.

15
1 RETIFICA DE BIELAS
1.1 BIELAS
Bielas são componentes de motores de combustão interna diesel/gasolinas,
sendo constituídas basicamente por capa, cabeça, pé, haste, bucha, parafusos e
bronzinas.
Pode-se dizer que:
As bielas são hastes metálicas que conectam os pistões ao virabrequim, convertendo o movimento de subida e descida do primeiro em um movimento rotativo, no segundo. Geralmente, é feita de aço forjado, assumindo determinadas formas e tamanhos diferentes conforme o tipo e configuração de cada motor (MARCELO, 2016).
Figura 1 – Biela e seus componentes
Fonte: SENAI (2004).
1.2 PRINCIPAIS DIFERENÇAS ENTRE BIELAS DIESEL/GASOLINA
Aprofundando-se em respeito das bielas, sabe-se que as mesmas embora
sempre tenha a mesma função, não são iguais. Existem diferentes e diferentes
modelos de bielas para diferentes e diferentes motores, porém todos estes modelos
não vem ao caso estudar, o que vale a pena ressaltar são dois grupos distintos, as
bielas de motores diesel, e as bielas de motores a gasolina.

16
As principais características de bielas de motores diesel são seu tamanho,
geralmente maiores e mais robustas, podendo possuir guias além dos parafusos.
Nestas bielas, o encaixe do pino do pistão sempre é feito através da bucha, onde a
mesma possui folga de 03 à 04 centésimos milésimo, generalizando, levando em
consideração os ajustes parciais do bloco e cilindro, sempre há necessidade de mexer
na altura da biela, torneando mais material da parte de cima da bucha para encurtar
seu tamanho, ou torneando mais material da parte de baixo da bucha para alongar
seu comprimento.
Já as bielas de motores a gasolina, diferente das bielas a diesel possuem um
corpo menor e mais frágil, onde o encaixe do pino do pistão pode ser feito de duas
maneiras, através de bucha (como nas bielas a diesel), ou simplesmente prensadas,
ou seja, sem a utilização de bucha, e sim prensando o ferro do pé da biela com o ferro
do pino do pistão. Em relação aos guias, não há presença de guias, sendo assim os
parafusos seus únicos guias. As bielas que precisam de buchas, o ideal é que não
possua folga, tendo assim a mesma medida do pino do pistão, Já em relação aos
ajustes do bloco e cilindro, diferente dos motores a diesel, não há necessidade de
alterar a altura das bielas, ou seja, torneando a bucha sempre no centro.
1.3 INSPEÇÕES
Para determinar se uma biela está apto para a utilização, é necessário realizar
uma serie de conferencias, medidas, que são feitas através de instrumentos de
medição. Os instrumentos de medições mais utilizados para tais inspeções são:
micrometro, súbito, relógio comparador, torquimetro e balança, ambos disponíveis no
anexo para eventuais dúvidas.
1.3.1 INSPEÇÃO VISUAL
Em geral, “inspeção visual exige definição clara e precisa de critérios de
aceitação e rejeição do produto que está sendo inspecionado” (SENAI, 1999, pág. 02).
Focando em bielas, a inspeção visual é utilizada para conferir capa/corpo,
parafusos/roscas e guias (se houver).
Na maior parte dos casos, há como retificar e recuperar a peça. Os principais
casos de ter de condenar a peça ocorrem quando, há desgaste no alojamento superior
lateral, há torção e deslocamento, os riscos internos ao alojamento superior são

17
fundos demais (considerando que fundiu), o que acaba encurtando muito o
comprimento da peça após rebaixada e usinada, e por fim, quando a bucha do pé da
biela acaba rodando dentro do motor, o que afeta o diâmetro interno do alojamento
inferior.
Figura 2 – Identificação de bielas: STD e Fundida respectivamente.
Fonte: Monza turbo (2012).
1.3.2 INSPEÇÃO DE MEDIDAS
As inspeções de medidas são realizadas após a inspeção visual, com
instrumentos de medição, tais inspeções tem como função avaliar nos mínimos
detalhes, centésimo por centésimo que não são vistos a olho nu.
Após o desmonte, limpeza, montagem e aperto dos parafusos (torque), são
inúmeros os procedimentos necessários para realizar a inspeção de medida, sendo
eles, inspeção de massa, alojamento superior e inferior, altura e alinhamento.
A inspeção de massa é justamente a comparação de pesos do jogo de bielas,
tendo todas que estar dentro de uma faixa especifica de peso, ou seja, balanceadas
(ERCI. D. ROBERTO, 2011, pág. 01). Posteriormente, utilizando-se o micrometro e
regulando o súbito (comparador de diâmetro interno), pode-se iniciar as inspeções dos
alojamentos.
As inspeções dos alojamentos superior e inferior da biela, irá indicar se a
mesma necessita de brunimento (alojamento superior), ou, se está com medidas
dentro do padrão, STD, para seguir adiante. A conferência da medida, como dito
anteriormente, é realizada com auxílio de um súbito, onde deve-se colocá-lo
internamente aos alojamentos, deslizando-o entre os parafusos e em pontos
Biela Fundida Biela STD

18
equidistantes da linha do centro da biela (ex: 20°; 45°; 90°; 135° e 160°) (MARCOS
J.A. PALHARINI, 2015, cap. 10, pág.18.), afim de checar basicamente o alojamento
por completo, encontrando o resultado mais alto marcado em cada angulo.
As inspeções de altura e alinhamento, são realizadas em um torno de biela.
Tanto para um, quanto para a outra inspeção, deve-se centrar a peça e utilizar um
relógio comparador para a conferencia.
Para inspecionar a altura do jogo de bielas, é necessário centrar uma biela por
completo, ou seja, verticalmente e horizontalmente, onde, após centrada, retirar e
centrar o restante das bielas, porém, somente horizontalmente, não podendo alterar
a altura (posição vertical) da primeira peça (INTERNATIONAL ENGINES SOUTH
AMERCAN LTDA, 2003, seção E, pág. 02), sendo a diferença a vertical marcada pelo
relógio comparador, correspondente à diferença de altura de uma biela para a outra.
A inspeção de alinhamento, segue o mesmo padrão da anterior, a principal
diferença é que todas as peças do jogo deve ser centradas horizontalmente e
verticalmente, após a mesma estar no centro, desloca-se o relógio comparador ao
longo do alojamento, e se houver variação no ponteiro, significa que a biela está
desalinhada.
Figura 3 – Inspeção de altura e alinhamento de bielas.
Fonte: Retificadora Tietê (2017).
Suporte fixador.
Biela
Relógio comparador com suporte p/ torno
Eixo de corte
Centralizador horizontal

19
1.4 REBAIXAMENTO E FRESAMENTO
Para entender os processos de rebaixamento/fresamento, deve-se saber que
até o ano de 2017, existem três modelos de capas de biela, no quesito de junção capa
e corpo, as bielas faceadas (lisas), conhecidas também por convencionais, as bielas
estriadas (dentadas) e por último, as bielas fraturadas (superfície irregular) (SANDRO.
HENRIQUE, 2017). Dentro desses três modelos mencionados, somente dois
possuem retifica, as faceadas e estriadas, resumidamente, conforme tabela abaixo:
Tabela 1 – Modelos Bielas
Bielas
Produção
Superfície da junção
capa/biela
Possui Retifica do
alojamento superior?
Faceadas
Biela e capa
produzidas
separadamente,
posicionadas com
guias.
Superfície Lisa
Sim
Estriadas
Biela e capa
produzidas
separadamente,
posicionadas com
guias.
Superfície dentada
Sim
Fraturadas
Biela e capa
produzidas como uma
única peça, e depois
rachada.
Superfície fraturada e
irregular
Não
Fonte: SENAI, Apostila Motores de Combustão (2003).
O processo de rebaixamento/fresamento de biela tem como principal função a
diminuição do diâmetro do alojamento para-se posteriormente retifica-lo e deixar com
o diâmetro original, STD (CAROLINA VILANOVA, 2015, pág. 20).
20
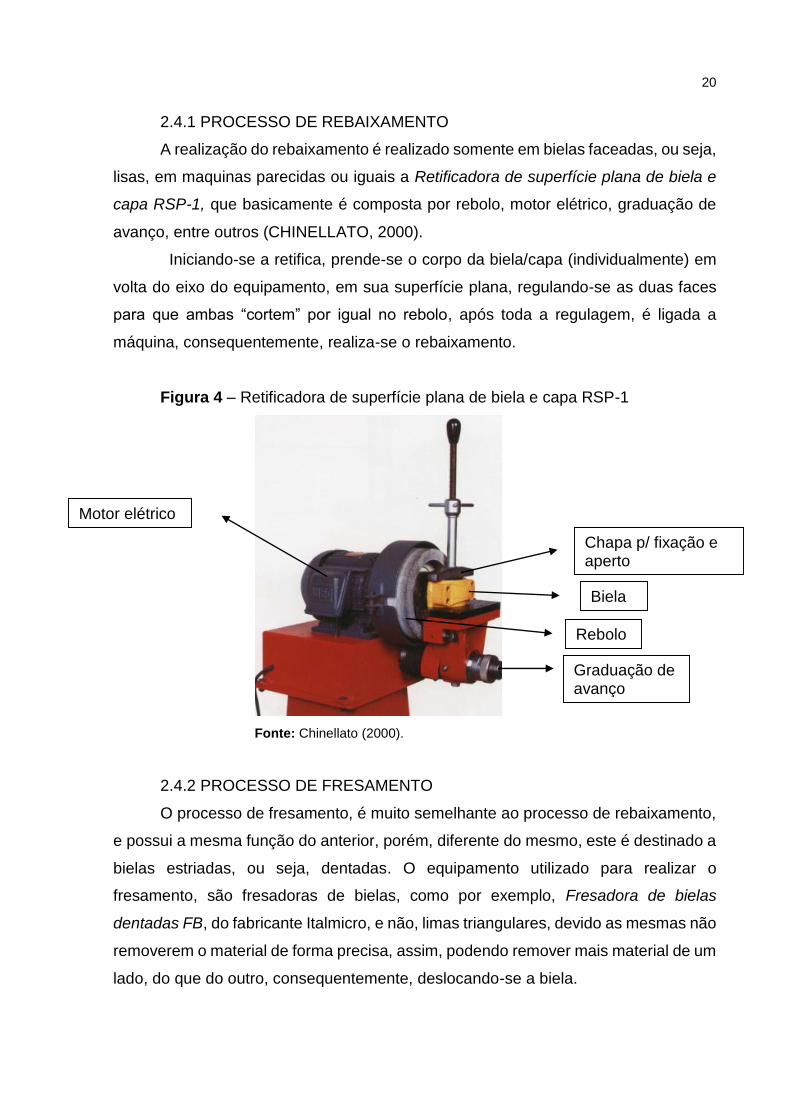
2.4.1 PROCESSO DE REBAIXAMENTO
A realização do rebaixamento é realizado somente em bielas faceadas, ou seja,
lisas, em maquinas parecidas ou iguais a Retificadora de superfície plana de biela e
capa RSP-1, que basicamente é composta por rebolo, motor elétrico, graduação de
avanço, entre outros (CHINELLATO, 2000).
Iniciando-se a retifica, prende-se o corpo da biela/capa (individualmente) em
volta do eixo do equipamento, em sua superfície plana, regulando-se as duas faces
para que ambas “cortem” por igual no rebolo, após toda a regulagem, é ligada a
máquina, consequentemente, realiza-se o rebaixamento.
Figura 4 – Retificadora de superfície plana de biela e capa RSP-1
Fonte: Chinellato (2000).
2.4.2 PROCESSO DE FRESAMENTO
O processo de fresamento, é muito semelhante ao processo de rebaixamento,
e possui a mesma função do anterior, porém, diferente do mesmo, este é destinado a
bielas estriadas, ou seja, dentadas. O equipamento utilizado para realizar o
fresamento, são fresadoras de bielas, como por exemplo, Fresadora de bielas
dentadas FB, do fabricante Italmicro, e não, limas triangulares, devido as mesmas não
removerem o material de forma precisa, assim, podendo remover mais material de um
lado, do que do outro, consequentemente, deslocando-se a biela.
Motor elétrico
Chapa p/ fixação e aperto
Biela
Rebolo
Graduação de avanço

21
As fresadoras de bielas, normalmente são compostas, por motor elétrico, mesa
horizontal com sistema de avanço vertical, chapa para fixação e aperto de capa/biela
e, o principal, vários jogos de fresas de acordo com a necessidade de cada fabricante
de motor (ITALMICRO MAQUINAS, 1999).
O método seguido para a fresagem, inicia-se assim como no rebaixamento,
com a fixação e centragem da biela/capa sobre a mesa horizontal, em torno do eixo
central da mesa, regulando-se para que ambos os lados toquem igualmente a fresa,
e apertando com a chapa de fixação. Posterior a toda regulagem, liga-se o
equipamento, onde, através do deslocamento da mesa e a pressão de corte das fresas
simultaneamente, ocorre a remoção de materiais na forma de cavacos.
Figura 5 – Fresadora de bielas dentadas FB
Fonte: Italmicro (1999).
1.5 TORNEAMENTO
Posterior aos processos de rebaixamento e fresamento, inicia-se o
torneamento, que divide-se em dois processos, torneamento da bucha (alojamento
inferior) e torneamento do “ferro”, vulgo, alojamento superior. O processo de
torneamento, ou, mandrilhamento, como também é chamado, está entre os mais
importantes, se não, o mais importante processo de usinagem, pois, tem a função de
deixar as bielas na medida STD das bronzinas, ou seja, no padrão de fábrica. Além
Painel de comando
Jogo de fresas
Mesa c/ sistema de avanço
Chapa p/ fixação e aperto
Biela

22
da obrigação de deixar as bielas STD, outra função extremamente importante é a
altura da biela, onde as mesmas devem ficar dentro do limite de altura do
cilindro/virabrequim, pré-estabelecidos pelo fabricante do motor (RETIFICADORA
TIÊTE, 2017).
Os processos de encurtamento e alongamento das bielas, são realizados de
duas maneiras, através do alojamento superior e também da bucha de biela.
Normalmente, considerando o fator de segurança, calcula-se que uma bucha de biela
“aguenta” ser encurtada/alongada em torno de 0,15 milímetros, sem correr o risco de
a ferramenta do torno tocar o ferro da bucha de biela, então, para valores maiores,
obrigatoriamente deve-se realizar o encurtamento/alongamento pelo “ferro”
(alojamento superior), rebaixando-o sempre o dobro do valor que tem de ser usinado,
exemplo: pede-se para encurtar 0,40mm, então terá que rebaixar 0,80mm. (SANDRO
HENRIQUE, 2017).
Tabela 2 – Padronização alongamento e encurtamento de bielas
0 à 0,15 (mm) 0,15 + (mm)
Alongamento
Realizado na bucha de biela,
centrando-a normalmente, e
aumentando a altura com
auxílio de base magnética c/
relógio comparador.
Realizado no alojamento
superior, rebaixando/fresando
o dobro do valor alongado,
aumentando a altura com
auxílio de base magnética c/
relógio comparador
Encurtamento
Realizado na bucha de biela,
centrando-a normalmente,
diminuindo a altura com auxílio
de base magnética c/ relógio
comparador.
Realizado no alojamento
superior, rebaixando/fresando
o dobro do valor encurtado,
diminuindo a altura com auxílio
de base magnética c/ relógio
comparador.
Fonte: SENAI, Apostila Motores de Combustão (2003).
O equipamento utilizado para o torneamento, como o próprio nome já diz, é o
torno de biela, conhecido também por Broqueadora e Retificadora de Bielas, está
máquina possui muitos componentes, como, dispositivos de centragem horizontal e
vertical, dispositivos de medição, alinhamento dos cabeçotes, cabeçote retificador,
caixa de ferramentas, entre outros (INCOMATOL, 2003). Pode-se dizer, que o

23
princípio de funcionamento para usinagem de buchas e alojamento superior, é o
mesmo, mudando-se apenas, as ferramentas de corte.
Tanto para bucha, quanto para o “ferro” (alojamento superior), procede-se
centrando-as vertical e horizontalmente, encurtando/esticando caso precise, então,
para regulagem da ferramenta de corte, soltasse-a a mesma, encostando-a na peça,
feito este procedimento, liga-se a máquina e dá-se o primeiro passo. Posterior ao
primeiro, mede-se a peça, regulando-se a ferramenta de corte na medida desejada,
para que a peça, bucha, e/ou “ferro” fique STD (SANDRO HENRIQUE, 2017).
Figura 6 – Broqueadora e Retificadora de bielas.
Fonte: Incomatol (2003).
1.6 BRUNIMENTO
Posteriormente ao processo de rebaixamento/fresamento,
mandrilhamento/torneamento, respectivamente, inicia-se o processo de
brunimento.
O brunimento é um processo de usinagem a baixa velocidade de corte que utiliza ferramentas abrasivas, nas quais todos os grãos ativos estão
Sistema de regulagem vertical
Sistema p/ regulagem de ferramentas
Eixo porta ferramenta
Sistema c/ controle de velocidades
Sistema manual mesa de avanço
Painel de controle
Sistema de regulagem horizontal
Mesa de avanço
Eixo trava p/ mesa de avanço automático
Biela

24
em contato com a superfície da peça. Tais grãos descrevem trajetórias helicoidais deixando marcas típicas em forma de hachurado com traços entrelaçados. Isso ocorre porque a ferramenta tem rotação e se desloca axialmente com movimento alternativo (MAHLE, 1999).
A finalidade do brunimento, é deixar a biela com ótimo acabamento,
“hachurada” e STD. O equipamento utilizado para realizar o processo de brunimento,
é a Brunidora de Bielas BB-98, ou semelhantes, compostas por, motor elétrico, mesa
com sistema de avanço, eixo porta ferramentas rotativo, relógio comparador p/
“pressão”, sistema de lubrificação, entre outros (CHINELATTO, 2002).
Figura 7 – Brunidora de Bielas BB-98.
Fonte: Chinelatto (2002).
Uma curiosidade, é que através deste equipamento, é possível deixar a biela
completamente redonda, mesmo se a mesma se encontrar com um lado mais fechado
(maior valor medido com o súbito) do que o outro.
Exemplos: Considerando um motor AP, com medidas STD conforme quadro
abaixo.
Relógio regulador pressão
Biela Sistema de avanço e travamento
Sistema de lubrificação
Painel de controle
Eixo porta ferramentas rotativo

25
Quadro 1 – Catalogo MAHLE.
Fonte: MAHLE (2016).
Considera-se os seguintes resultados abaixo, obtidos através do súbito.
Tabela 3 – Resultados súbito.
Fonte: Sandro Henrique (2017).
Conclui-se que através do brunimento, é possível deixar a biela na medida
STD, sem correr o risco de a mesma ficar ovalizada.
Ângulo de medida Resultados
20° 0,00 (50,60)
45° + 0,05 (50,65)
90° + 0,07 (50,67)
135° + 0,02 (50,62)
160° +0,01 (50,61)

26
2 RETIFICA DE VIRABREQUIM
3.1 VIRABREQUIM
Árvore de manivelas, eixo de manivelas, girabrequim, e por outros muitos
nomes é conhecido o virabrequim. O virabrequim é um equipamento fundido em aço
carbono, constituído por bucha, orifícios para passagem de óleo, diversas bielas
(moente) e mancais (munhões) acoplados em ângulos diferentes, lembrando várias
manivelas lado à lado, entre outros (SENAI; OLIVEIRA. A. CARLOS; ROSA.
ANDREA. 2003, pág. 39).
Figura 8 – Virabrequim e seus componentes.
Fonte: SENAI, Apostilas motores combustão interna (2003).
A função do virabrequim é basicamente, receber a força explosiva dos pistões,
através das bielas (eixo de ligação), transformando-as e enviando-as ao sistema de
transmissão, torque, força e rotação.
2.2 PRINCIPAIS DIFERENÇAS ENTRE VIRABREQUIM DIESEL/GASOLINA
Assim como as bielas, existem inúmeros modelos de virabrequins, sendo eles
para motores em linha, motores em “V”, motores dois tempos, motores quatro tempos,
entre outros, contudo, nesta monografia, generaliza-se em dois modelos, diesel e
gasolina (SENAI; OLIVEIRA. A. CARLOS; ROSA. ANDREA. 2003, pág. 39).
Embora os eixos de manivelas diesel e gasolina sejam muito semelhantes, e
possuam a mesma função em um motor, há diferenças entre os mesmos. O
virabrequim de motores diesel, como as bielas, são extremamente robustos e

27
pesados, podendo possuir contrapesos, parafusados junto ao virabrequim, com a
função de deixar o mesmo balanceado, ou seja, rodando livremente. A mais
importante diferença é o ângulo do raio de concordância, o que, afeta diretamente o
processo de retifica, variando-se por marca em cada motor diesel.
A árvore de manivelas de motores gasolina, são frágeis e leves, quando
comparadas com o diesel, não precisando de contrapesos para ser balanceada.
Diferente dos diesel, o virabrequim a gasolina, possui pouco, ou nenhum raio de
concordância, podendo ser retificado sem a necessidade de arredondar as pontas do
rebolo.
2.3 INSPEÇÕES
Assim como acontece com as bielas, o eixo de manivelas também necessita
passar por procedimentos, onde, determina, se o mesmo está apto, precisa de retifica
ou então, será condenado. Os instrumentos de medição utilizados para a execução
das inspeções são: relógio comparador, micrometros, durômetro e luneta.
3.3.1 INSPEÇÃO DE MEDIDAS
O processo de inspeção de medidas do virabrequim, tem como função, avaliar
o que será feito com o mesmo, verificar suas condições, nos quesitos, dureza do
material, lateral e diâmetros dos mancais, bielas, flange e o raio de concordancia
(INTERNATIONAL ENGINES SOUTH AMERICAN, 2003, seção G, pág. 01).
A inspeção de dureza é realizada através do durômetro, onde, mede-se a
mesma, comparando-se a escala medida pelo instrumento de medição com a escala
do fabricante do motor (Anexo 01). Caso há dureza esteja abaixo do limite permitido,
deve-se condenar a peça, mesmo que o eixo de manivelas esteja em perfeitas
condições de medidas.
A lateral do virabrequim, fica localizada no mancal central, e normalmente
mede-se com a própria bronzina, verificando-se a folga axial. Caso a folga axial passe
da tolerância permitida, enche-se com solda, corrigindo-a posteriormente durante o
processo de retifica.
Com auxílio de um micrometro, avalia-se o grau de desgaste e ovalização dos
mancais, bielas e flange, comparando-os com o limite permitido pelo fabricante (Anexo
01), e determinando em qual medida será retificado. A escala de retifica mais comum,

28
é 0,25mm, 0,50mm, 0,75mm e 1,00mm, porém, pode haver exceções de acordo com
certos fabricantes (MTNSB, pág. 01, 2007).
Por último, realiza-se a inspeção do raio de concordância com um calibre, onde
o mesmo exige muita atenção, pois, uma medida errada, pode comprometer o
virabrequim (REVISTA TECNICA O MECÂNICO, 2015).
Figura 9 – Inspeção de diâmetros.
Fonte: MTNSB, pág. 01 (2007).
2.4 TESTE MAGNAFLUX
Posterior à inspeções, inicia-se o teste magnaflux, não deixando-se de ser um
outro processo de inspeção, este teste tem a função de detectar possíveis trincas,
invisíveis a olho nu.
Esse processo consiste em magnetizar o eixo e espalhar sobre ele um líquido contendo partículas ou pó de ferro. As partículas se depositam sobre as trincas tornando-as visíveis sob ação de luz negra. A profundidade da trinca pode ser avaliada pela quantidade de partículas depositadas sobre ela, influindo na intensidade do campo (REVISTA TECNICA O MECÂNICO, 2015).
O equipamento utilizado para a realização do teste magnaflux, é constituído por
motor elétrico com saída de corrente, bobina, luz negra, cabine escura, entre outros,
conforme figura 10, abaixo.
Biela do virabrequim
Micrometro
Mancal do virabrequim

29
Figura 10 - Magnaflux – D-2060.
Fonte: Magnaflux Brasil (2011).
2.5 RETIFICA
O processo de retifica de virabrequim é realizado em maquinas semelhantes a
Retificadora de Virabrequins, da fabricante Incomatol possuindo-se normalmente,
sistema de centragem cruzada, sistema automático de lubrificação, mesa com avanço
automático, sistema de medição continua, cabeçotes com flutuação por ar, entre
outros (INCOMATOL, 2001).
Figura 11 – Retificadora de Virabrequim.
Fonte: Incomatol (2011).
Painel de controle
Motor elétrico (localizado dentro do compartimento)
Bobina magnetizadora
Luz negra (localizado dentro do compartimento)
Sistema de medição
Sistema de centragem
Rebolo c/ sistema de avanço e lubrificação automático
Sistema de avanço rebolo manual
Painel de controle
Mesa c/ sistema de avanço
Cabeçote c/ sistema de flutuação
30
Pode-se dividir o processo de retifica em dois, retifica de mancais fixos, ponta
e traseira, e retifica de mancais bielas.
A retifica dos mancais fixos do virabrequim realiza-se centrando-o no curso zero
do cabeçote da máquina, e com um relógio comparador acoplado em uma base, e a
retificadora de virabrequim ligada e girando, confere-se o empenamento, não
podendo-se o mesmo ser maior de quinze centésimos, caso o empenamento seja
maior, acha-se o ponto mais alto marcado pelo relógio comparador, e retira-se o eixo
de manivelas da máquina, bate-se com martelo/marreta sobre o mesmo, afim de
diminuir o empenamento (MOREIRA. ANTONIO, 2017). Posterior com o virabrequim
devidamente centrado, aproxima-se o rebolo e inicia-se a retifica, onde, com o sistema
de medição e o micrometro, acompanha-se a medida até a mesma chegar na medida
desejada.
Já nos mancais de bielas, ocorrem os mesmos procedimentos, havendo-se
duas diferenças, que são, a utilização de uma luneta para centrar o mancal de biela,
e, o curso do cabeçote da máquina, que não é mais no ponto zero, variando-se o curso
para cada modelo de virabrequim de acordo com o fabricante (MOREIRA.ANTONIO,
2017).
2.6 BALANCEAMENTO E POLIMENTO
Os processos de balanceamento e polimento, respectivamente, são realizados
posteriormente a todo processo de inspeção e retifica, e tem a função de dar um toque
final no virabrequim.
2.6.1 BALANCEAMENTO
O balanceamento do eixo de manivelas, como o próprio nome diz, tem a função
de balancear, para que não ocorra vibrações dentro do motor. O processo de
balanceamento divide-se em três partes, balanceamento do virabrequim, volante e
platô (MOREIRA. ANTONIO, 2017)
O balanceamento é realizado em uma máquina de balanceamento dinâmico,
onde a mesma é conectada a um computador, que tem a função realizar uma leitura
algorítmica e apontar as eventuais falhas, desbalanceamentos, que possa vir a
ocorrer. Estas máquinas são constituídas por um motor elétrico, polias, mancais
móveis de apoio, sensores, entre outros (JIANPING EQUILIBRIO DINAMICO, 2013).

31
Figura 12 - Balanceamento Dinâmico PHQ-500.
Fonte: Jianping Equilíbrio Dinâmico da Máquina Manufacturing (2013).
Para efetuar-se o balanceamento, deve-se programar e regular a máquina de
acordo com cada fabricante, onde, posterior a programação, liga-se o equipamento, e
após o termino do ciclo de balanceamento, o programa apontara o que deverá ser
feito, lembra-se que, caso o eixo de manivelas esteja desbalanceado, deve-se marca-
lo com um giz no ponto mais pesado (onde o programa apontar), e realizar a remoção
do material com o auxílio de furadeira e lixadeira (INTERNATIONAL ENGINES
SOUTH AMERICAN, 2003, seção G, pág. 03).
Posteriormente a remoção do material, obrigatoriamente, deve-se iniciar um
novo ciclo na máquina, e conferir se a quantidade retirada foi o suficiente para
balancear o virabrequim. Por último, após ao balanceamento do virabrequim, coloca-
se o volante, e o platô, respectivamente, balanceando-os da mesma forma que o eixo
de manivelas (MOREIRA. ANTONIO, 2017).
2.6.2 POLIMENTO
O processo de polimento é o último e o mais simples a ser realizado, onde:
Na máquina de polir, prenda-o pelas pontas, sem apertar para que não deforme. Aplicar a pasta de polir no rebolo de feltro, em movimento de rotação. Depois, colocar o eixo do virabrequim em rotação, ao contrário do rebolo de feltro, e proceder ao polimento uniforme sobre toda a superfície dos
Virabrequim
Computador c/ painel de controle
Base c/ sensores
Polias (conectadas ao motor elétrico)
Mancais de apoio móveis

32
colos, deixando-a totalmente espelhada (REVISTA TECNICA O MECÂNICO, 2015).
Resumindo-se, liga-se a Politriz de Virabrequim PV-1500, que é constituída por
motor elétrico, placa universal e rebolo polidor, aplica-se a cera, normalmente de
alumina, e espalha-se sobre os mancais do virabrequim, e posterior, utiliza-se uma
pedra, que tem a função de remover o resto de cera que fica no rebolo, e retorna-se
removendo-se a cera e polindo o eixo de manivelas (CHINELATTO, 1997).
Figura 13 – Politriz de Virabrequim PV-1500.
Fonte: CHINELATTO (1997).
Rebolo polidor
Placa universal
Painel de controle
Virabrequim

33
3 SITUAÇÕES DE PROCEDIMENTO
3.1 PROCEDIMENTOS BIELAS
Afim de compreender corretamente cada processo necessário para retificar
certa biela, usar-se-á alguns exemplos, onde tem-se como função englobar algumas
situações delicadas, não muito comuns, e como proceder.
Exemplo 1: Considera-se todas as inspeções feitas, onde encontra-se as
seguintes características na “pior” biela do jogo.
Quadro 2 – Catálogo Mercedes Benz OM 457 LA.
Fonte: Mahle (2016)
Tabela 4 - Características pós inspeções bielas Mercedes Benz OM 457 LA
Motor Mercedes Benz OM 457
Marcas de fundida Sim
Bucha (Rodou) Não
Desgaste Lateral Não
Torção Não
Medida súbito 20° 0.04 (95,04)
Medida súbito 45° 0,23 (95,23)
Medida súbito 90° 0,20 (95,20)
Medida súbito 135° 0,08 (95,08)
Medida súbito 160° 0,03 (95,03)
Fonte: Sandro Henrique (2017)
Através das inspeções nota-se que a biela já está fechada, devido a mesma ter
fundido, não sendo necessário rebaixar/fresar. Neste caso, o equipamento correto é
utilizar a Broqueadora e Retificadoras de bielas, dando-se um passo, e deixando-a
pelo menos uns 0,07 (95,07) centésimos fechada, pois neste equipamento não é

34
possível arredondar o alojamento por inteiro quando o mesmo não encontra-se
completamente redondo. Posteriormente, utiliza-se a Brunidora de Bielas, que tem a
função de arredondar o alojamento proporcionalmente, e por fim após trocar a bucha,
utiliza-se novamente a Broqueadora e Retificadora de Bielas, para usina-la e deixa-la
na folga correta (SANDRO HENRIQUE, 2017).
Exemplo 2: Considera-se todas as inspeções feitas, onde encontra-se as
seguintes características na “pior” biela do jogo.
Quadro 3 – Catálogo Cummins Série C.
Fonte: Mahle (2016)
Tabela 5 - Características pós inspeções bielas Cummins Série C.
Motor Cummins Série C
Marcas de fundida Não
Bucha (Rodou) Não
Desgaste Lateral Sim
Torção Não
Medida súbito 20° 0.01 (81,01)
Medida súbito 45° - 0,02 (80,98)
Medida súbito 90° - 0,01 (80,99)
Medida súbito 135° - 0,02 (80,98)
Medida súbito 160° - 0,03 (90,97)
Fonte: Sandro Henrique (2017)
Analisando-se os resultados pós inspeções, percebe-se que as medidas do
alojamento superior da biela, estão dentro do limite de tolerância imposta pelo

35
fabricante, porém, há desgaste, perda de material na parte lateral do alojamento
superior, o que compromete a mesma. O procedimento correto à ser seguido nesta
ocasião, ou em similares, é condenar a biela, pois com o desgaste da lateral, a biela
está sujeita a vibrar no virabrequim, podendo-se comprometer todo o funcionamento
do motor (SANDRO HENRIQUE, 2017).
Exemplo 3: Considera-se todas as inspeções feitas, onde encontra-se as
seguintes características na “pior” biela do jogo.
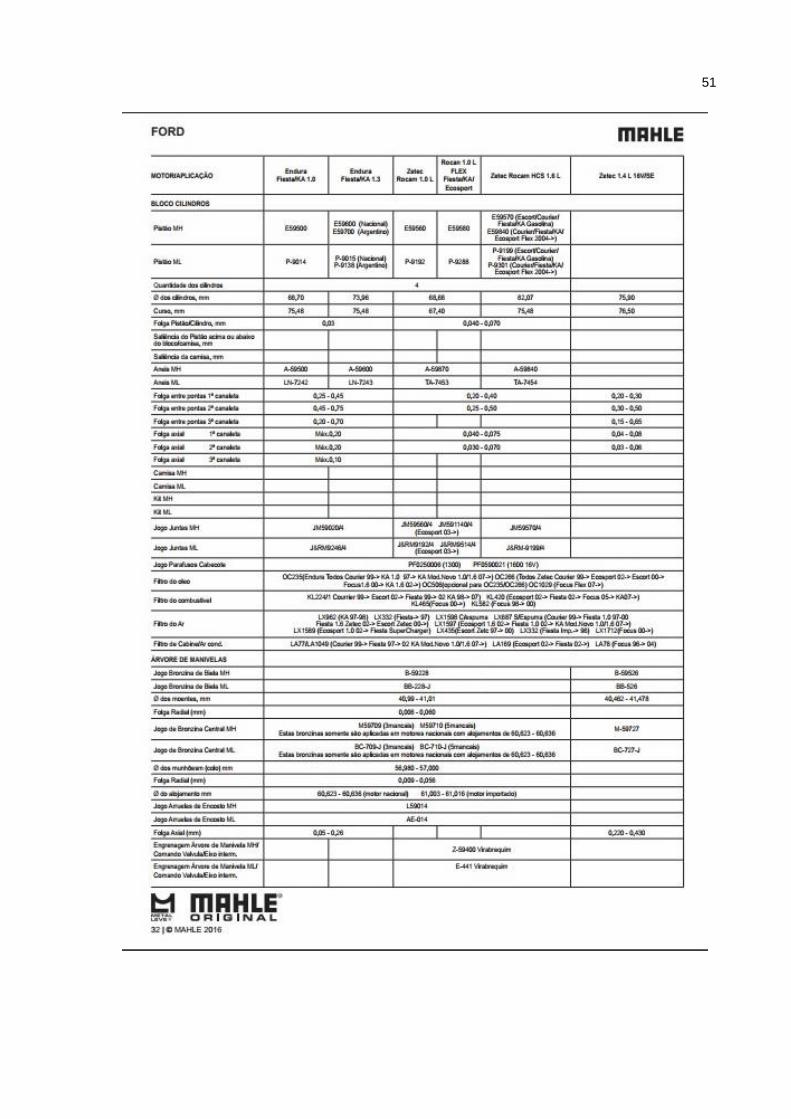
Quadro 4 – Catálogo Ford Zetec Rocam 1.0.
Fonte: Mahle (2016)
Tabela 6 - Características pós inspeções bielas Ford Zetec Rocam 1.0.
Motor Ford Zetec Rocam 1.0
Marcas de fundida Sim
Bucha (Rodou) Não
Desgaste Lateral Não
Torção Sim
Medida súbito 20° - 0.07 (43,93)
Medida súbito 45° - 0,10 (43,90)
Medida súbito 90° - 0,12 (43,88)
Medida súbito 135° - 0.02 (43,98)
Medida súbito 160° - 0,03 (43,97)
Fonte: Sandro Henrique (2017)
Posterior aos resultados obtidos, percebe-se que a biela encontra-se aberta,
ou seja, para corrigir o problema deve-se rebaixar/fresar pelo menos cinco centésimos
a mais do local que está mais aberto, neste caso deve-se rebaixar pelo menos 0,17 à
0,20 milímetros. Porém a biela encontra-se torcida, e o procedimento correto a seguir

36
quando depara-se com uma biela torcida, é condenar a peça e substituir por uma nova
(SANDRO HENRIQUE, 2017).
3.2 PROCEDIMENTOS VIRABREQUIM
Assim como nas bielas, afim de entender e proceder corretamente em
determinadas situações, analisar-se-á alguns exemplos delicados, com o objetivo de
proceder corretamente, lembrando que posterior à todo procedimento abordado nos
exemplos, deve-se realizar o balanceamento dinâmico e polimento respectivamente.
Exemplo 1: Considera-se todas as inspeções feitas, onde o virabrequim
encontra-se com as seguintes características.
Quadro 5 – Catálogo Volkswagen AP 1.6.
Fonte: Mahle (2016)
Tabela 7 - Características pós inspeções virabrequim Volwswagen AP
1.6.
Motor Volwswagen AP 1.6
Marcas de fundida Sim
Empenado Sim
Desgaste Lateral Sim
Desgaste Flange Não
Presença de Trinca Não
Dureza Ok
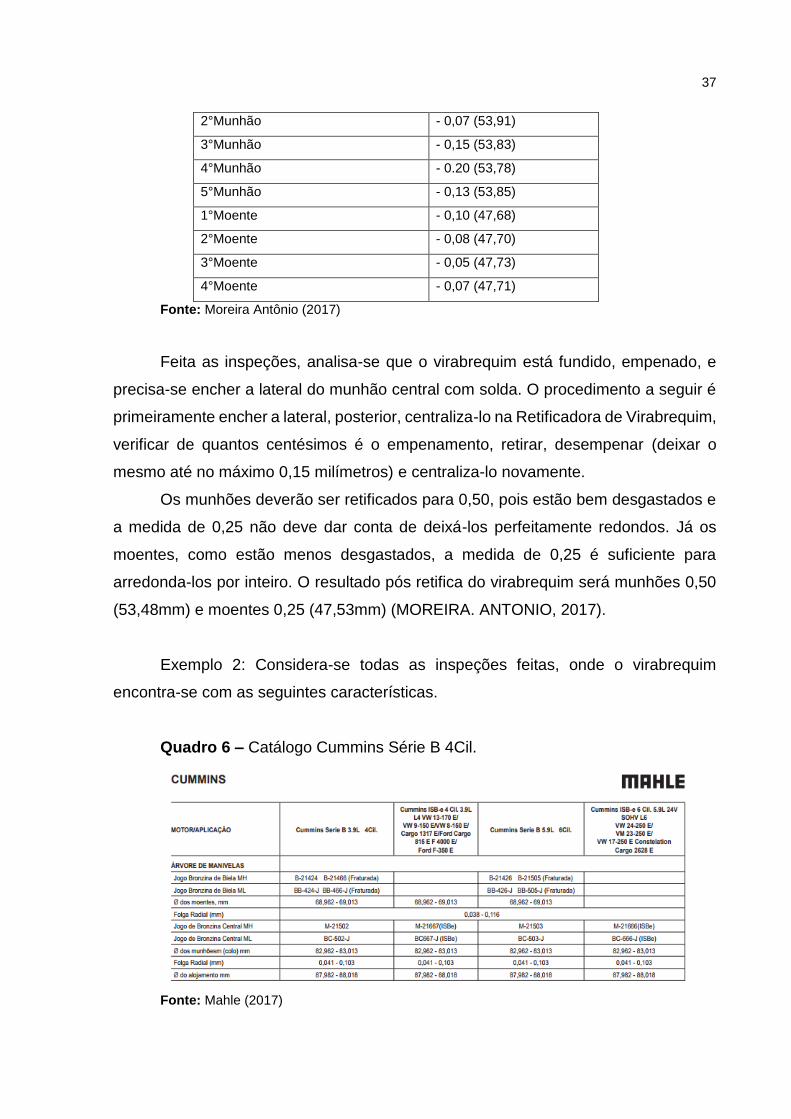
1°Munhão - 0,03 (53,95)
37
2°Munhão - 0,07 (53,91)
3°Munhão - 0,15 (53,83)
4°Munhão - 0.20 (53,78)
5°Munhão - 0,13 (53,85)
1°Moente - 0,10 (47,68)
2°Moente - 0,08 (47,70)
3°Moente - 0,05 (47,73)
4°Moente - 0,07 (47,71)
Fonte: Moreira Antônio (2017)
Feita as inspeções, analisa-se que o virabrequim está fundido, empenado, e
precisa-se encher a lateral do munhão central com solda. O procedimento a seguir é
primeiramente encher a lateral, posterior, centraliza-lo na Retificadora de Virabrequim,
verificar de quantos centésimos é o empenamento, retirar, desempenar (deixar o
mesmo até no máximo 0,15 milímetros) e centraliza-lo novamente.
Os munhões deverão ser retificados para 0,50, pois estão bem desgastados e
a medida de 0,25 não deve dar conta de deixá-los perfeitamente redondos. Já os
moentes, como estão menos desgastados, a medida de 0,25 é suficiente para
arredonda-los por inteiro. O resultado pós retifica do virabrequim será munhões 0,50
(53,48mm) e moentes 0,25 (47,53mm) (MOREIRA. ANTONIO, 2017).
Exemplo 2: Considera-se todas as inspeções feitas, onde o virabrequim
encontra-se com as seguintes características.
Quadro 6 – Catálogo Cummins Série B 4Cil.
Fonte: Mahle (2017)

38
Tabela 8 - Características pós inspeções virabrequim Cummins Série B 4Cil.
Motor Cummins Série B 4Cil.
Marcas de fundida Não
Empenado Não
Desgaste Lateral Não
Desgaste Flange Sim
Presença de Trinca Sim
Dureza Baixa
1°Munhão - 0,03 (82,98)
2°Munhão - 0,02 (82,99)
3°Munhão - 0,02 (82,99)
4°Munhão - 0.03 (82,98)
5°Munhão - 0,04 (82,97)
1°Moente - 0,02 (58,99)
2°Moente - 0,03 (58,98)
3°Moente - 0,03 (58,98)
4°Moente - 0,02 (59,99)
Fonte: Moreira Antônio (2017)
Posterior a analise, percebe-se que tanto os munhões, quanto os moentes
estão dentro da tolerância permitida pelo fabricante, à desgaste na flange e baixa
dureza. Para corrigir o desgaste na flange é necessário enche-la com solda, e
posteriormente retifica-la na Retificadora de Virabrequim, porém, devido à baixa
dureza do material, e a presença de trincas, o procedimento correto a ser seguido com
todo eixo de manivelas com baixa dureza e/ou, presença de trincas, é a condenação
do mesmo, pois ambos fatores comprometem o desempenho do mesmo (MOREIRA.
ANTONIO, 2017).
Exemplo 2: Considera-se todas as inspeções feitas, onde o virabrequim
encontra-se com as seguintes características.

39
Quadro 7 – Catálogo Scania DSC9.
Fonte: Mahle (2016)
Tabela 9 - Características pós inspeções virabrequim Scania DSC9.
Motor Scania DSC9.
Marcas de fundida Não
Empenado Não
Desgaste Lateral Não
Desgaste Flange Não
Presença de Trinca Não
Dureza Ok
1°Munhão - 0,02 (89,48)
2°Munhão - 0,02 (89,48)
3°Munhão - 0,03 (89,47)
4°Munhão - 0.03 (89,47)
5°Munhão - 0,03 (89,47)
6°Munhão - 0,02 (89,48)
7°Munhão - 0,02 (89,48)
1°Moente - 0,05 (79,70)
2°Moente - 0,05 (79,70)
3°Moente - 0,05 (79,70)
4°Moente - 0,05 (79,70)
5°Moente - 0,05 (79,70)
6°Moente - 0,05 (79,70)
Fonte: Moreira Antônio (2017)
Analisando-se as inspeções obtidas, nota-se que os munhões já foram
retificados, estão na medida 0,50mm, e dentro do limite de tolerância do fabricante,
não sendo necessário retifica-los novamente. Já os moentes, estão na medida de

40
0,25mm, e todos abaixo da tolerância máxima, precisando-se retifica-los para
0,50mm. Como a dureza, flange e empenamento e lateral estão dentro das medidas,
o único processo a ser realizado é a retifica nos moentes, através da Retificadora de
Virabrequim (MOREIRA. ANTONIO, 2017).

41
CONSIDERAÇÕES FINAIS
Realizou-se uma revisão de literatura sobre usinagem parcial de componentes
de motores diesel e gasolina, enfatizando-se a retifica de bielas e virabrequins, e
observou-se que para o processo de retifica possui vários parâmetros, tais como:
diferenças entre peças diesel e gasolina, inspeções, processos pré e pós retifica, e
diversos meios de proceder de acordo com a situação em que a peça é encontrada.
Quando se trata da solução deste trabalho, existem diversos meios de
proceder, porém, sempre é necessário utilizar dos instrumentos de medições e
equipamentos, máquinas, para saber o estado da peça mensurada, e proceder de
maneira correta, que não venha a comprometer seu desempenho dentro do motor.
Neste trabalho, mostrou-se que, a partir de literaturas pesquisadas, conversas com
profissionais da área, não existe uma formula mágica para seguir-se, pois cada peça
podem-se ser encontradas de maneiras distintas, onde, deve-se levantar-se todas as
possíveis informações de peça por peça e posteriormente, analisar como proceder.
Nota-se que toda peça com presença de trincas, com baixa dureza de material,
com alto grau de torção, desgasta lateral (bielas) e/ou deslocamento deve-se ser
condenada, pois, podem vir a comprometer o funcionamento do motor.

42
REFERÊNCIAS
ABNT. NBR 13032: Execução de retifica de motores. Disponível em:
<http://www.conarem.com.br/wp-content/uploads/2010/05/ABNT-NBR-13032-2008-
Versao-Corrigida-2009.pdf> acesso em 20 abril 2017.
AVIAÇÃO MARTE. Operação e Manutenção do motor. Disponível em:
<http://aviacaomarte.com.br/wp-content/uploads/2015/04/10Operecao-Manut-do-
Motor.pdf> acesso em 05 julho 2017.
CHINELATTO. Manual brunidora de bielas BB-98. Disponível
em:<http://www.chinelatto.com.br/catalogos/BB-98.pdf> acesso em 20 abril 2017.
CHINELATTO. Manual politriz virabrequim pv-1500. Disponível em:
<http://www.chinelatto.com.br/catalogos/PV-
1500_Pulidoras_Ciguenal_Polidora_Virabrequim_CHINELATTO.pdf> acesso em 20
abril 2017.
CHINELATTO. Manual retificadora de superfície plana de biela e capa.
Disponível em: <http://www.chinelatto.com.br/catalogos/RSP-
1_Retifica_Retificadora_de_Superficie_Plana_de_Capa_de_Bielas_e_de_Mancais_
_Rectificadora_de_Tapa_de_Bielas_Y_de_Bancada__Cap_Rod_Grinder.pdf>
acesso em 20 abril 2017.
CIMM. Relógio comparador mecânico. Disponível em:
<http://www.cimm.com.br/portal/verbetes/exibir/623-relogio-comparador-mecanico>
acesso em 20 abril 2017.
ERMAER. Orientações sobre bielas. Disponível em: <http://www.ermaer.com.br/Artigos%20tecnicos/8%20-%20Artigo%20T%E9cnico%20008%20-%20Orienta%E7%F5es%20Sobre%20Bielas.pdf>acesso 04 julho 2017.

43
ESSEL. Ensaio de materiais. Disponível em: <http://essel.com.br/cursos/material/01/EnsaioMateriais/ensa18.pdf> acesso 04 julho 2017.
FERES, Alberto. Relógio comparador. Disponível em:
<http://www.albertoferes.com.br/menu_esquerdo/downloads/mecanica/Metrologia%2
0A15.pdf> acesso em 20 abril 2017.
FERRARESI, D. Introdução. In: Fundamentos da Usinagem dos Metais.
Londrina: Edgard Blucher, 1970. p. XXV-XLIII
FILHO, Penido, Paulo. Motor de combustão interna. Disponível em:
<http://www.ebah.com.br/content/ABAAAfwBsAA/motores-combustao-interna-paulo-
penido-filho-livro-vol-unico?part=4> acesso em 20 abril 2017.
HENRIQUE, SANDRO (Técnico Mecânico setor de bielas, Retificadora Tietê).
Conversa com: Guilherme Pires (Estudante, Faculdade Pitágoras de Londrina,
Engenharia Mecânica). Julho, 2017.
INCOMATOL. Manual broqueadora e retificadora de bielas. Disponível em:
<http://www.incomatol.com.br/broqueadora_retificadora_bielas.pdf> acesso em 20
abril 2017.
INCOMATOL. Manual Retificadora de virabrequins. Disponível em:
<http://www.incomatol.com.br/incomatol_catalogo_de_produtos.pdf> acesso em 25
abril 2017.
IPEM. Instrumento de medição e medida materializada. Disponível em:
<http://www.ipem.sp.gov.br/index.php?option=com_content&view=article&id=9&Itemi
d=265> acesso em 20 abril 2017.
ITALMICRO. Manual fresadora de bielas dentadas. Disponível em:
<http://docs.wixstatic.com/ugd/f574de_3887686330094d50bf87886f841524b0.pdf>
acesso em 20 abril 2017.

44
MAGNAFLUX. Equipamentos de partículas magnéticas. Disponível em:
<http://br.magnaflux.com/EquipamentosAcess%C3%B3rios/Inspe%C3%A7%C3%A3
oporPart%C3%ADculasMagn%C3%A9ticas/Equipamentos/WetMethodMPIEquipmen
t/tabid/2177/Default.aspx> acesso em 21 agosto 2017.
MAHLE. Apostila Técnicas de Brunimento. 1999. DINIZ, A. E.; MARCONDES, F.
C.; COPPINI. N. L. Materiais para ferramentas. In: Tecnologia da usinagem dos
materiais. Londrina: Artliber, 2001. p. 75-100
MAHLE. Informações técnicas. Disponível em: <http://www.mahle-
aftermarket.com/media/local-media-latin-america/download-center/technical-
materials/2016-04-08-mahle-catalogo-informacoes-tecnicas-2016.pdf> acesso em 06
de maio de 2017.
MARCELO. O que é biela. Disponível em: <http://portalauto.com.br/manutencao/biela/> acesso 01 julho 2017.
MTNSB. Inspeção / medição de motores. Disponível em:
<http://amotordiesel.com.br/uploads/MTNSB(31...).pdf> acesso em 21 agosto 2017.
MOREIRA, ANTONIO (Técnico Mecânico setor de virabrequim, Retificadora Tietê).
Conversa com: Guilherme Pires (Estudante, Faculdade Pitágoras de Londrina,
Engenharia Mecânica). Agosto 2017.
REVISTA TÉCNICA O MECÂNICO. Usinagem de virabrequim. Disponível em:
<http://omecanico.com.br/usinagem-de-virabrequim/> acesso em 21 agosto 2017.
SENAI. Retificação: conceitos e equipamentos. Disponível em:
<http://essel.com.br/cursos/material/01/ProcessosFabricacao/54proc3.pdf> acesso
em 20 abril 2017.

45
SIBELLA. FABIANO; HASSUI. AMAURI; SILVA. IRIS. Substituição do processo
de brunimento por mandrilamento: aplicação numa fabricante de auto peças.
Disponível
em:<http://www.abcm.org.br/anais/cobef/2009/busca/artigos/013001021.pdf> acesso
em 06 julho 2017.
SILVA. Robson. Comparador de diâmetro interno: súbito. Disponível em:
<http://www.ebah.com.br/content/ABAAABIt8AK/comparador-diametro-interno-
subito> acesso em 20 abril 2017.
VARELLA, Alves, Alberto, Carlos. Constituição dos motores. Disponível em:
<http://www.ufrrj.br/institutos/it/deng/varella/Downloads/IT154_motores_e_tratores/A
ulas/constituicao_dos_motores.pdf> acesso em 20 abril 2017.

46
ANEXOS

47
ANEXO A
CATALOGO PARCIAL MAHLE
OBS: CATALOGO COMPLETO DISPONIVEL NAS REFERENCIAS
BIBLIOGRAFICAS.

48

49

50
51

52

53

54