Embed Size (px)
Citation preview
1
UTILISATION DU LOGICIEL DE SIMULATION CIVA POUR LA DEMONSTRATION DE PERFORMANCES ET LE DEPLOIEMENT DE
NOUVEAUX EQUIPEMENTS CND PAR ULTRASONS
Auteurs : Laetitia CHAPPAZ, EDF-Division Technique Générale, 21 AVENUE DE L'EUROPE, 38040 GRENOBLE Jérôme DELEMONTEZ, EDF-Division Technique Générale, 21 AVENUE DE L'EUROPE, 38040 GRENOBLE Conférencier : Laetitia CHAPPAZ, EDF-Division Technique Générale, 21 AVENUE DE L'EUROPE, 38040 GRENOBLE
RESUME
Cet article décrit comment l’utilisation du logiciel de simulation ultrasons Civa permet d’être plus précis et exhaustif dans la démonstration de performances de nouveaux moyens de contrôle comme l’AUT-ToFD-ME (Multi-éléments) pour le contrôle volumique des soudures de montage des conduites forcées. En effet, on peut ainsi vérifier la contrôlabilité d’un volume aussi bien en termes d’insonification de la pièce qu’en termes de sensibilité de détection. On peut ensuite établir une corrélation avec des essais expérimentaux sur maquettes pour optimiser les réglages, confirmer les résultats, comparer différentes méthodes de contrôle (RT/UT), compléter la démonstration de performances concernant la variation de paramètres non couverts par les maquettes…
Dans le cas de l’AUT-ToFD-ME, il s’agit du remplacement d’un contrôle RT par un contrôle UT automatisé. Il s’agit alors de démontrer que ce moyen de contrôle est tout aussi, voire plus performant que le précédent et s’adapte aux différentes contraintes du terrain (guidage, bourrelets de soudures, délardages, accès interne/externe…). Cette démarche s’est révélée concluante et permet d’optimiser et de valider les procédures d’examen avant d’autoriser le déploiement de ces systèmes sur les chantiers.
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
1620
8
2
SOMMAIRE
1. COMPOSITION DE L’EQUIPEMENT ............................................................................. 3
1.1. ToFD ....................................................................................................................... 4
1.2. Multiéléments (ou Phased Array) ............................................................................ 4
1.3. Autres sondes ......................................................................................................... 5
1.4. Guidage .................................................................................................................. 5
1.5. Pilotage électronique – station d’acquisition ............................................................ 6
2. DEMARCHE DE VALIDATION VIA CIVA ....................................................................... 6
2.1. La simulation ........................................................................................................... 7
2.1.1. Calcul de champ .............................................................................................. 7
2.1.2. Interaction faisceau/défaut ............................................................................... 8
2.1.3. Module RT ......................................................................................................11
2.2. Les essais expérimentaux ......................................................................................12
TABLE DES FIGURES
Figure 1 - Description générale de l'équipement .................................................................... 3
Figure 2 - Principe générale de la méthode ToFD ................................................................. 4
Figure 3 - Guidage laser ........................................................................................................ 5
Figure 4 - Guidage sur crémaillère ........................................................................................ 6
Figure 5 - Tracé de rayons et Calcul de champ ToFD ........................................................... 7
Figure 6 - Calcul de champ ME ............................................................................................. 8
Figure 7 - Tracé de rayons ME .............................................................................................. 8
Figure 8 - Cordon de soudure modélisé avec réseau de défauts ........................................... 8
Figure 9 - Résultat ToFD affranchi de l'onde latérale et de l'écho de fond ............................. 9
Figure 10 - Résultat ToFD avec onde latérale et écho de fond .............................................. 9
Figure 11 - Résultats ME, complémentaires au ToFD ..........................................................10
Figure 12 - Modélisation d'un délardage ...............................................................................10
Figure 13 - Résultat ToFD sur un délardage .........................................................................11
Figure 14 - Pièce et défauts modélisés (à gauche) ; Configuration source (à droite) ............11
Figure 15 - Résultat obtenus en simulation RT .....................................................................12

3
INTRODUCTION
Le contrôle radiographique (RT) de cordon de soudures implique beaucoup de précautions et d’exigences au niveau de la gestion des sources radioactives et de la radioprotection. En effet, un contrôle RT interdit toute co-activité et rallonge le planning de réalisation des chantiers. Par ailleurs, les résultats d’un contrôle RT sont variables en fonction du film, de la source, de la configuration du contrôle et des défauts recherchés. Leur mise en œuvre reste difficile dans les conditions du terrain et les résultats arrivent avec un délai relativement long avant de pouvoir libérer les soudures ou de procéder aux réparations par soudage. Enfin, le code de la santé publique à l’article L1333-1 requiert une justification qu’aucune autre technique n’est plus efficace pour l’utilisation de RT. C’est pourquoi, de nouvelles techniques de contrôles, moins contraignantes et a priori aussi performantes, sont de plus en plus développées en alternative à la radiographie. Parmi elles, le contrôle automatisé par ultrasons (AUT) permet, lorsqu’il est bien adapté à une situation donnée, d’effectuer un contrôle volumique à 100% des soudures, avec des résultats tracés et fiables, sans aucune contrainte de co-activité. C’est une technique issue du contrôle de soudures de pipeline, qui s’est considérablement développée au cours de la dernière décennie.
EDF s’est approprié et autorise cette méthode au titre des contrôles contractuels effectués par les constructeurs d’ouvrages pour des problématiques similaires : le contrôle de soudures circulaires sur les chantiers de remplacement de conduites forcées. Cependant, un travail de démonstration de performances est spécifié par EDF et est nécessaire pour justifier qu’un tel équipement puisse remplacer le contrôle RT, historiquement valide. C’est ici que la simulation Civa entre en jeu. En effet, le logiciel de simulation Civa permet d’envisager tout les cas de figures et tous les défauts potentiels afin de certifier l’exhaustivité du contrôle UT proposé. Des essais expérimentaux viendront confirmer la simulation sur des points bien précis.
1. COMPOSITION DE L’EQUIPEMENT
L’efficacité du système AUT repose sur la complémentarité des technologies qu’il met en œuvre. En effet, l’exhaustivité du contrôle est obtenue grâce à l’utilisation de méthodes ultrasons aux atouts et complémentarités différentes qui se recoupent : la technique ToFD et la technologie Multiéléments (ME).
Selon la puissance de l’électronique associée, un nombre de voies plus ou moins important peut être piloté.
Figure 1 - Description générale de l'équipement
4
1.1. ToFD
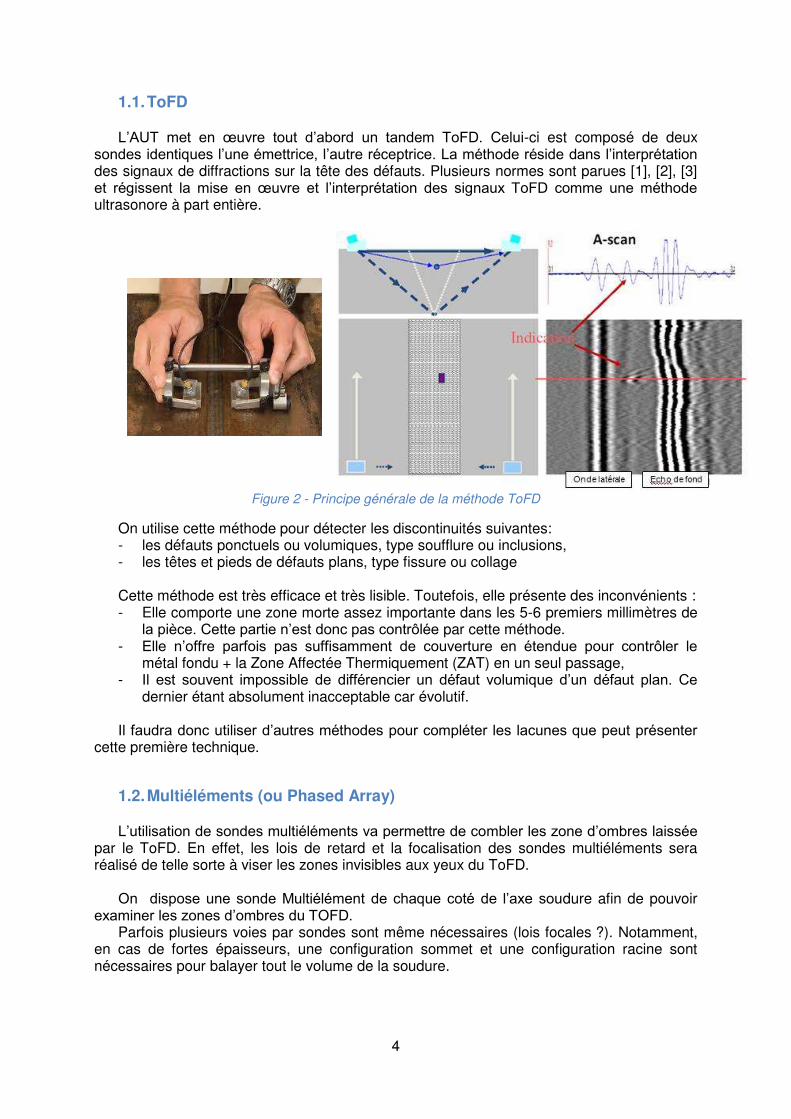
L’AUT met en œuvre tout d’abord un tandem ToFD. Celui-ci est composé de deux sondes identiques l’une émettrice, l’autre réceptrice. La méthode réside dans l’interprétation des signaux de diffractions sur la tête des défauts. Plusieurs normes sont parues [1], [2], [3] et régissent la mise en œuvre et l’interprétation des signaux ToFD comme une méthode ultrasonore à part entière.
Figure 2 - Principe générale de la méthode ToFD
On utilise cette méthode pour détecter les discontinuités suivantes: - les défauts ponctuels ou volumiques, type soufflure ou inclusions, - les têtes et pieds de défauts plans, type fissure ou collage
Cette méthode est très efficace et très lisible. Toutefois, elle présente des inconvénients : - Elle comporte une zone morte assez importante dans les 5-6 premiers millimètres de
la pièce. Cette partie n’est donc pas contrôlée par cette méthode. - Elle n’offre parfois pas suffisamment de couverture en étendue pour contrôler le
métal fondu + la Zone Affectée Thermiquement (ZAT) en un seul passage, - Il est souvent impossible de différencier un défaut volumique d’un défaut plan. Ce
dernier étant absolument inacceptable car évolutif.
Il faudra donc utiliser d’autres méthodes pour compléter les lacunes que peut présenter cette première technique.
1.2. Multiéléments (ou Phased Array)
L’utilisation de sondes multiéléments va permettre de combler les zone d’ombres laissée par le ToFD. En effet, les lois de retard et la focalisation des sondes multiéléments sera réalisé de telle sorte à viser les zones invisibles aux yeux du ToFD.
On dispose une sonde Multiélément de chaque coté de l’axe soudure afin de pouvoir
examiner les zones d’ombres du TOFD. Parfois plusieurs voies par sondes sont même nécessaires (lois focales ?). Notamment,
en cas de fortes épaisseurs, une configuration sommet et une configuration racine sont nécessaires pour balayer tout le volume de la soudure.
5
Ainsi, on sera capable de : - Couvrir les zones mortes du ToFD, notamment en sommet, en racine et en ZAT. - Interpréter les signaux détectés et conclure sur le type du défaut : plan ou ponctuel. - Affecter une voie de couplage qui permet de vérifier la bonne transmission du signal
dans la pièce.
1.3. Autres sondes
Dans certains cas, l’utilisation de ces deux techniques n’est pas suffisante. En effet, certaines configurations ou certains défauts risquent de ne pas être détectés dans de bonnes conditions. Ainsi, un tandem de traducteurs d’angles mono éléments orientés, fonctionnant en pulse-écho, est généralement ajouté, lorsque le pilotage électronique le permet. Cette voie concerne généralement la détection de défauts transversaux (perpendiculaires à l’axe soudure).
Il existe des systèmes AUT composés exclusivement de traducteurs mono éléments de différents angles. Cependant, ces systèmes comportent un nombre bien plus important de sondes. L’utilisation complémentaire de ToFD et de multiéléments rend le système beaucoup plus performant et moins encombrant.
1.4. Guidage
Le chariot sur lequel sont montées les sondes peut être à propulsion manuelle ou mécanique. En ce qui nous concerne, c’est la propulsion mécanique qui vaut au système sa désignation d’« Automatique ».
Le contrôle peut être effectué en face interne ou externe selon la configuration du chantier. Dans certains cas qui concernent DTG, le contrôle de soudure, en puits blindé par exemple, ne peut être réalisé en RT (pas d’accès extérieur). L’AUT-ToFD est donc la solution la plus performante et rapide pour ce type de contrôle très contraignant.
Quelque soit la face de contrôle, il faut s’assurer que le système suit bien l’axe soudure afin de garantir un contrôle reproductible et fiable.
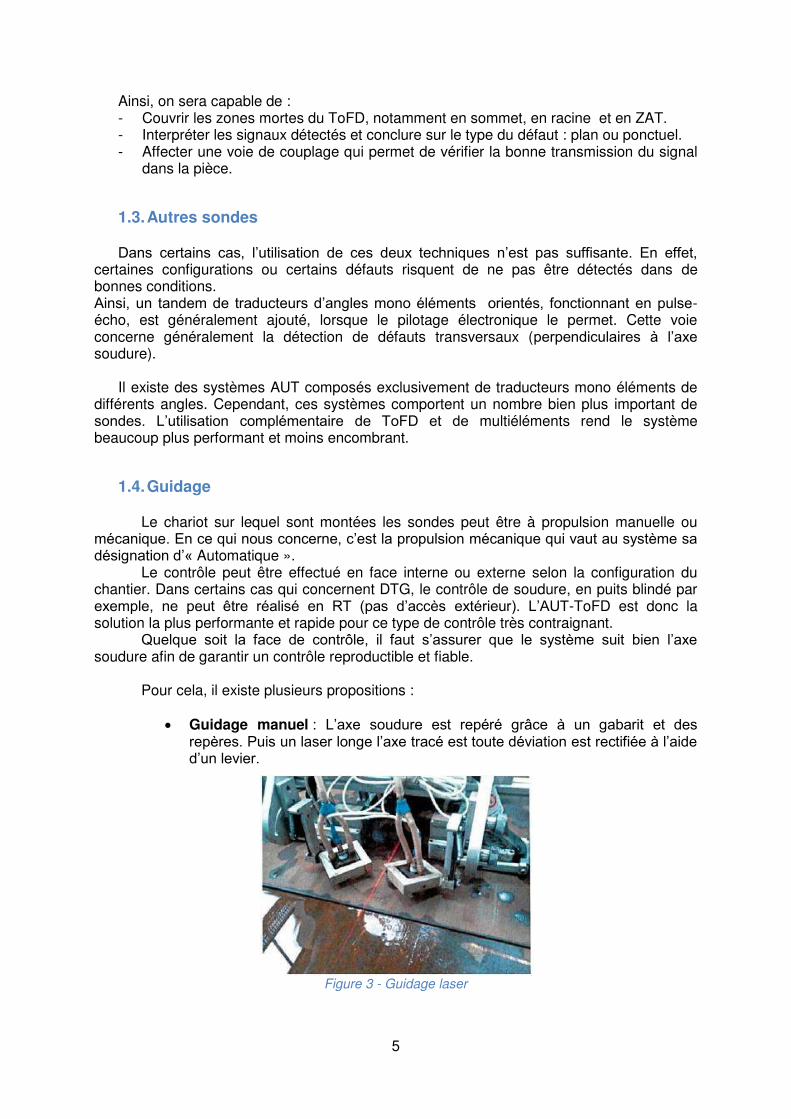
Pour cela, il existe plusieurs propositions : Guidage manuel : L’axe soudure est repéré grâce à un gabarit et des
repères. Puis un laser longe l’axe tracé est toute déviation est rectifiée à l’aide d’un levier.
Figure 3 - Guidage laser
6
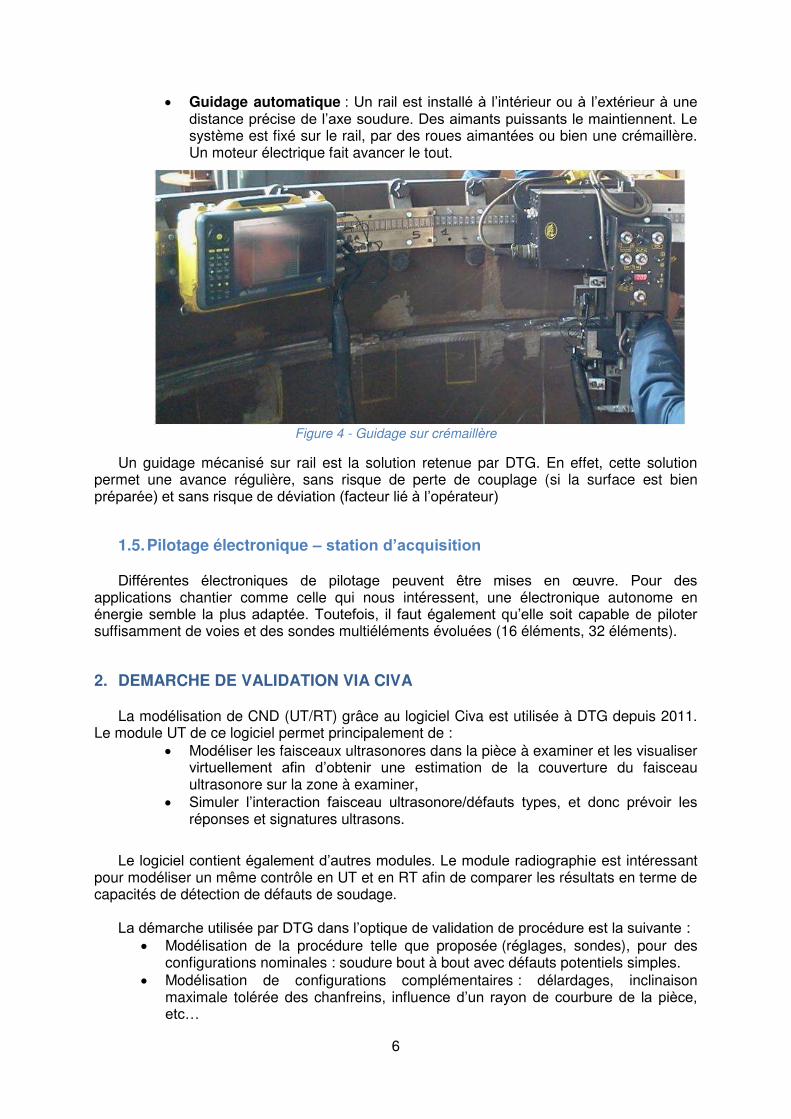
Guidage automatique : Un rail est installé à l’intérieur ou à l’extérieur à une distance précise de l’axe soudure. Des aimants puissants le maintiennent. Le système est fixé sur le rail, par des roues aimantées ou bien une crémaillère. Un moteur électrique fait avancer le tout.
Figure 4 - Guidage sur crémaillère
Un guidage mécanisé sur rail est la solution retenue par DTG. En effet, cette solution permet une avance régulière, sans risque de perte de couplage (si la surface est bien préparée) et sans risque de déviation (facteur lié à l’opérateur)
1.5. Pilotage électronique – station d’acquisition
Différentes électroniques de pilotage peuvent être mises en œuvre. Pour des applications chantier comme celle qui nous intéressent, une électronique autonome en énergie semble la plus adaptée. Toutefois, il faut également qu’elle soit capable de piloter suffisamment de voies et des sondes multiéléments évoluées (16 éléments, 32 éléments).
2. DEMARCHE DE VALIDATION VIA CIVA
La modélisation de CND (UT/RT) grâce au logiciel Civa est utilisée à DTG depuis 2011. Le module UT de ce logiciel permet principalement de : Modéliser les faisceaux ultrasonores dans la pièce à examiner et les visualiser
virtuellement afin d’obtenir une estimation de la couverture du faisceau ultrasonore sur la zone à examiner, Simuler l’interaction faisceau ultrasonore/défauts types, et donc prévoir les réponses et signatures ultrasons.
Le logiciel contient également d’autres modules. Le module radiographie est intéressant
pour modéliser un même contrôle en UT et en RT afin de comparer les résultats en terme de capacités de détection de défauts de soudage.
La démarche utilisée par DTG dans l’optique de validation de procédure est la suivante : Modélisation de la procédure telle que proposée (réglages, sondes), pour des
configurations nominales : soudure bout à bout avec défauts potentiels simples. Modélisation de configurations complémentaires : délardages, inclinaison maximale tolérée des chanfreins, influence d’un rayon de courbure de la pièce, etc…
7
Essais expérimentaux sur des maquettes représentatives en conditions nominales.
La modélisation permet d’apporter une exhaustivité dans la démonstration de
performances. Les essais viennent confirmer la simulation et compléter certains aspects. En effet, la simulation représente un cas idéal, souvent le bruit de structure n’est pas pris en compte, le bourrelet de soudure est également idéalisé.
2.1. La simulation
Pour chacune des technologies, on cherche à vérifier 2 critères : La couverture de zone, c’est-à-dire la capacité de la sonde à insonifier la pièce L’interaction des faisceaux ultrasonores avec les défauts, c’est-à-dire la réponse en sensibilité des défauts avec une marge suffisante.
2.1.1. Calcul de champ
ToFD
Le calcul de champ ToFD nous permet de mesurer, en théorie, le faisceau
ultrasonore transmis dans la pièce. On déduit ainsi une tache focale à -6dB qui nous permet de conclure sur les zone morte de cette méthode.
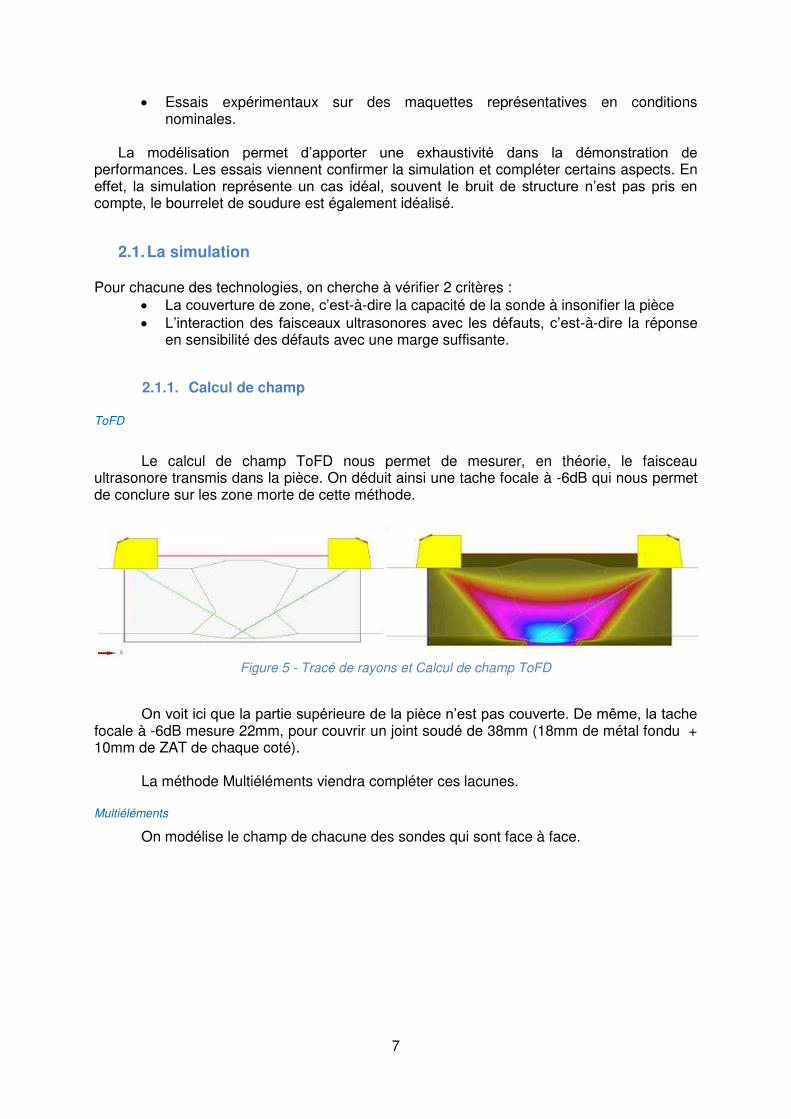
Figure 5 - Tracé de rayons et Calcul de champ ToFD
On voit ici que la partie supérieure de la pièce n’est pas couverte. De même, la tache
focale à -6dB mesure 22mm, pour couvrir un joint soudé de 38mm (18mm de métal fondu + 10mm de ZAT de chaque coté).
La méthode Multiéléments viendra compléter ces lacunes.
Multiéléments
On modélise le champ de chacune des sondes qui sont face à face.
8
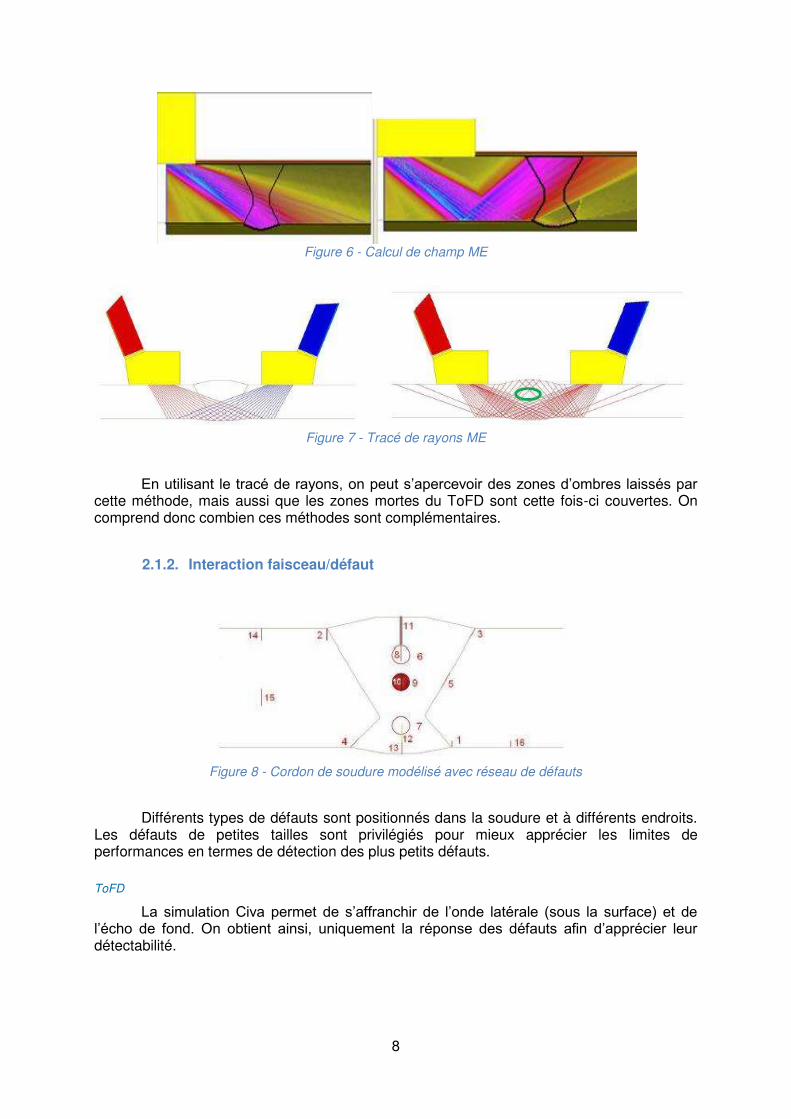
Figure 6 - Calcul de champ ME
Figure 7 - Tracé de rayons ME
En utilisant le tracé de rayons, on peut s’apercevoir des zones d’ombres laissés par
cette méthode, mais aussi que les zones mortes du ToFD sont cette fois-ci couvertes. On comprend donc combien ces méthodes sont complémentaires.
2.1.2. Interaction faisceau/défaut
Figure 8 - Cordon de soudure modélisé avec réseau de défauts
Différents types de défauts sont positionnés dans la soudure et à différents endroits.
Les défauts de petites tailles sont privilégiés pour mieux apprécier les limites de performances en termes de détection des plus petits défauts.
ToFD
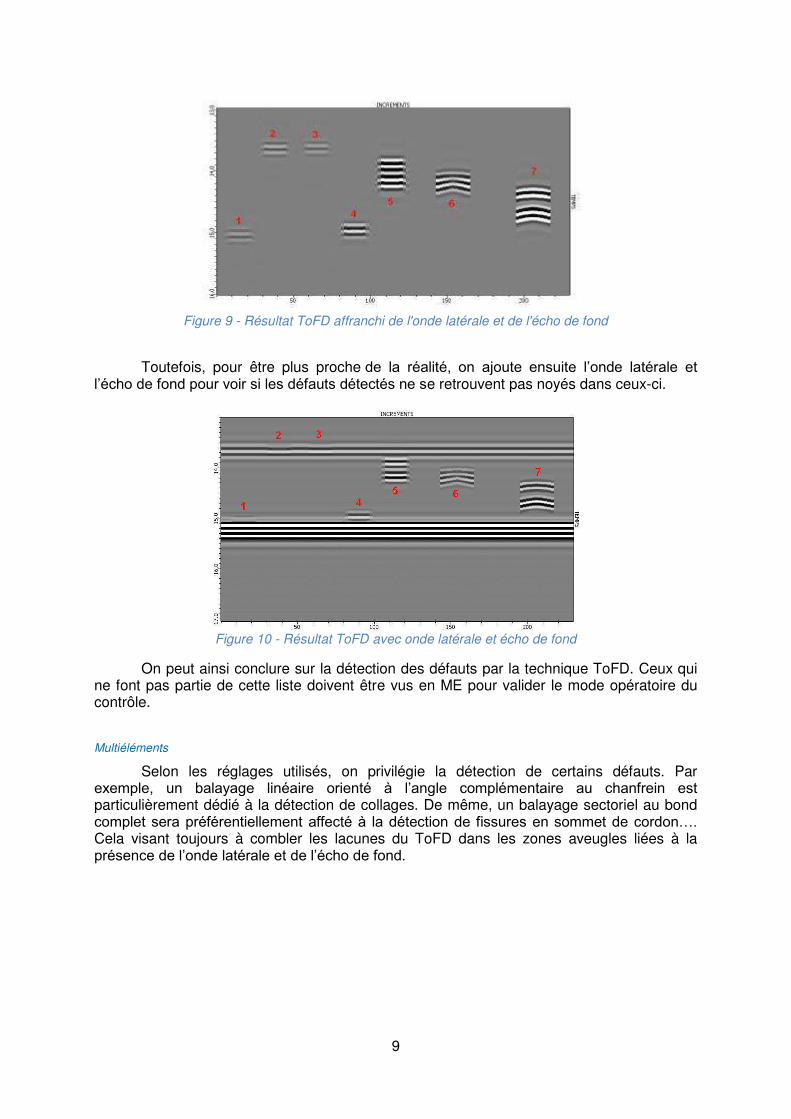
La simulation Civa permet de s’affranchir de l’onde latérale (sous la surface) et de l’écho de fond. On obtient ainsi, uniquement la réponse des défauts afin d’apprécier leur détectabilité.
9
Figure 9 - Résultat ToFD affranchi de l'onde latérale et de l'écho de fond
Toutefois, pour être plus proche de la réalité, on ajoute ensuite l’onde latérale et
l’écho de fond pour voir si les défauts détectés ne se retrouvent pas noyés dans ceux-ci.
Figure 10 - Résultat ToFD avec onde latérale et écho de fond
On peut ainsi conclure sur la détection des défauts par la technique ToFD. Ceux qui ne font pas partie de cette liste doivent être vus en ME pour valider le mode opératoire du contrôle.
Multiéléments
Selon les réglages utilisés, on privilégie la détection de certains défauts. Par exemple, un balayage linéaire orienté à l’angle complémentaire au chanfrein est particulièrement dédié à la détection de collages. De même, un balayage sectoriel au bond complet sera préférentiellement affecté à la détection de fissures en sommet de cordon…. Cela visant toujours à combler les lacunes du ToFD dans les zones aveugles liées à la présence de l’onde latérale et de l’écho de fond.
10
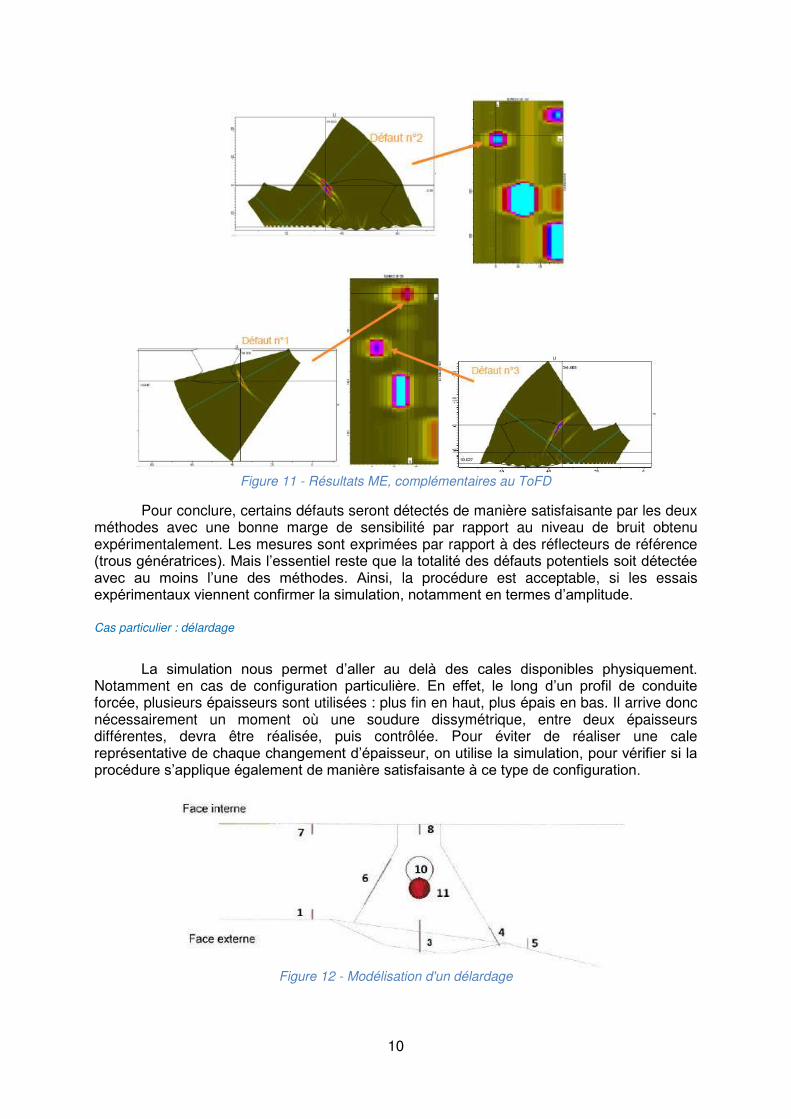
Figure 11 - Résultats ME, complémentaires au ToFD
Pour conclure, certains défauts seront détectés de manière satisfaisante par les deux méthodes avec une bonne marge de sensibilité par rapport au niveau de bruit obtenu expérimentalement. Les mesures sont exprimées par rapport à des réflecteurs de référence (trous génératrices). Mais l’essentiel reste que la totalité des défauts potentiels soit détectée avec au moins l’une des méthodes. Ainsi, la procédure est acceptable, si les essais expérimentaux viennent confirmer la simulation, notamment en termes d’amplitude.
Cas particulier : délardage
La simulation nous permet d’aller au delà des cales disponibles physiquement. Notamment en cas de configuration particulière. En effet, le long d’un profil de conduite forcée, plusieurs épaisseurs sont utilisées : plus fin en haut, plus épais en bas. Il arrive donc nécessairement un moment où une soudure dissymétrique, entre deux épaisseurs différentes, devra être réalisée, puis contrôlée. Pour éviter de réaliser une cale représentative de chaque changement d’épaisseur, on utilise la simulation, pour vérifier si la procédure s’applique également de manière satisfaisante à ce type de configuration.
Figure 12 - Modélisation d'un délardage
11
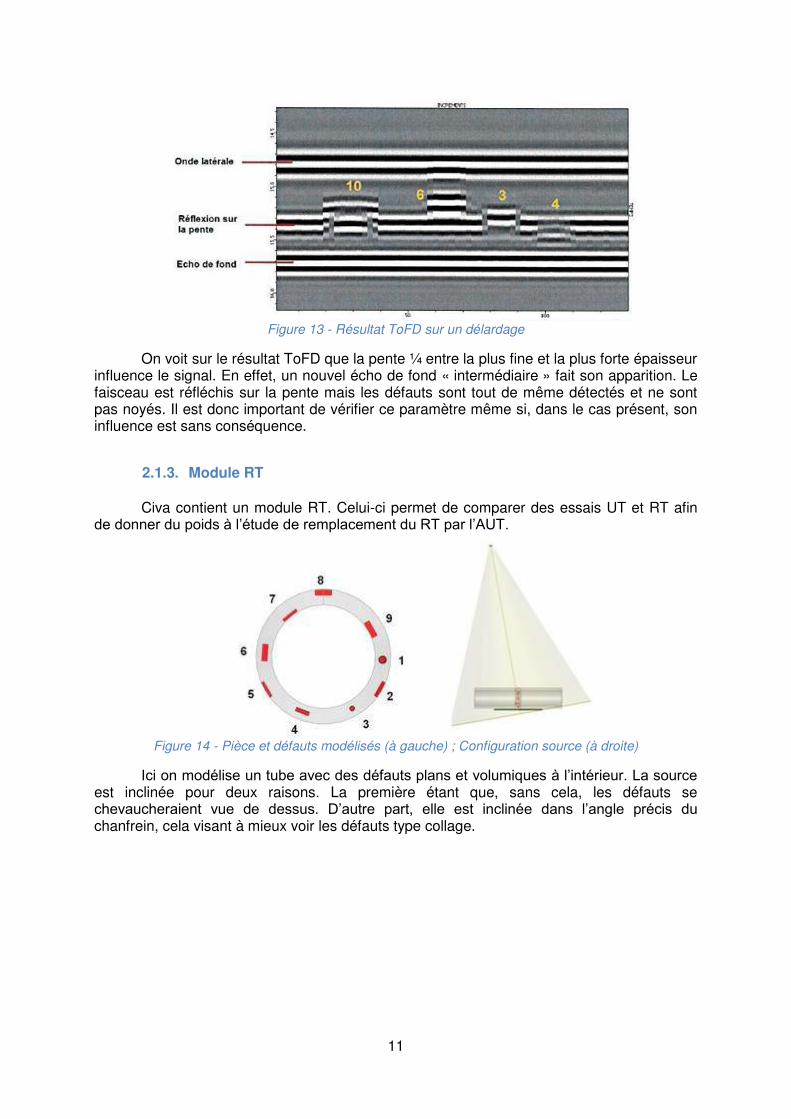
Figure 13 - Résultat ToFD sur un délardage
On voit sur le résultat ToFD que la pente ¼ entre la plus fine et la plus forte épaisseur influence le signal. En effet, un nouvel écho de fond « intermédiaire » fait son apparition. Le faisceau est réfléchis sur la pente mais les défauts sont tout de même détectés et ne sont pas noyés. Il est donc important de vérifier ce paramètre même si, dans le cas présent, son influence est sans conséquence.
2.1.3. Module RT
Civa contient un module RT. Celui-ci permet de comparer des essais UT et RT afin de donner du poids à l’étude de remplacement du RT par l’AUT.
Figure 14 - Pièce et défauts modélisés (à gauche) ; Configuration source (à droite)
Ici on modélise un tube avec des défauts plans et volumiques à l’intérieur. La source est inclinée pour deux raisons. La première étant que, sans cela, les défauts se chevaucheraient vue de dessus. D’autre part, elle est inclinée dans l’angle précis du chanfrein, cela visant à mieux voir les défauts type collage.
12
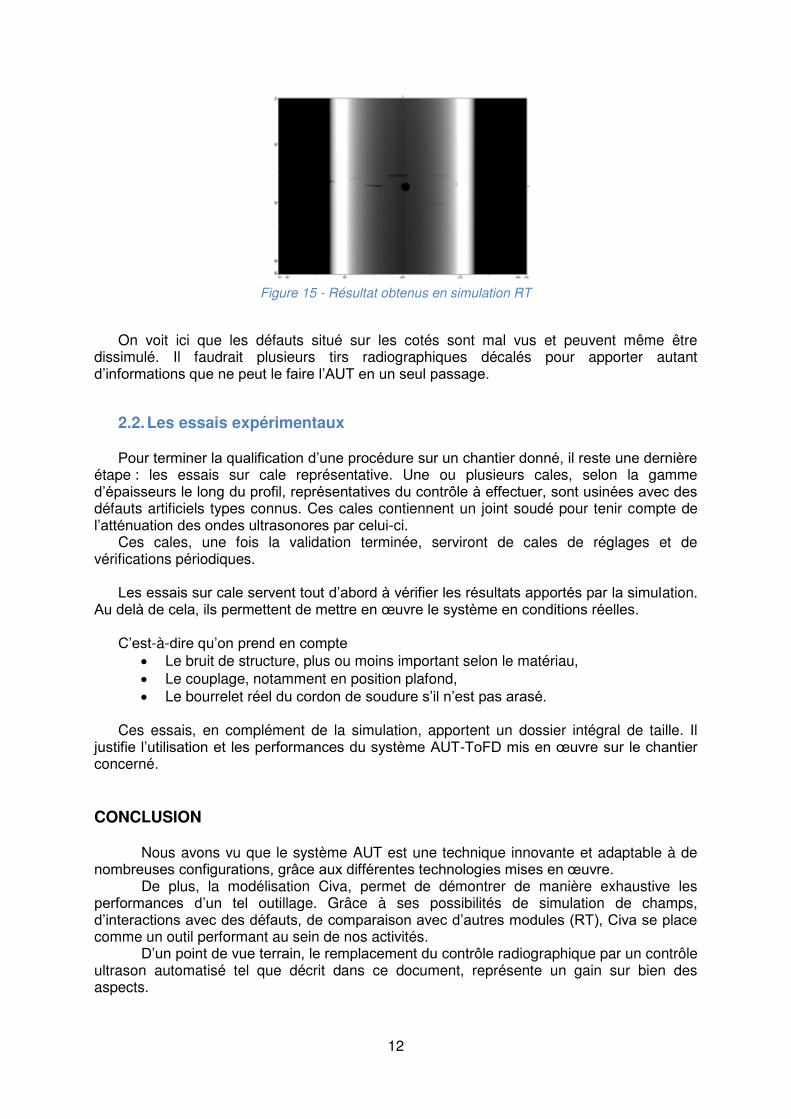
Figure 15 - Résultat obtenus en simulation RT
On voit ici que les défauts situé sur les cotés sont mal vus et peuvent même être dissimulé. Il faudrait plusieurs tirs radiographiques décalés pour apporter autant d’informations que ne peut le faire l’AUT en un seul passage.
2.2. Les essais expérimentaux
Pour terminer la qualification d’une procédure sur un chantier donné, il reste une dernière étape : les essais sur cale représentative. Une ou plusieurs cales, selon la gamme d’épaisseurs le long du profil, représentatives du contrôle à effectuer, sont usinées avec des défauts artificiels types connus. Ces cales contiennent un joint soudé pour tenir compte de l’atténuation des ondes ultrasonores par celui-ci.
Ces cales, une fois la validation terminée, serviront de cales de réglages et de vérifications périodiques.
Les essais sur cale servent tout d’abord à vérifier les résultats apportés par la simulation.
Au delà de cela, ils permettent de mettre en œuvre le système en conditions réelles. C’est-à-dire qu’on prend en compte Le bruit de structure, plus ou moins important selon le matériau, Le couplage, notamment en position plafond, Le bourrelet réel du cordon de soudure s’il n’est pas arasé.
Ces essais, en complément de la simulation, apportent un dossier intégral de taille. Il
justifie l’utilisation et les performances du système AUT-ToFD mis en œuvre sur le chantier concerné.
CONCLUSION
Nous avons vu que le système AUT est une technique innovante et adaptable à de nombreuses configurations, grâce aux différentes technologies mises en œuvre.
De plus, la modélisation Civa, permet de démontrer de manière exhaustive les performances d’un tel outillage. Grâce à ses possibilités de simulation de champs, d’interactions avec des défauts, de comparaison avec d’autres modules (RT), Civa se place comme un outil performant au sein de nos activités.
D’un point de vue terrain, le remplacement du contrôle radiographique par un contrôle ultrason automatisé tel que décrit dans ce document, représente un gain sur bien des aspects.
13
Tout d’abord un gain de temps, car la cadence observée des contrôles AUT sur les chantiers de conduites forcées est d’environ 5 soudures/jour, analyse comprise. De plus, le contrôle AUT peut être réalisé en co-activité. De cette manière on éradique de nombreux soucis de logistique, d’évacuation de chantier, de planification des équipes…
Par ailleurs, le remplacement du RT permet de respecter strictement la réglementation en matière de radioprotection. Ainsi, l’article du code de la santé publique qui n’autorise l’usage de la radiographie qu’en dernier recours est satisfait.
Puis, d’un point de vue Santé Sécurité au Travail, le risque de fuite ou de mauvaise gestion des sources radioactives est ainsi supprimé.
Enfin, en termes de performances, le contrôle AUT est plus facile à mettre en place. L’acquisition peut être tout de suite déclarée acceptable ou être recommencée immédiatement si ce n’est pas le cas. Il n’y a pas de délai de développement des films donc l’analyse peut être réalisée en quasi-temps réel. L’interprétation est moins soumise à des erreurs. La détectabilité des défauts critiques (défauts plans) est mieux assurée. Et la réparation des défauts détectés est immédiatement prise en compte et réalisée.
Pour conclure, le système AUT-ToFD est un système qui tend à se déployer car il
répond à une problématique à enjeux pour les chantiers de remplacement de la production hydraulique d’EDF. Il a été mis en œuvre de nombreuses fois (5 chantiers en 2 ans) et a fait ses preuves.
A noter que le processus de démonstration de performances est pour l’instant renouvelé pour chaque nouveau chantier quant il s’agit d’un nouvel équipement proposé par un constructeur. Le REX tiré nous permettra d’envisager de qualifier des entreprises qui sont équipées et qui savent répondre à nos besoins, afin de proposer ce panel de fournisseurs aux futurs titulaires des chantiers de remplacement de conduites forcées.
REFERENCES
[1] NF EN 583-6 Février 2009 Contrôle ultrasonore Partie 6 : Technique de diffraction du temps de vol utilisée comme méthode de détection et de dimensionnement des discontinuités [2] NF EN ISO 10863 Novembre 2011 Contrôle non destructif des assemblages soudés Contrôle par ultrasons Utilisation de la technique de diffraction des temps de vol (méthode TOFD) [3] NF EN 15617 Mai 2009 Essais non destructifs des assemblages soudés Technique de diffraction des temps de vol (méthode TOFD) Niveaux d'acceptation