Embed Size (px)
Citation preview

Avaliação energética e ambiental da produção e reciclagem
de materiais/componentes de veículos convencionais
versus veículos híbridos
Jean-Marc Baudoin
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Professor Luís Rego Cunha Eça
Orientador: Doutora Carla Alexandra Monteiro da Silva
Co-orientador: Professor Tiago Alexandre Abranches Teixeira Lopes Farias
Vogais: Professor José Miguel Carrusca Mendes Lopes
Outubro 2007

ii
Agradecimentos
O autor gostaria de agradecer os seus orientadores a doutora Carla Silva e o professor Tiago Farias,
pela sua ajuda e conselhos ao longo da elaboração da tese, assim como o Jean-Michel e a Claire,
pelo seu apoio, a Christine e o Alain, pela sua releitura, e a Gwenaëlle, por tudo.

iii
Resumo
Esta tese compara o dispêndio energético e a emissão de poluentes e gases de efeito de estufa
respeitantes ao ciclo de vida dos veículos de combustão interna, dos veículos híbridos (com
configurações série, paralela, e mista), dos veículos a pilha de combustível (com hidrogénio
proveniente de electrolise e steam reformer), e dos veículos eléctricos. Um ciclo de vida é composto
pelo ciclo dos materiais (extracção dos materiais, produção, montagem, e reciclagem das peças),
pelo ciclo do combustível (extracção do combustível bruto, refinamento, e transporte até à bomba), e
pelo ciclo de utilização (afectado pelo modo de condução, topografia do percurso e tecnologia de
propulsão). Foi dado maior enfoque à parte do ciclo dos materiais.
Foi feita também a comparação entre a utilização de materiais convencionais (tipo aço) e leves (tipo
alumínio e compósitos), entre três graus de reciclagem (convencional, nenhuma, e elevada), e entre
dois tipos de produção de electricidade (Estados Unidos e Europa).
As principais conclusões a que se chegou sobre o ciclo dos materiais foram:
- Os componentes requerem a maior parte da energia necessária (na ordem dos 70%), e
estão na origem da maior parte das emissões de CO2 produzidas (na ordem dos 75%),
- A energia necessária aumenta com a evolução tecnológica dos veículos (desde 200 kJ/km
para um pequeno veículo a gasolina, 320 kJ/km para um veículo híbrido, e 380 kJ/km para
um veículo a pilha a hidrogénio, até 560 kJ/km para um veículo eléctrico),
- A emissão de HC vem sobretudo dos fluidos (na ordem dos 70%),
- As emissões de SOx aumentam com o peso das baterias (desde 40 mg/km para um
pequeno veículo a gasolina, 120 mg/km para um veículo híbrido, e 120 mg/km para um
veículo a pilha a hidrogénio, até 360 mg/km para um veículo eléctrico),
- A utilização de materiais leves não significa a priori uma redução da energia necessária ao
ciclo dos materiais, mas reduz em muito a emissão de CO e partículas (respectivamente -
60% e -20% para um veículo a gasolina),
- A reciclagem elevada de todo o aço, alumínio, chumbo e níquel, implicaria uma importante
redução nas emissões de CO, partículas, e CO2 (respectivamente -80%, -50%, e -20% para
um veículo a gasolina), em comparação com reciclagem convencional,
- A produção de veículos a partir de electricidade de origem nuclear é energéticamente mais
eficiente e menos poluente do que se fosse de origem a carvão, nomeadamente na redução
de CO2, PM10, e SOx emitidos (na comparação E.U.A. vs E.U, em que se diminui a
electricidade de origem nuclear de 30% a 19% e aumenta-se a electricidade de origem a
carvão de 19% a 51%, as emissões aumentam drasticamente com +26% de CO2, +25% de
PM10, e +21% de SOx para um veículo a gasolina).
As principais conclusões a que se chegou sobre o ciclo de vida (incluí o ciclo dos materiais, o ciclo
dos combustíveis, e o ciclo de utilização) dos veículos foram:

iv
- O ciclo dos materiais representa somente uma pequena parte (na ordem dos 10% a 15%
para uma distância percorrida de 300 000 km) da energia necessária ao ciclo de vida dos
veículos,
- O ciclo de vida mais económico em termos de energia é o do híbrido de tecnologia série e
paralelo (3100 kJ/km para um pequeno veículo a gasolina, 2840 kJ/km para um veículo
híbrido, 3030 kJ/km para um veículo a pilha a hidrogénio, e 3070 kJ/km para um veículo
eléctrico),
- O ciclo de combustível mais económico em termos de energia é o dos veículos a gasolina
(350 kJ/km para um pequeno veículo a gasolina, 310 kJ/km para um veículo híbrido, 960
kJ/km para um veículo a pilha a hidrogénio, e 1560 kJ/km para um veículo eléctrico),
- O ciclo de utilização mais económico em termos de energia é o do veículo eléctrico (2540
kJ/km para um pequeno veículo a gasolina, 2200 kJ/km para um veículo híbrido, 1680 kJ/km
para um veículo a pilha a hidrogénio, e 940 kJ/km para um veículo eléctrico),
- O método de fabrico do hidrogénio (como por exemplo electrolise ou steam reformer) é
fundamental na eficácia energética e na redução de gases de efeito de estufa no ciclo de vida
dos veículos a pilha a hidrogénio,
- A tecnologia híbrida série e paralelo é energeticamente mais económica que série ou
paralelo, nos ciclos do combustível e de utilização (com um diferencial na ordem dos 60%),
- A emissão de CO2 para veículos a motor a combustão vem sobretudo do ciclo de utilização
(na ordem dos 80%), enquanto para veículos a pilha de hidrogénio e eléctricos esta vem
sobretudo do ciclo do combustível (na ordem dos 86%),
- O veículo eléctrico é o que menos CO2 emite no seu ciclo de vida (220 g/km para um
pequeno veículo a gasolina, 200 g/km para um veículo híbrido, 230 g/km para um veículo a
pilha a hidrogénio, e 150 g/km para um veículo eléctrico). Esta vantagem em relação aos
outros veículos poderia ser ainda maior com a redução das emissões relativas ao ciclo do
combustível, ou seja com a utilização de electricidade oriunda de energias renováveis ou
nucleares.
Palavras-chave
Materiais, veículos, energia, emissões, ciclo de vida, ambiente.

v
Abstract
This thesis compares energy use and emissions of pollutants and greenhouse gases due to the life
cycle of internal combustion engine vehicles, hybrid electric vehicles (parallel, series, and full
technologies), fuel cell vehicles (electrolysis and steam reformer hydrogen), and electric vehicles. A
life cycle includes the material cycle (material extraction, parts manufacturing, assembling, and
recycling), the fuel cycle (raw fuel extraction, refining, and transport to the gas station), and the use
cycle (affected by the driving, route topography and powertrain technology). A more detailed
description is made for the material life cycle analysis.
The comparison has also been made between standard (steel) and lightweights (aluminum) materials,
between three degrees of recycling (standard, none, and high), and between two types of electricity
production (United States and Europe)
The major conclusions that were drawn about the material cycle were:
- The components require the major part of the energy necessary (around 70%), and are the
major source of the CO2 released by the material cycle (around 75%),
- The necessary energy increases with the technology level of the vehicles (from 200 kJ/km for
a small gasoline vehicle, 320 kJ/km for a hybrid vehicle, and 380 kJ/km for a fuel cell vehicle,
to 560 kJ/km for an electric vehicle),
- Fluids are the major source of HC (around 70%),
- SOx emissions tend to increase with battery weight (from 40 mg/km for a small gasoline
vehicle, 120 mg/km for a hybrid vehicle, and 120 mg/km for a fuel cell vehicle, to 360 mg/km
for an electric vehicle),
- The use of lightweight materials doesn’t necessarily mean a reduction in the necessary
energy, but it significantly decreases the emissions of CO and particles (respectively -60% and
-20% for an internal combustion engine vehicle),
- The high recycling of all steel, aluminum, lead and nickel, would result in a significant
decrease in CO emissions, particles, and CO2 (respectively -80%, -50%, and -20% for an
internal combustion engine vehicle), in comparison with standard recycling,
- Vehicle production with nuclear electricity is energetically more efficient and less polluting
than coal electricity, especially in the reduction of CO2, PM10, e SOx emissions (in United
States vs Europe, where the nuclear electricity is diminished by 11% and coal electricity is
raised by 32%, the emissions raise drastically with +26% of CO2, +25% of PM10, and +21% of
SOx for an internal combustion engine vehicle),
The major conclusions that were drawn about the life cycle (includes the material cycle, the fuel cycle,
and the use cycle) of the vehicles were:
- The material cycle represents only a small share (around 10% to 15% for a travel distance of
300 000 km) of the energy required by the vehicle’s life cycle,

vi
- The energetically most efficient life cycle belongs to the hybrid vehicles with parallel and
series technology (3100 kJ/km for a small gasoline vehicle, 2840 kJ/km for a hybrid vehicle,
3030 kJ/km for a fuel cell vehicle, and 3070 kJ/km for an electric vehicle),
- The energetically most efficient fuel cycle belongs to the gasoline vehicles (350 kJ/km for a
small gasoline vehicle, 310 kJ/km for a hybrid vehicle, 960 kJ/km for a fuel cell vehicle, and
1560 kJ/km for an electric vehicle),
- The energetically most efficient use cycle belongs to the electric vehicles (2540 kJ/km for a
small gasoline vehicle, 2200 kJ/km for a hybrid vehicle, 1680 kJ/km for a fuel cell vehicle, and
940 kJ/km for an electric vehicle),
- Hydrogen producing methods (like for example electrolysis or steam reformer) are crucial in
the energy efficiency and greenhouse gas emissions reduction of the fuel cell vehicle’s life
cycle,
- Hybrid series and parallel technology is more efficient than series or parallel (around 60%), in
the fuel and use cycle,
- Most CO2 emissions for internal combustion engine vehicles come from the use cycle
(around 80%), while for fuel cell and electric vehicles it comes mostly from the fuel cycle
(around 86%),
- Electric vehicle have the less CO2 emissions of the life cycle (220 g/km for a small gasoline
vehicle, 200 g/km for a hybrid vehicle, 230 g/km for a fuel cell vehicle, and 150 g/km for an
electric vehicle). This advantage comparing to other vehicles could be even greater with the
reduction of greenhouse gas emissions from the fuel cycle, through the use of renewable or
nuclear electricity.
Keywords
Materials, vehicles, energy, emissions, life cycle, environment.

vii
Abreviações
ABS Anti-lock Braking System
ADR Assembly, Disposal, Recycling
Al Alumínio
AlF3 Fluorido de Alumínio
Al(OH)3 Hidróxido de Alumínio
Al2O3 Alumina
ASCM Automotive System Cost Model
CaCO3 Carbonato de Cálcio
CFRP Carbon Fiber-Reinforced Plastic
CH4 Metano
CO Monóxido de Carbono
CO2 Dióxido de Carbono
COG Coke Oven Gas
Cu Cobre
DOE U.S. Department Of Energy
EIA Energy Information Administration
EPRI Electric Power Research Institute
ELV Electric Vehicle
EVTECA Electric Vehicle Total Energy Cycle Assessment
FCV Fuel Cell Vehicle
FCVT Fuel Cell and Vehicle Technologies Program
FRP Fiber-Reinforced Plastic
GHG Greenhouse Gas
GREET Greenhouse gases, Regulated Emissions, and Energy use in Transportation model
H2 Hidrogénio
HCl Ácido Clorídrico
HDPE High-Density PolyEthylene
HEV Hybrid Electric Vehicle
ICEV Internal Combustion Engine Vehicle

viii
KOH Hidróxido de potassio
LEM Life-Cycle Emissions Model
Li-ion Lithium-ion
Mg Magnésio
MgCl2 Clórido de magnésio
MgO Óxido de magnésio
MIT Massachusetts Institute of Technology
Na2CO3 Carbonato de Sódio
Na3AlF6 Criolita
Ni(OH)2 Hidróxido de Níquel
Ni(CO)4 Carbonila de Níquel
Ni-MH Níquel Metal Hydride
N2O Óxido Nitroso
NOx Óxido de nitrogénio
PAN PolyAcryloNitrile
Pb-Ac Chumbo-Ácido
PbS Galena
PEM Proton Exchange Membrane
PET Polyester (Politereftalato de Etileno)
PFSA Ácido Perfluorosulfónico
PGM Platinum Group Metals
PM10 Partículas de diâmetro inferior a 10 micrómetros
PP Polipropilene
PSAT Powertrain System Analysis Toolkit
PTFE Polytetrafluoroetileno
PVB Polivinil Butyral
SAE Society of Automotive Engineers
SBR Borracha de estireno butadieno
SCS Scientific Certification Systems
SMMT Society of Motor Manufacturers and Traders
SO2 Dióxido de enxofre

ix
SOx Óxido de enxofre
USCAR United States Council for Automotive Research
VOC Volatile Organic Compound
VRP Vehicle Recycling Partnership
ZEV Zero Emission Vehicle
Zn Zinco

x
Índice de tabelas
Tabela 1: Sistemas (sistemas A. Burnham et al., 2006; imagens ver bibliografia) ................................. 3
Tabela 2: Distribuição do peso por sistema, em % do peso total do veículo (A. Burnham et al., 2006) 4
Tabela 3: Composição dos componentes do sistema corpo (A. Burnham et al., 2006) ......................... 4
Tabela 4: Peso dos componentes do sistema corpo, em % do peso total do sistema (A. Burnham et
al., 2006) .................................................................................................................................................. 5
Tabela 5: Composição dos componentes do sistema exterior (A. Burnham et al., 2006) ...................... 5
Tabela 6: Peso dos componentes do sistema exterior, em % do peso total do sistema (A. Burnham et
al., 2006) .................................................................................................................................................. 6
Tabela 7: Composição dos componentes do sistema interior (A. Burnham et al., 2006) ....................... 6
Tabela 8: Peso dos componentes do sistema interior, em % do peso total do sistema (A. Burnham et
al., 2006) .................................................................................................................................................. 7
Tabela 9: Composição dos componentes do sistema propulsão (A. Burnham et al., 2006) .................. 8
Tabela 10: Peso dos componentes do sistema propulsão, em % do peso total do sistema (A. Burnham
et al., 2006) .............................................................................................................................................. 9
Tabela 11: Composição dos componentes do sistema transmissão (A. Burnham et al., 2006) ............ 9
Tabela 12: Peso dos componentes do sistema transmissão, em % do peso total do sistema (A.
Burnham et al., 2006) ............................................................................................................................ 10
Tabela 13: Composição dos componentes do sistema chassis (A. Burnham et al., 2006) .................. 10
Tabela 14: Peso dos componentes do sistema chassis, em % do peso total do sistema (A. Burnham
et al., 2006) ............................................................................................................................................ 11
Tabela 15: Composição dos componentes do sistema bateria (A. Burnham et al., 2006) ................... 13
Tabela 16: Peso do sistema bateria, em kg .......................................................................................... 13
Tabela 17: Peso do sistema fluidos, em kg ........................................................................................... 14
Tabela 18: Composição dos componentes do sistema motor eléctrico (A. Burnham et al., 2006) ...... 14
Tabela 19: Peso dos componentes do sistema motor eléctrico, em % do peso total do sistema (A.
Burnham et al., 2006) ............................................................................................................................ 14
Tabela 20: Composição dos componentes do sistema controlador (A. Burnham et al., 2006) ............ 14
Tabela 21: Peso dos componentes do sistema controlador, em % do peso total do sistema (A.
Burnham et al., 2006) ............................................................................................................................ 15
Tabela 22: Composição dos componentes do sistema gerador (A. Burnham et al., 2006).................. 15

xi
Tabela 23: Peso dos componentes do sistema gerador, em % do peso total do sistema (A. Burnham
et al., 2006) ............................................................................................................................................ 15
Tabela 24: Composição dos componentes do sistema acessórios de célula de combustível (A.
Burnham et al., 2006) ............................................................................................................................ 15
Tabela 25: Peso dos componentes do sistema acessórios de célula de combustível, em % do peso
total do sistema (A. Burnham et al., 2006) ............................................................................................ 16
Tabela 26: Distribuição do peso por tipo de material, em % do peso total do sistema (A. Burnham et
al., 2006) ................................................................................................................................................ 16
Tabela 27: Energia necessária para a produção dos materiais utilizados nos automóveis ................. 18
Tabela 28: Emissões para a produção dos materiais utilizados nos automóveis ................................. 20
Tabela 29: Peso total do veículo ICEV ECO. (GASOLINA) .................................................................. 24
Tabela 30: Peso das baterias do veículo ICEV ECO. (GASOLINA) ..................................................... 24
Tabela 31: Peso dos fluidos do veículo ICEV ECO. (GASOLINA) ....................................................... 25
Tabela 32: Peso dos componentes do veículo ICEV ECO. (GASOLINA) ............................................ 25
Tabela 33: Peso total do veículo ICEV (GASOLINA) ............................................................................ 26
Tabela 34: Peso das baterias do veículo ICEV (GASOLINA) ............................................................... 26
Tabela 35: Peso dos fluidos do veículo ICEV (GASOLINA) ................................................................. 26
Tabela 36: Peso dos componentes do veículo ICEV (GASOLINA) ...................................................... 26
Tabela 37: Peso total do veículo ICEV (GASOLEO) ............................................................................ 27
Tabela 38: Peso das baterias do veículo ICEV (GASOLEO) ................................................................ 27
Tabela 39: Peso dos fluidos do veículo ICEV (GASOLEO) .................................................................. 27
Tabela 40: Peso dos componentes do veículo ICEV (GASOLEO) ....................................................... 28
Tabela 41: Peso total do veículo HEV FULL (GASOLINA) ................................................................... 28
Tabela 42: Peso das baterias do veículo HEV FULL (GASOLINA) ...................................................... 29
Tabela 43: Peso dos fluidos do veículo HEV FULL (GASOLINA) ........................................................ 29
Tabela 44: Peso dos componentes do veículo HEV FULL (GASOLINA) ............................................. 29
Tabela 45: Peso total do veículo HEV PARALELO (GASOLINA) ......................................................... 30
Tabela 46: Peso das baterias do veículo HEV PARALELO (GASOLINA) ............................................ 30
Tabela 47: Peso dos fluidos do veículo HEV PARALELO (GASOLINA) .............................................. 30
Tabela 48: Peso dos componentes do veículo HEV PARALELO (GASOLINA) ................................... 30
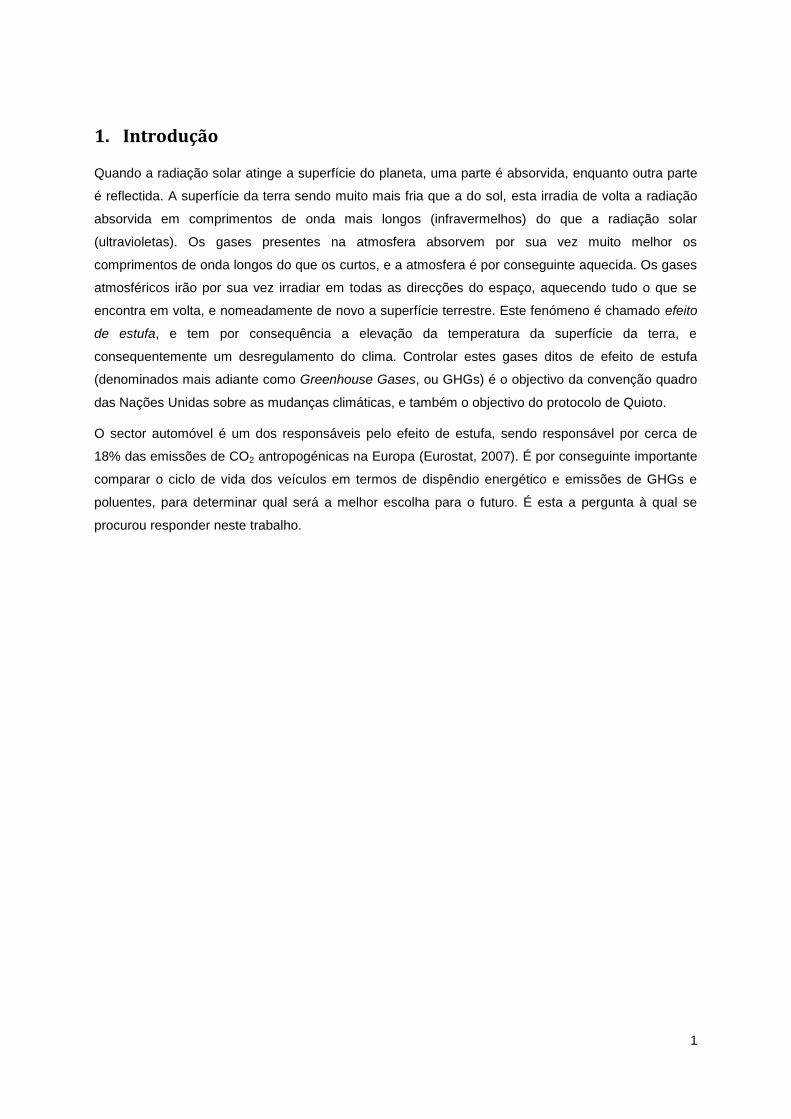
Tabela 49: Peso total do veículo HEV SERIE (GASOLINA) ................................................................. 31
Tabela 50: Peso das baterias do veículo HEV SERIE (GASOLINA) .................................................... 31

xii
Tabela 51: Peso dos fluidos do veículo HEV SERIE (GASOLINA) ...................................................... 31
Tabela 52: Peso dos componentes do veículo HEV SERIE (GASOLINA) ........................................... 32
Tabela 53: Peso total do veículo FCV (HIDROGÉNIO) ........................................................................ 32
Tabela 54: Peso das baterias do veículo FCV (HIDROGÉNIO) ........................................................... 32
Tabela 55: Peso dos fluidos do veículo FCV (HIDROGÉNIO) .............................................................. 33
Tabela 56: Peso dos componentes do veículo FCV (HIDROGÉNIO) .................................................. 33
Tabela 57: Peso total do veículo ELV (ELECTRICIDADE) ................................................................... 34
Tabela 58: Peso das baterias do veículo ELV (ELECTRICIDADE) ...................................................... 34
Tabela 59: Peso dos fluidos do veículo ELV (ELECTRICIDADE) ........................................................ 34
Tabela 60: Peso dos componentes do veículo ELV (ELECTRICIDADE) ............................................. 34
Tabela 61: Percentagens de material virgem e reciclado considerados na hipótese de reciclagem
convencional .......................................................................................................................................... 34
Tabela 62: Percentagens de material virgem e reciclado considerados na hipótese de nenhuma
reciclagem ............................................................................................................................................. 35
Tabela 63: Percentagens de material virgem e reciclado considerados na hipótese de elevada
reciclagem ............................................................................................................................................. 35
Tabela 64: Distribuição da electricidade na Europa dos 27 (Eurostat, 2007) ....................................... 35
Tabela 65: Distribuição da electricidade nos E.U.A (Argonne National Laboratory, 2007) .................. 35
Tabela 66: Ciclo de combustível (General Motors, 2002; Faltenbacher, 2006) .................................... 43
Tabela 67: Ciclo de combustível (General Motors, 2002; Faltenbacher, 2006) .................................... 43
Tabela 68: Ciclo de utilização 58% urbano e 42% auto-estrada (Bravo et al., 2007)........................... 44
Tabela 69: Consumo em energia e repartição dos combustíveis nas etapas de produção do aço (A.
Burnham et al., 2006) ............................................................................................................................ 62
Tabela 70: Quantidade de material intermediário necessário, por etapa de produção, por tonelada de
aço final (A. Burnham et al., 2006) ........................................................................................................ 63
Tabela 71: Consumo em energia e repartição dos combustíveis nas etapas de produção do alumínio
(A. Burnham et al., 2006) ...................................................................................................................... 65
Tabela 72: Quantidade de material intermediário necessário, por etapa de produção, por tonelada de
alumínio final.......................................................................................................................................... 65
Tabela 73: Consumo em energia e repartição dos combustíveis por tipo de polímero produzido ....... 74
Tabela 74: eso de material intermediário necessário por tonelada produzida de plástico re-enforçado
por fibra .................................................................................................................................................. 74

xiii
Índice de figuras
Figura 1: Metodologia para a avaliação energética e ambiental da produção e reciclagem de
materiais/componentes de veículos convencionais versus veículos híbridos ........................................ 2
Figura 2: Estrutura das folhas de cálculo Greet 1.7 e Greet 2.7 (Argonne National Laboratory, 2007; A.
Burnham et al., 2006) ............................................................................................................................ 23
Figura 3: Esquema do ICEV ECO. (GASOLINA) (Wikpe et al., 1999).................................................. 24
Figura 4: Esquema do ICEV (GASOLINA) (Wikpe et al., 1999) ........................................................... 26
Figura 5: Esquema do ICEV (GASOLEO) (Wikpe et al., 1999) ............................................................ 27
Figura 6: Esquema do HEV FULL (GASOLINA) (Wikpe et al., 1999) ................................................... 28
Figura 7: Esquema do HEV PARALELO (GASOLINA) (Wikpe et al., 1999) ........................................ 30
Figura 8: Esquema do HEV SERIE (GASOLINA) (Wikpe et al., 1999)................................................. 31
Figura 9: Esquema do FCV (HIDROGÉNIO) (Wikpe et al., 1999) ........................................................ 32
Figura 10: Esquema do ELV (ELECTRICIDADE) (Wikpe et al., 1999)................................................. 33
Figura 11: Energia necessária ao ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 36
Figura 12: CO2 emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 37
Figura 13: N2O emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 37
Figura 14: HC emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 38
Figura 15: CO emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 38
Figura 16: NOx emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 39
Figura 17: PM10 emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 39
Figura 18: SOx emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 40
Figura 19: Comparação de materiais leves vs materiais convencionais para um veículo com motor a
combustão interno (hipótese de reciclagem convencional e electricidade produzida na Europa) ....... 40
Figura 20: Comparação de reciclagem nenhuma e elevada vs convencional para um veículo com
motor a combustão interno (electricidade produzida na Europa) ......................................................... 41

xiv
Figura 21: Comparação de produção de electricidade nos E.U.A vs E.U para um veículo com motor a
combustão interno (hipótese de reciclagem convencional) .................................................................. 42
Figura 22: Energia necessária ao ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 45
Figura 23: Energia necessária por distância percorrida (hipótese de reciclagem convencional e
electricidade produzida na Europa) ....................................................................................................... 46
Figura 24: CO2 emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 47
Figura 25: CO2 emitido por distância percorrida (hipótese de reciclagem convencional e electricidade
produzida na Europa) ............................................................................................................................ 47
Figura 26: HC emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 48
Figura 27: HC emitido por distância percorrida (hipótese de reciclagem convencional e electricidade
produzida na Europa) ............................................................................................................................ 48
Figura 28: CO emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 49
Figura 29: CO emitido por distância percorrida (hipótese de reciclagem convencional e electricidade
produzida na Europa) ............................................................................................................................ 49
Figura 30: NOx emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 50
Figura 31: NOx emitido por distância percorrida (hipótese de reciclagem convencional e electricidade
produzida na Europa) ............................................................................................................................ 50
Figura 32: PM10 emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo
(hipótese de reciclagem convencional e electricidade produzida na Europa) ...................................... 51
Figura 33: PM10 emitido por distância percorrida (hipótese de reciclagem convencional e electricidade
produzida na Europa) ............................................................................................................................ 51
Figura 34: Etapas na produção de aço (as letras são somente designações para maior legibilidade
nas tabelas 69 e 70) .............................................................................................................................. 60
Figura 35: Etapas na produção de alumínio (os números são somente designações para maior
ligeireza nas tabelas 71 e 72)................................................................................................................ 63
Figura 36: Mina de Cobre a céu aberto Bingham, Utah (Wikipeda, 2007) ........................................... 66
Figura 37: Superfície galvanizada (Wikipeda, 2007) ............................................................................ 67
Figura 38: Mero do polietileno PE (Colégio São Francisco) ................................................................. 68
Figura 39: Meros da borracha sintética SBR (Colégio São Francisco)................................................. 68
Figura 40: Mero do polipropileno PP (Colégio São Francisco) ............................................................. 70

xv
Figura 41: Mero do politereftalato de etileno PET (Colégio São Francisco) ......................................... 71
Figura 42: Componentes de uma célula PEMFC (www.howstuffworks.com, 2007) ............................. 78

xvi
Índice
Agradecimentos ........................................................................................................................................ ii
Resumo ................................................................................................................................................... iii
Palavras-chave ........................................................................................................................................ iv
Abstract .....................................................................................................................................................v
Keywords ................................................................................................................................................. vi
Abreviações ............................................................................................................................................ vii
Índice de tabelas ......................................................................................................................................x
Índice de figuras .................................................................................................................................... xiii
Índice ..................................................................................................................................................... xvi
1. Introdução ........................................................................................................................................ 1
2. Metodologia ..................................................................................................................................... 2
3. Identificação dos materiais .............................................................................................................. 3
3.1 Composição e peso do sistema corpo .................................................................................... 4
3.2 Composição e peso do sistema exterior ................................................................................. 5
3.3 Composição e peso do sistema interior .................................................................................. 6
3.4 Composição e peso do sistema propulsão ............................................................................. 7
3.5 Composição e peso do sistema transmissão .......................................................................... 9
3.6 Composição e peso do sistema chassis ............................................................................... 10
3.7 Composição e peso do sistema bateria ................................................................................ 11
3.8 Composição e peso do sistema fluidos ................................................................................. 13
3.9 Composição e peso do sistema motor eléctrico .................................................................... 14
3.10 Composição e peso do sistema controlador ......................................................................... 14
3.11 Composição e peso do sistema gerador ............................................................................... 15
3.12 Composição e peso do sistema acessórios de célula de combustível ................................. 15
3.13 Tabela consolidada dos materiais por veículo ...................................................................... 16
4. Extracção, produção e reciclagem dos materiais, e montagem/desmontagem de veículos ........ 18
4.1 Extracção, produção e reciclagem dos materiais .................................................................. 18
4.2 Montagem .............................................................................................................................. 21
4.3 Desmontagem ....................................................................................................................... 22

xvii
5. Caso de estudo sobre o ciclo dos materiais .................................................................................. 23
5.1 Apresentação da folha de cálculo ......................................................................................... 23
5.2 Definição dos veículos ........................................................................................................... 23
5.2.1 Definição do veículo ICEV ECO. (GASOLINA) ............................................................. 24
5.2.2 Definição do veículo ICEV (GASOLINA) ....................................................................... 25
5.2.3 Definição do veículo ICEV (GASOLEO) ........................................................................ 27
5.2.4 Definição do veículo HEV FULL (GASOLINA) .............................................................. 28
5.2.5 Definição do veículo HEV PARALELO (GASOLINA) .................................................... 29
5.2.6 Definição do veículo HEV SERIE (GASOLINA) ............................................................ 31
5.2.7 Definição do veículo FCV (HIDROGÉNIO) ................................................................... 32
5.2.8 Definição do veículo ELV (ELECTRICIDADE) .............................................................. 33
5.3 Definição da reciclagem ........................................................................................................ 34
5.4 Definição da produção de electricidade ................................................................................ 35
5.5 Resultados ............................................................................................................................. 36
5.5.1 Energia .......................................................................................................................... 36
5.5.2 CO2 ................................................................................................................................ 37
5.5.3 N20 ................................................................................................................................. 37
5.5.4 HC .................................................................................................................................. 38
5.5.5 CO.................................................................................................................................. 38
5.5.6 NOx ................................................................................................................................ 39
5.5.7 PM10 ............................................................................................................................... 39
5.5.8 SOx ................................................................................................................................. 40
5.5.9 Materiais: leves vs convencionais ................................................................................. 40
5.5.10 Reciclagem : nenhuma e elevada vs convencional ...................................................... 41
5.5.11 Produção de electricidade: E.U.A vs E.U ...................................................................... 42
6. Caso de estudo sobre o ciclo dos materiais, ciclo dos combustíveis, e ciclo de utilização .......... 43
6.1 Definição do ciclo do combustível ......................................................................................... 43
6.2 Definição do ciclo de utilização ............................................................................................. 44
6.3 Resultados ............................................................................................................................. 44
6.3.1 Energia .......................................................................................................................... 45
6.3.2 CO2 ................................................................................................................................ 46

xviii
6.3.3 HC .................................................................................................................................. 48
6.3.4 CO.................................................................................................................................. 49
6.3.5 NOx ................................................................................................................................ 50
6.3.6 PM10 ............................................................................................................................... 51
7. Conclusão e perspectivas futuras ................................................................................................. 52
8. Referências bibliográficas ............................................................................................................. 55
9. Anexos ........................................................................................................................................... 60
9.1 Metais .................................................................................................................................... 60
9.1.1 Aço ................................................................................................................................. 60
9.1.2 Metal .............................................................................................................................. 63
9.1.3 Alumínio ......................................................................................................................... 63
9.1.4 Cobre ............................................................................................................................. 65
9.1.5 Zinco .............................................................................................................................. 66
9.1.6 Magnésio ....................................................................................................................... 67
9.2 Vidro ...................................................................................................................................... 67
9.3 Polímeros ............................................................................................................................... 68
9.3.1 Polipropileno (PP) .......................................................................................................... 69
9.3.2 Politereftalato de etileno (PET) ...................................................................................... 71
9.3.3 Polietileno (PE) .............................................................................................................. 72
9.3.4 Plásticos reinforçados por fibra (FRP) ........................................................................... 73
9.4 Borracha ................................................................................................................................ 74
9.5 Baterias .................................................................................................................................. 75
9.5.1 Chumbo ......................................................................................................................... 75
9.5.2 Níquel ............................................................................................................................ 76
9.5.3 Metais híbridos .............................................................................................................. 76
9.6 Célula de combustível ........................................................................................................... 77
9.6.1 Ânodo e cátodo .............................................................................................................. 78
9.6.2 Catalisador ..................................................................................................................... 79
9.6.3 Membrana ...................................................................................................................... 80
9.6.4 Circuito externo .............................................................................................................. 81
9.6.5 Placas bipolares ............................................................................................................ 81

xix
9.6.6 Acessórios ..................................................................................................................... 81
9.7 Outros materiais .................................................................................................................... 81
1
1. Introdução
Quando a radiação solar atinge a superfície do planeta, uma parte é absorvida, enquanto outra parte
é reflectida. A superfície da terra sendo muito mais fria que a do sol, esta irradia de volta a radiação
absorvida em comprimentos de onda mais longos (infravermelhos) do que a radiação solar
(ultravioletas). Os gases presentes na atmosfera absorvem por sua vez muito melhor os
comprimentos de onda longos do que os curtos, e a atmosfera é por conseguinte aquecida. Os gases
atmosféricos irão por sua vez irradiar em todas as direcções do espaço, aquecendo tudo o que se
encontra em volta, e nomeadamente de novo a superfície terrestre. Este fenómeno é chamado efeito
de estufa, e tem por consequência a elevação da temperatura da superfície da terra, e
consequentemente um desregulamento do clima. Controlar estes gases ditos de efeito de estufa
(denominados mais adiante como Greenhouse Gases, ou GHGs) é o objectivo da convenção quadro
das Nações Unidas sobre as mudanças climáticas, e também o objectivo do protocolo de Quioto.
O sector automóvel é um dos responsáveis pelo efeito de estufa, sendo responsável por cerca de
18% das emissões de CO2 antropogénicas na Europa (Eurostat, 2007). É por conseguinte importante
comparar o ciclo de vida dos veículos em termos de dispêndio energético e emissões de GHGs e
poluentes, para determinar qual será a melhor escolha para o futuro. É esta a pergunta à qual se
procurou responder neste trabalho.

2
2. Metodologia
A elaboração da tese deparou-se com vários desafios, e fez-se através de várias etapas (ver figura
1).
Um primeiro desafio veio da evolução constante das tecnologias de extracção, produção e reciclagem
dos materiais empregues em veículos. Um segundo desafio veio da falta de informações sobre
diversos temas, como por exemplo a reciclagem e a composição das baterias de nova geração.
Numa primeira etapa decompôs-se seis veículos tipo nos materiais que os constituem, através da sua
decomposição em sistemas e seus componentes (ver capítulo 3). Esta metodologia é do tipo top-
down.
Numa segunda etapa definiu-se o impacto energético e ambiental dos processos de extracção,
produção, e reciclagem destes materiais, assim como dos processos de montagem e desmontagem
desses veículos (ver capítulo 4).
Numa terceira etapa obteve-se o ciclo dos materiais através da utilização de uma folha de cálculo
desenvolvida em open-source (Argonne National Laboratory, 2007; A. Burnham et al., 2006), que tem
por base as definições vistas nos capítulos 3 e 4, com o input de veículos estudados pelo Instituto
Superior Técnico de Lisboa. Isto permitiu a integração dos resultados obtidos sobre o ciclo dos
materiais, com os resultados sobre os ciclos do combustível e de utilização desses veículos (ver
capítulo 5). Esta metodologia é do tipo bottom-up.
Figura 1: Metodologia para a avaliação energética e ambiental da produção e reciclagem de materiais/componentes de veículos convencionais versus veículos híbridos

3
3. Identificação dos materiais
Neste capítulo decompôs-se três veículos tipo nos materiais que os constituem (aço, alumínio, etc.),
através da sua decomposição em sistemas (corpo, exterior, interior, etc.) e seus componentes
(painéis, pára-choques, tablier, etc.).
Os veículos em questão são: um veículo a combustão interna (Internal Combustion Engine Vehicles,
ou ICEV), um veículo híbrido (Hybrid Electric Vehicle, ou HEV), e um veículo a pilha de combustível
(Fuel Cell Vehicles, ou FCV), produzidos a partir de materiais convencionais e leves.
Quanto aos sistemas, estes foram definidos de maneira a poderem definir um ICEV, um HEV, ou um
FCV (tabelas 1 e 2), e os seus componentes são apresentados a seguir (subcapítulos 3.1 a 3.12) em
termos de tipo de material (aço, alumínio, etc.), e em termos de peso (em percentagem do peso total
do veículo). Desta maneira, somente especificando o peso total de um veículo, pôde-se obter o peso
de todos os seus sistemas e componentes na folha de cálculo (ver capítulo 5).
Tabela 1: Sistemas (sistemas A. Burnham et al., 2006; imagens ver bibliografia)
Sistemas ICEV HEV FCV Capítulo Ilustração
Corpo X X X 3.1
Exterior X X X 3.2
Interior X X X 3.3
Propulsão X X X 3.4
Transmissão X X X 3.5
Chassis X X X 3.6
Bateria X X X 3.7
Fluido X X X 3.8

4
Motor eléctrico X X 3.9
Controlador electrónico X X 3.10
Gerador X 3.11
Acessórios de célula de combustível
X 3.12
Tabela 2: Distribuição do peso por sistema, em % do peso total do veículo (A. Burnham et al., 2006)
Sistemas ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Corpo+Exterior+Interior 44,1 45,3 39,9 39,6 40,3 38,5
Propulsão 25,7 17,0 8,0 30,7 21,6 8,1
Transmissão 6,3 7,2 2,6 6,7 7,8 2,8
Chassis 23,9 24,5 23,0 23,0 24,5 23,8
Motor eléctrico 0 2,1 3,8 0 2,0 3,8
Controlador electrónico 0 1,8 3,4 0 1,8 3,3
Gerador 0 2,1 0 0 2,0 0
Acessórios de célula de combustível
0 0 19,3 0 0 19,7
3.1 Composição e peso do sistema corpo
O sistema corpo corresponde à estrutura superior do veículo, e foi dividido nos seguintes
componentes, tipo de material, e pesos (tabelas 3 e 4):
Tabela 3: Composição dos componentes do sistema corpo (A. Burnham et al., 2006)
Componentes Convencional Leve
Body-in-white1 100% aço
100% compósito fibra de carbono
Painéis de fecho2 100% aço
100% compósito fibra de carbono
Pára-choques dianteiro e traseiro3 100% aço
100% compósito fibra de carbono
1 Estrutura principal do veiculo, geralmente constituída de uma só peça sobre a qual virão adicionar-
se outras peças
2 Capot, tecto, chão, portas, etc.
3 Barras de impacto, absorvedores de energia, e equipamento de montagem

5
Acessórios corpo
89,8% plástico
5,3% aço
2,3% borracha
2% cobre
0,6% vidro
89,8% plástico
5,3% aço
2,3% borracha
2% cobre
0,6% vidro
Soldaduras e ligações ao corpo (electrónica)
50% aço
50% plástico
50% alumínio
50% plástico
Soldaduras e ligações ao corpo (outros sistemas)
50% aço
50% plástico
50% alumínio
50% plástico
Vidro4 100% vidro 100% vidro
Tabela 4: Peso dos componentes do sistema corpo, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Body-in-white 61,0 61,0 61,0 49,2 51,8 55,5
Painéis 19,5 19,5 19,5 23,4 22,2 20,5
Pára-choques dianteiro e traseiro 2,4 2,4 2,4 1,3 1,3 1,2
Acessórios corpo 2,4 2,4 2,4 5,9 5,6 5,1
Soldaduras e ligações ao corpo (electrónica)
2,4 2,4 2,4 2,7 2,5 2,3
Soldaduras e ligações ao corpo (outros sistemas)
2,4 2,4 2,4 2,7 2,5 2,3
Vidro 9,7 9,7 9,7 14,9 14,1 13,1
3.2 Composição e peso do sistema exterior
O sistema exterior corresponde ao que se vem juntar ao sistema corpo do lado exterior, e foi dividido
nos seguintes componentes, tipo de material, e pesos (tabelas 5 e 6):
Tabela 5: Composição dos componentes do sistema exterior (A. Burnham et al., 2006)
Componentes Convencional Leve
Pintura5 100% pintura 100% pintura
Peças moldadas6 93,6% plástico
4,3% aço
1,5% borracha
0,6% orgânico
93,6% plástico
4,3% aço
1,5% borracha
0,6% orgânico
Vedantes7 100% borracha 100% borracha
4 Pára-brisas frontal e traseiro, e janelas
5 Incluí todas as camadas
6 Pára-choques, aileron, etc.

6
Iluminação8 59% plástico
41% cobre
59% plástico
41% cobre
Tabela 6: Peso dos componentes do sistema exterior, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Pintura 35,1 35,1 35,1 27,1 27,1 27,1
Peças moldadas 29,7 29,7 29,7 18,8 18,8 18,8
Vedantes 5,4 5,4 5,4 8,3 8,3 8,3
Iluminação 29,7 29,7 29,7 45,8 45,8 45,8
3.3 Composição e peso do sistema interior
O sistema interior corresponde ao que se vem juntar ao sistema corpo do lado interior, e foi dividido
nos seguintes componentes, tipo de material, e pesos (tabelas 7 e 8):
Tabela 7: Composição dos componentes do sistema interior (A. Burnham et al., 2006)
Componentes Convencional Leve
Painel de instrumentos9
46% aço
47% plástico
4% orgânico
1% alumínio
1% borracha
1% magnésio
47% plástico
29% aço
19% magnésio
4% orgânico
1% alumínio
Guarnição e isolação10
67,2% plástico
29,5% aço
3,2% orgânico
0,1% alumínio
67,2% plástico
29,6% alumínio
3,2% orgânico
Acessórios interiores11
65,3% plástico
32,6% orgânico
1,8% aço
0,3% vidro
65,3% plástico
32,6% orgânico
1,8% aço
0,3% vidro
Assentos e segurança12
58% aço 42% aço
7 Borrachas etc.
8 Faróis, piscas, sinais de travagem etc.
9 Estrutura principal e seus constituintes directamente ligados tais como os instrumentos visuais, o
tablier, o porta-luvas, etc.
10 Cobertura de travão de mão, botões, cinzeiros, repousos de braço, espaços de arrumação, pegas,
viseiras, tapetes, isolação, etc.
11 Isolação, guarnição, grelhas de altifalantes, botões, etc.

7
39% plástico
3% orgânico
39% plástico
16% alumínio
3% orgânico
Módulos de aquecimento, ventilação, ar condicionado
13
56,2% aço
21,5% alumínio
16,7% cobre
2,4% plástico
2% borracha
0,5% zinco
0,7% outros
56,2% aço
21,5% alumínio
16,7% cobre
2,4% plástico
2% borracha
0,5% zinco
0,7% outros
Sistema eléctrico14
59% plástico
41% cobre
59% plástico
41% cobre
Soldaduras e ligações ao corpo 50% aço
50% plástico
50% alumínio
50% plástico
Tabela 8: Peso dos componentes do sistema interior, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Painel de instrumentos 14,1 14,1 14,1 11,5 11,5 11,5
Guarnição e isolação 13,0 13,0 13,0 11,8 11,8 11,8
Acessórios interior 14,6 14,6 14,6 18,0 18,0 18,0
Assentos e segurança 35,0 35,0 35,0 33,8 33,8 33,8
Módulos de aquecimento, ventilação, ar condicionado
11,7 11,7 11,7 14,4 14,4 14,4
Sistema eléctrico 5,8 5,8 5,8 7,2 7,2 7,2
Soldaduras e ligações ao corpo 5,8 5,8 5,8 3,3 3,3 3,3
3.4 Composição e peso do sistema propulsão
O sistema propulsão corresponde à tracção principal do veículo, e foi dividido nos seguintes
componentes, tipo de material, e pesos (tabelas 9 e 10):
12 Rails de montagem e estruturas de assentos, guarnição, cintos, air bags, sensores de segurança,
etc.
13 Condutas de ventilação, sistema de aquecimento, sistema de ar condicionado (incluí condensador,
ventoinha, aquecedor, condutas, e controlos), etc.
14 Fios eléctricos etc.

8
Tabela 9: Composição dos componentes do sistema propulsão (A. Burnham et al., 2006)
Componentes Convencional Leve
Motor15
50% ferro fundido
30% alumínio
10% aço
4,5% plástico
4,5% borracha
1% cobre
42% alumínio
27,3% aço
12,6% ferro fundido
8,4% aço inox
4,2% plástico
4,2% borracha
1,3% cobre
Célula de combustível16
62,8% compósito fibra de carbono
23,2% alumínio
5,4% PFSA (ácido perfluorosulfonico)
5% folha de carbono
1,5% aço
1,4% PTFE (polytetrafluoroetileno)
0,6% solução carbono/PFSA
0,1% platina
62,8% compósito fibra de carbono
23,2% alumínio
5,4% PFSA (ácido perfluorosulfonico)
5% folha de carbono
1,5% aço
1,4% PTFE (polytetrafluoroetileno)
0,6% solução carbono/PFSA
0,1% platina
Depósito de combustível17
100% aço 100% aço
Sistema térmico18
50% aço
50% plástico
50% aço
50% plástico
Sistema de escape19
99,985% aço
0,015% platina
99,985% aço
0,015% platina
Sistema eléctrico20
59% plástico
41% cobre
59% plástico
41% cobre
Controlo electrónico de emissões21
59% plástico
41% cobre
59% plástico
41% cobre
Soldaduras e ligações ao corpo 100% aço 100% alumínio
15 Bloco motor, cabeças de cilindros, injectores, sistema de ar, sistema de ignição, sistema de
lubrificação, alternador, etc.
16 Membrana, placas bipolares, colector, isolação, envelope exterior, etc.
17 Depósito, acessórios de montagem, isolação, conduta de enchimento
18 Bomba de água, radiador, e ventoinha
19 Catalisador, ponta de escape, escudos térmicos, e tubagens
20 Fios de controlo, sensores, botões, e processadores
21 Sensores, processadores

9
Tabela 10: Peso dos componentes do sistema propulsão, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Motor 57,2 48,0 0 42,5 37,6 0
Célula de combustível 0 0 100,0 0 0 100,0
Depósito de carburante 15,1 23,5 0 21,1 29,6 0
Sistema térmico 6,7 6,3 0 9,4 8,0 0
Sistema de escape 12,6 12,6 0 17,5 15,9 0
Sistema eléctrico 2,8 4,3 0 3,9 5,5 0
Controlo electrónico de emissões 2,8 0,8 0 3,9 1,0 0
Soldaduras e ligações ao corpo 2,8 4,3 0 1,8 2,5 0
3.5 Composição e peso do sistema transmissão
O sistema transmissão serve para transmitir a potência do sistema de tracção principal para as rodas,
e foi dividido nos seguintes componentes, tipo de material, e pesos (tabelas 11 e 12):
Tabela 11: Composição dos componentes do sistema transmissão (A. Burnham et al., 2006)
Componentes Convencional Leve
Transmissão (ICEV22
)
30% aço
30% alumínio
30% aço fundido
5% plástico
5% borracha
30% aço
30% alumínio
30% aço fundido
5% plástico
5% borracha
Transmissão (HEV23
/FCV24
)
60,5% aço
20% aço
19% cobre
0,3% orgânico
0,2% plástico
60,5% aço
20% aço
19% cobre
0,3% orgânico
0,2% plástico
22 Transmissão automática (incluí conversor de binário) e controlos
23 Transmissão continuamente variável (não tem conversor de binário) e controlos
24 Transmissão continuamente variável (não tem conversor de binário) e controlos que pesa
aproximadamente um terço a menos do que a transmissão do HEV (Bohn 2005)

10
Tabela 12: Peso dos componentes do sistema transmissão, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Transmissão 100,0 100,0 100,0 100,0 100,0 100,0
3.6 Composição e peso do sistema chassis
O sistema chassis corresponde à parte inferior do veículo, e incluí os pneumáticos, que requerem
serem substituídos ao longo da vida de um veículo. Estes componentes estão também eles incluídos
na folha de cálculo que foi utilizado para produzir os resultados. Porém não foi incluído na nossa
análise a substituição de peças como o filtro de ar, pastilhas de travão, velas, e borrachas de limpa-
vidros, devido ao seu peso reduzido e porque estes componentes estão incluídos em subsistemas
maiores que não são substituídos.
Os pneumáticos, compostos (em peso) de aproximadamente 2/3 de borracha e 1/3 de aço, são
regularmente substituídos na vida de um veículo. No entanto, o seu tempo de vida depende em
grande parte das suas especificações (Muir, 2005). Considerou-se aqui que os pneumáticos são
substituídos cada 75 000 km, ou seja 3 vezes na vida de um veículo. Para dar uma ideia do que
acontece a estes pneumáticos uma vez usados, pode-se dizer que em 2003, nos EUA, 290 milhões
de pneumáticos foram usados, dos quais 80% foram reutilizados para produção de carburantes,
borracha de solo, e aplicações de engenharia civil (Rubber Manufacturers Association, 2004).
O sistema chassis foi dividido nos seguintes componentes, tipo de material, e pesos (tabelas 13 e 14):
Tabela 13: Composição dos componentes do sistema chassis (A. Burnham et al., 2006)
Componentes Convencional Leve
Berço25
100% aço 100% compósito fibra de vidro
Eixo motor26
100% aço 100% alumínio
Diferencial27
100% aço 100% aço
Suspensões28
100% aço 100% alumínio
Sistema de travagem29
60% ferro
35% aço
5% material de fricção
60% ferro
35% aço
5% material de fricção
Jantes30
100% aço 100% alumínio
Pneumáticos31
67% aço 67% aço
25 Monta-se sobre o body-in-white
26 Eixo frontal e traseiro, eixo caixa de velocidades <-> diferencial, eixo rodas <-> diferencial
27 Permite às rodas rodarem a velocidades diferentes, mantendo um binário igual
28 Incluí molas, amortecedor, juntas etc.
29 Incluí discos, pastilhas, suportes etc.
30 4 jantes principais e uma sobressalente

11
33% borracha 33% borracha
Direcção32
80% aço
15% alumínio
5% borracha
80% aço
15% alumínio
5% borracha
Sistema eléctrico33
59% plástico
41% cobre
59% plástico
41% cobre
Soldaduras e ligações ao corpo 100% aço 100% alumínio
Tabela 14: Peso dos componentes do sistema chassis, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Berço 9,0 9,0 9,0 7,8 7,9 8,3
Eixo motor 22,3 22,3 22,3 11,6 14,3 15,8
Diferencial 7,5 7,5 7,5 12,8 12,1 11,1
Suspensões 12,3 12,3 12,3 9,7 9,7 10,1
Sistema de travagem 11,5 11,5 11,5 14,4 14,5 15,2
Rodas 12,4 12,4 12,4 9,0 8,4 7,7
Pneumáticos 12,3 12,3 12,3 21,3 19,8 18,2
Direcção 6,7 6,7 6,7 5,9 6,4 7,3
Sistema eléctrico 3,0 3,0 3,0 5,2 4,8 4,4
Soldaduras e ligações ao corpo 3,0 3,0 3,0 2,4 2,2 2,0
3.7 Composição e peso do sistema bateria
Um dado importante quando se consideram baterias é o número de vezes em que estas serão
substituídas na vida de um veículo. O factor chave para determinar esse parâmetro será o número de
quilómetros percorridos num ciclo de vida, que foi considerado como sendo de 300 000 km para um
veículo de passageiros.
De momento existem ainda algumas dúvidas quanto ao tempo de vida de baterias modernas como
Ni-MH e Li-ion utilizadas por um veículo eléctrico. Em 2006 a garantia para a bateria (e componentes
de sistema híbrido) de um Toyota Prius ou de um Ford Escape era de 8 anos ou 160 000 km (Toyota
Motor Corporation, 2006; Ford Motor Company, 2006). Para um Honda Civic, Accord ou Insight essa
mesma garantia era de 8 anos ou 130 000 km. No entanto, em alguns Estados da América do Norte
que aderiram ao programa Zero Emission Vehicle (ZEV), como a Califórnia, a garantia é de 10 anos
ou 240 000 km. Adicionou-se a estes dados, oriundos de garantias de fabricantes de veículos, um
estudo sobre uma bateria Ni-MH em vários tipos de veículos eléctricos (incluindo um HEV e um
31 4 pneus principais e um sobressalente
32 Volante, coluna, juntas, ligações, equipamento hidráulico, etc.
33 Sinais, botões, fios para sinalização sonora, ABS

12
eléctrico de tomada) que conclui que o mais provável é esta durar entre 210 000 e 240 000 km
(Duvall, 2003).
De momento, o objectivo de laboratórios que trabalham para desenvolver as baterias Li-ion é de uma
esperança de vida de 15 anos para este tipo de baterias (Advanced Batery Consortium). Este
resultado foi comprovado em ensaios laboratoriais que confirmaram uma utilização de 300 000 ciclos
(Saft América Inc.), o equivalente a 15 anos (Wall e Duong, 2005). Porém há que salientar que ainda
faltará algum tempo antes que esse tipo de baterias possa ser fabricado a grande escala, devido a
preocupações relativas a custos.
Tendo em vista a falta de dados sobre utilização no comércio de baterias tipo Ni-MH ou Li-ion,
considerou-se que estas serão substituídas uma vez no ciclo de vida de um HEV ou FCV. Porém
poderá restar um potencial de reciclagem destas no fim de vida do veículo.
O tempo de vida de baterias de Pb-Ac por outro lado, devido à frequente utilização destas no
comércio, já pode ser determinado com boa exactidão. Considerou-se para este tipo de bateria uma
vida útil de 75 000 km, ou seja 3 mudanças num veículo ICEV, HEV e FCV (Sullivan et al., 1998). As
baterias Pb-Ac são na maior parte recicladas, como podem atestar os 60% a 80% de chumbo e
plástico reciclado que contêm (Battery Council International, 2006).
A reciclagem de baterias Ni-MH e Li-ion tem vindo a ter uma importância cada vez maior, à medida
que o número de veículos HEV vai aumentando (Department Of Energy, 2002). Em termos de
baterias Ni-MH, um processo de reciclagem utilizado nos EUA é a separação a alta-temperatura do
níquel, do ferro, do manganês, e do zinco, para futura utilização na produção de aço inoxidável
(Inmetco). Outros métodos de reciclagem incluirão processos mecânicos e a utilização de líquidos.
Em termos de baterias Li-ion, um processo de reciclagem que vem também dos EUA envolve a
congelação criogénica da bateria (em nitrogénio liquido), de maneira a torná-la inactiva e a separar os
materiais que a compõem (Toxco Inc.). Os metais assim recuperados podem ser vendidos
directamente, enquanto o lítio recuperado é convertido em carbonato de lítio para subsequente
venda. Plásticos e outros materiais recuperados são reciclados ou deitados fora.
Ainda existem dificuldades sobre a reciclagem de baterias de nova geração. Uma parte destas
dificuldades é devida à relutância dos fabricantes em revelar a composição exacta das suas baterias,
o que resulta numa reciclagem mais difícil (dificuldade de obter a resposta sobre qual a composição
dos ―restos‖ depois de recuperados o níquel, o ferro, o manganês, o zinco, o plástico e o lítio). Uma
outra parte destas dificuldades vem do elevado grau de pureza dos materiais que devem ser
empregues nas baterias, e que, em consequência, incitam os fabricantes a não utilizarem materiais
reciclados. Estas duas dificuldades, entre outras, terão de ser resolvidas o mais brevemente possível
para que a reciclagem de baterias Ni-MH e Li-ion seja uma realidade a grande escala.
O sistema bateria foi dividido nos seguintes componentes e tipos de material (tabelas 15 e 16):

13
Tabela 15: Composição dos componentes do sistema bateria (A. Burnham et al., 2006)
Pb-Ac Ni-MH Li-ion
69% chumbo
14,1% água
7,9% ácido sulfúrico
6,1% plástico
2,1% fibra de vidro
0,8% outros
28,2% níquel
23,7% aço
22,5% plástico
12% ferro
6,3% metais raros
3,9% cobre
1,8% cobalto
1% magnésio
0,5% alumínio
0,1% borracha
24,5% cobre
18,6% alumínio
10,9% plásticos
10,6% grafite/carbono
10,6% alumínio
8,7% electrolite
5,3% óxido de lítio
2,7% cobalto
2,6% níquel
2,5% manganês
2,1% ligante
0,5% isolação térmica
0,3% componentes electrónicos
0,2% aço
Tabela 16: Peso do sistema bateria, em kg
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Pb-Ac 12,0 10,0 0 7,8 6,5 0
Ni-MH 0 40,0 0 0 24,4 0
Li-ion 0 0 28,0 0 0 17,6
3.8 Composição e peso do sistema fluidos
Os fluidos são também regularmente mudados na vida de um veículo. Assumiu-se um tempo de vida
útil do óleo motor de 15 000 km, ou seja 19 mudanças. Assumiu-se um tempo de vida útil do fluido de
limpa-vidros, que é composto a 50%/50% de metanol e água, de 12 000 km, ou seja 24 mudanças. O
fluido presente na direcção assistida, mineral, não é mudado. De futuro este fluido já nem estará
presente nos veículos, pois os fabricantes estão a desenvolver um sistema totalmente eléctrico que
necessita menos componentes, nenhuma manutenção, e é mais leve (Bohn, 2005). A maioria dos
HEV combina o sistema de travagem ABS com um sistema de travagem regenerativo para travar o
veículo (a quantidade de travagem por um e outro sendo controlada electronicamente). Porém, esta
inovação não influencia em muito a quantidade de fluido de travões utilizada em comparação com os
outros veículos (Bohn, 2005). Considerou-se um tempo de vida útil dos fluidos de travagem e do
bloco motor, que é composto a 50%/50% de etileno glicol e água, de 50 000 km, ou seja 5 mudanças
(Sullivan et al., 1998). Quanto ao fluido presente na transmissão, de composição maioritariamente
mineral, assumiu-se uma só mudança na vida do veículo (Royal Purple, 2006). Por fim, cada veículo
utilizará cola para manter juntas diversas peças, que não será substituída (A. Burnham et al., 2006).

14
O sistema fluidos foi dividido nos seguintes componentes e tipos de material (tabela 17):
Tabela 17: Peso do sistema fluidos, em kg
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Óleo motor 4,4 4,4 0 4,4 4,4 0
Fluido direcção assistida 0 0 0 0 0 0
Fluido travão 0,9 0,9 0,9 0,9 0,9 0,9
Fluido transmissão 1,7 0,8 0,8 1,7 0,8 0,8
Refrigerante propulsão 8,5 4,8 7,2 8,5 4,8 7,2
Liquido limpa pára-brisas 2,7 2,7 2,7 2,7 2,7 2,7
Cola 13,6 13,6 13,6 13,6 13,6 13,6
3.9 Composição e peso do sistema motor eléctrico
O sistema motor eléctrico foi dividido nos seguintes componentes, tipos de material, e pesos (tabelas
18 e 19):
Tabela 18: Composição dos componentes do sistema motor eléctrico (A. Burnham et al., 2006)
Componentes Convencional Leve
Motor eléctrico
36,1% aço
36,1% alumínio
27,3% cobre
36,1% aço
36,1% alumínio
27,3% cobre
Tabela 19: Peso dos componentes do sistema motor eléctrico, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Motor eléctrico 0 100,0 100,0 0 100,0 100,0
3.10 Composição e peso do sistema controlador
O sistema controlador controla os fluxos de energia mecânica e energia eléctrica (HEV e FCV), e foi
dividido nos seguintes componentes, tipos de material, e pesos (tabelas 20 e 21):
Tabela 20: Composição dos componentes do sistema controlador (A. Burnham et al., 2006)
Componentes Convencional Leve
Controlador
47% alumínio
23,8% plástico
12,3% orgânico
8,2% cobre
5% aço
3,7% borracha
47% alumínio
23,8% plástico
12,3% orgânico
8,2% cobre
5% aço
3,7% borracha

15
Tabela 21: Peso dos componentes do sistema controlador, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Controlador 0 100,0 100,0 0 100,0 100,0
3.11 Composição e peso do sistema gerador
O sistema gerador converte a energia mecânica dos motores/geradores em energia eléctrica para
recarregar as baterias de veículos eléctricos (HEV e FCV), e foi dividido nos seguintes componentes,
tipos de material, e pesos (tabelas 22 e 23):
Tabela 22: Composição dos componentes do sistema gerador (A. Burnham et al., 2006)
Componentes Convencional Leve
Gerador
36,1% aço
36,1% alumínio
27,3% cobre
36,1% aço
36,1% alumínio
27,3% cobre
Tabela 23: Peso dos componentes do sistema gerador, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Gerador 0 100,0 0 0 100,0 0
3.12 Composição e peso do sistema acessórios de célula de combustível
O sistema acessórios de célula de combustível incluí todos os componentes externos mas
necessários à pilha de combustível, e foi dividido nos seguintes componentes, tipos de material, e
pesos (tabelas 24 e 25):
Tabela 24: Composição dos componentes do sistema acessórios de célula de combustível (A. Burnham et al., 2006)
Componentes Convencional Leve
Acessórios de célula de combustível
34 (incluí depósito de H2)
36,8% aço
25,7% compósito fibra de carbono
16,7% alumínio
9,6% cobre
8,7% plástico
1,5% borracha
0,5% níquel
0,5% outros
36,8% aço
25,7% compósito fibra de carbono
16,7% alumínio
9,6% cobre
8,7% plástico
1,5% borracha
0,5% níquel
0,5% outros
34 Incluí o depósito de hidrogénio comprimido, o sistema de fornecimento de água, o sistema de
fornecimento de ar, o sistema de arrefecimento, as condutas, as válvulas, etc.

16
Tabela 25: Peso dos componentes do sistema acessórios de célula de combustível, em % do peso total do sistema (A. Burnham et al., 2006)
Componentes ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Acessórios de célula de combustível (incluí depósito de H2)
0 0 100,0 0 0 100,0
3.13 Tabela consolidada dos materiais por veículo
Conhecendo-se a percentagem do peso dos sistemas no peso total do veículo, a percentagem do
peso dos componentes no peso total de cada sistema e a percentagem do peso dos materiais no
peso total de cada componente, chegou-se à seguinte tabela consolidada dos materiais por veículo
(tabela 26):
Tabela 26: Distribuição do peso por tipo de material, em % do peso total do sistema35
(A. Burnham et al., 2006)
Materiais ICEV (conv)
HEV (conv)
FCV (conv)
ICEV (leve)
HEV (leve)
FCV (leve)
Aço 61,7 30,4 65,2 30,9 56,4 21,4
Aço inox 1,1 0,7
Ferro fundido 11,1 4,2 6,0 3,7 1,8 2,6
Alumínio 2,2 6,9 1,8 6,3 5,9 10,3
Alumínio fundido 4,7 14,7 5,1 14,1 3,2 11,2
Cobre 1,9 3,2 4,3 5,4 4,8 5,5
Magnésio 0,02 0,4 0,02 0,4 0,02 0,3
Vidro 2,9 3,0 2,9 3,0 2,6 2,8
Plástico 11,2 14,0 10,6 12,6 10,2 11,7
Borracha 2,4 2,6 1,9 2,0 1,8 1,8
Plástico re-enforçado por fibra de carbono
0 15,1 0 16,0 10,0 26,4
Plástico re-enforçado por fibra de vidro
0 2,3 0 2,4 0 2,3
Níquel 0 0 0 0 0,1 0,1
Ácido perfluorosulfónico 0 0 0 0 0,4 0,4
Folha de carbono 0 0 0 0 0,4 0,4
Polytetrafluoroetileno 0 0 0 0 0,1 0,1
Carbono e ácido perfluorosulfónico em suspensão
0 0 0 0 0,05 0,05
Platina 0,0005 0,0009 0,0003 0,0004 0,0070 0,0070
Outros 1,88 2,10 2,18 2,50 2,22 2,64
35 Excluindo baterias

17
O veículo convencional ICEV contém aproximadamente 62% de aço, enquanto o veículo leve ICEV
contém bastante menos, na ordem dos 31%. Isso deve-se a um maior uso de plásticos e alumínio
pelos construtores para redução do peso total.
Com as quantidades de material presente em cada veículo caracterizadas, precisou-se determinar a
quantidade de energia utilizada e emissões produzidas, durante os processos de extracção,
produção, e reciclagem destes mesmos materiais (capítulo 4).

18
4. Extracção, produção e reciclagem dos materiais, e
montagem/desmontagem de veículos
De maneira a obter-se uma estimativa da quantidade de energia utilizada no ciclo de vida de um
veículo (ICEV, HEV ou FCV), identificou-se numa primeira parte os pesos dos materiais que
compõem cada veículo. Têm-se agora numa segunda parte de conhecer a quantidade de energia que
foi utilizada e a quantidade de poluentes que foi produzida durante os processos de extracção,
produção e, quando possível, reciclagem destes mesmos materiais. É de notar uma certa escassez
de dados sobre a reciclagem, nomeadamente sobre os materiais mais raros ou inovadores (como por
exemplo compósitos tipo estruturas sandwich).
4.1 Extracção, produção e reciclagem dos materiais
Encontra-se em anexo o detalhe dos processos de extracção, produção, e reciclagem dos materiais
vistos nos veículos, apresentando-se aqui as tabelas recapitulativas da energia utilizada e emissões
produzidas (tabelas 27 e 28):
Tabela 27: Energia necessária para a produção dos materiais utilizados nos automóveis
Material
Energia Total (MJ/
kgmaterial)
Energia Carvão
(MJ/ kgmaterial)
Energia Gás nat.
(MJ/ kgmaterial)
Energia Petróleo
(MJ/ kgmaterial)
Outras Energias
(MJ/ kgmaterial)
Aço virgem 43 25 14 2 2
Aço reciclado 31 4 22 1 4
Aço convencional 35 10 20 1 3
Aço inox 33 4 23 1 5
Ferro fundido 32 29 0 2 0
Alumínio virgem laminado 194 44 80 27 42
Alumínio reciclado laminado 44 4 34 3 4
Alumínio convencional laminado 177 39 75 25 38
Alumínio virgem moldado 168 40 63 26 39
Alumínio reciclado moldado 45 0 43 2 0
Alumínio convencional moldado 95 17 51 12 16
Chumbo virgem 28 23 2 1 2
Chumbo reciclado 5 5 0 0 0
Chumbo convencional 11 10 0 0 1
Níquel virgem 123 28 42 22 31
Níquel reciclado 31 7 10 6 8
Níquel reciclado 82 19 28 15 21
Hidróxido de níquel virgem (Ni(OH)2) 86 19 31 14 21

19
Hidróxido de níquel reciclado (Ni(OH)2) 5 1 2 1 1
Hidróxido de níquel conv. (Ni(OH)2) 50 11 18 8 12
Hidróxido de potassio (KOH) 11 0 5 5 0
Óxido de cobalto virgem 123 28 42 22 31
Óxido de cobalto reciclado 31 7 10 6 8
Óxido de cobalto virgem 82 19 28 15 21
Cobre 100 12 44 32 13
Zinco 117 3 57 54 3
Magnésio 312 67 154 16 75
Ácido sulfúrico 0 0 0 0 0
Vidro 19 1 17 1 1
Fibra de vidro 19 1 16 1 1
Polypropilene 44 5 18 14 6
Plástico convencional 56 5 19 27 5
Plástico compósito com fibra de vidro 69 4 25 37 4
Plástico compósito com fibra de carbono 146 4 55 83 4
Borracha 43 0 22 20 0
Platina 161 44 55 13 49
Vanádio 0 0 0 0 0
Zircónio 205 24 147 6 27
Titânio 0 0 0 0 0
Crómio 0 0 0 0 0
Metal terroso raro 265 80 77 19 89
Manganês 117 3 57 54 3
Óxido de lítio 82 19 28 15 21
Isolação térmica 19 1 16 1 1
Peças electrónicas 74 8 29 29 8
Carbono 202 1 102 98 0
Folhas de carbono 706 4 358 342 2
Folha de Nafion117 21 4 12 1 4
Polímero de Nafion 20 4 12 1 4
PTFE 109 4 52 47 4
Ligante PVDF 20 4 12 1 4
Electrolite 20 4 12 1 4

20
Tabela 28: Emissões para a produção dos materiais utilizados nos automóveis
Materiais CO
(mg/kg
material)
NOx (mg/kg
material)
PM10 (mg/kg
material)
SOx (mg/kg
material)
N2O (mg/kg
material)
CO2 (g/kgmat
erial)
HC (mg/kg
material)
Aço virgem 119970 3716 15575 1517 33 4 959 5988
Aço reciclado 5526 1869 829 1643 29 1 575 4509
Aço convencional 39859 2423 5253 1605 30 2 590 4953
Aço inox 620 2027 940 1932 32 1 598 4759
Ferro fundido 520 1242 5250 825 9 396 4142
Alumínio virgem laminado 4714 15450 30730 34961 213 11 242 21949
Alumínio reciclado laminado 1092 3453 791 1969 48 2 535 6892
Alumínio convencional laminado 4315 14131 27436 31332 195 10 284 20292
Alumínio virgem moldado 4175 13624 30121 33432 185 9 782 18228
Alumínio reciclado moldado 1215 3675 180 498 49 2 614 8059
Alumínio convencional moldado 2429 7754 12455 14001 105 5 553 12228
Chumbo virgem 384 1024 8217 30643 11 500 7384
Chumbo reciclado 359 774 1229 4949 5 502 607
Chumbo convencional 366 842 3116 11886 7 501 2436
Níquel virgem 2489 9295 7290 688588 131 7 046 12617
Níquel reciclado 622 2324 1372 3599 33 1 762 3154
Níquel reciclado 1667 6228 4686 387193 88 4 721 8453
Hidróxido de níquel virgem (Ni(OH)2) 1749 6458 4894 436539 93 4 929 9075
Hidróxido de níquel reciclado (Ni(OH)2) 96 358 212 555 5 272 486
Hidróxido de níquel conv. (Ni(OH)2) 1022 3774 2834 244706 54 2 880 5296
Hidróxido de potassio (KOH) 233 1124 240 1064 8 726 1434
Óxido de cobalto virgem 2489 9295 5488 14397 131 7 046 12617
Óxido de cobalto reciclado 622 2324 1372 3599 33 1 762 3154
Óxido de cobalto virgem 1667 6228 3677 9646 88 4 721 8453
Cobre 2123 9042 5120 210838 92 6 298 12125
Zinco 2691 12382 4655 11863 91 7 941 15571
Magnésio 6297 20737 11834 27897 358 16 992 36775
Ácido sulfúrico 0 0 0 2002 0 0 0
Vidro 415 1402 490 1426 20 1 267 7296
Fibra de vidro 1762 12875 281 8711 21 1 253 3132
Polypropilene 925 3945 1516 4784 40 2 748 5397
Plástico convencional 1216 5854 1977 7177 44 3 801 6622

21
Plástico compósito com fibra de vidro 2285 14085 2240 13324 51 4 883 8293
Plástico compósito com fibra de carbono 3219 16364 4336 18160 102 10 292 17944
Borracha 948 4554 1001 4356 32 2 967 11622
Platina 3595 11289 9375 17751 191 8 680 16039
Vanádio 0 0 0 0 0 0 0
Zircónio 4248 13975 4582 10962 225 11 374 29914
Titânio 0 0 0 0 0 0 0
Crómio 0 0 0 0 0 0 0
Metal terroso raro 5199 17120 13764 32237 314 14 117 24328
Manganês 2691 12382 4655 11863 91 7 941 15571
Óxido de lítio 1667 6228 4686 387193 88 4 721 8453
Isolação térmica 1762 12875 281 8711 21 1 253 3132
Peças electrónicas 1588 7161 3266 90678 64 4 825 8878
Carbono 4456 21519 4587 20356 149 13 898 27455
Folhas de carbono 15596 75317 16054 71248 522 48 642 96092
Folhas de Nafion117 427 1407 649 1539 24 1 149 2726
Polímero de Nafion 418 1377 636 1506 23 1 125 2669
PTFE 2368 11065 2828 11211 86 7 285 14232
Ligante PVDF 418 1377 636 1506 23 1 125 2669
Electrolite 418 1377 636 1506 23 1 125 2669
Uma vez fabricadas as peças que compõem um veículo a partir dos materiais extraídos e produzidos,
seguiu-se para as fases de montagem e desmontagem.
4.2 Montagem
A montagem das peças incluiu a soldadura, a colocação, e a pintura dessas peças no body-in-white.
A energia e as emissões associadas à montagem dos veículos foram obtidas a partir de análises
sobre a eficácia energética de fábricas de automóveis (A. Burnham et al., 2006), e a partir de análises
de ciclo de vida relativas à produção e aplicação da pintura em automóveis (Papasavva et al., 2001;
Papasavva et al., 2002, para um SUV36
).
Assim, a energia necessária para assemblar um veículo de passageiros de tamanho médio foi
estimada a 4,1 GJ por veículo (A. Burnham et al., 2006), montagem da bateria não-incluída, dos quais
1,01 GJ para a aplicação da pintura, e 0,24 GJ para a produção da pintura. A maioria das emissões
produzidas durante a montagem, maioritariamente VOCs, vem da aplicação da pintura.
Quanto à montagem da bateria, as estimativas apontam para 37,1 GJ por tonelada de material de
bateria Ni-MH (Gaines, 2006), 32,4 GJ por tonelada de material de bateria Li-ion (Ishihara et al.,
36 Adaptado para um veículo de passageiros de tamanho médio

22
1999), e 29 GJ por tonelada de material de bateria Pb-Ac (A. Burnham et al., 2006). Uma grande
parte desses consumos de energia vem da fase de teste das baterias que ocorre durante a
montagem. Com a evolução das tecnologias, e com o potencial aumento da produção de baterias
(nomeadamente Li-ion), deverão potencialmente intervir fenómenos de economia de escala que
diminuirão os gastos por unidade.
4.3 Desmontagem
A energia requerida para desmontagem de um veículo, para subsequente reciclagem, foi estimada
como sendo de aproximadamente 1,48 GJ por veículo de 1360 kg (Stodolsky et al., 1995). Este valor
não incluiu a reciclagem dos materiais (vista anteriormente consoante disponibilidade de bibliografia),
nem a energia recuperada por combustão.
Com os materiais de 6 veículos ―tipo‖ definidos (capítulo 3), e com a quantidade de energia utilizada e
emissões produzidas para extracção, produção, e reciclagem desses materiais, assim como para a
montagem e desmontagem destes veículos (capítulo 4), seguiram-se os casos de estudo (capítulo 5).

23
5. Caso de estudo sobre o ciclo dos materiais
O caso de estudo sobre o ciclo dos materiais compara o impacto energético e ambiental de vários
veículos no que consta dos processos de extracção, produção, e reciclagem dos seus materiais,
assim como dos seus processos de montagem e desmontagem.
O ciclo dos materiais é obtido através da utilização de uma folha de cálculo baseada em todas as
hipóteses de materiais e processos vistos acima (capítulos 3 e 4).
Apresenta-se uma descrição sumária dos inputs (folha de cálculo, veículos, reciclagem, e produção
da electricidade), seguido dos resultados para o ciclo dos materiais.
5.1 Apresentação da folha de cálculo
A folha de cálculo foi desenvolvida em open-source (Argonne National Laboratory, 2007; A. Burnham
et al., 2006), e é constituída por duas partes. A primeira parte, de nome Greet 1.7, trata do ciclo de
combustível, enquanto a segunda parte, de nome Greet 2.7, trata do ciclo dos materiais (figura 11).
Figura 2: Estrutura das folhas de cálculo Greet 1.7 e Greet 2.7 (Argonne National Laboratory, 2007; A. Burnham et al., 2006)
5.2 Definição dos veículos
A definição dos veículos é inserida no Greet 2.7, e apresenta-se uma descrição sumária destes (os
detalhes dos veículos encontram-se em anexo):
- ICEV ECO. (GASOLINA): veículo com motor a combustão interna de pequenas dimensões,
que funciona a gasolina,
- ICEV (GASOLINA): veículo com motor a combustão interna, que funciona a gasolina,
- ICEV (GASÓLEO): veículo com motor a combustão interna, que funciona a gasóleo,

24
- HEV FULL (GASOLINA): veículo com motor a combustão interna e motor eléctrico, de
tecnologia série e paralela, que funciona a gasolina,
- HEV PARALELO (GASOLINA): veículo com motor a combustão interna e motor eléctrico, de
tecnologia paralela (o motor a gasolina pode impulsionar o veículo por si só, o motor eléctrico
pode impulsionar o veículo por si só, ou os dois motores podem impulsionar o veículo juntos),
que funciona a gasolina,
- HEV SÉRIE (GASOLINA): veículo com motor a combustão interna e motor eléctrico, de
tecnologia série (o motor a gasolina pode funcionar independentemente da velocidade do
veículo, carregando as baterias ou fornecendo energia ao motor eléctrico), que funciona a
gasolina,
- FCV (HIDROGÉNIO): veículo com motor eléctrico e pilha a hidrogénio, que funciona a
hidrogénio,
- ELV (ELECTRICIDADE): veículo com motor eléctrico, que funciona a electricidade.
Os veículos foram definidos para terem as mesmas performances em aceleração.
5.2.1 Definição do veículo ICEV ECO. (GASOLINA)
Este veículo é movido por um motor a combustão interna a gasolina de 1 litro de cilindrada e 4
cilindros em linha, e foi definido com base nas definições do ICEV visto nos capítulos 3 e 4, com as
seguintes especificações:
Figura 3: Esquema do ICEV ECO. (GASOLINA) (Wikpe et al., 1999)
Tabela 29: Peso total do veículo ICEV ECO. (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 742 438
Tabela 30: Peso das baterias do veículo ICEV ECO. (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 10 6,5

25
Bateria de Ni-MH 0 0
Bateria de Li-ion 0 0
Tabela 31: Peso dos fluidos do veículo ICEV ECO. (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 3,1 3,1
Óleo direcção assistida 0 0
Fluido travões 0,3 0,3
Fluido transmissão 1,7 1,7
Refrigerante 4,8 4,8
Fluido limpa pára-brisas 2,7 2,7
Ligantes 8,1 8,1
Tabela 32: Peso dos componentes do veículo ICEV ECO. (GASOLINA)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 34,4 29,3
Propulsão 25,7 30,7
Transmissão 16 17
Chassis 23,9 23
Motor eléctrico 0 0
Controlador electrónico 0 0
Gerador 0 0
Acessórios de célula de combustível
0 0
5.2.2 Definição do veículo ICEV (GASOLINA)
Este veículo é movido por um motor a combustão interna a gasolina de 1,9 litro de cilindrada e 4
cilindros em linha, e foi definido com base nas definições do ICEV visto nos capítulos 3 e 4, com as
seguintes especificações:

26
Figura 4: Esquema do ICEV (GASOLINA) (Wikpe et al., 1999)
Tabela 33: Peso total do veículo ICEV (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1139 672
Tabela 34: Peso das baterias do veículo ICEV (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 12 7,8
Bateria de Ni-MH 0 0
Bateria de Li-ion 0 0
Tabela 35: Peso dos fluidos do veículo ICEV (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 4,4 4,4
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 1,7 1,7
Refrigerante 8,5 8,5
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 36: Peso dos componentes do veículo ICEV (GASOLINA)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 40 37,4
Propulsão 25,7 30,7
Transmissão 10,4 11

27
Chassis 23,9 23
Motor eléctrico 0 0
Controlador electrónico 0 0
Gerador 0 0
Acessórios de célula de combustível
0 0
5.2.3 Definição do veículo ICEV (GASOLEO)
Este veículo é movido por um motor turbo a combustão interna a gasóleo de 1,9 litro de cilindrada e 4
cilindros em linha, e foi definido com base nas definições do ICEV visto nos capítulos 3 e 4, com as
seguintes especificações:
Figura 5: Esquema do ICEV (GASOLEO) (Wikpe et al., 1999)
Tabela 37: Peso total do veículo ICEV (GASOLEO)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1210 714
Tabela 38: Peso das baterias do veículo ICEV (GASOLEO)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 12 7,8
Bateria de Ni-MH 0 0
Bateria de Li-ion 0 0
Tabela 39: Peso dos fluidos do veículo ICEV (GASOLEO)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 4,4 4,4
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 1,7 1,7

28
Refrigerante 8,5 8,5
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 40: Peso dos componentes do veículo ICEV (GASOLEO)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 40,6 36,1
Propulsão 25,7 30,6
Transmissão 9,8 10,4
Chassis 23,9 23
Motor eléctrico 0 0
Controlador electrónico 0 0
Gerador 0 0
Acessórios de célula de combustível
0 0
5.2.4 Definição do veículo HEV FULL (GASOLINA)
Este veículo é movido por um motor a combustão interna a gasolina de 1,5 litro de cilindrada e 4
cilindros em linha, e por um motor eléctrico, e foi definido com base nas definições do HEV visto nos
capítulos 3 e 4, com as seguintes especificações:
Figura 6: Esquema do HEV FULL (GASOLINA) (Wikpe et al., 1999)
Tabela 41: Peso total do veículo HEV FULL (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1353 961

29
Tabela 42: Peso das baterias do veículo HEV FULL (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 10 6,5
Bateria de Ni-MH 40 24,4
Bateria de Li-ion
Tabela 43: Peso dos fluidos do veículo HEV FULL (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 4,4 4,4
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 0,8 0,8
Refrigerante 4,8 4,8
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 44: Peso dos componentes do veículo HEV FULL (GASOLINA)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 42,4 37,6
Propulsão 17 21,6
Transmissão 7,2 7,8
Chassis 24,5 24,5
Motor eléctrico 4,5 4,2
Controlador electrónico 1,8 1,8
Gerador 2,6 2,5
Acessórios de célula de combustível
0 0
5.2.5 Definição do veículo HEV PARALELO (GASOLINA)
Este veículo é movido por um motor a combustão interna a gasolina de 1,9 litro de cilindrada e 4
cilindros em linha, e por um motor eléctrico, e foi definido com base nas definições do HEV visto nos
capítulos 3 e 4, com as seguintes especificações:

30
Figura 7: Esquema do HEV PARALELO (GASOLINA) (Wikpe et al., 1999)
Tabela 45: Peso total do veículo HEV PARALELO (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1353 961
Tabela 46: Peso das baterias do veículo HEV PARALELO (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 10 6,5
Bateria de Ni-MH 40 24,4
Bateria de Li-ion 0 0
Tabela 47: Peso dos fluidos do veículo HEV PARALELO (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 4,4 4,4
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 0,8 0,8
Refrigerante 4,8 4,8
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 48: Peso dos componentes do veículo HEV PARALELO (GASOLINA)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 42,4 37,6
Propulsão 17 21,6
Transmissão 7,2 7,8
Chassis 24,5 24,5
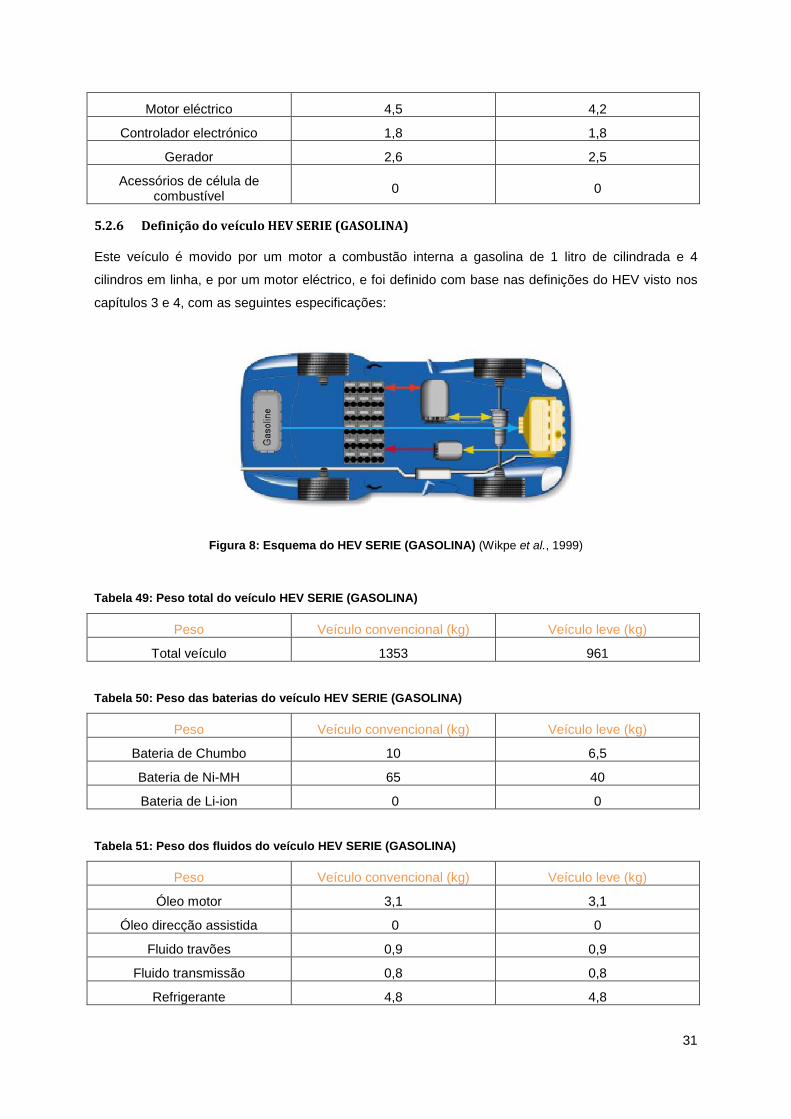
31
Motor eléctrico 4,5 4,2
Controlador electrónico 1,8 1,8
Gerador 2,6 2,5
Acessórios de célula de combustível
0 0
5.2.6 Definição do veículo HEV SERIE (GASOLINA)
Este veículo é movido por um motor a combustão interna a gasolina de 1 litro de cilindrada e 4
cilindros em linha, e por um motor eléctrico, e foi definido com base nas definições do HEV visto nos
capítulos 3 e 4, com as seguintes especificações:
Figura 8: Esquema do HEV SERIE (GASOLINA) (Wikpe et al., 1999)
Tabela 49: Peso total do veículo HEV SERIE (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1353 961
Tabela 50: Peso das baterias do veículo HEV SERIE (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 10 6,5
Bateria de Ni-MH 65 40
Bateria de Li-ion 0 0
Tabela 51: Peso dos fluidos do veículo HEV SERIE (GASOLINA)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 3,1 3,1
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 0,8 0,8
Refrigerante 4,8 4,8

32
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 52: Peso dos componentes do veículo HEV SERIE (GASOLINA)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 43,3 38,9
Propulsão 17 21,6
Transmissão 3,9 4,3
Chassis 24,5 24,5
Motor eléctrico 7,2 6,8
Controlador electrónico 1,8 1,8
Gerador 2,3 2,2
Acessórios de célula de combustível
0 0
5.2.7 Definição do veículo FCV (HIDROGÉNIO)
Este veículo é movido por um motor eléctrico, e foi definido com base nas definições do FCV visto
nos capítulos 3 e 4, com as seguintes especificações:
Figura 9: Esquema do FCV (HIDROGÉNIO) (Wikpe et al., 1999)
Tabela 53: Peso total do veículo FCV (HIDROGÉNIO)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1388 1041
Tabela 54: Peso das baterias do veículo FCV (HIDROGÉNIO)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 0 0
Bateria de Ni-MH 0 0

33
Bateria de Li-ion 28 17,6
Tabela 55: Peso dos fluidos do veículo FCV (HIDROGÉNIO)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 0 0
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 0,8 0,8
Refrigerante 7,2 7,2
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 56: Peso dos componentes do veículo FCV (HIDROGÉNIO)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 36,8 35
Propulsão 7,7 7,9
Transmissão 3,7 4
Chassis 23 23,8
Motor eléctrico 6,8 6,8
Controlador electrónico 3,4 3,3
Gerador 0 0
Acessórios de célula de combustível
18,6 19,1
5.2.8 Definição do veículo ELV (ELECTRICIDADE)
Este veículo é movido por um motor eléctrico, e foi definido com base nas definições do HEV visto
nos capítulos 3 e 4, com as seguintes especificações:
Figura 10: Esquema do ELV (ELECTRICIDADE) (Wikpe et al., 1999)

34
Tabela 57: Peso total do veículo ELV (ELECTRICIDADE)
Peso Veículo convencional (kg) Veículo leve (kg)
Total veículo 1389 986
Tabela 58: Peso das baterias do veículo ELV (ELECTRICIDADE)
Peso Veículo convencional (kg) Veículo leve (kg)
Bateria de Chumbo 0 0
Bateria de Ni-MH 334 203,7
Bateria de Li-ion 0 0
Tabela 59: Peso dos fluidos do veículo ELV (ELECTRICIDADE)
Peso Veículo convencional (kg) Veículo leve (kg)
Óleo motor 0 0
Óleo direcção assistida 0 0
Fluido travões 0,9 0,9
Fluido transmissão 0,8 0,8
Refrigerante 0 0
Fluido limpa pára-brisas 2,7 2,7
Ligantes 13,6 13,6
Tabela 60: Peso dos componentes do veículo ELV (ELECTRICIDADE)
Peso Veículo convencional (% do peso total excepto baterias e
fluidos)
Veículo leve (% peso total excepto baterias e fluidos)
Corpo+Exterior+Interior 60,1 60,2
Propulsão 0 0
Transmissão 4,8 5,2
Chassis 24,5 24,5
Motor eléctrico 8,8 8,3
Controlador electrónico 1,8 1,8
Gerador 0 0
Acessórios de célula de combustível
0 0
5.3 Definição da reciclagem
A reciclagem é inserida no Greet 2.7, e consiste nas seguintes percentagens de material reciclado
(tabelas 61 a 63):
Tabela 61: Percentagens de material virgem e reciclado considerados na hipótese de reciclagem convencional

35
Material virgem (em %) Material reciclado (em %)
Aço 30 70
Alumínio em molde 89 11
Alumínio em chapa 41 59
Chumbo 27 73
Níquel 56 44
Tabela 62: Percentagens de material virgem e reciclado considerados na hipótese de nenhuma reciclagem
Material virgem (em %) Material reciclado (em %)
Aço 100 0
Alumínio em molde 100 0
Alumínio em chapa 100 0
Chumbo 100 0
Níquel 100 0
Tabela 63: Percentagens de material virgem e reciclado considerados na hipótese de elevada reciclagem
Material virgem (em %) Material reciclado (em %)
Aço 0 100
Alumínio em molde 0 100
Alumínio em chapa 0 100
Chumbo 0 100
Níquel 0 100
5.4 Definição da produção de electricidade
A produção de electricidade é inserida no Greet 1.7, e consiste nas seguintes percentagens de
métodos de produção (tabelas 64 e 65):
Tabela 64: Distribuição da electricidade na Europa dos 27 (Eurostat, 2007)
Nuclear (%) Gás natural
(%) Carvão (%) Petróleo (%) Biomassa (%) Outros (%)
30 20 19 4 2,4 24,6
Tabela 65: Distribuição da electricidade nos E.U.A (Argonne National Laboratory, 2007)
Nuclear (%) Gás natural
(%) Carvão (%) Petróleo (%) Biomassa (%) Outros (%)
18,7 18,9 50,7 2,7 1,3 7,7

36
5.5 Resultados
Apresentam-se os resultados da energia necessária e emissões produzidas para o ciclo dos materiais
(figuras 12 a 22).
5.5.1 Energia
Figura 11: Energia necessária ao ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)
Verifica-se que os componentes requerem a maior parte da energia necessária ao ciclo dos materiais.
O veículo eléctrico (ELV) foge a esta observação devido à grande quantidade de energia necessária
a produção das suas baterias Ni-MH (334 quilos de baterias para o ELV, ver capítulo 3).
Observa-se também que a energia necessária ao ciclo dos materiais aumenta com a evolução
tecnológica dos veículos (ICEV, HEV, FCV, e ELV). Isto deve-se nomeadamente ao uso de cada vez
mais baterias (adiciona-se o facto das baterias Ni-MH e Li-ion serem mais exigentes a fabricar do que
as de chumbo em termos energéticos), ou ainda ao uso de materiais exóticos nos auxiliares da célula
de combustível no caso do FCV (grafite, alumínio, folhas de carbono, etc., ver capítulo 4).

37
5.5.2 CO2
Figura 12: CO2 emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que os componentes estão na origem da maior parte das emissões de CO2 produzidas
pelo ciclo dos materiais. Verifica-se uma certa proporcionalidade no consumo da energia e nas
emissões de CO2, devido às fontes de energia emitirem CO2 (produção de electricidade por centrais a
carvão, produção de calor por combustão de gás natural, etc.).
5.5.3 N20
Figura 13: N2O emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)

38
5.5.4 HC
Figura 14: HC emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que a emissão de HC no ciclo dos materiais vem sobretudo dos fluidos. Isto deve-se
sobretudo aos 50% de metanol presente no líquido limpa pára-brisas.
5.5.5 CO
Figura 15: CO emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)

39
5.5.6 NOx
Figura 16: NOx emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)
5.5.7 PM10
Figura 17: PM10 emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)

40
5.5.8 SOx
Figura 18: SOx emitido durante o ciclo dos materiais (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que as emissões de SOx aumentam com o peso das baterias. Isto explica-se por estas
emissões serem maioritariamente provenientes da extracção e produção de níquel, cobre, e metais
terrosos raros. Por consequente, como se viu pela sua composição no capítulo 3, as baterias Ni-MH
são as que serão mais poluentes por quilo, seguido das baterias Li-ion e Pb-Ac.
5.5.9 Materiais: leves vs convencionais
Figura 19: Comparação de materiais leves vs materiais convencionais para um veículo com motor a combustão interno (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que a utilização de materiais leves não significa a priori uma redução da energia
necessária ao ciclo dos materiais. Isto deve-se ao facto que por vezes o menor uso de materiais (em
termos de peso) não compensa o facto desses materiais ditos leves (tais como o alumínio e os
compósitos) serem mais exigentes em energia do que os materiais convencionais (tais como o aço).
Efectivamente, os materiais leves no ICEV compensam por causa de uma redução do peso total do
veículo na ordem dos 41%, enquanto a redução de peso dos HEV, FCV e ELV já não compensa
41
(respectivamente 29%, 25%, e 29% de redução para um veículo a gasolina), isto apesar da utilização
de veículos leves reduzir o peso da bateria necessária.
Por outro lado verifica-se que a utilização de materiais leves reduz em muito a emissão de CO em
comparação com materiais convencionais. Efectivamente a utilização de alumínio em vez de aço (ver
capítulo 3) evita uma das maiores fontes de CO, a saber as etapas de sinterização e produção do aço
(ver capítulo 4).
Nota-se também que a utilização de materiais leves reduz a emissão de partículas (PM10) em
comparação com materiais convencionais. Efectivamente ao utilizar alumínio em vez de aço (ver
capítulo 3), evita-se a extracção de minério de ferro e produção de coke, duas grandes fontes de
emissão de partículas (ver capítulo 4).
5.5.10 Reciclagem : nenhuma e elevada vs convencional
Figura 20: Comparação de reciclagem nenhuma e elevada vs convencional para um veículo com motor a combustão interno (electricidade produzida na Europa)
Verifica-se aqui a grande importância da reciclagem no impacto ambiental da produção de veículos
(aqui o ICEV). Efectivamente observa-se que a reciclagem elevada de todo o aço, alumínio, chumbo
e níquel, implicaria uma importante redução nas emissões de CO, partículas, e CO2 (respectivamente
-80%, -50%, e -20% para um veículo a gasolina), em comparação com reciclagem convencional. Isto
deve-se ao facto destes materiais representarem por vezes mais de 70% dos materiais de um veículo
em peso (ver exemplo do ICEV no capítulo 3).

42
5.5.11 Produção de electricidade: E.U.A vs E.U
Figura 21: Comparação de produção de electricidade nos E.U.A vs E.U para um veículo com motor a combustão interno (hipótese de reciclagem convencional)
A produção de veículos tipo a partir de electricidade de origem nuclear é energeticamente mais
eficiente e menos poluente do que se fosse de origem a carvão, nomeadamente na redução do CO2,
PM10, e SOx emitidos. Isto comprova-se na comparação E.U.A vs E.U, em que se diminui a
electricidade de origem nuclear de 30% a 19% e aumenta-se a electricidade de origem a carvão de
19% a 51%, com as emissões a aumentarem drasticamente (+26% de CO2, +25% de PM10, +21% de
SOx para um veículo a gasolina).
Juntou-se a estes resultados os ciclos de combustível e utilização, de maneira a obter-se o ciclo de
vida completo dos veículos que foram estudados.

43
6. Caso de estudo sobre o ciclo dos materiais, ciclo dos combustíveis,
e ciclo de utilização
Este caso de estudo provém da adição do ciclo de materiais (capítulo 5) ao ciclo do combustível e ao
ciclo de utilização, cujas definições e resultados são apresentados a seguir.
6.1 Definição do ciclo do combustível
O ciclo do combustível foi definido como sendo a energia gasta para trazer o combustível até ao
veículo (tabelas 66 e 67), e portanto não inclui a energia do combustível em si:
Tabela 66: Ciclo de combustível (General Motors, 2002; Faltenbacher, 2006)
Electricidade H2
(electrolise on site)
Gasolina Gasóleo H2 (steam reformer
centralizado)
Energia (MJ/MJfuel) 1,66 3,60 0,14 0,16 0,57
CO2 (kg/GJ) 127,20 178,08 9,20 6,90 122,25
CO (g/GJ) 20,70 28,98 5,10 4,60 Sem dados
NOx (g/GJ) 321,90 450,66 43,20 37,10 121,76
HC (g/GJ) 22,20 31,08 220,00 100,00 Sem dados
PM10 (g/GJ) 38,90 54,46 2,20 1,20 23,99
A tabela seguinte obtém-se através das tabelas 66 e 68:
Tabela 67: Ciclo de combustível (General Motors, 2002; Faltenbacher, 2006)
Veículos Consumo
(lgasolina equiv.
/100 km)
Energia (kJ/km)
CO2 (g/km)
HC (g/km)
CO (g/km)
NOx (g/km)
PM10 (g/km)
ICEV ECO. (GASOLINA) 7,7 356 23 0,560 0,013 0,110 0,006
ICEV (GASOLINA) 11,1 515 34 0,809 0,019 0,159 0,008
ICEV (GASOLEO) 9,0 475 20 0,297 0,014 0,110 0,004
HEV FULL (GASOLINA) 6,7 309 20 0,485 0,011 0,095 0,005
HEV SERIE (GASOLINA) 10,7 496 33 0,779 0,018 0,153 0,008
HEV PARALELO (GASOLINA) 10,9 505 33 0,794 0,018 0,156 0,008
FCV (H2 REFORMER) 5,1 959 206 Indet. Indet. 0,205 0,040
FCV (H2 ELECTROLISE) 5,1 6056 300 0,052 0,049 0,758 0,092

44
ELV (ELECTRICIDADE) 2,9 1563 120 0,021 0,019 0,303 0,037
6.2 Definição do ciclo de utilização
O ciclo de utilização misto foi definido como sendo 58% urbano e 42% auto-estrada (tabela 68):
Tabela 68: Ciclo de utilização 58% urbano e 42% auto-estrada (Bravo et al., 2007)
Veículos Consumo
(lgasolina equiv.
/100 km)
Energia (kJ/km)
CO2 (g/km)
HC (g/km)
CO (g/km)
NOx (g/km)
PM10 (g/km)
ICEV ECO. (GASOLINA) 7,7 2545 181 0,127 0,453 0,170 0
ICEV (GASOLINA) 11,1 3678 261 0,097 0,331 0,102 0
ICEV (GASOLEO) 9,0 2967 208 0,228 0,883 1,017 0,001
4
HEV FULL (GASOLINA) 6,7 2206 157 0,230 0,229 0,100 0
HEV SERIE (GASOLINA) 10,7 3541 251 0,188 0,709 0,420 0
HEV PARALELO (GASOLINA) 10,9 3609 257 0,096 0,331 0,125 0
FCV (H2 REFORMER) 5,1 1682 0 0 0 0 0
FCV (H2 ELECTROLISE) 5,1 1682 0 0 0 0 0
ELV (ELECTRICIDADE) 2,9 942 0 0 0 0 0
6.3 Resultados
Salienta-se a importância do número de quilómetros que o carro ira percorrer ao longo da sua vida,
na integração do ciclo dos materiais com o ciclo dos combustíveis e de utilização. Efectivamente, nas
figuras que seguem em que a representação encontra-se em forma de colunas para cada carro, caso
se tivesse utilizado um menor número de quilómetros percorridos (por exemplo 200 000 km em vez
de 300 000 km), a importância do ciclo dos materiais em relação aos ciclos dos combustíveis e de
utilização teria sido maior. Justifica-se a escolha de 300 000 km pelos veículos de um modo geral
poderem atingir tal quilometragem, desde que haja um mínimo de manutenção (tal como a mudança
dos líquidos, dos pneus, das baterias, e outros, que como se viu no capítulo 3 estão incluídos nos
cálculos).
Para obter-se uma comparação dos veículos entre si para qualquer distância percorrida, bastará
referir-se ás figuras que seguem em que a representação encontra-se sobre a forma de rectas para
cada carro.

45
6.3.1 Energia
Figura 22: Energia necessária ao ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que o ciclo dos materiais representa somente uma pequena parte (na ordem dos 10% a
15%) da energia necessária ao ciclo de vida dos veículos.
Observa-se também que o veículo energeticamente mais económico em termos de ciclo de vida é o
HEV FULL, seguido de perto do ICEV ECO., do FCV (H2 REFORMER)., e do ELV. Isto deve-se ao
facto do HEV FULL ser o mais económico no ciclo do combustível o que, conjugado com bons
resultados nos ciclos dos materiais e de utilização do veículo, lhe permite sair do comparativo como o
veículo mais económico em termos de energia por quilómetro percorrido.
Nota-se que o ciclo de combustível mais económico em termos de energia é o dos veículos a
gasolina (ICEV ou HEV), o que se deve ao facto de já existir uma larga rede optimizada de
fornecimento de gasolina.
Encontra-se também que o ciclo de utilização mais económico em termos de energia é o do veículo
eléctrico (ELV). Isto deve-se ao alto rendimento dos veículos eléctricos (na ordem dos 70%) em
comparação com os veículos com motor a combustão interna (na ordem dos 13%).
Evidencia-se também que o método de fabrico do hidrogénio é fundamental na eficácia energética do
ciclo de vida dos FCV. Isto deve-se ao facto da produção de hidrogénio por métodos como a
electrólise consumir 6 vezes mais energia do que a produção de hidrogénio por métodos como o
steam reformer.
Encontra-se também que a tecnologia híbrida mista é energeticamente mais económica que série ou
paralelo, nos ciclos do combustível e de utilização. Isto deve-se ao facto do HEV FULL (tipo Toyota
Prius) poder dispor do melhor de cada uma das tecnologias série (o motor a gasolina pode funcionar
independentemente da velocidade do veículo, carregando as baterias ou fornecendo energia ao
motor eléctrico) e paralelo (o motor a gasolina pode impulsionar o veículo sozinho, o motor eléctrico

46
pode impulsionar o veículo por sozinho, ou os dois motores podem impulsionar o veículo juntos).
Desta maneira, o motor a gasolina funciona ao seu rendimento mais alto (velocidade e carga ideais).
Figura 23: Energia necessária por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)
Verifica-se que o factor mais importante na energia gasta pelos veículos não é tanto o ciclo dos
materiais (ordenada na origem das rectas na figura 24), mas sim o ciclo do combustível e ciclo de
utilização (declive das rectas na figura 24). Um dos melhores exemplos talvez será o veículo eléctrico
(ELV), que apesar de ser o mais dispendioso a fabricar, compensa ao longo da sua utilização pela
sua grande eficiência.
6.3.2 CO2

47
Figura 24: CO2 emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Observa-se que a emissão de CO2 para veículos a motor a combustão (ICEV e HEV) vem sobretudo
do ciclo de utilização, enquanto para veículos a pilha de hidrogénio (FCV) e eléctricos (ELV) esta vem
sobretudo do ciclo do combustível. Comprova-se desta maneira a importância de se reduzir cada vez
mais as emissões de motores a combustão.
Por outro lado, pode-se observar por estes resultados que a emissão nula de CO2 em utilização dos
veículos a pilha de hidrogénio não chega para estes veículos serem a aposta do futuro em termos de
redução de gases a efeito de estufa, havendo ainda grande margem de manobra no ciclo do
combustível (por exemplo steam reforming para obter hidrogénio em vez de electrolise).
Nota-se também que o veículo eléctrico é o que menos CO2 emite no seu ciclo de vida. Esta
vantagem em relação aos outros veículos poderia ser ainda maior com a redução das emissões
relativas ao ciclo do combustível, ou seja com a utilização de electricidade oriunda de energias
renováveis ou nucleares.
Figura 25: CO2 emitido por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)
Como para a energia, verifica-se que o factor mais importante no CO2 emitido pelos veículos não é
tanto o ciclo dos materiais (ordenada na origem das rectas na figura 26), mas sim o ciclo do
combustível e ciclo de utilização (declive das rectas na figura 26). A eficiência do veículo eléctrico
(ELV), que se verificou em termos energéticos, salienta-se ainda mais em termos de CO2, com o ELV
a começar pelo ciclo dos materiais que mais CO2 emite, e a compensar já a partir dos 80 000 km (em
relação aos outros veículos).

48
6.3.3 HC
Figura 26: HC emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Figura 27: HC emitido por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)

49
6.3.4 CO
Figura 28: CO emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Figura 29: CO emitido por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)

50
6.3.5 NOx
Figura 30: NOx emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Figura 31: NOx emitido por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)

51
6.3.6 PM10
Figura 32: PM10 emitido durante o ciclo do combustível, ciclo dos materiais, e utilização do veículo (hipótese de reciclagem convencional e electricidade produzida na Europa)
Figura 33: PM10 emitido por distância percorrida (hipótese de reciclagem convencional e electricidade produzida na Europa)

52
7. Conclusão e perspectivas futuras
As principais conclusões a que se chegou sobre o ciclo dos materiais foram:
- Os componentes requerem a maior parte da energia necessária (na ordem dos 70%), e
estão na origem da maior parte das emissões de CO2 produzidas (na ordem dos 75%),
- A energia necessária aumenta com a evolução tecnológica dos veículos (desde 200 kJ/km
para um pequeno veículo a gasolina, 320 kJ/km para um veículo híbrido, e 380 kJ/km para
um veículo a pilha a hidrogénio, até 560 kJ/km para um veículo eléctrico),
- A emissão de HC vem sobretudo dos fluidos (na ordem dos 70%),
- As emissões de SOx aumentam com o peso das baterias (desde 40 mg/km para um
pequeno veículo a gasolina, 120 mg/km para um veículo híbrido, e 120 mg/km para um
veículo a pilha a hidrogénio, até 360 mg/km para um veículo eléctrico),
- A utilização de materiais leves não significa a priori uma redução da energia necessária ao
ciclo dos materiais, mas reduz em muito a emissão de CO e partículas (respectivamente -
60% e -20% para um veículo a gasolina),
- A reciclagem elevada de todo o aço, alumínio, chumbo e níquel, implicaria uma importante
redução nas emissões de CO, partículas, e CO2 (respectivamente -80%, -50%, e -20% para
um veículo a gasolina), em comparação com reciclagem convencional,
- A produção de veículos a partir de electricidade de origem nuclear é energéticamente mais
eficiente e menos poluente do que se fosse de origem a carvão, nomeadamente na redução
de CO2, PM10, e SOx emitidos (na comparação E.U.A. vs E.U, em que se diminui a
electricidade de origem nuclear de 30% a 19% e aumenta-se a electricidade de origem a
carvão de 19% a 51%, as emissões aumentam drasticamente com +26% de CO2, +25% de
PM10, e +21% de SOx para um veículo a gasolina).
As principais conclusões a que se chegou sobre o ciclo de vida (incluí o ciclo dos materiais, o ciclo
dos combustíveis, e o ciclo de utilização) dos veículos foram:
- O ciclo dos materiais representa somente uma pequena parte (na ordem dos 10% a 15%
para uma distância percorrida de 300 000 km) da energia necessária ao ciclo de vida dos
veículos,
- O ciclo de vida mais económico em termos de energia é o do híbrido de tecnologia série e
paralelo (3100 kJ/km para um pequeno veículo a gasolina, 2840 kJ/km para um veículo
híbrido, 3030 kJ/km para um veículo a pilha a hidrogénio, e 3070 kJ/km para um veículo
eléctrico),
- O ciclo de combustível mais económico em termos de energia é o dos veículos a gasolina
(350 kJ/km para um pequeno veículo a gasolina, 310 kJ/km para um veículo híbrido, 960
kJ/km para um veículo a pilha a hidrogénio, e 1560 kJ/km para um veículo eléctrico),
53
- O ciclo de utilização mais económico em termos de energia é o do veículo eléctrico (2540
kJ/km para um pequeno veículo a gasolina, 2200 kJ/km para um veículo híbrido, 1680 kJ/km
para um veículo a pilha a hidrogénio, e 940 kJ/km para um veículo eléctrico),
- O método de fabrico do hidrogénio (como por exemplo electrolise ou steam reformer) é
fundamental na eficácia energética e na redução de gases de efeito de estufa no ciclo de vida
dos veículos a pilha a hidrogénio,
- A tecnologia híbrida série e paralelo é energeticamente mais económica que série ou
paralelo, nos ciclos do combustível e de utilização (com um diferencial na ordem dos 60%),
- A emissão de CO2 para veículos a motor a combustão vem sobretudo do ciclo de utilização
(na ordem dos 80%), enquanto para veículos a pilha de hidrogénio e eléctricos esta vem
sobretudo do ciclo do combustível (na ordem dos 86%),
- O veículo eléctrico é o que menos CO2 emite no seu ciclo de vida (220 g/km para um
pequeno veículo a gasolina, 200 g/km para um veículo híbrido, 230 g/km para um veículo a
pilha a hidrogénio, e 150 g/km para um veículo eléctrico). Esta vantagem em relação aos
outros veículos poderia ser ainda maior com a redução das emissões relativas ao ciclo do
combustível, ou seja com a utilização de electricidade oriunda de energias renováveis ou
nucleares.
Como se pôde comprovar com os resultados obtidos, se fosse possível diminuir a parte da energia
necessária para o ciclo do combustível do veículo eléctrico (ELV), isso poderia potencialmente torná-
lo no veículo mais económico em termos energéticos e menos poluente em termos de emissões. Isso
poderia ser alcançado nomeadamente produzindo electricidade on site, por exemplo com tecnologia
foto-voltáica ou eólica. O veículo eléctrico pode potencialmente ser o veículo do futuro para transporte
de passageiros em distâncias inferiores a aproximadamente 300 km (ordem de grandeza).
Entretanto os veículos que utilizam somente um motor a combustão (ICEV) deverão ser pouco a
pouco substituídos por veículos que utilizam um motor a combustão e um motor eléctrico (HEV
FULL). Este tipo de veículo, que já é utilizado a grande escala para transporte de mercadorias (por
exemplo nos comboios e máquinas de grandes dimensões), deverá ter um lugar fortemente crescente
no transporte de passageiros, impulsionado pelos seus baixos consumos de um petróleo cujo preço
persiste em aumentar.
Em paralelo à implantação nos mercados dos veículos híbridos, que beneficia das redes de
abastecimento já existentes e optimizadas, a implantação dos veículos a pilha a hidrogénio (FCV) é
fortemente dependente de ser encontrado um método eficaz de produção do hidrogénio. O steam
reformer é potencialmente um dos métodos do futuro para converter metanol ou gás natural em
hidrogénio, pelo seu alto rendimento, baixas emissões, e utilização de redes de abastecimento que já
existem.
Comprovou-se também a importância de se passar de uma electricidade derivada do carvão e de
combustíveis fósseis para uma electricidade de origem nuclear e energias renováveis, para
substancial redução das emissões de partículas e gases de efeito estufa na atmosfera.

54
Como trabalho futuro sugere-se um estudo económico que complemente os resultados desta tese.

55
8. Referências bibliográficas
A. Burnham, M. Wang, and Y. Wu, 2006, Development and Applications of Greet 2.7 - The
Transportation Vehicle-Cycle Model, Energy Systems Division, Argonne National Laboratory, work
supported by the U.S. Department of Energy’s FreedomCAR and Vehicle Technologies Program
(Office of Energy Efficiency and Renewable Energy).
Argonne National Laboratory, 2007, Greet web site,
http://www.transportation.anl.gov/software/GREET/index.html , last accessed May 2007.
Babcock, E., A. Elaahi, and H.E. Lowitt, 1988, The U.S. Glass Industry: An Energy Perspective,
DOE/RL/01830-T60, prepared by Energetics, Inc., for Pacific Northwest Laboratory, Sept.
Battery Council International, 2006, http://www.batterycouncil.org/recycling.html , last accessed Aug.
Bohn, T., 2005, Argonne National Laboratory, personal communication with Andrew Burnham,
Argonne National Laboratory, Argonne, Ill., July and Aug.
Boyd, G.A., 2005, Development of a Performance-Based Industrial Energy Efficiency Indicator for
Automobile Assembly Plants, ANL/DIS-05-3, Decision and Information Sciences Division, Argonne
National Laboratory, Argonne, Ill.
Bravo, J., Silva, C. M. and Farias, T. L.Simulation of hybrid electric vehicles. ―FISITA 2006 - 31th
FISITA World Automotive Congress‖, Yokohama, Japão, 22 a 27 de Outubro de 2006.
Chem Systems, 1980, Evaluation of the Technical, Economic and Institutional Factors Affecting the
Recycle of Polyethylene Terephthalate (PET) Bottles, prepared for Argonne National Laboratory,
Argonne, Ill., Sept.
Cluett, L., 2005, Stillwater Mining Company, Billings, Mont., personal communication with Andrew
Burnham, Argonne National Laboratory, Argonne, Ill., July 21–22.
Colégio São Francisco, http://www.colegiosaofrancisco.com.br/alfa/polimeros/polimeros-1.php , last
acessed November 2007.
Cooper, J.S., 2004, Recyclability of Fuel Cell Power Trains, SAE 2004-01-1136, Society for
Automotive Engineers, Warrendale, Penn.
Cuenca, R., 2005, Argonne National Laboratory, personal communication with Andrew Burnham,
Argonne National Laboratory, Argonne, Ill., June.
Delucchi, M., 2003a, A Lifecycle Emissions Model (LEM): Lifecycle Emissions from Transportation
Fuels, Motor Vehicles, Transportation Modes, Electricity Use, Heating and Cooking Fuels, and
Materials — Documentation of Methods and Data, UCD-ITS-RR-03-17- MAIN REPORT, Institute of
Transportation Studies, University of California, Davis, Dec.
Delucchi, M., 2003b, Appendix H: The Lifecycle of Materials, UCD-ITS-RR-03-17H, Institute of
Transportation Studies, University of California, Davis, Dec.

56
Duvall, M., 2005, Electric Power Research Institute (EPRI), Palo Alto, Calif., personal communication
with Andrew Burnham, Argonne National Laboratory, Argonne, Ill., Aug.
Duvall, M., 2003, Advanced Batteries for Electric-Drive Vehicles: A Technology and Cost-
Effectiveness Assessment for Battery Electric, Power Assist Hybrid Electric, and Plug-In Hybrid
Electric Vehicles, EPRI, Palo Alto, Calif.
Eurostat, 2007,
http://epp.eurostat.ec.europa.eu/portal/page?_pageid=1090,1&_dad=portal&_schema=PORTAL , last
accessed September 2007.
Energy Information Administration, 2005, South África, Jan., available at
http://www.eia.doe.gov/emeu/cabs/sÁfrica.html
Environmental Protection Agency, 1995, ―Compilation of Air Pollutant Emission Factors,‖ in AP-42,
Fifth Edition, Research Triangle Park, NC.
Faltenbacher, M., Binder, M., Schuller Oliver, 2006, Life Cycle Assesment of Diferent Bus
Technologies (diesel, CNG, Fuel Cell), Germany
Ford Motor Company, 2006, Ford Escape Hybrid, www.fordvehicles.com/escapehybrid/faqs , last
accessed May.
Gaines, L., 2006, Argonne National Laboratory, personal communication with Andrew Burnham,
Argonne National Laboratory, Argonne, Ill., May 11, 2006.
Gaines, L., D. Elcock, and M. Singh, 2002, Níquel-Metal Hydride Batteries: Energy Use and Emissions
from Production and Recycling, SAE 02FCC-49, Society for Automotive Engineers, Warrendale, Penn.
Gaines, L., F. Stodolsky, R. Cuenca, and J. Eberherdt, 1998, Lifecycle Analysis for Heavy Vehicles,
98-WP61B.03, presented at the Air and Waste Management Association’s 91st Annual Meeting and
Exhibition, San Diego, Calif.
Gaines, L., R. Cuenca, F. Stodolsky, and S. Wu, 1996, Analysis of the Potential for New Automotive
Uses of Wrought Magnesium, ANL/ESD-35, Center for Transportation Research, Argonne National
Laboratory, Argonne, Ill., Feb.
Gaines, L., and S.Y. Shen, 1980, Energy and Materials Flows in the Production of Olefins and their
Derivatives, ANL/CNSV-9, prepared by Argonne National Laboratory for the U.S. Department of
Energy, Office of Industrial Programs, Washington, D.C., Aug.
General Motors, 2002, Well-To-Wheel Analysis of Energy Use and Greenhouse Gas Emissions of
Advanced Fuel / Vehicle Systems – A European Study, Germany.
Hart, D., 2006, Imperial College, London, UK, personal communication with Andrew Burnham,
Argonne National Laboratory, Argonne, Ill., July 6.
Honda Motor Company, 2006, Civic Hybrid,
http://automobiles.honda.com/models/faqs.asp?ModelName=Civic+Hybrid, last accessed May.

57
Hudson, C.L., 1981, Energy Requirements for Materials Used in Vehicles Characterized for the
TAPCUT Project, ANL/EES-TM-211, prepared by Hudson Associates, Santa Barbara, Calif., for
Argonne National Laboratory, Argonne, Ill., Nov.
System images ( last accessed September 2007):
http://www.ussautomotive.com/auto/images/steelvsal/spaceframeAldesign.gif
http://www.innerauto.com/includes/images/Inner_Auto/Mazda_Parts/M-headlight.02.jpg
http://www.siriusmillenium.com/resources/ElectricVehicleInterior.jpg
http://www.autowarrantybroker.com/_images/GlossaryImages/art_CylinderBlock.gif
http://www.cottmanmarin.com/image/20310857_scaled_140x112.jpg
http://www.scielo.br/img/revistas/jbsmse/v28n4/07f1.gif
http://images.jupiterimages.com/common/detail/58/80/23298058.jpg
http://ladpw.org/epd/hhw/resources/illustrations/_pc/motor_oil.bmp
http://img.alibaba.com/photo/50532591/Single_Phase_Capacitor_Asynchronous_AC_Electric_
Motor.jpg
http://www.sevcon.com/Media/MillipakBPM-Full3D-300p.jpg
http://auto.howstuffworks.com/enlarge-image.htm?terms=electric+generator&page=0
http://www.micro-vett.it/H2/imagesh2/bombole.gif
Ishihara, K., K. Nishimura, and Y. Uchiyama, 1999, Lifecycle Analysis of Electric Vehicles with
Advanced Batteries in Japan, presented at Electric Vehicle Symposium-16, Beijing, China.
Karakoussis, V., M. Leach, R. van der Vorst, D. Hart, J. Lane, P. Pearson, and J. Kilner, 2000,
Environmental Emissions of SOFC and SPFC System Manufacture and Disposal, ETSU Report
F/01/00164/REP, London, England.
Kuck, P., 2005, ―Annual Report, Níquel 2004,‖ in United States Geological Survey Mineral Yearbook,
available at http://minerals.usgs.gov/minerals/pubs/commodity/níquel/nickemyb04.pdf .
Kusik, C.L., and C. Kenahan, 1978, Energy Use Patterns for Metal Recycling, U.S. Department of the
Interior, Bureau of Mines, Information Circular 8781.
Leiby, R., 1993, Secondary Smelting at East Penn Manufacturing, Fifth International Seminar on
Battery Waste Management, Deerfield Beach, Fla., Nov.
London Platinum and Palladium Market, 2006, http://www.lppm.org.uk/ , last accessed July.
Lonmin Plc., 2005, 2005 Corporate Accountability Report, available at
http://www.lonmin.com/Portals/1/Uploads/About/Reports/SDR_2005.pdf , last accessed Aug. 2006.

58
Lonmin Plc., 2002, 2002 Corporate Accountability Report, Sept., available at
http://www.lonmin.com/Portals/1/Uploads/About/Reports/Corporate_Accountability_Report_2002.pdf ,
last accessed Aug. 2006.
Luz Stella Bradley, 2006, Life Cycle Assessment of New Generation Vehicles based on Grenhouse
Gases, School of Engineering and Technology.
Lyman, J.W., and G.R. Palmer, 1994, Recycling of Níquel-Metal Hydride Battery Scrap, 186th Meeting
of the Electrochemical Society, Miami Beach, Fla., Oct.
Muir, R., 2005, United States Council for Automotive Research/Vehicle Recycling Partnership
(USCAR/VRP), Southfield, Mich., personal communication with Andrew Burnham, Argonne National
Laboratory, Argonne, Ill., June 30.
O’Brien, K., 2001, Influence of Specimen Preparation and Specimen Size on Composite Transverse
Tensile Strength and Scatter, National Aeronautics and Space Administration, Langley Research
Center, Hanover, Md.
Oko Institute, 1997, A Balance of Ecological Impacts from the Extraction/Production of PGM for
Passenger Car Autocatalysts, Darmstadt, Germany.
Papasavva, S., 2006, General Motors Corporation, Warren, Mich., personal communication with
Andrew Burnham, Argonne National Laboratory, Argonne, Ill., May 25.
Papasavva, S., S. Kia, J. Claya, and R. Gunther, 2002, ―Life Cycle Environmental Assessment of Paint
Processes,‖ Proceedings of the 78th Annual Meeting of the Federation of Societies for Coatings
Technology, Chicago, Ill.
Papasavva, S., S. Kia, J. Claya, and R. Gunther, 2001, ―Characterization of Automotive Paints: an
Environmental Impact Analysis,‖ Progress in Organic Coatings, 43:193–206.
Peck, S., 2006, PolyFuel, Mountain View, Calif., personal communication with Andrew Burnham,
Argonne National Laboratory, Argonne, Ill., Aug.
Pehnt, M., 2001, ―Life-Cycle Assessment of Fuel Cell Stacks,‖ International Journal of Hydrogen
Energy, 26:91–101.
Royal Purple, Synthetic Transmission Fluid, 2006, http://www.royalpurple.com/prodsa/matfa.html , last
accessed May.
Rubber Manufacturers Association, 2004, U.S. Scrap Tire Markets 2003 Edition, Washington, D.C.,
July.
Ruth, M., 1998, ―Dematerialization in Five U.S. Metals Sectors: Implications for Energy Use and CO2
Emissions,‖ Resources Policy, 24(1):1–18.
Scientific Certification Systems, Inc., 2000, Analysis of Galvanized Steel Production Suitable for
Residential Construction Based on Life-Cycle Stressor-Effects Assessment: A U.S. Case Study,
prepared for the Steel Recycling Institute, American Iron and Steel Institute, and U.S. Steel
Corporation, Oakland, Calif.

59
Society of Motor Manufacturers and Traders, 2006, Towards Sustainability - Seventh Annual Report,
London, England, Sept.
Stodolsky, F., A. Vyas, R. Cuenca, and L. Gaines, 1995, ―Life-Cycle Energy Savings Potential from
Aluminum-Intensive Vehicles,‖ Proceedings of the 1995 Total Life Cycle Conference & Exposition,
Vienna, Austria.
Sullivan, J.L., R.L. Williams, S. Yester, E. Cobas-Flores, S.T. Chubbs, S.G. Hentges, and S.D.
Pomper, 1998, Life Cycle Inventory of a Generic U.S. Family Sedan: Overview of Results USCAR
AMP Project, SAE 982160, Society of Automotive Engineers, Warrendale, Penn.
The Aluminum Association Inc., 1998, Practices for the Repair of Automotive Sheet Aluminum,
Publication AT 4, Jan.
Toyota Motor Corporation, 2006, Warranty Information,
www.toyota.com/vehicles/warranty/warranty.html , last accessed May.
United States Department of Energy, 2006, Parts of a Fuel Cell, Hydrogen, Fuel Cells, and
Infrastructure Technologies, Office of Energy Efficiency and Renewable Energy,
http://www.eere.energy.gov/hydrogenandfuelcells/fuelcells/fc_parts.html , last accessed Nov 8.
United States Department of Energy, 2002, Recycling of Níquel Metal Hydride Batteries for Hybrid and
Electric Vehicles: An Update, prepared by National Renewable Energy Laboratory, Golden, Colo., for
the FreedomCAR and Vehicle Technologies Program, Office of Energy Efficiency and Renewable
Energy, Washington, D.C., March.
United States Geological Survey, 2004, Flow Studies for Recycling Metal Commodities in the United
States, Circular 1196-A-M.
Wall, E.J., and T.Q. Duong, 2005, FY 2004 Progress Report for Energy Storage Research and
Development, FreedomCAR and Vehicle Technologies Program, Office of Energy Efficiency and
Renewable Energy, U.S. Department of Energy, Washington, D.C., Jan.
Wang, M.Q., Y. Wu, and A. Elgowainy, 2005, Operating Manual for GREET: Version 1.7,
ANL/ESD/05-3, Center for Transportation Research, Argonne National Laboratory, Argonne, Ill., Nov.
Wang, M.Q., L. Gaines, and R. Cuenca, 1997, Modeling the Vehicle Cycle Impacts of Hybrid Electric
Vehicles, 97-TA48.03, presentation at the Air & Waste Management Association’s 90th Annual
Meeting & Exhibition, Toronto, Canada.
Wipke, K., Cuddy, M., Burch, S., 1999. ADVISOR 2.1: A User Friendly Advanced Powertrain
Simulation Using a Combined Backward/Forward Approach. IEEE Transactions on Vehicular
Tecnology 48, 1751-1761.
Wrigley, A., 2003, Pounds of Material Found in a Typical Family Vehicle, American Metal Market LLC,
a subsidiary of Metal Bulletin Plc., New York, NY.

60
9. Anexos
Apresenta-se o detalhe dos processos de extracção, produção, e reciclagem dos materiais que
constituem os veículos, tais como os metais, o vidro, os polímeros, a borracha, as baterias, a célula
de combustível, entre outros.
9.1 Metais
A produção de metais consome bastante energia, pois o material de base necessita ser minado,
concentrado, e sujeito a reacções químicas endotérmicas antes de passar para a fase de produção. A
reciclagem porém já é menos dispendiosa do ponto de vista energético, pois o material de base já só
necessita ser fundido para poder ser reutilizado.
9.1.1 Aço
Como atesta a figura seguinte, a produção de aço passa por diferentes etapas, que se irá descrever
sumariamente:
Figura 34: Etapas na produção de aço (as letras são somente designações para maior legibilidade nas tabelas 69 e 70)
Extracção de mineral de ferro: a rocha contendo o mineral de ferro é extraída de uma mina. Essa
rocha é a seguir pulverizada, e a poeira de ferro é recuperada por via magnética, até obtenção de um
grau de pureza de pelo menos 66%.
Sinterização: uma mistura de poeira de ferro, coke, CaCO3, dolomite, e cinza é queimada numa
fornalha a gás, e resulta numa matéria porosa. Este processo liberta uma grande quantidade de CO:

61
20 000 g de CO por tonelada de sinter (Environmental Protection Agency, 1995). Adiciona-se a isto a
emissão não-controlada de 774 g de PM10 por tonelada de sinter; porém a eficácia do controlo sobre
este poluente é de 98% (Environmental Protection Agency, 1995).
Peletização: a poeira de ferro é molhada e misturada com argila no interior de um cilindro em
rotação. O material obtido é então aquecido e arrefecido para obtenção de agregados. As emissões
não-controladas deste processo são de 18 g de VOCs, 45 g de CO, 682 g de NOx, 286 g de PM10, e
132 g de SOx por tonelada de material obtido; a eficácia do controlo sobre estes poluentes é de 86%
para o CO, 80% para as PM10, e 67% para o SOx (Environmental Protection Agency, 1995).
Coqueificação: o carvão é aquecido na ausência de oxigénio para libertar os compostos voláteis que
contém (25% a 30% da massa inicial). O material obtido é essencialmente composto de carbono, e é
utilizado na fornalha como redutor e como combustível. A coqueificação produz também um gás
(COG), alcatrão de carvão, e químicos extraídos do gás. O COG é utilizado como combustível na
fornalha, enquanto o alcatrão de carvão poderá ser utilizado para construção de estradas ou
químicos. Os químicos extraídos do gás poderão ser condensados em óleo, amónia anidra, e enxofre
(por dessulfuração do gás, Scientific Certification Systems SCS, 2000). A coqueificação é um
processo que liberta uma grande quantidade de gases e partículas. Os gases libertados incluem CH4,
CO, hidrogénio, e outros hidrocarbonetos, que são os principais componentes do COG. As emissões
de SO2 dependem essencialmente do teor em enxofre do carvão inicial e do combustível utilizado,
que poderá ser NG, COG ou BFG. As emissões não-controladas deste processo incluem 706 g de
VOCs, 214 g de CO, 6,7 g de NOx, 933 g de PM10, e 857 g de SOx por tonelada de coke produzida.
Porém a eficácia do controlo sobre estes poluentes é de 95% para os VOCs, 94% para o CO, 81%
para as PM10, e 82% para o SOx (Environmental Protection Agency, 1995).
Produção de ferro fundido: o coke e os produtos da sinterização e da peletização são introduzidos
pela parte superior da fornalha, enquanto ar pré-aquecido é introduzido pela parte do meio. As
impurezas são captadas por calcário que flutua na superfície do ferro fundido. Os níveis de
temperatura na fornalha variam entre os 1200 °C e os 1500 °C. A queima resulta na obtenção de
ferro fundido, um material frágil e rico em carbono que necessita tratamentos posteriores. O calcário é
a seguir retirado, e o ferro fundido é recuperado pela parte inferior. Este processo produz também um
combustível chamado BFG, utilizado para coqueificação ou para geração de electricidade. Assumiu-
se uma produção de 1,05 GJ de electricidade por tonelada de ferro fundido produzido pela fornalha
(Scientific Certification Systems, 2000). A redução directa do ferro poderá ser uma tecnologia futura
para produção de ferro fundido que dispense a utilização de coke, o que por conseguinte reduziria os
consumos em energia e poluentes na produção do aço. Porém essa tecnologia ainda necessita de
desenvolvimento antes de ser aplicada a grande escala (Scientific Certification Systems, 2000).
Produção de aço: o ferro fundido é vazado num recipiente de grandes dimensões, e é adicionado
magnésio para reduzir ainda mais a quantidade de impurezas de enxofre. Oxigénio puro (a 99%) é a
seguir soprado sobre o ferro fundido, elevando a temperatura a 1700 °C. E é introduzido calcário de
maneira a captar as impurezas restantes. Adicionam-se depois vários compostos de liga, dependendo

62
da utilização pretendida. A escória é separada e o aço é vazado numa matriz para arrefecimento e
formação de lingotes.
Produção de chapa de aço: o lingote é reaquecido num forno até aproximadamente 1200 °C, de
maneira a reduzir a espessura da forma de 100-250 mm a 2-3 mm, por compressões sucessivas a
quente com cilindros rotativos. Devido à alta-temperatura à qual este processo ocorre, uma fina
camada de óxido de ferro forma-se à superfície da chapa. De modo a remover o óxido de ferro, a
chapa passa por banhos sucessivos de ácido hydrochlórico (HCl). A chapa de aço é a seguir enrolada
para transporte e futuro processamento. No caso da produção automóvel, a espessura da chapa será
reduzida até 0,5 mm, por compressões sucessivas a frio com cilindros rotativos. Porém este processo
aumenta a dureza do aço, tornando-o mais frágil. De maneira a restaurar as propriedades dúcteis do
aço, a chapa passa por um processo de recozimento.
Produção de peças de carro por estampagem: a chapa é estampada por deformação utilizando
martelos e matrizes, de maneira a obter produtos semi-finitos (tais como a estrutura ou as portas do
automóvel).
Aço reciclado: um dos processos utilizados é a reciclagem por arco eléctrico. Neste processo, o aço
usado é colocado por uma grua numa fornalha. Um arco eléctrico, formado entre dois eléctrodos de
grafite, é em seguida introduzido na fornalha de maneira a derreter o aço. As impurezas são captadas
por calcário que foi adicionado e que flutua na superfície do aço. Uma vez que o aço atingiu a boa
temperatura e composição química, este é vazado num recipiente pré-aquecido, e ligas são
adicionadas consoante a utilização final. A escória é separada e o aço é vazado num molde para
arrefecimento.
Seguem duas tabelas recapitulativas sobre o consumo em energia e repartição dos combustíveis nas
etapas de produção do aço, e quantidade de material necessário nas etapas de produção do aço
(tabelas 69 e 70):
Tabela 69: Consumo em energia e repartição dos combustíveis nas etapas de produção do aço (A. Burnham et al., 2006)
Etapas A C D E F G H (aço conv.)
H (aço inox.)
I J
Consumo de energia (GJ/ton)
0,057 1,467 5,885 16,754 1,716 4,472 5,082 6,442 5,751
Combustível (%) -- -- -- -- -- -- -- -- --
Diesel 100% 0 0 0 0 0 0 0 0
BFG 0 0 0 0 0 0 0 0 0
COG 0 0 0 0 0 0 0 0 0
Coque 0 0 0 0 0 0 0 0 0
Gás natural 0 82,5% 0 100% 0 5,4% 5,4% 84,4% 79,0%
Carvão 0 0 0 0 0 0 0 0 0
Electricidade 0 17,5% 100% 0 100% 94,6% 94,6% 15,6% 21,0%

63
Tabela 70: Quantidade de material intermediário necessário, por etapa de produção, por tonelada de aço final (A. Burnham et al., 2006)
Tipo de aço A C D E F G H (aço conv.)
H (aço inox.)
I
Aço conv. (ton) 5,200 1,860 0,531 1,180 1,420 0,220 1,340 1,000
Aço reciclado (ton)
0 0 0 0 0,090 1,530 1,340 1,000
Aço inox. (ton) 0 0 0 0 0 1,610 1,340 1,000
9.1.2 Metal
Peças de metal, como o bloco motor, podem ser produzidas pelos próprios fabricantes nas suas
instalações. Para isso, peças usadas de metal e aço são trituradas, esmagadas, e fundidas numa
fornalha cujo combustível é similar ao coque. O metal em fusão é de seguida colocado em moldes.
9.1.3 Alumínio
Como atesta a figura seguinte, a produção de alumínio passa por diferentes etapas, que se irá
descrever sumariamente:
Figura 35: Etapas na produção de alumínio (os números são somente designações para maior ligeireza nas tabelas 71 e 72)
Extracção de bauxite: a rocha contendo o mineral de bauxite é extraída de uma mina e, após
tratamentos de base, é trazida até à refinaria.
Produção de alumina por processo Bayer: o bauxite é moído e lavado numa solução de lixívia
aquecida a 250 °C à qual foi adicionado calcário. Quando a solução é arrefecida, cristais de Al(OH)3
precipitam. Por fim obtém-se alumina (Al2O3) aquecendo-se os cristais de hidróxido de alumina até
1050 °C. Grandes quantidades de partículas são produzidas durante o processo Bayer. No entanto a

64
maior parte destas partículas são recuperadas devido ao seu alto valor económico, deixando poucas
emissões residuais.
Produção de lingotes por processo Hall-Heroult: a alumina é dissolvida num tonel de aço,
revestido de fibra de carbono, contendo criolite (Na3AlF6) em fusão (960 °C) e fluoreto de alumínio
(AlF3). Deste modo obtém-se uma solução electrolítica que conduz a electricidade proveniente de
eléctrodos de carbono colocados na fibra de carbono. A corrente eléctrica assim criada irá quebrar as
ligações moleculares da alumina (Al2O3), resultando num depósito no fundo do tonel de alumínio
líquido denso. O alumínio é a seguir recuperado com a ajuda de um cadinho, e poderá ser colocado
numa fornalha a 700-800 °C, de maneira a poder-se adicionar ligas, ou poderá ser directamente
colocado em moldes para arrefecimento e formação de lingotes (o alumínio não-ligado não é utilizado
em automóveis, The Aluminum Association, 1998). As emissões deste processo incluem gás de
hidrogénio fluorídrico alumina, CO, VOCs, e SO2. As partículas incluem alumina, carbono, e fluoretos
de alumínio e cálcio. Depuradores de gás e precipitadores electrostáticos poderão ser usados para
controlar as emissões de fluoretos, mas a utilização de sistemas que absorvem a 99% gás e
partículas de fluoretos são cada vez mais utilizados.
Produção de peças por molde: os lingotes, cujo peso poderá ir até varias centenas de quilos, são
derretidos e o alumínio líquido é colocado em moldes para produção de peças de automóveis (tais
como rodas, pistões, cabeças e blocos de cilindros).
Produção de chapas por laminagem: alternativamente, os lingotes poderão ser prensados a quente
(a 500 °C) por cilindros rotativos, de maneira a reduzir a sua espessura de 600 mm a 6 mm, e
enrolados para transporte. Consoante a espessura desejada, os lingotes são uma vez mais
prensados (desta vez a frio) por cilindros rotativos, de maneira a obter-se uma chapa que servirá de
base a produtos semi-acabados (com 0,2 mm a 6 mm de espessura para a indústria automóvel).
Produção de peças por estampagem: a chapa é estampada por deformação utilizando martelos e
matrizes, de maneira a obter produtos semi-acabados (tais como a estrutura ou as portas do
automóvel).
Selecção de alumínio moldado/laminado usado: de maneira a obter-se uma compatibilidade de
ligas entre os lingotes de alumínio reciclado e os lingotes de alumínio novos, o alumínio reciclado é
desde o início separado conforme da sua origem (produzido em molde ou a partir de chapa).
Produção de lingotes de alumínio moldado/laminado usado: o alumínio recuperado é colocado e
derretido numa fornalha a gás natural. É adicionado cloro para remoção do magnésio, o que resulta
em emissões de cloro que necessitam particular atenção. O alumínio em fusão é depois colocado em
moldes para produção de lingotes.
Seguem duas tabelas recapitulativas sobre o consumo em energia e repartição dos combustíveis, e
quantidade de material necessário, nas etapas de produção do aço (tabelas 71 e 72):

65
Tabela 71: Consumo em energia e repartição dos combustíveis nas etapas de produção do alumínio (A. Burnham et al., 2006)
Etapas A B C D E F G H I J
Consumo de energia (GJ/ton)
0,594 10,047 69,439 4,372 8,800 5,751 1,529 36,542 0,657 10,019
Combustível (%)
0 0 0 0 0 0 0 0 0 0
Resíduos de óleo
0 0 17% 3% 5% 0 0 0 0 3%
Diesel 100% 0 0 0 0 0 93% 0 62% 0
Gás natural 0 89% 5% 92% 67% 79% 0% 100% 0 96%
Carvão 0 4% 6% 0 0 0 0 0 0 0
Electricidade 0 7% 72% 6% 27% 21% 7% 0 38% 2%
Tabela 72: Quantidade de material intermediário necessário, por etapa de produção, por tonelada de alumínio final
Material A B C D E F G H I J
Alumínio (ton)
4,800 1,900 1,000 1,000 1,380 1,000 1,000 1,000 1,060 1,000
9.1.4 Cobre
Como se pode ler na Wikipedia, a produção do cobre começa com a extracção do mineral. Esta pode
ser realizada a céu aberto (a exploração mais comum), em galerias subterrâneas ou In situ37
. O
mineral extraído por métodos mecânicos, óxidos e sulfatos, é triturado, obtendo-se um pó que contém
em geral menos de 1% de cobre. Este é depois concentrado, obtendo-se uma pasta com
aproximadamente 15% de cobre que, posteriormente, é secada. O mineral é de seguida inserido num
tanque contendo ácido sulfúrico, obtendo-se uma solução fraca de sulfato de cobre, do qual se obtém
o cobre cátodo38
, por electrólise. Através de vários procedimentos térmicos e de electrólise, o cobre é
refinado e separado de outros produtos tais como o ouro, a prata e a platina.
Como se pode ler na Wikipédia, os tipos de cobre usualmente obtidos são os seguintes:
- Cobre tenaz (Tough-Pitch): com conteúdo de oxigénio controlado; destina-se a aplicações
eléctricas já que é um cobre de alta condutibilidade,
- Cobre desoxidado (Desoxided Phospor): normalmente não é de alta condutibilidade; por
isso destina-se onde as propriedades eléctricas não são importantes como em caldeiras,
- Cobre isento de oxigénio (Oxigen Free): é o cobre de maior qualidade, mas também o mais
caro e por isso o menos utilizado. É de alta condutibilidade eléctrica.
37 Este último procedimento, minoritário, consiste em injectar ácido sulfúrico na mina de cobre,
bombeando posteriormente para a superfície as soluções ácidas ricas em cobre (Wikipedia 2007)
38 O grau de pureza do cobre cátodo situa-se entre 99,9% e 99,99% (Wikipedia 2007)

66
Figura 36: Mina de Cobre a céu aberto Bingham, Utah (Wikipeda, 2007)
O cobre que nos vai interessar em termos da produção automóvel é o cobre tenaz, pela sua aplicação
em fios eléctricos. A energia associada a todo o processo (desde a extracção até à obtenção do fio
de cobre) é de 69,6 GJ por tonelada de fio de cobre (A. Burnham et al., 2006). Foi este valor o
utilizado nos nossos cálculos. Porém outra aplicação do cobre nos automóveis é na forma de liga Cu-
Zn, para construção de radiadores. Os radiadores são geralmente componentes reciclados dos
automóveis, pelo seu valor comercial e também pelo facto do processo de reciclagem utilizar menos
energia por tonelada de fio de cobre (de 6 a 44 GJ por tonelada, consoante a qualidade do cobre
recuperado, Kusik e Kenahan, 1978), e não libertar SOx.
9.1.5 Zinco
A produção do zinco começa com a extracção do mineral que pode ser realizada tanto a céu aberto
como em galerias subterrâneas. Os minerais extraídos são triturados e, posteriormente, submetidos a
um processo denominado flutuação39
para a obtenção de mineral concentrado (Wikipedia, 2007). A
energia associada à extracção é de 3,9 GJ por tonelada de zinco (Ruth, 1998), e a energia associada
à produção é de 90,7 GJ por tonelada (A. Burnham et al., 2006). Porém a quantidade de zinco nos
automóveis tem vindo a diminuir desde fins de 1970 (de 14 kg por veículo em 1978 para 4 kg
actualmente, Wrigley, 2003). A maioria do zinco utilizado nos automóveis vem da galvanoplastia40
das
peças dos automóveis, e é muito difícil de reciclar.
39 A flutuação é um método de separação de misturas. A técnica utiliza diferenças nas propriedades
superficiais de partículas diferentes para as separar. As partículas são tornadas hidrófobas pela adição dos produtos químicos apropriados. A seguir, fazem-se passar bolhas de ar através da mistura e as partículas que se pretende recolher ligam-se ao ar e deslocam-se para a superfície, onde se acumulam sob a forma de espuma (Wikipedia, 2007)
40 A galvanoplastia é um tratamento de superfície que consiste em depositar um metal sobre outro,
através da redução química ou eletrolítica, para melhorar a conductividade, a soldagem, a resistência ao atrito, a dureza superficial, etc. (Wikipedia, 2007)
67
Figura 37: Superfície galvanizada (Wikipeda, 2007)
9.1.6 Magnésio
O magnésio é obtido principalmente por electrólise de cloreto de magnésio (MgCl2) obtido de
salmouras e água de mar (Wikipedia, 2007). A energia associada ao processo de electrólise é de 176
GJ por tonelada (electricidade e gás natural, Gaines et al., 1996). Porém existem pesquisas para
utilizar óxido de magnésio MgO como combustível no futuro. Mesmo sendo possível, o magnésio é
raramente reciclado, e a informação sobre reciclagem deste é portanto rara também. As emissões
produzidas pelo processo incluem ácido clorídrico, partículas de MgO, de NOx, e de CO; as partículas
são em geral controladas, reduzindo as emissões de 1,8 kg a 0,18 kg por tonelada de magnésio final.
Mesmo se somente 4,5 kg de magnésio são utilizados por veículo actualmente, a quantidade tem
vindo a aumentar constantemente desde 1978 (Wrigley, 2003). A razão é por o magnésio ser um
metal muito leve, com uma densidade de 1,74 g por cm3, ou seja 36% menos que o alumínio e 78%
menos que o aço (A. Burnham et al., 2006). Adiciona-se à sua ligeireza o facto de, uma vez ligado,
ser o mais resistente dos metais utilizados em estruturas. A maioria do magnésio utilizado é para
componentes moldados, tais como suportes de coluna de direcção, suportes de tablier, e estruturas
de assentos. Porém futuras aplicações para magnésio poderão incluir componentes laminados tais
como tectos e capots, mediante uma baixa no custo do material.
9.2 Vidro
O vidro é fabricado por mistura e fundição (a 1300-1600 °C) de vários materiais tais como sílica,
calcário, Na2CO3, feldspato (silicatos de alumínio com potássio, sódio, cálcio ou bário) e aditivos. Na
indústria automóvel, o vidro é principalmente usado no fabrico de janelas, pára-brisas, retrovisores, e
fibra de vidro (para reforçamento de peças de plástico). A fibra de vidro é fabricada forçando o vidro
em fusão a passar por pequenos orifícios. Os pára-brisas são geralmente constituídos por duas folhas
de vidro, intercaladas por uma folha de plástico em polivinil butyral (PVB), de maneira a conter
estilhaços em caso de acidente.
A energia necessária para a produção do vidro vem essencialmente de gás natural (extracção,
transporte, fundição, e recozimento) e electricidade (moldagem). A energia necessária é de 15,6 GJ
por tonelada de vidro acabado, e 14,7 GJ por tonelada de fibra de vidro (Babcock et al., 1988).
O vidro dos automóveis é raramente recuperado, porém a reciclagem poderá aparecer à medida as
técnicas de separação de materiais vão evoluindo. Os materiais compósitos são especialmente
difíceis de reciclar.

68
As poeiras emitidas durante a extracção e o transporte dos materiais de base, e as poeiras e gases
(VOCs e gases de combustão) emitidos durante a produção do vidro são geralmente controlados por
filtros.
9.3 Polímeros
A descrição sobre polímeros provém pela sua maior parte do Colégio São Francisco. Os polímeros
são materiais compostos por macromoléculas. Essas macromoléculas são cadeias compostas pela
repetição de uma unidade básica, o mero. Por exemplo, o polietileno (PE), um polímero muito
utilizado, é composto pela repetição de milhares de unidades da molécula básica de etileno (ou
eteno):
Figura 38: Mero do polietileno PE (Colégio São Francisco)
onde n normalmente é superior a 10.000. O parâmetro n é definido como sendo o grau de
polimerização do polímero (ou seja, o número de meros que constitui a macromolécula). Um polímero
formado pela repetição de um único mero é denominado homopolímero.
Porém alguns polímeros podem ser constituídos da repetição de dois ou mais meros. Neste caso,
eles são chamados copolímeros. Por exemplo, a macromolécula da borracha sintética SBR é formada
pela repetição de dois meros: estireno e butadieno:
Figura 39: Meros da borracha sintética SBR (Colégio São Francisco)
A matéria-prima que dá origem ao polímero chama-se monômero. No caso do polietileno (PE) é o
etileno (ou eteno).
Os meros são geralmente obtidos a partir do petróleo ou gás natural, pois é processo mais barato.
Porém é possível obter monómeros a partir da madeira, do álcool, do carvão e até do CO2, pois todas
essas matérias-primas são ricas em carbono, o átomo principal que constitui os materiais poliméricos.
Estes processos alternativos ao petróleo ou gás natural resultam no entanto num consumo de fabrico
superior.
Há diversas maneiras de se dividir os polímeros. A classificação que vai interessar nesta tese baseia-
se nas características mecânicas e decorre da configuração específica das moléculas do polímero.

69
Deste modo, pode-se dividir os polímeros em termoplásticos, termorrígidos (ou termofixos) e
elastómeros (borrachas).
Os termoplásticos (ou ―plásticos‖) constituem a maior parte dos polímeros comerciais. A principal
característica desses polímeros é poder ser fundidos várias vezes. Dependendo do tipo do plástico,
também podem dissolver-se em vários solventes, o que possibilita a sua reciclagem. Quanto às suas
propriedades mecânicas, estas poderão variar consoante o termoplástico (sob temperatura ambiente
podem ser maleáveis, rígidos, ou mesmo frágeis). A sua estrutura molecular é composta por
moléculas lineares dispostas em forma de cordões soltos, mas agregados (tipo novelo de lã).
Exemplos de termoplásticos incluem polietileno (PE), polipropileno (PP), politereftalato de etileno
(PET), policarbonato (PC), poliestireno (PS), policloreto de vinila (PVC), polimetilmetacrilato (PMMA),
etc.
Os termorrígidos (ou termofixos) são rígidos e frágeis, mantendo-se muito estáveis frente a variações
de temperatura. Uma vez em produto acabado, já não se fundem, pois o aquecimento do polímero
acabado a altas temperaturas promove a decomposição do material antes de sua fusão. Os
termorrígidos (ou termofixos) são por essa razão difíceis de reciclar. A sua estrutura molecular difere
da estrutura dos termofixos no sentido em que os cordões estão fisicamente ligados entre si,
formando uma rede ou reticulado, o que resulta numa rigidez bem maior. Exemplos de termorrígidos
(ou termofixos) incluem baquelite (usado em tomadas) e poliéster na forma de plástico reforçado
(usado em carroçarias, recipientes de agua, piscinas, etc.).
Os elastómeros (ou borrachas), são uma classe intermediária entre os termoplásticos e os
termorrígidos: uma vez em produto acabado, já não se fundem (tipo termofixos), mas apresentam alta
elasticidade (tipo termoplásticos). Os elastómeros são portanto também difíceis de reciclar. A sua
estrutura molecular é similar à dos termorrígidos mas, neste caso, há menor número de ligações entre
os cordões, formando-se uma rede, mas com malhas bem mais largas que nos termorrígidos.
Exemplos de elastómeros incluem pneus, vedações, mangueiras de borracha, etc.
Certos polímeros se destacam pelo seu baixo custo e grande facilidade de processamento, o que
incentiva o seu uso em larga escala, nomeadamente na indústria automóvel. São os chamados
plásticos (ou resinas), o equivalente aos aços de baixo carbono na siderurgia. Nesta tese, interessa-
se particularmente pelos consumos de energia e emissões de três desses plásticos, que são o
polipropileno (PP), o politereftalato de etileno (PET), e o polietileno (PE, nomeadamente o polietileno
de alta-densidade HDPE), que representam frequentemente metade dos polímeros presentes nos
veículos (24% de PP, 14% de PET, e 10% de HDPE, A. Burnham et al., 2006). Foi ponderando com
estas percentagens a energia e os combustíveis necessários para extracção e produção destes
polímeros que foi determinada uma média para os plásticos presentes nos diferentes componentes
dos automóveis. Ir-se-á agora detalhar esses três polímeros, e suas possibilidades de reforçamento
por fibra (FRP).
9.3.1 Polipropileno (PP)
O mero do polipropileno (PP) é o propileno (designação antiga do propeno):

70
Figura 40: Mero do polipropileno PP (Colégio São Francisco)
As suas principais propriedades são:
- Baixo consumo,
- Elevada resistência química,
- Fácil moldagem,
- Fácil coloração,
- Alta resistência à fractura por flexão ou fadiga,
- Boa resistência ao impacto acima de 15 °C,
- Boa estabilidade térmica,
- Maior sensibilidade à luz UV e agentes de oxidação, sofrendo degradação com maior
facilidade
O polipropileno é nomeadamente utilizado em:
- Brinquedos,
- Recipientes para alimentos, remédios, produtos químicos,
- Fibras industriais,
- Peças de automóveis como pára-choques, pedais, caixas de baterias, ventoinhas,
ventiladores, tapetes, peças diversas no habitáculo etc.
O PP é de momento o polímero mais usado na indústria automóvel, e a sua produção requer 30 GJ
de energia por tonelada de PP produzida, com a maior parte dessa energia proveniente de petróleo e
gases (Gaines e Shen, 1980). A energia necessária para a reciclagem do PP é pouca, cerca de ¼ da
energia necessária para a sua produção, pelo PP poder ser facilmente derretido a baixa temperatura.
A reciclagem de caixas de baterias é geralmente para o mesmo uso futuro.
As emissões provenientes da polimerização do propileno encontram-se na forma de partículas (resina
de polímeros) e gases (principalmente monómero de propileno). O controlo dos poluentes é feito ao
longo de todo o processo de produção, nomeadamente nas refinarias de petróleo, nas fábricas de
processamento de gás natural, e nas fábricas onde as reacções químicas são realizadas. Estes locais
são geralmente afastados de zonas residenciais por razões de segurança.

71
9.3.2 Politereftalato de etileno (PET)
O mero do politereftalato de etileno (PET), da família do poliéster, é o ácido tereftálico ou tereftalato
de dimetila e glicol etilênico:
Figura 41: Mero do politereftalato de etileno PET (Colégio São Francisco)
As suas principais propriedades são:
- Boa resistência mecânica, térmica, e química,
- Boas propriedades de barreira (a absorção de oxigénio é de 10 a 20 vezes menor que nos
plásticos comuns),
- Fácil reciclabilidade,
- Translúcido,
- Alto ponto de fusão
- Disponível em termoplástico e termofixo
O PET é nomeadamente utilizado em:
- Garrafas para bebidas carbonatadas, óleos vegetais, produtos de limpeza, etc.,
- Fibras que apresentam excelente resistência mecânica (marcas Tergal ou Dracon), bem
como lavagem e secagem rápida,
- Películas transparentes e altamente resistentes (marca Mylar), mas de consumo elevado.
São usadas em aplicações específicas: isolamento de capacitores, películas
cinematográficas, fitas magnéticas, filmes e placas para radiografia,
- Resina para moldagem com reforço de 30% de fibra de vidro (marca Rynite), usada na
produção de botijas, carburadores, componentes eléctricos de carros, etc.
O PET é produzido a partir de paraxileno, obtido a partir de petróleo refinado, e etileno, um
hidrocarboneto obtido a partir de gás natural. A produção do PET requer 64,5 GJ por tonelada de
produto final41
(Electric Vehicle Total Energy Cycle Assessment; Argonne National Laboratory, 1998).
Esta estimativa incluiu a refinagem dos hidrocarbonetos, que representa 51% do consumo total de
energia (Gaines e Shen, 1980). A reciclagem de PET por meios químicos requer aproximadamente
1/3 da energia necessária para sua produção (Chem Systems, 1980), enquanto a reciclagem por
meios mecânicos requer bastante menos energia (Wang et al., 1997).
41
Assumindo futuras melhorias no consumo de energia da ordem de 20%

72
As emissões provenientes da produção de PET são principalmente VOCs e partículas, e são
geralmente bem controladas pelos materiais terem um consumo elevado, especialmente o glicol e o
metanol. As emissões de VOCs (excluindo metano) variam de 0,36 a 0,73 g por kg de PET produzido
se condensadores em spray forem usados, a 3,6 a 3,9 g por kg no caso contrário. As emissões de
partículas variam de 0,0003 a 0,17 g por kg de PET produzido (Environment Protection Agency, 1995)
se controlos na armazenagem forem feitos, a 0,4 g por kg no caso contrário.
9.3.3 Polietileno (PE)
Como vimos um pouco antes, o mero do polietileno (PE) é o etileno (designação antiga do eteno,
figura 6), cujas principais propriedades são:
- Baixo consumo,
- Elevada resistência química,
- Baixo coeficiente de atrito,
- Macio e flexível,
- Fácil processamento,
- Excelentes propriedades isolantes,
- Baixa permeabilidade à água,
- Não-tóxico,
- Inodoro
Existem quatro tipos de polietileno:
- Polietileno de Baixa Densidade (LDPE): 0,910 a 0,925 g por cm3. Apresenta moléculas com
alto grau de ramificação. É a versão mais leve e flexível do PE. É utilizado em filmes,
laminados, recipientes, embalagens, brinquedos, isolamento de fios eléctricos, etc.
- Polietileno de Baixa Densidade Linear (LLDPE): 0,918 a 0,940 g por cm3. Apresenta uma
menor incidência de ramificações, as quais se apresentam de forma mais regular e são mais
curtas que no LDPE. As suas propriedades mecânicas são ligeiramente superiores ao LDPE
em termos de resistência mecânica, com boa resistência ao impacto, e o seu consumo de
produção é menor. É utilizado em embalagens de alimentos, bolsas de gelo, utensílios
domésticos, canos e tubos.
- Polietileno de Alta Densidade (HDPE): 0,935 a 0,960 g por cm3. Apresenta uma estrutura
praticamente isenta de ramificações. É um plástico rígido, resistente à tracção, com
moderada resistência ao impacto. É utilizado em bombonas, recipientes, garrafas, filmes,
brinquedos, materiais hospitalares, tubos para distribuição de água e gás, e nomeadamente
em tanques de combustível e limpa pára-brisas de automóveis.
- Polietileno de Ultra Alto Peso Molecular (UHMWPE): apresenta uma alta resistência
química, uma alta resistência à abrasão e ao impacto, um baixo coeficiente de atrito, e uma

73
alta maciez. Muito difícil de fundir, o UHMWPE é processado com grande dificuldade,
geralmente através de sinterização42
. É utilizado em engrenagens, componentes para
bombas de líquidos corrosivos, implantes de ossos artificiais, isolamento de fios e cabos,
mancais, revestimentos de pistas, trilhos-guias, etc.
A produção de HDPE requer 34,8 GJ por tonelada produzida, com mais de 80% dessa energia
proveniente de petróleo e gases (Gaines e Shen, 1980). A energia necessária para a reciclagem do
HDPE é pouca, cerca de ¼ da energia necessária para a sua produção, pelo HDPE poder ser
facilmente limpo, secado, esmagado, e derretido (Wang et al., 1997).
9.3.4 Plásticos reinforçados por fibra (FRP)
Os plásticos reforçados por fibras são materiais compósitos que necessitam de dois componentes:
uma matriz e um reforço. A matriz é o material (dito resina, geralmente poliéster ou vinil ester) que
suporta o reforço, e o reforço é o material (geralmente fibra ou minerais pulverizados) que melhora as
propriedades da matriz (como a resistência mecânica, a condutividade, etc.).
Os plásticos reforçados por fibra de carbono (CFRP) têm sido muito utilizados na área aeroespacial,
pela sua alta resistência mecânica e química, e pelo seu baixo peso, e menos utilizados na indústria
automóvel, devido ao seu alto consumo. Algumas utilizações nos automóveis incluem tectos, painéis
interiores, pára-choques, capots, o que tem a vantagem de baixar o peso total do veículo (da ordem
de 33% mais leve em CFRP do que em fibra de vidro (Chevrolet Corvette Le Mans Commemorative
Edition, 2004), e 50% mais leve do que em aço, BMW M6). Os CFRP têm sido alvo de pesquisas por
parte dos construtores, nomeadamente para baixar os consumos de produção.
As fibras de carbono são produzidas por pirólise (decomposição por calor) de um material rico em
carbono (geralmente o polímero poliacrilonitrile, ou PAN). Quando o PAN é aquecido, as cadeias
moleculares juntam-se entre si, formando folhas planas de carbono, que fusionam ente si para formar
filamentos tubulares (ou fibras). As fibras são a seguir submetidas a um tratamento térmico para
aumentar as suas propriedades. Por exemplo, as fibras aquecidas a 1500-2000 °C terão a sua
máxima resistência à tensão (3 a 4 Gpa), enquanto aquecidas a 2500-3000 °C terão o seu máximo
módulo de elasticidade (210 a 410 Gpa), com uma densidade de 1,8 g por cm3 (O’Brien, 2001). O alto
consumo associado à produção das fibras de carbono vem por um lado da complexidade associada
aos tratamentos térmicos, que têm de ser cuidadosamente feitos de maneira a orientar as fibras como
deve ser, e por outro lado dos consumos em energia, 169 GJ por tonelada de produto acabado (A.
Burnham et al., 2006).
Em comparação, a produção de grafite requer aproximadamente 145,1 GJ por tonelada de produto
acabado (maioritariamente electricidade, Pehnt, 2001). Em comparação também, a produção de fibra
de vidro requer bastante menos energia, na ordem de 14,8 GJ por tonelada de produto acabado,
42 A sinterização é um processo no qual poeiras, uma vez compactadas, recebem tratamentos
térmicos cuja temperatura de processamento é sempre menor que a sua temperatura de fusão. Este processo destina-se a obter uma alteração da estrutura microscópica do elemento base (Wikipedia 2007)

74
porém com uma resistência à tensão máxima menor (1,7 a 2,7 Gpa), um modulo de elasticidade
menor (69 a 72 Gpa), e uma densidade maior 2,6 g por cm3.
Os métodos para fabrico de FRP variam, consoante o tipo de componente final e a quantidade a
produzir. Se for somente preciso produzir algumas partes por dia, um processo de moldagem por
vácuo poderá ser utilizado. Para isso, um molde de fibra de vidro ou alumínio é coberto com uma
camada de um agente que permitirá a desmoldagem no fim do processo. A resina e a fibra são
depois colocados no molde, o vácuo é criado, e o molde é posto a curar. Para produção de massa,
um processo de moldagem por compressão poderá ser utilizado. Neste processo, um molde de duas
peças (geralmente feitos de fibra de vidro ou alumínio) é utilizado. As duas peças são aparafusadas
com a resina e a fibra no meio. A vantagem deste processo é ser relativamente limpo e não ser
preciso vácuo.
Seguem duas tabelas recapitulativas sobre o consumo em energia e repartição dos combustíveis
para os diferentes tipos de polímeros que nos interessam, e quantidade de material necessário nas
etapas de produção de plásticos re-enforçado por fibra (tabelas 73 e 74):
Tabela 73: Consumo em energia e repartição dos combustíveis por tipo de polímero produzido
Tipo de polímero produzido PP PET HDPE Recheio
inerte Fibra de carbono
FRP
Consumo de energia (GJ/ton)
29,951 64,501 34,802 0,676 168,949 8,317
Combustível (%) 0 0 0 0 0 0
Resíduos de óleo 37% 75% 40% 85% 50% 44%
Gás natural 37% 18% 40% 0 50% 44%
Electricidade 26% 7% 20% 15% 0 17%
Tabela 74: eso de material intermediário necessário por tonelada produzida de plástico re-enforçado por fibra
Material Peso de material intermediário necessário (ton)
Plástico reforçado com fibra de carbono 1,14
Plástico reforçado por fibra de vidro 1,14
9.4 Borracha
A borracha de estireno butadieno (SBR), composta em peso de 75% de butadieno e 25% de estireno,
é utilizada na produção de componentes como pneus, correias de transmissão, etc. A SBR é
produzida a partir de um processo de emulsão a frio na qual butadieno, estireno, sabonete, água,
potássio persulfato (catalisador) e mercaptan são aquecidos até 50 °C. O conteúdo é regularmente
mexido, até obtenção de látex contendo a borracha SBR formada por polimerização. A borracha é
separada do resto do látex por meio de uma solução de sulfato de alumínio ou ácido de sódio
clorídrico, que precipita a borracha. Os precipitados são a seguir lavados, secados num forno e
comprimidos.
75
A energia necessária para a produção de borracha é aproximadamente de 35,9 GJ por tonelada de
borracha final (A. Burnham et al., 2006), a maior parte dessa energia vindo de petróleo e gás natural.
Existem vários processos de reciclagem possíveis para pneus usados, mas os fabricantes de pneus
demonstram alguma relutância em baixar a qualidade dos pneus em benefício do ambiente. Por
conseguinte, o maior potencial energético de reciclagem consiste na incorporação da borracha
reciclada no asfalto.
9.5 Baterias
A nossa análise estende-se a três tipos de baterias: as de chumbo-ácido (Pb-Ac), as de níquel-metal
híbrido (Ni-MH), e as de iões lítio (Li-ion), que se irá agora detalharem.
9.5.1 Chumbo
Como se pode ler na Wikipedia, o chumbo raramente é encontrado no seu estado elementar. O
mineral de chumbo mais comum é o sulfato (ou galena), PbS, com 86,6% deste metal. Outros
minerais de importância comercial são o carbonato (cerusita) e o sulfato (anglesita), que são mais
raros. Geralmente é encontrado com minerais de zinco, prata e, em maior abundância, de cobre.
Também é encontrado chumbo em vários minerais de urânio e de tório, já que vem directamente da
desintegração radioactiva destes radioisótopos. Os minerais comerciais podem conter pouco chumbo
(3%), porém o mais comum é em torno de 10%. Os minerais são concentrados até alcançarem um
conteúdo de 40% ou mais de chumbo antes de serem fundidos.
Através da ustulação43
do minério de chumbo, galena, obtém-se como produto o óxido de chumbo
que, num alto-forno, é reduzido com a utilização de coque, fundente e óxido de ferro. O chumbo bruto
obtido é separado da escória por flutuação. A seguir, é refinado para retirar as impurezas metálicas,
por exemplo por destilação. Desta forma pode-se obter chumbo com um elevado grau de pureza
(99,99%).
A energia necessária para a produção de chumbo é de aproximadamente 22,2 GJ por tonelada de
chumbo final, dos quais 2,7 GJ por tonelada (Hudson, 1981) provenientes do processo de extracção
mineira.
A extracção mineira do chumbo produz resíduos sólidos, que ficam de algum modo restringidos ao
perímetro da mina. A ustulação produz resíduos gasosos como o SO2, que é recuperado e convertido
em ácido sulfúrico, e produz também resíduos sob a forma de partículas como óxidos de chumbo,
que são recuperados. A escória separada por flutuação não apresenta impacto ambiental por ser um
sólido relativamente inerte. Quer seja na extracção e produção do chumbo, quer seja na produção e
43 A ustulação é um processo de produção de um metal a partir de um minério sulfatado, através da
passagem de uma corrente de ar num ambiente muito aquecido. Nestas condições ocorre uma reacção entre o enxofre do minério com o oxigénio do ar, libertando o metal, ou produzindo uma forma oxidada do tipo 2PbSs + 3O2g → 2PbOs + 2SO2g que passa por um processo posterior de redução do tipo PbO(s) + C(s)3 → Pb(l) + CO(g), (www.dicionario.pro.br 2007)

76
reciclagem de baterias, as partículas emitidas são controladas com uma eficácia superior a 99% (A.
Burnham et al., 2006).
A energia necessária para a reciclagem de chumbo é de aproximadamente 10 GJ por tonelada de
chumbo reciclado (Hudson, 1981), dos quais 4,3 GJ por tonelada (Leiby, 1993) provenientes do
processo de ustulação.
9.5.2 Níquel
O cátodo de uma bateria Ni-MH é composto por finas placas de níquel cobertas de hidróxido de
níquel Ni(OH)2. O mineral de níquel é na maior parte proveniente da extracção mineira,
principalmente em países como a Nova Caledónia, a Austrália e o Canadá (70% da produção
mundial, Wikipedia, 2007). São também produtores países como Cuba, Porto Rico, a Rússia, a China
e o Brasil. Porém o mineral poderá vir também por recuperação de resíduos em refinarias de cobre e
metais preciosos (Kuck, 2005). Uma vez extraído, o mineral de níquel é separado das rochas por
flutuação, até obtenção de um concentrado de 12%. O concentrado passa a seguir por um processo
de ustulação, até obtenção de um concentrado de 70%, um granulado facilmente transportável em
longas distâncias. O granulado passará a seguir por um processo de refinagem para se poder obter
um elevado grau de pureza. Como se vai ver, existem vários processos de refinagem de níquel.
Um destes processos é a tostagem em leito fluido, seguido de uma redução com hidrogénio-cloro,
para obtenção de um níquel com um grau de pureza superior a 95%.
Outro desses processos de refinagem é dito por evaporação, e consiste em fazer reagir CO com
níquel (a 50 °C) para obtenção de carbonila de níquel Ni(CO)4, de maneira a deixar de parte o
cobalto, o cobre, e as impurezas. Segue-se o aquecimento a 230 °C do carbonilo de níquel, de
maneira a recuperar níquel a mais de 99% (Wang et al., 1997) de grau de pureza. A principal
desvantagem deste processo é pelo carbonila de níquel ser de elevada toxicidade, e necessitar
portanto de um controlo rigoroso em todas as etapas de refinagem para evitar qualquer inalação ou
contacto com a pele. Este processo pode ser utilizado para reciclagem de baterias Ni-MH em fim de
vida, para o mesmo tipo de utilização.
Ainda outro desses processos de refinagem, dito por electrólise, consiste em primeiro dissolver o
granulado numa solução (geralmente ácido sulfúrico). A solução é depois submetida a um processo
de electrólise, que resulta num depósito de níquel no cátodo e numa produção de oxigénio no ânodo.
A principal desvantagem deste processo é que o oxigénio, ao chegar à superfície da solução, poderá
formar vapores de ácido sulfúrico, o que deverá ser controlado para evitar qualquer impacto a nível da
saúde ou do ambiente.
9.5.3 Metais híbridos
O ânodo de uma bateria Ni-MH é composto por metal híbrido, um composto intermetálico de Vanádio
ou um metal terroso raro (actinídeo44
ou lantanídeo45
), níquel, titânio, zircónio, crómio, e manganês
44 O actinídeo é um elemento cujo número atómico se situa entre 89 (Actínio) e 103 (Laurencio)

77
(Wang et al., 1997). Numerosos compostos intermetálico foram sendo desenvolvidos para esta
aplicação, porém os que são utilizados hoje em dia são de duas categorias.
A primeira categoria de compostos intermetálico é designada por AB5. O A refere-se a um metal
terroso raro com presença de lantanídeos já existentes na natureza, enquanto o B refere-se a níquel,
cobalto, manganês, ou alumínio. O consumo de energia associado à extracção mineira de
lantanídeos é estimado ser de aproximadamente 4,5 GJ por tonelada (Ishihara et al., 1999), e o
consumo de energia associado à produção do metal terroso raro é estimado ser de aproximadamente
113,9 GJ por tonelada (Ishihara et al., 1999). Estes consumos têm de ser tomados como estimativas
devido à uma escassez de dados sobre o assunto (Gaines et al., 2002).
A segunda categoria de compostos intermetálicos é designada por AB2. O A refere-se a titânio ou
vanádio, enquanto o B refere-se a zircónio ou níquel modificados com crómio, cobalto, ferro, ou
manganês. Tipicamente o ânodo de uma bateria comercial AB2 poderá conter em peso (Lyman and
Palmer, 1994) 33% de metal terroso raro, 60% de metais de transição46
, e 7% de outros metais
(manganês, alumínio). A produção de um ânodo AB2 passa por um processo de fusão por indução
em vácuo bastante dispendioso em energia, pelas altas temperaturas que se tem de atingir para
fundir o vanádio e o zircónio. A alta resistência mecânica destes materiais faz também com que se
tenha de gastar energia adicional para reduzi-los em pó. A energia necessária para a extracção do
zircónio é de aproximadamente de 35,9 GJ por tonelada, e a energia necessária para a produção de
zircónio é de aproximadamente 105,4 GJ por tonelada (A. Burnham et al., 2006). No entanto estes
consumos de energia são a tomar com cuidado devido a uma escassez de dados sobre o assunto.
9.6 Célula de combustível
Como se pode ler em www.howstuffworks.com, existem vários tipos de células de combustível:
- SOFC (Solid Oxide Fuel Cell): esta célula tem uma alta temperatura de funcionamento (de 700
a 1000 °C), o que necessita a utilização de materiais exóticos e caros. A SOFC encontra a sua
longevidade máxima em utilização contínua, para evitar a degradação dos seus constituintes em
ciclos de aquecimento/arrefecimento. O vapor que genera é geralmente reutilizado através de
turbinas num sistema de cogeraçao. A SOFC destina-se principalmente a fornecer electricidade
a grandes instalações industriais.
- MCFC (Molten Carbonate Fuel Cell): esta célula tem uma alta temperatura de funcionamento
(600 °C, relativamente menos que a SOFC), o que necessita a utilização de materiais exóticos e
caros (porém relativamente menos caros que a SOFC). A MCFC encontra a sua longevidade
máxima em utilização contínua, para evitar a degradação dos seus constituintes em ciclos de
aquecimento/arrefecimento. O vapor que genera é geralmente reutilizado através de turbinas
45 O lantanídeo é um elemento cujo número atómico se situa entre 57 (Lantânio) e 71 (Lutécio)
46 Metais alcalinos, metais alcalinos-terrosos, metais de transição, actinídeos e lantanídeos são
conhecidos colectivamente como "Metais" (Wikipedia 2007)

78
num sistema de cogeração. A MCFC destina-se principalmente a fornecer electricidade a
grandes instalações industriais.
- AFC (Alcaline Fuel Cell): esta foi uma das primeiras células a combustível (utilizada pela NASA
desde 1960), e o seu funcionamento requer hidrogénio e oxigénio puro, o que a sujeita a uma
alta sensibilidade a contaminações exteriores. A AFC destina-se a usos muito particulares devido
ao seu alto preço.
- PAFC (Phosphoric Acid Fuel Cell), DMFC (Direct Methanol Fuel Cell): esta célula opera a
temperaturas mais altas que a PEMFC, o que se traduz num maior tempo de inicialização, o que
impede a sua utilização em automóveis. A PAFC destina-se principalmente a fornecer
electricidade a pequenas instalações industriais.
- PEMFC (Polymer Electrolyte Membrane Fuel Cell): esta célula tem uma alta densidade
energética e uma baixa temperatura de funcionamento (de 60 a 80 °C), o que lhe confere um
grande potencial para equipar veículos futuros.
Nesta análise a célula de combustível estudada é do tipo PEMFC, pela sua provável futura utilização
a grande escala nos automóveis. A célula é composta (Department of Energy, 2006) por uma ânodo,
um cátodo, um catalisador, uma membrana, um circuito externo, placas bipolares, e acessórios:
Figura 42: Componentes de uma célula PEMFC (www.howstuffworks.com, 2007)
Ir-se-á agora detalhar cada um destes componentes.
9.6.1 Ânodo e cátodo
O ânodo desempenha varias funções. A sua primeira função consiste em conduzir num circuito
externo os electrões libertos pelas moléculas de hidrogénio. A sua segunda função consiste em
distribuir igualmente o hidrogénio sobre a superfície do catalisador, através de canais especificamente
talhados para isso. A equação química que tem lugar no ânodo é:
2H2 4H+
+ 4e-

79
O cátodo, à semelhança do ânodo, também desempenha várias funções. A sua primeira função é
receber do circuito externo os electrões, de maneira a combiná-los com iões de hidrogénio e oxigénio
para formar água. A sua segunda função consiste em distribuir igualmente o oxigénio sobre a
superfície do catalisador, através de canais especificamente talhados para isso. A equação química
que tem lugar no ânodo é:
O2 + 4H+ + 4e- 2H2O
Conjugando as reacções químicas no ânodo e no cátodo, obtém-se a reacção química que rege a
célula de combustível:
2H2 + O2 2H2O
9.6.2 Catalisador
O catalisador é o material que facilita as reacções no ânodo e no cátodo a baixa temperatura. Este é
composto por folhas de carbono finamente cobertas de partículas de platina, e é rugoso e poroso de
maneira a maximizar a sua superfície de contacto com os reactivos. O catalisador cobre o lado
exposto aos reactivos dos dois eléctrodos.
As células de combustível contêm cerca de 1,3 g de metais grupo platina (PGM) por kW (Department
Of Energy, 2004). Os PGM são essenciais para as reacções. A platina sendo um dos materiais mais
caros do planeta47
, pesquisas têm sido desenvolvidas para reduzir a presença desta no catalisador, e
para possibilitar a reciclagem (Cooper, 2004), de maneira a baixar o custo total de uma célula de
combustível. Para comparação, os potes catalíticos de ICEVs (que servem para reduzir as emissões
de VOCs, CO, e NOx) contêm 1 a 3g de PGMs, que podem ser recuperados a 95% por reciclagem
(United States Geological Survey, 2004). A reciclagem na Europa de PGMs em potes catalíticos e de
componentes de automóveis em geral tem aumentado devido a directivas europeias. Estima-se a
energia necessária para a reciclagem de PGMs provenientes de potes catalíticos como sendo 20
vezes inferior à energia necessária para produção destes (Pehnt, 2001). No entanto, perante a
escassez de dados sobre o assunto, considerou-se que todos os PGMs foram produzidos desde
extracção.
Na América do Norte, para cada kg de PGMs extraído, são também extraídos 0,02 kg de ouro, 29 kg
de cobre, e 43 kg de níquel (Cluett, 2005). Na África do Sul, para cada kg de platina extraído, são
também extraídos 0,5 kg de paládio, 0,1 kg de rodio, 300 kg de níquel, e 200 kg de cobre (Pehnt,
2005). De maneira a isolar do resto a energia necessária para a extracção da platina, existem dois
métodos, ditos por peso ou por valor. No método por peso, calcula-se a percentagem de peso de
platina extraída sobre o peso total de material extraído, e aplica-se essa percentagem ao total de
energia consumida durante a extracção. No método por valor, calcula-se a percentagem do preço de
platina extraída sobre o preço total de material extraído, e aplica-se essa percentagem ao total de
energia consumida durante a extracção. São utilizados também estes dois métodos para isolar do
resto as emissões relativas a extracção da platina.
47 25 € por grama em média em 2005 (London Platinum and Palladium Market 2006)

80
Alguns estudos têm indicado o método por valor como sendo o mais indicado (Pehnt, 2001 ;
Karakoussis et al., 2000 ; Oko Institute, 1997), pois será este que motivará a extracção de materiais
em geral, e PGMs em partícular. Como se podia prever pelo baixo peso e alto valor dos PGMs, os
dois métodos produzem resultados completamente diferentes. Por um lado, o método do peso atribui
a energia e as emissões associadas à extracção em 1,4% aos PGMs, 0,03% ao ouro, 39,5% ao
cobre, e 59% ao níquel e cobalto. Por outro lado, o método do valor atribui a energia e as emissões
associadas a extracção em 93% aos PGMs, 2% ao ouro, 1% ao cobre, e 4% ao níquel e cobalto.
Consoante o país, o método de cálculo, ou mesmo a fonte bibliográfica, os valores associados à
energia necessária para a extracção de PGMs variam muito. De acordo com os dados de uma
empresa sobre a extracção na África do Sul, obtêm-se o valor de 81,4 GJ por tonelada de platina
produzida (Lonmin, 2005), que se aparenta mais ao método do valor. Dado que estes últimos dados
provêm de uma extracção de grandes dimensões na África do Sul, na ordem das 53 toneladas de
PGMs extraídos em 2005, utilizar-se-á o valor de 81,4 GJ por tonelada de platina produzida.
Como se viu, uma das desvantagens dos outros metais extraídos ao mesmo tempo que a platina, tais
como o cobre e o níquel, é que estes dão origem a dificuldades a nível de cálculos para isolar a
platina. Porém existe também uma vantagem. Efectivamente, com o potencial aumento de produção
de FCVs irá surgir um aumento da procura em platina, mas também um aumento na procura de cobre
e níquel, pois o cobre poderá ser utilizado em componentes ligados à electrónica, enquanto o níquel
poderá ser utilizado em baterias Ni-MH.
9.6.3 Membrana
A membrana (Polymer Electrolyte Membrane, ou PEM) serve para trocar os iões de hidrogénio entre
o ânodo e o cátodo. A PEM tem o aspecto de uma folha de plástico, e a sua propriedade vem de só
conduzir iões carregados positivamente (os electrões ficam bloqueados). A PEM precisa de estar
sempre hidratada para garantir um funcionamento optimal e estável, e é composta por um polímero
de ácido perfluorosulfónico (PFSA), tipicamente Nafion48
. A energia necessária para a produção de
PFSA é de 13 GJ por tonelada.
Porém existem sérias dúvidas quanto à energia necessária para produzir o Nafion, alguns cientistas
(Gaines, 2006; Papasavva, 2006) defendendo que o processo requer muito mais energia daquilo que
foi publicado. É importante referir que existem também empresas, tal como a Polyfuel
(www.polyfuel.com, 2007), que estão a investigar sobre a utilização de membranas de
hidrocarbonetos em automóveis, que poderiam ter um substancial impacto na redução do número de
etapas necessárias na produção de membranas, na energia necessária, nas emissões, nos custos, e
no entanto, garantindo maior rendimento e longevidade (Hart, 2006). Estas membranas de
hidrocarbonetos ainda têm a vantagem de não conterem fluorina, o que facilitara a sua produção e
reciclagem (Peck, 2006).
48 Marca registada por DuPont

81
9.6.4 Circuito externo
O circuito externo desempenha várias funções. A sua primeira função consiste em encaminhar os
electrões do ânodo para o cátodo, com o melhor desempenho possível. A sua segunda função é dar
origem a um fluxo de vapor de água suficiente para manter a PEM húmida, utilizando para isso o
efeito joule. O circuito externo é geralmente composto por folhas porosas de carbono, cobertas por
politetrafluoroetileno (PTFE, mais conhecido por Teflon49
) de maneira a garantir que as os poros não
fiquem entupidos com água.
A energia necessária para a produção de folhas de carbono foi estimada como sendo 3,5 vezes
superior à energia necessária para a produção de fibra de carbono (Karakoussis et al., 2000), ou seja
591,3 GJ por tonelada de folha de carbono (A. Burnham et al., 2006). Note-se que este valor é muito
elevado, e que deverá ser actualizado assim que forem publicados novos dados. A energia
necessária para a produção de PTFE é de 86,2 GJ por tonelada (Karakoussis et al., 2000).
9.6.5 Placas bipolares
Cada célula de combustível produz à volta de 0,7 Volts (www.howstuffworks.com, 2007). Para se
obter uma voltagem suficiente para impulsionar um carro, tem de se ligar várias células entre elas, ou
seja de ligar os vários circuitos externos entre eles. As placas bipolares são o elemento que permite
essa ligação, e estão sujeitas a oxidação e redução, o que poderá resultar em instabilidades.
Efectivamente, placas bipolares de metal podem sofrer de corrosão e produzir deste modo iões de
ferro e crómio que irão diminuir a eficácia global da célula de combustível. Para evitar este problema,
as placas bipolares para PEMFC são geralmente constituídas por metais leves, grafite, e compósitos
à base de polímeros termorrígidos com fibra de carbono. Existem também pesquisas sobre placas
bipolares constituídas por finas chapas de aço estampado (Hart, 2006) que, se chegarem a produção,
poderão baixar os custos em energia de fabricação.
9.6.6 Acessórios
Os acessórios servem para trazer até a célula o hidrogénio, o ar, o calor, e a água necessários
(incluem o depósito de hidrogénio comprimido, as condutas, as válvulas, etc.).
9.7 Outros materiais
Alguns materiais, tais como o cobalto, o óxido de lítio, e o manganês, não dispõem suficientemente
de dados publicados sobre a energia necessária e emissões produzidas durante a sua produção.
Aproximar-se-á esses poucos materiais restantes com outros materiais semelhantes no seu processo
de produção, enquanto não se arranjam dados actualizados. Foram assim utilizados para o cobalto e
para o óxido de lítio os dados relativos ao níquel, e para o manganês os dados relativos ao zinco.
49 Marca registada por Dupont