Embed Size (px)
Citation preview

177
Verwertung von Sekundärabfällen aus der Abfallverbrennung
in die Feuerung rückgeführt, um beim erneuten Durchlaufen der Hauptbrennzone zu sintern. Die gesinterte oder geschmolzene Granulat-Grobfraktion enthält noch Anhaf-tungen feiner Partikel, die in der Wäsche abgespült werden. Die Suspension wird in den Entschlacker rückgeführt, so dass Abwasser aus dem Aufbereitungsprozess nicht anfällt.
Flugascherückführung
Mit dem Syncom-Plus-Verfahren werden hohe Brennbetttemperaturen erzeugt, wodurch der Flugstaub sintert. Zur weiteren Reduzierung der Flugaschemenge und Zerstörung der enthaltenen Dioxine wird ein Teil des bei der Abgasentstaubung an-fallenden Flugstaubs in den Rostofen gefördert. Mit Online-Messung von Dioxinen und deren Vorläufersubstanzen oder Leitgrößen im Abgas wie CO und Cges können gezielt die Anteile des Flugstaubs rückgeführt werden, die überdurchschnittlich mit organischen Schadstoffen belastet sind.
Mit hohen Betttemperaturen und nassmechanischer Schlackebehandlung wird sicher-gestellt, dass der Flugstaub das Granulat-Endprodukt nicht belastet. Bei den hohen Temperaturen in der Hauptbrennzone des Ofens werden Flugaschen gesintert und Dioxine zerstört. Die zu entsorgende Flugstaubmenge ist durch die Rückführung merkbar reduziert, ebenso die Dioxin-Frachten.
Die Anreicherung von Salzen und Schwermetallen im Flugstaub wird beherrscht, indem maximal 75 Prozent des Flugstaubs rückgeführt werden. Die Rückführung von Reaktionsprodukten aus der Abgasreinigung, z.B. von Kalk- oder Kohleprodukten, wird ausgeschlossen. Wegen der Erhöhung von Schwermetall- und Chloridkonzentrationen im ungereinigten Abgas steigt das Korrosionspotential der Verbrennungsabgase, wes-wegen korrosionsmindernde Maßnahmen im Strahlungsbereich des Dampferzeugers wie Cladding mit Nickelbasislegierungen notwendig sind.
Granulatqualität
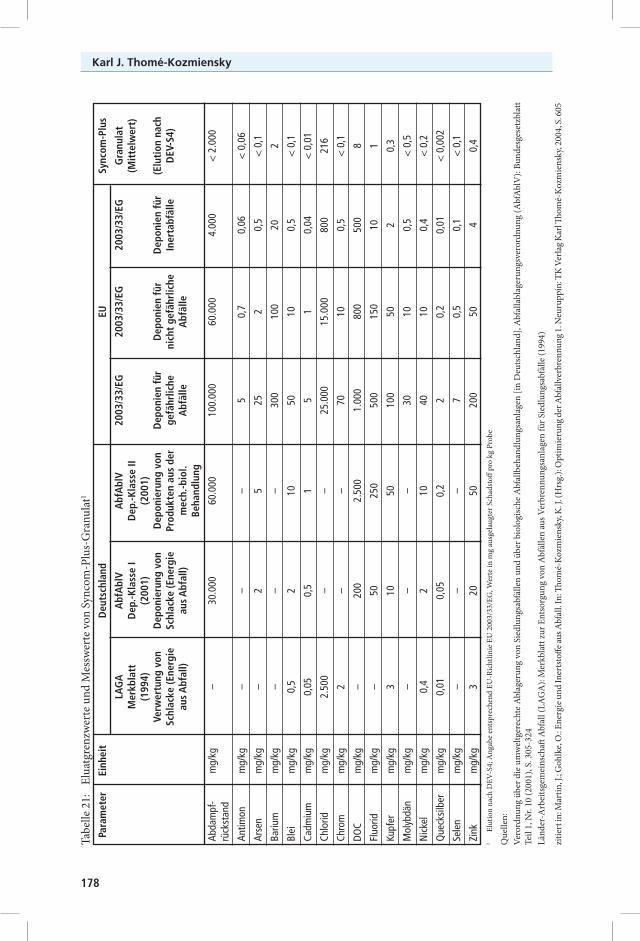
Charakteristisch für das Syncom-Plus-Verfahren ist die Herstellung eines weitgehend inerten Granulats, das gesintert oder geschmolzen und weitgehend frei von unverbrann-tem Kohlenstoff – Glühverlust kleiner 0,1 % – und anderen organischen Bestandteilen ist. Die Anforderungen der EU-Direktive [10], die erstmals Qualitätskriterien für Inertstoffe festlegt, werden vom Granulat eingehalten (Tabelle 21).
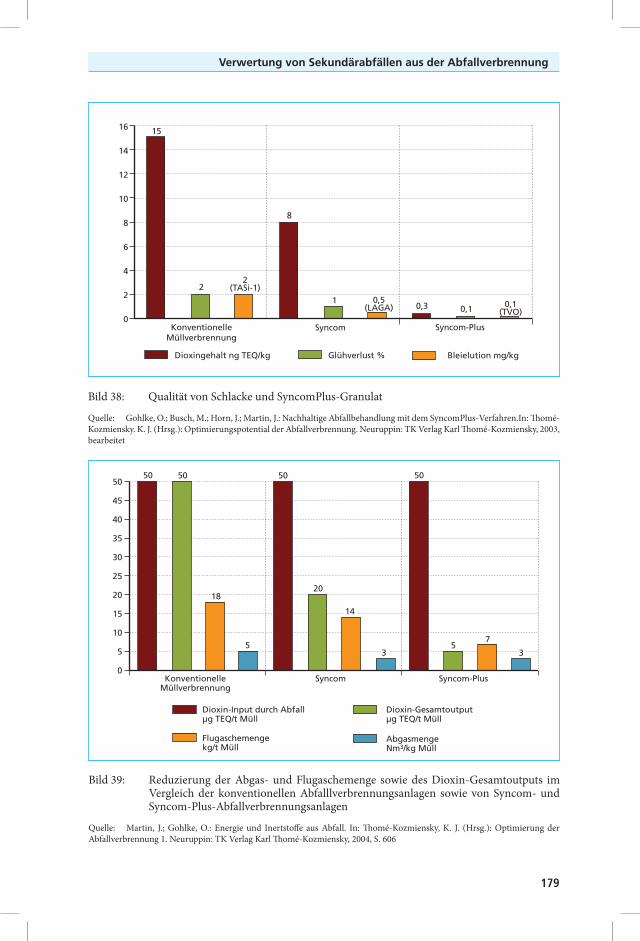
Der Gehalt an Dioxinen und Furanen im Granulat ist kleiner als 0,3 ng I-TEQ/kg (Bild 38). Der Dioxingehalt im unbehandelten Abfall aus Haushaltungen liegt im Un-terschied hierzu bei 50 ng I-TEQ/kg [1]. Der PCDD/F-Grenzwert der Klärschlamm-verordnung zur Ausbringung auf landwirtschaftlich genutzte Böden liegt bei 100 ng I-TEQ/kg [11].
Wegen der Dioxinzerstörung in der Verbrennung und der Rückführung von Teilen des Flugstaubs liegt der Gesamt-Dioxinausstoß der Syncom-Plus-Anlage von unter 5 ng I-TEQ/kg Abfall (Granulat + Sekundärabfälle aus der Abgasreinigung + Abgas) (Bild 39).
Karl J. Thomé-Kozmiensky
178
Tabe
lle 2
1:
Elua
tgre
nzw
erte
und
Mes
swer
te v
on S
ynco
m-P
lus-
Gra
nula
t1
Par
amet
er
Einh
eit
D
euts
chla
nd
EU
Sy
ncom
-Plu
s
LA
GA
A
bfA
blV
Abf
Abl
V 20
03/3
3/EG
20
03/3
3/EG
20
03/3
3/EG
G
ranu
lat
M
erkb
latt
D
ep.-K
lass
e I
Dep
.-Kla
sse
II
(Mit
telw
ert)
(199
4)
(200
1)
(200
1)
Ve
rwer
tung
von
D
epon
ieru
ng v
on
Dep
onie
rung
von
D
epon
ien
für
Dep
onie
n fü
r D
epon
ien
für
(Elu
tion
nac
h
Schl
acke
(Ene
rgie
Sc
hlac
ke (E
nerg
ie
Prod
ukte
n au
s de
r ge
fähr
liche
ni
cht
gefä
hrlic
he
Iner
tabf
älle
D
EV-S
4)
au
s A
bfal
l) au
s A
bfal
l) m
ech.
-bio
l. A
bfäl
le
Abf
älle
Beha
ndlu
ng
Abda
mpf
- m
g/kg
–
30.0
00
60.0
00
100.
000
60.0
00
4.00
0 <
2.0
00
rück
stan
d
Antim
on
mg/
kg
– –
– 5
0,7
0,06
<
0,0
6
Arse
n m
g/kg
–
2 5
25
2 0,
5 <
0,1
Bariu
m
mg/
kg
– –
– 30
0 10
0 20
2
Blei
m
g/kg
0,
5 2
10
50
10
0,5
< 0
,1
Cadm
ium
m
g/kg
0,
05
0,5
1 5
1 0,
04
< 0
,01
Chlo
rid
mg/
kg
2.50
0 –
– 25
.000
15
.000
80
0 21
6
Chro
m
mg/
kg
2 –
– 70
10
0,
5 <
0,1
DOC
mg/
kg
– 20
0 2.
500
1.00
0 80
0 50
0 8
Fluo
rid
mg/
kg
– 50
25
0 50
0 15
0 10
1
Kupf
er
mg/
kg
3 10
50
10
0 50
2
0,3
Mol
ybdä
n m
g/kg
–
– –
30
10
0,5
< 0
,5
Nic
kel
mg/
kg
0,4
2 10
40
10
0,
4 <
0,2
Que
cksi
lber
m
g/kg
0,
01
0,05
0,
2 2
0,2
0,01
<
0,0
02
Sele
n m
g/kg
–
– –
7 0,
5 0,
1 <
0,1
Zink
m
g/kg
3
20
50
200
50
4 0,
41
Elut
ion
nach
DEV
-S4;
Ang
abe
ents
prec
hend
EU
-Ric
htlin
ie E
U 2
003/
33/E
G, W
erte
in m
g au
sgel
augt
er S
chad
stoff
pro
kg
Prob
e
Que
llen:
Vero
rdnu
ng ü
ber d
ie u
mw
eltg
erec
hte
Abl
ager
ung
von
Sied
lung
sabf
älle
n un
d üb
er b
iolo
gisc
he A
bfal
lbeh
andl
ungs
anla
gen
[in D
euts
chla
nd],
Abf
alla
blag
erun
gsve
rord
nung
(Abf
Abl
V):
Bund
esge
setz
blat
t Te
il 1,
Nr.
10 (2
001)
, S. 3
05-3
24Lä
nder
-Arb
eits
gem
eins
chaft
Abf
all (
LAG
A):
Mer
kbla
tt zu
r Ent
sorg
ung
von
Abf
älle
n au
s Ver
bren
nung
sanl
agen
für S
iedl
ungs
abfä
lle (1
994)
zitie
rt in
: Mar
tin, J
.; Goh
lke,
O.: E
nerg
ie u
nd In
erts
toffe
aus A
bfal
l. In:
Thom
é-Ko
zmie
nsky
, K. J
. (H
rsg.
): O
ptim
ieru
ng d
er A
bfal
lver
bren
nung
1. N
euru
ppin
: TK
Ver
lag K
arl Th
omé-
Kozm
iens
ky, 2
004,
S. 60
5
179
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Bild 39: Reduzierung der Abgas- und Flugaschemenge sowie des Dioxin-Gesamtoutputs im Vergleich der konventionellen Abfalllverbrennungsanlagen sowie von Syncom- und Syncom-Plus-Abfallverbrennungsanlagen
Quelle: Martin, J.; Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 606
Bild 38: Qualität von Schlacke und SyncomPlus-Granulat
Quelle: Gohlke, O.; Busch, M.; Horn, J.; Martin, J.: Nachhaltige Abfallbehandlung mit dem SyncomPlus-Verfahren.In: Thomé-Kozmiensky. K. J. (Hrsg.): Optimierungspotential der Abfallverbrennung. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2003, bearbeitet
0,1(TVO)0,10,3
Bleielution mg/kg
16
14
12
10
8
6
4
2
0Konventionelle
MüllverbrennungSyncom Syncom-Plus
2(TASi-1)
0,5(LAGA)
1
8
2
15
Dioxingehalt ng TEQ/kg Glühverlust %
5
AbgasmengeNm3/kg Müll
50
45
40
35
30
25
20
15
10
5
0Konventionelle
MüllverbrennungSyncom Syncom-Plus
3
18
53
14
20
50
7
50 5050
Dioxin-Input durch Abfallµg TEQ/t Müll
Dioxin-Gesamtoutputµg TEQ/t Müll
Flugaschemengekg/t Müll
Karl J. Thomé-Kozmiensky
180
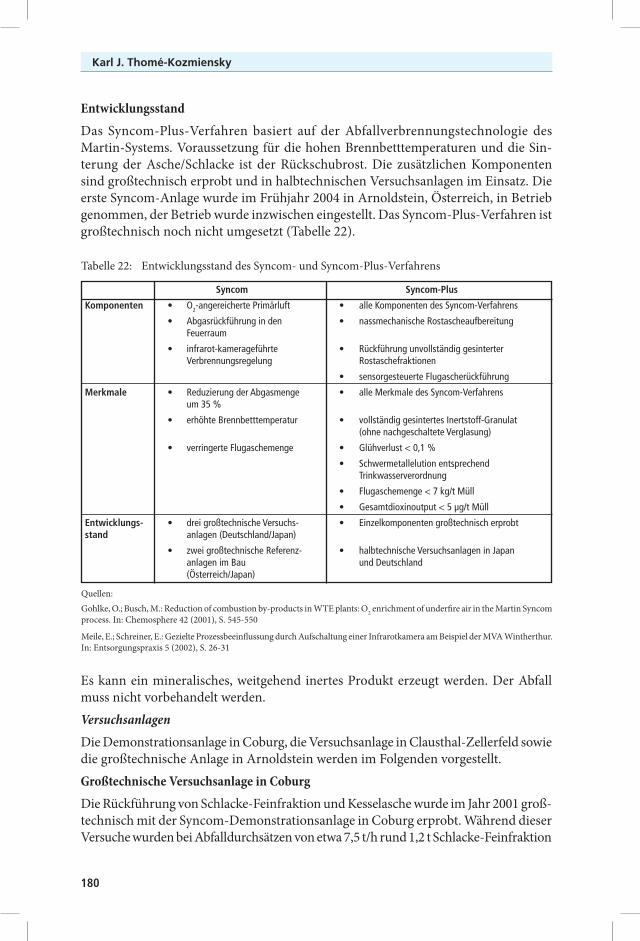
EntwicklungsstandDas Syncom-Plus-Verfahren basiert auf der Abfallverbrennungstechnologie des Martin-Systems. Voraussetzung für die hohen Brennbetttemperaturen und die Sin-terung der Asche/Schlacke ist der Rückschubrost. Die zusätzlichen Komponenten sind großtechnisch erprobt und in halbtechnischen Versuchsanlagen im Einsatz. Die erste Syncom-Anlage wurde im Frühjahr 2004 in Arnoldstein, Österreich, in Betrieb genommen, der Betrieb wurde inzwischen eingestellt. Das Syncom-Plus-Verfahren ist großtechnisch noch nicht umgesetzt (Tabelle 22).
Tabelle 22: Entwicklungsstand des Syncom- und Syncom-Plus-Verfahrens
Syncom Syncom-Plus
Komponenten • O2-angereichertePrimärluft • alleKomponentendesSyncom-Verfahrens
• Abgasrückführunginden • nassmechanische Rostascheaufbereitung Feuerraum
• infrarot-kamerageführte • Rückführung unvollständig gesinterter Verbrennungsregelung Rostaschefraktionen
• sensorgesteuerte Flugascherückführung
Merkmale • ReduzierungderAbgasmenge • alleMerkmaledesSyncom-Verfahrens um 35 %
• erhöhteBrennbetttemperatur • vollständiggesintertesInertstoff-Granulat (ohnenachgeschalteteVerglasung)
• verringerteFlugaschemenge • Glühverlust<0,1%
• Schwermetallelution entsprechend Trinkwasserverordnung
• Flugaschemenge < 7 kg/t Müll
• Gesamtdioxinoutput < 5 µg/t Müll
Entwicklungs- • dreigroßtechnischeVersuchs- • Einzelkomponentengroßtechnischerprobt stand anlagen(Deutschland/Japan)
• zweigroßtechnischeReferenz- • halbtechnischeVersuchsanlageninJapan anlagen im Bau und Deutschland (Österreich/Japan)
Quellen:Gohlke, O.; Busch, M.: Reduction of combustion by-products in WTE plants: O2 enrichment of underfire air in the Martin Syncom process. In: Chemosphere 42 (2001), S. 545-550
Meile, E.; Schreiner, E.: Gezielte Prozessbeeinflussung durch Aufschaltung einer Infrarotkamera am Beispiel der MVA Wintherthur. In: Entsorgungspraxis 5 (2002), S. 26-31
Es kann ein mineralisches, weitgehend inertes Produkt erzeugt werden. Der Abfall muss nicht vorbehandelt werden.VersuchsanlagenDie Demonstrationsanlage in Coburg, die Versuchsanlage in Clausthal-Zellerfeld sowie die großtechnische Anlage in Arnoldstein werden im Folgenden vorgestellt.Großtechnische Versuchsanlage in CoburgDie Rückführung von Schlacke-Feinfraktion und Kesselasche wurde im Jahr 2001 groß-technisch mit der Syncom-Demonstrationsanlage in Coburg erprobt. Während dieser Versuche wurden bei Abfalldurchsätzen von etwa 7,5 t/h rund 1,2 t Schlacke-Feinfraktion
181
Verwertung von Sekundärabfällen aus der Abfallverbrennung
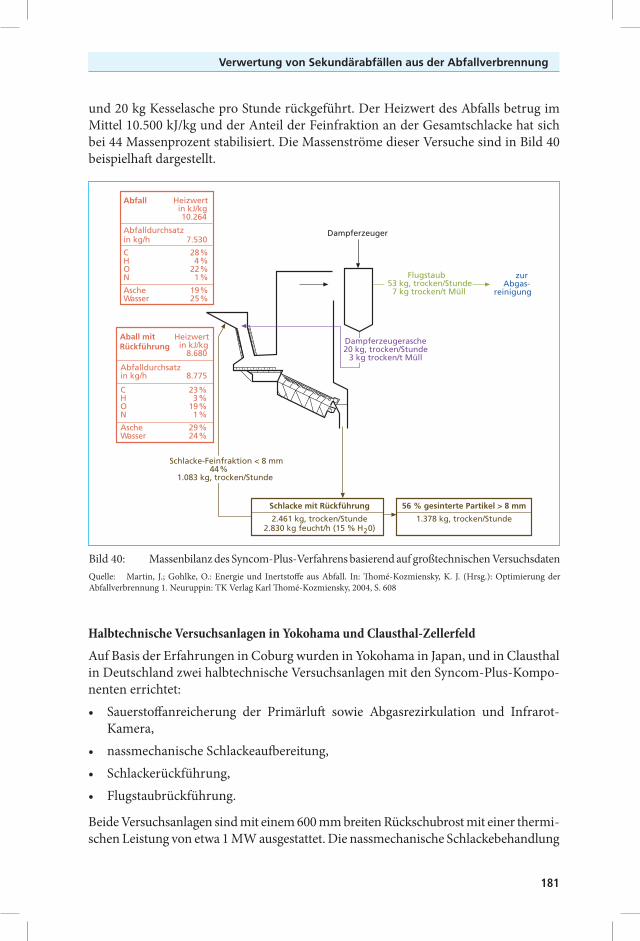
und 20 kg Kesselasche pro Stunde rückgeführt. Der Heizwert des Abfalls betrug im Mittel 10.500 kJ/kg und der Anteil der Feinfraktion an der Gesamtschlacke hat sich bei 44 Massenprozent stabilisiert. Die Massenströme dieser Versuche sind in Bild 40 beispielhaft dargestellt.
Dampferzeuger
zurAbgas-
reinigung
Schlacke mit Rückführung
2.461 kg, trocken/Stunde2.830 kg feucht/h (15 % H20)
56 % gesinterte Partikel > 8 mm
1.378 kg, trocken/Stunde
Schlacke-Feinfraktion < 8 mm44 %
1.083 kg, trocken/Stunde
Abfalldurchsatzin kg/h 8.775
C
O
23 %H 3 %
19 %N 1 %
AscheWasser
29 %24 %
Heizwertin kJ/kg
8.680
Aball mitRückführung
Heizwertin kJ/kg10.264
Abfalldurchsatzin kg/h 7.530
C 28 %H 4 %O 22 %N 1 %
19 %AscheWasser 25 %
Abfall
Flugstaub53 kg, trocken/Stunde
7 kg trocken/t Müll
Dampferzeugerasche20 kg, trocken/Stunde
3 kg trocken/t Müll
Bild 40: Massenbilanz des Syncom-Plus-Verfahrens basierend auf großtechnischen VersuchsdatenQuelle: Martin, J.; Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 608
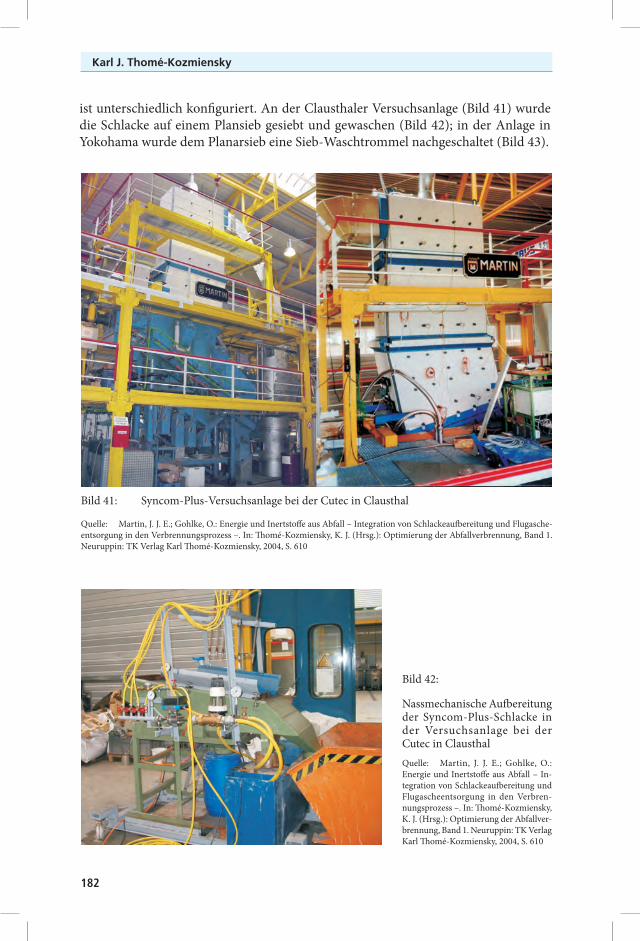
Halbtechnische Versuchsanlagen in Yokohama und Clausthal-ZellerfeldAuf Basis der Erfahrungen in Coburg wurden in Yokohama in Japan, und in Clausthal in Deutschland zwei halbtechnische Versuchsanlagen mit den Syncom-Plus-Kompo-nenten errichtet: • Sauerstoffanreicherung der Primärluft sowie Abgasrezirkulation und Infrarot-
Kamera,• nassmechanische Schlackeaufbereitung,• Schlackerückführung,• Flugstaubrückführung.
Beide Versuchsanlagen sind mit einem 600 mm breiten Rückschubrost mit einer thermi-schen Leistung von etwa 1 MW ausgestattet. Die nassmechanische Schlackebehandlung
Karl J. Thomé-Kozmiensky
182
Bild 41: Syncom-Plus-Versuchsanlage bei der Cutec in Clausthal
Quelle: Martin, J. J. E.; Gohlke, O.: Energie und Inertstoffe aus Abfall – Integration von Schlackeaufbereitung und Flugasche-entsorgung in den Verbrennungsprozess –. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung, Band 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 610
Bild 42:
Nassmechanische Aufbereitung der Syncom-Plus-Schlacke in der Versuchsanlage bei der Cutec in ClausthalQuelle: Martin, J. J. E.; Gohlke, O.: Energie und Inertstoffe aus Abfall – In-tegration von Schlackeaufbereitung und Flugascheentsorgung in den Verbren-nungsprozess –. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallver-brennung, Band 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 610
ist unterschiedlich konfiguriert. An der Clausthaler Versuchsanlage (Bild 41) wurde die Schlacke auf einem Plansieb gesiebt und gewaschen (Bild 42); in der Anlage in Yokohama wurde dem Planarsieb eine Sieb-Waschtrommel nachgeschaltet (Bild 43).

183
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Konzept für Neuanlagen am Beispiel der TBA Arnoldstein
Auf Basis der Erfahrungen mit den Versuchsanlagen in Deutschland und Japan wurde ein Anlagenkonzept entwickelt, mit dem mit überschaubarem Aufwand und erprob-ten Komponenten das Syncom-Plus-Verfahren großtechnisch realisiert wird. Hierfür wurde beispielhaft die Syncom-Anlage in Arnoldstein, Österreich, als Basis verwendet.
Syncom-Komponenten
An der TBA Arnoldstein wird das Syncom-Verfahren erstmals großtechnisch in einer Neuanlage realisiert. Der Sauerstoff wird mit einer Linde-Druckwechseladsorptions-Luftzerlegungsanlage vor Ort hergestellt.
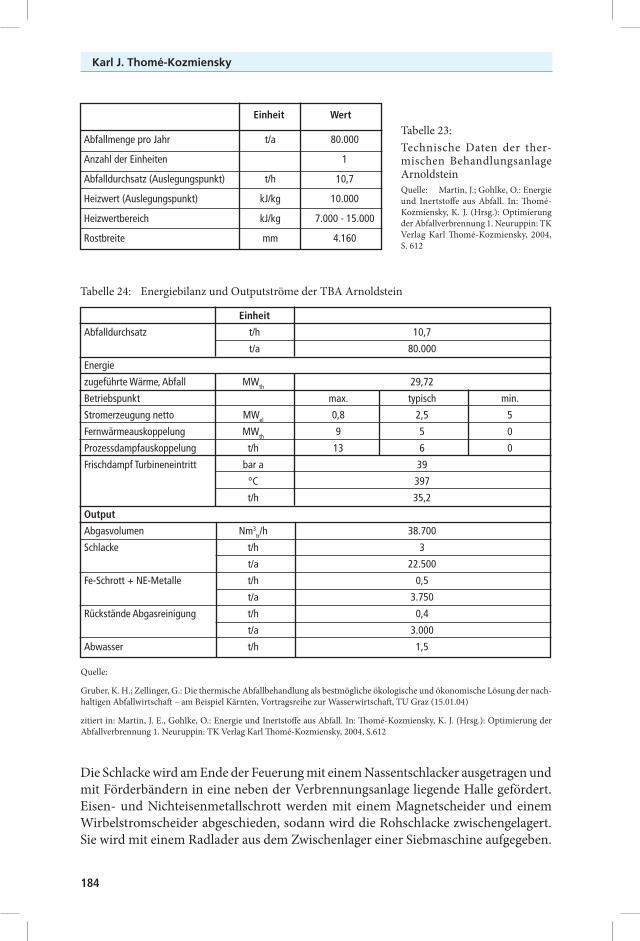
Die wesentlichen technischen Daten der TBA Arnoldstein sind in Tabelle 23 dargestellt, die Energiebilanz und die Outputströme in Tabelle 24.
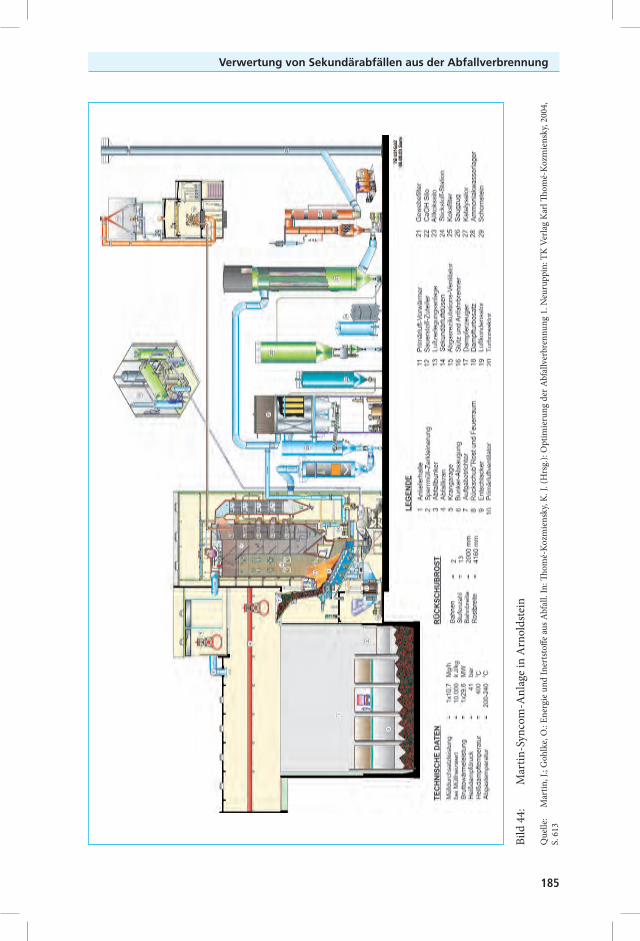
Die Komponenten dieser Anlage sind im Längsschnitt in Bild 44 dargestellt. Die Anlage besteht aus den Hauptkomponenten Rückschubrostfeuerung, Luftzerlegungsanlage, Vier-Zug-Vertikalkessel, Wirbelschicht-Adsorptionsreaktor, Gewebefilter, Herdofen-koks-Festbettfilter, Saugzug, SCR-DeNOx-Anlage, Kamin, Turbine und Generator.
Die Anlage ist für eine Fernwärmeauskopplung bis 9 MWth, Prozessdampfauskopplung bis 13 t/h sowie Stromerzeugung von 0,8 bis 5 MWel ausgelegt.
Syncom-Plus-Komponenten
Die zusätzlichen Syncom-Plus-Komponenten – nassmechanische Schlackeaufbereitung, Rückführung der Schlacke-Feinfraktion und Rückführung der Flugasche – sind bei der Anlage in Arnoldstein nicht realisiert. Im Folgenden werden diese Komponenten für den Einsatz in zukünftigen großtechnischen Syncom-Plus-Anlagen beispielhaft beschrieben (Bild 45). Dieses Konzept beruht auf Erfahrungen, die mit den Versuchs-anlagen in Coburg, Yokohama und Clausthal-Zellerfeld gewonnen wurden. Auch andere Varianten können eingesetzt werden.
Bild 43:
Aufbereitungs- und Rück-führungsaggregate an der Syncom-Plus-Versuchsanlage in YokohamaQuelle: Martin, J. J. E.; Gohlke, O.: Energie und Inertstoffe aus Abfall – Integration von Schlackeaufbe-reitung und Flugascheentsorgung in den Verbrennungsprozess –. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung, Band 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 611
Karl J. Thomé-Kozmiensky
184
Tabelle 24: Energiebilanz und Outputströme der TBA Arnoldstein
Einheit
Abfalldurchsatz t/h 10,7
t/a 80.000
Energie
zugeführte Wärme, Abfall MWth 29,72
Betriebspunkt max. typisch min.
Stromerzeugung netto MWel 0,8 2,5 5
Fernwärmeauskoppelung MWth 9 5 0
Prozessdampfauskoppelung t/h 13 6 0
Frischdampf Turbineneintritt bar a 39
°C 397
t/h 35,2
Output
Abgasvolumen Nm3tr/h 38.700
Schlacke t/h 3
t/a 22.500
Fe-Schrott+NE-Metalle t/h 0,5
t/a 3.750
Rückstände Abgasreinigung t/h 0,4
t/a 3.000
Abwasser t/h 1,5
Einheit Wert
Abfallmenge pro Jahr t/a 80.000
AnzahlderEinheiten 1
Abfalldurchsatz(Auslegungspunkt) t/h 10,7
Heizwert(Auslegungspunkt) kJ/kg 10.000
Heizwertbereich kJ/kg 7.000 - 15.000
Rostbreite mm 4.160
Tabelle 23:Technische Daten der ther-mischen Behandlungsanlage ArnoldsteinQuelle: Martin, J.; Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 612
Die Schlacke wird am Ende der Feuerung mit einem Nassentschlacker ausgetragen und mit Förderbändern in eine neben der Verbrennungsanlage liegende Halle gefördert. Eisen- und Nichteisenmetallschrott werden mit einem Magnetscheider und einem Wirbelstromscheider abgeschieden, sodann wird die Rohschlacke zwischengelagert. Sie wird mit einem Radlader aus dem Zwischenlager einer Siebmaschine aufgegeben.
Quelle:
Gruber, K. H.; Zellinger, G.: Die thermische Abfallbehandlung als bestmögliche ökologische und ökonomische Lösung der nach-haltigen Abfallwirtschaft – am Beispiel Kärnten, Vortragsreihe zur Wasserwirtschaft, TU Graz (15.01.04)
zitiert in: Martin, J. E., Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S.612
185
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Bild
44:
M
artin
-Syn
com
-Anl
age
in A
rnol
dste
in
Que
lle:
Mar
tin, J
.; G
ohlk
e, O
.: En
ergi
e un
d In
erts
toffe
aus
Abf
all.
In: Th
omé-
Kozm
iens
ky, K
. J. (
Hrs
g.):
Opt
imie
rung
der
Abf
allv
erbr
ennu
ng 1
. Neu
rupp
in: T
K V
erla
g K
arl Th
omé-
Kozm
iens
ky, 2
004,
S.
613
Karl J. Thomé-Kozmiensky
186
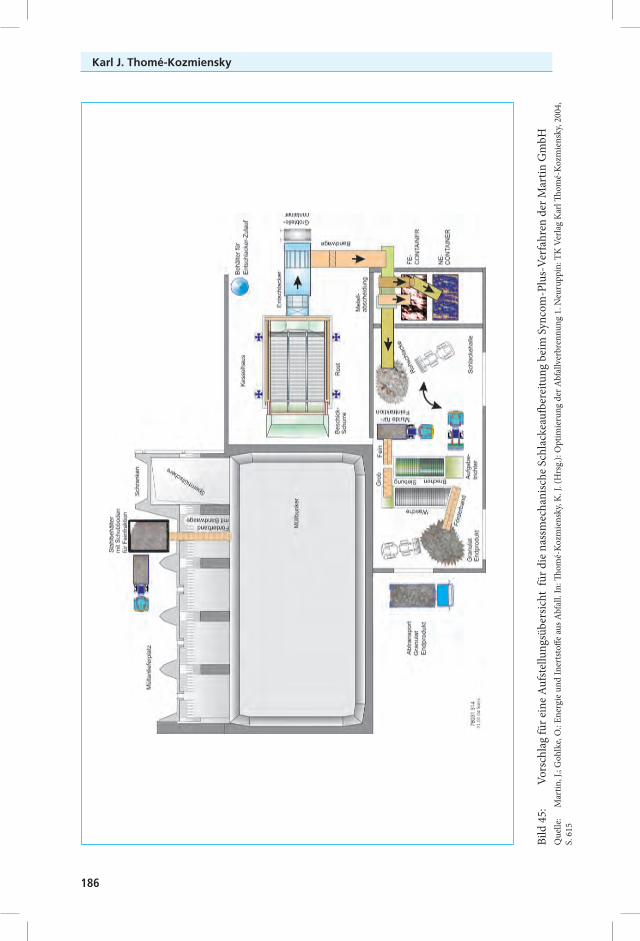
Bild
45:
Vo
rsch
lag
für e
ine
Aufs
tellu
ngsü
bers
icht
für
die
nas
smec
hani
sche
Sch
lack
eaufb
erei
tung
bei
m S
ynco
m-P
lus-
Verf
ahre
n de
r Mar
tin G
mbH
Que
lle:
Mar
tin, J
.; G
ohlk
e, O
.: En
ergi
e un
d In
erts
toffe
aus
Abf
all.
In: Th
omé-
Kozm
iens
ky, K
. J. (
Hrs
g.):
Opt
imie
rung
der
Abf
allv
erbr
ennu
ng 1
. Neu
rupp
in: T
K V
erla
g K
arl Th
omé-
Kozm
iens
ky, 2
004,
S.
615
187
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Die Feinfraktion wird in eine Mulde gefördert und einem vor dem Anliefertor des Abfallbunkers aufgestellten Stahlbehälter mit Schubboden zugeführt. Aus diesem wird die Schlackefeinfraktion kontinuierlich mit einem Förderband in den Abfallbunker gefördert. Das Förderband ist für die Dosierung und Registrierung mit einer Waage ausgerüstet.Die Grobfraktion wird über ein weiteres Förderband dem Waschaggregat zugeführt. Das dabei entstehende Abwasser wird in einen Behälter im Kesselhaus gepumpt, der als Vorlage für das Nachfüllen des Entschlackers dient. Die Wasserverluste des Ent-schlackers werden kontinuierlich ersetzt. Das gewaschene Granulat-Endprodukt wird in der Produkthalle zwischengelagert und mit Radladern zum Abtransport verladen.
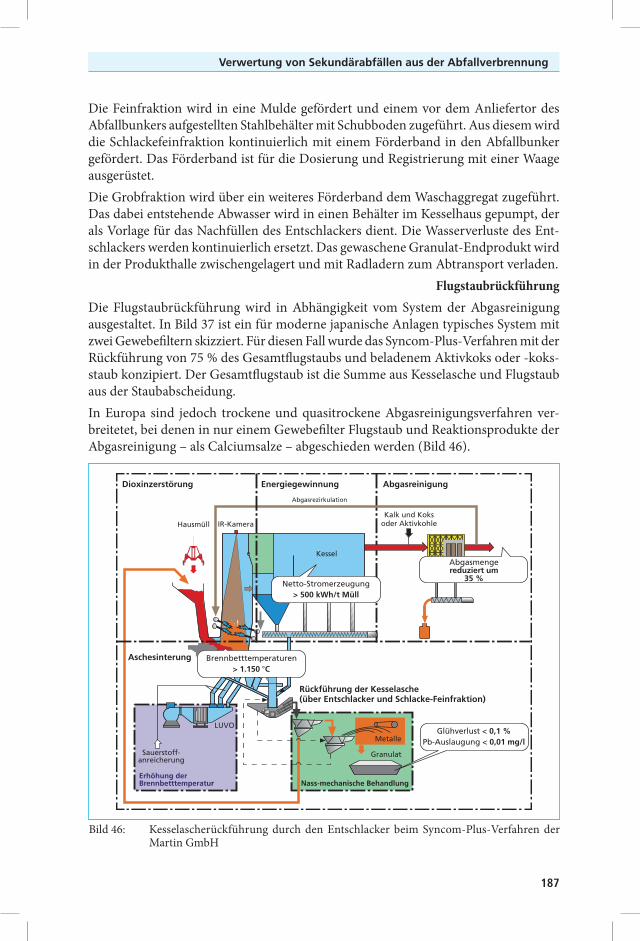
FlugstaubrückführungDie Flugstaubrückführung wird in Abhängigkeit vom System der Abgasreinigung ausgestaltet. In Bild 37 ist ein für moderne japanische Anlagen typisches System mit zwei Gewebefiltern skizziert. Für diesen Fall wurde das Syncom-Plus-Verfahren mit der Rückführung von 75 % des Gesamtflugstaubs und beladenem Aktivkoks oder -koks-staub konzipiert. Der Gesamtflugstaub ist die Summe aus Kesselasche und Flugstaub aus der Staubabscheidung.In Europa sind jedoch trockene und quasitrockene Abgasreinigungsverfahren ver-breitetet, bei denen in nur einem Gewebefilter Flugstaub und Reaktionsprodukte der Abgasreinigung – als Calciumsalze – abgeschieden werden (Bild 46).
Rückführung der Kesselasche(über Entschlacker und Schlacke-Feinfraktion)
Nass-mechanische Behandlung
Kessel
Glühverlust < 0,1 %Pb-Auslaugung < 0,01 mg/l
Abgasmengereduziert um
35 %
Kalk und Koksoder Aktivkohle
Dioxinzerstörung Energiegewinnung Abgasreinigung
Aschesinterung
LUVO
Sauerstoff-anreicherung
Erhöhung derBrennbetttemperatur
Brennbetttemperaturen> 1.150 °C
IR-Kamera
Abgasrezirkulation
Hausmüll
Netto-Stromerzeugung> 500 kWh/t Müll
Granulat
Metalle
Bild 46: Kesselascherückführung durch den Entschlacker beim Syncom-Plus-Verfahren der Martin GmbH
Karl J. Thomé-Kozmiensky
188
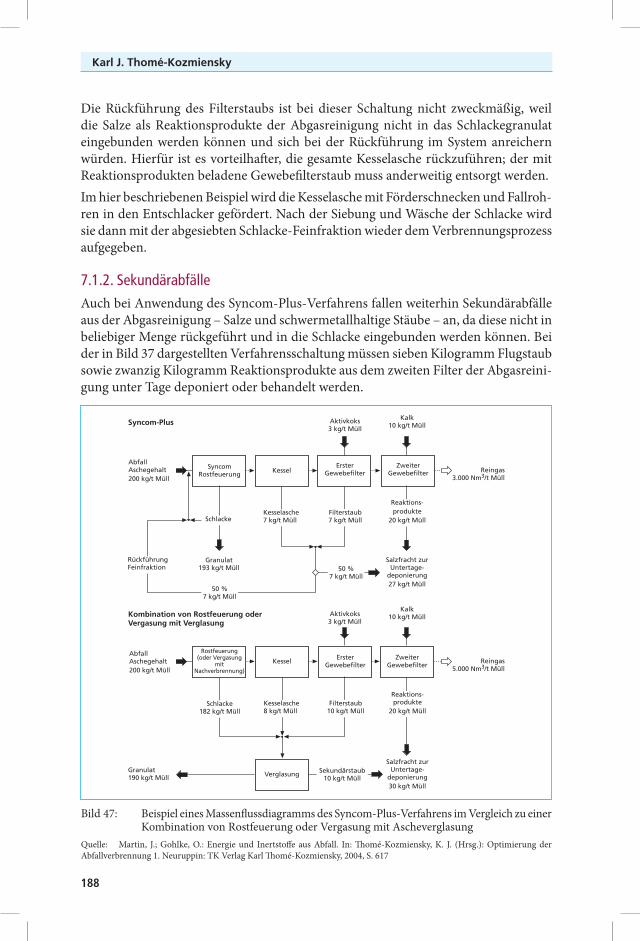
Bild 47: Beispiel eines Massenflussdiagramms des Syncom-Plus-Verfahrens im Vergleich zu einer Kombination von Rostfeuerung oder Vergasung mit Ascheverglasung
Quelle: Martin, J.; Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 617
AbfallAschegehalt200 kg/t Müll
SyncomRostfeuerung
Kessel
Aktivkoks3 kg/t Müll
Kalk10 kg/t Müll
Kalk10 kg/t Müll
ErsterGewebefilter
ZweiterGewebefilter Reingas
3.000 Nm3/t Müll
Salzfracht zurUntertage-
deponierung27 kg/t Müll
RückführungFeinfraktion
Granulat193 kg/t Müll
50 %7 kg/t Müll
Kombination von Rostfeuerung oderVergasung mit Verglasung
AbfallAschegehalt200 kg/t Müll
Rostfeuerung(oder Vergasung
mit Nachverbrennung)
Kessel
Aktivkoks3 kg/t Müll
ErsterGewebefilter
ZweiterGewebefilter
Verglasung
Salzfracht zurUntertage-
deponierung30 kg/t Müll
Reingas5.000 Nm3/t Müll
Syncom-Plus
50 %7 kg/t Müll
Granulat190 kg/t Müll
Kesselasche7 kg/t Müll
Filterstaub7 kg/t Müll
Reaktions-produkte
20 kg/t MüllSchlacke
Schlacke182 kg/t Müll
Kesselasche8 kg/t Müll
Filterstaub10 kg/t Müll
Reaktions-produkte
20 kg/t Müll
Sekundärstaub10 kg/t Müll
Die Rückführung des Filterstaubs ist bei dieser Schaltung nicht zweckmäßig, weil die Salze als Reaktionsprodukte der Abgasreinigung nicht in das Schlackegranulat eingebunden werden können und sich bei der Rückführung im System anreichern würden. Hierfür ist es vorteilhafter, die gesamte Kesselasche rückzuführen; der mit Reaktionsprodukten beladene Gewebefilterstaub muss anderweitig entsorgt werden.Im hier beschriebenen Beispiel wird die Kesselasche mit Förderschnecken und Fallroh-ren in den Entschlacker gefördert. Nach der Siebung und Wäsche der Schlacke wird sie dann mit der abgesiebten Schlacke-Feinfraktion wieder dem Verbrennungsprozess aufgegeben.
7.1.2. SekundärabfälleAuch bei Anwendung des Syncom-Plus-Verfahrens fallen weiterhin Sekundärabfälle aus der Abgasreinigung – Salze und schwermetallhaltige Stäube – an, da diese nicht in beliebiger Menge rückgeführt und in die Schlacke eingebunden werden können. Bei der in Bild 37 dargestellten Verfahrensschaltung müssen sieben Kilogramm Flugstaub sowie zwanzig Kilogramm Reaktionsprodukte aus dem zweiten Filter der Abgasreini-gung unter Tage deponiert oder behandelt werden.
189
Verwertung von Sekundärabfällen aus der Abfallverbrennung
In Bild 47 wird das Syncom-Plus-Verfahren der Kombination einer Rostfeuerung oder Vergasung mit Flugstaubverglasung gegenübergestellt. Diese Darstellung beruht auf japanischen Erfahrungswerten und verdeutlicht beispielhaft die Zusammenhän-ge. Die tatsächlichen Massen variieren in Abhängigkeit vom Verfahren und von der Abfallzusammensetzung.
Quellen[1] Chandler, A.; Eighmy, T.; Hartlen, J.; Hjelmar, O.; Kosson, D.; Sawell, S.; van der Sloot, H.; Vehlow,
J.: An International perspective on characterisation and management of residues from municipal solid waste incineration. International Ash Working Group. December 1994, S. 25
[2] Gohlke, O.; Busch, M.: Reduction of combustion by-products in WTE plants: O2 enrichment of underfire air in the Martin Syncom process. In: Chemosphere 42 (2001), S. 545-550
[3] Gohlke, O.; Busch, M.; Horn, J.; Martin, J.: Nachhaltige Abfallbehandlung mit dem Syncom-Plus Verfahren. In: Thomé-Kozmiensky (Hrsg.): Optimierungspotential der Abfallverbrennung. Neuruppin: TK Verlag Karl J. Thomé-Kozmiensky, 2003
[4] Gohlke, O.; Busch, M.; Horn, J.; Takuma, M.; Kuranishi, M.; Yanagisawa, Y.: New grate-based waste-to-energy system producing an inert ash granulate. In: Waste Management World, ISSN 1476-1394, Juni 2003, S. 37-46
[5] Gruber, K. H.; Zellinger, G.: Die thermische Abfallbehandlung als bestmögliche ökologische und ökonomische Lösung der nachhaltigen Abfallwirtschaft – am Beispiel Kärnten. Vortragsreihe zur Wasserwirtschaft, TU Graz (15.01. 04)
[6] Länder-Arbeitsgemeinschaft Abfall (LAGA): Merkblatt zur Entsorgung von Abfällen aus Ver-brennungsanlagen für Siedlungsabfälle (1994)
[7] Martin, J. E., Gohlke, O.: Energie und Inertstoffe aus Abfall. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 601-619
[8] Meile, E.; Schreiner, R.: Gezielte Prozessbeeinflussung durch Aufschaltung einer Infrarotkamera am Beispiel der MVA Wintherthur. In: Entsorgungspraxis 5 (2000), S. 26-31
[9] Schmidt, I.: Ökoeffiziente Restmüllentsorgung – MBA oder MVA? In: Thomé-Kozmiensky, K. J. (Hrsg.): Reformbedarf in der Abfallwirtschaft. Neuruppin: TK Verlag Karl J. Thomé- Kozmiensky, 2001
Rechtsnormen[10] Directive on the landfilling of waste, EU/2003/33/EC, Commission of the European Commu-
nities[11] Klärschlammverordnung (Verordnung über die Entsorgung von Klärschlamm – AbfKlärV),
BGBl. I S. 912, § 4 Aufbringungsverbote (15.4.1992) [12] Verordnung über die umweltgerechte Ablagerung von Siedlungsabfällen und über biologische
Abfallbehandlungsanlagen [in Deutschland]. Abfallablagerungsverordnung: (AbfAblV) Bun-desgesetzblatt Teil 1 Nr.10 (2001) S. 305-324
7.2.ExterneSinterungvonFlugstaubU.a. soll mit dem ASH DEC-Verfahren der Flugstaub mit dem Einsatz von Additi-ven bei Temperaturen von etwa 900 °C gesintert werden. Das Verfahren besteht aus Standardaggregaten, die industriell in Misch-, Pelletier- und thermischen Prozessen eingesetzt werden.Das Verfahren wurde in einer Versuchs- und Demonstrationsanlage (Bild 48) in Leoben entwickelt. Nach Angaben der Firma sollte eine industrielle Pilotanlage in Wien in Betrieb genommen werden, dies ist allerdings bislang nicht geschehen.
Karl J. Thomé-Kozmiensky
190
Bild 48: Versuchs- und Demonstrationsanlage nach dem ASH DEC-Verfahren
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 645
Mit dem Verfahren sollen chemische Verbindungen modifiziert werden. Mit kontrol-lierbaren chemischen Reaktionen sollen definierte kritische Elemente – insbesondere Cadmium, Kupfer, Quecksilber, Blei und Zink – in Verbindungen mit niedrigem Verdampfungspunkt überführt werden. Die verbleibenden Elemente sollen in eine chemisch und mechanisch stabile, silikatische Matrix eingebunden werden.Mit dem Prozess soll die Reaktionsfähigkeit der Stoffe reduziert werden.Die Firma nennt mechanische, chemische und thermische Maßnahmen, mit denen sie ihr Ziel erreichen will:• mechanischeMaßnahmen: reaktionsfördernde Aufbereitung der Additive,Mi-
schung von Additiven und Flugasche, Granulation,• chemischeMaßnahmen:reaktionsförderndeundmatrixbildendeRezepturfürAd-
ditive und Mischung,• thermischeMaßnahmen:VerdampfungtoxischerVerbindungenundBildungvon
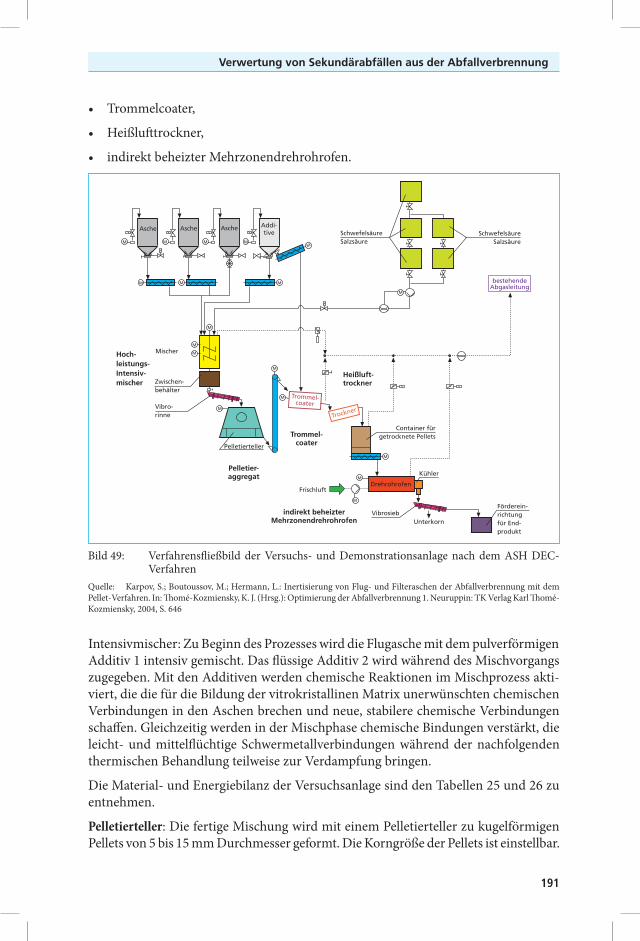
stabilen, glaskeramischen Silicium-Aluminium-Calcium-Matrix.Bild 49 zeigt das Verfahrensfließbild der Versuchs- und Demonstrationsanlage.
Verfahrens- und Aggregatedarstellung
Im Verfahren werden folgende Aggregate verwendet:
• Intensivmischer,
• Pelletierteller,
191
Verwertung von Sekundärabfällen aus der Abfallverbrennung
• Trommelcoater,
• Heißlufttrockner,
• indirektbeheizterMehrzonendrehrohrofen.
M
Mischer
Pelletierteller
M
Drehrohrofen
bestehende Abgasleitung
M
Trommel-coater
Trockner
Zwischen-behälter
Vibro-rinne
Container fürgetrocknete Pellets
Vibrosieb
Kühler
Förderein-richtung für End-produkt
M M M M
Asche
M
Asche Asche Addi-tive
M
M
M
M
SchwefelsäureSalzsäure
M
M
M
M
M
Frischluft
Unterkorn
Pelletier-aggregat
Trommel-coater
Heißluft-trockner
indirekt beheizterMehrzonendrehrohrofen
M
SchwefelsäureSalzsäure
Hoch-leistungs-Intensiv-mischer
Bild 49: Verfahrensfließbild der Versuchs- und Demonstrationsanlage nach dem ASH DEC-Verfahren
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 646
Intensivmischer: Zu Beginn des Prozesses wird die Flugasche mit dem pulverförmigen Additiv 1 intensiv gemischt. Das flüssige Additiv 2 wird während des Mischvorgangs zugegeben. Mit den Additiven werden chemische Reaktionen im Mischprozess akti-viert, die die für die Bildung der vitrokristallinen Matrix unerwünschten chemischen Verbindungen in den Aschen brechen und neue, stabilere chemische Verbindungen schaffen. Gleichzeitig werden in der Mischphase chemische Bindungen verstärkt, die leicht- und mittelflüchtige Schwermetallverbindungen während der nachfolgenden thermischen Behandlung teilweise zur Verdampfung bringen.
Die Material- und Energiebilanz der Versuchsanlage sind den Tabellen 25 und 26 zu entnehmen.
Pelletierteller: Die fertige Mischung wird mit einem Pelletierteller zu kugelförmigen Pellets von 5 bis 15 mm Durchmesser geformt. Die Korngröße der Pellets ist einstellbar.
Karl J. Thomé-Kozmiensky
192
Trommelcoater: Während des Transports zum Trommeltrockner werden die Pellets mit dem pulverförmigen Additiv 1 trocken beschichtet. Die Pellets bilden dadurch eine aus dem Additiv bestehende Außenhaut, die eine Barriere gegen die Auslaugung bildet und das Zusammenbacken der Pellets während des thermischen Prozesses verhindern soll.
Heißlufttrockner: Zur Vortrocknung der Pellets wird ein Heißlufttrockner eingesetzt, damit im Drehrohrofen nur wenig Frischluft eingesetzt werden muss. Mit auf 140 °C aufgewärmter Luft werden die Pellets von mehr als zwanzig Prozent Wassergehalt auf etwa drei Prozent getrocknet. Eingesetzt wird ein Bandtrockner, damit die Pellets nicht zu stark mechanisch beansprucht werden.
Einheit Menge
Auslegung Bandbreite
eintretende Stoffströme
Flugasche t/h 1 max. 1,3
Additiv 1 kg/h 200 max. 300
Additiv 2 l/h 300 max. 400
austretende Stoffströme
Pellets1 t/h 1,4 max. 1,6
1 Entsorgung: Inertstoff- oder Reststoffdeponie
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 647
Energieverbrauch Energieträger Menge
Einheit Auslegung Verbrauch
Nebenaggregate Strom, kWh 500 300
Trockner Dampf, kg/h 580 500
Drehrohrofen Strom, kWh 800 500
Quelle: Karpov, S.; Boutoussov, M.; Her-mann, L.: Inertisierung von Flug- und Fil-teraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallver-brennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 648
Bild 50:
Flugasche-PelletsQuelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 649
Tabelle 25: Materialbilanz der Versuchs- und Demonstrations-anlage nach dem ASH DEC-Verfahren
Tabelle 26: Energiebilanz der Versuchs- und Demonstrationsan-lage nach dem ASH DEC-Verfahren
193
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Indirekt beheizter Mehrzonendrehrohrofen: Die getrockneten Pellets (Bild 50) werden in den Drehrohrofen eingebracht, wo sie in drei unabhängig und kontrolliert beheizten Zonen mit Temperaturen von 750 bis 950 °C etwa sechzig Minuten thermisch behan-delt werden. Im Drehrohr bildet und verfestigt sich die glaskeramische Matrix, in der die verbliebenen toxischen Stoffe nach Angaben des Verfahrensanbieters dauerhaft auslaugungssicher eingebunden sind.
Chemische Zusammensetzung des Verfahrensinput und -output
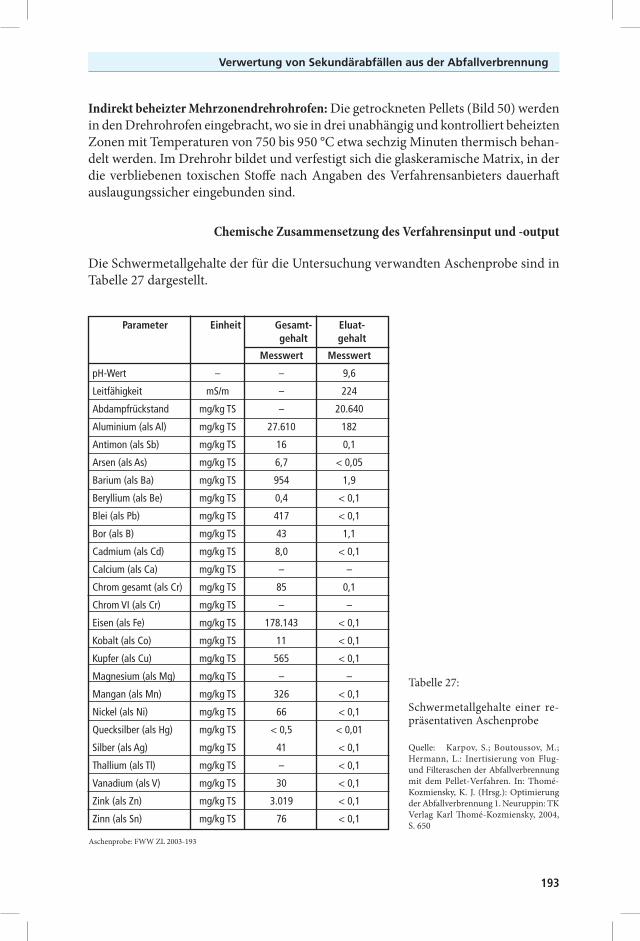
Die Schwermetallgehalte der für die Untersuchung verwandten Aschenprobe sind in Tabelle 27 dargestellt.
Parameter Einheit Gesamt- Eluat- gehalt gehalt
Messwert Messwert
pH-Wert – – 9,6
Leitfähigkeit mS/m – 224
Abdampfrückstand mg/kg TS – 20.640
Aluminium(alsAl) mg/kgTS 27.610 182
Antimon(alsSb) mg/kgTS 16 0,1
Arsen(alsAs) mg/kgTS 6,7 <0,05
Barium(alsBa) mg/kgTS 954 1,9
Beryllium(alsBe) mg/kgTS 0,4 <0,1
Blei(alsPb) mg/kgTS 417 <0,1
Bor(alsB) mg/kgTS 43 1,1
Cadmium(alsCd) mg/kgTS 8,0 <0,1
Calcium(alsCa) mg/kgTS – –
Chromgesamt(alsCr) mg/kgTS 85 0,1
ChromVI(alsCr) mg/kgTS – –
Eisen(alsFe) mg/kgTS 178.143 <0,1
Kobalt(alsCo) mg/kgTS 11 <0,1
Kupfer(alsCu) mg/kgTS 565 <0,1
Magnesium(alsMg) mg/kgTS – –
Mangan(alsMn) mg/kgTS 326 <0,1
Nickel(alsNi) mg/kgTS 66 <0,1
Quecksilber(alsHg) mg/kgTS <0,5 <0,01
Silber(alsAg) mg/kgTS 41 <0,1
Thallium(alsTl) mg/kgTS – <0,1
Vanadium(alsV) mg/kgTS 30 <0,1
Zink(alsZn) mg/kgTS 3.019 <0,1
Zinn (alsSn) mg/kgTS 76 <0,1
Aschenprobe: FWW ZL 2003-193
Tabelle 27:
Schwermetallgehalte einer re-präsentativen Aschenprobe
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 650
Karl J. Thomé-Kozmiensky
194
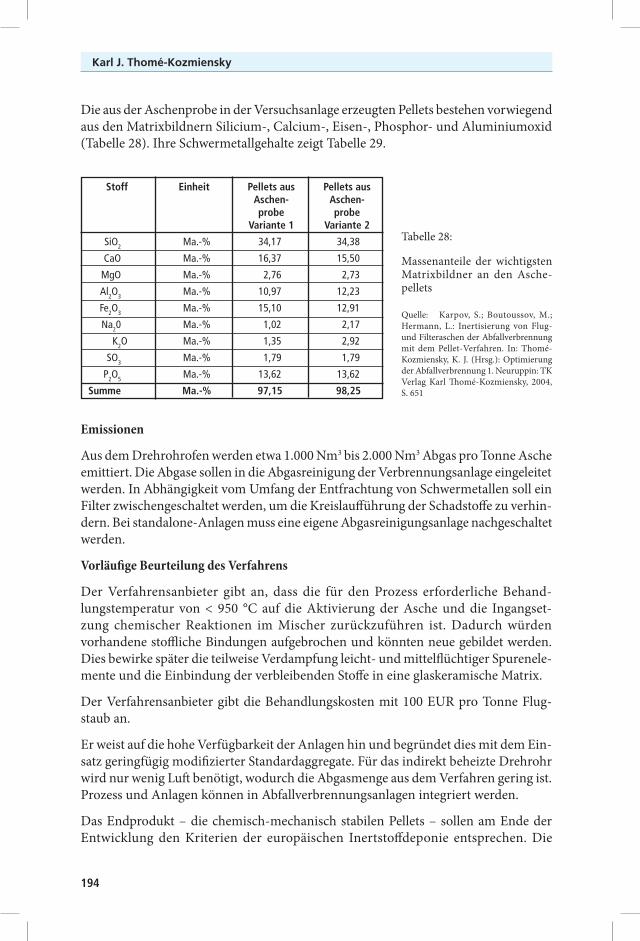
Die aus der Aschenprobe in der Versuchsanlage erzeugten Pellets bestehen vorwiegend aus den Matrixbildnern Silicium-, Calcium-, Eisen-, Phosphor- und Aluminiumoxid (Tabelle 28). Ihre Schwermetallgehalte zeigt Tabelle 29.
Emissionen
Aus dem Drehrohrofen werden etwa 1.000 Nm3 bis 2.000 Nm3 Abgas pro Tonne Asche emittiert. Die Abgase sollen in die Abgasreinigung der Verbrennungsanlage eingeleitet werden. In Abhängigkeit vom Umfang der Entfrachtung von Schwermetallen soll ein Filter zwischengeschaltet werden, um die Kreislaufführung der Schadstoffe zu verhin-dern. Bei standalone-Anlagen muss eine eigene Abgasreinigungsanlage nachgeschaltet werden.
Vorläufige Beurteilung des Verfahrens
Der Verfahrensanbieter gibt an, dass die für den Prozess erforderliche Behand-lungstemperatur von < 950 °C auf die Aktivierung der Asche und die Ingangset-zung chemischer Reaktionen im Mischer zurückzuführen ist. Dadurch würden vorhandene stoffliche Bindungen aufgebrochen und könnten neue gebildet werden. Dies bewirke später die teilweise Verdampfung leicht- und mittelflüchtiger Spurenele-mente und die Einbindung der verbleibenden Stoffe in eine glaskeramische Matrix.
Der Verfahrensanbieter gibt die Behandlungskosten mit 100 EUR pro Tonne Flug-staub an.
Er weist auf die hohe Verfügbarkeit der Anlagen hin und begründet dies mit dem Ein-satz geringfügig modifizierter Standardaggregate. Für das indirekt beheizte Drehrohr wird nur wenig Luft benötigt, wodurch die Abgasmenge aus dem Verfahren gering ist. Prozess und Anlagen können in Abfallverbrennungsanlagen integriert werden.
Das Endprodukt – die chemisch-mechanisch stabilen Pellets – sollen am Ende der Entwicklung den Kriterien der europäischen Inertstoffdeponie entsprechen. Die
Stoff Einheit Pellets aus Pellets aus Aschen- Aschen- probe probe Variante 1 Variante 2
SiO2 Ma.-% 34,17 34,38
CaO Ma.-% 16,37 15,50
MgO Ma.-% 2,76 2,73
Al2O3 Ma.-% 10,97 12,23
Fe2O3 Ma.-% 15,10 12,91
Na20 Ma.-% 1,02 2,17
K2O Ma.-% 1,35 2,92
SO3 Ma.-% 1,79 1,79
P2O5 Ma.-% 13,62 13,62
Summe Ma.-% 97,15 98,25
Tabelle 28:
Massenanteile der wichtigsten Matrixbildner an den Asche-pellets
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 651
195
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Entwicklungsarbeiten zielen insbesondere auf die Verbesserung der glaskeramischen Matrix und damit auf die Verbesserung des Auslaugungsverhaltens ab. Gleichzeitig soll die Verdampfung leicht- und mittelflüchtiger Elemente forciert werden, um den in einzelnen Ländern Europas festgelegten Grenzwerten für Gesamtschadstoffgehalte zu entsprechen.
Wirtschaftlichkeit
Anlagenkapazität
Die Anlagenkapazität ist grundsätzlich frei wählbar, sollte nach Meinung des Verfah-rensanbieters jedoch im Falle von unabhängig betriebenen Anlagen nicht unter 1 t/h liegen. Die Pilotanlage wird auf 1 t/h ausgelegt. Im Fall von Anlagen, die direkt an die Verbrennungsanlage angeschlossen sind und daher kein eigenes Personal benötigen, kann die Kapazität auch darunter liegen.
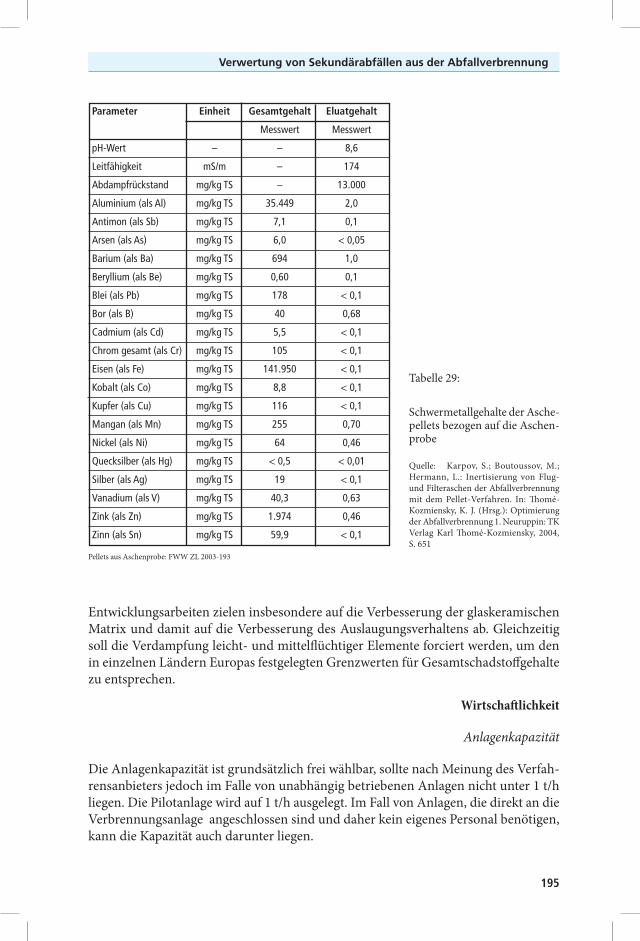
Parameter Einheit Gesamtgehalt Eluatgehalt
Messwert Messwert
pH-Wert – – 8,6
Leitfähigkeit mS/m – 174
Abdampfrückstand mg/kg TS – 13.000
Aluminium(alsAl) mg/kgTS 35.449 2,0
Antimon(alsSb) mg/kgTS 7,1 0,1
Arsen(alsAs) mg/kgTS 6,0 <0,05
Barium(alsBa) mg/kgTS 694 1,0
Beryllium(alsBe) mg/kgTS 0,60 0,1
Blei(alsPb) mg/kgTS 178 <0,1
Bor(alsB) mg/kgTS 40 0,68
Cadmium(alsCd) mg/kgTS 5,5 <0,1
Chromgesamt(alsCr) mg/kgTS 105 <0,1
Eisen(alsFe) mg/kgTS 141.950 <0,1
Kobalt(alsCo) mg/kgTS 8,8 <0,1
Kupfer(alsCu) mg/kgTS 116 <0,1
Mangan(alsMn) mg/kgTS 255 0,70
Nickel(alsNi) mg/kgTS 64 0,46
Quecksilber(alsHg) mg/kgTS <0,5 <0,01
Silber(alsAg) mg/kgTS 19 <0,1
Vanadium(alsV) mg/kgTS 40,3 0,63
Zink(alsZn) mg/kgTS 1.974 0,46
Zinn(alsSn) mg/kgTS 59,9 <0,1
Pellets aus Aschenprobe: FWW ZL 2003-193
Tabelle 29:
Schwermetallgehalte der Asche-pellets bezogen auf die Aschen-probe
Quelle: Karpov, S.; Boutoussov, M.; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfallverbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 651
Karl J. Thomé-Kozmiensky
196
Verfügbarkeit
Die Verfügbarkeit der Anlage soll bei 7.000 bis 7.500 Stunden pro Jahr liegen. Anla-genbauteile, die in kurzen Intervallen erneuert werden müssen, sollen nicht verwendet werden.
Kapitaleinsatz
Für den Erwerb einer Anlage mit 1 t/h Kapazität sollen etwa 2.500.000 EUR notwendig sein.
Platzbedarf
Für die Pilotanlage wird eine Grundfläche von etwa 150 m2 bei einer lichten Höhe von etwa 10 m benötigt.
Kosten für Betriebsmittel
In der Pilotanlage fallen pro Tonne Asche Kosten von etwa 46 EUR für Energie (Strom und Dampf), 5 EUR für die Abgasreinigung und etwa 5 EUR für Wartung und Er-satzteile an.
Die Additive basieren auf natürlichen und chemischen Rohstoffen, die vom Verfahrens-anbieter aufbereitet werden. Die Kosten der Additive betragen etwa 10 EUR/t Asche.
Personalbedarf
Die Anlage soll auf vollautomatischen Betrieb und die Überwachung durch je einen Mitarbeiter pro Schicht ausgelegt werden. Im Fall der Integration in eine Verbrennungs-anlage wird eigenes Personal nicht benötigt. An die Qualifikation des Aufsichtspersonals werden keine besonderen Anforderungen gestellt.
Entsorgungskosten und Erlöse für Reststoffe
Das Verfahren ist darauf ausgelegt, dass keine behandlungsbedürftigen Tertiärabfälle entstehen und sämtliche Spurenelemente dauerhaft in die glaskeramische Matrix ein-gebunden werden. Die Qualität der Pellets hänge von den Gesamtgehalten der Aschen und der jeweiligen Deponieverordnung ab. Wenn der Gesetzgeber die Toxizität eines Produkts primär nach dem Auslaugungsverhalten beurteile, sollte nach Meinung des Verfahrensanbieters für die Mehrzahl der Flugstäube die Inertstoffqualität und damit die kostengünstigste Ablagerung erreicht werden.
In Ländern, in denen der Gesetzgeber die Reststoffqualität nicht nur nach dem Aus-laugungsverhalten, sondern auch nach den toxischen Gesamtgehalten beurteilt, ist es vorteilhaft, einen möglichst hohen Anteil der Schadstoffe durch Verdampfung abzutrennen und in einer kleinen Menge eines Schadstoffkonzentrats (vor allem

197
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Cadmium, Blei, Kupfer und Zink) zu konzentrieren. Die Abtrennung und Rückführung dieses Konzentrats in den Wirtschaftskreislauf solle in den nächsten Jahren untersucht werden. Bis zur Verfügbarkeit von wirtschaftlich vertretbaren Verfahren könne das Konzentrat unter Tage deponiert oder eingeschmolzen werden. Nach Abschluss der Entwicklungsarbeiten sollen die Pellets auch in diesen Ländern die Inertstoffqualität erreichen. Die Kosten für die Ablagerung oder Behandlung des Konzentrats würden wegen der geringen Masse des Reststoffs nicht wesentlich ins Gewicht fallen.
Unter der Voraussetzung, dass die Inertstoffqualität entsprechend den gesetzlichen Vorgaben erreicht wird, sei die Verwertung der Pellets als Füllmaterial im Kanal- oder Straßenbau interessant. Wirtschaftlich interessant sei vor allem die Einsparung von Deponiekosten.
Amortisation
Unter günstigen Voraussetzungen – Anbindung der Aschenbehandlungsanlage an eine Verbrennungsanlage und Pellets in Baurestmassenqualität – könne sich die Anlage bereits nach wenig mehr als drei Jahren amortisieren. Auch unter ungünstigen Rahmen-bedingungen könne eine Amortisationszeit von fünf Jahren nicht überschritten werden.
Zusammenfassung
Das Verfahren stellt nach Meinung des Verfahrensanbieters eine kostengünstige Al-ternative zu Schmelzverfahren dar. Je nach Standort und der erreichten Qualität der Pellets ständen die Verfahrenskosten im Wettbewerb mit Untertagedeponien.
Unter der Voraussetzung, dass die mit der Pilotanlage angestrebten Ziele erreicht wer-den, stellt das Verfahren eine Alternative im Bereich der Mitteltemperaturbehandlung von Flugstaub dar.
Quellen
[1] Chambaz, D.; Huter, Ch.; Bollinger, D.; Steiner, P.: Die Rückstände der Verbrennung, Flugaschen und Filterkuchen. Bundesamt für Umwelt, Wald und Landwirtschaft, Bern 1998
[2] Dehoust, G.; Stahl, H.; Küppers, P. (Öko-Institut e.V., Darmstadt): Stellungnahme zum Entwurf der Verordnung über Deponien und Langzeitlager. November 2001
[3] Karpov, S.; Boutoussov, M; Hermann, L.: Inertisierung von Flug- und Filteraschen der Abfall-verbrennung mit dem Pellet-Verfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S.643-656
[4] Perret, D.; Stille, P.; Shields, G.; Crovisier, J.L.; Mäder, U.: Long Term Stability of HT Material. Bundesamt für Umwelt, Wald und Landwirtschaft, Bern 2000
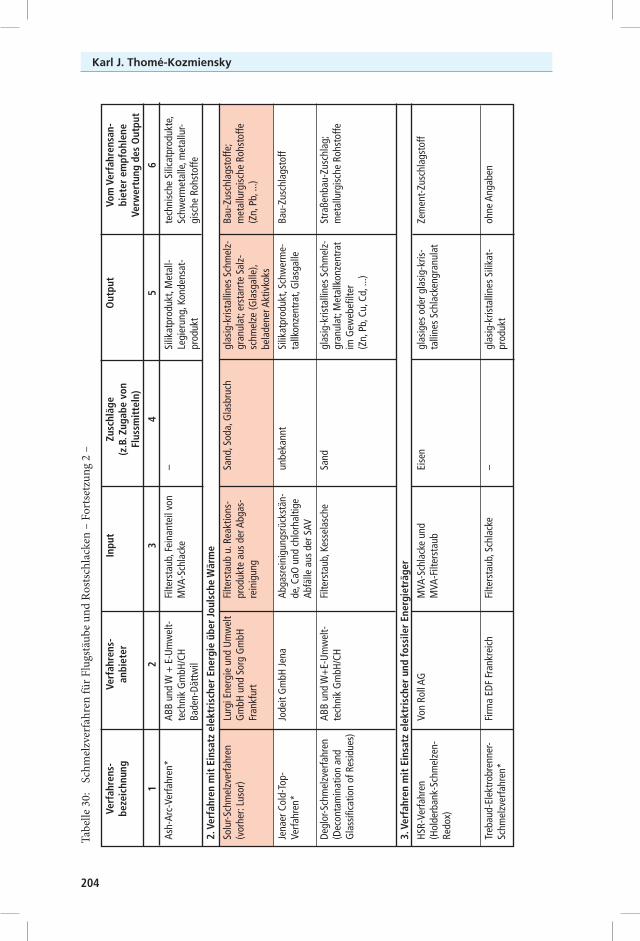
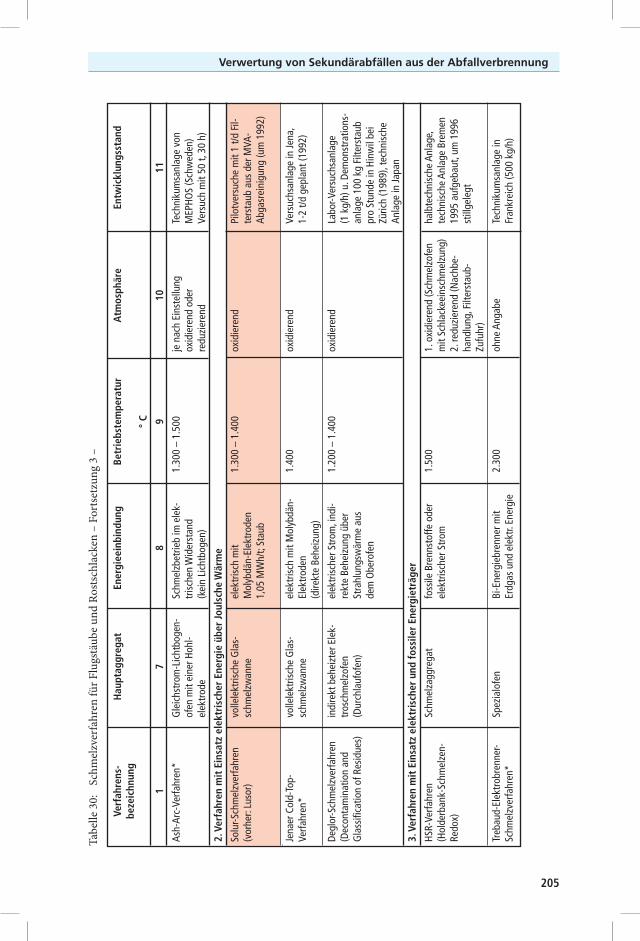
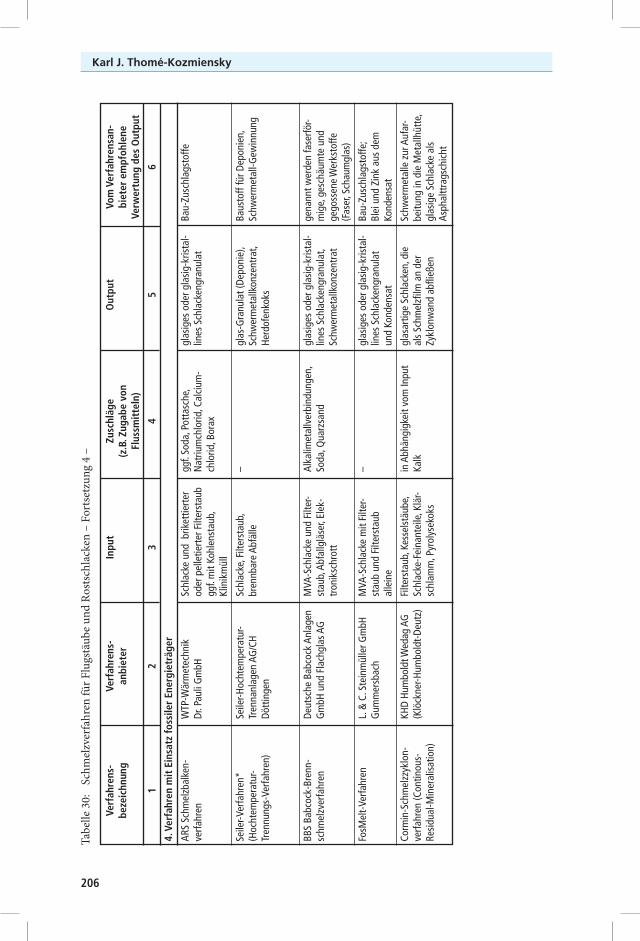
8. Schmelzverfahren
Die nicht brennbaren Bestandteile des Abfalls sind hauptsächlich Verbindungen der Elemente Silicium und Aluminium sowie Eisen, Calcium, Magnesium und Alkalien (Kalium, Natrium). Während diese Stoffe z.B. in der Kohle aus natürlichen Silikaten
Karl J. Thomé-Kozmiensky
198
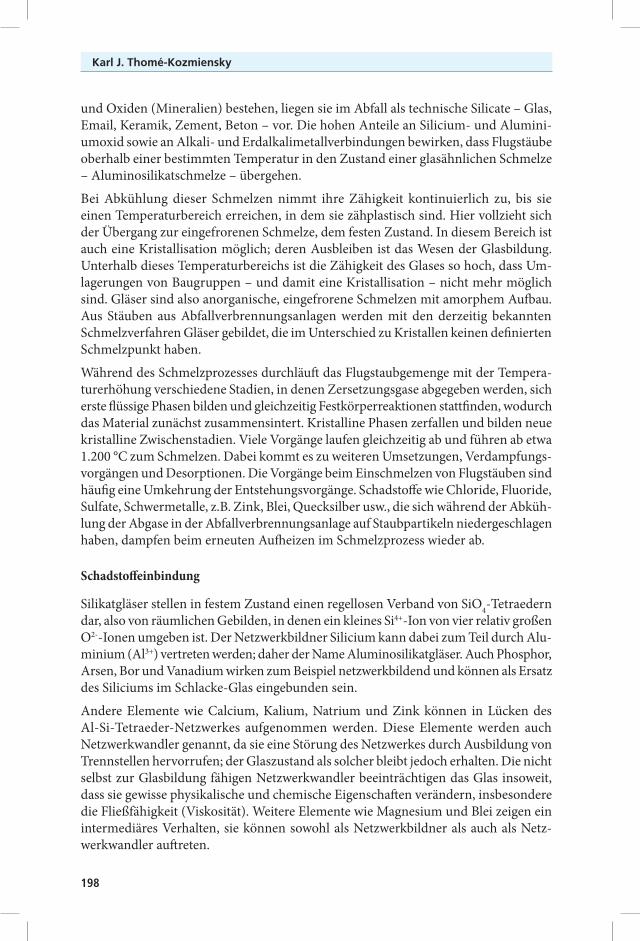
und Oxiden (Mineralien) bestehen, liegen sie im Abfall als technische Silicate – Glas, Email, Keramik, Zement, Beton – vor. Die hohen Anteile an Silicium- und Alumini-umoxid sowie an Alkali- und Erdalkalimetallverbindungen bewirken, dass Flugstäube oberhalb einer bestimmten Temperatur in den Zustand einer glasähnlichen Schmelze – Aluminosilikatschmelze – übergehen.
Bei Abkühlung dieser Schmelzen nimmt ihre Zähigkeit kontinuierlich zu, bis sie einen Temperaturbereich erreichen, in dem sie zähplastisch sind. Hier vollzieht sich der Übergang zur eingefrorenen Schmelze, dem festen Zustand. In diesem Bereich ist auch eine Kristallisation möglich; deren Ausbleiben ist das Wesen der Glasbildung. Unterhalb dieses Temperaturbereichs ist die Zähigkeit des Glases so hoch, dass Um-lagerungen von Baugruppen – und damit eine Kristallisation – nicht mehr möglich sind. Gläser sind also anorganische, eingefrorene Schmelzen mit amorphem Aufbau. Aus Stäuben aus Abfallverbrennungsanlagen werden mit den derzeitig bekannten Schmelzverfahren Gläser gebildet, die im Unterschied zu Kristallen keinen definierten Schmelzpunkt haben.
Während des Schmelzprozesses durchläuft das Flugstaubgemenge mit der Tempera-turerhöhung verschiedene Stadien, in denen Zersetzungsgase abgegeben werden, sich erste flüssige Phasen bilden und gleichzeitig Festkörperreaktionen stattfinden, wodurch das Material zunächst zusammensintert. Kristalline Phasen zerfallen und bilden neue kristalline Zwischenstadien. Viele Vorgänge laufen gleichzeitig ab und führen ab etwa 1.200 °C zum Schmelzen. Dabei kommt es zu weiteren Umsetzungen, Verdampfungs-vorgängen und Desorptionen. Die Vorgänge beim Einschmelzen von Flugstäuben sind häufig eine Umkehrung der Entstehungsvorgänge. Schadstoffe wie Chloride, Fluoride, Sulfate, Schwermetalle, z.B. Zink, Blei, Quecksilber usw., die sich während der Abküh-lung der Abgase in der Abfallverbrennungsanlage auf Staubpartikeln niedergeschlagen haben, dampfen beim erneuten Aufheizen im Schmelzprozess wieder ab.
Schadstoffeinbindung
Silikatgläser stellen in festem Zustand einen regellosen Verband von SiO4-Tetraedern dar, also von räumlichen Gebilden, in denen ein kleines Si4+-Ion von vier relativ großen O2--Ionen umgeben ist. Der Netzwerkbildner Silicium kann dabei zum Teil durch Alu-minium (Al3+) vertreten werden; daher der Name Aluminosilikatgläser. Auch Phosphor, Arsen, Bor und Vanadium wirken zum Beispiel netzwerkbildend und können als Ersatz des Siliciums im Schlacke-Glas eingebunden sein.
Andere Elemente wie Calcium, Kalium, Natrium und Zink können in Lücken des Al-Si-Tetraeder-Netzwerkes aufgenommen werden. Diese Elemente werden auch Netzwerkwandler genannt, da sie eine Störung des Netzwerkes durch Ausbildung von Trennstellen hervorrufen; der Glaszustand als solcher bleibt jedoch erhalten. Die nicht selbst zur Glasbildung fähigen Netzwerkwandler beeinträchtigen das Glas insoweit, dass sie gewisse physikalische und chemische Eigenschaften verändern, insbesondere die Fließfähigkeit (Viskosität). Weitere Elemente wie Magnesium und Blei zeigen ein intermediäres Verhalten, sie können sowohl als Netzwerkbildner als auch als Netz-werkwandler auftreten.

199
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Die meisten Schmelzverfahren arbeiten unter oxidierenden Bedingungen und haben zum Ziel, möglichst hohe Einbinde- oder Abdampfraten für alle Metalle zu erreichen. Die in der Schmelze verbleibenden Schwermetalle sollen so eingebunden werden, dass sich die Schmelzprodukte in der Umwelt immissionsneutral verhalten. Weder Einbindung noch Abdampfung gelingen vollständig, so dass die Schmelzprodukte weder alle Schwermetalle einbinden, noch schadstofffrei sind. Bislang untersuchte Schmelzprodukte sind nicht so beschaffen, dass sie – z.B. in der Schweiz – als Inertstoffe gelten, da die Absolutgehalte an Schwermetallen, z.B. von Zink, überschritten werden. Andererseits liefern Schmelzgranulate auch bei strengen Auslaugtests gute Eluatwerte. Eine definitive Aussage über die Langzeitsicherheit bei Verwertung und Ablagerung ist nicht möglich, sie wird von Fachleuten angezweifelt und als ein Argument gegen die Einführung von Schmelzverfahren genannt.Einige Verfahren orientieren sich an der Glasherstellung. Zum Beispiel werden zur Herstellung von optischen, chemischen und elektrotechnischen Spezialgläsern fast alle Elemente des Periodensystems verwendet. Allein zum Färben des Glases werden Verbindungen aus Titan, Vanadium, Chrom, Mangan, Eisen, Kobalt, Nickel und Kupfer eingesetzt.
Technische Umsetzung
Erste Versuche zur Schlackenschmelze aus Abfallverbrennungsanlagen in Siemens-Martin- und Schachtöfen wurden bereits am Ende des neunzehnten Jahrhunderts in Berlin durchgeführt. Bis 1934 wird von zwölf Einschmelzverfahren berichtet. Zwi-schenzeitlich sind viele dieser Verfahren in Vergessenheit geraten.Erst die Umweltschutzdiskussion in den siebziger Jahren führte zur erneuten Beschäfti-gung mit diesem Thema. Entwickelt wurden z.B. Hochtemperaturvergasungsverfahren mit flüssigem Schmelzabzug – z.B. Andco-Torrax- und Purox-Verfahren und später das Thermoselect- und das SVZ-Verfahren – sowie ein direkt hinter dem Feuerungsrost angeordnetes Schlackeschmelzverfahren von der Firma Von Roll.Schmelzverfahren können in thermische Abfallbehandlungsverfahren – Verbrennung oder Vergasung – integriert oder unabhängig davon betrieben werden. Die Verfahren, die unabhängig von der Abfallverbrennung betrieben werden, weisen prinzipiell den gleichen Aufbau auf. Der zu behandelnde Sekundärabfall kann in Drehrohren, Glas-schmelzwannen, Flammenkammern, Schmelzzyklonen, Plasmaöfen und Lichtbogen-öfen eingeschmolzen werden. Das schmelzflüssige Produkt wird meist im Wasserbad eines Nassentschlackers abgekühlt und granuliert dabei. Die Schlacke wird ähnlich wie bei der Abfallverbrennung abgezogen.Die Abgase aus dem Schmelzaggregat enthalten Schwermetalle und Salze, die durch gezielte Kühlung auskondensiert oder desublimiert und in einem Filter abgeschieden werden können. Bei einigen Verfahren sollen die abgeschiedenen Konzentrate – Cad-mium-, Blei-, Zink-, Quecksilberverbindungen – aufgearbeitet werden. Die restlichen Abgase werden in der Schmelzanlage in einer eigenen Abgasreinigungsanlage gereinigt oder in die Abgasreinigungsanlage der Abfallverbrennungsanlage rückgeführt.
Karl J. Thomé-Kozmiensky
200
Abfallbehandlungsverfahren mit integrierter Rückstandseinschmelzung werden bei Temperaturen von 1.300 bis 1.700 °C betrieben, so dass die Schlacke schmelzflüssig abfließt. Diese Verfahren wurden in erster Linie zur Behandlung von Abfällen aus Haus-haltungen entwickelt. Eine Ausnahme bildet das Flugstromvergasungsverfahren, das für die Hochtemperaturbehandlung von flüssigen und pastösen Abfällen entwickelt wurde.
Bei der Einschmelzung von Flugstäuben aus Abfallverbrennungsanlagen können in Abhängigkeit vom Verfahren folgende Produkte und tertiäre Abfälle anfallen:
• Fe-undNE-Metalle,
• Steine,Glas,Keramik,
• Schmelzgranulat,
• Zink-Blei-Konzentrat,
• Quecksilber-Konzentrat,
• SalzeausderAbgasreinigung.
Schmelzgranulat ist die massenmäßig größte Rückstandsmenge. Es entsteht bei allen Schmelz- und Verglasungsverfahren und macht bei Einschmelzung von Flugstäuben in Abhängigkeit von der Qualität des Flugstaubs siebzig bis neunzig Prozent der einge-brachten Masse aus. Schmelzgranulate aus Kohlekraftwerken werden zur Substitution natürlicher Zuschlagstoffe in vielen Bereichen eingesetzt, z.B. in
• VerfüllungenausgekiesterGruben,NiveauanpassungimGelände,Schachtverfül-lung im Bergbau;
• hydraulischgebundenenTragschichten,zement-undbitumengebundenenDeck-schichten im Straßen- und Wegebau;
• SandzuschlagfürBetonundBetonwaren;
• Kalksandsteinen aus Granulat, Flugasche undKalk fürWand- undMauerbau,Sandersatz für Mörtel und Putze;
• FlächenfilternundDrainen,PacklageninSportplätzen,Rasentragschichten;
• ZumahlstoffenfürSchamottemörteloderStampfmassenfürIndustrieofenausmau-erungen;
• StrahlmittelnbeimStahl-,Brücken-,Behälter-undSchiffsbau;
• salzfreienWinterstreumitteln.
Die Verwertungsquote des Schmelzkammergranulates aus Kraftwerken beträgt in der Bundesrepublik Deutschland etwa 96 Prozent. Wegen der ähnlichen Eigenschaften des Schmelzgranulates aus Flugstaub aus der Abfallverbrennung wurden ähnlich vielseitige Einsatzgebiete erwartet. Die Verifizierung steht allerdings aus.
201
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Mineralogische Untersuchungen zeigen, dass die Silikatprodukte keineswegs nur in glasiger, sondern auch in kristalliner Form vorliegen können. Phasenzustand und -zusammensetzung bestimmen wesentlich die Eigenschaften der Schmelzprodukte, insbesondere deren Umweltverträglichkeit und Verwertungseignung. Sie lassen sich durch Beeinflussung der beim Schmelzen ablaufenden chemischen Reaktionen und durch Zusätze, z.B. von Glasmehl, in Richtung technische Silikatprodukte verändern.
Schmelzen in reduzierender Atmosphäre
Bei Schmelzverfahren in reduzierender Atmosphäre kann eine von Schwermetallen weitgehend freie Schmelze hergestellt werden. Mit der Schmelze nachgeschalteten Aggregaten könnten Werkstoffe wie Mineralfasern, Zement, Schaumglas, Formglas, Hüttenbims usw. hergestellt werden.
Als Hauptprodukt wird ein silikatisches Schlackeprodukt erzeugt, das die umweltre-levanten Schwermetalle in unterschiedlichen Anteilen – abhängig vom angewandten Verfahren – enthält.
Beim reduzierenden Schmelzen – Schmelzen in Gegenwart von Kohlenstoff – bei Temperaturen von 1.250 bis 1.500 °C verdampfen leichtsiedende Metalle wie Blei, Zink, Cadmium und Quecksilber nach ihrer Reduktion in elementarer Form oder als neue Verbindung. Die Schwermetalle und Schwermetallverbindungen können zur Aufarbeitung und Verwertung aus dem Abgas kondensiert werden. Die ebenfalls verdampfenden Salzanteile der Stäube können z.B. in einer nassen Abgasreinigung abgeschieden werden. Hochsiedende Schwermetalle wie Eisen, Nickel, Chrom und Kupfer verbleiben zunächst in der Schmelze und können durch Dichtetrennung als Sumpfphase von der Restschmelze abgetrennt und metallurgisch aufgearbeitet werden.
Die für den reduzierenden Schmelzprozess notwendige Temperatur reicht aus, um toxische organische Bestandteile – Dioxine, Furane – zu zerstören, ohne jedoch die unbedenklichen Hauptbestandteile Siliciumdioxid, Aluminiumoxid und Calciumoxid zu reduzieren.
Das verbleibende Schmelzprodukt, das massemäßig den größten Anteil der Produkte aus dem reduzierenden Schmelzprozess ausmacht, kann weitgehend schwermetallfrei und voraussichtlich langfristig umweltverträglich gewonnen werden. Die bei anderen Verfahren potentiell noch auslaugbaren Schadstoffe gelangen nicht in das Haupt-produkt. Zielgerichtet kann mit reduzierenden Verfahren der Schwermetallgehalt in den beiden Nebenprodukten Abgaskondensat und Sumpfphase angereichert werden, wodurch die metallurgische Verwertung möglich sein kann.
Mit gezielter Beeinflussung von Betriebsparametern beim Schmelzprozess – z.B. durch Zusätze – können die chemischen Reaktionen auch in Richtung technischer Silikat-produkte beeinflusst werden. Mit der Schmelze nachgeschalteten Aggregaten könnte die Herstellung von Zement, Schaumglas, Formglas, Bims usw. möglich werden. Die Schwermetallfreiheit des Hauptproduktes wäre dafür vorteilhaft.
Karl J. Thomé-Kozmiensky
202
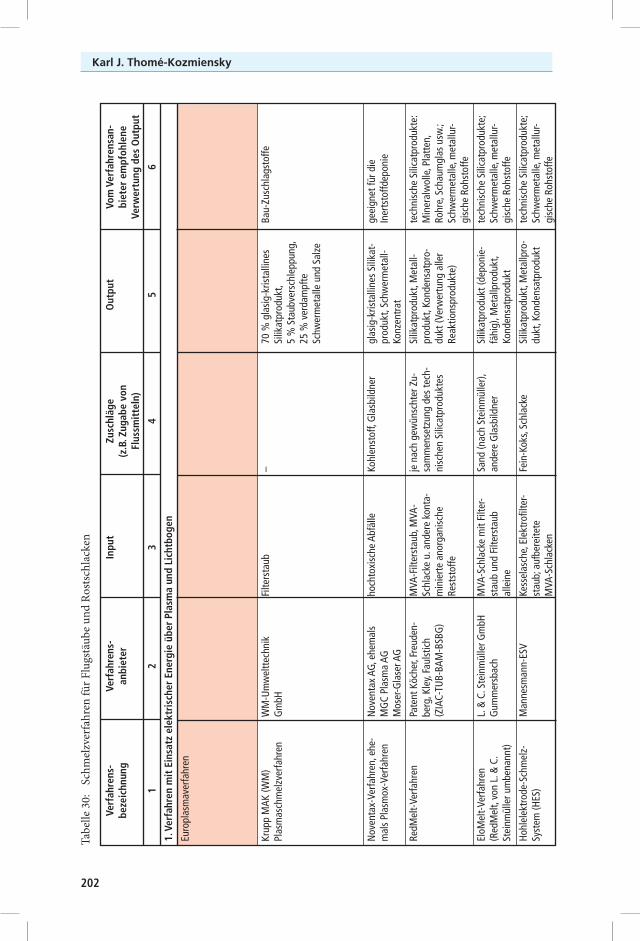
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
Ve
rfah
rens
- Ve
rfah
rens
- In
put
Zusc
hläg
e O
utpu
t Vo
m V
erfa
hren
san-
beze
ichn
ung
anbi
eter
(z.B
. Zug
abe
von
bi
eter
em
pfoh
lene
Fl
ussm
itte
ln)
Ve
rwer
tung
des
Out
put
1
2 3
4 5
6
1. V
erfa
hren
mit
Ein
satz
ele
ktri
sche
r En
ergi
e üb
er P
lasm
a un
d Li
chtb
ogen
Euro
plas
mav
erfa
hren
Kr
upp
MAK
(WM
)W
M-U
mw
eltt
echn
ik
Filte
rsta
ub
–70
%g
lasi
g-kr
ista
lline
sBa
u-Zu
schl
agst
offe
Pl
asm
asch
mel
zver
fahr
en
Gm
bH
Silik
atpr
oduk
t,
5
% S
taub
vers
chle
ppun
g,
25 %
ver
dam
pfte
Sc
hwer
met
alle
und
Sal
ze
Nov
enta
x-Ve
rfahr
en,e
he-
Nov
enta
xAG
,ehe
mal
sho
chto
xisc
heA
bfäl
le
Kohl
enst
off,
Gla
sbild
ner
glas
ig-k
rista
lline
sSi
likat
-ge
eign
etfü
rdie
m
als
Plas
mox
-Ver
fahr
en
MG
CPl
asm
aAG
pr
oduk
t,Sc
hwer
met
all-
Iner
tsto
ffdep
onie
Mos
er-G
lase
rAG
Ko
nzen
trat
RedM
elt-
Verfa
hren
Pa
tent
Köc
her,
Freu
den-
M
VA-F
ilter
stau
b,M
VA-
jen
ach
gew
ünsc
hter
Zu-
Si
likat
prod
ukt,
Met
all-
tech
nisc
heS
ilica
tpro
dukt
e:
be
rg, K
ley,
Faul
stic
h Sc
hlac
ke u
. and
ere
kont
a-
sam
men
setz
ung
des
tech
- pr
oduk
t, Ko
nden
satp
ro-
Min
eral
wol
le, P
latt
en,
(Z
IAC-
TUB-
BAM
-BSB
G)
min
iert
ean
orga
nisc
he
nisc
hen
Silic
atpr
oduk
tes
dukt
(Ver
wer
tung
alle
rRo
hre,
Sch
aum
glas
usw
.;
Re
stst
offe
Reak
tions
prod
ukte
)Sc
hwer
met
alle
,met
allu
r -
gisc
he R
ohst
offe
EloM
elt-
Verfa
hren
L.
&C
.Ste
inm
ülle
rGm
bH
MVA
-Sch
lack
em
itFi
lter-
Sand
(nac
hSt
einm
ülle
r),
Silik
atpr
oduk
t(de
poni
e-
tech
nisc
heS
ilica
tpro
dukt
e;
(Red
Mel
t,vo
nL.
&C
.G
umm
ersb
ach
stau
bun
dFi
lters
taub
an
dere
Gla
sbild
ner
fähi
g),M
etal
lpro
dukt
,Sc
hwer
met
alle
,met
allu
r- St
einm
ülle
rum
bena
nnt)
al
lein
e
Kond
ensa
tpro
dukt
gi
sche
Roh
stof
fe
Hohl
elek
trod
e-Sc
hmel
z-
Man
nesm
ann-
ESV
Kess
elas
che,
Ele
ktro
filte
r-Fe
in-K
oks,
Schl
acke
Si
likat
prod
ukt,
Met
allp
ro-
tech
nisc
heS
ilica
tpro
dukt
e;
Syst
em(H
ES)
st
aub;
auf
bere
itete
dukt
,Kon
dens
atpr
oduk
tSc
hwer
met
alle
,met
allu
r-
M
VA-S
chla
cken
gi
sche
Roh
stof
fe
203
Verwertung von Sekundärabfällen aus der Abfallverbrennung
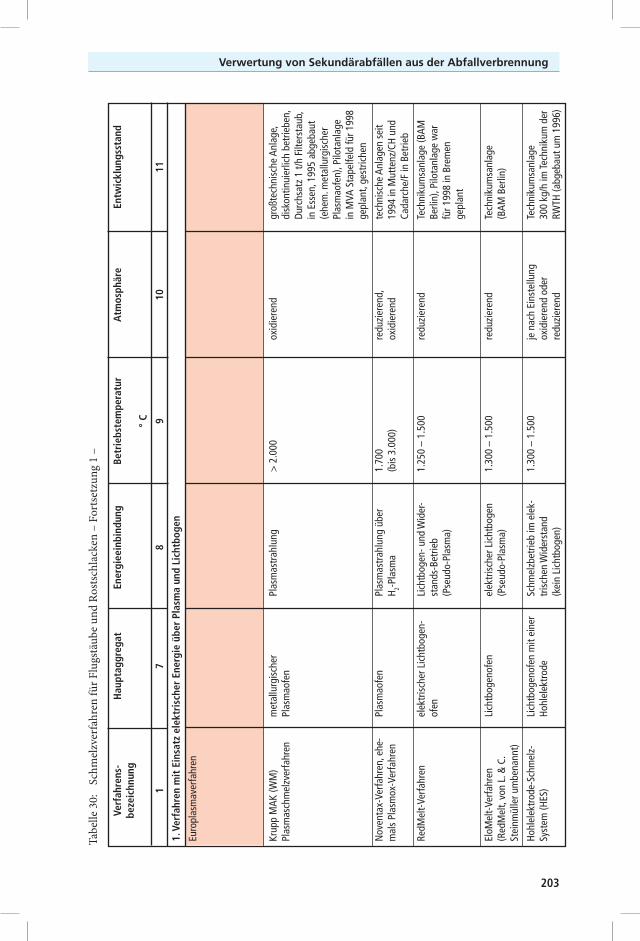
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 1
–
Ve
rfah
rens
- H
aupt
aggr
egat
En
ergi
eein
bind
ung
Betr
iebs
tem
pera
tur
Atm
osph
äre
Entw
ickl
ungs
stan
d
beze
ichn
ung
°
C
1
7 8
9 10
11
1. V
erfa
hren
mit
Ein
satz
ele
ktri
sche
r En
ergi
e üb
er P
lasm
a un
d Li
chtb
ogen
Euro
plas
mav
erfa
hren
Kr
upp
MAK
(WM
)m
etal
lurg
isch
er
Plas
mas
trah
lung
>
2.0
00
oxid
iere
nd
groß
tech
nisc
heA
nlag
e,
Plas
mas
chm
elzv
erfa
hren
Pl
asm
aofe
n
disk
ontin
uier
lich
betr
iebe
n,
Du
rchs
atz
1 t/h
Filt
erst
aub,
inE
ssen
,199
5ab
geba
ut
(e
hem
. met
allu
rgis
cher
Plas
mao
fen)
,Pilo
tanl
age
in
MVA
Sta
pelfe
ldfü
r199
8
gepl
ant,
gest
riche
n
Nov
enta
x-Ve
rfahr
en,e
he-
Plas
mao
fen
Plas
mas
trah
lung
übe
r1.
700
redu
zier
end,
te
chni
sche
Anl
agen
sei
t m
als
Plas
mox
-Ver
fahr
en
H 2-P
lasm
a(b
is3
.000
)ox
idie
rend
19
94in
Mut
tenz
/CH
und
Ca
darc
he/F
in B
etrie
b
RedM
elt-
Verfa
hren
el
ektr
isch
erL
icht
boge
n-
Lich
tbog
en-u
ndW
ider
-1.
250
–1.
500
redu
zier
end
T ech
niku
msa
nlag
e(B
AM
of
en
stan
ds-B
etrie
b
Be
rlin)
,Pilo
tanl
age
war
(P
seud
o-Pl
asm
a)
für1
998
inB
rem
en
ge
plan
t
EloM
elt-
Verfa
hren
Li
chtb
ogen
ofen
el
ektr
isch
erL
icht
boge
n1.
300
–1.
500
redu
zier
end
Tech
niku
msa
nlag
e (R
edM
elt,
von
L.&
C.
(P
seud
o-Pl
asm
a)
(BAM
Ber
lin)
Stei
nmül
leru
mbe
nann
t)
Hohl
elek
trod
e-Sc
hmel
z-
Lich
tbog
enof
enm
itei
ner
Schm
elzb
etrie
bim
ele
k-
1.30
0–
1.50
0je
nac
hEi
nste
llung
Te
chni
kum
sanl
age
Syst
em(H
ES)
Hohl
elek
trod
etr
isch
enW
ider
stan
d
oxid
iere
ndo
der
300
kg/h
imTe
chni
kum
der
(k
ein
Lich
tbog
en)
re
duzi
eren
dRW
TH(a
bgeb
autu
m1
996)
Karl J. Thomé-Kozmiensky
204
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 2
–
Ve
rfah
rens
- Ve
rfah
rens
- In
put
Zusc
hläg
e O
utpu
t Vo
m V
erfa
hren
san-
beze
ichn
ung
anbi
eter
(z.B
. Zug
abe
von
bi
eter
em
pfoh
lene
Fl
ussm
itte
ln)
Ve
rwer
tung
des
Out
put
1
2 3
4 5
6
Ash-
Arc-
Verfa
hren
*AB
Bun
dW
+E
-Um
wel
t-
Filte
rsta
ub,F
eina
ntei
lvon
–
Silik
atpr
oduk
t,M
etal
l-te
chni
sche
Sili
catp
rodu
kte,
tech
nik
Gm
bH/C
HM
VA-S
chla
cke
Le
gier
ung,
Kon
dens
at-
Schw
erm
etal
le, m
etal
lur-
Ba
den-
Dätt
wil
prod
ukt
gisc
he R
ohst
offe
2. V
erfa
hren
mit
Ein
satz
ele
ktri
sche
r En
ergi
e üb
er Jo
ulsc
he W
ärm
e
Solu
r-Sch
mel
zver
fahr
en
Lurg
iEne
rgie
und
Um
wel
tFi
lters
taub
u.R
eakt
ions
-Sa
nd,S
oda,
Gla
sbru
ch
glas
ig-k
rista
lline
sSc
hmel
z-
Bau-
Zusc
hlag
stof
fe;
(vor
her:
Luso
r)G
mbH
und
Sor
gG
mbH
pr
oduk
tea
usd
erA
bgas
-
gran
ulat
;ers
tarr
teS
alz-
m
etal
lurg
isch
eRo
hsto
ffe
Fr
ankf
urt
rein
igun
g
schm
elze
(Gla
sgal
le),
(Zn,
Pb,
...)
bela
dene
r Akt
ivko
ks
Jena
erC
old-
T op-
Jo
deit
Gm
bHJe
na
Abga
srei
nigu
ngsr
ücks
tän-
un
beka
nnt
Silik
atpr
oduk
t,Sc
hwer
me-
Ba
u-Zu
schl
agst
off
Verfa
hren
*
de,C
aOu
ndc
hlor
halti
ge
ta
llkon
zent
rat,
Gla
sgal
le
Ab
fälle
aus
der
SAV
Degl
or-S
chm
elzv
erfa
hren
AB
B un
dW
+E-
Um
wel
t-
Filte
rsta
ub, K
esse
lasc
he
Sand
gl
asig
-kris
talli
nes
Schm
elz-
St
raße
nbau
-Zus
chla
g;
(Dec
onta
min
atio
nan
d
tech
nik
Gm
bH/C
H
gr
anul
at;M
etal
lkon
zent
rat
met
allu
rgis
che
Rohs
toffe
G
lass
ifica
tion
ofR
esid
ues)
imG
eweb
efilte
r
(Z
n,P
b,C
u,C
d,..
.) 3.
Ver
fahr
en m
it E
insa
tz e
lekt
risc
her
und
foss
iler
Ener
giet
räge
r
HSR-
Verfa
hren
Vo
nRo
llAG
M
VA-S
chla
cke
und
Eise
ngl
asig
eso
derg
lasi
g-kr
is-
Zem
ent-
Zusc
hlag
stof
f (H
olde
rban
k-Sc
hmel
zen-
MVA
-Filt
erst
aub
ta
lline
sSc
hlac
keng
ranu
lat
Redo
x)
Treb
aud-
Elek
trob
renn
er-
Firm
aED
FFr
ankr
eich
Fi
lters
taub
,Sch
lack
e–
glas
ig-k
rista
lline
sSi
likat
-oh
neA
ngab
en
Schm
elzv
erfa
hren
*
prod
ukt
205
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 3
–
Ve
rfah
rens
- H
aupt
aggr
egat
En
ergi
eein
bind
ung
Betr
iebs
tem
pera
tur
Atm
osph
äre
Entw
ickl
ungs
stan
d
beze
ichn
ung
°
C
1
7 8
9 10
11
Ash-
Arc-
Verfa
hren
*G
leic
hstr
om-L
icht
boge
n-
Schm
elzb
etrie
bim
ele
k-
1.30
0–
1.50
0je
nac
hEi
nste
llung
Te
chni
kum
sanl
age
von
of
enm
itei
nerH
ohl-
tris
chen
Wid
erst
and
ox
idie
rend
ode
rM
EPHO
S(S
chw
eden
)
elek
trod
e(k
ein
Lich
tbog
en)
re
duzi
eren
dVe
rsuc
hm
it50
t,3
0h)
2. V
erfa
hren
mit
Ein
satz
ele
ktri
sche
r En
ergi
e üb
er Jo
ulsc
he W
ärm
e
Solu
r-Sch
mel
zver
fahr
en
volle
lekt
risch
eG
las-
el
ektr
isch
mit
1.30
0–
1.40
0ox
idie
rend
Pi
lotv
ersu
che
mit
1t/d
Fil-
(v
orhe
r:Lu
sor)
schm
elzw
anne
M
olyb
dän-
Elek
trod
en
ters
taub
aus
der
MVA
-
1,
05M
Wh/
t;St
aub
Abga
srei
nigu
ng(u
m1
992)
Jena
erC
old-
Top-
vo
llele
ktris
che
Gla
s-
elek
tris
chm
itM
olyb
dän-
1.
400
oxid
iere
nd
Vers
uchs
anla
gein
Jena
, Ve
rfahr
en*
schm
elzw
anne
El
ektr
oden
1-
2t/d
gep
lant
(199
2)
(dire
kte
Behe
izun
g)
Degl
or-S
chm
elzv
erfa
hren
in
dire
ktb
ehei
zter
Ele
k-
elek
tris
cher
Str
om,i
ndi-
1.20
0–
1.40
0ox
idie
rend
La
bor-V
ersu
chsa
nlag
e (D
econ
tam
inat
ion
and
tros
chm
elzo
fen
rekt
eBe
heiz
ung
über
(1
kg/
h)u
.Dem
onst
ratio
ns-
Gla
ssifi
catio
nof
Res
idue
s)
(Dur
chla
ufof
en)
Stra
hlun
gsw
ärm
e au
s
an
lage
100
kg
Filte
rsta
ub
dem
Obe
rofe
n
pr
o St
unde
in H
inw
il be
i
Züric
h(1
989)
,tec
hnis
che
An
lage
in Ja
pan
3. V
erfa
hren
mit
Ein
satz
ele
ktri
sche
r un
d fo
ssile
r En
ergi
eträ
ger
HSR-
Verfa
hren
Sc
hmel
zagg
rega
tfo
ssile
Bre
nnst
offe
ode
r1.
500
1.o
xidi
eren
d(S
chm
elzo
fen
halb
tech
nisc
heA
nlag
e,
(Hol
derb
ank-
Schm
elze
n-
el
ektr
isch
erS
trom
mit
Schl
acke
eins
chm
elzu
ng)
tech
nisc
heA
nlag
eBr
emen
Re
dox)
2.re
duzi
eren
d(N
achb
e-
1995
auf
geba
ut,u
m1
996
hand
lung
, Filt
erst
aub-
st
illge
legt
Zu
fuhr
)
Treb
aud-
Elek
trob
renn
er-
Spez
ialo
fen
Bi-E
nerg
iebr
enne
rmit
2.30
0oh
neA
ngab
eTe
chni
kum
sanl
age
in
Schm
elzv
erfa
hren
*
Erdg
asu
nde
lekt
r.En
ergi
e
Fr
ankr
eich
(500
kg/
h)
Karl J. Thomé-Kozmiensky
206
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 4
–
Ve
rfah
rens
- Ve
rfah
rens
- In
put
Zusc
hläg
e O
utpu
t Vo
m V
erfa
hren
san-
beze
ichn
ung
anbi
eter
(z.B
. Zug
abe
von
bi
eter
em
pfoh
lene
Fl
ussm
itte
ln)
Ve
rwer
tung
des
Out
put
1
2 3
4 5
6
4. V
erfa
hren
mit
Ein
satz
foss
iler
Ener
giet
räge
r
ARS
Schm
elzb
alke
n-
WTP
-Wär
met
echn
ik
Schl
acke
und
brik
ettie
rter
gg
f. So
da, P
otta
sche
, gl
asig
es o
der g
lasi
g-kr
ista
l- Ba
u-Zu
schl
agst
offe
ve
rfahr
en
Dr. P
auli
Gm
bH
oder
pel
letie
rter
Filt
erst
aub
Nat
rium
chlo
rid, C
alci
um-
lines
Sch
lack
engr
anul
at
gg
f. m
it Ko
hlen
stau
b,
chlo
rid, B
orax
Kl
inik
mül
l
Seile
r-Ver
fahr
en*
Seile
r-Hoc
htem
pera
tur-
Schl
acke
,Filt
erst
aub,
–
glas
-Gra
nula
t(De
poni
e),
Baus
toff
fürD
epon
ien,
(H
ocht
empe
ratu
r-Tr
enna
nlag
enA
G/C
Hbr
ennb
are
Abfä
lle
Sc
hwer
met
allk
onze
ntra
t,Sc
hwer
met
all-G
ewin
nung
Tr
ennu
ngs-
Verfa
hren
)Dö
ttin
gen
Herd
ofen
koks
BB
SBa
bcoc
k-Br
enn-
De
utsc
heB
abco
ckA
nlag
en
MVA
-Sch
lack
e un
dFi
lter-
Alka
limet
allv
erbi
ndun
gen,
gl
asig
eso
derg
lasi
g-kr
ista
l-ge
nann
t wer
den
fase
rför-
schm
elzv
erfa
hren
G
mbH
und
Fla
chgl
asA
G
stau
b,A
bfal
lglä
ser,
Elek
-So
da,Q
uarz
sand
lin
esS
chla
cken
gran
ulat
,m
ige,
ges
chäu
mte
und
tr
onik
schr
ott
Sc
hwer
met
allk
onze
ntra
t ge
goss
ene
Wer
ksto
ffe
(F
aser
,Sch
aum
glas
)
FosM
elt-
Verfa
hren
L.
&C
.Ste
inm
ülle
rGm
bH
MVA
-Sch
lack
em
itFi
lter-
–gl
asig
eso
derg
lasi
g-kr
ista
l-Ba
u-Zu
schl
agst
offe
;
Gum
mer
sbac
hst
aub
und
Filte
rsta
ub
lin
esS
chla
cken
gran
ulat
Bl
eiu
ndZ
ink
aus
dem
al
lein
e
und
Kond
ensa
t Ko
nden
sat
Corm
in-S
chm
elzz
yklo
n-
KHD
Hum
bold
tWed
agA
G
Filte
rsta
ub,K
esse
lstä
ube,
in
Abh
ängi
gkei
tvom
Inpu
tgl
asar
tige
Schl
acke
n,d
ie
Schw
erm
etal
lez
urA
ufar
- ve
rfahr
en(C
ontin
ous-
(K
löck
ner-H
umbo
ldt-
Deut
z)
Schl
acke
-Fei
nant
eile
,Klä
r-Ka
lk
als
Schm
elzfi
lma
nde
rbe
itung
ind
ieM
etal
lhüt
te,
Resi
dual
-Min
eral
isat
ion)
schl
amm
,Pyr
olys
ekok
s
Zykl
onw
and
abfli
eßen
gl
asig
eSc
hlac
kea
ls
As
phal
ttra
gsch
icht
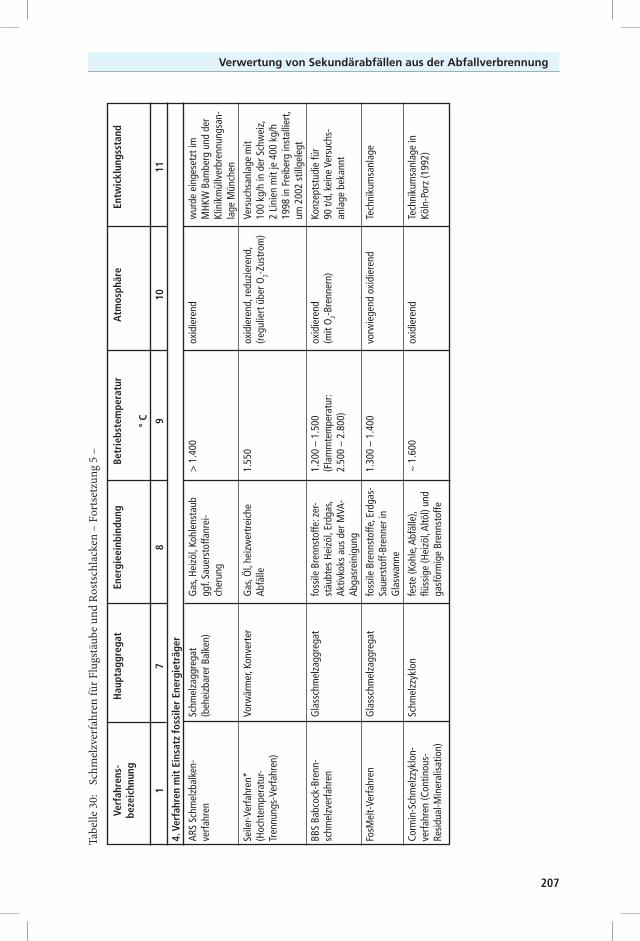
207
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 5
–
Ve
rfah
rens
- H
aupt
aggr
egat
En
ergi
eein
bind
ung
Betr
iebs
tem
pera
tur
Atm
osph
äre
Entw
ickl
ungs
stan
d
beze
ichn
ung
°
C
1
7 8
9 10
11
4. V
erfa
hren
mit
Ein
satz
foss
iler
Ener
giet
räge
r
ARS
Schm
elzb
alk e
n-
Schm
elza
ggre
gat
Gas
,Hei
zöl,
K ohl
enst
aub
>1
.400
ox
idie
rend
w
urde
ein
gese
tzti
m
verfa
hren
(b
ehei
zbar
erB
alke
n)
ggf.
Saue
rsto
ffanr
ei-
MHK
WB
ambe
rgu
ndd
er
cher
ung
Klin
ikm
üllv
erbr
ennu
ngsa
n-
la
ge M
ünch
en
Seile
r-Ver
fahr
en*
Vorw
ärm
er,K
onve
rter
G
as,Ö
l,he
izw
ertr
eich
e1.
550
oxid
iere
nd,r
eduz
iere
nd,
Vers
uchs
anla
gem
it
(Hoc
htem
pera
tur-
Ab
fälle
(regu
liert
übe
r O2-Z
ustr
om)
100
kg/h
ind
erS
chw
eiz,
Tr
ennu
ngs-
Verfa
hren
)
2
Lini
enm
itje
400
kg/
h
1998
in F
reib
erg
inst
allie
rt,
um
200
2 st
illge
legt
BBS
Babc
ock-
Bren
n-
Gla
ssch
mel
zagg
rega
tfo
ssile
Bre
nnst
offe
:zer
-1.
200
–1.
500
oxid
iere
nd
Konz
epts
tudi
efü
r sc
hmel
zver
fahr
en
st
äubt
esH
eizö
l,Er
dgas
,(F
lam
mte
mpe
ratu
r:(m
itO
2-Bre
nner
n)
90t/
d,k
eine
Ver
such
s-
Aktiv
koks
aus
der
MVA
-2.
500
–2.
800)
anla
geb
ekan
nt
Abga
srei
nigu
ng
FosM
elt-
Verfa
hren
G
lass
chm
elza
ggre
gat
foss
ileB
renn
stof
fe,E
rdga
s-
1.30
0–
1.40
0vo
rwie
gend
oxi
dier
end
Tech
niku
msa
nlag
e
Sa
uers
toff-
Bren
ner i
n
G
lasw
anne
Corm
in-S
chm
elzz
yklo
n-
Schm
elzz
yklo
nfe
ste
(Koh
le,A
bfäl
le),
~1
.600
ox
idie
rend
Te
chni
kum
sanl
age
in
verfa
hren
(Con
tinou
s-
flü
ssig
e(H
eizö
l,Al
töl)
und
Köln
-Por
z(1
992)
Re
sidu
al-M
iner
alis
atio
n)
ga
sför
mig
eBr
enns
toffe
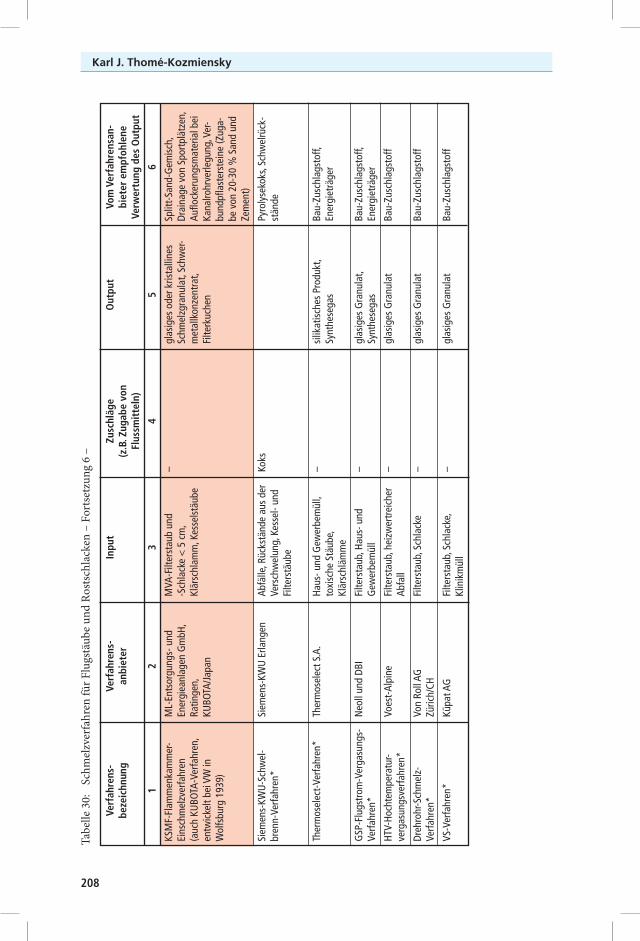
Karl J. Thomé-Kozmiensky
208
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 6
–
Ve
rfah
rens
- Ve
rfah
rens
- In
put
Zusc
hläg
e O
utpu
t Vo
m V
erfa
hren
san-
beze
ichn
ung
anbi
eter
(z.B
. Zug
abe
von
bi
eter
em
pfoh
lene
Fl
ussm
itte
ln)
Ve
rwer
tung
des
Out
put
1
2 3
4 5
6
KSM
F-Fl
amm
enka
mm
er-
ML-
Ents
orgu
ngs-
und
M
VA-F
ilter
stau
bun
d–
glas
iges
ode
rkris
talli
nes
Split
t-Sa
nd-G
emis
ch,
Eins
chm
elzv
erfa
hren
En
ergi
eanl
agen
Gm
bH,
-Sch
lack
e<
5c
m,
Sc
hmel
zgra
nula
t,Sc
hwer
-Dr
aina
gev
onS
port
plät
zen,
(a
uch
KUBO
TA-V
erfa
hren
,Ra
tinge
n,
Klär
schl
amm
,Kes
sels
täub
e
met
allk
onze
ntra
t,Au
flock
erun
gsm
ater
ialb
ei
entw
icke
ltbe
iVW
in
KUBO
TA/Ja
pan
Filte
rkuc
hen
Kana
lrohr
verle
gung
,Ver
- W
olfs
burg
193
9)
bund
pflas
ters
tein
e(Z
uga-
be v
on 2
0-30
% S
and
und
Ze
men
t)
Siem
ens-
KWU
-Sch
wel
-Si
emen
s-KW
UE
rlang
en
Abfä
lle,R
ücks
tänd
eau
sde
rKo
ks
Py
roly
seko
ks,S
chw
elrü
ck-
bren
n-Ve
rfahr
en*
Ve
rsch
wel
ung,
Kes
sel-
und
stän
de
Filte
rstä
ube
Ther
mos
elec
t-Ve
rfahr
en*
Ther
mos
elec
tS.A
.Ha
us-u
ndG
ewer
bem
üll,
–si
likat
isch
esP
rodu
kt,
Bau-
Zusc
hlag
stof
f,
to
xisc
heS
täub
e,
Sy
nthe
sega
sEn
ergi
eträ
ger
Klär
schl
ämm
e
GSP
-Flu
gstr
om-V
erga
sung
s-
Neo
llun
dDB
IFi
lters
taub
,Hau
s-u
nd
–gl
asig
esG
ranu
lat,
Bau-
Zusc
hlag
stof
f, Ve
rfahr
en*
G
ewer
bem
üll
Sy
nthe
sega
sEn
ergi
eträ
ger
HTV-
Hoch
tem
pera
tur-
Voes
t-Al
pine
Fi
lters
taub
,hei
zwer
trei
cher
–
glas
iges
Gra
nula
tBa
u-Zu
schl
agst
off
verg
asun
gsve
rfahr
en*
Ab
fall
Dreh
rohr
-Sch
mel
z-
Von
Roll
AG
Filte
rsta
ub,S
chla
cke
–gl
asig
esG
ranu
lat
Bau-
Zusc
hlag
stof
f Ve
rfahr
en*
Züric
h/CH
VS-V
erfa
hren
*Kü
patA
G
F ilte
rsta
ub,S
chla
cke,
–
glas
iges
Gra
nula
tBa
u-Zu
schl
agst
off
Klin
ikm
üll
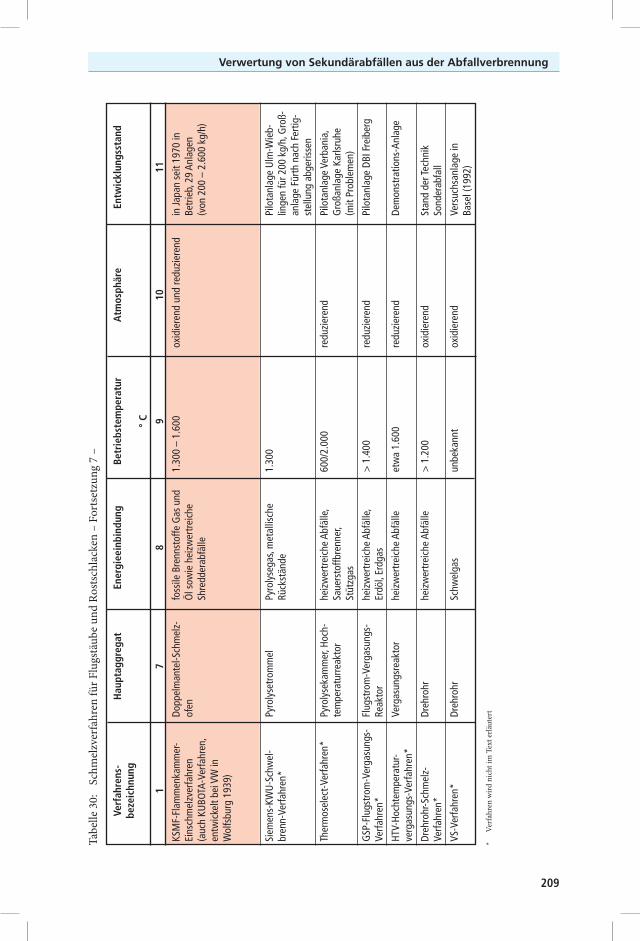
209
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Tabe
lle 3
0:
Schm
elzv
erfa
hren
für F
lugs
täub
e un
d Ro
stsc
hlac
ken
– Fo
rtse
tzun
g 7
–
Ve
rfah
rens
- H
aupt
aggr
egat
En
ergi
eein
bind
ung
Betr
iebs
tem
pera
tur
Atm
osph
äre
Entw
ickl
ungs
stan
d
beze
ichn
ung
°
C
1
7 8
9 10
11
KSM
F-Fl
amm
enka
mm
er-
Dopp
elm
ante
l-Sch
mel
z-
foss
ileB
renn
stof
feG
asu
nd
1.30
0–
1.60
0ox
idie
rend
und
redu
zier
end
inJa
pan
seit
1970
in
Eins
chm
elzv
erfa
hren
of
en
Öls
owie
hei
zwer
trei
che
Betr
ieb,
29
Anla
gen
(auc
hKU
BOTA
-Ver
fahr
en,
Sh
redd
erab
fälle
(v
on2
00–
2.6
00k
g/h)
en
twic
kelt
beiV
Win
W
olfs
burg
193
9)
Siem
ens-
KWU
-Sch
wel
-Py
roly
setr
omm
el
Pyro
lyse
gas,
met
allis
che
1.30
0
Pilo
tanl
age
Ulm
-Wie
b-
bren
n-Ve
rfahr
en*
Rü
ckst
ände
lin
gen
für2
00k
g/h,
Gro
ß-
an
lage
Für
th n
ach
Fert
ig-
st
ellu
ng a
bger
isse
n
Ther
mos
elec
t-Ve
rfahr
en*
Pyro
lyse
kam
mer
, Hoc
h-
heiz
wer
trei
che
Abfä
lle,
600/
2.00
0re
duzi
eren
dPi
lota
nlag
e Ve
rban
ia,
te
mpe
ratu
rrea
ktor
Sa
uers
toffb
renn
er,
Gro
ßanl
age
Karls
ruhe
St
ützg
as
(mit
Prob
lem
en)
GSP
-Flu
gstr
om-V
erga
sung
s-
Flug
stro
m-V
erga
sung
s-
heiz
wer
trei
che
Abfä
lle,
>1
.400
re
duzi
eren
dPi
lota
nlag
eDB
IFre
iber
g Ve
rfahr
en*
Reak
tor
Erdö
l,Er
dgas
HTV-
Hoch
tem
pera
tur-
Verg
asun
gsre
akto
rhe
izw
ertr
eich
eAb
fälle
et
wa
1.60
0re
duzi
eren
dDe
mon
stra
tions
-Anl
age
verg
asun
gs-V
erfa
hren
*
Dreh
rohr
-Sch
mel
z-
Dreh
rohr
he
izw
ertr
eich
eAb
fälle
>
1.2
00
oxid
iere
nd
Stan
dde
rTec
hnik
Ve
rfahr
en*
Sond
erab
fall
VS-V
erfa
hren
*Dr
ehro
hr
Schw
elga
sun
beka
nnt
oxid
iere
nd
Vers
uchs
anla
gein
Base
l(19
92)
* Ve
rfah
ren
wird
nic
ht im
Tex
t erlä
uter
t

Karl J. Thomé-Kozmiensky
210
InseratEnergie aus
Abfall

211
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Die Schmelzverfahren lassen sich nach der Form der Energieeinbindung untergliedern:
• EinsatzelektrischerEnergiemitPlasmaundLichtbogen,
• EinsatzelektrischerEnergiemitJoulscheWärme,
• EinsatzelektrischerundfossilerEnergieträger,
• EinsatzfossilerEnergieträger.
Literatur
[1] Abe, S.: Einschmelzverfahren von Hausmüll. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling International. Berlin: EF-Verlag, 1984, S. 656-661
[2] Anton, P.; Hoffmann, P.; Schweiger, J.-W.: Entsorgung von Sonderabfällen – Wahl der richtigen Technologie als Teil der Planung. In: Thomé-Kozmiensky, K. J. (Hrsg.): Verbrennung von Son-derabfällen. Berlin: EF-Verlag, 1988, S. 577-813
[3] Arakawa, Y.; Imoto, Y.; Mori, T.: Wirbelschmelzofen für Klärschlamm. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling Berlin ´79, Band 1. Berlin: EF-Verlag, 1979, S. 505-511
[4] Babuskin, V. I.; Matveev, G. M.; Mcedlov-Petrosjan, O. P.: Thermodynamics of Silicates. Berlin/Heidelberg/New York: Springer Verlag, 1985
[5] Barniske, L.: Grundlagen der Müllschlackensinterung. In: Mitteilung der VGB (1967), Nr. 110, S. 339-346
[6] Barton, T. G.: Sondermüllbeseitigung durch einen Plasma-Prozeß. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling International. Berlin: Springer Verlag, 1979, S. 661-795
[7] Dorner, W. G.: Verglasung radioaktiver Abfälle. In: Umweltmagazin (1984) Nr. 5, S. 44-47
[8] Eisenburger, J.-P.: Schmelzen von Müll. In: Müll und Abfall 5 (1973) Nr. 6, S. 199-202
[9] Faulstich, M.: Grundlagen der thermischen Rückstandsbehandlung. In: Thomé-Kozmiensky, K. J. (Hrsg.): Müllverbrennung und Umwelt 3. Berlin: EF-Verlag für Energie- und Umwelttechnik GmbH, 1989, S. 893-903
[10] Faulstich, M.: Inertisierung fester Rückstände aus der Abfallverbrennung. In: Abfallwirtschafts-Journal 1 (1989) Nr. 7/8, S. 20-28 und S. 53-56
[11] Faulstich, M.; Freudenberg, A.; Kley, G.; Köcher, P.: Thermodynamische und mineralogische Überlegungen zur Inertisierung fester Rückstände aus der Abfallverbrennung. In: Thomé-Kozmiensky, K. J. (Hrsg.): Müllverbrennung und Umwelt 4. Berlin: EF-Verlag für Energie- und Umwelttechnik GmbH, 1990, S. 339-360
[12] Faulstich, M.; Tidden, F.: Auslaugverfahren für Rückstände. In: AbfallwirtschaftsJournal 2 (1990) Nr. 10, S. 645-657
[13] Gliemeroth, G.; Müller, G.: Glas und Glaskeramik. In: Ullmanns Encyklopädie der technischen Chemie. Bd. 12. Weinheim: Verlag Chemie, 1976, S. 317-366
[14] Goepfert, P.; Reimer, H.: Untersuchungen zur thermischen Nachbehandlung fester Verbren-nungsrückstände aus Müllverbrennungsanlagen. Studie für den Siedlungsverband Ruhrkoh-lenbezirk Essen, Auskunfts- und Beratungsstelle Müll, Hamburg, 1973
[15] Gumz, W.; Kirsch, H.; Mackowsky, M.-T.: Schlackenkunde. Berlin/Göttingen/Heidelberg: Sprin-ger-Verlag, 1958
[16] Hinz, W.: Silikate. Berlin: Verlag für Bauwesen, 1970
[17] Kley, G.; Köcher, P.; Freudenberg, A.; Faulstich, M.: RedMelt-Verfahren für oxidische Reststoffe aus Verbrennungs- und Industrieanlagen. Müll und Abfall Beiheft 31. Berlin: Erich Schmidt Verlag, 1994, S. 146-149
Karl J. Thomé-Kozmiensky
212
[18] Longert, Chr.: Müllverhüttung – Bericht über die Tagung vom 20. bis 22. Mai 1937 in Düsseldorf. In: Die Städtereinigung 29 (1937) Nr. 14, S. 353-359
[19] Mark, S. D jr.; Bohn, D.; Melan, C.: Stand der Entwicklung eines Schmelzverfahrens für die Um-wandlung von Müll in Energie. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling International. Berlin: Springer Verlag, 1979, S. 644-655
[20] Miazawa, H.; Hirotoshi, S.; Nagai, Y.: Forschung und Entwicklung zu einem Hochtempera-tur-Schmelzprozeß für Unverbrennbares und für zur Verbrennung nicht geeigneten Müll. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling International. Berlin: EF-Verlag, 1984, S. 807-814
[21] Noda, H.: Verschlackungsofen für Aschenrückstände. In: Thomé-Kozmiensky, K. J. (Hrsg.): Recycling Berlin ´79, Band 1. Berlin: EF-Verlag, 1979, S. 575-582
[22] Reimann, D. O. (Hrsg.): Entsorgung von Schlacken und sonstigen Reststoffen – Behandlung – Aufbereitung – Verwertung – Ablagerung von Rückständen der Abfallverbrennung und anderer thermischer Prozesse. Müll und Abfall, Beiheft 31. Berlin: Erich Schmidt Verlag, 1994
[23] Risse, F.; Zelkowski, I.: Anfall und Verwertung von Asche aus Steinkohle-Kraftwerken in den Jahren 1981 bis 1985 in der Bundesrepublik Deutschland. In: VGB Kraftwerkstech-nik 67 (1987) Nr. 11, S. 1065-1069
[24] Steag Entsorgungs-Gesellschaft mbH: Schmelzkammergranulat – Ein Kraftwerksreststoff für vielseitigen Einsatz. Firmenschrift. Dinslaken, 1989
[25] Täubert, U.: Entsorgung von Steinkohlekraftwerken. In: VGB Kraftwerkstechnik 68 (1988), Nr. 2, S. 157-166
[26] Uhde, O.: Zur Frage der Müllschmelzung. In: Die Städtereinigung 26 (1984) Nr. 17, S. 340-347 und 26 (1934) Nr. 18, S. 373-380
8.1.Europlasmaverfahren–LeGazIntegralMit der Verglasung wird zunächst der Zustand des Flugstaubs in die schmelzflüssige Phase geändert, der nach Erkalten wieder in den festen Zustand übergeht.Das mit dem Plasmaschmelzverfahren erzeugte Produkt ist ein glasähnliches Mate-rial, das nach Angaben der Firma Le Gaz Integral beispielsweise im Straßenbau oder als Baustoff – Platten, Pflaster oder Gehwegbegrenzungen – verwertet werden kann. Untersuchungen wurden nicht veröffentlicht.Das Verfahren wird für die Inertisierung unterschiedlicher gefährlicher Abfälle sowie für weitere industrielle Anwendungen wie in Hochöfen, Gießereischachtöfen und Ähnlichem, in denen der Einsatz von Luft bei hohen Temperaturen erforderlich ist, angeboten.
Das VerfahrensprinzipBei den vom Plasmabrenner erzeugten hohen Temperaturen wird der Flugstaub ge-schmolzen. Die Schmelze weist nach Erkalten einen glasähnlichen Zustand auf.Der Flugstaub wird in einem geschlossenen, ausgemauerten Reaktor mit einem oder mehreren Plasmabrennern auf so hohe Temperatur gebracht, dass er vollständig in schmelzflüssigen Zustand übergeht. Das Kernstück der Anlage ist ein Reaktor, der aus zwei Einheiten besteht, dem eigentlichen Schmelzreaktor und der Gießrinne.Der Schmelzreaktor: Mit einem oder mehreren auf der Oberseite des Ofens ange-brachten Plasmabrennern werden die Flugstäube mit einem mit Luft angeblasenen Lichtbogen erhitzt (Bild 51).
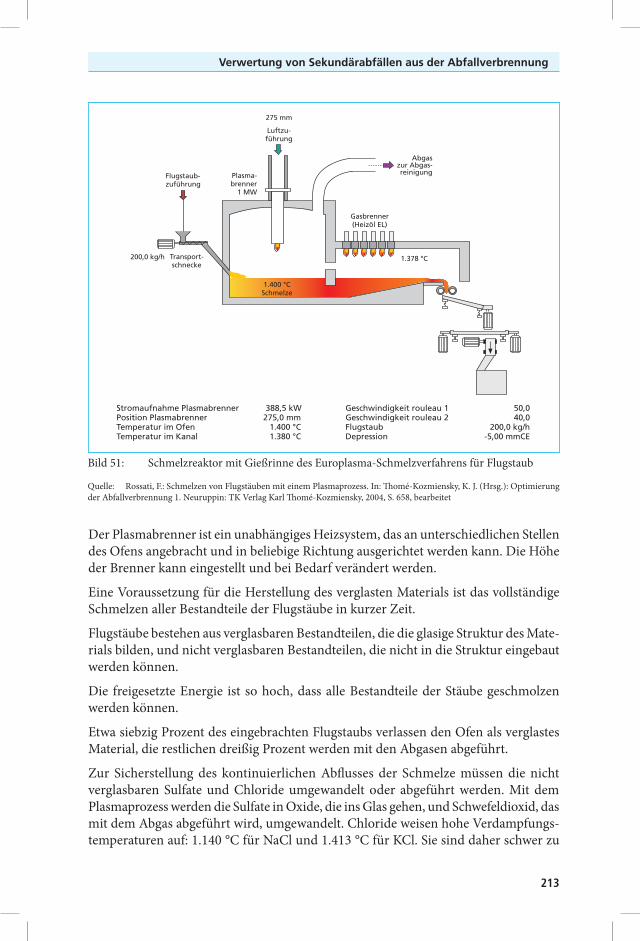
213
Verwertung von Sekundärabfällen aus der Abfallverbrennung
1.400 °CSchmelze
Transport-schnecke
Flugstaub-zuführung
Abgaszur Abgas-reinigung
Gasbrenner(Heizöl EL)
Plasma-brenner
1 MW
Luftzu-führung
275 mm
1.378 °C200,0 kg/h
Stromaufnahme Plasmabrenner 388,5 kWPosition Plasmabrenner 275,0 mmTemperatur im Ofen 1.400 °CTemperatur im Kanal 1.380 °C
Geschwindigkeit rouleau 1 50,0Geschwindigkeit rouleau 2 40,0Flugstaub 200,0 kg/hDepression -5,00 mmCE
Bild 51: Schmelzreaktor mit Gießrinne des Europlasma-Schmelzverfahrens für Flugstaub
Quelle: Rossati, F.: Schmelzen von Flugstäuben mit einem Plasmaprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 658, bearbeitet
Der Plasmabrenner ist ein unabhängiges Heizsystem, das an unterschiedlichen Stellen des Ofens angebracht und in beliebige Richtung ausgerichtet werden kann. Die Höhe der Brenner kann eingestellt und bei Bedarf verändert werden.
Eine Voraussetzung für die Herstellung des verglasten Materials ist das vollständige Schmelzen aller Bestandteile der Flugstäube in kurzer Zeit.
Flugstäube bestehen aus verglasbaren Bestandteilen, die die glasige Struktur des Mate-rials bilden, und nicht verglasbaren Bestandteilen, die nicht in die Struktur eingebaut werden können.
Die freigesetzte Energie ist so hoch, dass alle Bestandteile der Stäube geschmolzen werden können.
Etwa siebzig Prozent des eingebrachten Flugstaubs verlassen den Ofen als verglastes Material, die restlichen dreißig Prozent werden mit den Abgasen abgeführt.
Zur Sicherstellung des kontinuierlichen Abflusses der Schmelze müssen die nicht verglasbaren Sulfate und Chloride umgewandelt oder abgeführt werden. Mit dem Plasmaprozess werden die Sulfate in Oxide, die ins Glas gehen, und Schwefeldioxid, das mit dem Abgas abgeführt wird, umgewandelt. Chloride weisen hohe Verdampfungs-temperaturen auf: 1.140 °C für NaCl und 1.413 °C für KCl. Sie sind daher schwer zu
Karl J. Thomé-Kozmiensky
214
entfernen. Die Verweilzeit im Ofen für das Schmelzen der Salze und die Bildung von Schlacke an der Oberfläche der flüssigen Glasmasse muss daher hinreichend lang sein.
Die vom Plasmabrenner erzeugten heißen Gase zirkulieren an der Oberfläche der flüs-sigen Glasmasse, während der Strahl auf die Oberfläche der Glasschmelze gerichtet ist. Damit werden die Verdampfung und auch die Eliminierung dieser Salze erleichtert; die Salze schwimmen obenauf und sind dem Plasmabrenner direkt ausgesetzt. Außerdem bewirkt der vom Plasmabrenner erzeugte Gasdurchsatz einen Mitnahmeeffekt für das verdampfte Material und verhindert die Kondensation der Salze an den kalten Wänden, wodurch das Risiko der Verstopfung des Abgas-Ableitsystems vermieden wird.
In der oxidierenden Atmosphäre des Reaktors entsteht eine Oxidglasschmelze.
Die Viskosität des Materials in der Schmelzzone ist sehr gering. Die nicht verglasbaren Bestandteile des Flugstaubs treten nach und nach als Gas aus der Schmelze aus.
Während der Behandlung werden die im Flugstaub vorhandenen organischen Bestand-teile durch die hohen Temperaturen im Schmelzbereich zerstört; ihre Verbrennungs-rückstände sowie die nicht verglasbaren Anteile werden mit den Abgasen abgeführt.
Die Gießrinne – in der Glastechnik als Arbeitswanne bezeichnet – ist an einer Seite des Ofens angebracht und vom Schmelzbereich so abgetrennt, dass das in sie fließende geschmolzene Material kontinuierlich abgezogen werden kann.
Diese Beruhigungszone ist notwendig, damit die Schmelze unter technologisch güns-tigen Bedingungen abgezogen werden kann. Für ihr einwandfreies Funktionieren müssen zahlreiche Voraussetzungen erfüllt werden:
• Dasgesamte, indenOfeneingebrachteMaterialmussvollständiggeschmolzensein;
• SalzschmelzedarfsichnichtmehraufderOberflächederSchmelzebefinden;
• dierichtigeVerarbeitungstemperaturmusseingehaltenwerden;
• dieSchmelzemussdierichtigeViskositätaufweisen.
Die Gießrinne befindet sich außerhalb des Schmelzbereichs und ist von diesem getrennt, weil die Schmelze hier keinem Einfluss des Plasmas unterliegen darf.
Die Schmelze in der Gießrinne wird mit insgesamt sieben Erdgasbrennern mit jeweils 30 kW flüssig gehalten.
Der Plasmabrenner: Plasma wird durch Ionisieren eines Gases mit einem hohen elek-trischen Feld hergestellt. Das ionisierte Gas stellt eine Energiequelle dar, die während des gesamten Prozesses stabil gehalten werden muss.
Der Plasmabrenner ist ein rohrförmiger Brenner, dessen Lichtbogen mit Luft angeblasen wird, wobei Luft als das Plasma erzeugende Gas genutzt wird. Der Brenner besteht aus zwei gekühlten Elektroden, die in einer Lufteinblaskammer in Verbindung stehen. Die Maximalleistung des Brenners beträgt 700 kW.
Die Schmelzenergie wird mit dem Plasmabrenner eingebracht, der ein heißes Plasma mit einer Enthalpie von ungefähr 7 MJ/kg Luft erzeugt. Die Behandlungstemperatur
215
Verwertung von Sekundärabfällen aus der Abfallverbrennung
liegt bei 1.500 °C. Mit der Luft wird die thermische Energie für das Schmelzen des Flugstaubs übertragen. Außerdem wird mit ihr der für die Verbrennung und die Zerstö-rung der in den Flugstäuben vorhandenen toxischen organischen Reste in oxidierender Umgebung notwendige Sauerstoff zugeführt.
Die Plasmabrenner mit angeblasenem Lichtbogen wurden anfänglich für die Mate-rialprüfung bei sehr hoher Temperatur entwickelt. In den achtziger Jahren wurde der industrielle Einsatz dieser Brenner untersucht.
Inzwischen haben sich die Brenner in verschiedenen industriellen Anwendungen bewährt.
Die Brenner bestehen aus zwei rohrförmigen, an- und abströmseitig angeordneten Elektroden, die in einer Einblaskammer für verwirbelte Luft in Verbindung stehen und kontinuierlich arbeiten.
Der Lichtbogen wird durch Kurzschluss zwischen den beiden Elektroden, die dann voneinander getrennt werden, gezündet. Das Innere des Brenners wird mit demine-ralisiertem Wasser gekühlt.
Das Einblasen von verwirbelter Luft versetzt den Lichtbogen an der abströmseitigen Elektrode in Rotationsbewegung.
Die Standzeit der Elektroden hängt von der inneren Geometrie des Brenners und von der Stromstärke ab. Bei vorgegebener Leistung muss mit möglichst geringer Strom-stärke gearbeitet werden, weil die Erosion proportional zum Quadrat der Stromstärke des Lichtbogens ist.
Das Plasma-System ist automatisiert und wird nach Angaben des Herstellers pro-grammgesteuert; spezialisiertes Personal soll für den laufenden Betrieb nicht nötig sein.
Die hauptsächlichen Bestandteile des Plasma-Systems sind (Bild 52)
• derPlasmabrenner,ausgestattetmiteinemAnschlusssystemundeinerZündvor-richtung,
• dasSteuerungssystemmitspeicherprogrammierbarerSteuerung,
• dieGleichstromversorgungjedenBrenners,
• dieVorrichtungenzurKühlungdesoderderBrennermitdemineralisiertemWasserund zur Luftzufuhr,
• dieSchlitten,diemitVorrichtungenzurAbkühlung,LuftzufuhrundErzeugungdes Anpressdrucks sowie zum Zünden des Lichtbogens ausgestattet sind.
Die Schmelze wird kontinuierlich durch die Abflussöffnung des Schmelzreaktors und durch die Gießrinne abgezogen und läuft von dort in zwei gekühlte gegenläufige Walzen.
Das plattenförmige, abgekühlte Material wird in Containern abgeworfen.
Die Feuerfestzustellung ist hohen thermischen und chemischen Angriffen ausgesetzt, ihre Standzeit wird mit etwa sechs Monaten angegeben.
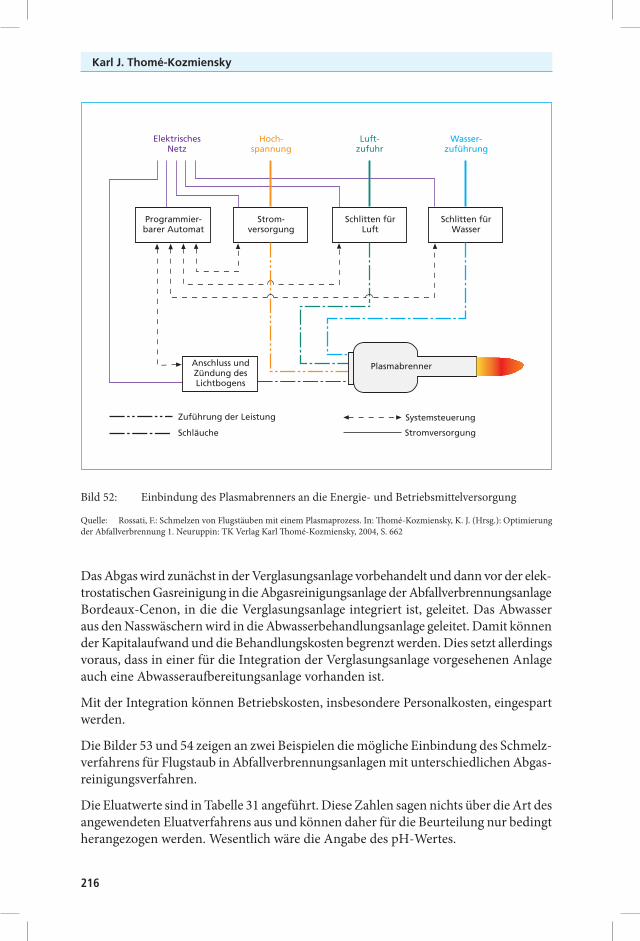
Karl J. Thomé-Kozmiensky
216
Das Abgas wird zunächst in der Verglasungsanlage vorbehandelt und dann vor der elek-trostatischen Gasreinigung in die Abgasreinigungsanlage der Abfallverbrennungsanlage Bordeaux-Cenon, in die die Verglasungsanlage integriert ist, geleitet. Das Abwasser aus den Nasswäschern wird in die Abwasserbehandlungsanlage geleitet. Damit können der Kapitalaufwand und die Behandlungskosten begrenzt werden. Dies setzt allerdings voraus, dass in einer für die Integration der Verglasungsanlage vorgesehenen Anlage auch eine Abwasseraufbereitungsanlage vorhanden ist.
Mit der Integration können Betriebskosten, insbesondere Personalkosten, eingespart werden.
Die Bilder 53 und 54 zeigen an zwei Beispielen die mögliche Einbindung des Schmelz-verfahrens für Flugstaub in Abfallverbrennungsanlagen mit unterschiedlichen Abgas-reinigungsverfahren.
Die Eluatwerte sind in Tabelle 31 angeführt. Diese Zahlen sagen nichts über die Art des angewendeten Eluatverfahrens aus und können daher für die Beurteilung nur bedingt herangezogen werden. Wesentlich wäre die Angabe des pH-Wertes.
ElektrischesNetz
Hoch-spannung
Luft-zufuhr
Wasser-zuführung
Programmier-barer Automat
Strom-versorgung
Schlitten fürLuft
Schlitten fürWasser
Anschluss undZündung desLichtbogens
Plasmabrenner
Zuführung der Leistung
Schläuche
Systemsteuerung
Stromversorgung
Bild 52: Einbindung des Plasmabrenners an die Energie- und Betriebsmittelversorgung
Quelle: Rossati, F.: Schmelzen von Flugstäuben mit einem Plasmaprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 662
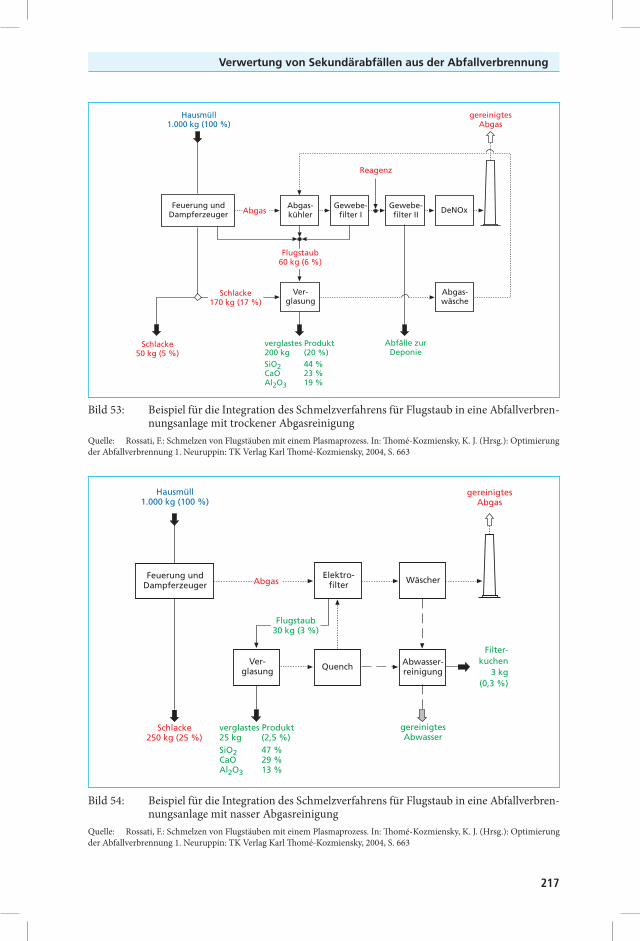
217
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Bild 53: Beispiel für die Integration des Schmelzverfahrens für Flugstaub in eine Abfallverbren-nungsanlage mit trockener Abgasreinigung
Quelle: Rossati, F.: Schmelzen von Flugstäuben mit einem Plasmaprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 663
Bild 54: Beispiel für die Integration des Schmelzverfahrens für Flugstaub in eine Abfallverbren-nungsanlage mit nasser Abgasreinigung
Quelle: Rossati, F.: Schmelzen von Flugstäuben mit einem Plasmaprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Optimierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 663
Hausmüll1.000 kg (100 %)
Feuerung undDampferzeuger
Abgas-kühler
Gewebe-filter I
Reagenz
Gewebe-filter II DeNOx
Abfälle zur Deponie
Ver-glasung
Schlacke50 kg (5 %)
verglastes Produkt200 kg (20 %)SiO2 44 %CaO 23 %Al2O3 19 %
Abgas
Schlacke170 kg (17 %)
Abgas-wäsche
Flugstaub60 kg (6 %)
gereinigtesAbgas
Hausmüll1.000 kg (100 %)
Feuerung undDampferzeuger
Elektro-filter Wäscher
Ver-glasung
Schlacke250 kg (25 %)
verglastes Produkt25 kg (2,5 %)SiO2 47 %CaO 29 %Al2O3 13 %
Abgas
Abwasser-reinigung
Flugstaub30 kg (3 %)
Quench
Filter-kuchen
3 kg(0,3 %)
gereinigtesAbwasser
gereinigtesAbgas
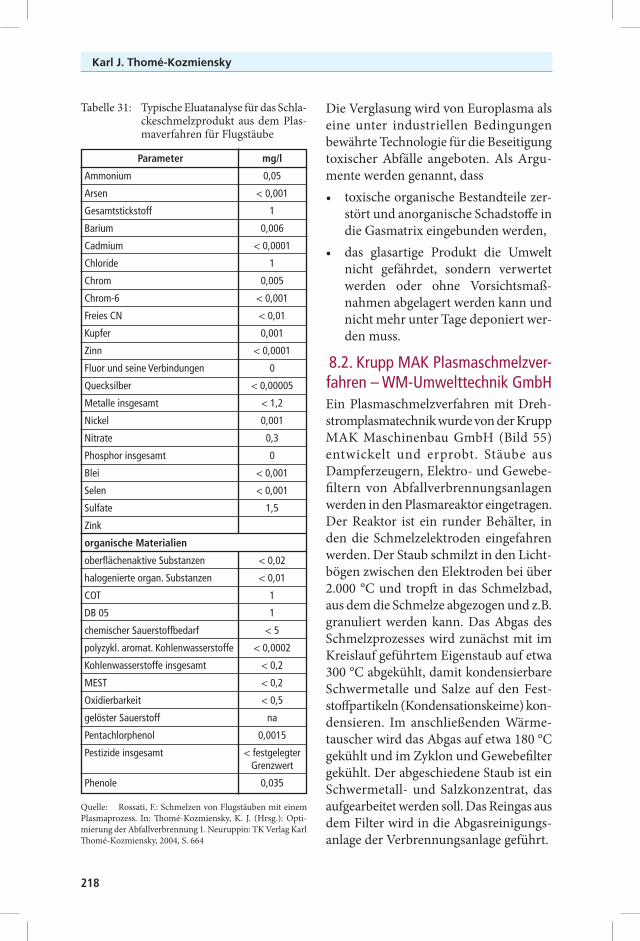
Karl J. Thomé-Kozmiensky
218
Tabelle 31: Typische Eluatanalyse für das Schla- ckeschmelzprodukt aus dem Plas-maverfahren für Flugstäube
Parameter mg/l
Ammonium 0,05
Arsen < 0,001
Gesamtstickstoff 1
Barium 0,006
Cadmium < 0,0001
Chloride 1
Chrom 0,005
Chrom-6 < 0,001
Freies CN < 0,01
Kupfer 0,001
Zinn < 0,0001
FluorundseineVerbindungen 0
Quecksilber < 0,00005
Metalle insgesamt < 1,2
Nickel 0,001
Nitrate 0,3
Phosphor insgesamt 0
Blei < 0,001
Selen < 0,001
Sulfate 1,5
Zink
organische Materialien
oberflächenaktiveSubstanzen <0,02
halogenierte organ. Substanzen < 0,01
COT 1
DB 05 1
chemischer Sauerstoffbedarf < 5
polyzykl. aromat. Kohlenwasserstoffe < 0,0002
Kohlenwasserstoffe insgesamt < 0,2
MEST <0,2
Oxidierbarkeit < 0,5
gelösterSauerstoff na
Pentachlorphenol 0,0015
Pestizide insgesamt < festgelegter Grenzwert
Phenole 0,035
Quelle: Rossati, F.: Schmelzen von Flugstäuben mit einem Plasmaprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Opti-mierung der Abfallverbrennung 1. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2004, S. 664
Die Verglasung wird von Europlasma als eine unter industriellen Bedingungen bewährte Technologie für die Beseitigung toxischer Abfälle angeboten. Als Argu-mente werden genannt, dass• toxischeorganischeBestandteilezer-
stört und anorganische Schadstoffe in die Gasmatrix eingebunden werden,
• das glasartige Produkt die Umweltnicht gefährdet, sondern verwertet werden oder ohne Vorsichtsmaß-nahmen abgelagert werden kann und nicht mehr unter Tage deponiert wer-den muss.
8.2. Krupp MAK Plasmaschmelzver-fahren – WM-UmwelttechnikGmbHEin Plasmaschmelzverfahren mit Dreh-stromplasmatechnik wurde von der Krupp MAK Maschinenbau GmbH (Bild 55) entwickelt und erprobt. Stäube aus Dampferzeugern, Elektro- und Gewebe-filtern von Abfallverbrennungsanlagen werden in den Plasmareaktor eingetragen. Der Reaktor ist ein runder Behälter, in den die Schmelzelektroden eingefahren werden. Der Staub schmilzt in den Licht-bögen zwischen den Elektroden bei über 2.000 °C und tropft in das Schmelzbad, aus dem die Schmelze abgezogen und z.B. granuliert werden kann. Das Abgas des Schmelzprozesses wird zunächst mit im Kreislauf geführtem Eigenstaub auf etwa 300 °C abgekühlt, damit kondensierbare Schwermetalle und Salze auf den Fest-stoffpartikeln (Kondensationskeime) kon-densieren. Im anschließenden Wärme-tauscher wird das Abgas auf etwa 180 °C gekühlt und im Zyklon und Gewebefilter gekühlt. Der abgeschiedene Staub ist ein Schwermetall- und Salzkonzentrat, das aufgearbeitet werden soll. Das Reingas aus dem Filter wird in die Abgasreinigungs-anlage der Verbrennungsanlage geführt.
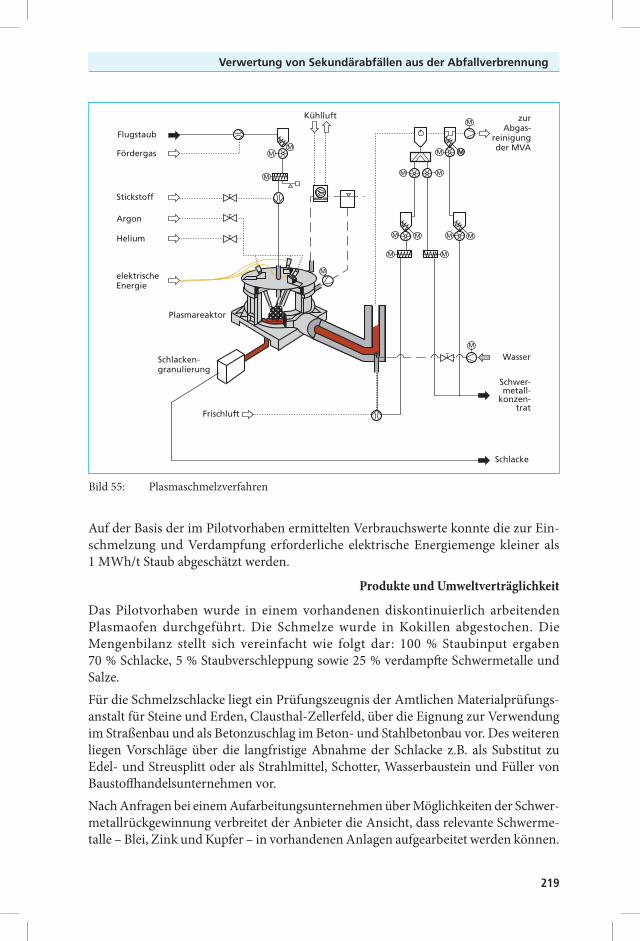
219
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Auf der Basis der im Pilotvorhaben ermittelten Verbrauchswerte konnte die zur Ein-schmelzung und Verdampfung erforderliche elektrische Energiemenge kleiner als 1 MWh/t Staub abgeschätzt werden.
Produkte und Umweltverträglichkeit
Das Pilotvorhaben wurde in einem vorhandenen diskontinuierlich arbeitenden Plasmaofen durchgeführt. Die Schmelze wurde in Kokillen abgestochen. Die Mengenbilanz stellt sich vereinfacht wie folgt dar: 100 % Staubinput ergaben 70 % Schlacke, 5 % Staubverschleppung sowie 25 % verdampfte Schwermetalle und Salze.Für die Schmelzschlacke liegt ein Prüfungszeugnis der Amtlichen Materialprüfungs-anstalt für Steine und Erden, Clausthal-Zellerfeld, über die Eignung zur Verwendung im Straßenbau und als Betonzuschlag im Beton- und Stahlbetonbau vor. Des weiteren liegen Vorschläge über die langfristige Abnahme der Schlacke z.B. als Substitut zu Edel- und Streusplitt oder als Strahlmittel, Schotter, Wasserbaustein und Füller von Baustoffhandelsunternehmen vor.Nach Anfragen bei einem Aufarbeitungsunternehmen über Möglichkeiten der Schwer-metallrückgewinnung verbreitet der Anbieter die Ansicht, dass relevante Schwerme-talle – Blei, Zink und Kupfer – in vorhandenen Anlagen aufgearbeitet werden können.
Bild 55: Plasmaschmelzverfahren
Flugstaub
Fördergas
Stickstoff
Argon
Helium
elektrischeEnergie
MM
Kühlluft
M
M
M M
MM
M
MMM
M
M M
M zurAbgas-
reinigungder MVA
Frischluft
M
Wasser
Plasmareaktor
Schwer-metall-
konzen-trat
Schlacke
Schlacken-granulierung
Karl J. Thomé-Kozmiensky
220
Stand der Technik
Das Plasmaschmelzverfahren ist in einer vom Bundesministerium für Forschung und Technologie geförderten diskontinuierlich betriebenen Pilotanlage mit einem Durchsatz von 1 Tonne Flugstaub pro Stunde erprobt worden.
Literatur[1] Berger, D. H.; Klein, H.: Thermische Aufarbeitung von Flug- und Filterstäuben aus Müllver-
brennungsanlagen durch Plasma-Technik. Firmenschrift Krupp MAK Maschinenbau GmbH, Kiel, 1989
[2] Klein, H.: Plasmatechnik der Krupp MAK. In: Reimann, D. O.; Demmich, J. (Hrsg.): Reststoffe aus der Rauchgasreinigung. In: Beiheft 29 zu Müll und Abfall, 1990, S. 119-121
[3] Klein, H.: Thermische Aufarbeitung von Flug- und Filterstäuben aus Müllverbrennungsanlagen durch Plasmaofen-Technik. BMFT-Forschungsbericht 144 05 51, Bonn, 1988
[4] Klein, H.; Tscheschlok, K.: Thermische Aufarbeitung von Flug- und Filterstäuben aus Müllver-brennungsanlagen durch Drehstromplasmatechnick – Versuchsanlage zur Einschmelzung von 1 t/h Filterstaub. In: VGB Vereinigung der Großkraftwerksbetreiber (Hrsg.): Rückstände aus der Müllverbrennung. Tagungsbericht 221, Beitrag V15. VGB Kraftwerkstechnik, Essen, 1991
[5] Klein, H.; Tscheschlok, K.: Thermische Aufarbeitung von Flug- und Filterstäuben aus Müll-verbrennungsanlagen durch Drehstrom-Plasmatechnik. In: Thomé-Kozmiensky, K. J. (Hrsg.): Müllverbrennung und Umwelt 3. Berlin: EF-Verlag für Energie- und Umwelttechnik, 1989, S. 823-832
8.3.Noventax-Verfahren–ehemalsPlasmox-VerfahrenDas unter Plasmox bekannte Verfahren wird heute von der Noventax AG vertrieben.Filterstaub, Filterkuchen und Additive – Kohlenstaub und Glasbildner – werden durch den Ofendeckel in den Schmelzraum eingebracht.Das Material wird mit zwei elektrischen Plasmabrennern auf bis zu 1.700 °C erhitzt. In den Plasmabrennern strömt Gas durch einen elektrischen Lichtbogen. Bei Temperatu-ren um 20.000 °C wird das Gas ionisiert und geht in den Plasmazustand, auch vierter Aggregatzustand genannt, über.Durch Zugabe von Kohlenstoff und Einsatz von Wasserstoff als Plasmagas entsteht im Reaktor (Bild 56) eine reduzierende Atmosphäre. Dadurch werden Schwermetallver-bindungen in ihre elementare Form reduziert, so dass die Metalle entweder abdampfen oder sich als Tröpfchen in der sich im unteren Bereich des Reaktors konzentrierenden Metallschmelze absetzen. Die Glas- und die Metallphase der Schmelze werden perio-disch durch Kippen des Ofens ausgetragen.Die Abgase werden mit Luft auf etwa 200 °C gequencht. Im nachgeschalteten Gewe-befilter wird auskondensierter Schwermetallstaub abgeschieden. Das entstaubte Abgas enthält insbesondere noch HCl und SO2. In einer nassen Abgasreinigung werden HCl und SO2 abgeschieden; Quecksilber wird in einem Koksfilter adsorbiert.Durch Zugabe von kohlenstoffhaltigen Abfällen kann der Bedarf an Primärenergie vermindert werden. Mit den Plasmabrennern kann die Schmelze vor dem Abgießen oxidativ nachbehandelt werden, um die Produktqualität – Oxidation von Restkohlen-stoff – zu beeinflussen.
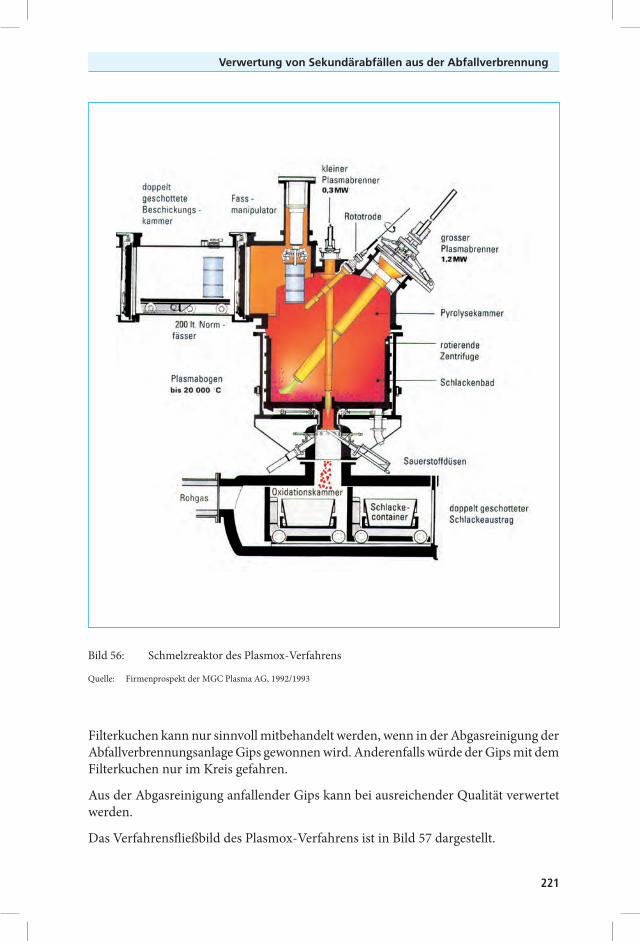
221
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Filterkuchen kann nur sinnvoll mitbehandelt werden, wenn in der Abgasreinigung der Abfallverbrennungsanlage Gips gewonnen wird. Anderenfalls würde der Gips mit dem Filterkuchen nur im Kreis gefahren.
Aus der Abgasreinigung anfallender Gips kann bei ausreichender Qualität verwertet werden.
Das Verfahrensfließbild des Plasmox-Verfahrens ist in Bild 57 dargestellt.
Bild 56: Schmelzreaktor des Plasmox-Verfahrens
Quelle: Firmenprospekt der MGC Plasma AG, 1992/1993
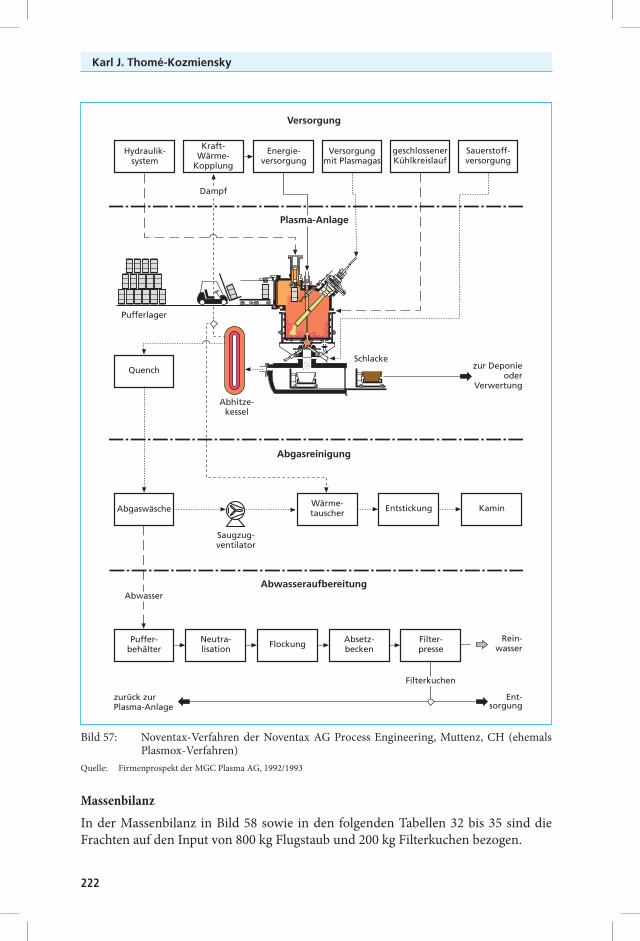
Karl J. Thomé-Kozmiensky
222
MassenbilanzIn der Massenbilanz in Bild 58 sowie in den folgenden Tabellen 32 bis 35 sind die Frachten auf den Input von 800 kg Flugstaub und 200 kg Filterkuchen bezogen.
Versorgung
Hydraulik-system
Kraft-Wärme-
Kopplung
Energie-versorgung
Sauerstoff-versorgung
geschlossenerKühlkreislauf
Versorgungmit Plasmagas
Pufferlager
Quench
Abgasreinigung
Puffer-behälter
Neutra-lisation Flockung Absetz-
beckenFilter-presse
Rein-wasser
Abwasseraufbereitung
AbgaswäscheWärme-tauscher Entstickung
Saugzug-ventilator
zurück zurPlasma-Anlage
Ent-sorgung
Filterkuchen
Kamin
Abwasser
Schlackezur Deponie
oderVerwertung
Abhitze-kessel
Plasma-Anlage
Dampf
Bild 57: Noventax-Verfahren der Noventax AG Process Engineering, Muttenz, CH (ehemals Plasmox-Verfahren)
Quelle: Firmenprospekt der MGC Plasma AG, 1992/1993
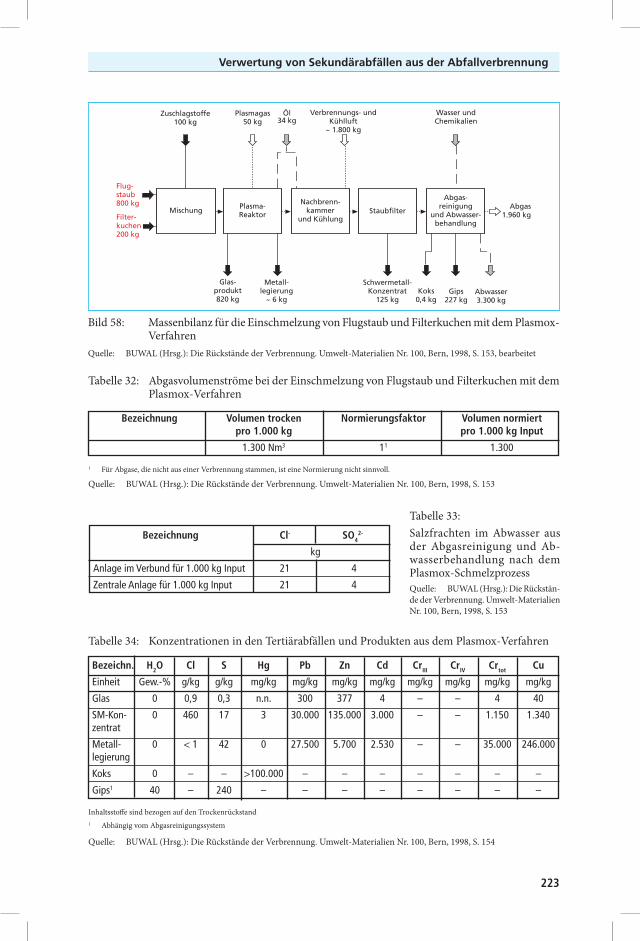
223
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Zuschlagstoffe100 kg
Plasmagas50 kg
Öl34 kg
Verbrennungs- undKühlluft
~ 1.800 kg
Staubfilter
Abgas-reinigung
und Abwasser-behandlung
Abgas1.960 kg
Flug-staub800 kg
Filter-kuchen200 kg
MischungPlasma-Reaktor
Nachbrenn-kammer
und Kühlung
Glas-produkt820 kg
Metall-legierung
~ 6 kg
Schwermetall-Konzentrat
125 kgKoks
0,4 kgGips
227 kgAbwasser3.300 kg
Wasser undChemikalien
Bild 58: Massenbilanz für die Einschmelzung von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 153, bearbeitet
Bezeichnung Cl- SO42-
kg
AnlageimVerbundfür1.000kgInput 21 4
ZentraleAnlagefür1.000kgInput 21 4
Tabelle 33:Salzfrachten im Abwasser aus der Abgasreinigung und Ab-wasserbehandlung nach dem Plasmox-SchmelzprozessQuelle: BUWAL (Hrsg.): Die Rückstän-de der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 153
Tabelle 32: Abgasvolumenströme bei der Einschmelzung von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren
Bezeichnung Volumen trocken Normierungsfaktor Volumen normiert pro 1.000 kg pro 1.000 kg Input
1.300 Nm3 11 1.300
1 Für Abgase, die nicht aus einer Verbrennung stammen, ist eine Normierung nicht sinnvoll.
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 153
Tabelle 34: Konzentrationen in den Tertiärabfällen und Produkten aus dem Plasmox-Verfahren
Bezeichn. H2O Cl S Hg Pb Zn Cd CrIII CrIV Crtot Cu
Einheit Gew.-% g/kg g/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg
Glas 0 0,9 0,3 n.n. 300 377 4 – – 4 40
SM-Kon- 0 460 17 3 30.000 135.000 3.000 – – 1.150 1.340 zentrat
Metall- 0 < 1 42 0 27.500 5.700 2.530 – – 35.000 246.000 legierung
Koks 0 – – >100.000 – – – – – – –
Gips1 40 – 240 – – – – – – – –
Inhaltsstoffe sind bezogen auf den Trockenrückstand1 Abhängig vom Abgasreinigungssystem
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 154
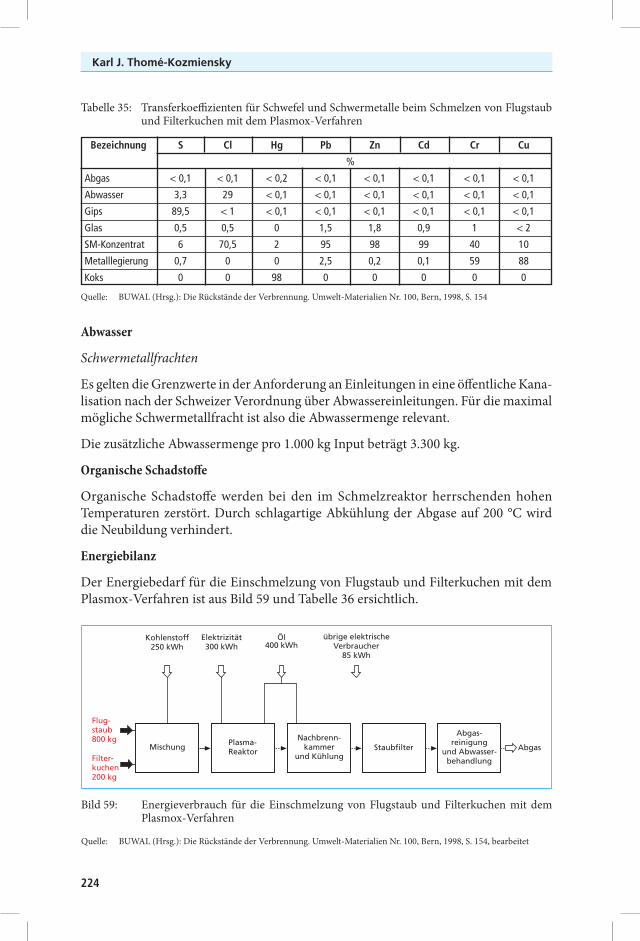
Karl J. Thomé-Kozmiensky
224
Abwasser
Schwermetallfrachten
Es gelten die Grenzwerte in der Anforderung an Einleitungen in eine öffentliche Kana-lisation nach der Schweizer Verordnung über Abwassereinleitungen. Für die maximal mögliche Schwermetallfracht ist also die Abwassermenge relevant.
Die zusätzliche Abwassermenge pro 1.000 kg Input beträgt 3.300 kg.
Organische Schadstoffe
Organische Schadstoffe werden bei den im Schmelzreaktor herrschenden hohen Temperaturen zerstört. Durch schlagartige Abkühlung der Abgase auf 200 °C wird die Neubildung verhindert.
Energiebilanz
Der Energiebedarf für die Einschmelzung von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren ist aus Bild 59 und Tabelle 36 ersichtlich.
Kohlenstoff250 kWh
Elektrizität300 kWh
Öl400 kWh
übrige elektrischeVerbraucher
85 kWh
Staubfilter
Abgas-reinigung
und Abwasser-behandlung
Flug-staub800 kg
-Filterkuchen200 kg
MischungPlasma-Reaktor
Nachbrenn-kammer
und KühlungAbgas
Bild 59: Energieverbrauch für die Einschmelzung von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 154, bearbeitet
Tabelle 35: Transferkoeffizienten für Schwefel und Schwermetalle beim Schmelzen von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren
Bezeichnung S Cl Hg Pb Zn Cd Cr Cu
%
Abgas < 0,1 < 0,1 < 0,2 < 0,1 < 0,1 < 0,1 < 0,1 < 0,1
Abwasser 3,3 29 < 0,1 < 0,1 < 0,1 < 0,1 < 0,1 < 0,1
Gips 89,5 <1 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1
Glas 0,5 0,5 0 1,5 1,8 0,9 1 <2
SM-Konzentrat 6 70,5 2 95 98 99 40 10
Metalllegierung 0,7 0 0 2,5 0,2 0,1 59 88
Koks 0 0 98 0 0 0 0 0
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 154
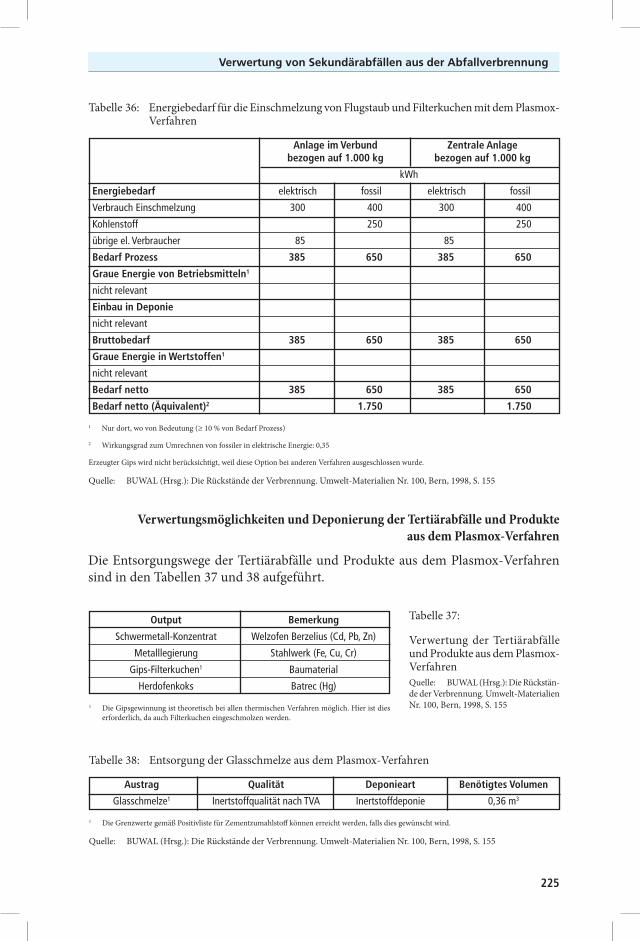
225
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Verwertungsmöglichkeiten und Deponierung der Tertiärabfälle und Produkte aus dem Plasmox-Verfahren
Die Entsorgungswege der Tertiärabfälle und Produkte aus dem Plasmox-Verfahren sind in den Tabellen 37 und 38 aufgeführt.
Tabelle 36: Energiebedarf für die Einschmelzung von Flugstaub und Filterkuchen mit dem Plasmox-Verfahren
Anlage im Verbund Zentrale Anlage bezogen auf 1.000 kg bezogen auf 1.000 kg
kWh
Energiebedarf elektrisch fossil elektrisch fossil
VerbrauchEinschmelzung 300 400 300 400
Kohlenstoff 250 250
übrigeel.Verbraucher 85 85
Bedarf Prozess 385 650 385 650
Graue Energie von Betriebsmitteln1
nicht relevant
Einbau in Deponie
nicht relevant
Bruttobedarf 385 650 385 650
Graue Energie in Wertstoffen1
nicht relevant
Bedarf netto 385 650 385 650
Bedarf netto (Äquivalent)2 1.750 1.750
1 Nur dort, wo von Bedeutung (≥ 10 % von Bedarf Prozess)
2 Wirkungsgrad zum Umrechnen von fossiler in elektrische Energie: 0,35
Erzeugter Gips wird nicht berücksichtigt, weil diese Option bei anderen Verfahren ausgeschlossen wurde.
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 155
Output Bemerkung
Schwermetall-Konzentrat WelzofenBerzelius(Cd,Pb,Zn)
Metalllegierung Stahlwerk(Fe,Cu,Cr)
Gips-Filterkuchen1 Baumaterial
Herdofenkoks Batrec(Hg)
1 Die Gipsgewinnung ist theoretisch bei allen thermischen Verfahren möglich. Hier ist dies erforderlich, da auch Filterkuchen eingeschmolzen werden.
Tabelle 37:
Verwertung der Tertiärabfälle und Produkte aus dem Plasmox-VerfahrenQuelle: BUWAL (Hrsg.): Die Rückstän-de der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 155
Tabelle 38: Entsorgung der Glasschmelze aus dem Plasmox-Verfahren
Austrag Qualität Deponieart Benötigtes Volumen
Glasschmelze1 InertstoffqualitätnachTVA Inertstoffdeponie 0,36m3
1 Die Grenzwerte gemäß Positivliste für Zementzumahlstoff können erreicht werden, falls dies gewünscht wird.
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 155
Karl J. Thomé-Kozmiensky
226
Anmerkungen des BUWAL zum Plasmoxprozess
Betriebliche Anforderungen
Die Leistung des Ofens wird von der Einstellung von Strom und Spannung sowie vom Abstand des Brenners zur Schmelze bestimmt. Die Schmelze wird periodisch – ein-mal pro Stunde – durch Kippen des Reaktors abgegossen. Die Abgießeinrichtung ist gekapselt und ferngesteuert.
Mögliche Schwachstellen
Feuerfestmaterial
Da in der Schmelze praktisch sämtliche Elemente vorkommen, können sich an der Oberfläche der Ausmauerung eutektische Verbindungen bilden, wodurch die Schmelztemperatur sinkt. Insbesondere an der Badoberfläche kann die Ausmauerung ausgewaschen werden.
Wegen des Betriebs mit zwei unterschiedlichen Phasen – Glas- und Metall- schmelze – wird die Wahl des Feuerfestmaterials erschwert. Nach Angaben der MGC Plasma AG könne das Problem durch Einsatz von ausgewählten Werkstoffen beherrscht werden.
Filterkuchen-Beschickung
Feuchter Filterkuchen muss dem Reaktor gut dosiert aufgegeben werden, damit das verdampfende Wasser keine Druckstöße verursacht.
Metallbad
Die Metallschmelze weist eine höhere Temperatur als die Glasschmelze auf. Sie muss aber für das Abgießen der Legierung bis unten flüssig sein, ohne dass mit der über-hitzten Glasschmelze die Ausmauerung belastet wird. Gegebenenfalls kann vor dem Abgießen eine höhere Temperatur gezielt eingestellt werden.
Wassergekühlte Elemente (Brennerlanzen)
Bei ungünstiger Auslegung der Kühlleistung besteht die Gefahr von Taupunkt- oder Hochtemperaturkorrosionen.
Abgasführung
Die Abgase sind mit zahlreichen Schwermetallverbindungen angereichert, die bei unterschiedlichen Temperaturen auskondensieren. Daher muss insbesondere in der Abkühlzone auf günstige Strömungen geachtet werden, weil sonst die Stäube an den Wänden anbacken.
Mögliche Störfälle und deren Auswirkung
Ofendurchbrüche im Badbereich müssen durch Überwachung des Prozesses verhindert werden, z.B. durch ausreichende Standzeiten und Wartung der Feuerfestzustellung.
Bei ungleichmäßiger Beschickung des Reaktors mit feuchtem Filterkuchen entsteht vor-übergehender Überdruck im Ofen, so dass Abgase austreten können. Da das Abgas CO in brennbaren Mengen enthält, kommt es im Bereich der Austritte zu Flammenbildung.
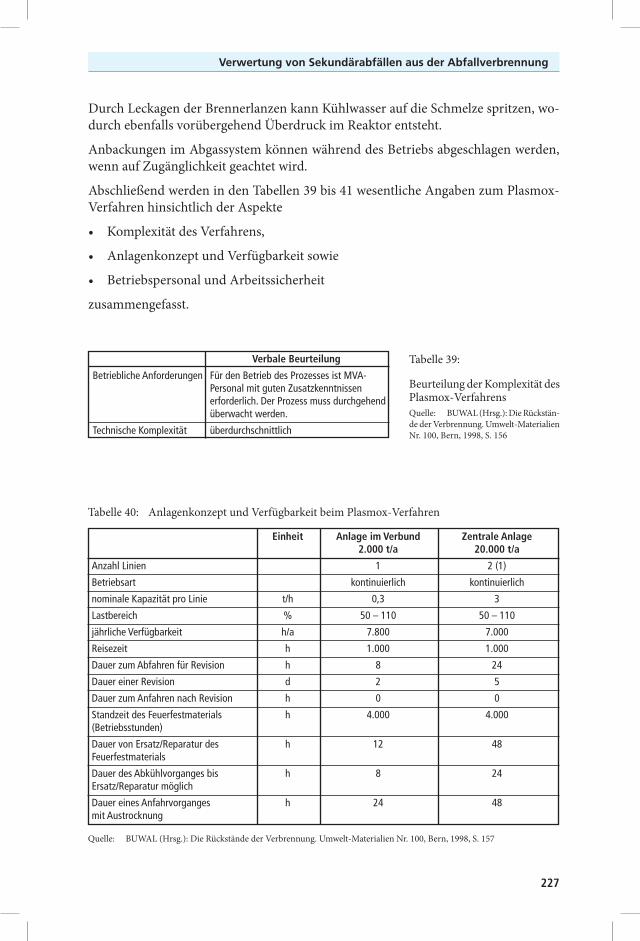
227
Verwertung von Sekundärabfällen aus der Abfallverbrennung
Durch Leckagen der Brennerlanzen kann Kühlwasser auf die Schmelze spritzen, wo-durch ebenfalls vorübergehend Überdruck im Reaktor entsteht.
Anbackungen im Abgassystem können während des Betriebs abgeschlagen werden, wenn auf Zugänglichkeit geachtet wird.
Abschließend werden in den Tabellen 39 bis 41 wesentliche Angaben zum Plasmox-Verfahren hinsichtlich der Aspekte
• KomplexitätdesVerfahrens,
• AnlagenkonzeptundVerfügbarkeitsowie
• BetriebspersonalundArbeitssicherheit
zusammengefasst.
Verbale Beurteilung
BetrieblicheAnforderungen FürdenBetriebdesProzessesistMVA- Personal mit guten Zusatzkenntnissen erforderlich. Der Prozess muss durchgehend überwacht werden.
Technische Komplexität überdurchschnittlich
Tabelle 39:
Beurteilung der Komplexität des Plasmox-VerfahrensQuelle: BUWAL (Hrsg.): Die Rückstän-de der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 156
Tabelle 40: Anlagenkonzept und Verfügbarkeit beim Plasmox-Verfahren
Einheit Anlage im Verbund Zentrale Anlage 2.000 t/a 20.000 t/a
AnzahlLinien 1 2(1)
Betriebsart kontinuierlich kontinuierlich
nominale Kapazität pro Linie t/h 0,3 3
Lastbereich % 50 – 110 50 – 110
jährlicheVerfügbarkeit h/a 7.800 7.000
Reisezeit h 1.000 1.000
Dauer zum Abfahren für Revision h 8 24
Dauer einer Revision d 2 5
Dauer zum Anfahren nach Revision h 0 0
Standzeit des Feuerfestmaterials h 4.000 4.000 (Betriebsstunden)
DauervonErsatz/Reparaturdes h 12 48 Feuerfestmaterials
Dauer des Abkühlvorganges bis h 8 24 Ersatz/Reparaturmöglich
Dauer eines Anfahrvorganges h 24 48 mit Austrocknung
Quelle: BUWAL (Hrsg.): Die Rückstände der Verbrennung. Umwelt-Materialien Nr. 100, Bern, 1998, S. 157