Embed Size (px)
Citation preview
VISITA A PLANTA
“CONSERVERA
LAS
AMERICAS”
UNIVERSIDAD NACIONAL DE PIURA
INTRODUCCION
Austral Planta Paita (GRUPO CONSERVERA DE LAS AMERICAS S.A.A) cuenta con tres tipos de
plantas: Conservas, Congelados (Consumo Humano Directo) Harina y Aceite (Consumo Humano
Indirecto).
El presente informe se detalla los procesos, funcionamientos, y cuestiones afines con respecto
a la planta de conservas, debido a que este fue el motivo de la visita, en la cual se realizo un
recorrido y explicación de las actividades que se realizan para elaboración de productos
hidrobiologicos enlatados, ya sea por líneas, presentaciones, etc.
AUSTRAL GROUP S.A.A es una compañía procesadora y enlatadora de productos del mar,
satisfaciendo a una gran clientela y consumidores finales, es una empresa líder en innovación y
calidad dentro de la industria peruana.
Con esta y otras visitas a plantas se espera que contribuya con nuestra formación académica y
profesional debido que al conocer y observar este campo laboral se pueda generar en los
alumnos una visión de competencia y exigencia en el mundo actual.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 2
UNIVERSIDAD NACIONAL DE PIURA
OBJETIVOS
Aplicar los conocimientos adquiridos, durante el proceso de formación en la
Universidad, participando de la producción de conservas de pescado; obteniendo
experiencia profesional en el campo laboral.
Conocer los diferentes tipos de productos ya sea por su forma de presentación, liquido
de gobierno, especies hidrobiológicas a utilizar, etc.
Conocer los puntos críticos de los diversos procesos (línea de crudos y cocidos) de
producción y los métodos utilizados por la empresa para afrontar estos problemas.
Identificar maquinarias y equipos que se emplean en la producción de conservas de
pescado.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 3
UNIVERSIDAD NACIONAL DE PIURA
I. DATOS GENERALES DE LA EMPRESA:
1.1. Nombre: “CONSERVERA LAS AMERICAS S.A.”
1.2. Ubicación: Av. Los Pescadores 1230 Zona Industrial 1- Paita.
Latitud : 05° 04'
Longitud : 81° 06'
Superficie : 762.76 Km2
Altitud : 3 msnm
Distancia : 1089 km de Lima
Fundación : 1532
1.3. Actividades: Conservera las Américas S.A. es una empresa dedicada a al procesamiento
de productos pesqueros, como son: Conservas, Congelados (Consumo Humano Directo)
Harina y Aceite (Consumo Humano Indirecto). En la visita a planta visitamos la zona de
producción de conservas, a cargo del ingeniero, Marco Cruz, jefe de producción de
conservas
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 4
UNIVERSIDAD NACIONAL DE PIURA
II. PROCESO DE PRODUCCIÓN DE CONSERVAS:
2.1. Líneas de productos: crudos y cocidos.
Conservera las Américas cuenta con las 2 líneas de producción de conservas: línea de
crudos y línea de cocidos.
2.2. Tipos de producto y materia prima
Planta Paita produce la mejor calidad de conservas de:
Anchoveta - Anchovy (EngraulisRingens)
Jurel - Jack Mackerel (TrachurusMurphyi)
Caballa - Mackerel (ScomberJaponicus)
Atún - Tuna (Thunnussp)
Solido de atun en aceite vegetal
Solido de atun en agua salada
Solido de caballa en aceite vegetal
Solido de jurel en aceite vegetal
Grated de atun en aceite vegetal
Grated de jurel enaceite vegetal
Filete de caballa en aceite de oliva
Filete de melva con pimiento piquillo
En las siguientes presentaciones:
Entero y Medallones
Grated
Filete y Ventresca
Lomito, Sólido, Trocitos y Chunk.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 5
UNIVERSIDAD NACIONAL DE PIURA
Envasados en:
1/2 oval
1/2 libra tuna
Austral Pack
1/4 Club
Dingley
Envases institucionales (kilo y 1/2 kilo),
entre otros
Líquido de gobierno:
Agua y sal
Aceite vegetal y de oliva
Salsa de tomate
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 6
UNIVERSIDAD NACIONAL DE PIURA
2.3. Descripción de las operaciones del proceso de conservas en la empresa por producto. Parámetros de cada operación.
La empresa cuenta con 24 embarcaciones pesqueras, de las cuales 11 cuentan con
sistema de refrigeración (RSW).
Las embarcaciones atuneras menores de 400TRB son descargadas en el muelle de la
empresa.
Las embarcaciones atuneras mayores de 400TRB son descargadas en el Terminal
Portuario EUROANDINOS y luego son transportados en camiones volquetes hacia la
planta de proceso.
Los proveedores con respecto al atún son embarcaciones ecuatorianas de la familia
Paladines.
LINEA DE COCIDOS – TUNA ½ lb: ATUN EN TROZOS/GRATED EN ACEITE VEGETAL
1.- Recepción De Materia Prima
La recepción de materia prima se realiza en el muelle de la empresa realizando una previa
inspección a las bodegas de las embarcaciones pesqueras.
La materia prima viene congelada a una temperatura entre -16 y -18ºC en una salmuera
(agua dulce con sal) de concentración de 25º brix
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 7
UNIVERSIDAD NACIONAL DE PIURA
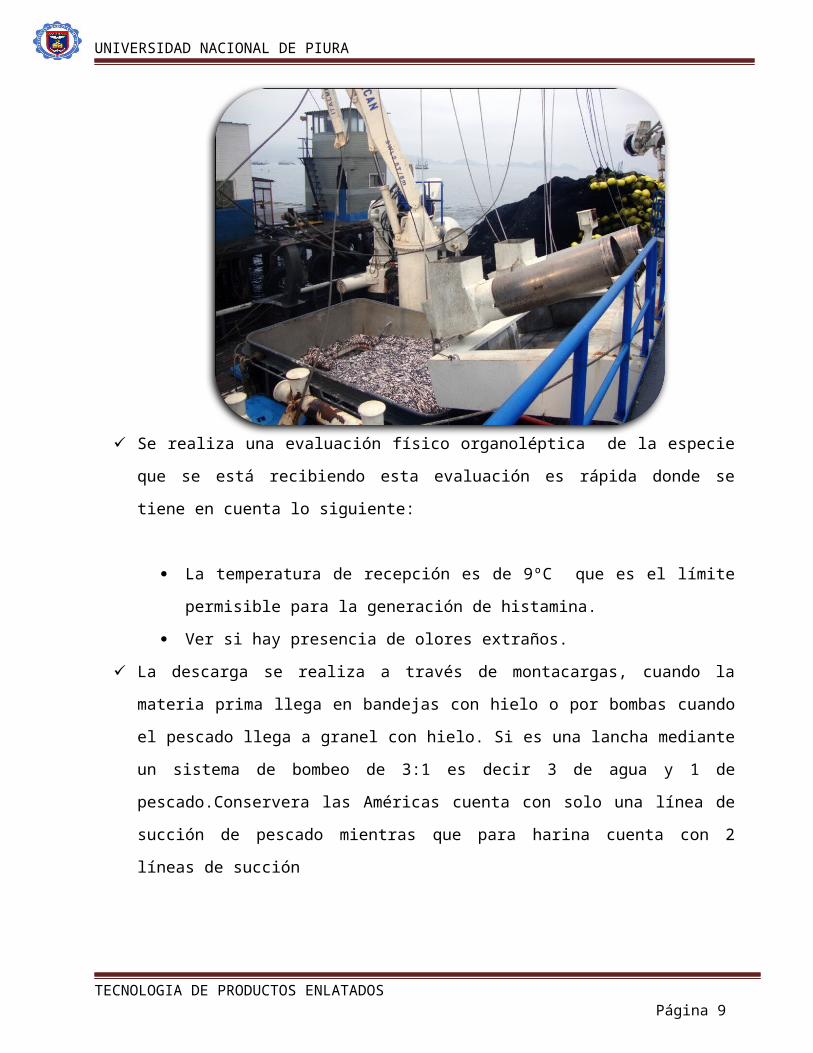
Se realiza una evaluación físico organoléptica de la especie que se está recibiendo esta
evaluación es rápida donde se tiene en cuenta lo siguiente:
La temperatura de recepción es de 9ºC que es el límite permisible para la
generación de histamina.
Ver si hay presencia de olores extraños.
La descarga se realiza a través de montacargas, cuando la materia prima llega en bandejas
con hielo o por bombas cuando el pescado llega a granel con hielo. Si es una lancha
mediante un sistema de bombeo de 3:1 es decir 3 de agua y 1 de pescado.Conservera las
Américas cuenta con solo una línea de succión de pescado mientras que para harina cuenta
con 2 líneas de succión
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 8
UNIVERSIDAD NACIONAL DE PIURA
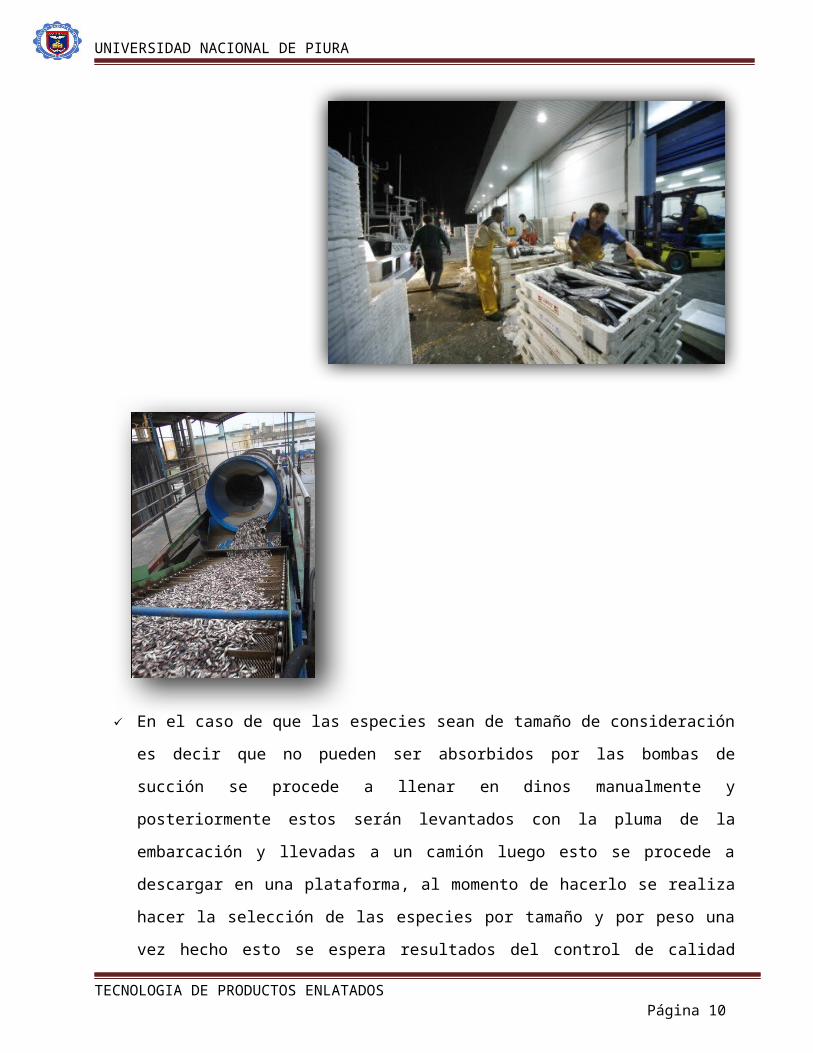
En el caso de que las especies sean de tamaño de consideración es decir que no pueden ser
absorbidos por las bombas de succión se procede a llenar en dinos manualmente y
posteriormente estos serán levantados con la pluma de la embarcación y llevadas a un
camión luego esto se procede a descargar en una plataforma, al momento de hacerlo se
realiza hacer la selección de las especies por tamaño y por peso una vez hecho esto se
espera resultados del control de calidad para ver si la especie cumple con los estándares de
calidad para poder seguir con la descarga.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 9
UNIVERSIDAD NACIONAL DE PIURA
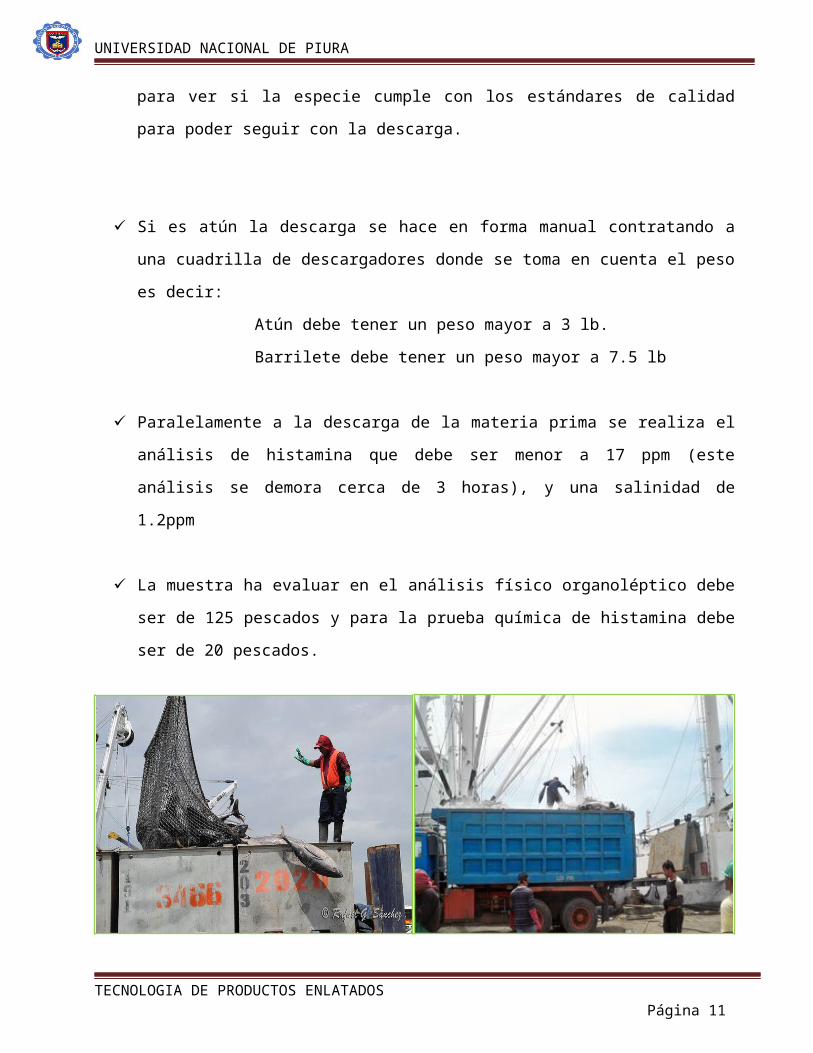
Si es atún la descarga se hace en forma manual contratando a una cuadrilla de
descargadores donde se toma en cuenta el peso es decir:
Atún debe tener un peso mayor a 3 lb.
Barrilete debe tener un peso mayor a 7.5 lb
Paralelamente a la descarga de la materia prima se realiza el análisis de histamina que debe
ser menor a 17 ppm (este análisis se demora cerca de 3 horas), y una salinidad de 1.2ppm
La muestra ha evaluar en el análisis físico organoléptico debe ser de 125 pescados y para la
prueba química de histamina debe ser de 20 pescados.
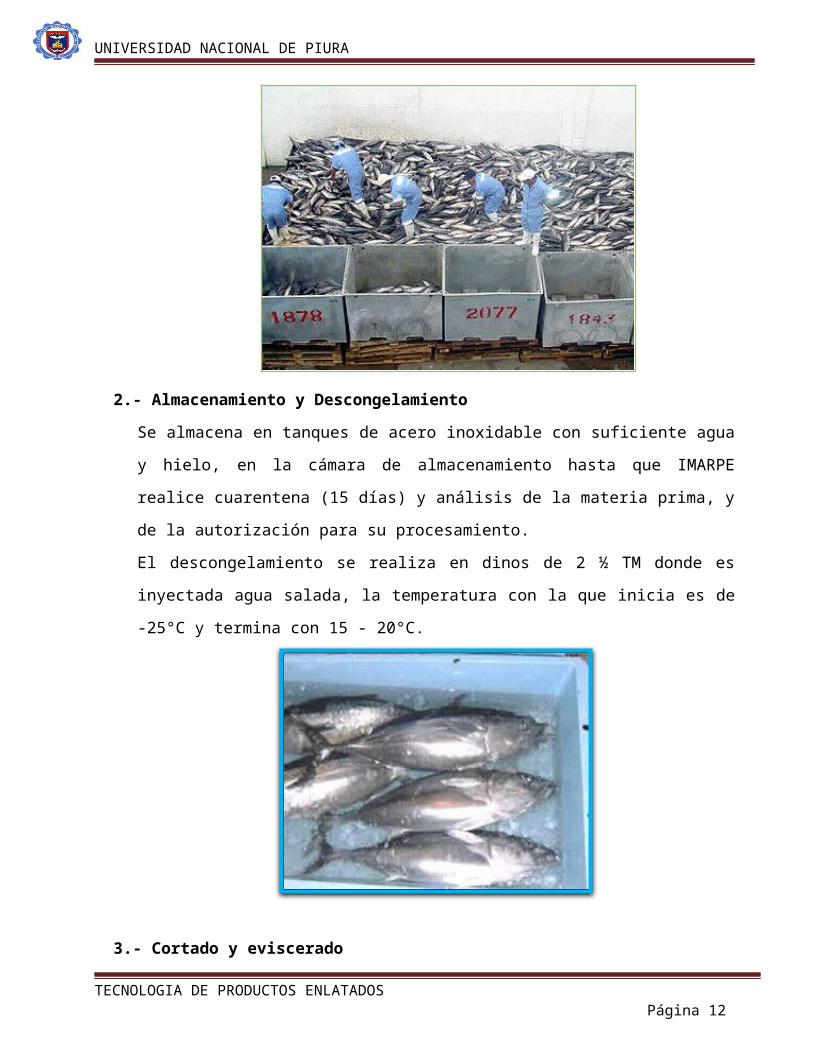
2.- Almacenamiento y Descongelamiento
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 10
UNIVERSIDAD NACIONAL DE PIURA
Se almacena en tanques de acero inoxidable con suficiente agua y hielo, en la cámara de
almacenamiento hasta que IMARPE realice cuarentena (15 días) y análisis de la materia
prima, y de la autorización para su procesamiento.
El descongelamiento se realiza en dinos de 2 ½ TM donde es inyectada agua salada, la
temperatura con la que inicia es de -25°C y termina con 15 - 20°C.
3.- Cortado y eviscerado
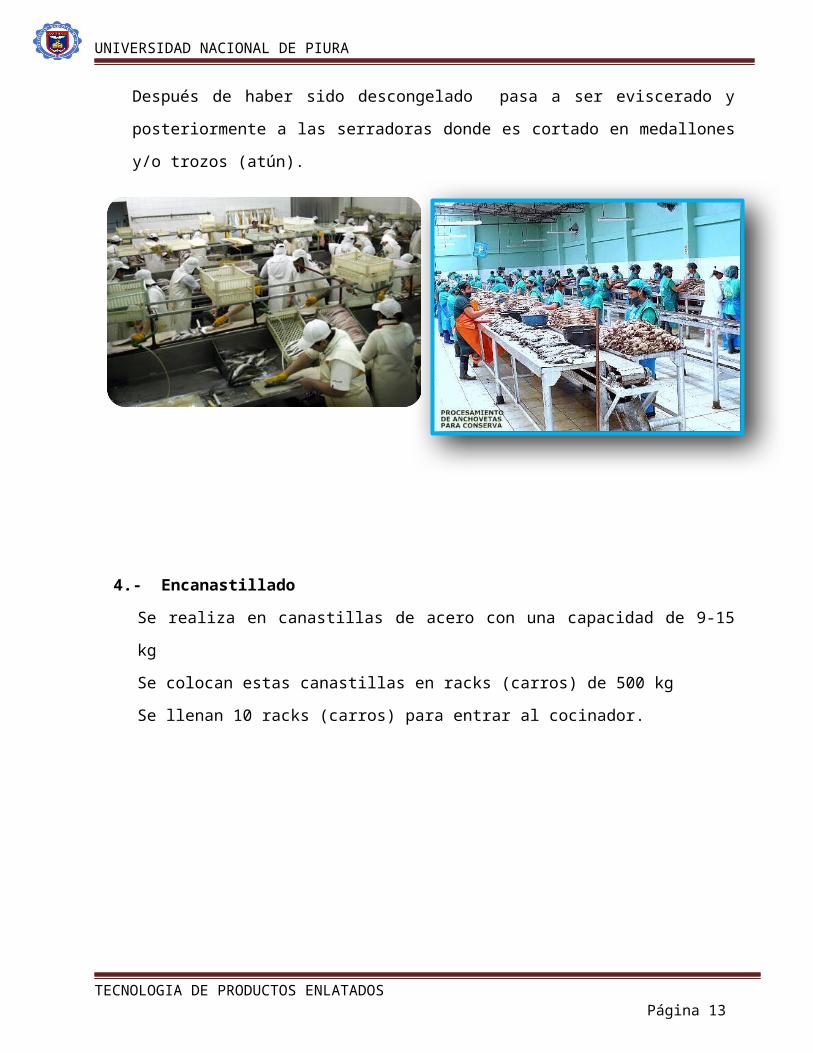
Después de haber sido descongelado pasa a ser eviscerado y posteriormente a las
serradoras donde es cortado en medallones y/o trozos (atún).
4.- Encanastillado
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 11
UNIVERSIDAD NACIONAL DE PIURA
Se realiza en canastillas de acero con una capacidad de 9-15 kg
Se colocan estas canastillas en racks (carros) de 500 kg
Se llenan 10 racks (carros) para entrar al cocinador.
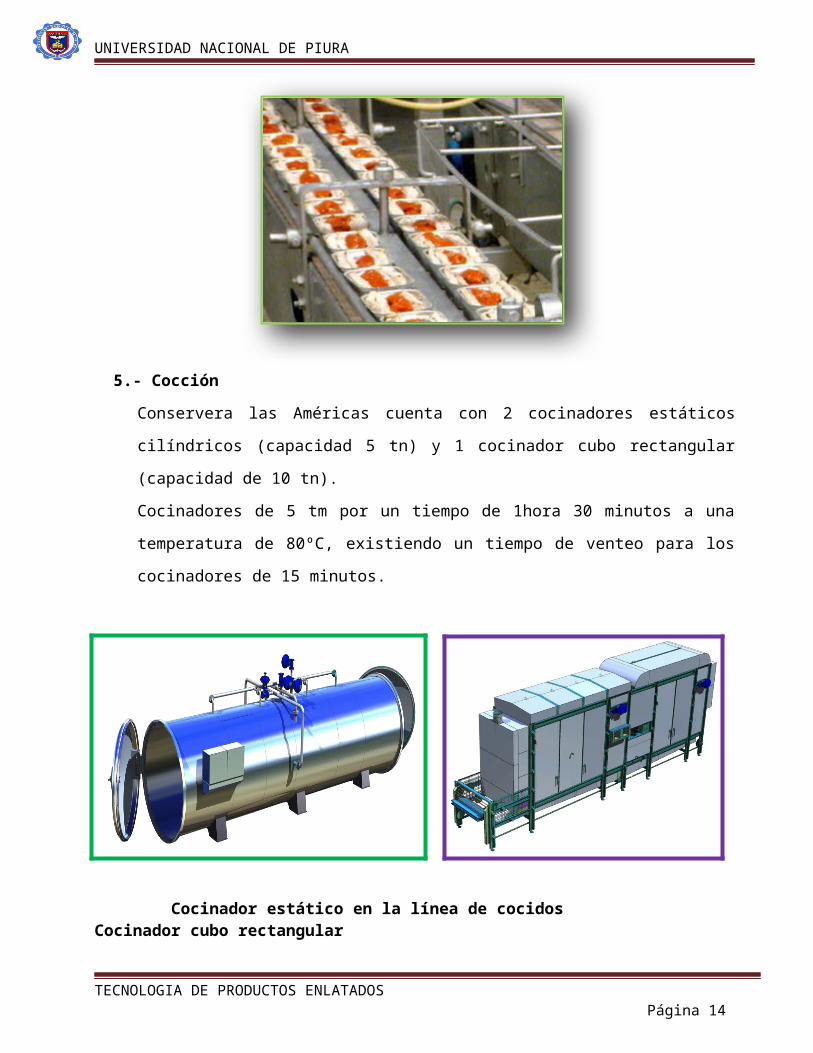
5.- Cocción
Conservera las Américas cuenta con 2 cocinadores estáticos cilíndricos (capacidad 5 tn) y 1
cocinador cubo rectangular (capacidad de 10 tn).
Cocinadores de 5 tm por un tiempo de 1hora 30 minutos a una temperatura de 80ºC,
existiendo un tiempo de venteo para los cocinadores de 15 minutos.
Cocinador estático en la línea de cocidos Cocinador cubo rectangular
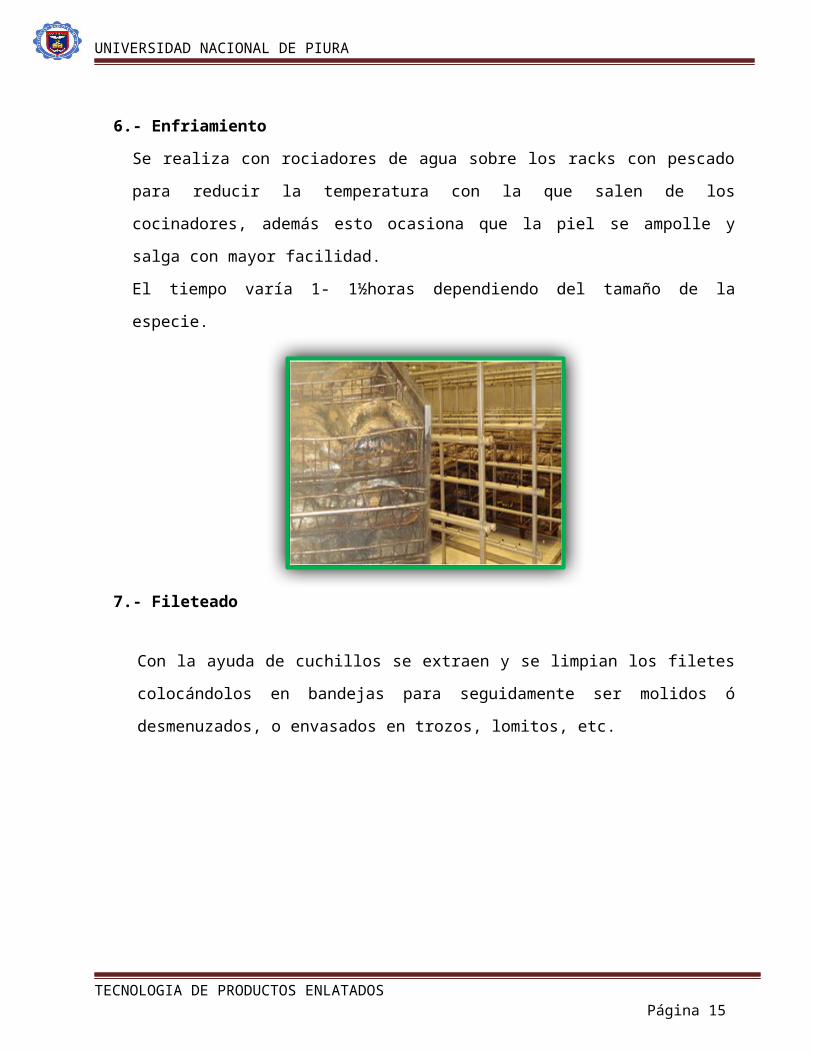
6.- Enfriamiento
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 12
UNIVERSIDAD NACIONAL DE PIURA
Se realiza con rociadores de agua sobre los racks con pescado para reducir la temperatura
con la que salen de los cocinadores, además esto ocasiona que la piel se ampolle y salga con
mayor facilidad.
El tiempo varía 1- 1½horas dependiendo del tamaño de la especie.
7.- Fileteado
Con la ayuda de cuchillos se extraen y se limpian los filetes colocándolos en bandejas para
seguidamente ser molidos ó desmenuzados, o envasados en trozos, lomitos, etc.
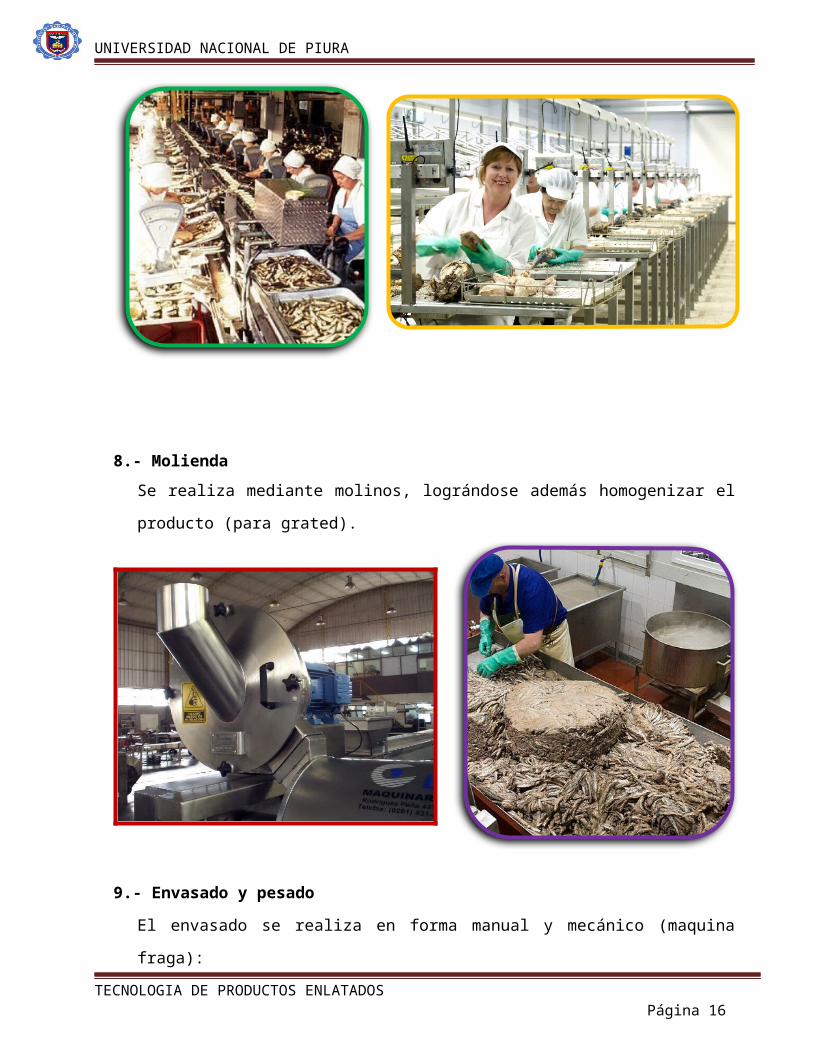
8.- Molienda
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 13
UNIVERSIDAD NACIONAL DE PIURA
Se realiza mediante molinos, lográndose además homogenizar el producto (para grated).
9.- Envasado y pesado
El envasado se realiza en forma manual y mecánico (maquina fraga):
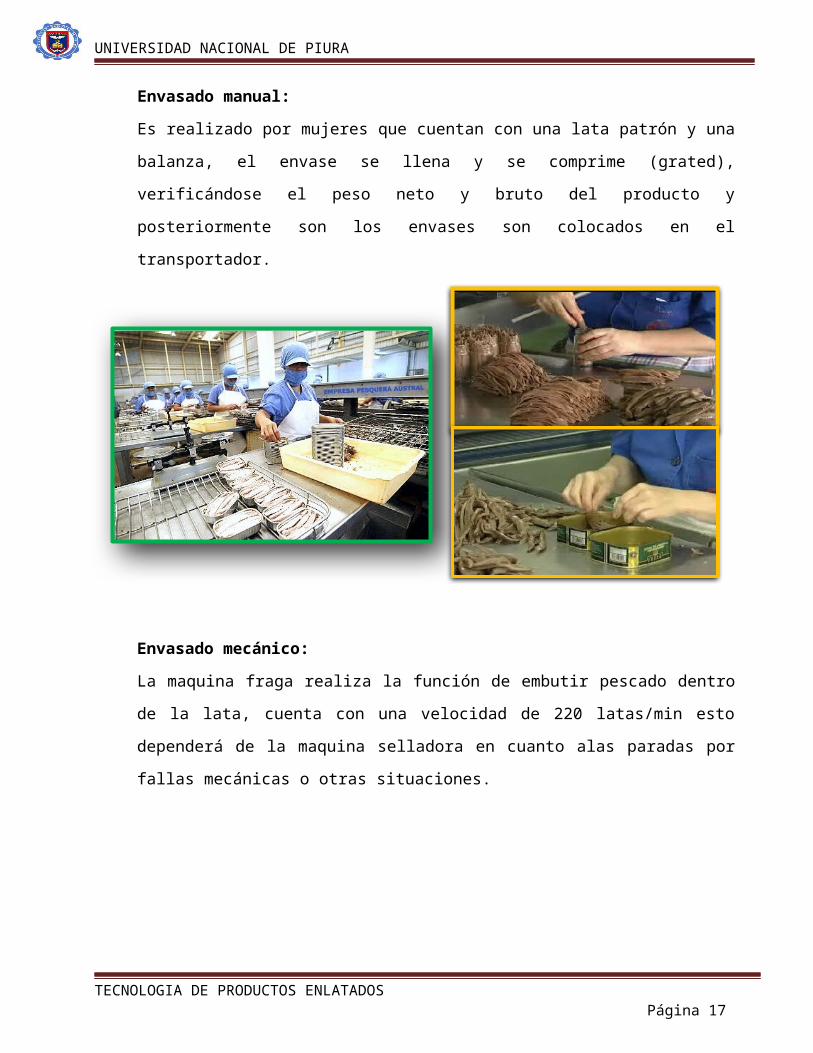
Envasado manual:
Es realizado por mujeres que cuentan con una lata patrón y una balanza, el envase se llena y
se comprime (grated), verificándose el peso neto y bruto del producto y posteriormente son
los envases son colocados en el transportador.
Envasado mecánico:
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 14
UNIVERSIDAD NACIONAL DE PIURA
La maquina fraga realiza la función de embutir pescado dentro de la lata, cuenta con una
velocidad de 220 latas/min esto dependerá de la maquina selladora en cuanto alas paradas
por fallas mecánicas o otras situaciones.
10.- Adición Del Líquido De Gobierno
Se adiciona líquido de gobierno a una temperatura de 95ºC que fluye dentro de una cañería
aspersora que esta graduada, para colocar una determinada cantidad de líquido de
gobierno en cada lata, considerando un espacio de cabeza de 3 a5 mm.
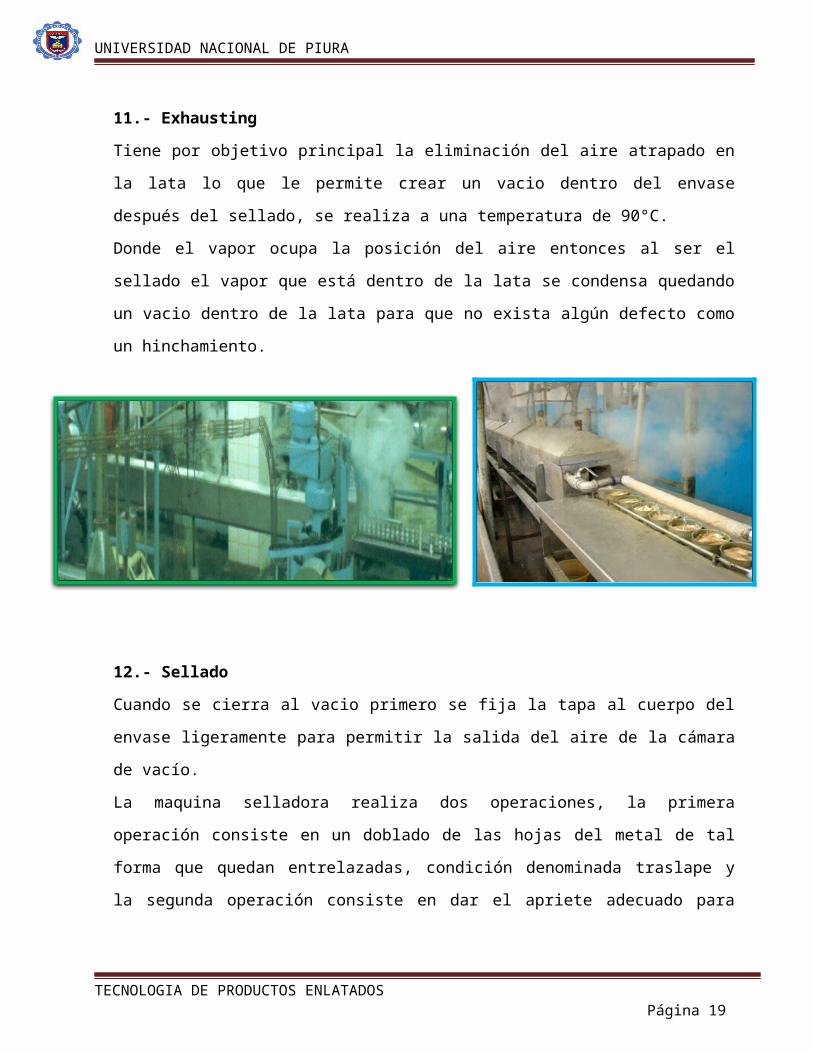
11.- Exhausting
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 15
UNIVERSIDAD NACIONAL DE PIURA
Tiene por objetivo principal la eliminación del aire atrapado en la lata lo que le permite crear un
vacio dentro del envase después del sellado, se realiza a una temperatura de 90°C.
Donde el vapor ocupa la posición del aire entonces al ser el sellado el vapor que está dentro de
la lata se condensa quedando un vacio dentro de la lata para que no exista algún defecto como
un hinchamiento.
12.- Sellado
Cuando se cierra al vacio primero se fija la tapa al cuerpo del envase ligeramente para permitir
la salida del aire de la cámara de vacío.
La maquina selladora realiza dos operaciones, la primera operación consiste en un doblado de
las hojas del metal de tal forma que quedan entrelazadas, condición denominada traslape y la
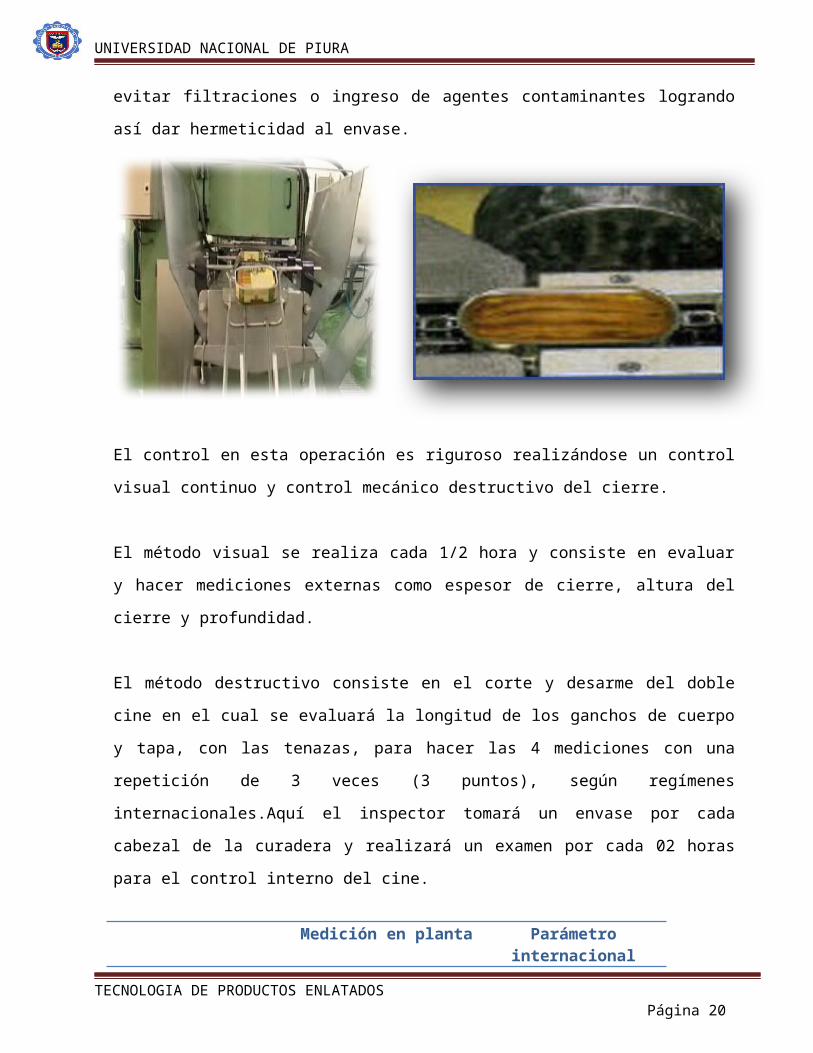
segunda operación consiste en dar el apriete adecuado para evitar filtraciones o ingreso de
agentes contaminantes logrando así dar hermeticidad al envase.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 16
UNIVERSIDAD NACIONAL DE PIURA
El control en esta operación es riguroso realizándose un control visual continuo y control
mecánico destructivo del cierre.
El método visual se realiza cada 1/2 hora y consiste en evaluar y hacer mediciones externas
como espesor de cierre, altura del cierre y profundidad.
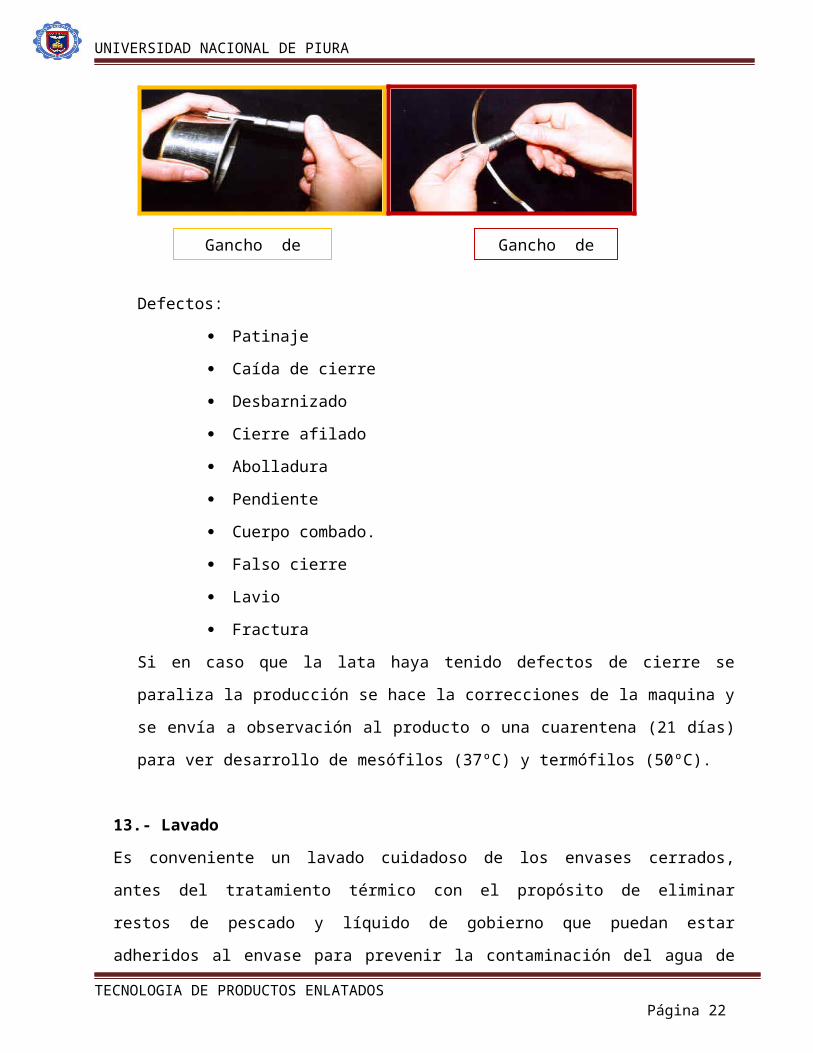
El método destructivo consiste en el corte y desarme del doble cine en el cual se evaluará la
longitud de los ganchos de cuerpo y tapa, con las tenazas, para hacer las 4 mediciones con una
repetición de 3 veces (3 puntos), según regímenes internacionales.Aquí el inspector tomará un
envase por cada cabezal de la curadera y realizará un examen por cada 02 horas para el control
interno del cine.
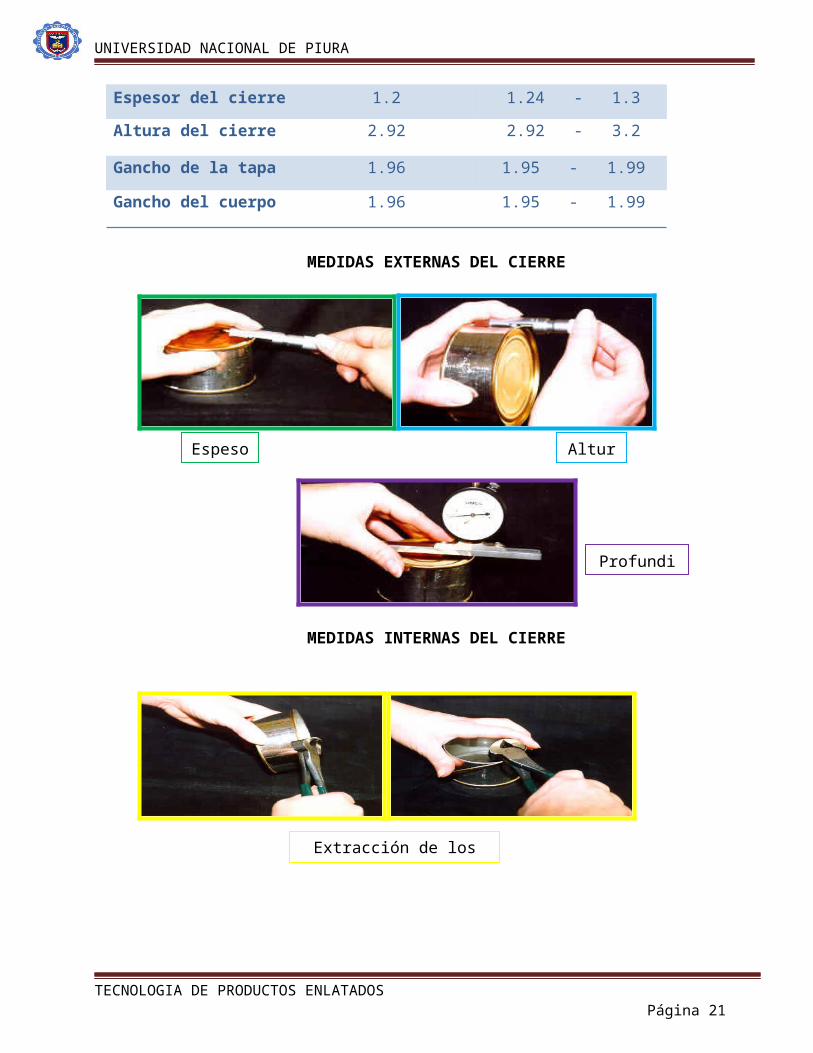
Medición en planta Parámetro internacional
Espesor del cierre 1.2 1.24 - 1.3
Altura del cierre 2.92 2.92 - 3.2
Gancho de la tapa 1.96 1.95 - 1.99
Gancho del cuerpo 1.96 1.95 - 1.99
MEDIDAS EXTERNAS DEL CIERRE
MEDIDAS INTERNAS DEL CIERRE
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 17
Espesor Altura
Profundidad

UNIVERSIDAD NACIONAL DE PIURA
Defectos:
Patinaje
Caída de cierre
Desbarnizado
Cierre afilado
Abolladura
Pendiente
Cuerpo combado.
Falso cierre
Lavio
Fractura
Si en caso que la lata haya tenido defectos de cierre se paraliza la producción se hace la
correcciones de la maquina y se envía a observación al producto o una cuarentena (21 días)
para ver desarrollo de mesófilos (37ºC) y termófilos (50ºC).
13.- Lavado
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 18
Extracción de los ganchos
Gancho de cuerpo Gancho de tapa
UNIVERSIDAD NACIONAL DE PIURA
Es conveniente un lavado cuidadoso de los envases cerrados, antes del tratamiento térmico con
el propósito de eliminar restos de pescado y líquido de gobierno que puedan estar adheridos al
envase para prevenir la contaminación del agua de enfriamiento y facilitar la adhesión de las
etiquetas al envase luego de su procesamiento.
Los envases primero se lavan en agua, luego con detergente y se enjuaga nuevamente con agua
llevándose a cabo el proceso a 88°C.
14.- Codificado.
El codificado se realiza mediante codificadores de inyección de tinta videojet modelo Excel
Series 170i que funciona de acuerdo a lo programado.
El codificado se hace con la finalidad de identificar el producto y continuar con su
trazabilidad:
AUEET.
AU: Austral
E : Engraulis ringens
E : Entero
T : Tomate
Seguido de la fecha de producción, fecha de vencimiento.
Fecha de producción
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 19
UNIVERSIDAD NACIONAL DE PIURA
07 : Día. Numeración del 01 al 31
06 : Mes. Sexto mes del año
07 : Año. Dos últimos dígitos del año calendario
Fecha de vencimiento
Cuatro años después de la fecha de elaboración.
07 : Día. Número de 01a 31
06 : Mes. Sexto mes del año
11 : Año. Dos últimos dígitos del año calendario
Esta operación se controla de acuerdo al manual de procedimientos.
El funcionamiento de las máquinas codificadoras es controlado automáticamente.
La tinta es de naturaleza térmica.
El producto sale de la codificadora y cae en un agua de recepción que sirve de efecto
amortiguador para que no se aboyen.
Codificador de inyección de tinta videojet modelo Excel Series 170i
15.- Esterilizado.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 20
UNIVERSIDAD NACIONAL DE PIURA
Proceso de fabricación que consiste en someter al producto en envases herméticamente
cerrados a la acción combinada del calor y presión, por tiempos suficientes para destruir
microorganismos alterantes y patógenos, ya sea en forma vegetativa y esporulada en especial
la esporas del Clostridium botulinun; para obtener finalmente una conserva “estéril
comercialmente”.
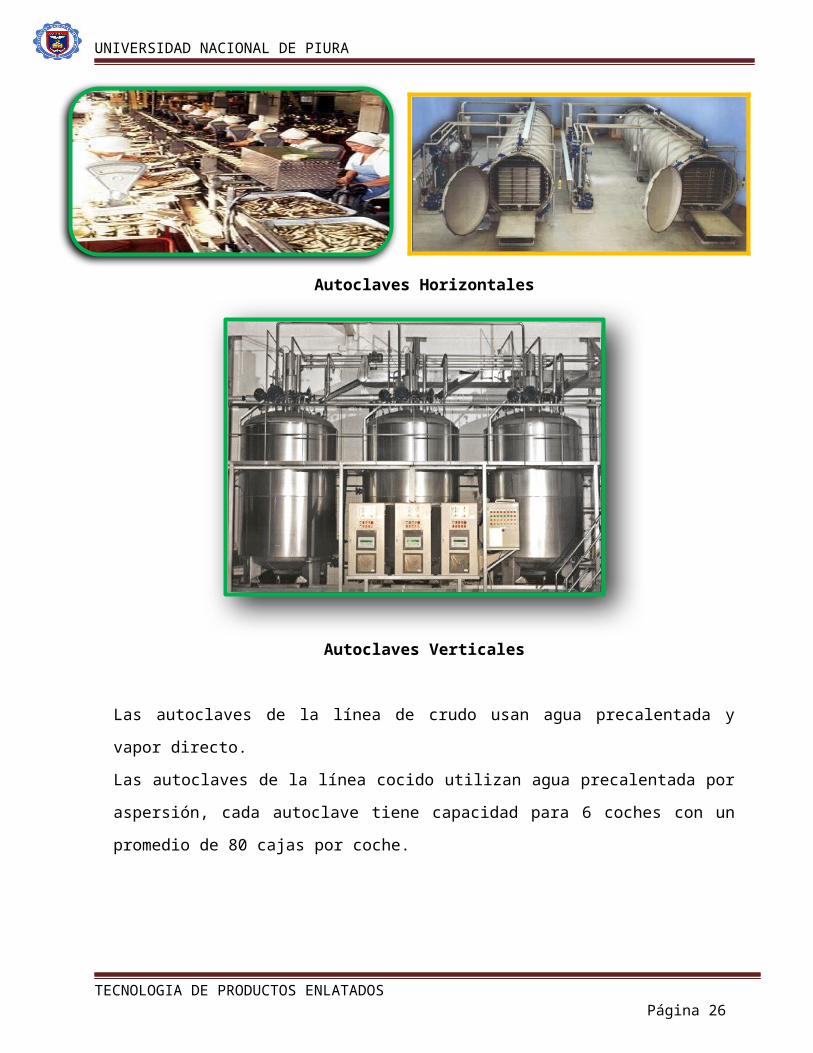
El esterilizado se realiza en autoclaves tipo Hermasa, diferenciando la línea de crudos (forma
vertical), y la línea de cocidos (Forma horizontal) aplicando un
F0 de 6D (6 reducciones decimales) según el producto.
Autoclaves Horizontales
Autoclaves Verticales
Las autoclaves de la línea de crudo usan agua precalentada y vapor directo.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 21
UNIVERSIDAD NACIONAL DE PIURA
Las autoclaves de la línea cocido utilizan agua precalentada por aspersión, cada autoclave tiene
capacidad para 6 coches con un promedio de 80 cajas por coche.
El estudio de penetración de calor y distribución de calor varia Ti=promedio de 33ºC, este varía
según el envase y material, producto, etc.
Se toma una muestra al final de terminar de cargar el autoclave se toma la temperatura y ese
es la temperatura de inicio del producto, en el levante ya se genera destrucción térmica el
levante dura entre 10 – 15 minutos, el tiempo de proceso está en 75 minutos de proceso de
esterilización comercial, el enfriado se da entre los 30 y 40º después del proceso térmico con
agua clorada entre 1-1.5 ppm. La temperatura de proceso es de 117ºC. Aquí operan 2 personas
Las tuberías que ingresan a la autoclave tienen el color plateado (vapor), verde (H2O dulce), azul
(aire)
Acabado el esterilizado ingresa al agua de enfriamiento.
La prueba de hermeticidad se hace aplicando 20 libras de aire y sellando la tapa se coloca en
una bandeja de agua y si salen burbujas existe fugas en la conserva y por tanto el producto no
sirve.
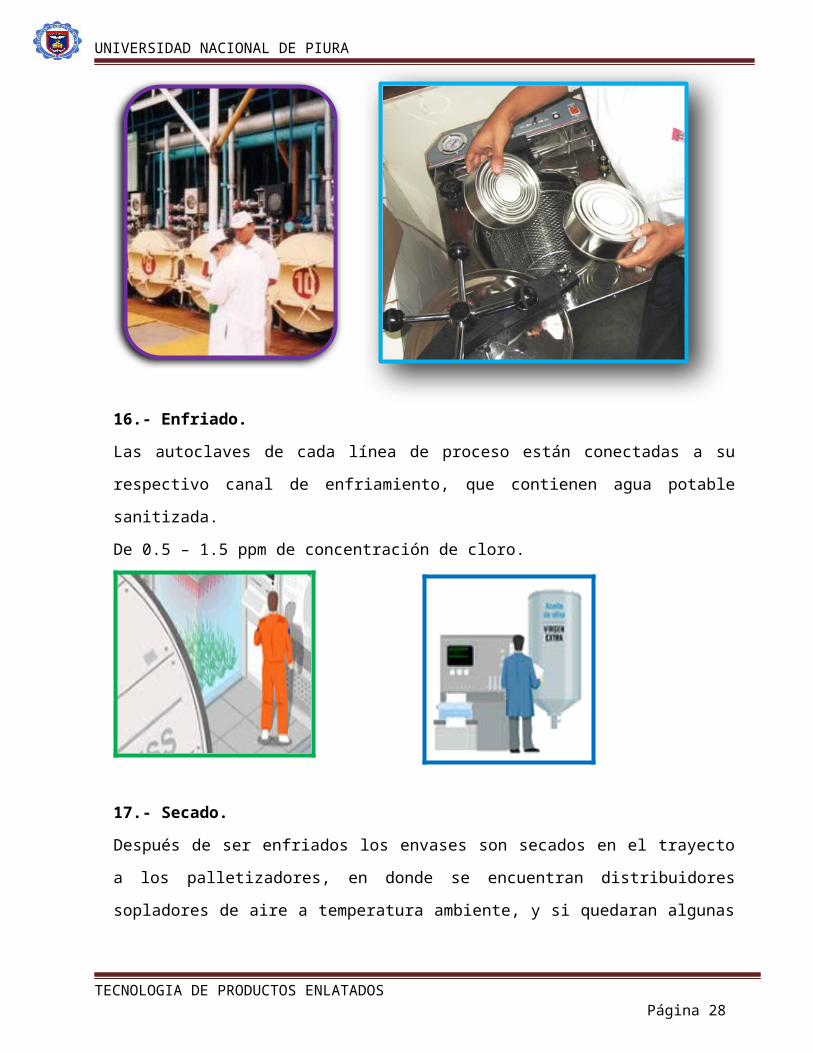
16.- Enfriado.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 22

UNIVERSIDAD NACIONAL DE PIURA
Las autoclaves de cada línea de proceso están conectadas a su respectivo canal de
enfriamiento, que contienen agua potable sanitizada.
De 0.5 – 1.5 ppm de concentración de cloro.
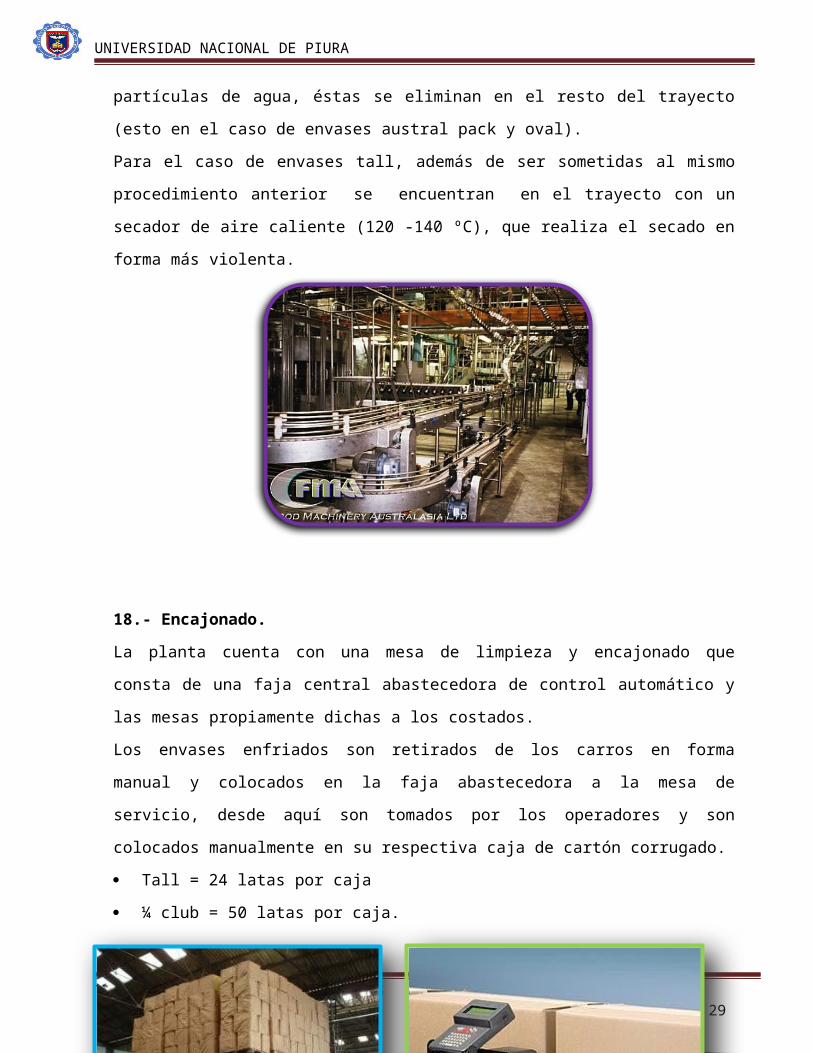
17.- Secado.
Después de ser enfriados los envases son secados en el trayecto a los palletizadores, en donde
se encuentran distribuidores sopladores de aire a temperatura ambiente, y si quedaran algunas
partículas de agua, éstas se eliminan en el resto del trayecto (esto en el caso de envases austral
pack y oval).
Para el caso de envases tall, además de ser sometidas al mismo procedimiento anterior se
encuentran en el trayecto con un secador de aire caliente (120 -140 ºC), que realiza el secado
en forma más violenta.
18.- Encajonado.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 23
UNIVERSIDAD NACIONAL DE PIURA
La planta cuenta con una mesa de limpieza y encajonado que consta de una faja central
abastecedora de control automático y las mesas propiamente dichas a los costados.
Los envases enfriados son retirados de los carros en forma manual y colocados en la faja
abastecedora a la mesa de servicio, desde aquí son tomados por los operadores y son
colocados manualmente en su respectiva caja de cartón corrugado.
Tall = 24 latas por caja
¼ club = 50 latas por caja.
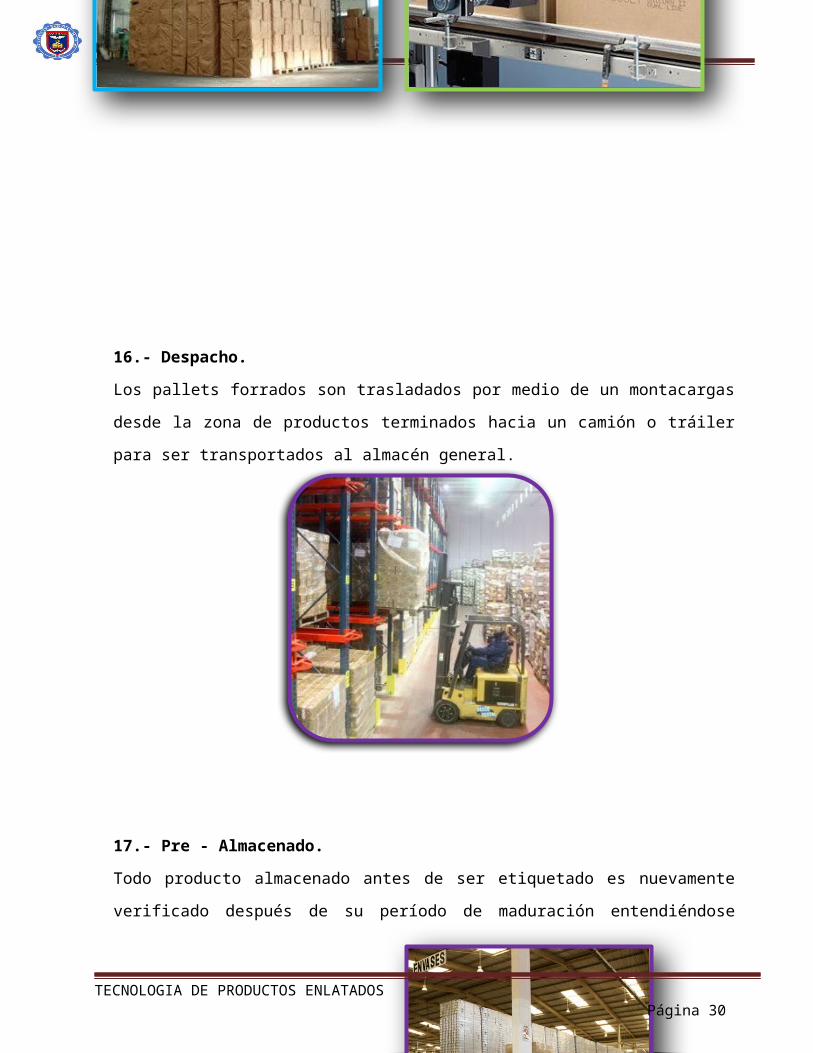
16.- Despacho.
Los pallets forrados son trasladados por medio de un montacargas desde la zona de productos
terminados hacia un camión o tráiler para ser transportados al almacén general.
17.- Pre - Almacenado.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 24

UNIVERSIDAD NACIONAL DE PIURA
Todo producto almacenado antes de ser etiquetado es nuevamente verificado después de su
período de maduración entendiéndose ésta como una estabilización físico-químico (Período de
cuarentena).
18.- Etiquetado
½ Lb. Tuna – 1 Kg-2 Kg- ½ Kg.
Los pallets de los códigos asignados una vez verificados pasan a la planta de etiquetado por
medio de un montacargas y colocados manualmente en las mesas de etiquetado. el producto
contenido en las cajas es vertido sobre las mesas y en forma ordenada se pega la etiqueta
manualmente.
Las conservas una vez etiquetadas son encajonadas manualmente, la cual una vez llena es
sellada con cinta de embalaje y pasan a ser estibados.
TALL 1 Lb. . El etiquetado es automático
¼ Club
Los pallets de los códigos asignados una vez verificados pasan a la planta de etiquetado por
medio de un montacargas y colocados manualmente en las mesas de etiquetado. el producto
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 25
UNIVERSIDAD NACIONAL DE PIURA
contenido en las cajas es vertido sobre las mesas y en forma ordenada se coloca cada envase
litografiado dentro de una cajita la cual es cerrada por la máquina encajonadora, luego de esta
operación se colocan las cajitas en bandejas de 10 envases, si lo requiere el cliente, las mismas
que son forrados con un film a presión y finalmente son colocadas en cajas master.
Las conservas una vez etiquetadas son encajonadas manualmente, la cual una vez llena es
sellada con cinta de embalaje y pasan a ser estibados.
En las etiquetas y cajitas llevan la marca que identifica al producto donde se indican:
Nombre de la Compañía.
Contenido del envase.
Especie.
Peso neto.
Peso drenado.
Componentes del líquido de gobierno.
Fecha de elaboración.
Fecha de expiración.
19.- Pre - Almacenado.
El local de almacenaje deberá estar limpio y seco, los embalajes deben ser de un tamaño tal
que impidan el movimiento de los envases. Los embalajes deben apilarse en jaulas o a altura
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 26
UNIVERSIDAD NACIONAL DE PIURA
reducida, para evitar aplastamientos. Toda manipulación de embalajes deberá ser cuidadosa, a
fin de evitar golpes, que podrían abollar los envases, afectando a sus costuras y sertidos,
comprometiendo su hermeticidad, además de desmerecer su aspecto.
20.- Embarque
Los contenedores u otros medios de transporte y distribución primeramente deben ser
revisados si reúnen las condiciones de cantidad de embarque sanidad, hermeticidad
(contenedores) y ser debidamente protegidos de los fenómenos naturales.
Son transportados a la otra planta misma de austral para ser el proceso de etiquetado con las
características que exige el cliente
2.4. FLUJOGRAMA DEL PROCESO DE CONSERVASPLANTA DE CRUDOS
PCC 1
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 27
RECEPCIÓN DE MATERIA PRIMA
ALMACENAMIENTO
ENVASES LATAS
RECEPCIÒN
ALMACENAMIENTO
ABASTECIMIENTO
LAVADO
PASTAS DE TOMATESSAL
ALMIDONGOMA GUARD
ACEITE VEGETALACEITE ESCENCIAL
UNIVERSIDAD NACIONAL DE PIURA
PCC2
ENVASES ALIMENTACION
TAPAS ALIMENTACION
PCC 3
PCC 4
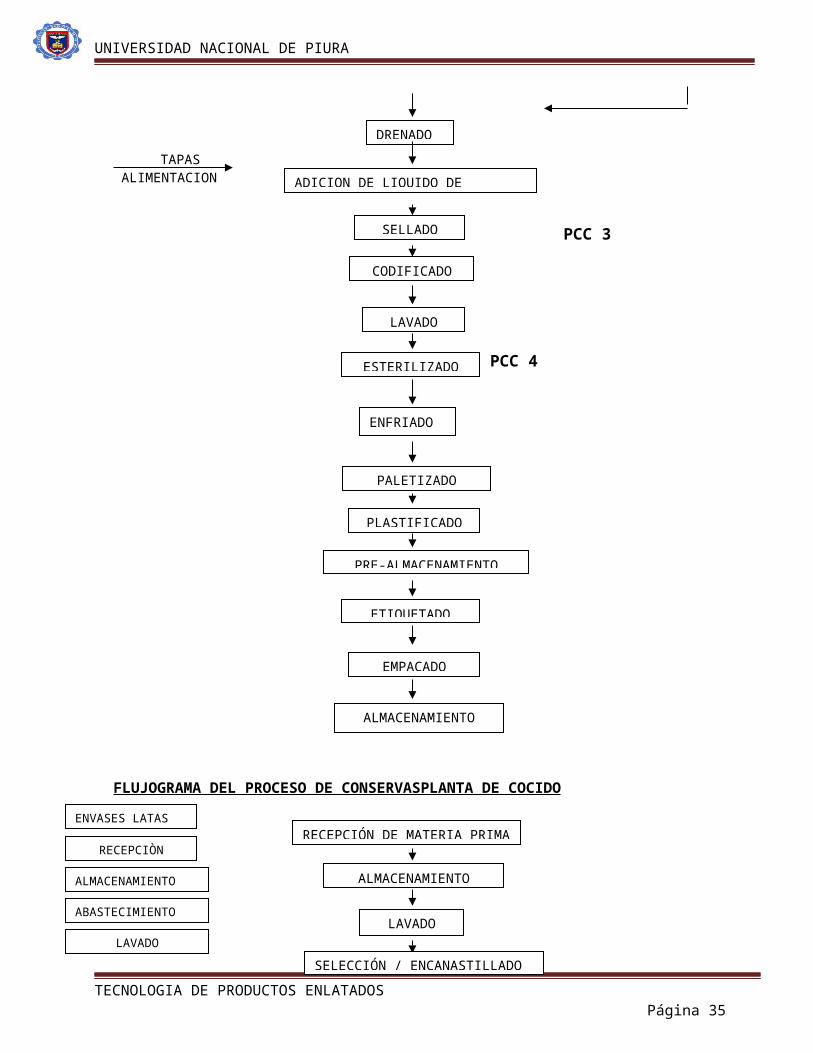
FLUJOGRAMA DEL PROCESO DE CONSERVASPLANTA DE COCIDO
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 28
DESCABEZADO/ EVISCERADO
LAVADO
ENVASADO / ENLATADO
PESADO
ADICION DE LIQUIDO DE GOBIERNO
SELLADO
CODIFICADO
LAVADO
ESTERILIZADO
PALETIZADO
PLASTIFICADO
PRE-ALMACENAMIENTO
ETIQUETADO
RECEPCION
ALMACENAMIENTO
PREPARACION DE LIQUIDO DE GOBIERNO
EMPACADO
ALMACENAMIENTO
CORTADO
PRE - COCCION
ENFRIADO
DRENADO
RECEPCIÓN DE MATERIA PRIMA
ALMACENAMIENTO
ENVASES LATAS
RECEPCIÒN
ALMACENAMIENTO
ABASTECIMIENTO
LAVADO
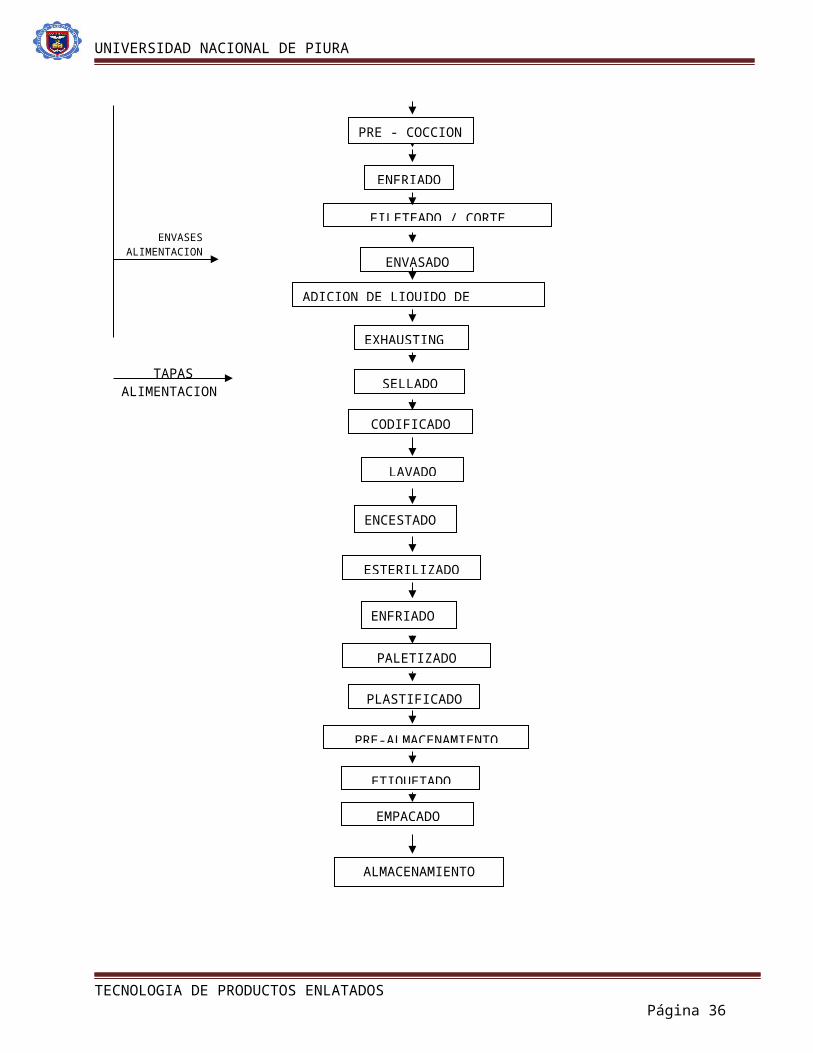
UNIVERSIDAD NACIONAL DE PIURA
ENVASES ALIMENTACION
TAPAS ALIMENTACION
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 29
FILETEADO / CORTE
LAVADO
ENVASADO
ENFRIADO
ADICION DE LIQUIDO DE GOBIERNO
SELLADO
CODIFICADO
LAVADO
ESTERILIZADO
PALETIZADO
PLASTIFICADO
PRE-ALMACENAMIENTO
ETIQUETADO
EMPACADO
ALMACENAMIENTO
SELECCIÓN / ENCANASTILLADO
PRE - COCCION
ENFRIADO
EXHAUSTING
ENCESTADO
UNIVERSIDAD NACIONAL DE PIURA
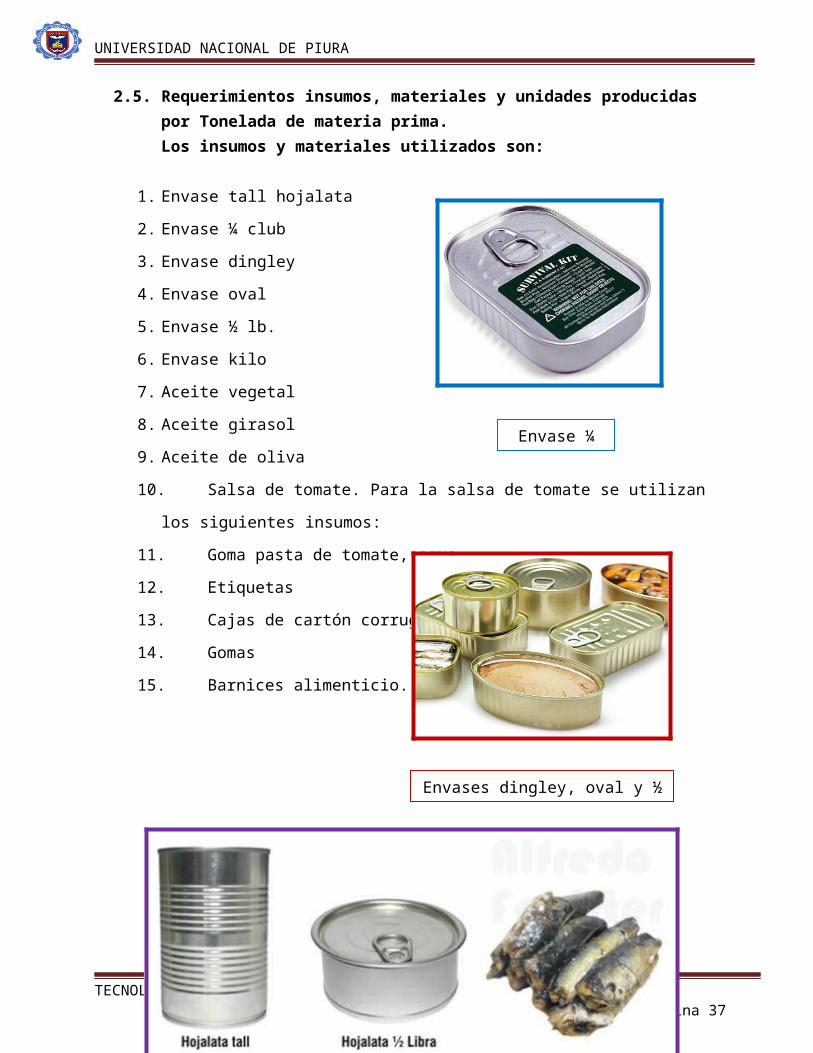
2.5. Requerimientos insumos, materiales y unidades producidas por Tonelada de materia prima.Los insumos y materiales utilizados son:
1. Envase tall hojalata
2. Envase ¼ club
3. Envase dingley
4. Envase oval
5. Envase ½ lb.
6. Envase kilo
7. Aceite vegetal
8. Aceite girasol
9. Aceite de oliva
10. Salsa de tomate. Para la salsa de tomate se utilizan los siguientes insumos:
11. Goma pasta de tomate, agua.
12. Etiquetas
13. Cajas de cartón corrugado
14. Gomas
15. Barnices alimenticio.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 30
Envase ¼ club
Envases dingley, oval y ½ lb

UNIVERSIDAD NACIONAL DE PIURA
Materia prima por toneladas
Para la producción de conserva necesitamos 1 TM de anchoveta para producir 105 –
115 cajas, cada caja contiene 50 envases.
Punto de equilibrio
Para que la empresa Austral no pierda ni gane necesita producir para:
Línea de cocidos: 3000 cajas por día.
Línea de crudos: 4000 cajas por día.
2.6. Personal.-
Fase de proceso: (en las dos áreas en total)
Recepción de materia prima: 8 personas
Transporte: 12 personas
Enfriamiento: 12 personas
Envasado: 80 a 90 personas
Corte y/o fileteado: 120 personas
Pre cocción: 10 personas
Enfriamiento: 8 personas
Adición de líquido de gobierno: 6 personas
Sellado: 4 personas
Lavado: 20 personas
Esterilizado: 6 personas
Enfriamiento: 4 personas
Empaque: 10 personas
Almacenamiento: 8 personas
Exausting: 5 personas (solo para línea de cocidos)
Apoyos = 30 personas distribuidas en todas las áreas
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 31
UNIVERSIDAD NACIONAL DE PIURA
Supervisores e ingenieros:
1 supervisor por cada área de proceso y por cada turno, (2 turnos)
1 ingeniero de producción por turno (2 turnos)
1 jefe de planta
1 gerente general
7-10 personas en el aseguramiento de la calidad por cada turno (2 turnos)
2.7. Balance de materia prima y rendimientos por cada etapa del proceso y del producto final.1kg está entre 500 – 600 g, de recuperación, a mayor tamaño del envase menor el rendimiento, la recuperación son diferentes según el tamaño de la especie.
< 3 libras 39% de recuperación el resto se pierde.
4 libras 40% de recuperación.
1 TM materia prima < 3 libras se obtienen un promedio de 69 cajas de producto.
2.8. Capacidad de la planta.
La capacidad de planta es de 62000 toneladas.
Tienen una capacidad instalada de producción de 26,905 cajas por turno.
Las cajas varían en el número de latas de acuerdo al tipo de envase.
Niveles de producción por día de acuerdo a la especie.
Atún 2500 Tm de almacenamiento, de procesamiento 80Tm/día.
Jurel 700Tm/ día. De procesamiento
Anchoveta 160Tm /día como máx. De procesamiento.
Capacidad diaria: 40 toneladas (cocidos)
La capacidad diaria en crudo es de 150 toneladas:
75 toneladas en el día.
75 toneladas en la noche
La capacidad mensual de la planta: 2800 toneladas
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 32
UNIVERSIDAD NACIONAL DE PIURA
2.9. Producción diaria, mensual y anual.
Producción diaria : 2000 cajas
Producción mensual : 60000 cajas
Producción anual : 720000
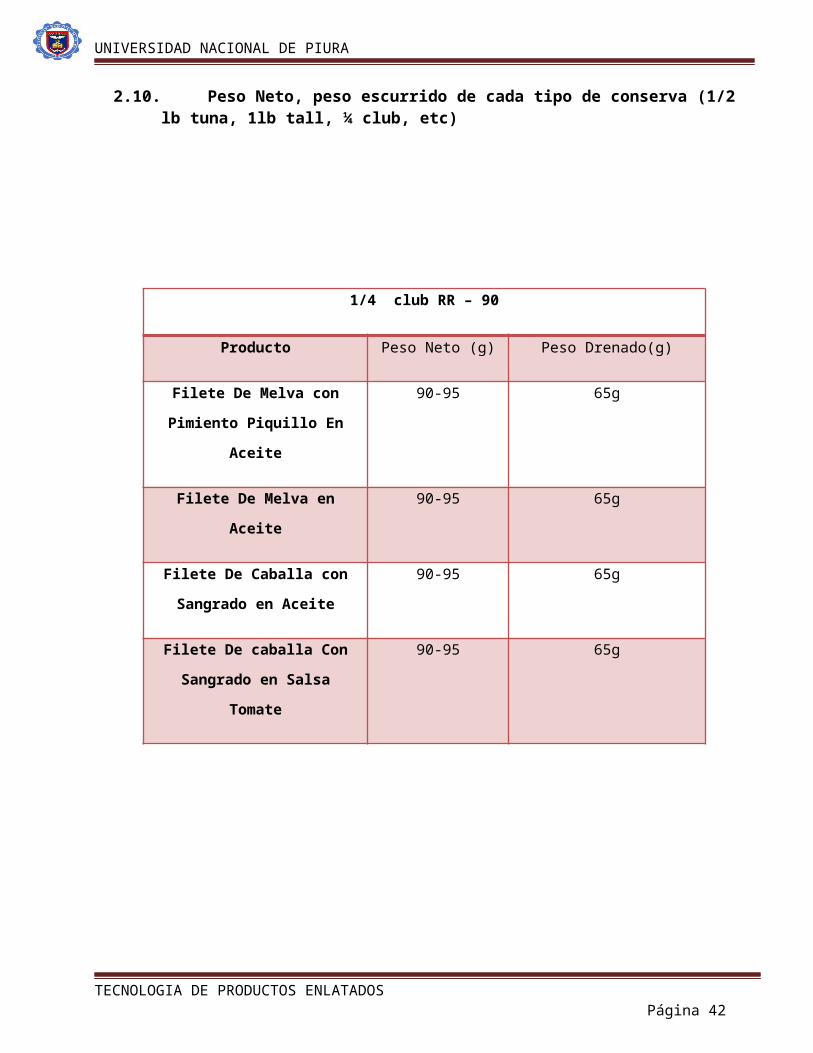
2.10. Peso Neto, peso escurrido de cada tipo de conserva (1/2 lb tuna, 1lb tall, ¼ club, etc)
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 33
Filete De Melva con Pimiento
Piquillo En Aceite
120-125 85g
Filete De Caballa sin Sangado en
Aceite
125-130 90g
Filete De caballa Con Sangado en
Aceite
125-130 89g
Filete De caballa Con Sangado en
Salsa Tomate
125-130 76g
Filete De caballa Con Sangado en
Salmuera
125-130
Filete De Melva en Aceite 120-125 85g
1/4 club RR – 90
Producto Peso Neto (g) Peso Drenado(g)
Filete De Melva con Pimiento
Piquillo En Aceite
90-95 65g
Filete De Melva en Aceite 90-95 65g
Filete De Caballa con Sangrado en
Aceite
90-95 65g
Filete De caballa Con Sangrado en
Salsa Tomate
90-95 65g

UNIVERSIDAD NACIONAL DE PIURA
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 34
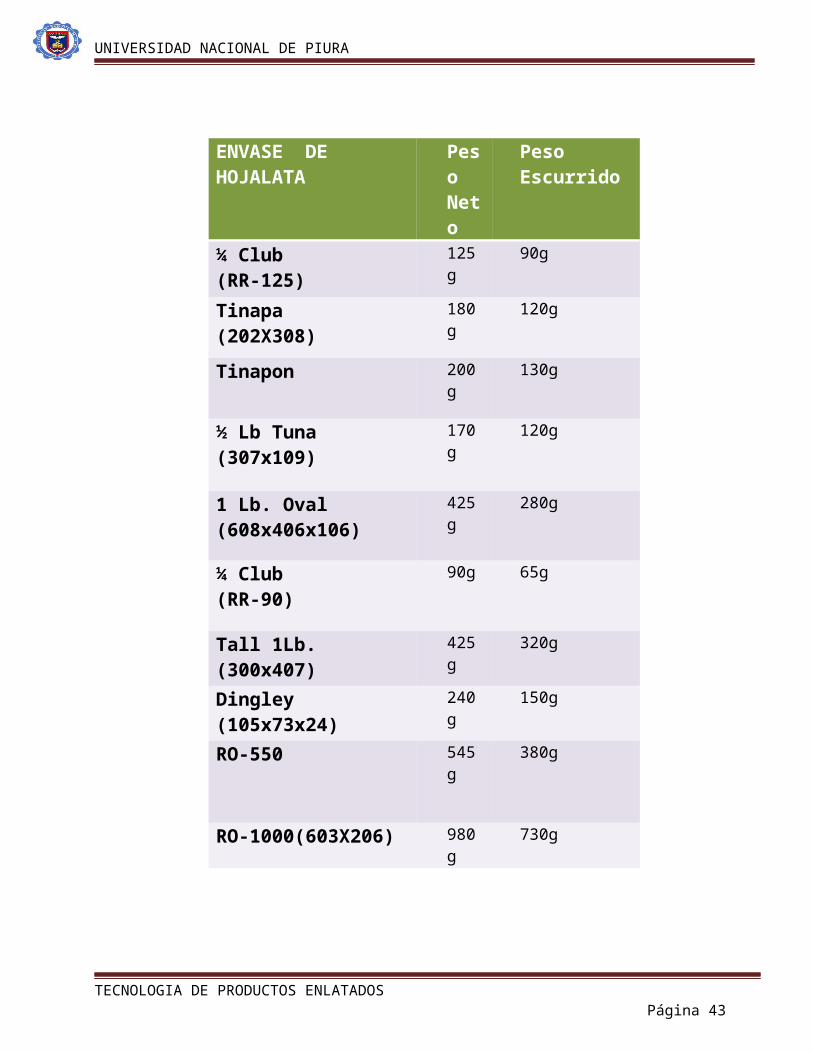
ENVASE DE HOJALATA PesoNeto
Peso Escurrido
¼ Club(RR-125)
125g 90g
Tinapa(202X308)
180g 120g
Tinapon 200g 130g
½ Lb Tuna (307x109) 170g 120g
1 Lb. Oval (608x406x106) 425g 280g
¼ Club(RR-90)
90g 65g
Tall 1Lb.(300x407)
425g 320g
Dingley (105x73x24) 240g 150g
RO-550 545g 380g
RO-1000(603X206) 980g 730g
UNIVERSIDAD NACIONAL DE PIURA
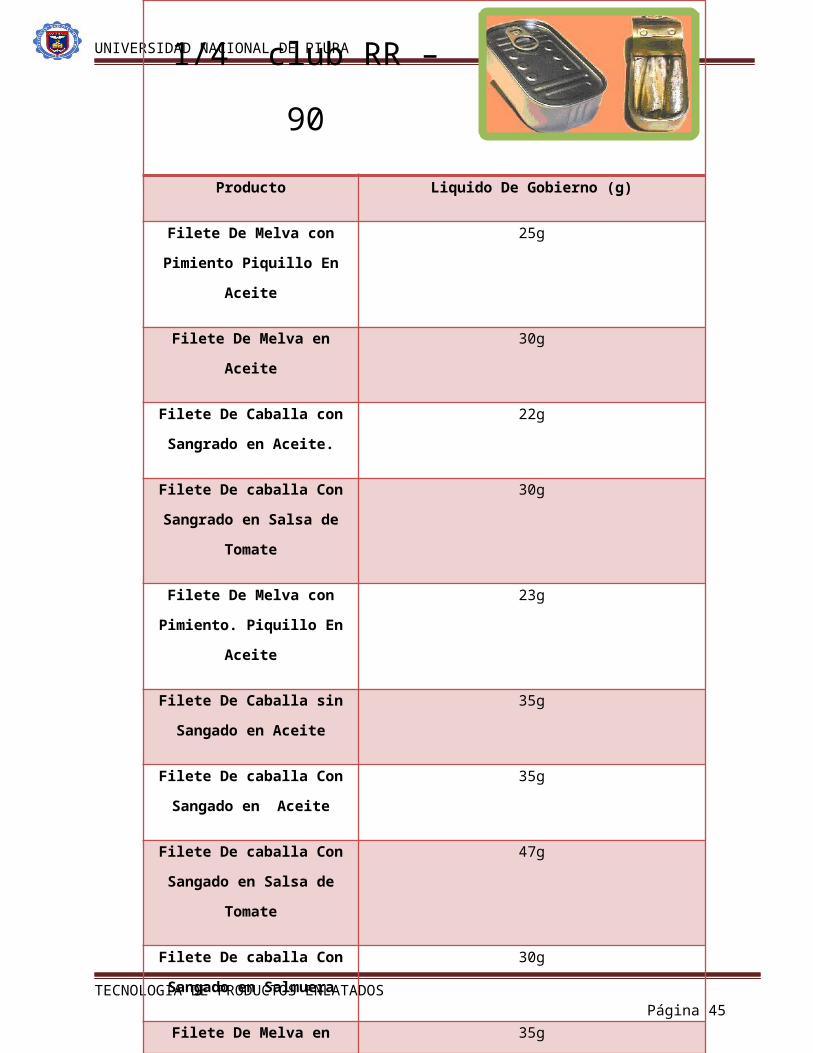
2.11. Tipos de líquido de gobierno. Cantidad de sal, agua, aceite, salsa por cada tipo de conserva.
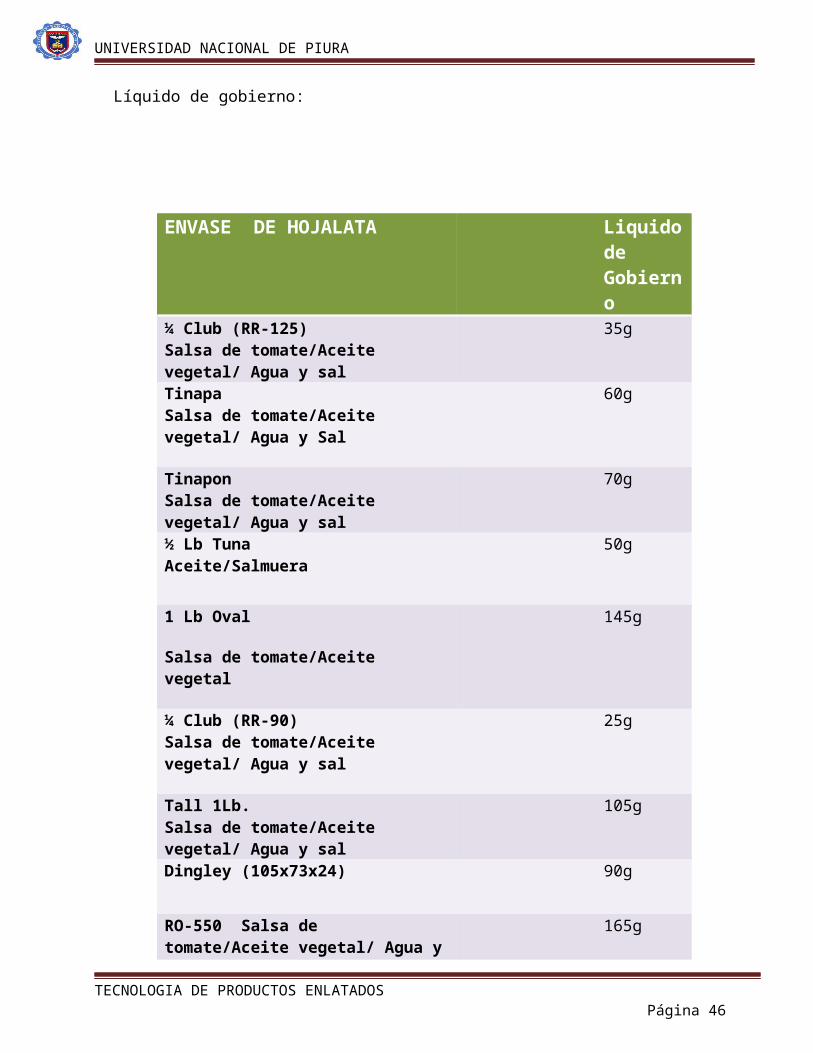
Líquido de gobierno:
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 35
1/4 club RR – 90
Producto Liquido De Gobierno (g)
Filete De Melva con Pimiento
Piquillo En Aceite
25g
Filete De Melva en Aceite 30g
Filete De Caballa con Sangrado
en Aceite.
22g
Filete De caballa Con Sangrado
en Salsa de Tomate
30g
Filete De Melva con Pimiento.
Piquillo En Aceite
23g
Filete De Caballa sin Sangado
en Aceite
35g
Filete De caballa Con Sangado
en Aceite
35g
Filete De caballa Con Sangado
en Salsa de Tomate
47g
Filete De caballa Con Sangado
en Salmuera
30g
Filete De Melva en Aceite 35g
UNIVERSIDAD NACIONAL DE PIURA
ENVASE DE HOJALATA Liquido deGobierno
¼ Club (RR-125)Salsa de tomate/Aceite vegetal/ Agua y sal
35g
TinapaSalsa de tomate/Aceite vegetal/ Agua y Sal
60g
TinaponSalsa de tomate/Aceite vegetal/ Agua y sal
70g
½ Lb TunaAceite/Salmuera
50g
1 Lb Oval
Salsa de tomate/Aceite vegetal
145g
¼ Club (RR-90)Salsa de tomate/Aceite vegetal/ Agua y sal
25g
Tall 1Lb.Salsa de tomate/Aceite vegetal/ Agua y sal
105g
Dingley (105x73x24) 90g
RO-550 Salsa de tomate/Aceite vegetal/ Agua y sal
165g
RO-1000(603X206) Salsa de tomate/Aceite vegetal/ Agua y sal
250g
2.12. Cantidad de agua (m3) utilizada en el proceso.Se utiliza de 420 – 540 m3
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 36
UNIVERSIDAD NACIONAL DE PIURA
III. MAQUINA Y EQUIPO
3.1. Especificaciones técnicas de cada equipo y maquinaria: capacidad, potencia, numero
de obreros por maquina, etc. Descabezadores, fileteadoras, lavadores mecánicos,
cocinadores, exhausters, dosificadores de líquidos de gobierno, selladoras, autoclaves,
almacenes, termocuplas.
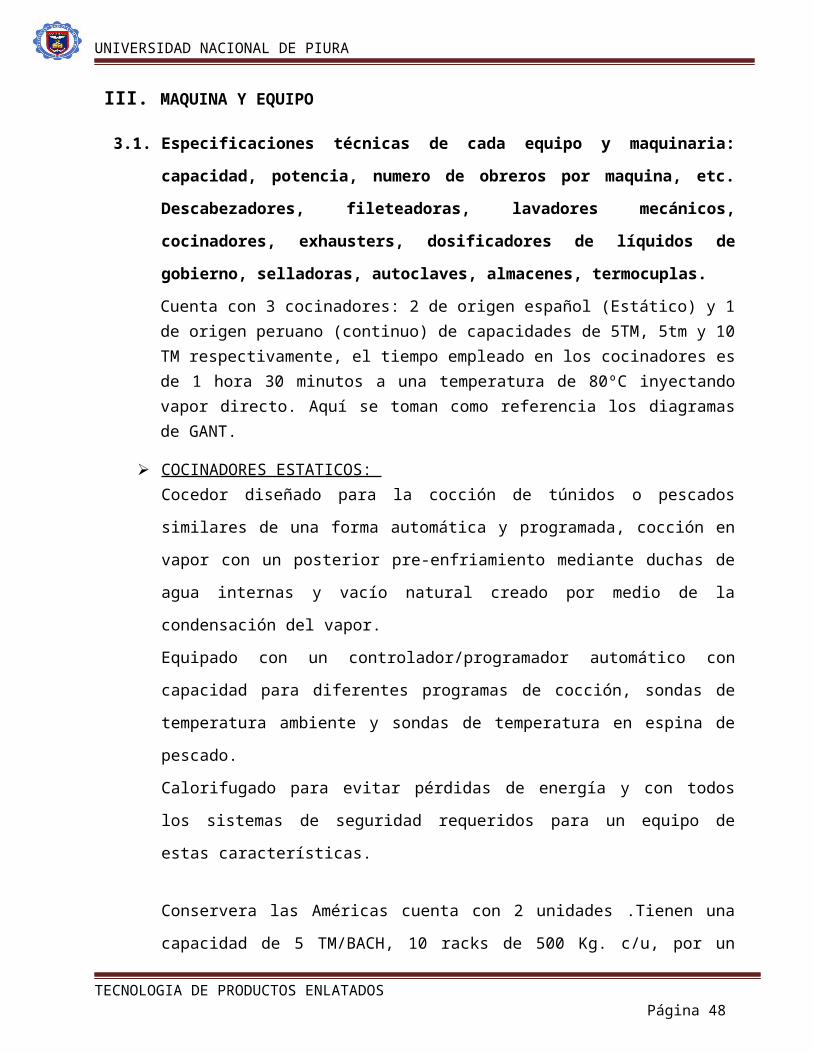
Cuenta con 3 cocinadores: 2 de origen español (Estático) y 1 de origen peruano (continuo) de capacidades de 5TM, 5tm y 10 TM respectivamente, el tiempo empleado en los cocinadores es de 1 hora 30 minutos a una temperatura de 80ºC inyectando vapor directo. Aquí se toman como referencia los diagramas de GANT.
COCINADORES ESTATICOS: Cocedor diseñado para la cocción de túnidos o pescados similares de una forma
automática y programada, cocción en vapor con un posterior pre-enfriamiento
mediante duchas de agua internas y vacío natural creado por medio de la condensación
del vapor.
Equipado con un controlador/programador automático con capacidad para diferentes
programas de cocción, sondas de temperatura ambiente y sondas de temperatura en
espina de pescado.
Calorifugado para evitar pérdidas de energía y con todos los sistemas de seguridad
requeridos para un equipo de estas características.
Conservera las Américas cuenta con 2 unidades .Tienen una capacidad de 5 TM/BACH,
10 racks de 500 Kg. c/u, por un tiempo aproximado de 30 minutos a una temperatura de
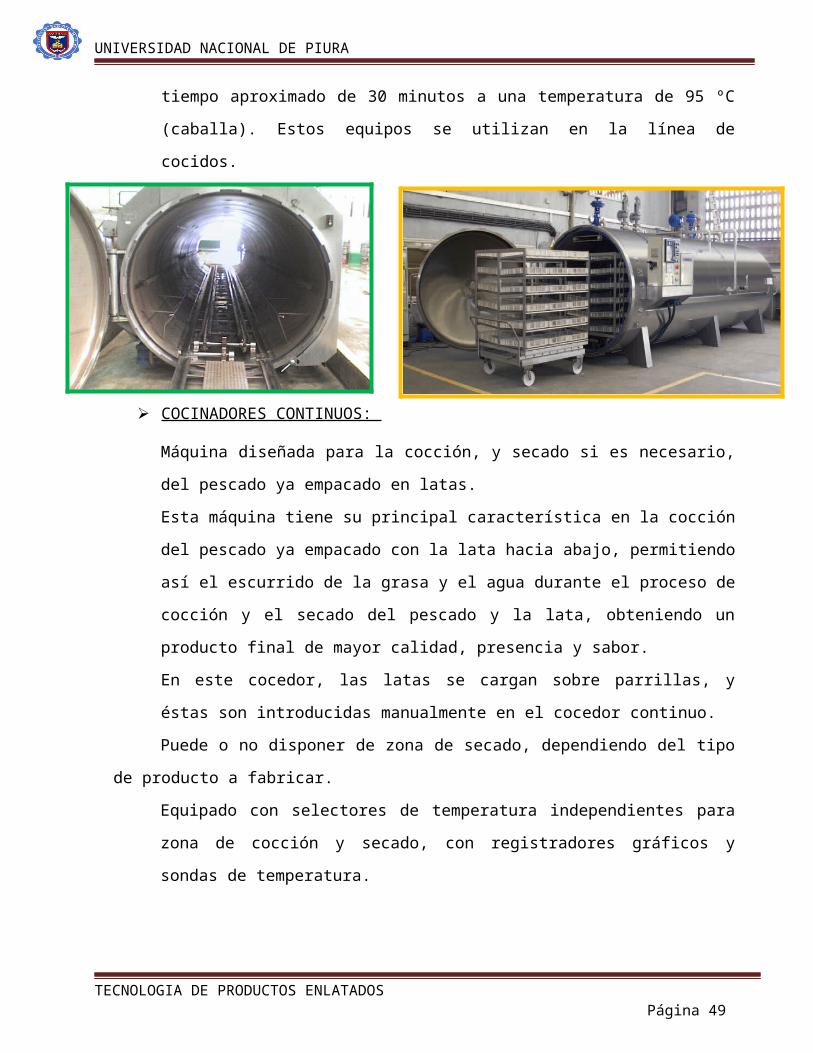
95 ºC (caballa). Estos equipos se utilizan en la línea de cocidos.
COCINADORES CONTINUOS:
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 37
UNIVERSIDAD NACIONAL DE PIURA
Máquina diseñada para la cocción, y secado si es necesario, del pescado ya empacado
en latas.
Esta máquina tiene su principal característica en la cocción del pescado ya empacado
con la lata hacia abajo, permitiendo así el escurrido de la grasa y el agua durante el
proceso de cocción y el secado del pescado y la lata, obteniendo un producto final de
mayor calidad, presencia y sabor.
En este cocedor, las latas se cargan sobre parrillas, y éstas son introducidas
manualmente en el cocedor continuo.
Puede o no disponer de zona de secado, dependiendo del tipo de producto a fabricar.
Equipado con selectores de temperatura independientes para zona de cocción y secado,
con registradores gráficos y sondas de temperatura.
Conservera las Américas posee 3 cocinadores de este tipo, se utiliza en la línea de
crudos. El tiempo de cocido es de 40 minutos a una temperatura de 95ºC y 135ºC.
SELLADORAS:
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 38
UNIVERSIDAD NACIONAL DE PIURA
Cuenta con dos unidades: una en la línea de crudos que opera ubicada después del cocinador y la otra en la línea de cocidos. Selladora marca Zilli&Bellini tipo Seamer.
Selladora de latas de 1 Kg 120 Latas/min
Selladora de latas de ½ libra 350 latas/min
AUTOCLAVES VERTICALES:
Diseñado para la esterilización de todo tipo de alimentos conservados en envase
hermético con control de presión y temperatura.
Esterilización a vapor con duchas de agua con sobrepresión.
Equipado con un controlador/programador automático con capacidad para diferentes
programas de esterilización y sonda de temperatura F0.
Se utilizan para la esterilización de las latas en la línea de crudos, son un total de 13.
AUTOCLAVES HORIZONTALES:
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 39
Selladora Zilli&Bellini Tipo Seamer
UNIVERSIDAD NACIONAL DE PIURA
Diseñado para la esterilización de todo tipo de alimentos conservados en envase
hermético con control de presión y temperatura.
Esterilización a vapor con duchas de agua con sobrepresión.
Equipado con un controlador/programador automático con capacidad para diferentes
programas de esterilización y sonda de temperatura F0.
Son utilizadas para la esterilización de las latas de la línea de cocidos, son un total de 2.
DOSIFICADORES DE LÍQUIDO DE GOBIERNO:
Dosificador lineal de líquidos. Se consigue una dosificación controlando el nivel sin
derrame del líquido de gobierno.
Están graduadas para poner la lata una cantidad determinada de líquido de gobierno
dependiendo del tamaño del envase.
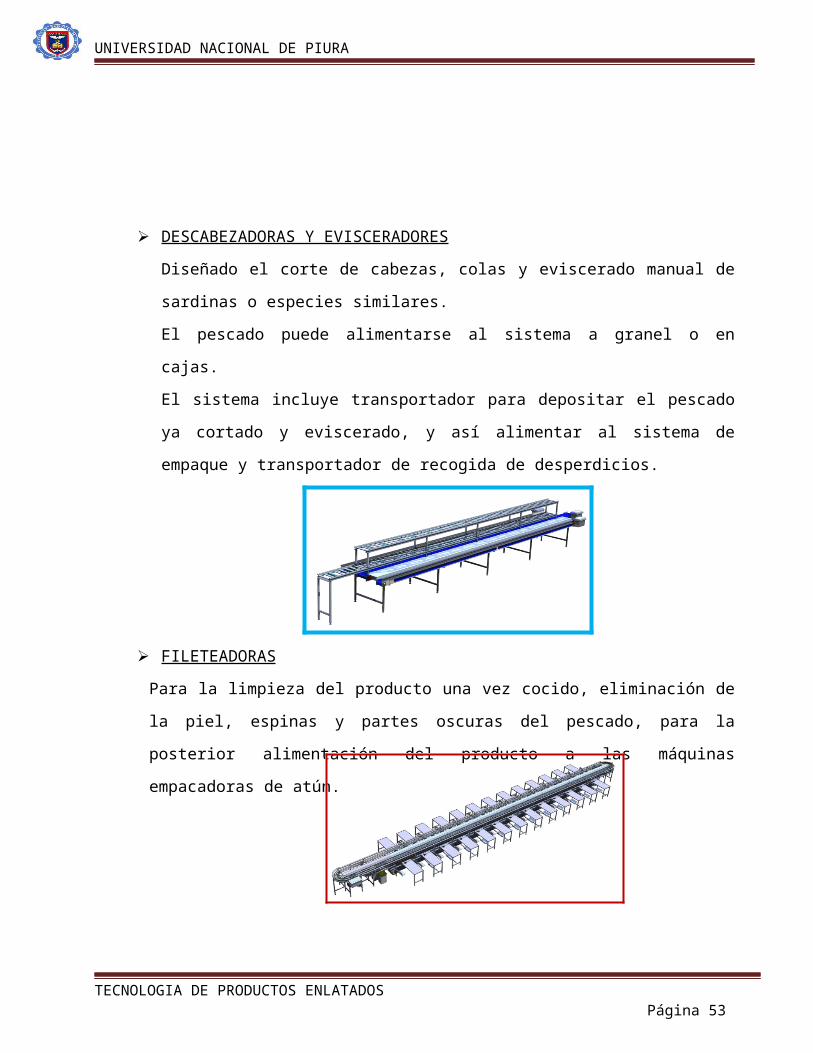
DESCABEZADORAS Y EVISCERADORES
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 40
UNIVERSIDAD NACIONAL DE PIURA
Diseñado el corte de cabezas, colas y eviscerado manual de sardinas o especies
similares.
El pescado puede alimentarse al sistema a granel o en cajas.
El sistema incluye transportador para depositar el pescado ya cortado y eviscerado, y así
alimentar al sistema de empaque y transportador de recogida de desperdicios.
FILETEADORAS
Para la limpieza del producto una vez cocido, eliminación de la piel, espinas y partes
oscuras del pescado, para la posterior alimentación del producto a las máquinas
empacadoras de atún.
TOLVA DE RECEPCION Tolva diseñada para recepción del pescado al inicio del proceso de producción.
Transportador elevador provisto de palas para una alimentación secuencial del pescado.
SIERRA DE CORTE
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 41
UNIVERSIDAD NACIONAL DE PIURA
Máquina diseñada y fabricada para el corte de productos frescos o congelados, con o sin
hueso. Disponible con diferentes tamaños de luz de corte (400 ó 700 mm) y altura de
corte regulable por medio de una guía. Máxima altura de corte de 500mm.
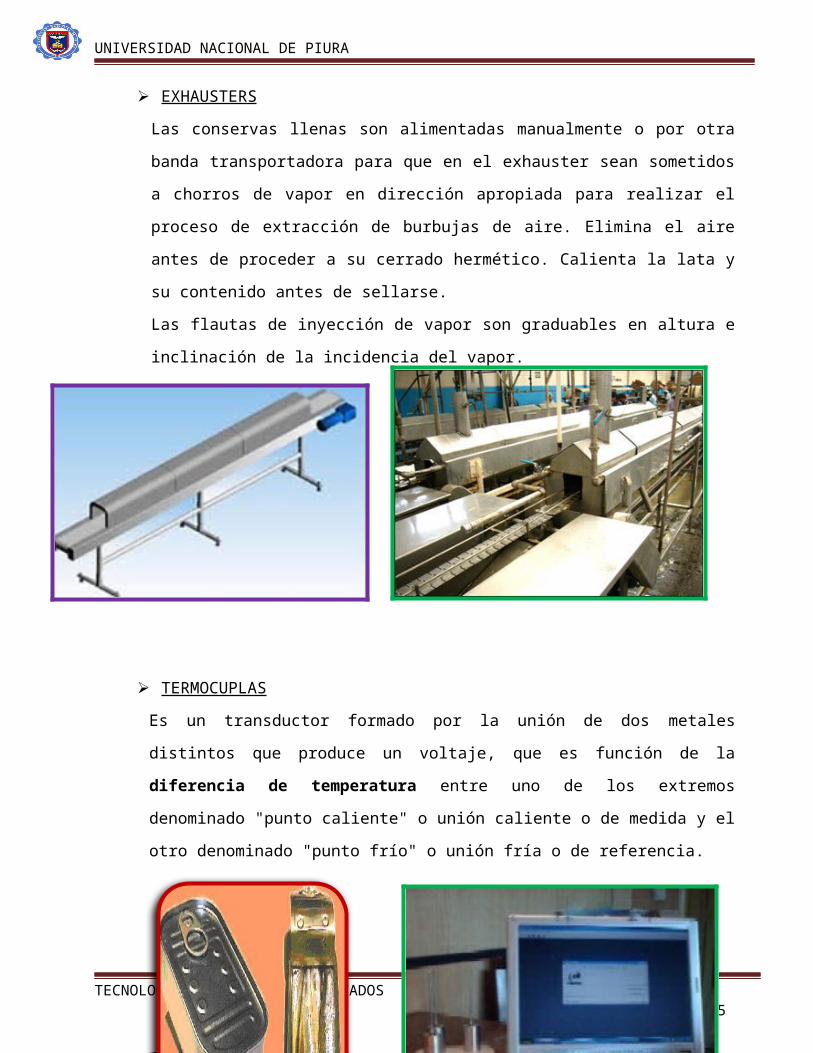
EXHAUSTERS
Las conservas llenas son alimentadas manualmente o por otra banda transportadora para
que en el exhauster sean sometidos a chorros de vapor en dirección apropiada para
realizar el proceso de extracción de burbujas de aire. Elimina el aire antes de proceder a
su cerrado hermético. Calienta la lata y su contenido antes de sellarse.
Las flautas de inyección de vapor son graduables en altura e inclinación de la incidencia
del vapor.
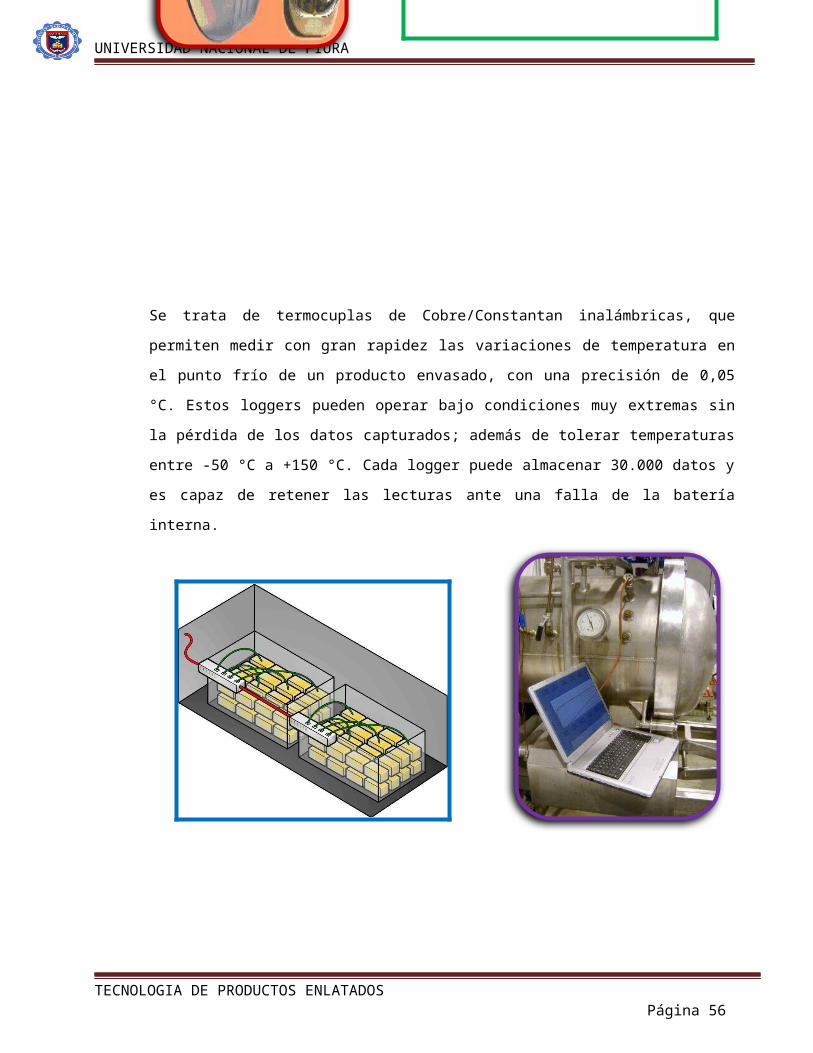
TERMOCUPLAS
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 42
UNIVERSIDAD NACIONAL DE PIURA
Es un transductor formado por la unión de dos metales distintos que produce un voltaje,
que es función de la diferencia de temperatura entre uno de los extremos denominado
"punto caliente" o unión caliente o de medida y el otro denominado "punto frío" o unión
fría o de referencia.
Se trata de termocuplas de Cobre/Constantan inalámbricas, que permiten medir con gran rapidez
las variaciones de temperatura en el punto frío de un producto envasado, con una precisión de
0,05 °C. Estos loggers pueden operar bajo condiciones muy extremas sin la pérdida de los datos
capturados; además de tolerar temperaturas entre -50 °C a +150 °C. Cada logger puede almacenar
30.000 datos y es capaz de retener las lecturas ante una falla de la batería interna.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 43

UNIVERSIDAD NACIONAL DE PIURA
3.2. Tipos de envase
½ Lb. Tuna: 307 x 109
Envase embutido de mayor comercialización en el sector Pesca tanto para mercado local como para las exportaciones. Las presentaciones en conservas suelen ser en Grated de Anchoveta o Jurel principalmente, así como en Filetes de Caballa, Sólidos de Atún entre otros. Es común el uso de tapas abre fáciles en este tipo de envases.
1 Lb. Oval: 608 x 406 x 108
Envase embutido de importante presentación para los programas del PRONAA y exportaciones para países como República Dominicana, Bolivia, Cuba etc. Su uso es primordialmente para enteros de Anchoveta, en la mayoría de casos con Pasta de Tomate como líquido de gobierno.
RR-125: 104 x 60 x 27
Envase embutido con segunda mayor aceptación en el mercado de exportaciones. Las presentaciones de enteros de Anchoveta, en Agua y Sal; Aceite de Olivo y Salsa de Tomate son de gran consumo en Alemania, República Dominicana, Colombia, Chile, Panamá, etc. También es útil para productos como Atún, Caballa, Pulpo, etc. Con diferentes líquidos de gobierno.Al igual que el RR-90 sus presentaciones son con tapas abre fáciles para su mejor uso.
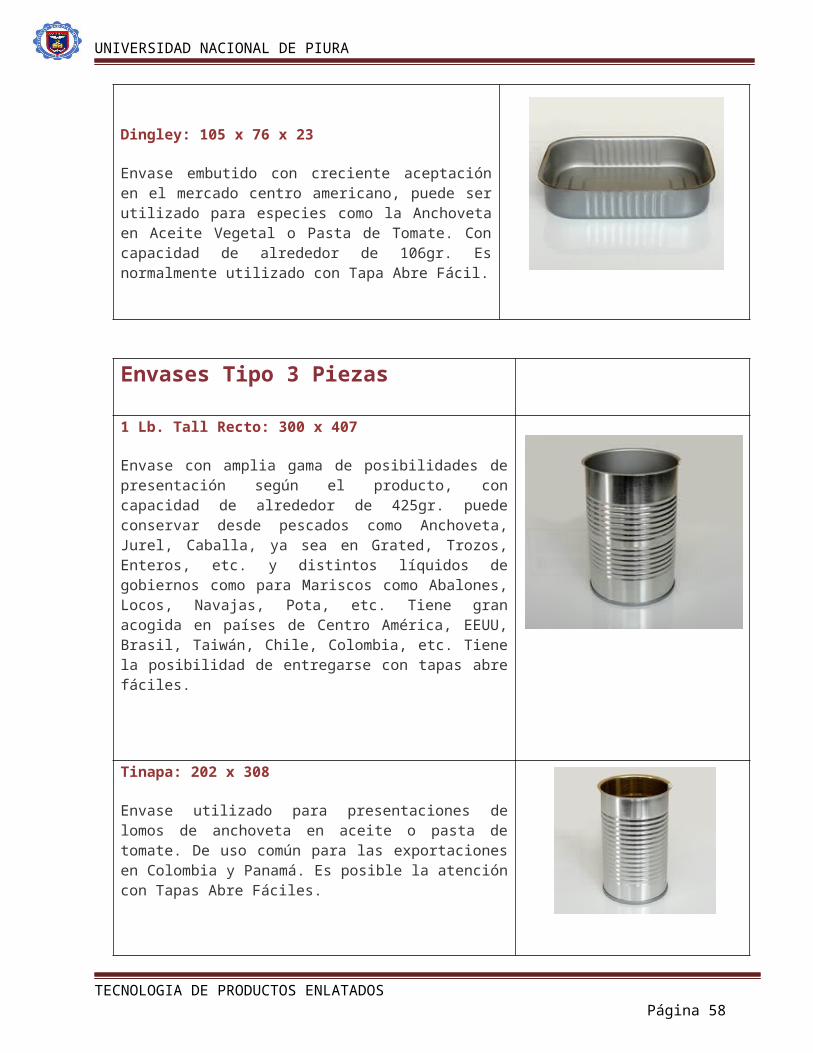
Dingley: 105 x 76 x 23
Envase embutido con creciente aceptación en el mercado centro americano, puede ser utilizado para especies como la Anchoveta en Aceite Vegetal o Pasta de Tomate. Con capacidad de alrededor de 106gr. Es normalmente utilizado con Tapa Abre Fácil.
Envases Tipo 3 Piezas
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 44
UNIVERSIDAD NACIONAL DE PIURA
1 Lb. Tall Recto: 300 x 407
Envase con amplia gama de posibilidades de presentación según el producto, con capacidad de alrededor de 425gr. puede conservar desde pescados como Anchoveta, Jurel, Caballa, ya sea en Grated, Trozos, Enteros, etc. y distintos líquidos de gobiernos como para Mariscos como Abalones, Locos, Navajas, Pota, etc. Tiene gran acogida en países de Centro América, EEUU, Brasil, Taiwán, Chile, Colombia, etc. Tiene la posibilidad de entregarse con tapas abre fáciles.
Tinapa: 202 x 308
Envase utilizado para presentaciones de lomos de anchoveta en aceite o pasta de tomate. De uso común para las exportaciones en Colombia y Panamá. Es posible la atención con Tapas Abre Fáciles.
Tinapón: 202 x 403
Envase utilizado para presentaciones de lomos de anchoveta en aceite o pasta de tomate. Recientemente presentado en Programas del Estado - PRONAA. Así mismo tiene importante acogida en el mercado de República Dominicana y Haití en los últimos años. Con posibilidad de atención con Tapas Abre Fáciles.
RO-1000: 603 x 206
Envase de capacidad de 1Kg. aproximado con uso común para filetes de Caballa, Lomos de Atún, Lomos de Anchoveta y Mariscos con diferentes líquidos de gobiernos. Al igual que el Tall, puede variar la presentación del Barniz interior de acuerdo al producto a conservar. Tiene aceptación para países como España, Portugal, Brasil, etc.
3.3. PLANO DE DISTRIBUCIÓN DE PLANTAS DE CONSERVAS
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 45
UNIVERSIDAD NACIONAL DE PIURA
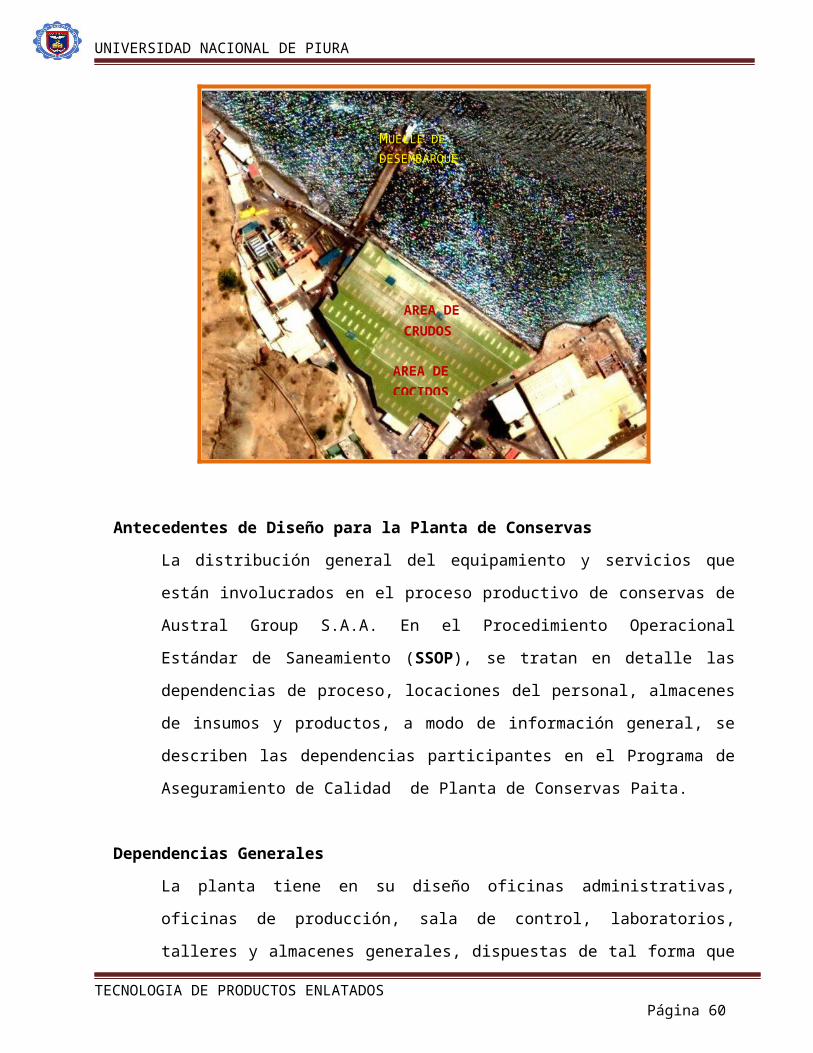
Antecedentes de Diseño para la Planta de Conservas
La distribución general del equipamiento y servicios que están involucrados en el
proceso productivo de conservas de Austral Group S.A.A. En el Procedimiento
Operacional Estándar de Saneamiento (SSOP), se tratan en detalle las dependencias de
proceso, locaciones del personal, almacenes de insumos y productos, a modo de
información general, se describen las dependencias participantes en el Programa de
Aseguramiento de Calidad de Planta de Conservas Paita.
Dependencias Generales
La planta tiene en su diseño oficinas administrativas, oficinas de producción, sala de
control, laboratorios, talleres y almacenes generales, dispuestas de tal forma que se
diferencian bien las zonas contaminadas de las zonas de producción sanitarias. La
evacuación de desperdicio se realiza en simultáneo al proceso, el personal tiene áreas
de trabajo bien delimitadas para evitar contaminaciones cruzadas.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 46
AREA DE COCIDOS
AREA DE CRUDOS
MUELLE DE DESEMBARQUE
UNIVERSIDAD NACIONAL DE PIURA
Nave de Proceso
Diseñadas para trabajo en turno, consta de cuatro líneas principales de producción
donde se pueden elaborar una gama de por lo menos 59 productos. En el interior de la
nave se instala la planta de refrigeración de agua de mar con capacidad de 100m3/ hora
para abastecer 4 pozas para almacenamiento de materia prima refrigerada.
Las pozas tienen una capacidad de almacenamiento efectivo de 75 TM cada una.
La materia prima para Planta de Cocido se traslada en Dynos y mediante un flun de
abastecimiento directo a dos tinas para 5 TM de pescado, cada una que cuentan con su
respectiva mesa de encanastillado. El pescado encanastillado y envasado se cocina en
tres cocedores a presión. La limpieza del pescado cocido se realiza en 4 mesas de
funcionamiento continuo, con capacidad para 200 personas. Se dispone de cerradoras
para formatos ½Lb, 1Lb, ¼Club, 1Kg. y 2 Kg. El esterilizado del producto se realiza en
autoclaves horizontales y son estibados directamente de los carros de autoclaves.
Almacén de Insumos
Los envases de hojalata e insumos de formulación como pasta de tomate, aceite son
recepcionados en un sector de almacenamiento recorren 10mts en monta carga hacia la
mesa de despalletizado y a través de carriles se desplazan 5mts a la mesa de corte y
envasado. Los insumos de formulación son transportados en montacargas desde su
almacenamiento directamente a Sala de Marmitas en un circuito de 190mts., Con 60mts
dentro del galpón de proceso.
Locaciones del Personal
En sector adyacente al ingreso principal, a 25mts de la caseta de seguridad se ubican los
vestuarios para ambos sexos con capacidad para 1,108 personas.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 47
UNIVERSIDAD NACIONAL DE PIURA
Señalización de Tránsito Peatonal y Vehicular
La Planta de conservas se encuentra señalizada de la siguiente manera:
Tránsito Peatonal:
Se encuentra demarcado con líneas de color amarillo desde el ingreso a Planta, garita de
control hasta el ingreso a Planta de Conservas, además se cuenta con señalizaciones en
puntos estratégicos con flechas de color amarillo que indican la dirección de ubicación
de las plantas, residencias, etc.
Zona Restringida:
Se tiene avisos ubicados en las zonas donde el tránsito es restringido, desde el ingreso a
Planta de Conservas se cuenta con un camino delineado por cordón y parantes de color
blanco /verde por donde el personal únicamente de conservas circula para su ingreso a
su zona de trabajo.
En el piso también se encuentra señales de flechas grandes de color amarillo que
indican el sentido del tránsito por estas zonas.
En la Planta de proceso las personas siguen el circuito ubicándose en sus zonas de
trabajo, de donde sólo salen para hacer uso de los SS.HH., estando prohibido circular de
una zona a otra sin justificación.
Además se cuenta en toda la planta de letreros ilustrativos donde se indican las zonas
de riesgo y cuidado del personal al caminar.
En la zona de enfriamiento se cuenta con un área acordonada con cadenas y parantes
de color negro que prohíbe que ninguna persona pueda tocar la conserva después de su
esterilización.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 48
UNIVERSIDAD NACIONAL DE PIURA
En los almacenes de PP.TT. también se cuenta con avisos donde se prohíbe el ingreso de
personal no autorizado y dentro de ellos se encuentran señalizado el piso con líneas de
color amarillo que delimitan el área de ubicación de la conserva y del tránsito del
personal encargado.
Tránsito Vehicular:
Se encuentra demarcado por señales de color amarillo y carteles que indican la
velocidad máxima para los vehículos que se dirigen a los almacenes generales y de
PP.TT. También se cuenta con una zona demarcada y señalizada de estacionamiento de
vehículos.
Las personas que infrinjan las señales de tránsito peatonal, vehicular o las zonas
restringidas, serán sujetas a las siguientes medidas:
Por primera y segunda vez, su jefe inmediato le llamará la atención y le explicará las
normas de tránsito y señalización y el porqué deben cumplirse.
Por tercera vez, será sujeto a una amonestación escrita por parte del Coordinador del
equipo HACCP.
Personal reincidente será puesto a disposición del Dpto. de Personal para una mayor
sanción.
La verificación del cumplimiento de este procedimiento queda indicada en el SSOP 8
Verificación de los Procedimientos Operacionales.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 49

UNIVERSIDAD NACIONAL DE PIURA
IV. ASEGURAMIENTO DE CALIDAD Y ASPECTOS SANITARIOS DE LA PLANTA
Austral realiza actividades planificadas y sistemáticas, aplicadas en el marco del Sistema Integrado de Gestión de Calidad, que nos aseguran el cumplimento de estándares de calidad Nacionales (MINISTERIOS, ITP, INDECOPI, DIGESA, etc) e Internacionales (ISO 9001, ISO 14000, HACCP, EFSIS, FDA, FEMAS, etc).
Aplican estrategias de prevención, basada en el análisis de riesgo de situaciones que puedan afectar la calidad, asegurándonos el cumplimiento de los objetivos relacionados a nuestros programas de calidad, medio ambiente y seguridad.
Aseguran sistemáticamente la calidad higiénica de los alimentos con el objeto de evitar cualquier riesgo de enfermedad al consumidor, aplicando buenas prácticas de manufactura en todas las actividades involucradas para la obtención de todas las características o especificaciones del producto.
Este sistema de calidad tiene como soporte programas y planes a nivel de producción y laboratorio que garantizan la seguridad y la calidad de los productos que elaboran. Entre los Planes y Programas con los que trabajan:
Plan HACCP
Manual de Buenas Prácticas de Manufactura
Plan de Higiene y Saneamiento
Limpieza y Desinfección
Control de Higiene y de Salud
Control de plagas
Calibración de equipos e instrumentos de medición
Mantenimiento correctivo y preventivo
Recepción y Almacenamiento
Infraestructura y ambientes externos
Control de la calidad de agua potable
Plan de competencia para laboratorios de ensayo
Estándares de proceso
Programa de capacitación y entrenamiento
Control de calidad de proveedores
Plan de contingencia
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 50

UNIVERSIDAD NACIONAL DE PIURA
4.1. Evaluación de la calidad de la materia prima y conserva. Método organoléptico, químico,
bioquímico. Estándares.
EVALUACION DE CALIDAD DE MATERIA PRIMA
La materia prima es evaluada por el ordenamiento de aseguramiento de la calidad antes
de ser descargada, la evaluación consiste en un examen físico organoléptico del pescado.
Para túnidos se le hace una prueba de cocción que consiste en poner una olla con agua a
hervir con un pedazo de pescado, tapándola con una bolsa para luego destaparla y oler el
aroma, si es de olor a petróleo o a otras cosas toxicas se devuelve.
Se evalúa por el método organoléptico haciendo uso de la Tabla de Withfogell en todo lo
que es materia prima en recepción y microbiológico cuando es producto terminado.
También se cuenta con una técnica rápida para determinar presencia de Histamina que
consiste en extraer parte del musculo oscuro que está cerca de la espina dorsal masticarlo
y luego ponerlo debajo del labio inferior para determinar si existe “picantes” o no ya que
esto es un indicador de la presencia de Histamina. Para la especie (Melba se extrae
musculo de la parte inferior de la cabeza cerca de la parte dorsal pues es el punto más
eficaz para determinar la presencia de histamina en dicha especie.)
EVALUACION DE CALIDAD DEL PRODUCTO FINAL
Análisis físico organoléptico (olor, color, sabor, textura, peso escurrido, presión de vacío,
especio libre, condiciones externas e internas de los envases, etc.
Inspección y evaluación de doble cierre en los envases metálicos. Ensayos de esterilidad comercial
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 51

UNIVERSIDAD NACIONAL DE PIURA
ANÁLISIS FÍSICO ORGANOLÉPTICO EN CONSERVAS DE PESCADO
Evaluar presencia de defectos:
Descomposición. Rancidez, olor y sabor no característico, textura y decoloración no
característica
Materias extrañas (restos de vidrios, metales, arena, otros)
Otros defectos (ennegrecimiento por sulfuro de hidrógeno, columna vertebral dura y
resistente a la presión)
Defectos de fabricación (descabezado inadecuado, aletas desprendidas,
desprendimiento o rotura de piel, unidades de tamaño no uniforme, líquido de gobierno
con sedimentos o turbio, textura no característica, llenado no adecuado, excesiva
cantidad de sal, otros).
Aspecto del envase
Exterior : Se determina a simple vista la presencia de los siguientes defectos: Fugas de
fluidos, hinchazón, grietas, rajaduras y otros defectos superficiales del envase, pérdida
de barniz y litografía, rótulos deteriorados (desgarrados, sucios descoloridos),
abolladuras que puedan afectar la hermeticidad del envase, corrosión.
Interior : Se determina a simple vista la presencia de los siguientes defectos: Coloración
anormal, perforación por mal estampado del código (troquelado), corrosión,
desprendimiento del barniz, presencia anormal de soldadura (aunque ya no se usa por
estar prohibido el uso de soldadura de plomo en la costura lateral de los envases).
Determinación del pH
Se mide en un potenciómetro o con papel de pH en la escala de 0 a 14.
Se toman 10 g. del producto en un vaso de precipitado y se diluyen en 100 ml. de agua
destilada a pH:7. Se homogeniza con una bagueta de vidrio.
Luego se coloca el electrodo del potenciómetro o pHmetro dentro del vaso y se lee en la
escala del aparato.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 52
UNIVERSIDAD NACIONAL DE PIURA
Si se usa papel de pH se debe usar uno de tipo universal, humedeciendo un extremo de
un trozo del papel pH, y leyendo por comparación con la escala del mismo.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 53

UNIVERSIDAD NACIONAL DE PIURA
ANALISIS BIOQUIMICO
ANCHOVETA EN ACEITE VEGETALPROTEINAS 20 – 22.5%
GRASAS 5 – 13 %SALES MINERALES 2.5 – 4.5 %VALOR CALORICO 125–207Kcal / 100g
4.2. Límites permisibles: BVN, peróxidos, microbiológicos, histamina.
Limites químicos:
TBVN: 30mg/100gr en producto final.
Peróxidos (aceites) se determina las (meg) de oxigeno activo contenidos en un Kg. de
muestra avaluados partir del yodo liberado del yoduro.
Limites Microbiológicos:
Patógenos: Ausencia de microorganismos capaces de reproducirse en condiciones
normales de almacenamiento no refrigerado.
Termófilos: Ausencia
Aeróbicos y anaeróbicos : Ausencia
(Referencia: Norma Técnica Peruana 204.009, Marzo, 1986)
“Fish and Fishery Product Hazards and control guide” Chapter 16: Pathogen Survival
Through Cooking. Food and Drug Administration’s (FDA) December 18, 1995 Washintong
D.C. EE. UU.)
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 54
UNIVERSIDAD NACIONAL DE PIURA
Cierres:
Dimensiones de cierre (1/2 Lb Tuna)
Traslape : Mínimo 45%
Largo de Traslape : Mayor a 1.0 mm.
Arrugas : Máximo 25%
Apriete : Mínimo 80%
Penetración de
Gancho de Cuerpo : Mínimo 70%
(Referencia: Norma INDECOPI 35.006/007 y Técnica METALPACK)
Dimensiones de cierre (1/4 Club)
Traslape : Mínimo 45% - 38%
Largo de Traslape : Mayor a 1.0 – 0.90 mm.
Arrugas : Máximo 25%
Apriete : Mínimo 80%
Penetración de Gancho de Cuerpo : Mínimo 70%
(Referencia: Norma INDECOPI 35.006/007 y Técnica METALPACK, METALSA, INESA,
UBAGO)
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 55
UNIVERSIDAD NACIONAL DE PIURA
Dimensiones de cierre (RO – 1000, RO – 1150, RO – 550)
Traslape : Mínimo 48%
Largo de Traslape : Mayor a 1.0 mm.
Arrugas : Máximo 25%
Apriete : Mínimo 80%
Penetración de Gancho de Cuerpo : Mínimo 75%
(Referencia: Norma INDECOPI 35.006/007 y Técnica METALPACK)
Características OrganolépticasColor : Característico de la especie
Sabor : Característico de la especie
Olor : Característico de la especie
Textura : Firme
(Referencia: Norma Técnica Peruana 204.016/018/008, Comisión del CODEX Alimentarius
CAC/RS 94-1978. Norma Internacional recomendada para las sardinas y productos
análogos en conserva.
4.3. Puntos críticos en el proceso de conservas (Sistema HACCP)
Estos problemas se presentan en 4 etapas.
1. Recepción de materia prima.
La materia prima debe ser de buena calidad para tener un producto final bueno que
cumpla con las exigencias de los mercados internacionales.
2. Descongelamiento / almacenamiento
3. Sellado:
Se tiene que controlar los parámetros de sellado para evitar contaminación por ingreso de
microorganismos por los cierres defectuosos u otros defectos
4. Esterilizado:
Sobrevivencia de patógenos por insuficiente tratamiento térmico.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 56

UNIVERSIDAD NACIONAL DE PIURA
4.4. Clorinación del agua (ppm). Agua para lavado de materia prima, agua para lavado de
maquinarias, pisos, etc.
La cloración del agua se hace mediante un sistema automático, para ello se coloca en el
equipo hipoclorito de sodio, que al entrar al contacto con el torrente de agua que ingresa a
la línea principal; esta cantidad de cloro es regulada con el equipo de cloración, de acuerdo
al requerimiento; finalmente, podemos mantener niveles de 0.5 a 3.0 ppm de cloro residual
libre.
Lavado de materia prima : 0.6.- 1 ppm (HTH)
Pisos mesas : 50 – 100 ppm
Para maquinaria : 8 ppm
Para pisos : 15 ppm
Para latas : 0.5 ppm
Para pediluvios : 100-200 ppm
Para maquinas : 100 ppm
Para lavado materia prima (agua de mar) : 2-3 ppm
Para agua potable : 0.5-1.5 ppm
4.5. Desinfectantes Usados En Planta Para Pisos, Calzados, Etc.
Hipoclorito de sodio.
Cloro granulado.
Soda cáustica.
Detergente a granel.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 57
UNIVERSIDAD NACIONAL DE PIURA
4.6. Valores de F0 que usa la Empresa Conservera las Américas
PARAMETROS DE ESTERILIZACION - LINEA DE CRUDOS
PRODUCTO ENVASE T°INICIAL
ESTERILIZACION T ° TIEMPO
VENTEO T ° TIEMPO
Entero de Sardina en Salsa de tomate Tall 55°C 117°C 85’ 100°C 5’Entero de Sardina en Salsa de tomate picante Tall 55°C 117°C 85’ 100°C 5’Entero de Sardina en Agua y Sal Tall 55°C 117°C 80’ 100°C 5’Entero de Sardina enAceite vegetal Tall 55°C 117°C 85’ 100°C 5’Cubos de pota enAgua y Sal Tall 55°C 117°C 35’ 100°C 5’Entero de Jurel en Salsa de tomate Tall 55°C 117°C 85’ 100°C 5’Entero de Jurel en Salsa de tomate picante Tall 55°C 117°C 85’ 100°C 5’Entero Jurel enAceite vegetal Tall 55°C 117°C 85’ 100°C 5’Entero de Jurel en Agua y Sal Tall 55°C 117°C 80’ 100°C 5’Entero de Caballa en Salsa de tomate Tall 55°C 117°C 85’ 100°C 5’Entero de Caballa enAceite Vegetal Tall 55°C 117°C 80’ 100°C 5’Entero de Caballa Aceite y Sal Tall 40°C 117°C 70’ 100°C 5’Entero de Anchoveta en salsa de tomate
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Anchoveta en salsa de tomate picante
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Anchoveta enAceite vegetal
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Jurel en salsa de tomate picante
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Caballa enAceite vegetal
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Caballa en salsa de tomate
Austral Pack 40°C 117°C 70’ 100°C 5’
Entero de Caballa en salsa de Tomate picante
Austral Pack 40°C 117°C 75’ 100°C 5’
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 58

UNIVERSIDAD NACIONAL DE PIURA
PARAMETROS DE ESTERILIZACION – LINEA DE COCIDOS
PRODUCTO ENVASET°
INICIALESTERILIZACION
T ° TIEMPO Sardina Entera en Agua y Sal Tall 1lb. 70°F 242°F 90’Sardina Entera en Salsa de tomate Tall 1lb. 70°F 242°F 90’Jurel Entero en Agua y Sal Tall 1lb. 70°F 242°F 90’Sardina Entera en Salsa de tomate Oval 1lb. 70°F 242°F 85’Sardina en Trozos en Salsa de tomate Buffet 101°F 242°F 80’Sardina Chunk en Agua y Sal ½ lb. Tuna 70°F 242°F 75’Sardina Grated en Agua y Sal ½ lb. Tuna 70°F 242°F 75’Sardina Grated en Agua y Sal Institucional 70°F 242°F 216’Sardina Entera en Salsa de tomate Jitney 70°F 242°F 75’Sardina Chunk en Agua y Sal Institucional 70°F 242°F 216’
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 59
UNIVERSIDAD NACIONAL DE PIURA
4.7. Desarme del cierre del envase. Instrumentos utilizados
Se utiliza un micrómetro y un medidor de profundidad, determinando: altura, espesor y
profundidad. Luego se extrae el gancho de la tapa quedando expuesto el gancho del
cuerpo. Posteriormente se miden ambos ganchos a fin de determinar el traslape.
Se debe observar en el gancho de tapa el porcentaje de arrugas, a fin de verificar la
hermeticidad del sellado.
Se deben observar las especificaciones de cada tipo de envase de acuerdo al fabricante
de los mismos.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 60
Extracción de los ganchos
Gancho de cuerpo Gancho de tapa
1. Abridor de latas2. Tenazas o alicate3. Micrómetro4. Medidor de
Profundidad
Espesor Altura
Profundidad
UNIVERSIDAD NACIONAL DE PIURA
V. COMERCILIZACION DE PRODUCTOS
5.1. Costos de productos
Depende de la materia prima.
Coto de producción por caja del envase media libra 20-25 dólares y costo de
venta por caja del envase de media libra 30-35 dólares.
5.2. Mercados externos
Abastecemos al Mercado Peruano con el 40% del consumo a nivel nacional y al
resto del mundo, en los principales mercados, tales como América del Sur,
América del Norte, América Central, Europa, Asia y África.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 61
UNIVERSIDAD NACIONAL DE PIURA
VI. CONLUSIONES
Los recursos empleados en producción de conservas son: Anchoveta, Jurel y Caballa; en
la actualidad la materia prima usada es Anchoveta para la línea de Crudo, pudiendo
trabajar también en línea de crudo y Cocido: Jurel y Caballa, pero debido a la ausencia
del recurso únicamente se procesa anchoveta por línea de crudo.
Austral cuida la sostenibilidad de los recursos no permitiendo ingresar a la planta a
pescados que no cumplan con los estándares de tamaño mínimo de captura.
Debido a la calibración constante que se les hace a los equipos no tienen tantos
problemas ni porque para la producción.
Gracias al plan HACCP han podido identificar los puntos críticos de control que son
recepción de materia prima, descongelado/almacenado, sellado, esterilizado.
Cuentan con un sistema de reciclaje que reduce la contaminación ambiental.
Austral genera empleo principalmente para mujeres.
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 62
UNIVERSIDAD NACIONAL DE PIURA
VII. REFERENCIAS BIBLIOGRAFICAS
www.fao.org/docrep/003/v8490s/v8490s04.htm
www.austral.com.pe/es
www.digesa.sld.pe/Codex
www.fadesa.com
www.epinsa.com/pesca.html
www.alfogar.com
www.hermasa.com
www.itp.gob.pe/
TECNOLOGIA DE PRODUCTOS ENLATADOSPágina 63





























