Embed Size (px)
Citation preview

B4 Változat: 3.7
Kiadva: 2018. február 23.
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM
GÉPÉSZMÉRNÖKI KAR
POLIMERTECHNIKA TANSZÉK
POLIMER TERMÉKEK KISSZÉRIÁS
GYÁRTÁSA
A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
WWW.PT.BME.HU

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 2/20
A LABORGYAKORLAT HELYSZÍNE AZ MT ÉPÜLET!
TARTALOMJEGYZÉK
1. A GYAKORLAT CÉLJA ............................................................................................................................ 3
2. ELMÉLETI HÁTTÉR ................................................................................................................................. 3
2.1. AZ STL FÁJL FORMÁTUM ........................................................................................................................ 4
2.2. ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ......................................................................................................... 6
2.3. KISSZÉRIÁS TERMÉKGYÁRTÁS .............................................................................................................. 12
2.4. REAKTÍV FRÖCCSÖNTÉS ........................................................................................................................ 13
3. A LABORGYAKORLAT SORÁN HASZNÁLT GÉPEK, BERENDEZÉSEK ................................... 16
4. A TÉMÁHOZ KAPCSOLÓDÓ FONTOSABB SZAVAK ANGOLUL, NÉMETÜL .......................... 18
5. AJÁNLOTT IRODALOM ......................................................................................................................... 18
MÉRÉSI JEGYZŐKÖNYV ............................................................................................................................ 19
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 3/20
1. A gyakorlat célja
A gyakorlat elsődleges célja a kisszériás gyártástechnológiák, valamint az ehhez szükséges
gyors szerszámozási technológiák, megismerése. Tanulmányozandók a gyakorlat során az additív
gyártórendszerek, azon belül a 3D nyomtató, az FDM, az SLA, valamint az PolyJet berendezések és
azok részegységei, valamint a kisszériás gyártástechnológiákhoz kapcsolódó alapanyagok és azok
tulajdonságai.
2. Elméleti háttér
Napjaink egyre gyorsuló világában a tervezési és gyártási folyamatoknak is együtt kell
haladni a korral. Ennek köszönhetően gyártmányfejlesztés hagyományos módját, amelyben az
egyes tervezési és gyártási folyamatok egymást követték, átvette az egyidejű, úgynevezett szimultán
tervezés. Igen nagy szerepe van a tervezési folyamatban a gyorsaságnak, amelyet a gyors tervezés
közbeni ellenőrzésekkel érhetünk el. Ezeknek az ellenőrzéseknek az alapját a prototípusok jelentik,
amelyekkel elvégezhetjük a kívánt vizsgálatokat.
A 3D-s számítógépes tervezés ma már elengedhetetlen a korszerű polimer
alkatrésztervezésben. A számítógéppel tervezett test láttatására gyakran alkalmazzák a különböző
számítógépes térbeli megjelenítéseket, amelyeknek ma már igen széles választéka áll
rendelkezésünkre. Ez a megjelenítési forma lehetővé teszi a virtuális térben létező test
szemléltetését, geometriai és mechanikai vizsgálatát is, azonban egy kézzel fogható modell
(prototípus) gyakran elengedhetetlen a terv teljes átlátására.
A 80-as évek második felétől kezdődően, a mérnökök rendelkezésére állnak olyan
prototípuskészítési technológiák (ún. additív gyártástechnológiák), amelyek lehetővé teszik, hogy a
CAD rendszerekkel tervezett 3D-s modelleket közvetlenül, valós fizikai modellé transzformálják.
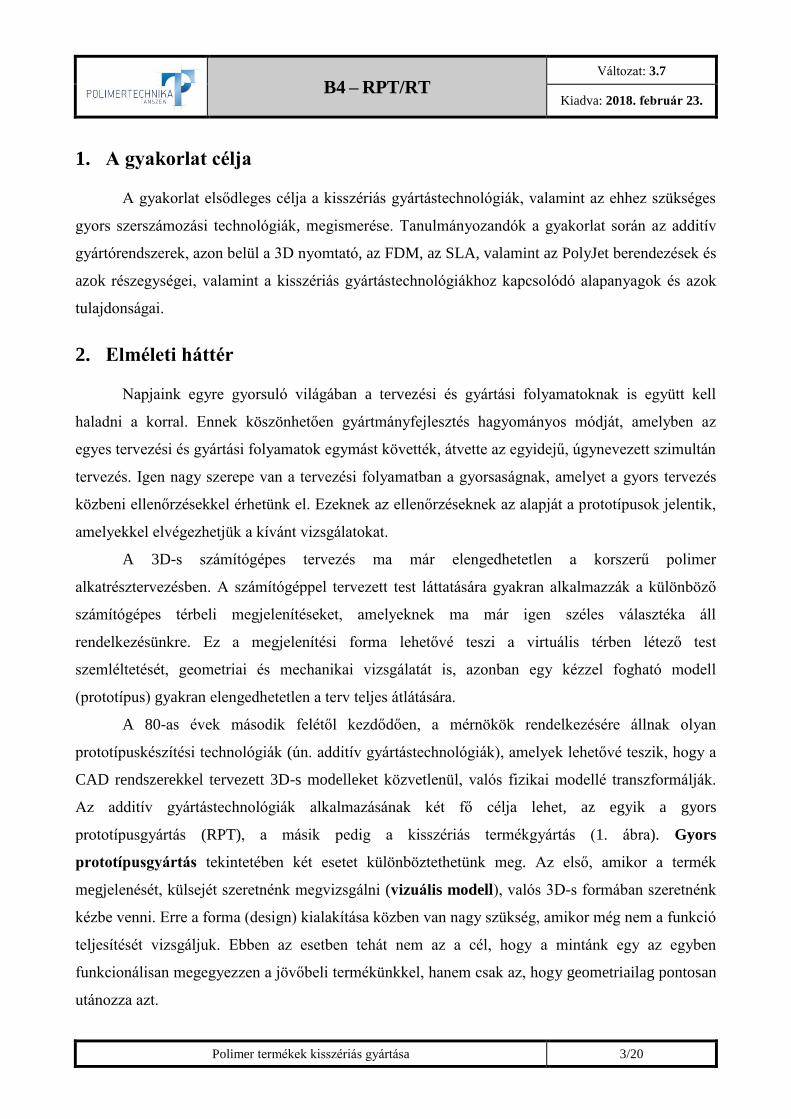
Az additív gyártástechnológiák alkalmazásának két fő célja lehet, az egyik a gyors
prototípusgyártás (RPT), a másik pedig a kisszériás termékgyártás (1. ábra). Gyors
prototípusgyártás tekintetében két esetet különböztethetünk meg. Az első, amikor a termék
megjelenését, külsejét szeretnénk megvizsgálni (vizuális modell), valós 3D-s formában szeretnénk
kézbe venni. Erre a forma (design) kialakítása közben van nagy szükség, amikor még nem a funkció
teljesítését vizsgáljuk. Ebben az esetben tehát nem az a cél, hogy a mintánk egy az egyben
funkcionálisan megegyezzen a jövőbeli termékünkkel, hanem csak az, hogy geometriailag pontosan
utánozza azt.
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 4/20
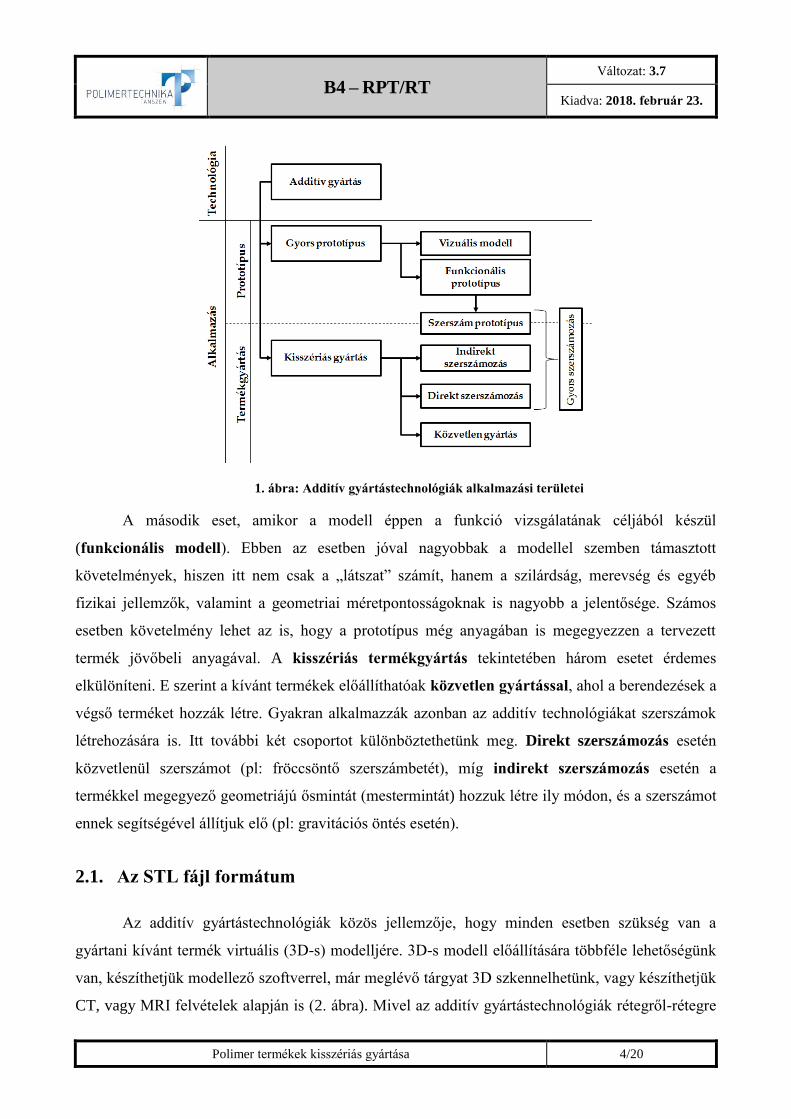
1. ábra: Additív gyártástechnológiák alkalmazási területei
A második eset, amikor a modell éppen a funkció vizsgálatának céljából készül
(funkcionális modell). Ebben az esetben jóval nagyobbak a modellel szemben támasztott
követelmények, hiszen itt nem csak a „látszat” számít, hanem a szilárdság, merevség és egyéb
fizikai jellemzők, valamint a geometriai méretpontosságoknak is nagyobb a jelentősége. Számos
esetben követelmény lehet az is, hogy a prototípus még anyagában is megegyezzen a tervezett
termék jövőbeli anyagával. A kisszériás termékgyártás tekintetében három esetet érdemes
elkülöníteni. E szerint a kívánt termékek előállíthatóak közvetlen gyártással, ahol a berendezések a
végső terméket hozzák létre. Gyakran alkalmazzák azonban az additív technológiákat szerszámok
létrehozására is. Itt további két csoportot különböztethetünk meg. Direkt szerszámozás esetén
közvetlenül szerszámot (pl: fröccsöntő szerszámbetét), míg indirekt szerszámozás esetén a
termékkel megegyező geometriájú ősmintát (mestermintát) hozzuk létre ily módon, és a szerszámot
ennek segítségével állítjuk elő (pl: gravitációs öntés esetén).
2.1. Az STL fájl formátum
Az additív gyártástechnológiák közös jellemzője, hogy minden esetben szükség van a
gyártani kívánt termék virtuális (3D-s) modelljére. 3D-s modell előállítására többféle lehetőségünk
van, készíthetjük modellező szoftverrel, már meglévő tárgyat 3D szkennelhetünk, vagy készíthetjük
CT, vagy MRI felvételek alapján is (2. ábra). Mivel az additív gyártástechnológiák rétegről-rétegre

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 5/20
építik fel a terméket, ezért szükséges a 3D-s modellünk felületének ismerete, majd a modell
rétegvastagságnak megfelelő szeletekre történő darabolása. Erre szolgálnak a prototípus
berendezések saját programjai, amelyek szabványos bemenete az STL (Standard Tessellation
Language).
2. ábra Additív gyártástechnológia folyamat ábrája
Az STL fájl felületleíró adatformátum, amely kapcsolatot teremt a CAD rendszerek és RPT
rendszerek között. Az STL fájl háromszögek segítségével írja le a felületet. Minden egyes
háromszög esetén definiálja a csúcsponti koordinátákat – mind a három irányban (x,y,z) – valamint
a hozzá tartozó normál vektort. A normálvektor iránya adja meg, hogy a modell felületének melyik
részét nyomtatjuk. Általánosan a normál vektornak minden esetben a felületből kifelé kell mutatnia.
Az STL fájl kétféle lehet, bináris formátumú vagy ASCII szöveges formátumú. Mindkét formátum
tulajdonképpen egy lista a számítógéppel tervezett testmodell felületét leíró háromszögekről.
Az STL fájlok generálásánál a CAD programok két paraméter figyelembevételével készítik
el a modell felületén a háromszögeket (3. ábra). Az egyik a húrhiba, ami a legnagyobb távolság,
amely a valóságos kontúr és a generált háromszögek között lehet (D), a másik az a legnagyobb
központi szög, amely a kontúrt közelítő élhez húzható (gamma).
D
3. ábra. Az STL fájl értelmezése (D – húrhiba, gamma – legnagyobb központi szög)
Az STL fájl, lévén egy közelítéses módszer, ezért 100%-ban sosem fogja tudni visszaadni (kivéve a
síklapokkal határolt esetekben) a 3D modellt, továbbá egyes CAD rendszerek nem képesek
megfelelően generálni az STL fájlt, így előfordulhatnak helyi problémák, hibák a felületi közelítés
folyamán. Ilyen hibák lehetnek a hálón keletkező rések, illetve felület hiányok, felülettorzulások,
felületek átlapolódása, alul- vagy túlhatározott pont, vonal, illetve felület. Az előbbiekben felsorolt

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 6/20
hibáknak a javítása azonban ma már nem jelent gondot, mivel számos célszoftver létezik, mint
például a Materialise cég Magics RP programja.
Az STL fájlok előnyei között érdemes megemlíteni, hogy ez az egyik legegyszerűbb módja
a 3D CAD modellek ábrázolására, a legtöbb RPT berendezés bemenete ezt a formátumot részesíti
előnyben, valamint ezzel az eljárással a legkönnyebb a geometriai alakokat adatfájlba
transzformálni. Hátrányai közé sorolható hogy a fájl mérete esetenként nagyobb lehet, mint maga a
CAD fájl, ami a leírás módjából adódik.
2.2. Additív gyártástechnológiák
Amíg a legtöbb gyártástechnológia lebontó jellegű, azaz a kívánt geometria előállítását az
alapanyag eltávolításával – forgácsolás, marás – érik el, addig az additív gyártástechnológiák esetén
a kívánt alakot rétegről-rétegre (layer-by-layer) anyaghozzáadás (additive) útján hozzák létre.
Az additív gyártástechnológiákat (AM technológiák) többféle szempont szerint lehet
csoportosítani, leginkább elfogadott a felhasznált alapanyagok szerinti csoportosításuk (4. ábra).
4. ábra RPT technológiák csoportosítása alapanyagok szempontjából
Napjainkban elterjedtnek mondható a folyadék alapú additív gyártástechnológia, amely tipikusan
polimer alapú anyagokat jelent, egyrészről a sugárzás hatására térhálósodó anyagok (fotopolimerek)
felhasználásával (SLA - sztereolitográfia), másrészről az egyszerűbb termoplasztikus anyagok
alkalmazásával (FDM - ömledékrétegzés). Ez utóbbi az anyag megolvasztását, majd újra
megszilárdítását jelenti. További technológiák por alakú alapanyagból építik fel a modellt, az
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 7/20
egymás melletti részecskék összeolvasztásával (SLS – szelektív lézer-szinterezés), esetleg
valamilyen ragasztóanyaggal való egyesítéssel (3D printing). Léteznek ezen kívül olyan
technológiák, amelyek rétegezéssel, lapokból hozzák létre a prototípust. A legegyszerűbb ezek
közül, amikor lapokat (általában: papírlapokat) vágunk megfelelő méretre, majd összeragasztjuk
azokat (LOM – réteges kivágás és felépítés).
2.2.1. 3D printing technológia
A 3D Printing eljárást az MIT (Massachusetts Institute of Technology) kutatói fejlesztették
ki, főleg prototípusok előállítására, valamint valós termékek rugalmas gyártására, az utóbbi időben
azonban direkt szerszámkészítésre és precíziós öntőformák előállítására is alkalmazzák. Ezzel a
technológiával előállítható bármilyen alakú modell, szinte bármilyen anyag felhasználásával. Ezek
az anyagok lehetnek kerámiák, polimerek, fémek, vagy akár kompozitok is.
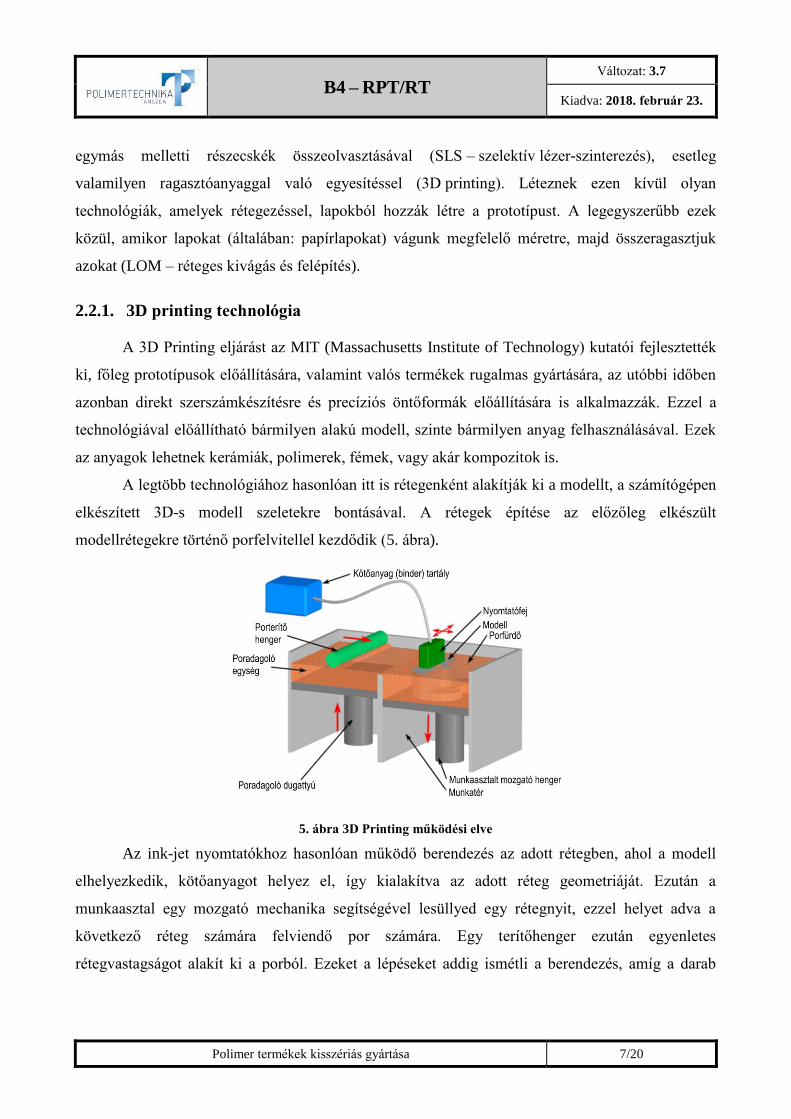
A legtöbb technológiához hasonlóan itt is rétegenként alakítják ki a modellt, a számítógépen
elkészített 3D-s modell szeletekre bontásával. A rétegek építése az előzőleg elkészült
modellrétegekre történő porfelvitellel kezdődik (5. ábra).
5. ábra 3D Printing működési elve
Az ink-jet nyomtatókhoz hasonlóan működő berendezés az adott rétegben, ahol a modell
elhelyezkedik, kötőanyagot helyez el, így kialakítva az adott réteg geometriáját. Ezután a
munkaasztal egy mozgató mechanika segítségével lesüllyed egy rétegnyit, ezzel helyet adva a
következő réteg számára felviendő por számára. Egy terítőhenger ezután egyenletes
rétegvastagságot alakít ki a porból. Ezeket a lépéseket addig ismétli a berendezés, amíg a darab
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 8/20
teljes kialakítása meg nem történik. A darab a végleges formáját a felesleges (meg nem kötött) por
eltávolítása, valamint utókezelés (gyantával történő átitatás, hőkezelés) után nyeri el.
Az eljárás gyors, egyszerű, olcsó és megbízható. Mivel a terméket por veszi körül, így
alátámasztást nem igényel, gyártást követően pedig abból ismét lehet nyomtatni. Hatalmas előnye,
hogy igen gyorsan lehet vele előállítani kerámia öntőformákat precíziós öntéshez. Hátrány viszont,
hogy utólagos kezelés szükséges, pontossága és mechanikai tulajdonságai korlátozottak és a belső
felületekhez nem lehet hozzáférni. (Megértést segítő videó)
2.2.2. FDM - ömledékrétegezés
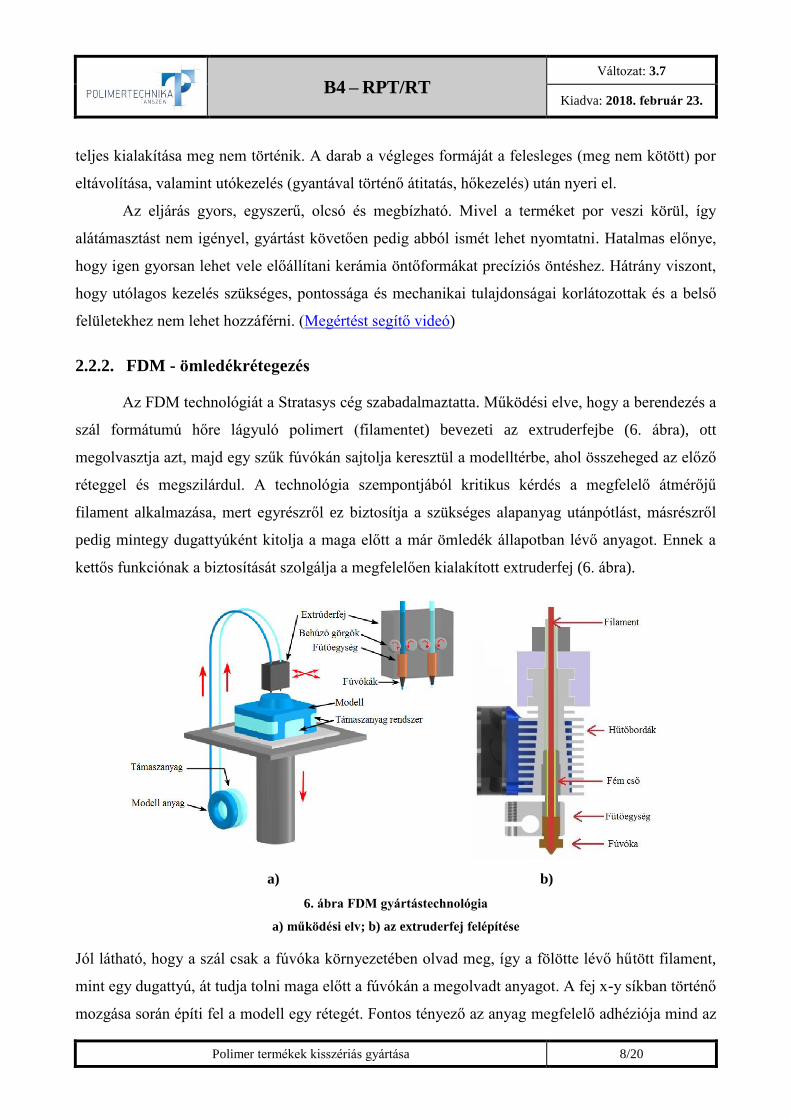
Az FDM technológiát a Stratasys cég szabadalmaztatta. Működési elve, hogy a berendezés a
szál formátumú hőre lágyuló polimert (filamentet) bevezeti az extruderfejbe (6. ábra), ott
megolvasztja azt, majd egy szűk fúvókán sajtolja keresztül a modelltérbe, ahol összeheged az előző
réteggel és megszilárdul. A technológia szempontjából kritikus kérdés a megfelelő átmérőjű
filament alkalmazása, mert egyrészről ez biztosítja a szükséges alapanyag utánpótlást, másrészről
pedig mintegy dugattyúként kitolja a maga előtt a már ömledék állapotban lévő anyagot. Ennek a
kettős funkciónak a biztosítását szolgálja a megfelelően kialakított extruderfej (6. ábra).
a) b)
6. ábra FDM gyártástechnológia
a) működési elv; b) az extruderfej felépítése
Jól látható, hogy a szál csak a fúvóka környezetében olvad meg, így a fölötte lévő hűtött filament,
mint egy dugattyú, át tudja tolni maga előtt a fúvókán a megolvadt anyagot. A fej x-y síkban történő
mozgása során építi fel a modell egy rétegét. Fontos tényező az anyag megfelelő adhéziója mind az

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 9/20
asztalhoz (első réteg esetén), mind pedig az előzőleg legyártott réteghez. A megfelelő adhéziót a
feldolgozásra kerülő alapanyag szempontjából megfelelő hőmérséklet és nyomás megválasztásával
lehet létrehozni. A hőt az ömledék biztosítja, míg a nyomást a megfelelő előtolással hozza létre a
berendezés. A porfürdő hiányában szükség lehet támaszanyagra (6. ábra), ami többnyire a modell
saját anyagából kerül létrehozásra, de van lehetőség a modell anyagától eltérő támaszanyag
rendszerrel dolgozni, de ehhez mindenféleképpen két nyomtató fejre (két fejes gépre) van szükség.
Nagy előnye a jó ár-érték arány, ami miatt ma Magyarországon az egyik legelterjedtebb
technológia. Az ömledékrétegezéses eljárás hátránya a szerény pontosság, hiszen a legprecízebb
gépek is 100 μm-es építési rétegvastagsággal rendelkeznek. Az x-y síkbeli pontossága ennél ugyan
jobb, de ezt az alkalmazott fúvóka átmérője határozza meg. A munkatér (építési tér) kialakítása
szempontjából megkülönböztetünk fűthető, illetve nem fűthető munkaterű gépeket. A fűtött
munkatérrel rendelkező berendezések sokkal több alapanyag – akár műszaki – feldolgozására
alkalmasak, míg fűtetlen terű gépek többnyire kis zsugorodású anyagokat tudnak feldolgozni. Ezek
alapján az FDM technológia szempontjából fontos alapanyagok a politejsav (PLA) és az ABS. Az
anyagok egymáshoz viszonyított, nyomtatással kapcsolatos tulajdonságait a 7. ábra foglalja össze.
7. ábra PLA és ABS tulajdonságai
A PLA tehát ideális nyomtató alapanyag, ha vizualizációs célra akarjuk a modellt használni,
hiszen könnyen kezeli a berendezés. Funkcionális feladatokra a jobb ütésállósággal és hőállósággal
rendelkező ABS-t célszerű használni. Látszik továbbá a diagramon, hogy egyik anyagnak sem nagy
a szakadási nyúlása és az ütésállósága. (Megértést segítő videó.)
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 10/20
2.2.3. Fotopolimer alapú gyártástechnológiák
A fotopolimer alapú technológiák közé tartozik többek között a PolyJet, a Sztereolitográfia
(SLA) és a Digitális képfeldolgozás (DLP). A modellépítés során kémiai folyamat játszódik le,
amely során a monomereket és oligomereket tartalmazó gyanták kitérhálósodnak. Fotopolimerek
esetében a térhálót eredményező, jellemzően polimerizációs láncreakció sugárzás hatására
iniciálódik. és gyorsan végbemegy. A sugárzás lehet elektromágneses, gamma-, valamint elektron
sugárzás. Leggyakrabban UV sugárzást alkalmaznak, amely forrása lehet lézer (SLA), vagy lámpa
(PolyJet, DLP). A polimerizációs-térhálósodási mechanizmuson belül megkülönböztetünk szabad
gyökös (akrilát rendszerek), kationos (epoxi és vinilészter-alapú rendszerek) és anionos
(mikrolitográfiánál használt speciális polimer) rendszereket.
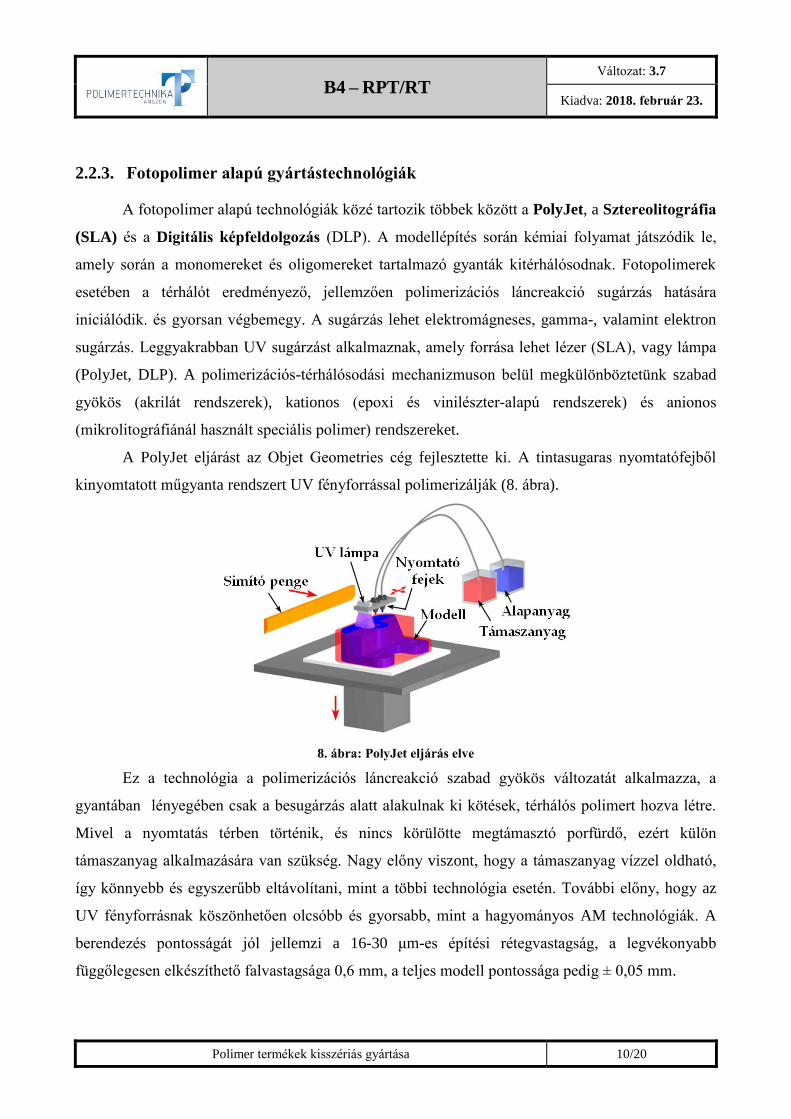
A PolyJet eljárást az Objet Geometries cég fejlesztette ki. A tintasugaras nyomtatófejből
kinyomtatott műgyanta rendszert UV fényforrással polimerizálják (8. ábra).
8. ábra: PolyJet eljárás elve
Ez a technológia a polimerizációs láncreakció szabad gyökös változatát alkalmazza, a
gyantában lényegében csak a besugárzás alatt alakulnak ki kötések, térhálós polimert hozva létre.
Mivel a nyomtatás térben történik, és nincs körülötte megtámasztó porfürdő, ezért külön
támaszanyag alkalmazására van szükség. Nagy előny viszont, hogy a támaszanyag vízzel oldható,
így könnyebb és egyszerűbb eltávolítani, mint a többi technológia esetén. További előny, hogy az
UV fényforrásnak köszönhetően olcsóbb és gyorsabb, mint a hagyományos AM technológiák. A
berendezés pontosságát jól jellemzi a 16-30 μm-es építési rétegvastagság, a legvékonyabb
függőlegesen elkészíthető falvastagsága 0,6 mm, a teljes modell pontossága pedig ± 0,05 mm.
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 11/20
A további fejlesztések eredményeként született berendezés segítségével (Connex), ma már
akár több különböző mechanikai és fizikai tulajdonságú anyag is nyomtatható egy munkadarabon
(munkacikluson) belül a felhasznált alapanyagok kombinálásával. . Itt jól használható ki a szabad
gyökös rendszerben rendelkezésre álló több különböző monomer és oligomer keverék adta
szabadság. (Megértést segítő videó.)
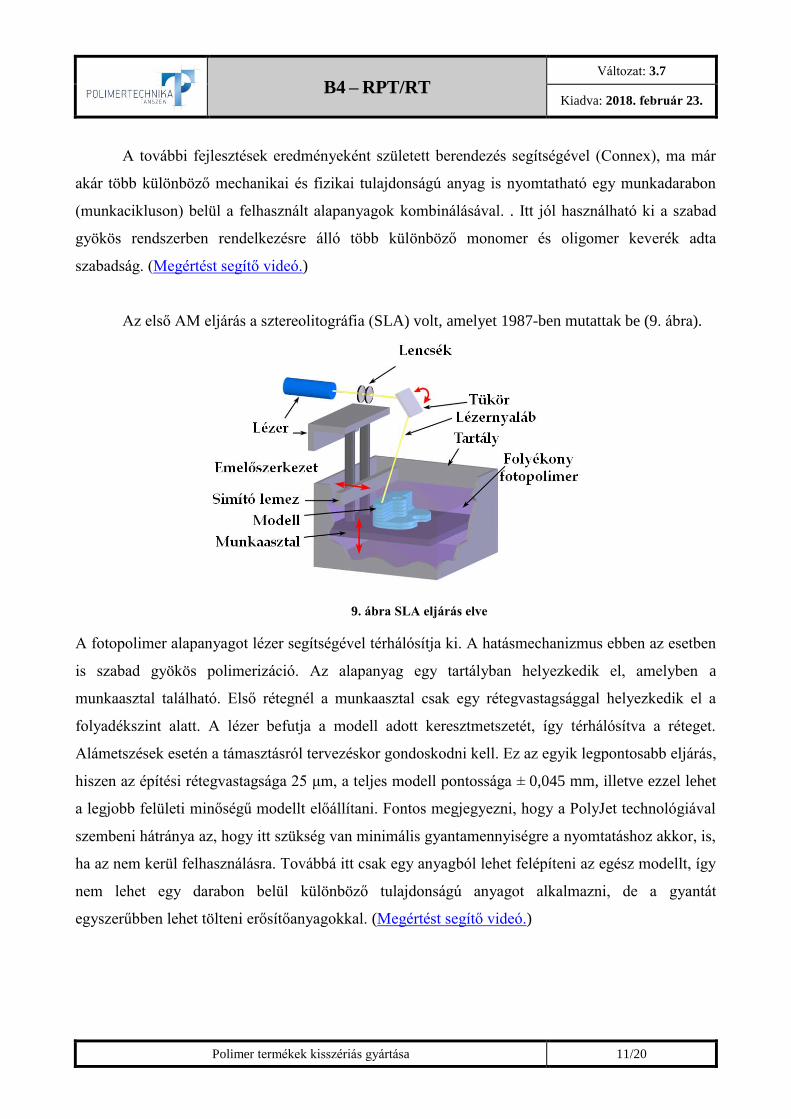
Az első AM eljárás a sztereolitográfia (SLA) volt, amelyet 1987-ben mutattak be (9. ábra).
9. ábra SLA eljárás elve
A fotopolimer alapanyagot lézer segítségével térhálósítja ki. A hatásmechanizmus ebben az esetben
is szabad gyökös polimerizáció. Az alapanyag egy tartályban helyezkedik el, amelyben a
munkaasztal található. Első rétegnél a munkaasztal csak egy rétegvastagsággal helyezkedik el a
folyadékszint alatt. A lézer befutja a modell adott keresztmetszetét, így térhálósítva a réteget.
Alámetszések esetén a támasztásról tervezéskor gondoskodni kell. Ez az egyik legpontosabb eljárás,
hiszen az építési rétegvastagsága 25 μm, a teljes modell pontossága ± 0,045 mm, illetve ezzel lehet
a legjobb felületi minőségű modellt előállítani. Fontos megjegyezni, hogy a PolyJet technológiával
szembeni hátránya az, hogy itt szükség van minimális gyantamennyiségre a nyomtatáshoz akkor, is,
ha az nem kerül felhasználásra. Továbbá itt csak egy anyagból lehet felépíteni az egész modellt, így
nem lehet egy darabon belül különböző tulajdonságú anyagot alkalmazni, de a gyantát
egyszerűbben lehet tölteni erősítőanyagokkal. (Megértést segítő videó.)

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 12/20
2.3. Kisszériás termékgyártás
Az additív gyártástechnológiákkal (AM technológiákkal) feldolgozható alapanyagok
termikus és mechanikai tulajdonságainak fokozatos javulásával lehetőség nyílt nem csak prototípus
szintű termékek, hanem kész termékek legyártására. Ezt kétféle módon tehetjük meg: az egyik,
amikor közvetlenül a terméket gyártjuk le AM technológia segítségével, a másik, amikor
szerszámot hozunk létre. Ezt az eljárást gyors szerszámozásnak (Rapid Tooling, RT) hívjuk. A
gyors szerszámozással előállított szerszámok többnyire csak kis sorozatok gyártására alkalmas,
azonban, már ez is nagy előrelépés, hiszen a hagyományos értelemben vett prototípusokkal
szemben az így előállított darab tulajdonságában, anyagában, sőt gyártástechnológiájában is
megegyezik a sorozatgyártott termékkel, ugyanakkor a szerszámozási költség jóval kisebb.
Manapság egyre inkább arra irányulnak a törekvések, hogy ezt a gyors szerszámkészítési módszert
ne csak a prototípuskészítéshez, hanem a sorozatgyártáshoz is fel lehessen használni.
A gyors szerszámkészítésnek számos lehetséges változata megtalálható a piacon, akár a
prototípusgyártásból kiinduló indirekt módszert, akár a közvetlen (direkt) szerszám előállítási
technikákat tekintjük (10. ábra).
10. ábra Gyors szerszámozás csoportosítása
2.3.1. Indirekt szerszámozás
A gyors szerszámkészítés indirekt módjának az alapja az, hogy valamelyik
prototípusgyártási módszerrel elkészített munkadarabot használjuk fel úgy, mint alakadó
mestermintát. Ez sokkal gyorsabb, mintha forgácsolással készítenék el azt, és adott esetben a
geometriai pontosság (felületkezelést követően) messzemenően kielégítő. Ezt követően a
mesterminta felületét körül öntve egy másik anyaggal elkészíthető a szerszám, amely ellenáll a
sorozatgyártáskor kialakuló nyomásnak, hőmérsékletnek, mechanikai koptató hatásnak.

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 13/20
A szilikon szerszámozás az indirekt technológiák közé tartozik, amellyel olyan viasz,
műanyag és alacsony olvadáspontú fém alkatrészek készíthetők, amelyek nem támasztanak magas
követelményeket a szerszám anyagával szemben, vagyis kicsi a nyomás és a hőmérséklet. A
szerszám anyaga hőre vulkanizálódó szilikon gumi, amelynek két csoportja létezik a térhálósodás
kémiai reakciója szerint: addíciós szilikon gumi, amely zsugorodás nélkül térhálósodik, valamint
kondenzációs szilikon gumi, amely a térhálósodás alatt kb. 2% zsugorodást szenved az elillanó
alkoholok miatt. Az egyik legnépszerűbb alkalmazása a szilikon szerszámoknak, hogy gyorsan
térhálósodó PUR gyantát öntenek bele. Ebben az esetben egy szerszámmal legalább 20-30 db
alkatrész készíthető. Nagy előnye ennek az eljárásnak, hogy alámetszett termékek is gyárthatók,
mivel a rugalmas szilikon szerszám szétfeszíthető a darabok kivételekor (11. ábra).
(Megértést segítő videó.)
11. ábra PUR öntés szilikon gumi szerszámba (1 – RPT minta elkészítése beömlővel, légelvezetőkkel,
formaleválasztó réteg felvitelével, 2 – Az így összeállított rendszer körülöntése szilikon gumival, 3 – Térhálósodás
után a szerszám szétvágása az osztóvonal mentén, minta kivétele, 4 – PUR öntése)
2.3.2. Direkt szerszámozás
Direkt szerszámozás során nem alkalmazunk mestermintát, hanem magát a szerszámot
készítjük valamilyen gyors prototípusgyártási módszerrel. Így a folyamat gyorsabb, egyszerűbb és
jobban automatizálhatóvá válik. Ezek az eljárások jellemzően a hagyományos SLA és SLS alapra
épülnek, azok valamilyen továbbfejlesztett, illetve módosított változatai. (Megértést segítő videó.)
2.4. Reaktív fröccsöntés
A fröccsöntés a polimer késztermékek előállítására szolgáló eljárások közül az egyik
legsokoldalúbb és legdinamikusabban fejlődő szakaszos eljárás. A hagyományos fröccsöntési
technológia mellett számos különleges fröccsöntési mód (berendezés) ismert, kezdve a több
komponensű fröccsöntéssel a por fröccsöntésen át egészen a hőre keményedő anyagok
fröccsöntéséig.
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 14/20
A reaktív fröccsöntés (RIM) során hőre keményedő, leggyakrabban poliuretán (PUR)
anyagot dolgozunk fel. A folyamat lényege, hogy két kis viszkozitású, egymással reagálni képes
(monomer, esetleg oligomer) folyadékot kevernek össze, és az elegyet azonnal egy zárt szerszámba
injektálják, ahol az kitérhálósodik. A poliuretán a szerszámban jön létre, ahol az izocianát és a
poliol poliaddíciója révén. A szerszámba fektetett erősítő szövet, esetleg szálpaplan, vagy
valamelyik komponenssel együtt a szerszámba juttatott vágott szálak segítségével kompozit
alkatrészek is előállíthatók ilyen módon.
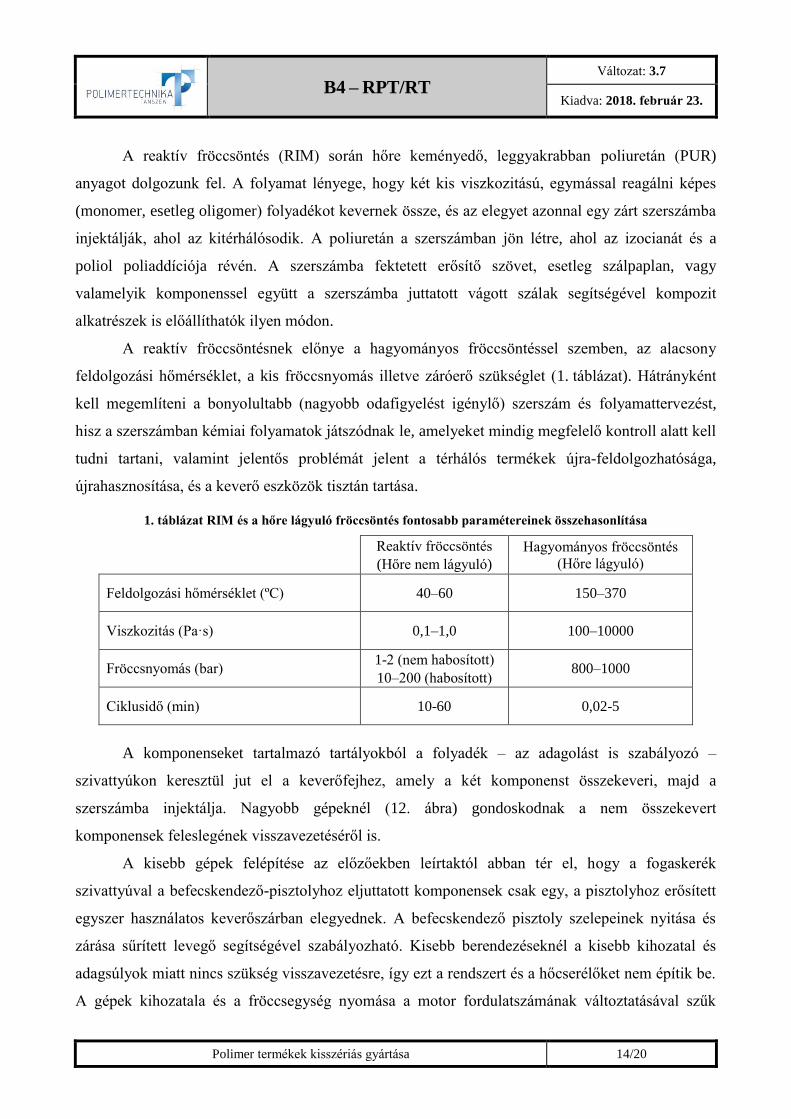
A reaktív fröccsöntésnek előnye a hagyományos fröccsöntéssel szemben, az alacsony
feldolgozási hőmérséklet, a kis fröccsnyomás illetve záróerő szükséglet (1. táblázat). Hátrányként
kell megemlíteni a bonyolultabb (nagyobb odafigyelést igénylő) szerszám és folyamattervezést,
hisz a szerszámban kémiai folyamatok játszódnak le, amelyeket mindig megfelelő kontroll alatt kell
tudni tartani, valamint jelentős problémát jelent a térhálós termékek újra-feldolgozhatósága,
újrahasznosítása, és a keverő eszközök tisztán tartása.
1. táblázat RIM és a hőre lágyuló fröccsöntés fontosabb paramétereinek összehasonlítása
Reaktív fröccsöntés
(Hőre nem lágyuló)
Hagyományos fröccsöntés
(Hőre lágyuló)
Feldolgozási hőmérséklet (ºC) 40–60 150–370
Viszkozitás (Pa·s) 0,1–1,0 100–10000
Fröccsnyomás (bar) 1-2 (nem habosított)
10–200 (habosított) 800–1000
Ciklusidő (min) 10-60 0,02-5
A komponenseket tartalmazó tartályokból a folyadék – az adagolást is szabályozó –
szivattyúkon keresztül jut el a keverőfejhez, amely a két komponenst összekeveri, majd a
szerszámba injektálja. Nagyobb gépeknél (12. ábra) gondoskodnak a nem összekevert
komponensek feleslegének visszavezetéséről is.
A kisebb gépek felépítése az előzőekben leírtaktól abban tér el, hogy a fogaskerék
szivattyúval a befecskendező-pisztolyhoz eljuttatott komponensek csak egy, a pisztolyhoz erősített
egyszer használatos keverőszárban elegyednek. A befecskendező pisztoly szelepeinek nyitása és
zárása sűrített levegő segítségével szabályozható. Kisebb berendezéseknél a kisebb kihozatal és
adagsúlyok miatt nincs szükség visszavezetésre, így ezt a rendszert és a hőcserélőket nem építik be.
A gépek kihozatala és a fröccsegység nyomása a motor fordulatszámának változtatásával szűk

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 15/20
határok között állítható. A kisebb berendezések kihozatala mintegy 1 liter/percre tehető, míg a
komoly ipari berendezéseké akár az 50 liter/percet is elérheti.
a) b)
12. ábra Reaktív fröccsöntőgép (RIM) (a) és elvi felépítése (b)
Alapanyagát tekintve a technológia alkalmas többek között szilikon, epoxi, vagy poliuretán
alapú keverékek feldolgozására egyaránt. Leggyakrabban a poliuretán alapanyagokat használják,
mert anyagi tulajdonságai (13. ábra) – így felhasználási területei is – adalékokkal és monomerekkel
tág határok között, tetszés szerint megváltoztathatók. A RIM technológiával készített habosított
(struktúrhab) termék összetettségére jellemző példa a gépkocsi műszerfala, amelynek belseje
habosított, felszíne műbőrszerűen strukturált, lágy tapintású és összefüggő. (Megértést segítő videó)
13. ábra RIM alapanyagok

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 16/20
3. A laborgyakorlat során használt gépek, berendezések
Z310 3D PRINTER (14. ÁBRA)
modelltér mérete: 203x254x203 mm
rétegvastagság: 0,089 – 0,203 mm
építési sebesség: ~ 25 mm/óra
nyomtatófejek száma: 1 db (HP)
14. ábra Z310 3D Printer
ALARIS 30 TÍPUSÚ ADDITÍV GYÁRTÓBERENDEZÉS (15. ÁBRA)
modelltér mérete: 300x200x150 mm
rétegvastagság: 0,028 mm
építési sebesség: ~6 mm/óra
nyomtatófejek száma: 2 db
15. ábra Alaris 30 típusú AM berendezés
CRAFT BOT PLUS FDM ALAPÚ ADDITÍV GYÁRTÓBERENDEZÉS (16. ÁBRA)
modelltér mérete: 250x200x200 mm
rétegvastagság: 0,100 – 0,300 mm
építési sebesség: 50-200 mm/s
nyomtatószál átmérő: 1,75 mm
16. ábra Craft Bot Plus AM berendezés

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 17/20
FORM2 TÍPUSÚ ADDITÍV GYÁRTÓBERENDEZÉS (17. ÁBRA)
modelltér mérete: 145x145x175 mm
rétegvastagság: 0,025/0,050/0,100 mm
építési sebesség: ~6 mm/óra
17. ábra FromLabs Form2 típusú AM berendezés
DEKUMED UNIDOS 100 TÍPUSÚ REAKTÍV FRÖCCSÖNTŐGÉP (18. ÁBRA)
anyagok: epoxi gyanta, poliuretán, szilikon
kihozatali sebesség: max. 800 g/min
18. ábra Dekumed Unidos 100 típusú reaktív fröccsöntőgép

B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 18/20
4. A témához kapcsolódó fontosabb szavak angolul, németül
Magyar Angol Német
Additív gyártástechnológia Additive Manufacturing *
Gyors prototípusgyártás Rapid Prototyping (RPT) Schnelle Prototypentwicklung
Gyors szerszámkészítés Rapid Tooling (RT) *
STL Standard Tessellation
Language
*
3D nyomtatás 3D printing *
Sztereolitográfia Stereolithography Stereolithographie
Szelektív lézer szinterezés Selective Laser-sintering Selektiv-Leaser Sintern
Ömledékrétegzés Fused Deposition Modelling *
Réteges kivágás és
felépítés
Laminated Object
Manufacturing
*
Számítógéppel segített
tervezés
Computer Aided Design *
Direkt szerszámozás Direct Tooling *
Indirekt szerszámozás Indirect Tooling *
Poliuretán (PUR) Polyurethane Polyurethan
Epoxi gyanta Epoxy resin Epoxidharze
Szilikon Silicone Silikongießmasse
* Az angol kifejezés a használatos
5. Ajánlott irodalom
1. Dunai A., Macskási L.: Műanyagok fröccsöntése, Lexica Kft, Budapest, 2003
2. A. Gebhardt: Understanding Additive Manufacturing, Hanser Publishers, Munich, 2011
3. I. Gibson, D.W. Rosen, B. Stucker: Additive Manufacturing Technologies, Springer,
New York, 2010
4. Kovács J. G.: Gyors prototípus eljárások II. Gyakorlati megvalósítások, Műanyag és
Gumi, 39, 2002, 103-107
5. Falk Gy., Bartha L., Kovács, J. G.: Rapid Prototyping – Rapid Tooling a gyakorlatban,
Műanyag és Gumi, 42, 2005, 84-87
6. Schwarz P.: Ősminta- és szerszámkészítés epoxi és poliuretán alapú műanyagokból,
Műanyag és Gumi 41, 2004, 167-170
7. http://www.custompartnet.com
8. https://www.3dhubs.com
9. www.dekumed.de
10. www.polychem.hu
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 19/20
MÉRÉSI JEGYZŐKÖNYV
Név: Minősítés:
Neptun kód:
Dátum: Ellenőrizte:
Gyakorlatvezető:
1. Feladat
– Kisszériás gyártás megtervezése, anyag választása.
– Termékgyártás PolyJet, FDM valamint 3D printing technológiával és gravitációs
öntéssel poliuretán alapanyagból.
– Költség analízis.
2. Alapadatok, mért és számított eredmények
A gyártani kívánt termék:
mennyisége: [db]
tömege: [g]
Anyag költségek:
PolyJet:
FullCure 835 – modell anyag: 102000 [Ft/kg]
FullCure 705 – támaszanyag: 39000 [Ft/kg]
Szilikon (T-Silox Oxam S3):
Oxam S3 szilikon: 4000 [Ft/kg]
Oxam S3 katalizátor: 800 [Ft/kg]
Biresin G26 (PUR):
A komponens: 4000 [Ft/kg]
B komponens: 4000 [Ft/kg]
B4 – RPT/RT Változat: 3.7
Kiadva: 2018. február 23.
Polimer termékek kisszériás gyártása 20/20
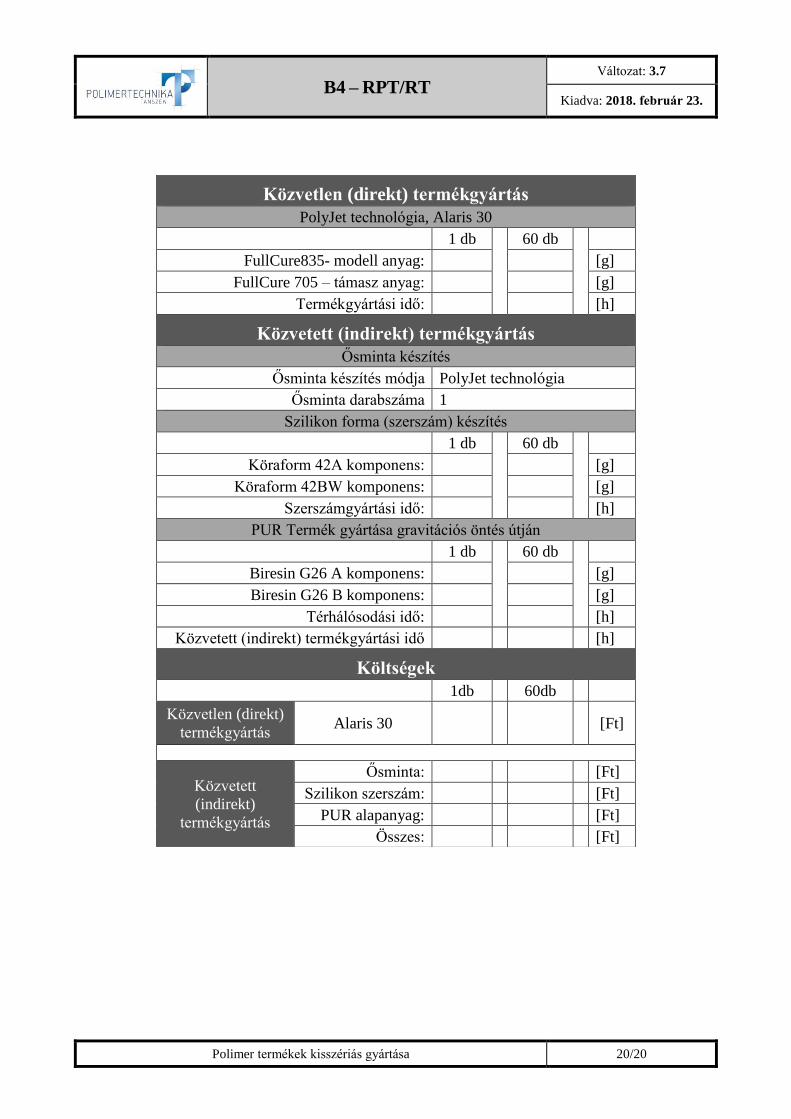
Közvetlen (direkt) termékgyártás
PolyJet technológia, Alaris 30
1 db 60 db
FullCure835- modell anyag: [g]
FullCure 705 – támasz anyag: [g]
Termékgyártási idő: [h]
Közvetett (indirekt) termékgyártás
Ősminta készítés
Ősminta készítés módja PolyJet technológia
Ősminta darabszáma 1
Szilikon forma (szerszám) készítés
1 db 60 db
Köraform 42A komponens: [g]
Köraform 42BW komponens: [g]
Szerszámgyártási idő: [h]
PUR Termék gyártása gravitációs öntés útján
1 db 60 db
Biresin G26 A komponens: [g]
Biresin G26 B komponens: [g]
Térhálósodási idő: [h]
Közvetett (indirekt) termékgyártási idő [h]
Költségek
1db 60db
Közvetlen (direkt)
termékgyártás Alaris 30 [Ft]
Közvetett
(indirekt)
termékgyártás
Ősminta: [Ft]
Szilikon szerszám: [Ft]
PUR alapanyag: [Ft]
Összes: [Ft]





























