Embed Size (px)
Citation preview

REPERES
COMMENT OPTIMISER
VOS ACHATS FORMATION ?
SOUDEUR
u
N° 5
GÉNÉRALITÉS
a. Soudeur : nom masc. - celui qui soude
b. Souder ? Oui, mais comment ?
c. Devenir soudeur p. 4-7
LES CONTENUS ET LES COÛTS D’UNE FORMATION DE SOUDEUR p. 10-13
COMMANDERUNE FORMATION DE SOUDEUR
Le cahier des chargesFAF.TT p. 14-16
CONTACTS p. 17
ANNEXE
La carte régionale des coûtsobservés par le FAF.TT
SOMMAIRE
COMM E N T O P T I M I S E R V O S A C H A T S F O R M A T I O N ?
Vos clients ont besoin de soudeurs qualifiés et vous vous demandez quelle prestation de formation
pourra vous aider à répondre à leurs demandes ? Les termes TIG, MAG et oxyacétylénique vous donnent
le tournis ? Ce document va vous guider dans le monde de la « continuité métallique » de l’assemblage et
vous accompagner dans la commande et l’achat de formation de qualité.
Ce guide et les indications tarifaires qu’il comporte sont établis à partir d'entretiens avec différents
prestataires de formation et d'éléments statistiques issus des formations prises en charge par le FAF.TT
entre le 1er janvier 2006 et le 31 décembre 2006 au titre du plan de formation de l'entreprise, de la
professionnalisation et du congé individuel de formation.
Pour toutes vos questions relatives à l'achat de formation, vous pouvez contacter Tania CHOPPY ou votre
conseiller en région (voir Contacts page 17).
3
S O U D E U R
1• GENERALITES
Le but du soudage est d’assembler deux pièces métalliques (ou thermoplastiques)de manière à obtenir une continuité de la matière. L’assemblage se fait par fusiondes deux parties avec parfois ajout d’un métal d’apport. La soudure résulte duprocédé de soudage.
NB : Le brasage est à distinguer du soudage. Bien que proches, ces notions se différencient par la zone de fusion. Dans le brasage, seul
le métal d’apport est chauffé.
■ Le soudeur doit être capable de préparer des pièces à partir d’un plan, de choisir le procédé de soudage approprié, de choisir les paramètres de soudage adéquats, de réaliser les soudures et de les contrôler. Pour plus de précisions, vous pouvez vous reporter à la fiche ROMEn°441321. Deux métiers peuvent être particulièrement proches de celuide soudeur dans la chaîne du travail. Il s’agit du tuyauteur industriel(fiche ROME n°44134) et du chaudronnier-tôlier (fiche ROME n°44114). En bref, le tuyauteur coupe et assemble des tubes en les pointant ; lechaudronnier déforme ou découpe des morceaux de métal et les assemblepar pointage notamment. Le soudeur intervient à l’issue de ces activitésde préparation des assemblages.
NB : Le pointage consiste à réaliser des opérations de soudage, une opération similaire au faufilage des couturières.
LEXIQUEMAG Metal Activ GasMIG Metal Inert GasOA Soudage oxyacétyléniqueSAE EE Soudage à l’arc électrique avec électrodes enrobéesTIG Tungsten Inert Gas
SOUDEUR : NOM MASC. - celui qui soude 1 SOUDER ? OUI, MAIS COMMENT ?2
■ Il existe de nombreuses manières de souder. Le choix duprocédé s’effectue selon divers facteurs parmi lesquels on peut compter : la nature des matériaux à assembler(composition, épaisseur, formes et positions des joints), lestypes de fabrication (atelier, chantier, production demasse), l’objet du soudage (construction ou réparation), la problématique de productivité, l’utilisation ultérieure dela pièce soudée...
1 http://rome.anpe.net/employeur/index.php
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
5
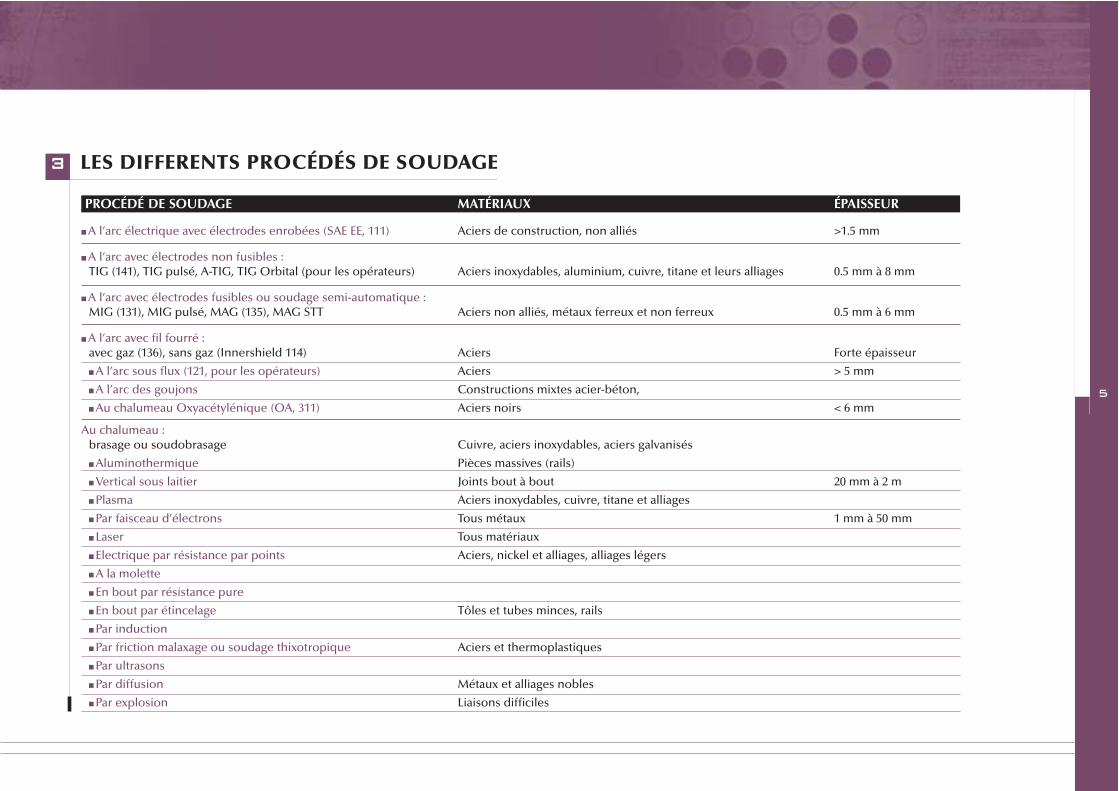
LES DIFFERENTS PROCÉDÉS DE SOUDAGE3
PROCÉDÉ DE SOUDAGE MATÉRIAUX ÉPAISSEUR
■ A l’arc électrique avec électrodes enrobées (SAE EE, 111) Aciers de construction, non alliés >1.5 mm
■ A l’arc avec électrodes non fusibles : TIG (141), TIG pulsé, A-TIG, TIG Orbital (pour les opérateurs) Aciers inoxydables, aluminium, cuivre, titane et leurs alliages 0.5 mm à 8 mm
■ A l’arc avec électrodes fusibles ou soudage semi-automatique :MIG (131), MIG pulsé, MAG (135), MAG STT Aciers non alliés, métaux ferreux et non ferreux 0.5 mm à 6 mm
■ A l’arc avec fil fourré :avec gaz (136), sans gaz (Innershield 114) Aciers Forte épaisseur
■ A l’arc sous flux (121, pour les opérateurs) Aciers > 5 mm
■ A l’arc des goujons Constructions mixtes acier-béton,
■ Au chalumeau Oxyacétylénique (OA, 311) Aciers noirs < 6 mm
Au chalumeau :brasage ou soudobrasage Cuivre, aciers inoxydables, aciers galvanisés
■ Aluminothermique Pièces massives (rails)
■ Vertical sous laitier Joints bout à bout 20 mm à 2 m
■ Plasma Aciers inoxydables, cuivre, titane et alliages
■ Par faisceau d’électrons Tous métaux 1 mm à 50 mm
■ Laser Tous matériaux
■ Electrique par résistance par points Aciers, nickel et alliages, alliages légers
■ A la molette
■ En bout par résistance pure
■ En bout par étincelage Tôles et tubes minces, rails
■ Par induction
■ Par friction malaxage ou soudage thixotropique Aciers et thermoplastiques
■ Par ultrasons
■ Par diffusion Métaux et alliages nobles
■ Par explosion Liaisons difficiles
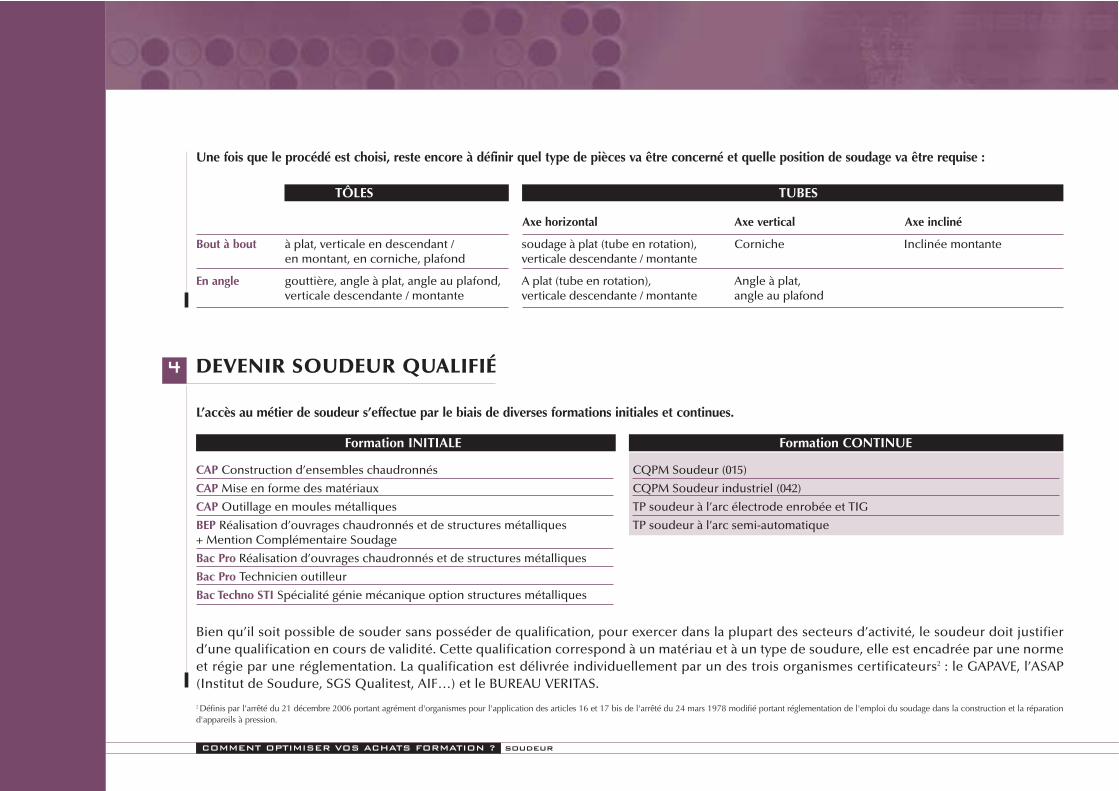
Une fois que le procédé est choisi, reste encore à définir quel type de pièces va être concerné et quelle position de soudage va être requise :
TUBES
Axe horizontal Axe vertical Axe incliné
Bout à bout à plat, verticale en descendant / soudage à plat (tube en rotation), Corniche Inclinée montanteen montant, en corniche, plafond verticale descendante / montante
En angle gouttière, angle à plat, angle au plafond, A plat (tube en rotation), Angle à plat,verticale descendante / montante verticale descendante / montante angle au plafond
Formation INITIALE Formation CONTINUE
CAP Construction d’ensembles chaudronnés CQPM Soudeur (015)
CAP Mise en forme des matériaux CQPM Soudeur industriel (042)
CAP Outillage en moules métalliques TP soudeur à l’arc électrode enrobée et TIG
BEP Réalisation d’ouvrages chaudronnés et de structures métalliques TP soudeur à l’arc semi-automatique+ Mention Complémentaire Soudage
Bac Pro Réalisation d’ouvrages chaudronnés et de structures métalliques
Bac Pro Technicien outilleur
Bac Techno STI Spécialité génie mécanique option structures métalliques
DEVENIR SOUDEUR QUALIFIÉ4
Bien qu’il soit possible de souder sans posséder de qualification, pour exercer dans la plupart des secteurs d’activité, le soudeur doit justifierd’une qualification en cours de validité. Cette qualification correspond à un matériau et à un type de soudure, elle est encadrée par une normeet régie par une réglementation. La qualification est délivrée individuellement par un des trois organismes certificateurs2 : le GAPAVE, l’ASAP(Institut de Soudure, SGS Qualitest, AIF…) et le BUREAU VERITAS.
2 Définis par l’arrêté du 21 décembre 2006 portant agrément d'organismes pour l'application des articles 16 et 17 bis de l'arrêté du 24 mars 1978 modifié portant réglementation de l'emploi du soudage dans la construction et la réparationd'appareils à pression.
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
TÔLES
L’accès au métier de soudeur s’effectue par le biais de diverses formations initiales et continues.
7
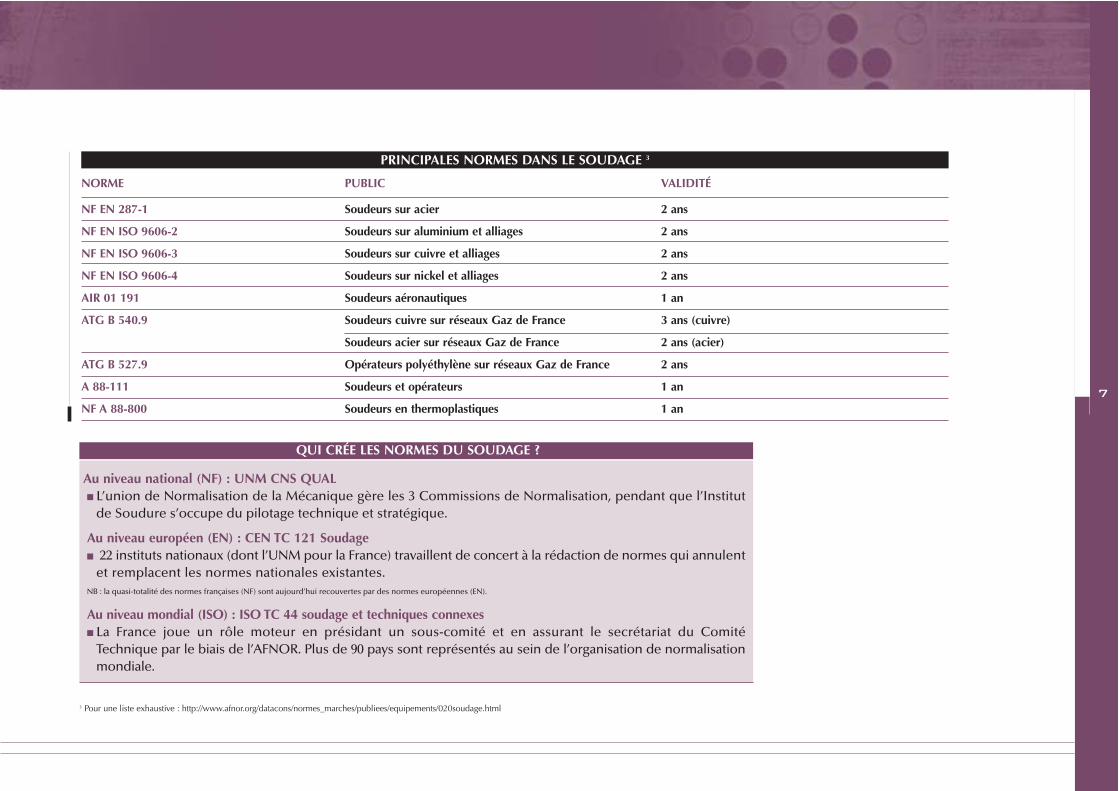
PRINCIPALES NORMES DANS LE SOUDAGE 3
NORME PUBLIC VALIDITÉ
NF EN 287-1 Soudeurs sur acier 2 ans
NF EN ISO 9606-2 Soudeurs sur aluminium et alliages 2 ans
NF EN ISO 9606-3 Soudeurs sur cuivre et alliages 2 ans
NF EN ISO 9606-4 Soudeurs sur nickel et alliages 2 ans
AIR 01 191 Soudeurs aéronautiques 1 an
ATG B 540.9 Soudeurs cuivre sur réseaux Gaz de France 3 ans (cuivre)
Soudeurs acier sur réseaux Gaz de France 2 ans (acier)
ATG B 527.9 Opérateurs polyéthylène sur réseaux Gaz de France 2 ans
A 88-111 Soudeurs et opérateurs 1 an
NF A 88-800 Soudeurs en thermoplastiques 1 an
3 Pour une liste exhaustive : http://www.afnor.org/datacons/normes_marches/publiees/equipements/020soudage.html
QUI CRÉE LES NORMES DU SOUDAGE ?
Au niveau national (NF) : UNM CNS QUAL■ L’union de Normalisation de la Mécanique gère les 3 Commissions de Normalisation, pendant que l’Institut
de Soudure s’occupe du pilotage technique et stratégique.
Au niveau européen (EN) : CEN TC 121 Soudage ■ 22 instituts nationaux (dont l’UNM pour la France) travaillent de concert à la rédaction de normes qui annulent
et remplacent les normes nationales existantes.NB : la quasi-totalité des normes françaises (NF) sont aujourd’hui recouvertes par des normes européennes (EN).
Au niveau mondial (ISO) : ISO TC 44 soudage et techniques connexes■ La France joue un rôle moteur en présidant un sous-comité et en assurant le secrétariat du Comité
Technique par le biais de l’AFNOR. Plus de 90 pays sont représentés au sein de l’organisation de normalisationmondiale.
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
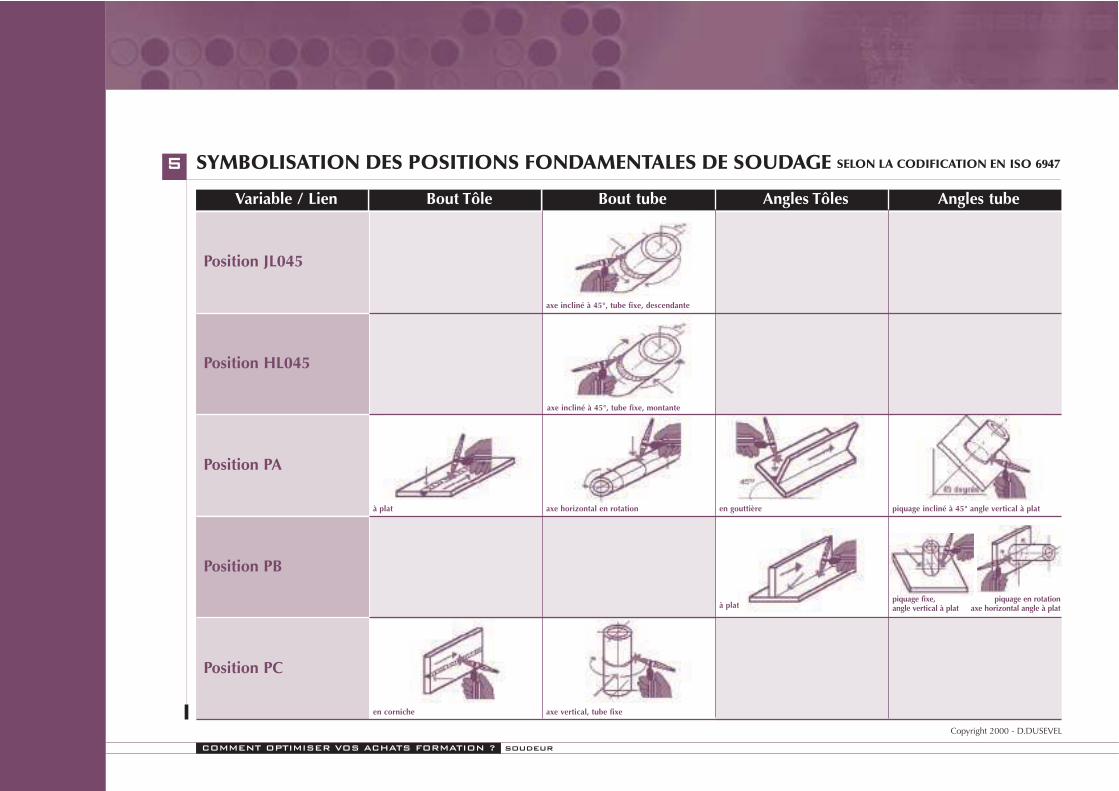
Position JL045
Position HL045
Position PA
Position PB
Position PC
Variable / Lien Bout Tôle Bout tube Angles Tôles Angles tube
Copyright 2000 - D.DUSEVEL
axe incliné à 45°, tube fixe, descendante
axe incliné à 45°, tube fixe, montante
axe horizontal en rotation en gouttière
à plat
piquage incliné à 45° angle vertical à plat
piquage fixe, angle vertical à plat
piquage en rotation axe horizontal angle à plat
à plat
en corniche axe vertical, tube fixe
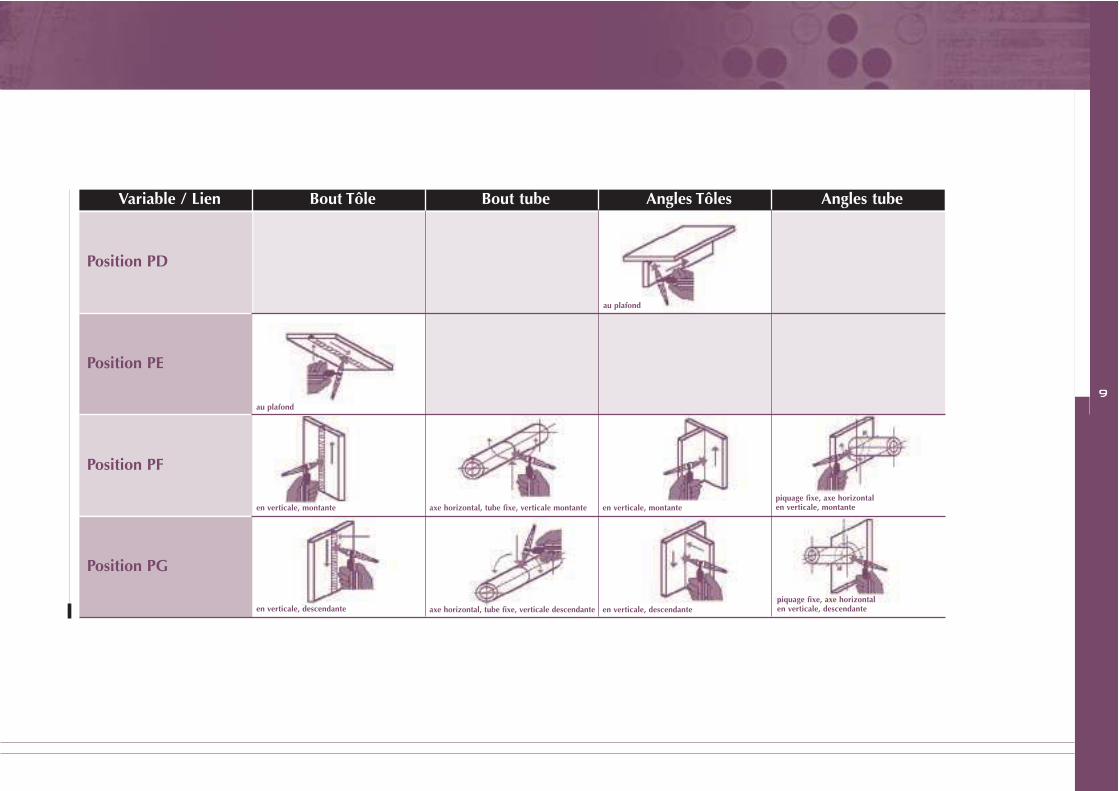
SYMBOLISATION DES POSITIONS FONDAMENTALES DE SOUDAGE SELON LA CODIFICATION EN ISO 69475
9
Position PE
Position PF
Position PG
Variable / Lien Bout Tôle Bout tube Angles Tôles Angles tube
Position PD
au plafond
au plafond
en verticale, montante
en verticale, descendante
axe horizontal, tube fixe, verticale montante
axe horizontal, tube fixe, verticale descendante
en verticale, montantepiquage fixe, axe horizontal en verticale, montante
piquage fixe, axe horizontal en verticale, descendanteen verticale, descendante
RECRUTEMENT DU PUBLIC1
Une bonne acuité visuelle apparaît comme un pré-requis incontournable àl’exercice du métier de soudeur. Dans certains cas, un test est obligatoire (testde Parineau pour souder dans l’aéronautique par exemple). Afin de positionnerle niveau du stagiaire et définir le contenu de formation adapté (initiation ouperfectionnement), une évaluation pratique peut être très efficace.
Impact sur les coûts de formation
Un test de positionnement pour connaître le niveau de vosstagiaires peut permettre de vérifier que votre objectif estréaliste puis, dans un second temps, d’ajuster la durée de laformation. Cet investissement peut vous faire économiser desheures de formation inappropriées.
Recommandations
2• LES CONTENUS ET LES COUTS D’UNE FORMATION DE SOUDEUR
RÉPARTITION THÉORIE / PRATIQUE2
Généralement, ce sont entre 10 et 20% de théorie et 80 à 90% de pratique quisont proposés. La majeure partie des contenus théoriques sont communsaux différents procédés de soudage. La mise en pratique est incontournablepour l’acquisition des compétences en soudage et en contrôle de la soudure.N’oublions pas qu’une mauvaise soudure, c’est un assemblage qui peut céder.
CONTENUS3
Une formation de soudeur se compose de deux principaux modules :
■ Les bases du soudage (théorie) : principes généraux, règles de sécurité,lecture de plan.
■ Le(s) procédé(s) de soudage (pratique) : procédé, type d’assemblage etposition, contrôle de la soudure.En fonction des stagiaires ou de votre client, certains contenus complé-mentaires peuvent être opportuns (remise à niveau en calcul professionnel,dessin isométrique, métrologie…).
Recommandations
■ Demandez à votre prestataire ce qu’il vous propose par rapport à vosbesoins de compétences et au public recruté.
■ Les prestataires de formation sont bien outillés pour évaluer les capacitésprofessionnelles en soudage, demandez-leur ce qu’ils peuvent vous proposer pour vous accompagner dans votre recrutement.
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
11
DURÉE DE LA FORMATION4
En ce qui concerne les durées, il est difficile d’en donner une idée tant elles sontliées au niveau des stagiaires, à leur capacité d’apprentissage et à l’objectif fixé.Voici néanmoins quelques points de repères :■ Certains procédés ne requièrent l’utilisation que d’une seule main
(MAG, MIG, SAE EE) et nécessitent moins de temps d’apprentissage queles autres (TIG, OA).
■ Certains matériaux comme l’aluminium compliquent la tâche du soudeurpar leurs propriétés physiques, et requièrent donc une formation pluslongue pour acquérir la dextérité nécessaire.
■ Au niveau des éléments à souder, la tôle est plus facile que le tube. En effet,celui-ci oblige à réaliser des soudures curvilignes plus compliquées queles soudures rectilignes sur tôle.
■ On peut indiquer également une échelle de difficulté, et donc de duréed’apprentissage, dans les positions : à plat < montant < descendant < plafond.
■ La familiarité des stagiaires avec le domaine du soudage peut permettrede prévoir une formation plus courte que pour des personnes complètementnéophytes.
■ Pour la lecture de plan, vous pouvez compter 35 heures au maximum.■ Pour les règles de sécurité au poste de travail, 7 heures suffisent.■ Pour la passation de la qualification, il convient de prévoir une demi-
journée pour deux qualifications en moyenne.
Evidemment, la quantité et la diversité des contenus de formation (nombredes procédés, type d’assemblage et positions ciblés), font eux aussigrandement varier la durée de la formation.
En bref : on peut considérer que pour un débutant, la formation la plus courte,entendez simple, est celle de braseur en 70 h et la formation la plus longue estcelle de soudeur à l’arc électrique sur électrode enrobée en 350 à 420 heuresau maximum.
Recommandations
■ Voyez avec votre prestataire pour qu’il vous propose une durée de formation adaptée à chaque stagiaire que vous avez recruté et à l’objectifque vous voulez atteindre. Pour les formations en soudage, un seulmaître-mot à retenir : sur-mesure.
Impact sur les coûts de formation
Certains prestataires peuvent inclure un coût d’ingénieriedans leurs prestations sur-mesure.
MOYENS PÉDAGOGIQUES POUR LA FORMATION (THÉORIE ET PRATIQUE)5
Tous les professionnels s’accordent à le dire, c’est en soudant que l’on devientsoudeur. Les formations de soudeurs font la part belle à l’apprentissage parl’action et requièrent des matériaux à souder ainsi que du matériel pour souder. Chaque stagiaire dispose d’un poste ou d’une cabine de soudage (etmême parfois d’une station de soudage virtuelle) et avance à son rythmeselon la progression pédagogique définie par le formateur. Ainsi lesprestataires fonctionnent généralement en entrées et sorties permanentes.La norme est que généralement un formateur encadre 12 stagiaires.
Les stagiaires doivent disposer d’EPI adaptés au soudage : chaussures desécurité, gants, cotte de travail 100% coton.
Au niveau de la formation théorique, rien de spécifique n’est à noter.
Impact sur les coûts de formation
En fonction du procédé et des positions choisis ainsi que de leur nombre, le matériau sera plus ou moins onéreux. Comme point de repère vouspouvez vous appuyer sur les échelles suivantes :
■ Les matériaux : acier < alu < titane■ Les gaz : acétylène < oxygène < argon■ Les procédés : OA < SAE EE < MAG MIG TIG
Recommandations
FORMATEUR(S) 6
Afin de pouvoir répondre à toutes les demandes des stagiaires, on peuts’accorder à dire que le formateur doit maîtriser la technologie dans sonensemble et posséder les qualifications visées. Les prestataires de formation recrutent généralement des professionnelsexpérimentés (souvent entre 10 et 15 ans de métier) puis les forment àleurs méthodes pédagogiques. Les formateurs peuvent être généralistes(tous procédés) ou spécialisés dans un procédé particulier.
Recommandations
■ Afin de connaître l’expérience et le champ d’expertise des formateurs,vous pouvez tout à fait demander un exemplaire de leur CV et de leurscertificats de qualification valides.
■ Pour éviter les mauvaises surprises, précisez bien en amont qui fournit lesmatériels et matériaux ainsi que la quantité et la diversité nécessaires àchaque stagiaire pour un apprentissage complet.
■ Si vous envisagez de former plusieurs stagiaires, essayez d’identifier la différence de coût entre l’intégration d’un ou de plusieurs stagiaires afin denégocier les tarifs. En effet dans le cas d’un groupe, même s’il s’agit de progression individualisée, l’organisme optimise les moyens mis en œuvrepour la formation.
2 • LES CONTENUS ET LES COUTS D’UNE FORMATION DE SOUDEURSUITE
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
13
SANCTION DE LA FORMATION7
La formation doit donner les moyens au stagiaire d’exercer son métier etdonc prévoir la passation d’une qualification selon une des normes de soudage.
Les modalités de réalisation et de contrôle sont définies par chaque norme ;il s’ensuit d’importantes variations de coûts et de durées. En effet, le coûtd’une qualification se structure de la manière suivante : vacation de l’inspecteuret rédaction du PV (coût fixe), nombre et modalités de contrôle des essais (coûtvariable en fonction des normes).
Certains facteurs organisationnels peuvent faire évoluer les tarifs. Si votre entreprise n'a pas d'accord commercial avec le prestataire de formation quevous contactez, les questions suivantes peuvent alimenter la négociation :
1 • Quel volume réalisez-vous annuellement avec ce prestataire ?
2 • Quel volume pensez-vous confier à ce prestataire cette année ?
3 • Sa part de marché évolue-t-elle à la hausse ? à la baisse ?
4 • Le prestataire vous facture-t-il un coût jour ou un coût stage individuel ?
5 • A quel moment votre règlement est-il attendu ?
Recommandations
■ Au cours de votre négociation, pensez à vérifiez si le coût de laqualification est inclus ou non dans le devis de votre prestataire.
Impact sur les coûts de formation
La mise en place d’une passation de qualification a un coût non négligeablevariant de 100 à 750 €.
Certains organismes peuvent vous proposer à la fois des prestations deformation et de certification ; d’autres sous-traitent la passation de laqualification. Dans les deux cas, mieux vaut essayer de négocier un tarifglobal.
Un CQPM ou un Titre Professionnel induisent un suivi administratif plusimportant qu’une formation non qualifiante. Ces ressources humaines supplémentaires requises peuvent impacter le coût de la formation.
3• COMMENT COMMANDER UNE FORMATION DE SOUDEUR ?
Le cahier des charges vous permet de présenter votre demande en détail et constitue une trame de réponse commune pour tous les prestataires deformation. Il vous sera plus aisé de comparer leurs offres et d’obtenir une réponse sur mesure adaptée à vos besoins.
Le document ci-dessous provient de la boîte à outils des conseillers en région du FAF.TT et n‘a qu’une valeur d’exemple.
1. Objet de la commandeETT souhaite former des intérimaires à l'emploi de soudeur.
La formation se déroulera dans le cadre du :
❒ Contrat de Développement Professionnel Intérimaire (CDPI)❒ Contrat d'Insertion Professionnelle des Intérimaires (CIPI)❒ Contrat de professionnalisation❒ Plan de formation de l'entreprise.
La formation devra porter sur le procédé de soudage suivant :❒ soudage à l’arc électrique sur électrode enrobée❒ soudage à l’arc semi automatique
❒ MIG❒ MAG
❒ soudage à l’arc TIG❒ soudage de composants électroniques❒ autre :
LE CAHIER DES CHARGES DU FAF.TT
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
Ainsi que sur :
Le support suivant :❒ tôle❒ tube
Le métal suivant :❒ acier❒ aluminium❒ cuivre❒ titane❒ autre :
Le type d’assemblage suivant :❒ bout à bout❒ en angle
La position suivante :❒ à plat❒ verticale montante❒ verticale descendante❒ corniche❒ au plafond❒ gouttière❒ angle à plat❒ angle au plafond❒ inclinée montante❒ autre :
15
Dates : ........... /........... / ...........Durée : ...................... heures à temps plein (35 heures par semaine).
Lieu de formation : .................................................................................
La validation finale de la formation correspondra :
❒ au titre professionnel de soudeur à l’arc électrode enrobée et TIG (ministèredu Travail)
❒ au titre professionnel de soudeur à l’arc semi-automatique (ministère duTravail)
❒ au CQPM Soudeur (015) ❒ au CQPM Soudeur industriel (042)❒ au premier niveau de qualification de la convention collective de l'entre-
prise utilisatrice❒ à la délivrance d'une attestation de capacités.
La formation intègrera la passation de la qualification de soudure selon lanorme suivante :❒ EN 287-1(inox et alliages)❒ AIR 01 191 (aéronautique)❒ NF 13 067❒ ATG B 540.9 (GDF)❒ ATG B 527.9 (GDF)❒ autre :
2. Public concernéNombre : … intérimaires
Age : …
Niveau de formation : …
Expérience professionnelle :
Pré-requis : faire préciser à votre prestataire, ainsi que ses modalités de positionnement.
3. Situation de travail :Emploi occupé à l'issue de la formation : …
Conditions de l'activité : …
4. Objectifs de formation :A l’issue de la formation, les intérimaires seront capables de :
(Décrire les activités et l’environnement de travail qui seront proposés aux
intérimaires par l'entreprise utilisatrice pendant ou à l'issue du contrat.)
❒ Préparer des pièces à partir de consignes et de plans.❒ Identifier le procédé de soudure.❒ Choisir les paramètres de soudage.❒ Réaliser les soudures.❒ Contrôler les soudures et les pièces.❒ Régler et entretenir les machines automatiques et semi-
automatiques de soudage.❒ Autre :
5. Évaluation de la formationL'évaluation des acquis prendra la forme d'un :
6. Forme attendue de la réponse au cahier des chargesDate de renvoi : votre réponse nous parviendra au plus tard le …Interlocuteur : elle sera adressée à …
Elle devra comporter notamment :
❒ Un programme pédagogique détaillé et modulé en heuresindiquant :• les objectifs opérationnels • les contenus de formation • la répartition des heures pratiques et théoriques• les pré-requis.
❒ Un planning de la formation
❒ Les moyens pédagogiques mis en œuvre :• conditions d’encadrement• lieux de déroulement• matériel mis à disposition.
❒ Le type de pédagogie envisagée : individuelle ou collective.
❒ Les modalités d’évaluation et leur mise en œuvre.
❒ Un devis détaillé faisant apparaître • le coût de l’heure/stagiaire • vos modalités de facturation.
❒ Un projet de convention de formation.
❒ Une proposition de positionnement avant la formation.
3 • COMMENT COMMANDER UNE FORMATION DE SOUDEUR ?SUITE
❒ Contrôle continu.❒ Contrôle ponctuel.❒ Mise en situation.
❒ QCM.❒ Examen devant jury.
Le suivi global de l’action (mesure de la satisfaction des stagiaires etmesure du respect des modalités d’organisation de la formation, des contenus pédagogiques et de la progression pédagogique) fera l'objetd'un bilan final entre tous les acteurs concernés.
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur
17
14, rue Riquet - 75940 Paris Cedex 19
Tania CHOPPY
01 53 35 70 [email protected]
Standard : 01 53 35 70 00
Centre de gestion 1 : 01 53 35 70 11
Centre de gestion 2 : 01 53 35 70 21
Centre de gestion 3 : 01 53 35 70 31
Centre de gestion 4 : 01 53 35 70 41
www.faftt.fr
VOS CONTACTS AU FAF.TT LES CONSEILLERS EN RÉGIONS LES PERMANENCES CIF
Île-de-France,Paris du 1er au 10e arrondissement,département 92,Centre
Laurence CUCIZPort. : 06 75 19 32 85Tél. : 01 53 35 70 60Fax : 01 53 35 70 [email protected]
ÎLE-DE-FRANCE,Paris du 11e au 20e arrondissement + banlieue,Champagne-Ardenne, Bourgogne
Emmanuel JANEAUPort. : 06 75 19 32 84Tél. : 01 53 35 70 61Fax : 01 53 35 70 [email protected]
LORRAINE, ALSACE, FRANCHE-COMTÉ
Philippe DAUSSYPort. : 06 75 19 32 82Tél.-Fax : 03 83 18 00 [email protected]
RHÔNE-ALPES, AUVERGNE
Bertrand SOULHATPort. : 06 75 19 32 86Tél.-Fax : 04 78 46 25 [email protected]
PROVENCE-ALPES-CÔTE D’AZUR,LANGUEDOC-ROUSSILLON
Virginie LECONTEPort. : 06 75 19 32 83Tél.-Fax : 04 42 96 20 [email protected]
MIDI-PYRÉNÉES, LIMOUSIN,AQUITAINE, POITOU-CHARENTES
Dominique DAUFRESNEPort. : 06 08 90 33 32Tél.-Fax : 05 53 35 25 [email protected]
BASSE-NORMANDIE, BRETAGNE,PAYS-DE-LA-LOIRE
Élysabeth DERENNEPort. : 06 75 19 32 81Tél.-Fax : 02 96 70 71 [email protected]
NORD-PAS-DE-CALAIS,HAUTE-NORMANDIE, PICARDIE
Céline RATTEZPort. : 06 08 90 33 30Tél.-Fax : 03 28 42 12 [email protected]
BRETAGNE
RDV au 0 810 10 70 20(coût d’un appel local)(FONGECIF Bretagne)
NANTES
ORLÉANS
PARIS
LYON
LILLE
RDV au 0 811 650 653(coût d’un appel local depuis un poste fixe)
ILE DE LA RÉUNION
Saint-Denis : Tél. 0 262 940 384
Saint-Pierre : Tél. 0 262 352 631
•
•
•
•
•
•
•
•
•
CONTACTS
NOTES
COMMENT OPTIMISER VOS ACHATS FORMATION ? soudeur


uANNEXE
FONDS D’ASSURANCE FORMATION DU TRAVAIL TEMPORAIRE
14, rue Riquet - 75940 Paris cedex 19 - Tél.: 01 53 35 70 00 - Fax : 01 53 35 70 70 - www.faftt.fr 2676
-
-
Juill
et 2
007
Comment optimiser vos achats formation ? SOUDEUR
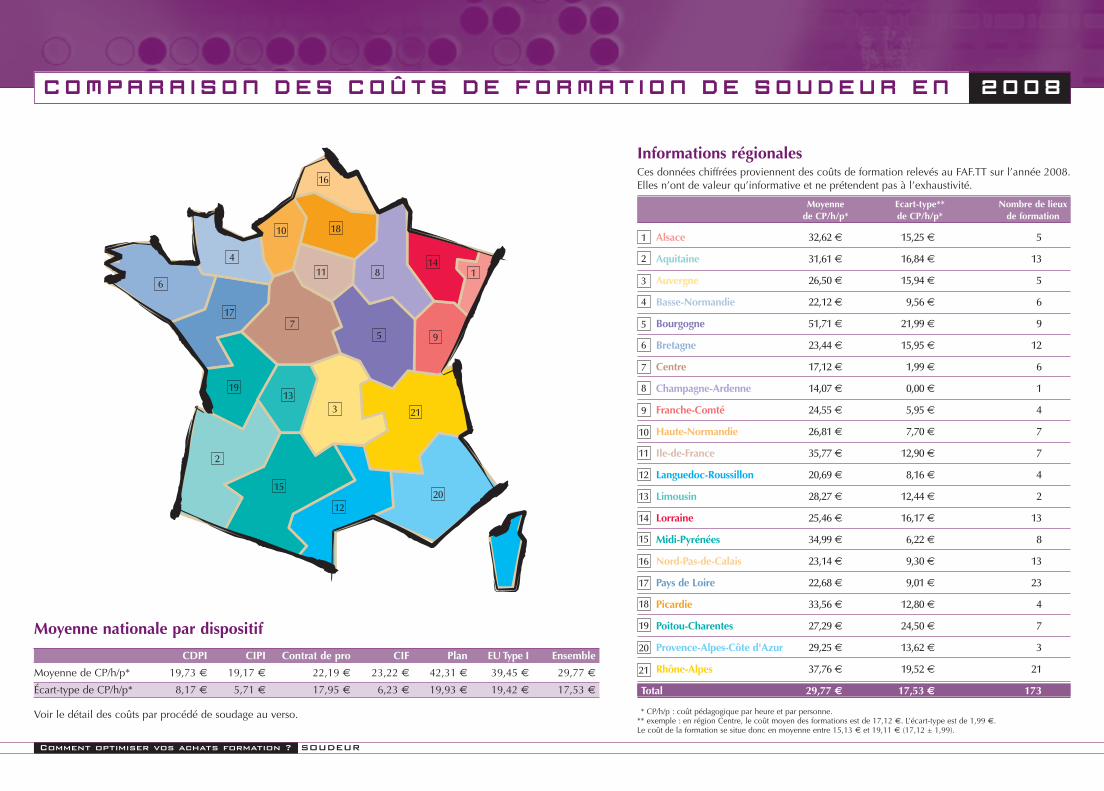
Moyenne Ecart-type** Nombre de lieuxde CP/h/p* de CP/h/p* de formation
Alsace 32,62 € 15,25 € 5
Aquitaine 31,61 € 16,84 € 13
Auvergne 26,50 € 15,94 € 5
Basse-Normandie 22,12 € 9,56 € 6
Bourgogne 51,71 € 21,99 € 9
Bretagne 23,44 € 15,95 € 12
Centre 17,12 € 1,99 € 6
Champagne-Ardenne 14,07 € 0,00 € 1
Franche-Comté 24,55 € 5,95 € 4
Haute-Normandie 26,81 € 7,70 € 7
Ile-de-France 35,77 € 12,90 € 7
Languedoc-Roussillon 20,69 € 8,16 € 4
Limousin 28,27 € 12,44 € 2
Lorraine 25,46 € 16,17 € 13
Midi-Pyrénées 34,99 € 6,22 € 8
Nord-Pas-de-Calais 23,14 € 9,30 € 13
Pays de Loire 22,68 € 9,01 € 23
Picardie 33,56 € 12,80 € 4
Poitou-Charentes 27,29 € 24,50 € 7
Provence-Alpes-Côte d'Azur 29,25 € 13,62 € 3
Rhône-Alpes 37,76 € 19,52 € 21
Total 29,77 € 17,53 € 173
CDPI CIPI Contrat de pro CIF Plan EU Type I Ensemble
Moyenne de CP/h/p* 19,73 € 19,17 € 22,19 € 23,22 € 42,31 € 39,45 € 29,77 €
Écart-type de CP/h/p* 8,17 € 5,71 € 17,95 € 6,23 € 19,93 € 19,42 € 17,53 €
Voir le détail des coûts par procédé de soudage au verso.
Informations régionalesCes données chiffrées proviennent des coûts de formation relevés au FAF.TT sur l’année 2008.Elles n’ont de valeur qu’informative et ne prétendent pas à l’exhaustivité.
Moyenne nationale par dispositif
** CP/h/p : coût pédagogique par heure et par personne.** exemple : en région Centre, le coût moyen des formations est de 17,12 €. L’écart-type est de 1,99 €. Le coût de la formation se situe donc en moyenne entre 15,13 € et 19,11 € (17,12 ± 1,99).
1
3
4
5
6
17
18
19
20
21
7
8
9
10
11
12
13
14
15
16
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
COMPARAISON DES COÛTS DE FORMATION DE SOUDEUR EN 2008
Comment optimiser vos achats formation ? SOUDEUR
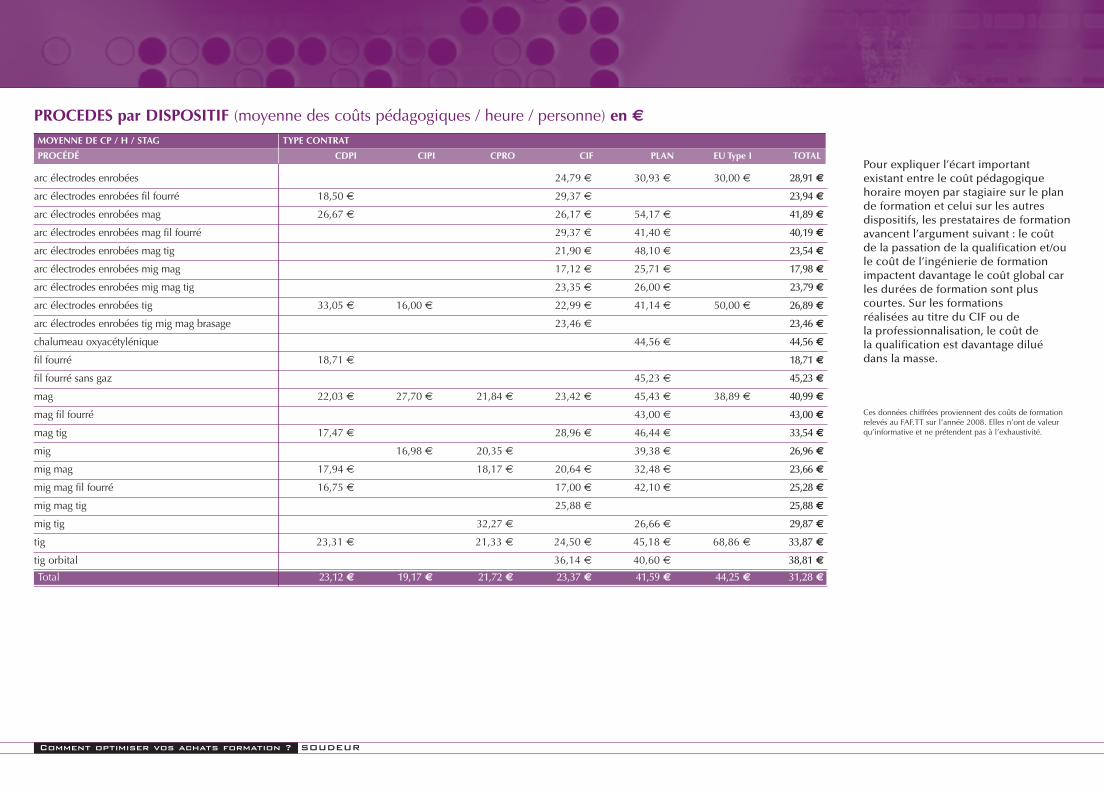
Pour expliquer l’écart important existant entre le coût pédagogiquehoraire moyen par stagiaire sur le plande formation et celui sur les autresdispositifs, les prestataires de formationavancent l’argument suivant : le coût de la passation de la qualification et/oule coût de l’ingénierie de formationimpactent davantage le coût global carles durées de formation sont plus courtes. Sur les formations réalisées au titre du CIF ou de la professionnalisation, le coût de la qualification est davantage diluédans la masse.
Ces données chiffrées proviennent des coûts de formationrelevés au FAF.TT sur l’année 2008. Elles n’ont de valeurqu’informative et ne prétendent pas à l’exhaustivité.
MOYENNE DE CP / H / STAG TYPE CONTRAT
PROCÉDÉ
PROCEDES par DISPOSITIF (moyenne des coûts pédagogiques / heure / personne) en €
arc électrodes enrobées 24,79 € 30,93 € 30,00 € 28,91 €
arc électrodes enrobées fil fourré 18,50 € 29,37 € 23,94 €
arc électrodes enrobées mag 26,67 € 26,17 € 54,17 € 41,89 €
arc électrodes enrobées mag fil fourré 29,37 € 41,40 € 40,19 €
arc électrodes enrobées mag tig 21,90 € 48,10 € 23,54 €
arc électrodes enrobées mig mag 17,12 € 25,71 € 17,98 €
arc électrodes enrobées mig mag tig 23,35 € 26,00 € 23,79 €
arc électrodes enrobées tig 33,05 € 16,00 € 22,99 € 41,14 € 50,00 € 26,89 €
arc électrodes enrobées tig mig mag brasage 23,46 € 23,46 €
chalumeau oxyacétylénique 44,56 € 44,56 €
fil fourré 18,71 € 18,71 €
fil fourré sans gaz 45,23 € 45,23 €
mag 22,03 € 27,70 € 21,84 € 23,42 € 45,43 € 38,89 € 40,99 €
mag fil fourré 43,00 € 43,00 €
mag tig 17,47 € 28,96 € 46,44 € 33,54 €
mig 16,98 € 20,35 € 39,38 € 26,96 €
mig mag 17,94 € 18,17 € 20,64 € 32,48 € 23,66 €
mig mag fil fourré 16,75 € 17,00 € 42,10 € 25,28 €
mig mag tig 25,88 € 25,88 €
mig tig 32,27 € 26,66 € 29,87 €
tig 23,31 € 21,33 € 24,50 € 45,18 € 68,86 € 33,87 €
tig orbital 36,14 € 40,60 € 38,81 €
Total 23,12 € 19,17 € 21,72 € 23,37 € 41,59 € 44,25 € 31,28 €
CDPI CIPI CPRO CIF PLAN EU Type I TOTAL