Embed Size (px)
Citation preview

217
Ing. Jan Zitňanský, PhD., Katedra kvality a strojárskych technológií, TF SPU v Nitre, A. Hlinku 2, 949 76 Nitra, E-mail: [email protected], [email protected]
Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
VPLYV DRUHU REZNÝCH MATERIÁLOV NA REZNÝ PROCES EFFECT OF KIND OF CUTTING MATERIALS CUTTING PROCESS
Ján ŽITŇANSKÝ- Jozef ŽARNOVSKÝ
Katedra kvality a strojárskych technológií, TF SPU v Nitre Summary: New materials with higher and higher fortresses increased demand for tools, machines, and not least to develop new technological solutions to the process of machining. Currently, manufacturers of machine tools rely on cutting fluids of several important reasons. It's especially draining heat, promoting lubrication, reducing friction forces are doing chips, corrosion protection of workpieces in medzioperačných conditions. Disclaimers reznej liquid from the machining process allows the use of new cost-effective technological process, the applications that will be productive and safe work environment and to handling. Keywords: cutting materials, cutting fluids, heat, lubrication, safe working environment ÚVOD
Nové materiály s vyššími a vysokými pevnosťami zvyšujú nároky na nástroje, obrábacie stroje a v neposlednom rade na vývoj nových technologických riešení procesu obrábania. V súčasnosti sa výrobcovia obrábacích systémov spoliehajú na rezné kvapaliny z viacerých závažných dôvodov. Je to hlavne odvádzanie tepla, podpora mazania, znižovanie trecích síl, odvádzame triesok, protikorózna ochrana obrobkov v medzioperačných stavoch. Vylúčenie reznej kvapaliny z procesu obrábania umožní použitie nových cenovo efektívnych technologických procesov, procesné aplikácie, ktoré budú produktívne a zároveň bezpečné k pracovnému prostrediu a obsluhe.
V modernej strojárskej výrobe kladieme hlavné požiadavky na bezpečnosť, presnosť a ekologickú prevádzku výrobného procesu. Pre naplnenie tohto cieľa poslúži porovnanie a zhodnotenie rezných vlastností viacerých rezných doštičiek DNMG 15 06 04 E-NR, DNMA 15 06 07, DNMM 16 05 08 na rôzne druhy materiálov akými budú hliník, bronz a oceľ 11 600. Budeme sledovať priebeh nameraných hodnôt pri meniacich sa rezných rýchlostiach. Konečným cieľom práce je preukázať opodstatnenie riešenia úlohy vzhľadom na zvýšenie kvality, ochrany životného a pracovného prostredia .
METODIKA PRÁCE
· výber rezných doštičiek ( firma Pramet) · príprava vzoriek z konkrétneho materiálu · sledovanie vplyvu reznej rýchlosti na obrábaný povrch · meranie teploty · meranie reznej sily · tabuľkové a grafické zobrazenie nameraných hodnôt · záver a zhodnotenie.
Charakteristika a príprava vzorky Podľa normy STN 01 4945 boli pripravené vzorky z hliníka, bronzu a ocele 11 600.
Všetky vzorky mali vhodné rozmery pre presnejšie vzájomné porovnanie a to nasledovne:

218Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
· Dĺžka 115 mm · Priemer 40 mm · Drsnosť 0,8
Charakteristika sústruhu
Použili sme univerzálny hrotový sústruh SUI 40 – 1. Používa sa pri kusovej malosériovej výrobe.
Charakteristika použitých rezných doštičiek Rezná doštička DNMG 15 06 04 - ER 6630 predstavuje univerzálny materiál na sústruženie ocelí. Jej charakteristickou vlastnosťou je dobrá oteruvzdornosť s vysokou húževnatosťou. Tento typ rezných materiálov nie však vhodný pre použitie pri nízkych posuvoch ( f < 0.1 mm.ot-1), kde sa prejavuje menšia ostrosť reznej hrany ovplyvnená procesom MT CVD. Rezná doštička DNMA 15 06 07 je rezná keramika na báze oxidov Al2O3 + TiC. Spekaný korund sa vyznačuje vysokou tvrdosťou oproti speknaným karbidom, veľká odolnosť voči opotrebeniu pri vysokých teplotách (do 1200 °C), možnosť obrábania vysokými reznými rýchlosťami až 400m.min-1. Nevýhodou je malá ohybová pevnosť, čo obmedzuje ich využitie len na práce s menším mechanickým zaťažením reznej hrany. CC650 sa doporučuje pre dokončovacie operácie kalených ocelí. Rezná doštička DNMM 15 06 08 je univerzálny materiál pre sústruženie ocelí vhodný aj pre obrábanie liatiny a korózie vzdorných ocelí. Spojuje dobrú oteruvzdornosť s vzsokou húževnatosťou. Charakteristika použitých obrábaných materiálov Hliník - ZLIATINA AlCu4BiPb – zliatina hliníka tvárnená pre všeobecné účely podľa STN 42 4254 Použitie: Súčiastky pre jemnú mechaniku a optiku vyrábané obrábacím spôsobom. Zliatina vhodná pre obrábanie na automatoch. OLOVENÝ BRONZ CuPb22Sn3 - zliatina medi pre odlievanie. STN 42 3183 Použitie: Na ložiskové výstelky oceľových panvy a puzdier. Dobrá odolnosť proti zadieraniu. Oceľ 11 600
Konštrukčná oceľ triedy 11 600 - STN 411600 predpisuje pre tento materiál nasledovný obsah jednotlivých chemických prvkov: Nie je vhodná na tavné zváranie. Jej použitie je smerované na staticky aj dynamicky viac namáhané súčiastky. Meranie reznej sily nepriamou metódou bude sústredené na hlavnú reznú silu Fz. Ako snímač bude použité zapojenie štyroch činných odporových tenzometrov do mostíka. Tenzometre sú nalepené priamo na sústružnícky nôž. Na zosilenie výstupného signálu a registráciu reznej sily bude použitá tenzometrická staticko – dynamická aparatúra s meracím systémom M 1000.

219Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
Meranie drsnosti obrobeného povrchu Meranie drsnosti sme robili pomocou prístroja SURFTEST 301. Pomocou tohto
prístroja boli namerané tieto drsnosti: Ra – stredná aritmetická odchýlka profilu, mm Meranie teploty (termočlánkom) - Elementy termočlánku sú vytvorené obrábaným a rezným materiálom. Vznikajúca termoelektromotorická sila je úmerná strednej teplote dotykových bodov obrábaného a rezného materiálu. VÝSLEDKY PRÁCE Namerané hodnoty drsnosti obrobeného povrchu pri sústružení
Konštantné parametre D=40,5 mm , =pa 0,5 mm , f = 0,108 mm
Číslo vzorky 1. 2. 3. 4. n (min-1) 900 1120 1400 2240
vc (m.min-1) 113 141 176 281
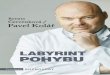
DNMG 15 06 04 DNMA 15 06 07
DNMM 150608
Obr.1 Grafická závislosť drsnosti obrobeného povrchu od reznej rýchlosti

220Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
Namerané hodnoty rezných síl pri sústružení
DNMG 15 06 04 DNMA 15 06 07
DNMM 150608
Obr. 2 Grafická závislosť reznej sily od reznej rýchlosti

221Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
Namerané hodnoty teplôt pri sústružení
Obr.3. Grafická závislosť reznej teploty od reznej rýchlosti
ZÁVER Správnou voľbou reznej doštičky dosahujeme pri trieskovom obrábaní vysokú kvalitu obrobeného povrchu, požadovanú geometrickú a tvarovú presnost konečného výrobku, ako aj predĺženie životnosti reznej doštičky a obrábacieho stroja. Otimalizácia rezných parametrov obrábania musí byťuskutočnená so zreteľom na ostatné kritériá výroby tak, aby bola zaručená predpísaná kvalita a ochrana životného postredia. Sledovaním vplyvu reznej rýchlosti na obrobené povrchy, rezné sily a teplotu pri sústružení s použitím vymeniteľných rezných doštičiek CNMG 15 061 04, DNMA 15 06 07 a DNMM 15 06 08 sme dosiahli výsledky, ktoré boli zaznamenané tabuľkovo a graficky.
Dosiahnutá kvalita niektorých obrobených povrchov prednaynačije, že niektoré dokončovací operácie brúsenia je možné v budúcnosti nahradiť efektívnejšou operáciou sústruženia. Vynechaním operách brúsenia sa znížia náklady na výrobu, aplikáciou vo výrobných postupoch zabezpečíme odstránenie časových strát spôsobených prenosom

222Kvalita a spoľahlivosť technických systémov / Quality and reliability of technical systems
Medzinárodná vedecká konferencia, máj/may 2009
výrobkov na iný stroj, tiež časové straty spojené s upnutím. Všetky tieto faktory ovplyvňujú ekonomickú stránku technológie obrábania.
LITERATÚRA 1. BÁTORA,B-VASILKO,K.: Obrobené povrchy, Trenčianska univerzita, Trenčín 2000. 2. DANKO, M. 1997. Základné aspekty pre ochranu životného prostredia. Zborník
prednášok „ Ekologické trendy v používaní rezných kvapalín a priemyselných mazív“. Zvolen : TU, 1997, 27 – 28 s.
3. FRISCHHERZ, A – PIEGLER, H.1994.: Metalltechnik 2, Fachkenntnisse, Wien: Ó BDV 1994, 280 seite, ISBN 80-902655-1-0
4. KREIDL, M. 2005.: Měření teploty – senzory a měřicí obvody. 1. vydání.Praha: Marten 2005, 240 s. ISBN 80-7300-145-4
5. MÁDL, J. – KVASNIČKA, I. 1998.: Optimalizace obráběcího procesu. 1. vyd. Praha: ČVUT 1998, 168 s. ISBN 80-01-014864-6
6. PRAMET ŠUMPERK 2004.: Přířučka obrábění.