Embed Size (px)
Citation preview

VYSOKÉ U ENÍ TECHNICKÉ V BRNBRNO UNIVERSITY OF TECHNOLOGY
FAKULTA STROJNÍHO IN ENÝRSTVÍFACULTY OF MECHANICAL ENGINEERING
ÚSTAV VÝROBNÍCH STROJ , SYSTÉM A ROBOTIKYINSTITUTE OF PRODUCTION MACHINES, SYSTEMS AND ROBOTICS
MODERNÍ SENZORIKA V PR MYSLUMODERN SENSORS IN INDUSTRY
BAKALÁ SKÁ PRÁCEBACHELOR'S THESIS
AUTOR PRÁCEAUTHOR
Jakub Kasal
VEDOUCÍ PRÁCESUPERVISOR
Ing. Tomá Budík
BRNO 2016

Fakulta strojního in enýrství, Vysoké u ení technické v Brn / Technická 2896/2 / 616 69 / Brno
Zadání bakalá ské práceÚstav: Ústav výrobních stroj , systém a robotiky
Student: Jakub Kasal
Studijní program: Strojírenství
Studijní obor: Základy strojního in enýrství
Vedoucí práce: Ing. Tomá Budík
Akademický rok: 2015/16
editel ústavu Vám v souladu se zákonem .111/1998 o vysokých kolách a se Studijníma zku ebním ádem VUT v Brn ur uje následující téma bakalá ské práce:
Moderní senzorika v pr myslu
Stru ná charakteristika problematiky úkolu:
P ehled moderních trend v oblasti senzoriky pro m ení fyzikálních veli in a nalezení potenciál prop ípadné pou ití moderní senzoriky pro prediktivní údr bu stroj v Jihlavském závod Bosch.
Cíle bakalá ské práce:
1. Seznámení se s Jihlavským závodem BOSCH, s produktovým portfoliem a s vybranými typypou ívaných výrobních stroj .2. Analýza trhu a sou asných trend v oblasti senzoriky. Výb r moderních a efektivních mo ností jakm it vybrané fyzikální veli iny.3. Strukturovaný p ehled senzoriky v etn popisu funkce.4. Návrh systému m ení pro vybraný stroj v Jihlavském závod .
Seznam literatury:
SN ISO 10816-1 + Amd. 1 Vibrace - Hodnocení vibrací stroj na základ m ení na nerotujícíchástech - ást 1: V eobecné sm rnice. Praha, NI 1998.
SN ISO 13373-1 Monitorování stavu a diagnostika stroj - Monitorování stavu vibrací ást 1:Obecné postupy. Praha, NI 2003.
T ma, J., Zpracování signál získaných z mechanických systém u itím FFT. Praha, Sd lovacítechnika 1997.
PIVO KA, Josef. Tekutinové mechanismy. Praha: SNTL, 1987, 624 s. ISBN 04-225-87.
CERHA, Josef. Hydraulické a pneumatické mechanismy I. Vyd. 2. Liberec: Technická univerzita vLiberci, 2010, 317 s. ISBN 978-80-7372-560-0.

Fakulta strojního in enýrství, Vysoké u ení technické v Brn / Technická 2896/2 / 616 69 / Brno
Termín odevzdání bakalá ské práce je stanoven asovým plánem akademického roku 2015/16
V Brn , dne
L. S.
doc. Ing. Petr Blecha, Ph.D.
editel ústavu
doc. Ing. Jaroslav Katolický, Ph.D.d kan fakulty

ABSTRAKT Tato bakalá ská práce se zabývá prediktivní údržbou a jejím uplatněním v průmyslové praxi. Obsahuje p ehled senzorů použitelných pro prediktivní údržbu, jejich základní princip a
konkrétní model výrobce. Dále obsahuje návrh prediktivní senzoriky ve firmě Bosch Diesel s.
r. o. Jihlava
ABSTRACT This bachelor thesis deals with the predictive maintenance and its use in industry. It contains
summary of sensors for predictive maintenance their basic principle and specific model. Then
it is considering a design of predictive sensor in Jihlava Bosch Diesel s.r.o
KLÍČOVÁ SLOVA
Prediktivní údržba, senzor, průmysl, Bosch Diesel s.r.o., návrh predikce, výrobní kvalita, provozní úspory
KEYWORDS
Predictive maintenance, sensor, industry, Bosch Diesel s. r. o., prediction design, production
quality, operational savings

BIBLIOGRAFICKÁ CITACE
KASAL, J. Moderní senzorika v pr myslu. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, 2016. 44 s. Vedoucí bakalá ské práce Ing. Tomáš Budík

ČESTNÉ PROHLÁŠENÍ
Prohlašuji, že jsem bakalá skou práci na téma Prediktivní senzorika v průmyslu vypracoval
samostatně s použitím odborné literatury a pramenů uvedených v seznamu.
V Brně dne 10. 5. 2016 ……………………..
Jakub Kasal

POD KOVÁNÍ
Chtěl bych poděkovat všem, kte í mi pomáhali během studia a psaní bakalá ské práce. Zvláště vedoucímu práce Ing. Tomášovi Budíkovi a odbornému konzultantovi Ing. Radkovi Havlovi.

OBSAH
BIBLIOGRAFICKÁ CITACE ................................................................................................................................... 6
PODĚKOVÁNÍ ................................................................................................................................................... 8
1 ÚVOD .................................................................................................................................................... 10
2 PREDIKTIVNÍ ÚDRŽBA ............................................................................................................................ 11
2.1 VÝHODY ..................................................................................................................................................... 11
2.2 NEVÝHODY .................................................................................................................................................. 11
3 SENZORY ............................................................................................................................................... 12
3.1 ZÁKLADNÍ CHARAKTERISTIKY SENZORŮ .............................................................................................................. 12
3.2 ZÁKLADNÍ DĚLENÍ .......................................................................................................................................... 13
3.3 SENZORY PRO PREDIKTIVNÍ ÚDRŽBU .................................................................................................................. 14
3.4 AKCELEROMETRY, SENZORY VIBRACÍ ................................................................................................................. 14
3.4.1 Bezko takt í .................................................................................................................................. 14
3.4.2 Piezoelektri ké ............................................................................................................................... 15
3.4.3 Kapa it í MEMS ............................................................................................................................. 16
3.5 TEPLOTA ..................................................................................................................................................... 18
3.5.1 Odporo é ........................................................................................................................................ 18
3.5.2 Ter oelektri ké se zory ................................................................................................................ 19
3.5.3 Pyrometry ....................................................................................................................................... 19
3.5.4 Termokamery ................................................................................................................................. 20
3.6 PRŮTOK TEKUTIN .......................................................................................................................................... 21
3.6.1 I dukč í průtoko ěr ...................................................................................................................... 21
3.6.2 Coriolisů průtoko ěr .................................................................................................................... 22
3.7 KVALITA TEKUTIN .......................................................................................................................................... 22
3.7.1 I dukč í čítač části ....................................................................................................................... 23
3.7.2 Opti ko e is í spektro etr ........................................................................................................... 23
3.8 PRŮTOK PLYNŮ ............................................................................................................................................ 24
3.8.1 Prandtlova trubice .......................................................................................................................... 24
3.8.2 LFE – La i ár í flo ele e t ........................................................................................................ 25
3.9 SLOŽENÍ A ÚNIK PLYNŮ ................................................................................................................................... 26
3.9.1 Katalyti ké se zory ........................................................................................................................ 26
3.9.2 I fračer e é se zory ...................................................................................................................... 26
3.9.3 Ú ik tlako ého zdu hu ................................................................................................................. 27
3.10 TLAK ..................................................................................................................................................... 28
3.10.1 Defor ač í se zory tlaku .......................................................................................................... 28
3.10.2 Kapa it í se zory ...................................................................................................................... 29
3.10.3 Te zo etri ké odporo é ........................................................................................................... 30
3.11 POZICE .................................................................................................................................................. 30
3.11.1 Magnetické li eár í ................................................................................................................... 31
3.11.2 Optoelektro i ké ....................................................................................................................... 31
3.11.3 Ultraz uko é.............................................................................................................................. 32
3.12 ENERGETICKÁ NÁROČNOST A ZTRÁTY............................................................................................................ 33
3.12.1 I dukč í ..................................................................................................................................... 33
3.12.2 Gal a i ké ................................................................................................................................. 33
3.13 PŘEHLED SENZORŮ ................................................................................................................................... 34
4 JIHLAVSKÝ ZÁVOD ................................................................................................................................. 35
4.1 PRODUKTY .................................................................................................................................................. 35

5 NÁVRH PREDIKCE .................................................................................................................................. 37
5.1 ANALÝZA SOUČASNÉ SITUACE .......................................................................................................................... 37
5.1.1 Nai stalo a é se zory ................................................................................................................... 37
5.2 MĚŘENÍ A VYHODNOCENÍ ............................................................................................................................... 37
5.2.1 Výro í li ka .................................................................................................................................. 37
5.2.2 Použité ěři í přístroje .................................................................................................................. 38
5.2.3 Měře í ............................................................................................................................................ 38
5.2.4 Na ěře é hod oty ........................................................................................................................ 39
...................................................................................................................................................................... 40
5.3 NÁVRH SENZORIKY ........................................................................................................................................ 40
5.3.1 Sní ač ............................................................................................................................................ 40
5.3.2 Pře od ík ....................................................................................................................................... 41
6 ZÁVĚR.................................................................................................................................................... 42
7 SEZNAM POUŽITÝCH ZDROJŮ ................................................................................................................ 43
8 SEZNAM POUŽITÝCH OBRÁZKŮ ............................................................................................................. 46

10
1 Úvod
V moderním průmyslu je stále větší důraz na kvalitní, p esné a spolehlivé výrobky. Jakákoliv nepatrná závada na stroji může znamenat výrobní nep esnost a po dlouhou dobu vyrábět nekvalitní produkt. Zároveň je požadavek na snižování ceny výroby a dodržení termínů. Všechny tyto aspekty je možné lépe kontrolovat a splnit, pokud máme úplný p ehled o výrobních linkách a strojích. Toto nám umožní prediktivní senzorika a její zavedení do výroby.
Pro sledování kondice strojů jsou nutné senzory. Na trhu je široké množství senzorů pro konkrétní sledované veličiny a parametry. Senzor je základní jednotka celého systému a jeho výběr je důležitý, proto v druhé části práci uvádím souhrnný p ehled všech senzorů a jejich vlastností. Tabulka v p íloze práce tento výčet senzorů zahrnuje ve stručné podobě.
Abychom mohli údržbu provést ještě p ed samotnou závadou stroje, je nutné jeho stav vyhodnocovat průběžně. Kromě této metody existují ještě dva další způsoby údržby. Reaktivní údržba, která se provádí p ímo v okamžiku porouchání a preventivní údržba, která má p edem stanovený interval kontrol. Prediktivní údržba má na rozdíl od těchto dvou metod tu výhodu, že závadu vy eší ještě p ed jejím vznikem. Implementace této důležité části systému
do výrobního závodu je časově i finančně nákladná, ale moderní výroba bez tohoto prvku nemůže správně fungovat.
Poslední část práce obsahuje nalezení potenciálu a následný návrh prediktivní senzoriky v závodě Jihlava Bosch Diesel s.r.o. Tento způsob údržby je již v závodě zaveden, proto bylo nutné zamě it se na novou veličinu, kterou je možné sledovat a ušet it tak náklady.

11
2 Prediktivní údržba Základem prediktivní údržby je neustálé sledování aktuálního mechanického stavu, provozní účinnosti a ostatních indikátorů, které zajistí dostatek dat pot ebných k p edejití nečekané poruchy. Avšak je nutné zachovat co nejdelší interval mezi opravami, aby byly náklady na údržbu co nejmenší a provoz se nemusel často p erušovat. Zároveň se tak p edchází nečekaným poruchám a výpadkům provozu.
Na rozdíl od preventivní údržby, která je ízena dobou činnosti (po stanoveném časovém úseku se provede kontrola), je prediktivní údržba ízená stavem za ízení. Tento systém umožňuje identifikovat problém ihned v počátku, zabrání tak jeho rozší ení a zjednoduší tím proces oprav. [6]
2.1 Výhody
Správně fungující program prediktivní údržby může zajistit úspory v ádu desítek procent.
Projeví se v několika faktorech, které zajistí lepší fungování provozu. Mezi hlavní výhody pat í:
zvýšená provozní životnost a dostupnost komponentů
snížení prostojů za ízení a procesů
úspory energie
poskytuje lepší kvalitu výrobku
snižuje náklady na náhradní díly
2.2 Nevýhody
Jedinou a zároveň největší nevýhodou prediktivní údržby jsou počáteční náklady. Zahrnuje jak náklady na nové technologie, tak školení personálu závodu pro jejich efektivní využití. Začátek prediktivní údržby vyžaduje pochopení pot eb podniku a kroky, které je k tomu pot eba vykonat. [6]

12
3 Senzory Senzory1 jsou důležitou součástí moderních za ízení, kde zaznamenávají širokou škálu fyzikálních veličin a umožňují jejich další zpracování. Rychle rostoucí vývoj mikroelektroniky napomohl rozší ení systémové schopnosti senzorů. Mění se tak postupně na tzv. inteligentní a kompaktní mě ící systémy s vestavěnými funkcemi zpracování signálu a specifickými možnostmi komunikace. V posledních několika desetiletích prošly významným vývojem z hlediska jak vhodných fyzikálních principů, tak vypracování vhodné konstrukce i technologie.
[1] [2]
Senzor je charakterizován metrologickou charakteristikou definující hlavní parametry jeho funkce, mezi které pat í mě ená veličina, amplitudový a frekvenční rozsah, citlivost mě ení, stálost metrologické charakteristiky s časem a citlivost senzoru na působení parazitních fyzikálních veličin (nejčastěji teploty, hluku, magnetického pole). V adě p ípadů senzor
charakterizují také jeho hmotnost a rozměry. V praxi se vedle nejčastějších senzorů s jednou
mě icí osou uplatňují konstrukčně upravené senzory, které mě í žádanou veličinu v několika směrech, v rovině či v prostoru. [3]
3.1 Základní charakteristiky senzorů
Přenosová funkce – jde o funkční závislost mezi fyzickým vstupem signálu a elektrickým výstupem. Obvykle je vyobrazena v grafu zobrazující závislost mezi vstupem s výstupem.
Citlivost – citlivost lze popsat jako poměr mezi malou změnou elektrického signálu a fyzického signálu. Nap íklad teplotní senzor má velikou citlivost, jestliže malá změna teploty způsobí velkou změnu ve výstupním napětí.
1 Výraz senzor (snímač) se užívá jak pro označení prvku, který p evádí neelektrickou veličinu na elektrickou, tak pro celou fyzickou jednotku včetně všech obvodů pro zpracování signálu s krytem a p ívody.
Obr. 2.1 Bezkontaktní tepelný senzor MLXř0614 [5]

13
Dynamický rozsah – rozsah vstupních signálů, které je senzor schopný p evést na elektrický signál a interpretovat. Senzor za touto hranicí může vykazovat vysokou nep esnost. Jedná se tedy o rozpětí, ve kterém je senzorem možné mě it danou veličinu.
Přesnost – obecně definována jako největší možná odchylka od p esné ideální hodnoty. Může být udávána v procentech.
Frekvenční rozsah – každý senzor má omezený počet záznamů za jednotku času a určité zpoždění p i reakci na skokovou změnu. P evrácená hodnota tohoto zpoždění v hraničních hodnotách odpovídá mezním frekvencím senzoru. Pásmo mezi těmito frekvencemi je frekvenční rozsah. Jeho význam je patrný nap íklad u snímačů vibrací, kdy pot ebujeme odhalit vibrace nap íklad z vysokých otáček stroje. Bez vysokého frekvenčního rozsahu by to nebylo možné.
Rozlišitelnost – jedná se o nejmenší element, který může být snímán a zaznamenán. Lze ji také definovat jako největší změnu vstupního signálu, která nevyvolá změnu výstupního signálu. [14], [15]
3.2 Základní dělení
Senzory můžeme dělit podle jejich použití: mě ené veličiny – teplo, tlak, průtok, radiační veličiny ve viditelném, infračerveném
i jiném spektru, mechanických veličin (posunutí, poloha, zrychlení, síla) aj. fyzikálního principu na senzory odporové, indukční, kapacitní, magnetické, fluidikové,
optoelektronické, optické vláknové, chemické aj. styku senzoru s mě eným prost edím na bezdotykové a dotykové
tvaru výstupní veličiny na spojité (analogové) a nespojité (diskrétní)
Vlastnosti senzorů lze také srovnávat na základě různých kritérií (p esnost, rozsah, výstupní signál apod.), které se kvalitativně liší a vytvá í tak jednotlivé generace. V současné době lze tak uvést tyto generace:
1. generace – pro konstrukci jsou využity základní fyzikální jevy. Pat í sem senzory odporové, indukční, kapacitní, termoelektrické nebo ionizační. Vývoj této generace je ukončen a s novými technologiemi se setkáme jen výjimečně použitím nových materiálů nebo konstrukcí.
2. generace – pro tuto skupinu senzorů je typické využití polovodičů a fyzikálních jevů s nimi spojenými. Vyznačují se výrazně lepšími parametry, p edevším pokud jde o citlivost, rozměry, dynamické vlastnosti a další. Dochází zde k slučování elektronické části informačního etězce s čidlem a lze je tak spojit s integrovanými obvody. Vývoj těchto senzorů není ukončen a je zamě en na jednočipové inteligentní SMART senzory a vznikají také nové hybridní a integrovatelné senzory.

14
3. generace – p edchozí generace mají na výstupu vždy elektrický signál. Vývoj v optických systémech nám umožňuje větší rozsah použitelných frekvencí, větší rychlost a propustnost dat. Tyto senzory s možností napojení optických vláken nazýváme mikro-elektro-mechanickými systémy (MEMS). T etí generace je tak reprezentována senzory optoelektrickými nebo světlovodnými a na jejich výstupu je světelný tok. Tímto způsobem se eliminuje problém s rušením signálu elektrickými nebo magnetickými vlnami a možnosti p enosu signálu na dlouhou vzdálenost. Tento druh senzorů je stále ve stadiu výzkumu, ale i p esto se již některé typy vyrábí. Zajímavou skupinou jsou senzory světlovodné, u nichž působí mě ená neelektrická veličina p ímo na parametry světlovodu tak, že je ovlivňován p ímo světelný tok. Mohou mít tak podstatně větší citlivost a menší rozměry než senzory pracující s p evodem na elektrický signál. [1] [4]
3.3 Senzory pro prediktivní údržbu
K vyhodnocení stavu pro predikci za ízení slouží nedestruktivní metody. Hlavní veličiny sledované pro tento účel jsou vibrace, akustické signály různých frekvencí a hlasitosti, tribologie, teplota, infračervené zá ení a další. [8]
3.4 Akcelerometry, senzory vibrací Senzory pro mě ení statického nebo dynamického zrychlení se nazývají akcelerometry. Jsou
vhodné k mě ení dost edivých sil a setrvačných sil, určování pozice tělesa, jeho náklonu nebo k mě ení vibrací. Prakticky veškerý mechanický pohyb, který lze vztáhnout ke gravitaci, lze těmito senzory mě it s dostatečně velkou p esností a rychlostí odezvy na změny. [1]
S akcelerometry se setkáváme v běžném životě nap íklad v laptopech, kde chrání disk p ed poškozením p i pádu na zem. Tím že včas odhalí volný pád, se vypne disk a zabrání se tak nárazu hlav do diskových ploten. Podobně funguje detekce nárazu v autě a následné vyst elení airbagu ve stejném okamžiku. Rychlost tak často hraje velmi důležitou roli. [9]
3.4.1 Bezkontaktní
Bezkontaktní senzor umožňuje monitorovat vibrace tam, kde by mohl být kontakt s mě eným objektem problémový. Nap íklad těžko dosažitelná místa, nebezpečné zóny nebo vysoká teplota. Zároveň je možné mě ení provádět skrze sklo a jiné průhledné materiály.
Laserový akcelerometr SKF MSL-7000 (obr. 2.3)

15
SKF je švédská firma zabývající se širokou škálou technologických produktů, mezi které pat í i senzory. Laserový akcelerometr SKF MSL-7000 (obr. 2.3) umožňuje mě it vibrace až do vzdálenosti t í metrů. P i dobrém odrazu laserového paprsku od povrchu může být tato vzdálenost i větší. Jedná se o druhou t ídu viditelného laseru, která není nebezpečná lidské kůži a p i krátkém ozá ení ani lidskému oku.
frekvenční rozsah: 0 až 22 kHz vzdálenost mě ení: ř0 mm až 3 m
rozsah rychlostí: 20 až 500 mm/s
citlivost: 200 až Ř mV/mm/s
váha: 2.6 kg
Senzor funguje na principu Dopplerova jevu2. Frekvence se tedy mění poměrně k rychlosti
mě eného objektu. Skrze tento proces je rychlost zakódována do frekvence a pomocí interferometru je p evedena na elektrický signál. Ten je poté vyhodnocen a senzor z něj spočítá hodnotu vibrací. Značná výhoda této technologie spočívá v tom, že mě ení nezávisí na intenzitě odrazu a vibrace mohou být tak mě eny i p i nízké intenzitě odrazového světla. Senzor lze tak použít na povrchy, které mají nízkou odrazivost povrchu.
3.4.2 Piezoelektrické
Jsou založeny na piezoelektrickém jevu, kdy působením mechanických deformací p i zrychlení dochází u krystalů uvnit senzoru ke vzniku elektrického náboje. Nemohou být použity k mě ení frekvencí menších než 0.1 Hz, tedy mě ení konstantního zrychlení. Hlavní části akcelerometru pak tvo í piezoelektrický materiál, který snímá zrychlení a mění jej na elektrický signál a seismická hmota, pomocí které je možné p evést zrychlení na sílu (Newtonův zákon). [11]
2 Jest liže se zdroj vysílaného s ignálu mění vzhledem k p ij ímači , pak se u p i jímače v závis lost i na změně polohy mění frekvence. Jev lze nejčas těj i pozorovat u p ibližujícího se vozidla se sirénou, které se během průjezdu mění výška tónu. [13]
Obr. 2.3 SKF MSL-7000 laserový akcelerometr [12]

16
Piezoelektrický akcelerometr OMEGAROMETER ACC793 (obr. 2.5)
Snímač musí být p ipevněn p ímo na stroj, kdy je možné využít feromagnetického povrchu a p ipevnit snímač magneticky. Toto ešení se doporučuje ale pouze jako dočasné. Nejvhodnější p ipevnění je pomocí závitu, který spolehlivě p enese vibrace a je zároveň pevné.
citlivost: 100mV/g
frekvenční rozsah: 1.5 až 15 000 Hz
rozsah zrychlení: do Ř0 g
cena: 8 000 Kč [16]
3.4.3 Kapacitní MEMS
Díky patentované technologii MEMS firmy Analog Devices je celá mechanická struktura senzoru integrovaná spolu s vyhodnocovacími obvody na jenom monolitickém obvodu. Princip mě ení je založen na změně kapacity kondenzátoru, který se vlivem působící síly mění v závislosti na zrychlení pouzdra senzoru. Tento princip umožňuje mě it kladná, záporná, dynamická i statická zrychlení, což je výhoda oproti piezoelektrickému senzoru, který statické zrychlení změ it nedokáže. [1]
Obr. 2.4 Nejjednodušší blokové schéma principu piezoelektrických akcelerometr [11]
Obr. 2.5 Piezoelektrický akcelerometr OMEGůROMETER™ ůCC7ř3 [16]
17
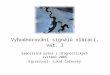
Na obr. 2.6 je znázorněn základní princip snímání a jeho odezva na zrychlení. Jemné pružiny vymezují polohu pohyblivého rámu a určují tak vztah mezi akcelerací a změnou polohy. Mění se tak kapacita kondenzátoru, která vyvolá změnu elektrického signálu. Tento signál je následně p enesen skrze nehybné desky a vyhodnocen. [17]
Tříosý kapacitní vibrační iSensor ADIS16223
Nová ada ADIS na rozdíl od té starší ADXL obsahuje i teploměr, kontrolu elektrického obvodu a zabudovaný firmware v jenom čipu. Senzor AIDS16223 tak umožňuje úplnou kalibraci
výstupů a vyrovnává vlivy okolních podmínek i různé výkyvy v napájení. [18]
Frekvenční rozsah: do 22 kHz
Obr. 2.2 T íosý MEMS senzor ůDXL335 pro m ení zrychlení [5]
Obr. 2.6 Princip m ení kapacitního senzoru [17]

18
Rozsah zrychlení: do ± 70 g
Pracovní teplota: -40 až 125 °C
3.5 Teplota
Ke stanovení teploty se využívá závislosti různých fyzikálních veličin na teplotě, neboť je teplotu je možné mě it pouze nep ímo. Mě ení teploty pak spočívá v tom, že porovnáme teplotu daného tělesa s definovanou stupnicí. Senzory teploty můžeme dělit na odporové, termoelektrické, termistory, dilatační, optické, chemické, magnetické atd. Dělíme je také
na dotykové a bezdotykové podle způsobu mě ení. [1]
3.5.1 Odporové
Teplotní odporový senzor využívá fyzikální princip závislosti elektrického odporu kovů nebo polovodičů na teplotě. Vstupním podnětem je teplota prost edí, které je v p ímém styku se senzorem. Senzor je tak součástí procesu p enosu tepla vedením, prouděním nebo sáláním z vnějšího prost edí do materiálu senzoru. Materiálem pro senzor je nejčastěji vybraný kovový
nebo polovodičový materiál, který je fyzikálně i chemicky stálý. Teoretický výklad jevu změn odporu podle teploty používá argument, že p i zvyšující se teplotě zvětšuje se amplituda termických kmitů krystalové m ížky materiálu a zvětšuje se pravděpodobnost srážek elektronů a iontů. Tím se zkracuje volná dráha elektronů a doba zrychlování částic elektrickým polem. [9]
Teplotní čidlo Heraeus W-EYK 6 Pt 100
Platinové senzory teploty jsou mezi odporovými kovovými senzory nejpoužívanější p edevším kvůli dobrým vlastnostem. Mezi hlavní pat í chemická netečnost, časová stálost a vysoká teplota tání. (176Ř °C). Čidlo má odpor 100 Ω, což je standardní hodnota pro platinové senzory. [19]
Teplotní rozsah: -40 až 500 °C
Teplotní koeficient 3Ř50 ppm/K
Obr. 2.7 Heraeus W-EYK 6 Pt 100 [19]

19
3.5.2 Termoelektrické senzory
Funkce termoelektrických senzorů je založena na vzniku termoelektrického napětí p i kontaktu dvou různých kovů, na které působí různé teploty. [1] Využívají tak Seebeckova jevu, který je založen na p evodu tepelné energie na elektrickou. Jev vzniká tak, že v teplejší části vodiče mají nositelé náboje větší energii a proto difundují ve větším množství do chladnějších míst než nositelé z chladnějších do míst teplejších a mezi těmito místy tak vzniká elektrický proud. Pokud jsou v elektrickém obvodu (obr. 12), který tvo í dva vodiče z různých kovů, dva spoje A a B s různými teplotami Ta a Tb, začne v obvodu proudit proud.
Různé typy termočlánků se také označují písmeny J, K, T atd. podle složeních kovů, ze kterých jsou vyrobeny. Nejčastěji se používají J (Fe – Cu Ni) a K (Ni Cr – Ni Al). [19]
Nalepovací termočlánek SA1XL
Teplotní rozsah: až 260 ° C
Doba odezvy: 0,15 s [16]
3.5.3 Pyrometry
Pyrometry jsou bezdotykové senzory, které mě í povrchovou teplotu tělesa skrze množství vysílaného elektromagnetického zá ení. P ijímací detektor p ijímá zá ení v rozmezí vlnových délek od 0.4 µm do 25 µm a rozsah teplot je od -40°C do +10 000 °C. Z principu jejich mě ení mají jednoznačnou výhodu v rozsahu mě ených teplot ve srovnání s ostatními typy senzorů,
Obr. 2.Ř Termoelektrické nap tí – Seebeck v jev [19]
Obr. 2.ř Nalepovací termočlánek Sů1XL [16]

20
používají se proto v metalurgii p i odlévání, výrobě oceli, svá ení, pájení a dalších aplikacích.
[1]
Stacionární pyrometr Keller PA 41 AF 22
Rozsah teplot: 900 – 3000 °C
ost ící vzdálenost: 0.33 až 0.45 m
Použití: tažení monokrystalů, mě ení povrchu oceli
3.5.4 Termokamery
Zatímco většina tepelných senzorů dokáže změ it teplotu pouze v jednom bodě, termokamera umožňuje mě it teplotu na celé ploše. Je tedy ihned možné odhalit skrytou závadu porovnáním se zbytkem mě eného objektu a p edejít kolizi. P íkladem může být ložisko, které je opot ebované a nadměrně se zah ívá. Naopak nevýhodou je ádově menší p esnost, než které lze dosáhnout u jiných senzorů teploty. Kamera zaznamenává infračervené zá ení vycházející z objektu a následně ho zobrazuje na displeji. [35]
Flir TG165 Thermal Camera
p esnost: ± 1.5% nebo 1.5°C
rozsah: -25 do 3Ř0°C
rozlišovací schopnost: 0.1 °C
Obr. 2.10 Stacionární pyrometr Keller Pů 41 ůF 22
Obr. 2.11 Flir TG165 Thermal Camera

21
3.6 Průtok tekutin
Typů senzorů průtoku kapalin a proteklého množství je mnoho. Můžeme je dělit podle použité mě ící metody, podle fyzikálního zákona, který se k mě ení používá nebo druhu mě eného média. Základní mě icí metody jsou v principu dvě: objemová a rychlostní. [1]
3.6.1 Indukční průtokoměr
Průtokoměr využívá principu elektromagnetické indukce, kdy p i pohybu vodiče v elektromagnetickém poli vzniká na vodiči napětí. Funci vodiče v tomto p ípadě má proudící kapalina, která je umístěna kolmo na elektromagnetické pole. Indukované napětí reaguje
úměrně k rychlosti proudění a je detekováno elektrodami. [21]
Tento způsob může být aplikován pouze na vodivé kapaliny, včetně tekutých kovů. Za ízení neobsahuje pohyblivé části, čímž se zvyšuje jeho živostnost, může pracovat v libovolné poloze a mě í v obou směrech. Velikou výhodou je jeho absence tlakové ztráty p i mě ení. [1]
Badger PN40
Nejvyšší pracovní p etlak: 4 MPa
Min. elektrická vodivost kapaliny: 5 µS/cm
Provozní teplota: do 150°C [22]
Obr. 2.12 Badger PN40 [22]

22
3.6.2 Coriolisův průtokoměr
Senzor využívá Coriolisovy síly3, která má směr kolmý ke spojnici tělesa a osy rotace a působí proti směru otáčení soustavy. Princip mě ení je založen na kontrolovaném vytvá ení Coriolisových sil a jejich následném vyhodnocení. Trubice je zatočena tak, aby kapalina proudila půlkružnicí, a je následně vychylována. Hmotnostní průtok pak způsobuje prodlevu oscilace na straně vtoku a akceleraci na straně výtoku. [21]
Coriolisův průtokom r typ MMC2
P esnost hmotnostního průtoku: 0.1 % z mě ené hodnoty
Teplota média: až 200°C
P esnost hustoty: 0.005 kg/l
3.7 Kvalita tekutin
3 Coriolisova síla je setrvačná síla působící na těleso, které se pohybuje v rotační soustavě tak, že se mění jeho vzdálenost od středu rotace. [13]
Obr. 2.13 Princip Coriolisovo pr tokom ru [22]
Obr. 2.14 Coriolis v pr tokom r typ MMC2 [22]

23
Kapaliny jsou používány jak v hydraulických systémech, tak p i mazání částí strojů kde dochází k velkému t ení či opot ebení. Jsou na ně p itom kladeny vysoké nároky a musí splňovat normy ISO 6743/4 a DIN 51 524. Proto je nutné kontrolovat kvalitu těchto tekutin a p edejít tak opot ebení části stroje nebo snížení životnosti oleje. Zejména je nutné se zamě it na mechanické nečistoty, které mohou způsobit zvětšování vůlí, zadírání a následné poškození stroje nebo hydraulického okruhu. [36]
3.7.1 Indukční čítač částic
Mě ený olej proudí trubkou skrze čítač, kolem které se pomocí indukční cívky vytvo í elektromagnetické homogenní pole. Pokud se v oleji nachází elektricky vodivá částice, indukuje se na ní jejím pohybem elektrický proud. Ten vytvá í sekundární elektromagnetické pole, které je detekováno druhou menší cívkou. V závislosti na velikosti a typu částice se mění amplituda signálu, který je následně vyhodnocován. Výhodou je možnost mě ení za běhu a včasné odhalení problému. [37]
Wearscanner
Velikost částic: od 50 µm do 1000 µm
Průtok tekutiny: od 0.0Ř l/min do 3ř l/min
Částice: železné i neželezné, nutná vodivost
3.7.2 Opticko emisní spektrometr
Na spektrometru je mezi diskovou a tyčinkovou grafitovou elektrodou veliký potenciál, který p es tuto mezeru kde se nachází vzorek oleje, vytvo í obloukový výboj. Tím se ve vytvo ené plazmě vypa í část vzorku. P i tomto procesu se vyza uje veliké množství světla, které obsahuje emisní čáry všech prvků obsažených ve vzorku. Pomocí vhodné optické soustavy lze následně tyto čáry vyhodnotit. Protože každý prvek má emisní čáry rozdílné, lze jednoznačně určit jaké prvky vzorek obsahuje. [38]
Spectroil Q100
možnost detekce až 35 prvků nap .: Al, Cd, Cr, Cu, Fe, Pb, Mg, Ti, V, Zn
Obr. 2.15 Wearscanner [37]

24
detekce kontaminantů, otěrových kovů a aditiv [38]
3.8 Průtok plynů
Obecně pat í mě ení plynů ke složitějším úlohám. Oproti tekutinám je totiž plyn stlačitelný a mnohem více se rozpíná p i zah átí. Častěji se také pracuje se stlačeným vzduchem nebo se jedná více či méně o hluboké vakuum. Když tedy chceme mě it množství plynu, tak je podstatné nejen jaký objem byl namě en, ale také za jakého tlaku a p i jaké teplotě. Je nutné tedy znát všechny stavové veličiny média. [21]
3.8.1 Prandtlova trubice
Jedná se o tenkou trubici, obrácenou ústím vnit ní trubky proti směru proudění plynu, druhý otvor se nachází ve stěně vnější trubky a je kolmý ke směru proudění plynu. P i mě ení se využívá celkového (dynamického i statického) tlaku, mě eného dále na diferenčním manometru (d íve kapalinový tlakoměr). Statický tlak se mě í otvorem na vnější stěně trubky, dynamický pak v ústí vnit ní trubice. Porovnáním těchto tlaků lze spočítat rychlost proudění plynu. [21]
Obr. 2.15 Princip Prandtlovy trubice [21]
Obr. 2.16 Spectroil Q100 [38]

25
Prandtlova trubice
Teplotní rozsah média: až 550°C
Délka: 300 až 3000 mm
Použití možné u velkých průměrů, komíny, šachty
3.8.2 LFE – Laminární flow element
Čidla, kterými laminárně proudí plyn p es soustavu oddělujících souosých prstenců a změ í se tlaková diference. Jejich hlavní p edností je minimální tlaková ztráta a vysoká p esnost i p i malých průtocích. Na rozdíl od ostatních běžných senzorů, jako jsou clony nebo Venturiho dýzy, kde má závislost proudění na tlaku kvadratický charakter, je v p ípadě LFE tento vztah
lineární. [21]
LFE 526
Mě ící rozsah: od 12 do 1200 l/min
Tlaková ztráta: 0.7 mbar
Reakční doba: 3 až 5 ms [21]
Obr. 2.16 Prandtlovy trubice [21]
Obr. 2.17 LFE 526 [21]

26
3.9 Složení a únik plynů
Detektor plynů je za ízení na mě ení nebo hlídání úrovně určitého plynu nebo páry. Velmi často jsou detektory citlivé i na plyny, na které nejsou určeny, to znamená, že nejsou selektivní. Detektory jsou často zaměňovány s analyzátory plynů, které jsou ovšem složitější, dražší a používají se ke stanovení složení plynů. Podle účinku na člověka lze rozdělit detekci plynů na detekci ho lavých plynů, toxických plynů a ostatních plynů. [23]
3.9.1 Katalytické senzory
Pat í k nejčastěji používaným principům detekce ho lavých plynů v průmyslu. Jsou založeny
na katalytickém spalování ho lavého plynu na žhaveném odporovém tělísku a tím se mění jeho odpor. Mezi jeho hlavní výhody pat í nízká cena, stabilita, vysoká životnost a lineární výstup. Nevýhoda plyne z principu mě ení, p i kterém dochází ke spalování – to znamená, že nelze mě it ho lavé plyny v inertní atmosfé e, nap íklad v dusíku. [23]
Dräger PEX 3000
Provozní teplota: -40 až 65°C
Mě ící rozsah: od 0 do 10 % LEL (lower explosion limit)
Čas odezvy: 3 až 5 sekund
3.9.2 Infračervené senzory
Tyto senzory využívají Lambert-Beerova4 zákona v oblasti infračerveného spektra. Určité délky vlnění jsou pohlcovány pro ně odpovídajícími plyny. Ze společného zdroje se vysílají dva paprsky. Jeden je paprsek mě ící a druhý prochází referenční komůrkou se známým plynem. Pomocí referenčního paprsku se odstraňuje vliv teploty, tlaku a dalších faktorů. Lze je
využít jednak jako detektory plynů a zároveň také jako analyzátory, protože mají vysokou schopnost selektovat jednotlivé plyny. Tyto senzory mají vysokou rychlost odezvy, velkou
4 Lamert-Beerův zákon je vyjádření závislosti absorpce elektromagnetického záření na vlastnosti materiálu, přes který toto záření prochází. [13]
Obr. 2.18 Dräger PEX 3000 [24]

27
selektivitu a nedochází u nich k opot ebení materiálu. Tyto výhody jsou ovšem vyrovnány jeho vysokou cenou. [23]
Dräger Polytron Pulsar 2
Mě ící rozsah: od 0 do Ř LEL
Vzdálenost p ijímače a emitoru: od 4 do 200 m
Čas odezvy: 1.5 sekundy
3.9.3 Únik tlakového vzduchu
Únik tlaku je realizován pomocí ultrazvukové detekce, která umožňuje zachytit široké spektrum úniků. Směrovost zvukových vln usnadňuje lokalizaci a se zvyšující se intenzitou je patrný správný směr hledání. Zároveň se jedná o stálou frekvenci, takže je možné zdroj vyhledat i ve hlučném továrním prost edí. Odstraněním úniků dojde nejen ke snížení energetické náročnosti p i výrobě stlačeného vzduchu, ale i ke snížení nákladů p i úniku drahých či vzácných plynů. [34]
Ultraprobe 15000
frekvenční rozsah 20 kHz až 100 kHz
práh detekce: 1 x 10–2 cm3 /s
Obr. 2.19 Dräger Polytron Pulsar 2 [24]

28
citlivost: netěsnost o průměru 0,1 mm p i 0,3 bar na vzdálenost 15 m [34]
3.10 Tlak
Tlak je definovaný jako síla působící kolmo na plochu a udává se v pascalech. Vzhledem
k tomu, že je tato jednotka velmi malá, používají se v praxi často její násobky kPa, MPa nebo také jednotka bar (1 bar = 100 kPa). Hodnota tlaku se obvykle uvádí proti dvěma hodnotám –
absolutnímu nulovému tlaku nebo barometrickému tlaku (tlaku vzduchu v místě mě ení). U
proudících kapalin a plynů p istupuje ke statickému tlaku také kinetický a dynamický tlak. Kinetický tlak je funkce rychlosti proudění a hustoty kapaliny; dynamický tlak zahrnuje stlačitelnost média.
3.10.1 Deformační senzory tlaku
Deformační senzory jsou založeny na pružné deformaci a změně geometrického tvaru tlakoměrného prvku. Mezi tyto prvky pat í Bourdonova trubice, membrána nebo vlnovec. Trubicové tlakoměry s Bourdonovou trubicí jsou nejpoužívanějším typem. Trubice je stočena do C oblouku a jedním koncem je spojena se závitem pro p ivedení tlaku. Volný konec je uzav en a spojen p evodem s ručičkou na tlakoměru. P i působení tlaku se snaží oblouk narovnat a tím se mění poloha konce a hýbe ručičkou.
Jejich p ednostmi jsou malé rozměry, malá hmotnost, velký mě ící rozsah, jednoduchost a dostatečná p esnost. Nedostatkem je pak ovlivňování p esnosti teplotou, která mění modul pružnosti materiálu. [25]
Manometr s Bourdonovou trubicí MU63S
Rozsahy od -100 kPa do 60 MPa v závislosti na typu
P esnost 1.6 %
Obr. 2.20 Ultraprobe 15000 [34]

29
Mě ení neagresivních kapalin, plynů a par
3.10.2 Kapacitní senzory
Tyto senzory mají velice jednoduchý princip. Jedna elektroda kondenzátoru je tvo ena membránou, jejíž poloha se mění vlivem tlaku a mění tak kapacitu kondenzátoru. Z obrázku 2.20 je patrné, že průběh není lineární a senzor musí být vybaven linearizačním členem.
Kapacitní snímače mají v porovnání s odporovými tenzometry jednodušší konstrukci. Jsou odolnější a mají menší citlivost na změnu teploty. Jejich nevýhodou je citlivost na okolní kapacity p ívodů a na rušivé vibrace. [25]
Endress+Hauser Cerabar S PMC71
Rozsah: od 10 Pa až 10 kPa
P esnost: 0,075 %
Obr. 2.21 Manometr MU63S [26]
Obr. 2.22 Princip kapacitního čidla tlaku [25]

30
3.10.3 Tenzometrické odporové
U odporového senzoru se mění elektrický odpor p i mechanickém namáhání v oblasti pružných deformací. Působením v určité ose krystalu dochází ke změně pohyblivosti nosičů nábojů a tím se mění vodivost a odpor. Odporové tenzometry mohou být kovové nebo polovodičové. [25]
Snímač vysokých tlaků DMP 334
Rozsahy od 60 do 220 MPa
P esnost 0,35 %
3.11 Pozice
Na p esném rotačním či lineárním posunu závisí ada automatizovaných systémů. Obráběcí stroje, stroje pro technologii povrchové montáže, roboty a další podobná za ízení používají pro zjištění polohy lineární, rotační nebo úhlový senzor. P i jeho volbě jsou důležité podmínky prost edí, rozměry, p esnost, složitost senzoru a jeho cena. [1]
Obr. 2.24 Snímač vysokých tlak DMP 334 [26]
Obr. 2.23 Cerabar S PMC71 [25]

31
3.11.1 Magnetické lineární
Tyto snímače jsou určeny pro použití v nep íznivém prost edí jako nap íklad zpracování d eva nebo kovů, ezání laserem nebo vodním paprskem. Magnetocitlivý snímač detekuje magnetickou značku na stupnici a p i pohybu podél stupnice vytvá í sinusový signál. Ten je poté zpracováván a umožňuje odmě it vzdálenost s vysokou p esností. Stejný princip lze také použít pro rotační mě ení, ať už p i plné otáčce nebo pouze částečném oblouku. [28]
Lineární bezkontaktní snímač MMLI
Provozní teplota -20°C až +Ř0°C
Mě ící rozsah: do 20 000 mm
P esnost: ±40 µm [27]
3.11.2 Optoelektronické
Optoelektronické senzory jsou používány p edevším tam, kde je pot eba větší vzdálenosti mezi senzorem a snímaným objektem. Signál je vysílán buď LED diodou nebo laserem. Laserové vysílače mají velký výkon a malé rozměry, proto je s nimi možné mě it vzdálenosti až do několika desítek metrů. Jejich další výhodou je malá energetická náročnost a váha. Laser je vysílán vždy z hrany a je tedy vždy smě ován do menšího prostorového úhlu. Na rozdíl od LED diody, která má úhel širší a je ji tedy možné zaznamenat v širším prostoru. [1]
Rainshaw Resolute
P esnost: do 1.5 µm p i vzdálenosti do 1 m
Provozní teplota: 0 až Ř0°C
Obr. 2.25 Lineární bezkontaktní snímač MMLI [27]

32
3.11.3 Ultrazvukové
Fungují na principu odrazu ultrazvukových pulzů od detekovaného objektu. Senzor vyšle krátkou sekvenci pulzu s kmitočtem daným rezonancí ultrazvukového měniče. Poté se p epne do p ijímacího režimu a očekává odraz od objektu. Jestliže zaznamená signál, spočítá na základě délky časového intervalu mezi vyslaný pulzem a p ijatým odrazem vzdálenost od mě eného objektu. Jejich hlavní výhodou je nízká cena, malé rozměry a odolnost. [1]
Sonarange UPX
Mě icí rozsah: 0 až 150mm
Vodotěsný, IP67, odolný vůči oleji, robustní Mě ení nezávisle na materiálu, povrchu, barvě a velikosti objektu [27]
Obr. 2.27 Sonarange UPX [27]
Obr. 2.26 Rainshaw Resolute [28]

33
3.12 Energetická náročnost a ztráty
Každá operace je spojena s určitými energetickými ztrátami. Jejich mě ení může sloužit jednak ke snížení těchto ztrát a zvýšení efektivity systému, ale i k predikci výpadku nebo neplánované události. Mě ení se dělí na p ímé a nep ímé. Nep ímé mě ení je méně p esné, ale lze jej snadno
instalovat. P ímé mě ení se realizuje nejčastěji formou zásuvkové nebo kabelové průchodky u konkrétního za ízení, u něhož je požadována vyšší p esnost. [29]
Jednotlivé senzory se obvykle instalují jako celky s mě ícím systémem, který data vyhodnocuje, zpracovává a posílá dále. P íkladem takového systému je DIRIS Digiware, který umožňuje vyhodnocovat několik senzorů zároveň, protože lze každý p ipojit samostatně. [30]
3.12.1 Indukční
Jde o nejběžnější bezkontaktní způsob mě ení, kdy se kolem mě ených kabelů nainstalují mě ící cívky a ty se poté p ipojí k vyhodnocovacímu systému. Jednoduchost instalace je vyvážena menší p esností, která se pohybuje v rozmezí 2-10 %. Největšími zdroji nep esností jsou změny teplot, výrobní tolerance a okolní vodiče. [30]
ASM-010 TALEMA
P esnost: 10 %
Proud: 10 000 mA
3.12.2 Galvanické
Umožňuje zahrnout účiník a tím je možné mě it s vyšší p esností. Mě ení probíhá p ímo formou průchodky a je nutné upravit elektroinstalaci. Většina novějších elektroměrů má v sobě zabudovaný mikroprocesor, který p evádí analogový signál ze senzoru proudu, provádí výpočty a také mě ící systém průběžně kalibruje. [29]
Třífázový elektrom r ZE310
Jmenovité napětí: 3 x 230 V
Provozní teplota: -25° až 55° C
Obr. 2.2Ř Proudový transformátor TůLEMů ůSM-10 [31]

34
T ída p esnosti: B podle ČSN – 50470-3
3.13 P ehled senzorů
P ehledovou tabulku se všemi senzory, jejich výhodami a nevýhodami, nečastějším použitím
a základními principy lze nalézt v p íloze.
Obr. 2.2ř T ífázový elektrom r ZE310 [32]

35
4 Jihlavský závod
Společnost Bosch Diesel s.r.o. Jihlava byl založena v roce 1993. V současné době zde pracuje p es 4 000 zaměstnanců a vyrábí komponenty pro dieselový vst ikovací systém Common Rail. K hlavním výrobkům pat í vysokotlaká vst ikovací čerpadla, vysokotlaké zásobníky (raily) a tlakové regulační ventily. Bosch Diesel dodává výrobky více než 30 p edním celosvětovým výrobcům automobilů. Výrobky proto musí splňovat p ísná kritéria kvality, kterých je možné dosáhnout mimo jiné i prediktivní senzorikou. U všech produktů probíhá neustálý vývoj a inovace, a tak zatímco v roce 1řřř se vyráběly čerpadla CP1, nyní se vyrábí už typ CP4. [33]
4.1 Produkty
Vysokotlaké čerpadlo CP4
určeno pro tlaky do 2000 barů
start výroby 7.1.200Ř
Vysokotlaké čerpadlo CP3
zahájení výroby: 1.1.2005
určeno pro tlaky 1600 – 1800 bar
Obr. 3.1 Vysokotlaké čerpadlo CP4 [33]
Obr. 3.2 Vysokotlaké čerpadlo CP3 [33]

36
Vysokotlaký zásobník RAIL pro systém Common Rail
výroba kovaných railů: polotovar výkovek
výroba sva ovaných railů: polotovar z oceli zahájení výroby: 1.1.2005
Obr. 3.3 Vysokotlaký zásobník RůIL [33]

37
5 Návrh predikce
5.1 Analýza současné situace
Po celou dobu vypracovávání bakalá ské práce jsem navštěvoval závod Bosch v Jihlavě, abych mohl lépe porozumět všem problémům, kterými se oddělení pro prediktivní údržbu zabývá. Po seznámení s problematikou jsem se s pomocí mého konzultanta v závodě Bosch rozhodl pro
mě ení motorů u testovacích stanic čerpadel CP4, protože zde je potenciál úspor času a financí po zavedení prediktivní senzoriky.
5.1.1 Nainstalované senzory
V současné době se v závodě Jihlava Bosch Diesel s.r.o. používá velká škála senzorů pro prediktivní údržbu. Jedná se senzory vibrací, které sledují v etena obráběcích strojů. Sleduje se i kvalita olejů a drobných částic v oleji, odběr proudu u motorů nebo teplota u průmyslových praček.
Veškeré informace ze snímačů jsou posílány na server, kde jsou zpracovány a následně mohou být vyhodnoceny pro uživatele. Data je možné mít dostupné online v prohlížeči a nastavit
upozornění p i p ekročení stanoveného limitu pro konkrétní veličinu snímače.
Prediktivní senzorika je nedílnou součástí podniku a byla uvedena do provozu z důvodu zvýšení kvality výroby, lepšího plánování odstávek a snížení nákladů na údržbu. Nap íklad ložiska u v eten obráběcích strojů jsou soustavně kontrolovány a p i limitních hodnotách vibrací musí být opraveny. Značně se tak sníží náklady na jejich opravu, než kdyby se na závadu p išlo až p i větším poškození ložisek.
5.2 Mě ení a vyhodnocení
5.2.1 Výrobní linka
Po zvážení všech možných aplikací senzoriky jsme se rozhodli pro linku vyrábějící čerpadla CP4. Konkrétně pro motory zkušebních stanic, které funkčně testují vyrobené čerpadlo CP4. Informace o vyráběném čerpadle jsou v kapitole č. 3.
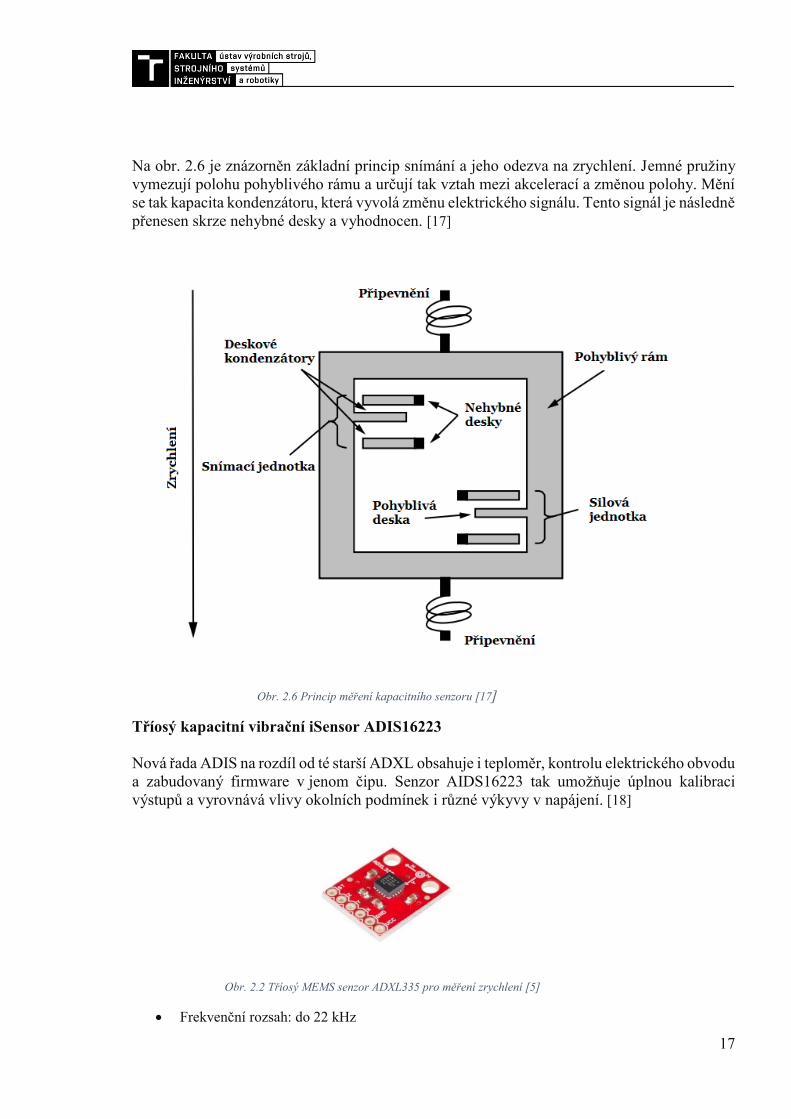
Jedná se o motory AMK DH22-220-6-IOO, základní parametry:
Stálý točivý moment: 230 Nm
Jmenovitý výkon: 11 kW
Počet otáček: 5Ř0 ot. /min
Hmotnost: 355 kg
Provozní teplota: 140 °C [39]
38
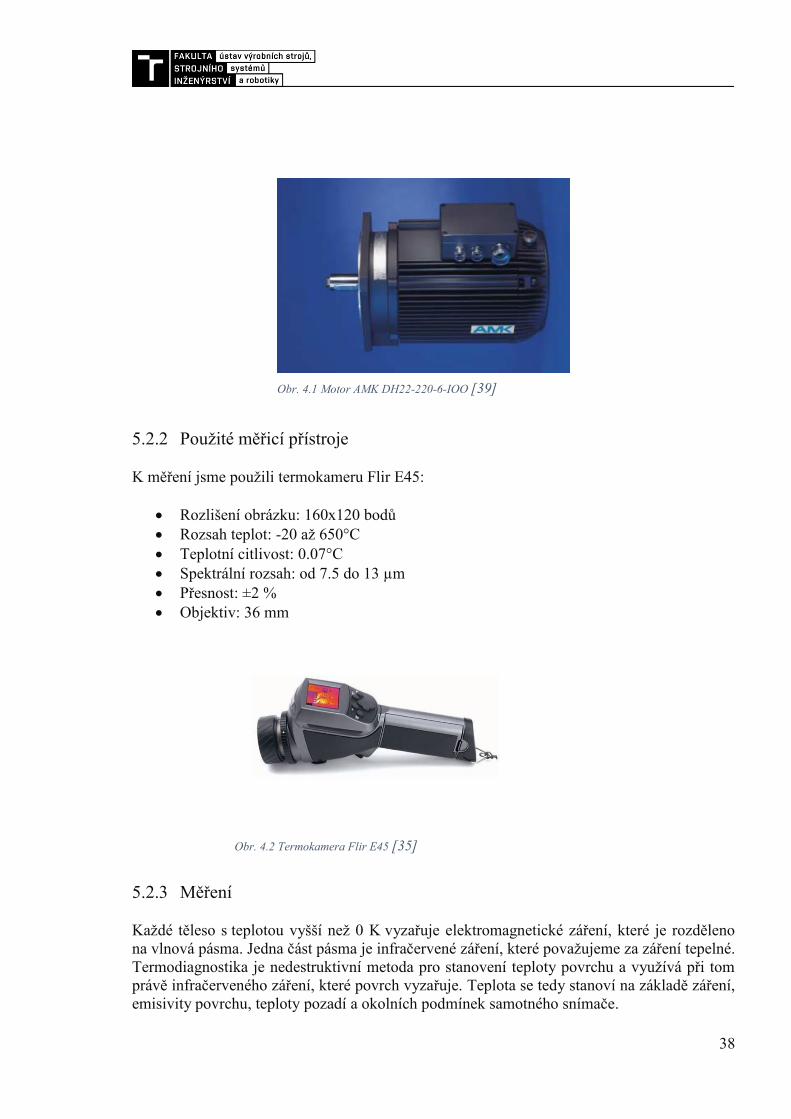
5.2.2 Použité mě icí p ístroje
K mě ení jsme použili termokameru Flir E45:
Rozlišení obrázku: 160x120 bodů
Rozsah teplot: -20 až 650°C
Teplotní citlivost: 0.07°C
Spektrální rozsah: od 7.5 do 13 µm
P esnost: ±2 %
Objektiv: 36 mm
5.2.3 Mě ení
Každé těleso s teplotou vyšší než 0 K vyza uje elektromagnetické zá ení, které je rozděleno na vlnová pásma. Jedna část pásma je infračervené zá ení, které považujeme za zá ení tepelné. Termodiagnostika je nedestruktivní metoda pro stanovení teploty povrchu a využívá p i tom právě infračerveného zá ení, které povrch vyza uje. Teplota se tedy stanoví na základě zá ení, emisivity povrchu, teploty pozadí a okolních podmínek samotného snímače.
Obr. 4.1 Motor AMK DH22-220-6-IOO [39]
Obr. 4.2 Termokamera Flir E45 [35]
39
U teploty pozadí se jedná o p edměty, které by se mohly v mě eném objektu „odrážet“ a rušit tak mě ené výsledky. Vliv odražených objektů závisí na emisivitě mě eného povrchu. Čím je emisivita povrchu menší, tím je vliv ostatních objektů větší a p ehlušuje vlastní teplotu objektu. Ve vnit ních prostorách kde jsme mě ili lze p edpokládat, že teplota objektu v klidu bez
zah ívání bude blízká teplotě vzduchu v místnosti.
Emisivita povrchu vyjad uje poměr mezi zá ením pozorovaného objektu a zá ením dokonale
černého tělesa. Materiály mají emisivitu v rozmezí 0,1 až 0,ř5. Nejnižší hodnotu může mít nap íklad zrcadlo nebo silně vyleštěný povrch. Emisivitu lze buď zjistit s použitím materiálu s referenční emisivitou a nebo lze v termokame e zvolit typ materiálu. Všechny tyto parametry jsme zohlednili p i mě ení, abychom dosáhli co nejp esnějších výsledků. [41]
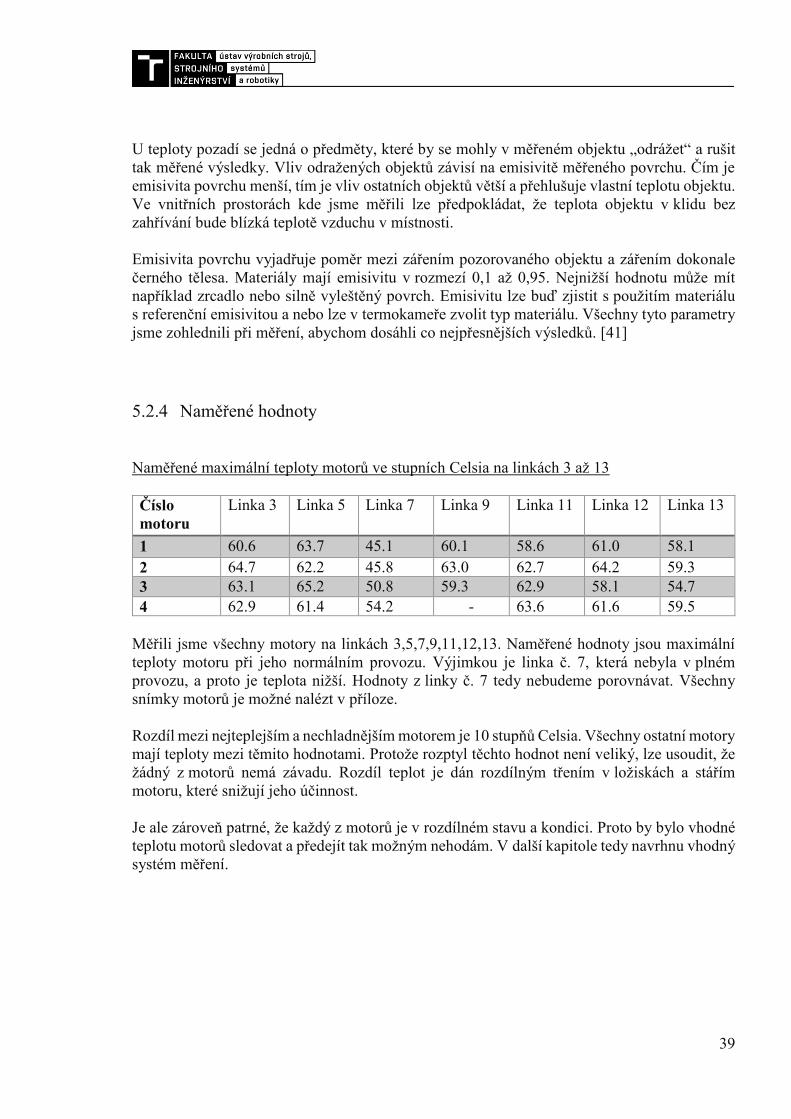
5.2.4 Namě ené hodnoty
Namě ené maximální teploty motorů ve stupních Celsia na linkách 3 až 13
Číslo motoru
Linka 3 Linka 5 Linka 7 Linka 9 Linka 11 Linka 12 Linka 13
1 60.6 63.7 45.1 60.1 58.6 61.0 58.1
2 64.7 62.2 45.8 63.0 62.7 64.2 59.3
3 63.1 65.2 50.8 59.3 62.9 58.1 54.7
4 62.9 61.4 54.2 - 63.6 61.6 59.5
Mě ili jsme všechny motory na linkách 3,5,7,ř,11,12,13. Namě ené hodnoty jsou maximální teploty motoru p i jeho normálním provozu. Výjimkou je linka č. 7, která nebyla v plném provozu, a proto je teplota nižší. Hodnoty z linky č. 7 tedy nebudeme porovnávat. Všechny snímky motorů je možné nalézt v p íloze.
Rozdíl mezi nejteplejším a nechladnějším motorem je 10 stupňů Celsia. Všechny ostatní motory mají teploty mezi těmito hodnotami. Protože rozptyl těchto hodnot není veliký, lze usoudit, že žádný z motorů nemá závadu. Rozdíl teplot je dán rozdílným t ením v ložiskách a stá ím motoru, které snižují jeho účinnost.
Je ale zároveň patrné, že každý z motorů je v rozdílném stavu a kondici. Proto by bylo vhodné teplotu motorů sledovat a p edejít tak možným nehodám. V další kapitole tedy navrhnu vhodný systém mě ení.

40
5.3 Návrh senzoriky
Aby bylo možné spolehlivě a p esně zachytit teplotu motoru, je nutné, aby snímač byl umístěn p ímo na krytu motoru mezi chladícími lamelami, protože tam je teplota nejvyšší. Musí mít tedy co nejmenší rozměry a zároveň vhodný tvar, aby jej bylo možné mezi lamely uchytit.
5.3.1 Snímač
V našem p ípadě nejsou kladeny nijak vysoké nároky na rychlost odezvy, citlivost nebo rozsah senzoru. Zvolíme tedy odporový senzor od výrobce IFM, typ TS222ř, který je levný, jednoduchý a pro tento účel bude splňovat všechny požadované parametry.
Rozsah: -40° až ř0° C
Obr. 4.3 Motor s nejvyšší teplotou – linka 3, motor č. 2
Obr. 4.4 Motor s nejnižší teplotou – linka 13, motor č. 3

41
P esnost: 0.4° C
5.3.2 P evodník
K senzoru je nutné p ipojit p evodník signálu, aby mohl být následně odeslán do vyhodnocovací jednotky. Zde bude analyzován a v p ípadě p ekročení stanoveného limitu
jednotka upozorní na možnou závadu čerpadla.
analogový výstup: 4 až 20 mA
Provozní napětí: 20 až 32 V
rozsah mě ených teplot: -50 až 300° C
Obr. 4.5 Odporový senzor IFM TS222ř [40]
Obr. 4.6 P evodník IFM TP3231 [40]
1

42
6 Závěr
Hlavním cílem této bakalá ské práce bylo vytvo it p ehled moderních senzorů pro prediktivní údržbu a navrhnout tento systém údržby ve výrobním závodě. U každé kategorie je uveden výčet nejdůležitějších snímačů, jejich základní princip a vyráběný model. V p íloze je pak souhrnný p ehled všech senzorů, které byly v práci zmíněny.
Praktická část pak obsahuje konkrétní návrh senzoru v průmyslu. Jedná se o výrobní závod vysokotlakých čerpadel Jihlava Bosch Diesel s.r.o. Výrobní linka je z větší části plně automatizovaná, a proto zde není zavádění prediktivní senzoriky natolik komplikované. Zároveň je však nutné prediktivní senzoriku zavádět do širšího spektra výroby, protože p i větším počtu vyrobených čerpadel je náročné udržet p ehled o strojích ve výrobě. Proto jsme se rozhodli hledat další potenciály této moderní metody.
Po zvážení všech možností byl vybrán motor pohánějící zkušební čerpadlo. Na tento motor bylo
navrženo teplotní čidlo, které monitoruje stav jeho zah ívání. V p ípadě nadměrného zah ívání vlivem závady na motoru, nebo vyšším t etím v ložiskách senzor s p edstihem na poruchu upozorní. Tento nový prvek tak může v p ípadě zavedení v budoucnu ušet it čas i náklady p i výrobě. Vyhodnocení zavedení těchto senzorů by bylo možné v navazující diplomové práci. Avšak i p esto doufám, že najde uplatnění a v závodě tak pomůže efektivnější a spolehlivější výrobě těchto čerpadel.

43
7 Seznam použitých zdrojů
[1] MAIXNER, Ladislav. Mechatronika: učebnice. 1. vyd. Brno: Computer Press, 2006, ix,
280 s. ISBN 80-251-1299-3.
[2] KUHN, Ludvík a Josef JENČÍK. Technická m ení ve strojnictví. 1. vyd. Praha: SNTL,
1řŘ2, 5Ř0 s. Technický průvodce (SNTL).
[3] ČERNOHORSKÝ, Ji í. Senzorika pro strojírenství [online]. [cit. 2015-09-2ř]. Dostupné z: http://www.mmspektrum.com/clanek/senzorika-pro-strojirenstvi.html
[4] Základní pojmy [online]. [cit. 2015-09-30]. Dostupné z: http://www.umel.feec.vutbr.cz/~adamek/uceb/DATA/s_1_1.htm
[5] SparkFun [online]. [cit. 2015-09-30]. Dostupné z: https://www.sparkfun.com/
[6] MOBLEY, R. An introduction to predictive maintenance. 2nd ed. New York: Butterworth-
Heinemann, 2002, xii, 438 p. ISBN 07-506-7531-4.
[7] Zavedení prediktivní údržby: výhody a nevýhody [online]. [cit. 2015-10-01].
Dostupné z: http://www.cmms.cz/rizeni-udrzby/214-zavedeni-prediktivni-udrby-
vyhody-a-nevyhody-.html
[8] Predictive maintenance [online]. [cit. 2015-10-01]. Dostupné z: https://en.wikipedia.org/wiki/Predictive_maintenance
[9] SENZORY Fyzikální principy, úpravy signál , praktické použití [online]. 2011 [cit.
2015-10-05]. ISBN ISBN 978-80-7454-096-7. Dostupné z: www.utb.cz/file/15534_1_1/
[10] Prost edky automatického ízení. VŠB Technická univerzita Ostrava [online]. [cit.
2015-10-12]. Dostupné z: http://homel.vsb.cz/~jur286/prostredky_aut_rizeni/preklad.htm
[11] Principy akcelerometrů - 1. díl - Piezoelektrické. Automatizace [online]. [cit. 2015-
10-12]. Dostupné z: http://automatizace.hw.cz/clanek/2007011401
[12] SKF [online]. [cit. 2015-10-1Ř]. Dostupné z: http://www.skf.com/us/index.html
[13] Https://en.wikipedia.org [online]. [cit. 2015-10-01]. Dostupné z: https://en.wikipedia.org
[14] Sensor Performance Characteristics Definitions [online]. [cit. 2015-10-21].
Dostupné z: http://web.stanford.edu/class/me220/data/lectures/lect02/lect_2.html
[15] ČECH, Jaroslav, Ji í PERNIKÁ a Kamil PODANÝ. Strojírenská metrologie I. Vyd. 5., V Akademickém nakl. CERM vyd. 3. Brno: Akademické nakladatelství CERM, 2009, 183 s. ISBN 978-80-214-4010-4.

44
[16] ACC793 [online]. [cit. 2015-10-26]. Dostupné z: http://www.omegaeng.cz/
[17] Digital Tri-Axial Vibration Sensor ADIS16223 [online]. [cit. 2015-10-28].
Dostupné z: http://www.analog.com/media/en/technical-documentation/data-
sheets/ADIS16223.pdf
[18] ISensor Intelligent Sensor/ADIS16201 [online]. [cit. 2015-10-2Ř]. Dostupné z: http://www.designnews.com/document.asp?doc_id=226013
[19] CHALOUPKA, ROMAN. SROVNÁNÍ SENZOR PRO M ENÍ TEPLOTY. Brno,
2013. Bakalá ská. Vysoké učení technické v Brně.
[20] Stacionární pyrometr KELLER PA. Pyrometr [online]. [cit. 2015-11-1Ř]. Dostupné z: http://www.pyrometr.com/pyrometr-keller-pa/
[21] Ekotechnika, pr toky [online]. [cit. 2015-11-25]. Dostupné z: http://www.prutoky.cz/
[22] Badgermeter [online]. [cit. 2015-11-25]. Dostupné z: http://www.badgermeter.cz/
[23] DETEKCE PLYN BEZPEČNOSTNÍ ů P ÍSTROJOVÁ TECHNIKů [online]. [cit.
2015-11-26]. Dostupné z:
http://people.tuke.sk/jan.kizek/bezpe/Detekcia%20plynov.pdf
[24] Dräger [online]. [cit. 2015-11-26]. Dostupné z: http://www.draeger.com/
[25] KADLEC, Karel. Snímače tlaku – principy, vlastnosti a použití. Snímače tlaku
[online]. 2007, (02) [cit. 2015-12-22]. Dostupné z: http://automa.cz/download/au020728.pdf
[26] JSP m ení a regulace [online]. [cit. 2015-12-22]. Dostupné z: http://www.jsp.cz/
[27] Megatron [online]. [cit. 2015-12-26]. Dostupné z: http://www.megatron.cz/
[28] RENISHAW. [online]. [cit. 2015-12-26]. Dostupné z: http://www.renishaw.cz/
[29] Hledání úspor energií na tvá ecích strojích [online]. CÍREK, Milan. 2012 [cit. 2015-12-26]. Dostupné z: http://www.mmspektrum.com/clanek/hledani-uspor-
energii-na-tvarecich-strojich.html
[30] POPEK, Ji í. Porovnání vlastností p ístrojových transformátor proudu a proudových senzor . Brno, 2010. Bakalá ská. Vysoké učení technické v Brně.
[31] Proudový transformátor [online]. 2014 [cit. 2016-01-05]. Dostupné z: http://www.soselectronic.cz/?str=371&artnum=7705&name=talema-asm-010#tabs-
2

45
[32] T ífázové elektroměry. T ífázový elektrom r ZE310 [online]. [cit. 2016-01-05].
Dostupné z: http://www.zpa.cz/produkty-a-reseni/trifazove-elektromery:c6/ze-
310:p4.htm#moduly
[33] BOSCH. BOSCH DIESEL s.r.o. - Jihlava [online]. [cit. 2016-01-06]. Dostupné z: http://www.bosch.cz/cs/cz/our_company_7/locations_7/jihlava_menu/jihlava_men
u_uvod.html
[34] UE SYSTEMS [online]. [cit. 2016-02-0Ř]. Dostupné z: http://www.uesystems.eu/
[35] FLIR [online]. 2016 [cit. 2016-02-0Ř]. Dostupné z: http://www.flir.com/
[36] Mě ení čistoty hydraulických kapalin. BUREŠ, Pavel. MM Spektrum [online].
2012 [cit. 2016-02-10]. Dostupné z: http://www.mmspektrum.com/clanek/mereni-
cistoty-hydraulickych-kapalin.html
[37] BECKER, Edwin. Online monitoring of wear particles. VGB PowerTech. 2011, (9).
[38] Spectroil Q100. Spectro cs [online]. [cit. 2016-02-10]. Dostupné z: http://www.spectro.cz/spektrometr-spectroil-q100/
[39] Amtek [online]. 2014 [cit. 2016-04-04]. Dostupné z: http://www.amtek.cz/cs/
[40] IFM [online]. Essen, 2015 [cit. 2016-04-13]. Dostupné z: http://www.ifm.com/
[41] ŠTAJNRT, Pavel. Úvod do práce s termokamerou Flir i7. In: SPS Opava [online].
Opava, 2014 [cit. 2016-04-2Ř]. Dostupné z: http://dk.spsopava.cz:8080/docs/pdf/stavebni_laborator/termokamera/Prace_s_term
okamerou.pdf

46
8 Seznam použitých obrázků
Obr. 2.1 Bezkontaktní tepelný senzor MLXř0614 [5] ............................................................. 12
Obr. 2.3 SKF MSL-7000 laserový akcelerometr [12] ............................................................. 15
Obr. 2.4 Nejjednodušší blokové schéma principu piezoelektrických akcelerometrů [11] ...... 16
Obr. 2.5 Piezoelektrický akcelerometr OMEGAROMETER™ ACC7ř3 [16] ........................ 16
Obr. 2.6 Princip mě ení kapacitního senzoru [17] .................................................................... 17
Obr. 2.2 T íosý MEMS senzor ADXL335 pro mě ení zrychlení [5] ....................................... 17
Obr. 2.7 Heraeus W-EYK 6 Pt 100 [19] ................................................................................... 18
Obr. 2.Ř Termoelektrické napětí – Seebeckův jev [19] ............................................................ 19
Obr. 2.ř Nalepovací termočlánek SA1XL [16] ........................................................................ 19
Obr. 2.10 Stacionární pyrometr Keller PA 41 AF 22 ............................................................... 20
Obr. 2.11 Flir TG165 Thermal Camera .................................................................................... 20
Obr. 2.12 Badger PN40 [22] ..................................................................................................... 21
pyrometr Keller PA 41 AF 22................................................................................................... 21
Obr. 2.13 Princip Coriolisovo průtokoměru [22] ..................................................................... 22
Obr. 2.14 Coriolisův průtokoměr typ MMC2 [22] ................................................................... 22
Obr. 2.15 Wearscanner [37] ..................................................................................................... 23
Obr. 2.16 Spectroil Q100 [38] .................................................................................................. 24
Obr. 2.15 Princip Prandtlovy trubice [21] ................................................................................ 24
Obr. 2.16 Prandtlovy trubice [21] ............................................................................................. 25
Obr. 2.17 LFE 526 [21] ............................................................................................................ 25
Obr. 2.18 Dräger PEX 3000 [24] ............................................................................................. 26
Obr. 2.19 Dräger Polytron Pulsar 2 [24] .................................................................................. 27
Obr. 2.20 Ultraprobe 15000 [34] ............................................................................................. 28
Obr. 2.21 Manometr MU63S [26] ........................................................................................... 29
Obr. 2.22 Princip kapacitního čidla tlaku [25] ......................................................................... 29
Obr. 2.23 Cerabar S PMC71 [25] ............................................................................................ 30
Obr. 2.24 Snímač vysokých tlaků DMP 334 [26] .................................................................... 30
Obr. 2.25 Lineární bezkontaktní snímač MMLI [27] .............................................................. 31
Obr. 2.26 Rainshaw Resolute [28] ........................................................................................... 32
Obr. 2.27 Sonarange UPX [27] ............................................................................................... 32
Obr. 2.2Ř Proudový transformátor TALEMA ASM-10 [31] .................................................... 33
Obr. 2.2ř T ífázový elektroměr ZE310 [32] ............................................................................. 34
Obr. 3.1 Vysokotlaké čerpadlo CP4 [33] .................................................................................. 35
Obr. 3.2 Vysokotlaké čerpadlo CP3 [33] .................................................................................. 35
Obr. 3.3 Vysokotlaký zásobník RAIL [33] ............................................................................... 36
Obr. 4.1 Motor AMK DH22-220-6-IOO [39] .......................................................................... 38
Obr. 4.2 Termokamera Flir E45 [35] ........................................................................................ 38
Obr. 4.4 Motor s nejnižší teplotou – linka 13, motor č. 3 ......................................................... 40
Obr. 4.3 Motor s nejvyšší teplotou – linka 3, motor č. 2 .......................................................... 40
Obr. 4.5 Odporový senzor IFM TS222ř [40] ........................................................................... 41
Obr. 4.6 P evodník IFM TP3231 [40] ...................................................................................... 41

47
9 Seznam p íloh
P ílohy odevzdány elektronicky
P ehled senzorů s obrázky - pdf soubor s p ehledem senzoriky
Snímky z termokamery - soubor obsahuje snímky po ízené termokamerou












![VYSOKÉ U ČENÍ TECHNICKÉ V BRN Ě - core.ac.uk · ... in Motor Turret). Díky absenci složitých p řevod ů zde nedochází k tvorb ě přebyte čného tepla a vibrací. [4]](https://img.pdfslide.tips/doc/110x75/5b952f0a09d3f2d7438c160d/vysoke-u-ceni-technicke-v-brn-e-coreacuk-in-motor-turret-diky.jpg)