Embed Size (px)
Citation preview
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorfwt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12798
Titelthema – Aufsatz
In der Präzisionsfertigung bestimmen Rotationsachsen maßgeblich die Qualität. Für eine präzise Bearbeitung ist es unverzichtbar, alle geometrischen Abweichungen der Rotationsachsen genau zu kennen. Dafür sind jedoch umfangreiche, meist unwirtschaftliche Messungen erforderlich. Ziel des KMU-innovativ-Projektes „Omrot“ war es, ein neuartiges optisches Messsystem zu entwickeln, mit welchem sich Rotationsachsen in Werkzeugmaschinen in kürzester Zeit vollständig vermessen lassen, indem alle Achsfehler in einem einzigen Mess -vorgang hochgenau erfasst werden.
Rotary axes determine the quality in high-precision manufacturing processes. Therefore, it is essential to exactly know all rotary axes deviations, leading to a broad range of unprofitable measurements. The goal of the Omrot project was to develop a new optical measure-ment system which allows the full characterization of rotary axes for
1 Einleitung und Motivation
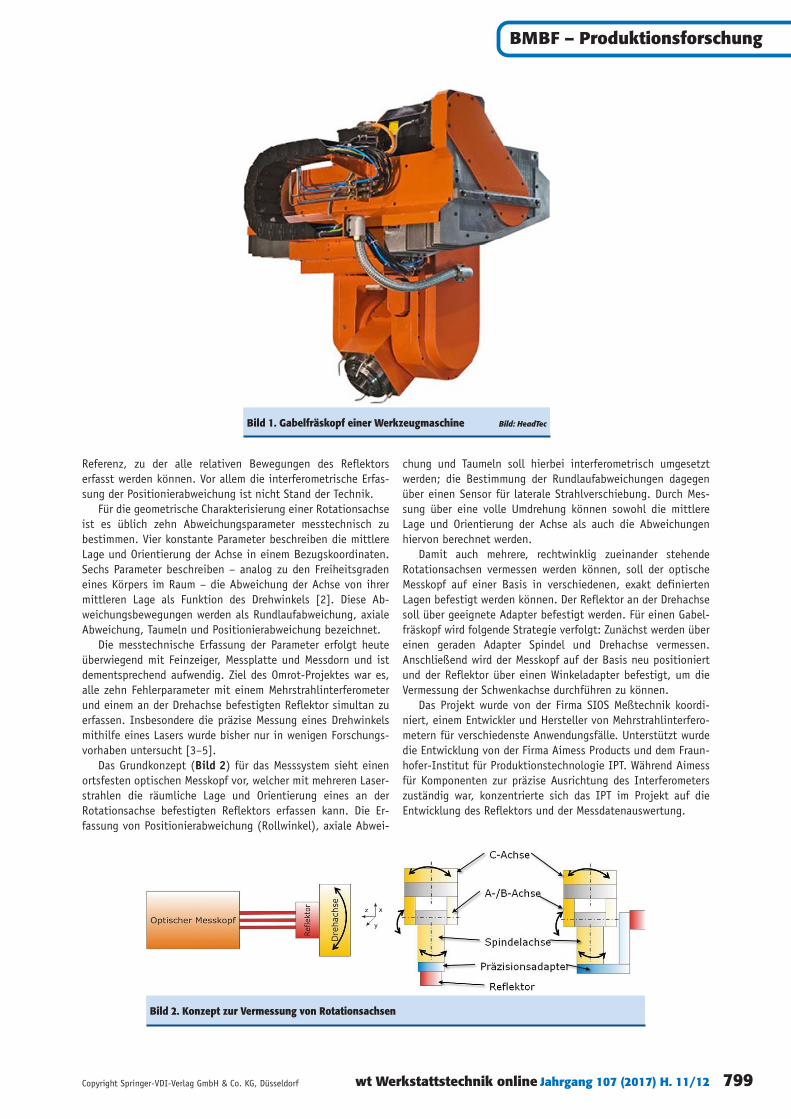
Die Produktion zahlreicher Präzisionsbauteile aus den Be -reichen Luftfahrt, Energietechnik, Medizintechnik sowie Werk-zeug- und Formenbau ist ohne den Einsatz moderner mehrach-siger Werkzeugmaschinen wirtschaftlich und oft auch technisch nicht möglich. Um die geometrischen Formen dieser Bauteile herstellen zu können, verfügen die Maschinen über translato -rische und rotatorische Achsen, die Werkzeug und Werkstück führen. Ein Beispiel hierfür ist der Gabelfräskopf in Bild 1.
Die Prozessfähigkeit und damit Wirtschaftlichkeit solcher Fertigungen hängt wesentlich davon ab, ob die geforderten geometrischen Form- und Lagetoleranzen der Bauteile durch die Werkzeugmaschinen umgesetzt werden können. Somit müs-sen die Achsen der Maschinen hinreichend präzise Bewegungen ausführen. Da die Anforderungen an die Bauteiltoleranzen stetig wachsen, erhöhen sich ebenso auch die Anforderungen an die Präzision der Maschinenachsen. Toleranzanforderungen von weniger als 10 µm in einem Volumen von 1 m³ sind keine Seltenheit.
Eine derartige Präzision kann nur noch durch die mess -technische Charakterisierung der Bewegungsabweichungen der Achsen und einer anschließenden feinmechanischen sowie steuerungstechnischen Korrektur erreicht werden. Während Messmittel und -methoden für translatorische Achsen zahlreich verfügbar sind [1], können die meisten rotatorischen Achsen bis heute nur mit großem Aufwand messtechnisch charakteri-siert und korrigiert werden. Ziel des Projektes Omrot (Optische Messtechnik für die vollständige Charakterisierung von Rotati-onsachsen) war es, eine neue effiziente Lösung für eben diese Aufgabenstellung zu entwickeln.
2 Projekt Omrot
Um die Charakterisierung von Rotationsachsen erheblich zu vereinfachen und zu beschleunigen, wurde im Projekt Omrot ein Messsystem entwickelt, das es erlaubt, alle Abweichungen einer Rotationsbewegung in einer einzelnen Messung aufzu-nehmen. Hierbei wird ein ortsfestes Mehrstrahlinterferometer sowie ein mit der Achse mitdrehender Mehrflächenreflektor ein-gesetzt. Die Laserstrahlen des Interferometers bilden dabei die
Werkzeugmaschinen, Maschinenbau, Messtechnik
Rotationsachsen blitzschnell vermessenKalibrierinterferometer zur vollständigen Charakterisierung von Rotationsachsen
C. Brecher, J. Behrens, T. Hun Lee, E. Langlotz, D. Dontsov, W. Schott
Measuring rotary axes instantly - Calibration interferometer for the full characterization of rotary axes
machine tools. The measurement system records all axes deviations with high accuracy in a single measurement process.
Prof. Dr.-Ing. Christian Brecher, Dipl.-Ing. Jan Behrens, M. Sc. Tae Hun Lee Fraunhofer-Institut für Produktionstechnologie IPT Steinbachstr. 17, D-52074 Aachen Tel. +49 (0)241 / 8904-102, Fax +49 (0)241 / 8904-6198 E-Mail: [email protected] oder [email protected] Internet: www.ipt.fraunhofer.de
Dipl.-Ing. Enrico Langlotz, Dr.-Ing. Denis Dontsov, Dr.-Ing. Walter Schott SIOS Meßtechnik GmbH Am Vogelherd 46, D-98693 Ilmenau Tel. +49 (0)3677 / 6447-673, Fax +49 (0)3677 / 6447-8 E-Mail: [email protected] Internet: www.sios.de
Dank Dieses Forschungs- und Entwicklungsprojekt wurde mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Rahmenkonzept „Forschung für die Produktion von morgen“ (Förderkennzeichen 02PK2450) gefördert und vom Projektträger Karlsruhe (PTKA) betreut. Die Verantwortung für den Inhalt dieser Veröffentlichung liegt beim Autor.
BMBF – Produktionsforschung
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorf wt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12 799
Referenz, zu der alle relativen Bewegungen des Reflektors erfasst werden können. Vor allem die interferometrische Erfas-sung der Positionierabweichung ist nicht Stand der Technik.
Für die geometrische Charakterisierung einer Rotationsachse ist es üblich zehn Abweichungsparameter messtechnisch zu bestimmen. Vier konstante Parameter beschreiben die mittlere Lage und Orientierung der Achse in einem Bezugskoordinaten. Sechs Parameter beschreiben – analog zu den Freiheitsgraden eines Körpers im Raum – die Abweichung der Achse von ihrer mittleren Lage als Funktion des Drehwinkels [2]. Diese Ab -weichungsbewegungen werden als Rundlaufabweichung, axiale Abweichung, Taumeln und Positionierabweichung bezeichnet.
Die messtechnische Erfassung der Parameter erfolgt heute überwiegend mit Feinzeiger, Messplatte und Messdorn und ist dementsprechend aufwendig. Ziel des Omrot-Projektes war es, alle zehn Fehlerparameter mit einem Mehrstrahlinterferometer und einem an der Drehachse befestigten Reflektor simultan zu erfassen. Insbesondere die präzise Messung eines Drehwinkels mithilfe eines Lasers wurde bisher nur in wenigen Forschungs-vorhaben untersucht [3–5].
Das Grundkonzept (Bild 2) für das Messsystem sieht einen ortsfesten optischen Messkopf vor, welcher mit mehreren Laser-strahlen die räumliche Lage und Orientierung eines an der Rotationsachse befestigten Reflektors erfassen kann. Die Er -fassung von Positionierabweichung (Rollwinkel), axiale Abwei-
chung und Taumeln soll hierbei interferometrisch umgesetzt werden; die Bestimmung der Rundlaufabweichungen dagegen über einen Sensor für laterale Strahlverschiebung. Durch Mes-sung über eine volle Umdrehung können sowohl die mittlere Lage und Orientierung der Achse als auch die Abweichungen hiervon berechnet werden.
Damit auch mehrere, rechtwinklig zueinander stehende Rotationsachsen vermessen werden können, soll der optische Messkopf auf einer Basis in verschiedenen, exakt definierten Lagen befestigt werden können. Der Reflektor an der Drehachse soll über geeignete Adapter befestigt werden. Für einen Gabel-fräskopf wird folgende Strategie verfolgt: Zunächst werden über einen geraden Adapter Spindel und Drehachse vermessen. Anschließend wird der Messkopf auf der Basis neu positioniert und der Reflektor über einen Winkeladapter befestigt, um die Vermessung der Schwenkachse durchführen zu können.
Das Projekt wurde von der Firma SIOS Meßtechnik koordi-niert, einem Entwickler und Hersteller von Mehrstrahlinterfero-metern für verschiedenste Anwendungsfälle. Unterstützt wurde die Entwicklung von der Firma Aimess Products und dem Fraun-hofer-Institut für Produktionstechnologie IPT. Während Aimess für Komponenten zur präzise Ausrichtung des Interferometers zuständig war, konzentrierte sich das IPT im Projekt auf die Entwicklung des Reflektors und der Messdatenauswertung.
Bild 1. Gabelfräskopf einer Werkzeugmaschine Bild: HeadTec
Bild 2. Konzept zur Vermessung von Rotationsachsen

BMBF – Produktionsforschung
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorfwt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12800
Begleitet wurde das Konsortium von den Firmen Rückle und HeadTec, die konkrete Anwendungsfälle für das neue Messsys-tem beisteuerten und somit halfen, die Anforderungen korrekt zu definieren.
3 Entwickeltes Messsystem
3.1 Mehrstrahlinterferometer
Interferometrische Messverfahren sind durch ihre hohe erreichbare Auflösung, ihre Linearität und die Rückführbarkeit auf die Meterdefinition durch Anschluss der Laserquelle ge-kennzeichnet. Neuartige Systeme ermöglichen die hochgenaue, simultane Erfassung mehrerer Freiheitsgrade von Linearachsen, wie Positionsabweichungen, Nick- und Gierwinkel sowie von Geradheitskomponenten [6] und legen den Grundstein für das entwickelte System.
Das Mehrstrahlinterferometer besteht aus vier separaten Planspiegelinterferometern (Bild 3), wobei drei dieser Inter -ferometer zur simultanen Weg/Winkelmessung genutzt werden. Aus der gemessenen Wegdifferenz zweier Strahlen und dem bekannten Strahlabstand lässt sich hochgenau der Kippwinkel des Messreflektors bestimmen [7]. Ein Messstrahl dient hierbei als Referenz zur Erfassung der beiden Kippwinkel (S1). Dieser Messstrahl wird durch einen positionsempfindlichen Sensor er-weitert. Zusätzlich ist für diesen Messstrahl ein kippinvarianter Reflektor in der Drehachse des Mehrflächenreflektors vorge -sehen. Diese Maßnahmen ermöglichen eine Erfassung der Rund-laufabweichungen (Verschiebung des Reflektors quer zur Ach-se). Im Projekt wurden verschiedenen Kombinationen aus posi-tionsempfindlichen Sensoren und kippinvarianten Reflektoren untersucht und bewertet. Es zeigte sich, dass kamerabasierte Systeme und Tripelreflektoren in Bezug auf Auflösung, Genau-igkeit, Preis, einfache Systemintegration und Störanfälligkeit die besten Ergebnisse liefern.
Die äußere Fläche des Mehrflächenreflektors dient zur Erfas-sung der Positionsabweichungen der Drehachse (Rollwinkel). Diese präzisionsgefertigte, kontinuierliche Winkelteilung wird durch einen zusätzlichen Interferometerkanal hochauflösend und rückwirkungsfrei abgetastet. Die Erfassung des Winkels
wird somit auf eine Längenmessung entlang der Interfero -meterachsen reduziert.
Die Auflösung der interferometrischen Längenmessung be-trägt 20 pm. Mit einem Strahlabstand von 25,4 mm und der Auflösung der Längenmessung ergibt sich eine Auflösung der Winkelmessung von 0,0008‘‘ bei einem Messbereich von ±2‘. Die laterale Verschiebung des Reflektors wird mit einer Auflösung von 0,1 µm in einem Bereich von ± 1 mm aufgenommen. Die Auflösung der Erfassung der Positionsabweichungen der Achse ergibt sich sowohl durch die Winkelteilung des Mehrflächen -reflektors als auch durch die Signalverarbeitung und beträgt 0,5‘‘. Der Messbereich ist unbegrenzt, es besteht die Möglich-keit, mehrere Umdrehungen kontinuierlich aufzuzeichnen.
Das Mehrstrahl-Kalibrierinterferometer besteht aus einem Sensorkopf, der alle zueinander justierten optischen Funktions-gruppen enthält. Von einer räumlich getrennten Versorgungs- und Auswerteeinheit wird das Laserlicht über einen Lichtwel-lenleiter zum Sensorkopf geführt. Die Kanäle zur Weg/Winkel-messung sowie Planlaufmessung werden hierbei von einem ein-zelnen stabilisierten HeNe-Laser mit einer Frequenzstabilität < 2 * 10–8 versorgt. Ein zweiter Laser versorgt den vierten Kanal zur Erfassung der Positionsabweichungen. Über ein Signalkabel werden die Messsignale vom Sensorkopf zur Versorgungs- und Auswerteeinheit geleitet. Hier werden diese vorverarbeitet und dem Nutzer über eine USB-Schnittstelle zur Verfügung gestellt. Durch dieses Konzept ist eine einfache Handhabung und Sys-temausrichtung garantiert. Eine thermische Beeinflussung des Messobjekts oder der Messumgebung durch die Laserquelle kann vermieden werden.
Mit dem vorliegenden Mehrstahlinterferometer können alle Freiheitsgrade von Drehachsen simultan erfasst werden. Das berührungslose Messverfahren vermeidet Messfehler durch Ankopplung eines zusätzlichen Messsystems und ist somit rück-wirkungsfrei.
3.2 Reflektor
Zur Realisierung der Referenzflächen für das Messsystem wurde ein Mehrflächenreflektor (Bild 4) aufgebaut und unter-sucht. Er enthält folgende optische Komponenten:
Bild 3. Entwickeltes Mehrstrahlinterferometer mit Reflektor

BMBF – Produktionsforschung
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorf wt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12 801
– Zentraler Retroreflektor– Rotationssymmetrische Planfläche– Rotationssymmetrische FreiformflächeAls Retroreflektor wird eine optische Standardkomponente ein-gesetzt, die bei einer lateralen Verschiebung zu einem Strahl-versatz führt. Rotationssymmetrische Plan- und Freiformflä-chen wurden mit einer Ultrapräzisionsdrehmaschine in Alumi -nium gefertigt. Die Freiformfläche besitzt eine kontinuierliche Winkelteilung, die als Maßverkörperung zur Bestimmung der
Positionsabweichungen der Drehachse dient. Zur Identifizie-rung einer geeigneten Winkelkodierung wurden verschiedene Freiformflächen gefertigt und getestet (Bild 5).
Der Reflektor kann rückseitig über eine geeignete Schnitt-stelle, zum Beispiel Werkzeughalter, an der zu untersuchenden Rotationsachse befestigt werden.
Sowohl Planfläche als auch Freiformfläche wurden charakte-risiert, um ihren Einfluss auf die Ergebnisse des Messsystems besser einschätzen zu können. Die Planfläche wurde auf Eben-
Bild 4. Reflektorkonzept (grün: Planflächen, blau: Freiformflächen)
Bild 5. Reflektorvarianten mit unterschiedlichen Freiformflächen
Bild 6. Formgenauigkeit der Reflektorflächen
BMBF – Produktionsforschung
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorfwt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12802
heit und Oberflächeneffekte untersucht, die Freiformfläche auf die Regelmäßigkeit ihrer Winkelteilung (Bild 6). Da die Abwei-chungen der Referenzflächen von ihrer Sollgeometrie deutlich kleiner als 1 µm waren, konnten die Reflektoren für die Unter-suchung des Gesamtsystems genutzt werden.
4 Untersuchung des Gesamtsystems
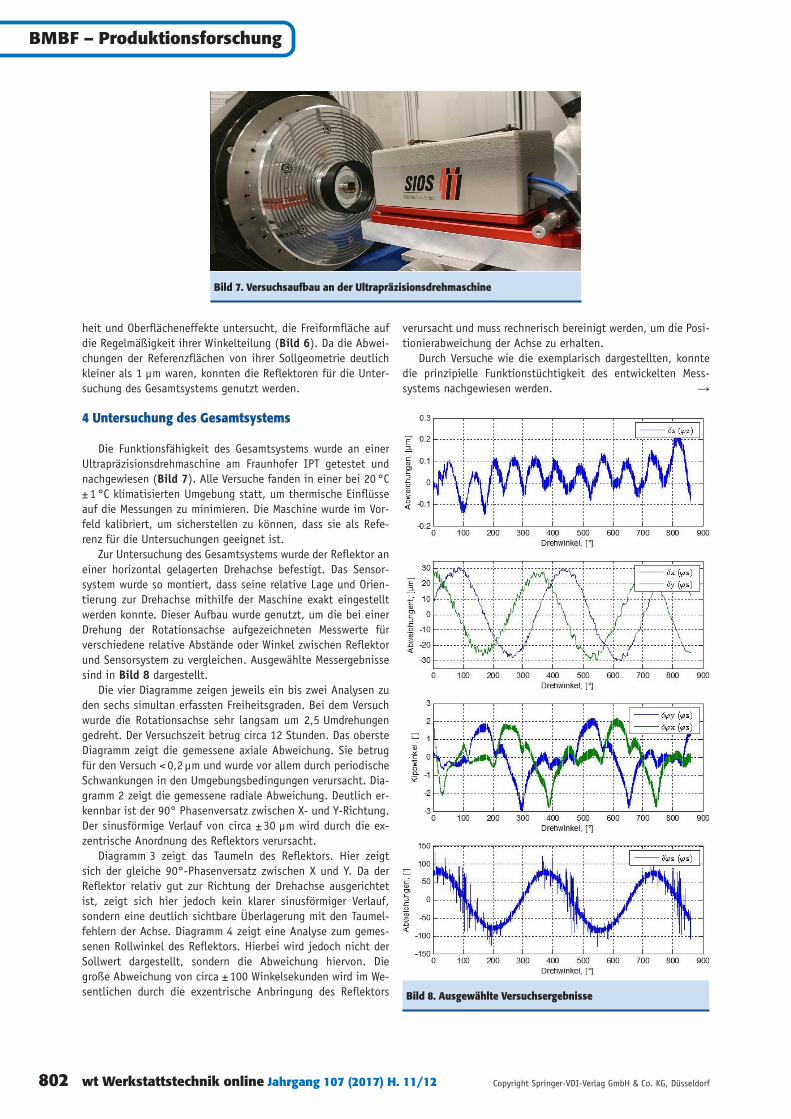
Die Funktionsfähigkeit des Gesamtsystems wurde an einer Ultrapräzisionsdrehmaschine am Fraunhofer IPT getestet und nachgewiesen (Bild 7). Alle Versuche fanden in einer bei 20 °C ± 1 °C klimatisierten Umgebung statt, um thermische Einflüsse auf die Messungen zu minimieren. Die Maschine wurde im Vor-feld kalibriert, um sicherstellen zu können, dass sie als Refe-renz für die Untersuchungen geeignet ist.
Zur Untersuchung des Gesamtsystems wurde der Reflektor an einer horizontal gelagerten Drehachse befestigt. Das Sensor -system wurde so montiert, dass seine relative Lage und Orien-tierung zur Drehachse mithilfe der Maschine exakt eingestellt werden konnte. Dieser Aufbau wurde genutzt, um die bei einer Drehung der Rotationsachse aufgezeichneten Messwerte für verschiedene relative Abstände oder Winkel zwischen Reflektor und Sensorsystem zu vergleichen. Ausgewählte Messergebnisse sind in Bild 8 dargestellt.
Die vier Diagramme zeigen jeweils ein bis zwei Analysen zu den sechs simultan erfassten Freiheitsgraden. Bei dem Versuch wurde die Rotationsachse sehr langsam um 2,5 Umdrehungen gedreht. Der Versuchszeit betrug circa 12 Stunden. Das oberste Diagramm zeigt die gemessene axiale Abweichung. Sie betrug für den Versuch < 0,2 µm und wurde vor allem durch periodische Schwankungen in den Umgebungsbedingungen verursacht. Dia-gramm 2 zeigt die gemessene radiale Abweichung. Deutlich er-kennbar ist der 90° Phasenversatz zwischen X- und Y-Richtung. Der sinusförmige Verlauf von circa ± 30 µm wird durch die ex-zentrische Anordnung des Reflektors verursacht.
Diagramm 3 zeigt das Taumeln des Reflektors. Hier zeigt sich der gleiche 90°-Phasenversatz zwischen X und Y. Da der Reflektor relativ gut zur Richtung der Drehachse ausgerichtet ist, zeigt sich hier jedoch kein klarer sinusförmiger Verlauf, sondern eine deutlich sichtbare Überlagerung mit den Taumel-fehlern der Achse. Diagramm 4 zeigt eine Analyse zum gemes-senen Rollwinkel des Reflektors. Hierbei wird jedoch nicht der Sollwert dargestellt, sondern die Abweichung hiervon. Die große Abweichung von circa ± 100 Winkelsekunden wird im We-sentlichen durch die exzentrische Anbringung des Reflektors
verursacht und muss rechnerisch bereinigt werden, um die Posi-tionierabweichung der Achse zu erhalten.
Durch Versuche wie die exemplarisch dargestellten, konnte die prinzipielle Funktionstüchtigkeit des entwickelten Mess -systems nachgewiesen werden. →
Bild 7. Versuchsaufbau an der Ultrapräzisionsdrehmaschine
Bild 8. Ausgewählte Versuchsergebnisse

BMBF – Produktionsforschung
Copyright Springer-VDI-Verlag GmbH & Co. KG, Düsseldorf wt Werkstattstechnik online Jahrgang 107 (2017) H. 11/12 803
5 Zusammenfassung und Ausblick
Im dargestellten Projekt wurde ein neues System zur simul-tanen Erfassung aller Abweichungsparameter einer Rotations-achse entwickelt und untersucht. Haupteinsatzzweck eines solchen Messsystems ist die effiziente Charakterisierung kom-plexer Werkzeugmaschinenkomponenten (wie etwa Fräskopfe). Das Messsystem besteht im Wesentlichen aus einem aus einem
Mehrstrahlinterferometer und einem hierfür geeigneten Reflek-tor, welcher an der zu vermessenden Achse angebracht wird.
Die weiteren Entwicklungsarbeiten werden sich auf eine Verbesserung der optischen Eigenschaften des Mehrflächen -reflektors und eine schnellere Signalvorverarbeitung des Inter-ferometers sowie des dazugehörigen positionsempfindlichen Sensors konzentrieren. Hierdurch sollen schnellere zulässige Bewegungen der Drehachse ermöglicht werden. □
Literatur
[1] Schwenke, H. et al.: Geometric error measurement and compensation of machines – An update. CIRP Annals 57 (2008), No. 2, pp. 660–675
[2] N. N.: DIN ISO 230–1: Prüfregeln für Werkzeugmaschinen Teil 1: Geometrische Genauigkeit von Maschinen, die ohne Last oder unter Schlichtbedingungen arbeiten. Berlin: Beuth-Verlag 1999
[3] Liu,Z.; Lin, D.; Jiang,H.; Yin,C.: Roll angle interferometer by means of wave plates. Sensors and Actuators A: Physical 104 (2003) No. 2, pp. 127–131
[4] Zhai, Y.; Feng,Q.; Zhang, B.: A simple roll measurement method based on a rectangular-prism. Optics & Laser Technology 44 (2012), No. 4, pp. 839–843
[5] Wu, C.; Chuang, Y.: Roll angular displacement measurement system with microradian accuracy. Sensors and Actuators A: Physical 116 (2004) No. 1, pp. 145–149
[6] Schott, W.; Dontsov, D.; Rahneberg, I.: Neuartige Kalibrierinterferometer mit 5 Freiheitsgraden. VDI-Berichte 2285 (2016), S. 121–133
[7] Schott, W.; Dontsov, D.; Pöschel, W.: Mehrkanalige laserinterferometrische Messverfahren mit höchster Genauigkeit. Photonik 3 (2008), S. 76–77





























