Embed Size (px)
DESCRIPTION
Infrared drying of wet olive husk
Citation preview

A
1rc
pTc©
K
1
eSTiSate
oo(pipmt
0d
Available online at www.sciencedirect.com
Chemical Engineering and Processing 47 (2008) 1810–1818
Mathematical modelling of thin-layer infrared drying of wet olive husk
A. Ruiz Celma a,∗, S. Rojas a, F. Lopez-Rodrıguez b
a Department of Energy and Chemical Engineering, University of Extremadura, Avda Elvas s/n, Badajoz 06071, Spainb Department of Engineering Projects, University of Extremadura, Avda Elvas s/n, Badajoz 06071, Spain
Received 10 April 2007; received in revised form 3 October 2007; accepted 4 October 2007Available online 10 October 2007
bstract
The thin-layer infrared drying behaviour of wet olive husk (WOH) was experimentally investigated at the temperature range from 80 ◦C to40 ◦C. The drying rate was found to increase with temperature, hence reducing the total drying time. In particular, as drying temperature wasaised from 80 ◦C up to 140 ◦C, the time necessary to reduce the moisture content of the sample from 91.97 wt% down to 8.69 wt% (dry basis)hanged from 105 min to 35 min.
Using a non-linear regression (Marquart’s method) and multiple regression analysis, a mathematical model for the thin-layer infrared drying
rocess of WOH was proposed. The values of the diffusivity coefficients at each temperature were obtained using Fick’s second law of diffusion.hey varied from 5.958 × 10−9 m2/s to 1.589 × 10−8 m2/s over the temperature range. The temperature dependence of the effective diffusivityoefficient was described following an Arrhenius-type relationship. Activation energy for the moisture diffusion was determined as 21.30 kJ/mol.2007 Elsevier B.V. All rights reserved.
Activ
dfl
ibom(1tp
tamsw
eywords: Olive husk; Infrared drying; Moisture-ratio models; Statistical test;
. Introduction
Olive oil extraction represents an industrial activity of highconomic and social relevance in the Mediterranean countries.pain is the main world producer followed by Italy, Greece,urkey, Syria and Tunisia. The cultivation of olive trees in Spain
s spread around the country, with more than 2.2 million hectares.pain produced more than 1 × 106 tonnes of virgin olive oilnnually between 1997 and 2002. However, some other coun-ries such as Argentina, Australia or South Africa have becomemerging producers by promoting intense olive tree cultivation.
The oil extraction in the olive oil mill industry is carriedut by different systems, namely the traditional discontinu-us pressing process and the continuous centrifugation processthree-phase and two-phase systems). Although the traditionalressing extraction system is based on an obsolete technology, its still used by some small-scale producers. After the extraction
rocess, the waste consists of wet olive husk (WOH) and oliveill wastewater (OMW). The three-phase system also generateshe same subproducts; however a higher amount of OMW is pro-
∗ Corresponding author. Tel.: +34924289600; fax: +34924289601.E-mail address: [email protected] (A. Ruiz Celma).
fo
imcd
255-2701/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.cep.2007.10.003
ation energy
uced due to the fact that a significant continuous fresh waterow is required during the process.
WOH consists of pulp, olive stones, residual oil and watern variable quantities in a range from 50 wt% to 55 wt% in wetasis. The most frequent application for WOH is the residualil extraction industry, which uses hexane as solvent, once itsoisture content has been properly reduced. Dried olive husk
OH) is characterised by a medium heating value in the range8–22 MJ kg−1, which is sold on the market as solid fuel forraditional furnaces. If the residual oil is not extracted, WOHutrefies and becomes a waste product.
Since the campaign 1991–1992, the most widely used extrac-ion system in Spain is the two-phase, which is characterised byrelevant generation of sludge as a semi-solid residue, with aoisture content usually higher than 65 wt% (wet basis). This
ubproduct contains pieces of pit and pulp of the olive fruit asell as vegetation water. Sometimes the sludge is re-processed
ollowing the three-phase cycle in order to extract the remainingil, obtaining WOH and OMW as subproducts in this case.
The most usual drying process for WOH is that performed
n a convective dryer, in which heat is transferred to OH byeans of hot gases. Moisture contained in OH evaporates and isonveyed by the hot gas flow. Examples of this type of dryer arerum dryers, belt dryers and fluidised bed dryers. Nevertheless,

ering
aicopeBti
ttdfsrfrtrftwIn3rste
sesteAtpaavpt1maccpfa
dga[
aW
l8maaad
2
2
oomdpcfo
2
lvBcp0t
Ssr(tfor each experiment, with sample thickness 0.70 cm. Dryingtemperature was programmed as 80 ◦C, 100 ◦C, 120 ◦C and140 ◦C for each experiment. Moisture loss was recorded at30 s intervals during the drying process in order to determine
A. Ruiz Celma et al. / Chemical Engine
s described in [1], most of these technologies can be optimisedn terms of energy consumption, operating safety, drying processontrol and environmental impact through emissions, fossil massr biomass combustion used as energy supply for the dryinglant. Biomass drying via hot air or hot gases leads to low-energyfficiency and lengthy drying time during falling rate period.ecause of the low-thermal conductivity of biomass materials in
his period, heat transfer of product during conventional heatings limited.
Bringing all this into account, we introduce in this workhe infrared (IR) drying technique applied to WOH, in ordero achieve an increase of the effective thermal processing. IRrying is based on the action of infrared wavelength radiationrom a source, which interacts with the internal structure of theample and thus increases its temperature and favours the evapo-ation of its moisture content. Moreover, IR energy is transferredrom heating element to the sample product without heating sur-ounding air. Thus, in this radiating process the temperature ofhe inner layers of the sample is higher than that of the sur-ounding air. As a result, the drying of the sample takes placerom inner to outer layers via both radiation and convectionhermal phenomena. This leads to a high rate of heat transferith respect to conventional drying. Kneule [2] emphasised that
R drying technique is particularly valid for products with sig-ificant moisture content, for which long wave radiation (over�m) is almost totally absorbed by moisture, while dry mate-
ial is highly permeable to such radiation. IR heating presentsome advantages with respect to conventional drying, such ashose noted by Togrul [3]: decreasing drying time, high-energyfficiency and lower air flow through the sample product.
A previous experimental knowledge of the behaviour of theample material in a drying process becomes significantly rel-vant for the design of any drying device, as well as for theelection of its appropriate working regime. Several authors inhe scientific literature have focused their efforts on the mod-lling of the convective drying kinetics for WOH. For instance,kgun and Doymaz [4] showed the characterisation of the
hin-layer dying kinetics of WOH, in the range of drying tem-eratures from 50 ◦C to 110 ◦C and air velocity 1.2 m/s. Gogucnd Maskan [5] performed studies on WOH drying processest 60 ◦C, 70 ◦C and 80 ◦C, and constant air velocity 1.5 m/s forarious sample thickness values (6 mm, 9 mm and 12 mm) andarticle sizes. Doymaz et al. [6] investigated the drying charac-eristics of WOH as a function of temperature (80 ◦C, 90 ◦C,00 ◦C and 110 ◦C) and sample thickness. In all the above-entioned works the falling rate period was the most relevant,
nd Fick’s Law of diffusion was used to describe the drying pro-ess. In particular semi-theoretical and empirical models, whichonsider only external resistance to moisture transfer betweenroduct and air, are the most widely used, basically due to theact that they need no assumptions in geometric, mass diffusivitynd conductivity aspects, (Parry [7]).
IR drying has been investigated as a potential method for the
rying of numerous foodstuffs, including fruit, vegetables andrains, as in the works on the IR drying of cashew kernel (Hebbarnd Rastogi [8]), of carrot (Togrul [9]), of potato (Afzal and Abe10]), of barley (Afzal and Abe [11]) and of onion (Sharma etand Processing 47 (2008) 1810–1818 1811
l. [12]). However, no information on the IR drying process ofOH is available in the literature.The aim of this work is the experimental study of the thin-
ayer infrared drying behaviour of WOH at drying temperatures0 ◦C, 100 ◦C, 120 ◦C and 140 ◦C. For such purpose the mathe-atical modelling of the drying curves is presented, a first useful
pproach to the moisture diffusivity value is given, and finally thectivation energy of WOH is evaluated. Note that these featuresre highly relevant in the design and the setting-up of specificrying plants for a particular sample product.
. Materials and methods
.1. Materials
The samples of fresh olive husk were obtained from a localil mill located in the province of Badajoz, in the Southwestf Spain, in November 2006. WOH showed initial averagedoisture content of 91.97 wt% (dry basis). Such value was
etermined by drying in an oven at 105 ◦C for 4 h, obtainingercentage dispersion below 2% for the values of the moistureontent in the three first experiments. This way, the final valueor the initial moisture content was taken as the arithmetic meanf those data, as stated by the Norm UNE 32 001 81 [13].
.2. Infrared drying experiment
In this work, a moisture analyser with two 200 W halogenamps was used as drying equipment, Fig. 1. The most rele-ant technical features relating such device (KERN MLB 50-3,alingen, Germany) are the following: 400 VA maximum poweronsumption; 50–160 ◦C working temperature range; 1% tem-erature sensitivity; 50 g balance maximum load; 0.2% and.02% balance sensitivities (for 1 g and 10 g samples, respec-ively); 10−3 g balance resolution.
Drying experiments for WOH were conducted in Badajoz,pain. The moisture analyser was located at a laboratory roomo that it could work within equipment’s operating temperatureange (from 15 ◦C to 35 ◦C) and maximum relative humidity80%). Samples were uniformly distributed on the tray as ahin layer. Sample mass was kept constant approximately 37 g
Fig. 1. Experimental set-up (moisture analyser equipment KERN MLB 50-3).

1 ering
tt(t(ac
wv
2
tvr[wctm
fiiiTt8cmlTtoca
χ
R
r
wpt
eaatwttwept[id
•
•
•
TT
N
1111
812 A. Ruiz Celma et al. / Chemical Engine
he drying curves. Drying was continued until the final mois-ure content of the samples reached approximately 8.69 wt%dry basis). Moisture content was calculated using the equa-ion: M = ((W0 − W) − W1)/W1, where M is the moisture contentgwater/gdry matter), W0 the initial weight of sample (g), W themount of evaporated moisture (g) and W1 is the dry matterontent of sample (g).
The experimental data sets from the different drying runsere expressed as moisture ratio versus drying time, drying rateersus drying time and drying rate versus moisture content.
.3. Mathematical modelling of drying curves
The moisture content values obtained for the range of dryingemperatures of 80 ◦C, 100 ◦C, 120 ◦C and 140 ◦C were con-erted into the moisture ratio, MR. The dimensionless moistureatio can be calculated using the following equation (Midilli14]): MR = (Mt − Me)/(M0 − Me). However, the moisture ratioas simplified to Mt/M0, where Mt and M0 are the moisture
ontent at any given time and the initial moisture content, respec-ively, since in IR drying, samples may be dried as much as dry
atter content.Experimental results of moisture ratio with drying time were
tted to the most important semi-theoretical models, widely usedn the scientific literature to describe the kinetics of the dry-ng process. The selected mathematical models are identified inable 1. Non-linear regression techniques were used to obtain
he different constants in each selected model, using DataFit.0 software based in the Levenberg–Marquardt method. Theoefficient of determination (r2), reduced chi-square (χ2), rootean square error (RMSE) and sum of residuals were calcu-
ated to evaluate the fitting of each model to experimental data.he higher values of the coefficient of determination (r2) and
he lower values of the reduced chi-square (χ2), RMSE and sumf residuals were chosen for goodness of fit, according to theriterion followed by Midilli and Kucuk [29] and by Akpinar et
l. [30]. These parameters can be calculated as2 =∑N
i=1(MRexp,i − MRpre,i)2
N − p(1)
•
able 1hin-layer drying curve models considered in this work
o. Model
1 Lewis2 Page3 Modified Page I4 Henderson and Pabis5 Wang and Singh6 Logarithmic7 Two term8 Two term exponential9 Modified Henderson and Pabis0 Midilli1 Approximation of diffusion2 Verma et al.3 Simplified Fick’s diffusion
and Processing 47 (2008) 1810–1818
MSE =[
1
N
N∑i=1
(MRpre,i − MRexp,i)2
]1/2
(2)
esiduals =N∑
i=1
(MRexp,i − MRpre,i) (3)
here MRexp,i is the experimental moisture ratio, MRpre,i theredicted moisture ratio, N the number of data points and p ishe number of constants in the regression model.
The most relevant aspects of drying technology are the math-matical modelling of the drying process and the equipment. Anccurate modelling of the drying behaviour of agricultural andgribusiness products requires specific regression and correla-ion statistical methods, in order to achieve a set of equationshich allow a proper description of the system. In addition, in
his work the dependence of constants and coefficients (coc) ofhe best model to describe the process with drying temperatureas also determined by multiple regression technique with sev-
ral models. The different types of models used were linear,ower, exponential, Arrhenius and logarithmic, which representhe most common mathematical functions, as noted by Togrul in9]; besides, polynomial models were considered for those casesn which the above-mentioned types led to low coefficients ofetermination:
Linear type
coc = a + bT (4)
Power type
coc = a Tb (5)
Exponential type
coc = a exp (bT ) (6)
Arrhenius type
coc = a exp
( −b
8.314T
)(7)
Analytical expression Reference
MR = exp(−kt) [15]MR = exp(−kty) [16]MR = exp(−(kt)y) [17]MR = a exp(−kt) [18]MR = 1 + at + bt2 [19]MR = a exp(−kt) + c [20]MR = a exp(−k1t) + b exp(−k2t) [21]MR = a exp(−kt) + (1 − a) exp(−kat) [22]MR = a exp(−kt) + b exp(−gt) + c exp(−ht) [23]MR = a exp(−ktn) + bt [24]MR = a exp(−kt) + (1 − a) exp(−kbt) [25,26]MR = a exp(−kt) + (1 − a) exp(−gt) [27]MR = a exp(−c(t/L2)) [28]

ering and Processing 47 (2008) 1810–1818 1813
•
•
•
3
3
otdohsc
rcvc1dditw
itwsbt
ieDa
3
tcaa(mifamtt
A. Ruiz Celma et al. / Chemical Engine
Logarithmic type
coc = a + b ln (T ) (8)
Inverse polynomial type
coc = 1
a + bT + cT 2 (9)
Polynomial type
coc = a + bT + cT 2 (10)
. Results and discussion
.1. Experimental drying curves
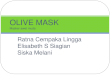
Changes in the moisture ratio with time during infrared dryingf WOH are shown in Fig. 2. It can be observed that the mois-ure ratio decreases with drying time following an exponentialecay. The same moisture content (approximately M = 0) can bebtained for different drying times at each drying temperature;owever, experiments were stopped when moisture content ofamples reached 8.69 wt% (dry basis), the averaged moistureontent of a commercial dry product.
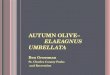
The drying rate, DR, is expressed as the amount of the evapo-ated moisture over time (gwater/gdry matter.s). Values for DR werealculated as DR = (Mt+�t − Mt)/�t. Figs. 3 and 4 represent DRersus drying time, as well as the variations of DR with moistureontent of WOH samples, at drying temperatures 80 ◦C, 100 ◦C,20 ◦C and 140 ◦C. No constant DR period was observed at anyrying condition. DR decreases continuously with time and withecreasing moisture content, and the overall process took placen the falling rate period, allowing the use of Eq. (11) in ordero achieve a first approach to the moisture diffusivity at eachorking temperature.Let us also note that DR was observed to increase as dry-
ng temperature was raised. As a consequence, the total dryingime showed a substantial reduction as drying temperature
as increased. Values for the drying time required for WOHamples to reach the final moisture content were found toe 105 min, 68 min, 41 min and 35 min, at drying tempera-ures 80 ◦C, 100 ◦C, 120 ◦C and 140 ◦C, respectively. A notable
Fig. 2. Drying curves of WOH at different temperatures.
ob0af
F
Fig. 3. Drying rates of WOH vs. drying time at different temperatures.
ncrease of DR with drying temperature was reported by sev-ral investigators, e.g. Kadi and Hamlat [31] for olive foot cake,oymaz [32] for green beans, Madamba et al. [33] for garlic
nd Verma et al. [34] for rice.
.2. Modelling of drying curves
An effective modelling of the falling rate period is an impor-ant task. Therefore, in this work a wide set of thin-layer dryingurves were examined to describe the drying curves of WOHt different temperatures. Results of the statistical computingre summed up in Table 2. The use of a non-linear regressionMarquart’s method) allows adequate fits for any of the proposedodels. Equilibrium between accuracy and analytical simplic-
ty was tried to achieve in the present work: models with six,our, three, two and even a single coefficient (that of Lewis)re presented. Amongst them, an “intermediate” four-coefficientodel was selected, which should also have the highest r2 and
he lowest χ2 (for the experimental data available) at all dryingemperatures. In this sense, Midilli’s model (with values of r2
ver 0.9999 within the whole temperature range, values of χ2
−6 −6
etween 2.3756 × 10 and 4.1062 × 10 , and RMSE between.00152 and 0.00197) could be regarded as showing a reason-bly satisfactory behaviour. The residuals of such model varyrom −0.00005 to −0.00024.ig. 4. Drying rates vs. moisture content of WOH at different temperatures.

1814 A. Ruiz Celma et al. / Chemical Engineering and Processing 47 (2008) 1810–1818
Table 2Curve fitting criteria for the thin-layer models for WOH
No. Model constants r2 χ2 RMSE Sum of residuals
180 ◦C k = 0.00023377 0.9816 1.1126 × 10−3 0.03327 0.98520100 ◦C k = 0.00036418 0.9855 8.7106 × 10−4 0.02941 0.55130120 ◦C k = 0.00057832 0.9815 1.1314 × 10−3 0.03343 0.42618140 ◦C k = 0.00073031 0.9872 8.1299 × 10−4 0.02831 0.35529
280 ◦C k = 0.000033718, y = 1.2365728 0.9985 0.8977 × 10−4 0.00866 −0.45059100 ◦C k = 0.000075191, y = 1.2035187 0.9986 0.8491 × 10−4 0.00915 −0.25759120 ◦C k = 0.000103559, y = 1.2367047 0.9981 1.1444 × 10−4 0.01057 −0.15348140 ◦C k = 0.000180513, y = 1.1976530 0.9995 0.3200 × 10−4 0.00557 −0.02608
380 ◦C k = 0.000241790, y = 1.2365728 0.9985 0.8977 × 10−4 0.00866 −0.45059100 ◦C k = 0.000374557, y = 1.2035187 0.9986 0.8491 × 10−4 0.00915 −0.25759120 ◦C k = 0.000599624, y = 1.2367047 0.9981 1.1444 × 10−4 0.01057 −0.15348140 ◦C k = 0.000748703, y = 1.1976530 0.9995 0.3200 × 10−4 0.00558 −0.02608
480 ◦C a = 1.0578699, k = 0.00025196 0.9892 6.5967 × 10−4 0.02556 −0.47826100 ◦C a = 1.0510194, k = 0.00038902 0.9914 5.2005 × 10−4 0.02263 −0.28287120 ◦C a = 1.0582220, k = 0.00062414 0.9893 6.5896 × 10−4 0.02536 −0.18424140 ◦C a = 1.0578342, k = 0.00078585 0.9944 3.5839 × 10−4 0.01866 −0.12742
580 ◦C a = −0.00018383, b = 0.0000000080544 0.9998 0.0935 × 10−4 0.00304 0.14167100 ◦C a = −0.00029129, b = 0.0000000215011 0.9999 0.0155 × 10−4 0.00123 0.04347120 ◦C a = −0.00045288, b = 0.0000000476482 0.9998 0.0892 × 10−4 0.00295 0.06859140 ◦C a = −0.00059102, b = 0.0000000922039 0.9994 0.4029 × 10−4 0.00626 0.12875
680 ◦C a = 1.5546489, c = −0.5452258, k = 0.00012587 0.9997 0.1563 × 10−4 0.00393 0.00000100 ◦C a = 1.4412601, c = −0.4335654, k = 0.00021538 0.9999 0.0574 × 10−4 0.00237 0.00000120 ◦C a = 1.5878585, c = −0.5771088, k = 0.00030495 0.9999 0.0451 × 10−4 0.00208 0.00000140 ◦C a = 1.3024747, c = −0.2792953, k = 0.00051499 0.9998 0.1214 × 10−4 0.00341 0.00000
780 ◦C a = 0.5289349, b = 0.5289349, k1 = k2 = 0.00025196 0.9892 6.6605 × 10−4 0.02553 −0.47826100 ◦C a = 0.5255097, b = 0.5255097, k1 = k2 = 0.00038902 0.9914 5.2781 × 10−4 0.02264 −0.28287120 ◦C a = 0.5291111, b = 0.5291111, k1 = k2 = 0.00062413 0.9893 6.7543 × 10−4 0.02536 −0.18424140 ◦C a = 0.5289179, b = 0.5289179, k1 = k2 = 0.00078585 0.9944 3.6909 × 10−4 0.01866 −0.12742
880 ◦C a = 1.7770219, k = 0.00034291 0.9987 0.7952 × 10−4 0.00887 −0.33254100 ◦C a = 1.0000003, k = 0.00036363 0.9855 8.7770 × 10−4 0.02941 0.48978120 ◦C a = 1.7760899, k = 0.00084971 0.9982 1.1025 × 10−4 0.01037 −0.10439140 ◦C a = 1.7396660, k = 0.00103979 0.9994 0.3585 × 10−4 0.00590 0.00667
980 ◦C a = 0.3757277, b = 0.3757277, c = 0.3064145, g = 0.00025196,
h = 0.00025196, k = 0.000251960.9892 6.7255 × 10−4 0.02556 −0.47826
100 ◦C a = 0.3647038, b = 0.3647038, c = 0.3216117, g = 0.00038902,h = 0.00038902, k = 0.00038902
0.9914 5.3581 × 10−4 0.02264 −0.28287
120 ◦C a = 0.3495299, b = 0.3495299, c = 0.3591622, g = 0.00062414,h = 0.00062414, k = 0.00062414
0.9893 6.9275 × 10−4 0.02536 −0.18424
140 ◦C a = 0.3711191, b = 0.3711191, c = 0.3155960, g = 0.00078585,h = 0.00078585, k = 0.00078585
0.9944 3.8044 × 10−4 0.01866 −0.12741
1080 ◦C a = 0.9925430, b = −0.000017491, n = 1.1404217, k = 0.000059800 0.9999 3.7498 × 10−6 0.00191 −0.00024100 ◦C a = 0.9978620, b = −0.000029164, n = 1.0820672, k = 0.000154548 0.9999 2.3756 × 10−6 0.00152 −0.00014120 ◦C a = 1.0057880, b = −0.000068567, n = 1.0505263, k = 0.000295210 0.9999 3.9566 × 10−6 0.00194 −0.00005140 ◦C a = 1.0117389, b = −0.000035832, n = 1.0864241, k = 0.000352440 0.9999 4.1062 × 10−6 0.00197 −0.00010
1180 ◦C a = 7.7827776, b = 1.0972519, k = 0.00041402 0.9989 0.6196 × 10−4 0.00781 −0.00142100 ◦C a = 17.8928212, b = 0.9174017, k = 0.00012499 0.9998 9.0963 × 10−6 0.00298 0.09353120 ◦C a = 15.2756209, b = 0.8769933, k = 0.00016746 0.9998 1.4821 × 10−7 0.00378 0.08717140 ◦C a = 9.5730723, b = 0.8660426, k = 0.00028410 0.9991 6.0959 × 10−7 0.00764 0.15588

A. Ruiz Celma et al. / Chemical Engineering and Processing 47 (2008) 1810–1818 1815
Table 2 (Continued )
No. Model constants r2 χ2 RMSE Sum of residuals
1280 ◦C a = −95026051.14, g = 0.00020468, k = 0.00020468 0.9826 1.0656 × 10−3 0.03241 1.23309100 ◦C a = 72275501.80, g = 0.00028821, k = 0.00028821 0.9879 7.3855 × 10−4 0.02688 0.75370120 ◦C a = 20362882.10, g = 0.00042689, k = 0.00042689 0.9855 9.0786 × 10−4 0.02959 0.57905140 ◦C a = 224536108.3, g = 0.00050877, k = 0.00050877 0.9916 5.4438 × 10−4 0.02283 0.46242
1380 ◦C a = 1.0578699, c = 0.000000012346 0.9892 6.5967 × 10−4 0.02556 −0.47826
◦ −4
Mboctci
tte
M
tcssav
F
diq(
3e
geai
sota(i) the sample presents a uniform initial moisture content; (ii) the
100 C a = 1.0510195, c = 0.000000019061120 ◦C a = 1.0582220, c = 0.000000030583140 ◦C a = 1.0578342, c = 0.000000038506
The fitting procedure indicates that results obtained withidilli expression could be used to model the infrared drying
ehaviour of WOH, but they do not reproduce the influencef drying temperature. The values of constants and coeffi-ients of Midilli model were regressed against those of dryingemperature using multiple regression technique. The multipleombinations of all parameters that gave the higher r2 value werencluded in the selected model.
Based on the multiple regression analysis, the following equa-ion was proposed to evaluate the moisture ratio of WOH forhe drying time and the drying temperatures considered in thexperiments:
R = 0.96656 exp (3.2696 × 10−4T ) exp (0.00234 − 5.4676
× 10−4 ln (T ))t(1.87963−0.01393T+5.891×10−5T 2)
+ (−564428.48 + 9055.14T − 37.28T 2)−1
t (11)
This model shows quite good accuracy for the estimation ofhe moisture ratio of WOH at any time during the drying pro-ess, within the whole temperature range considered here. Fig. 5
hows the variation of the moisture ratio calculated with theelected model with drying time and temperature. Fig. 6 presentscomparison between experimental and predicted moisture ratioalues at different temperatures for the selected model. Noteig. 5. Variation of experimental and predicted moisture ratio with drying time.
msa
F
0.9914 5.2005 × 10 0.02264 −0.282870.9893 6.5896 × 10−4 0.02536 −0.184240.9944 3.5839 × 10−4 0.01866 −0.12742
ots are located around a 45◦ slope straight line. Consequently,t can be stated that the derived Midilli model gives an ade-uate description of the IR drying of WOH at all temperaturesr2
ave = 0.989).
.3. Determination of moisture diffusivity and activationnergy
The results achieved in this work show that drying time isoverned by the internal opposition to mass transfer due to thexistence of a falling rate period. Thus, assuming the main mech-nism as being of diffusive nature, experimental results can benterpreted by considering Fick’s second diffusion equation:
d M
d t= Deff
d2M
dr2 (12)
If the moisture movement by thermal gradient within the thinlab is neglected, the moisture transfer can be considered as ane-dimensional diffusion process in the upward direction fromhe bottom of the sample towards the top surface. The otherssumptions involved for diffusion analysis are the following:
oisture movement follows a diffusive pattern; (iii) negligiblehrinkage; (iv) constant diffusion coefficients for each temper-ture. Besides, provided that moisture cannot be transferred
ig. 6. Experimental and predicted moisture ratio values for the selected model.

1 ering and Processing 47 (2008) 1810–1818
ttc
Wtai
M
woic
pSf
l
TcetFl
s
Tibmt(atam
uDw1eTccp
1mi
mA
D
wt(c
l
Ival a 0value was found to be 21.30 kJ/mol, where the Arrhenius fac-tor D0 was 8.285 × 10−6 m2/s. This value was determined as17.97 kJ/mol by Akgun and Doymaz [4].
816 A. Ruiz Celma et al. / Chemical Engine
hrough the sample tray, the lower slab surface was assumed to behe symmetry axis. This way, the adequate initial and boundaryonditions for slab thickness L can be written as follows:
t = 0, 0 < r < L, M = M0
t > 0, r = L, M = Me
t > 0, r = 0,d M
d r= 0
(13)
OH samples were considered as an infinite slab, provided theirhickness/diameter ratio (7 mm/95 mm). Let us then consider thenalytical solution of the diffusion equation (Eq. (12)) for annfinite slab (Crank [35]):
R = 8
π2
∞∑n=0
1
(2n + 1)2 exp
(− (2n + 1)2π2Defft
4L2
)(14)
here Deff is the effective diffusivity (m2/s), L the half-thicknessf slab (m) if drying from both sides or the thickness of slab (m)f drying from one side, and n is the number of terms taken intoonsideration.
For long drying periods, MR < 0.6, the equation can be sim-lified to the first term of the series (Senadeera et al. [36]).o, taking natural logarithm in both members the result is theollowing:
n MR = ln8
π2 − π2Defft
4L2 (15)
he diffusion coefficient for each drying temperature was cal-ulated by substituting the experimental data in the previousquation. In practice, such coefficient was determined by plot-ing experimental data in terms of ln(MR) versus drying time.rom Eq. (15) a plot of ln(MR) versus drying time gives a straight
ine with slope:
lope = π2Deff
4L2 (16)
he use of Eq. (16) is based on a constant moisture diffusiv-ty assumption for each temperature, which predicts a linearehaviour for the dependence of logarithmic dimensionlessoisture ratio versus drying time. Even though the experimen-
al drying dependence is not strictly linear in a logarithmic scaleFig. 7), assuming a linear fit appears as being a quite successfulpproximation (coefficients of determination r2 always greaterhan 0.98 for each drying temperature). This proves that thebove-mentioned assumption on the constant value of diffusionoisture for each temperature works reasonably well.As a consequence, such slope can be regarded as a first
seful approximation to the value of the diffusivity. Values ofeff for drying temperatures 80 ◦C, 100 ◦C, 120 ◦C and 140 ◦Cere determined as 5.958 × 10−9 m2/s, 7.943 × 10−9 m2/s,3.901 × 10−9 m2/s and 15.887 × 10−9 m2/s, respectively. Asxpected, the values of Deff increased notably with temperature.
hese values meet the standard range for agribusiness and agri-ultural products (from 10−10 m2/s to 10−9 m2/s), and can beompared to 2.641–5.711 × 10−9 m2/s for green beans in tem-erature range 50–70 ◦C (Doymaz [32]), 4.27 × 10−10 m2/s toFt
Fig. 7. Plot of ln(MR) vs. drying time.
.30 × 10−9 m2/s for okra in temperature range 50–70 ◦C (Doy-az [37]), or 0.3 × 10−8 m2/s to 1.1 × 10−8 m2/s for olive cake
n temperature range 50–110 ◦C (Akgun and Doymaz [4]).The correlation between the drying conditions and the deter-
ined values of the effective diffusivity can be expressed by anrrhenius-type equation (Simal et al. [38]) such as
eff = D0 exp
(− Ea
RT
)(17)
here D0 is the pre-exponential factor of the Arrhenius equa-ion (m2/s), Ea the activation energy of the moisture diffusionkJ/mol), T the air’s absolute temperature (K) and R is the gasonstant (8.3143 kJ/(kmol K)).
Taking natural logarithmics, Eq. (17) can be linearized as
n Deff = ln D0 − Ea
R
1
T(18)
n order to obtain the magnitudes of the coefficients of the pre-ious equation, values of ln(Deff) were plotted versus T−1. Thectivation energy was calculated from the slope of the straightine (E /R), while the intercept equals ln(D ), Fig. 8. The final
ig. 8. Arrhenius-type relationship relating effective diffusivity and tempera-ure.

ering
4
dindo8at
olapcr1
vfmtotf
A
aDDDEkLMMMMMMnNprrRRtTWWW
Gχ
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
A. Ruiz Celma et al. / Chemical Engine
. Conclusions
Under the test conditions of this investigation, the infraredrying process occurred in the falling rate period. Moreover,t was observed that the drying ratio increased quite sig-ificantly as drying temperature was raised, hence reducingrastically the total drying process period. In particular, inrder to reduce the moisture content from 91.97% down to.69 wt% (dry basis) (which corresponded to a change in temper-ture from 80 ◦C to 140 ◦C), total drying time decreased to onehird.
The mathematical modelling of thin-layer infrared dryingf wet olive husk was developed in this work, using a non-inear regression (Marquart’s method) and multiple regressionnalysis. If attention is focused on accuracy and analytical sim-licity simultaneously, Midilli’s model (MR = a exp (−ktn) + bt)an be regarded as describing adequately the change of moistureatio with drying time within a temperature range from 80 ◦C to40 ◦C (values of r2 over 0.9999 along the whole range).
The first useful approximations to the effective diffusivityalues varied from 5.958 × 10−9 m2/s to 15.887 × 10−9 m2/sor the temperature range 80–140 ◦C, according to the above-entioned increasing behaviour of effective diffusivity when
emperature was raised. Besides, the temperature dependencef the diffusivity coefficients was described by an Arrhenius-ype relationship. Finally, let us note that the activation energyor moisture diffusion was found to be 21.30 kJ/mol.
ppendix A. Nomenclature
, b, c, g, h, y empirical constantseff effective diffusivity (m2/s)0 pre-exponential factor (m2/s)R drying rate (gwater/gdry matter)a activation energy (kJ/mol), k1, k2 drying rate constants (1/s)
thickness of the slab (m)0 initial moisture content (gwater/gdry matter.s)e equilibrium moisture content (gwater/gdry matter)t moisture content at time t (gwater/gdry matter)R moisture ratio (dimensionless)Rexp experimental moisture ratio (dimensionless)Rpre predicted moisture ratio (dimensionless)
positive integernumber of observationsnumber of constantsdiffusion path (m)
2 coefficient of determinationuniversal gas constant (kJ/(kmol K))
MSE root mean square errordrying time (s)
temperature (K)0 initial weight of dried product (g)d weight of dried product (g)t weight of product to be dried at any time (g)
[
[
and Processing 47 (2008) 1810–1818 1817
reek symbol2 reduced chi-square
eferences
[1] T. Kudra, A.S. Mujumdar, Advanced Drying Technologies, Marcel DekkerInc., New York, USA, 2002.
[2] F. Kneule, El secado, S.A. Urmo Ed., Bilbao (Espana), 1982.[3] H. Togrul, Simple modeling of infrared drying of fresh apple slices, J. Food
Eng. 71 (2005) 311–323.[4] N.A. Akgun, I. Doymaz, Modelling of olive cake thin-layer drying process,
J. Food Eng. 68 (2005) 455–461.[5] F. Goguc, M. Maskan, Air drying characteristics of solid waste (pomace)
of olive oil processing, J. Food Eng. 72 (2006) 378–382.[6] I. Doymaz, O. Gorel, N.A. Akgun, Drying characteristics of the solid
by-product of olive oil extraction, Biosys. Eng. 88 (2) (2004) 213–219.
[7] J.L. Parry, Mathematical modelling and computer simulation of heat andmass transfer in agricultural grain drying, J. Agric. Eng. Res. 54 (1985)339–352.
[8] H.U. Hebbar, N.K. Rastogi, Mass transfer during infrared drying of cashewkernel, J. Food Eng. 47 (2001) 1–5.
[9] H. Togrul, Suitable drying model for infrared drying of carrot, J. Food Eng.77 (2006) 610–619.
10] T.M. Afzal, T. Abe, Diffusion in potato during far infrared radiation drying,J. Food Eng. 37 (1998) 353–365.
11] T.M. Afzal, T. Abe, Simulation of moisture changes in barley during farinfrared radiation drying, Comput. Electron. Agric. 26 (2) (2000) 137–145.
12] G.P. Sharma, R.C. Verma, P.B. Pathare, Thin layer infrared radiation dryingof onion slices, J. Food Eng. 67 (2005) 361–366.
13] Norma Espanola UNE 32001, Hulla y antracita: determinacion humedadtotal, 1981.
14] A. Midilli, Determination of pistachio drying behaviour and condi-tions in a solar drying system, Int. J. Energy Res. 25 (2001) 715–725.
15] D.M. Bruce, Exposed-layer barley drying, three models fitted to new dataup to 150 ◦C, J. Agric. Eng. Res. 32 (1985) 337–347.
16] G.E. Page, Factors influencing the maximum rates of air drying shelledcorn in thin layers, M.S. Thesis, Department of Mechanical Engineering,Purdue University, USA, 1949.
17] G.M. White, et al., Fully exposed drying of popcorn, Trans. ASAE 24(1981) 466–468.
18] S.M. Henderson, S. Pabis, Grain drying theory. II. Temperature effects ondrying coefficients, J. Agric. 44 (1961) 1111–1122.
19] C.Y. Wang, R.P. Singh, Use of variable equilibrium moisture content inmodelling rice drying, Trans. ASAE 11 (1978) 668–672.
20] I.T. Togrul, D. Pehlivan, Mathematical modelling of solar drying of apricotsin thin layers, J. Food Eng. 55 (2002) 209–216.
21] S.M. Henderson, Progress in developing the thin layer drying equation,Trans. ASAE 17 (1974) 1167–1168.
22] Y.I. Sharaf-Elden, et al., A model for ear corn drying, Trans. ASAE 5 (1980)1261–1265.
23] V.T. Karathanos, Determination of water content of dried fruits by dryingkinetics, J. Food Eng. 39 (1999) 337–344.
24] A. Midilli, H. Kucuk, Z. Yapar, A new model for single-layer drying, Dry.Technol. 20 (7) (2002) 1503–1513.
25] A.S. Kassem, Comparative studies on thin layer drying models for wheat,in: Proceedings of the 13th International Congress on Agricultural Engi-neering, vol. 6, 2–6 February, Morocco, 1996.
26] O. Yaldiz, C. Erketing, H.I. Uzum, Mathematical modelling of thin layersolar drying of sultana grapes, Energy 26 (2001) 457–564.
27] L. Verma, et al., Drying effects of drying air parameters on rice dryingmodels, Trans. ASAE 85 (1985) 296–301.
28] L.M. Diamante, P.A. Munro, Mathematical modelling of hot air dry-ing of sweet potato slices, Int. J. Food Sci. Technol. 26 (1991)99.

1 ering
[
[
[
[
[
[
[
[
818 A. Ruiz Celma et al. / Chemical Engine
29] A. Midilli, H. Kucuk, Mathematical modelling of thin layer drying of pis-tachio by using solar energy, Energy Convers. Manage. 44 (2003) 1111–1122.
30] E.K. Akpinar, Y. Bicer, F. Cetinkaya, Modelling of thin layer drying ofparsley leaves in a convective dryer and under open sun, J. Food Eng. 75(2006) 308–315.
31] H. Kadi, M.S. Hamlat, Studies on drying kinetics of olive foot cake, Grasas
y aceites 53 (2002) 226–228.32] I. Doymaz, Drying behaviour of green beans, J. Food Eng. 69 (2005)161–165.
33] P.S. Madamba, R.H. Driscoll, K.A. Buckle, The thin layer drying charac-teristics of garlic slices, J. Food Eng. 29 (1996) 75–97.
[
[
and Processing 47 (2008) 1810–1818
34] L.R. Verma, R.A. Bucklin, J.B. Endan, F.T. Wratten, Drying effects ofdrying air parameters on rice drying models, Trans. ASAE 85 (1985)296–301.
35] J. Crank, Mathematics of Diffusions, 2nd ed., Oxford University Press,London, 1975.
36] W. Senadeera, B.R. Bhandari, G. Young, B. Wijesinghe, Influence of shapesof selected vegetable materials on drying kinetics during fluidized bed
drying, J. Food Eng. 58 (2003) 277–283.37] I. Doymaz, Drying characteristics and kinetics of okra, J. Food Eng. 69(2005) 275–279.
38] S. Simal, A. Mulet, J. Tarrazo, C. Rossello, Drying models for green peas,Food Chem. 55 (1996) 121–128.