Embed Size (px)
Citation preview
What’s New
WorkNC V2019R1
DATA DESIGN SOLUTION (THAILAND) Co., Ltd 99/23 Software Park Building 12th Floor
Changwattana Road Pakkret Nonthaburi 11120 Tel.66-2962-7105-7 FAX 66-2962-710
Homepage: https://www.datadesign.co.th

Global Roughing - Bottom Allowance พารามเตอร Stock ใหมไดรบการรวมอยใน Toolpath แบบ Rough ของ WorkNC เวอรชน 2019 R1
นอกเหนอจากพารามเตอรคา Stock Allowance แลวในตอนนคณสามารถก าหนดคา Bottom Allowanceได นกหมายความวามการใชคา Stock Allowance ทแตกตางกนกบสวนปลายของเครองมอทมคาสมบรณทใชกบพนผวแนวนอน บนพนผวแนวตงและแนวลาดเอยงคาเผออยระหวางคา Stock Allowance และคาBottom Allowance คา Bottom Allowance สามารถ > หรอ < กวาคา Stock Allowance
Examples
Usage Electrodes แอปพลเคชนทวไปส าหรบ electrode คอการใชคา Stock Allowance ตดลบเพอชดเชยระยะหางของชองวางและเพอก าหนด 0 คา Bottom Allowance ส าหรบ planar surface

Long Cutters การใชคา Stock Allowance เปนบวกและคาศนยหรอใกลศนยส าหรบคา Bottom Allowance สามารถชดเชยการโกงเครองมอเมอใช long cutter
Advanced Toolform Parallel Finishing กลยทธ Z-Level Finishing ใหมโดยใชเทคโนโลย Advanced Toolform ไดรบการแนะน าในเวอรชน 2019 R1 ของ WorkNC สงนชวยใหการใชงาน barrel cutter หรอการรวมกนของเลนสและ barrel cutter ซงน าไปสการลดขนาดใหญขนในแกน Z ท าใหเวลาเครองจกรลดลงและปรบปรงคณภาพผวส าเรจ
กลยทธนสามารถเลอกไดใน Advanced Toolform Parallel Finishing toolpath ทแนะน าเมอเรว ๆ นซงเสนอตวเลอก Planar Machining หรอ Z-Level Machining
นอกจากนยงแสดงพารามเตอรเฉพาะอน ๆ ทมในปจจบนส าหรบกลยทธน
ผใชสามารถปรบแตงกลยทธการตดเฉอนเมอใชเทคโนโลย Advanced Toolform โดย จ ากดพนททจะท าการกลงตามรปทรงเรขาคณตของชนสวนและโปรไฟลเครองมอดวยพารามเตอรมมต าสดและสงสด
นอกจากนยงเปนไปไดทจะสราง pass เพมเตมทฐานของผนงเชนเดยวกบใน Z-Level Finishing toolpath มาตรฐาน
Additional Point Distribution Parameter Option New Point Distribution options ไปยงกลองโตตอบ Additional Parameters ทเขาถงไดผานป ม Options ในสวน Tolerances ของเมน toolpath

ตวเลอกเหลานมจดประสงคเพอลดผลกระทบของพนผวโดยเฉพาะอยางยงเมอใชโหมด Planar Machining
ควรใชตวเลอก Random และ Alternated บนพนผวรปทรงปกตทมความโคงงอมาก
Planar or Z-Level Modes เมอโหมดทเลอกไดรบการตงโปรแกรมและตรวจสอบความถกตองแลวจะมการระบในพาเนล Workzone Manager ดงตอไปน: Parallel Finishing - (Planar) or Parallel Finishing - (Z-Level)
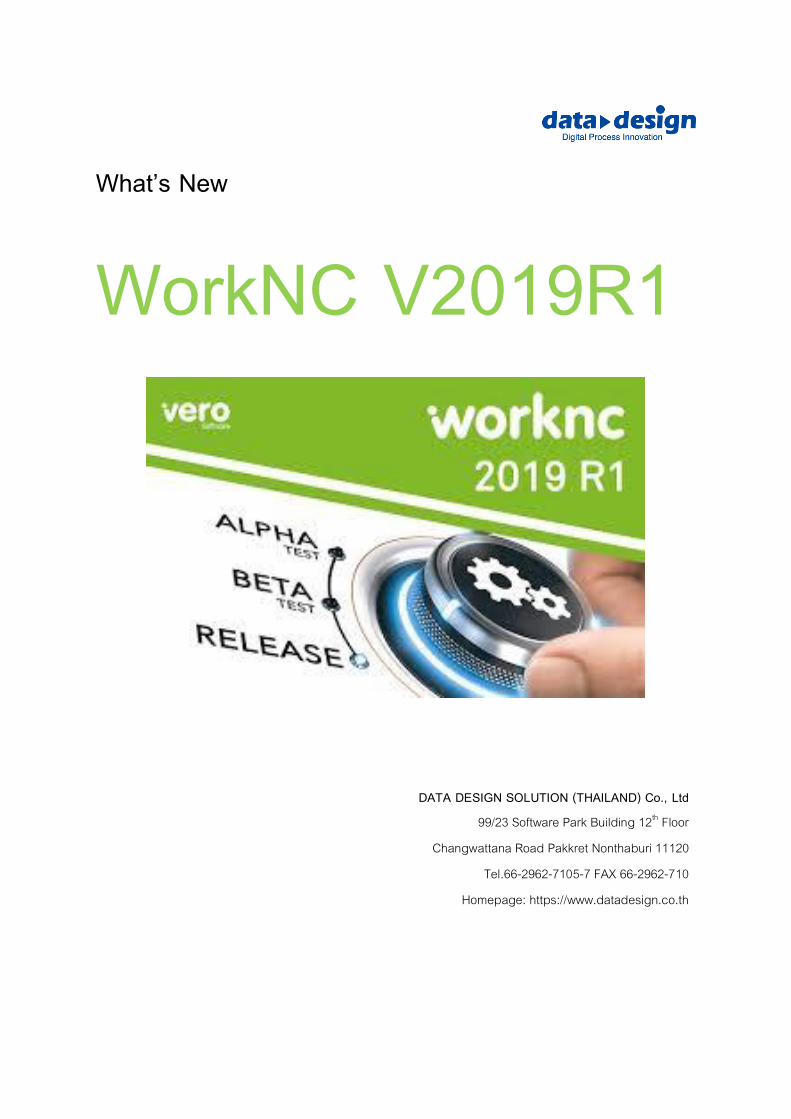
Contour Remachining Z-High Z-Low Limitations ในเวอรชนกอนหนาของ WorkNC เปนไปไมไดทจะก าหนดระดบทแตกตางใหกบเครองในแกน Z ตวเลอกน ไดรวมอยใน 2019 R1 โดยใชพารามเตอรตวเลอก Z-Step
สงนเขาถงไดโดยคลกทป ม Z-Step ในเมน toolpath จากนนเลอกตวเลอก Variable
ตอนนคลกป ม Edit เพอเปดกลองโตตอบ Variable Z-Step
ปอนคา High Z และ Low Z ทสอดคลองกบ region ในแกน Z ทคณตองการใหเครองจกรและปอนคาส าหรบพารามเตอร Stepdown
NOTE!: คณตองปอนคา Stepdown หรอขอความแสดงขอผดพลาดปรากฏขน อยางไรกตามคานจะถกละเวนเนองจากเปนคา Stepover ทใชในการค านวณ toolpath คณสามารถก าหนดไดหลายบรรทดเพอก าหนดขอบเขตแกน Z ทแตกตางกนหากตองการ
Examples No Z-axis Regions
Machining performed over the full Z height

Two Z-axis Regions
Two zones declared: 125 - 95 and 40 - 0
Wall Machining Improvements Cutter Compensation ตอนนเปนไปไดทจะสรางรหสการชดเชย cutter ในไฟล NC ทประมวลผลแลว
เครองหมายตวเลอก Use Cutter Compensation ถกเพมไปยงสวนพารามเตอรเฉพาะของเมน Toolpath
ชองท าเครองหมายนสามารถเปดใชงานไดเฉพาะเมอคา Lead-In/Out ออกมากกวา 0 มฉะนนหากมคาเปน 0 ตวเลอกจะเปนสเทา
Lead-In/Out Minimum Radii นอกเหนอจากพารามเตอร Radius, พารามเตอร Minimum Lead-In/Out Radius ไดถกเพมไปยงกลองโตตอบ Cutter Movements
นคอเพอสรางความมนใจวาอารคจะถกสรางขนทจดเรมตนและตอนทายของแตละรอบและโดยเฉพาะอยางยงส าหรบการท างานทถกตองของตวเลอก Cutter Compensation
การค านวณ Toolpath ครงแรกจะพยายามสราง lead-ins / outs รศมทสอดคลองกบคารศมมาตรฐาน หากสงนไมสามารถสรางไดเนองจากการชนหรอพนทไมเพยงพอ Toolpath จะสรางสวนโคงทสอดคลองกบคา Minimum Radius

หาก Lead-In/Out ต าสดไมสามารถสรางรศมได ' last resort ' จะถกสรางขนเพอพจารณาการเคลอนไหวของ compensation movement
Examples

Miscellaneous Toolpath Related Improvements Waveform - Cusp Height Management ฟงกชนการจดการ Cusp Height - ซงมอยแลวใน Global Roughing - ไดถกเพมเขามาใน Toolpath ของ Waveform Roughing
สงนไดถกน ามาใชเพอหลกเลยงความเปนไปไดของเครองมอตดทเสยหายเนองจากมสตอกสวนเกนเหลออย
ฟงกชนนเปดใชงานส าหรบ bull-nose และ ball-end cutters ซงมขอจ ากดของคาดงตอไปน:
Ball-end Minimum: >= (cutter radius x 0.75) Maximum: <= cutter radius
Bull-nose Minimum: >= 0.000 Maximum: >= cutter corner radius
Die Flats Roughing - Roughing Model ตวเลอก Use Roughing Model ไดถกเพมไปยง Die Flats Roughing toolpath และสามารถใชไดเมอตรวจสอบความถกตองของ Roughing Activation Parameters ในระหวางกระบวนการเปดใชงานรปทรงเรขาคณต

เพอเปนการเตอนความทรงจ า คณลกษณะนถกน ามาใชในเวอรชน 2018 R1 เปนวธการใชคาเฉพาะส าหรบ roughing toolpaths ท าใหเวลาในการค านวณลดลงโดยการสรางแบบ mesh model ทแตกตางกนส าหรบ Global Roughing, Flat Surface Roughing และ Waveform Roughing strategies
Tangent to Curve Toolpath - Bottom up Machining ตอนนคณสามารถตงคา Z-Step เชงลบไดเมอเลอก Toolpath เรมจากตวเลอก Toolpath starts on the
Curve ในกลองโตตอบ Curve Machining Z Movement
นคอผลของการเรมตนการกลงใตเสนโคงทก าหนดทระยะทางทระบโดยพารามเตอร Total Machining
Depth และท างานไปสเสนโคง
สงนสามารถใชเพอท าการ thread milling เมอเปดใชงานตวเลอก Ramp Down between Planes

Example
Toolpath บนคอลมนทางซาย (ใช curve_002) เรมตนบนเสนโคงดวย Z-Step ทเปนบวกในโหมด Ramp Down
Toolpath ในรดานขวา (ใช curve_003) จะเรมต ากวาเสนโคงทระยะทางทระบโดย Total Machining Depth ดวยคา Z-Step ตดลบในโหมด Ramp Down ท าใหเครองไปในทศทางขนไปทางโคง
Thread Milling - Lateral Passes ตอนนเปนไปไดทจะเพมการสงตอดานขางใหกบ Thread Milling by Contouring ของ manual hole machining toolpath สงนชวยใหคณสามารถท าการ thread machining โดยใชการผานดานขางหลายครง
พารามเตอรสามารถเขาถงไดผานทาง Manual Hole Machining > Toolpath Parameters > Feature
Machining tab:

ปดใชงานตวเลอก Auto หากเลอก (เมอ tapping feature ไดรบการรบรองดวย tapping data แอปพลเคชนจะใช Thread depth อตโนมต)
ปอนคา Thread Depth และคา Lateral Step ตามขอก าหนด
ผลลพธดงแสดงดานลางดวยคาทก าหนดไวดานบน:
Cutter Compensation Activation / Deactivation ขณะนฟงกชน Cutter Compensation สามารถเปดหรอปดทละอยางใน Tangent to Curve, Curve
Remachining และ Chamfering 2.5 axis toolpaths
สงนเกดขนไดจากการเพมกลองกาเครองหมาย Use Cutter Compensation ในสวน Cutter Compensation ของพนทพารามเตอรเฉพาะของ toolpath

นหมายความวาตอนนผใชตองการก าหนดหนงไฟล Postprocessor Configuration ในขณะทรนกอนหนานเปนไปไมได
Tapping - Helical Lateral Lead-in มการเพมตวเลอกใหมในการท า lead-ins ใน WorkNC รนน ขณะนตวเลอกนรวมอยในกลองโตตอบการ
Cutter Movements ไดรบการรวมเขาดวยกนเพอใหสามารถใชเครองมอเฉพาะเชน Hitachi's Epoch Direct Thread Mills ในการด าเนนการ contour threading โดยไมตองใช pilot hole
Example
Dynamic Collision Check ตวเลอก Perform Tool Holder Collision Detection during Calculations ตอนนใชไดเฉพาะใน toolpath ทเกยวของเทานน ตวเลอกนซงมอยในกลองโตตอบ Tool Holder Collision Detection Parameters ในเวอรชนกอนหนานไดถกลบออกแลว
tprules.cfg ตอนนไฟล tprules.cfg แทนทไฟล mm.par ส าหรบการโหลดพารามเตอร toolpath เรมตนเมอสราง toolpath แรกใน Workzone ใหม

WorkNC Workzone Job ID & WorkPLAN Integration ตอนนเปนไปไดทจะเกบการอางอง Job ID เมอสราง Workzone ใหม
ชอง Job ID จะปรากฏในกลองโตตอบ Create a Workzone ตามทแสดงดานลาง:
ตวแปร &WZ_JOB_IDS ถกสรางขนเพอจดเกบ Job ID น ผใชสามารถใชเพอประกาศ Job ID ในไฟลเอาตพต postprocessor
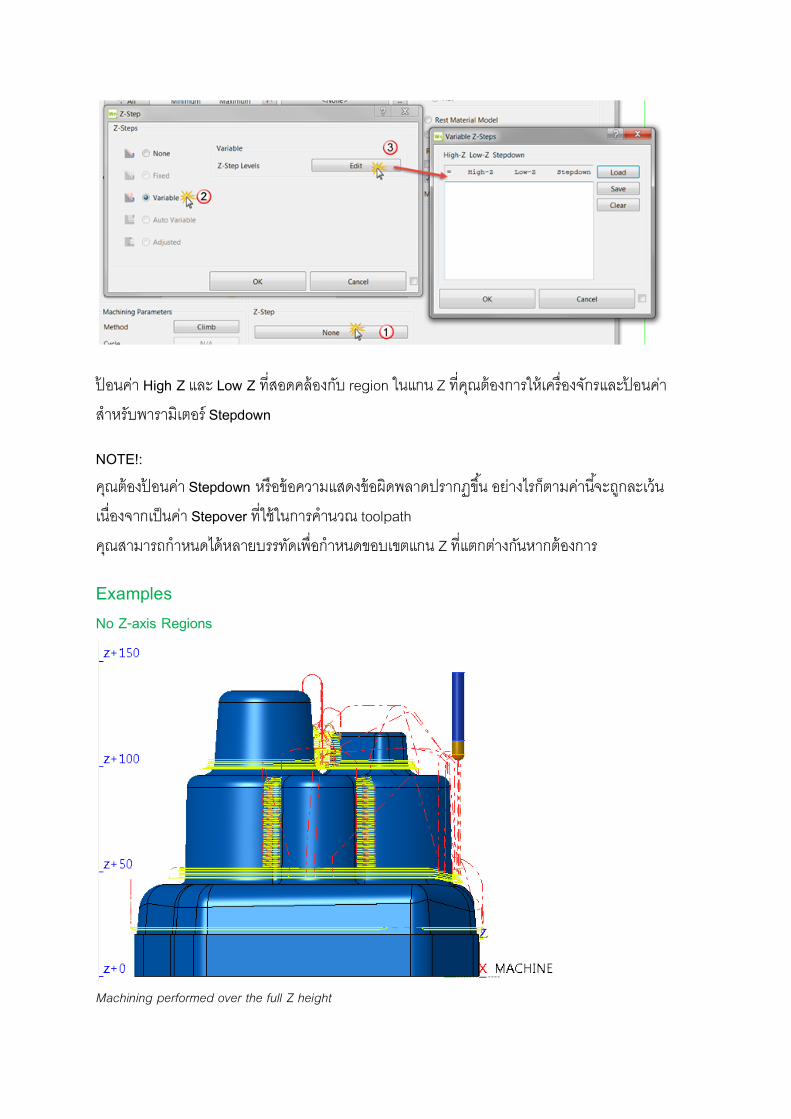
WorkPLAN Job ID Referencing WorkNC สามารถเขาถงฐานขอมล WorkPLAN ไดแลว สงนชวยใหผใชสามารถกคน Job ID ไดโดยตรงจากฐานขอมล WorkPLAN เมอตดตงแอปพลเคชนบนเวบไซตของลกคา
มความจ าเปนตองเปดใชงานพารามเตอรในสวน Applications ของกลองโตตอบ Software Configuration
Parameter:
เมอพารามเตอรนเปดใชงานและคณสราง Workzone ใหม คณจะเหนไอคอน WorkPLAN ถดจากชอง Job ID ในกลองโตตอบ Create a Workzone
Initial Connection to the WorkPLAN Database เมอผใชพยายามเชอมตอกบฐานขอมล WorkPLAN เปนครงแรก กลองโตตอบ Configuration จะปรากฏขนซงจะตองก าหนดพารามเตอรบางอยางเพอเขาถงฐานขอมล:
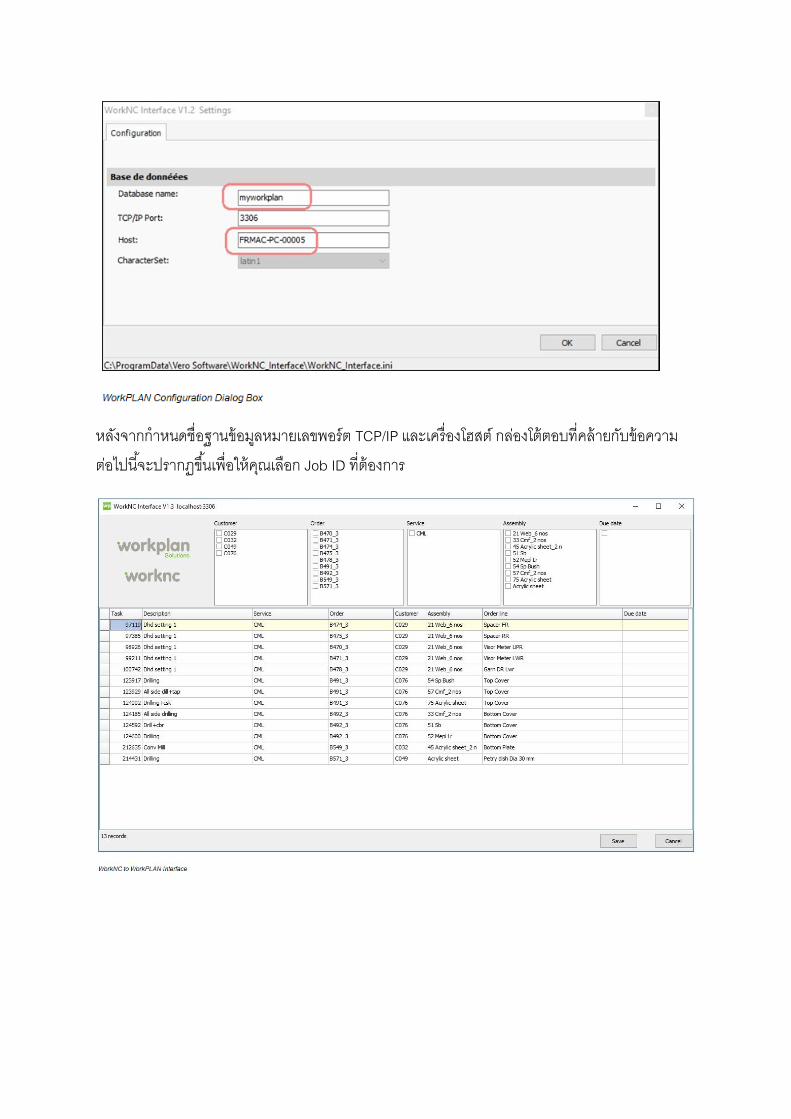
หลงจากก าหนดชอฐานขอมลหมายเลขพอรต TCP/IP และเครองโฮสต กลองโตตอบทคลายกบขอความตอไปนจะปรากฏขนเพอใหคณเลอก Job ID ทตองการ

Parallel Calculations Improvement พารามเตอรใหมถกเพมไปยงหนาตางพารามเตอร Toolpath Calculations ในกลองโตตอบ Software Configuration (Settings/Enquiries > Software Configuration > Toolpath Calculation)
พารามเตอรน จ านวนวนาททรอหลงจากเรมการค านวณใหมกอนทจะประเมน RAM ทพรอมใช
งานใหม ไดรบการเพมเพอใหการเรยกใชการค านวณใหมมประสทธภาพมากขน
นเปนเพราะโดยทวไปการค านวณนนเปนล าดบของการปฏบตการ / การปฏบตการทจดการโดยตวแปรค าสง WorkNC มความเปนไปไดคอนขางมากทการค านวณจะใชหนวยความจ าสงสดถงสองสามวนาทหรอนาทหลงจากเรมตน และอาจเกนคาทก าหนดไวส าหรบพารามเตอรหนวยความจ าทมอยซงจ าเปนตองใชเพอเรยกใชการค านวณใหม (เปนเมกะไบต) ซงอาจสงผลใหเครองมอ Parallel Calculation Engine ทเรยกใชงาน (เชนกน) ด าเนนการหลายอยางพรอมกนเมอเรมตนขนและ 'freezing' คอมพวเตอร
ความเปนไปไดของสงนสวนใหญทเกดขนจะขนอยกบขนาดและความซบซอนของชนสวน, ความจไมโครโปรเซสเซอรและ RAM พรอมกบจ านวนของกระบวนการทก าหนดทไดรบอนญาตใหท างานพรอมกน
นกหมายความวาเปนการยากทจะใหคาแนะน าใด ๆ และผใชควรทดสอบในกรณทมปญหาในการคนหาการตงคาทสอดคลองกบความตองการของตนเองมากทสด
CAD - CAM Tessellation Consistency ขนตอน tessellation ส าหรบ CAD และ CAM ใชกระบวนการทแตกตางกน
อาจเกดขนไดหลงจากการเปดใชงาน Workzone ทกพนผวดเหมอนจะโหลดและแสดงอยางถกตอง แตในความเปนจรงพนผวอาจหายไปในแบบจ าลองการค านวณ สงนสามารถเหนไดเมอใชค าสง 'loadshell' ซงสามารถเหนไดถาพนผวใด ๆ หายไปอยางมประสทธภาพ
เครองมอการวนจฉยทสามารถเปดใชงานหรอปดการใชงานในสวน Software Configuration interface ไดถกสรางขนในรนนซงชวยใหผใชสามารถไดรบแจงหากเกดเหตการณดงกลาว
Activation – Deactivation เขาถงผานการ Settings/Enquiries > Software Configuration > Workzone Configuration เพอแสดงตวเลอก Geometry Analysis ทดานลางของกลองโตตอบ

เมอเปดใชงาน ขอความตอไปนจะปรากฏขนเมอโหลด Workzone:
หากตรวจไมพบขอผดพลาด Workzone จะถกโหลดและเปดตามปกต หากตรวจพบขอผดพลาดเมอสราง workzone จะมขอความคลายกบขอความตอไปนปรากฏขน:
การเปด Workzone ดงกลาวหลงจากการสรางครงแรกและเปดใชงาน Geometry Analysis จะแสดงขอความทคลายกบขอความตอไปนหากพนผว CAM ในค าถามยงไมไดรบการซอมแซม
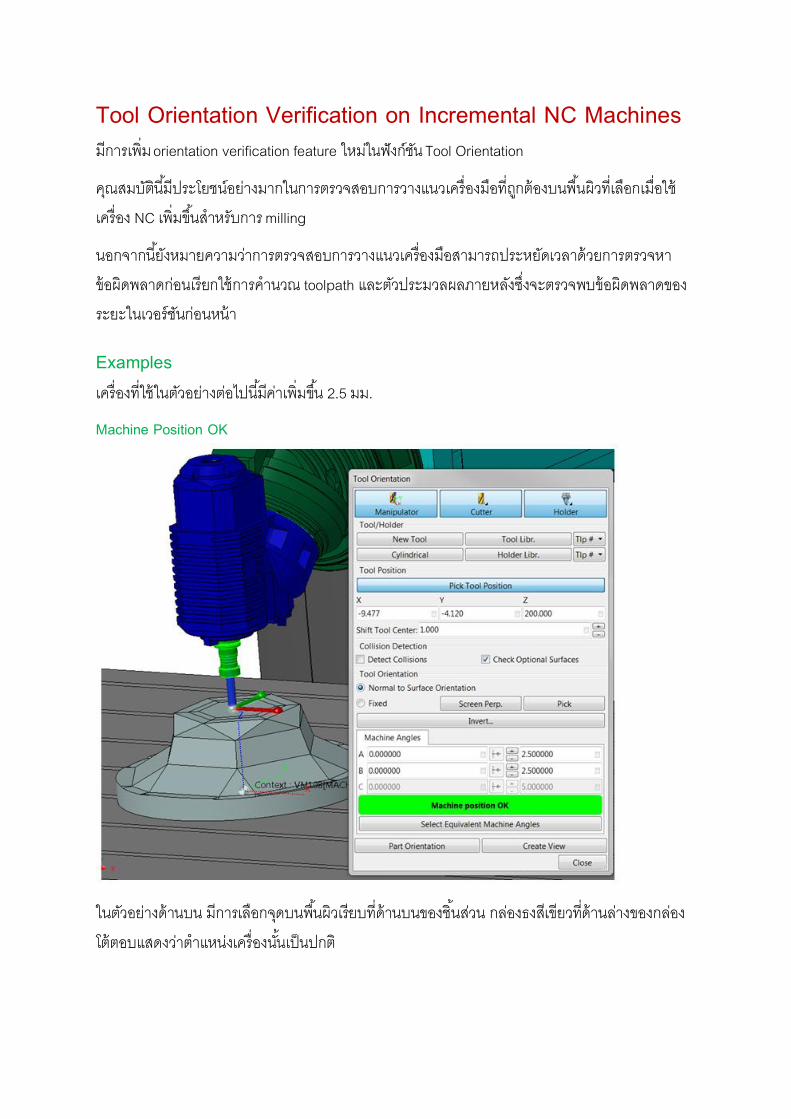
Tool Orientation Verification on Incremental NC Machines มการเพม orientation verification feature ใหมในฟงกชน Tool Orientation
คณสมบตนมประโยชนอยางมากในการตรวจสอบการวางแนวเครองมอทถกตองบนพนผวทเลอกเมอใชเครอง NC เพมขนส าหรบการ milling
นอกจากนยงหมายความวาการตรวจสอบการวางแนวเครองมอสามารถประหยดเวลาดวยการตรวจหาขอผดพลาดกอนเรยกใชการค านวณ toolpath และตวประมวลผลภายหลงซงจะตรวจพบขอผดพลาดของระยะในเวอรชนกอนหนา
Examples เครองทใชในตวอยางตอไปนมคาเพมขน 2.5 มม.
Machine Position OK
ในตวอยางดานบน มการเลอกจดบนพนผวเรยบทดานบนของชนสวน กลองธงสเขยวทดานลางของกลองโตตอบแสดงวาต าแหนงเครองนนเปนปกต

Unreachable Machine Position
ในตวอยางนมการเลอกจดตามทระบโดย holder และจอแสดงผลเครองตดและกลองธงสแดงบงชวาเปนไปไมไดทเครองจะไปถงต าแหนงนน
Machine Head Deviation

ในกรณนพนผวสามารถเขาถงไดโดยเครอง แตหวเครองเบยงเบนไปตามคาทแสดงซงระบไวในกลองธงสสมทเกยวของกบพนผวเอยงเนองจากคาทเพมขน (2.5 มม.)
การคลกเลอก Select Equivalent Machine Angles จะแสดงมมเครองทเปนไปไดทอาจน ามาใชเพอใหสอดคลองกบจลศาสตรของเครอง
ตวอยางขางตน:
การคลกทหนงในสองบรรทดจะปรบใชมมเครองทสอดคลองกนและสถานะ Machine Position OK สเขยวจะปรากฏขน
หรอคณสามารถคลกทไอคอน เครองมอทางดานขวาของชองสถานะ Machine Head Deviation เพอปรบใชมมเครองจกรทใกลทสดกบมมทมอย (ในตวอยางขางตน A = 0, B = 40)
NOTE: ในขณะนคณยงสามารถสรางมมมองตามมมของเครองทน ามาใชซงสามารถใชเมอสราง toolpath (ป ม
Create View) มนขนอยกบผใชเพอพจารณาวามมของเครองทปรบเปลยนเหลานจะเหมาะสมกบประเภทของ toolpath ทตองการสรางหรอไม