Embed Size (px)
Citation preview

www.molkerei-industrie.de
8August 2013
8Offizielles Organ des
Wie halten Sie Ihre Milch zuverlässigfrei von Antibiotikarückständen?
Wir haben die Lösung:Betastar® Combo HS – das zuverlässige und sichere Testsystem aufBeta-Lactame und Tetracycline.
Erfüllt strenge russische Vorgaben!
Chr. Hansen GmbHGroße Drakenburger Str. 93-97D-31582 Nienburg

Prof. Dr.-Ing. Matthias Weiß, HochschuleHannover, Fakultät ll – Maschinenbauund Bioverfahrenstechnik. Verpackungsspe-zialist, Jury Mitglied für den Molkereitechnik-Preis und den Deutschen Verpackungspreisin der Sektion Maschinen und Anlagen
Optimierungspotenzial von AbfüllanlagenPotenzialanalyse von Abfüllanlagen – Erhöhung der Format-und Produktwechsel, Einfluss des Bedienpersonals
Matthias Wilhelm, Geschäftsführerder IE Food Engineering GmbH, München.Architekt, Spezialist für Industriebautenim Nahrungsmittelsektor
Kapazitätserweiterung von MolkereibetriebenVon der Idee zur Realisierung – GanzheitlicherAnsatz für Anlagen, Prozesse, Hygiene, Infrastrukturund betriebswirtschaftliche Aspekte
Moderation: Roland Soßna, Bücker Fachverlag, molkerei-industrie
Die Eintrittskarte zur Messe berechtigt auch zur Teilnahme an dem Milch-Forum.Information: Jutta Öller, MESSE MÜNCHEN GMBH, Projektleitung/Project Management,Messegelände, 81823 München, Telefon: +49 89 949 – 20125, Fax: +49 89 949 – 20128,E-Mail: [email protected]
Zukunft mit MilchVortragsveranstaltungFreitag, 20. September 2013, 10:00 – 12:30 Uhrin drinktec Forum, Halle A2, Messe München
Dr. Philipp Inderhees, DMK Deutsches Milch-kontor GmbH, Bremen. Agrarökonom undForstwissenschaftler, Leiter des Nachhaltig-keitsmanagements beim größten deutschenMolkereiunternehmen
Nachhaltigkeitsstrategien für MilchverarbeiterWie das Deutsche Milchkontor das Thema Nachhaltigkeitbegreift und umsetzt
Christian Hain, geschäftsführender Gesell-schafter des ALPENHAIN Käsespezialitäten-Werks. Molkereitechnologe und Molkereiinge-nieur, Vorsitzender der Arbeitsgemeinschaftder Bayerischen Ernährungswirtschaft
Kostentreiber EnergieverbraucherNachhaltigkeit als unternehmenspolitischer Grundsatz –Energiewende – Energiedatenmanagement
Programmübersicht

3
Hilfe, die Amis kommen?
Und der Preis geht nicht an …
Was könnte ein Freihandelsabkommenmit den USA bringen?
… die Redaktion molkerei-industrie
REDAKTION
mi | mi-Meinung
Vor einigen Wochen machten die Medien
auf den Beginn der Verhandlung für ein
Freihandelsabkommen zwischen der EU
und den USA aufmerksam. Das Medieninter-
esse ging aber rasch wieder zurück, nachdem
die Regierung sogleich auf Abwiegelungskurs
schaltete: „Unsere hohen Standards werden
nicht geopfert“, hieß es aus Berlin. Tacheles
zu reden, wäre ja auch wenige Monate vor der
Wahl nicht opportun gewesen.
Per Definition bringt ein Freihandelsabkom-
men neue Marktchancen und vielfältige Vor-
teile. Wenn aber zwei ungleich organisierte
Blöcke, die viel zentralistischer auftretenden
Vereinigten Staaten und der eher ungeordne-
te, maximal-föderalistische Haufen „EU“ auf-
einander treffen, werden die Vorteile sicher
nicht gleichmäßig verteilt. Denn noch immer
regiert das Geld, in diesem Fall die Produkti-
onskosten – und da sind wir auch schon bei
der Landwirtschaft. Die Amerikaner können
fast ungehemmt von irgendwelchen Com-
plianceauflagen und Umweltstandards pro-
duzieren und sie haben darüber hinaus auch
Vorteile bei den Lohn- und vor allem bei den
Energiekosten, bei letzteren ganz gewaltige.
Genau deswegen sind die USA in den letzten
Jahren auf den Weltmärkten, besonders bei
Milch, ständig wettbewerbsfähiger geworden.
Wer nun annehmen würde, dass es den USA im
Endeffekt darum geht, Märkte (wir reden hier
natürlich nur über Milcherzeugnisse) in der EU
zu öffnen, der irrt. Es ist für die Amerikaner
Also, wer den Journalistenpreis „Fai-
re Milch“ bestimmt nicht bekommen
wird, das wissen wir bereits. Wäre
auch irgendwo seltsam, wenn eine Fachre-
daktion wie die von molkerei-industrie aus-
gerechnet vom BDM 5.000 Euro Preisgeld für
ihre Berichterstattung erhalten würde, nach-
dem wir, zugegeben, nicht viele gute Haare
an den Darstellungen der Milchrebellenver-
einigung lassen konnten. War ja nicht böse
nämlich bei weitem einfacher, ihre Ware nach
Asien als nach Europa zu schaffen, der Trans-
portkostenunterschied dürfte um die 75 %
liegen. Zudem sind die Märkte im Osten um ein
Vielfaches aufnahmefähiger als der gesättigte
EU-Binnenmarkt.
Es wird nach Öffnung der EU für US-Waren
aller Art also keine Überschwemmung der Ge-
meinschaft mit preiswerter US-Massenware
geben. Die USA wollen, wieder nur bezogen
auf den Agrarsektor, etwas anderes. Ihr vi-
tales Interesse gilt der Beseitigung oder doch
Schwächung der europäischen Standards.
Gerade diese hohen Standards sind es, die
EU-Produkte im Weltmarkt so wettbewerbs-
fähig machen. Nicht umsonst engagieren
sich die Chinesen, wenn es um Rohstoffe für
Kindernährmittel geht, bevorzugt in Europa
und eben nicht in den USA. Billig allein, scheint
man in Washington erkannt zu haben, macht
eben doch nicht überall erfolgreich. Sind die
EU-Standards erst einmal beseitigt, abge-
baut oder gar nivelliert, so viel ist klar, kann
Amerika seine Kostenvorteile umso stärker
ausspielen.
gemeint von uns, aber die über viele Jahren
insgesamt verbreitete Überdosis an Unsinn
konnte eben doch nicht ganz unkommentiert
gelassen werden. „Fair“ sind wir in der Redak-
tion dabei aber immer geblieben, ja was, wir
hätten uns sogar mit einem Schluck „Faire
Milch“ zu noch mehr Fairness aufgepeppt,
wenn wir die nur irgendwo hätten kaufen
können. Vielleicht empfiehlt sich ja zum Aus-
bau des Distributionsgrades dieser Verbands-
milchsorte ein Internet-Shop? Und auch wenn
die Milch dann auf dem Postversandweg
verderben und nicht mehr konsumierbar bei
Besteller ankommen würde, könnte der sich
noch immer in dem Gedanken sonnen, seinen
persönlichen Beitrag zur Fairness geleistet
zu haben. Aber wie es aussieht, bleibt uns bei
der molkerei-industrie sowohl die Faire Milch
an sich als auch der Journalistenpreis versagt,
bedauert Roland Soßna.
Dass die EU-Kommission erneut das Ver-
handlungsmandat für das Free Trade Agree-
ment mit den USA innehat, ist der Konstruk-
tion der Gemeinschaft zuzuschreiben. Aber
dies lässt gleichzeitig nichts Gutes hoffen. Er-
innern wir uns daran wie Brüssel in den GATT-
und später in den WTO-Runden ein einseitiges
Zugeständnis nach dem anderen zulasten
unserer Land- und Milchwirtschaft machte.
Es ist wohl nicht auszuschließen, dass erneut
der Agrarsektor der EU Opfer für die weit-
aus größeren Wirtschaftsinteressen bringen
muss, ahnt Roland Soßna.
H YG I E N E T E C H N I K
Personal- und Betriebshygienetechnik
www.kohlhoff-hygiene.de
Anzeige

GRATIS ANMELDEN auf www.fi-europe.eu/MI
19 – 21 November 2013Messe Frankfurt, Deutschland
@Fi_GlobalSuche nach Food ingredients
Fi Europe Fi Asia Fi Philippines Fi South America Fi India Fi Asia-China Fi Istanbul Hi Europe
Drei einfache Worte:Herkunft, Wachstumund Förderung.
Aber Worte, die eine entscheidende Rolle beimErfolg eines jeden Geschäfts in der Lebensmittel-und Getränkeindustrie spielen. Aus diesem Grundbilden sie das Herzstück von allem, was wir tun.
Fi Europe, die globale Geschäftsplattformfür Lebensmittel- und Getränkeinhaltsstoffe,ist eine Gelegenheit innovative Produkte zubeziehen, Ihren Marktanteil zu erhöhen und IhrGeschäftsnetzwerk zu fördern. Schon seit 1986der zuverlässige Marktzugang für die Industrie,zieht diese einzigartige Ausstellung mehr als 1300führende Anbieter von Inhaltsstoffen an, drei Tagelang, unter einem Dach.
Ruland Engineering&ConsultingGmbHImaltenschemel 5567435neustadt
Telefon: +49 6327 382 400Telefax: +49 6327 382 499E-Mail: [email protected]
Beratung, Planung, Realisierungund Service für die lebensmittel-Getränke- und Pharmaindustrie- alles aus einer Hand.
die beste Form der anlage.
Individuelle undpraxisorientierteanlagen für IhrenProzess
www.rulandec.de
16. - 20.09.2013
Halle A3,Stand 30
2
drinktec9, 21, 33, 42, 44, 53 Nachrichten5, 21, 50 Termine33 Leute48 Der ZDM berichtet51 mi gratuliert57 Impressum58 WER – WAS – WO? Bezugsquellen59 Nachrufe59 Marktplatz
Rubriken:
mi | Inhaltsverzeichnis
mi-Meinung:33 Kommentar: Hilfe, die Amis kommen?33 Klartext: Und der Preis geht nicht an …
Titelseiten-Story:38 Chr. Hansen kann auch russisch
mi Interview:26 Ganz nah am Sollwert
Themen-Schwerpunkt:11 drinktec 2013
Technik/IT:36 Energieeffizienz in der Lebensmittelproduktion22 Optimierung der Anlagenstrategie28 „Wissen was drin ist“ …38 Hydrostatische Füllstandsmesstechnik45 Feinstaubbelastung am Arbeitsplatz52 Maximale Produktausbeute und optimale Reinigungsergebnisse53 Wonderware MES für mehr Produktivität
Hygiene:44 Arbeitskleidung nach HACCP46 Luft- und Oberflächenkeimung
Verpackung:34 Die „Milchkanne“ der Zukunft
Ingredients:44 Mit ‘Lab’ den CO
2Footprint senken
48 Hydrosol auf Expansionskurs
Events:32 drinktec: Zukunft mit Milch39 Treffpunkt Kemptener Börse32 18. Ahlemer Käse-Seminar44 LBM Erzeugerberatertagung48 LBM Jahrestagung56 17. Ahlemer UHT-Seminar
Markt:10 ife: Der Spotmarkt im Juli
Auszubildende schreiben für Auszubildende:54 Vom Tankwagen bis zur Verpackung
Ausbildung:49 Bezirksverein Bremen/Weser-Elbe besucht Fristam Pumpen49 Verdienter Lohn nach 3 Jahren Ausbildung50 Vorbereitungslehrgang zum Milchwirtschaftlichen Labormeister
TERMINETERMINE
Der Milchwirtschaftliche Verein Baden-Württemberg und der Verband der Baye-rischen Privaten Milchwirtschaft VBPM veranstalten am 18. September in Odelz-hausen ein Seminar zum Thema „Energiemanagement und Energieaudit“. Info: Dr.M. Albrecht [email protected]
Energiemanagement und Energieaudit –ab 2013 Pflichtprogramm für Steuern- und Abgabenerstattung18. September, Odelzhausen

6 · 8 2013 | moproweb.de
mi | Technik/IT
Energieeffizienzin der LebensmittelproduktionHerausforderungen, Instrumente, Innovationsimpulse
An der FEI Konferenz „Energieeffizienz in der Lebensmittelproduktion“ nahmenüber 100 Fachleute und Wissenschaftler teil
Zum Thema „Energieeffizienz inder Lebensmittelproduktion“präsentierten Experten For-schungsprojekte und Ansätze
der Industrie bei einem Kooperations-forum des FEI (Forschungskreis der Er-nährungsindustrie e. V.) Ende April 2013in Bonn. An der Konferenz nahmen über100 Fachleute aus der Lebensmittelwirt-schaft sowie Wissenschaftler teil.
Um die volle Produktionskapazitätaufrecht zu erhalten, muss die Energie-versorgung in der Lage sein, auch dieBedarfsspitzen abzudecken. Laufen ineinem Produktionsbetrieb viele Prozesseparallel ab, so kann es vorkommen, dassmehrere Bedarfsspitzen zusammenfallenund einen zwar kurzzeitigen aber sehrhohen Spitzenbedarf verursachen. DurchEinsatz von:• optimierten Produktionsplanungen
(Vermeidung energieintensiverParallelfertigungen)
• Lastmangementsystemen(Abwurf zeitlich unkritischer Lasten)
• Zwischenschaltung von Puffersyste-men und
• Entkoppelung von Prozessenversucht man, extreme Bedarfsspitzen
zu vermeiden. Vorteilhaft wären in diesemZusammenhang die Verknüpfung energie-aufnehmender und energieabgebenderProzesse, der Einsatz schneller und kom-pakter Energiespeicher sowie Möglichkei-ten, die abgeleitete Energie wieder auf einnutzbares Niveau zu heben.
Kosten des Trocknungs-prozesses minimierenNach den Ausführungen von Prof. UlrichKuzolik von der TU München, ist die Re-duktion von Emissionen und des Ener-
gieverbrauchs eine Priorität für alle In-dustriezweige. Allein in der deutschenMilchindustrie werden unter großemEnergieaufwand jährlich gewaltige Men-gen an Milch und Molke konzentriert undanschließend durch Trocknungsverfah-ren zu insgesamt 823.000t Pulver verar-beitet.
Von besonderer ökonomischer Bedeu-tung bei der Trocknung ist laut Kuzolikdas Konzentrieren. Die deutsche Milchin-dustrie hat einen Energieverbrauch von9.440 GWh/a (2006). 25 % davon werdenallein für das Herstellen von Trockenpro-dukten aufgewendet. Dies teilt sich inetwa zu gleichen Teilen auf das Trocknenund das Konzentrieren auf.
Nicht-thermische VerfahrenAlternative Wirkmechanismen wie elektri-sche Felder, Licht oder Druck erlauben dieEntwicklung nicht-thermischer Verfahrenzur Behandlung von Lebensmitteln. Daraufwies Prof. Stefan Töpfl vom DIL hin. Ins-besondere die Nutzung hydrostatischen
Hochdrucks und gepulster elektrischerFelder hat in den letzten Jahren zuneh-mend Anwendung in industriellem Maß-stab gefunden. Neben der Reduktion derthermischen Belastung stellen die volume-trische Wirkung und damit kurze Behand-lungszeiten wesentliche verfahrenstech-nische Vorteile dar. Für die Entkeimungflüssiger Produkte wurde am Beispiel vonFruchtsaft ein Vergleich einer Behandlungmit Hochdruck, gepulsten elektrischenFeldern und Hitze durchgeführt. Hierzuwurde jeweils für industriell angewendeteBehandlungsbedingungen mit dem Pro-zessziel der Inaktivierung von log5 E. colider spezifische Energiebedarf (elektrischund thermisch) sowie die mögliche Wär-merückgewinnung ermittelt. Wenngleicheine Hochdruckbehandlung eine Entkei-mung bei Raumtemperatur ermöglicht,liegt der spezifische Energiebedarf mitetwa 280 kJ/kg bei diesem Verfahrendeutlich höher als beim Einsatz einer ther-mischen Behandlung (35 – 150 kJ/kg) oderder Nutzung gepulster elektrischer Felder(100 – 130 kJ/kg).

7
Prof. Ulrich Kulozik, TUM: Der Energie-verbrauch der deutschen Milchindus-trie liegt bei 9.440 GWh/a
Anzeige
Lebensmittel-wirtschaft muss eigeneZiele definierenWie Prof. Antonio Delgado, Erlangen, aus-führte, spielt die Energieeffizienz per seeine Schlüsselrolle unter den vielfältigenHerausforderungen, welche die Lebens-mittelwirtschaft gegenwärtig zu meis-tern hat. Diese Situation wird sich künftigverschärfen. Dies folge schon unmittel-bar aus der EU-Energieeffizienz-Richtlinie(2012/27/EU. Konsens ist, dass nicht nurder ökologische, sondern auch der öko-nomische Erfolg der Lebensmittelbran-chen in wesentlichen Teilen von der Ener-gieeffizienz abhängt.
Jegliche Maßnahme zur Energieeffizi-enzerhöhung darf weder die Lebensmit-telqualität noch die -sicherheit beein-trächtigen. Daher eignen sich viele der inanderen technischen Feldern erarbeite-ten Maßnahmen zur Energieeffizienzer-höhung prinzipiell nicht. Vielmehr müssedie Lebensmittelwirtschaft eigene Zieledefinieren sowie Ansätze und Methodenerarbeiten.
Im ureigentlichen Sinne bedeute Ener-gieeffizienz aber nicht allein, einen Nut-zen auf dem „richtigen“ und daher effek-tiven – Weg zu erwirken, sondern dieszugleich mit zumindest minimierten oder
gar minimalen Energieaufwendungen zuerreichen, so Delgado weiter. Dabei prä-gen die spezifischen Produktionsfakto-ren in den lebensmitteltechnologischenBetrieben weitestgehend den denkbarenNutzen und somit das Ziel. Daher solltenallgemeine Ansätze zur Verbesserung derEnergieeffizienz benannt werden. Es han-delt sich dabei um Maßnahmen zur1. unternehmensstrategisch angelegten
Änderung des Verhaltens im Umgangmit dem Transport, der Transformati-on und der Akkumulation von Energie,
2. ganzheitlichen Berücksichtigung vonMaterial- und Energieflüssen,
3. systematischen Erarbeitung von nut-zen- und somit energieeffizienzmaxi-mierenden Prozess- und Produktinno-vationen,
4. Berücksichtigung der Energieeffizienzals integraler Bestandteil der Automa-tion und
5. Nutzung der energetischen Wechselwir-kungen zwischen dem Produktionspro-zess und der Produktionsinfrastruktur.
Bernd-U. Bielenstein
Zentis GmbH & Co. KG ■ Postfach 10 16 37 ■ 52016 Aachen ■ Deutschland ■ Tel. +49 (0) 2 41/47 60-0 ■ Fax +49 (0) 2 41/47 60-3 69 ■ www.zentis.de ■ [email protected]
Variation von Gemüse ancremiger Quarkspeise
StStStSStüüücücücücckkkkk fffüfüfürrr SStSttStücücüü kkkk beb stee QQQuQuuaalalaliititititttääätätäätt.. UnUnsere
kkkrrkrkkreaeaeaeaattitititititivveveveveveennnnn GeGeeeGeGeGeG mmmüümmm ssezuzuubbebeeerrererereeiitittuungegeennn,n,,, vvvvoononnnnnnonnon
exexexxotottotootootissisisisiss hchcchchcchc bbbbbbbiissississiisswwwwwwwwüüüürrzzzigg,mmmmmmmaaacaccaa heheheeehennnnnn jjjejejejedddededdedesssMMMMiiMilllcclcchhh--hh
ffrfrfrfriisisiss hhcchchheeppeepepproooroddduddududuktktkktkt zzuu eineemmgagannzn bbbbbeesesesesessoonononnndddedede-
rererererereeennnnnn LLeLeLeLeLe kkckckererree bbbiib sssssssssss eeeennn. Ob für pppiiikkkkkkkaaanananaaannteteteteee BBrorot-t-
auauauaaufsfsfsfsfstrttrtrtrtriicicicicchhhheheheheeeeeehe oooooddderr hheeerzzrzrzrrzhhahahahafftftftftfftfttfteeeeeeeDDDDiDiDiiDipspsps – uuuunsnseree
jaajajajjajajjj hrrhhhrhrhh ellele ananangege EErfahhhhrurrururungnggngn uuuuuuuuundndndddddndnn dddddddddasaasasassaa bbbbeeseseese onondeeedeererere
HHHeeHHHeHeHeHHH rssrstellveerfrfahahrereennn gagagagararar nntnttntn ieeeiererereerererennnnn auuauuauuaauauaa hhhchchchchch bbbbbbbbbb iiiieieieiieieiieie
GGGGGGeGeGeGeGGGeG mmüüsese hhöccö hssh teteennnnn GGGeGeGeGennuunnuuunuuuussssssss uuundndddnddn FFFriiiiscssscheee.
PrProoofififififififiofio ttttieieieieierreeeererereennn SSSiSieeeee vvvooooooonnnn nneneueueuennn Immpupuuupup lsslssslssslseeennneneene
undddd bebbebeesosososondndeerrrreenn HHHHHeereererrstssststststelele lvlvererrfffafahrhrrhrhrhrhrh eenennenenn ffffffüürüür
erfofolggrereichehe PPrrrrooror dduuuduukkktktktktkkokonznzepepppttetete.
ErErErEE fofofolgggl srs ezepepte vvonon ZZenen ititis – dem
innovativen Partner dder Milchindustrie.

8 · 8 2013 | moproweb.de
mi | Titelseiten-Story
Chr. Hansenkann auch russischTestsystem Betastar Combo HS entsprichtstrengen Vorgaben der Russischen Förderation
Cornelia Klassen, Fachbereichsleiterin für Milchgüte im Lan-deskontrollverband für Leistungs- und QualitätsprüfungMecklenburg-Vorpommern e.V., setzt den Test seit Februar2013 ein und hebt den deutlich empfindlicheren Nachweisvon Tetracyclinen und Beta-Lactamen mittels Betastar Com-bo HS positiv hervor
Das Thema Antibiotika-Rückstände in Rohmilch beschäftigtdie Molkereiindustrie seit langem – einerseits aus ganzpraktischen Gründen, denn diese Rückstände hemmendie Starterkulturen in der Joghurt- und Käseherstellung.
Besonders heikel sind jedoch mögliche gesundheitliche Folgen fürden Menschen, insbesondere Antibiotikaresistenz und Allergien.Die Höchstmengen (MRL) für Antibiotika-Rückstände in der Milchsind daher per Gesetzgebung für die Staaten der EU festgelegt.Russland fordert seit Juli 2010 von Herstellern, die Molkereiproduk-te ins Land einführen wollen, dass sie die verwendete Milch mindes-tens alle 10 Tage unter anderem auf Antibiotika Beta-Lactame undTetracycline überprüfen – und das mit einer Nachweisgrenze vonkleiner 10 ppb.
Auf den ersten Blick scheint diese Gesetzgebung keine direkteAuswirkung auf die Vermarktung von deutschen Milchproduktenzu haben. Doch in Zeiten der Globalisierung überschreitet der Gü-terfluss auch nationale Grenzen.
Ein einfacher, leicht zu handhabender Test von Chr. Hansen bie-tet der Molkereiindustrie eine hilfreiche Unterstützung im bedeu-tenden russischen Marktumfeld. Der fortschrittliche SchnelltestBetastar Combo HS entspricht den strengen russischen Vorgabenund detektiert Beta-Lactame und Tetracycline mit einer Nachweis-grenze von kleiner 10 ppb – ein wichtiges Utensil für Hersteller vonMolkereiprodukten, besonders im Exportbereich.
Die Ostsee Molkerei in Wismar setzt den Test seit Ende 2011 einund betont beispielsweise, dass nur wenige Testsysteme in derLage sind, Antibiotika-Rückstände unterhalb der Grenze von kleiner10 ppb nachzuweisen. Auch andere Kunden zeigen sich überzeugtvom Testsystem: Cornelia Klassen, Fachbereichsleiterin für Milch-güte im Landeskontrollverband für Leistungs- und Qualitätsprü-fung Mecklenburg-Vorpommern e.V., setzt den Test seit Februar2013 ein und hebt ebenso den deutlich empfindlicheren Nachweisvon Tetracyclinen und Beta-Lactamen mittels Betastar Combo HSpositiv hervor.
Der Betastar Combo HS stellt ein wichtiges Werkzeug dar, um dieMolkereiindustrie beim Detektieren von Hemmstoffen in der Milchzu unterstützen. Info: Chr. Hansen GmbH, Telefon: +49 (0) 5021963-0, E-Mail: [email protected]
Anz
eig
e
engineering for a better world
Frischmilch mit natürlichemGeschmack und vollem Vitamin-gehalt – kombiniert mit längererHaltbarkeit: das ist die neueEFL Premium Milch. MechanischeDoppelentkeimung mitGEA Westfalia Separator prolongmacht es möglich. Das schmecktHandel und Verbraucher.
GEA Westfalia Separator Group GmbHWerner-Habig-Straße 1, 59302 Oelde, DeutschlandTel.: +49 2522 77-0, Fax: +49 2522 [email protected], www.gea.com
DA
-212
-1-0
24
Extended Fresh Lifeprolong setzt neue Maßstäbe
16 – 20 SEPTEMBER 2013MÜNCHEN
HALLE A4, STAND 314
NACHRICHTEN
Anz
eig
e
NACHRICHTEN
Der Experte für Ver-braucherverhaltenSteven Brechelmacher,GfK Nürnberg, bei sei-nem Vortrag
Treffpunkt Kemptener BörseMitgliederversammlung und Aufklärung
Die Mitgliederversammlung der Kemptener Börse war kürz-lich Anlass für Betrachtungen über den Konsument – dasunbekannte Wesen. Steven Brechelmacher, GfK, beschriebEntwicklungen und Trends bei Milch und Milchprodukten.Selbst dem recht fachkundigen Zuschauerkreis eröffneten sichdabei neue Perspektiven im Blick auf die Konsumstimmung imLand. Auffallend sind dabei sehr positive Entwicklungen beiden Käse-Snacking-Produkten. Ein weiteres Trendthema sindlaktosefreie Milchprodukte. Von den Käufern laktosefreierMilchprodukte haben schätzungsweise nur 15 % eine Laktose-Unverträglichkeit. Das wachsende Interesse an Conveniencebestätigt sich auch im Zuwachs der Mischfette mit einemgewissen Anteil von Butter. Das Argument „raus aus demKühlschrank und sofort streichfähig“ scheint hier gegenüberdem Preis vorzuherrschen.Zusammenfassend ging Brechelmacher davon aus, dass dieprivate im aktuellen Jahr auch weiterhin von einer positivenKonsumstimmung begleitet wird.Von höheren Preisen und Entwicklungen berichtete auch derVorsitzende der Süddeutschen Butter- und Käse-Börse, HeinzHahn. In seinen Ausführungen hob er hervor, dass deutscheMolkereiunternehmen Störungen in einzelnen Exportregio-nen durch aktives Marktmanagement und Verkaufserfolge inandere Länder nahezu kompensieren konnten. Es zeigte sichhier deutlich, dass das Notierungswesen in Deutschland mitden wöchentlichen Notierungen und den Preisfeststellungender Kemptener Börse wesentlich zur Transparenz des Markt-geschehens beigetragen hat.In seiner letzten, der 23. Mitgliederversammlung, blickte Ge-schäftsführer Emmerich Heilinger zurück auf die wechselvolleund erfolgreiche Entwicklung der Kemptener Einrichtung.Besonders lag ihm dabei am Herzen, die Dankesworte für dasgroße Vertrauen innerhalb der Kommissionen an die Mitglie-der auszudrücken.
10 · 8 2013 | moproweb.de
mi | Markt
Monatlicher MarktberichtMilchspotmarkt Deutschland, ife KielMarktentwicklungen Juli 2013
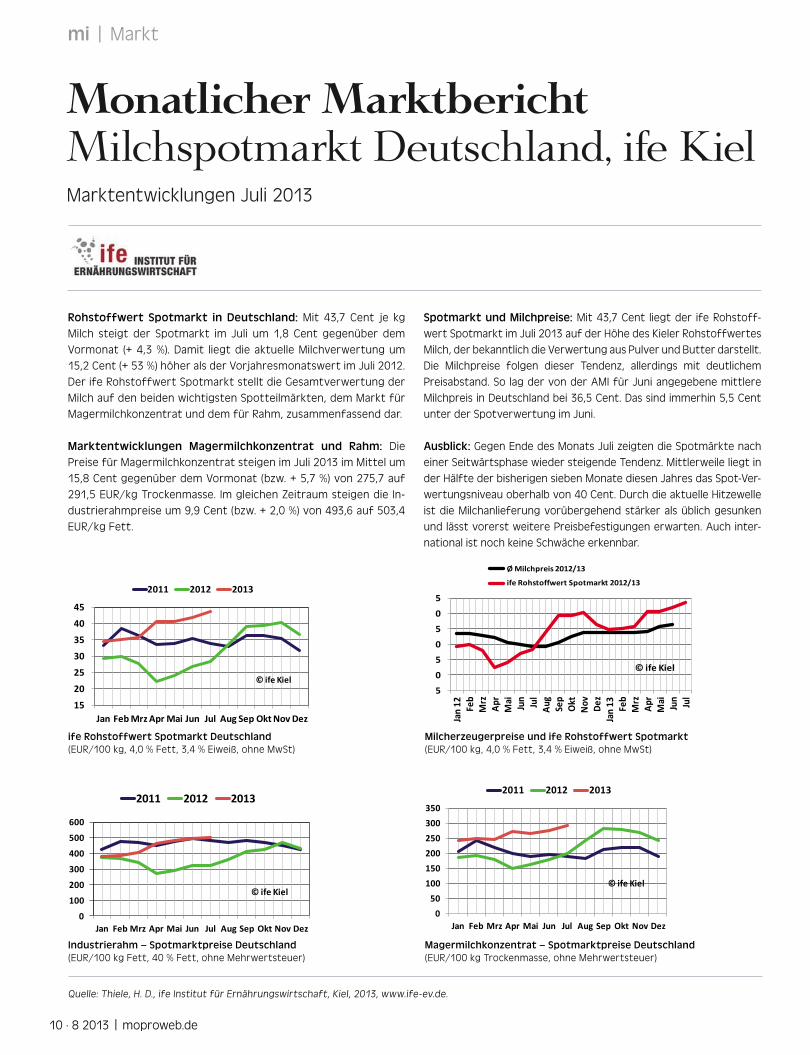
Rohstoffwert Spotmarkt in Deutschland: Mit 43,7 Cent je kgMilch steigt der Spotmarkt im Juli um 1,8 Cent gegenüber demVormonat (+ 4,3 %). Damit liegt die aktuelle Milchverwertung um15,2 Cent (+ 53 %) höher als der Vorjahresmonatswert im Juli 2012.Der ife Rohstoffwert Spotmarkt stellt die Gesamtverwertung derMilch auf den beiden wichtigsten Spotteilmärkten, dem Markt fürMagermilchkonzentrat und dem für Rahm, zusammenfassend dar.
Marktentwicklungen Magermilchkonzentrat und Rahm: DiePreise für Magermilchkonzentrat steigen im Juli 2013 im Mittel um15,8 Cent gegenüber dem Vormonat (bzw. + 5,7 %) von 275,7 auf291,5 EUR/kg Trockenmasse. Im gleichen Zeitraum steigen die In-dustrierahmpreise um 9,9 Cent (bzw. + 2,0 %) von 493,6 auf 503,4EUR/kg Fett.
ife Rohstoffwert Spotmarkt Deutschland(EUR/100 kg, 4,0 % Fett, 3,4 % Eiweiß, ohne MwSt)
Milcherzeugerpreise und ife Rohstoffwert Spotmarkt(EUR/100 kg, 4,0 % Fett, 3,4 % Eiweiß, ohne MwSt)
Industrierahm – Spotmarktpreise Deutschland(EUR/100 kg Fett, 40 % Fett, ohne Mehrwertsteuer)
Quelle: Thiele, H. D., ife Institut für Ernährungswirtschaft, Kiel, 2013, www.ife-ev.de.
Magermilchkonzentrat – Spotmarktpreise Deutschland(EUR/100 kg Trockenmasse, ohne Mehrwertsteuer)
Spotmarkt und Milchpreise: Mit 43,7 Cent liegt der ife Rohstoff-wert Spotmarkt im Juli 2013 auf der Höhe des Kieler RohstoffwertesMilch, der bekanntlich die Verwertung aus Pulver und Butter darstellt.Die Milchpreise folgen dieser Tendenz, allerdings mit deutlichemPreisabstand. So lag der von der AMI für Juni angegebene mittlereMilchpreis in Deutschland bei 36,5 Cent. Das sind immerhin 5,5 Centunter der Spotverwertung im Juni.
Ausblick: Gegen Ende des Monats Juli zeigten die Spotmärkte nacheiner Seitwärtsphase wieder steigende Tendenz. Mittlerweile liegt inder Hälfte der bisherigen sieben Monate diesen Jahres das Spot-Ver-wertungsniveau oberhalb von 40 Cent. Durch die aktuelle Hitzewelleist die Milchanlieferung vorübergehend stärker als üblich gesunkenund lässt vorerst weitere Preisbefestigungen erwarten. Auch inter-national ist noch keine Schwäche erkennbar.
15
20
25
30
35
40
45
Jan FebMrzAprMai Jun Jul Aug Sep OktNov Dez
2011 2012 2013
© ife Kiel
0
100
200
300
400
500
600
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
2011 2012 2013
© ife Kiel
15
20
25
30
35
40
45
Jan12 Feb
Mrz
Apr
Mai
Jun Jul
Aug Sep
Okt
Nov Dez
Jan13 Feb
Mrz
Apr
Mai
Jun Jul
ØMilchpreis 2012/13
ife Rohstoffwert Spotmarkt 2012/13
© ife Kiel
0
50
100
150
200
250
300
350
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
2011 2012 2013
© ife Kiel

drinktec 2013 | mi
16. – 20. September, München
TechnologietrendsAb dem 16. September zeigt die drinktec 2013, Weltleitmesse fürdie Getränke- und Liquid-Food-Technologie, wie die Technologi-en der Zukunft aussehen. In besonderem Fokus steht diesmal dieProzess- und Verpackungstechnik für flüssige Milchprodukte. Da-neben werden in München auch das jeweils Neueste in Prozessau-tomation und IT, Abfüllung, Etikettier- und Ausstattungstechnik,Endverpackung und Palettierung oder Materialflusstechnik undIntralogistik zu sehen sein.
Im Folgenden geben wir einen ersten Überblick über ausgewähl-te Aussteller und Exponate.
Alfa LavalAlfa Laval zeigt eine Reihe von Neuerungen, darunter den Alfa La-val Hybrid Powder Mixer. Der hygienische Mischer kann gleichzeitigPulver einführen, während die resultierende Prozessflüssigkeit beiDrücken von > 4 bar gepumpt wird. Bei den Ventilen wird ein ClampButterfly Valve mit schnellerer und einfacherer Wartung ausge-stellt, gezeigt werden auch Alfa Laval Mixproof Valves: LP-Ventilfür hochviskose Verfahrensflüssigkeiten und große Partikel bis zu45 mm, und das HT-Ventil, das eine hundertprozentige Entleerungund Reinigung bietet. alfalaval.com
BactoforceBactoforce, unabhängiger Prüdienstleister für die Erkennungund Prävention von mikrobiellen Risiken von Produktionsprozes-sen, wird auf der drinktec eine Komplettlösung zur schnellen undexakten Prüfung von Wärmetauschern vorstellen. Ohne Öffnenwerden die Wärmetauscher auf Reinigungsfähigkeit, Undichtigkei-ten, Heißhaltezeiten und Kalibrierung der elektrischen Aufnehmergetestet. Auf der Messe wird eine kostenlose Inspektion verlost.bactoforce.com
BENEOGesunde Frühstücksgetränke stehen im Mittelpunkt des Messeauf-tritts von BENEO. Das Unternehmen präsentiert zahlreiche Produkt-
www.proleit.de
Besuchen
Sieuns!
Halle
A4, Stan
d 326,
16.-2
0. Septem
ber 2013.
Mit mehr als 25 Jahren Erfahrung und unserem selbst entwickeltenProzessleitsystem Plant iT verfügen wir über eine etablierte Lösungfür durchgängige Prozessautomatisierungen von Molkereien undKäsereien – auch für Ihr Unternehmen.
Anzeige
Milchtag auf der drinktec
Der 20. September steht auf der Messe ganz im Zeichender Milch. Den Beginn macht ab 10.00 Uhr eine Vortragsver-anstaltung „Zukunft mit Milch“, gefolgt vom Verbandstagdes ZDM (Zentralverband Deutscher Michwirtschaftler),auf dem die Jahresbesten in der fachlichen Ausbildung sowieder Ausbildungsbetrieb des Jahres geehrt werden.

Flottweg erweitert die Se-paratorenrange um großeMaschinen (Foto: Flottweg)
muster für die wichtigste Mahlzeit des Tages, die am Stand sowie imMessebereich der „New Beverage Concepts“ probiert werden können.Darunter ein ready-to-drink Kaffeegetränk und ein Fruchtsaftgetränkmit dem funktionellen Kohlenhydrat Palatinose, das für ausgewogeneEnergiebereitstellung sorgt. Aus dem Bereich der laktose- und choles-terinfreien Produkte zeigt BENEO ein fermentiertes Reisgetränk mitErdbeergeschmack sowie eine Vanille-„Reismilch“ – in beiden Produkt-ideen kommt die Milchalternative Nutriz zum Einsatz. beneo.com
Bremer & LeguilDie Bremer & Leguil GmbH präsentiert ihr umfangreiches Pro-duktprogramm an NSF H1-klassifizierten Schmierölen und -fet-ten, die in verschiedensten Bereichen der Getränke- und Lebens-mittelindustrie Anwendung finden. Das unter der HandelsmarkeRivolta vertriebene Sortiment unterteilt sich in die Typen F.L. fürHydraulik-, Getriebe-, Verdichter- und Kettenöle sowie F.L.G. fürWälz- und Gleitlager-, Silikon-, Haft- und sonstige Fette. Eine neu-es, erstmals vorgestelltes Produkt ist die Varietät F.L. CPF. Es han-delt sich um ein NSF H1-gelistetes, silikonfreies Korrosionsschutz-mittel, das speziell für die Getränke- respektive Food-Industrieentwickelt wurde. bremer-leguil.de
CofelyCofely Deutschland präsentiert sich zusammen mit ihrer Tochter-gesellschaft Cofely Refrigeration auf der Messe. Gezeigt werdenu. a. technische Lösungen unter Einsatz der Kraft-Wärme-Kopp-lung, zu Dampf und Wärme aus dem Container sowie zum Einsatzregenerativer Energien auf dem Weg zur CO
2-neutralen Produk-
tion gezeigt. Zudem informiert Cofely über Energiemanagementund Energiecontracting speziell für Unternehmen der Getränke-industrie. cofely.de
EcolabEcolab zeigt neue Lösungen und Dienstleistungen für die Getränke-industrie, um den Carbon Footrpint zu minimieren und gleichzei-tig die Produktqualität sicher zu stellen. Auf dem Stand wird einevoll funktionsfähige 3DTrasar-Installation demonstriert. Die Besu-cher erfahren alle Möglichkeiten der Online Envision Plattform,die Live-Daten dieser Anlage erfasst und zusammen mit weltweitinstallierten Anlagen über ein Webportal anzeigt.
GEA Aseptomag Aseptisches Füllsystem IBCfill (Foto: GEA)
Ecolab zeigt daneben, wie mit bekannten Elementen, wie per-sönliche Hygienekonzepte, Schulung, Qualitätskontrolle undSchaumreinigung aber auch neuen Lösungen für die Luftentkei-mung und die Wasserbehandlung die hygienischen Bedingungenoptimiert werden können. ecolab.com
FlottwegFlottweg erweitert die Separatoren-Baureihe für die Brauindus-trie. Technische Vorteile dieser Maschinen sind hydrohermetischeAbdichtung, optimierter Zulauf, der die Scherkräfte reduziert unddas SoftShot-Trommelentleerungs-System für präzise Teil- undVollentleerungen. flottweg.com
GEA AseptomagDas GEA Aseptomag IBC Füllsystem ist eine vollaseptische Stand-alone Unit zur Befüllung und Entleerung von Industrial Bulk Con-tainern zwischen 200 und 1600. Herzstück dieser Plug-and-PlayLösung ist der eigens entwickelte GEA Aseptomag Füllkopf, derstandardmäßig in NW 50 (DIN 11851) aufgebaut ist. Die Verbin-dung von Produktionsanlage und IBC ist dampfsterilisierbar.Sämtliche Parameter wie Sterilisationszeit, Füllzeit und -menge,Spülzeit und CIP-Daten sind frei programmierbar. Das IBCfill er-reicht eine Füllkapazität von 6000 l/h (6 x 1000 l IBC/Stunde),kann mit einem optionalen zweiten Füllport jedoch noch verdop-pelt werden. gea.com
GEA BreconcherryMit dem Tornado 4 erweitert GEA Breconcherry die Baureihe derOrbitalreiniger. Der Antrieb erfolgt durch das Reinigungsmedium
12 · 8 2013 | moproweb.de
mi | drinktec 2013
Gesunde Frühstücksgetränke stehen im Mittelpunkt desMesseauftritts von BENEO (Foto: BENEO)
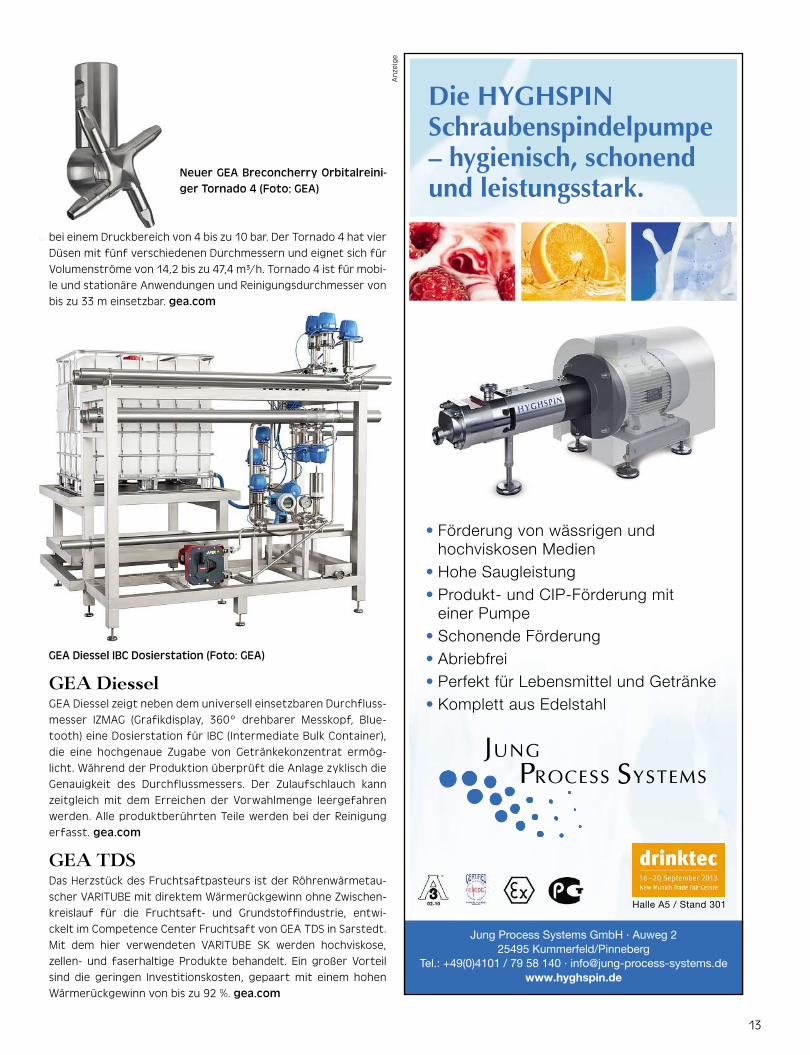
Neuer GEA Breconcherry Orbitalreini-ger Tornado 4 (Foto: GEA)
Die HYGHSPINSchraubenspindelpumpe– hygienisch, schonendund leistungsstark.
• Förderung von wässrigen undhochviskosen Medien
• Hohe Saugleistung• Produkt- und CIP-Förderung mit
einer Pumpe• Schonende Förderung• Abriebfrei• Perfekt für Lebensmittel und Getränke• Komplett aus Edelstahl
Jung Process Systems GmbH · Auweg 225495 Kummerfeld/Pinneberg
Tel.: +49(0)4101 / 79 58 140 · [email protected]
Halle A5 / Stand 301
GEA Diessel IBC Dosierstation (Foto: GEA)
bei einem Druckbereich von 4 bis zu 10 bar. Der Tornado 4 hat vierDüsen mit fünf verschiedenen Durchmessern und eignet sich fürVolumenströme von 14,2 bis zu 47,4 m³/h. Tornado 4 ist für mobi-le und stationäre Anwendungen und Reinigungsdurchmesser vonbis zu 33 m einsetzbar. gea.com
GEA DiesselGEA Diessel zeigt neben dem universell einsetzbaren Durchfluss-messer IZMAG (Grafikdisplay, 360° drehbarer Messkopf, Blue-tooth) eine Dosierstation für IBC (Intermediate Bulk Container),die eine hochgenaue Zugabe von Getränkekonzentrat ermög-licht. Während der Produktion überprüft die Anlage zyklisch dieGenauigkeit des Durchflussmessers. Der Zulaufschlauch kannzeitgleich mit dem Erreichen der Vorwahlmenge leergefahrenwerden. Alle produktberührten Teile werden bei der Reinigungerfasst. gea.com
GEA TDSDas Herzstück des Fruchtsaftpasteurs ist der Röhrenwärmetau-scher VARITUBE mit direktem Wärmerückgewinn ohne Zwischen-kreislauf für die Fruchtsaft- und Grundstoffindustrie, entwi-ckelt im Competence Center Fruchtsaft von GEA TDS in Sarstedt.Mit dem hier verwendeten VARITUBE SK werden hochviskose,zellen- und faserhaltige Produkte behandelt. Ein großer Vorteilsind die geringen Investitionskosten, gepaart mit einem hohenWärmerückgewinn von bis zu 92 %. gea.com
13
Anz
eig
e
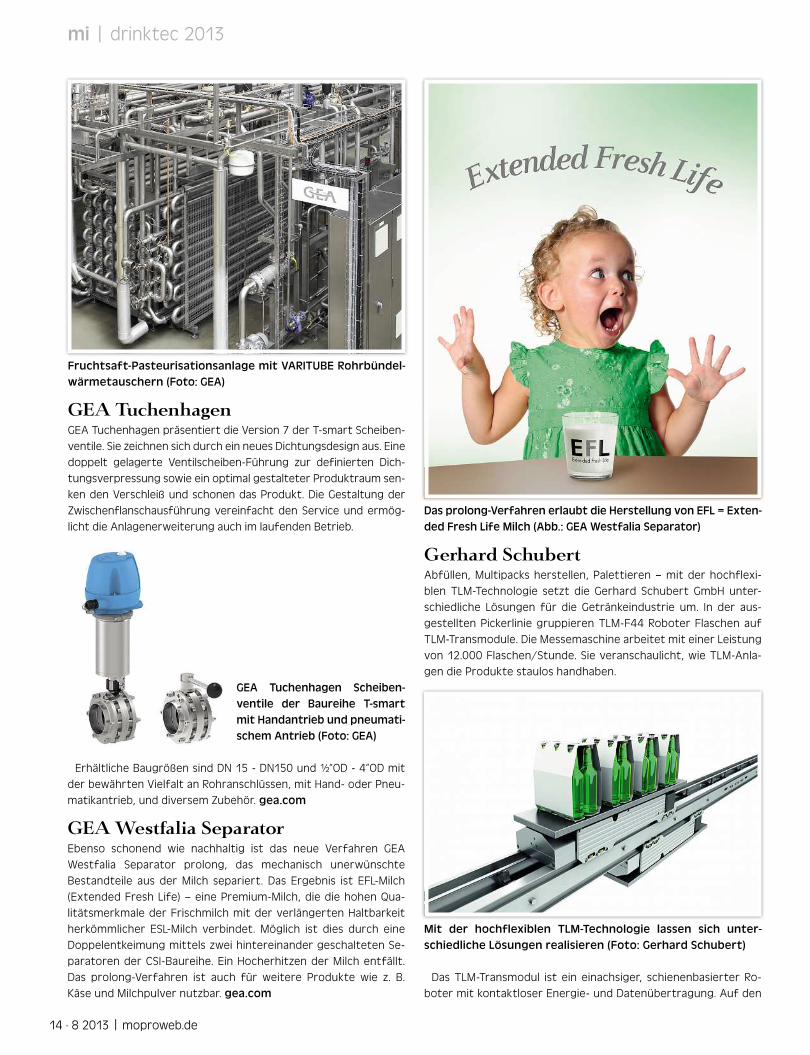
GEA TuchenhagenGEA Tuchenhagen präsentiert die Version 7 der T-smart Scheiben-ventile. Sie zeichnen sich durch ein neues Dichtungsdesign aus. Einedoppelt gelagerte Ventilscheiben-Führung zur definierten Dich-tungsverpressung sowie ein optimal gestalteter Produktraum sen-ken den Verschleiß und schonen das Produkt. Die Gestaltung derZwischenflanschausführung vereinfacht den Service und ermög-licht die Anlagenerweiterung auch im laufenden Betrieb.
Erhältliche Baugrößen sind DN 15 - DN150 und ½“OD - 4“OD mitder bewährten Vielfalt an Rohranschlüssen, mit Hand- oder Pneu-matikantrieb, und diversem Zubehör. gea.com
GEA Westfalia SeparatorEbenso schonend wie nachhaltig ist das neue Verfahren GEAWestfalia Separator prolong, das mechanisch unerwünschteBestandteile aus der Milch separiert. Das Ergebnis ist EFL-Milch(Extended Fresh Life) – eine Premium-Milch, die die hohen Qua-litätsmerkmale der Frischmilch mit der verlängerten Haltbarkeitherkömmlicher ESL-Milch verbindet. Möglich ist dies durch eineDoppelentkeimung mittels zwei hintereinander geschalteten Se-paratoren der CSI-Baureihe. Ein Hocherhitzen der Milch entfällt.Das prolong-Verfahren ist auch für weitere Produkte wie z. B.Käse und Milchpulver nutzbar. gea.com
Gerhard SchubertAbfüllen, Multipacks herstellen, Palettieren – mit der hochflexi-blen TLM-Technologie setzt die Gerhard Schubert GmbH unter-schiedliche Lösungen für die Getränkeindustrie um. In der aus-gestellten Pickerlinie gruppieren TLM-F44 Roboter Flaschen aufTLM-Transmodule. Die Messemaschine arbeitet mit einer Leistungvon 12.000 Flaschen/Stunde. Sie veranschaulicht, wie TLM-Anla-gen die Produkte staulos handhaben.
Das TLM-Transmodul ist ein einachsiger, schienenbasierter Ro-boter mit kontaktloser Energie- und Datenübertragung. Auf den
14 · 8 2013 | moproweb.de
Fruchtsaft-Pasteurisationsanlage mit VARITUBE Rohrbündel-wärmetauschern (Foto: GEA)
GEA Tuchenhagen Scheiben-ventile der Baureihe T-smartmit Handantrieb und pneumati-schem Antrieb (Foto: GEA)
Das prolong-Verfahren erlaubt die Herstellung von EFL = Exten-ded Fresh Life Milch (Abb.: GEA Westfalia Separator)
Mit der hochflexiblen TLM-Technologie lassen sich unter-schiedliche Lösungen realisieren (Foto: Gerhard Schubert)
mi | drinktec 2013

Anzeige
Der sich entwickelnde Markt für flüssige Milchprodukteverlangt Produktinnovation, kombiniert mit hoher Qualitätund wettbewerbsfähigen Preisen. Die komplett hygienischenKomponenten von Alfa Laval - Pumpen, Ventile, Wärme-tauscher, Installationsmaterial und Tankequipment - bietendie nötige Flexibilität, um den Ansprüchen am Markt zugenügen. Effizienzsteigerung in wichtigen Prozessen, dieMinimierung der Energiekosten und Einsparung kostbarerRessourcen, das alles steigert Ihre Erträge.
Weitere Informationen erhalten Sie unterwww.alfalaval.com/dairy
SteigerungIhrer Erträge dank
FlexibilitätHUBER Flotationsanlage HDF 7 mit chemi-scher Stufe bis 70 m3/h in einer bayeri-schen Molkerei (Foto: HUBER)
Transportschlitten werden wechselbareFormatplatten aufgesetzt. Mit dem Ein-satz des Transmoduls lassen sich oftmalsfür einzelne Verpackungsaufgaben neue,effizientere Lösungen finden, was zu ei-ner Reduzierung von Mechanik und somitzu höherer Anlageneffizienz führt. schu-bert.com
HUBERDie HUBER SE bietet sämtliche Anlagen-technologien für die Abwasser- undProzesswasserbehandlung sowie zurSchlammbehandlung an. Auf dieser Basiskönnen komplette Verfahren als Gesamt-lösung erarbeitet werden. Speziell für Mol-kereien werden auf der drinktec zahlrei-che neue Produkte gezeigt. huber.de
JUMOEinschrauben – verlinken – funktions-bereit. Einfach und schnell erweisen sichdie Montage und Installation des neuenFunk-Druckmessumformers Wtrans pvon JUMO. Der Druckmessumformer inSchutzart IP 67 erfasst Relativ- und Abso-lutdrücke von 250 mbar bis 600 bar. Diegemessenen Werte werden anschließendmit einer Reichweite von bis zu 300 m anden Empfänger gesendet. jumo.de
Jung Process SystemsVier Jahre nach der Markteinführung zurletzten drinktec im Jahr 2009 hat sich dieHYGHSPIN Schraubenspindelpumpe vonJung Process Systems im Markt für hy-gienische Lebensmittelpumpen etabliert.
15
JUMO macht mit Wtrans p eine Druckmes-sung in entfernten oder schwer zugängli-chen Bereichen möglich (Foto: JUMO)
Über 800 Pumpen sind inzwischen instal-liert. Das Programm besteht mittlerweileaus zwei Baureihen, HYGHSPIN und HYGH-SPIN DF, für Fördermengen zwischen 30l/h und 200 m3/h sowie Förderdrückebis 50 bar. Die Pumpe gibt es jetzt auch

als komplett vormontierte Einheit mit peripherer Ausrüstung.jung-process-systems.de
KHSDie neue Maschinen-Generation KHS-Innoprint (36.000 Fl/h) kannPET-Flaschen direkt bedrucken. Etikettenmaterial wird nicht mehrbenötigt. Das Druckbild lässt sich vom Computer aus direkt an dieSteuereinheit der Maschine übertragen, was eine besonders hoheReaktionsgeschwindigkeit und Flexibilität ergibt.
Innosept Asbofill ASR ist die neue Generation aseptischer Rund-läufertechnik. Verwendet wird ein zu aseptischer Linearfülltech-nik identisches Aerosol- und Heizsystem und das dort praktizierteSterilisationsprinzip. In der ASR-Baureihe kommt ein kontaktfreiesFüllsystem zum Einsatz.
Mehr Nachhaltigkeit, Kostenreduzierung und Platzeinsparungverwirklicht KHS mit einem neuen Ultra-Clean-Konzept, in dem
HYGHSPIN als mobile Einheit zur Tankentladung
das Füller-Verschließer-System in eine auch im Bodenbereich ge-schlossene Mini-Hygiene-Einhausung integriert ist. khs.de
KIESELMANNKIESELMANN hat die Tankdomarmatur in Bezug auf effizientereReinigung bei geringerem Wasserverbrauch verbessert. DieseKombinationsarmatur besitzt ein integriertes Vakuum-, ein Um-schaltventil, und einen Anschluss für ein optionales Sicherheits-ventil. Verbessert wurde die Selbstreinigungsfähigkeit durch in-tegrierte Spezialdüsen.
Eine neue Entwicklung gibt es bei den Doppelsitzventilen. DieseVentile sind im Sitz zweifach abgedichtet und dadurch absolutleckagesicher. Ein Dichtungsversagen wird durch den integrier-ten Leckageabfluss angezeigt, ohne dass es zu einer Vermischungder verschiedenen Medien kommen kann. Durch Formoptimie-rung hat KIESELMANN eine geringere Belastung der Dichtungenerreicht. Reibung und Verschleiß sind reduziert. Darüber hinauskann der Druckluftverbrauch reduziert werden. kieselmann.de
Zur Messe werden die neuen SMARTSENSE Analysesensoreneingeführt (Foto: KROHNE)
16 · 8 2013 | moproweb.de
Die neue Innoprint bedruckt PET-Flaschen direkt. Hierbei entsteht einbrillantes Farbbild, das die Qualitätder klassischen Rollfed-Etikettierungübertrifft (Foto: KHS)
Durch Formoptimie-rung hat KIESEL-MANN eine gerin-gere Belastung derDichtungen erreicht(Foto: Kieselmann)
mi | drinktec 2013

Stillen Sie Ihren Wissensdurst nachinnovativer Druckluftaufbereitung!
Besuchen Sie uns auf der
16.–20.09.2013 | München
Halle A4 | Stand 448
BEKO TECHNOLOGIES GMBH | Im Taubental 7 | D-41468 NeussFon +49 2131 988-1000 | Fax +49 2131 [email protected] | www.beko-technologies.de
Appetit auf Qualität?BEKO TECHNOLOGIES: Sicherheit durch höchste Druck-luftqualität in der Getränke- und Verpackungstechnik
Wir bieten Ihnen als Getränkehersteller oder Anlagenbauer
für die Getränke- und Verpackungsindustrie unverbindliche
Beratung über Optimierungsmöglichkeiten beim Einsatz von
Druckluft. Erfahren Sie mehr und besuchen Sie uns auf der
drinktec 2013.
Sie erhalten von uns einen Gutscheincode für
ein kostenloses Messe-Ticket unter
www.beko-technologies.de/drinktec2013
Anz
eig
e
KrohneKROHNE präsentiert u. a. Zuwachs im Bereich Analysenmesstech-nik. Die bekannte Optisens Reihe wird ergänzt durch die neueSmartsens Serie, die auf der drinktec erstmals der Getränkein-dustrie vorgestellt wird. Im Bereich des Tank- und Silomanage-ments für z. B. Getreide, Zucker oder Milch werden mit demOptiwave und Optiflex Füllstandmessgeräten Lösungen für einekontinuierliche Überwachung der Bestände vorgestellt. Ein weite-res Highlight ist Optiquad, ein spektroskopisches Analysesystemzur Inline-Bestimmung von Inhaltsstoffen. Optiquad-M ist für eineInline-Messung von Eiweiß, Fett und Lactose in Milchproduktengeeignet, während Optiquad-WW zur kontinuierlichen Inline-Be-stimmung des CSB-Wertes in Molkereiabwasser eingesetzt wird.krohne.com
KronesKrones stellt einige Konzepte in den Messefokus, die speziell inte-ressant für Molkereien sind. Darunter das nun komplette Ventil-programm, auch in steriler Ausführung, das Zweistrom-Füllprin-zip für stückige Produkte, Röhrenerhitzer mit Kreuzdrallrohrenund den platzsparenden Variospin Entgaser. molkerei-industrieberichtet hierüber gesondert in der kommenden Ausgabe, dienoch vor der Messe erscheinen wird. krones.com
Langguth hat eine Rundläufer-Etikettiermaschine Typ wet-LAN 140 für unterschiedlichste Gebindeformate entwickelt(Foto: Langguth)
LangguthLangguth hat eine Rundläufer-Etikettiermaschine Typ wetLAN140 für unterschiedlichste Gebindeformate mit einer Leis-tung von 20.000 Etikettierungen/h entwickelt, die mit Nass-leim-, Selbstklebe- und Heißleimstationen ausgestattet werdenkann. Das Maschinenkonzept ist modular aufgebaut; die Schalt-schränke wurden in den oberen Bereich der Maschine verlegtund eine offene Bauweise mit großen Türen realisiert. So sindVerschmutzungen gut sichtbar und einfach zu entfernen. DieGrundmaschine ist je nach Leistung für 16 oder 24 Gebinde-drehteller ausgelegt, wobei alle Antriebe als Servoantriebe kon-zipiert sind. Auch bei den Etikettierstationen mit Leimpalettenwird diese mittels einer elektrischen Welle mit der Grundmaschi-ne verbunden. langguth.com

Premiere: hygienische Kreiselpumpen von Pentair (Foto: Pentair)
Leuze electronicDie aktuell komplettierte Familie der messenden LichtvorhängeCML 700i von Leuze electronic beinhalten nun auch Variantenmit integrierter Profibus- und RS485-Schnittstelle.Sie bieten so-mit integrierte Schnittstellen für Profibus, CAN-Bus, für RS485und I/O-Link. Zudem können die Daten auch über Analogausgän-ge übertragen werden. Die Parametrierung kann direkt über dieSteuerung erfolgen. Weiterhin präsentiert Leuze electronic dieSmart Kamera LSIS 462i, die nun mit einer Messfunktion zur Mes-sung von Abständen und geometrischen Formen wie Kreisen, Li-nien und Kanten, ausgestattet ist. leuze.com
Markem-ImajeMarkem-Imaje wird ein Komplettangebot speziell für die Anforde-rungen der Getränkeindustrie präsentieren, darunter die beidenNeuheiten 2013:
- SmartLase C, eine neue Generation von CO2
SmartLase-Kodie-rern, deren Leistung ca. 30 % über den aktuellen Marktstandards,hinsichtlich der Geschwindigkeit (bis zu 100.000 Flaschen proStunde) und der Komplexität der Texte (bis zu 120 Zeichen proCode) mit einer verbesserten Druckqualität, liegt.
- 9232S der speziell für die Getränkeindustrie entwickelt wurde,ist nach Unternehmensangaben der schnellste Tintenstrahldru-cker auf dem Markt. markem-imaje.de
NETZSCHAuf der drinktec stellt die NETZSCH Pumpen & Systeme GmbHihre neu entwickelten Produkte aus der Hygienetechnik vor. DieNEMO BH Hygienepumpe eignet sich für ein breites Spektrum anMedien von scherempfindlichen über höchstviskose Stoffe bis zuabrasiven oder adhäsiven Materialien. Die maximale Fördermengedieser Hygienepumpe liegt bei 140 m³/h bei Differenzdrücken bis24 bar. Präsentiert wird zudem die NEMO Getränkepumpe, mobile
Version, die ebenfalls nach dem Prinzip der rotierenden Verdrän-gung arbeitet. Die Fördermenge lässt sich anhand der Drehzahljederzeit stufenlos regulieren, auch eine Umkehrung der Dreh-richtung ist problemlos möglich. So werden, je nach Pumpen-größe, Volumenströme zwischen 500 l/h und 32 m³/h bei 4 – 6bar erreicht. Bei der TORNADO Drehkolbenpumpe T.Sano wurdespeziell für die Nahrungsmittelbranche ein Ganzmetall-Modellentwickelt, bei dem Rotoren und das Pumpengehäuse aus Edel-stahl oder Spezialstählen gefertigt werden. Die totraumfreie Ge-staltung des Pumpenraums verhindert Produktablagerungen underleichtert die Reinigung. netzsch.com
PentairErstmals wird Pentair ein Programm an hygienischen Edelstahl-Kreiselpumpen für Getränke- und Lebensmittelanwendungenvorstellen (EHEDG zertifiziert). Speziell entwickelt für den Dauer-betrieb im Bereich dünnflüssiger Fördermedien wie Milch bietendiese Pumpen eine schonende Produktförderung von Flüssigkei-ten mit einer Viskosität bis zu 500 mPa s. Das Leistungsspektrumreicht bis zu Volumenströmen von 200 m3/h sowie Förderhöhenvon bis zu 130 m. pentair.com
ProLeiTNach rund dreijähriger Entwicklungsarbeit hat Plant iT eineüberarbeitete Benutzeroberfläche, die nun ein einheitlichesLayout aufweist und den Anwender führt. So ist u. a. die Be-dienung mittels Touch-Panels mit Mehrfinger-Funktionalitätmöglich. Auch die aus Windows 8 bekannte „Wischfunktion“ wirdunterstützt. Zudem kann jeder Bediener ein individuell auf ihnabgestimmtes „Dashboard“ erstellen und speichern. Prozessbil-der können nun einfach per Drag-and-drop auf andere Monitoregeschoben werden.
Die türkische Käserei Kaanlar setzt bei ihrem Neubau auf dieFunktionalität von Plant. In der Automatisierung der Milchvor-bereitung von der Rohmilchannahme bis zur Käsereimilcherhit-zung und Rekombinierung kamen neben der prozessorientiertenMaterialverwaltung auch der preisgekrönte PID-Regler mit „Au-totuning-Funktion“ zum Einsatz. Die Materialverwaltung sichertdie Bestandsführung und Chargenrückverfolgbarkeit über dengesamten Herstellungsprozess hinweg. proleit.com
RicoAls ein seit vielen Jahren auf den Bau von Einzelmaschinen undKomplettanlagen für die Getränke- und Verpackungsindustrie
Die messenden Lichtvorhänge CML 700i vonLeuze electronic beinhalten nun auch Vari-anten mit integrierter Profibus- und RS485-Schnittstelle (Foto: Leuze electronic)
18 · 8 2013 | moproweb.de
TORNADO DrehkolbenpumpeT2 T.Sano (Foto: Netzsch Pumpen &Systeme GmbH)
mi | drinktec 2013

LICHT AUF DEN PUNKTEnErgiEEffiziEnz MadE by nOrKa
• 1:1 austausch• individuelle Lumenpakete• Energieersparnis bis 50%• Systemeffizienz 110 Lumen/Watt• HaCCP- / ifS-konform• -25°C bis +40°C• iP65 bis iP69K, zone 2/22, SK ii• Sofortlicht, dimmbar, notlicht
Lichttechnische Spezialfabrik · Sportallee 8 · 22335 HamburgT. +49.40.513009-0 · [email protected] · www.norka.de
besuchen Sie uns auf der
in München vom 16-20.09.2013
HaLLE B2 | STand 440
Anzeige
spezialisiertes Unternehmen präsentiert sich die Rico GmbH. ImMittelpunkt des Ausstellungsprogramms wird u.a. der Bügel-verschließer BVH 7 stehen, dessen Bauteile gemäß neuestenhygienischen Richtlinien überarbeitet wurden. rico-maschi-nenbau.de
RIEGER-BehälterbauRIEGER-Behälterbau liefert neben Pillow Plates für Tanks und Be-hälter jetzt auch Halbrohr-Flachschlangen mit optimierten Her-stellungsverfahren. Vorteil dieser Temperiertechnik ist das großeVolumen der Klimazone. Die große Kontaktfläche für das Tempe-riermedium sorgt zudem für einen guten Temperaturausgleich.Durch die außerordentliche Druckfestigkeit der Flachschlangenkann mit hohen Fließgeschwindigkeiten temperiert werden. kie-selmann.de
RobatechZu den Highligths bei Robatech gehören die elektro-mechanischangetriebenen Auftragsköpfe SpeedStar. Robatech ist es gelun-gen, extrem schnelle Schaltzyklen mit bis zu 800 Klebstoffpunk-ten pro Sekunde mit hoher Verschleißfestigkeit zu kombinieren.Robatech-Auftragsköpfe zeichnen sich durch einen geringerenEnergieverbrauch und hohe Standzeiten aus. robatech.com
RulandAuf der drinktec zeigt Ruland ein kompaktes Dosiermodul für hoch-sensible Produkte. Ergänzt wird diese Einheit durch mobile Vorlage-behälter, in denen die jeweiligen Komponenten bereitgestellt undtransportiert werden. Durch das gewählte Prozessdesign wird dasverlustoptimierte Handling der Rohstoffe sichergestellt und einedurchgängig hohe Qualität der Mischprodukte gewährleistet. Bei derPlanung und Ausführung hat Ruland Standards wie hygienisches De-sign sowie sichere und überwachte Funktion mit individueller Steue-rung und Visulisierung umgesetzt. rulandec.de
SensoTechFür eine bedarfsgerechte Anmischung von Reinigungsbadchemi-kalien aus Konzentraten und Lösungsmittel ist eine Überwachungder Ansatzkonzentration notwendig. Mit der LiquiSonic Messtech-nik von SensoTech kann die Ansatzkontrolle direkt im Bad oder imseparaten Vorratstank erfolgen.
Bei der Badpflege steht die Prozessdokumentation im Vorder-grund. Diese liefert einen direkten Nachweis über die Einhaltung
19
Flachschlangen zur Behältertemperierung (Foto: RIEGER-Behäl-terbau)
Mobile Vorlagebehälter (Foto: Ruland)

qualitätsrelevanter Parameter wie „Badkonzentration“ und „Bad-temperatur“, die durch die LiquiSonic Messtechnik nachverfolg-bar dokumentiert werden. Andererseits wird bei der Badpflegedie Information über die Badkonzentration zur automatisiertenNachdosierung genutzt. Die LiquiSonic Messtechnik ermöglichthier eine qualitätssichernde und effiziente Prozessführung. sen-sotech.com
SH+E GROUPAuf der drinktec 2013 in München präsentiert die SH+E GROUPdas Leistungsspektrum seiner Unternehmen HAGER + ELSÄS-SER, LimnoTec Abwasseranlagen, Senergie, H+E PROTEC und H+EPACKTEC. Die H+E PACKTEC GmbH, Ahaus, stellt einen Anlagen-Prototyp zur Abfüllung von Produkten wie Milch, Joghurtdrinks,Fruchtsäften sowie karbonisierten Getränken in Glas- oder PET-Flaschen vor. Der Längsläufer ist flexibel auf unterschiedlichsteFlaschenformate einstellbar. Möglich sind Höhen bis 280 mm undDurchmesser bis zu 82 mm.
Die H+E PROTEC GmbH, Bonndorf, präsentiert eine kompakte,multifunktionale und mobile UHT-Versuchsanlage (Ultra High
H+E PACKTEC stellt einen Anlagen-Prototyp zur Abfüllungvon Produkten wie Milch, Joghurtdrinks, Fruchtsäften so-wie karbonisierten Getränken in Glas- oder PET-Flaschen vor(Foto: H+E Packtec)
Temperature). Die Anlage zur aseptischen Behandlung von flüs-sigen bis hochviskosen Produkten kann mit einer Leistung von100-200 l/h unterschiedlichste Verfahrensprozesse abbilden undüber eine integrierte Versuchsstrecke z. B. Viskositätsverläufeaufzeigen.
Die Senergie GmbH, Engen, stellt ein BHKW-Aggregat des Typs„senergino“ vor. Es ist ausgelegt für den Betrieb mit Erdgas,Biomethan, Roh-Biogas, Klär- oder Flüssiggas. Ebenfalls auf derMesse sind die „Waste-to-Energy“-Experten HAGER + ELSÄSSERGmbH (Stuttgart) und LimnoTec Abwasseranlagen GmbH (Lübbe-cke). Sie informieren die Besucher über ihr Leistungsportfolio imBereich Prozess- und Reinstwasseraufbereitung, Abwasserbe-handlung, Bioenergieerzeugung und Stoffstrommanagement.
20 · 8 2013 | moproweb.de
LiquiSonic überwacht Ansatzkonzentrationen (Foto: Senso-Tech)
(Foto: Wiedemann)
WiedemannWiedemann-Technik bietet Bodeneinläufe mit Brandschutzfunk-tion an, um die Ausbreitung des Brandherdes einzudämmen. ImBrandfall schäumt ein Dämmschichtbildner unter dem Bodenein-lauf auf und verschließt damit den Spalt zwischen der Blende undder Kernlochbohrung in der Stahlbetondecke. Der Dämmschicht-bildner in der Geruchsverschlussglocke sorgt dafür, dass dasStandrohr verschlossen wird. Beides bewirkt, dass die Wasservor-lage länger zum Verdampfen braucht und somit die Temperaturlangsamer ansteigt. wiedemann-technik.de
mi | drinktec 2013

Anzeige
BACTOFORCE AUF DER DRINKTEC FINDEN
WENN SIE WEITERE INFORMATIONEN ZU DIESEM EXKLUSIVENSERVICE FÜRWÄRMETAUSCHER UND EINE KOSTENLOSEWÄRMETAUSCHER-INSPEKTION GEWINNEN MÖCHTEN,BESUCHEN SIE BACTOFORCE AUF DER DRINKTEC:
HALLE A4, STAND 532
WERFEN SIE EINEN BLICK AUFUNSERE NEUE KOMPLETTLÖSUNG UNDGEWINNEN SIE EINE KOSTENLOSE INSPEKTION!
TERMINETERMINE
SEPTEMBER
4.9 Milchw. Kundgebung „GAP-Reform“ Kompetenzzentrum MilchSchleswig-Holstein
milch.uni-kiel.de
16. – 20.9. drinktech München drinktech.com
19. – 20.9. Österr. Milchwirtschaftliche Tagung Brixen bam-rotholz.at
19. – 20.9. ZLV Verpackungssysmposium 2013 Kempten [email protected]
20.9. ZDM-Verbandstag München zdm-ev.de
25. – 26. 9. DLG-Lebensmitteltage 2013 Schloss Hohenheim DLG.org/Lebensmitteltage
24. – 26.9. Fachpack Nürnberg fachpack.de
25. – 26.9. LBM-Erzeugerberatertagung 2013 Herrsching [email protected]
OKTOBER
5. – 9.10. Anuga Köln anuga.de
7. – 9.10. Max Rubner Conference “Health Aspects of Milk and Dairy Products” Karlsruhe mri.bund.de
8. – 9.10. 17. Ahlemer UHT-Seminar Göttingen [email protected]
17. – 18.10. MIV-Jahrestagung Frankfurt (Main)
Mit der neuen Lefatec bietet erstmalseine Schweizer Technik-Fachmesse diePlattform über alle Stufen der Lebens-mittelproduktion. Die Lefatec deckt allewichtigen Fachbereiche ab wie Prozess-technologie, Engineering, Verpackungs-technik, Ingredients, Hygiene, Kälte-Klima-Technik und Dienstleistungen wieLogistik, Analytik u. a. lefatec.ch
Lefatec:Neue Food-Technikmesse23. – 27. November, Basel Gegenüber Thermoschocks unempfindlicher Metalldetektor
Thermo Fisher ScientificThermo Fisher Scientific Inc. hat einen langlebigen abwaschbaren Metalldetektor fürhohe Beanspruchungen (HD) angekündigt, der die Schutzart IP69K übertrifft. Zielbei der Entwicklung des Thermo Fisher APEX HD war Wiederstandsfähigkeit gegenextremen Temperaturwechsel.Die in der Produktion und Verarbeitung eingesetzten Metalldetektoren werden i.d. R. in Kühlräumen bei Temperaturen von 1 bis 5 oC betrieben. Dabei werden dieGeräte mehrmals täglich bei Temperaturen von bis zu 65 oC nass gereinigt.Die Kombination von Thermoschock und Strahlwasser kann zu Rissbildung undUndichtigkeiten in der Auskleidung der Durchlassöffnung und so zu verkürzter Le-bensdauer führen. Für den neuen APEX HD wird eine Lebensdauer von mindestens10 Jahren prognostiziert. thermo.com/com/cda/home/
NACHRICHTENNACHRICHTEN

22 · 8 2013 | moproweb.de
mi | Technik/IT
Optimierungder AnlagenstrategieEBAV – Experience Based Asset Valuation, Teil I
Abbildung 1: Wesentliche Einflussfaktoren für das EBAV Anlagenportfolio und Netzdiagramm
Prio
ritä
t
Zustand, Risiko
geringe IH-Kosten
10.0
8.0
0.0
6.0
4.0
2.0
mittlere IH-Kosten
hohe IH-Kosten
Der steigende wirtschaftliche Druck zwingt Unterneh-men die Steuerung von Investitionen und Instand-haltungsaufwänden, unter Berücksichtigung eineroptimalen Anlagennutzung, laufend zu optimieren.
Unser Autor: Dr. Ekkehard Schweizer, geschäftsführender Gesellschafter der Dr. Schweizer Consulting GmbHund Kerndozent an der Kalaidos Hochschule Schweiz in Zürich; Dr. Schweizer Consulting GmbH,Kurfürstendamm 30, 10719 Berlin, Telefon: +49 (0)30 886200 103, E-Mail: [email protected]
Um diesen Anforderungen gerecht zu werden, sind moderneKonzepte und Methoden, wie RCM (Reliability Centered Mainte-nance), RBM (Risk Based Maintenance), etc. immer häufiger in deranlagenintensiven Industrie im Einsatz.
Techniker IT-System
Erfahrungswerte
• Anlagenzustand• künftiges Verhalten• Ersatzteilverfügbarkeit…
Auswertung nach
• Anlagenpriorität• Anlagenzustand• IH-Kosten nach Leistungsart…
Vertiefung nach weiteren Kennzahlen
• Verfügbarkeit• Ausgefallener Leistung• Anzahl Störungen• Ersatzteilverfügbarkeit…
Kenngrößen
• Instandhaltungskosten• Störungshäufigkeit• Ausgefallene Leistung• Anlagenwerte• Anlagenleistung
BI-Cube
0.0
4.0
2.0
4.04.0
4.0
4.0 4.0
6.8
7.0
Alter/Zuverlässigkeit
technologische Aktivität(Ersatzteilverfügbarkeit)
technische Modifikationen/Verbesserungen
der letzten 3 Jahre
VWI Intensität (Häufigkeit,Zeit und Sinnhaftigkeit)
technisches Wissender Mitarbeiter
zukünftiges technischesVerhalten des Objektteils
(3 Jahre)
Instandsetzungsintensitätder letzten 3 Jahre
4.0
»

AIRSPEXXLufthygiene in der Lebensmittelindustrie
Ein patentierter Wirkstoff reduziert Schimmel und Keime in der Luft, bevor diesedie Lebensmittel erreichen und schädigen können. Während der Herstellung,Lagerung und Verpackung sind Produkte so kontinuierlich vor Befall geschützt.
DIE VORTEILE
y Deutliche Reduzierung der Luftkeim-und Fremdschimmelbelastung
y Erhöhte Produktqualität
y Längeres MHD
y Reduzierung von Produktionsausfällen
y Verringerung von Reklamationen
y Reinraumähnliche Bedingungen
y Deklarationsfrei nach GefahrstoffVO
y Humanverträglich
y Rückstandsfrei
Ecolab Deutschland GmbH • Postfach 10 02 26 • 40766 Monheim am Rhein
Tel. +49 2173 599 0 • [email protected] • www.ecolab.com/de
Ecolab (Schweiz) GmbH • Kriegackerstraße 91 • CH-4132 MuttenzTél. +41 61 466 9 466 • [email protected] • www.ch.ecolab.eu
Besuchen Sie uns in München16.09 – 20.09.2013Halle A3 Stand 324
Abbildung 2: Praxisorientiertes Projektvorgehen
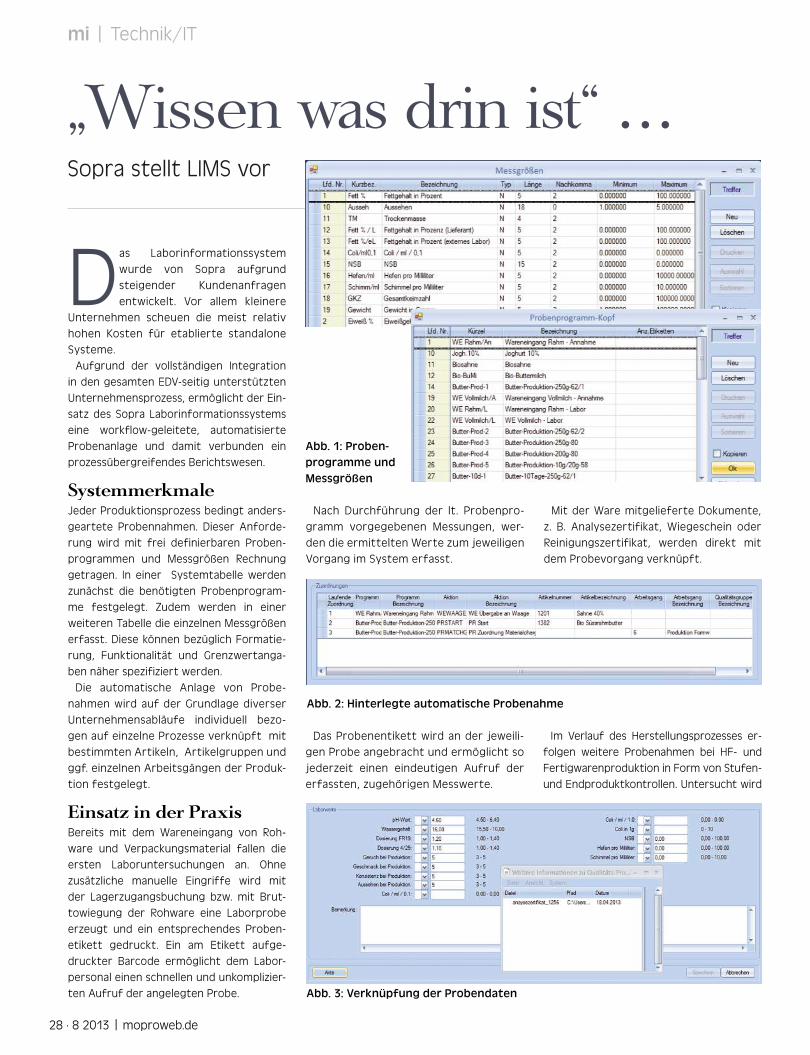
Die Methode „EBAV“ ist eine Weiterentwicklung von RCM- undRBM-Ansätzen unter systematischer Einbindung von Erfah-rungswerten der Techniker, welche vor Ort die Anlagen betreu-en. Dadurch wird EBAV zu einem effizienten Controlling- undOptimierungswerkzeug für das moderne Anlagenmanagement.
Grundsätzliche Konzeption von EBAVDie wesentlichen Ausgangspunkte von EBAV sind,
• RCM, im deutschen Sprachraum bekannt als „zuverlässigkeits-orientierte Instandhaltung“. In diesem Verfahren werden Maß-nahmen zur Sicherstellung der vorgesehenen Funktion vonAnlagenkomponenten ermittelt und bewertet
• RBM, bekannt als risikobasierte Instandhaltung. In diesem Ver-fahren werden Risiken in Bezug auf den Ausfall von Anlagenkom-ponenten ermittelt und bewertet
• statistische Methoden, wie z. B. „Six Sigma“ zur Herleitung vonAusfallursachen mit vielseitigen bzw. komplexen Einflussgrößen
• Ableitung und Bewertung von Optimierungsmaßnahmen
Vor dem Hintergrund, dass die Methode RCM aus der Raumfahrtund Flugzeugindustrie, die Methode RBM aus der Nuklear- und Che-mischen Industrie stammen und dadurch einen sehr hohen Detail-lierungsgrad und Formularaufwand mit sich bringen – hat die Pra-xis gezeigt – dass der Implementierungsaufwand nicht im rechtenVerhältnis zum Nutzen steht.
Gründe dafür sind der extrem hohe Aufwand der Anlagenbewer-tung, insbesondere bei der Ermittlung und Berechnung wissen-schaftlich belegbaren Einflussgrößen zur Priorität, Zustand undAusfallsrisiko von Anlagenkomponenten.
Unsere Erfahrungen haben gezeigt, dass der Aufwand, expo-nential zur Anzahl der zu bewertenden Komponenten einer An-lage, steigt.
Ein weiterer Grund dafür ist, die oft ungenügende Verfügbar-keit von Störungsdaten und Instandhaltungsaufwänden, welche in
aufwendigen Verfahren bzw. über einen längeren Zeitraum für dieAnlagenbewertung ermittelt werden müssen.
Deshalb bezieht EBAV, ergänzend zu den Daten aus EDV-Syste-men, die Erfahrungen der Techniker in das Anlagenbewertungs-verfahren ein und strukturiert die Anlagen in überschaubareFunktionseinheiten.
Das Ergebnis ist ein Anlagenportfolio (siehe Abbildung 1) unter-teilt in Funktionsgruppen bezogen auf die Anlagenpriorität, denAnlagenzustand bzw. das Ausfallsrisiko.
Zur genaueren Beurteilung der oben beschriebenen Kriterienwerden Netzdiagramme mit den Bewertungsergebnissen proFunktionsgruppe einer Anlage dargestellt.
Diese Auswertungen dienen dem Anlagenmanagement als Un-terstützung für die Investitionsplanung, Instandhaltungsstrate-gieoptimierung und Schwachstellenbeseitigung.
Praktische Umsetzung von EBAVDie Umsetzung von EBAV erfolgt mit einem erprobten Baukas-tensystem. Das bedeutet, dass Standardelemente auf die spezi-fischen Bedürfnisse des Unternehmens, während der Implemen-tierung, angepasst und synchron angewendet werden. Dadurchwird sichergestellt, dass die unterschiedlichen Anforderungenvon Unternehmen, wie der unternehmensspezifische Anlagen-park, wesentliche Indikatoren, etc. in die spezifisch adaptierteEndlösung einfließen.
Parallel zur Konzeptions- und Anpassungsphase wird in einer Pi-lotphase mit der Implementierung begonnen, dadurch bekommtdas Unternehmen in sehr kurzer Zeit die ersten Ergebnisse zurOptimierung des Anlagenparks.
Die so gewonnenen Erkenntnisse fließen als Verbesserungs-maßnahmen in die Realisierungsphase ein, wo die, auf das Un-ternehmen angepasste Methode, für ein laufendes technischesControlling in einem bewährten IT-Tool umgesetzt wird. DieDurchlaufzeit für dieses Projekt beträgt zwischen sechs Monateund einem Jahr (siehe Abbildung 2).
Im zweiten Teil dieser Veröffentlichung geht der Autor imRahmen der Implementierung des EBAV-Ansatzes detailliertauf die einzelnen Bausteine ein.
Beratungsphase – Konzept
• Controllingmodule• Kennzahlensystem• Organisation Pilotierung
• Analyse und Anpassung der Methoden• Anpassung des Baukastens an den Kunden
Realisierung
• IT-Umsetzung
Durchlaufzeit 6 Monate – 1 Jahr
24 · 8 2013 | moproweb.de
mi | Technik/IT
16-20 September
Munich - Germany
Visit us at
Hall A5 – Booth 149

26 · 8 2013 | moproweb.de
Ganz nah am SollwertFOSS – weltweit über 200 ProFoss Inline-Geräte
mi | Interview
Michael Sievers, bei FOSS Global für Prozesstechnik zuständig:Durch Inline-Analyse werden Ihre Produktions-Prozesse signifikant optimiert
Jedes ProFoss Gerät ist werksseitig standardisiert (Foto: FOSS)
Von seinen vor drei Jahren vorgestellten Inline-NIR-Mess-geräten, ProFoss, hat FOSS inzwischen weltweit über200 Exemplare installiert. Dabei wurden von der drittenGeneration seit Jahresbeginn alleine 65 Geräte ausge-
liefert. molkerei-industrie sprach mit Michael Sievers, bei FOSSGlobal für Prozesstechnik zuständig, über die Gründe für dieserasante Entwicklung.
mi: Warum sollte eine Molkerei teure Inline-Messtechnik installieren,wenn sie doch ohnehin ein i.d.R. gut ausgestattetes Labor hat?
Sievers: Als erstes ist zu sagen, dass Inline-Analytik niemals die klas-sische Labor/QA Analytik ersetzen wird. Der Aufgabenbereich fürInline-Analytik ist jedoch ein anderer als bei der QA, es geht um Echt-zeitkontrolle ausgewählter und regelbarer Parameter, um kleinsteProzessänderungen festzustellen.
Traditionell ist es so, dass der Anlagenbediener in bestimmten Zeit-abständen eine Probe zieht, die im Labor untersucht wird.
Anhand dieses Messwertes wird der Prozess eingestellt.Diese Methode hat aber gravierende Nachteile:
• Dieses Messergebnis ist keine Echtzeitanalyse, d. h. die Prozessop-timierung erfolgt immer zeitverzögert.
• Das Ergebnis der Laboruntersuchung enthält zwei Fehlerquellen
1. Den Analytischen Fehler und
2. den Probenahmefehler (Stichprobenfehler), da es sich um einestatische Probe handelt mit der man einen dynamischen Prozessbeurteilen will.
Der gesamte Fehler in dieser Analyse muss in der Festlegung desSollwertes in der Produktion berücksichtigt werden, was jedochoft noch nicht geschieht. Kleine Prozessvariationen lassen sichnicht oder nur ungenau erfassen. Allein der Probenahmefehleraus dem Prozess liegt bei Quark aus praktischer Erfahrung bei biszu 0,08 %.
Viele Betriebe sind sich dieser Fehlerquelle heute noch nicht be-wusst und haben dies noch nicht überprüft. Um diesen Probenah-mefehler zu analysieren sollte man mindestens eine Woche alle Pro-

ben doppelt ziehen, diese diskret im Labor untersuchen lassen unddie Messergebnisse statistisch auswerten.
Weiterhin kann durch stündliche Stichproben nicht auf aktuelleProzessbedingungen oder Probleme reagiert werden, da die lücken-lose Echtzeitanalyse fehlt.
All dies kostet bares Geld. Bei Tests, die wir Molkereien anbieten,bestätigt sich das immer wieder.
mi: Welche Vorteile lassen sich denn mit Ihrem System herausholenund wie sieht es mit dem ROI aus?
Sievers: In vielen Fällen, z. B. in der Quarkproduktion, lässt sichum 0,15 % genauer an den Eiweiß- oder Trockenmassesollwert he-ranfahren. Unser Gerät erkennt Prozessvariationen bis zu 0,05 %.In der Praxis kommt man sogar auf 0,03 %. Ein Probenahmefehlerist bei ProFoss ausgeschlossen, da wir inline in der produktfüh-renden Leitung messen. Da wir einen Prozess kontinuierlich undnicht nur einmal pro Stunde kontrollieren kann auch der „zufällige“analytische Fehler auf nahezu 0 reduziert werden.
Somit kann ein Quarkseparator mit einer Prozessvariation vonunter 0,08 % gefahren werden. Bei 10 Mio. kg Jahrestonnage Quarkkommt insgesamt, je nach Ausgangslage, eine Magermilcheinspa-rung von bis zu 300.000 kg zum Tragen. Das sind um die 60.000 €.
Die Amortisationszeit liegt in dieser Größenordnung bei untereinem Jahr. Generell kann man sagen, dass die Untergrenze füreine ProFoss-Installation bei 4 Mio. kg Produktionsmenge liegt– sofern der Betrieb eine Wirtschaftlichkeit dieser Investitionwünscht. Es gibt ja auch eine rein auf die Qualität bezogene Be-trachtungsweise.
mi: Was unterscheidet die neue Generation des ProFoss von der bis-herigen? Und was ist an künftigen Entwicklungen zu erwarten?
Sievers: Im Gerät gibt es keine beweglichen Teile mehr. FOSS ar-beitet mit Dioden-Array Technik, so dass Vibrationen kein Problemmehr darstellen. Unser NIR inline-Gerät verfügt über zwei Lichtquel-len. Eine Umstellung dauert nur ein bis zwei Minuten, somit wurdedie Uptime signifikant erhöht. Die Geräte sind voll in die CIP integriertund in Schutzart IP 69K ausgeführt.Wir haben jedoch in Bezug auf Stabilität und Transferierbarkeit der Ka-librierung keine Kompromisse gemacht. Jedes ProFoss ist werksseitigstandardisiert – dies ist ein Meilenstein bei Verwendung von Dioden-Array Geräten.
Die Messtechnik halte ich für ausgereift, so dass hier keine größe-ren Entwicklungen zu erwarten sind. Bei der Software gibt es per-manente Weiterentwicklungen.
mi: Welche Produktionsbereiche in Molkereien sprechen Sie mit Ih-ren Geräten an?
Sievers: In erster Linie sind das die Butterherstellung, die von MPCund WPI sowie natürlich die von Frischkäse und Quark. In den USAauch die des populären Greek Yoghurt und die Inline Pulveranalyse.Wir haben für jedes Produkt eine spezielle Mess-Sonde und -metho-de entwickelt um eine optimale Inline-Messung zu garantieren. Wirhalten nichts von der Methode „Ein System kann alles“ – basierendauf langjähriger Erfahrung.
Anz
eig
e
Neue zukunftsweisende Lösungen mit derVerpackungstechnologie von Sacmi Dairy Division. In dieserneuenDivisionvereint sichdasganzeKönnenderSACMI-Gruppe.Sie stellt sich der Molkereibranche als Anbieter von integrativenund schlüsselfertigen Lösungen, die von der Formpressung überdie Befüllung bis hin zur Etikettierung reichen. Hocheffiziente,flexible und umweltfreundliche Anlagen, die sich unter anderemdurch einen reduzierten Energieverbrauch und durch eineeinfache und bedienerfreundliche Technologie auszeichnen.Dazu gehört auch das Form-Fill-Seal-Verpackungssystem,das Plastikbecher unter nennenswerter Einsparung vonVerpackungsmaterial in einem einzigen durchgängigen Prozessformen,befüllen,versiegelnundetikettierenkannundimRahmendes Verbraucherschutzes und der Lebensmittelsicherheithöchste Hygienestandards beim Verpacken einhält. EhrgeizigeZiele also, die nur von einer Gruppe wie SACMI mit mehr als 70weltweit vertretenen Niederlassungen erreicht werden können.Die aufs Neue unter Beweis gestellte Fähigkeit, sich nicht nurmit Erfolg der Entwicklung von Behältern, sondern auch der vonFlaschen widmen zu können, macht SACMI zum idealen Partnerfür den Molkereisektor, der sowohl aus technologischer Sicht alsauch in Hinblick auf das Produktdesign ständig auf der Suchenach innovativen Lösungen ist.
www.sacmi . com a brand of
Dairy packaging solutions:the future looks fresh!
VISIT SACMIB5 - 302
27
28 · 8 2013 | moproweb.de
„Wissen was drin ist“ …Sopra stellt LIMS vor
Abb. 1: Proben-programme undMessgrößen
Das Laborinformationssystemwurde von Sopra aufgrundsteigender Kundenanfragenentwickelt. Vor allem kleinere
Unternehmen scheuen die meist relativhohen Kosten für etablierte standaloneSysteme.
Aufgrund der vollständigen Integrationin den gesamten EDV-seitig unterstütztenUnternehmensprozess, ermöglicht der Ein-satz des Sopra Laborinformationssystemseine workflow-geleitete, automatisierteProbenanlage und damit verbunden einprozessübergreifendes Berichtswesen.
SystemmerkmaleJeder Produktionsprozess bedingt anders-geartete Probennahmen. Dieser Anforde-rung wird mit frei definierbaren Proben-programmen und Messgrößen Rechnunggetragen. In einer Systemtabelle werdenzunächst die benötigten Probenprogram-me festgelegt. Zudem werden in einerweiteren Tabelle die einzelnen Messgrößenerfasst. Diese können bezüglich Formatie-rung, Funktionalität und Grenzwertanga-ben näher spezifiziert werden.
Die automatische Anlage von Probe-nahmen wird auf der Grundlage diverserUnternehmensabläufe individuell bezo-gen auf einzelne Prozesse verknüpft mitbestimmten Artikeln, Artikelgruppen undggf. einzelnen Arbeitsgängen der Produk-tion festgelegt.
Einsatz in der PraxisBereits mit dem Wareneingang von Roh-ware und Verpackungsmaterial fallen dieersten Laboruntersuchungen an. Ohnezusätzliche manuelle Eingriffe wird mitder Lagerzugangsbuchung bzw. mit Brut-towiegung der Rohware eine Laborprobeerzeugt und ein entsprechendes Proben-etikett gedruckt. Ein am Etikett aufge-druckter Barcode ermöglicht dem Labor-personal einen schnellen und unkomplizier-ten Aufruf der angelegten Probe.
Nach Durchführung der lt. Probenpro-gramm vorgegebenen Messungen, wer-den die ermittelten Werte zum jeweiligenVorgang im System erfasst.
Abb. 2: Hinterlegte automatische Probenahme
Abb. 3: Verknüpfung der Probendaten
Das Probenentikett wird an der jeweili-gen Probe angebracht und ermöglicht sojederzeit einen eindeutigen Aufruf dererfassten, zugehörigen Messwerte.
Mit der Ware mitgelieferte Dokumente,z. B. Analysezertifikat, Wiegeschein oderReinigungszertifikat, werden direkt mitdem Probevorgang verknüpft.
Im Verlauf des Herstellungsprozesses er-folgen weitere Probenahmen bei HF- undFertigwarenproduktion in Form von Stufen-und Endproduktkontrollen. Untersucht wird
mi | Technik/IT

neben der produzierten Ware auch einge-setztes Material, wie z. B. Fruchtzubereitungoder zugekaufte Halbfertigprodukte.
Endproduktkontrollen und sporadischeProbenahmen werden dabei systemseitigdurch den Einsatz von mobilen Scannernunterstützt. Dazu wird die Paletten-NVEgescannt und eine Probenart gewählt, überdie die entsprechenden Messgrößen für dieanschließend automatisch angelegte Probesystemseitig ermittelt werden können.
Für Rohstoffverkäufe besteht neben derautomatisierten Anlage der Proben auch dieOption, vorgangsbezogene Dokumente, wiez. B. ein Analysezertifikat zu generieren.
ProzessübergreifendesBerichtswesenAuf dem „Tages- und Abweichprotokoll“werden sämtliche erfasste Probenahmen
ausgewiesen, die in einem bestimmten, freidefinierbaren Zeitraum angefallen sind.Zusätzliche Einschränkungen/Filter aufArtikel, Artikelgruppen oder Produktions-
Abb. 4: Tagesprotokoll/Prüfbericht
Abb. 5: Chargenübersicht
prozesse sind ebenso vorgesehen wie eineEinschränkung der Ausgabe auf Werte mitGrenzwertverletzungen oder der Anzeigevon produzierten Fertigwaren-NVEs.
Mit der EU-Verordnung 178/2002 wur-de vom Gesetzgeber eine Anordnunggetroffen, die jedes Unternehmen dazuverpflichtet, sämtliche Verarbeitungs-schritte detailliert zu dokumentieren.Mit der vollständigen Integration des La-borinformationssystems im ERP-Prozessist Sopra dieser Anforderung nachge-kommen. Der Lebenslauf eines Produktswird auf Chargenebene im „Chargenrück-verfolgungsbericht“ zusammen mit denjeweilig durchgeführten Proben darge-stellt. Dabei kann der Anwender zwischenDownstream-Tracing, d. h. von der Fer-tigware zum eingesetzten Rohstoff, undUpstream-Tracing, also vom eingekauftenRohstoff zur Fertigware, entscheiden.
MilkoScan™ FT1
www.foss.de [email protected]
Milchstandardisierung undScreening auf AbnormitätenZuverlässige Kontrolle und Standardisierung von Milch und flüssigen Milchprodukten.
• Schnelle Kontrolle bei der Rohwarenannahme zur optimalen Qualitätstrennung• Milchstandardisierung zur optimalen Nutzung von Rohmaterial; Gewährleistung
von gleichbleibend hoher Produktqualität• Endproduktkontrolle
Fordern Sie Informationsmaterial an und lassen Sie sich durcheine Gerätepräsentation von den Einsatzmöglichkeiten diesesbewährten Systems überzeugen.
Anzeige

Wir verpacken Ihr Produkt:Was Sie auch abfüllen undverpacken, TLM-Verpackungs-maschinen lassen sich aufjedes Produkt einstellen. DieTechnologie der Teilmaschinen,
www.gerhard-schubert.de
Aufrichten Füllen
Gerhard Schubert GmbHVerpackungsmaschinen
Industriegebiet SüdostHofäckerstraße 774564 Crailsheim

die TLM-Komponenten und dasTLM-Vision-System machenes möglich. Die Umstellungkann vollautomatisch erfolgen.TLM – die Kompaktmaschine,die mit wenig Platz auskommt.
Füllen Übersetzen
Tel. 07951 / 400-0Fax 07951 / 85 [email protected]
Drinktec, München16. – 20. September 2013Halle B5 | Stand 318
Herzlich willkommen!
Fachpack, Nürnberg24. – 26.09.2013Halle 1 | 1-215

SeminarprogrammDienstag, 10. September 2013
14:00 Uhr BegrüßungBernd von Borstel, Fachverband der MilchwirtschaftlerModeration: Thorsten Lucht
Käsemarkt14:15 Uhr Käse im nationalen,
europäischen und globalen MarktgeschehenErhard Richarts, Rheinbreitbach
Export Russland15:00 Uhr Geschichte der TR 88
Dr. Reinhard Velleuer, Nds. Landesamtfür Verbraucherschutz und Lebensmittelsicherheit (LAVES)
15:45 Uhr Kaffeepause
16:15 Uhr Aktuelle Situation um den RusslandexportKarin Monke, EXPORT-UNION für Milchprodukte e. V.
16:45 Uhr TR 88 und die Folgen für die Milchindustriein DeutschlandIngo Müller, DMK, Bremen
Führung17:30 Uhr Gedanken zum Thema Mitarbeiter
Thorsten Lucht, DMK Werk Edewecht
18:15 Uhr Diskussion
19:00 Uhr Abendessen mit anschließendemkollegialen Gedanken- und Erfahrungsaustausch(auf Einladung des Veranstalters)
18. Ahlemer Käse-Seminar
Unsere Themen:Käsemarkt, Führung, Käseformen, Reinigung, Verpackung,Salzlake, Wirtschaftlichkeit, Käsereitechnik, TPM
Teilnehmergebühr:
490,- € zzgl. MwSt. (inkl. Seminarmappe, CD-Rom mit allen Vorträgen, Abendessen, Mittagessen und Tagungsgetränken),zu überweisen nach der Anmeldebestätigung und dem Eingang der Rechnung.
Übernachtung:
Hotel „Freizeit In“ – 96,- € im Einzelzimmer inkl. MwSt., Frühstück und Parkplatzgebühr (bitte vor Ort beim Hotel begleichen).
Anmeldung:
Bitte bis spätestens 23.08.2013 an den
Fachverband der Milchwirtschaftler in Niedersachsen und Sachsen-Anhalt – Bildungswerk – GmbHBahnhofstraße 14, 26122 OldenburgTelefon: 0441 – 2 10 27 67Telefax: 0441 – 2 10 27 52E-Mail: [email protected]
10. und 11. September 2013, Hotel „Freizeit In“, Göttingen
Mittwoch, 11. September 2013
Käseformen – Reinigung – Verpackung08:00 Uhr Innovative Formenlösungen von ServiDoryl
Frank Neuber, ALPMA Alpenland Maschinenbau GmbH
08:45 Uhr „Biofilm, eine immer wiederkehrende Problematik“Neuartige Detektion, Entfernung und Vorbeugungdurch EnzymbehandlungRalf Junker, Klaus Sieve, HYPRED GmbH
09:30 Uhr Kaffeepause
10:00 Uhr Schneiden und Verpacken – was steckt dahinter?Norbert Brunnquell, GEA Food Solutions Germany GmbH
Salzlake, Wirtschaftlichkeit10:45 Uhr Vorteile der Salzbadfiltration mit dem Cricketfilter
Reinhard Pudelko, MAHLE Industriefiltration GmbH
11:30 Uhr Auf der Suche nach Wirtschaftlichkeit –Effiziente Neuerungen in der KäseherstellungDirk Kruse, Tetra Pak Processing GmbH,Wichger Helmholt, Tetra Pak Cheese and Powder Systems B.V.
12:15 Uhr Mittagsessen
Käsereitechnik, TPM13:15 Uhr Flexible Schnitt- und Hartkäseanlagen
für Mittel- und GrossbetriebeSchwerpunkt: innovative kranlose SalzbadsystemeThorsten Kehl, Sulbana AG
14:00 Uhr TPM – der Weg zu Operational ExcellencePeter Schimek, Hochschule Ansbach
15:00 Uhr Diskussion
15:30 Uhr Seminarende mit Aushändigung der Teilnahme-bescheinigungen. Kaffee und Kuchen im Foyer

Food & Hygiene TechnologyCH-8352 ElsauTel. +41 52 368 74 74www.sulbana.com
Sulbana Käsereitechnik
Neue Generation Käsepressenfür Hart- und Schnittkäse
- Modularer Aufbau- Presszylinder in Chromstahl
- Mozzarella- und Pizzakäseanlagen- Salzbadsysteme für Grossblock- Formenfüllsysteme- Tunnelwaschmaschinen
- CIP-fähige Ausformstation- Formenhandling- Projektengineering
- CIP-reinigbar- Beste Servicezugänglichkeit
„Bedienung der kurzen Wege“Weber Power Controlerhält Red Dot Design Award
Die Weber Power Control der Weber Maschinenbau GmbH wurde mit dem RedDot Award 2013 in der Kategorie Communication Design ausgezeichnet. Die inZusammenarbeit mit der HMI Project GbR, Karlstadt, entwickelte Bedien-Schnitt-stelle für Weber-Anlagen überzeugte die Jury mit einer herausragenden Gestal-tung und einer besonders einfachen Bedienung der Hochleistungsschneidelinien.Die Bedienung erfolgt über einen Multitouch-Screen mit Hilfe von Wischtechnikund Gestensteuerung. Bei der Umsetzung der Oberf läche wurden aktuelle Web-Technologien eingesetzt. Weber Power Control informiert den Bediener über allerelevanten Belange der angeschlossenen Anlagenteile. Die wichtigsten Maschinen-kennzahlen wie zum Beispiel Portionsleistung, Gutausbeute, Giveaway und Porti-onsgewichte werden übersichtlich angezeigt. Zusätzlich führt die Bedien-Schnitt-stelle die Bediener bei Bedarf auch durch Problemlösungen. IntelligenteBedienelemente reduzieren die Anzahl der Parameter und erleichtern die Bedie-nung der Maschinen. Eine weitere Besonderheit ist die „Bedienung der kurzenWege“, so ist das Bedienkonzept nicht hierarchisch aufgebaut, sondern alle wichti-gen Einstellungen sind mit einem „Touch“ erreichbar. Zusätzlich lässt sich WeberPower Control individuell anpassen. weberweb.com
NACHRICHTENNACHRICHTENLEUTE
Seit 01. Juli 2013 ist JohannesSeidel neuer VertriebsleiterSüddeutschland der BMS Ma-schinenfabrik. Seidel tritt dieNachfolge von Alfred Merk-
lein an, der in den Ruhestand getreten ist.
RA Dr. Alexander Anton wirdzum 1. Oktober neuer General-sekretär des EU-Milchindustrie-verbandes EDA. Anton folgt Dr.Joop Kleibeuker, der in den
Ruhestand geht. Anton kommt von Elanco, woer für global corp. affairs des Pharmaunter-nehmens verantwortlich ist. Zuvor war er in derBrüsseler Dependance des MIV tätig.
Dr. Gotthard Kirchner ist aus der Geschäfts-führung der Rosen-Unternehmensgruppe(DMK-Eis GmbH) ausgeschieden. Die bishe-rigen Geschäftsführern Frank Forstmann undStefan Scherer übernehmen seine Aufgaben.
Anzeige

34 · 8 2013 | moproweb.de
mi | Verpackung
Moderner Auftrittfür einen KlassikerDie „Milchkanne“ der Zukunft
„Mass Customization“ alsZukunftstrend/Interakti-ve Verpackungen fördernden AbsatzDie Deutschen konsumieren zu wenig Milch-produkte. Nach Angaben der DeutschenGesellschaft für Ernährung (DGE) werdenvon den empfohlenen 200 bis 250 g Milchund Milcherzeugnissen pro Tag nur knappzwei Drittel erreicht. Insbesondere jungeMenschen gelten dabei als Milchmuffel. Umdiese anzusprechen, sind gerade bei einemMassenprodukt wie Milch kreative Konzeptegefragt. Eine attraktive Lösung mit hohemMehrwert bieten hier Verpackungen mitAugmented Reality-Technologie, die On-und Offline-Welt miteinander verknüpft.Richtig eingesetzt bieten die interaktivenVerpackungen dem Verbraucher ein per-sönliches Markenerlebnis, das ihn zum Kaufreizt – und so den Absatz fördert.
Gerade bei Gewohnheitsgütern wie Milch,bei denen der Käufer die Unterschiedezwischen einzelnen Produkten kaum direktausmachen kann, beeinflusst das Verpa-ckungsdesign wie bei kaum einer anderenProduktsparte die Kaufentscheidung. Des-halb sind hier innovative Lösungen gefragt.Die Verpackungsdesignerin Maxi Meilickzeigt, wie eine Alternative zu den gängigenMilchverpackungen aussehen kann. Bei ih-ren Überlegungen für eine innovative undnachhaltige Lösung für junge Leute kam
Unsere Autorin: Larissa Laternser hat sich auf den Bereich Konsumenten Kommunikation spezialisiertund für den Getränkedosenhersteller Ball Packaging Europe die Social Media Strategie (siehe auch dosionair.de)erfolgreich aufgebaut. Aktuell verantwortet sie als Business Manager Europe den Bereich Alkoholfreie Getränke.E-Mail: [email protected]
sie auf die Milchkanne aus Aluminium undschlägt damit die Brücke zum traditionellenMilchfass. Ihre Gründe für die Rückkehr zuMetall sind einleuchtend: Das Material zeigt
nahezu keine Wechselwirkung mit dem Füll-gut, schützt das Produkt sehr gut vor Licht,ist leicht und stabil und überzeugt mit gu-ten Recyclingwerten.
Wie eine AR-Kampagne funktioniert, zeigt die Handelskette Edeka Hessenring mitihrer Marke „Perlquell Cool Cola-Orange“ und der POS-Aktion „Hol Dir Dein Sprudeltier“

Zwar ist diese Idee noch Utopie, aber imMilchbereich setzen bereits mehrere An-bieter auf das „kleine Milchfass“, die Ge-tränkedose. Denn Milchmischgetränke inder Dose gelten als Trendgetränke, die inbunt bedruckten Alugebinden im Kühlregalangeboten werden. Da greift vor allem einjüngeres Publikum gerne zu. Mit rund fünfProzent ist der Anteil der Molkereiproduk-te am europäischen Getränkedosenmarktzwar noch gering. Aber die zunehmendeProduktvielfalt im In- und Ausland zeigtdas Potenzial, das dieser Markt zu bietenhat: So vertreibt beispielsweise Friesland-Campina Schokomilch in Dosen; die Geträn-kemarke LIMUH verkauft ihren Molke-DrinkAsterix-Mix in einer 25cl-Slim-Dose.
Die Karlsberg Brauerei setzt auf Geträn-kedosen mit Augmented Reality undhat es in Zusammenarbeit mit Sony ge-schafft, die Zielgruppe aus der Online-welt zurück zum POS zu locken
Aluminium als nachhaltigesVerpackungsmaterial amBeispiel der Getränkedose.
Maxi Melick
Verpackung als MediumDoch die Verpackung ist mehr als nur eineHülle, die schützt. Sie „kommuniziert“ mitdem Verbraucher und fungiert als Wer-beträger. Heutzutage bieten bereits Bar-codes und QR-Codes die Möglichkeit, mehrüber die verpackten Lebensmittel zu er-fahren oder zu einer besonderen Promoti-onaktion auf einer Website weiterzuleiten.Getränkedosen haben hier den Vorteil,dass sie sich rundum bedrucken lassen unddamit im Vergleich zu etikettierten Gebin-den mehr Oberfläche für Markeninforma-tion und -design bieten.
Anzeige
Die Verpackung als Kommunikations-Medi-um steht dem heutigen Konsumenten schonzur Verfügung. Was aber fehlt sind Produkt-konzepte, die den Verbraucher individuell an-sprechen und aktiv einbinden. Denn Trendswie Individualisierung und größere sozialeMobilität führen dazu, dass sich die Kon-sumgewohnheiten ausdifferenzieren. Dasgilt auch für das Produkt und seine Verpa-ckung. Der Konsument von morgen will keinaustauschbares Massenprodukt, sondern eindirekt auf ihn zugeschnittenes Produkt.
Verkaufsunterstützungmit Augmented RealityDoch wie lässt sich die Verpackung einesMassenprodukts wie beispielsweise Kon-summilch individualisieren, ohne zum Luxus-gut zu werden? Neue Medien und Augmen-ted Reality (AR) bieten hier die Lösung. DieTechnologie ermöglicht es, virtuelle Objek-te, Räumlichkeiten oder Effekte in die realeUmgebung einzufügen – und ergänzt dieRealität damit um eine zusätzliche Dimensi-on. Die AR-Technologie ist „unsichtbar“. Je-

36 · 8 2013 | moproweb.de
Schokomilch-Energy Drink in einer 50 cl-Dose
Konzentrieren Sie sich nichtauf die Technik, sondernauf den Nutzen. Dem Kon-sumenten ist es egal wieStrichcodes funktionieren,sie interessiert nur was esihnen an Mehrwert bringt.
Paul Taylor
Dank AR können MarkenKonsumenten einbinden undzu einem aktiven Teil derKampagne werden lassen.Das Produkt wird lebendig,die Werbung persönlicherund dadurch spannend.
Irina Kharseeva
des Logo oder jeder Gegenstand kann zumAuslöser werden, ohne Änderungen am ur-sprünglichen Design zu erfordern. Voraus-setzung ist, dass „Code“ und entsprechen-des Produkt zuvor hinterlegt worden sind,damit die Bilderkennungssoftware es zuord-nen kann. Um den Code zu „entschlüsseln“,muss der Anwender diesen mit der Kameraseines Smartphones scannen. So landet erbeispielsweise auf einer verlinkten Internet-seite oder überquert bei einer Tour durchdie Abbey Road gemeinsam mit den Beatlesdie Straße. Die reale Welt des Nutzers ver-ändert sich also erheblich: Er ist nicht mehrnur Rezipient, sondern wird zu einem akti-ven Teil der „erweiterten Realität“ und gibtInformationen zurück oder weiter, die sichauf seine Wirklichkeit auswirken.
AR ist zwar technologieabhängig, dochdas ist für deutsche Kunden kein Problem.Nach Angaben der Initiative D21, Deutsch-lands größter Partnerschaft von Politikund Wirtschaft für die Informationsgesell-schaft, nutzten im vergangenen Jahr be-reits 40 Prozent der Bevölkerung mobilesInternet; 13 Prozent mehr als 2011. Derzeitwürden 37 Prozent der in Deutschland le-benden Bürger ein Smartphone besitzen(24 Prozent im Vorjahr). Nach Angaben vonTNS Emnid nutzt insbesondere die jungeZielgruppe dabei mobilen Content. 58 Pro-zent der 14- bis 29-Jährigen surften mobilim Internet; 31 Prozent schauten unterwegsbewegte Bildinhalte wie Videos. Nach Anga-ben von Gartner ist Augmented Reality eineder zehn wichtigsten Technologien unsererZeit. Juniper Research prognostiziert für dieAR-Branche einen Gesamtumsatz von 1,5Milliarden US Dollar bis 2015. Beste Voraus-setzungen also, mit neuen Technologien wieAR junge Verbraucher anzusprechen.
Die Realität erweiternLebensmittel- und Getränkeproduzentengehören bereits zu den AR-Anwendern undnutzen die Verpackung ihrer Produkte alsSchnittstelle zwischen realer und digitalerWelt. Dabei setzen insbesondere Unterneh-men, die ein junges Publikum ansprechenwollen, auf die kreative Marketingidee – unddie Getränkedose als Verpackung. Denn siegilt als „Trendsetterin“ unter den Verpackun-gen mit wachsender Bedeutung. So stieg derbundesweite Absatz im vergangenen Jahrauf 1,4 Milliarden Getränkedosen.
Auch die ersten Milchproduzenten habenAR für sich entdeckt. Um die Ankunft desBasketball-Superstars Shaquille O’Neal inseinem neuen Team in Cleveland zu feiern,brachte Muscle Milk eine limitierte „Genuine33”-Flasche mit AR-Element auf den Markt.Sobald der Verbraucher den AR-Marker aufdem rückseitigen Etikett mit einer Webcamscannt, taucht der Spieler als 3D-animierteMinifigur auf. Die Verbraucher waren vondem Online-Erlebnis begeistert – und derProduktabsatz der limitierten AR-Flascheverdoppelte sich nahezu. Auch Danone haterste Experimente gemacht und beispiels-weise in Südostasien ein Online-Spiel initiiert,an dem man per Webcam teilnehmen konnte.
„Mass Customization“als Schlüssel zum ErfolgBeide Ideen sind zwar gut und zeigen die Mög-lichkeiten von AR, dennoch hapert es noch anzwei Stellen: Der Verbraucher ist an den Rech-ner gebunden und zu wenig aktiv involviert.Um eine erfolgreiche AR-Kampagne durch-zuführen, gilt es vorab folgende Fragen zubeantworten: Bietet die AR-Anwendung einenechten Mehrwert, also nützliche oder reizvolleZusatzinformationen? Was hat der Verbrau-cher davon, wenn er an einem Online-Spiel teil-
nimmt oder Shaquille O’Neal tanzen lässt? Wiekommt der Verbraucher von der Online-Weltwieder zurück an den Point-of-Sale (POS)?Nicht zu unterschätzen ist auch der problem-lose Zugang. Denn selbst die besten Ideen sindzum Scheitern verurteilt, wenn zugunsten derTechnik einfache Grundregeln der Nutzer-freundlichkeit ignoriert werden. Auch die Kon-sumentenforschung ist ein wichtiger Punkt.Denn nur wenn ich weiß, wer wann und aus
welchem Grund an einer AR-Aktion teilnimmt,erhalte ich wichtige Informationen für künfti-ge Projekte.
Wie solche Kampagnen funktionieren, zei-gen unter anderem Edeka Hessenring unddie Karlsberg Brauerei mit ihren Marken „CoolCola-Orange“ und „MiXery“, die in Getränkedo-sen abgefüllt sind. Ein Hinweis auf den Aktions-dosen fordert den Konsumenten auf, die realemit der virtuellen Welt zu verbinden. Scanntder Verbraucher das auffällige Dosendesign,erscheint eine virtuelle Kunstfigur, die auf sozi-alen Netzwerken verbreitet und Freunden ge-zeigt werden kann. Nutzt ein Unternehmen dieFigur eines bekannten Videospiels, wie etwa„MiXery“ den Held des Sony-Actionabenteuers„Uncharted 3: Drake’s Deception“, kommt eszu zusätzlichen Synergieeffekten, da sich dieUnternehmen gegenseitig bewerben.
Markenbindung durchpersönliches ErlebnisBeide Beispiele zeigen, dass AR-Anwen-dungen nicht nur die reale Welt mit einervirtuellen verknüpfen. Vielmehr ermög-licht die Technologie den Konsumenten,Teil einer „individuellen” Kampagne zuwerden. Das schafft ein persönliches Er-lebnis und bindet den Verbraucher stär-ker an die Marke. Wie intensiv der Nutzerdieses Erlebnis empfindet, hängt starkdavon ab, inwieweit er eingebunden ist.
mi | Verpackung

xx
Wer dem Einkäufer eine persönliches Ein-kaufserlebnis bietet und diesem erlaubt dieGeschichte hinter dem Produkt spielendzu erlernen, steigert automatisch die Ver-kaufschancen.
Tim Katz
Handelt es sich beispielsweise um ein reines Sichtbarmachen, wieetwa der Zugang zu weiteren Informationen? Oder generiert undverteilt er selbst Inhalte?
Erste Erfahrungen haben bereits gezeigt, dass Verbraucher nurdann AR-Technologien nutzen, wenn die Verpackung sie mit demrichtigen Lockmittel zum Mitmachen einlädt und das Erlebnis be-sonders nützlich oder andersartig ist. Dann sind sie auch bereit,diese Erfahrung zu teilen und sich selbst zu „branden“. Persön-lichen Empfehlungen über soziale Netzwerke kommt dabei einehohe Bedeutung zu, denn sie sind glaubwürdiger als klassischesUnternehmensmarketing. Dank der viralen Verbreitung über dasNetzwerk steigt wiederum die Bekanntheit des Produkts.
Interaktive Verpackungfördert den Absatz am POSFür die Markenhersteller bietet der Einsatz von AR die Möglichkeit,ihre Produkte am POS vom Wettbewerb zu differenzieren, ohnedie Verpackung neu zu gestalten. Der Auslöser bleibt konstant,online haben sie die Möglichkeit, den Kampagneninhalt kurzfris-tig zu ändern. Der Inhalt kann ortsabhängig (GPS), tageszeitrele-vant und sogar abhängig von der Wetterlage geschaltet werden.Vielfältige Promotionaktionen lassen sich so innerhalb kurzer Zeitkostengünstig realisieren. Schafft es der Hersteller zudem, durchein außergewöhnliches AR-Konzept ein so hohes Interesse an sei-nem Produkt zu erwecken, dass der Verbraucher es in die Handnimmt, steigen die Chancen, dass er es auch tatsächlich kauft.Statistisch gesehen sind nämlich 9 von 10 Verbrauchern eher be-reit, ein Produkt zu erwerben, das sie vorher in der Hand hielten.So wandeln sich durch AR ausgelöste Kontaktchancen in echteKunden-Response-Raten.
Lösungen für die MolkereibrancheSorgloser Genuss braucht verlässliche Technologie.Machen Sie keine Kompromisse, wenn es um präzise und si-chere Mess- und Regeltechnik speziell für die Molkereibranchegeht. Setzen Sie auf 60 Jahre Qualität, hohes Engagement undeine exzellente Branchenexpertise:
Willkommen bei JUMO.
www.jumo.net
Besuchen Sie unsin Halle A4, Stand 341
Erfrischendpräzise.Erfrischend
analysieren
messen
registrieren
Anz
eig
e
Bislang hat die Augmented Reality-Technologie ihr ungeheures Po-tenzial längst nicht entfaltet, doch sie entwächst den Kinderschuhen.Getränkedosenhersteller wie Ball Packaging Europe erforschen, wiedie Verpackung als Auslöser für die virtuelle Produktpräsentationnoch weiter optimiert werden kann. Gemeinsam mit Marken setzt derVerpackungshersteller insbesondere auf Aktionen mit spielerischemMehrwert. In Zukunft wird es aber vor allem darum gehen, persona-lisierte Konzepte mit emotionalem Inhalt und Nutzen zu kreieren, dieden Verbraucher aktiv einbinden und ihn zurück zum POS führen. Da-mit können Hersteller ihre Waren vom Wettbewerb differenzieren undhöheren Absatz generieren – gerade auch bei Massenprodukten wieMilcherzeugnissen, die sich in Aussehen und Form sehr gleichen. DieKombination aus Getränkedose und Augmented Reality bietet hierbeieinen vielversprechenden Ansatz.

38 · 8 2013 | moproweb.de
mi | Technik/IT
HydrostatischeFüllstandsmesstechnikGrundlagen und Entwicklungstrends
Bild 1: Das hydrostatische Paradoxon (Abb.: WIKA)
Unser Autor: Enrico Bossart, WIKA Alexander Wiegand SE & Co. KG, wika.de
Der Anwender industrieller Füllstandssensoren sieht sichheute einer schier unüberschaubaren Anzahl verschie-denartiger Messprinzipien und alternativer Produkte inder Instrumentierung von Füllstandsmessstellen aus-
gesetzt. Die hydrostatische Druckmesstechnik gilt bereits seitvielen Jahren als das bedeutendste Messprinzip in der kontinu-ierlichen Füllstandsmessung. Dieser Fachartikel stellt die Grund-lagen der hydrostatischen Füllstandsmesstechnik in praxisnaherAusführung dar.
Die hydrostatischeFüllstandsmesstechnikDie Füllstandsmesstechnik unterlag in den vergangenen Jahr-zehnten einem umfassenden Wandel, von der rein mechanischenFüllstandsmessung hin zu komplexen, elektronischen Sensorenverschiedenartiger Messprinzipien. Die große Zahl alternativerTechnologien zur Messung des Füllstandes wie Hydrostatik, Reed-Kette, Magnetoresistivität, Radar, Ultraschall, Optik und viele mehr,bietet dem Anwender heute die Möglichkeit die bestgeeignete Sen-sorik für dessen individuelle Anforderungen auswählen zu können.
In der kontinuierlichen Füllstandsmessung gilt die hydrostati-sche Druck- bzw. Füllstandsmesstechnik mit einem Marktanteilvon ca. 40 % des Absatzvolumens als wichtigstes Sensorik- undMessprinzip.
HydrostatikHydrostatische Drucksensoren dienen der Messung des Füllstan-des bzw. der Füllhöhe einer Flüssigkeit. Die hydrostatische Druck-messung eignet sich für die Füllstandsmessung aufgrund der hyd-rostatischen Wirkung strömungsfreier Fluide. Dieses physikalischePrinzip beschreibt die Wirkung der Gewichtskraft einer ruhenden,sprich strömungsfreien Flüssigkeit auf einen Messpunkt. Diese aufeinen spezifischen Messpunkt wirkende Gewichtskraft bezeichnetman üblicherweise als „hydrostatischen Druck“.
Die wichtigste Voraussetzung für die hydrostatische Füllstands-messung ist das sogenannte „hydrostatische Paradoxon“. Diesesbesagt, dass unabhängig von Form und Volumen eines Behälters,der hydrostatische Druck am Messpunkt eines Tanks oder Behäl-ters ausschließlich zur Füllhöhe proportional ist (Bild 1). Somit isttrotz des scheinbaren Widerspruchs einer mit der Höhe überpro-portionalen Zu- oder Abnahme des Volumens bzw. Gewichts einerFlüssigkeit, der hydrostatische Druck am Messpunkt ausschließlichzur absoluten Füllhöhe und nicht zur Füllmenge proportional.
Eine statische Flüssigkeit bewirkt durch ihre spezifische Dichte unddie wirkende Schwerkraft eine entsprechend der Füllhöhe proporti-onal ansteigende Gewichtskraft bzw. einen ansteigenden hydrostati-schen Druck. Folglich stellt der hydrostatische Druck ein direktes Maßfür den Füllstand bzw. den Füllgrad eines Tanks- oder Behälters dar.
Da der hydrostatische Druck jedoch unabhängig vom Volumenund der Form eines Behälters ist, kann er zwar direkt zur Mes-sung des Füllstandes verwendet werden, muss jedoch für eine„Messung“ der Füllmenge weiter verarbeitet werden. Aus demgemessenen Füllstand kann mittels einer sogenannten Tankline-arisierungstabelle die aktuell im Behälter vorhandene Füllmengeberechnet werden. Diese Tanklinearisierungstabelle dokumentiertfür verschiedene Druckwerte die jeweils im Behälter befindlicheFüllmenge. Aus diesen hinterlegten Druck/Füllmenge-Wertepaa-rungen kann nun eine Kurve abgeleitet werden, die dem Anwenderfür jeden gemessenen hydrostatischen Druck ein entsprechendes

Bild 2: Drucksensor mit Druckkanal (Foto: WIKA) Bild 3: Sensor mit frontbündiger Membran (Foto: WIKA)
Füllvolumen darstellt. Üblicherweise erfolgt diese Berechnung inder SPS, so dass dem Benutzer direkt auf dem Bildschirm die aktu-ell vorhandene Füllmenge im Behälter angezeigt wird.
Um die Füllmenge mit hoher Genauigkeit aus dem hydrostati-schen Druck bestimmen zu können, wird der Drucksensor idealer-weise auf Höhe der gewünschten Nullmessung platziert. Ausge-hend von diesem Messpunkt misst der Sensor den hydrostatischenDruck als direktes Maß für den Abstand vom gewählten Messpunktbis zur Medienoberfläche. Der gemessene hydrostatische Druckeiner Flüssigkeit beinhaltet jedoch zusätzlich zur Gewichtskraftdes Mediums auch den auf die Flüssigkeitsoberfläche wirkendenUmgebungsdruck im Falle offener bzw. belüfteter Tanks/Beckenrespektive den Gasdruck in gekapselten, gasdicht verschlossenen
Anzeige
Tanks. Den aufliegenden Druck der Umgebungsluft bzw. des Gas-drucks kann man als Kraft bzw. Gewicht ansehen, die zusätzlichzur Flüssigkeitsgewichtskraft, auf den Drucksensor als hydrosta-tischen Druck wirkt.
Arten hydrostatischerFüllstandssensorenIn der hydrostatischen Füllstandsmesstechnik kann man primärdrei Arten bzw. Bauformen von Füllstandssensoren unterschei-den: konventionelle Drucktransmitter, Prozessdrucktransmitterund Pegelsonden, verfügbar in Relativ-, Absolut- oder Differenz-druckausführung. Für die Anwendung in Tanks und freistehendenBehältern eignet sich insbesondere der Einsatz von konventionel-
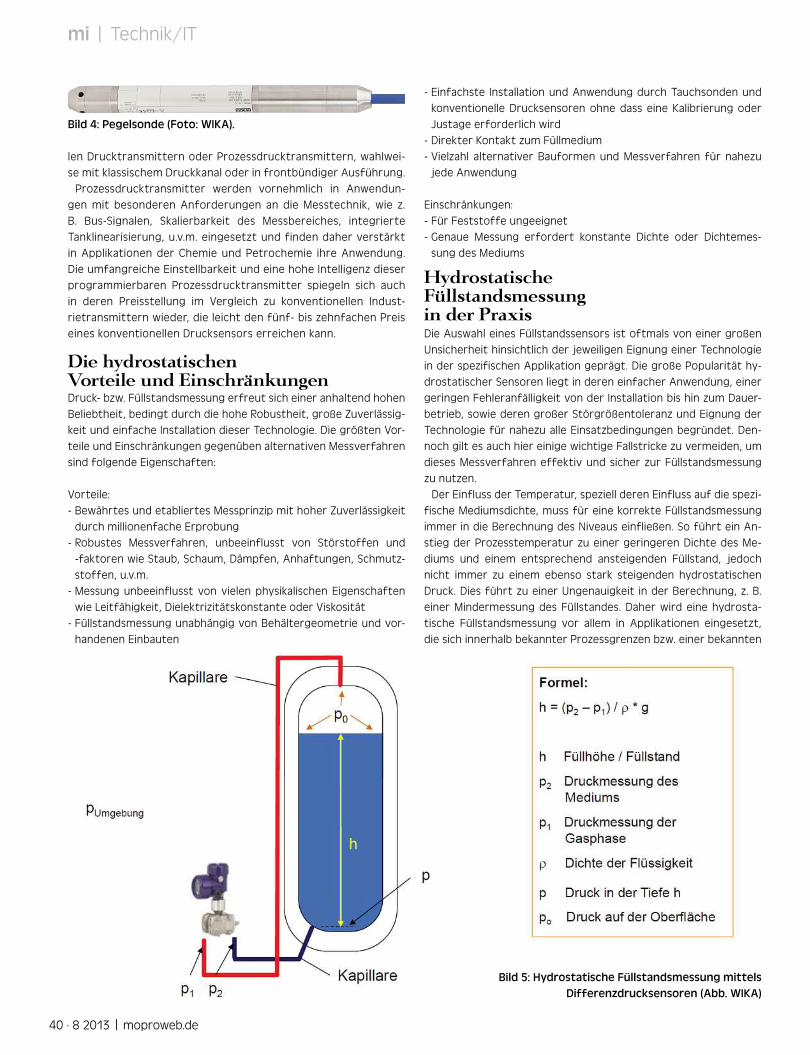
40 · 8 2013 | moproweb.de
len Drucktransmittern oder Prozessdrucktransmittern, wahlwei-se mit klassischem Druckkanal oder in frontbündiger Ausführung.
Prozessdrucktransmitter werden vornehmlich in Anwendun-gen mit besonderen Anforderungen an die Messtechnik, wie z.B. Bus-Signalen, Skalierbarkeit des Messbereiches, integrierteTanklinearisierung, u.v.m. eingesetzt und finden daher verstärktin Applikationen der Chemie und Petrochemie ihre Anwendung.Die umfangreiche Einstellbarkeit und eine hohe Intelligenz dieserprogrammierbaren Prozessdrucktransmitter spiegeln sich auchin deren Preisstellung im Vergleich zu konventionellen Indust-rietransmittern wieder, die leicht den fünf- bis zehnfachen Preiseines konventionellen Drucksensors erreichen kann.
Die hydrostatischenVorteile und EinschränkungenDruck- bzw. Füllstandsmessung erfreut sich einer anhaltend hohenBeliebtheit, bedingt durch die hohe Robustheit, große Zuverlässig-keit und einfache Installation dieser Technologie. Die größten Vor-teile und Einschränkungen gegenüben alternativen Messverfahrensind folgende Eigenschaften:
Vorteile:- Bewährtes und etabliertes Messprinzip mit hoher Zuverlässigkeit
durch millionenfache Erprobung- Robustes Messverfahren, unbeeinflusst von Störstoffen und
-faktoren wie Staub, Schaum, Dämpfen, Anhaftungen, Schmutz-stoffen, u.v.m.
- Messung unbeeinflusst von vielen physikalischen Eigenschaftenwie Leitfähigkeit, Dielektrizitätskonstante oder Viskosität
- Füllstandsmessung unabhängig von Behältergeometrie und vor-handenen Einbauten
- Einfachste Installation und Anwendung durch Tauchsonden undkonventionelle Drucksensoren ohne dass eine Kalibrierung oderJustage erforderlich wird
- Direkter Kontakt zum Füllmedium- Vielzahl alternativer Bauformen und Messverfahren für nahezu
jede Anwendung
Einschränkungen:- Für Feststoffe ungeeignet- Genaue Messung erfordert konstante Dichte oder Dichtemes-
sung des Mediums
HydrostatischeFüllstandsmessungin der PraxisDie Auswahl eines Füllstandssensors ist oftmals von einer großenUnsicherheit hinsichtlich der jeweiligen Eignung einer Technologiein der spezifischen Applikation geprägt. Die große Popularität hy-drostatischer Sensoren liegt in deren einfacher Anwendung, einergeringen Fehleranfälligkeit von der Installation bis hin zum Dauer-betrieb, sowie deren großer Störgrößentoleranz und Eignung derTechnologie für nahezu alle Einsatzbedingungen begründet. Den-noch gilt es auch hier einige wichtige Fallstricke zu vermeiden, umdieses Messverfahren effektiv und sicher zur Füllstandsmessungzu nutzen.
Der Einfluss der Temperatur, speziell deren Einfluss auf die spezi-fische Mediumsdichte, muss für eine korrekte Füllstandsmessungimmer in die Berechnung des Niveaus einfließen. So führt ein An-stieg der Prozesstemperatur zu einer geringeren Dichte des Me-diums und einem entsprechend ansteigenden Füllstand, jedochnicht immer zu einem ebenso stark steigenden hydrostatischenDruck. Dies führt zu einer Ungenauigkeit in der Berechnung, z. B.einer Mindermessung des Füllstandes. Daher wird eine hydrosta-tische Füllstandsmessung vor allem in Applikationen eingesetzt,die sich innerhalb bekannter Prozessgrenzen bzw. einer bekannten
Bild 4: Pegelsonde (Foto: WIKA).
Bild 5: Hydrostatische Füllstandsmessung mittelsDifferenzdrucksensoren (Abb. WIKA)
mi | Technik/IT

Weitere Informationen unterhttp://de.vwr.com/lebensmitteloder [email protected]
VWR International GmbHHilpertstraße 20A64295 DarmstadtTel.: 06151/3972-0E-mail: [email protected]
FokusLebensmittel
Alles rund um dieLebensmittelanalytik
■Ausstattung vonBetriebsräumen
■Geräte & Zubehör
■Mikrobiologische &chemische Tests
■ Chemikalien / Analytik
■ Verbrauchsmaterialien
Alles rund um die
Anz
eig
e
Dichte des Mediums bewegen. Sollte derProzess eine stark variierende bzw. unbe-kannte Dichte beinhalten, so wird dieseüblicherweise durch zusätzliche Sensorenkompensiert. Auch deshalb verfügen eineReihe von Drucksensoren über zusätzliche,integrierte Temperatursensoren die eineErfassung der Medientemperatur zur Dich-tekompensation ermöglichen.
Das Medium und dessen Eigenschaften,insbesondere dessen Viskosität und Fest-stoffanteil, entscheiden über den Einsatzeines Drucksensors in klassischer Bauformmit Druckkanal oder mit frontbündigerMembran.
Ein Drucksensor mit Druckkanal (Bild 2)sollte immer dann eingesetzt werden, wenndas Medium dünnflüssig und möglichst freivon groben Verschmutzungen ist. Neigt einMedium jedoch zu Anhaftungen, ist hoch-viskos oder stark partikelhaltig, so wähltman einen Sensor mit frontbündiger Mem-bran (Bild 3). Eine frontbündige Membranverhindert im Gegensatz zu einem Sensormit Druckkanal, dass ein solcher Druckka-nal verstopfen oder das Medium in diesemaushärten oder auskristallisieren kann. EineVerstopfung des Druckkanals verlangsamtdie Messung bzw. verhindert im Extremfalleine korrekte Druckmessung sogar voll-ständig. Beachtet man also bereits in derAuswahl eines konventionellen Drucktrans-mitters die Eigenschaften des zu messen-den Mediums, so kann die hydrostatischeDruckmessung selbst unter härtesten Be-dingungen zuverlässig eingesetzt werden.Pegelsonden (Bild 4) als spezifische Bauformeines Drucktransmitters werden sowohl inverschmutzten Medien, wie z. B. Abwasser,als auch in reinen Medien eingesetzt. Hier-bei werden sowohl frontbündige Produk-tausführungen, als auch weite Druckkanälegenutzt, um eine hohe Zuverlässigkeit derFüllstandsmessung in der Tauchanwendungzu gewährleisten.
In der Differenzdruckmessung durchProzesstransmitter ist die Positionsab-hängigkeit eine häufige Quelle von Unge-nauigkeiten in der Füllstandsmessung. DieMessstellen des Mediums und der Gaspha-se werden typischerweise durch ölgefüllteKapillare mit der Differenzdruckmesszelleverbunden (in Bild 5 blau bzw. rot darge-stellt). Die Höhendifferenzen der Messstel-len zum Differenzdrucktransmitter führenzu hydrostatischen Drücken innerhalb derKapillare, die einen Über- bzw. Unterdruck
an der Messzelle darstellen und somit diehydrostatische Druckmessung verfälschen.Die daraus resultierende Ungenauigkeit desMessergebnisses muss bereits bei Installati-on durch eine Lagekorrektur und die Kon-figuration des Differenzdrucktransmitterskorrigiert werden, damit dieser vollautoma-tisch eine Kompensation dieser Störfakto-ren vornimmt. Es ist daher empfehlenswertden Transmitter grundsätzlich unterhalbder Höhe der Füllstandsmessstelle zu posi-tionieren, um einen negativen hydrostati-schen Druck bzw. Unterdruck auf die Füll-standsmessung auszuschließen.
Ausblick
Wohin entwickeltsich die HydrostatikBedingt durch die große Verbreitung in-dustrieller Drucksensoren und deren Her-stellung in millionenfacher Ausführunghaben hydrostatische Drucksensoren einensignifikanten Preisvorteil gegenüber vie-len alternativen Füllstandsmessverfahrenerreicht. Die Verbreitung von Drucksenso-ren zur Füllstandsmessung wird daher vorallem in der Breitenanwendung ohne be-sondere Anforderungen an die Messtech-nik weiterhin ansteigen. Folgerichtig wirddie hydrostatische Füllstandsmessung ge-genüber alternativen Messprinzipien auchin Zukunft einen weiterhin ansteigendenMarktanteil zeigen und eine wirtschaftlicheFüllstandsmessung in vielen neuen Anwen-dungen ermöglichen.
Trends
Alternative MaterialienIn den vergangenen Jahren konnte man denTrend auf dem Markt beobachten, durchdie hydrostatische Füllstandsmesstechnikalternative Messprinzipien zu ersetzen unddiese verstärkt in vielen Anwendungen derProzessmesstechnik einzusetzen. So ist einklarer Trend zur Messung von aggressivenMedien (z. B. Säuren und Laugen) erkennbar,der die üblichen Anwendungsbedingungendes Einsatzes von Drucksensoren im Ma-schinenbau deutlich überschreitet. Diesenoftmals klassisch in der Prozessindustriepräsenten Medien begegnen Hersteller vonDrucksensoren mit einer deutlichen Anpas-sung im Produktdesign. So findet man ver-mehrt den Einsatz alternativer Werkstoffeund Beschichtungen von Drucksensoren

42 · 8 2013 | moproweb.de
Wachstumskurs konsequent fortgesetztHydrosol
NACHRICHTENNACHRICHTEN
Mit einem Umsatz von knapp 395 Mio. Euro ist die HamburgerStern-Wywiol Gruppe im vergangenen Jahr erneut im zweistelligenProzentbereich gewachsen. Maßgeblich beteiligt am Erfolg ist dasTochterunternehmen Hydrosol. Der Spezialist für Stabilisierungssyste-me setzt den Expansionskurs der vergangenen Jahre konsequent fort.Vertrieb und Anwendungsforscher arbeiten dabei Hand in Hand, wieim Mai auf der zweiten internationalen Vertretertagung von Hydrosolmit rund 60 Hydrosol-Fachagenten aus mehr als 30 Ländern zumAusdruck kam. Ziel war der Wissensaustausch und die Informationder Partner über neue Entwicklungen und interessante Projekte. Dazuhielten die Experten aus der Forschung & Entwicklung sowie ausdem Verkauf eine Vielzahl an Fachvorträgen. hydrosol.de
Hydrosol Technology Center (Foto: Hydrosol)
LADR und GfL bieten AlternativeDioxin-Schnelltest
Probennahme von MilchpulverBuerkle
Vor dem Hintergrund der Verschärfung der Untersuchungs-pflicht für Futtermittel bieten LADR und GfL einen neuenDioxin-Schnelltest. Die zellbasierte Analysemethode DRCALUX ist einfacher und kostengünstiger als chemische Ver-fahren. Statt nach zwei bis vier Wochen liegt bei DR CALUXein Ergebnis bereits nach wenigen Tagen vor. Der Test, der vomUnternehmen BioDetection Systems (BDS) entwickelt wurde,hat sich u. a. in Belgien, Italien, Irland und den Niederlandenals Standard etabliert. ladr.de, gfl-berlin.de
Für die Beprobung von Milchpulver eignet sich die Stechlanze‚Milky‘ von Buerkle. Der Probennehmer ermöglicht eine fach-gerechte und saubere Entnahme des Milchpulvers aus Säcken.Milky wird in den Sack eingestochen und die Probe mit der halb-schalenförmigen Lanze entnommen. Die entstehenden Löcherwerden mit ‚close-itfood‘ zuverlässig verschlossen. Dieses Kontroll-Verschluss-Siegel arbeitet mit einem für Lebensmittel zugelasse-nen Klebstoff und einer Alu-Sperrschicht. buerkle.de
bzw. deren medienberührenden Teile vor. Titan, Gold, Keramik, Te-flon und viele weitere Materialien, sind bereits heute im Markt er-hältliche und gängige Werkstoffoptionen für Drucksensoren, derenBedeutung in Zukunft weiter zunehmen wird.
Hygienic DesignDas Stichwort „Hygienic Design“ findet einen immer größeren An-klang. Die spezifischen Anforderungen dieser Branchen an einegrößtmögliche Reinheit der zu messenden Produktionscharge, aneine optimierte Reinigbarkeit aller medienberührenden Teile derProzessinstrumentierung, hohe Medien- und Umgebungstempera-turen, u.v.m. haben in einer Vielzahl spezialisierter hydrostatischerDrucksensoren eine Umsetzung gefunden.
Die Vorteile einer hygienegerechten Konstruktion begründensich aus den steigenden Anforderungen an Molkereiprodukte hin-sichtlich Reinheit und Güte. Kleinere Batchgrößen, schnellere undhäufigere Chargenwechsel, folglich eine höhere Flexibilität in derProduktion – ohne das Risiko von Kreuzkontaminationen durchProduktreste aus vorhergehenden Chargen – bietet die hygien-egerechte Konstruktion aller medienberührten Bauteile.
Intelligentere DrucksensorenHydrostatische Drucksensoren haben in der Vergangenheit oftmalseinfache Anwendungen mit hoher Preissensitivität besetzt. Im Zugeeiner weiterhin ansteigenden Komplexität der Regelungstechnik undProzesssteuerung, sowie durch die Verdrängung alternativer Mes-sprinzipien durch die hydrostatischer Füllstandsmesstechnik, steigenauch die Anforderungen an hy-drostatische Drucksensoren weiter
an. Anforderungen wie digitale Kommunikation, Programmierbar-keit oder interne Tanklinearisierung haben bereits eine Umsetzungin Prozessdrucktransmittern gefunden. Diese Anforderungen wer-den jedoch zukünftig vermehrt auch an vermeintlich einfachere undkostengünstigere Industrietransmitter gestellt. Führende Anbieterindustrieller Drucksensoren haben bereits durch neue, spezielleModelle reagiert. Es ist daher zu erwarten, dass Anwender hydro-statischer Füllstandssensoren zukünftig eine deutlich zunehmen-de Anzahl konventioneller Industrietransmitter mit umfangreichenKonfigurationsmöglichkeiten im Markt vorfinden werden.
Multiple MessgrößenIn der Messung chemischer Parameter, wie z. B. Chlorid-, Sauer-stoff- und Stickstoffgehalt, sind Messsysteme zur Messung multi-pler Messgrößen ein erprobter Stand der Technik. In der Messungphysikalischer Parameter hingegen fokussierte man sich in der Ver-gangenheit auf die Messung einer einzelnen Messgröße durch einenentsprechenden Sensor, wie z. B. einen Temperatursensor für dieTemperaturmessung. In den letzten Jahren konnte man jedoch häu-fig den Bedarf an kombinierten Instrumentierungslösungen auchfür physikalische Messgrößen beobachten. Die Kombination vonDruck- und Temperaturmessung innerhalb eines Drucksensors konn-te daher bereits vielfach vorgefunden werden, primär um die Anzahlder zu instrumentierenden Messstellen zu minimieren. Der Trend zukombinierten Sensorprinzipien wird daher in den folgenden Jahrenzu einer wachsenden Anzahl am Markt verfügbarer Drucksensorenund einer steigenden Marktrelevanz der kombinierten hydrostati-schen Druck- bzw. Füllstands- und Temperaturmessung führen.
mi | Technik/IT
Dynamisch. Flexibel. Kompetent!
Expertise Consulting Engineering
Echtzeit-Informationen Effizienz Transparenz
Vertrauen Sie auf einen erfahrenen Partnerin Sachen MES-Lösungen, der nicht nur
Automatisierungslösungen anbietet, sondern auchbei Beratung, Projektierung und Umsetzung sowie
mit Serviceleistungen an Ihrer Seite steht.
© Copyright 2013. All rights reserved. Invensys, the Invensys logo, Avantis, Eurotherm, Foxboro, IMServ, InFusion, Skelta,SimSci, Triconex and Wonderware are trademarks of Invensys plc, its subsidiaries or affiliates. All other brands and prod-uct names may be trademarks of their respective owners.
Halle A3 Stand 531
www.wonderware.de/drinktec
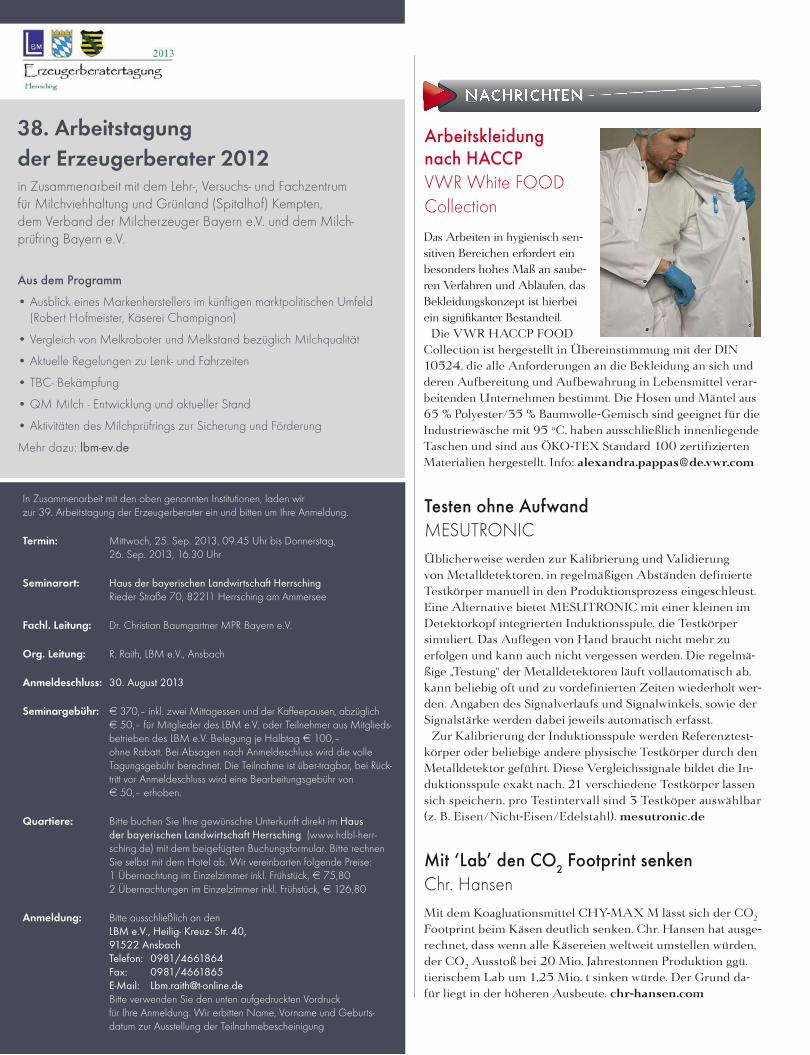
NACHRICHTENNACHRICHTEN
Arbeitskleidungnach HACCPVWR White FOODCollection
Das Arbeiten in hygienisch sen-sitiven Bereichen erfordert einbesonders hohes Maß an saube-ren Verfahren und Abläufen, dasBekleidungskonzept ist hierbeiein signifikanter Bestandteil.Die VWR HACCP FOODCollection ist hergestellt in Übereinstimmung mit der DIN10524, die alle Anforderungen an die Bekleidung an sich undderen Aufbereitung und Aufbewahrung in Lebensmittel verar-beitenden Unternehmen bestimmt. Die Hosen und Mäntel aus65 % Polyester/35 % Baumwolle-Gemisch sind geeignet für dieIndustriewäsche mit 95 oC, haben ausschließlich innenliegendeTaschen und sind aus ÖKO-TEX Standard 100 zertifiziertenMaterialien hergestellt. Info: [email protected]
Testen ohne AufwandMESUTRONICÜblicherweise werden zur Kalibrierung und Validierungvon Metalldetektoren, in regelmäßigen Abständen definierteTestkörper manuell in den Produktionsprozess eingeschleust.Eine Alternative bietet MESUTRONIC mit einer kleinen imDetektorkopf integrierten Induktionsspule, die Testkörpersimuliert. Das Auflegen von Hand braucht nicht mehr zuerfolgen und kann auch nicht vergessen werden. Die regelmä-ßige „Testung“ der Metalldetektoren läuft vollautomatisch ab,kann beliebig oft und zu vordefinierten Zeiten wiederholt wer-den. Angaben des Signalverlaufs und Signalwinkels, sowie derSignalstärke werden dabei jeweils automatisch erfasst.Zur Kalibrierung der Induktionsspule werden Referenztest-körper oder beliebige andere physische Testkörper durch denMetalldetektor geführt. Diese Vergleichssignale bildet die In-duktionsspule exakt nach. 21 verschiedene Testkörper lassensich speichern, pro Testintervall sind 3 Testköper auswählbar(z. B. Eisen/Nicht-Eisen/Edelstahl). mesutronic.de
Mit ‘Lab’ den CO2 Footprint senkenChr. HansenMit dem Koagluationsmittel CHY-MAX M lässt sich der CO2Footprint beim Käsen deutlich senken. Chr. Hansen hat ausge-rechnet, dass wenn alle Käsereien weltweit umstellen würden,der CO2 Ausstoß bei 20 Mio. Jahrestonnen Produktion ggü.tierischem Lab um 1,25 Mio. t sinken würde. Der Grund da-für liegt in der höheren Ausbeute. chr-hansen.com
38. Arbeitstagungder Erzeugerberater 2012in Zusammenarbeit mit dem Lehr-, Versuchs- und Fachzentrumfür Milchviehhaltung und Grünland (Spitalhof) Kempten,dem Verband der Milcherzeuger Bayern e.V. und dem Milch-prüfring Bayern e.V.
Aus dem Programm
• Ausblick eines Markenherstellers im künftigen marktpolitischen Umfeld(Robert Hofmeister, Käserei Champignon)
• Vergleich von Melkroboter und Melkstand bezüglich Milchqualität
• Aktuelle Regelungen zu Lenk- und Fahrzeiten
• TBC- Bekämpfung
• QM Milch - Entwicklung und aktueller Stand
• Aktivitäten des Milchprüfrings zur Sicherung und Förderung
Mehr dazu: lbm-ev.de
In Zusammenarbeit mit den oben genannten Institutionen, laden wirzur 39. Arbeitstagung der Erzeugerberater ein und bitten um Ihre Anmeldung.
Termin: Mittwoch, 25. Sep. 2013, 09.45 Uhr bis Donnerstag,26. Sep. 2013, 16.30 Uhr
Seminarort: Haus der bayerischen Landwirtschaft HerrschingRieder Straße 70, 82211 Herrsching am Ammersee
Fachl. Leitung: Dr. Christian Baumgartner MPR Bayern e.V.
Org. Leitung: R. Raith, LBM e.V., Ansbach
Anmeldeschluss: 30. August 2013
Seminargebühr: € 370,– inkl. zwei Mittagessen und der Kaffeepausen, abzüglich€ 50,– für Mitglieder des LBM e.V. oder Teilnehmer aus Mitglieds-betrieben des LBM e.V. Belegung je Halbtag € 100,–ohne Rabatt. Bei Absagen nach Anmeldeschluss wird die volleTagungsgebühr berechnet. Die Teilnahme ist über-tragbar, bei Rück-tritt vor Anmeldeschluss wird eine Bearbeitungsgebühr von€ 50,– erhoben.
Quartiere: Bitte buchen Sie Ihre gewünschte Unterkunft direkt im Hausder bayerischen Landwirtschaft Herrsching (www.hdbl-herr-sching.de) mit dem beigefügten Buchungsformular. Bitte rechnenSie selbst mit dem Hotel ab. Wir vereinbarten folgende Preise:1 Übernachtung im Einzelzimmer inkl. Frühstück, € 75,802 Übernachtungen im Einzelzimmer inkl. Frühstück, € 126,80
Anmeldung: Bitte ausschließlich an denLBM e.V., Heilig- Kreuz- Str. 40,91522 AnsbachTelefon: 0981/4661864Fax: 0981/4661865E-Mail: [email protected] verwenden Sie den unten aufgedruckten Vordruckfür Ihre Anmeldung. Wir erbitten Name, Vorname und Geburts-datum zur Ausstellung der Teilnahmebescheinigung

Technik/IT | mi
Absurdes RegelwerkFeinstaubbelastung am Arbeitsplatz
Anzeige
Über die Feinstaubbelastung der Außenluft wird seitJahren diskutiert. Die Emissionen von Verkehr und In-dustrie stehen dabei im Brennpunkt; dagegen wird dieBelastung am Arbeitsplatz vernachlässigt. Das betrifft
auch die Molkereiwirtschaft.Unter Feinstaub versteht man die Masse aller im Gesamtstaub
enthaltenen Partikel mit einem Durchmesser kleiner als 10 µm. Siekommen auch bei der Lebensmittelverarbeitung vor. Bei hoherKonzentration können Atemwegs- und Herzkreislauferkrankun-gen auftreten (Untersuchungen der WHO).
Feinstaub-Diskussion und Regelwerk nehmen indes grotes-ke Züge an: Da legt die Bundes-Immissionsschutzverordnung(BImSchV) Grenzwerte für die Außenluft fest, die weit unter denzulässigen Grenzwerten für Innenräume liegen. Das hat offenbarnoch niemand bemerkt.
Welche Grenzwertegelten im Einzelnen?Für die Außenluft gilt in den meisten europäischen Ländern seit2005 ein Tagesgrenzwert von 0,05 mg/m³, der nicht öfter als 35Mal im Jahr überschritten werden soll. Der zulässige Jahresmittel-wert liegt seit 2010 bei 0,04 mg/m³. Dieses Regelwerk ist auch Be-standteil der BImSchV und hat Gesetzeskraft. Im Schlepptau dieserVerordnung entstand ein bundesweites Messnetz und die Bürokra-tie gebar unter anderem das umstrittene Plakettensystem für deninnerstädtischen Autoverkehr.
Und welche Grenzwerte wurden für die Luft am Arbeitsplatzfestgelegt? Nach den Berufsgenossenschaften liegen die Limits –je nach Schadstoff – zwischen 1 und 10 mg/m³. Das ist das Zwan-zig- bis Zweihundertfache (!) des BImSchV-Wertes für die Außen-luft. Höchste Zeit, auf die Absurdität hinzuweisen.
In der verarbeitenden Industrie, so auch in der Molkereiwirt-schaft, wird die Hallenluft oft abgesaugt, gereinigt und dann wie-der in die Halle zurückgeführt. Viele dieser genehmigungspflichti-gen Anlagen haben erfahrungsgemäß eine schwache Filterleistungund lassen über 2 mg/m³ an Feinstaub passieren. Dieser Wertliegt immer noch vierzig Mal über dem BImSchV-Grenzwert für dieAußenluft. Den Arbeitnehmern mutet man demnach eine Belas-
Unser Autor: Marcus Auer, Rentschler Reven-Lüftungssysteme GmbH,Sersheim/Württ.
tung von 10 bzw. 2 mg/m³ zu, während Verkehrsteilnehmern undStadtmenschen schon bei mehr als 0,04 mg/m³ eine Erkrankungdrohen soll. Berufsgenossenschaften und Verbände sollten sichschleunigst dieses Themas annehmen und das Regelwerk auf einenvernünftigen Stand bringen.
„PureAir“ Belize®
innovative und effizienteRaumluftentkeimung
Revolutionäre Technologie zur permanenten Behand-lung der Raumluft zur Entkeimung von Bakterien, Hefenund Schimmelpilze, sowie die Beseitigung von Gerüchenund anderen flüchtigen Verbindungen.
Sicher und unbedenklich für Mensch und Produkt• Rückstandsfrei ohne Einsatz von Chemie• Keine Ozon-Bildung
Osttor 9D-48324 SendenhorstT: +49 2526 939377F: +49 2526 [email protected]
• Keine Ozon-Bildung
OsttorD-48324 Sendenhorst T: +49 2526 939377 F: +49 2526 939378 info@packhaus
45

46 · 8 2013 | moproweb.de
mi | Hygiene
Luft- undOberflächenkeimungProduktsicherheit und Kosteneinsparungen
Verneblerlanze mit Luftführungslanzeim Füllbereich
Seit über 10 Jahren wird im Bereichder Milchverarbeitung das AIR SO-LUTION Verfahren zur Luft- undOberflächenkeimung erfolgreich
eingesetzt. Es basiert auf der Ausbringungfeinstverteilter Aerosole eines wässrigenSubstrates mit sehr geringen Anteilen anbekannten Lebensmittelzusatzstoffen.Diese Aerosole schweben aufgrund ihrergeringeren Größe (< 10 – 0,5 µm durch Ul-traschallvernebelung) frei in der Raumluft.Dort verteilen sie sich gleichmäßig undgelangen somit direkt an alle hygienekriti-schen Stellen, inkl. aller potenziellen Kon-taminationsquellen. Treffen die Aerosolenun auf Keime, werden diese mittels Wir-kung auf ihren Stoffwechsel eliminiert. Dieantimikrobielle Wirksamkeit der einzelnenInhaltsstoffe des dafür verwendeten L.O.G.ist in der einschlägigen Literatur gut doku-mentiert (KREBS et al., 1983; REHM, 1967;LÜCK,1957) und spiegelt sich in den Ergeb-nissen der Anwendungsbeispiele wieder.
Die Wirksamkeit des L.O.G. wird nicht nurdurch die Summe der Einzelkomponenten,sondern durch das spezielle Ausbringver-fahren, sowie die dadurch entstehendensynergistischen Effekte der aufeinanderabgestimmten Komponenten und demfrei zur Verfügung stehenden Luftsauer-stoff bestimmt.
Aufgrund der äußerst geringen Einsatz-konzentration von 0,04 – 0,1 ml pro m3 (dasentspricht 0,35 mg Wirkstoff/m3 Luft) istder Wirkstoff durch den Menschen nichtwahrnehmbar (unsichtbar und geruchlos)und ist gesundheitlich als unbedenklichnachgewiesen (Prof. HEESCHEN, 2008).
Die Ausbringung des Wirkstoffes erfolgtmittels speziell für diesen Zweck entwi-ckelter Präzisions-Vernebelung, die auf
dem Piezo-Prinzip beruht. Dabei wird amBoden einer Wirkstoffwanne ein piezoke-ramischer Schwinger angebracht. Dieserbringt den Wirkstoff mit einer Frequenzvon ca. 1,65 MHz in Bewegung. Aus den da-bei entstehenden Kapillarwellen lösen sichfeinste Partikel, die Wirkstoff-Aerosole,die durch die vorliegende Luftströmung
sofort in die Raumluft getragen werdenund sich dort gleichmäßig verteilen.
Zur Darstellung des Einsatzes diesesSubstrates bei der Verarbeitung von Mol-kereiprodukten unter Einbeziehung vonPersonal im Raum, ist die lebensmittel-rechtliche Betrachtung als was das AIR SO-LUTION Verfahren einzuordnen ist von we-sentlicher Bedeutung. Nach der gültigenFassung des Europäischen Lebensmittel-rechtes, wird das AIR SOLUTION Verfahrenunter Verwendung des L.O.G. als Lebens-mittelverarbeitungshilfsstoff eingestuft.
Nach Artikel 3 Abs. 2 b) der Verordnung(EG) Nr. 1333/2008 vom 16. Dezember2008 über Lebensmittelzusatzstoffe wirdein Lebensmittelverarbeitungshilfsstoffwie folgt definiert:
Ein „Stoff“, der• nicht als Lebensmittel verzehrt wird• bei der Verarbeitung von Rohstoffen, Le-
bensmitteln oder deren Zutaten aus tech-nologischen Gründen während der Be-oder Verarbeitung verwendet wird und
• unbeabsichtigte, technisch unvermeid-bare Rückstände des Stoffes oder sei-ner Derivate im Enderzeugnis hinter-lassen kann, sofern diese Rückständegesundheitlich unbedenklich sind undsich technologisch nicht auf das Ender-zeugnis auswirken;“.
Ein Stoff (Wirkstoffsubstrat L.O.G.) er-füllt die Voraussetzungen für die Einord-nung als Verarbeitungshilfsstoff wenn:
• Weder das Substrat selbst, noch die ent-haltenen Wirkstoffe im Einzelnen „als sol-che“ als Lebensmittel verzehrt werden.
• Das Substrat bei der Verarbeitung von
Verneblerlanze zur Deckel/Siegelfoli-enentkeimung und Kopfraumentkei-mung im Füllbereich

Anzeige
Rohstoffen, Lebensmitteln oder derenZutaten aus technologischen Gründenwährend der Be- und Verarbeitungverwendet wird. In diesem Fall um dieRaumluft zu konditionieren und damitdie hygienischen Rahmenbedingungenbei der Herstellung der Lebensmittelstabil zu halten.
• Eine technologische Wirkung auf das En-derzeugnis nicht vorliegt.
Somit wurde das AIR SOLUTION Verfah-ren mit dem L.O.G. in dieser Zusammen-setzung als Lebensmittelverarbeitungs-hilfsstoff im Sinne der Verordnung (EG) Nr.1333/2008 über Lebensmittelzusatzstof-fe offiziell eingestuft und gutachterlichbelegt.
Wenn bei der Auswahl der richtigen Hy-gienetechnologie in der Milchwirtschaftphysikalische Gesetzmäßigkeiten Beach-tung finden, können in Bezug auf dieAnwendung (z. B. Luftentkeimung, Ober-flächenentkeimung), bereits im VorfeldVerfahren mit Strahlungsquellen ausge-
schlossen werden. Auch der Einsatz von z.B. BIOZIDEN, wie von Chemikalien unterliegtstrengen rechtlichen Einschränkungen.Wesentlich bei der Auswahl einzusetzen-der Substanzen ist die Zusammensetzung.Dabei sind in der Luftentkeimung z. B.Bestandteile an Alkoholen (Ethanol) wieauch Wasserstoffperoxydanteile < 5 % zuvermeiden, da sich dadurch irreversibleKorrosionserscheinungen an Raumeinbau-ten, wie auch vorgeschriebene zusätzlicheAuflagen zum Brandschutz (ex-Schutz
Einbau der Verneblermodule zur Lan-zeneinspeisung im Antriebsbereich
Auslegung) für den Betreiber ergebenkönnten.
Durch die AIR SOLUTION Hygienetechno-logie kann jeder Betrieb im Rahmen desbestehenden Lebensmittelrechtes, unterüberschaubaren technischen Aufwendun-gen seiner Verpflichtung nach hoher hy-gienischer Absicherung nachkommen undauch die Betriebskosten im Verhältnis zurProduktionsmenge reduzieren.
Packstoff- undLuftentkeimungsanlageDurch Integration von zwei gegenüberlie-genden Verneblereinheiten im Rundläu-ferfüller, wird eine deutlich verbesserteHygieneabsicherung innerhalb des Abfüll-bereiches (Packstoff, Produktkopfraumund Deckel), aber auch in der Raumlufterzielt. Über die Verneblerlanzen wird derEntkeimungswirkstoff AIR SOLUTION L.O.G.gleichmäßig in das Packmaterial und inden Füllbereich eingebracht. Damit wirdeine sichere Packstoffvorentkeimung, wieauch eine Füllbereichsentkeimung erzielt.

»
mi | ZDM berichtet
48 · 8 2013 | moproweb.de
Ein lebendiger VerbandJahrestagung des LBM 2013
Die hervorragend besuchte Jah-restagung des LandesverbandsBayerischer und SächsischerMolkereifachleute und Milch-
wirtschaftler (LBM) befasste sich am 5. Juliin Kempten mit „Inneren Werten und äu-ßeren Zwängen“ im Milchmarkt. molkerei-industrie war dabei – Abonnenten konnteneine detaillierten Bericht bereits ab dem 9.Juli auf moproweb bekommen.
Der stellv. LBM-Vorsitzende Dr. Karl Kunzkonnte neben zahlreichen Mitgliedern aucheine Reihe von Ehrengästen begrüßen, diein ihren Grußworten die Bedeutung desVerbandes würdigten. Susanne Nüssel, Ba-yer. Privatverband, bezeichnete den LBMals Schmuckstück der bayer. Milchwirt-schaft, der Verband belege, dass Qualitäts-arbeit den erwünschten positiven Effekthat. Dieter Gorzki, ZDM-Vizepräsident, ludalle Tagungsteilnehmer zum ZDM-Ver-bandstag am 20. September im Rahmender Fachmesse drinktec ein.
NachwuchssituationDr. Rudolf Seidl, LfL, berichtete über dieberufliche Nachwuchssituation in Bayern.Bei den Milchtechnologen stehen 93 Azu-bis im ersten und 103 im zweiten Lehr-jahr. 101 werden im laufenden Jahr dieAbschlussprüfung ablegen. 84 neue Ver-träge wurden per Anfang Juli gezählt. Beiden Laboranten befinden sich 57 Azubisim ersten und 50 im zweiten Lehrjahr.Die Zahl der Prüflinge liegt 2013 bei 53,51 neue Ausbildungsverträge wurden ab-geschlossen. In Triesdorf wird eine neueStaatl. Fachschule für Laborwesen dieAusbildung übernehmen. An der Fach-schule in Kempten studieren 23 Molkerei-meister- und 24 Technikeranwärter.
NachhaltigkeitGeorg Keckl, Agrarstatistiker und Jour-nalist aus Hannover (aktuelles Buch: „Theglobalized cow“) befasste sich mit derRegionalität von Produkten und dem Mo-
debegriff „Nachhaltigkeit“. Sehr oft, soKeckl, werden Wertvorstellungen in Um-fragen ermittelt, doch kann man nichtallen diesen Erhebungen trauen, weil sieallein durch die Art der Fragestellungmanipulativ sein können. Der Appell anGefühle und zur Unterstützung wie beiden beiden „Verbandsmilchen“ (vermark-tet durch Ableger von BDM und BBV)halte nicht ewig, sagte Keckl, vielmehrbräuchten solche Produkte ebenso Wer-bung wie Markenartikel sie benötigen.Werbung mit „Regionalität“ sei überdiesbei einem Milch-Selbstversorgungsradvon 134 % in Deutschland ein schwierigesUnterfangen.
LBMDer LBM konnte in 2012 49 neue Mitglie-der gewinnen und zählte am Jahresen-de 881 Fachleute. Die Gruppe der unter30jährigen stellt nun die stärkste Frakti-on im Verband.
(Foto: mi)

49
Zentralverband Deutscher Milchwirtschaftler e. V.
Bezirksverein Bremen/Weser-Elbe besucht Fristam Pumpen
Niedersachsen
Die besten Absol-venten mit Gratu-lanten von links:Schulleiter Dr.Valentin Sauerer,Tobias Kocher,Johann Ettmüller(Vorsitzender desPrüfungsausschus-ses), David Leberle,Marko Blabsreiter,Joshua Wölfle,Thomas Willi, Elisa-beth Schrag, KlausHlawatsch (LeiterBerufsschule III),Raffaela Schmid
Der Vorsitzende des Bezirksver-eins Thomas Will (DMK Zeven)lud im Rahmen seiner Fort-bildungsaktivitäten Kollegen
zu einer Werksbesichtigung bei FristamPumpen in Hamburg ein. Die 20 Kollegenwurden von den beiden Vertriebsingeni-euren Andree Engel und Thomas Hillen-brand begrüßt. Die beiden meinten: „Un-sere Philosophie ist einfach: Wie liefernnur das Beste.“ Fristam wurde 1868 ge-gründet und 1909 vom Urgroßvater desheutigen Geschäftsführers WolfgangStamp und des technischen Leiters Joa-chim Friedsch übernommen, die damitauch Namensgeber wurden
Bei der Werksbesichtigung konntensich die Niedersächsischen Fachleutevon Qualität bei jedem Arbeitsschrittüberzeugen. „Nur durch unsere Perfek-tion bis ins kleinste Detail kann die en-orme Lebensdauer von 30 Jahren für
unsere Fristam Pumpen sichergestelltwerden. Aufgrund dieses hohen Quali-tätsanspruchs und der absolut zuverläs-sigen und wartungsarmen Funktion sindFristam Pumpen langfristig immer dieeffektivste Lösung für die Molkereiun-ternehmen“, sagte Hillenbrand.
Thomas Will äußerte gegenüber mi denWunsch und die Hoffnung, dass durchdie Berichterstattung Entscheidungs-träger in den Unternehmen künftig denFachleute-Nachwuchs ermutigen, zahl-reicher an solchen Veranstaltungen teil-zunehmen. (Ferdinand Rogge)
LVFZ KemptenVerdienter Lohn nach3 Jahren Ausbildung
Voller Stolz konnten am 21. Juni 31 frischernannte Milchtechnologen/innen amLVFZ für Molkereiwirtschaft in Kemp-ten ihre Abschlusszeugnisse in Empfangnehmen. Alle angetretenen Prüflingeschlossen ihre Ausbildung erfolgreich abund erzielten einen Notendurchschnittvon insgesamt 2,78. Für die besten Ergeb-nisse wurden Marko Blabsreiter (DanoneGmbH Rosenheim), Joshua Wölfle (Hof-meister-Champignon Unternehmens-gruppe Lauben) und Tobias Kocher (Ehr-mann AG Oberschönegg) ausgezeichnet.Dass sich gute Bildung im späteren Be-rufsleben auch finanziell lohnt, themati-sierte der Schulleiter Dr. Valentin Sau-
erer anschaulich in seinem Festvortrag.Bildung und lebenslanges Lernen seienauf Dauer die besten Geldanlagen. Die
Arbeitskraft sei für die meisten Men-schen das mit Abstand größte Kapital, dases zu pflegen gilt.

mi | ZDM berichtet
TriesdorfVorbereitungslehrgang zum Milchwirtschaftlichen Labormeister
Am 28. Juni erhielten am LVFZ für Milchanalytik Tries-dorf 21 junge Frauen und Männer ihren Meisterbrief.
Bei der Verabschiedung vor etwa 100 Gästen hielt u.a. Rudolf Raith, Geschäftsführer des Verbandes baye-
rischer und sächsischer Molkereifachleute und Milchwirtschaftler(LBM), ein Grußwort an die Absolventen.
Prüfungsbeste Daniela Müller Winterrieden, Bayern
Prüfungszweitbeste Stefanie Lübbe Cappeln, Niedersachsen
Bestes Berichtsheft Robert Barth Amtsberg, Sachsen
Dr. Valentin Sauerer, Schulleiter der Fach- und Technikerschu-le für Agrarwirtschaft, Fachrichtung Milchwirtschaft und Mol-kereiwesen in Kempten, hielt die Festrede und gratulierte denAbsolventen zu ihrem Erfolg: „Nach über 20 Jahren als Vorberei-tungslehrgang auf die Meisterprüfung ist er der letzte in dieserForm. Künftig wird der „Meisterkurs“ in Form einer Fachschuledurchgeführt. Nach Jahren steigender Absolventenzahlen ist esnunmehr der geeignete Zeitpunkt, die Vorbereitung auf die Meis-terprüfung in ein schulisches System einzubinden, das in Bayern imBereich der Landwirtschaft an vielen Schulstandorten angewendetwird und sich in dieser Form seit Jahren bewährt hat.“
In einem Rückblick auf die vergangenen Lehrgangsmonate zeich-nete Peter Mark, Leiter des LVFZ, humorvoll den Ablauf mit allen„Mühen und Plagen“ bis zur erfolgreichen Prüfung nach. Er bedanktesich insbesondere bei den Prüfern aus den Betrieben Fritz Baumann(BMI, Würzburg), Angelika Hettrich (Danone, Ochsenfurt), Jutta Wie-demann (Agrarbildungszentrum, Landsberg) und Klothilde Wimmer-Randlinger (Meggle).
ZDM-Verbandstag 201319./20. September, München
Der diesjährige Verbandstag des ZDM wird am 19. und 20. September in München im Umfeld der Messe drinktec abgehalten.Am 19. September findet um 16.15 Uhr die Vertreterversammlung statt, Gäste sind herzlich willkommen.Der Begrüßungsabend beginnt um 19.00 Uhr auf dem Messestand der Krones AG.Am 20. September gibt es von 10.00 Uhr bis 12.45 Uhr ein Vortragsforum zum Thema „Zukunft mit Milch“,das die Themenbereiche Markt, Kapazitätsausbau, Nachhaltigkeit und Energieeffizienz behandelt.Parallel wird ein geführter Messerundgang angeboten.
Ab 14.00 Uhr findet die Ehrung der Jahresbesten in der milchw. Ausbildung statt. Höhepunkt sind die Verleihungder Auszeichnung „Ausbildungsbetrieb des Jahres“ sowie der Festvortrag von Eckhard Heuser, Milchindustrie-Verband,zum Thema „So funktioniert der Milchmarkt“. Besucher des Verbandstages erhalten freien Eintritt zur Messe drinktec.
Weitere Informationen/Anmeldung:
Zentralverband Deutscher Milchwirtschaftler e.V. • Jägerstraße 51, 10117 Berlin •Fax: 030-40 30 445-53 • [email protected] Fragen stehen wir Ihnen gerne zur Verfügung: Telefon: 030-40 30 445-52
50 · 8 2013 | moproweb.de

Fachverbandhessischer und thüringischer
Milchwirtschaftler e.V.
Verband der MilchwirtschaftlerBerlin und Brandenburg e.V.
Fachverband der MilchwirtschaftlerWestfalen-Lippe e.V.
Fachverband WestdeutscherMilchwirtschaftler e.V.
Fachverband der Milch-wirtschaftler in Niedersachsen
und Sachsen-Anhalt e.V.
❚ 01.09. • Kurt Wettlaufer; Raibacher Tal 68;64823 Groß-Umstadt; 84 Jahre
❚ 03.09. • Herbert Ziegler; Wiesenweg 6;36381 Schlüchtern; 94 Jahre
❚ 06.09. • Klaus-Dieter Puxler; Hungener Str.16; 35410 Hungen-Villingen; 50 Jahre
❚ 10.09. • Dieter Gronemeyer; Nonnenröther-str. 9; 35410 Hungen; 71 Jahre
❚ 22.09. • Horst Glahn; Karl-Sömmer-Str. 52;34128 Kassel; 76 Jahre
❚ 26.09. • Julius Herzog; Bahnhofsallee 60;35510 Butzbach Ostheim; 94 Jahre
❚ 29.09. • Heinz Heidrich; Im Langen Feld 32;30880 Laatzen; 83 Jahre
❚ 29.09. • Herbert Uehlein; An den Dreißigru-ten 63; 64572 Klein-Gerau; 77 Jahre
❚ 30.09. • Dr. med. vet. Klaus Röttger; Dr.-Behring-Weg 4; 07548 Gera; 81 Jahre
❚ 03.09. • Ulrich Fuß; Triftstraße 11; 14624Dallgow-Döberitz; 74 Jahre
❚ 19.09. • Gisbert Duschek; Alte Dorfstr. 30;16515 Oranienburg; 79 Jahre
❚ 01.09. • Paul Söbbeke; Amelandsbrücken-weg 131; 48599 Gronau/Epe; 60 Jahre
❚ 16.09. • Wolfgang Habig; Ruggestr. 30;59302 Oelde; 74 Jahre
❚ 18.09. • Manfred Sofsky; Starenweg 6;33034 Brakel; 74 Jahre
❚ 14.09. • Rainer Sievers; Alter Weg 24;54597 Pronsfeld; 60 Jahre
❚ 15.09. • Herbert Kowall; Rheinstraße 5;51789 Lindlar; 77 Jahre
❚ 17.09. • Ferdinand Scholten; Lessingstr. 56;56288 Kastellaun; 85 Jahre
❚ 18.09. • Wolfgang Friedemann; BerlinerStraße 19; 55543 Bad Kreuznach; 84 Jahre
❚ 22.09. • Theo Thissen; Hinterfeld 14; 41546Kaarst; 73
Landesverband baden-württem-bergischer Milchwirtschaftler und
ehemaliger MolkereischülerWangen/Allgäu e.V.
Landesverband bayerischerund sächsischer Molkereifachleute
und Milchwirtschaftler e.V.
❚ 03.09. • Erhard Schneider; Eichendorffstr. 8;84416 Taufkirchen 86 Jahre
❚ 03.09. • Karl Spiegl; Mühlenweg 4; 87784Westerheim 84 Jahre
❚ 04.09. • Günter Henning; Hermann-Löns-Str. 8; 90513 Zirndorf; 85 Jahre
❚ 06.09. • Adolf Baumann; Oflingserweg 30;88239 Wangen im Allgäu; 76 Jahre
❚ 14.09. • Manfred Thiede; Güntersblumerstr.43; 55278 Uelversheim; 77 Jahre
❚ 24.09. • Franz Huck; Kaltenbrunn 57; 96274Itzgrund; 86 Jahre
❚ 29.09. • Herbert Uehlein; An den Dreißigru-ten 63; 64572 Büttelborn; 77 Jahre ❚ 03.09. • Dr. Stefan Kroll; Loyerbergstr. 83;
26180 Rastede; 60 Jahre
❚ 11.09. • Dieter Winkelmann; Silbernkamp15; 31535 Neustadt a. Rbge.; 70 Jahre
❚ 20.09. • Hinrich Kröger; Ellernkamp 13;27404 Heeslingen; 60 Jahre
❚ 28.09. • Uwe Kiesbye; Waldmeisterweg 7 c;27404 Zeven; 75 Jahre
Fachverband der MilchwirtschaftlerSchleswig-Holstein und
Mecklenburg-Vorpommern e.V.❚ 03.09. • Hans-Peter Wagner; Olandsweg 13;23714 Bad Malente; 60 Jahre
❚ 11.09. • Nikolaus Traulsen; Hogenborn 29;24787 Fockbek; 79 Jahre
❚ 25.09. • Gerhard Peters; Putjeredder 40;24850 Schuby; 76 Jahre
❚ 09.09. • Walter Hardge; Konradweg 13;84034 Landshut; 82 Jahre
❚ 09.09. • Adolf Knappich; Aumühle-Adlerstr.56a; 93326 Abensberg; 83 Jahre
❚ 10.09. • Jakob Gauß; Obermüllerstr. 14;83549 Eiselfing; 91 Jahre
❚ 20.09. • Karl Bochtler; Memminger Str. 7;87737 Boos; 89 Jahre
❚ 24.09. • Franz Huck; Coburger Str. 40; 96274Itzgrund; 86 Jahre
❚ 27.09. • Ortwin Lammeck; DonauwörtherStr. 25c; 89407 Dillingen; 60 Jahre
51
❚ 19.09. • Joachim Voß; Göttendorfer Weg 27;48317 Rinkerode; 83 Jahre
❚ 25.09. • Günter Kirstein; Am Piper 3; 48324Sendenhorst; 75 Jahre
❚ 27.09. • Eberhard Irgel; Marderweg 7; 36041Fulda; 73 Jahre
❚ 28.09. • Fritz Dehnen; Am Hang 1; 47533Kleve; 91 Jahre

52 · 8 2013 | moproweb.de
Whirlwind-TechnologieMaximale Produktausbeute und optimale Reinigungsergebnisse
Unsere Autoren: Björn Wittmann, Dipl.-Ing. (FH), Technische Assistenz Vertrieb;Bernhard Scheller, Dipl.-Ing., Geschäftsführender Gesellschafter, Ruland Engineering & Consulting GmbH,Im Altenschemel 55, 67435 Neustadt, www.rulandec.de
Mischphasen bei Chargenwechsel und Reinigung sind ineinem klassischen Produktionsbetrieb häufig Verfah-rensschritte, die Produktverluste verursachen und be-sonders bei teuren Produkten die Produktionskosten
in die Höhe treiben. Die Whirlwind-Technologie bietet eine Lösungfür dieses Problem. Dieser Artikel vergleicht die verschiedenenSysteme, die für einen Chargenwechsel eingesetzt werden könnenund zeigt die Möglichkeiten des Whirlwind-Systems auf.
AufgabenstellungIn einem Produktionsbetrieb sollte eine Rohrleitungsstrecke vomMischtank bis zur Übergabe an ein weitverzweigtes Rohrleitungs-netz ausgeschoben und gereinigt werden. Ziel war, beim Chargen-wechsel die Produktverluste zu minimieren und eine schnelle undeffektive Rohrreinigung zu erreichen, um dadurch einen schnel-leren Produktwechsel zu ermöglichen. In dem Projekt wird dasProdukt vom Mischtank über eine Pumpe und einen Filter zu denLagerbereichen gefördert, die bis zu 6 m höher liegen und in einerLeitungslänge von maximal 240 m entfernt sind. Am Ende der Pro-duktion sollte das Produkt möglichst verlustfrei zur Übergabe an
Die Whirlwind-Technologie bietet einen Lösungsansatz derüber die bisher üblichen Methoden zum Ausschieben undReinigen von Rohrleitungen hinausgeht und besonders un-ter den Gesichtspunkten „Produkteinsparung“ und „Umwelt-freundlichkeit“ klare Vorteile gegenüber konservativen Ver-fahren hat (Foto: Ruland)
ein bestehendes Molchsystem bzw. an das Fertigwarentanklagerausgeschoben werden. Der komplette Transferweg sollte gereinigtwerden.
Die Ziele im beschriebenen Projekt lassen sich wie folgt zusam-menfassen:• Verlustreduzierung bzw. maximale Ausbeute• effektive Reinigung bzw. minimale Produktverschleppung• Reduzierung des Reinigungsmittelverbrauchs• schneller Produktwechsel
Folgende Lösungsansätze kamen in Frage:• Molchtechnik• Whirlwind-Technologie
Bei der Molchtechnik wird ein Passkörper (der Molch) in die Rohr-leitung eingebracht. Dieser wird dann mit einem Gas oder einerFlüssigkeit als Treibmedium durch die Rohrleitung gedrückt undschiebt damit das Produkt vor sich her. Bei der Molchtechnik ist be-sonderes Augenmerk auf die Gestaltung der Rohrstrecke zu legen.Da der Molch ein Passkörper ist, muss die gesamte Rohrstreckemit Rohr, Bogen, T-Stücken, Armaturen und Sensoren „molchfähig“sein, also exakt den gleichen Querschnitt wie das Rohr haben. Ausdiesem Grund werden Molche immer nach einer Pumpe in eine Lei-tung ein- und vor einem Behälter wieder ausgeschleust. Ein Leer-drücken eines Filters ist durch einen Molch ebenfalls nicht möglich.
Deshalb ist bei der zuvor beschriebenen Variante eine zusätzlicheReinigung der Leitungen notwendig, wenn das Produkt gewechseltwird.
Whirlwind heißt die Technologie, die Produkt aus einer Rohrlei-tung in 2 Schritten ausschiebt und die Leitung in 2 weiteren Schrit-ten reinigen und trocknen kann. In den ersten beiden Schrittenwird das Produkt mit einem Luft-/Gasstrom herausgedrückt. Ineinem weiteren Schritt wird das System unter Zusatz von Reini-gungsmitteln gereinigt und am Ende kann im vierten Schritt, wenngewünscht, noch eine Trocknung der Leitung erreicht werden. DieWhirlwind-Technologie wird auch bei Standard-Einbauten wie Ven-tilen und Sensoren problemlos eingesetzt. Begrenzungen gibt eslediglich bei großen Nennweitensprüngen innerhalb einer Leitungoder bei absperrenden Elementen wie z. B. Verdrängerpumpen. Mit
mi | Technik/IT
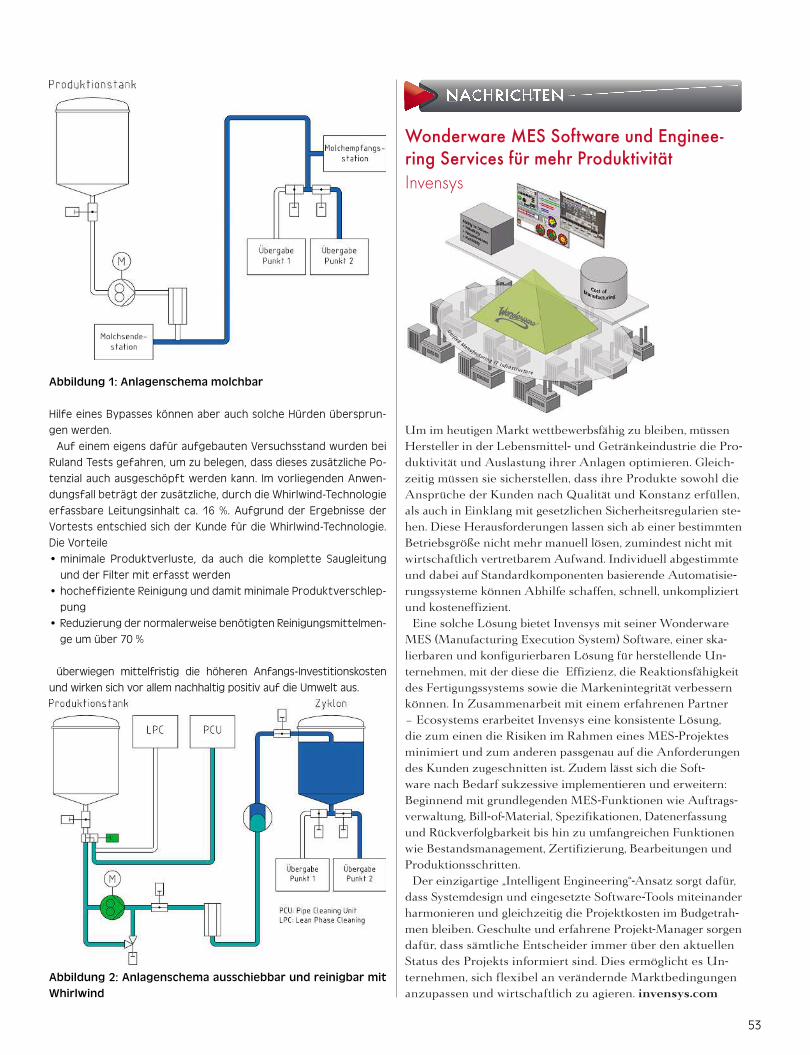
Abbildung 1: Anlagenschema molchbar
Abbildung 2: Anlagenschema ausschiebbar und reinigbar mitWhirlwind
Hilfe eines Bypasses können aber auch solche Hürden übersprun-gen werden.
Auf einem eigens dafür aufgebauten Versuchsstand wurden beiRuland Tests gefahren, um zu belegen, dass dieses zusätzliche Po-tenzial auch ausgeschöpft werden kann. Im vorliegenden Anwen-dungsfall beträgt der zusätzliche, durch die Whirlwind-Technologieerfassbare Leitungsinhalt ca. 16 %. Aufgrund der Ergebnisse derVortests entschied sich der Kunde für die Whirlwind-Technologie.Die Vorteile• minimale Produktverluste, da auch die komplette Saugleitung
und der Filter mit erfasst werden• hocheffiziente Reinigung und damit minimale Produktverschlep-
pung• Reduzierung der normalerweise benötigten Reinigungsmittelmen-
ge um über 70 %
überwiegen mittelfristig die höheren Anfangs-Investitionskostenund wirken sich vor allem nachhaltig positiv auf die Umwelt aus.
NACHRICHTENNACHRICHTEN
Wonderware MES Software und Enginee-ring Services für mehr ProduktivitätInvensys
Um im heutigen Markt wettbewerbsfähig zu bleiben, müssenHersteller in der Lebensmittel- und Getränkeindustrie die Pro-duktivität und Auslastung ihrer Anlagen optimieren. Gleich-zeitig müssen sie sicherstellen, dass ihre Produkte sowohl dieAnsprüche der Kunden nach Qualität und Konstanz erfüllen,als auch in Einklang mit gesetzlichen Sicherheitsregularien ste-hen. Diese Herausforderungen lassen sich ab einer bestimmtenBetriebsgröße nicht mehr manuell lösen, zumindest nicht mitwirtschaftlich vertretbarem Aufwand. Individuell abgestimmteund dabei auf Standardkomponenten basierende Automatisie-rungssysteme können Abhilfe schaffen, schnell, unkompliziertund kosteneffizient.Eine solche Lösung bietet Invensys mit seiner WonderwareMES (Manufacturing Execution System) Software, einer ska-lierbaren und konfigurierbaren Lösung für herstellende Un-ternehmen, mit der diese die Effizienz, die Reaktionsfähigkeitdes Fertigungssystems sowie die Markenintegrität verbessernkönnen. In Zusammenarbeit mit einem erfahrenen Partner– Ecosystems erarbeitet Invensys eine konsistente Lösung,die zum einen die Risiken im Rahmen eines MES-Projektesminimiert und zum anderen passgenau auf die Anforderungendes Kunden zugeschnitten ist. Zudem lässt sich die Soft-ware nach Bedarf sukzessive implementieren und erweitern:Beginnend mit grundlegenden MES-Funktionen wie Auftrags-verwaltung, Bill-of-Material, Spezifikationen, Datenerfassungund Rückverfolgbarkeit bis hin zu umfangreichen Funktionenwie Bestandsmanagement, Zertifizierung, Bearbeitungen undProduktionsschritten.Der einzigartige „Intelligent Engineering“-Ansatz sorgt dafür,dass Systemdesign und eingesetzte Software-Tools miteinanderharmonieren und gleichzeitig die Projektkosten im Budgetrah-men bleiben. Geschulte und erfahrene Projekt-Manager sorgendafür, dass sämtliche Entscheider immer über den aktuellenStatus des Projekts informiert sind. Dies ermöglicht es Un-ternehmen, sich f lexibel an verändernde Marktbedingungenanzupassen und wirtschaftlich zu agieren. invensys.com
53
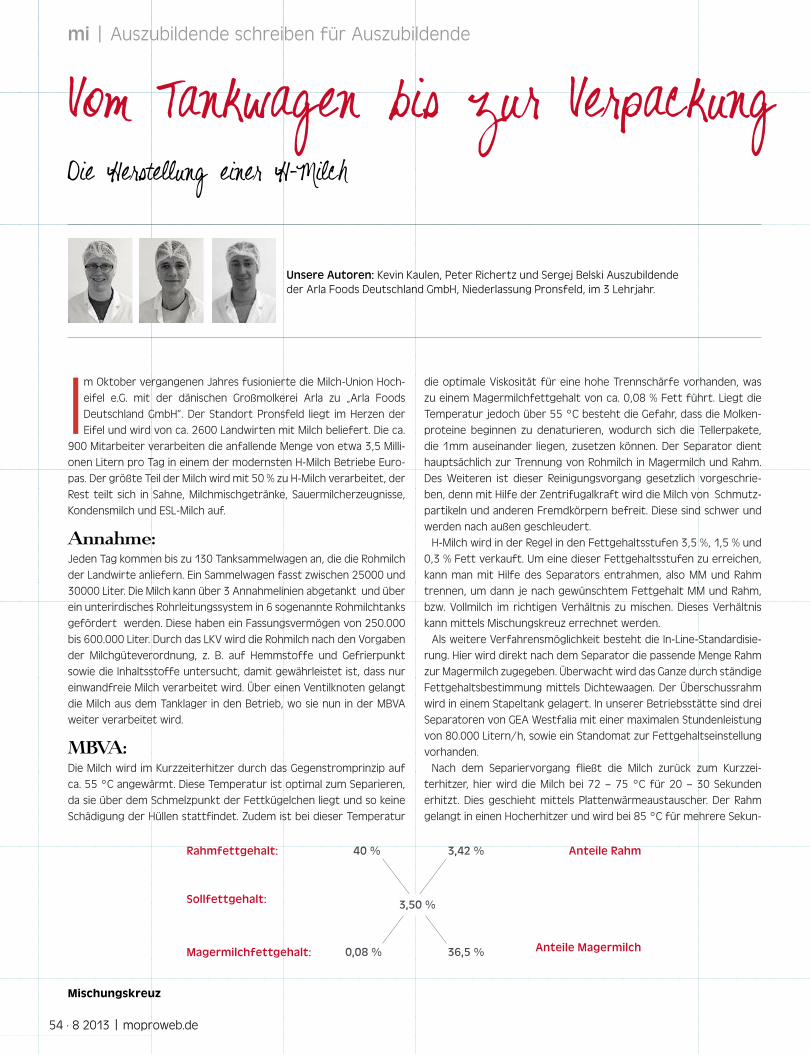
54 · 8 2013 | moproweb.de
Vom Tankwagen bis zur VerpackungDie Herstellung einer H-Milch
Unsere Autoren: Kevin Kaulen, Peter Richertz und Sergej Belski Auszubildendeder Arla Foods Deutschland GmbH, Niederlassung Pronsfeld, im 3 Lehrjahr.
Rahmfettgehalt: 40 % 3,42 %
36,5 %0,08 %
Sollfettgehalt:
Magermilchfettgehalt:
Anteile Rahm
Anteile Magermilch
mi | Auszubildende schreiben für Auszubildende
Im Oktober vergangenen Jahres fusionierte die Milch-Union Hoch-eifel e.G. mit der dänischen Großmolkerei Arla zu „Arla FoodsDeutschland GmbH“. Der Standort Pronsfeld liegt im Herzen derEifel und wird von ca. 2600 Landwirten mit Milch beliefert. Die ca.
900 Mitarbeiter verarbeiten die anfallende Menge von etwa 3,5 Milli-onen Litern pro Tag in einem der modernsten H-Milch Betriebe Euro-pas. Der größte Teil der Milch wird mit 50 % zu H-Milch verarbeitet, derRest teilt sich in Sahne, Milchmischgetränke, Sauermilcherzeugnisse,Kondensmilch und ESL-Milch auf.
Annahme:Jeden Tag kommen bis zu 130 Tanksammelwagen an, die die Rohmilchder Landwirte anliefern. Ein Sammelwagen fasst zwischen 25000 und30000 Liter. Die Milch kann über 3 Annahmelinien abgetankt und überein unterirdisches Rohrleitungssystem in 6 sogenannte Rohmilchtanksgefördert werden. Diese haben ein Fassungsvermögen von 250.000bis 600.000 Liter. Durch das LKV wird die Rohmilch nach den Vorgabender Milchgüteverordnung, z. B. auf Hemmstoffe und Gefrierpunktsowie die Inhaltsstoffe untersucht, damit gewährleistet ist, dass nureinwandfreie Milch verarbeitet wird. Über einen Ventilknoten gelangtdie Milch aus dem Tanklager in den Betrieb, wo sie nun in der MBVAweiter verarbeitet wird.
MBVA:Die Milch wird im Kurzzeiterhitzer durch das Gegenstromprinzip aufca. 55 °C angewärmt. Diese Temperatur ist optimal zum Separieren,da sie über dem Schmelzpunkt der Fettkügelchen liegt und so keineSchädigung der Hüllen stattfindet. Zudem ist bei dieser Temperatur
die optimale Viskosität für eine hohe Trennschärfe vorhanden, waszu einem Magermilchfettgehalt von ca. 0,08 % Fett führt. Liegt dieTemperatur jedoch über 55 °C besteht die Gefahr, dass die Molken-proteine beginnen zu denaturieren, wodurch sich die Tellerpakete,die 1mm auseinander liegen, zusetzen können. Der Separator dienthauptsächlich zur Trennung von Rohmilch in Magermilch und Rahm.Des Weiteren ist dieser Reinigungsvorgang gesetzlich vorgeschrie-ben, denn mit Hilfe der Zentrifugalkraft wird die Milch von Schmutz-partikeln und anderen Fremdkörpern befreit. Diese sind schwer undwerden nach außen geschleudert.
H-Milch wird in der Regel in den Fettgehaltsstufen 3,5 %, 1,5 % und0,3 % Fett verkauft. Um eine dieser Fettgehaltsstufen zu erreichen,kann man mit Hilfe des Separators entrahmen, also MM und Rahmtrennen, um dann je nach gewünschtem Fettgehalt MM und Rahm,bzw. Vollmilch im richtigen Verhältnis zu mischen. Dieses Verhältniskann mittels Mischungskreuz errechnet werden.
Als weitere Verfahrensmöglichkeit besteht die In-Line-Standardisie-rung. Hier wird direkt nach dem Separator die passende Menge Rahmzur Magermilch zugegeben. Überwacht wird das Ganze durch ständigeFettgehaltsbestimmung mittels Dichtewaagen. Der Überschussrahmwird in einem Stapeltank gelagert. In unserer Betriebsstätte sind dreiSeparatoren von GEA Westfalia mit einer maximalen Stundenleistungvon 80.000 Litern/h, sowie ein Standomat zur Fettgehaltseinstellungvorhanden.
Nach dem Separiervorgang fließt die Milch zurück zum Kurzzei-terhitzer, hier wird die Milch bei 72 – 75 °C für 20 – 30 Sekundenerhitzt. Dies geschieht mittels Plattenwärmeaustauscher. Der Rahmgelangt in einen Hocherhitzer und wird bei 85 °C für mehrere Sekun-
3,50 %
Mischungskreuz

55
Die Milch wird im Kurzzeiterhitzer im Gegenstromprinzipauf ca. 55 °C, d. h. auf die optimale Separationstempera-tur angewärmt
Unter Ultrahocherhitzung versteht man eine Erhitzungauf mindestens 135 °C
den heißgehalten. Abschließend wird von den standardisierten Tankseine Endprobe vom Labor gezogen. Hier wird mittels IR-Geräten über-prüft, ob alle Werte der Inhaltsstoffe im Soll-Bereich liegen und eswerden Erhitzungsnachweise durchgeführt, um sicherzustellen, dassdie Erhitzung ordnungsgemäß verlaufen ist. Wenn diese Parameteralle stimmen, wird der Tank vom Labor freigegeben und steht nun zurweiteren Produktion bereit.
UHT-Prozess:Unter Ultrahocherhitzung versteht man eine Erhitzung auf minde-stens 135 °C. Ist die UHT-Anlage fertig sterilisiert, wurde also füreine halbe Stunde die Temperatur über 136 °C gehalten, wird aufBetriebstemperatur heruntergekühlt. Nun kann die Milch aus dem Be-reitstellungstank entnommen werden. Jetzt wird die Milch in einemRöhrenwärmeaustauscher auf ca. 70 °C erwärmt und dann bei 180– 200 bar homogenisiert. Das Homogenisieren verhindert das Aufrah-men des Milchfettes, da es durch die Scherkräfte auseinandergeris-sen wird und eine homogene Verteilung der Fettkügelchen entsteht.So wird auch die Weißkraft der H-Milch erhöht. Die Milch fließt miteiner hohen Geschwindigkeit durch den Homogenisator. Danach gehtes zurück zum Röhrenwärmetauscher. Nun wird die Milch auf 90 °Cvorerhitzt und fließt für 2 Minuten durch einen Vorheißhalter. Hierwerden die hitzeempfindlichen Molkenproteine denaturiert. So wer-den die Standzeiten der UHT erhöht, da durch die Eiweißstabilisie-rung im Vorheißhalter im späteren UHT-Bereich weniger Eiweiße (MP)anbrennen. Als nächstes folgt die indirekte Ultrahocherhitzung bei141 °C für 2 – 4 Sekunden. Durch diesen Prozess ist die Milch nun min-destens ein halbes Jahr haltbar. Nun wird die Milch im Gegenstrom mitWasser auf etwa 20 °C herunter gekühlt und fließt in einen Steriltank.Diese sind doppelwandig isoliert, besitzen Sterilluftfilter und werdenebenfalls sterilisiert. Sie haben ein Fassungsvermögen von bis zu100.000 Litern. Der Zweck der großen Steriltanks ist, dass die UHT`skontinuierlich produzieren und die nachgeschalteten Abfüllmaschinenausfallen oder unsteril werden können und die Milch trotzdem sichergelagert ist. Die schaltenden Ventile sind Doppelsitzventile, mit einerDampfsperre gesichert, mit denen eine Kontamination des sterilenProduktes vermieden wird.
Abfüllung:Nun kann die Milch in 1 Liter Tetra, SIG oder 5 – 10 Liter Bag-in-BoxVerpackungen abgefüllt werden. Aus dem Steriltank strömt die Milchüber eine Ringleitung zu den einzelnen Abfüllmaschinen. Bei Tetra Pakwird das Verpackungsmaterial in Form einer Rolle in die Maschine ein-gespannt. Danach läuft das Papier zur Sterilisation durch ein Wasser-stoffperoxidbad. Im Anschluss wird das Papier durch Führungsrollenzu einem Schlauch geformt und über ein Füllrohr befüllt. Nun wirdder gefüllte Schlauch durch ein Backensystem verschweißt und in 1 lFormate abgetrennt. Zum Schluss werden alle Ecken zu einer recht-eckigen Packung gefaltet und aus der Abfüllmaschine ausgeschleust.Während der Produktion werden vom Labor laufend Proben gezo-gen, die teils direkt auf Inhaltsstoffe untersucht werden und teils biszu 3 Tage im Brutraum bei 30 °C bebrütet werden, um die Sterilitätsicher zu gewährleisten.
Anzeige
Gewerbestraße 9 · D-23942 Dassow/GermanyTel. +49(0)38826/88780 · Fax +49(0)38826/88781
E-Mail [email protected] · www.hst-gmbh.com
Homogenisatoren made in Germany

SeminarprogrammDienstag, 8. Oktober 2013
14:00 Uhr BegrüßungDipl.-Ing. Dieter Gorzki, Fachverbandder MilchwirtschaftlerModeration: Prof. Dr.-Ing. Britta Rademacher,Hochschule Hannover
14:15 Uhr Entwicklung und Aussichtenfür Milchprodukte national und internationalAndreas Gorn, Agrarmarkt Informations-Gesellschaft mbH
15:00 Uhr Vorbeugung und Hilfe bei Suchtproblemenam ArbeitsplatzUte Pegel-Rimpl, Büro für betriebliche Suchtprävention
15:45 Uhr Kaffeepause
16:15 Uhr Unsterilitäten – Systematische Fehlersucheund Maßnahmen zur VermeidungDipl.-Ing. (FH) Franz-Josef Laven,SIG Combibloc GmbH
17:00 Uhr Persönlichkeitsentwicklung und PotenzialanalyseStärken stärken und Schwächen schwächen …klingt simpel, braucht aber viel FingerspitzengefühlOlaf Feuerstein, Hotel „Freizeit In“ GmbH
17:45 Uhr Diskussion
19:00 Uhr Abendessen mit anschließendemkollegialen Gedanken- und Erfahrungsaustausch(auf Einladung des Veranstalters)
17. Ahlemer UHT-Seminar
Unsere Themen:Milchmarkt – national und international, Führung – Mensch, Unsterilitäten– Reinigung, Aseptische Becherabfüllung für den Export, HygienegerechteMaterialbeschaffenheit, Prozessoptimierung, Export
Teilnehmergebühr:
490,- € zzgl. MwSt. (inkl. Seminarmappe, CD-Rom mit allen Vorträgen, Abendessen, Mittagessen und Tagungsgetränken),zu überweisen nach der Anmeldebestätigung und dem Eingang der Rechnung.
Übernachtung:
Hotel „Freizeit In“ – 96,- € im Einzelzimmer inkl. MwSt., Frühstück und Parkplatzgebühr (bitte vor Ort beim Hotel begleichen).
Anmeldung:
Bitte bis spätestens 13. September 2013 an den
Fachverband der Milchwirtschaftler in Niedersachsen und Sachsen-Anhalt – Bildungswerk – GmbHBahnhofstraße 14, 26122 OldenburgTelefon: 0441 – 2 10 27 67Telefax: 0441 – 2 10 27 52E-Mail: [email protected]
8. und 9. Oktober 2013, Hotel „Freizeit In“, Göttingen
Mittwoch, 9. Oktober 2013
Moderation: Dipl.-Ing. Heiner Gehrke, frischli Milchwerke GmbH
08:30 Uhr „Biofilm – eine immer wiederkehrende Problematik“Neuartige Detektion, Entfernung und Vorbeugungdurch EnzymbehandlungRalf Junker, Klaus Sieve, HYPRED GmbH
09:15 Uhr Anforderungen an eine Füllmaschinefür die aseptische Abfüllung von Lebensmittelnin Bechern für den ExportDipl.-Ing. (FH) Peter Gieske,OYSTAR The Packaging Group
10:00 Uhr Kaffeepause
10:30 Uhr Hygienegerechte Beschaffenheit und Konstruktionvon Anlagen in der MilchwirtschaftDr.-Ing. Franz Mader, Hygienic Design Weihenstephan
11:15 Uhr Projekt: „Verringerung von Rüstzeiten“Erwin Köneking, riha WeserGold GetränkeGmbH & Co. KG
12:00 Uhr Das schwächste Glied einer Lieferkettebestimmt die Qualität und die Sicherheiteiner LiefervereinbarungNorbert Jahn, Im- & Export Jahn Consulting GmbH
12:45 Uhr Mittagessen
13:30 Uhr Hürden bei der Produktzertifizierungfür Afrika und den Nahen OstenRichard Klasen, SGS Germany GmbH
14:15 Uhr Expertise in Entwicklung und Herstellungvon UHT-Produkten für eine weltweite VermarktungKurt Staas, TATE & LYLE Food Systems
15:00 Uhr Diskussion
15:30 Uhr Seminarende mit Aushändigung der Teilnahme-bescheinigungen. Kaffee und Kuchen im Foyer

FILTECHOctober 22 – 24, 2013Wiesbaden – Germany
The Filtration Eventwww.Filtech.de
“We exhibit at FILTECH for manyyears now and have continuallybeen impressed with the quality ofleads generated. FILTECH is indeeda excellent event. It is well organizedand good crowd to meet. In 2011several people commented as visitorshow busy it was. FILTECH providesan excellent arena for us to presentour products and services to keydecision makers, resulting in somenew business opportunities.FILTECH stands out in terms ofquality of visitors as well as theorganisation of the show itself. Wefeel that it is headed to be the singlemost important show in the mem-brane based technology in Europe.We were very pleased to attendFILTECH this year again!”
Peter Bolduan, Managing Directoratech innovations gmbhHall 5 Stand P3
Phone: +49 2132 9357 60 · e-mail: [email protected]
PureInnovationfor the DairyIndustry
56%InternationalParticipants
IMPRESSUMmolkerei-industrie ist das Verbandsorgan des
Zentralverband Deutscher Milchwirtschaftler e. V. (ZDM), Jägerstraße 51, 10117Berlin, Telefon: +49 (0)30/4030445-52, Fax: +49 (0)30/4030 445-53, E-Mail: [email protected], Homepage: www.zdm-ev.de, Ständiger Redaktionsbeirat des ZDM:RA Torsten Sach, Berlin; Dieter Gorzki, Weißenfels; Claus Wiegert, Velen; Ludwig Weiß, Meeder/Wiesenfeld;Jörg Henkel, Potsdam
VERLAG:Bücker-Fachverlag GmbH & Co. KG, Rheintalstr. 6, 53498 Bad Breisig, Postfach 1363, 53492 Bad Breisig,Telefon: +49 (0) 26 33/45 40-0, Fax: +49 (0) 26 33/97 415, E-Mail: [email protected],Homepage: www.molkerei-industrie.de
OBJEKTLEITUNG:Burkhard Endemann, Telefon: +49 (0) 26 33/45 40-16, E-Mail: [email protected]
REDAKTIONSLEITUNG:Roland Sossna (V. i. S. d. P.), Redaktionsbüro Dülmen, Telefon: +49 (0) 25 90/94 37 20,mobil: +49 (0) 170/41 85 954, E-Mail: [email protected]
Redaktionsbüro Dorsten: Anja Hoffrichter, E-Mail: [email protected],mobil: +49 (0) 17 82 33 00 47
Food Ingredients: Max Schächtele, Mengener Str. 2, 79112 Freiburg im Breisgau,Telefon: +49 (0) 76 64/61 30 96, mobil: +49 (0) 17 23 57 03 86, E-Mail: [email protected]
Redaktion Nord: Ferdinand Rogge, Fichtenweg 26, 27404 ZevenTelefon: +49 (0) 42 81/95 89 26, +49 (0) 173/20 31 425 [email protected]
Redaktion Süd: Marion Hofmeier, Bahnhofstr. 10, 85354 Freising, Tel.: +49 8161-78 73 63 7;Fax +49 8161-78 73 63 5, E-Mail: [email protected]
KORRESPONDENTEN:Michael Brandl, FKN, Berlin, m. [email protected] • Dr. Björn Börgermann, Berlin, [email protected] • Ferda Oran, Middle East, [email protected] • Jack O’Brien, USA/Canada, [email protected] •UK/Ireland: Chris Walkland, Kenilworth, [email protected] • Joanna Novak, CEE, [email protected]• Tatyana Antonenko, CIS, [email protected] • Bernd Neumann, Leverkusen, [email protected] •Kimberly Wittlieb, Dortmund, [email protected] • Klaus Schleiminger, Krefeld, [email protected]
GRAFIK, LAYOUT:Iryna Havrylyuk, Telefon: +49 (0) 26 33/45 40-24, E-Mail: [email protected]
ANZEIGENVERKAUF UND -BEARBEITUNG:Heike Turowski, Verlagsbüro Marl, Telefon: +49 (0) 23 65/38 97 46, Fax: +49 (0) 2365/38 97 47,mobil +49 (0) 151/22 64 62 59, E-Mail: [email protected]
PRODUKTION:Stefan Seul, Telefon: +49 (0) 26 33/45 40-17, E-Mail: [email protected]
VERLAGSVERTRETUNGEN:Italien: Bruno Frigerio, Via Roma 24, I-20055 Renate Brianza (MI), Telefon/Fax: +39 (0) 362 91 59 32,E-Mail: [email protected] oder [email protected]
Großbritannien, Irland, Frankreich, Spanien, Portugal, Benelux-Staaten und Skandinavien:dc media services, David Cox, 21 Goodwin Road, Rochester, Kent ME3 8HR, UK, Telefon: +44 1634 221360,E-Mail [email protected]
USA/Kanada: MEDIA INTERNATIONAL, Hanna Politis, 8508 Plum Creek Drive, USA/Gaithersburg, MD 20882,Telefon: +1 (30) 18 69 66-10, Fax: +1 (30) 18 69 66-11, E-Mail: [email protected]
ABONNENTENBETREUUNG UND LESERDIENSTSERVICE:B&L MedienGesellschaft mbH & Co. KG Verlagsniederlassung München, Augusten-straße 10, 80333 München,Ansprechpartner: Frau Basak Aktas, Telefon: +49 (0) 89/3 70 60-270, Fax: +49 (0) 89/3 70 60-111, E-Mail: [email protected]
Bezugspreise (in Deutschland zuzüglich gesetzlicher MwSt.): Jahresabonnement Inland 240,00 Euro inkl.Vertriebsgebühr. Jahresabonnement Ausland 280,00 Euro inkl. Vertriebsgebühr. Einzelverkaufspreis 20,00 Euroinkl. Versandkosten
Abonnentenpreis für Schüler und Rentner (bei Vorlage eines entsprechenden Nachweises)92,00 Euro zuzüglich MwSt.
BANK: Commerzbank Hilden (BLZ 30040000), Konto-Nr. 652 200 700
ERFÜLLUNGSORT UND GERICHTSSTAND: Bad Breisig
TITELFOTO: Chr. Hansen; fotolia: Metallplatte © mirpic
DRUCK:Druck+Logistik, Schlavenhorst 10, 46395 Bocholt, Telefon: +49 (0) 2871/24 66-0; gedruckt auf chlorfreiem Papier
Angeschlossen der Informationsgemeinschaft zur Feststellung derVerbreitung von Werbeträgern (IVW) – Sicherung der Auflagenwahrheit
Anz
eig
e

58 · 8 2013 | moproweb.de
GERNEP Etikettiertechnik GmbHBenzstraße 693092 Barbing, DeutschlandTelefon: +49 (94 01) 92 13 - 0Telefax: +49 (94 01) 92 13 - 29E-Mail: [email protected]: www.gernep.de
Etikettieranlagenfür Becher, Gläser, Flaschen
mi | WER - WAS - WO für die Milch Bezugsquellen von A bis Z
Ingredients
Chr. Hansen GmbHGroße Drakenburger Str. 93-9731582 Nienburg, DeutschlandTelefon: +49 (0) 5021 963 0Telefax: +49 (0) 5021 963 109E-Mail: [email protected]: www.chr-hansen.com
Käsereianlagen
Klarmann Edelstahl Technik GmbHWillerfang 226655 Westerstede, DeutschlandTelefon: +49(0)4409 9288 0Telefax: +49(0)4409 9288 29E-Mail: [email protected]: www.klarmann-edelstahltechnik.de
Käsereifungsanlagen
Neuschwander GmbHZiegelfertigteilwerkNeipperger Straße 4174336 Brackenheim, DeustchlandTelefon: 0 71 35/96 10 90Telefax: 0 71 35/96 10 93Web: www.neuschwander.de
Prozessanlagen
Tetra Pak Processing GmbHSenefelder-Ring 2721465 Reinbek, DeutschlandTelefon: +49 40 600 910Telefax: +49 40 600 91800E-Mail: [email protected]: www.tetrapak-processing.de
Trenntechnik
Wasseraufbereitung
ANDRITZ AGStatteger Strasse 188045 Graz, ÖsterreichTelefon: +43 (316) 6902 0Telefax: +43 (316) 6902 463E-Mail: [email protected]: www.andritz.com
Repräsentant Dairy Europe:Hr. Marco ManzardoTelefon: +39 (0445) 57 5695E-Mail: [email protected]
Software
The business IT solution for your entire enterprise
CSB-System AGAn Fürthenrode 9-1552511 Geilenkirchen, GermanyPhone: +49 2451 625-0Fax: +49 2451 625-291Email: [email protected]: www.csb-system.com
Verpackungsmaterial
W.u.H. Fernholz GmbH & Co. KG58540 Meinerzhagen, DeutschlandTelefon: 02358/9086 - 0Telefax: 02358/1004Email: [email protected]: www.fernholz-verpackungen.de
Analyse- & Messtechnik
KROHNE Messtechnik GmbHLudwig-Krohne-Str. 547058 Duisburg, DeutschlandTelefon: +49 203 301 0Telefax: +49 203 301 10 389E-Mail: [email protected]: www.krohne.com
Käsekonfektionierung
GROBA B.V.Branskamp 86014 CB Ittervoort, NiederlandeTelefon: +31 (0)475 56 56 56Telefax: +31 (0)475 56 62 15E-Mail: [email protected]: www.groba.eu
www.handsfreecheesehandling.com
Grünbeck Wasseraufbereitung GmbHJosef-Grünbeck-Straße 1 · 89420 Höchstädt/DoTelefon 09074 41-0 · Telefax 09074 41-100www.gruenbeck.de · [email protected]
marktplatzVERKÄUFEVERKÄUFE
REVEN
®Luftre
inig
er·Tel.:+49(0
)7042-373-0
Inte
ressie
rtan
ein
erVorfü
hrung
imWerk?
www.reven.d
e/fettnebel
- bessere Prozesshygiene- ölfreie Maschinen- saubere Abluftkanäle- geruchsfreie Fortluft
- selbstreinigendeCYCLONE�-Abscheider
- hoher Brandschutz- alles aus Edelstahl
K a n a l a b s c h e i d e rPutzt Fettnebel und Feuerteufel weg!
REVEN®
X-CYCLONE®
59
Fotolia_©Michaela Mü ller_M
NACHRUFE
Wir trauern um unser treues Verbandsmitglied
Prof. Dr. Martin BusseEhem. Direktor Inst. f. Bakteriologie Weihenstephan
* 28.03.1926 † 04.06.2013
Herr Prof. Dr. Busse gehörte unserem Berufsverbandseit mehr als 46 Jahren an. Die Mitglieder unseres Verbandessind ihm zu großem Dank verpflichtet und werden ihm stets
ein ehrendes Andenken bewahren.Den Hinterbliebenen gilt unsere aufrichtige Anteilnahme.
Landesverband Bayrischer und SächsischerMolkereifachleute und Milchwirtschaftler e.V.
Im Alter von 78 Jahren verstarb im Juli 2013unser Verbandsmitglied
Erich Kehmaus Gedern.
Wir verlieren ein Verbandsmitglied und einen geschätztenKollegen, der unserem Berufsstand und dem Verband
55 Jahre die Treue gehalten hat.Unser aufrichtiges Mitgefühl gilt seinen Angehörigen.
Fachverband hessischer und thüringischerMilchwirtschaftler e.V.
L. Weiß Dr. K. Kunz E. Stummer R. RaithWalter TheisVorsitzender
Helga UhlemannStellv. Vorsitzende
Klaus BirkerStellv. Vorsitzender
STELLENANZEIGENSTELLENANZEIGEN
Aktuell auf unserem Jobportal moprojob.de
Richard Posch sucht
Mitarbeiter/-in für den Bereich Qualitätsmanagement / -sicherung
Hipp sucht
Strategischen Einkäufer und Projektmanager (m/w) Milch- und Molkenrohstoffe
Arla Foods sucht
Qualitätsmanager QEHS (m/w)
mopro job.deDER MILCHWIRTSCHAFTLICHE STELLENMARKT
Weitere Informationen finden Sie unter www.moprojob.de
„Der Einsatz von AIR SOLUTION L.O.G. istunbedenklich für Anwender, Verbraucher und
Lebensmittel und kann vorbehaltlos empfohlenwerden, eine Kennzeichnung der Lebensmittel
ist nicht erforderlich!“
PROf. DR. HEEScHEN
Air solution.Natürlich sicherehygieNe
„Auch die Infektiosität des MurinenNorovirus ist nach Verneblung vonAIR SOLUTION L.O.G. vollständig
aufgehoben worden.“
PROf. DR. TRUyEN
„Durch die Verminderung derKeimbelastung beim Einsatz von
AIR SOLUTION L.O.G. wird dieHaltbarkeit positiv beeinflusst.“
PROf. DR. WEbER
„Durch den Einsatz von AIR SOLUTIONL.O.G. sind auch multiresistente Keime
wie MrsA sicher zu eliminieren. Der Ein-satz von L.O.G. ist auch in Humanme-
dizinischen Einrichtungen zu empfehlen.“
HyGIENEfAcHARzT DR. MED. zASTROW
Air solution industrial• Oberflächenentkeimung• Produktabsicherung• Luftentkeimung•MHD-Verlängerung
Air solution – systeme zurhygienischen Verbesserungdes Betriebsumfeldes sowieFachberatung & Planungs-unterstützung für luft- undHygienemanagement.
Air solution Engineering• Hygiene-klimatische Statusanalyse• Lüftungs- und Klimaplanung• Schwachstellenreduzierung• Energiekosteneinsparung• Luftmanagement
www.airsolution-group.com Solution





























