Embed Size (px)
Citation preview

WWI PROCAT, S.L.
1
5.3. PROTECCIÓN CATÓDICA EL ACERO DEL HORMIGÓN ARMADO
ÍNDICE
5.3.1 . Glosario de términos
5.3.2. Introducción
5.3.3. Fundamentos de la protección catódica
5.3.4. Puesta en servicio de una protección catódica en hormigón armado
5.3.5. Aplicaciones (en estructuras enterradas o sumergidas y en estruc-turas aéreas)
5.3.6. Limitaciones y precauciones en la protección catódica
5.3.7. Equipos y materiales
5.3.8. Estimación comparativa de costes
5.3.9. Bibliografía y normativa
5.3.1. Glosario de términos
ÁNODO.- Electrodo que, formando una pila con el cátodo y el electrólito, se polariza positivamente o que su potencial se hace menos negativo.
ÁNODO DE SACRIFICIO O GALVÁNICO.- electrodo de metal o aleación que se utiliza como ánodo frente a un cátodo y dentro de un electrolito, si necesi-dad de fuente de corriente externa. La circulación corriente entre ánodo y cátodo se consigue por la diferencia de potencial entre los dos metales o alea-ciones distintas.
CÁTODO.- Electrodo que, formando una pila con el ánodo y el electrólito, se polariza negativamente o que su potencial se hace más negativo. En el hor-migón armado el cátodo es la armadura de acero de los refuerzos.
CORRIENTE IMPRESA.- Sistema de protección catódica en el que se hace cir-cular una corriente continua, entre el ánodo y el cátodo, con una fuente de ali-mentación de corriente continua. La expresión viene del inglés y una traduc-ción literal podría ser corriente forzada o impuesta.

WWI PROCAT, S.L.
2
DENSIDAD DE CORRIENTE.- Intensidad de corriente por unidad de superfi-cie; generalmente se expresa en A/m2, en mA/m2 o en mA/cm2.
DESLAMINACIÓN CATÓDICA.- efecto por el que los revestimientos aislantes y el hormigón se despegan del acero.
DESPOLARIZACION.- Eliminación o reducción de la polarización por medios físicos o químicos.
ELECTRODO.- Metal en contacto con un electrolito, que sirve como punto por el que la corriente eléctrica entra en el metal o sale de el para pasar a la solu-ción.
ELECTRODO DE REFERENCIA.- Electrodo impolarizable y con potencial es-table que sirve de referencia para las medidas de potenciales.
ELECTRODO SENSOR O SONDA DE DESPOLARIZACIÓN.- Electrodo que se puede utilizar para medir la polarización y la despolarización durante un máxi-mo de 24 horas. Su potencial no puede interpretarse como el de un electro de referencia.
ELECTRÓLITO.- Conductor iónico (usualmente en solución acuosa). Por ejemplo el hormigón y el agua.
ERROR IR (caída IR).- Error en la medida del potencial debido a la diferencia de potencial entre la posición el electrodo de referencia y la del cátodo pasan-do corrientes por medio, como la de protección catódica o corrientes vaga-bundas.
ESTADO PASIVO.- Estado de un metal cuando su comportamiento es un más noble (resistente a la corrosión) que lo que se podía esperar. Se trata de un fenómeno superficial en el que el metal está cubierto por sus óxidos cuando es-tos sean estables.
ESTADO DE INMUNIDAD A LA CORROSIÓN.- Decimos que el acero está protegido o que es inmune a la corrosión cuando la máxima disolución posible, en esas condiciones, es 10-6 moles por litro, es decir 0,056 mg/l o bien que la pérdida de espesor máxima puede ser de 10 micras al año.

WWI PROCAT, S.L.
3
IÓN.- elemento, molécula o partícula metálica que se ha cargado positivamen-te (catión) al desprenderse de electrones procedentes del ánodo, o negativa-mente (anión) al captar electrones procedentes del cátodo, estando por medio el electrolito que los transmite.
OXIDACIÓN.- Pérdida de electrones de un elemento o metal que pasan al electrolito para combinarse con otros elementos o metales; por ejemplo, cuando un metal pasa del estado metálico al estado corroído. Así, cuando un metal reacción con el oxigeno, azufre, etc., y forma un compuesto como un oxido, un sulfuro, etc., se encuentra oxidado y ha perdido electrones que han pasado al oxígeno. Cuando la oxidación es en un metal también la llamamos corrosión metálica.
POLARIZACION ANÓDICA.- Polarización del ánodo a potenciales menos ne-gativo o más positivos.
POLARIZACION CATÓDICA.- Polarización del cátodo potenciales menos po-sitivos o más negativos.
PROTECCION CATÓDICA.- Polarización del cátodo hasta conseguir la inmu-nidad a la corrosión, en la que la velocidad de corrosión es despreciable. En ocasiones se llama protección catódica a sistemas en los que se instalan áno-dos o un sistema de corriente impresa, pero es necesario hacer hincapié que para que sea protección catódica se alcancen los criterios de inmunidad o de protección con garantías. Lo demás consiste en poner ánodo u otros elemen-tos pero no significa que haya protección catódica.
PROTECCIÓN CATÓDICA PREVENTIVA.- Término que solo se usa para el hormigón dentro de la normativa europea al respecto, cuando se instalan áno-dos o un sistema de corriente impresa, no con el objeto de conseguir una pro-tección catódica con su inmunidad a la corrosión sino de mantener la protec-ción en el estado pasivado. Solo se aplica en condiciones en las que las arma-duras están pasivadas.
RENDIMENTO DE UN ÁNODO O DE LA ALEACIÓN.- El porcentaje de co-rriente que en la pila de protección catódica sale del ánodo por la cual se pro-duce protección. Hay un adicional de corriente que no produce protección sino que se pierde. La relación entre la primera y la suma de ambas es el rendimien-to.

WWI PROCAT, S.L.
4
TOMA DE POTENCIAL.- Conexión hecha a las armaduras para facilitar el con-tacto con ellas y medir su potencial respecto a un electrodo de referencia.
TRANSFO-RECTIFICADOR.- fuente de corriente continua alimentada con al-terna para dar salida de corriente entre ánodos y cátodos en los sistemas de corriente impresa.
5.3.2. Introducción
La protección catódica es un método electroquímico de lucha contra la corro-
sión ampliamente extendido y utilizado, siendo en muchos casos el de mayor
eficacia y duración.
5.3.3. Fundamentos de la protección catódica
El acero del hormigón armado suele tener menos problemas de corrosión que
el acero en otros electrolitos, pero son muchos los casos y cada día más, en los
que se recurre a la aplicación de un sistema de protección catódica para resol-
ver los problemas de corrosión que aparecen o puede aparecer. Cuando se
prevé la posible existencia de problemas de corrosión de las armaduras del
hormigón, éstos se pueden eliminar instalando un sistema de protección cató-
dica, que resulta más barato y fiable si se incluye previamente en el diseño de
la construcción. Hoy en día es un sistema tan difundido que tiene numerosas
normas en cuanto a su aplicación:
• UNE-EN 12696 Protección catódica para el acero en hormigón (se refiere
solo al hormigón aéreo).
• ISO 12696 Protección catódica para el acero en hormigón aéreo, ente-
rrado o sumergido.
• RP0290 Impressed Current Cathodic Protection of Reinforcing Steel in
Atmospherically Exposed concrete Structures (Afectan a la protección
catódica del hormigón aéreo).

WWI PROCAT, S.L.
5
La protección catódica, como solución a muchos problemas de corrosión, ya
no se suele discutir, si bien en todos los casos no es necesaria o económica-
mente rentable.
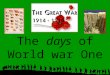
Se trata de uno de los sistemas electroquímicos que tiene como fundamento la
polarización de una superficie metálica hasta alcanzar un potencial, en el que
se acepta que dicha superficie metálica es inmune a la corrosión. Este potencial
de inmunidad es -750 mV/Cu/CuSO4 para el acero en hormigón armado. En el
hormigón armado, si está pasivado, el potencial natural puede ser entre 0 y
-250 mV/Cu/CuSO4. Nos podemos guiar por el diagrama basado en los de
Marcel Pourbaix para el equilibrio de los metales en distintos medios.

WWI PROCAT, S.L.
6
En el gráfico los potenciales son referidos al electrodo de hidrógeno saturado,
pero en la práctica de la protección catódica se utilizan el electrodo de referen-
cia de Ag/AgCl 0,5 molar (solución de KCl) y el de Mn/MnO2 y el potencial de
protección, respecto a estos electrodos es -700 mV (equivalente al de -750 mV
respecto al de Cu/CuSO4). Estos son los electrodos de referencia habituales en
hormigón.
Otro criterio, que es el más aceptado en el hormigón armado, es el de una po-
larización real de -100 mV, midiendo el potencial tras la interrupción de co-
rriente del sistema de protección catódica y descontando el error de medida
llamado caída IR. Dichas corrientes suelen ser debidas a fugas de corriente de
sistemas de tracción por corriente continua (trenes), por ejemplo en viaductos
o puentes (norma UNE-EN 50162:2003 para la corrosión por corrientes vaga-
bundas procedentes de sistemas de corriente continua).
Para conseguir la polarización deseada, de la superficie de acero, se inyecta en
la misma una corriente continua, de carácter puro (pila galvánica) o bien pro-
cedente de una corriente alterna rectificada y filtrada. Esta corriente al pene-
trar por la superficie del acero, la polariza negativamente y cuando se alcanza
el potencial de polarización indicado, consideramos que es inmune (según el
criterio de inmunidad antes indicado) a la corrosión.
En el electrólito la corriente que circula entre ánodo y cátodo (éste es el acero
que se protege) es de tipo iónico y la que circula por el metal y conexión metá-
lica entre el ánodo y cátodo es por transmisión de electrones.
Las principales y más frecuentes reacciones electroquímicas que tienen lugar
en el cátodo y en el ánodo son:
En el ánodo (anódicas y de oxidación):
Me ↔ Me2+ + 2e- corrosión
(metal) (iones metálicos) (electrones)

WWI PROCAT, S.L.
7
En el cátodo (catódicas y de reducción)
2H+ + 2e- ↔ H2 no corrosión
2H+ + O2 + 2e- ↔ 2OH-
2H2O + O2 + 4e- ↔ 4OH-
La transmisión de corriente, en las pilas de corrosión y en la de protección
catódica, es de corriente continua (como antes se decía por electrones en las
partes metálicas e iones en el electrolito).
Los sistemas de protección catódica se clasifican en dos tipos, uno llamado de
ánodos galvánicos o de sacrificio y el otro llamado de corriente impresa.
El primero consiste en formar una pila electroquímica conectando al acero a un
metal más anódico que el acero, y, estando los dos en contacto con el mismo
electrolito, por la diferencia de potencial entre ambos se establece pila galvá-
nica entre el acero y el metal anódico que se corroe o disuelve en el electrolito,
en función de la cantidad de corriente de la pila, el equivalente electroquímico
del ánodo y el rendimiento de la aleación anódica en el medio electrolítico en
que se encuentra.
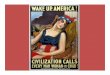
Esquema de una pared de hormigón armado con una protección catódica por
corriente impresa:

WWI PROCAT, S.L.
8

WWI PROCAT, S.L.
9
UN ESQUEMA DE ÁNDOS GALVANICOS SERÍA:
Una manera gráfica de verlo podría ser los siguientes diagramas sobre el pro-
ceso de protección:
En ellos se ven cuatro pasos, el primero cuando hay corrosión, con ánodos y
cátodos en una misma superficie metálica. El segundo cuando se conectan
electrodos anódicos a la superficie metálica empezando a polarizarse como
ánodo mientras dicha superficie metálica que se comporta como cátodo em-
pieza polarizarse catódicamente (potencial más negativo). En la tercera se ve
como la superficie metálica ya casi es completamente catódica frente al ánodo
conectado, y el cuarto cuando en la superficie metálica ya no quedan ánodo y
por entero se comporta como cátodo habiendo alcanzado la inmunidad cató-
dica (protección catódica).

WWI PROCAT, S.L.
10

WWI PROCAT, S.L.
11

WWI PROCAT, S.L.
12
5.3.4. Puesta en servicio de los sistemas de protección catódica
Empezamos por este apartado por considerarlo de vital importancia. Un sis-
tema de protección catódica puede estar muy bien diseñado y muy bien insta-
lado pero en la puesta en servicio es el momento de corroborar dicho diseño e
instalación, para los ajustes necesarios, imprescindibles en los sistemas de co-
rriente impresa y la verificación de que verdaderamente hay protección e in-
cluso si se mantienen las expectativas de duración del diseño.
Todos los sistemas de protección catódica, incluidos los de ánodos galvánicos,
requieren una buena puesta en servicio, al igual que un adecuado diseño, pues
sin ello es imposible tener la certeza de que las armaduras están conveniente-
mente protegidas. Lo incluimos al principio del texto por su importancia, las
medidas que se hacen en la puesta en servicio y los resultados obtenidos son
de vital importancia para conocer la eficacia del sistema y su duración, además
de saber si es necesario modificar o corregir algo del sistema instalado.

WWI PROCAT, S.L.
13
Esta puesta en servicio la debe hacer personal cualificado, con experiencia en
protección catódica y conocimientos de la problemática de los sistemas para el
hormigón armado. Debe hacerse al menos 14 días después de instalar los áno-
dos y haber completado la aplicación del hormigón y morteros. En cuanto al
personal las normas hablan (la de NACE en el punto 1.3.1 y en las ISO y EN-
UNE en los puntos 2 y 4. En ellas se habla de personal con la certificación como
especialista (máximo nivel de certificación en protección catódica) y en las ISO
y UNE-EN depende de la fase del trabajo (medidas iniciales, diseño, instala-
ción, puesta en servicio, revisión). En las europeas hasta ahora solo hay tres ni-
veles y cuatro sectores, uno de ellos para el hormigón y actualmente se estudia
la posibilidad de ampliar el número de niveles a cuatro. La normativa europea
de certificación es EN 15257 Protección catódica. Niveles de competencia y
certificación del personal de protección catódica (Afecta al personal que tra-
baja en protección catódica).
Para las medidas de potencial es imprescindible empleo del sistema ON-OFF,
pues el mejor criterio de protección es el de un potencial de polarización que
sea al menos -100 mV más negativo que el natural, es decir sin protección. Y
por otro lado sin el potencial OFF no es posible conocer bien el grado de polari-
zación. Para el criterio de un potencial de polarización fijo (-700 mV/AgCl)
también se ha de utilizar el sistema de interrupción de la corriente de protec-
ción (ON-OFF) si bien en este caso no es necesario esperar a la completa des-
polarización. El proceso de polarización completo puede durar hasta varios
meses y por ello se debe controlar el sistema, midiendo potenciales de despo-
larización que pueden ser desde una hora hasta de un mes, durante el primer
año (normas EN-UNE e ISO).

WWI PROCAT, S.L.
14
Se debe empezar con un ajuste de la corriente del orden del 10% al 20% de la
calculada, y observar, midiendo la polarización - despolarización, si se alcanzan
los potenciales adecuados de protección.
Si en el ajuste inicial se consigue la adecuada protección no debe ser necesario
un posterior ajuste, pero si una vigilancia pasado un tiempo, para comprobar
que ésta no excede los potenciales aconsejables. Si no se consiguen potencia-
les adecuados de polarización y protección se debe hacer una inspección, un
nuevo ajuste y medidas, pasado aproximadamente un mes.
En las medidas de despolarización se deben emplear registradores de datos
con una impedancia de entrada mínima de 10 Mohmios/V. Como sensores del
control del potencial, se pueden emplear electrodos de referencia o bien son-
das de despolarización. Estas últimas no se deben emplear para la medida del
potencial de referencia ni en despolarizaciones de duración superiores a las 24
horas. Como sondas de despolarización se suelen emplear electrodos de grafi-
to, de titanio activado o de zinc normas EN-UNE e ISO).
Es importante la vigilancia y control del sistema de protección catódica, mi-
diendo potenciales ON-OFF al menos una vez al año, y si se trata de un sistema
de corriente impresa vigilando el funcionamiento del equipo al menos una vez
cada dos semanas, aunque los sistemas de control remoto permiten ya una vi-
gilancia diaria con bajo coste.

WWI PROCAT, S.L.
15
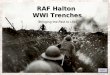
Ejemplo real extraído de la norma RP 0290 de una curva de despolarización de
armaduras de hormigón, en este gráfico Potencial-Tiempo :
- Instant “Off” potential es el potencial en el instante inmediatamente des-
pués del la interrupción de la corriente de protección catódica
- Final “Off” potential es el potencial después de la despolarización durante
un tiempo mínimo.
- “On” potencial el el potencial mientras se inyecta corriente de protección.
Recientemente han aparecido en el mercado otro sistema que permiten verifi-
car la eficacia de la protección catódica instalada, sin necesitar desconectar la
corriente. Este sistema está basado en el análisis de la impedancia obtenida al
aplicar una corriente alterna y se conoce como Técnica de Verificación de la
Pasividad (PVT)
5.3.5. Aplicaciones (estructuras enterradas o sumergida y aéreas)

WWI PROCAT, S.L.
16
5.3.5.1 Estructuras de hormigón armado enterradas y sumergidas.
Se tiende a protegerlas inicialmente las estructuras de hormigón armado solo
cuando los problemas de corrosión son muy probables (ambientes con canti-
dades altas de cloruros o ácidos, o presencia de corrientes erráticas). Cuando
no se prevean estos problemas lo que se puede hacer es instalar las tomas de
potencial (puntos de conexión a las armaduras para conectar con ellas y medir
su potencial) suficientes para poder comprobar la probabilidad de corrosión y
verificar su estado de pasivación o la necesidad de protección.
Por otro lado si se quiere dejar prevista una posible protección catódica de es-
tas estructuras.
La protección catódica se puede hacer mediante un sistema de corriente im-
presa o bien por ánodos de sacrificio. Si se quiere dar una larga duración a los
ánodos o electrodos dispersores de corriente el sistema de corriente impresa
suele resultar más barato que el de ánodos de sacrificio.
5.3.5.3. Protección catódica de estructuras de hormigón armado aéreas
El sistema de protección catódica en este tipo de estructuras es similar al de
estructuras sumergidas o enterradas, pero con distintos ánodos.
En cuanto a los ánodos de sacrificio, siempre se emplean los de zinc. Para su
aplicación es conveniente que haya un estudio y proyecto previo, en el que se
considere la normativa vigente.

WWI PROCAT, S.L.
17
Se debe tener en cuenta los siguientes aspectos:
• Peso neto del ánodo.
• Aleación del ánodo.
• Capacidad de corriente del ánodo.
• Potencial del ánodo en circuito abierto.
• Duración prevista y calculada del ánodo.
En todo caso, con el desconocimiento de estos datos y por lo tanto de su ver-
dadera efectividad y duración, se pueden emplear en la protección catódica
preventiva, donde las densidades de corrientes necesarias son muy inferiores.
No obstante se debería tener los datos suficientes para conocer el número y ti-
po de ánodos necesario y calcular su posible duración, aunque en algunos ca-
sos no corresponda con lo calculado pues se pueden pasivar, hecho que ocurre
algunas veces.
En la siguiente tabla se recogen las densidades de corriente más habituales:
Medio electrolítico en que se encuentra el acero
de las armaduras
Densidad de corriente
(mA/m2)
Alcalino, sin corrosión y baja renovación del oxíge-
no (protección catódica preventiva)
0,1
Alcalino, sin corrosión, con renovación fácil del oxí-
geno (protección catódica preventiva)
1-3
Alcalino, con presencia de cloruros, seco, calidad el
hormigón buena y observada una ligera corrosión.

WWI PROCAT, S.L.
18
Medio electrolítico en que se encuentra el acero
de las armaduras
Densidad de corriente
(mA/m2)
3-7
Con presencia de cloruros, humedad, calidad del
hormigón nuy buena y corrosión generalizada.
8-20
Alto contenido en cloruros, humedad o agua que lo
moja fluctuante, alto contenido en oxígeno, tempe-
raturas medio altas (tropicales) y corrosión severa.
30-50
5.3.6. Limitaciones
El diseño de la protección catódica se ha de hacer con sumo cuidado, si se quie-
re obtener un buen resultado y como indica la normativa siempre debe inter-
venir un especialista en esta materia. Los cuidados son extremadamente espe-
ciales cuando se trata de aceros de alta resistencia (pretensado o postensado)
en los que éste se puede dañar por el efecto llamado fragilización por hidróge-
no.
La fragilización por hidrógeno es causada por las moléculas de hidrógeno que
se generan junto al acero en las reacciones catódicas y que penetran entre las
partículas del acero.
En el caso del hormigón pretensado o postensado de tuberías enterradas se
debe tener mucho cuidado en no sobrepasar, con valores más negativos, po-
tenciales de -1100 mV respecto al electrodo de referencia de Cu/CuSO4 según
la norma europea y -1000 mV/Cu/CuSO4 conforme a la de NACE, (-900 mV
respecto al electrodo de referencia de Ag/AgCl 0,5 M KCl según la norma euro-

WWI PROCAT, S.L.
19
pea de los hormigones aéreos). Se considera, a estos efectos, acero susceptible
de este fenómeno aquel cuyo límite elástico sea >700 N.mm2. Además, en es-
tos casos, los potenciales son menos homogéneos, debido a que la corriente
de protección se reparte mucho peor.
En estos casos los sistemas pueden tener un funcionamiento automático, de
forma que se pretende que el potencial sea lo que controle el rectificador y su
salida de corriente. Asimismo deben de llevar también una limitación de la co-
rriente de salida, para que en el caso de que falle la señal del electrodo de refe-
rencia, y por lo tanto el transfo-rectificador tienda a dar la máxima salida de
corriente, mantener el potencial prefijado dentro de los límites aconsejables.
En la puesta en servicio del sistema se debe tener mucho cuidado y vigilar que
no haya sobreprotección en ningún punto y el ajuste se haga de forma que se
asegure que en el futuro no se alcance la sobreprotección.
Para evitar que los potenciales sean excesivamente negativos y no excedan el
umbral de la generación de hidrógeno indeseada, y tratándose de hormigón
armado pretensado enterrado o sumergido, se puede recurrir a sistemas de
ánodos de sacrificio de zinc (potencial de estos ánodos es de -1.100
mV/Cu/CuSO4) con lo que el potencial con la protección catódica nunca lle-
garán al potencial del ánodo.
En el caso de influencias de corrientes erráticas se debe tener especial cuidado,
por la dificultad de su control y las medidas especiales que pueden resultar ne-
cesarias para una adecuada protección.
Para poder instalar los sistemas de protección catódica las armaduras deben
tener continuidad entre sí, especialmente en el sistema de corriente impresa.

WWI PROCAT, S.L.
20
Con el sistema de protección catódica no es necesario sanear el hormigón que
envuelve a las armaduras a no ser que estas estén debilitadas y no soporten los
esfuerzos mecánicos requeridos, o tengan deslaminación. Esto es debido a que
las reacciones electroquímicas en el hormigón hacen que los iones agresivos
(principalmente los cloruros) emigren de las zonas de las armaduras.
5.3.7 Equipos y materiales
5.3.7.1 Fuentes de alimentación (solo en sistemas de corriente impresa)
Como fuente de alimentación de corriente (solo necesarias en los sistemas de
corriente impresa), se suelen emplear transfo-rectificadores, normalmente por
control manual, y la tensión máxima que se debe emplear es de 24 V, para
cumplimiento de los Reglamentos de Baja Tensión, y considerando la seguri-
dad del personal que los manipule, ya que en la mayoría de los casos suele tra-
tarse de lugares húmedos. Por otro lado con los sistemas de ánodos o disper-
sores de corriente descritos no deben ser necesarias tensiones más altas.
Los transfo-rectificadores normalmente pueden ser de dos tipos:
� Los de control por tensión fija, bien con variaciones en la tensión del trans-
formador de potencia o bien por ajuste electrónico de la tensión de salida. Son
de ajuste del voltaje de salida de corriente (tensiostatos). Son los más usados.
� Los de ajuste de la intensidad de salida de corriente manteniéndola (inten-
siostatos).
� Los de control automático, son aquellos en que se fija un potencial de la
estructura a proteger y el equipo compara constantemente la señal del elec-

WWI PROCAT, S.L.
21
trodo de referencia con el del ajuste, dando la salida de corriente necesaria pa-
ra mantener dicho potencial.
El sistema de corriente impresa de funcionamiento automático no significa que
con él no sea necesario el mantenimiento, sino que está diseñado para cuando
la corriente de protección catódica pueda variar con cierta frecuencia por cam-
bios de las condiciones del hormigón, como la temperatura, la humedad gene-
ral (no la parcial en una zona muy localizada pues el fenómeno muy localizado
debe ser controlado con sistemas de protección catódica localizados en dicha
zona, pero no extenderlo a una otras zonas cuyas condiciones pueden ser muy
distintas), y la salinidad.
La densidad de corriente necesaria varía mucho en función de las condiciones
del medio de hormigón, pero puede oscilar entre 1 y 2 mA/m5 cuando no hay
humedad o contenidos en cloruros muy altos y en medios húmedos o agua con
altos contenidos en cloruros hasta 40 mA/m5. Si hay presencia de corrientes
erráticas puede ser mucho más alta, y depende de la intensidad de estas co-
rrientes y su localización. En este caso en el estudio se deben hacer las conside-
raciones necesarias que incluyan estos problemas, con la previsión de las zonas
por donde pueda haber salidas y entradas de las corrientes erráticas.
5.3.7.2. Tipos de ánodos que se pueden utilizar en la protección catódica del
hormigón armado aéreo
Ánodos galvánicos: como ánodo galvánico se suele utilizar el zinc aleado con
un pequeño contenido de cadmio. Las aleaciones usuales se indican en la nor-
ma EN-UNE 12696.

WWI PROCAT, S.L.
22
Estos ánodos pueden aplicarse de dos maneras:
� Embebidos en un mortero especial para reducir la velocidad de su Pasiva-
ción y para aumentar la salida de corriente. Para asegurar mejor la protección
es recomendable sanear el hormigón de las estructuras y pintarlo con una pin-
tura epoxi (menos corriente necesaria), lo cual complica la operación debido a
la preparación y limpieza superficial que requieren las armaduras antes de apli-
car la primera capa de pintura o imprimación.
� Aplicando una capa gruesa de zinc (ánodo de zinc aleado) proyectado so-
bre la superficie del hormigón, revestida luego con un buen mortero de repara-
ción y con diversas conexiones mediante placas metálicas entre la superficie de
zinc y las armaduras. La capa de zinc también se puede recubrir después con
materiales orgánicos que protejan el zinc.
� El zinc proyectado sobre la superficie del hormigón caliente y previamente
remozada, en alguna ocasión (más como experimento que como práctica habi-
tual) se ha utilizado, con aceptables resultados, y puede ser usado como ánodo
de sacrificio (galvánico) o para corriente impresa (menos habitual).
Ánodos para corriente impresa: Los más extendidos son:
� Las mallas de alambre de titanio DSA o titanio activado con una capa de
óxidos de metales nobles (Ti-MMO). Estas mallas permiten una salida de co-
rriente máxima de 110 mA/m5 (anódica) sin dañar al hormigón de su entorno y
durante períodos no muy largos, para ayudar a la polarización se puede emple-
ar con densidades de corriente de 220 mA/m2 e incluso en períodos más cortos
hasta 400 mA/m2 para más tarde inyectar densidades de corriente máximas de
20 a 40 mA/m2 para una duración de 75 a 100 años (esto con los de mejor cali-

WWI PROCAT, S.L.
23
dad, y para otras calidades inferiores puede ser entre 25 y 50 años). Es el siste-
ma cuyos ánodos tienen mayor duración. Dependiendo de la densidad de co-
rriente necesaria, de la inyectada y de lo tupida que sea la red que forman las
armaduras del acero, puede llegarse hasta una segunda o tercera fila o nivel de
estas armaduras. Los
ánodos de Ti-MMO
también se pueden
utilizar en forma de
cintas formando ma-
llas con ellas.
El empleo de densi- dades de corrien-
tes excesivamente al- tas y durante
mucho tiempo puede degradar el hor-
migón entorno al ánodo, debido a
que las reacciones electroquímicas
que suceden en dicho entorno generan
PH ácidos (limitación de los 110 mA/m²
del ánodo).
Malla de Ti-MMO
Instalada antes de
de cubrirla con
mortero

WWI PROCAT, S.L.
24
El mortero que ha de cubrir la malla de ánodo debe cumplir con unas carac-
terísticas de adherencia sobre el hormigón base debe ser mayor a 1,5 N/mm2 y
como mínimo 1 N/mm2, pues de los contrario se puede producir una fractura
con el hormigón base.
La distancia mínima entre las mallas y las armaduras es 1,5 cm. En corriente
impresa es importante que entre él ánodos y las armaduras no pueda haber
contacto y se deben adoptar las medidas necesarias para evitarlo.
� Ánodos discretos o ánodos en forma de tubos o varillas de titanio activa-
do con platino o con mezcla de óxidos, que se insertan en el hormigón entre las
armaduras. Tiene el inconveniente de que dada su poca superficie y mala dis-
tribución de la corriente hay que instalar muchos y si se quiere que den mayor
salida de corriente, para no dañar el hormigón de su entorno y que puedan dar
mayor salida de corriente, se deben embeber en un mortero especialmente
conductor. La mayor salida de corriente de la superficie del ánodo o densidad
de corriente anódica hace que su duración sea menor (unos 20-25 ánodos
según algunos fabricantes y entre 10 y 20 años según la experiencia teórica-
real).
La instalación es algo compleja pues el ánodo debe guardar unas distancias
mínimas respecto a las armaduras, lo que supone una dificultad si se hace sin
retirar el hormigón por completo, especialmente cuando el mallazo de las ar-
maduras es cerrado, para conseguir una aceptable distribución de la corriente
de protección y por otro lado se tiene que evitar a toda costa que cualquiera de
los ánodos pueda hacer contacto con alguna armadura o quede muy cerca,

WWI PROCAT, S.L.
25
pues si así sucede se anularía todo el sistema de protección catódica ya que to-
da la corriente pasaría a través de este punto.
Como estos ánodos está diseñados para dar una salida de corriente bastante
alta, según se ha dicho en el anterior párrafo, se forman gases en su entorno,
que se han de evacuar, para lo que desde cada ánodo sale un tubo de silicona
que forma una red con los de los otros ánodos, dando salida a los gases forma-
dos. Todos los ánodos al dar salida de corriente al electrolito forman gases (ver
las reacciones anódicas antes citadas), pero si se utilizan dentro de los límites
fijados por el proyectista estos gases no suponen un problema y menos cuando
los ánodos están en la superficie del hormigón, donde estos gases tiene una sa-
lida fácil al medio ambiente.
Realmente este sistema de ánodos discretos, por sus precios y complicidad
suele ser válido para cuando se trata de proteger estructuras en las que la co-
rrosión ha penetrado profundamente en la estructura del hormigón y desde un
ánodo colocado en la superficie no se consigue una buena protección. Este ser-
ía el caso típico de las armaduras del hormigón en un túnel donde haya pene-
trado agua muy agresiva, con alto contenido en cloruros a través del terreno
tras la pared del hormigón, y desde la superficie no se puede a alcanzar la pro-
tección de las armaduras más profundas.
También se recomiendan en los casos de algunas zonas localizadas, en las que
las armaduras sean tupidas de tal forma que no se puedan proteger las capas
más profundas desde la malla exterior, y sea necesario con estos ánodos alcan-
zar esas zonas localizadas. El resto de las armaduras es preferible protegerlo,
por su duración, precio y sencillez, con el ánodo en forma de malla.

CRITERIOS DE INTERVENCIÓN EN PUENTES DE FÁBRICA
Bibliografía
26
GT 4/1
� Revestimientos de morteros especiales con conte-
nido de carbón granulado. Los hay de dos tipos: los no
modificados (arena con cemento y diversos agregados) y
los de alto contenidos en grafito. Esos admiten una salida
de corriente anódica máxima de 20 mA/m5 y la duración
es de unos 20 años. Requieren el uso de ánodos o con-
ductores de Ti-MMO que introduzca la corriente en el
material orgánico.
� Revestimiento de mortero con contenidos en fi-
bras de grafito revestido de níquel, para una densidad
de corriente máxima de 20 mA/m5 y una duración de 15 a
20 años. Requieren el uso de ánodos o conductores de Ti-
MMO que introduzca la corriente en el material orgánico.
� Recubrimientos orgánicos funcionan como ánodos
con densidades de corriente próximas a 20 mA/m5 (para
mayores densidades de corriente solo son recomenda-
bles en períodos cortos). Su duración es de 5 y 15 años.
Son sensibles a la humedad ambiental y no resisten una
humidificación continua, por lo que no se usan para apli-
caciones marinas. El espesor de la capa que forman es de
0,25 mm a 0,5 mm. Requieren el uso de ánodos o con-
ductores de Ti-MMO que introduzca la corriente en el
material orgánico.
� Recubrimientos metálicos. Son los obtenidos por
proyección de zinc sobre el hormigón calentado. Se utili-
zan como ánodos de corriente impresa, y hasta ahora so-
lo de forma experimental. El grosor de la capa oscila en-

CRITERIOS DE INTERVENCIÓN EN PUENTES DE FÁBRICA
Bibliografía
27
GT 4/1
tre 0,15 mm y 0,2 mm. Su duración estimada es la misma
que la de recubrimientos orgánicos y la densidad de co-
rriente anódica también es la misma. Se aplican en forma
de placas, que generalmente tienen unos 10 m5.
� Polímeros conductores. Se usan de varias formas, la
más común es como relleno en ranuras hechas en el
hormigón. Tiene una duración bastante corta. Como
conductor se utilizó cable de cobre desnudo, y resultó
eficaz en algunos casos.
En cualquiera de los casos para cubrirlos siempre se debe
emplear un mortero de reparación que reúna unas condi-
ciones especiales de resistividad, resistencia mecánica y
adherencia que se indican en las normas citadas.
5.3.7.3 Cajas de conexiones y tomas de potencial.
Cuando se instalen cajas de empalme no es aconsejable
que sean metálicas y que en una misma caja nunca se de-
ben conectar los cables de los ánodos y los de las arma-
duras. Se pueden instalar de cualquier material plástico o
metálico (por ejemplo aluminio), sin olvidar que si la caja
es metálica no debe hacer contacto eléctrico con los ca-
bles y terminales de su interior.
Siempre se debe tener en cuanta la seguridad de la insta-
lación y que la duración prevista del sistema de protec-

CRITERIOS DE INTERVENCIÓN EN PUENTES DE FÁBRICA
Bibliografía
28
GT 4/1
ción catódica, es decir materiales que en el medio am-
biente que se ana a instalar duren al menos esos años.
5.3.7.4 Electrodos de referencia y electrodos sen-
sores.
Como electrodos de referencia portátiles se suelen utili-
zar los de Cu/Cu/SO4 o los de Ag/AgCl.
Como electrodos de regencia permanentes se suelen uti-
lizar los de Mn/Mno2 y los de Ag/AgCl.
Como electrodos sensores se suelen utilizar los de Ti-
MMO o los de grafito.
5.3.8. Estimación de costes con cada tipo de pro-
tección catódica.
Ejemplos como comparación de los costes de protección
catódica por los diferentes métodos podría ser.
Es conveniente tener en cuenta que son muy distintos los
costes en una superficie enterrada que en una sumergida
o en una aérea, especialmente por la instalación o mon-
taje.
Para hormigón enterrado podrían ser:

CRITERIOS DE INTERVENCIÓN EN PUENTES DE FÁBRICA
Bibliografía
29
GT 4/1
Para hormigón enterrado solo puede considerarse en el
caso de tuberías de hormigón armado, solo en suelos de
bastante conductividad.
anodos sacrif ico
% coste
5,00
56,00
6,00
32,00
ingenieria 6%
5.3.8. Bibliografía.
- Norma UNE. EN- UNE 12696 Protección catódica para el acero en
hormigón.
- Norma ISO 12696 Protección catódica para el acero en hor-
migón.
- Norma UNE.EN- UNE 12954 Protección catódica de estructuras
metálicas enterradas o sumergidas. Principios generales y aplicación para
tuberías. Norma UNE.
- Norma NACE. RP0187 Design Considerations for Corrosion Control
of Reinforced Steel in Concrete. Norma NACE.
- Norma NACE. RP0100 Cathodic Protection of Prestressed Concrete
Cylinder Pipelines. Norma NACE.

CRITERIOS DE INTERVENCIÓN EN PUENTES DE FÁBRICA
Bibliografía
30
GT 4/1
- Norma NACE. RP0187 Design Considerations for Corrosion Control
of reinforcing Steel in Concrete.
- Norma NACE. RP0390 Maintenance and Rehabilitations Considera-
tions for Corrosion Control of Existing Steel Reinforced Concrete Struc-
tures.
- Norma NACE. RP0290-2000 Impressed Current Cathodic Protec-
tion of Reinforcing Steel in Atmospherically Exposed concrete Structures.
- Norma NACE. TM0294 Testing of Embeddable Anodes for Use in
Cathodic Protection of Atmospherically Exposed Steel-Reinforced Con-
crete.
- UNE-EN 50162:2003 Protección contra la corrosión de las corrien-
tes erráticas procedentes de sistemas de corriente continua
- Paul M. Chess. Cathodic Protection of Steel in Concrete E & FN
SPON.1198
- P. Pedeferri. Cathodic Protection and Cathodic Prevention. Con-
struction and Bulding Materials. 1996