Embed Size (px)
Citation preview

C M
Y K
C M
Y K
C M
Y K
C M
Y K

C M
Y K
C M
Y K
C M
Y K
C M
Y K

1
CENE METALA.......................................................................................................................... 3 Razvoj cena plemenitih i platinskih metala ................................................................................................ 3 Cene metala za legiranje u zlatarstvu ......................................................................................................... 7
TEHNOLOŠKA ZNANJA .......................................................................................................... 9 Tehnološka svojstva metala-kovnost i habanje ........................................................................................... 9 Mehaničke osobine legura plemenitih metala........................................................................................... 10 Otvrdnjavanje zlatarskih legura ................................................................................................................ 12 Homogenizovanje odlivaka u zlatarstvu ................................................................................................... 13
OPREMA ZA ZLATARSTVO ................................................................................................. 14 Gasne peći za zlatarstvo ........................................................................................................................... 14 Japanski pribor za elektrolitičko pranje nakita ......................................................................................... 15 Pribor za elektrolitičko poliranje, odmašćivanje i rodiniranje lanaca ....................................................... 16 Pribor za pojedinačno elektropoliranje, odmašćivanje i rodiniranje ......................................................... 18
ISKUSTVA I SAZNANJA ........................................................................................................ 19 Upotreba kiselina u zlatarstvu .................................................................................................................. 19 Poliranje u bubnju sitnih predmeta ........................................................................................................... 20 Granulisanje u zlatarstvu .......................................................................................................................... 22 Odnos težine voštanog modela i metala kod livenja ................................................................................. 24
POPRAVKE NAKITA .............................................................................................................. 25 Komplet sredstava za lemljenje nakita ..................................................................................................... 25 Lemljenje kod popravki nakita ................................................................................................................. 26
ANALIZE I TESTIRANJA ...................................................................................................... 28 Kupelaciona analiza zlata ......................................................................................................................... 28 Približno testiranje zlata, platine i srebra .................................................................................................. 28 Probne kiseline za srebro .......................................................................................................................... 29 Tačnost utvrđivanja zlata merenjem težine (gustine)................................................................................ 30
MATERIJALI ............................................................................................................................ 33 Platina u zlatarstvu ................................................................................................................................... 33 Paladijum kao metal za izradu nakita ....................................................................................................... 34 Indijum ..................................................................................................................................................... 37 Titan kao materijal za nakit ...................................................................................................................... 37 Kaučuk u zlatarstvu .................................................................................................................................. 38
SREBRO I NAKIT .................................................................................................................... 39 Specifičnosti topljenja srebra i njegovih legura ........................................................................................ 39 Nakit od srebra ......................................................................................................................................... 40 Specifičnosti rada na poliranju srebrnog nakita ........................................................................................ 41
RAFINACIJA ZLATA I SREBRA .......................................................................................... 42 Ponuda uređaja za rafinaciju zlata i srebra ............................................................................................... 42 Uređaji za rafinaciju zlata i srebra ............................................................................................................ 43 Elektroliza zlata........................................................................................................................................ 45 Rafinacija srebra ...................................................................................................................................... 46
ZAŠTITA ZDRAVLJA ............................................................................................................. 47 Nikl i alergijska reakcija .......................................................................................................................... 47 Štetnosti od boraksa i borne kiseline ........................................................................................................ 48 Korišćenje i opasnosti od natrijum karbonata ........................................................................................... 49 Livačka groznica ...................................................................................................................................... 49 Amonijak u zlatarstvu .............................................................................................................................. 50 Opasnost od azotne kiseline ..................................................................................................................... 51 Soda bikarbona – natrijum bikarbonat ...................................................................................................... 52 Poliranje i zdravlje ................................................................................................................................... 53
POSLOVNA ZNANJA .............................................................................................................. 54 Tabela za izračunavanje kamata za dane .................................................................................................. 54 Uobičajene skraćenice u trgovini ............................................................................................................. 55
ZLATNICI ................................................................................................................................. 56 Jubilarni australijski zlatnici ..................................................................................................................... 56 Posmrtni kovani novac ............................................................................................................................. 57

3
CENE METALA
Razvoj cena plemenitih i platinskih metala
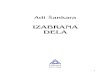
Cene plemenitih i platinskih metala imaju u dužem vremenu trend rasta koji je pre svega u vezi sa inflacijom u zemljama sa najjačim privredama u svetu. Na grafikonima koji su dati uz ovaj tekst vidi se razvoj cena zlata u
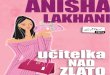
periodu 1968.- 2006. godine. Takođe je dat i grafikon za period od godinu dana, odnosno između dva broja ovog magazina, septembar 2005.- septembar 2006. godine, gde su prikazane mesečne promene cena.
Zlato
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
1968 1971 1973 1976 1979 1982 1984 1987 1990 1993 1995 1998 2001 2004 2006
(€ / g)
Grafikon kretanja cene zlata u periodu 1968. – 2006.

4
Zlato
1111,5
1212,5
1313,5
1414,5
1515,5
1616,5
1717,5
sep.
05
okt.
05
nov.
05
dec.
05
jan.
06
feb.
06
mar
.06
apr.
06
maj
.06
jun.
06
jul.0
6
avg.
06
sep.
06
(€ / g)
Grafikon kretanja cene zlata u periodu septembar 2005. – septembar 2006.
Dugoročni grafikon cena zlata pokazuje da su najveće cene bile u periodu 1979. - 1982. godine i u periodu 2004. - 2006. godine. Uočljivo je da su ovi periodi vezani za skokove cena nafte na svetskom tržištu.
Pored grafikona cena zlata dati su i grafikoni cena srebra, platine, paladijuma i rodijuma. Za pomenute metale dat je period od godinu dana, odnosno između dva broja ovog magazina, septembar 2005.- septembar 2006. godine.

5
Srebro
180,00
200,00
220,00
240,00
260,00
280,00
300,00
320,00
340,00se
p.05
okt.
05
nov.
05
dec.
05
jan.
06
feb.
06
mar
.06
apr.
06
maj
.06
jun.
06
jul.0
6
avg.
06
sep.
06
(€ / kg)
Grafikon kretanja cene srebra u periodu septembar 2005. – septembar 2006.
Platina
22,00
24,00
26,00
28,00
30,00
32,00
34,00
sep.
05
okt.
05
nov.
05
dec.
05
jan.
06
feb.
06
mar
.06
apr.
06
maj
.06
jun.
06
jul.0
6
avg.
06
sep.
06
(€ / g)
Grafikon kretanja cene platine u periodu septembar 2005. – septembar 2006.

6
Paladijum
180
200
220
240
260
280
300
320
340
360
380se
p.05
okt.
05
nov.
05
dec.
05
jan.
06
feb.
06
mar
.06
apr.
06
maj
.06
jun.
06
jul.0
6
avg.
06
sep.
06
(€ / g)
Grafikon kretanja cene paladijuma u periodu
septembar 2005. – septembar 2006.
Rodijum
60,00
70,00
80,00
90,00
100,00
110,00
120,00
130,00
140,00
sep.
05
okt.
05
nov.
05
dec.
05
jan.
06
feb.
06
mar
.06
apr.
06
maj
.06
jun.
06
jul.0
6
avg.
06
sep.
06
(€ / g)
Grafikon kretanja cene rodijuma u periodu septembar 2005. – septembar 2006.

7
Najveći skok cena u periodu septembar 2005. - 2006. imao je rodijum kod koga su cene povećane oko 2,3 puta. Najmanje povećanje cena bilo je kod platine, oko 1,34 puta. U tom periodu znatno su poskupeli srebro i paladijum, blizu dva puta.
Najveće cene ovih metala bile su u toku maja 2006. godine. Posle maja meseca cene plemenitih i platinskih metala su u padu, ali su i dalje znatno veće nego pre godinu dana.
C E N E M E T A L A
Cene metala za legiranje u zlatarstvu
Osnovni metali u zlatarstvu su: zlato i srebro, ali se ovi metali koriste uvek u obliku legura sa bakrom, cinkom, niklom, platinom, paladijumom. Kao legirni metali se koriste i neki drugi metali, ali je njihovo učešće u legurama znatno manje. Za izradu lemova koriste se lako topivi metali kao što su: kadmijum, kalaj, germanijum, indijum i siliciju. U znatnoj meri za legiranje u zlatarstvu koriste se predlegure, ali se takođe koriste i pojedini metali posebno. Zbog toga je neophodna nabavka metala na tržištu, gde je od izuzetne važnosti voditi računa o čistoći metala koji se nabavljaju, zbog mogućnosti da se korišćenjem nedovoljno čistih metala u leguru unese veoma nepoželjne primese. Najbolji primer je kupovina cinka koji može da sadrži nešto olova. Poznato je da i veoma mali sadržaj
olova, unesen u legure zlata ili srebra, dovodi do krtosti legure, odnosno do njene neupotrebljivosti. U zlatarstvu se za legiranje zlata i srebra koriste neplemeniti a i neki platinski metali. Pored legirnih metala, koriste se i neki metali kao dodaci sa malim učešćem u ukupnoj leguri. Od legirnih metala za zlatne legure, najčešće se koriste:
• srebro • bakar • cink • nikl
u manjoj meri koriste se: • kadmijum • indijum • kalaj
Od platinskih metala koriste se: • platina i • paladijum (najčešće kao
legirni metali za belo zlato ili

8
kao dodatak za poboljšanje karakteristika legura).
Najčešće primenjivani dodaci su:
• sicilijum • fosfor • gvožđe • aluminijum • titan
Cene svih metala na svetskom tržištu menjaju se u zavisnosti od ponude i potražnje. Ove jeseni (2006.) orjentacione cene metala koje se najčešće koriste u zlatarstvu su:
Orijentacione cene metala
Metal Cena (€ / kg)
zlato 15.000,00 srebro 300,00 platina 30.000,00 paladijum 8.200,00 rodijum 115.000,00 bakar 6,00 cink 3,00 kalaj 10,00 kadmijum 2,50 indijum 700,00 nikl 30,00 silicijum 1,30 aluminijum 2,50 titan 25,00




9
TEHNOLOŠKA ZNANJA
Tehnološka svojstva metala-kovnost i habanje
Pod tehnološkim svojstvima materijala podrazumevaju se osobine od kojih zavisi način i stepen prerade, obrade ili dorade u svim fazama izrade, od sirovina preko poluproizvoda do finalnog proizvoda. Među tehnološkim svojstvima metala i legura spadaju osobine kao što su: kovnost, zavarivost, mogućnost valjanja, otpornost na habanje, livkost, pa i obradivost u mašinama na primer mogućnost poliranja. Kovnost Sposobnost plastične deformacije (tegljivost, duktilnost) jeste svojstvo materijala da podnese trajne plastične deformacije, a da se na ošteti. Ova osobina se za metale naziva i kovnost. Kovanjem se menja oblik metalnog tela, odnosno, daje mu se drugi oblik koji predmet zadržava i posle kovanja. Metali se mogu oblikovati kovanjem u hladnom ili vrućem stanju. Kod većine metala i legura sposobnost deformacije opada sa svakim stepenom ove vrste obrade. Metali koji se najčešće koriste u zlatarstvu prema kovnosti se mogu razvrstati po sledećem redosledu:
Zlato, srebro, bakar, platina, cink. Legure zlata, srebra i bakra ima manju sposobnost izduživanja od čistog zlata, ali imaju veću tvrdoću, čvrstoću i elestičnost. Ako se ovim legurama doda nešto platine, znatno se povećava sposobnost izduživanja i žilavost. Habanje Habanje ili abrazija nekog materijala je njegovo trošenje pri trenju sa drugim metalima. Često se čuje i termin „atricija“ . Inače „atricija“ podrazumeva trošenje predmeta kod trenja sa istorodnim materijalom. U procesu trenja nastaje otkidanje čestica sa površine predmeta. Veličina čestica koje se otkidaju i brzina habanja zavisi od mnogih faktora, a pre svega od tvrdoće predmeta i sredstava koja deluju na njega. Za zlatarstvo je otpornost na habanje izuzetno važna, posebno za nakit koji se nosi na rukama, gde je trenje intenzivno u toku korišćenja. Da bi se povećala otpornost na habanje nakita, potrebno je obaviti otvrdnjavanje.

10
T E H N O L O Š K A Z N A N J A
Mehaničke osobine legura plemenitih metala
Mehaničke osobine legura plemenitih metala veoma su važne za procese prerade i korišćenja. U osnovne mehaničake osobine spadaju tvrdoća, žilavost i elastičnost. U literaturi i u prospektima proizvođača legura ili predlegura daju se za najvažnije legure i podaci o mehaničkim osobinama. Tvrdo ća Pod tvrdoćom metala podrazumeva se njegova sposobnost da se odupre prodiranju nekog predmeta. Ispitivanje tvrdoće vrši se utiskivanjem kuglice ili piramide u leguru pod dejstvom određene sile i određenom vremenu. U literaturi se često navodi tvrdoća po Rokvelu (Rockwell, oznaka HRC), Brinelu (Brinell, oznaka HB) ili Vikersu (Vickers, oznaka HV). Za zlatarske materijale najčešće se koriste podaci o tvrdoći po Brinelu.
Tvrdoća po Brinelu, za značajne metale u zlatarstvu
Metal Tvrdoća (HB)
Zlato 178 Srebro 255 Platina 490 Paladijum 638 Indijum 255 Kadmijum 49 Kalaj 49 Cink 343 Bakar 343
Za ispitivanje tvrdoće po Brinelu koriste se kuglice prečnika 2,5 mm, 5 i 10 mm. Utiskivanjem kuglice stvara se udubljenje, koje se zatim meri (prečnik udubljenja) a na osnovu izmerenog prečnika se korišćenjem tabela očitava tvrdoća. Kada se metali ili legure podvrgavaju hladnoj obradi, povećava se njihova tvrdoća. Na primer, tvrdoća valjanog zlata je za 30 % veća od livenog. Tvrdoća legura je najčešće uticaj pojedinih legirnih komponenata. Čvrsto ća Pod čvrstoćom se podrazumeva otpor materijala da pod dejstvom sile promeni oblik. Najčešće se delovanjem sile vrši savijanje,

11
uvijanje, zatezanje i smicanje nekog materijala. Kada se posle delovanja sila oblik predmeta vrati na prvobitni, to se naziva elastična deformacija. Kada posle delovanja sile predmet zadrži oblik koji je imao u toku dejstva sile, deformacija je plastična. Čvrstoća nekog metala zavisi od unutrašnjeg napona u materijalu, koji se javlja kao protiv sila delovanja spoljnih sila. Najčešće se ispituje zatezna čvrstoća metala. To se obavlja u specijalnoj mašini-kidalici. Suština ispitivanja je istezanje uzoraka materijala (epruvete) uz merenje sile. Delovanjem sile istezanja dolazi u nekom trenutku do kidanja. Kada se za neki materijal da podatak o čvrstoći, podrazumeva se da je to zatezna čvrstoća izražena u MN/m2. Za materijale koji se koriste u zlatarstu, zatezna čvrstoća su: Zatezna čvrstoća, za značajne metale u zlatarstvu (MN/m²)
Metal Zatezna čvrstoća (MN/ m2)
kalaj 17,6 cink 127,5 zlato 127,5 srebro 137,3 platina 127,3 bakar 215,8 nikl 412,0
Čvrstoća metala i legura zavisi od njihove unutrašnje strukture. Homogene i sitnozrne strukture najčešće su čvršće od nehomogenih i krupnozrnih. Promenom unutrašnje strukture menja se i čvrstoća metala.
Najmanju čvrstoću imaju liveni predmeti, kako od metala tako i od legura. Hladnom obradom povećava se čvrstoća, tako da, na primer, vučena žica ima najveću čvrstoću u odnosu na druge poluproizvode pri istovetnim ostalim uslovima. Metali legiranjem povećavaju čvrstoću tako da i mali procenti legirnih dodataka znatno povećavaju čvrstoću u odnosu na osnovni metal. Čvrstoća zlata znatno se povećava legiranjem sa srebrom, a još više sa bakrom, platinom ili niklom. Međutim, sa povećanjem čvrstoće, povećava se i krtost metala. Hladnom obradom (kovanjem, valjanjem) čvrstoća metala se znatno povećava u odnosu na žareno stanje. Tako, na primer, čvrstoća srebra se povećava tri puta, zlata gotovo četiri puta a bakra za oko 50%. Elasti čnost Elastičnost je sposobnost nekog predmeta da se posle dejstva sile vrati u provobitni oblik (na primer opruge). U zlatarstvu se često koriste materijali kod kojih je elastičnost veoma bitno svojstvo, i to za izradu veznih elemenata i opruga u veznim elementima. Metali i legure u toku obrade menjaju elestičnost. Topla obrada smanjuje a hladna povećava elestičnost. Kao i druga mehanička svojstva metala i legura, elastičnost zavisi od njihove strukture. Metali i legure sa sitnozrnom strukturom su elestičniji od onih sa krupnozrnastom. Oplemenjeni metali i legure znatno povećavaju svoju elestičnost.

12
Plemeniti metali su slabo elestični, a zlato spada među najmanje elestične metale. Sposobnost deformacije Sposobnost materijala da pod dejstvom spoljne sile menja oblik i da ga zadrži je deformabilnost ili duktrilnost, tegljivost ili istegljivost. Drugačije rečeno, materijali koji posle hladne obrade zadržavaju dati oblik, poseduju sposobnost deformacije. Merenje sposobnosti deformacije obavlja se izduživanjem uzorka
(epruvete) do prekida i upoređenjem sa inicijalnom (početnom) dužinom.
dužina Inicijalna
dužina PrekidnaIzduženje=
Kod plemenitih metala iznosi oko 50%, dok je za legure, na primer kobalt-hrom manja od 15%. Među plemenitim metalima najveću sposobnost izduženja ima zlato, a zatim slede srebro, platina, pa neplemeniti metali: nikl, bakar i cink.
T E H N O L O Š K A Z N A N J A
Otvrdnjavanje zlatarskih legura
Termin otvrdnjavanja zlatarskih legura, često se zamanjuje nazivom poboljšanje ili oplemenjivanje. Suština oplemenjivanja je u promeni građe čvrstih rastvora. Mogu se oplemeniti samo legure, i to legure metala koji obrazuju čvrste rastvore. Ne mogu se oplemeniti čisti metali. Otvrdnjavanje ili oplemenjivanje podrazumeva pre svega povećanje tvrdoće legura putem žarenja i stvaranja izuzetno sitnih kristala u legurama. Kada je za zlatarsku leguru potrebno da ima povećanu tvrdoću (na primer, da bi se umanjilo habanje), vrši se žarenje na oko 400°C. Na toj temperaturi nastaje hemijsko jedinjenje AuCu ili Au Cu3.
Nikl i cink, ako se nalaze u zlatarskim legurama, veoma uspešno stimulišu stvaranje hemijskih jedinjenja bakra i zlata. Zato ovi metali imaju važnu ulogu kod tretmana koji se sprovode radi povećanja tvrdoće. Vreme žarenja i temperatura imaju takođe veoma važan uticaj na otvrdnjavanje. Smatra se da na temperaturi oko 400°C i u trajanju od dvadesetak minuta mogu da se postignu najbolji rezultati. Duže žarenje i više temperature ne daju dobre rezultate. Mogu se primenjivati nešto niže temperature (250°C), ali je tada potrebno znatno duže žarenje. To je pak nepovoljno zbog povećanja mogućnosti oksidacije površine legure.

13
Otvrdnjavanje legura treba da se obavlja posle završetka svih postupaka na izradi ili pred poliranje. Postupci otvrdnjavanja daju veću tvrdoću i čvrstoću za 25 do 35%. Ako zlatarska legura sadrži neke od metala platinske grupe, platinu pre svega, nije potrebno posebno otvrdnjavanje, već je dovoljno samo
postepeno hlađenje. Laganim hlađenjem legura zlata sa dodatkom platine stvaraju se uslovi za nastanak jedinjenja plemenitih metala sa bakrom, i time dolazi do povećanja tvrdoće legure. Na ovaj način tvrdoća ovih legura može se povećati do 90% od maksimalno moguće.
T E H N O L O Š K A Z N A N J A
Homogenizovanje odlivaka u zlatarstvu
Posle livenja zlatonosnih legura, a u toku njihovog očvršćavanja, nastaje interkristalno izdvajanje koje dovodi do izvesne neujednačenosti sastava u kristalnoj strukturi odlivaka. Obim nehomogenosti zavisi od veličine temperaturne razlike između tački topljenja pojedinih komponenata, intervala topljenja, odnosno temperature granica solidusa i likvidusa, brzine hlađenja legure i veličine zrna koja su formirana posle livenja. Kada u sastav legure ulaze metali među kojima postoje velike razlike u tački topljenja (na primer nikl i srebro) nastaju velike razlike u sastavu kristala koji prvi i koji zadnji
očvrsnu. Tako se stvaraju slojeviti kristali u odlivcima. Kod brzog hlađenja odlivaka nastaje sitnozrna struktura, ali se javlja nehomogenost. Pri sporom hlađenju odlivaka, doći će do bolje homogenosti legure, ali će se formirati krupnozrna struktura. Pravilan izbor je brzo hlađenje, radi dobijanja sitnozenaste strukture, i naknadna homogenizacija. Prednost sitnozrnaste strukture, je između ostalog, i u tome, što je za homogenizaciju potrebno kraće žarenje. Žarenje legura Au-Ag-Cu radi homogenizacije treba da traje oko 30 minuta na temperaturi 750-800°C.

14
OPREMA ZA ZLATARSTVO
Gasne peći za zlatarstvo
Gasne peći se često koriste u zlatarstvu, pre svega zbog niske nabavne cene, ali i jeftinog goriva. Na slici se vidi osnovna konstrukcija ove vrste peći. Peć se sastoji od vatrostalnog kućišta u koje se unosi lonac za topljenje, brenera za sagorevanje gasa i ventilatora za uduvavanje vazduha.
Gasna peć
proizvođača J. SCHMALZ - Nemačka Gas koji se koristi kao gorivo može biti prirodni ili propan-butan. Da bi se obavilo dobro sagorevanje gasa i postigla visoka temperatura u peći, naophodna je dovoljna količina vazduha. Gas dolazi iz lonca pod pritiskom pa je neophodna duvaljka
za vazduh koja će savladati ostvaren nadpritisak, da bi se dovela dovoljna količina vazduha u gorioniku. Gas i vazduh treba da budu dobro izmešani i u odgovarajućem odnosu. Najbolja konstrukcija je kada se gas ubacuje u dovod vazduha i tako pomešani ulaze u prostor za sagorevanje. Neke loše konstruisane peći su tako napravljene da se gas i vazduh uduvavaju u prostor za sagorevanje u peći i tu se mešaju i gore. U tom slučaju javlja se visok plamen, a topljenje se obavlja veoma usporeno. Dobre peći imaju ventile za kontrolisanje plamena i automatsko prekidanje dotoka gasa u slučaju da se plamen ugasi. Ovo je važno sa aspekta bezbednosti rada sa ovim pećima. Sa aspekta sigurnosti veoma je važan trenutak puštanja peći u rad. Ako se u trenutku paljenja dovede veća količina gasa i potom pokuša paljenje pomoću šibice ili slično, može doći do formiranja većeg plamena koji bi ugorozio onog ko pali gorionik. Preporučuje se da se paljenje obavlja sa udaljenosti od oko dva metra pomoćnim gorionikom ili na sličan način.


15
Glavni ventil za gas otvara se polako. Kod odgovarajućeg odnosa gasa i vazduha plamen počinje da gori u peći. Treba pustiti da gorenje teče desetak minuta bez podešavanja odnosa gas-vazduh kako bi se zagrejala vatrostalna obloga peći. Posle toga reguliše se odnos gasova, kako bi se dobila najbolja mešavina koja daje visoku temperaturu . Moguća temperatura plamena u ovoj vrsti peći je preko 2500°C. Postizanje visoke temperature zavisi od odnosa gasa i vazduha. Zavisno od gasa koji se koristi, najbolji odnos gasa i vazduha je od 3-14%. Najbolji odnos postići će se iskustveno, praćenjem plamena i temperature. Temperatura plamena zavisi od odnosa gasa i vazduha, bez obzira na broj gorionika i njihovu veličinu (dimenzije).
Na početku topljenja potrebno je više toplote, što znači treba podesiti da sagoreva više gasa i vazduha, a kada dođe do dobrog zagrevanja peći potrebno je smanjiti količine goriva. Kod topljenja sa korišćenjem topitelja obrazuje se šljaka koja treba da bude tečna da bi mogla da se odstrani pre livenja metala. Peći na gas koje se koriste u zlatarstvu su male po veličini lonaca koji se koriste, ali zbog potrebe sagorevanja značajnih količina gasova prilikom topljenja, javlja se buka i podizanje oblaka toplih gasova iznad peći. Zbog toga je neophodno da odvođenje dimnih gasova bude dobro rešeno koji su vrući i izazivaju podizanje prašine u okolini peći. Znači neophodna su odgovarajuća hauba i dovoljno jak ventilator koji će odvoditi gasove van radne prostorije.
O P R E M A Z A Z L A T A R S T V O
Japanski pribor za elektrolitičko pranje nakita
Japanska firma ALFA MIRAGE pustila je u prodaju dva tipa pribora za elektorolitičko pranje nakita pod nazivom “Ionic cleans” ili jonski čistač. Jedan tip ovog uređaja je stacionaran, namenjen za rad u radionici ili radnji, a drugi je prenosan, spakovan u obliku omanjenog kofera dimenzija 165x140x120 mm.
Elektrolitičko pranje nakita principijelno se razlikuje od ultrazvučnog čišćenja. Ultrazvučno čišćenje zasniva se na stvaranju ultrazvučnih vibracija koje u rastvoru za pranje skidaju čestice prljavštine sa površine nakita.

16
Pribor za elektorolitičko pranje
stacionarne izvedbe, proizvođača ALFA MIRAGE – Japan
Kod elektrolitičkog pranja nakit se ubacuje ili kači na katodu na kojoj se obrazuju veoma fini mehurići vazduha koji otkidaju nečistoće sa površine nakita. Različiti principi rada dovode do različitih efekata čišćenja. Ultrazvučno čišćenje je nešto manje efikasno, posebno u udubljenim delovima nakita. Iz tog razloga preporučuje se da se kod pozlate, posrebrivanja ili rodiniranja gde je
veoma važno idealno čišćenje, obavlja elektrolitičko pranje nakita.
Pribor za elektorolitičko pranje prenosne izvedbe, proizvođača ALFA MIRAGE –
Japan Princip rada kod elektrolitičkog čišćenja ne zahteva zagrevanje rastvora, što je veoma važno kod ultrazvučnog čišćenja. Gold Lux iz Bora izrađuje pribor za elektrolitičko pranje nakita, kao i rastor za ovaj proces.
O P R E M A Z A Z L A T A R S T V O
Pribor za elektrolitičko poliranje, odmašćivanje i rodiniranje lanaca
Zlatni i srebni lanci različitog pletenja i težine razlikuju se po
mogućnostima završne obrade u odnosu na druge vrste nakita.

17
Lanci se mogu polirati, odmašćivati i rodinirati u priborima u kojima se tretiraju i drugi komadi nakita ali ovaj pribor omogućuje bolje efekte. Specifičnost lanaca su elestične veza među elementima i sakrivene
površine što dovodi do otežavanja poliranja i čišćenja. Kada se lanac postavi da visi u nekom sudu omogućuje se ujednačeno delovanje hemikalija ili elektrohemijskih uticaja, posebno ako se lanac još i okreće oko podužne ose.
Šeme povezivanja
Elektroliti čno poliranje lanaca Obavlja bescijanidnim elektrolitom se u vertikalnoj epruveti od stakla ili plastike. Lanac se vezuje za plus (+) pol, a katoda (-) je takođe vertikalno postavljena. Katoda je traka od titana zaštićena plastičnom mrežom da bi se sprečio slučajni kratki spoj. Poliranje traje 2-3 minuta u blago zagrejanom elektrolitu (oko 40°C). Elektroliti čno odmaš ćivanje lanaca Obavlja se u vertikalnoj epruveti visine koja odgovara dužini lanca. Elektrolit je bazan, zagrejan na oko
60°C. Lanac se vezuje za katodni (-) pol a anoda je od materijala otpornog na uslove u procesu. Rodiniranje lanaca Obavlja se radijumskim elektrolitom u vertikalnoj epruveti čija je dubina prilagođena dužini lanca. Lanac se vezuje na katodu a anoda je od titana ili platine. Za elektrolitičko poliranje i rodiniranje ispravljač koji se koristi treba da daje napon do 5 V i struju do 20 A. Kod odmašćivanja je potreban napon od 12 V.

18
O P R E M A Z A Z L A T A R S T V O
Pribor za pojedinačno elektropoliranje, odmašćivanje i rodiniranje
Kod popravljanja i pojedinačne izrade nakita često je potrebno elektropoliranje, odmašćivanje i rodiniranje. Elektropoliranje pojedinih većih komada nakita ili ukrasnih predmeta moguće je primenom pribora sa elektrolitom bez cijanida i jednosmernom strujom napona 5 V. Odmašćivanje nakita u toku izrade ili popravke moguće je primenom ultrazvučnih uređaja ili elektrolitičkim putem. Kada se vrši odmašćivanje u cilju pozlate, posrebrivanja ili rodiniranja, neophodno je elektrolitičko odmašćivanje primenom bazičnih elektrolita i jednosmerne struje napona od 12 V, ili većeg. Rodiniranje nakita od belog zlata ili srebra obavlja se posle izrade ili posle popravke u cilju dobijanja dobrog sjaja i zaštite od tamnjenja nakita od srebra. Kvalitetno rodiniranje moguće je primenom pribora koji ima jednosmernu struju 3 do 5 V i odgovarajući rodijumski elektrolit.
Značajno je, da je elektropoliranje, odmašćivanje i rodiniranje moguće je obaviti priborom koji ima ispravljač za napone 3, 5 i 12 V. To ukazuje na mogućnost izrade jednog pribora koji objedinjuje tri različita posla. Gold Lux iz Bora izrađuje pribor sa jedanim ispravljačem koji daje tri potrebna napona i odgovarajuće posude, anode i katode za pojedinačno elektropoliranje, odmašćivanje i rodiniranje.
Pribor za elektorolitičko poliranje, proizvođača Gold Lux – Srbija


19
ISKUSTVA I SAZNANJA
Upotreba kiselina u zlatarstvu
U zlatarstvu se koriste mineralne kiseline: azotna, hlorovodonična i sumporna, kao i mešavine ovih kiselina. Najpoznatija mešavina ovih kiselina je carska voda koja se sastoji od tri ili četiri zapreminska dela hlorovodonične i jednog dela azotne kiseline. Carska voda koristi se pre svega za rafinaciju zlata i legura zlata, kao i za rafinaciju platine i paladijuma. Azotna kiselina rastvara srebro i legure srebra pa se koristi za rafinaciju ovog metala. U toku izrade i popravki nakita koriste se mineralne kiseline za čišćenje površine metala, posebno posle livenja i žarenja poluproizvoda i proizvoda od legura zlata. Kod termičkog tretmana legura zlata i srebra dolazi do oksidacije neplemenitih čestica legura, kao što su bakar, cink, ali i srebro kao nosioca legura ili legirnog metala. Pojava oksida ovih metala umnogome oštećuje izgled nakita pa je neophodno čišćenje formiranih oksida. Za čišćenje neplemenitih metala često se koristi hlorovodonična (sona) kiselina. Ne treba je koristiti za legure srebra sa paladijumom i bakrom.
Tokom tretiranja zlatarskih legura sonom kiselinom, dolazi do formiranja bakarhlorida. Ovaj hlorid ne menja boju kiseline, ali se unekoliko hvata na metalu u obliku crvenkasto-bakarnih mrlja koje se kasnije teško uklanjaju. Negativna strana primene sone kiseline su njena isparenja koja su štetna po čoveka ali i po metalne predmete u prostoriji gde se sona kiselina primenuje. Sumporna kiselina koristi se dosta često u zlatarstvu za uklanjanje oksida i drugih jedinjenja sa površine predmeta. Najčešće se koristi 10 % procentni rastvor. Umesto razblaživanja koncentrovane sumporne kiseline može se koristiti akumulatorska kiselina koja je 30 % procentna. Naravno, i akumulatorsku kiselinu potrebno je razblažiti sa dva dela vode. Efikasno čišćenje zlatarskih legura u sumpornoj kiselini moguće je uz kuvanje. Kod kuvanja razblažene sumporne kiseline dolazi do isparavanja vode a kiselina ostaje. Samim tim dolazi do povećanja koncentracije kiseline. Zato je neophodno da se rastvoru povremeno doda malo vode. Kod kuvanja

20
predmeta koji sadrže bakar dolazi do rastvaranja oksida i do formiranja bakarsulfata koji boji rastvor u plavo. Sumporna kiselina jako oštećuje odevne predmete, progoreva ih. Veoma je korozivna za kožu i oči pa je potrebno obratiti pažnju da ne dođe do kontakta sa kapljicama ove kiseline. Posle iskuvavanja predmeta u kiselinama neophodno je njihovo dobro ispiranje da ne bi ostalo tragova kiseline na njima. Najbolje je temeljno ispiranje toplom vodom.
Često se koristi ispiranje rastvorom sode bikarbone u cilju neutralizacije ostataka kiseline. Ako kiselina nije dobro isprana, uz delovanje sode bikarbone stvaraju se čestice plavog bakarnog karbonata u mikronskim porama nakita. To će umanjiti sjaj nakita. Znači, dobro ispiranje toplom vodom je najbolje rešenje za uklanjanje ostataka kiseline. Još jedna napomena: ne treba u istom rastvoru kiseline ispirati srebrni i zlatni nakit.
I S K U S T V A I S A Z N A N J A
Poliranje u bubnju sitnih predmeta
U običnom bubnju za poliranje možemo polirati na suvi i mokri način. Suvi način stariji je i radi se u običnom bubnju bez strogih zahteva prema bubnju ili predmetima koji se poliraju. Mokri način je sigurniji za postizanje sjaja, ali zahteva pedantnost, čistoću bubnja, kuglica i predmeta koji se poliraju. Poliranje mokro u bubnju sa sjajnim čeličnim – nerđajućim kuglicama i polirnom tečnošću. Predmeti se prethodno dobro pripreme šmirglanjem ili „engodovanjem“ (elektropoliranjem) ili prethodnim
grubim poliranjem u bubnju sa abrazivnim materijalom. Pri mokrom poliranju sa kuglicama, nema gubitaka na predmetima koji se poliraju, zato što kuglice pritiskaju površinu predmeta i ujednačuju sitne neravnine i na taj način stvaraju sjajne površine. Preduslov je da na predmetu ne bude ogrebotine ili slične neravnine. Vreme poliranja mnogo zavisi od oblika predmeta. Kuglice treba da budu sjajne od tvrdog hromnog čelika. Dimenzije kuglica obično su od 1 do 8 mm. Pri izboru kuglica treba voditi računa o izboru dimenazija da ne bi došlo do zaglavljivanja kuglica u neravninama


21
predmeta koji se polira. Kuglice između poliranja treba držati u polirnoj tečnosti, pri čemu polirna tečnost treba da bude bazičana sa pH = 9,5. Ukoliko se između poliranja prave duže pauze kuglice se mogu čuvati i u ulju, ali ih je potom pre korišćenja potrebno razuljiti. Ako se ipak dogodi da kuglice izgube čistu sjajnu površinu, treba ih ostaviti da se oko pola sata vrte u bubnju u ovom rastvoru za čišćenje:
• natrijum-hidroksid (NaOH) 15 – 20 g/l
• kalijum-cijanida (KCN) 5 – 10 g/l
Polirna tečnost pomaže da kuglice klize međusobno kao i preko predmeta a ujedno i čisti kuglicu i predmet. Za pripremu rastvora uvek treba koristiti „meku” vodu, destilovanu ili kišnicu. Izuzetno se može koristiti i voda iz slavine, ali omekšana sa dodatkom oko 2 grama natrijumkarbonata (Na2CO3). Najjednostavniji dodatak rastvoru za poliranje je kalijev sapun i to oko 10 do 20 grama na litar „meke“ vode. U trgovini mogu se kupiti razna sredstva za ovu priliku, i to kao 2% rastvor sa „mekom“ vodom (technofinish = EC 35l liquiddazzuro). Za zlatne predmete vrlo dobro se pokazo i rastvor „sapunkorena’’ (saponaria officionalis L.) koji se koristi za pranje osetljivih odevnih predmeta. Može se kupiti u Bio apotekama (1kg sapunakorena
kuvamo u 10 lit vode, pa zatim razblažimo na 40 litara). Neki stari majstori koristili su za ovu namenu koristili i pokvareno pivo. Punjenje bubnja: Predmeti za poliranje i kuglice zajedno trebaju da ispunjavaju oko 50-75% zapremine bubnja, jer se tako postižu najbolji efekti poliranja. Polirnu tečnost treba sipati nešto iznad kuglica i robe. Za čvrst nakit se dodaje približno pet puta više kuglica u odnosu na težinu predmeta koji se poliraju. Za osetljive predmete treba dodati petnaest puta više kuglica u odnosu na težinu predmeta koji se poliraju, a količina polirne tečnosti treba da bude takva da predmeti „plivaju“ između kuglica. Broj obrtaja bubnja: za tankozidne šuplje predmete potreban je nešto manji broj obrtaja a za pune neosetljive predmete malo veći. Idealni broj obrtaja je oko 30 do 38 obr/min. Trajanje poliranja u bubnju: Zlatni predmeti od 14 ct oko 8 sati Srebrni i posrebreni delovi oko 0,5 – 1 sata Pozlaćeni predmeti oko 0,5 – 1 sata Temperatura poliranje je oko 35°C (zbog sapuna)
Salma Antal (zlatar-tehnolog, Subotica)

22
I S K U S T V A I S A Z N A N J A
Granulisanje u zlatarstvu
U zlatarstvu se radi sa malim kolčinama metala i sa precizno odmerenim odnosima, komponenata legura. To uslovljava potrebu da se metali i predlegure koje se koriste, izrađuju u oblicima koji omogućuju da se odmeravaju i male količine bez potrebe za nekom vrstom usitnjavanja. Najčešće se plemeniti metali, predlegure kao i legirni metali prodaju u obliku finih granula veličine 2-4 mm a nešto ređe u obliku tankih traka i žica. Kod pripreme sirovina koje sadrže plemenite metale, za rafinaciju, često je neophodno da se posle topljenja dobiju što sitnija zrna kako bi se rafinacija uspešno odvijala. Kada se vrši pretapanje loma radi ujednačavanja sastava ili za druge potrebe, takođe je neophodno obaviti granulaciju posle topljenja. Granulacija je postupak dobijanja sitnih zrnaca metala u toku izlivanja istopljene sirovine, a može se obavljati na više načina. Zajedničko svim postupcima je da se istopljeni metal izliva u vodu ili kroz mlaz nekog gasa, što na kraju ima za posledicu ohlađeni metal u obliku najpribližnijem sačmi. Pored granulacije za ovaj posao se kao postupak usitnjavanja primenjuje i valjanje u trake posle livenja šipke ili pločica.
Za granulisanje istopljenih metala u zlatarstvu izrađuje se peći za topljenje sa mogućnošću granulisanja. Kada se granuliše metal istopljen u takvoj peći, umesto da se uliva u kalup za livenje nakita ili poluproizvoda, uliva se u prostor za granulaciju. Granulisanje se može obavljati i priručnim sredstvima. Naravno, u tom slučaju granulisani metal neće imati oblik približno pravilnih kuglica, već će to biti komadići različite krupnoće i izgleda. U slućaju granulisanja bez posebne opreme neophodno je znati nekoliko uslova za kvalitetno obavljanje ovog posla. Najpre, potrebno je topljenje obaviti tako da se dobije što tečniji metal, a to znači, da metal treba topiti na dovoljnoj temperaturi uz mešanje a proces mora da traje dovoljno dugo. Granulacija se obavlja u sudu sa vodom. Potrebno je da sud bude dubok bar 60-70 cm, kao bi se metal koji se uliva ohladio. Voda treba da se meša, mešalicom ili proticanjem vode kroz sud za granulaciju. Sud treba da bude od aluminijuma ili ako je od drugog metala, a na dno treba staviti aluminijumski lim, da se granule ne bi zalepile za dno. Potrebno je da pri ulivanju metala u vodu, mlaz bude što tanji i da se pomera-šeta po površini suda, odnosno da se ne metal ne uliva na jednom mestu. Ovo je važno jer u

23
protivnom može doći do slepljivanja kuglica jedne na drugu na dnu posude. Veoma je važno i to da se izlivanja istopljenog metala vrši sa što veće visine u odnosu na površinu vode, a visina ne bi smela da bude manja od 0,8 – 1 m. Da bi se ovakva granulacija obavila potrebno je posedovati odgovarajuću opremu.
Pribor za granulaciju, proizvođača Gold
Lux – Srbija


24
I S K U S T V A I S A Z N A N J A
Odnos težine voštanog modela i metala kod livenja Kod livenja nakita i drugih proizvoda primenom voštanih modela potrebno je izračunati količinu metala potrebnog za jedno livenje.
U zavisnosti od vrste metala i legura menja se i odnos težine voska ulivenog u kalup i težine metala.
Temperature livenja i kalupa kao i odnosa težina metala i voska
Materijal Temperatura Odnos težina
metal : vosak livenja °C kalupa °C
aluminijum 750 – 800 200 – 250 2,5 : 1 srebro 950 – 1050 400 – 450 9 : 1 platina 1800 – 1900 870 – 970 21 : 1 zlatne legure
žuto – 375/000 940 – 1040 500 – 600 11 : 1 belo – 375/000 970 – 1070 500 – 600 11 : 1 žuto – 585/000 900 – 1000 500 – 600 14 : 1 belo – 585/000 1050 – 1250 500 – 600 14 : 1 žuto – 750/000 940 – 1040 500 – 600 16 : 1 belo – 750/000 1025 – 1125 500 – 600 16 : 1 žuto – 920/000 1000 – 1150 600 – 700 18 : 1
Način utvrđivanja potrebne količina metala za jedan kalup je jednostavan. Potrebno je izmeriti prazan kalup i potom kalup sa ulivenim voskom. Razlika te dve težine je količina
ulivenog voska. Na osnovu težine ulivenog voska može se izračunati potrebna količina metala koju treba istopiti i uliti u kalup.


25
POPRAVKE NAKITA
Komplet sredstava za lemljenje nakita
Mnogo je uslova koje treba ispuniti za dobro popravljanje nakita, a da bi se taj posao kvalitetno obavio neophodno je imati odgovarajuća sredstva. Neophodna je odgovarajuća oprema i poznavanje postupka lemljenja, a važan je pravilan izbor lema i drugih sredstava za lemljenje. Od sredstava za lemljenje važan je odgovarajući topitelj, poželjna je primena gustog rastvora za zaštitu okoline lemljenja od oksidacije. Takođe je neophodno imati dobro sredstvo za zaštitu kamenja kod lemljenja. Kada se obavi lemljenje
neophodan je rastvor za čišćenje nakita od ostataka lemljenja i vraćanje sjaja nakitu. Gold Lux iz Bora proizvodi sledeća sredstva za lemljenje nakita:
• Pasta za lemljenje nakita • Masa za zaštitu kamenja kod
lemljenja nakita • Gusti rastvor za zaštitu od
oksidacije • Rastvor za čišćenje posle
lemljenja nakita

26
P O P R A V K E N A K I T A
Lemljenje kod popravki nakita
Često je kod popravki nakita u primeni lemljenje bez fiksiranja ili „otvoreni“ način koji se koristi kod jednostavnih lemljenja. Kod šupljih predmeta neophodno je da se obezbedi da vazduh iz šupljina može da ističe, jer usled zagrevanja dolazi do širenja vazduha u unutrašnosti i povećanja pritiska. To se postiže tako što se izbuši mali otvor, na mestu gde se na nakitu to ne primećuje i ne narušava izgled. Ako se na predmetu koji treba popraviti, već vršeno lemljenje, potrebno je da se mesto gde je vršeno lemljenje, prethodno premaže pastom za zaštitu kamenja ili nekom glinom. Drugi način lemljenja je sa fiksiranjem delova koji se leme. Ova tehnika može da bude:
a) u šablonu od tankog lima, b) sa tankim gvozdenim
stezačima, c) uz vezivanje tankom
gvozdenom žicom, d) i nešto komlikovanijim
načinom uz ulaganje u gipsanu masu.
Tanki gvozdeni stezači
Vezivanje žicom
Za lemljenje navedeno pod d, odnosno sa ulaganjem u gips potrebno je znati neke činjenice. Gips koji se koristi kod popravki mora da bude sačinjen od 3 dela sitnog peska i jednog dela gipsa ili mase za ulaganje kod livenja nakita. Debljina sloja gipsane mase u koju se smešta predmet koji se lemi treba da bude 1,5-2,0 cm. Kada se pripremi gusta masa od gipsa i peska, predmet se stavi u gips ili u sloj gline koji se prekrije gipsanom masom.


27
Nalivanje predmeta gipsom
Pre postavljanja predmet koji se lemi treba privremeno vezati i tako vezan staviti u glinu a potom naliti gipsom. Pošto se gips stvrdne, odstraniti glinu spiranjem vodom. Kada je mesto lemljenja dosta odvojeno od gipsa tada je pogodno za lemljenje. Pošto se gips prosuši postepeno ga zagrevamo da se potpuno osuši. Potom se gips dalje zagreva zajedno sa predmetom kako bi se kristalna voda iz gipsa odstranila. To se dešava na 250-400 °C. Ako se to ne uradi, onda kod lemljenja dolazi do naglog zagrevanja i dolazi do prskanja gipsa i ceo trud propada.
Pre žarenja gipsa, potrebno je mesto lemljenja premazati fluksom, masama za lemljenje ili samo boraksom.
Lemljenje predmeta u gipsanoj masi
Mesta na nakitu na koja u toku lemljenja ne bi trebalo da se prolije rastopljen lem, potrebno je premazati „antifluksom“, odnosno prahom od taložne krede pomešane sa špiritusom ili grafitnim prahom pomešanim sa terpentinom.
Salma Antal (zlatar-tehnolog, Subotica)


28
ANALIZE I TESTIRANJA
Kupelaciona analiza zlata
Kupelaciona analiza je stara i pouzdana metoda za utvrđivanje sadržaja zlata putem topljenja uzorka i rastvaranja neplemenitih metala u dobijenom metalu. Da bi se obavljala kupelacina analiza neophodna je sledeća oprema:
• analitička vaga sa pet decimala
• elektrolitička peć (do 1200°C)
• mala valjaonica, ručna ili motorna
• mali digestor sa peščanim rešoom
• materijali i sitan pribor • kupele za topljenje uzoraka • azotna kiselina (pa) • olovna folija • srebro
Kupelaciona analiza obavlja se sa malim uzorcima pa je veoma važno da pribor bude adekvatan i da ne dovodi do grešaka. Potrebno je da se ovaj posao radi u posebnoj prostoriji koja je obezbeđena od prašine. Valjaonicu treba održavati čistom, po mogućstvu koristi je samo za analize.
A N A L I Z E I T E S T I R A N J A
Približno testiranje zlata, platine i srebra
Ponekad nije moguće testiranje zlata i drugih plemenitih metala obaviti primenom probnih kiselina. Naime, za testiranje probnim kiselinama nephodno je da se obaviti
trljanje po probnoj pločici a to oštećuje deo nakita. Nekada je potrebno samo potvrdi da je neki predmet od plemenitih metala, bez utvrđivanja finoće. Za takve slučajeve koriste se hemikalije koje

29
malo ili nimalo ne oštećuju površinu nakita ili drugog predmeta. Za utvrđivanje da li je neki predmet od legure zlata koristi se rastvor bakar-hlorida. Ako se predmet uroni u rastvor bakar-hlorida i ne dođe do nikakvih promena njegove površine, to je veoma pouzdan znak da je u pitanju legura zlata. Ako se pak jave crne čestice radi se lažnom zlatu. Kada se na raspolaganju ima carska voda staklenim štapićem se nanese malo ove tečnosti na predmet. Ako je predmet od zlata neće doći do promene, ukoliko se radi o čistom zlatu. Kada je u pitanju legura zlata javiće se tamne mrlje, koje su veoma intenzivne ako je u pitanju legura zlata niske finoće. Da bi se utvrdilo da li je neki sjajno žuti metal, legura zlata ili nije, može koristiti rastvor kalijum-hlorida. Kada se stavi kap ovog rastvora na predmet, na zlatnoj leguri neće se javiti nikakav trag. Na predmetu od
neplemenitih legura javiće se tamna mrlja. Utvrđivanje srebra moguće je jednostavnim rastvorom kuhinjske soli. Čisto srebro ne menja se u ovom rastvoru. Bele legure slične srebru od neplemenitih metala nakvašene rastvorom kuhinjske soli, posle 10 – 15 minuta dobiće na vazduhu obojenu patinu. Predmeti od srebra mogu se ispitati pomoću lapisa, odnosno rastvora srebro-nitrata. Kada je u pitanju predmet od srebra, ne dolazi do promene na površini predmeta koji se ovlaži ovim rastvorom. Kada predmet nije od srebra, na površini se javljaju crne mrlje. Kada se azotna kiselina kapne na srebrni predmet i u kap doda koje zrnce kuhinjske soli, javiće se belo obojenje od hlorida srebra. Kada nije u pitanju čisto srebro, ili kada je u pitanju neki drugi metal, boja kapi će biti zelenkasta ili plavkasta, u zavisnosti od vrste drugih metala.
A N A L I Z E I T E S T I R A N J A
Probne kiseline za srebro
Postoji više legura metala koje se proizvode sa ciljem da zamene srebro. Najpoznatija je legura pod nazivom novo srebro (alpaka, argentin) koja se sastoji od bakra (oko 65%), cinka (20%) i nikla (15%). Odnos navedenih metala može biti i drugačiji, u zavisnosti od proizvođača. Predmeti od ovih legura
su srebrnaste boje, čvrsti i otporni prema oksidacionim agensima. Ova legura može da prevari i poznavaoce, pa da se često u zlatarskim radnjama otkupljuje kao srebro. Postoje više načina da se utvrdi da li je neki srebrno – beli metal pretežno sastavljen od srebra ili je to legura od drugih metala.

30
Ako se na ogreb belog metala koji se ispituje kapne azotna kiselina, doći će do rastvaranja, a rastvor će biti bezbojni rastvor ili plavkasti, ako su u pitanju srebro ili legura srebro – bakar. Kada se u taj rastvor ubaci neko zrnce soli (NaCl) rastvor će postati beo, ako je u pitanju srebro, ili belo – plav ako je legura srebro – bakar. Ako su u pitanju drugi metali, obojenja će biti drugačija.
Moguće je utvrditi srebro i pomoću rastvora od 3 cm3 koncentrovane sumporne kiseline, 3 g kalijum bihromata i 32 cm3 destilisane vode. Kada se na ogreb od legure koja u sastavu ima pretežno srebra, kapne navedeni rastvor, doći će do obojenja u crveno. Intenzitet crvene boje je u srazmeri sa sadržajem srebra. Što je više srebra u leguri rastvor je intenzivnije crven.
A N A L I Z E I T E S T I R A N J A
Tačnost utvrđivanja zlata merenjem težine (gustine)
Zlato ima veliku specifičnu težinu (gustinu) u odnosu na druge metale i materijale, i to je pogodna osobina koja omogućuje približno utvrđivanje ovog metala. Specifična težinu (gustinu) zlata je 19,29 g/cm3. Veću gustinu ima platina (21,45 g/cm3) a mnogo manju srebro (10,53 g/cm3), bakar (8,92 g/cm3), olovo (11.35 g/cm3), nikl (8,9 g/cm3) i kalaj (7,29 g/cm3). Velika razlika u gustinama, ali i u boji, omogućuje dosta dobro, ali samo približno određivanja vrste metala. Pošto se za belo zlato uglavnom koriste u legure sa bakrom, srebrom, cinkom ili niklom, a ti legirajući elementi dovode do bitnog smanjenja gustine legure u odnosu na čisto zlato.
A samim tim se dosta komplikuje tumačenje rezultata merenja gustine belog zlata. Kada su u pitanju čisto zlato ili platina, merenjem gustine mogu se dosta precizno utvrditi ovi metali. Srebro ima manju gustinu u odnosu na zlato i veoma je po gustini blisko mnogim obojenim metalima. Legura novo srebro ili neke legure nikla, po boji slične srebru, imaju za oko 20 procenata manju gustinu u odnsu na srebro, pa je dobrim i preciznim merenjem, moguće utvrditi šta je srebro, a šta su legure bez srebra. Merenjem gustine moguće je sa veoma velikom preciznošću utvrditi da li se radi o kvalitetnim zlatnicima.

31
Ako se meri samo težina zlatnika može doći i do pogrešne procene. Naime, falsifikatori izrađuju zlatnike koji su po težini isti kao originalni, ali su niže finoće. To se postiže time što su takvi falsifikati nešto veće debljine u odnosu na prave primerke. Legure zlata koje se primenjuju za nakit imaju sledeće gustine:
• Legura 750/000
15,9 – 14,8 g/cm3 • Legura 585/000
14,4 – 13,1 g/cm3 • Legura 333/000
12.0 – 10,9 g/cm3
Tabela gustina različitih legura zlata i temperatura topljenja
Materijal Temperatura
topljenja (°C)
Gustina (g/cm3)
Zlato 1063 19,36 – 750, zeleno 988 15,90 žuto 927 15,58 belo 943 14,64 crveno 902 15,18 – 585, zeleno 963 14,20 žuto 879 13,07 belo 996 12,61 crveno 935 13,26 – 416, zeleno 860 11,03 žuto 907 11,57 belo 1079 11,07 crveno 960 11,59 Platina 1773 21,45 Srebro 961 10,53 stereling 893 10,40 novac 879 10,35 Merenjem gustine za nakit finoće 750 i 585 moguće je sa sigurnošću utvrditi da li je od legure zlata ili nije. Kod finoće 333 nije isključena greška jer je moguće da se nakit uradi od neplemenite legure sa gustinom od oko 11 g/cm3 i potom pozlati. Međutim, u ovom slučaju trag na pločici i kiselinska proba bi pokazali da se ne radi o zlatu.
Merenje gustine šupljeg nakita nije moguće, osim u slučaju kada je šupljina otvorena tako da voda može da ispuni šuplji deo. Ako je šupljina nakita pak ispunjena olovom, izmerena gustina biće manja od normalne gustine za nakit standardne finoće (585, 750...). To će ukazati da se ne radi o kvalitetnom primerku.

32
Merenje gustine sastoji se od tri merenja – prolaza. Meri se najpre težina predmeta. Zatim se meri sud sa vodom u koji je potopljen držač nakita i potom težina suda sa vodom i držačem i predmetom. Razlika u težini između drugog i trećeg merenja je zapremina predmeta. Kada se težina predmeta podeli sa zapreminom dobija se specifična težina ili gustina. Presudnu važnost za dobro određivanje gustine nekog predmeta ima preciznost vage kao i ispravan postupak merenja. Pošto se merenjem težine određuje i zapremina predmeta, koji su najčešće mali i imaju zapreminu ispod 1 cm3, neophodno je da se koriste vage sa visokom preciznošću. Japanska firma Alfa Mirage Co., proizvodi kompletan pribor za određivanje specifične težine (gustine).
Pribor za određivanje specifične težine,
proizvđača Alfa Mirage Co.- Japan Domaći proizvođač Gold Lux-Bor izrađuje takođe, pribor za određivanje specifične težine koji može da se koristi na različitim digitalnim vagama, koje se već koriste za merenje nakita u zlatarskim radnjama

33
MATERIJALI
Platina u zlatarstvu
Platina je plemenit metal koji je po ceni vredniji od zlata. Srebrnasto – bele je boje, veoma postojan na vazduhu. Ne rastvara se u neorganskim kiselinama a rastvara se u carskoj vodi. Specifična težina platine je 21,45 g/cm3, tačka topljenja je 1773,5°C, tvrdoća po Brinelu 97 HB. Dobro se kuje, može se izvlačiti u tanke listiće kao i zlato i lako se legira sa drugim metalima. Čista platina koristi se za laboratorijski pribor gde je potrebna velika hemijska otpornost, u zlatarstvu i zubarstvu. Sastojak je legure koja se koristi u katalizatorima automobila, najčešće sa paladijumom i rodijumom.
Nakit od platine, zbog visoke cene ovog metala, skuplji je od zlatnog i manje popularan kod potrošača. Koristi se često za nakit u koji se ugrađuju dijamanti. Cena platine odavno je veća od cene zlata na svetskom tržištu. Najčešće je cena platine dvostruko veće od cena zlata. Platina u legurama zlata veoma je korisna iz jednog specifičnog razloga, jer dovodi do stvaranja sitnije građe kristala i samim tim znatno poboljšava osobine legure. Legura postaje otpornija na lom i na hemijske uticaje, odnosno, boja proizvoda od zlata je postojanija.



34
M A T E R I J A L I
Paladijum kao metal za izradu nakita
Prema relevantnim istraživanjima sprovedenim u SAD, prodaja paladijuma namenjenog izradi nakita u 2005., porasla je za oko 50%. Veoma je realno očekivati da će se ovakva tendencija rasta prodaje preneti i imati posledice na porast potražnje za paladijumom i na našem tržištu. Kao i platina, paladijum se u zlatarstvu za izradu predmeta koristi kroz legure. Najzastupljenija legura paladijuma je 950 (sa 95% paladijuma). Ukoliko se najčešće legure paladijuma uporede sa platinskim legurama ili belim zlatom, osnovna zapažanja mogu biti sledeća: Boja Mada je boja subjektivna kategorija, za paladijumski nakit važi mišljenje da je malo tamniji i nešto sivlji u odnosu na platinu, i ako su razlike male i jedva se uočavaju. Za visoko polirani nakit je čak i veoma teško uočiti razliku između nakita proizvedenog od paladijuma i onog od platine. Boja paladijuma je inače takva da ne zahteva rodiniranje i
smatra se superiornom nad bojom belog zlata. Gustina Posmatrajući čiste metale gustina paladijuma (12 g/cm3) je skoro upola manja od platine (21 g/cm3), to naravno ima za posledicu da su gustine legure paladijuma koje se koriste u zlatarstvu značajno manje od paladijumskih. Manja gustina paladijuma može biti značajna predost, ukoliko se rade minđuše ili narukvice, kod kojih velika masa nakita nije poželjna. Tvrdo ća U čistom stanju paladijum je nešto mekši od platine, ali su oba metala, kao uostalom i čisto zlato, suviše meka da bi se kao nelegirani koristili u zlatarstvu. Tvrdoća legura naravno, dosta zavisi od legirajućih elemenata, ali i od načina izrade predmeta. Kod livenog nakita od najčešćih paladijumskih legura, tvrdoća se kreće između 110 i 120 HV. Ova tvrdoća je uporediva sa tvrdoćom platinske legure 900 (platina/iridijum), ali je manja od

35
platinske legure 950 (platina/rutenijum) tvrdoće 135 HV. Lemljenje Zbog osobine paladijuma koja se reflektuje i u legurama da lako apsorbuje višak gasova –vodonika, lemljenje elemenata od paladijumskih legura nije lako. Kao i kod platine, prilikom gasnog lemljenja potreban je oksidan plamen. U svetu se dosta primenjuje i lasersko lemljenje u zaštitnoj atmosferi. Negativna osobina paladijumskih legura je gubitak sjaja poliranja, kao posledica zagrevanju u zoni lemljenja, tako da je često potrebno ponovo polirati već polirane elemente nakita, posle njihovog spajanja lemljenjem. Livenje Kao i kod platinskih, livenje paladijuskih legura je dosta veliki izazov zbog velikog afiniteta paladijuma prema gasovima i potrebe za strogo kontrolisanim temperaturnim parametarima. Zato topljenje plamenom najčešće nije opravdano, već se za paladijumske legure kao najbolje preporučuju indukcione peći sa zaštitnom atmosferom.
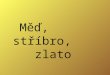
Generalno, u odnosu na platinske, legure paladijuma imaju dve značajene predosti kod livenja: manju gustinu i nižu tačku topljenja. Rafinacija Paladijum je težak i skup metal za rafinaciju, jer ga je veoma teško razdvojiti od ostalih metala platinske grupe što zahteva više stepeni prečišćavanja, a svaki stepen prečišćavanja znači određen gubitak metala. Takođe je potrebno prilikom izrade nakita voditi računa da se otpatci (prašina, opiljci....) paladijuma ne mešaju sa ostalim plemenitim metalima, jer to posle dodatno komplikuje proces rafinacije. Ipak, ako se ima u vidu da rafineri mahom računaju isti procenat kala za platinu i paladijum, a kako su cene metala bitno različite (platina je višestruko skuplja) to je rafinacija paladijuma ipak jeftinija u odnosu na platinu. Cena Na dijagramu je prikazano kretanje cena platine, zlata i paladijuma u periodu od 10 godina.

36
Zlato, Platina i Paladijum
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
22,00
24,00
26,00
28,00
1996 1997 1998 1999 2000 2001 2001 2002 2003 2004 2005 2006
(€ / g)
Pt
Au
Pd
Grafikon kretanja cene zlata, platine i paladijuma u intervalu 1996. – 2006.
Platina, belo zlato ili paladijum Zbog velike razlike u ceni, nakit od paladijuma nije u klasi platinskog nakita, ali paladijum ima neke prednosti koje ga mogu učiniti atraktivnim u odnosu na platinu, a to su:
• znatno niža cena, a veoma sličan izgled nakita od ta dva metala
• šire dizajnerske mogućnosti izrade setova (narukvica, ogrlica i minđuše) od paladijuma, jer je veća gustina platine ograničavajući faktor kod masivnosti minđuša i narukvica
Prema očekivanjima u budućnosti bi nakit od paladijuma trebalo da bude snažna konkurencija nakitu od belog zlata iz sledećih razloga:
• cena paladijuma 950 je približna ceni 14 karatnog zlata, dakle po istoj ceni se dobija nakit od znatno više finoće
• boja, odnosno belina, paladijuma u odnosu na belo zlato je atraktivnija
• rodiniranje paladijumskog nakita nije potrebno, čime se eliminiše osnovna primedba na rodiniran nakit, a to je trajnost prevlake

37
M A T E R I J A L I
Indijum
Indijum (In) je metal srebrnasto – bele boje, žilav, mek (mekši od olova), dobro se kuje i valja. Na vazduhu, pri zagrevanja do crvenog usijanja, sagoreva plavičastim plamenom, i pri tome nastaje žuti idijum oksid. Rastvara se u kiselinama, a ne rastvara se u alkalijama. Indijum se topi na 156°C a ključa na 1450°C. Specifična težina indijuma je 7,36 g/cm3. Niska tačka topljenja, boja i ostale korisne osobine, dovele su do toga da se sve više koristi u zlatarstvu za izradu lemova, kao zamena za otrovni kadmijum. Radi podsećanja i poređenja, evo nekih osobina kadmijuma (Cd). Topi se na 320°C, ključa na 767°C. Kadmijum se rastvara u kiselinama. Otrovan je, kao i njegova jedinjenja, a
pri zagrevanju se razvijaju veoma otrovna isparenja kadmijuma. Niska tačka ključanja kadmijuma uslovljava njegovo isparavanje u toku lemljenja sa lemovima koji ga sadrže, i stvaranje otrovnih isparenja. U savremenim lemovima koji se koriste u zlatarstvu, umesto kadmijuma koristi se indijum u istom procentu, i tako se obezbeđuje sniženje tačke topljenja legure za lemljenje, bez opasnosti po zdravlje. Cena indijuma je znatno veća od cene kadmijuma i približna je na ceni srebra. Malo učešće indijuma (nekoliko procenata u legurama za lemljenje), ne dovodi do bitnog povećanja cene lema, pa ga treba koristiti kao zamenu za otrovni kadmijum, gde god je to moguće.
M A T E R I J A L I
Titan kao materijal za nakit
Titan je sjajan sivo – beli metal, sličan čeliku, tvrd i vrlo lak. Postojan je na vazduhu i morskoj vodi i otporan na delovanje mnogih
hemikalija. Tačka topljenja titana je 1730°C. Postojanost titana na vazduhu i njegova boja dovela su do njegove primene u izradi nakita. Mnogi dizajneri modernog nakita koriste titanski lim za izradu

38
unikatnog nakita, najčešće u kombinaciji sa zlatnim elementima. Takođe, od titanskog lima mnogi poznati dizajneri izrađuju unikatni nakit posebno broševe i elemente ogrlica i narukvica.
Cena titana nije visoka u odnosu na preovlađujuće metale zlatarstvu, ali je titanski lim relativno skup i dosta teško se nalazi na tržištu.
M A T E R I J A L I
Kaučuk u zlatarstvu
U našem zlatarstvu koristi se termin kaučuk za trake koje se koriste u kombinacijama sa zlatom ili srebrom za izradu narukvica i ogrlica. Bez obzira na odomaćen naziv trake koje se koriste u zlatarstvu nisu od kaučuka. One svakako sadrže prirodni ili veštački kaučuk, ali su u velikoj većini slučajeva od gume. Kaučuk kao prirodna sirovina se ne rastvara u vodi, a rastvara se u benzolu. Procesom vulkanizacije uz dodavanje određenih sastojaka, pre svega sumpora, dobija se guma. Materijal sličan po karakteristikama “kaučuku” može biti i vrsta plastike. Sa aspekta zlatarstva nije mnogo bitno, da li je u pitanju guma ili plastika, već su važne neke osobine u primeni. Pošto nakit sa kaučukom ima i metalne delove, potrebno je znati kako se čisti takav nakit a da se kaučuk ne ošteti i da ne izgubi boju i elestičnost. Kaučuk je dosta otporan na hemijske uticaje, ali može doći do promene boje ako se vrši čišćenje koncentrovanim rastvorima. Osnovni savet za održavanje nakita sa kaučukom je: prati isključivo mlakim rastvorima šampona ili sapuna.
Kad popravke metalnih elemenata nakita kaučuk treba skinuti, ako je pri popravci potrebno njihovo zagrevanje. Kaučuk kao materijal trpi samo nežno zagrevanje na temperaturama od oko 30 – 40°C. Posledica zagrevanja kaučuka na višim temeraturama je krtosti i loma kaučuka.
Narukvice od kaučuka

39
SREBRO I NAKIT
Specifičnosti topljenja srebra i njegovih legura
Srebro ima temperturu topljenja 961°C a ključa na 1959°C. Ovaj metal u rastopljenom stanju rastvara kiseonik, a kod sniženja temperature rastopa dolazi do izdvajanja kiseonika, što se manifestuje izbacivanjem metala. Izbacivanje kiseonika iz rastopa tokom hlađenja može dovesti do poroznosti odlivaka. Srebro se topi u grafitnim ili grafitno-šamotnim loncima pod uticajem drvenog uglja, odnosno ćumura, što uslovljava redukcionu atmosferu i bitno smanjuje mogućnost rastaranja kiseonika u rastopu srebra. Bakar je najčešći legirni metal u legurama srebra. On znatno povećava rastvorljivost kiseonika u rastopu. Na primer, srebro koje sadrži do 10% bakra, na temperaturi od 1200°C ima za 25% veću rastvorljivost kiseonika u odnosu na čisto srebro. To znači da je ovakva legura osetljiva na rastvaranje kiseonika i oksidaciju, pa je neophodno da se kod topljenja obavi zaštita od kiseonika. Ovakva zaštita se sprovodi pokrivkom koja vezuje kiseonik i dovodi do redukcione atmosfere. Primer pokrivke je sloj drevenog uglja koji
štiti rastop od uticaja kiseonika, a treba da bude debljine od najmanje četvrtine visine lonca za topljenje. Srebro i njegove legure tope se u pećima sa tečnim ili gasovitim gorivima, kao i u elektrootpornim i indukcionim pećima. Kod topljenja srebra najpre se u lonac stavljaju veći komadi srebra, a kada se oni rastope ubacuje se sitnež. Pre ubacivanja srebra lonac mora da bude adekvatno zagrejan, kako bi se skratilo vreme topljenja i pregrevanja pred livenje. Rastop treba da bude zagrejan na 1100 do 1150°C pred livenje. Pred livenje rastop se meša grafitnim štapom i dezoksidiše. Dezoksidacija legure srebra obavlja se litijumom, kadmijumom ili fosforom. Potpuna dezoksidacija legure srebra postiže se dodavanjem oko 0,5% kalcijuma, odnosno 0,05-0,1% fosfora ili litijuma. Negativna strana dezoksidacije kadmijumom je u ispravanju ovog metala, a njegove pare su veoma štetne po čoveka. Dezoksidacija fosforom, odnosno legurom Cu-P, je bez štetnosti po zdravlje čoveka, ali je u ovom slučaju bitno da se ne

40
prekorači količina fosfora. Ukoliko se doda previše fosfora u rastop pogoršaće se mogućnost obrade srebra plastičnom deformacijom. Srebro sa sadržajem bakra ili zlata do jednog procenta nije potrebno dezoksidirati, jer se kod očvršćavanja ne pojavjuje vrenje metala. Veće pregrevanje srebra kod topljenja, na primer na oko 1400°C, dovodi do gubitka metala u količini od oko 1% po času držanja pregrejanog metala. Srebro se najčešće legira bakrom i to u rasponu sadržaja od 4 do 75%. U poređenju sa čistim srebrom, legure sa bakrom rastvaraju znatno više kiseonika pa je neophodno da se tope pod zaštitnim pokrivnim sredstvima
kao što su: drveni ugalj, ćumur ili smeša drvenog uglja, ćumura i topitelja. Kod izrade ovih legura, važan je redosled unošenja komponenata u rastop. Kada je legura sa pretežnim sadržajem srebra najpre se topi srebro a potom se u rastop unosi bakar. Kod legura koje sadrže pretežno bakar najpre se topi ovaj metal a potom se u rastop unosi srebrao. U svim slučajevima sitni komadi metala uvode se u rastop pri kraju procesa izrade legure. Lako isparljive komponenete, kao što su kadmijum ili cink, uvode se u rastop pri kraju procesa izrade legure. Najpovoljnije je da se uvode u obliku predlegura Cu-Cd ili Cu-Zn.
S R E B R O I N A K I T
Nakit od srebra
Za izradu nakita od srebra, najčešće se koriste legure finoće 875, 900 i 925/000. Pored svih vrsta nakita, od srebra se izrađuju i ukrasi za kuću, takozvano veliko srebro, za koje se koriste uglavnom iste legure. Nakit od srebra izrađuje se najčešće istim tehnološkim postupcima kao i nakit od zlata, odnosno livenjem i štancovanjem. Pored ovih postupaka nakit od srebra često se izrađuje i filigranskom tehnikom. Za žicu koja se koristi za filigran uslov je da bude meka, tanka, savitljiva, i sa što nižom tačkom topljenja. Zbog tih uslova za ove žice
se najčešće koriste čisto srebro ili legure finoće preko 875. Pored žice u ovoj tehnici se koriste i zrnca koja se izrađuju od komada žice odgovarajućeg prečnika koje se zagrevaju do topljenja. Specifičnost nakita od srebra je često primena veštačkog patiniranja dela površine, ali i pojava dosta brzog prirodnog patiniranja koje daje loš izgled ovom nakitu. Veštačka, najčešće crna patina na srebru, izrađuje se najčešće na reljefinim površinama tako što se najpre patinira cela površina a potom

41
se ukloni površinski sloj, dok onaj u udubljenjima ostaje. Da bi se sprečilo prirodno patiniranje srebra, postoji više postupaka. Najprihvatljiviji su hemijska i elektrohemijska pasivizacija. Hemijska pasivizacija obavlja se potapanjem u rastor koji obezbeđuje
zaštitu od oko godinu dana. Elektrohemijska zaštita traje oko dve godine. Pasivizacija površine srebra zasniva se na formiranju tankog prozirnog sloja koji ne oštećuje površinu nakita, ali sprečava izvesno vreme delovanje štetnih uticaja vazduha na srebro.
S R E B R O I N A K I T
Specifičnosti rada na poliranju srebrnog nakita
Poliranje srebrnog nakita ima jednu specifičnu pojavu u odnosu na poliranje zlatnog nakita. Naime, površina pri zagrevanju veoma lako menja boju usled oksidacije. Kod poliranja uz korišćenje diskova, filceva i sličnog pribora, uz visoki broj obrtaja mašine za poliranje, dolazi do znatnog zagrevanja predmeta. Zagrevanje se povećava sa jačinom pritiska predmeta na diskove i dužine trajanja poliranja. Tokom poliranja srebrnog nakita, tanak sloj površine zagreva se u kratkom vremenu na više stotina stepeni i tada dolazi do oksidacije. Najčešće, čovek koji polira, ide u grešku da kada vidi lošu boju srebra, ponovo
polira uz sve veći pritisak i duže poliranje. Na taj način se oksidacija površine samo pojačava i izgled postaje lošiji. Kakve su mogućnosti da se spreči oksidacija površine srebra, a da se obavi poliranje? Najpre treba pokušati da se poliranje radi sa četkama koje nisu tvrde i sa što kraćim i manjim pritiskanjem, da ne bi došlo do zagrevanja. Ako se ipak tokom poliranje ne izbegne stvaranje oksida, odnosno loše površine, treba koristiti druge postupke koji ne vode u zagrevanje. Od tih postupaka mogu se izabrati bubnjevi za poliranje, vibracioni uređaji, kao i kombinacija dva ili tri postupka.

42
RAFINACIJA ZLATA I SREBRA
Ponuda uređaja za rafinaciju zlata i srebra
Proizvođači kvalitetnog nakita za izradu legura koje imaju pouzdanu finoću koriste čisto, rafinisano zlato (engleski „fine“) koje sadrže najčešće 99,99 % zlata (četiri devetke) i u manjoj meri, zlato finoće 99,6 %. Takođe se kao pouzdani materijal koriste dukati i drugi zlatnici poznatog sadržaja zlata i legirnih metala. Za legiranje zlata koriti se rafinisano srebro finoće 99,99 %. Najpouzdaniji način za dobijanje čistog zlata i srebra je postupak elektrolitičke rafinacije. U industrijskim pogonima za preradu sekundarnih sirovina koje sadrže zlato ili srebro, najčešće se najpre hemijskim ili topioničkim postupcima izdvajaju ovi metali, i pri tome dobijaju metali sa visokim sadržajima, a zatim se obavlja elektrolitička rafinacija radi dobijanja čistih metala.
Mali pogoni za rafinaciju koriste uglavnom hemijske postupke rafinacije. Ovim postupcima moguće je dobiti zlato i srebro čistoće 99,9 ili 99,99 % uz korišćenje odgovarajućih postupaka i materijala. Izbor postupaka za rafinisanje zlata i srebra zavisi od polazne sirovine. Uglavnom se koriste dve vrste postupaka. Jedna tehnologija je za rafinisanje loma i sličnih sirovina u obliku metala sa visokim sadržajem zlata i srebra. Drugi postupci primenjuju se za preradu nisko sadržajnih materijala kao što su prašine, radionički otpad, elektronske komponenete i slično. U osnovi, tehnologija za hemijsku rafinaciju zlata i srebra, kao i drugih plemenitih metala, zasniva se na rastvaranju u azotnoj kiselini ili carskoj vodi i selektivnom izdvajanju metala iz rastvora.

43
R A F I N A C I J A Z L A T A I S R E B R A
Uređaji za rafinaciju zlata i srebra
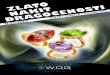
U ponudi na svetskom tržištu postoji više uređaja za rafinaciju plemenitih metala. Svi se zasnivaju na rastvaranju u azotnoj kiselini ili carskoj vodi. Uređaji imaju sud za rastvaranje (reaktor) od vatrostalnog stakla. Za efikasno rastvaranje neophodno je održavanje temperature kiseline na 70 – 80°C. To se postiže različitim vrstama grejača (pešćani rešo, obložni grejači). Za efikasno rastvaranje neophodno je mešanje rastvora i metala koji se rastvara, pri čemu se koriste različite vrste mešaća. Za manje sudove koriste se magnetne mešalice sa posebnim motorom. Za manipulaciju rastvorima i gasovima koji se razvijaju u mnogim priborima, koriste se vakum pumpe sa teflonskim radnim elementima. U okviru pribora ugrađeni su vakuum filteri radi filtriranja rastvora, što prethodi obaranju zlata ili srebra, koje se obavlja u posebnim sudovima. Da bi se neutralisali otrovni gasovi koji je javljaju tokom rafinacije svi uređaji sadrže neku vrstu sudova gde u reakciji između gasova i rastvora NaOH ili druge baze, dolazi do oslobađanja razvijenih gasova od opasnih komponenata.
Uređaj za rafinaciju proizvođača
OROSTUDIO – Italija Skuplji uređaji za rafinaciju urađeni su kao kompaktni uz računarsku kontrolu celog procesa. Jeftiniji uređaji nemaju ovakvu automatsku kontrolu i zasnivaju se na stalnoj kontroli nekog stručnog radnika.

44
Neki od skupljih uređaja imaju poseban deo za granulaciju metala, što je veoma korisno rešenje kada se radi pretežno sa lomom plemenitih metala.
Kompjuterizovan uređaj za rafinaciju
proizvođača AFFTECH – SAD
ATMOSFERA
Obara~ kapi
Ispuna
DIGESTOR
SKRUBER
Ventilator
MlazniceReviziono
staklo
Nivokazno
staklo
Recirkulaciona
pumpa
Rastvor
za neutralizaciju
Posuda
za rastvaranje
Oslobo|eni
gasovi
Uređaj za rafinaciju plemenitih metala, proizvođača Gold Lux – Srbija

45
R A F I N A C I J A Z L A T A I S R E B R A
Elektroliza zlata
Elektroliza zlata je proces rafinacije kojim se postiže veoma visoka čistoća zlata, najčešće preko 99,9 %. Da bi se elektroliza uopšte primenjivala zlatne anode moraju da sadrže preko 90% zlata, a sadržaj srebra treba da bude ispod 10%. Posude za elektrolizu izrađuju se od porcelana ili drugih kiselootpornih materijala koji mogu da podnesu zagrevanje, pošto je potrebno da temperatura elektrolita bude 55 – 57°C. Anode su od sirovog, nerafinisanog zlata, a katode od čistog zlatnog lima. Kao elektrolit upotrebljava se rastvor aurihlorida (AuCl3), koji sadrži 25 – 30 g zlata po litru, i 20 – 50 g koncentrovane hlorovodonične kiseline. U toku procesa elektrolize potrebno je da elektrolit cirkuliše, pa se to rešava adekvatnom konstrukcijom suda. Neophodno je da se za vreme elektrolize dodaje hlorovodonična kiselina i aurihlorid. Gustina struje je 10 A/dm3 uz napon 1 – 1,5V, a rastojanje između katode i anode je oko 2 cm. Za izdvajanje
kilograma elektrolitnog zlata troši se 0,35 kWh. Za vreme procesa elektrolize anoda se razlaže, zlato prelazi na katodu, a olovo, platina i paladijum prelaze u rastvor. Ako postoje drugi platinski metali, oni takođe idu u talog. Ako postoji olovo u rastvoru potrebno ga je povremeno oboriti u talog dodavanjem sumporne kiseline u rastvor. Srebro se taloži na dno suda u obliku srebrohlorida kao beli talog. Ako srebra u anodi ima preko 10% dolazi do ometanja elektrolize zlata pošto se srebrohlorid hvata oko anode u obliku kore i sprečava njeno dalje razlaganje. Rešenje za sprečavanje stvaranja naslaga srebrohlorida je u primeni asimetrične naizmenične struje, paralelno sa jednosmernom strujom. Kada se proces elektrolize dobro vodi, dobija se veoma čisto zlato, najčešće 99,975. Mane elektrolize zlata je dugo trajanje procesa. Kod industrijskih postrojenja proces elektrolitičkog prečišćavanja zlata traje nekoliko dana.

46
R A F I N A C I J A Z L A T A I S R E B R A
Rafinacija srebra
Dobijanje čistog srebra iz loma, najčešće od starog srebrnog novca, može se obaviti na nekoliko načina. Početna faza rafinacije je ista: neophodno je rastvaranje loma u azotnoj kiselini. Kod rastvaranja srebrnog loma razvijaju se veoma štetni azotni gasovi (NO i NO2), pa je neophodno da se proces obavlja u digestoru sa dobrom ventilacijom i uz neutralizaciju gasova. Najbolji uslovi za fazu rastvaranja su ako se obavlja sa razblaženom azotnom kiselinom (pola destilisana voda) uz zagrevanje na 70 – 80°C, i lagano mešanje. Ovakvi uslovi obezbeđuju se primenom uređaja za rafinaciju zlata i srebra koji izrađuje Gold Lux Bor. Za uspešno rastvaranje srebrnog loma veoma je bitna i krupnoća predmeta koji se rastvaraju. Neophodno je u što značajnijoj meri usitniti predmete, a to se može postići valjanjem u tanke listiće ili topljenjem, pa granulacijom. Rastvaranjem u razblaženoj azotnoj kiselini dobiće se rastvor srebro – nitrata koji je bezbojan, i rastvori drugih metala koji su bili prisutni. Skoro u svakoj leguri srebra ima bakra, pa će rastvor biti plavo – zelen od bakar nitrata. Najčešće će se na dnu suda za rastvaranje javiti neka količina mulja koji potiče od različitih nečistoća. Da bi se na kraju
procesa dobilo čisto srebro potrebno je rastvor profiltrirati kako bi se odstranile muljevite čestice. Posle filtriranja rastvoru se dodaju hlorovodonična kiselina ili kuhinjska so da bi se obrazovao srebro – hlorid. To je bela masa koja je teža od vode pa tone na dno suda. Hlorovodonična kiselina se dodaje sve dok traje formiranje belog taloga (srebro – hlorida). Usled sadržaja bakra, beli talog najčešće je toniran u plavo – zeleno. Neophodno je odstraniti plavo – zeleno obojenje. To se postiže ispiranjem taloga toplom vodom. Talog se stavi u filter levak, preko filter papira, i ispira toplom vodom sve dok se ne odstrani obojenje, a samim tim i bakar iz taloga. Očišćeni rastvor spreman je za izdvajanje čistog srebra. Izdvajanje srebra moguće je na mnogo načina. Jedan od mogućih načina je primeniti postupak cementacije cinkom u prahu, hidrazinom ili topljenjem korišćenjem specifičnih topitelja. Najjednostavniji je postupak izdvajanja primenom hidrozina. Najpre se srebro hlorid razmuti u rastvoru amonijaka a potom dolije hidrozin, nakon čega dolazi do izdvajanja čistog srebra u obliku sivog taloga. Istovremeno srebro se i suši, čime je proces završen.

47
ZAŠTITA ZDRAVLJA
Nikl i alergijska reakcija
Nikl je srebrno – beli metal, čvst, kovan, topljiv, veoma sjajan i otporan na koroziju u mnogim kiselinama, bazama i atmosferi suvih ili vlažnih gasova. Nikl se u zlatarstvu koristi kao legirni metal za izradu legura belog zlata, i u nekim legurama žutog zlata kada se traži veća čvrstoća legure. Upotrebom nikla za razne predmete, kao i za nakit, uočena je pojava izvesnih alergijskih reakcija, pre svega na koži. Takođe je utvrđeno da rastvori koloidnog nikla i soli imaju veliko toksično dejstvo, ali pre svega ako se unesu potkožno. Zavisno od jedinjenja nikla i doze koja je delovala na čoveka javljaju se različite smetnje i tegobe. Javljaju se oštećenja kože, dermatitisi i druge mnogo ozbiljnije posledice, pre svega na organe za disanje.
Postoji tvrdnja da je oko 5% svih ekcema koji se javljaju kod ljudi izazvano kontaktima ljudi sa niklom i njegovim jedinjenjima. Kod nošenja nakita koji u sebi sadrži nikl, mogu da se jave hronični ekcem, lišaj ili dermatitis. Skoro je sigurno da znojenje ima veliki uticaj na štetnosti koje se javljaju korišćenjem ovakvog nakita. Jedna do sada neobjašnjena okolnost, jeste to da se dermatitis javlja šire od prostora na koži koji ima dodir sa niklovim legurama. Kod prodaje nakita koji sadrži nikl, trebalo bi da se kupcu kaže da sadrži nikl, a radnici koji vrše izradu ovakvog nakita treba da kontrolišu pojave kožnih reakcija i bolesti.

48
Z A Š T I T A Z D R A V L J A
Štetnosti od boraksa i borne kiseline
Boraks Na2B4O7 + 10H2O i borna kiselina H3BO3 kao i bortrifluorid (BF3) koriste se u zlatarstvu kao topitelji kod topljenja legura i lemljenja nakita. Količine ovih jedinjenja bora (B) koje se koriste u zlatarstvu su male, ali je neophodno znati za štetnosti koje mogu da izazovu kod njihove primene. Prema podacima iz literature smrtna doza kod gutanja boraksa i borne kiseline je, za decu 5 – 6 grama a za odrasle 10 – 25 grama. Navedeni podatak ukazuje na potrebu jasnog obeležavanja na ambalaži u kojima su ove hemikalije, da ne bi došlo do slučajnog trovanja. Udisanje prašine boraksa i borne kiseline u malim dozama dovodi do štetnog uticaja na sluzokožu organa za disanje, deluje na nervni sistem,
funkciju hormona i ima alargijske efekte. Borfluorid je sastojak nekih topitelja za lemljenje. Isparenja borfluorida dovode do nadražaja organa za disanje i očiju, ali i do dugoročnih uticaja na zdravlje. Dugoročno izlaganje parama borfluorida dovodi od labilnosti nervnog sistema, loše regulacije nivoa holesterola u krvi i krvarenja desni. Iz navedenog se uočava da jedinjenja bora nisu bezopasna i da je potrebna povećana predostrožnost pri rukovanju, da ne bi došlo do slučajnog trovanja i udisanja prašina ili para. Neophodna je dobra ventilacija radnih mesta gde se koriste jedinjenja bora, a to su prostori gde se vrši topljenje i lemljenje u zlatarstvu.

49
Z A Š T I T A Z D R A V L J A
Korišćenje i opasnosti od natrijum karbonata
Natrijum karbonat (Na2CO3) ili kalcinirana soda, je beli prah bez mirisa. Koristi se u sredstvima za odmašćivanje ili čišćenje, kao i u smešama za topljenje u zlatarstvu. Natrijum karbonat je pre svega nadražujuće sredstvo, njegove prašine ili magle nadražuju sluzokožu nosa.
Ako dospe u oči neophodno je dobro ispiranje vodom. Kod kontakta sa kožom, takođe je potrebno pranje vodom.
Z A Š T I T A Z D R A V L J A
Livačka groznica
U zlatarstvu se najčešće obavlja livenje komada nakita, kao i poluproizvoda za izradu nakita. Količine metala koji se topi su male, ali i kod ovako malih količina izlivenih metala, javlja se isparavanje metala. A kako su predmeti koji se izrađuju i popravljaju sitni, rastojanja između organa za disanje radnika i predmeta su mala i neminovno se javlja udisanje para metala. Bolest koja se javlja kod livaca zbog udisanja para metala, najčešće cinka, zove se livačka groznica. A kako je cink čest u sastavu zlatarskih legura i lemova postoji realna opasnost od
pojave ove bolesti i u zlatarskim radionicama. Livačka groznica je bolest alergijskog tipa i nastaje od udisanja veoma sitnih čestica cinka, koji se javljaju u vazduhu koji ima pare ovog metala. Prvi simptomi ove bolesti pojavljaju se 4 do 8 sati posle izlaganja parama cinka i najpre se javlja neprijatan osećaj u ustima. Iza toga javlja se suvoća u grlu, kašalj, groznica, bolovi u mišićma i zglobovima, slabost, zamor i opšta nelagodnost. Ostali sumptomi su gađenje uz povremeno povraćanje, blaga ili jaka glavobolja. Može se javiti jako znojenje kao i

50
proliv. Analiza krvi ukazuje na povećani broj belih krvnih zrnaca. Bolest traje kratko, jedan do tri sata, a posle toga se javlja potreba za dubokim snom. U dužem vremenu stiče se izvestan imunitet na trovanje parama cinka.
Interesantno je da ako se nekoliko dana čovek ne izlaže ovim parama, imunitet se gubi i javljaju se ponovo simptomi trovanja. Zaštita od ove bolesti je u ventilaciji radnog mesta gde se obavlja livenje i gde se javljaju pare cinka.
Z A Š T I T A Z D R A V L J A
Amonijak u zlatarstvu
Amonijak (NH3) se koristi u tehnici i zlatarstvu u obliku amonijum hidroksida NH4OH, odnosno rastvora amonijaka u vodi. Amonijak je prisutan u malim količinama u vazduhu, vodi i zemlji, a naročito u kod raspadanja organskih materijala. Srebro je veoma osetljivo na amonijak jer u atmosferi koja sadrži amonijak dolazi do ubrzanog patiniranja. Istovremeno, amonijak se koristi u rastvorima za čišćenje srebra i u rastvorima za odmašćivanje. Amonijak uspešno rastvara srebro – hlorid (AgCl) koji se javlja u procesima rafinacije zlata i srebra. Opasnosti Amonijak dovodi do akutnog i hroničnog trovanja. Akutno trovanje javlja se kod udisanja amonijaka većih koncentracija, što je ređa mogućnost u zlatarstvu. Hronično trovanje amonijakom moguće je od čestog korišćenja amonijaka. Nadražajni efekat amonijaka oseća se
u gornjim disajnim putevima kod udisanja manjih koncentracija. Kod udisanja većih koncentracija amonijaka dolazi do oštećenja centralnog nervnog sistema i što može dovesti do teških posledica po čoveka. Prva pomo ć Ako rastvor amonijaka prsne u oči prva pomoć se sastoji u trenutnom ispiranju očiju velikom količinom vode ili rastvorom sa 0,5 – 1% stipse. Poprskane delove kože treba oprati čistom vodom, posle čega kožu treba premazati rastvorom sa 5% rastvorom soliciline, vinske ili limunske kiseline. U slučaju zatrovanosti organa za disanje, kao prvu pomoć treba udisati vodenu paru uz eventualni dodatak sirćetne ili limunske kiseline. Takođe treba piti toplo mleko, u slučaju gušenja treba primeniti udisanje kiseonika. Ako dođe do prekida

51
disanja potrebno je primeniti veštačko disanje. Naravno, bolje je sprečiti nego lečiti. Ako se radionici primenjuje amonijak
neophodno je koristiti ga uz dobro provetravanje radnog mesta.
Z A Š T I T A Z D R A V L J A
Opasnost od azotne kiseline
Azotna kiselina se u zlatarstvu koristi uglavnom u procesima rafinacije zlata i srebra, kod izrade cevi za šuplji nakit od zlata, kao i kroz probne kiseline.
Azotna kiselina (HNO3) spada u mineralne kiseline, veoma je agresivna prema metalima i rastvara većinu (osim zlata i platine). rastvaranjem metala u azotnoj kiselini dobijaju se nitrati (AgNO3. CuNO3). Kod rastvaranja metala dolazi do zagrevanja rastvora usled egzoternih reakcija. Da bi se ublažila burna reakcija, rastvaranje treba obaviti razblaženom kiselinom i to u odnosu pola – pola sa vodom. Kada se rastvaraju krupni komadi metala rastvaranje je potrebno obavljati razblaženom kiselinom uz održavanje temperature na 70 – 80°C. Kod rastvaranja metala azotnom kiselinom javljaju se veoma štetni i otrovni azotni gasovi, azot monoksid i azot dioksid. Udisanje ovih gasova dovodi do oštećenja pluća i trovanja. U dužem vremenu ovi gasovi izazivaju uništavanje plućnog tkiva koje nije moguće izlečiti. Opasnost od trovanja oksidima azota povećava se time što u vreme
udisanja ovih gasova nema jako izraženih smetnji, bolova u grudima, tako da gušenje nastaje tek posle nekoliko sati od udisanja. Mere prve pomoći kod jačeg trovanja oksidima azota su uzimanje većih količina mleka, udisanje kiseonika i ubrizgavanje kamfora. Kod hroničnog trovanja ovim gasovima javlja se lupanje srca, oštećenje disajnih puteva, izbacivanje krvi iz disajnih organa i jako oštećenje zuba. Maksimalno dozvoljena koncentracija oksida azota u vazduhu industrijskih pogona je 0,005 mg/dm3, a koncentracija 0,5 mg/dm3 je posle jednočasovnog udisanja opasna po život. Azotna kiselina u dodiru sa kožom dovodi do velikih oštećenja pa je pri radu sa ovom hemikalijom potrebno obezbediti neophodna zaštitna sredstva kao što su rukavice, zaštitno odelo i naočare. Prva i veoma efikasna pomoć kod oštećenja azotnom kiselinom je brzo ispiranje vodom i blagim rastvorom baze, kao što je rastvor sode bikarbone.

52
Z A Š T I T A Z D R A V L J A
Soda bikarbona – natrijum bikarbonat
Soda bikarbona ili natrijum bikarbonat (NaHCO3) koristi se u zlatarstvu kada je potrebno neutralisati neku kiselinu. Najčešće je to slučaj kada je posle pranja nakita u nekoj kiselini i ispiranju vodom potrebno neutralisati eventualne ostatatk kiseline u šupljinama.
Osnovne osobine sode bikarbone su: beo prah ili ljuspice, slabo lužastog ukusa, rastvara se u vodi. U kontaktu sa kiselinama dolazi do neutralizacije kiselina i izdvajanja ugljen dioksida. Soda bikarbona nije štetna po zdravlje i često se koristi u prehrambene svrhe.

53
Z A Š T I T A Z D R A V L J A
Poliranje i zdravlje
Poliranje u zlatarstvu je veoma važna operacija pošto daje završni izgled nakita. Za poliranje, ručno ili mašinsko koriste se različita abrazivna sredstva. Načelno postoje dve grupe abrazivnih materijala. Jedni su veoma sitni, krupnoće svega nekoliko mikrona, a drugi u veće granulacije za delovanje u različitim vrstama mašina. Sitni abrazivi primenjuju se najčešće u obliku pasti ili prahova. A koriste se za poliranje pomoću mašina sa diskovima, pufnama, četkama i drugim sličnim alatima. U tom rada dolazi do stvaranja prašina koje se sastoje od finih abrazivnih
prahova, prahova metala koji se poliraju, čestica vezivnih sredstava iz pasti i komadića diskova. Sitne čestice metala, abraziva i mase za vezivanje u pastama su štetne i neprijatne za zdravlje radnika na poliranju. Da bi se sprečio njihov štetan uticaj potrebno je odgovarajuće usisavanje ovih prašina u mašinama za poliranje. Pored mašina sa usisavanjem prašine moguće je korišćenje i posebnih prenosnih usisivača koji se koriste na više mesta u radionici.
Uređaj za mehaničko poliranje sa usisavanjem prašine, proizvođača Gold Lux – Srbija

54
POSLOVNA ZNANJA
Tabela za izračunavanje kamata za dane
Glavnicu pomonožiti brojem dana za koje treba izračunati kamate, a dobijeni broj podeliti kamatnim deliteljem iz donje tabele. Pri obračunavanju kamata sve evropske države, osim Engleske, uzimaju da
godina sadrži 360 dana (delitelj 360), a Engleska i SAD 365 dana (delitelj 365). Formula glasi = kamata (glavnica x dani/deljitelj)
Tabela kamatnih delitelja
Deljitelj 360 dana
Deljitelj 365 dana Deljitelj
360 dana Deljitelj 365 dana
½ 423 000 438 000 5 ½ 6 545 6 636 1/8 288 000 292 000 5 ¾ 6 261 6 347 ¼ 144 000 146 000 6 6 000 6 083 ½ 72 000 73 000 6 ¼ 5 760 5 840 ¾ 48 000 48 667 6 ½ 5 538 5 615 1 36 000 36 500 6 ¾ 5 333 5 407 1¼ 28 000 29 200 7 5 143 5 214 1 ½ 24 000 24 333 7 ¼ 4 966 5 034 1 ¾ 20 571 20 857 7 ½ 4 800 4 867 2 18 000 18 250 7 ¾ 4 646 4 710 2 ¼ 16 000 16 222 8 4 500 4 562 2 ½ 14 000 14 600 8 ¼ 4 364 4 424 2 ¾ 13 000 13 273 8 ½ 4 235 4 294 3 12 000 12 167 8 ¾ 4 114 4 171 3 ¼ 11 000 11 231 9 4 000 4 056 3 ½ 10 000 10 428 9 ¼ 3 892 3 946 3 ¾ 9 600 9 733 9 ½ 3 789 3 842 4 9 000 9 125 9 ¾ 3 692 3 744 4 ¼ 8 471 8 588 10 3 600 3 650 4 ½ 8 000 8 111 10 ½ 3 429 3 476 4 ¾ 7 579 7 684 11 3 273 3 318 5 7 200 7 300 11 ½ 3 130 3 174 5 ¼ 6 857 6 952 12 3 000 3 042

55
P O S L O V N A Z N A N J A
Uobičajene skraćenice u trgovini
Oznaka Značenje
a/c - tekući račun a.m. - pre podne arr. - prispeće av. - prosek avdp. - uobičajena trgovačka
mera B/L - konosman B/O - kupčev izbor C.a.d. - plaćanje uz uručenje
dokumenata C.&.F. - cena i podvoz C.&.I. - cena i osiguranje C.I.F. - cena, osiguranje i
podvoz Did. - popust D/N - terećenje, izveštaj o
zaduženju D/P - plaćanje uz uručenje
dokumenata E.E. - izuzimajući greške E &.O.E.
- izuzimajući grešeke i omaške
f.a.q. - dobar prosečan kvalitet
Oznaka Značenje
f.d. - franko istovareno F.A.S. - franko postavljeno
uz brod f.i.o. - franko utovareno i
istovareno F.O.B. - franko utovareno na
brod F.O.R. - franko železnica F.O.T. - franko utovareno na
kamion ins. - osiguranje int. - kamata L/C - akreditiv o/o - po nalogu p.a. - godišnje p.m. - posle podne P.O. - pošta P.O.D. - plaćanje kod
isporuke S.&.H.E. - nedelje i praznici se
izuzimaju T.T. - telefonska doznaka wt. - težina w.w. - skladišni list

56
ZLATNICI
Jubilarni australijski zlatnici
Tokom 1988. godine Australija je iskovala zlatnik Australijski nuget (“Australian nugget”), nazvan po prirodni (samorodnom) komadu zlata nađenom 1981. godine, koji se još naziva i Ponos Australije (“Pride of Australica”). Zlatnik je od čistog zlata
(99,99), težak je jednu finu uncu (31,162 grama). Zlatnik je nominalne vrednosti 100 australijskih dolara a prečnik mu je 32,1 mm. Na na aversu nuget zlata, a na reversu je lik engleske kraljice Elizabete II.
Slika 18. Zlatnik „Pried of Australia“
Pored ovog vrednog zlatnika iskovana su još tri zlatnika i to: Jubilee – jubilej od 1/10 fine unce, odnosno 3,133 grama, nominalne vrednosti od 15 australijskih dolara, a prečnika 16,1 mm.
Slika 18. Zlatnik „Jubilee“

57
Ruby Well od 1/4 fine unce, nominalne vrednosti 25 australijskih dolara, težine 7,807 grama i prečnika 20,1 mm,
Slika 18. Zlatnik „Ruby Well“
Wellcome-dobrodošlica, od 1/2 fine unce, odnosno 15,594 grama, nominalne vrednosti 50 australijskih dolara i prečnika 25,1 mm.
Slika 19. Zlatnik „Welcome“
Zlatnici su urađeni na “Poliranoj ploči” (PP) sa visokim sjajem. Prodavani su kao komplet u posebnoj drvenoj kutiji Za jubilej Australije, dvestotu godišnjicu, 1981. godine, iskovan je zlatnik nominalne vrednosti 200 australijskih dolara, težine 10 grama, prečnika 24 mm i finoće 916,7
Z L A T N I C I
Posmrtni kovani novac
U vreme Rima, javlja se takozvani posmrtni kovani novac. Rađen je od zlata, srebra ili bronze. Na aversu je uvek lik ličnosti u čiju čast je kovan i natpis koji je sadržao ime i neki epitet, uglavnom divus
(božanski) za muškarce ili diva za žene. Na reversu se najčešće nalazio natpis consecratio (apoteoza) i neke likovni elementi, za muškarce orao, a za žene najčešće paun.

58
Z L A T N I C I
Najskuplji zlatnik u svetu i kod nas
Među novčićima kovanim od osamnaestog veka do današnjih dana, smatra se da na numizmatičkom tržištu, najveću cenu ima zlatni novčić od jednog dolara SAD iz 1907. godine. Sačuvan je verovatno samo jedan primerak ovog novca, pa je zato i dostigao cenu od milion dolara.
Među savremenim jugoslovenskim zlatnicima, najveću cenu na tržištu postiže kovanica od 100 perpera. koja je iskovana 1910. godine za Crnu Goru. Cena ovog primeraka, kovačkog sjaja, dostiže 10.000 evra.
Z L A T N I C I
Falsifikati u numizmatici
Postoje antički i moderni falsifikati u numizmatici. Pod terminom antičkog falsifikata, podrazumevaju se kovanice koje su izrađivale države koje su kovale i originalan novac. U takvim slučajevima države – falsifikatori, proizvodile su, umesto, zlatnog ili srebrnog novca, pozlaćeni ili posrebreni novac, odnosno kovanice
niže finoće kada su u pitanju kovanice od plemenitog metala. Moderni falsifikatori nastali su usled razlike u ceni metala od koga je izrađivana neka kovanica i cene koja se postiže na numizmatičkom tržištu. Falsifikati se rade livenjem i kovanjem i naravno, rade se retki i primerci koji imaju veliku cenu na numizmatičkom tržištu.

C M
Y K
C M
Y K
C M
Y K
C M
Y K

C M
Y K
C M
Y K
C M
Y K
C M
Y K