ТЕХНИКО-ТЕХНОЛОГИЧЕСКИЕ ПРОБЛЕМЫ СЕРВИСА №1(27) 2014 37
УДК 62-1/-9
ПОВЫШЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ТЕРМОУПРОЧНЁННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКОЙ
ПУЛЬСИРУЮЩИМ ГАЗОВЫМ ПОТОКОМ
Д.А. Иванов1
Санкт-Петербургский государственный экономический университет (СПбГЭУ),
191023, Санкт-Петербург, ул. Садовая, 21
В данной работе рассматривается влияние обработки пульсирующим газовым потоком на структуру
и механические свойства термически упрочненных изделий из конструкционных сталей.
Ключевые слова: пульсирующий газовый поток, механические свойства, термообработка, конструк-
ционные стали.
IMPROVEMENT OF MECHANICAL PROPERTIES OF THERMALLY TOUGHENED
STRUCTURAL STEELS WITH ADDITIONAL PROCESSING OF PULSATING GAS FLOW D.A. Ivanov
St. Petersburg state University of Economics (SPbSEU),
191023, Saint-Petersburg, Sadovaya street, 21. This paper examines the impact of the processing of pulsed gas flow on the structure and mechanical prop-
erties of thermally toughened products of structural steels.
Keywords: pulsating gas flow, mechanical properties, heat treatment, structural steel.
Детали машин и оборудования в про-
цессе эксплуатации зачастую подвергаются ра-
диальному биению и другим нагрузкам, имею-
щим динамический характер, поэтому упроч-
няющая обработка деталей машин должна по-
мимо достаточной статической прочности,
обеспечивать высокую устойчивость к ударным
нагрузкам. Наиболее распространённая упроч-
няющая обработка деталей машин из среднеуг-
леродистых легированных улучшаемых сталей,
таких, как сталь 40Х, представляет собой за-
калку на мартенсит с последующим высоким
отпуском при температуре 550 ÷ 680°C (улуч-
шение).
В результате подобной термообработки
структура стали будет представлять собой сор-
бит отпуска – дисперсную феррито-
цементитную смесь с зернистой формой кар-
бидных включений, которая призвана обеспе-
чить устойчивость изделия к динамическим
нагрузкам в сочетании с приемлемым для дета-
лей машин значением предела прочности и
условного предела текучести.
Актуальной является задача повышения
значений показателей ударной вязкости без
снижения показателей прочности термоулуч-
шенных конструкционных легированных ста-
лей, при решении которой целесообразно ис-
пользовать пульсирующий дозвуковой низко-
частотный газовый поток, как эффективное,
недорогое и экологически чистое средство воз-
действия на структуру, напряженное состояние
и механические свойства металлических изде-
лий [1 – 9].
Для оценки способности пульсирующе-
го газового потока оказывать влияние на свой-
ства легированных сталей в ненагретом состоя-
нии было проведено исследование механиче-
ских свойств стандартных разрывных и удар-
ных образцов, изготовленных из холодноката-
ной стали 40Х в состоянии поставки. Исследо-
вание производилось после газоимпульсной
обработки без нагрева в течение 35 минут до-
звуковым воздушным потоком, пульсирующим
с частотой ~ 550 Гц при звуковом давлении до
100 дБ.
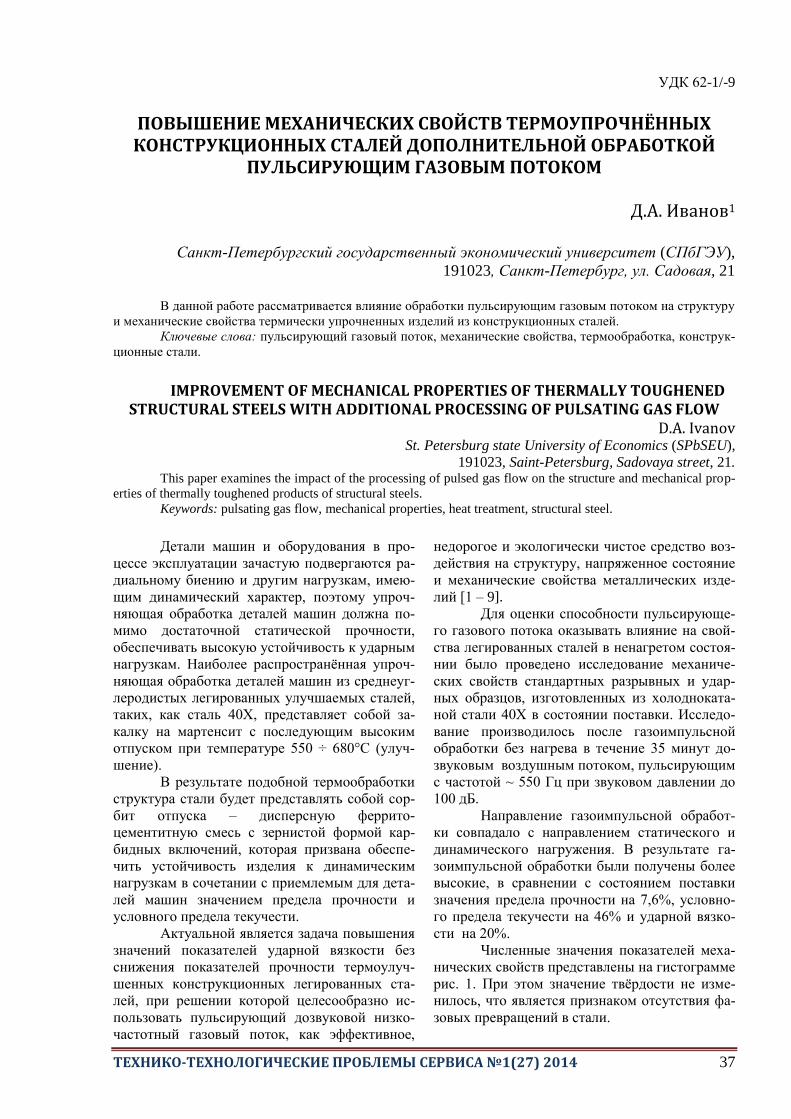
Направление газоимпульсной обработ-
ки совпадало с направлением статического и
динамического нагружения. В результате га-
зоимпульсной обработки были получены более
высокие, в сравнении с состоянием поставки
значения предела прочности на 7,6%, условно-
го предела текучести на 46% и ударной вязко-
сти на 20%.
Численные значения показателей меха-
нических свойств представлены на гистограмме
рис. 1. При этом значение твёрдости не изме-
нилось, что является признаком отсутствия фа-
зовых превращений в стали.
Д.А. Иванов
38 СПбГЭУ
Перед исследованием была поставлена
задача повысить надёжность термоулучшенных
конструкционных сталей за счёт повышения
значений показателей ударной вязкости и пла-
стичности без снижения показателей прочно-
сти.
Рисунок 1. Сравнительные свойства стали 40Х в
состоянии поставки и после обработки пульси-
рующим газовым потоком в течение 35 минут
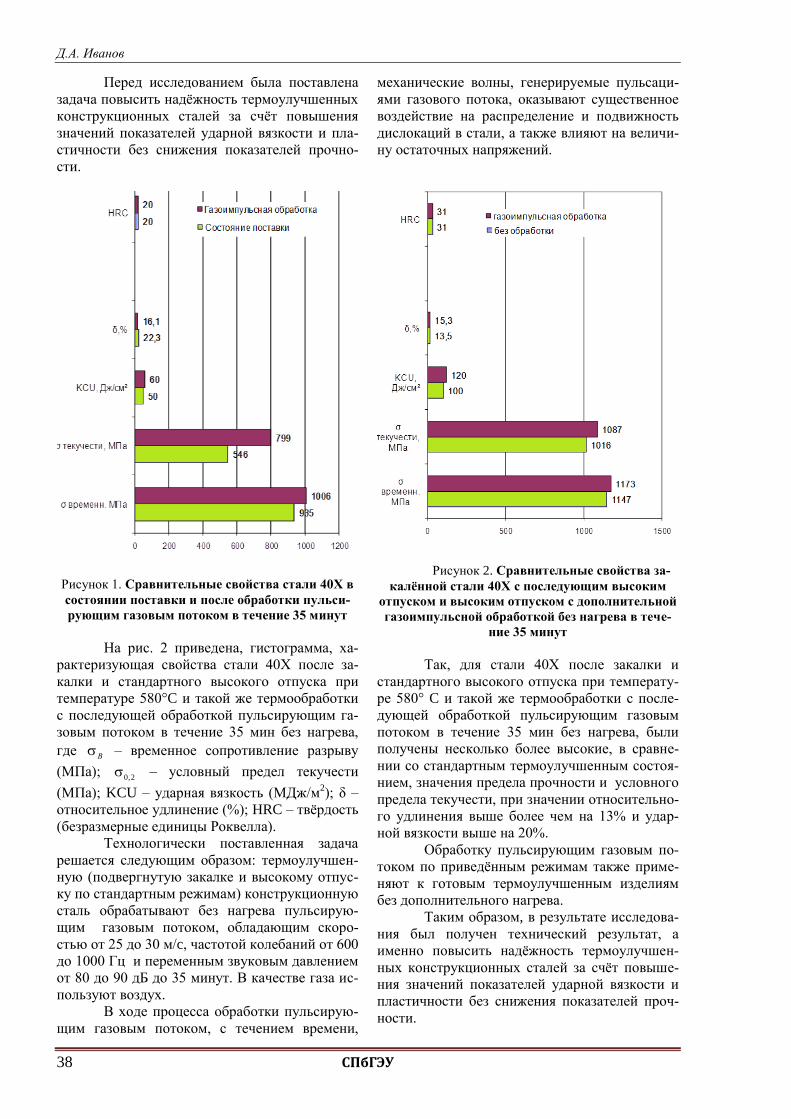
На рис. 2 приведена, гистограмма, ха-
рактеризующая свойства стали 40Х после за-
калки и стандартного высокого отпуска при
температуре 580°C и такой же термообработки
с последующей обработкой пульсирующим га-
зовым потоком в течение 35 мин без нагрева,
где В – временное сопротивление разрыву
(МПа); 2,0
– условный предел текучести
(МПа); KCU – ударная вязкость (МДж/м2); δ –
относительное удлинение (%); HRC – твёрдость
(безразмерные единицы Роквелла).
Технологически поставленная задача
решается следующим образом: термоулучшен-
ную (подвергнутую закалке и высокому отпус-
ку по стандартным режимам) конструкционную
сталь обрабатывают без нагрева пульсирую-
щим газовым потоком, обладающим скоро-
стью от 25 до 30 м/c, частотой колебаний от 600
до 1000 Гц и переменным звуковым давлением
от 80 до 90 дБ до 35 минут. В качестве газа ис-
пользуют воздух.
В ходе процесса обработки пульсирую-
щим газовым потоком, с течением времени,
механические волны, генерируемые пульсаци-
ями газового потока, оказывают существенное
воздействие на распределение и подвижность
дислокаций в стали, а также влияют на величи-
ну остаточных напряжений.
Рисунок 2. Сравнительные свойства за-
калённой стали 40Х с последующим высоким
отпуском и высоким отпуском с дополнительной
газоимпульсной обработкой без нагрева в тече-
ние 35 минут
Так, для стали 40Х после закалки и
стандартного высокого отпуска при температу-
ре 580° C и такой же термообработки с после-
дующей обработкой пульсирующим газовым
потоком в течение 35 мин без нагрева, были
получены несколько более высокие, в сравне-
нии со стандартным термоулучшенным состоя-
нием, значения предела прочности и условного
предела текучести, при значении относительно-
го удлинения выше более чем на 13% и удар-
ной вязкости выше на 20%.
Обработку пульсирующим газовым по-
током по приведённым режимам также приме-
няют к готовым термоулучшенным изделиям
без дополнительного нагрева.
Таким образом, в результате исследова-
ния был получен технический результат, а
именно повысить надёжность термоулучшен-
ных конструкционных сталей за счёт повыше-
ния значений показателей ударной вязкости и
пластичности без снижения показателей проч-
ности.
Повышение механических свойств термоупрочнённых конструкционных сталей …
ТЕХНИКО-ТЕХНОЛОГИЧЕСКИЕ ПРОБЛЕМЫ СЕРВИСА №1(27) 2014 39
В качестве высокопрочных (предел
прочности более 1600 МПа) материалов, ис-
пользуемых для изготовления деталей транс-
портных средств, бытовых машин и приборов
часто используются среднеуглеродистые леги-
рованные конструкционные стали, в том числе
сталь 40Х.
Термообработка на высокопрочное со-
стояние таких сталей, как 40Х заключается в
закалке на мартенсит с последующим низким
отпуском при температуре 150 ÷ 250° C. В ре-
зультате подобной обработки структура стали
состоит из мартенсита отпуска и вторичных
карбидов. Подобная структура не обеспечивает
высоких значений показателей ударной вязко-
сти, что делает сталь склонной к разрушению в
результате динамических нагружений. Кроме
того, невысокая температура нагрева при низ-
ком отпуске не обеспечивает достаточного
снижения уровня остаточных напряжений, что
негативно сказывается на надёжности материа-
ла.
Представляется актуальной задача по-
вышения значений показателей ударной вязко-
сти без снижения показателей прочности сред-
неуглеродистых легированных конструкцион-
ных сталей в высокопрочном состоянии, при
решении которой целесообразно использовать
пульсирующий дозвуковой низкочастотный
газовый поток, как эффективное, недорогое и
экологически чистое средство воздействия на
структуру, напряженное состояние и механиче-
ские свойства металлических изделий.
Перед проводимым исследованием сто-
яла задача повысить надёжность среднеуглеро-
дистых легированных конструкционных сталей
в высокопрочном состоянии за счёт повышения
значений показателей ударной вязкости и пла-
стичности без снижения показателей прочно-
сти.
Поставленная задача была решена сле-
дующим образом: среднеуглеродистую легиро-
ванную конструкционную сталь в высокопроч-
ном состоянии, достигнутом за счет закалки и
низкого отпуска по стандартным режимам, по-
мещают в рабочую камеру, где подвергают
воздействию при комнатной температуре пуль-
сирующего дозвукового воздушного потока,
который обладает частотой колебаний от 550
до 1000 Гц и переменным звуковым давлением
от 90 до 100 дБ в течение 30 ÷ 35 минут.
Обработка пульсирующим газовым по-
током способствует повышению подвижности
дислокаций в сталях, а также релаксации оста-
точных микронапряжений, что обеспечивает
рост ударной вязкости и пластичности без сни-
жения прочности.
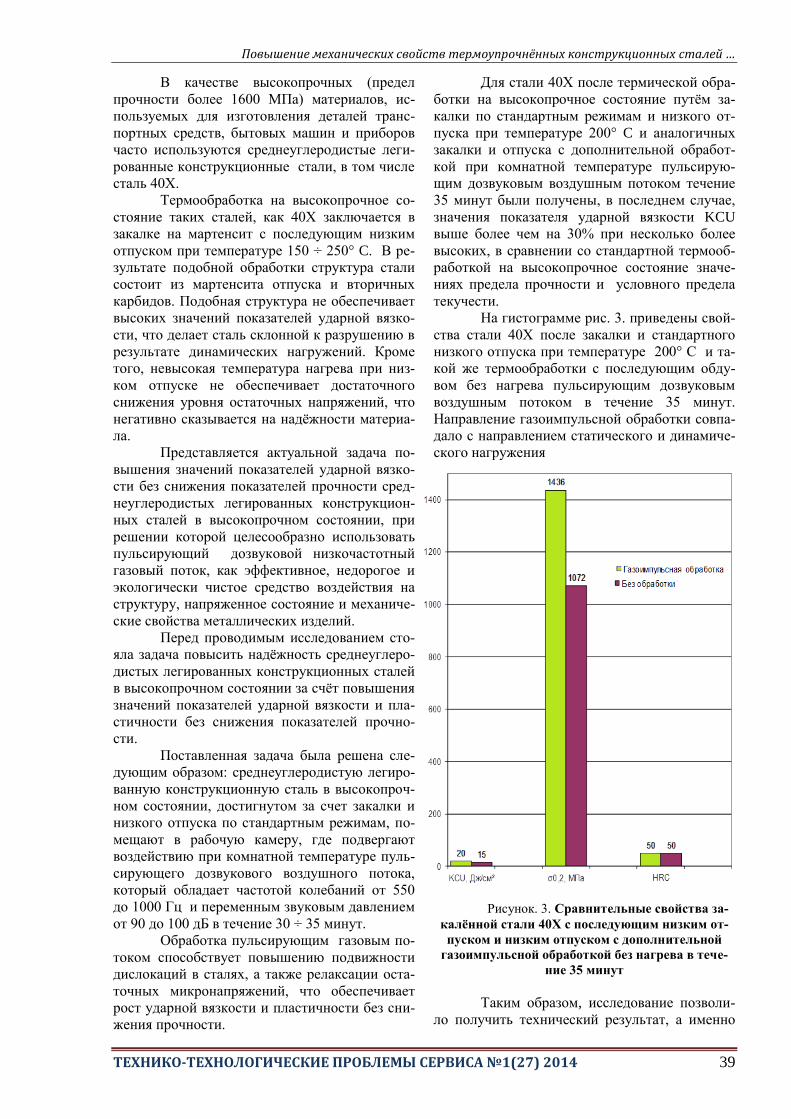
Для стали 40Х после термической обра-
ботки на высокопрочное состояние путём за-
калки по стандартным режимам и низкого от-
пуска при температуре 200° C и аналогичных
закалки и отпуска с дополнительной обработ-
кой при комнатной температуре пульсирую-
щим дозвуковым воздушным потоком течение
35 минут были получены, в последнем случае,
значения показателя ударной вязкости KCU
выше более чем на 30% при несколько более
высоких, в сравнении со стандартной термооб-
работкой на высокопрочное состояние значе-
ниях предела прочности и условного предела
текучести.
На гистограмме рис. 3. приведены свой-
ства стали 40Х после закалки и стандартного
низкого отпуска при температуре 200° C и та-
кой же термообработки с последующим обду-
вом без нагрева пульсирующим дозвуковым
воздушным потоком в течение 35 минут.
Направление газоимпульсной обработки совпа-
дало с направлением статического и динамиче-
ского нагружения
Рисунок. 3. Сравнительные свойства за-
калённой стали 40Х с последующим низким от-
пуском и низким отпуском с дополнительной
газоимпульсной обработкой без нагрева в тече-
ние 35 минут
Таким образом, исследование позволи-
ло получить технический результат, а именно
Д.А. Иванов
40 СПбГЭУ
повысить надёжность среднеуглеродистых ле-
гированных конструкционных сталей в высо-
копрочном состоянии за счёт повышения зна-
чений показателей ударной вязкости и пла-
стичности без снижения показателей прочно-
сти.
Было проведено исследование влияния
газоимпульсной обработки с дополнительным
воздействием стальных пустотелых шариков на
структуру и свойства металлических материа-
лов при помощи стандартно закалённых образ-
цов из стали 40Х. Длина рабочей части образ-
цов составляла 55 мм, ширина – 4 мм, толщина
– 2 мм.
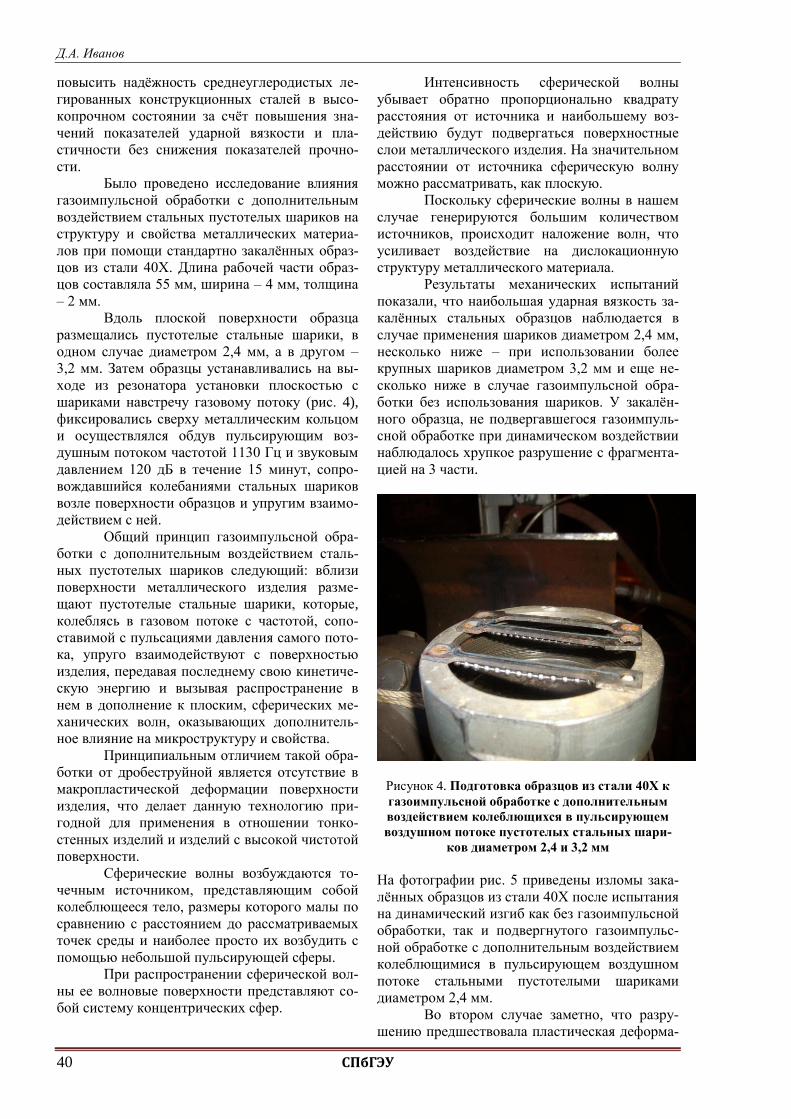
Вдоль плоской поверхности образца
размещались пустотелые стальные шарики, в
одном случае диаметром 2,4 мм, а в другом –
3,2 мм. Затем образцы устанавливались на вы-
ходе из резонатора установки плоскостью с
шариками навстречу газовому потоку (рис. 4),
фиксировались сверху металлическим кольцом
и осуществлялся обдув пульсирующим воз-
душным потоком частотой 1130 Гц и звуковым
давлением 120 дБ в течение 15 минут, сопро-
вождавшийся колебаниями стальных шариков
возле поверхности образцов и упругим взаимо-
действием с ней.
Общий принцип газоимпульсной обра-
ботки с дополнительным воздействием сталь-
ных пустотелых шариков следующий: вблизи
поверхности металлического изделия разме-
щают пустотелые стальные шарики, которые,
колеблясь в газовом потоке с частотой, сопо-
ставимой с пульсациями давления самого пото-
ка, упруго взаимодействуют с поверхностью
изделия, передавая последнему свою кинетиче-
скую энергию и вызывая распространение в
нем в дополнение к плоским, сферических ме-
ханических волн, оказывающих дополнитель-
ное влияние на микроструктуру и свойства.
Принципиальным отличием такой обра-
ботки от дробеструйной является отсутствие в
макропластической деформации поверхности
изделия, что делает данную технологию при-
годной для применения в отношении тонко-
стенных изделий и изделий с высокой чистотой
поверхности.
Сферические волны возбуждаются то-
чечным источником, представляющим собой
колеблющееся тело, размеры которого малы по
сравнению с расстоянием до рассматриваемых
точек среды и наиболее просто их возбудить с
помощью небольшой пульсирующей сферы.
При распространении сферической вол-
ны ее волновые поверхности представляют со-
бой систему концентрических сфер.
Интенсивность сферической волны
убывает обратно пропорционально квадрату
расстояния от источника и наибольшему воз-
действию будут подвергаться поверхностные
слои металлического изделия. На значительном
расстоянии от источника сферическую волну
можно рассматривать, как плоскую.
Поскольку сферические волны в нашем
случае генерируются большим количеством
источников, происходит наложение волн, что
усиливает воздействие на дислокационную
структуру металлического материала.
Результаты механических испытаний
показали, что наибольшая ударная вязкость за-
калённых стальных образцов наблюдается в
случае применения шариков диаметром 2,4 мм,
несколько ниже – при использовании более
крупных шариков диаметром 3,2 мм и еще не-
сколько ниже в случае газоимпульсной обра-
ботки без использования шариков. У закалён-
ного образца, не подвергавшегося газоимпуль-
сной обработке при динамическом воздействии
наблюдалось хрупкое разрушение с фрагмента-
цией на 3 части.
Рисунок 4. Подготовка образцов из стали 40Х к
газоимпульсной обработке с дополнительным
воздействием колеблющихся в пульсирующем
воздушном потоке пустотелых стальных шари-
ков диаметром 2,4 и 3,2 мм
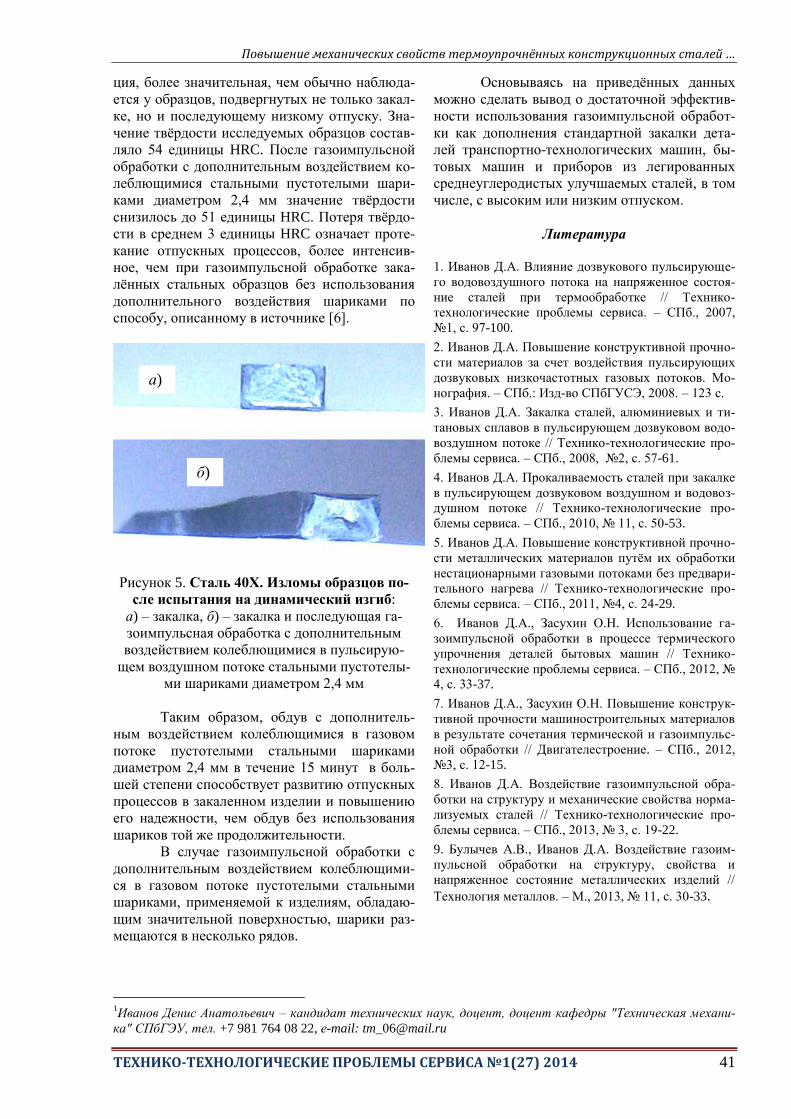
На фотографии рис. 5 приведены изломы зака-
лённых образцов из стали 40Х после испытания
на динамический изгиб как без газоимпульсной
обработки, так и подвергнутого газоимпульс-
ной обработке с дополнительным воздействием
колеблющимися в пульсирующем воздушном
потоке стальными пустотелыми шариками
диаметром 2,4 мм.
Во втором случае заметно, что разру-
шению предшествовала пластическая деформа-
Повышение механических свойств термоупрочнённых конструкционных сталей …
ТЕХНИКО-ТЕХНОЛОГИЧЕСКИЕ ПРОБЛЕМЫ СЕРВИСА №1(27) 2014 41
ция, более значительная, чем обычно наблюда-
ется у образцов, подвергнутых не только закал-
ке, но и последующему низкому отпуску. Зна-
чение твёрдости исследуемых образцов состав-
ляло 54 единицы HRC. После газоимпульсной
обработки с дополнительным воздействием ко-
леблющимися стальными пустотелыми шари-
ками диаметром 2,4 мм значение твёрдости
снизилось до 51 единицы HRC. Потеря твёрдо-
сти в среднем 3 единицы HRC означает проте-
кание отпускных процессов, более интенсив-
ное, чем при газоимпульсной обработке зака-
лённых стальных образцов без использования
дополнительного воздействия шариками по
способу, описанному в источнике [6].
Рисунок 5. Сталь 40Х. Изломы образцов по-
сле испытания на динамический изгиб:
а) – закалка, б) – закалка и последующая га-
зоимпульсная обработка с дополнительным
воздействием колеблющимися в пульсирую-
щем воздушном потоке стальными пустотелы-
ми шариками диаметром 2,4 мм
Таким образом, обдув с дополнитель-
ным воздействием колеблющимися в газовом
потоке пустотелыми стальными шариками
диаметром 2,4 мм в течение 15 минут в боль-
шей степени способствует развитию отпускных
процессов в закаленном изделии и повышению
его надежности, чем обдув без использования
шариков той же продолжительности.
В случае газоимпульсной обработки с
дополнительным воздействием колеблющими-
ся в газовом потоке пустотелыми стальными
шариками, применяемой к изделиям, обладаю-
щим значительной поверхностью, шарики раз-
мещаются в несколько рядов.
Основываясь на приведённых данных
можно сделать вывод о достаточной эффектив-
ности использования газоимпульсной обработ-
ки как дополнения стандартной закалки дета-
лей транспортно-технологических машин, бы-
товых машин и приборов из легированных
среднеуглеродистых улучшаемых сталей, в том
числе, с высоким или низким отпуском.
Литература
1. Иванов Д.А. Влияние дозвукового пульсирующе-
го водовоздушного потока на напряженное состоя-
ние сталей при термообработке // Технико-
технологические проблемы сервиса. – СПб., 2007,
№1, с. 97-100.
2. Иванов Д.А. Повышение конструктивной прочно-
сти материалов за счет воздействия пульсирующих
дозвуковых низкочастотных газовых потоков. Мо-
нография. – СПб.: Изд-во СПбГУСЭ, 2008. – 123 с.
3. Иванов Д.А. Закалка сталей, алюминиевых и ти-
тановых сплавов в пульсирующем дозвуковом водо-
воздушном потоке // Технико-технологические про-
блемы сервиса. – СПб., 2008, №2, с. 57-61.
4. Иванов Д.А. Прокаливаемость сталей при закалке
в пульсирующем дозвуковом воздушном и водовоз-
душном потоке // Технико-технологические про-
блемы сервиса. – СПб., 2010, № 11, с. 50-53.
5. Иванов Д.А. Повышение конструктивной прочно-
сти металлических материалов путём их обработки
нестационарными газовыми потоками без предвари-
тельного нагрева // Технико-технологические про-
блемы сервиса. – СПб., 2011, №4, с. 24-29.
6. Иванов Д.А., Засухин О.Н. Использование га-
зоимпульсной обработки в процессе термического
упрочнения деталей бытовых машин // Технико-
технологические проблемы сервиса. – СПб., 2012, №
4, с. 33-37.
7. Иванов Д.А., Засухин О.Н. Повышение конструк-
тивной прочности машиностроительных материалов
в результате сочетания термической и газоимпульс-
ной обработки // Двигателестроение. – СПб., 2012,
№3, с. 12-15.
8. Иванов Д.А. Воздействие газоимпульсной обра-
ботки на структуру и механические свойства норма-
лизуемых сталей // Технико-технологические про-
блемы сервиса. – СПб., 2013, № 3, с. 19-22.
9. Булычев А.В., Иванов Д.А. Воздействие газоим-
пульсной обработки на структуру, свойства и
напряженное состояние металлических изделий //
Технология металлов. – М., 2013, № 11, с. 30-33.
1Иванов Денис Анатольевич – кандидат технических наук, доцент, доцент кафедры "Техническая механи-
ка" СПбГЭУ, тел. +7 981 764 08 22, е-mail: [email protected]
а)
б)
Recommended

















