Технологии и оборудование обработки металлов давлением
13
УДК 539.374; 621.983
ШЕЙКООБРАЗОВАНИЕ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ АНИЗОТРОПНОГО МАТЕРИАЛА
ПРИ РОТАЦИОННОЙ ВЫТЯЖКЕ КОНИЧЕСКИМИ РОЛИКАМИ ПО ПРЯМОМУ СПОСОБУ
В.И. Трегубов, Е.В. Осипова, К.С. Ремнев
Приведено условие шейкообразования тонкостенной трубной заготовки из
анизотропного материала при ротационной вытяжке коническими роликами по пря-мому способу на основе критерия положительности добавочных нагрузок.
Ключевые слова: ротационная вытяжка, анизотропный материал, труба, ро-лик, оправка, сила, шаг подачи, степень деформации.
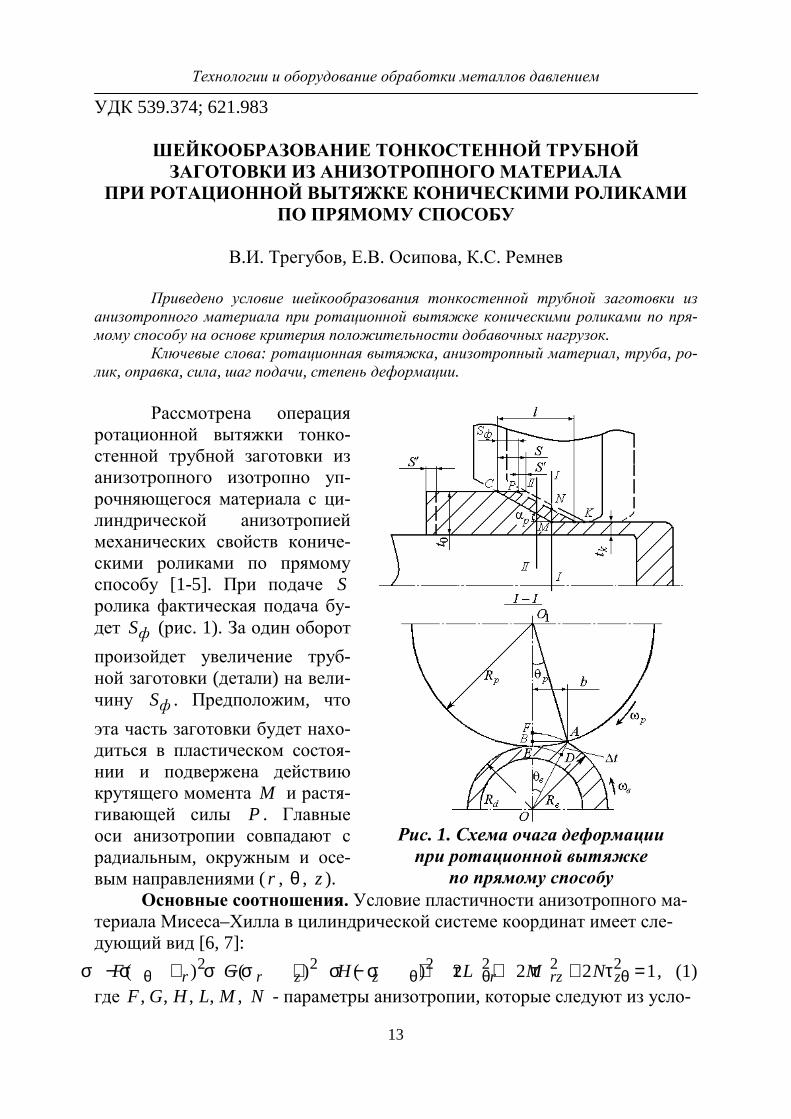
Рассмотрена операция ротационной вытяжки тонко-стенной трубной заготовки из анизотропного изотропно уп-рочняющегося материала с ци-линдрической анизотропией механических свойств кониче-скими роликами по прямому способу [1-5]. При подаче S ролика фактическая подача бу-дет фS (рис. 1). За один оборот
произойдет увеличение труб-ной заготовки (детали) на вели-чину фS . Предположим, что
эта часть заготовки будет нахо-диться в пластическом состоя-нии и подвержена действию крутящего момента M и растя-гивающей силы P . Главные оси анизотропии совпадают с радиальным, окружным и осе-вым направлениями ( r , θ , z).
Рис. 1. Схема очага деформации
при ротационной вытяжке по прямому способу
Основные соотношения. Условие пластичности анизотропного ма-териала Мисеса–Хилла в цилиндрической системе координат имеет сле-дующий вид [6, 7]:
1222)()()( 222222 =τ+τ+τ+σ−σ+σ−σ+σ−σ θθθθ zrzrzzrr NMLHGF , (1) где NMLHGF ,,,,, - параметры анизотропии, которые следуют из усло-
Известия ТулГУ. Технические науки. 2013. Вып. 1
14
вия пластичности Мизеса–Хилла, записанного в главных осях анизотропии путем замены zyx ,, на rz ,, θ .
Параметры анизотропии определяются известными соотношениями [6, 7]:
=σ
−σ
+σ
=
=σ
−σ
+σ
=
=σ
−σ
+σ
=
θ
θ
θ
;1
2;111
2
;1
2;111
2
;1
2;111
2
2222
2222
2222
RLF
SMG
TNH
szsrs
sszsr
srssz
где szssr σσσ θ,, - величины сопротивления материала пластической де-
формации при растяжении или сжатии в главных осях анизотропии, совпа-дающих с направлениями zr ,, θ ; TSR ,, - величины сопротивления ма-териала пластической деформации при сдвиге по отношению к главным осям анизотропии.
В соответствии с ассоциированным законом пластического течения [6, 7] имеем следующие уравнения связи между приращений деформации и напряжениями:
[ ( ) ( )]; 2 ;
[ ( ) ( )]; 2 ;
[ ( ) ( )]; 2 ,
z z z r z z
r z r r
r r z r rz rz
d d H G d d N
d d F H d d L
d d G F d d M
θ θ θ
θ θ θ θ θ
θ
ε λ σ σ σ σ ε λ τε λ σ σ σ σ ε λ τε λ σ σ σ σ ε λ τ
= − + − = = − + − = = − + − =
(2)
где λd - коэффициент пропорциональности. Найдем выражения для определения напряжений из уравнений (2)
так
λε=τ
++λε−ε=σ−σ
λε=τ
++λε−ε=σ−σ
λε=τ
++λε−ε=σ−σ
θθ
θθ
θθ
θθ
.2
;)(
;2
;)(
;2
;)(
Md
d
HFGHGFd
HdGd
Ld
d
HFGHGFd
FdHd
Nd
d
HFGHGHd
GdFd
rzrz
rr
rr
zrzr
zz
zz
(3)
Рассмотрим случаи плоского напряженного состояния, когда
0;0;0 =ε=ε=σ θ rzrr dd .
В этом случае
Технологии и оборудование обработки металлов давлением
15
λε=τ
++λε−ε=σ
++λε−ε=σ
θθ
θθ
,2
;)(
;)(
Nd
d
HFGHGFd
GdHd
HFGHGFd
HdFd
zz
r
rzz
(4)
где
iidd εσ=λ . (5) Упростим выражение для определения приращения интенсивности
деформаций idε , записанное в цилиндрической системе координат [6, 7],
+
++ε−ε+
++ε−ε++=ε θ
22)(
3
2
HFGHFG
FdHdG
HFGHFG
HdGdFHGFd zrr
i
1/22 2 2 2
,2 2 2
z r rz zFd Gd d d dH
FG GH HF L M Nθ θ θε ε ε ε ε − + + + + + +
учитывая, что 0=εθrd ; 0=εrzd , а также θε−ε−=ε ddd zr , следующим образом:
+ε++
+++=ε θ2)(
32
dHFGHFG
HGHGFd i
.2
22/12
2
ε+εε++
+ε++
++ θθ N
ddd
HFGHFG
Hd
HFGHFG
FH zzz (6)
Выражение для определения интенсивности напряжений iσ в ци-линдрической системе координат имеет вид
+σ−σ+σ−σ+σ−σ++
=σ θθ222 )()()([
)(2
3zzrri HGF
HGF
.]222 2/1222θθ τ+τ+τ+ zrzr NML (7)
Принимая во внимание условие пластичности (1), будем иметь
)(2
3
HGFi ++=σ . (8)
Запишем выражение для определения λd , используя формулы (8) и (5), так:
i
iii
d
HGFdd
σε
++=εσ=λ
)(2
3. (9)
В случае плоского напряженного состояния условие пластичности (1) имеет вид
Известия ТулГУ. Технические науки. 2013. Вып. 1
16
12)( 2222 =τ+σ−σ+σ+σ θθθ zzz NHGF , (10) а компоненты напряжений будут
;)()(
32
rzi
iz HdFd
dHFGHFG
HGF ε−εε
σ++
++=σ
);()(
32
θθ ε−εε
σ++
++=σ GdHddHFGHFG
HGFr
i
i (11)
θθ εε
σ++=τ zi
iz d
dN
HGF )(31
.
Критерии положительности добавочных нагрузок. Согласно этому критерию потеря устойчивости деформирования произойдет при выполнении одного из условий [7, 8]:
0=dP (12) или
0=dM , (13)
,,2
,2 00 rRt
rRrrtP d
dz −=+=σπ= (14)
где r - средний радиус детали; t - толщина детали; dRr ,0 - радиус оправ-ки и детали;
θτπ= ztrМ 22 . (15) Из условия (12) следует, что при критической деформации
0=
+σ+σt
dt
r
drd zz . (16)
Используя условие несжимаемости материала, получим
zdt
dt
r
dr ε−=+ .
Рассмотрим выражение для определения zσ . Разделив числитель и
знаменатель на 2F в выражении для определения осевого напряжения
)()(
3
2rz
i
iz HdFd
dHFGHFG
HGF ε−εε
σ++
++=σ
и введя коэффициенты анизотропии r
zr
zd
d
G
HR
d
d
F
HR
εε==
εε== θ
θ , , имеем
.1
13
22 z
zi
i
z
zzz d
R
R
dRRRR
RRRR ε
++
εσ
++
++=σ θ
θθθ
θθ (17)
Из условия несжимаемости следует, что
;0=ε+ε+ε θ rz ddd =εε
z
rd
d.
1
1
zR+−
Примем, что среднее приращение сдвига θε=γ zdd и среднее при-
Технологии и оборудование обработки металлов давлением
17
ращение осевой деформации zdε в формируемой части детали у выхода из очага деформации подчиняются условию
constcd
d
z≈=
εγ
1 . (18)
В этом случае, как будет показано ниже,
constd
d
i
z =εε
. (19)
Эта величина будет зависеть от степени утонения, величины подачи и угла ролика при ротационной вытяжке.
Преобразуем выражение (6) следующим образом. Разделив числи-тель и знаменатель выражения (6) на F и используя выражения для вы-
числения коэффициентов анизотропии θR и zR , а также z
zz d
d
F
NR
εε== θ
θ ,
получим
×
++=ε θ
θ RR
Rd
zi 1
3
2
+
++
+++
+
× θ
θθθθθ
θθ
θθθ
θθ
z
zzz
zzz
zR
RRRR
R
R
R
RR
RRR
R
RR
R
R
2
1
2
22)1(2
. (20)
Так как упрочнение материала трубной заготовки изотропное, то величины коэффициентов анизотропии не изменяются в процессе пласти-ческого деформирования, поэтому
constd
d
i
z ≈εε
,
а из выражения (17) следует, что
zi
i
zz
zzz d
d
d
R
R
RRRR
RRRRd ε
εσ
++
++++=σ θ
θθθ
θθ1
13
22
(21)
или
zi
izz d
d
dAd ε
εσ=σ . (22)
Воспользовавшись выражениями (16), условием пластичности и выражением (22), получим
Известия ТулГУ. Технические науки. 2013. Вып. 1
18
i
izz d
dA
εσ=σ . (23)
Заметив, что
θθ
θθ
θθ εε
σ++
−εε
σ++=τ zi
i
z
zz
i
iz d
dR
RR
R
ddN
HGF1
3
1
3
1, (24)
и используя выражение (17), имеем
=στ θ
z
z .
11)(
)(1
2
11
2
Bcd
dB
d
d
R
RRRRRR
RRRRRR
R
zz
zzzz
zz =
εγ=
εγ
++++
++
++
θθθθ
θθθθθ
(25)
В данном случае величину интенсивности напряжений iσ , при ко-торой 0=dP , будем определять по выражению
.2
12
3 21
2cBRRR
R
RR
Rd
dA z
z
z
i
izi θθ
θ
θθ
++
++
εσ=σ (26)
Принимая во внимание, что
)2(22 22 dtrrdrttrddM zz +πτ+τπ= θθ , условие (13) запишется так:
02 =
+τ+τ θθ t
dt
r
drd zz . (27)
Аналогично соотношению (23) имеем
θθ εεσ++=τ z
i
iz d
d
d
N
HGFd
)(
3
1. (28)
Принимая во внимание (28), выражения θε= dr
dr; rd
t
dt ε= , условие
несжимаемости, из которого следует, что
zz
r dRr
drd ε
+−==ε
1
1,
выражения (27) и (23) и учитывая
zz
z dR
R
t
dt
r
dr ε
++−=+
112 ,
получаем
111
1
1
1
3
1cB
A
RR
R
R
Rc
z
z
z
z
z
z =++
++=
στ θ
θθ . (29)
Технологии и оборудование обработки металлов давлением
19
Таким образом, величину интенсивности напряжений iσ , при кото-рой 0=dM , определим по выражению
2/121
212
12
3
++
εσ
++
=σ θθθ
θθ
cBRRR
R
d
dA
RR
Rz
zi
iz
z
i . (30)
Предложенное условие шейкообразования тонкостенной трубной заготовки из анизотропного материала может быть использовано для оцен-ки предельных возможностей операции ротационной вытяжки анизотроп-ных трубных заготовок коническими роликами по прямому способу на ос-нове критерия положительности добавочных нагрузок.
Работа выполнена по государственному заданию Министерства об-разования и науки Российской Федерации на 2012-2014 годы и грантам РФФИ.
Список литературы
1. Гредитор М.А. Давильные работы и ротационное выдавливание.
М.: Машиностроение. 1971. 239 с. 2. Могильный Н.И. Ротационная вытяжка оболочковых деталей на
станках. М.: Машиностроение. 1983. 190 с. 3. Ковка и штамповка: справочник: в 4 т. Т. 4. Листовая штамповка /
под общ. ред. С.С. Яковлева. 2-е изд., перераб. и доп. М.: Машинострое-ние, 2010. 732 с.
4. Трегубов В.И. Ротационная вытяжка с утонением стенки цилинд-рических деталей из труб на специализированном оборудовании. Тула: Изд-во ТулГУ, Тульский полиграфист, 2002. 148 с.
5. Яковлев С.С., Трегубов В.И., Яковлев С.П. Ротационная вытяжка с утонением стенки осесимметричных деталей из анизотропных трубных заготовок на специализированном оборудовании. М.: Машиностроение, 2009. 265 с.
6. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давле-нием анизотропных материалов. Кишинев: Квант, 1997. 331 с.
7. Яковлев С.С., Кухарь В.Д., Трегубов В.И. Теория и технология штамповки анизотропных материалов / под ред. С.С. Яковлева. М.: Ма-шиностроение, 2012. 400 с.
8. Теория обработки металлов давлением:учебник для вузов / В.А. Голенков [и др.]; под ред. В.А. Голенкова, С.П. Яковлева. М.: Машино-строение, 2009. 442 с.
Трегубов Виктор Иванович, д-р техн. наук, проф., [email protected],
Россия, Тула, Тульский государственный университет,
Известия ТулГУ. Технические науки. 2013. Вып. 1
20
Осипова Елена Витальевна,инженер [email protected], Россия, Тула, Туль-ский государственный университет
Ремнев Кирилл Сергеевич, канд. техн. наук, доц., [email protected], Россия,
Тула, Тульский государственный университет
THE NECKING OF THIN-WALLED PIPED DETAIL FROM ANISOTROPIC MATERIAL IN THE PROCESS OF ROTARY DRAWING BY CONE-SHAPED ROLLERS
BY THE DIRECT PROCESS
V.I. Tregubov, E.V. Osipova, K.S. Remnev The thin-walled piped detail from anisotropic material necking criterion for rotary
drawing by cone-shaped rollers by the direct process on the basis of extra load positiveness condition is provided.
Key words: rotary drawing, anisotropic material, pipe, roller, mandrel, power, feed step, deformation level.
Tregubov Viktor Ivanovich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State University, Osipova Elena Vitalievna, ingineer [email protected], Russia, Tula, Tula State
University, Remnev Kirill Sergeevich, candidate of technical sciences, docent,
[email protected], Russia, Tula, Tula State University
УДК 621.771 КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА УДАРНОГО
ДЕФОРМИРОВАНИЯ НА КОВОЧНЫХ МОЛОТАХ
В.Ю. Лавриненко, В.Г. Баженов, Е.В. Павленкова Представлены результаты компьютерного моделирования процесса ударного
деформирования при осадке заготовок на молотах в программе «Динамика-2» и спе-циализированном модуле расчета процесса удара в зернистых средах, показывающие возможность увеличения времени контакта бабы с заготовкой и степени деформации заготовки.
Ключевые слова: ударное деформирование, компьютерное моделирование, ба-ба молота с наполнителем, ковка на молотах
Исследование процесса удара и построение математических моде-
лей, описывающих основные закономерности ударного нагружения, имеют большое значение для решения прикладных задач, например, при ковке на молотах, которая является одним из основных способов получения высо-
Recommended