5
2 BAB II
LANDASAN TEORI
2.1 Peneliti Terdahulu
Penelitian tentang analisa pengelasan dengan menggunakan metode thermal
tensioning ini sebenarnya telah banyak dilakukan oleh para peneliti terdahulu. Pada
penelitian yang telah dilakukan oleh Prasetya (2018) menunjukkan bahwa dengan
adanya peningkatan temperature transient didaerah pengelasan, maka
mengakibatkan peningkatan temperatur juga didaerah las. Nilai distorsi terendah
dan kekuatan tarik tertinggi berada pada variasi temperature transient 150 oC,
sedangkan nilai rata-rata kekerasan tertinggi berada pada variasi temperatur
transient 250 oC. Penelitian juga dilakukan oleh Habibi dkk (2016) mengatakan
bahwa penggunaan metode STT pada proses pengelasan dapat mengurangi tingkat
distorsi, pemberian temperatur dengan tingkat distorsi paling rendah berada pada
pemanasan dengan temperatur 200 oC sedangkan nilai rata-rata kekerasan dan
kekuatan tarik tertinggi berada pada temperatur 100 oC.
Kemudian penelitian juga dilakukan oleh Pranata (2018) tentang Pengaruh
perubahan temperature transient menggunakan las MIG pada bahan alumunium
5083 dengan variasi jarak elektroda yang berbeda yaitu pada jarak 5 cm, 10 cm dan
14 cm pada saat melakukan proses pengelasan. Didapatkan hasil penelitian bahwa
pemberian temperature transient selama proses pengelasan dapat mengurangi sisa
distorsi , mempengaruhi nilai kekerasan dan kekuatan tarik.Distorsi minimum
tertinggi terjadi pada hasil pengelasan dengan jarak temperature transient 5 cm.
Penelitian juga dilakukan oleh Subeki dkk (2015) melakukan penelitian
tentang perubahan struktur mikro dan sifat mekanik pada sambungan las
menggunakan las FCAW (Flux-cored Arc Welding). Hasil penelitian menyatakan
sambungan dengan pengelasan FCAW tanpa penambahan panas dan menggunakan
penambahan panas disekitar alur pengelasan memiliki hasil diantaranya adalah
komposisi kimia logam las terjadi penurunan unsur karbon dan peningkatan unsur
mangan. Penggunaan temperatur dapat meningkatkan kekuatan luluh 2,4 %
kekuatan maksimum 1,9 % dan sedikit kekerasan.Menurut Subeki dkk (2017)

6
Proses pengelasan dengan menggunakan metode TTT menghasilkan pemanasan
paling optimal mengurangi tingkat distorsi dengan suhu 200 oC. Metode TTT juga
dapat meningkatkan sifat mekanik dan umur kelelahan.
2.2 Pengelasan
Pengertian pengelasan
Pengelasan menurut American Welding Society (AWS , 1989) ialah proses
penyambungan logam maupun non logam dengan cara pemberian panas pada
material yang akan disambung hingga mencapai temperatur las tanpa adanya
tekanan (pressure) dan tanpa adanya logam pengisi (filler). Sedangkan menurut
British Standar Institution (1983) mengatakan Pengelasan merupakan proses
penyambungan material dua maupun lebih dengan kondisi plastis maupun cair
dengan adanya penambahan panas (heat) maupun dengan tekanan (pressure).
Logam pengisi berada pada titik lebur sama dengan logam induk maupun tanpa
menggunakan logam pengisi. Deutche Industrie Normen (DIN) juga mengatakan
pengelasan merupakan penyambungan logam maupun logam paduan dengan
melumerkan dan mencairkan sifat ikatan metalurgi pada material. Ada 4 (empat)
hal yang menjelaskan tentang pengertian dari proses pngelasan ialah pemanasan
hingga sebagian logam mencapai titik lebur, elektroda, tekanan dan sambungan
(Sonawan,2003). Didalam bidang kontruksi dan komponen mesin begitu
luas.Menggunakan proses pengelasan meliputi perpipaan otomotif,jembatan,kereta
api, bejana tekan dan lain sebagainya. Proses penyambungan logam dengan metode
pengelasan sangat banyak digunakan dengan mempertimbangkan proses
pengerjaan yang cepat dan kontruksi yang murah (Harsono dkk, 1991).
Klasifikasi Sambungan Las
American Welding Society (AWS) mengatakan proses sambungan
menggunakan metode pengelasan dapat dibagi menjadi 3 bagian yaitu:
a) Proses Pengelasanvdengan cara mencairkan (fusion welding)
Pengelasan mencair dilakukan pada temperatur diatas titik cair logam dan
pemanasan dari suatu sumber panas diberikan untuk keperluan pencairan logam itu.
Pada saat pencairan juga terjadi percampuran logam cair antara masing-masing
logam induk maupun antara logam induk dan logam pengisi.

7
b) Pengelasan tak mencair (Solid state welding)
Proses-proses pengelasan ini digunakan untuk mendapatkan sambungan logam
yang dilakukan pada temperatur dibawah titik cair logam yang dilas. Seringkali
proses-proses ini disebut dengan pengelasan tekan (pressure welding) atau
diffusion bonding. Tekanan diberikan untuk mengoptimalkan kontak permukaan
dan menghasilkan deformasi plastis pada masing-masing permukaan serta untuk
menghilangkan lapisan oksida.
c) Brazing & Soldering
Seperti yang telah dijelaskan diatas, ada perbedaan antara pengelasan dan
brazing/soldering. Pada proses soldering/brazing hanya logam pengisi yang berada
pada kondisi mencair sedangkan logam induk tidak mencair atau hanya tambahan
logam saja.Untuk memanaskan logam induk dan mencairkan logam pengisi
digunakan berbagai sumber panas misalnya nyala api yang berasal dari las oksi-
asetelin (dibengkel-bengkel menyebutnya las karbit). Dari proses diatan masing-
masing selanjutnya di bagi lagi sesuai dengan sumber energi yang akan digunakan
contohnya sumber energi panas, pelindung logam cair kubangan dan tekanan
mekanik
2.3 Pengelasan dengan metode Shielded Metal Arc Welding (SMAW)
Pengelasan dengan elektroda, pada awalnya diciptakan pada tahun 1877
dengan menggunakan sebuah dinamo listrik dan sejak itu pengelasan busur listrik
berkembang sangat pesat. Penggunaan elektroda dalam pengelasan terutama
tergantung pada perkembangan listrik pada saat itu. Peningkatan kemampuan
dinamo atau generator pada tahun 1880 turut meningkatkan kemajuan pengelasan
menggunakan elektroda. Proses pengelasan busur listrik pertama dengan
menggunakan busur listrik karbon dikembakangkan oleh N. V Bernado.
Perkembangan selanjutnya diarahkan pada pemakaian elektroda yang lebih baik
dan juga mesin las.Elektroda terbungkus yang selanjutnya dibangkitkan, akan
timbul diantara permukaan logam induk dan diujung busur listrik Skema proses
penyambungan dengan menggunakan metode SMAW dapat dilihat pada gambar
dibawah ini.

8
Gambar 2.1 Skema pengelasan SMAW
(Sumber :Tira, 2016 )
Dengan menyentuhkan ujung elektroda pada permukaan logam induk sesaat
atau istilahnya striking atau scratching selanjutnya busur listrik muncul
diantaranya. Busur listrik yang bertemperatur sangat tinggi mampu mencairkan
ujung elektroda dan sebagian permukaan logam induk dan terjadi pemindahan
butir-butir logam cair dari elektroda ke logam induk melalui busur listrik itu.
(Sonawan,2003).
Penggunaan metode SMAW banyak digunakan dalam proses sambungan
material, adapun keuntungan yang didapat ialah metode sambungan logam dengan
menggunakan metode pengelasan SMAW lebih sederhana dan sangat mudah kalau
dibandingkan dengan metode pengelasan lainnya. Beberapa peralatan yang perlu di
bawa juga ringkas,murah dan sederhana. Jangkauan penggunaan yang luas karena
metode pengelasan ini dapat menyambungkan semua jenis logam (Suharno , 2008).
Gambar 2.2 Peralatan Pengelasan SMAW

9
Proses busur las
Pada proses busur las, panas diperoleh dari proses tahanan listrik. Busur-
busur las dihasilkan dengan jalan ionisasi gas membentuk gas-gas yang bermuatan
listrik. Busur nyala listrik lebih praktis dipakai dibandingkan sumber-sumber panas
yang dihasilkan oleh bahan-bahan kimia lainnya. Panas yang dihasilkan untuk
keperluan las di antara (3.870 - 5.540) oC atau (7.000 - 10.000) oF. Hal inilah yang
membuat panas tahanan listrik menjadi suatu sumber panas yang sangat baik dan
intensif untuk dipakai selama proses pengelasan. Karena besarnya panas yang
terjadi,maka kawat las dan benda kerja mencair, sehingga dapat dilaskan.Lagi pula
panas yang dihasilkan sangat efektif dan dapat diatur sehingga tidak berpencar
kemana-mana atau panasnya tidak terbuang ke luar dari daerah yang akan dilaskan.
Hal ini merupakan suatu keuntungan bila dibandingkan dengan nyala api bahan
kimia lainnya.
Busur las merupakan busur yang tidak mempunyai tekanan, karena yang
diperlukan adalah panasnya untuk melebur logamnya saja, yaitu untuk peleburan
kawat las dan benda kerja dan kemudian kedua cairan itu menyatu; atau untuk
pencairan dua buah kawat las sehingga menyatu satu sama lainnya.Tipe mesin
busur las yang sangat popular, mesin busur las akan menghasilkan arus AC maupun
DC .
Kekurangan Pengelasan Shielded Metal Arc Welding (SMAW)
Pengelasan Shielded Metal Arc Welding (SMAW) memiliki beberapa jenis
yang berbeda dimana jika dibandingkan dengan proses pengelasan semi-otomatis
atau otomatis laju pengisiannya lebih rendah. Ada beberapa hal yang menjadi
kekurangan dari metode SMAW ialah operator harus memiliki skill yang tinggi,
selain itu membutuhkan waktuoperator harus memiliki skill yang tinggi, selain itu
membutuhkan waktu yang lama karena terjadinya terputus ketika mengganti
elektroda dan pengupasan terak yang dihasilkan dari elektroda. Keterbatasan arus
pengelasan sesuai dengan spesifikasi yang dimiliki oleh elektroda dan juga terak
yang dihasilkan oleh adanya pembakaran harus dihilangkan dulu, dari beberapa
kekurangan diatas metode ini memiliki efesiensi rendah sebesar (65%).

10
Kekurangan dari proses las ini antara lain; efisiensi rendah (65%),
membutuhkan skill operator yang cukup tinggi, waktu pengelasan cukup lama
karena pengelasan selalu terputus untuk penggantian elektroda sekaligus
pengupasan terak las. Arus pengelasan terbatas sesuai dengan kemampuan
elektroda, slag atau terak yang timbul dari hasil pembakaran harus dihilangkan
dulu. Asap dan gas yang dihasilkan dari proses pengelasan akan mengganggu
pandangan mata dan juga pernapasan sehingga ruangan pengelasan harus memiliki
ventilasi udara yang memadai (Trifianto, 2014).
Kelebihan Pengelasan Shielded Metal Arc Welding (SMAW)
Proses SMAW merupakan proses las menggunakan elektroda yang
sederhana dan serbaguna dibandingkan dengan proses pengelasan lainnya. Hal ini
dikarenakan pemakaiannya dapat digunakan dimana saja,diluar, dibengkel dan
didalam air. Selain itu proses pengelasan ini juga dapat dilakukan penyambungan
berbagai macam tipe material dan dapat dipakai mengelas pada semua posisi.
Dalam pengaplikasiannya pengelasan shielded metal arc welding (SMAW) dapat
diaplikasikan untuk perbaikan perpipaan sampai jalur-jalur perpipaan, dan bahkan
untuk pengelasan dibawah laut guna memperbaiki struktur anjungan lepas pantai
(Sunandar, 2012)

11
2.4 Pemilihan Elektroda
Klasifikasi
AWS-ASTM
Jenis Fluks Posisi *) Pengelasa
n
Jenis Listrik Kekuatan tarik
(kg/mm2
)
Kekuatan luluh
(kg/mm2
)
Perpanjangan
Kekuatan tarik terendah kelompok E 60 setelah dilaskan adalah 60.000 psi atau 42,2 kg/mm2
E.6010 Natrium selulosa tinggi
F, V, OH, H
DC Polaritas balik 43,6 35,2 22
E.6011 Kalium selulosa tinggi
F, V, OH, H
AC/DC Polaritas balik
43,6 35,2 22
E.6012 Natrium titania
tinggi
F, V, OH,
H
AC/DC Polaritas
lurus
47,1 38,7 17
E.6013 Kalium titania tinggi F, V, OH, H
AC/DC Polaritas ganda
47,1 38,7 17
E.6020 Oksida besi tinggi H-S F
AC/DC Polaritas lurus
43,6 35,2 25
E.6027 Serbuk besi, oksida besi
H-S F
AC/DC Polaritas ganda
43,6 35,2 25
Kekuatan tarik terendah kelompok E 70 setelah dilaskan adalah 70.000 psi atau 49,2 kg/mm2
E.7014 Serbuk besi, titania F,V,OH,H AC/DC Polaritas ganda
50,6
42,2
17
E.7015 Natrium hidrogen rendah
F,V,OH,H DC Polaritas balik 22
E.7016 Kalium hidrogen rendah
F,V,OH,H AC/DC Polaritas balik
22
E.7018 Serbuk besi,
hidrogen rendah
F,V,OH,H AC/DC Polaritas
balik
22
E.7024 Serbuk besi, titania H-S, F AC/DC Polaritas ganda
17
E.7028 Serbuk besi, hidrogen rendah
H-S, F AC/DC Polaritas balik
22
Tabel 2.1 Specifikasi Elektroda Baja Lunak (AWS A5.1-64T)
(Sumber : Wiryosumarto dan Okumura,2000)
Penggunaan Elektroda pada metode SMAW mempunyai perbedaan yang
banyak dari mulai jenis fluks dan kawat las. Dan juga diameter yang dimiliki oleh
elektroda jenisnya bervariasi dimulai dengan diameter 1,6 mm sampai 8 mm, selain
itu panjangnya juga bervariasi dimulai 230 mm sampai 455 mm.
Elektroda las tidak hanya merupakan kawat logam tetapi juga dilindungi
atau diselimuti oleh fluks. Pada saat pengelasan fluks dari logam induk dan kawat
las. Fluks yang dibuat menyelimuti kawat las memiliki beberapa fungsi,
diantaranya :
1. Penghasil gas (CO2) yang berasal dari pembakaran fluks, yang berfungsi
melindungi busur listrik dan kubangan logam las dari lingkungan atmosfir.
2. Deoxidizer (mengikat gas O2 yang ikut terlarut dalam cairan logam)

12
3. Pembentuk terak/slag, yang melindungi logam las beku dari oksidasi dan
membantu membentuk manik las.
4. Unsur-unsur paduan, yang memberikan perbaikan sifat tertentu pada logam
las.
5. Unsur-unsur pembentuk ion-ion, yang membuat busur listrik lebih stabil
dan mampu beroperasi dengan penggunaan arus AC.
6. Meningkatkan produktivitas pengelasan (misalnya pada fluks yang
mengandung serbuk besi).
Elektroda baja karbon dan baja paduan rendah
American Welding Society (AWS) sudah menciptakan semacam sistem
klasifikasi untuk mengidentifikasi dan mengklasifikasi bermacam-macam
elektroda las. Semua elektroda baja karbon dan baja paduan proses SMAW, cara
penulisannya diawali huruf E yang menandakan elektroda dan disamakan dengan 4
digit angka (AWS EXXXX). Dua digit pertama adalah kekuatan tarik dari logam
las (all weld metal) pada satuan ksi (=1000 lb/inᶟ). Digit ketiga menandakan posisi
pengelasan dan digit keempat adalah jenis fluks yang melingkupi kawat las
elektroda.
AWS EX1 X2 X3 X4
berarti
E = elektroda
X₁X₂ = kekuatan tarik logam las (dalam ksi)
X₃ = posisi pengelasan
1. Semua posisi pengelasan
2. Posisi pengelasan mendatar dan horisontal
3. Posisi pengelasan mendatar
X₄ = jenis fluks
Kebanyakan, elektroda ini memiliki pelindung jenis hidrogen rendah
(EXX15,EXX16, dan EXX18) dan sebagian lainnya bukan. Karena elektroda baja
paduan rendah ini dipergunakan untuk mengelas baja-baja berkarbon tinggi dan
baja-baja yang dapat dikeraskan (hardenable steels) maka disarankan hanya

13
menggunakan elektroda jenis hidrogen rendah. Elektroda hidrogen rendah didesain
agar memiliki/mampu menyerap kandungan uap air. Oleh karena itu, elektroda
disimpan dan ditangani dengan baik (dalam tungku pengering bertemperatur 110 –
150̊ C) agar tidak mudah menyerap uap air. Bila elektroda mengandung uap air
berlebih maka harus di-rebaking pada temperatur 250 - 425 ̊C selama 1-2 jam.
SMAW merupakan proses yang menghasilkan masukan panas (heat input)
yang rendah dan laju pendinginan yang cukup tinggi. Oleh karena itu, perhatian
khusus diberikan dalam mengontrol kandungan hidrogen bila mengelas baja-baja
berkadar karbon tinggi. (Sonawan, 2003).
Elektroda E.6013 (kekuatan tarik logam las 60 ksi atau 485 Mpa)
Elektroda ini sangatt cocok dipakai untuk mengelas baja-baja yang diselang
kekuatan tariknya cukup lebar (bisa dikatakan aplikasinya lebih luas dari seri
E60XX). Tipe-tipe seperti E6011, E6012, E7014 dan E7018 merupakan jenis
elektroda pelindung berhidrogen rendah dan mungkin untuk digunakan dalam
situasi dimana retak akibat hidrogen mungkin terjadi.
a) Sifat-sifat umum
Kawat las jenis E.6013 ini sangat mirip dengan jenis E.6012, tetapi
masih terdapat perbedaan dalam segi kegunaan dan sifat kerjanya. Kawat
las ini bisa digunakan pada semua posisi dengan arus las AC atau DC.
Karena rigi-rigi lasan yang dialami sangat bagus memiliki bentuk yang
mulus dan datar (flat), teraknya mudah dibuang, dan busurnya bias diatur
dengan mudah , terlebih pada kawat las yang diameternya kecil , misalnya
1,5 mm , 2 mm , dan 2,5 mm. Kecilnya diameter kawat las ini
memungkinkan pemakaian dengan tegangan busur yang lebih rendah.
Penggunaan kawat las E.6013 lebih dianjurkan untuk pengelasan
pelat-pelat tipis pada ketebalan maksimum 3/8”, menggunakan busur lemah
(rendah) dan pembakaran dangkal. Bersifat mekanik lebih baik dari E.6012.
Pada dasarnya kawat las E.6013 dibuat khusus untuk mengelas pelat.
Tapi kawat-kawat las yang memiliki ukuran sebesar yaitu 3,25 mm (1/8”)
ke atas, bias digunakan untuk mengelas bahan yang sesuai daya busur yang
lebih tenang, bentuk rigi-riginya lebih mulus dan baik.

14
Kebanyakan kawat las E.6013 yang merknya bermacam-macam,
mengeluarkan cairan logam pada pancaran busur yang berbeda. Ada pabrik
mencampur salutannya sehingga pemindahan tetesannya berpancar dengan
baik pada logam yang di las. Sifat pancaran pemindahan tetesan cairan yang
baik dibutuhkan saat waktu pengelasan tegak lurus (vertikal) dan diatas
kepala (over head).
b) Bahan salutan
Kawat las E.6013 memiliki salutan yang cukup mirip dengan kawat las
E.6012, yakni jenis natrium titania tinggi (high titania sodium) atau yang
biasa diketahui kawat las bersalut rutile yang mengandung selulosa dan
ferro manganese. Beberapa merk kawat las yang menambah salutannya
menggunakan serbuk besi supaya mempermudah pemakaiannya terhadap
mesin las AC.
dikarenakan pencampuran pada salutannya, kawat las E.6013
menghasilkan keuntungan sebab daerah lasan bebas dari masuknya terak
(slag inclusion) dan dari pengaruh oksidasi bila disamakan dengan kawat
las E.6012 sehingga ketika pemeriksaan kualitas secara radiografi sinar-x,
hasil lasan kawat las E.6013 ini akan lebih baik.
c) Sifat busur dan pemakaiannya
Seperti telah dijelaskan, kawat las E.6013 sangat mirip dengan
kawat las E.6012, yaitu kawat las E.6013 busurnya bersifat lemah dengan
daya penembusan tidak dalam. Sebab itu kawat las E.6013 bisa dengan baik
digunakan dengan tegangan rendah. Kawat las E.6013 ini sangat baik
dipergunakan mengelas pelat-pelat tidak tebal tapi tidak baik untuk
mengelas pelat-pelat yang tebal, teruntuk untuk mengelas kampuh memiliki
celah yang dalam, karena pembakarannya yang kurang dalam.
d) Pemakaian utama
Kawat las ini digunakan khusus pengelasan baja lunak, teruntuk
pengelasan pelat-pelat yang tipis. Walau seperti itu, kawat las E.6013
memiliki diameter yang besar yakni 3 ⁱ/₄ mm keatas bisa digunakan untuk
mengelas benda lain, tapi terhadap pengelasan pertama didahulukan dengan
E.6012. Arus tinggi yang dapat dipakai pada pengelasan E.6012 tidak bisa
15
digunakan untuk pengelasan dengan kawat las E.6013, kecuali pada
pengelasan tegak lurus dan diatas kepala (over head). Arus pada kawat las
E.6013 bisa disamakan dengan arus yang dibutuhkan untuk kawat las
E.6012.
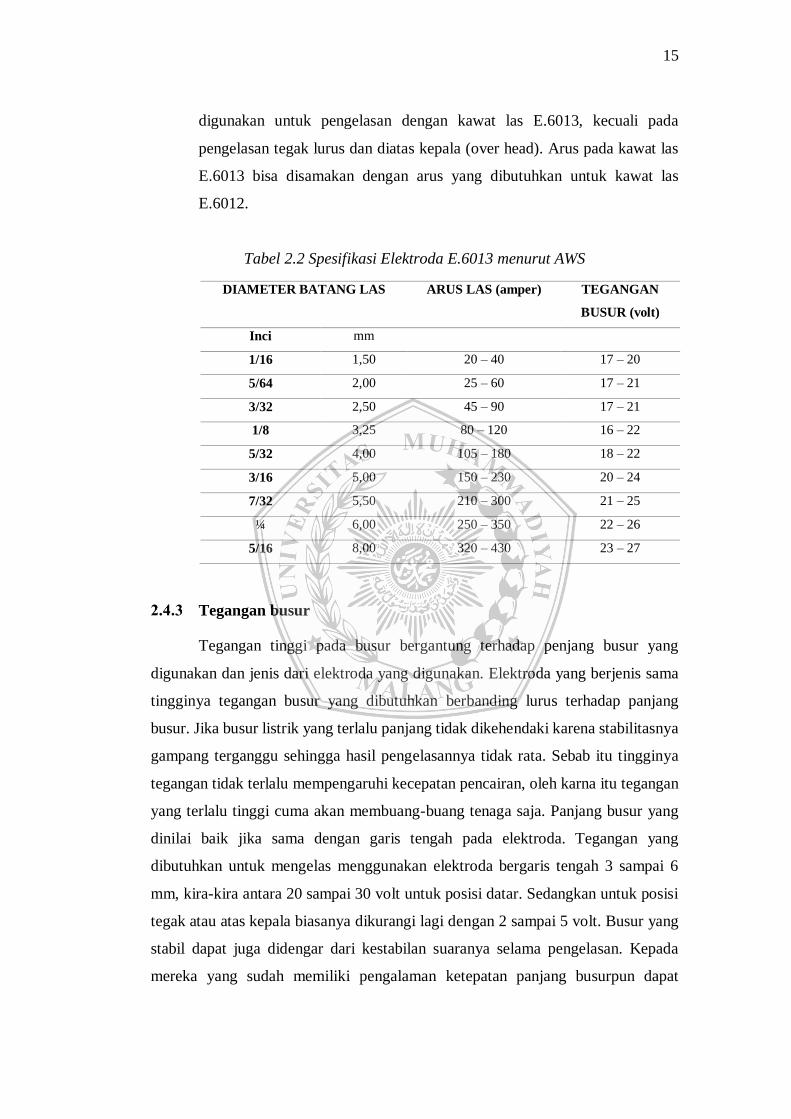
Tabel 2.2 Spesifikasi Elektroda E.6013 menurut AWS
DIAMETER BATANG LAS ARUS LAS (amper) TEGANGAN
BUSUR (volt)
Inci mm
1/16 1,50 20 – 40 17 – 20
5/64 2,00 25 – 60 17 – 21
3/32 2,50 45 – 90 17 – 21
1/8 3,25 80 – 120 16 – 22
5/32 4,00 105 – 180 18 – 22
3/16 5,00 150 – 230 20 – 24
7/32 5,50 210 – 300 21 – 25
¼ 6,00 250 – 350 22 – 26
5/16 8,00 320 – 430 23 – 27
Tegangan busur
Tegangan tinggi pada busur bergantung terhadap penjang busur yang
digunakan dan jenis dari elektroda yang digunakan. Elektroda yang berjenis sama
tingginya tegangan busur yang dibutuhkan berbanding lurus terhadap panjang
busur. Jika busur listrik yang terlalu panjang tidak dikehendaki karena stabilitasnya
gampang terganggu sehingga hasil pengelasannya tidak rata. Sebab itu tingginya
tegangan tidak terlalu mempengaruhi kecepatan pencairan, oleh karna itu tegangan
yang terlalu tinggi cuma akan membuang-buang tenaga saja. Panjang busur yang
dinilai baik jika sama dengan garis tengah pada elektroda. Tegangan yang
dibutuhkan untuk mengelas menggunakan elektroda bergaris tengah 3 sampai 6
mm, kira-kira antara 20 sampai 30 volt untuk posisi datar. Sedangkan untuk posisi
tegak atau atas kepala biasanya dikurangi lagi dengan 2 sampai 5 volt. Busur yang
stabil dapat juga didengar dari kestabilan suaranya selama pengelasan. Kepada
mereka yang sudah memiliki pengalaman ketepatan panjang busurpun dapat

16
diperkirakan dari suara pengelasan. Sehubungan dengan panjang busur, yang paling
susah pada las busur listrik menggunakan tangan adalah mempertahankan panjang
busur yang tetap. (Wiryosumarto dan Okumura, 2000)
Arus las
Besarnya arus las yang diperlukan tergantung dari bahan dan ukuran dari
lasan,Pemilihan arus yang digunakan dilihat dari ketebalan bahan dan ukuran hasil
pengelasan, jenis sambungan maupun posisi elektroda dari pengelasan dan diameter
elektroda yang digunakan.Kondisi kapasitas panas yang berada di daerah las sangat
tinggi sehingga dibutuhkan arus yang besar dan juga dibutuhkan adanya pemanasan
tambahan. Untuk menghindari terjadi nya unsur-unsur paduan yang terbakar lebih
baik memakai arus kecil. Bila dari hasil pengelasan terjadi adanya cacat las retak
panas pada sambungan baja tahan karat yang mencapai austenit maka harus
menggunakan arus kecil. Didalam hal pengelasan pada baja paduan di daerah HAZ
akan terjadi sifat bahan yang sangat mudah mengeras, maka diperlukan adanya
pendinginan yang pelan dan dibutuhkannya arus yang besar dan masih dibutuhkan
adanya pemanasan tersebut. (Wiryosumarto dan Okumura, 2000).
Kecepatan pengelasan
Kecepatan pengelasan bergantung dari jenis elektroda, besarnya ukuran
elektroda, material raw yang akan di las dan sambungan las. Bisa dikatakan
kecepatan las tidak berhubungan dengan adanya tegangan las yang terjadi dan
berbanding lurus dengan arus las.Oleh karenanya kecepatan dari pengelasan
dibutuhkan arus yang tinggi. Apabila tegangan dan arus tetap, sedangkan jumlah
deposit persatuan panjang las menurun.Kenaikan kecepatan yang terjadi akan
menaikkan kecepatan sehingga memperbesar terjadinya Apabila kecepatan las terus
meningkat maka akan terjadi penurunan panas persatuan panjang. Sehingga akan
menyebabkan adanya laju pendinginan yang semakin cepat dan akan berakibat
memperkeras didaerah Heat Affected Zone (HAZ).
Pada umumnya dalam pelaksanaan kecepatan selalu diusahakan setinggi-
tingginya tetapi masih belum merusak kualitas manik las. Pengalaman juga

17
menunjukkan bahwa makin tinggi kecepatan makin kecil perubahan bentuk yang
terjadi. (Wiryosumarto dan Okumura, 2000)
Besarnya penembusan atau penetrasi
Untuk mendapatkan kekuatan sambungan yang tinggi diperlukan
penembusan atau penetrasi yang cukup. Sedangkan besarnya penembusan
tergantung kepada sifat–sifat fluks,polaritas,besarnya arus,kecepatan las dan
tegangan yang digunakan. Pada dasarnya semakin besar arus las maka semakin
besar juga daya tembusnya. Sedangkan tegangan memberikan pengaruh yang
sebaliknya yaitu semakin besar tegangan maka semakin panjang busur yang terjadi
dan semakin tidak terpusat. Dalam hal tegangan ada pengecualian terhadap
beberapa elektroda khusus untuk penembusan dalam yang memang memerlukan
tegangan tinggi. Pengaruh kecepatan seperti diterangkan sebelumnya bahwa sampai
pada suatu kecepatan tertentu naiknya kecepatan akan memperdalam
penembusan,tetapi melampaui kecepatan tersebut penembusan akan turun dengan
naiknya kecepatan. (Wiryosumarto dan Okumura, 2000).
2.5 Baja
Definisi Baja
Baja termasuk logam paduan dengan unsur dasar (Fe) besi dengan unsur
paduan utamanya adalah karbon. Didalam baja terdapat kandungan karbon
berjumlah 0,2 % sampai 2.1 %, selain itu baja juga terdapat unsur yang lainnya
yaitu Silikon (Si), Fosfor (P), Magnesium (Mg) dan Sulfur (S) yang jumlah nya lebih
terbatas. Unsur karbon didalam baja berfungsi sebagai unsur pengeras pada kisi
kristal atom besi.
Klasifikasi Baja Karbon
Tabel 2.3 Klasifikasi Baja Karbon
Jenis dan kelas Kadar
karbon (%)
Kekuatan
luluh
(kg/mm2)
Kekuatan
tarik
(kg/mm2)
Perpanj
angan
(%)
Kekera
san
Brinell
Penggunaa
n

18
Baja
karb
on
ren
dah
Baja lunak
khusus
0,08 18-28 32-36 40-30 95-100 Pelat tipis
Baja sangat
lunak
0,08-0,12 20-29 36-42 40-30 80-120 Batang,
kawat
Baja lunak 0,12-0,20 22-30 38-48 36-24 100-130
Kontruksi
umum
Baja
setengah
lunak
0,20-0,30 24-36 44-55 32-22 112-145
Baja
karb
on
sed
an
g
Baja
setengah
keras
0,30-0,40 30-40 50-60 30-17 140-170
Alat-alat
mesin
Baja
karb
on
tin
ggi
Baja keras 0,40-0,50 34-46 58-70 26-14 160-200
Perkakas,
Rel, pegas
dan kawat
piano
Baja sangat
keras
0,50-0,80
36-47
65-100
20-11
180-235
(Sumber : Wiryosumarto dan Okumura, 2000)
Baja karbon merupakan paduan antara besi dan karbon dengan penambahan
sedikit unsur lainnya seperti Si,Mn,P,S dan Cu. Baja karbon bersifat tergantung dari
jumlah kadar karbon. Secara umum baja karbon dapat seluruhnya dilakukan proses
pengelasan, baik pengelasan SMAW,MIG/TIG maupun jenis pengelasan yang
lainnya. Akan tetapi pemilihan metode pengelasan dapat berpengaruh terhadap
hasil kualitas yang berbeda, sehingga pemilihan metode pengelasan diterapkan
sesuai dengan tujuan-tujuan tertentu contohnya pengelasan SAW lebih baik
daripada pengelasan MIG.
Klasifikasi dari baja karbon menyebutkan bahwa dari beberapa jenis baja
karbon yang mempunyai sifat weld ability yang sangat baik ialah baja karbon
rendah. Dari dua faktor itu terdapat harden ability maupun kepekaan pada
keretakan. Apabila baja karbon rendah dilas dengan menggunakan elektroda yang
berjenis baja karbon juga maka akan menghasilkan nilai kekerasan yang relatif
rendah.
ASM handbook vol. 1:148 (1993) mengatakan bahwa perbedaan baja
karbon dapat di klasifikasikan berdasarkan jumlah dari presentase komposisi kimia
karbon yang terdapat didalam baja yaitu sebagai berikut :

19
a) Baja Karbon Rendah (0,08% - 0,30%)
Baja karbon rendah termasuk baja ringan yang dalam pengaplikasian
sebagian besar sebagai bahan yang digunakan pembuatan secara umum. Baja
golongan ini memiliki semua sifat-sifat yang dibutuhkan untuk pengerjaan sesuatu
yang diinginkan. Hal tersebut dikarenakan oleh unsur-unsur kandungan yang
terdapat dari baja ini. Besi (ferrit) menghasilkan kelunakan,keuletan, kemampuan
tempa yang baik,plastisitas dan elastisitas. Selain itu terdapat kekurangannya ialah
kemudahan dalam membentuk oksida yang nantinya akan mengakibatkan karat
(korosi) dan pembentukan kerak yang dihasilkan begitu tebal jika berada dalam
kondisi berpijar (W Kenyon 1985:10). Walaupun unsur karbon merupakan bukan
dari unsur logam, tetapi apabila ditambahkan pada besi akan menjadi baja maka
unsur karbon akan bertanggung jawab terhadap meningkatnya nilai kekuatan tarik
dan kekerasan. Seiring dengan meningkatnya nilai unsur karbon maka akan
meningkatkan juga kekuatan tarik maupun kekerasan, akan tetapi akan
menghasilkan penurunan terhadap sifat-sifat pengerjaan yang dibutuhkan antara
lain kemampuan tempa,keuletan dan meningkatnya resiko yang terjadi pada proses
pengelasan yang menyebabkan keretakan pada penekukan (bending) yang
tajam.L.C.S yang normal tidak mengeraskan kerja dengan cepat tapi meskipun
demikian pembengkokan dingin dan pemaluan benar-benar menyebabkan
pengerasan kerja yang dapat dihilangkan dengan perlakuan panas.
Ada beberapa faktor dari baja karbon rendah yang begitu mempengaruhi sifat
mampu las yaitu dapat menambahkan maupun menurunkan kadar karbon (C)
dengan menaikkan unsur mangan (Mn). Hal tersebut akan menghasilkan suhu
transisi dari kekuatan takik akan menurun seiring dengan meningkatnya
perbandingan harga Mn/C. Akan tetapi baja karbon rendah juga memiliki kepekaan
retak las yang rendah apabila dibandingkan dengan baja karbon jenis lainnya
maupun baja karbon paduan. Keretakan pada baja ini dapat terjadi begitu mudah
pada proses pengelasan dengan material yang tebal maupun apabila didalamnya
terdapat kandungan belerang bebas yang cukup tinggi. (Wiryosumarto dan
Okumura 2000).

20
b) Baja Karbon Sedang (0,30% – 0,50%)
Baja karbon sedang memiliki kandungan karbon yang banyak dan unsur lain
yang dapat meningkatkan kekerasan baja. Oleh karena itu jenis baja karbon ini pada
daerah Pengaruh panas (HAZ) mudah menghasilkan kekerasan yang tinggi jika
dibandingkan dengan baja karbon rendah. Karakteristiknya yang begitu mudah
keras juga ditambah oleh adanya hidrogen difusi yang mengakibatkan baja ini
memiliki kepekaan terhadap retak. Selain itu pengelasan dengan menggunakan
jenis elektroda yang memiliki nilai kekuatan tarik dengan logam las nya sehingga
memiliki nilai perpanjangan yang rendah. Keretakan yang terjadi dapat dihindari
dengan pemanasan awal suhu yang sangat tergantung daripada kadar karbon
maupun harga ekivalen. (Wiryosumarto dan Okumura,2000).
c) Baja Karbon Tinggi (0,50% - 0,80%)
Pembuatan baja karbon tinggi melalui proses digiling panas. Baja dibentuk
dengan cara menggerinda permukaanny, contohnya batang bor dan batang datar.
Jika baja tersebut digunakan sebagai bahan produksi sehingga harus diproses dalam
kondisi panas dan diaplikasikan menjadi peralatan mesin-mesin berat,batang
pengontrol dan juga alat-alat tangan antara lain kunci mur,obeng,tang,palu,baja
pelat,pegas kumparan dan sejumlah alat permainan. Metode pengelasan yang dapat
digunakan pada jenis baja karbon tinggi ialah gas,busur rendam,rermit,tekanan
gas,tahanan, dan busur terlingung. (Binarko,2010).
Baja ASTM A36
Plat baja ASTM A36 adalah baja karbon rendah yang memiliki kekuatan
yang baik dan juga ditambah dengan sifat baja yang dirubah bentuk menggunakan
mesin dan juga dilakukan pengelasan.Untuk menambah harga ketahanan terhadap
korosi dapat dilakukan pelapisan galvanish maupun coating pada baja A36.
Didalam pengaplikasiannya plat baja banyak digunakan tergantung dari ketebalan
plat maupun tingkat ketahanan terhadap korosinya. Baja A36 banyak digunakan
antara lain pada kontruksi bangunan, tangki, pipa maupun baut dan mur.(Suprayogi,
2017)

21
Tabel 2.2 Komposisi kimia logam induk
Unsur C Si Mn P S Nb Cu Cr Ni
% W 0.15 0.233 0.51 0.007 0.0060 0.002 0.12 0.06 0.06
Unsur Mo V Al Ti N Ce
0.011 0.003 0.031 0.001 0.0063 0.26
(Sumber : MILL TEST CERTIFICATE PT.GUNUNG RAJA PAKSI)
2.6 Pemilihan Jenis Kampuh
Pemilihan jenis kampuh akan mempengaruhi hasil dari proses pengelasan
sesuai dengan pembebanan yang akan diberikan, hal tersebut dapat memperpanjang
usia kontruksi yang akan dibuat (Alip, 1989). Ardiyanto (2017) melaporkan bahwa
untuk meminimalisir terjadinya cacat las pada proses pengelasan, kampuh las harus
dirancang agar mendapatkan hasil pengelasan yang efisien dan ekonomis. Jenis
kampuh yang sesuai dengan bahan yang digunakan dalam penelitian adalah
kampuh V. Bentuk kampuh V dapat dilihat pada gambar 3.0.
Gambar 2.3 Bentuk Kampuh V
(Sumber : Syaripuddin, 2014)
Kampuh tumpul V tunggal dapat dirancang dalam kondisi terbuka maupun
tertutup. Sambungan tumpul ini dalam penggunaannya lebih kuat dibandingkan
dengan jenis sambungan tumpul lurus, biasanya digunakan untuk penyambungan
logam dengan pembebanan tekanan yang besar. Biaya persiapan sambungan akan

22
lebih tinggi dan jumlah pengisian lebih banyak jika hanya satu sisi dengan
pengelasan berulang.
Berdasarkan hasil penjelasan diatas,pemilihan pembuatan sudut kampuh
sangat berpengaruh pada hasil pengelasan. Maka dari itu pada penelitian ini akan
menggunakan kampuh V dengan tudut kemiringan 60 .̊
2.7 Distorsi
Menurut Wibowo (2016) distorsi merupakan perubahan bentuk atau kontur
yang diinginkan. Hasil distorsi yang terjadi biasanya berupa bentuk yang sangat
rumit. Perbedaan distorsi dapat dibedakan transverse shrinkage,longitudinal
shrinkage,anguler. Adanya proses penyusutan, pembukuan dan kontrasi termal dari
logam las selama proses pengelasan, spesimen mempunyai kecenderungan untuk
menyimpang yang menyebabkan distorsi (Arifin dan Hendrianto, 2018).
Arifin dan Hendrianto (2018) juga menyatakan bahwa distorsi mampu
menyebabkan dimensi sambungan las berubah tidak sesuai dengan desain yang
telah dibuat, bahkan jika distorsi melebihi batas penerimaan standar yang telah
ditentukan, maka sambungan las harus diperbaiki.
Gambar 2.4 Macam-macam distorsi yang terjadi pada saat proses pengelasan
(Sumber : Arifin dan Hendrianto, 2018)
Beberapa hal yang dapat mencegah terjadinya distorsi spesimen saat proses
pnegelasan yaitu : 1. pengikatan (tack weld) bagian yang disambung, 2.pemilihan
bentuk kampuh yang tepat sesuai dengan ketebalan benda kerja, 3. teknik weaving,
4.heat input disesuaikan dengan ketebalan benda kerja dan 5. penerapan pengelasan
intermiten pada sambungan las yang panjang (Kusdiyarto dan Djatmiko, 2018)

23
2.8 Pengujian Tarik (Tensile test)
Pengujian tarik dilaksanakan dengan cara memberikan beban tarik kepada
spesimen uji tarik hingga spesimen tersebut putus. Dari pengujian tersebut
diperoleh suatu kurva yang menghubungkan beban tarik dan perpanjangan.
Dengan pengolahan data lebih lanjut, sifat-sifat mekanik hasil pengelasan dapat
diperoleh seperti kekuatan tari,kekuatan luluh dan keuletan (elogasi). Salah satu
bentuk spesimen yang distandarkan (ASTM) adalah seperti pada gambar 2.10.
(Sonawan, 2003:)
Gambar 2.5 Spesimen Uji Tarik Pelat
(Sonawan, 2003)
Suatu hasil pengelasan dinyatakan “diterima” jika kekuatan tarik
sambungan las (hasil pengelasan) tidak kurang dari kekuatan tarik logam induknya.
Jika spesimen putus logam induk (HAZ atau diluar logam las dan batas fusi) maka
dapat diterima jika kekuatan tariknya tidak lebih dari 5% dibawah kekuatan logam
induk.

24
Gambar 2.6 Skema Pengujian Tarik
(Sumber : Sonawan, 2003)
Gambar 2.7 Kurva tegangan dan regangan
(Sumber : Wiryosumarto dan Okumura,2000)

25
σu = 𝐹𝑢
𝐴𝑜
Dimana :
σu = Tegangan nominal (kg/mm2)
Fu = Beban maksimal (kg)
Ao = Luas penampang mula dari penampang batang (mm2)
Regangan(persentase pertambahan panjang) yang diperoleh dengan
membagi perpanjangan panjang ukur (L) dengan panjang ukur mula-mula benda
uji.
ꜫ = L0L X100% = L
L0 X100% ....................... (2- 6)
dimana :
L = Panjang akhir (mm)
L0 = Panjang awal (mm)
Pada pengujian tarik beban diberikan secara kontinu dan pelan-pelan
bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan-tegangan
(Risca,2017).
2.9 Pengujian Kekerasan (Hardness Test)
Prinsip pengujian kekerasan adalah memberikan pembebanan/ penekanan
dari suatu penekan/penetrator pada permukaan benda kerja sehingga terjadi bekas
penekanan pada permukaan tersebut. Ukuran yang dipakai dari pengujian ini yaitu
harga kekerasan yang biasanya memiliki satuan kg/mm2. Pengujian kekerasan yang
biasa diterapkan pada produk-produk-produk hasil pengelasan yaitu kekerasan
metode Brinell, Rockwell, dan Vickers.
Distribusi harga kekerasan produk lasan diperoleh dengan menguji titik-titik
disepanjang penampang hasil lasan yang tegak lurus dengan arah pengelasan. Dari
penampang itu terdapat tiga daerah berbeda yang masing-masing memiliki
karakteristik berbeda. Ketiga daerah yang dimaksud dan di uji kekerasan tersebut
adalah daerah logam las, daerah pengaruh panas (HAZ) dan logam induk.

26
a. Metode Brinell (Brinell Hardness Testing)
Pengujian kekerasan brinell dilakukan dengan menekan penetrator berupa
bola baja dipermukaan benda kerja. Pengujian ini biasanya dilaksanakan
dengan menerapkan beban tekan sebesar 500 kgf hingga 3000 kgf, waktu
penekanan 10 hingga 30 detik dan menggunakan bola baja berdiameter 5 atau
10 mm.
Gambar 2.8 Prinsip Kerja Metode Brinell
(Sumber : Sonawan, 2003)
Harga kekerasan brinell dihitung berdasarkan beban tekan,diameter penetrator
dan diameter bekas penekanan, seperti pada persamaan berikut.
BHN = 2𝑃
𝜋𝐷 (𝐷− √𝐷 2− 𝑑2)
Dimana P = beban (kgf), D = diameter penetrator (mm) dan d diameter bekas
penekanan (mm).
Beban standar yang digunakan dalam pengujian kekerasan ini yaitu 500,
1000,1500,2000,2500 dan 3000 kgf. Besar beban ditentukan berdasarkan ukuran
atau diameter bola baja, ketebalan benda kerja dan kondisi permukaan benda kerja.
Beban sebesar 500 kgf biasanya diterapkan pada pengujian terhadap logam-logam
lunak seperti paduan tembaga dan alumunium. Sedangkan beban 3000 kgf, paling

27
sering digunakan pada pengujian logam-logam yang lebih keras seperti baja dan
besi cor.
Gambar 2.9 Mesin Uji Brinell
(Sumber : Sonawan, 2003)
b. Metode Rockwell (Rockwell Hardness Testing)
Pengujian dengan metode rockwell menggunakan penetrator berupa kerucut
intan (sudut 120 )̊ untuk logam-logam keras dan bola baja berbagai ukuran
untuk material/logam dengan tingkat kekerasan medium. Umumnya untuk
kasus pengujian kekerasan produk lasan, diterapkan metode rockwell skala C
atau disebut HRc.
Berbeda dengan metode pengujian lain, pada metode ini harga kekerasan
diperoleh berdasarkan selisih jarak pembebanan minor dan pembebanan mayor.
Pembebanan minor dilaksanakan dengan beban 10 kg dan pembebanan mayor
tergantung pada skala rockwell (60 kg untuk rockwell skala A, 100 kg rockwell
skala B dan 150 kg untuk rockwell skala C)

28
Tidak dibebani Beban minor Beban mayor Pembacaan skala kekerasan
Gambar 2.10 Metode Pengujian Kekerasan Rockwell Skala A dan C
(Sumber : Sonawan,2003)
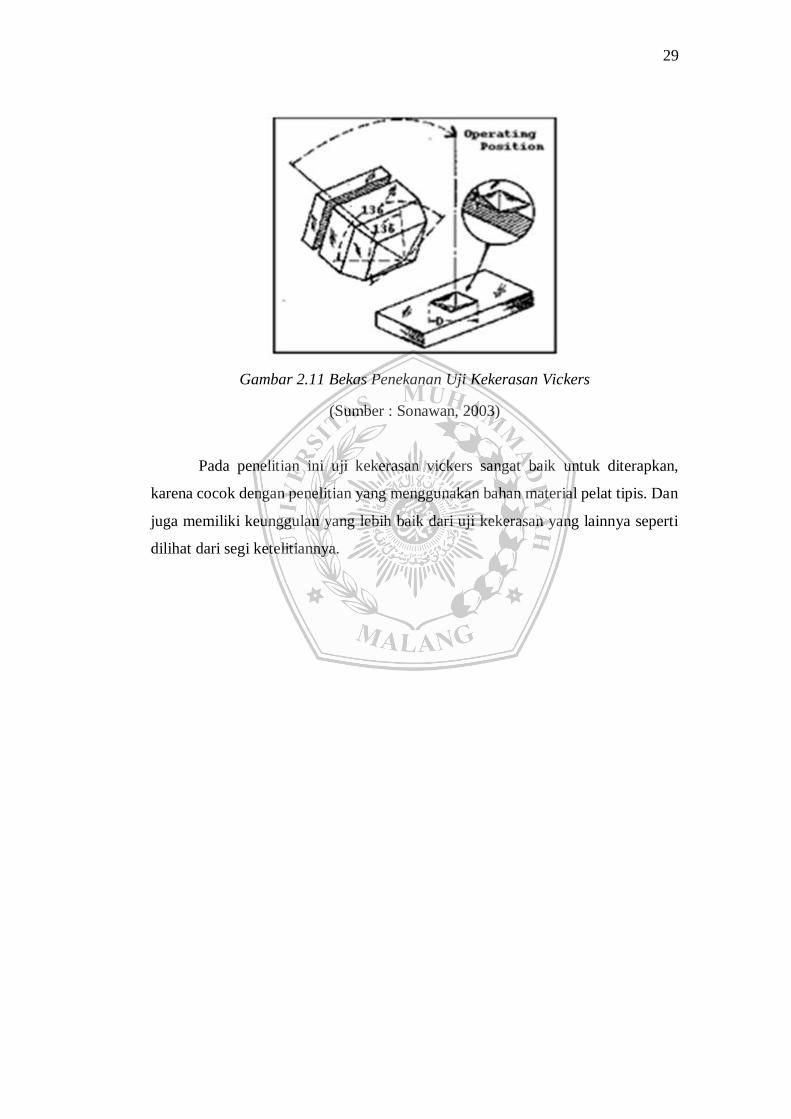
c. Metode Mikro Vickers (Vickers Hardness Testing)
Uji kekerasan ini didefinisikan sebagai pengujian kekerasan yang
melibatkan penekanan penetrator intan ke permukaan benda kerja dengan
beban bervariasi dari 1 hingga 1000 gr. Dalam metode mikro vickers ini,
harga kekerasan ditentukan dengan cara mengukur bekas penekanan dengan
menggunakan mikroskop dan menghitungnya dengan persamaan 1 menurut
ASTM E 383,
VHN = 1,854 𝑃
𝐷2
Dimana d = diagonal rata-rata jejak berbentuk bujur sangkar (mm) dan p =
beban (kg/mm2).
Pengujian kekerasan mikro ini ditunjukkan untuk keperluan seperti
pengukuran kekerasan benda kerja yang presisi terlalu kecil yang diuji
kekerasan dengan pengujiaan makro brinell atau rockwell,produk-produk
yang berbentuk foil atau kawat yang tipis atau berdiameter terlampau kecil,
melihat fasa-fasa dalam struktur mikro, permukaan hasil pelapisan atau
perlakuan permukaan dan daerang yang dekat dengan permukaan benda
kerja.
29
Gambar 2.11 Bekas Penekanan Uji Kekerasan Vickers
(Sumber : Sonawan, 2003)
Pada penelitian ini uji kekerasan vickers sangat baik untuk diterapkan,
karena cocok dengan penelitian yang menggunakan bahan material pelat tipis. Dan
juga memiliki keunggulan yang lebih baik dari uji kekerasan yang lainnya seperti
dilihat dari segi ketelitiannya.
Recommended

















