
Analisis Umur Pahat Bubut Baja Kecepatan Tinggi Yang DiimpLantasi Ion Nitrogen (Mudjijana)
ANALISIS UMUR PAHAT BUBUT BAJA KECEPATANTINGGI YANG DIIMPLANTASI ION NITROGEN
MudjijanaPusat Studi Ilmu Teknik, Jurusan Teknik Me~in,
J), Bulaksumur, UGM, Yogyakarta
ABSTRAK
ANALISIS UMUR PAHAT BUBUT BAJA KECEPATAN TINGGI YANG DllMPLANTASI ION NITROGEN.Bahan HSS dibuat benda uji berukuran IOxlOxl0 mm untuk diimplantasi ion nitrogen dengan 6 variasi energi dan dosis ion.SampeJ basil implantasi ini diuji kekerasannya dengan mikro hardness Vickers dengan beban 1 0 grt~ kemudian dianaJisis untukmendapatkan kekerasan maksimal. Kondisi dosis dan energi pada basil nilai kekerasan Vickers maksimal, digunakan untukmengimplantasi sisi potong pahat baja kecepatan tinggi. Pahat bubut yang tidak diimplantasi dan diimplantasi dipakai untukmembubut baja karbon medium dengan 6 variasi kecepatan potong dengan laju pengumpanan 0,09 mm/putaran dan tebal pemotongan1 mm. Lebar keausanflank pahat (VB) bubut diukur dengan travelling microscope sampai mencapai VB = ...{},3 mm dan dicatat
waktu pemakaiannya. Hasil penelitian menunjukkan nilai kekerasan maksimal dicapai pada energi 100 keY dan dosis ion2,516 x 1016 ion/cm2 yaitu 1219 VHN 0,01, dan kekerasan awal sebesar 595 VHN 0,01. Pahat bubut yang diimplantasi ionnitrogen pada energi dan dosis ini, pada kecepatan potong 25 rnlmenit menghasilkan peningkatan umur pahat 83 0/0.
Kala kunci : lmplantasi ion-nitrogen, dosis ion, hardness, baja kecepatan tinggi, umur rahat
ABSTRACT
THE ANALYSIS OF TURNING TOOL LIFE ON NITROGEN-ION-IMPLANTED HIGH SPEED STEEL. HSSmaterials was made a specimen of 10 x 10 x 10 mm dimensions tor being implanted with nitrogen ion with 6 variations of energiesand ion doses. The nitrogen ion implanted HSS were tested with mikro Vickers hardness of 10 grf, and were analyzed so that amaximum hardness number can be determined. The condition of ion energy and dose of the maximum hardness number was usedto implant HSS turning tool cutting edge. Unimplanted and implanted turning tool were applied to turn a medium carbon steelwith cutting speed variations with teeding of 0.09 mmlrevolution and cutting thickness of 1 mm. 'Wear flank width on turning toolwas measured using a travelling microscope until to VB 0 --{).3 mm and tool life was recorded. The result of the research shows
that maximum hardness number was tound at energy of IOD keY and ion dose of2.516 x 1016 ion/cm2 that is 1219 VHN 0.01 tromthe initial hardness number of595 VHN 0.01. The turning tool of nitrogen-ion implanted on this energy and dose, at cutting speedof 25 mlminute improved the tool lite by 83%.
Key words: Nitrogen-ion implantation, ion dose, hardness, high speed steel, tool lite
Telah diteliti profil kekerasan mikro basil
implantasi ion nitrogen pada bahan karbida tungsten
(WC) danbaja tempa [3].lmplantasi dibawah suhu200oC
menghasilkan pelunakan karbida tungsten, tetapi
implantasi pada suhu 500°C menghasilkan kekerasan
yang berarti. Penganilan setelah implantasi ion tidak
merubah kekerasannya. Implantasi ion pada karbida
tungsten (WC) dapat memberikan kekerasan mikro
maksimum dengan dosis ion 2 x 1017 ionlcm2 pada energi
50 keY Sedangkan implantasi ion nitrogen pacta baja
tempa (0,4%C, 0,8%Mn) pada suhu 225°C dengan dosis
7 x 1017 ion/cm2pada energi 50 keY mernberikankekerasan
mikro berarti sampai kedalaman 5 1.I.ffi. Telah dilakukan
juga sturn tentang mikroanalitik permukaan 5 macam
bahan baja (1018,52100, M-2, 440C, dan 304) yang
diimplantasi ion nitrogen. Mikroanalisis dilakukan
dengan Secondary Ion Mass Spectrocopy (SIMS)
PENDAHULUAN
Umur pabat bubut mempakan tinjauan ekonomi
paling penting pacta pemotongan logam. Peningkatankualitas pahat akan meningkatkan umur pahat yangmenguntungkan [I]. Untuk meningkatkan umur pahatdari HSS akan dicoba bahan pahat ini diimplantasi ionw+ dengan menggunakan akselerator ion pada sisipotongnya. Tujuan penelitian ini adalah menganlatipengamh kecepatan potong (V) terhadap umur pahat(T) bubut HSS yang diimplantasi ion N2+ padapermukaan sisi potongnya. Kedalaman lapisan nitridabesi pada sisi potong pahat bubut dipengaruhi olehvariasi dosis ion N2+ (D), energi kinetik rerata (Eo)' danlamanya proses implantasi (t). Umur pahat ditentukandengan lebar keausan VB~0,3 mm. Pahat bubut HSSbanyak digunakan untuk membubut logam-logam lunakdan mempunyai komposisi C = 0,7 %, Cr = 4 %, V = 1 %,
danW= 18%[2].
147

Prosiding Pertemuan llmiah lbnu Pengetahuan dan Teknologi Bahan 2002Serpong, 22 -23 Oktober 2002 lSSN 1411-221,
ditunjukkan pada Gambar 1 [1,10]. Sedangkan umurpabat bubut adalah waktu pemotongan yang diperlukanuntuk mencapai kriteria umur pabat.
Antara umur pabat (T) dengan kecepatan potong(V) , Taylor telah menentukan hubungan yang dapatditulis sebagai berikut [I],
Yr'=C (1)
dengan, n = KonstantaV = Kecepatan potong, mlmenitT = Umur pabat, menitC = Konstanta
Kecepatan potong pahat dihitung denganpersarnaan [1,S,II]
V=7tDn/lOOO (2)
menunjukkan babwa pada bahan baja 1018 dan 304 dapatdiimplantasi ion nitrogen lebih banyak dibandingkandengan bahan baja yang lain [4]. Imp1antasi ion nitrogenpacta baja perkakas dapat memperbaiki ketahanan aus[5]. Implantasi ion nitrogen pada bahan pabat krom tinggiakan mengurangi laju keausan karena akan terbentuktegangan sisa tekan pacta lapisan permukaan berupanitrida keras [6]. Telah dilakukan pula analisis unsurnitrogen yang terimplantasi pada bahan besi (Fe) denganFNAA ( Fast Neutron Activation Analysis) [7]. Padapenelitian ini diperoleh basil untuk dosis 2 x 1017 ionlcm2dan energi 30 keY, kandungan unsur N2+ yangterimplantasi 8%atau 2,3% berat.
Sudut tata1 dan jalan bebas pahat bubutbervariasi tergantung pacta macam bahan yangdikerjakan. Untuk bahan yang dibubut daTi bahan bajakarbon medium dibuat sudut tatal-1 00 -150 dan sudutjalan bebas 60 -120 [8,9]. Untuk pemotongan kasardianjurkan 60-80 SFPM (Surface Feet Per Minute) daDuntuk pemotongan akhir dianjurkan 100 SFPM.Sedangkan umur pahat tergantung pada suhupemotongan, patahnya ujung pabat, dan keausan pabat.Panas pada ujung pahat akan menyebabkan pahatmenjadi lunak dan pabat akan menjadi aus dan patahnyaujung pahat. Patahnya ujung pahat disebabkan gayapemotongan ujung pahat terlalu besar dan pabat kurangsempurna ikatannya dapat terjadi getaran daD chatter.Pemilihan kecepatan potong pahat tergantung pactajenis bahan, besar pemakanan, dalarnnya pemotongan,kualitas permukaan akhiryang diinginkan, kondisi mesin,jenis pahat potong dan pendinginan yang digunakan.Kriteria umur pabat didefinisikan sebagai nilai ambangukuran keausan pabat. Kriteria yang direkomendasikanoleh ISO untuk mendefinisikan umur pabat efektifpadapabat baja kecepatan tinggi atan pabat keramik ada1ah
(1) Kegagalankatastropik, (2) VB~0,3 rnrnjikakeausanflank teratur dalam zona B, (3) VBrnlX = 0,6 mm jika
keausanflanktidak teratur dalam zona B. Untuk keansanpahat ujnng tungga1 da1am operasi pembubutan
dengan, V = kecepatan potong , mlmenitD = diameter benda keIja, mn = putaran benda keIja, Rpm
Pahat bubut yang diimplantasi ion w+ akanmenjadi lebih keras dan mempunyai ketahanan aus lebihtinggi sehingga dapat menaikkan umur pahat. Baja tahankarat yang diimplantasi ion nitrogen dapat meningkatkankekerasan sampai 200% pada dosis 2, 79906xl 017 ion/cm2dan energi 50 keY [12]. Demikian pula baja karbonmedium yang diimplantasi ion w+ dapat menaikkankekerasan sampai 24% pada dosis ion4,4785 x 1017 ion/cm2danenergi60keV[13]. Teba1lapisankeras dipengaruhi oleh dosis ion nitrogen (D), energikinetik rata-rata (Eo), dan lamanya implantasi ion.Besarnya dosis ion dapat ditentukan dengan
persamaan [14],
D = It/eA (3)
dengan, D = dosis ion, ionlcm2t = lamanya implantasi , detikI = arus ion, Amperee = muatan keunsuran elektron,
1,6 x 10-19 coulombA = luas berkas ion, 19,63 cm2
METODEPENELITIAN
Pahat bubut ujung tunggal dan operasipembubutan ditunjukkan pada Gambar 2. Bahan pahatbubut HSS dibuat 36 benda uji 10 x 10 x 10 mmdiimplantasi ion N2+ dengan akselerator ionmenggunakan 6 variasi dosis ion (D) dan energi (Eo)untuk mencari kekerasan mikro Vlckers(VHN) maksimal.Tebal lapisan tipis nitrida besi dan bentuk keausandibagian sisi potong pahat bubut basil implantasi ionnitrogen diamati dengan SEM. Selanjutnya bahan HSSdengan ukuran penampang lOx 10 mm dan panjang120 mm dengan mesin gerinda potong pahat dibuat36 buah pahat bubut seperti ditunjukkan pada Gambar 2dengan sudut jalan bebas (a.) = 8:r:1 °, sudut tatal(y) = 10,5:f:1,5°, sudutpotong (~) = 73,5:f:1.5°, 18buah
~A.A
VI.f ~Gambar 1. Macam.maca~ keausan pahat ujung
tunggal [1].
148
4nalisis Umur Pahat Bubut Baja Kecepatan Tinggi Yang Diimplantasi Ion Nitrogen (Mudjijana)
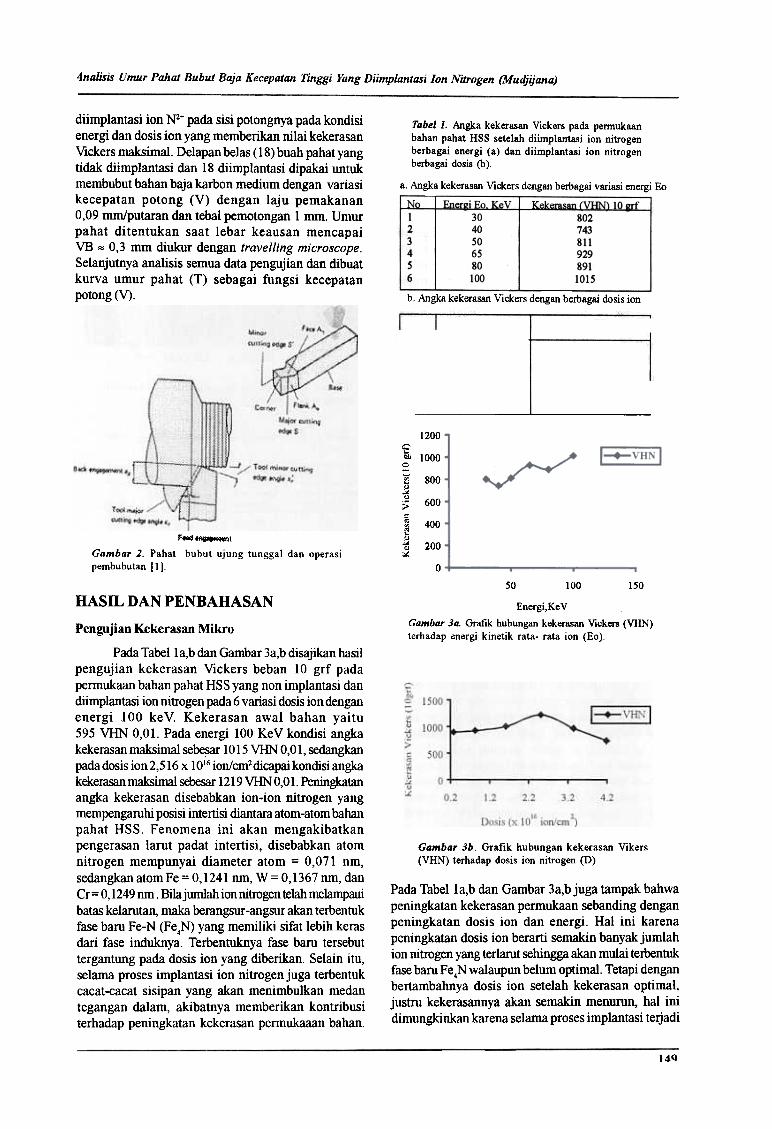
diimplantasi ion w+ pada sisi potongnya pada kondisienergi dan dosis ion yang memberikan nilai kekerasanVickers maksimal. Delapan belas (18) buah pabat yangtidak diimplantasi clan 18 diimplantasi dipakai untukmembubut bahan baja karbon medium dengan variasi
kecepatan potong (V) dengan laju pemakanan0,09 mm/putaran dan tebalpemotongan 1 mm. Umurpahat ditentukan saat Ie bar keausan mencapaiVB ~ 0,3 mm diukur dengan travelling microscope.
Selanjutnya analisis semua data pengujian dan dibuatkurva umur pahat (T) sebagai fungsi kecepatan
potong (Y)o
Tabell. Angka kekerasan Vickers pada permukaanbahan pahat HSS setelah diimplantasi ion nitrogenberbagai energi (a) clan diimplantasi ion nitrogenberbagai dosis (b).
a. Angka kekerasan Vickers dengan berbagai variasi energi Eo
b. Angka kekerasan Vickers dengan berbagai dosis ion
No Kekerasan (VHN) IOgrfOasis ion1 "lnl.:__'__~Ol..I X IV IOll/cm I
1 0.2795 8962 0.8386 9253 1.62 10044 2.516 12195 3.354 969
.6 4.193 735 ,
1200C';, 10000
l 800""""-600
;.
400
200
0
food'~tGambar 2. Pahat bubut ujung tunggal clan operasi
pembubutan [1].
..'"'".."..."~
50 100 150
RAsa DAN PENBAHASAN Energi,KeVGambar 3a. Grafik hubungan kekerasan Vickers (VHN)terhadap energi kinetik rata- rata ion (Eo).Pengujian Kekerasan Mikro
Pada Tabell a,b dan Gambar 3a,b disajikan basilpengujian kekerasan Vickers beban 10 grf padaperrnukaan bahan pahat HSS yang non implantasi dandiimplantasi ion nitrogen pada 6 variasi dosis ion denganenergi .100 keY. Kekerasan awal bahan yaitu595 VHN 0,01. Pada energi 100 KeV kondisi angkakekerasanmaksimal sebesar 1015 VHN 0,01, sedangkanpadadosis ion2,516 x 1016 ion/cm2dicapaikondisi angkakekerasanmaksimal sebesar 1219VHN 0,01. Peningkatanangka kekerasan disebabkan ion-ion nitrogen yangmempengaruhi posisi intertisi diantara atom-atom bahanpahat HSS. Fenomena ini akan mengakibatkanpengerasan lamt padat intertisi, disebabkan atomnitrogen mempunyai diameter atom = 0,071 nm,sedangkan atom Fe = 0,1241 nm, W = 0,1367 nm, danCr = 0, 1249 nm .Bila jumlah ion nitrogen telah melampaui
batas kelarutan, maka berangsur-angsur akan terbentukrase barn Fe-N (Fe4N) yang merniliki sifat lebih kerasdari rase induknya. Terbentuknya rase barn tersebuttergantung pada dosis ion yang diberikan. Selain itu,selama proses implantasi ion nitrogen juga terbentukcacat -cacat sisipan yang akan menimbulkan medantegangan dalam, akibatnya memberikan kontribusiterhadap peningkatan kekerasan permukaaan bahan.
Gambar 3b. Grafik hubungan kekerasan Vikers(VHN) terhadap dosis ion nitrogen (D)
Pada Tabella,b dan Gambar 3a,b juga tampak bahwapeningkatan kekerasan permukaan sebanding denganpeningkatan dosis ion dan energi. Hal ini karenapeningkatan dosis ion berarti semakin banyakjumlahion nitrogen yang terlarut sehingga akan mulai tetbentukrase barn Fe4N walaupun belum optimal. Tetapi denganbertambahnya dosis ion setelah kekerasan optimal,justru kekerasannya akan semakin menurun, hal inidimungkinkan karena selama proses implantasi terjadi
111Q
Prosiding Pertemuan llmiah lbnu Pengetahuan dan Teknologi Bahan 2002Serpong, 22 -23 Oktober 2002 ISSN 1411-2213
kenaikan suhu benda kerja (::!: 125 DC) yang akanmengakibatkan ion-ion nitrogen berdifusi ke tempat yanglebih dalam sehingga konsentrasi ion nitrogen padapermukaan bahan akan berkurang yang akanmengakibatkan penurunan kekerasan permukaannya.
Pengamatan Tebal Lapisan Tipis Nitrida Besi
Jangkauan proyeksi ion nitrogen yaitu masuknyaion nitrogen ke substrat pabat bubut sampai ion berhentisecara teori dapat dihitung daD mendapatkan nilai:1801,65 x 2 = 3603 Ao [15].Pengamatan teballapisan tipis
nitrida besi dengan SEM ditunjukkan pada Gambar 4yang berjarak -1 mm dari ujung pahat. Bagian tampakputih merupakan lapisan nitrida besi pacta sisi potongpabat sekitar 1~ = 10000 A, berarti acta selisih sekitar
6397 A dibandingkan dengan jangkauan proyeksi ionsecara teoritis. Hal ini terjadi karena selama prosesimplantasi ion mungkinjuga terjadi proses difusi ion-ion nitrogen ke lapisan lebih dalam pada bahan substratHSS, proses difusi tersebut dipercepat dengan naiknya
suhuselamaproses implantasi (:i:125°C).
Gamba, 4. Pengamatan lapisan nitrida besi pad a sisipotong pahat bubut HSS
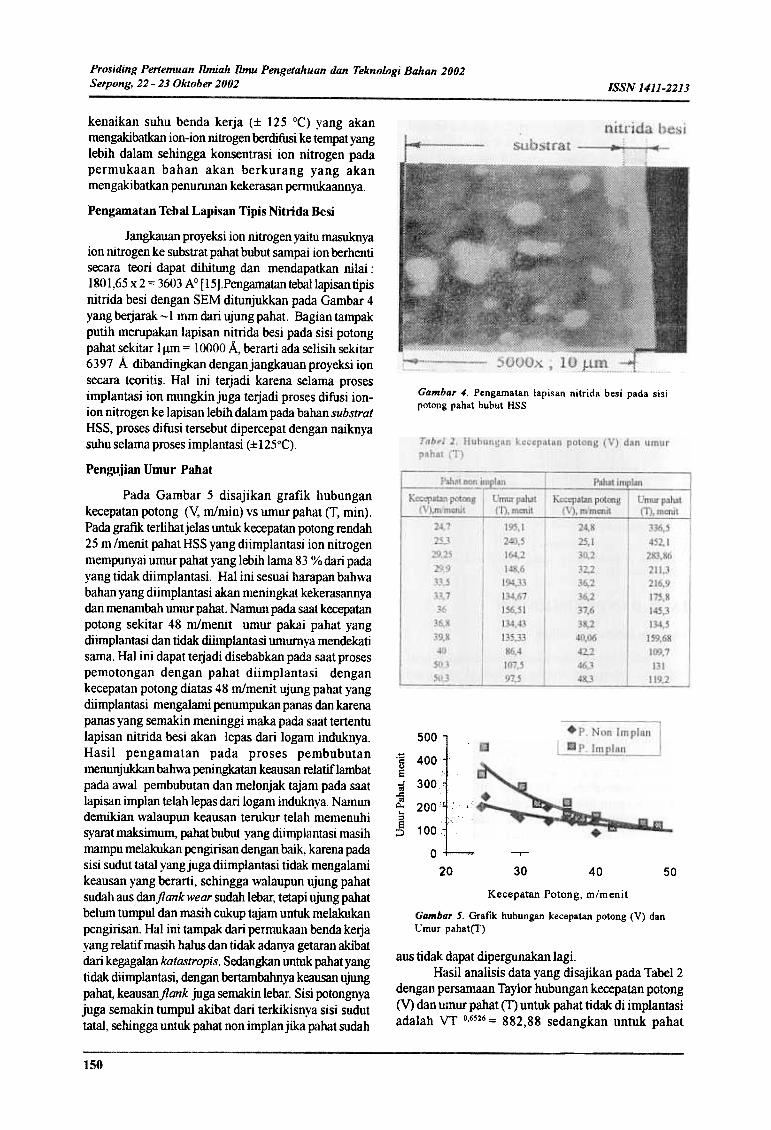
Pengujian Umur Pabat
Pada Gambar 5 disajikan grafik hubungankecepatan potong (Y; mlmin) vs umur pahat (T, mill).Pada grafik terlibat jelas untuk kecepatan potong rendah25 m Imenit pahat HSS yang diimplantasi ion nitrogenmempunyai umur pahat yang lebih lama 83 % daTi padayang tidak diimplantasi. Hal ini sesuai harapan bahwabahan yang diimplantasi akan meningkat kekerasannyadaD menambah umur pabat. Namun pada saat kecepatanpotong sekitar 48 mlmenit umur pakai pahat yangdiimplantasi daD tidak diimplantasi umurnya mendekatisarna. Hal ini dapat terjadi disebabkan pada saat proses
pemotongan dengan pahat diimplantasi dengankecepatan potong diatas 48 mlmenit ujung pahat yangdiimplantasi mengalami penumpukan panas dan karenapanas yang semakin meninggi maka pada saat tertentulapisan nitrida besi akan lepas dari logam induknya.Hasil pengamatan pada proses pembubutanmenunjukkan bahwa peningkatan keausan relatiflambatpada awal pembubutan daD melonjak tajam pada saatlapisan implan telah lepas daTi logam induknya. Namundemikian walaupun keausan terukur telah memenuhisyarat maksimum, pabat bubut yang diimplantasi masihmampu melakukan pengirisan dengan baik, karena padasisi sudut tatal yang juga diimplantasi tidak mengalamikeausan yang berarti, sehingga walaupun ujung pahatsudah aus danjIankwear sUdah lebar, tetapi ujungpahatbelum tumpul daD masih cukup tajam untuk melakukanpengirisan. Hal ini tampak dati permukaan benda kerjayang relatif masih halus daD tidak adanya getaran akibatdaTi kegagalan katastropis. Sedangkan untuk pabat yangtidak diimplantasi, dengan bertambahnya keausan ujungpabat, keausanjIank juga semakin lebar. Sisi potongnyajuga semakin tumpul akibat dari terkikisnya sisi suduttatal, sehingga untuk pahat non implan jika pabat sudah
"20)
E+;i~c-o..~E:>
-r-
30 40 50
Kecepatan Potong, m/menit
Gambar 5. Grafik hubungan kecepatan potong (V) daDUmur pahat(T)
aus tidak dapat dipergunakan lagi.Hasil analisis data yang disajikan pada Tabel 2
dengan persa111aan Taylor hubungan kecepatan potong(V) daD umur pahat (T) untuk pahat tidak di implantasiadalah VT 0,6526 = 882,88 sedangkan untuk pahat
150
500
400
300
200
100
0
20

Analisis Umur Pahat Buhut Baja Kecepatan Tinggi lanK Diimplanta.fi Ion Nitrogen (Mudjijana)
diimplantasi adalah VTO4577 = 386,9. Kedua nilai C dan
n untuk pabat tidak di implantasi dan pabat di implantasimenunjukkan perbedaan. Nilai ini akan berbeda pulauntuk setiap perlakuan yang dilaksanakan pada saat
pengujian.
[6]. KRSEK, A., OSANNO, P.H., PROSTREDNIK, D.,URL : http//aum ift tuwien ac.at/cite html (Online,diakses 8 September 2000).
[7]. NURAINI, E., SUSITA, L., SUDJATMOKO,SUYITNO, T., Analisis Unsur Nitrogen YangTerimplantasi pada Bahan Fe dengan FNAA,Makalah Pada Pertemuan /lmiah PenelitianDasar I/mu Pengetahuan don Teknologi Nuklir,
Yogyakarta, (1997).[8]. JOHNSON, H. V., General Insdustrial. Machine
Shop, Third Edition, Chas.A.Bennett Co, Illinois,USA, (1979).
[9]. POLUKlllN, P., GRINBERG, B., KATENIK, S.,ZHADAN, V, VASILYEY; D., Metal Proces...Engineering, Fourth Printing, Mir Publisher,Moscow, (1977).
[10]. VENKATESH, VC., CHANDRASEKARAN, H.,Experimental A-!ethodes in Metal Cutting, EasternEconomy Edition, Prentice Hall, New Delhi, (1982).
[II]. GERLING, H., HELLER K.H.,AIIAboutMachineTooL.., Willey Eastern Limited, New Delhi, (1965).
[12]. MUDJlJANA, SUDJATMOKO, SUYITNO,SUDJATMOKO, A., Karakterisasi Implantasi IonNitrogen Pada Bahan AISI SS 304 L, Pro...idingSeminar Na.\"ional Mikroskopi donMikroanali...i.\" III. ISMM,Serpong. (1998).
[13]. MUDJIJANA, Pengaruh Variasi KecepatanPotong Terhadap Umur Pahat Bubut BajaKecepatan Tinggi Yang Diimplantasi Ion Nitrogen,Laporan Penelitian, Fakultas Teknik UGM,
Yogyakarta, (2001).[14]. RYSSEL, H., RUGE, I., Ion Implantation, John
Willey & Sons, Chichester, Great Britain, (1986).[15]. MUDJIJANA, Pengaruh Nitridasi Permukaan
Poros Baja pada Ketahanan Lelah, Mediagama,Jurnal Lembaga Penelitian Universitas Gadjah
Mada, ll(I), (2001).
KESIMPULAN
Dari basil-basil penelitian dan pembahasan dapatdisimpulkan sebagai berikut.I.Implantasi ion nitrogen pada sisi potong pahat HSSpada dosis ion 2.516 x 1016 ion/cm2 daD energi 100 keYmenghasilkan kekerasan 1219 VHN 0,01 daTi kekerasanawal sebesar 595 VHN 0,0 1 atau mengalarni peningkatankekerasan sebesar 105%.2. Umur pahat HSS yang diimplantasi ion nitrogenmengalami peningkatan sekitar 83% pada kecepatanpotong 25 mlmenit , daD mengalami penurunan dengan
bertambahnya kecepatan potong.
UCAPAN TERIMA KASm
Ucapan terima kasih disampaikan kepadaLembaga Penelitian UGM yang telah memberi danapenelitian melalui anggaran DIKS-UGM; Kontrak No.;1726/JOl/PL.O6.05/2001, tangga12 April 2001, P3TMBATAN Yogyakarta daD BATAN Puspiptek Serpong,CITS-PSIT UGM, saudara Sularso Pani, Rakhmat P.Siregar, Joko Suprijanto, Bambang, daD semua pihakyang telah membantu dalam penelitian ini.
DAFTARPUSTAKA
[1].
[2J.
TANYAJAWAB
[3].Yunanto, P3TM-BATANPel1anyaant. Mengapa pacta kecepatan tinggi kemampuan
memotong menurun '?
BOOTHROYD, G., Fundamental of Metal andAlachining Tools, International Student Edition,
McGraw-Hill, Tokyo, Japan, (1975),112.BRICK, R.M., PENSE, R.W., GORDOM, R.B.,Structures and P;operties of EngineeringMaterials, Fourth Edition, International Student
Edition, McGraw-Hili, Kogakusha, Tokyo, Japan,(1977).DEARNALE'r: G., MINTER, F.J., ROL, P.K. SAINf,A., THOMSON, V., Microhardness and NitrogenProfiles in Ion Implanted Tungtens Carbide andSteels, Nuclear Instruments and Methodx in
Physics Research, 87/8, (1985),188-194.DODD, C.G., MEEKER, G.P., BAUMANN, S.M.,NORBERG, J.C., LEGG, K.O., SurfaceMicroanalitycal Studies of Nitrogen Ion ImplantedSteel, Nuclear In.\"trumentx and Methodx inPhysic.\" Re.\"earch, 87/8, (1985), 219-227.IWAKI, M., Formation of Metal Surface Layerswith High Performance by Ion Implantation,Nuclear Instruments and Methods in Phyxics
Research, 837/38, (1989),661-666.
Jawaban1. Pada kecepan tinggi akan timbul /terjadi panas yang
tinggi pada sisi potong pahat yang akanmenyebabkan lapisan tipis nitrida besi daya ikatnyamelemah sehingga menurnnkan kemampuan potong.
[4].
[5].
151
Recommended

















