
Análise do Processo de teste em válvulas de uma
empresa do ramo de construção e montagem
industriais: um estudo de caso.
Ariana Luparelli Rigueti
(LATEC / UFF)
Resumo
Resumo: O presente artigo foi elaborado a partir de pesquisa bibliográfica, utilizando-se de
livros, artigos, normas e procedimentos específicos de uma empresa do ramo de construção e
montagem industriais contratada por grande empresa de exploração e refino de petróleo. Aborda
o processo de teste em válvulas apresentando detalhadamente as etapas dos testes. Como forma
de se alcançar a Qualidade, evidencia através dos registros gerados após a inspeção das mesmas,
a necessidade de modificação do local de ensaio, conforme solicitação do cliente, reduzindo
custos de logística e atraso da montagem em campo.
Palavras-chaves: Inspeção, Processo, Qualidade.
1. INTRODUÇÃO
ISSN 1984-9354
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
2
A gestão pela qualidade total insere-se na história gerencial como uma metodologia voltada para a
busca pela excelência, apoiada na certeza de que somente as empresas capazes de oferecer um
diferencial sobreviverão (ARAÚJO & GARCIA, 2006).
A razão de ser de uma empresa são os seus clientes. Portanto, toda a sua administração deve estar
voltada para a qualidade, que é a busca contínua da satisfação das necessidades dos clientes
(CAMPOS, 1992).
Baixos níveis de qualidade geram custos advindos das reclamações dos clientes, do retrabalho, e
do refugo, sendo sinônimo de perda de vendas e constituem uma ameaça a sociedade, já que os
produtos existem para gerar benefícios contínuos e adequados a seus consumidores, e não para
ocasionar problemas, prejuízos ou mesmo dano em razão de defeitos. Mas as empresas não devem
se limitar a atrair clientes e vendas apenas, elas precisam permanecer em serviço. Sendo assim, a
eliminação do chamado retrabalho e a obsessão pelo “defeito zero” são regras importantes para as
organizações que desejam permanência e lucro (ARAÚJO & GARCIA, 2006).
Segundo Campos (1992), para que uma empresa possa sobreviver é necessário desenvolver novos
produtos ou serviços e para isso são necessários novos processos, melhores, mais fáceis, mais
baratos, mais rápidos e mais seguros. Esta inovação contínua tem como referências o cliente e as
empresas concorrentes e se constitui na garantia da própria sobrevivência da empresa.
A Gestão por Processos tem como uma de suas premissas possibilitar o entendimento e a
padronização das atividades e criar mecanismos para identificar oportunidades de mudanças nos
processos, buscando sempre maior produtividade e agilidade na sua execução. Assim, é possível
ter ferramentas para se buscar sempre a melhoria contínua dos processos, conceito chave da
qualidade total, segundo o qual uma empresa somente consegue atingir novos patamares de
excelência a partir do momento em que atenda os seguintes requisitos: o conhecimento sobre os
processos seja compartilhado, a operação esteja controlada, isto é, seja executada de forma
repetitiva e consistente e as decisões sejam tomadas com base em fatos e dados dos processos
medidos e analisados constantemente (SANTOS E COSSI, 2004).
2. OBJETIVO E MÉTODOS

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
3
O objetivo principal deste artigo é apresentar, como resultado das análises das inspeções
realizadas em válvulas, melhoria no processo, de forma a se obter redução de custo, aumento da
produtividade, menor tempo de entrega de produto, atingindo a satisfação do cliente.
O método geral da pesquisa é o Estudo de Caso, realizado no setor da Qualidade de uma empresa
do ramo de construção e montagem industriais, contratada por uma grande empresa de exploração
e refino de petróleo.
Devido aos diversos projetos resguardados por sigilo contratual, haja vista a competitividade do
setor, os nomes e as informações não públicas das empresas são apresentados de maneira a
preservar a confidencialidade das mesmas.
A pesquisa é do tipo descritiva e bibliográfica. De forma resumida, o presente artigo foi elaborado
a partir do entendimento do processo de teste em válvulas e por meio de análise de documentos,
normas e relatórios emitidos após a inspeção das mesmas.
Os resultados dos diversos relatórios subsidiaram a análise realizada buscando-se interpretar os
efeitos sobre o processo e melhoria para o mesmo.
3. PROCESSO DE TESTE EM VÁLVULAS
Na concepção mais freqüente, processo é qualquer atividade ou conjunto de atividades que toma
um input, adiciona valor a ele e fornece um output a um cliente específico. Os processos utilizam
os recursos da organização para oferecer resultados objetivos aos seus clientes. Mais formalmente,
um processo é um grupo de atividades realizadas numa seqüência lógica com o objetivo de
produzir um bem ou um serviço que tem valor para um grupo específico de clientes. Essa idéia de
processo como um fluxo de trabalho, com inputs e outputs claramente definidos e tarefas discretas
que seguem uma seqüência e que dependem umas das outras numa sucessão clara, vem da
tradição da engenharia, que também deu origem à ideia de reengenharia. Os inputs podem ser
materiais, equipamentos e outros bens tangíveis, mas também podem ser informações e
conhecimento (GONÇALVES, 2000).
As válvulas, dentro de um processo industrial, podem representar até 15% de toda a instalação. O
rendimento de uma bomba, ou de algum outro equipamento, que tenha que operar em conjunto
com uma válvula, pode ser seriamente reduzido pela falta de conhecimento sobre esses acessórios.
Se a válvula for selecionada somente pela bitola da tubulação, independente de se escolher o
modelo correto para a aplicação, pode resultar numa válvula subdimensionada, causando uma

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
4
redução na eficiência do processo. O dimensionamento correto pode ser feito através de cálculos
específicos de acordo com o estado físico do fluido e materiais corretos quanto à resistência à
corrosão de acordo com o fluido.
3.1 VÁLVULAS
Dentro de uma indústria as válvulas podem ser divididas em três segmentos: industriais, segurança
e controle.
Industriais: a maioria normalmente são válvulas de acionamento manual e os principais tipos são:
gaveta, globo, retenção (acionamento pelo próprio fluido de processo), guilhotina, diafragma,
mangote, esfera, borboleta e macho;
De segurança: válvulas de segurança e/ou alívio carregadas com mola e piloto operadas e também
são acionadas pela própria ação do fluido e utilizadas em equipamentos sujeitos a pressões
superiores a pressão atmosférica;
Válvulas automáticas de controle: são válvulas interligadas a uma malha de controle e acionadas
em resposta a um comando que pode ser pneumático, elétrico ou eletropneumático, através de
sensores e controladores automáticos.
O conhecimento das diferenças entre essas válvulas auxilia o usuário na especificação e seleção
da válvula correta para uma determinada aplicação. Nem todas podem operar com a mesma
pressão e temperatura. O sucesso ou fracasso de uma planta industrial depende também da correta
seleção destas válvulas (MATHIAS, 2008).
No estudo de caso em questão, foram avaliados os resultados dos ensaios de Teste por Pontos e de
Teste Hidrostático em válvulas esfera, gaveta, globo e de retenção, de diferentes diâmetros.
3.1.1 Válvula Esfera
A esfera dentro do equipamento tem um orifício no meio que, quando alinhado com as
extremidades da válvula, permite a passagem de fluxo. Sua principal característica é a mínima
perda de carga para os modelos de passagem plena e a baixa perda de carga para os outros
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
5
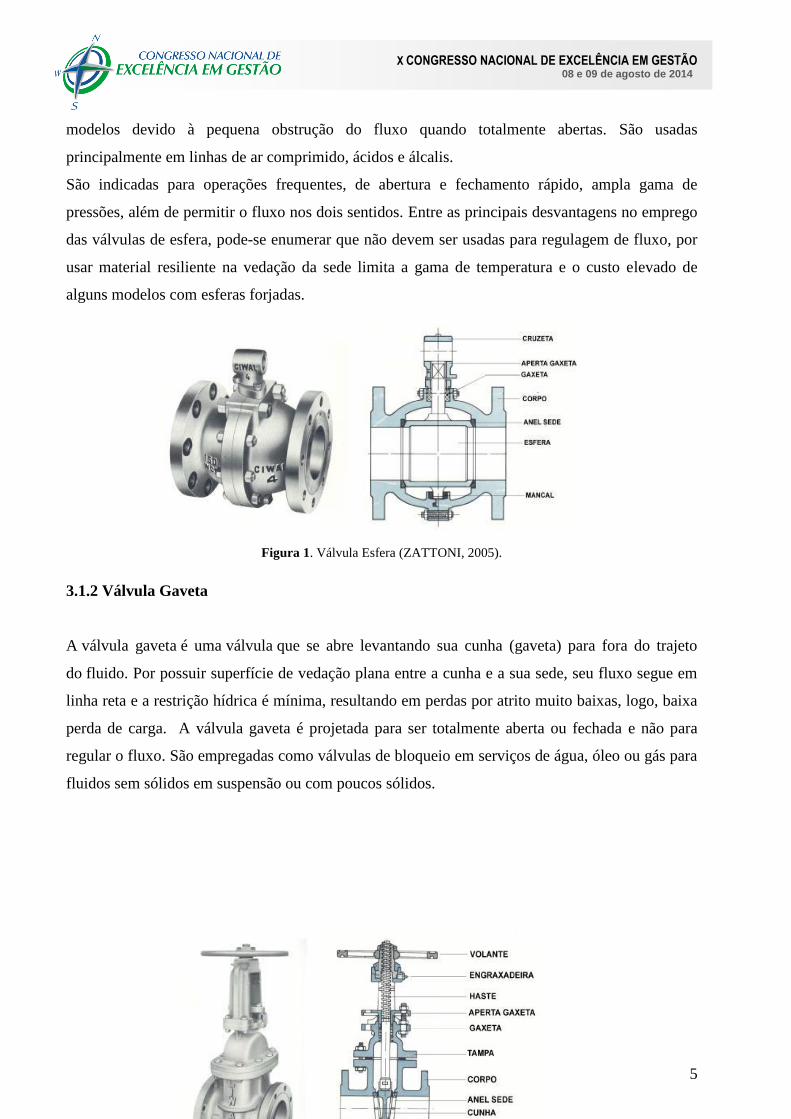
modelos devido à pequena obstrução do fluxo quando totalmente abertas. São usadas
principalmente em linhas de ar comprimido, ácidos e álcalis.
São indicadas para operações frequentes, de abertura e fechamento rápido, ampla gama de
pressões, além de permitir o fluxo nos dois sentidos. Entre as principais desvantagens no emprego
das válvulas de esfera, pode-se enumerar que não devem ser usadas para regulagem de fluxo, por
usar material resiliente na vedação da sede limita a gama de temperatura e o custo elevado de
alguns modelos com esferas forjadas.
Figura 1. Válvula Esfera (ZATTONI, 2005).
3.1.2 Válvula Gaveta
A válvula gaveta é uma válvula que se abre levantando sua cunha (gaveta) para fora do trajeto
do fluido. Por possuir superfície de vedação plana entre a cunha e a sua sede, seu fluxo segue em
linha reta e a restrição hídrica é mínima, resultando em perdas por atrito muito baixas, logo, baixa
perda de carga. A válvula gaveta é projetada para ser totalmente aberta ou fechada e não para
regular o fluxo. São empregadas como válvulas de bloqueio em serviços de água, óleo ou gás para
fluidos sem sólidos em suspensão ou com poucos sólidos.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
6
Figura 2. Válvula Gaveta (ZATTONI, 2005).
3.1.3 Válvula Globo
Também conhecida como registro de pressão, presta-se a regular vazão e bloquear o fluxo de
fluidos em uma tubulação. A Válvula Globo de Pistão é um equipamento que possui um
extraordinário sistema de vedação. Seu mecanismo consiste de um disco móvel e um anel fixo em
um corpo geralmente esférico. Seu funcionamento para abrir ou fechar é feito manualmente por
um volante fixo à extremidade da haste e quando girada, promove um movimento de translação
em sentido ascendente ou descendente do obturador acoplado à outra extremidade da haste que
atua na sede localizada no corpo da válvula, abrindo, fechando ou regulando a passagem do fluxo.
Entre as principais desvantagens no emprego das válvulas globo, pode-se enumerar que não
admitem fluxo nos dois sentidos e a perda de carga excessiva nos modelos com passagem em “S”.
Figura 3. Válvula Globo (ZATTONI, 2005).
3.1.4 Válvula de Retenção
As válvulas de retenção caracterizam-se pela auto-operação proporcionada pelas diferenças de
pressão causadas pelo fluido em conseqüência do próprio fluxo, não havendo necessidade da
atuação do operador. São denominadas “válvulas unidirecionais” e são instaladas com a finalidade
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
7
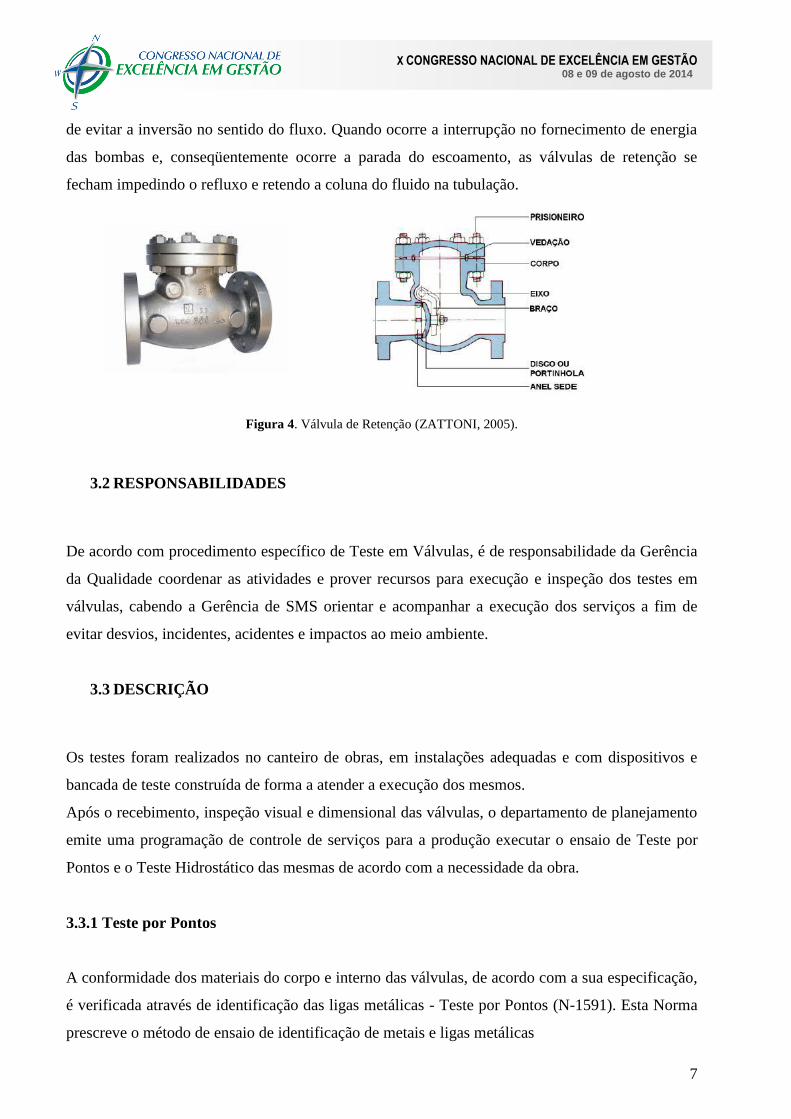
de evitar a inversão no sentido do fluxo. Quando ocorre a interrupção no fornecimento de energia
das bombas e, conseqüentemente ocorre a parada do escoamento, as válvulas de retenção se
fecham impedindo o refluxo e retendo a coluna do fluido na tubulação.
Figura 4. Válvula de Retenção (ZATTONI, 2005).
3.2 RESPONSABILIDADES
De acordo com procedimento específico de Teste em Válvulas, é de responsabilidade da Gerência
da Qualidade coordenar as atividades e prover recursos para execução e inspeção dos testes em
válvulas, cabendo a Gerência de SMS orientar e acompanhar a execução dos serviços a fim de
evitar desvios, incidentes, acidentes e impactos ao meio ambiente.
3.3 DESCRIÇÃO
Os testes foram realizados no canteiro de obras, em instalações adequadas e com dispositivos e
bancada de teste construída de forma a atender a execução dos mesmos.
Após o recebimento, inspeção visual e dimensional das válvulas, o departamento de planejamento
emite uma programação de controle de serviços para a produção executar o ensaio de Teste por
Pontos e o Teste Hidrostático das mesmas de acordo com a necessidade da obra.
3.3.1 Teste por Pontos
A conformidade dos materiais do corpo e interno das válvulas, de acordo com a sua especificação,
é verificada através de identificação das ligas metálicas - Teste por Pontos (N-1591). Esta Norma
prescreve o método de ensaio de identificação de metais e ligas metálicas

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
8
mais usadas na indústria do petróleo e petroquímica por meio de ímã e reações químicas que
podem ser aceleradas eletroliticamente.
De acordo com esta Norma, podem ser identificadas as seguintes classes de materiais:
a) ferro fundido;
b) aço-carbono;
c) aços ligas:
- AISI 4140 (aço com 1,00 % Cr - 0,25 % Mo);
- AISI 4340 (aço com 0,80 % Cr - 0,25 % Mo - 1,80 % Ni);
- grau 1 (aço com 0,50 % Mo);
- grau 11 (aço com 1,25 % Cr - 0,50 % Mo);
- grau 22 (aço com 2,25 % Cr - 1,00 % Mo);
- grau 5 (aço com 5,00 % Cr - 0,50 % Mo);
- grau 7 (aço com 7,00 % Cr - 0,50 % Mo);
- grau 9 (aço com 9,00 % Cr - 1,00 % Mo);
- AISI D3 (aço com 2,20 % C - 12,00 % Cr);
- aço níquel com 2,00 % a 4,00 % de Ni;
d) aços inoxidáveis austeníticos (AISI série 300):
- AISI 304 (aço com 18,00 % Cr - 8,00 % Ni);
- AISI 316 (aço com 18,00 % Cr - 12,00 % Ni - 2,00 % a 3,00 % Mo);
- AISI 317 (aço com 19,00 % Cr - 13,00 % Ni - 3,00 % a 4,00 % Mo);
- AISI 309 (aço com 25,00 % Cr - 12,00 % Ni);
- AISI 310 (aço com 25,00 % Cr - 20,00 % Ni);
- AISI 321 (aço com 18,00 % Cr - 10,00 % Ni - Ti);
- AISI 347 (aço com 18,00 % Cr - 11,00 % Ni - Nb);
e) AISI série 400 (aços inoxidáveis ferríticos ou martensíticos);
f) ligas de cobre:
- cupro-níquel (70 % Cu e 30 % Ni ou 90 % Cu e 10 % Ni);
- latão não inibido (70 % Cu e 30 % Zn);
- latão inibido (70 % Cu e 30 % Zn com Sb ou As ou P);
g) ligas patenteadas:
- Monel® (63 % Ni e 27 % Cu);
- Inconel® (72 % Ni e 16 % Cr);
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
9
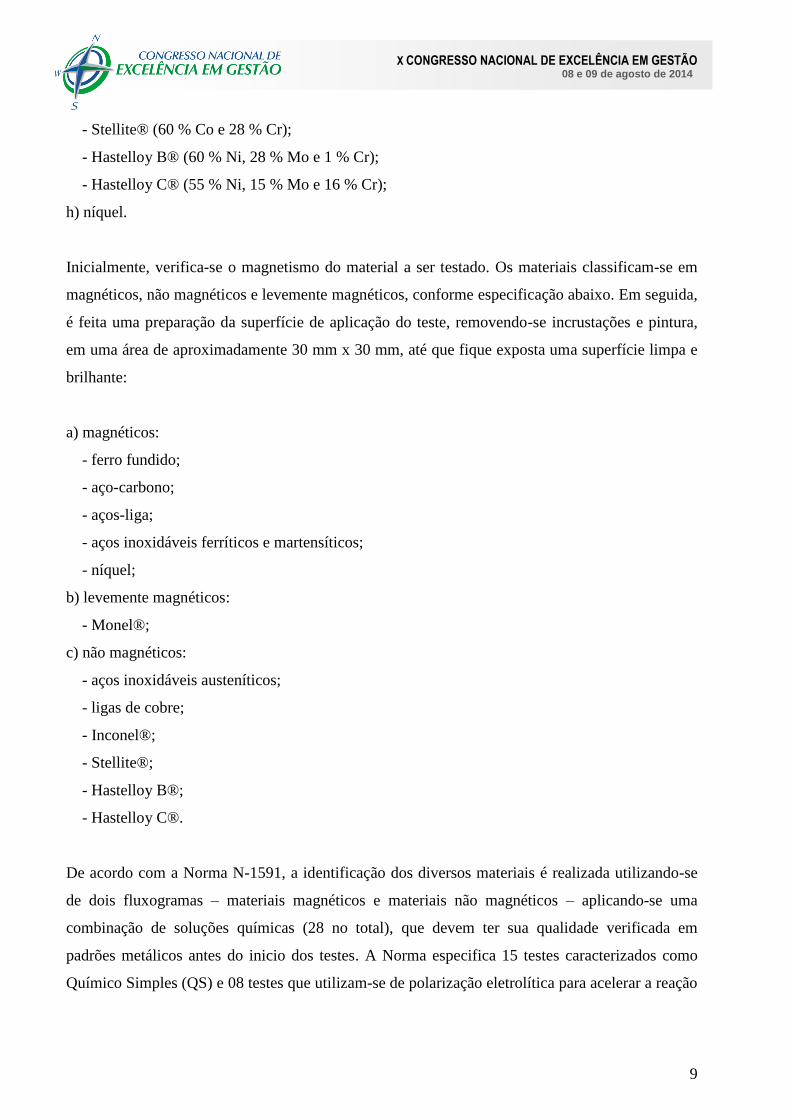
- Stellite® (60 % Co e 28 % Cr);
- Hastelloy B® (60 % Ni, 28 % Mo e 1 % Cr);
- Hastelloy C® (55 % Ni, 15 % Mo e 16 % Cr);
h) níquel.
Inicialmente, verifica-se o magnetismo do material a ser testado. Os materiais classificam-se em
magnéticos, não magnéticos e levemente magnéticos, conforme especificação abaixo. Em seguida,
é feita uma preparação da superfície de aplicação do teste, removendo-se incrustações e pintura,
em uma área de aproximadamente 30 mm x 30 mm, até que fique exposta uma superfície limpa e
brilhante:
a) magnéticos:
- ferro fundido;
- aço-carbono;
- aços-liga;
- aços inoxidáveis ferríticos e martensíticos;
- níquel;
b) levemente magnéticos:
- Monel®;
c) não magnéticos:
- aços inoxidáveis austeníticos;
- ligas de cobre;
- Inconel®;
- Stellite®;
- Hastelloy B®;
- Hastelloy C®.
De acordo com a Norma N-1591, a identificação dos diversos materiais é realizada utilizando-se
de dois fluxogramas – materiais magnéticos e materiais não magnéticos – aplicando-se uma
combinação de soluções químicas (28 no total), que devem ter sua qualidade verificada em
padrões metálicos antes do inicio dos testes. A Norma especifica 15 testes caracterizados como
Químico Simples (QS) e 08 testes que utilizam-se de polarização eletrolítica para acelerar a reação

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
10
(PE). Cada novo teste requer uma nova limpeza da área de ensaio, que deve ser realizada com
álcool etílico, de modo a evitar a contaminação pelos reagentes já utilizados.
A tabela 1 especifica as partes de cada tipo de válvula onde são aplicados os testes.
Tabela 1. Identificação das partes das válvulas onde é realizado o ensaio de Teste por Pontos
Válvula Local a ser aplicado o teste
Corpo Haste Cunha Esfera Cone Portinhola Sede
Esfera X X X X
Gaveta X X X X
Globo X X X X
Retenção X X X
3.3.2 Teste Hidrostático
Antes da realização do teste, deve-se verificar o alinhamento do obturador nas posições
aberto e fechado. Sempre que possível, efetuar o enchimento da válvula e testá-la com os flanges
na posição horizontal. Deve-se flangear a válvula em teste, deixando suspiros necessários para
facilitar o enchimento e a eliminação do ar existente. O local de teste deve ser demarcado com
acesso permitido somente ao pessoal envolvido e com treinamento específico.
O fluido de teste deverá ser água doce, na temperatura ambiente, e deverá ser limpa e
isenta de partículas sólidas. Deve-se utilizar junta para teste compatível com a classe de pressão da
válvula.
Nas válvulas gaveta, globo e de retenção, deve-se verificar se o elemento de bloqueio se
recolhe totalmente. Para válvulas esfera, verificar se na posição aberta o elemento de bloqueio está
perfeitamente alinhado com a abertura da passagem.
Todas as válvulas devem estar preservadas. Deve-se fazer uma limpeza com ar comprimido
interno e externamente para eliminar os resíduos de areia, quando necessário. Limpar com óleo
diesel ou solvente similar para retirar resíduos da graxa das partes móveis (hastes, caixas redutores
e engrenagens, hastes de volantes e graxeiros).
Observar as ligações entre bancada, bomba e válvula para detectar e eliminar possíveis
vazamentos. Antes de aplicar pressão, verificar o aperto dos parafusos e o fechamento de
bloqueios/suspiros.
Os manômetros empregados nos testes devem estar em perfeitas condições de uso, calibrado e
com certificados. A pressão do teste deverá situar-se entre 1/3 e 2/3 da escala do manômetro e a

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
11
recalibração dos mesmos será conforme procedimento específico de Controle de Equipamentos de
Medição e Monitoramento, onde diz que os manômetros deverão ser recalibrados a cada 3 meses.
Os testes a serem executados para cada grupo de válvulas encontram-se definidos na tabela 2
apresentada abaixo:
Tabela 2. Identificação da necessidade de cada tipo de teste para as válvulas existentes
Tipo de Válvula Tipos de Testes
Corpo Contra-vedação Baixa Pressão
(Vedação)
Alta Pressão
(Vedação) Esfera Sim Sim (nota 3) Sim N/A
Gaveta Sim Sim Sim (Nota 2) Opcional (Nota 1)
Globo Sim Sim Sim (Nota 1) Opcional (Nota 1)
Retenção Sim N/A Opcional (Nota 1) Sim (Nota 1)
Nota 1: Ensaio realizado em apenas um sentido.
Nota 2: Ensaio realizado em ambos os sentidos.
Nota 3: Este ensaio não deve ser realizado em válvulas com esfera flutuante e válvulas com montagem
trunnion.
A temperatura de teste mínima para o teste de pressão é de 10ºC. Quando a temperatura de teste
for inferior a 10ºC, o fluido de teste deve ser aquecido de forma a não ultrapassar a temperatura de
40ºC.
3.3.2.1 Teste Hidrostático de Vedação
Sempre que possível, a válvula deve ser cheia e testada na posição vertical (flanges na horizontal).
Antes de aplicar a pressão, verificar o aperto dos parafusos e o fechamento dos bloqueios dos
suspiros. A pressurização deverá ocorrer lentamente de forma que eventuais vazamentos nas
ligações entre a bancada, bomba e válvula possam ser eliminadas antes de atingir níveis de pressão
mais elevados.
Este teste é requerido para as válvulas tipo gaveta, globo, esfera e retenção.
Para teste pneumático, a pressão de teste com ar ou gás inerte será de 7 Kgf/cm².
Nas válvulas projetadas para fluxo em ambas as direções, a pressão será aplicada sucessivamente
a cada lado da válvula e nas válvulas projetadas para fluxo em somente uma direção, a pressão
será aplicada só a montante do obturador.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
12
Na saída deverá ser colocado uma mangueira flexível ou um tubing com água e sua extremidade
deverá ser colocada dentro de um pote de vidro transparente imerso 100 mm e deverão ser
contadas borbulhas em formação (caso existam teste pneumático).
Antes de colocar a saída no pote com água, pressurizar a válvula com o obturador totalmente
aberto, durante 15 segundos para que saiam as impurezas que nela estiverem. (teste pneumático).
O teste em válvulas tipo duplo bloqueio (Montagem – Trunnion) deverá ser executado sem a
presença do bujão de dreno e a vedação testada será a montante do teste.
3.3.2.2 Teste Hidrostático de Contra-Vedação
Este teste será aplicado em válvulas tipo gaveta e globo imediatamente após o teste hidrostático no
corpo.
A duração do teste será de 15 segundos para qualquer tipo e diâmetro de válvula. O teste será
realizado em ambos os extremos vedados, com o obturador totalmente aberto e o preme-gaxeta
totalmente desparafusado.
3.3.2.3 Teste Hidrostático do Corpo
O teste será aplicado para todos os tipos de válvulas.
O tempo de duração do teste será conforme a tabela 3 e 4 apresentadas abaixo.
Tabela 3. Tempo de duração do teste para diferentes diâmetros das válvulas esfera, gaveta e globo.
Válvulas esfera, gaveta e globo
Diâmetro nominal da válvula (polegadas) Tempo de Aplicação Mínimo (segundos)
Até 2’’
15
2 ½’’ a 6’’ 60
8’’ a 12’’ 120
Acima de 14’’ 300
Tabela 4. Tempo de duração do teste para diferentes diâmetros da válvula de retenção.
Válvulas de Retenção
Diâmetro nominal da válvula (polegadas) Tempo de Aplicação Mínimo (segundos)
Até 12’’ 60
Maior ou igual a 14’’ 120
Para Teste Hidrostático de válvulas fabricadas conforme ABNT NB230, as pressões do Teste
Hidrostático do Corpo e Contra-vedação estão indicadas na tabela 5:

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
13
Tabela 5. Pressão do Teste Hidrostático do Corpo e Contra-vedação – em kgf/cm² (ABNT NB230)
ABNT NB230 – Válvulas Gaveta, Globo e Retenção
Classe
de
Pressão
Ensaio
Materiais
WCB WC1 WC6 WC9 C5 C12 CF8 CK20 CF8M CF8C CF3
FC1 /
FC2
F1 F11 F22 F5a F9 F304 F310 F316 F347 F304L
Pressão (em kgf/cm²)
150 Corpo 30 30 30 30 30 30 30 30 30 30 30
Vedação 21 21 21 21 21 21 21 21 21 21 21
300 Corpo 77 77 77 77 77 77 65 77 77 77 65
Vedação 53 53 53 53 53 53 44 53 53 53 44
400 Corpo 102 102 102 102 102 102 88 102 102 102 88
Vedação 77 77 77 77 77 77 58 77 77 77 58
600 Corpo 153 153 153 153 153 153 132 153 153 153 132
Vedação 105 105 105 105 105 105 88 105 105 105 88
900 Corpo 228 228 228 228 228 228 195 228 228 228 195
Vedação 155 155 155 155 155 155 130 155 155 155 130
1500 Corpo 380 380 380 380 380 380 327 380 380 380 327
Vedação 253 253 253 253 253 253 218 253 253 253 218
2500 Corpo 633 633 633 633 633 633 543 633 633 633 543
Vedação 422 422 422 422 422 422 362 422 422 422 362
Para Teste Hidrostático de válvulas fabricadas conforme norma ANSI B16.34, as pressões do
Teste Hidrostático do Corpo e Sede para válvula esfera estão indicadas na tabela 6:
Tabela 6. Pressão do Teste Hidrostático do Corpo e Contra-vedação – em kgf/cm² (ANSI B16.34)
ANSI B16.34 – Válvulas Esfera
Classe
de
Pressão
Ensaio
Materiais
WCB WC1 WC6 WC9 C5 C12 CF8 CK20 CF8M CF8C CF3
FC1 /
FC2
F1 F11 F22 F5a F9 F304 F310 F316 F347 F304L
Pressão (em kgf/cm²)
150 Corpo 30 28 31 31 31 31 29 28 29 29 24
Sede 22 21 23 23 23 23 21 20 21 21 18
300 Corpo 79 74 80 80 80 80 77 71 77 77 64
Sede 58 54 59 59 59 59 56 52 56 56 47
400 Corpo 105 99 80 107 107 107 102 95 102 102 85
Sede 77 72 59 78 78 78 75 70 75 75 62
600 Corpo 158 148 160 160 160 160 153 133 153 153 128
Sede 116 109 117 117 117 117 112 97 112 112 94
900 Corpo 236 222 240 240 240 240 230 215 230 230 192
Sede 173 163 176 176 176 176 169 157 169 169 141
1500 Corpo 395 370 399 399 399 399 383 358 383 383 320
Sede 289 271 293 293 293 293 281 262 281 281 234
2500 Corpo 657 616 559 559 666 666 639 596 639 639 533
Sede 482 452 410 410 488 488 469 437 469 469 391
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
14
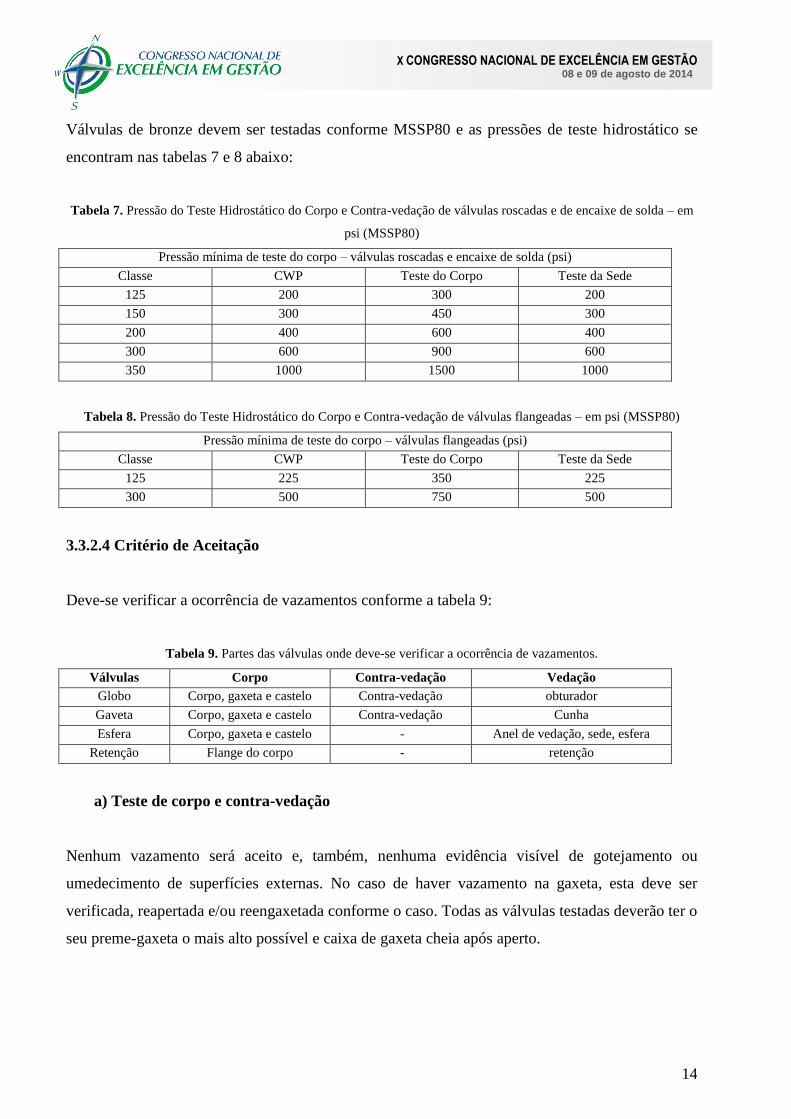
Válvulas de bronze devem ser testadas conforme MSSP80 e as pressões de teste hidrostático se
encontram nas tabelas 7 e 8 abaixo:
Tabela 7. Pressão do Teste Hidrostático do Corpo e Contra-vedação de válvulas roscadas e de encaixe de solda – em
psi (MSSP80)
Pressão mínima de teste do corpo – válvulas roscadas e encaixe de solda (psi)
Classe CWP Teste do Corpo Teste da Sede
125 200 300 200
150 300 450 300
200 400 600 400
300 600 900 600
350 1000 1500 1000
Tabela 8. Pressão do Teste Hidrostático do Corpo e Contra-vedação de válvulas flangeadas – em psi (MSSP80)
Pressão mínima de teste do corpo – válvulas flangeadas (psi)
Classe CWP Teste do Corpo Teste da Sede
125 225 350 225
300 500 750 500
3.3.2.4 Critério de Aceitação
Deve-se verificar a ocorrência de vazamentos conforme a tabela 9:
Tabela 9. Partes das válvulas onde deve-se verificar a ocorrência de vazamentos.
Válvulas Corpo Contra-vedação Vedação
Globo Corpo, gaxeta e castelo Contra-vedação obturador
Gaveta Corpo, gaxeta e castelo Contra-vedação Cunha
Esfera Corpo, gaxeta e castelo - Anel de vedação, sede, esfera
Retenção Flange do corpo - retenção
a) Teste de corpo e contra-vedação
Nenhum vazamento será aceito e, também, nenhuma evidência visível de gotejamento ou
umedecimento de superfícies externas. No caso de haver vazamento na gaxeta, esta deve ser
verificada, reapertada e/ou reengaxetada conforme o caso. Todas as válvulas testadas deverão ter o
seu preme-gaxeta o mais alto possível e caixa de gaxeta cheia após aperto.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
15
b) Teste de vedação
Para válvula com sede não metálica, não é aceitável nenhum vazamento no teste.
Para os diversos tipos de válvulas, os limites máximos admissíveis estabelecidos para vazamento
no teste de vedação, quando a mesma for metal-metal, são os da tabela 10 abaixo, para válvulas
gaveta, globo e retenção. Para a válvula esfera os limites admissíveis se encontram na tabela 11.
Tabela 10. Limites máximos admissíveis para válvulas gaveta, globo e retenção (API 598)
Válvulas gaveta, globo e retenção (API 598)
Diâmetro nominal (mm) Bitola (polegadas) Vazamento máximo (gota/mim)
40 e menores 1 ½ e menores 0
50 a 150 2 a 6 12
200 a 300 8 a 12 20
350 e maiores 14 e maiores 28
Tabela 11. Limites máximos admissíveis para válvula esfera (N-2247)
Válvula esfera (N-2247)
Diâmetro (pol.) Vazamento (cm³/min) Diâmetro (pol.) Vazamento (cm³/min)
1/2 0.08 14 2.34
3/4 0.12 16 2.65
1 0.16 18 3.00
½ 0.24 20 3.35
2 0.33 22 3.70
3 0.50 24 4.00
4 0.65 26 4.35
6 1.00 30 5.00
8 1.30 32 5.35
10 1.70 34 5.70
12 2.00 36 6.00
Nota: O vazamento deve ser medido com seringa e comparado com os valores da tabela acima.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
16
3.3.3 Reengaxetamento de válvulas
O reengaxetamento das válvulas consiste na verificação do sistema de vedação da válvula através
da abertura da caixa de gaxeta, remoção da gaxeta velha, limpeza da caixa de gaxeta, instalação de
nova gaxeta, fechamento da caixa de gaxeta e lubrificação da haste de acionamento da válvula.
O reengaxetamento será executado em todas as válvulas gaveta e globo do empreendimento,
exceto as de bronze.
Deve-se verificar a funcionabilidade da válvula após o reengaxetamento. As válvulas
reengaxetadas deverão ser identificadas com o texto (GX OK) na plaqueta de alumínio afixada no
parafuso do preme-gaxeta e puncionada no flange das válvulas.
4. REGISTRO DE RESULTADOS
O Controle da qualidade acompanhará os testes. Após o término do teste, deve-se desmontar os
dispositivos e “soprar” com ar para facilitar a secagem. Pulverizar óleo de preservação ou
engraxar os internos. Deve-se proteger as faces dos flanges contra oxidação.
Todas as válvulas serão tipadas no seu corpo e em plaquetas após a aprovação do teste, com uma
letra indicativa do local dos testes, seguida do tipo de teste executado, TH (Teste Hidrostático) ou
TP (teste por Pontos) além de uma numeração sequencial, de três dígitos) que correspondem ao
número do relatório. Havendo reprovação das válvulas nos testes hidrostáticos ou teste por pontos,
será efetuada marcação de tinta vermelha no volante. Válvulas aprovadas nos testes hidrostáticos e
teste por pontos deverá ser efetuada marcação por tinta verde no volante.
Deve ser emitido um certificado (relatório) de teste por válvula, contendo os dados da mesma e
características dos testes realizados e o status de aprovação. As válvulas reprovadas devem ser
tratadas como de produto não conforme, de acordo com prescrição do procedimento específico da
empresa – Produto não conforme/Ação corretiva e/ou Preventiva.
5. RESULTADOS
O estudo de caso apresentado refere-se aos ensaios de Teste por Pontos e Teste Hidrostático de
válvulas realizados até o final do ano de 2013. Até esta data, foram testadas 12.699 válvulas, de
diferentes materiais, diâmetros e classes de pressão, provenientes de 24 diferentes fornecedores.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
17
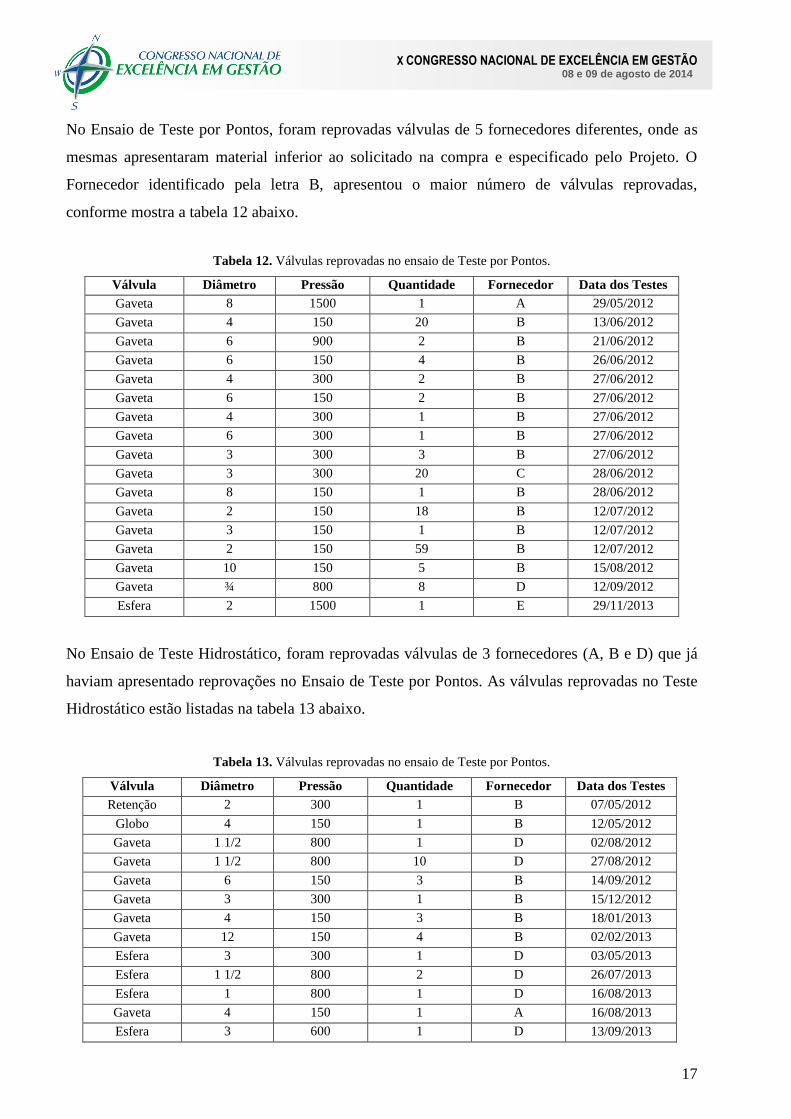
No Ensaio de Teste por Pontos, foram reprovadas válvulas de 5 fornecedores diferentes, onde as
mesmas apresentaram material inferior ao solicitado na compra e especificado pelo Projeto. O
Fornecedor identificado pela letra B, apresentou o maior número de válvulas reprovadas,
conforme mostra a tabela 12 abaixo.
Tabela 12. Válvulas reprovadas no ensaio de Teste por Pontos.
Válvula Diâmetro Pressão Quantidade Fornecedor Data dos Testes
Gaveta 8 1500 1 A 29/05/2012
Gaveta 4 150 20 B 13/06/2012
Gaveta 6 900 2 B 21/06/2012
Gaveta 6 150 4 B 26/06/2012
Gaveta 4 300 2 B 27/06/2012
Gaveta 6 150 2 B 27/06/2012
Gaveta 4 300 1 B 27/06/2012
Gaveta 6 300 1 B 27/06/2012
Gaveta 3 300 3 B 27/06/2012
Gaveta 3 300 20 C 28/06/2012
Gaveta 8 150 1 B 28/06/2012
Gaveta 2 150 18 B 12/07/2012
Gaveta 3 150 1 B 12/07/2012
Gaveta 2 150 59 B 12/07/2012
Gaveta 10 150 5 B 15/08/2012
Gaveta ¾ 800 8 D 12/09/2012
Esfera 2 1500 1 E 29/11/2013
No Ensaio de Teste Hidrostático, foram reprovadas válvulas de 3 fornecedores (A, B e D) que já
haviam apresentado reprovações no Ensaio de Teste por Pontos. As válvulas reprovadas no Teste
Hidrostático estão listadas na tabela 13 abaixo.
Tabela 13. Válvulas reprovadas no ensaio de Teste por Pontos.
Válvula Diâmetro Pressão Quantidade Fornecedor Data dos Testes
Retenção 2 300 1 B 07/05/2012
Globo 4 150 1 B 12/05/2012
Gaveta 1 1/2 800 1 D 02/08/2012
Gaveta 1 1/2 800 10 D 27/08/2012
Gaveta 6 150 3 B 14/09/2012
Gaveta 3 300 1 B 15/12/2012
Gaveta 4 150 3 B 18/01/2013
Gaveta 12 150 4 B 02/02/2013
Esfera 3 300 1 D 03/05/2013
Esfera 1 1/2 800 2 D 26/07/2013
Esfera 1 800 1 D 16/08/2013
Gaveta 4 150 1 A 16/08/2013
Esfera 3 600 1 D 13/09/2013
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
18
6. CONCLUSÃO
Mediante levantamento e análise das válvulas reprovadas nos Ensaios de Teste por Pontos e Teste
Hidrostático, o cliente solicitou que os testes não fossem mais realizados no canteiro de obras, de
forma a reduzir custos com logística e atrasos na entrega das válvulas para montagem em campo,
já que as reprovações implicam em devolução de produto e envio de nova válvula para teste.
Sendo assim, o local dos ensaios foi transferido para o setor de fabricação de seus fornecedores,
onde profissionais qualificados da empresa em questão realizam visitas de forma a acompanhar
estes testes e a certificação das válvulas.
Desta maneira, evidencia-se que a gestão da qualidade e dos processos são disciplinas totalmente
complementares e que possuem um papel estratégico para a organização, devendo ser tratadas
com o máximo de seriedade. A responsabilidade sobre elas deve estar, de preferência, sob uma
única coordenação na estrutura da empresa ou, caso contrário, deve haver uma boa comunicação
entre as áreas gestoras para que haja controle sob as ações desenvolvidas e sobre os processos
executados, tanto para o mapeamento e execução dos mesmos, quanto para o fornecimento de
dados precisos para a tomada de decisão e implementação de melhorias no dia-a-dia das empresas.
Acredita-se que, implantando-se os projetos de qualidade e processos com comprometimento e
foco nos resultados desejados, mais do que ter sua operação sob controle, será possível às
organizações alcançar novos patamares de excelência e a tão desejada satisfação de seus clientes.
7. REFERÊNCIAS BIBLIOGRÁFICAS
API-598. Valves Inspection and Test.
ARAÚJO, L. C. G. de & GARCIA, A. A. Gestão pela Qualidade Total nas organizações
sustentáveis. Rio de Janeiro: Abepro, 2006. p. 329.
ASME B16.34. Valves – Flanged, Threaded, and Welding End.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
19
CAMPOS, V. F. TQC: Controle da Qualidade Total (no estilo japonês). Rio de Janeiro: Bloch,
1992. 220 p.
GONÇALVES, J. E. L. As empresas são grandes coleções de processos. RAE - Revista de
Administração de empresas. São Paulo, vol. 40, nº. 1 p. 6 a 19. Jan/Mar. 2000.
MATHIAS, A. C. Válvulas – Industriais, Segurança e Controle – Tipos, Seleção e
Dimensionamento. Editora Artliber, 2008. 464 p.
N-1591. Ligas Metálicas e Metais – Identificação através de Testes pelo Imã e por Pontos.
N-2247. Válvula Esfera en Aço para Uso Geral e Fire Safe.
NB-230. Inspeção de Válvulas de Aço Fundido e Aço Forjado para a Indústria de Petróleo e
Petroquímica.
SANTOS, M. A. & COSSI L. F. L. Qualidade Total e Gestão por Processos: aliados estratégicos.
ProcessMind Consultoria, São Paulo, Nov. 2004.
ZATTONI, C. C. Materiais para tubulação: válvulas e acessórios. Faculdade de Tecnologia de São
Paulo, Departamento de Hidráulica. São Paulo, vol. 3, 2005 p. 183 a 370.
Recommended

















