Productividad en el Sector de la
Construcción con Acero
Ing. Telmo A. Sánchez G., Ph.D.
Profesor Titular
Departamento de Ing. Civil
Universidad San Francisco de Quito
23 de Octubre de 2013
• Parámetros que Afectan la Productividad
• Tipos de Conexiones y su Eficiencia
• Comparación entre Tipos de Conexiones
• Recomendaciones
Contenido

Parámetros que Afectan la
Productividad
Parámetros de Interés
Materiales
Tipos de Secciones
Tipos de Conexiones
Preparación de Superficie y Pintura
Parámetros de Interés
Materiales ASTM A36, A572 Gr. 50, A992, A588, A709

Parámetros de Interés
Tipos de Secciones Secciones Armadas vs. Perfiles Laminados
• Versatilidad de fabricación ↓ ↑
• Costo de Producción ↑ ↓
• Control de Calidad ↑ ↓
• Disponibilidad en el Mercado ↓ ↑
Perfiles Laminados
Secciones Armadas

Parámetros de Interés
Preparación de Superficie y Pintura “Sandblasting”, Epóxicos vs. Anticorrosivos
Parámetros de Interés
Materiales
Tipos de Secciones
Tipos de Conexiones
Preparación de Superficie y Pintura
ASTM A36, A572 Gr. 50, A992, A588, A709
Secciones Armadas vs. Perfiles Laminados
Conexiones Soldadas vs. Empernadas
“Sandblasting”, Epóxicos vs. Anticorrosivos
Conexiones en Estructuras de
Acero
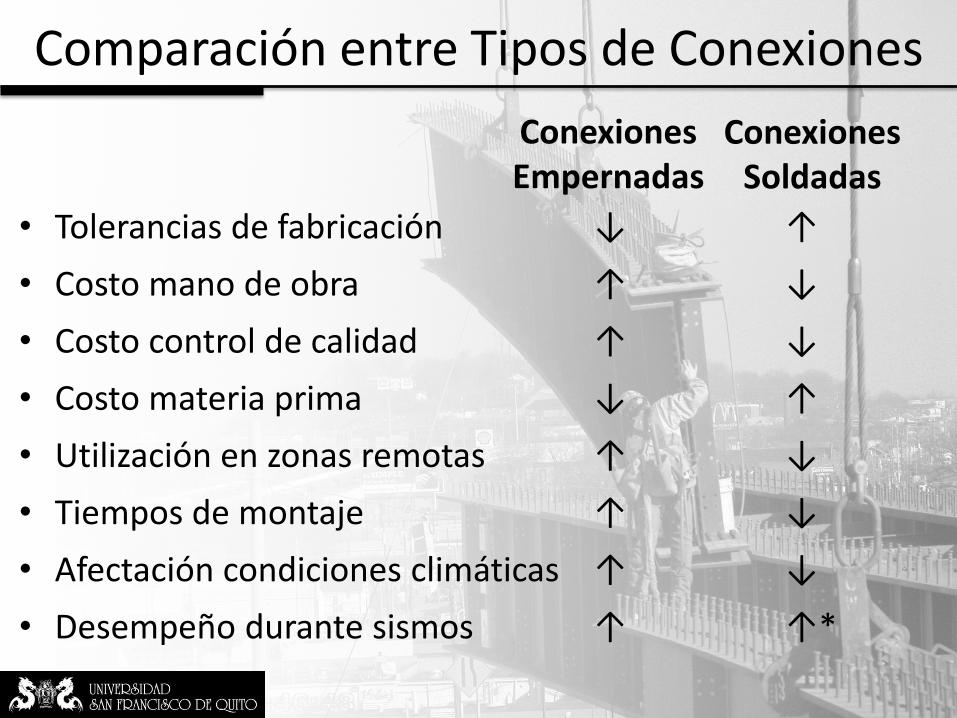
• Tolerancias de fabricación ↓ ↑
• Costo mano de obra ↑ ↓
• Costo control de calidad ↑ ↓
• Costo materia prima ↓ ↑
• Utilización en zonas remotas ↑ ↓
• Tiempos de montaje ↑ ↓
• Afectación condiciones climáticas ↑ ↓
• Desempeño durante sismos ↑ ↑*
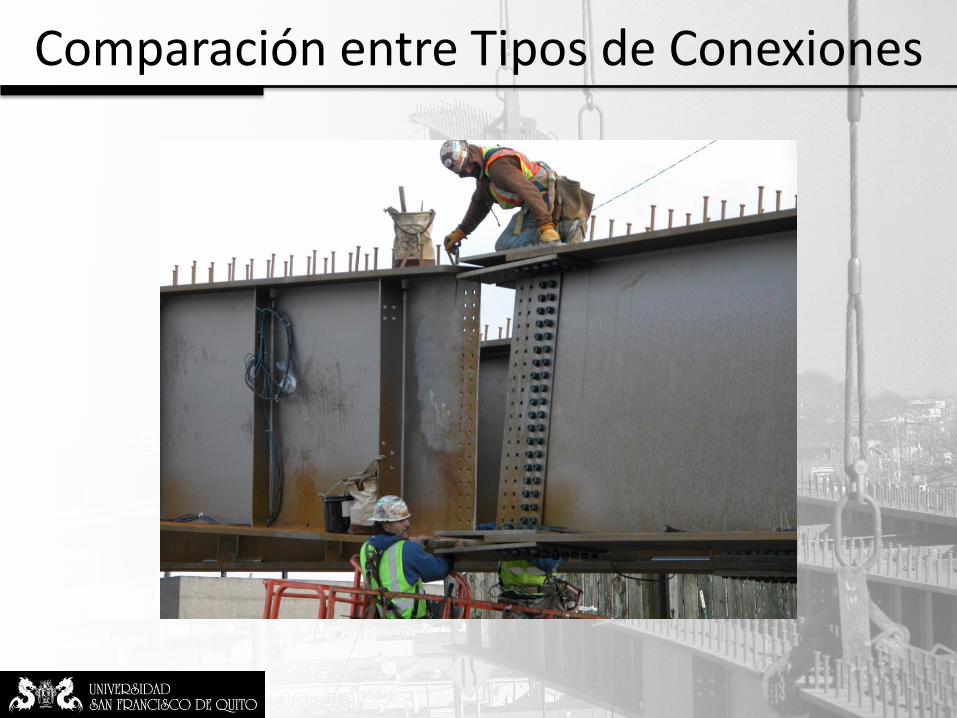
Comparación entre Tipos de Conexiones
Conexiones Empernadas
Conexiones Soldadas
Conexiones Soldadas
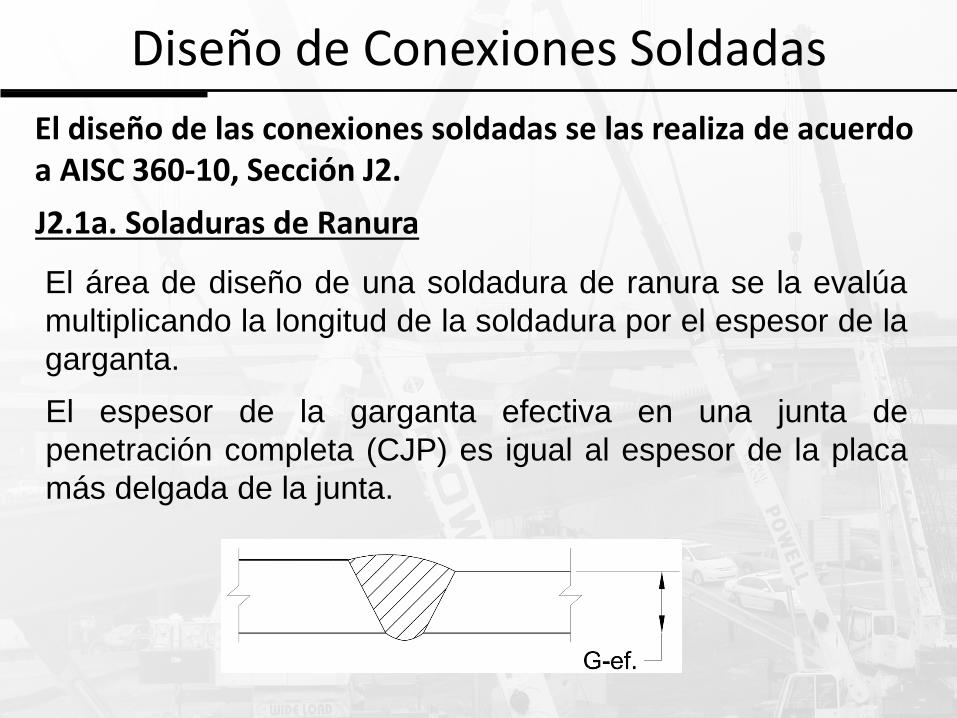
El área de diseño de una soldadura de ranura se la evalúa
multiplicando la longitud de la soldadura por el espesor de la
garganta.
El diseño de las conexiones soldadas se las realiza de acuerdo a AISC 360-10, Sección J2.
J2.1a. Soladuras de Ranura
El espesor de la garganta efectiva en una junta de
penetración completa (CJP) es igual al espesor de la placa
más delgada de la junta.
Diseño de Conexiones Soldadas
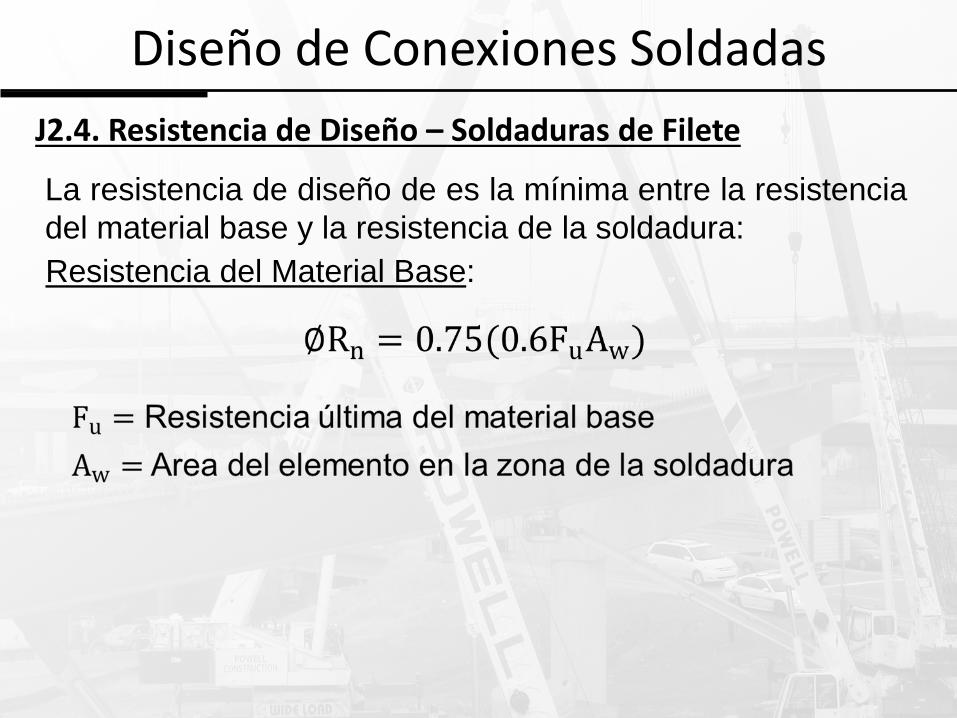
La resistencia de diseño de es la mínima entre la resistencia
del material base y la resistencia de la soldadura:
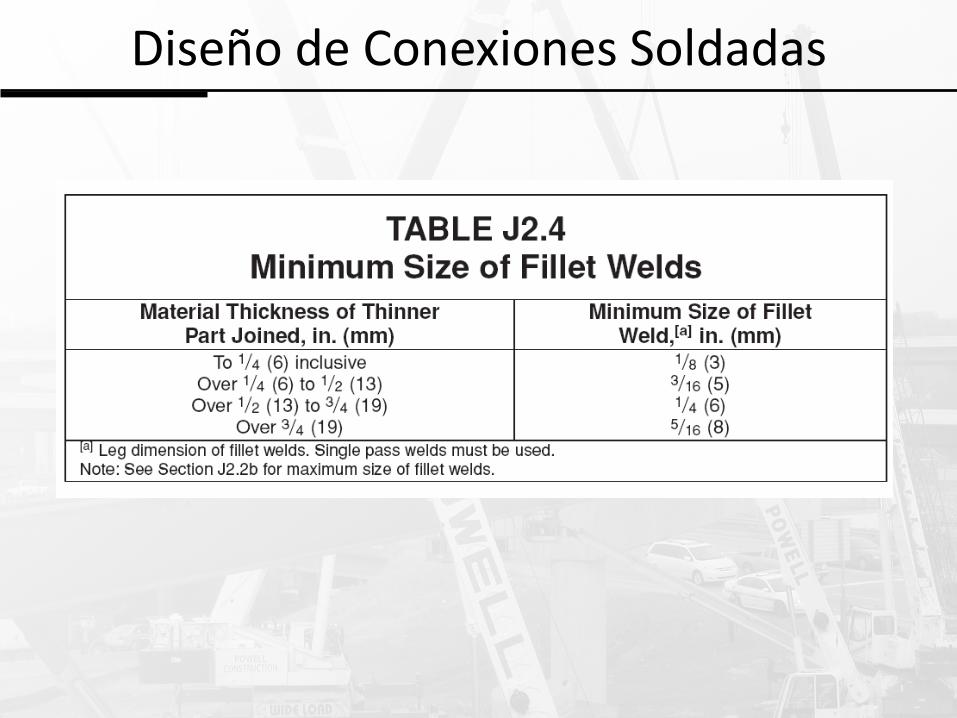
J2.4. Resistencia de Diseño – Soldaduras de Filete
Resistencia del Material Base:
Diseño de Conexiones Soldadas
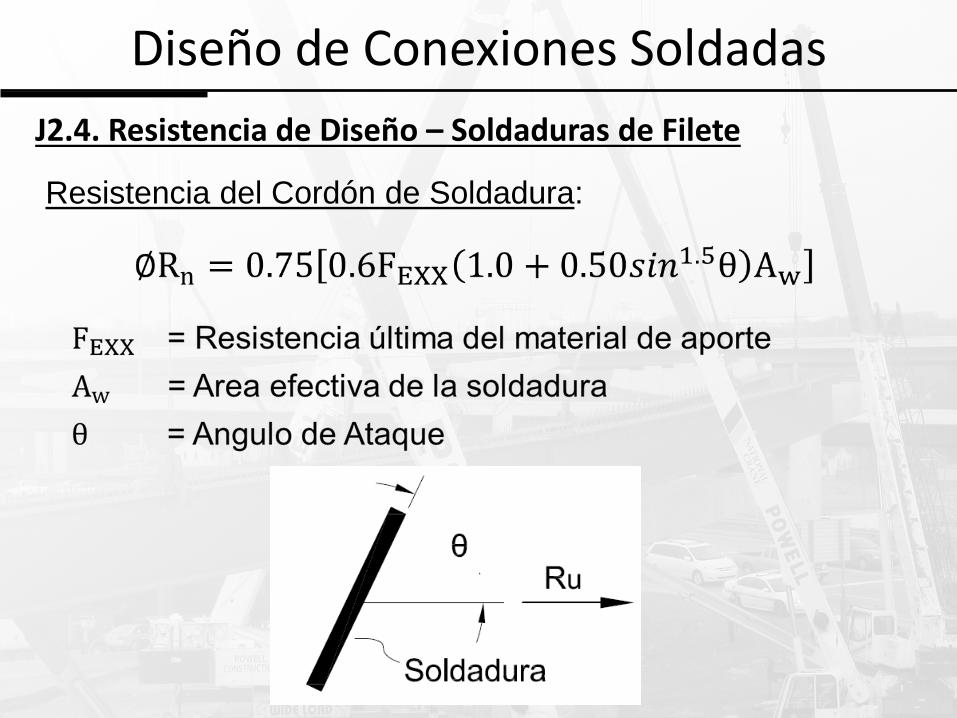
J2.4. Resistencia de Diseño – Soldaduras de Filete
Resistencia del Cordón de Soldadura:
Diseño de Conexiones Soldadas
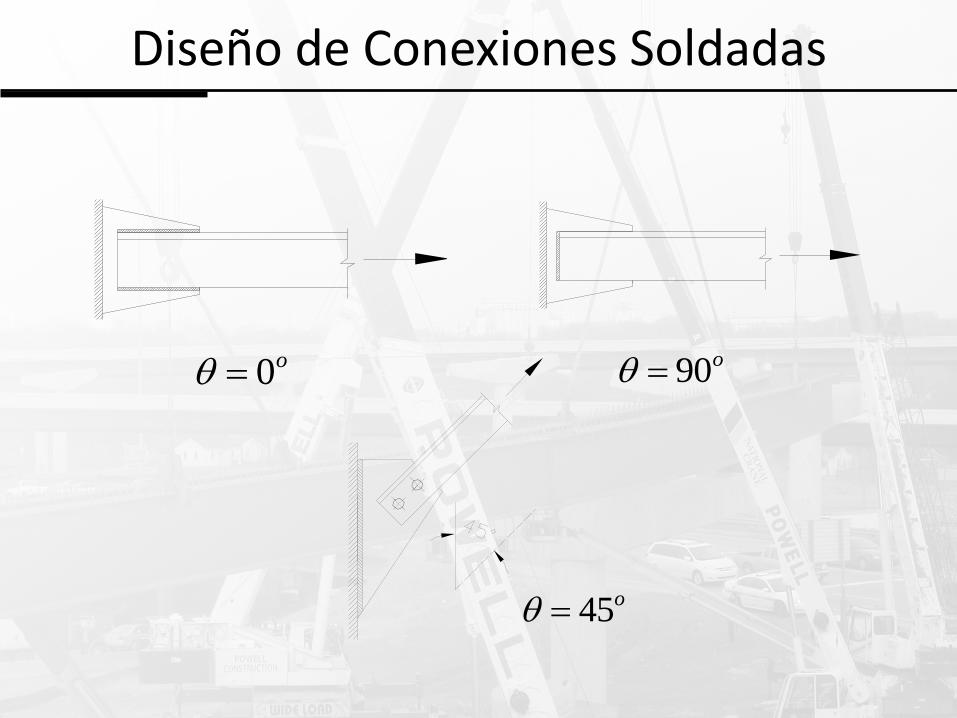
o0 o90
o45
Diseño de Conexiones Soldadas
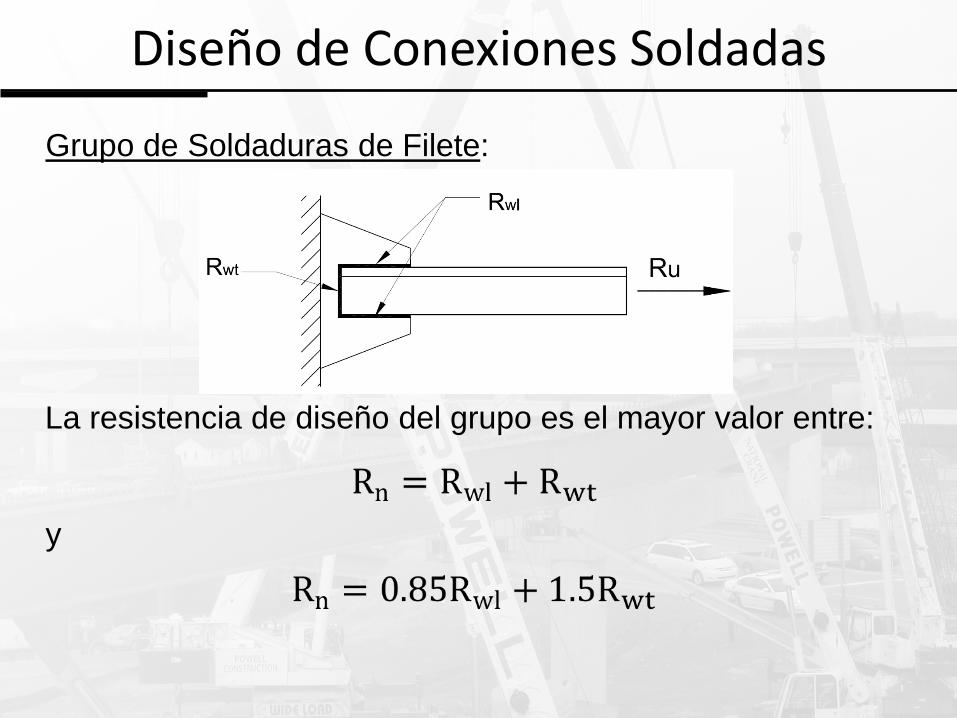
Grupo de Soldaduras de Filete:
La resistencia de diseño del grupo es el mayor valor entre:
y
Diseño de Conexiones Soldadas
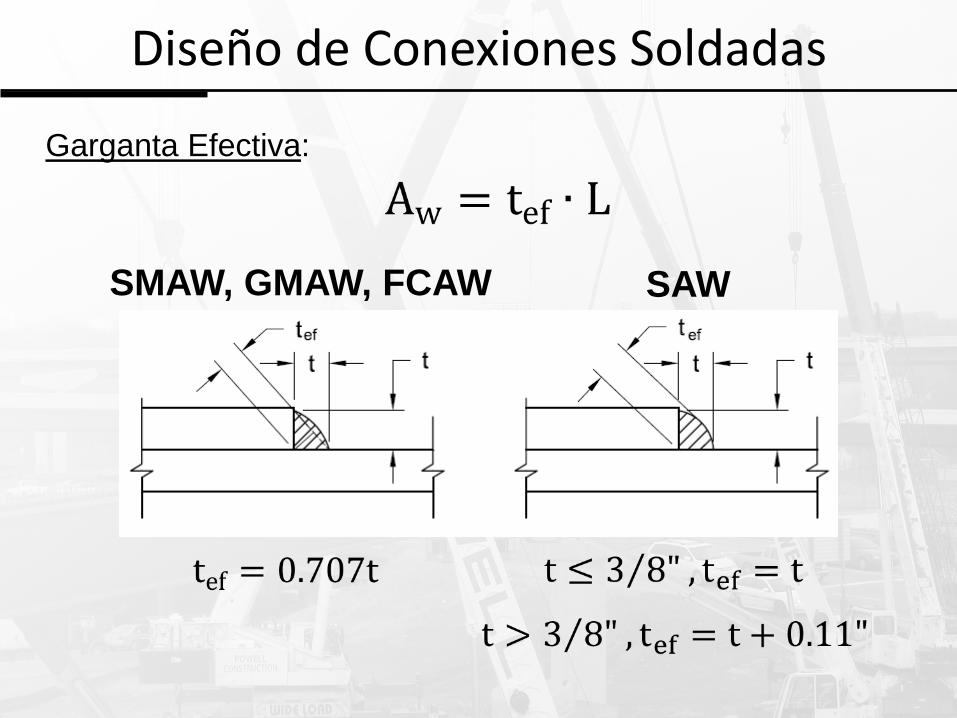
Garganta Efectiva:
SMAW, GMAW, FCAW SAW
Diseño de Conexiones Soldadas
Diseño de Conexiones Soldadas
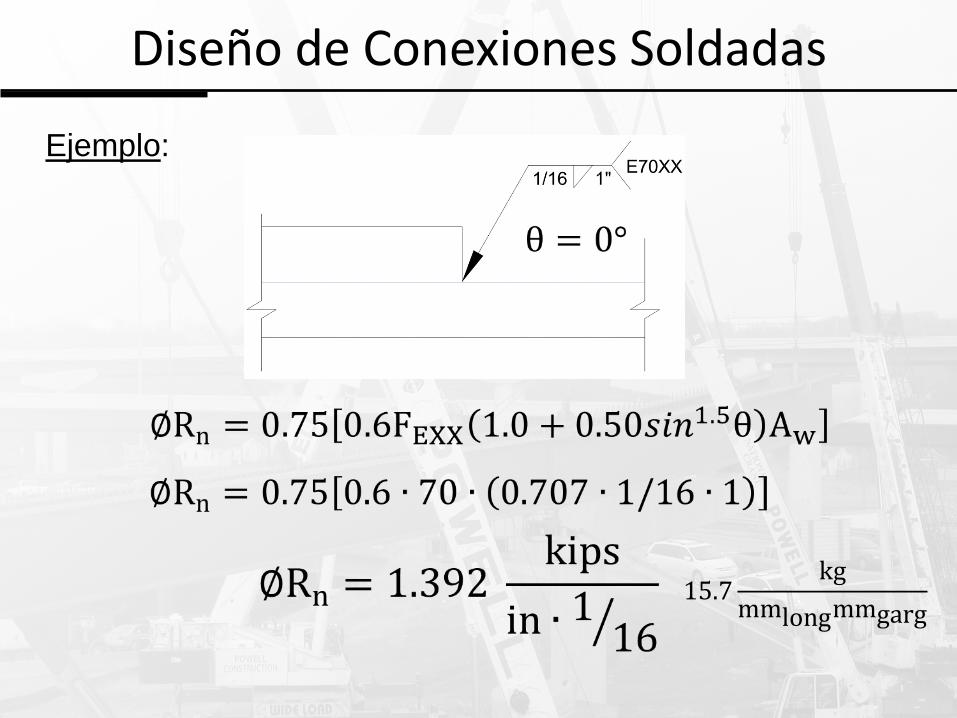
Ejemplo:
15.7kg
mmlongmmgarg
Diseño de Conexiones Soldadas
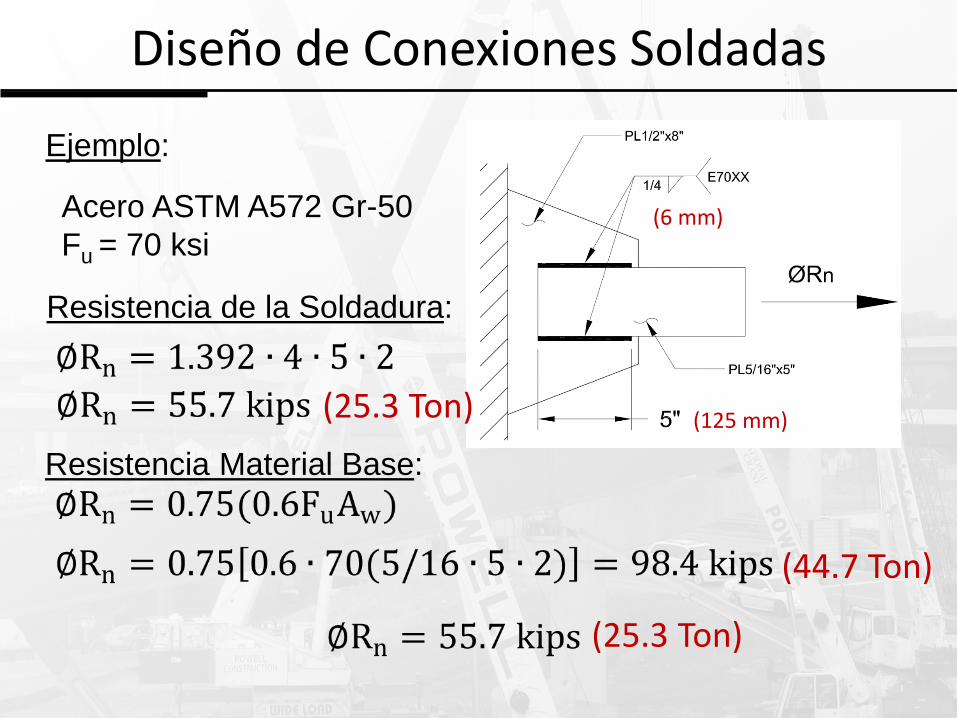
Ejemplo:
Acero ASTM A572 Gr-50
Fu = 70 ksi
Resistencia Material Base:
Resistencia de la Soldadura:
(6 mm)
(125 mm) (25.3 Ton)
(44.7 Ton)
(25.3 Ton)
Diseño de Conexiones Soldadas

Conexiones Empernadas

A307 – pernos de máquina
Ft = 45 ksi
A325 – pernos de alta resist.
Ft = 90 ksi
A490 – pernos de alta resist.
Ft = 113 ksi
Ft = Resistencia a la tracción, AISCS Tabla J3.6
Tipos de Pernos
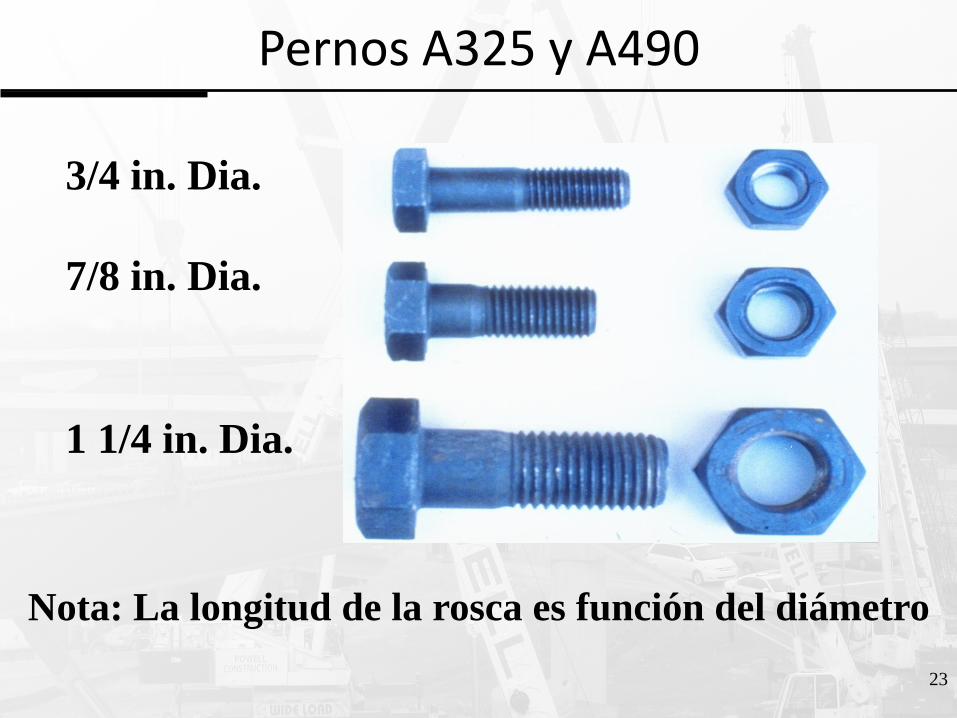
23
3/4 in. Dia.
7/8 in. Dia.
1 1/4 in. Dia.
Nota: La longitud de la rosca es función del diámetro
Pernos A325 y A490
24
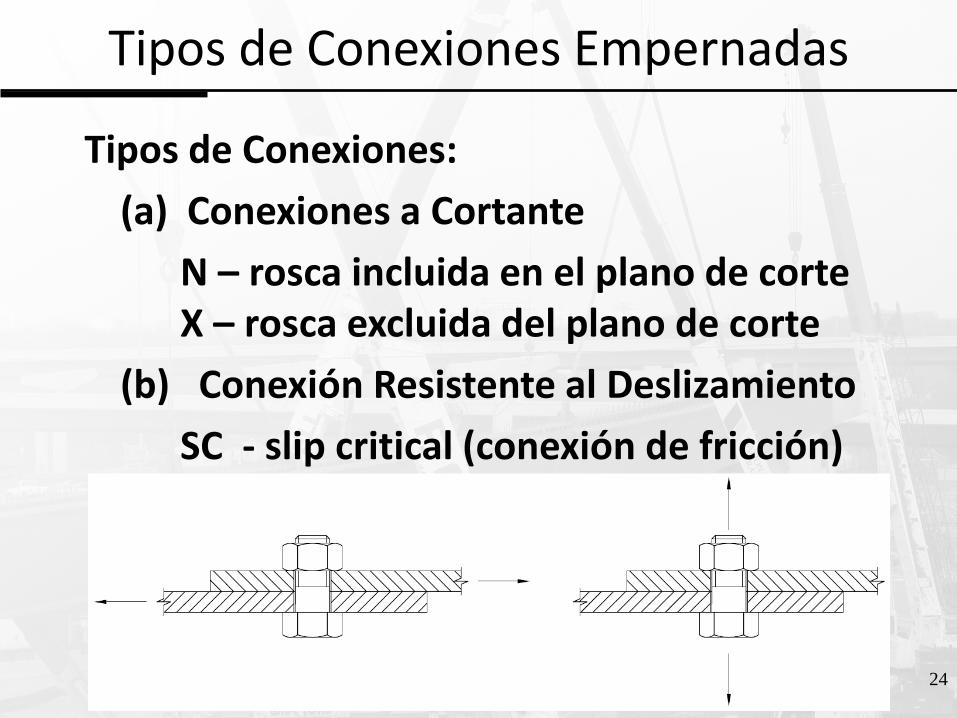
Tipos de Conexiones:
(a) Conexiones a Cortante
N – rosca incluida en el plano de corte X – rosca excluida del plano de corte
(b) Conexión Resistente al Deslizamiento
SC - slip critical (conexión de fricción)
Tipos de Conexiones Empernadas
Ajuste de Pernos
• Resistencia de Diseño de un Perno, rv
• (AISCS – J3.6)
• = 0.75
• rv = Fv Ab
• Ab = área del perno
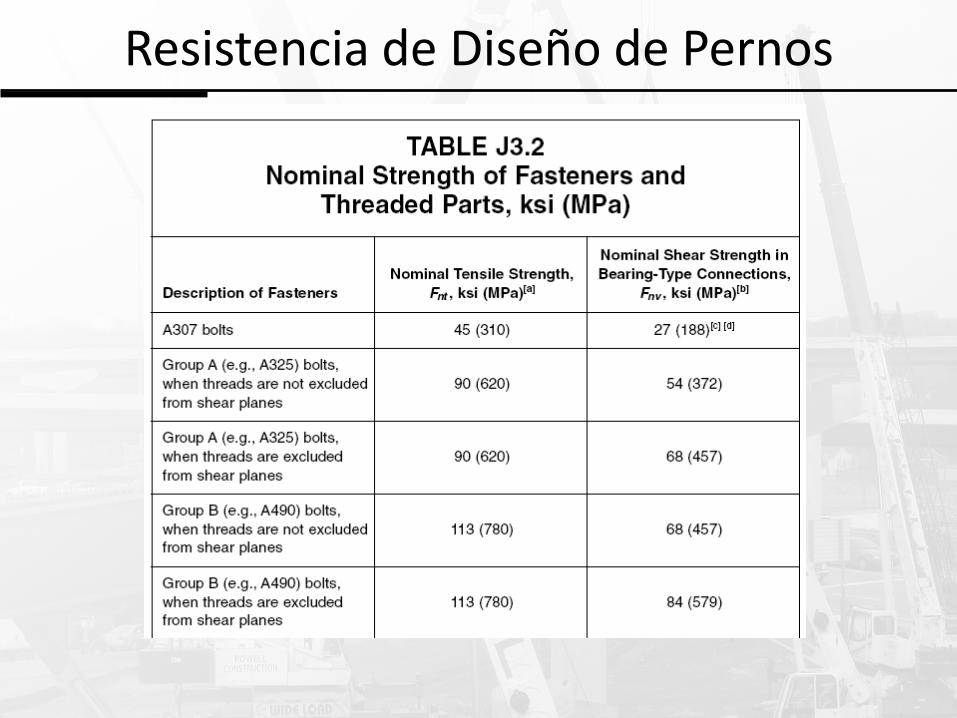
• Fv = resistencia nominal, Tabla J3.2
• rv = 0.75 Fv Ab = Resistencia de Diseño
Resistencia de Diseño de Pernos
Resistencia de Diseño de Pernos
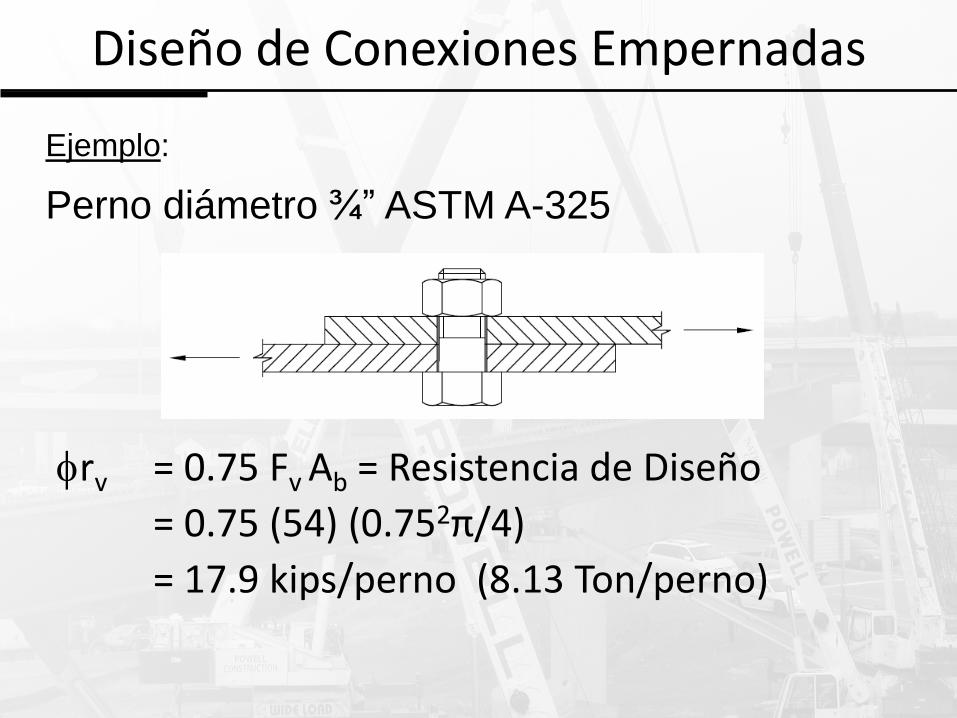
Ejemplo:
Diseño de Conexiones Empernadas
Perno diámetro ¾” ASTM A-325
rv = 0.75 Fv Ab = Resistencia de Diseño
= 0.75 (54) (0.752π/4)
= 17.9 kips/perno (8.13 Ton/perno)

Comparación entre Tipos
de Conexiones
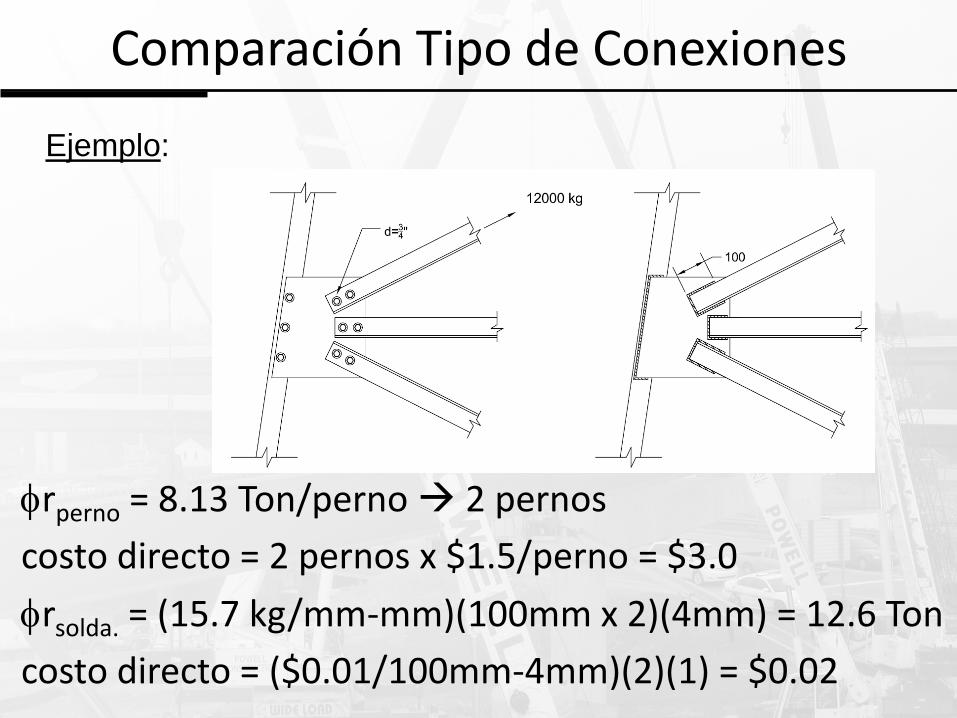
Ejemplo:
Comparación Tipo de Conexiones
rperno = 8.13 Ton/perno 2 pernos
costo directo = 2 pernos x $1.5/perno = $3.0
rsolda. = (15.7 kg/mm-mm)(100mm x 2)(4mm) = 12.6 Ton
costo directo = ($0.01/100mm-4mm)(2)(1) = $0.02
Ejemplo:
Comparación Tipo de Conexiones
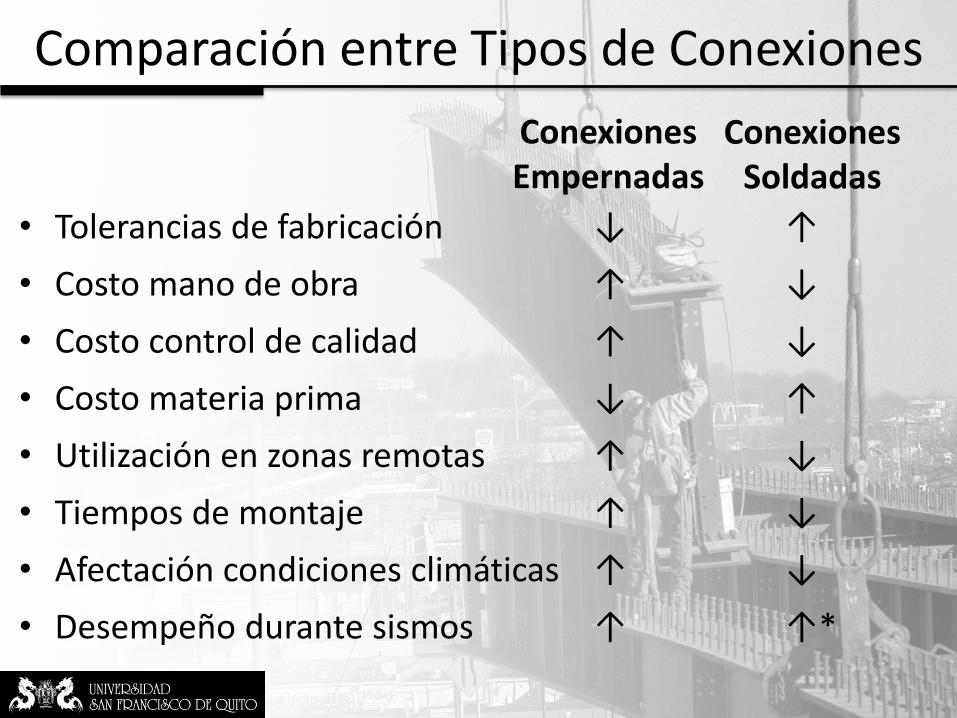
• Tolerancias de fabricación ↓ ↑
• Costo mano de obra ↑ ↓
• Costo control de calidad ↑ ↓
• Costo materia prima ↓ ↑
• Utilización en zonas remotas ↑ ↓
• Tiempos de montaje ↑ ↓
• Afectación condiciones climáticas ↑ ↓
• Desempeño durante sismos ↑ ↑*
Comparación entre Tipos de Conexiones
Conexiones Empernadas
Conexiones Soldadas

Comparación entre Tipos de Conexiones
Comparación entre Tipos de Conexiones
Comparación entre Tipos de Conexiones
Comparación entre Tipos de Conexiones

Comparación entre Tipos de Conexiones
Ejecutar el mayor número de soldaduras en el taller
Diseñar el mayor número de conexiones de campo para ser empernadas
Comparación entre Tipos de Conexiones
Conclusión
Recomendaciones para Reducir
Costos en Conexiones
Soldadas
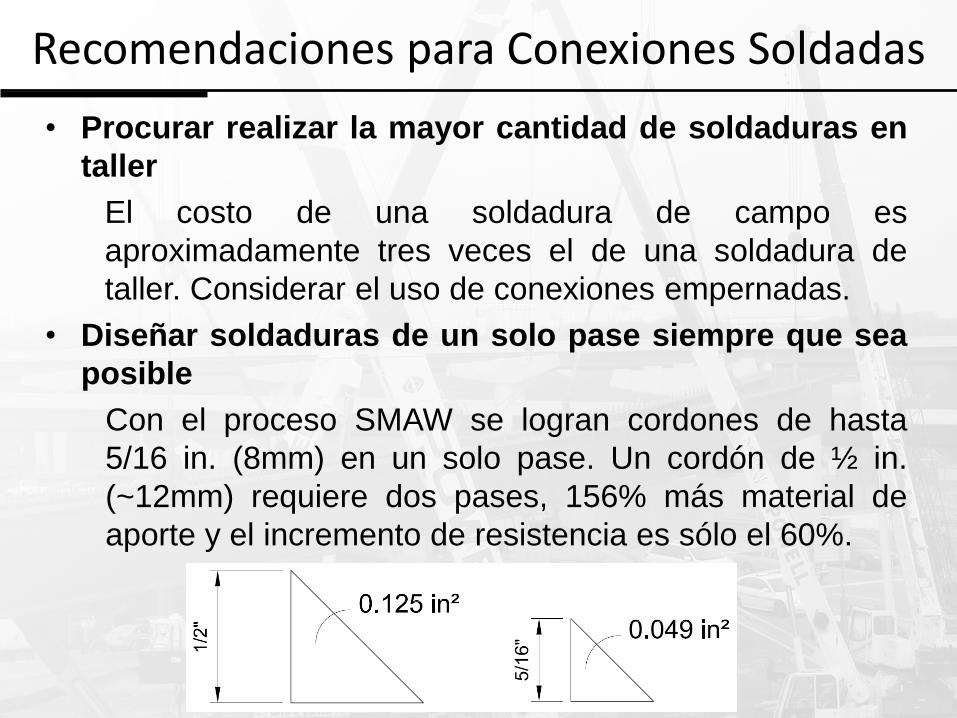
• Procurar realizar la mayor cantidad de soldaduras en
taller
El costo de una soldadura de campo es
aproximadamente tres veces el de una soldadura de
taller. Considerar el uso de conexiones empernadas.
• Diseñar soldaduras de un solo pase siempre que sea
posible
Con el proceso SMAW se logran cordones de hasta
5/16 in. (8mm) en un solo pase. Un cordón de ½ in.
(~12mm) requiere dos pases, 156% más material de
aporte y el incremento de resistencia es sólo el 60%.
Recomendaciones para Conexiones Soldadas
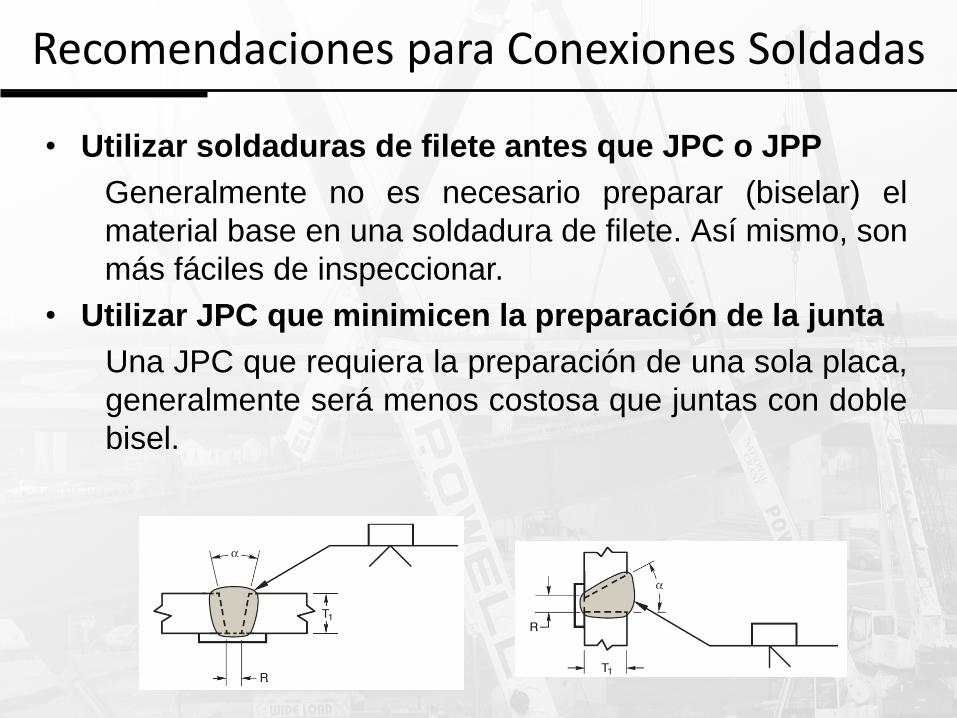
• Utilizar soldaduras de filete antes que JPC o JPP
Generalmente no es necesario preparar (biselar) el
material base en una soldadura de filete. Así mismo, son
más fáciles de inspeccionar.
• Utilizar JPC que minimicen la preparación de la junta
Una JPC que requiera la preparación de una sola placa,
generalmente será menos costosa que juntas con doble
bisel.
Recomendaciones para Conexiones Soldadas
• Favorecer el uso de juntas precalificadas
AWS D1.1 y D1.3 contienen procedimientos de
soldadura (WPS) precalificados con los que se puede
ejecutar la mayoría de soldaduras requeridas en una
construcción.
• Minimizar el número de conexiones sobre cabeza
El tiempo requerido para realizar una soldadura sobre
cabeza de un solo pase es aproximadamente cuatro
veces el requerido para realizar una soldadura en
posición plana.
Recomendaciones para Conexiones Soldadas
• Utilizar pruebas de ultrasonido (UT) para inspeccionar
las soldaduras
Pruebas radiográficas son considerablemente más
costosas, requieren mayor manipulación del espécimen
y una mayor capacitación.
Recommended