
POTENCIALIDADES DA CINZA DE LODO DE ESTAÇÕES DE
TRATAMENTO DE ESGOTOS COMO MATERIAL SUPLEMENTAR
PARA A PRODUÇÃO DE CONCRETOS COM CIMENTO PORTLAND
Cintia Maria Ariani Fontes
TESE SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA CIVIL.
Aprovada por:
_____________________________________________
Profª. Maria Claudia Barbosa, D.Sc.
_____________________________________________
Prof. Romildo Dias Toledo Filho, D.Sc.
_____________________________________________
Prof. Mauricio Ehrlich, D.Sc.
_____________________________________________
Prof. Eduardo de Moraes Rego Fairbairn, Dr.Ing.
_____________________________________________
Prof. Nilo Cesar Consoli, Ph.D.
RIO DE JANEIRO, RJ - BRASIL
DEZEMBRO DE 2003
ii
FONTES, CINTIA MARIA ARIANI
Potencialidades da cinza de lodo de
Estações de Tratamento de Esgotos como
material suplementar para a produção de
concretos com cimento Portland [Rio de
Janeiro] 2003
XIX 120 p. 29,7 cm (COPPE/UFRJ, M.Sc.,
Engenharia Civil, 2003)
Tese – Universidade Federal do Rio de
Janeiro, COPPE
1. Disposição final da cinza de lodo de esgotos
2. Argamassas e concretos
I. COPPE/UFRJ II. Título (série)

iii
Dedico esta dissertação aos meus pais:
Aurelino (In Memorian) e Clidelice que
sempre orientaram, incentivaram e
lutaram para que os seus filhos
estudassem.
Ao meu tio Clidelino pelo amor, carinho
e compreensão para que eu pudesse
conquistar mais este objetivo na minha
vida.
Aos meus tios Severino e Conceição por
todo o carinho, amor e dedicação
dispensados a mim durante a realização
desse sonho.
Aos meus irmãos Cristiane e Claudio
por estarem sempre presentes em todas as
minhas conquistas.
iv
Agradecimentos
A Deus por mais esta conquista, por me ajudar em meu crescimento profissional, por
ter colocado pessoas maravilhosas em meu caminho durante esta trajetória. Agradeço a
Ti, por tudo.
A minha Família. Jamais irei me cansar de agradecer tudo o que vocês fizeram por mim
durante todos esses anos. Principalmente, a minha mãezinha querida e ao meu tio
Clidelino, muito obrigada por sempre me incentivar, orientar e apoiar, mesmo que a
distância. A todos vocês, o meu AMOR!
Aos meus tios Severino e Conceição e ao meu primo Leonardo que me acolheram de
forma carinhosa no Rio de Janeiro. Vocês fazem uma grande diferença em minha vida!
Aos meus Orientadores Maria Claudia Barbosa e Romildo Toledo. Agradeço pela
confiança em mim depositada para a realização deste trabalho, pelo apoio e incentivo, e
por estarem sempre dispostos a me auxiliar em todas as etapas deste trabalho. A vocês,
o meu respeito e adimiração!
As minhas amigas Nicolle e Tatiana. A convivência com vocês durante todo este tempo
me fez perceber como são especiais. Serei eternamente grata pelo carinho, apoio e
amizade. Vocês são pessoas maravilhosas que Deus colocou em meu caminho durante
esta trajetória e que continuarão a fazer parte da minha vida.
Aos técnicos e funcionários do Laboratório de Geotecnia, muito obrigada! O
companheirismo, o carinho, a amizade e o apoio de vocês foi fundamental para a
concretização de mais este sonho. Por isso faço a questão de citar o nome de todos:
Álvaro, Ana Maria, Ana Nunes, Bezerra, Bororó, Carlinhos, Edu, Eliomar, França, Gil,
Glória, Hélcio, Jociane, Luiz Mário, Marcelo, Márcia, Marcos, Marli, Mauro, Neide,
Rodrigo, Salviano e Serginho. Agradeço a vocês pela receptividade e por me deixar
fazer parte desta comunidade geotécnica.
v
Aos amigos Jardel Gonçalves e Guilherme Cordeiro. Muito obrigada pela amizade, pelo
apoio durante a realização dos ensaios, pelas discussões surgidas durante as análises dos
resultados. A participação de vocês nesta pesquisa foi fundamental para a sua
realização. Vocês também são pessoas maravilhosas que Deus colocou em meu
caminho durante esta trajetória.
Aos amigos Fabrício, Jonas e Karla. Agradeço pelo companheirismo, apoio e amizade.
Ter conhecido vocês amenizou a saudade de casa. Vocês também são pessoas
maravilhosas que Deus colocou em meu caminho durante esta trajetória.
A amiga Socorro por todo o apoio e vivência durante esse tempo.
Aos meus amigos “baianos” Zé Mário, Paulo, Anderson e George sempre dispostos a
me ajudar no que fosse preciso.
Aos meus colegas Adriana Doyle, César, Eduardo, Juliane, Rose Mary, Silvia e Thaís,
que de alguma forma contribuíram com este trabalho, obrigada pelo apoio.
Aos professores Francisco Lopes, Ian Schumann, Laura Motta, Marcio Almeida, Maria
Claudia, Maurício Ehrlich, Paulo Santa Maria e Willy Lacerda, pelos ensinamentos e
experiências compartilhados.
Ao Laboratório de Geotecnia do COPPE/UFRJ e em especial aos setores de Química,
pavimentos e caracterização nas pessoas de Maria da Glória, Ana Maria e Luiz Carlos
pelo apoio na realização dos ensaios.
Ao Laboratório de Estruturas do COPPE/UFRJ na pessoa do Prof. Romildo Toledo
por toda a infra-estrutura dispensada a mim para a realização dos ensaios.
A Reila, muito obrigada pelo apoio durante a minha fase experimental.
A Aline Seabra, obrigada pelo apoio na realização dos ensaios.
vi
A equipe técnica do Laboratório de Estruturas do COPPE/UFRJ e em especial ao
Santiago e Zé Maria pelo apoio durante as moldagens e a Júlio pelo faceamento dos
corpos-de-prova.
Ao Laboratório de Tecnologia dos Materiais do Programa de Metalurgia e Materiais do
COPPE/UFRJ na pessoa do Prof. Luiz Marcelo Tavares pela realização da moagem. E
ao técnico Jacinto pelo auxílio prestado durante a moagem.
Ao NUCAT e ao Laboratório de Sistemas Particulados do Programa de Engenharia
Química do COPPE/UFRJ nas pessoas de Carlos André, Ricardo Aderne e Hudson,
pela realização da emissão de gases, difração de raios-x e granulometria a laser,
respectivamente.
Ao CETEM pela análise química realizada no Laboratório de Química Analítica nas
pessoas de Maria Alice e Mário Miranda, pelas difrações de raios-x e análises
termogravimétrica/termodiferencial realizadas no setor de Caracterização Tecnológica e
Ambiental, nas pessoas de Rainer e Cristiano Oliveira.
Ao CENPES pela análise química na Cinza.
Ao Laboratório de Engenharia do Meio Ambiente da Escola de Engenharia, na pessoa
de Maria Cristina Treitler pelos ensaios físico-químicos realizados.
Ao Laboratório de Absorção Atômica da PUC-Rio de Janeiro na pessoa do Prof.
Reinaldo pelas análises químicas provenientes dos ensaios de lixiviação e solubilização.
Ao Laboratório de Tecnologia Ambiental da Escola de Química na pessoa da Prof.
Magali Cammarota pela realização da análise de Nitrogênio Kjeldahl.
Ao Departamento de Tecnologia de Processos Bioquímicos, na pessoa do Prof.
Antonio Carlos A. da Costa pela realização da análise microbiológica.

vii
Resumo da Tese apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Mestre em Ciências (M.Sc.)
POTENCIALIDADES DA CINZA DE LODO DE ESTAÇÕES DE
TRATAMENTO DE ESGOTOS COMO MATERIAL SUPLEMENTAR
PARA A PRODUÇÃO DE CONCRETOS COM CIMENTO PORTLAND
Cintia Maria Ariani Fontes
Dezembro/2003
Orientadores: Maria Claudia Barbosa
Romildo Dias Toledo Filho
Programa: Engenharia Civil
Durante o processo de tratamento dos esgotos, dentre os subprodutos gerados,
o lodo é o mais importante, pois necessita de disposição final segura. Nesta pesquisa,
avalia-se a potencialidade deste resíduo, após calcinação, como substituto parcial do
cimento Portland na produção de argamassas e concretos. O estudo foi dividido em
três fases onde inicialmente foram feitas análises físicas, químicas, microbiológicas e
mineralógicas do lodo “in-natura” para a caracterização do rejeito, em seguida, após
processo de queima, novas análises físicas, químicas e mineralógicas foram realizadas na
Cinza de Lodo de Esgotos (CLE), podendo-se constatar a viabilidade de se utilizar este
resíduo em argamassas e concretos. Foi realizada também uma análise ambiental no
qual, a CLE foi classificada como um material não-inerte. A terceira fase consistiu na
produção e caracterização físico-mecânica das argamassas e concretos de resistência
normal e de alto desempenho contendo teores de substituição de cimento por CLE de
5%-30%. Além disso, com o objetivo de avaliar o encapsulamento de alguns
contaminantes perigosos existentes na CLE foram realizados ensaios de solubilização e
lixiviação no concreto. Os resultados mostraram que o uso da CLE é viável
tecnicamente devido a uma melhoria nas propriedades investigadas, além de trazer
benefícios econômicos através da redução no consumo de cimento sendo a sua atuação
predominantemente física (efeito fíler). Quanto à análise ambiental, os resultados
indicam que o concreto conseguiu reter de forma segura a CLE em sua matriz
cimentícia.

viii
Abstract of Thesis presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Máster of Science (M.Sc.)
POTENCIAL USE OF THE SLUDGE ASH FROM SEWAGE TREATMENT
PLANTS AS SUPPLEMENTARY MATERIAL IN CONCRETES PRODUCTION
USING PORTLAND CIMENTS
Cintia Maria Ariani Fontes
December/2003 Advisors: Maria Claudia Barbosa
Romildo Dias Toledo Filho Department: Civil Engineering
The sludge is the most important of many by-products generated during the
sewage treatment process, because it requires safe final disposal. This research evaluates
the potential use of the sludge, after calcination, as partial substitute of the Portland
cement in the production of mortars and concretes. The study was realized in three
stages. At first, characterization of the sludge "in-natura" by physical, chemical,
microbiological and mineralogical analyses. After calcination, new physical, chemical
and mineralogical analyses were carried out on the residue. It was verified the technical
and environmental feasibility of using the ashes in mortars and concretes, since the Ash
Sludge of Sewage (SSA) was classified as a non-inert material according to Brazilian
Standards (NBR 10004) and presented characteristics indicative of pozzolanic activity
(NBR 12653 standards). The third stage consisted of production and physical and
mechanical characterization of mortars and concretes of both normal resistance and
high performance with 5-30% of SSA as substitute for Portland cement. Besides,
leaching and solubilization tests were carried out in concrete samples to evaluate the
immobilization of some pollutants originally detected in the SSA. The results showed
technical advantages of using SSA to replace part of the Portland cement due to an
improvement on mechanical properties investigated. Besides, there will also be some
economical benefits, because of the reduction on the amount of cement needed and,
consequently, on final costs of concrete production. The SSA effect is mainly physical,
acting as a filler. The final environmental analyses showed that the concrete was able to
keep the SSA safely in its cementitious matrix, acting as an inert material.

ix
Sumário
Lista de figuras ....................................................................................................xiii
Lista de tabelas.................................................................................................... xvi
Lista de símbolos ..............................................................................................xviii
CAPÍTULO 1.......................................................................................................... 1
INTRODUÇÃO..................................................................................................... 1
1.1 Importância da pesquisa................................................................................................... 3
1.2 Objetivo da pesquisa......................................................................................................... 3
1.3 Estrutura da dissertação ................................................................................................... 4
CAPÍTULO 2 ......................................................................................................... 5
SISTEMA DE ESGOTAMENTO SANITÁRIO .................................................. 5
2.1 Histórico............................................................................................................................. 5
2.2 Coleta e transporte de esgotos ........................................................................................ 6
2.3 Tratamento dos esgotos ................................................................................................... 6
2.3.1 Tratamento da fase líquida............................................................................................ 7
2.3.1.1 Tratamento preliminar................................................................................................ 7
2.3.1.2 Tratamento primário .................................................................................................. 8
2.3.1.3 Tratamento secundário............................................................................................... 9
2.3.2 Tratamento da fase sólida ........................................................................................... 15
2.3.2.1 Adensamento do lodo .............................................................................................. 16
2.3.2.2 Estabilização do lodo ............................................................................................... 17
2.3.2.3 Condicionamento do lodo ....................................................................................... 18
2.3.2.4 Desidratação do lodo................................................................................................ 19
2.4 Disposição final do lodo de esgotos............................................................................. 23
2.4.1 Aterro sanitário............................................................................................................. 24
2.4.2 Uso agrícola...................................................................................................................25
2.4.3 Disposição superficial no solo ou “Landfarming” .................................................. 26
2.4.4 Recuperação de áreas degradadas .............................................................................. 27

x
2.4.5 Disposição Oceânica ................................................................................................... 27
2.4.6 Incineração....................................................................................................................28
CAPÍTULO 3 ....................................................................................................... 30
CARACTERÍSTICAS DOS LODOS DE ESGOTO – “IN NATURA”............. 30
3.1 Características físicas....................................................................................................... 31
3.1.1 Teor de umidade .......................................................................................................... 31
3.1.2 Teor de sólidos totais................................................................................................... 32
3.2 Características químicas.................................................................................................. 32
3.2.1 Teor de matéria orgânica............................................................................................. 32
3.2.2 Composição química ................................................................................................... 33
3.3 Características microbiológicas...................................................................................... 34
3.4 Características mineralógicas ......................................................................................... 35
3.4.1 Difração de raios X (DRX)......................................................................................... 35
3.4.2 Análises Térmica Diferencial (ATD) e Termogravimétrica (ATG)...................... 36
CAPÍTULO 4 ....................................................................................................... 38
CARACTERÍSTICAS DA CINZA DE LODO DE ESGOTOS ......................... 38
4.1 Definição da temperatura de queima............................................................................ 38
4.1.1 Emissão dos poluentes ................................................................................................ 38
4.2 Processo de queima do lodo de esgoto........................................................................ 41
4.3 Características químicas.................................................................................................. 43
4.3.1 Composição química da CLE..................................................................................... 43
4.4 Características mineralógicas ......................................................................................... 45
4.4.1 Difração de raios X...................................................................................................... 45
4.4.1.1 Refinamento por Rietveld........................................................................................ 49
4.5 Estudo de impacto ambiental na cinza ........................................................................ 51
4.5.1 Introdução.....................................................................................................................51
4.5.2 Classificação da CLE ................................................................................................... 52
4.5.2.1 Lixiviação do resíduo................................................................................................ 52
4.5.2.2 Solubilização do resíduo........................................................................................... 53

xi
CAPÍTULO 5 ....................................................................................................... 55
APLICAÇÕES DO LODO BRUTO E INCINERADO..................................... 55
5.1 Agregados leves para concretos .................................................................................... 55
5.2 Fíler para concreto asfáltico........................................................................................... 56
5.3 Fíler para a produção de tijolos..................................................................................... 57
5.4 Adições em argamassas e concretos ............................................................................. 58
5.4.1 Introdução.....................................................................................................................58
5.4.2 Adições minerais .......................................................................................................... 58
5.4.3 Influência das adições minerais nas propriedades do concreto fresco e
endurecido .............................................................................................................................. 59
5.4.3.1 Trabalhabilidade e demanda de água...................................................................... 60
5.4.3.2 Hidratação.................................................................................................................. 60
5.4.3.3 Resistência .................................................................................................................. 61
5.4.4 Avaliação do comportamento da CLE nas argamassas e concretos..................... 62
CAPÍTULO 6 ....................................................................................................... 65
PROGRAMA EXPERIMENTAL: ARGAMASSAS E CONCRETOS............... 65
6.1 Composição dos materiais ............................................................................................. 65
6.1.1 Materiais cimentíceos................................................................................................... 65
6.1.1.1 Cimento ..................................................................................................................... 65
6.1.1.2 Cinza de lodo de esgoto ........................................................................................... 66
6.1.2 Agregados......................................................................................................................68
6.1.2.1 Agregado miúdo........................................................................................................ 68
6.1.2.2 Agregado graúdo ....................................................................................................... 69
6.1.3 Água .............................................................................................................................. 70
6.1.4 Aditivo químico............................................................................................................ 70
6.1.4.1 Superplastificante (SP).............................................................................................. 70
6.2 Programa experimental................................................................................................... 70
6.2.1 Dosagem das argamassas ............................................................................................ 70
6.2.2 Dosagem do concreto convencional ......................................................................... 73
6.2.3 Dosagem do concreto de alto desempenho ............................................................. 74
6.3 Produção das argamassas e concretos .......................................................................... 76
6.3.1 Argamassas.................................................................................................................... 76
xii
6.3.2 Concretos ......................................................................................................................77
6.3.3 Metodologia dos ensaios ............................................................................................. 78
6.3.3.1 Compatibilidade do cimento x superplastificante ................................................ 78
6.3.3.2 Resistência à compressão......................................................................................... 79
6.3.3.3 Resistência à tração ................................................................................................... 80
6.3.3.4 Durabilidade............................................................................................................... 82
CAPÍTULO 7 ....................................................................................................... 83
APRESENTAÇÃO E ANÁLISE DOS RESULTADOS..................................... 83
7.1 Argamassa......................................................................................................................... 83
7.1.1 Trabalhabilidade ........................................................................................................... 83
7.1.2 Propriedades no estado endurecido .......................................................................... 84
7.1.2.1 Comportamento das argamassas ao esforço de compressão uniaxial ............... 84
7.1.3 Durabilidade.................................................................................................................. 88
7.2 Concretos ......................................................................................................................... 94
7.2.1 Compatibilidade entre o cimento e o superplastificante......................................... 94
7.2.2 Propriedade no estado fresco ..................................................................................... 95
7.2.2.1 Ensaio de abatimento do tronco de cone (slump test) ........................................ 95
7.2.3 Propriedades no estado endurecido .......................................................................... 96
7.2.3.1 Comportamento tensão x deformação .................................................................. 96
7.2.3.2 Resistência à tração por compressão diametral...................................................102
7.2.3.3 Resistência à tração na flexão ................................................................................103
7.2.4 Durabilidade................................................................................................................103
7.2.5 Classificação ambiental..............................................................................................106
7.2.5.1 Ensaio de lixiviação.................................................................................................107
7.2.5.2 Ensaio de solubilização ..........................................................................................107
CAPÍTULO 8 ...................................................................................................... 110
CONCLUSÕES E SUGESTÕES FUTURAS .................................................... 110
8.1 Conclusões .....................................................................................................................110
8.2 Sugestões futuras ...........................................................................................................112
CAPÍTULO 9 ...................................................................................................... 113
REFERÊNCIAS BIBLIOGRÁFICAS................................................................ 113

xiii
Lista de figuras
Figura 2.1: Caixa de areia ou desarenador – E.T.E. Alegria ................................................. 8
Figura 2.2: Decantador primário – E.T.E. Alegria ................................................................ 9
Figura 2.3: Lagoa facultativa ( VON SPERLING, 1996a) ................................................. 10
Figura 2.4: Lagoa anaeróbia seguida de lagoa facultativa (VON SPERLING, 1996a)...10
Figura 2.5: Lagoa aerada facultativa (VON SPERLING, 1996a)...................................... 11
Figura 2.6: Lagoa aerada de mistura completa seguida de lagoa de decantação
(VON SPERLING, 1996a)..................................................................................................... 11
Figura 2.7: Lodo ativado convencional (VON SPERLING, 1996a) ................................ 12
Figura 2.8: Lodos ativados com aeração prolongada (VON SPERLING, 1996a) ......... 13
Figura 2.9: Lodos ativados com fluxo intermitente (VON SPERLING, 1996a)............ 13
Figura 2.10: Filtro biológico de baixa carga (VON SPERLING, 1996a)......................... 14
Figura 2.11: Filtro biológico de alta carga (VON SPERLING, 1996a)............................ 15
Figura 2.12: Distribuição dos sólidos do lodo...................................................................... 16
Figura 2.13: Etapa de adensamento por gravidade do lodo – E.T.E. Alegria ................. 16
Figura 2.14: Etapa de disgestão anaeróbia do lodo – E.T.E. Alegria................................ 18
Figura 2.15: Etapa de condicionamento do lodo – adição de polieletrólito - E.T.E.
Alegria ........................................................................................................................................ 19
Figura 2.16: Etapa de desidratação do lodo – E.T.E. Alegria ............................................ 23
Figura 3.1: Lay-out da Estação de Tratamento de Esgotos (E.T.E.) Alegria – 1ª etapa 30
Figura 3.2: Lodo “in-natura” – E.T.E. Alegria..................................................................... 31
Figura 3.3: Difração de raios X do lodo “in-natura”........................................................... 36
Figura 3.4: Curvas de ATG, DTG e ATD do lodo proveniente da E.T.E. Alegria ....... 37
Figura 4.1: Equipamento Rigater Rix 3100........................................................................... 39
Figura 4.2: Etapas de pré-queima do lodo “in-natura” ....................................................... 42

xiv
Figura 4.3: Obtenção da CLE a 550ºC.................................................................................. 43
Figura 4.4: Difração de raios x da amostra de lodo a 550ºC .............................................. 46
Figura 4.5: Difração de raios x na amostra de lodo a 650ºC .............................................. 47
Figura 4.6: Difração de raios x na amostra de lodo a 750ºC .............................................. 47
Figura 4.7: Difração de raios x na amostra de lodo a 850ºC .............................................. 48
Figura 4.8: Difração de raios x na amostra de lodo a 950ºC .............................................. 48
Figura 6.1: Curvas granulométricas do cimento CP II F 32 e da CLE............................. 67
Figura 6.2: Curva granulométrica dos agregados miúdos para as argamassas e concretos
..................................................................................................................................................... 69
Figura 6.3: Curva granulométrica do agregado graúdo ....................................................... 69
Figura 6.4: Mesa de consistência padrão. .............................................................................. 76
Figura 6.5: Ensaio de abatimento do tronco de cone.......................................................... 77
Figura 6.6: Ensaio de compatibilidade – Cone de Marsh. .................................................. 78
Figura 6.7: Ensaio de resistência à compressão.................................................................... 80
Figura 6.8: Ensaio de tração por compressão diametral ..................................................... 81
Figura 6.9: Ensaio de tração na flexão................................................................................... 81
Figura 6.10: Ensaios de absorção de água por capilaridade e por imersão ...................... 82
Figura 7.1: Curvas tensão x deformação das argamassas CLE0% e CLE30%................ 85
Figura 7.2: Variação da resistência à compressão das argamassas com teor de CLE
presente na mistura. ................................................................................................................. 86
Figura 7.3: Gráfico típico do acréscimo de massa aparente em função da raiz quadrada
do tempo (GONÇALVES, 2003) .......................................................................................... 91
Figura 7.4: Ganho acumulativo de massa de água em função da raiz quadrada do tempo
para as argamassas nos vários teores de CLE....................................................................... 92
Figura 7.5: Influência do teor de substituição de cimento por CLE na porosidade total.
..................................................................................................................................................... 92
Figura 7.6: Curvas tempo de escoamento x teor de superplastificante............................. 94

xv
Figura 7.7: Curvas tensão x deformação do concreto C25................................................. 97
Figura 7.8: Curvas tensão x deformação do concreto C50 para os vários teores de CLE
..................................................................................................................................................... 97
Figura 7.9: Variação da resistência à compressão dos concretos C25 e C50 em relação à
deformação................................................................................................................................ 98
Figura 7.10: Influência do teor de substituição de cimento por CLE na resistência à
compressão do concreto C25 e C50. ..................................................................................... 99
Figura 7.11: Influência do teor de substituição de cimento por CLE no módulo de
elasticidade do concreto C25 e C50. ....................................................................................100
Figura 7.12: Influência do teor de substituição de cimento por CLE na deformação do
concreto C25 e C50................................................................................................................101
Figura 7.13: Influência do teor de substituição de cimento por CLE.............................102
Figura 7.14: Influência do teor de substituição de cimento por CLE na resistência à
tração na flexão no concreto C25 e C50. ............................................................................103
Figura 7.15: Ganho acumulativo de massa de água em função da raiz quadrada do
tempo, para o concreto C25 nos vários teores de CLE. ...................................................104
Figura 7.16: Ganho acumulativo de massa de água em função da raiz quadrada do
tempo, para o concreto C50 nos vários teores de CLE. ...................................................104
Figura 7.17: Influência do teor de substituição do cimento por CLE na porosidade total
do concreto C25 e C50. .........................................................................................................105
Figura 7.18: Amostras referentes ao ensaio de solubilização e lixiviação.......................106
xvi
Lista de tabelas
Tabela 2.1: Vantagens e desvantagens dos leitos de secagem ............................................ 21
Tabela 3.1: Teor de umidade de lodos “in-natura” em algumas E.T.E’s ......................... 31
Tabela 3.2: Teor de sólidos de lodos “in-natura” em algumas E.T.E’s ............................ 32
Tabela 3.3: Teor de matéria orgânica de lodos “in-natura” de algumas E.T.E.’s............ 33
Tabela 3.4: Análise química do teor de metais presente no lodo “in-natura”.................. 34
Tabela 3.5: Análise microbiológica realizada no lodo “in-natura” da E.T.E. Alegria.....35
Tabela 4.1: Resultados referentes a emissão de gases na CLE........................................... 39
Tabela 4.2: Concentração do teor de metais em várias cinzas de lodo de E.T.E.’s ........ 44
Tabela 4.3: Resultados referentes ao ensaio de lixiviação da CLE – E.T.E. Alegria ......52
Tabela 4.4: Resultados referentes ao ensaio de solubilização............................................. 53
Tabela 5.1: Propriedades dos tijolos produzidos com CLE e argila ................................. 57
Tabela 5.2: Resultados de consistência x teor de superplastificante (SP) ......................... 63
Tabela 6.1: Composições físicas e químicas do cimento .................................................... 65
Tabela 6.2: Traço e consumo das argamassas por m3 ......................................................... 71
Tabela 6.3: Compacidade residual de cada material............................................................. 72
Tabela 6.4: Compacidades real e máxima e concentração normalizada de sólidos das
argamassas ................................................................................................................................. 73
Tabela 6.5: Traço e consumo co concreto C25 por m3 ...................................................... 74
Tabela 6.6: Programa experimental do concreto C25 ......................................................... 74
Tabela 6.7: Classes diferentes de concreto de alto desempenho ....................................... 74
Tabela 6.8: Traço e consumo do concreto C50 por m3 ...................................................... 75
Tabela 6.9: Programa experimental do concreto C50 por m3............................................ 75
Tabela 7.1: Índice de consistência das argamassas............................................................... 83
Tabela 7.2: Propriedades mecânicas das argamassas ........................................................... 85
xvii
Tabela 7.3: Porosidade total e absortividade das argamassas com CLE........................... 93
Tabela 7.4: Resultados do ensaio de abatimento do tronco de cone ................................ 95
Tabela 7.5: Propriedades mecânicas do concreto C25 em vários teores de CLE. .......... 98
Tabela 7.6: Propriedades mecânicas do concreto C50 em vários teores de CLE. .......... 98
Tabela 7.7: Porosidade total e absortividade dos concretos C25 e C50 com CLE.......105
Tabela 7.8: Resultados referentes ao ensaio de lixiviação.................................................107
Tabela 7.9: Resultados referentes ao ensaio de solubilização...........................................108
xviii
Lista de símbolos
A: Área do corpo-de-prova em contato direto com a água.
C.P.: Cimento Portland.
C.V.: Coeficiente de variação.
CAD: Concreto de alto desempenho.
CLE.: Cinza de lodo de esgotos.
C-S-H: Silicato de cálcio hidratado.
DBO.: Demanda Bioquímica de Oxigênio.
Di: Diâmetros das classes granulares dos materiais.
DMC: Diâmetro máximo característico do agregado.
E.T.E.: Estação de Tratamento de Esgoto.
E: Módulo de elasticidade.
fb: Resistência à tração na flexão.
fc: Resistência à compressão axial.
ft: Resistência à tração por compressão diametral.
K: Coeficiente de compactação.
MEC: Modelo de empacotamento compressível.
MF: Módulo de finura.
Mss: Massa anual de lodo.
P.S.: Ponto de saturação.
Pt: Ponto de Transição.
Qe0: Vazão de esgotos anual.
Qei: Vazão de esgotos inicial.
S.P.: Super plastificante.
S: Absortividade.
S0: Constante relacionada com a absorção inicial.
S1: Absortividade no estágio inicial.
S2: Estágio de saturação.
t: Tempo.
Tt: Tempo de transição entre os estágios S1 e S2.
V1: Volume anual de lodo.
xix
Vat: Volume total de água utilizado na mistura.
W: Ganho acumulativo de água.
Yi: Frações volumétricas dos materiais constituintes.
βi: Compactações residuais dos componentes.
εa: Deformação de pico.
εe1: Deformação axial no valor de 50µε.
εe2: Deformação produzida pela tensão σ2
φ*: Compactação máxima.
φ: Compactação real.
φw: Compactação real da mistura com água.
σc1: Tensão de compressão correspondente a 40% de carga última.
σc2: Tensão de compressão correspondente a deformação axial εe1 no valor de 50µε.

1
Capítulo 1 1
Introdução
Em virtude do desenvolvimento tecnológico, os centros urbanos vêm crescendo
a cada dia e junto com eles uma produção ilimitada de resíduos. Segundo GEYER
(2001), os resíduos sólidos e líquidos urbanos (lixo, resíduos de E.T.E e de tratamento
industriais) tornaram-se dentre outros, agentes causadores da poluição nas grandes
áreas urbanas. A maior parte destes resíduos têm destino incerto e, na maioria das
vezes, ficam expostos ao meio ambiente, poluindo-o, ou acabam sendo encaminhados ,
quando estes têm capacidade, aos aterros sanitários urbanos. Esta situação é comum em
praticamente todo o país e também em quase todo o mundo (MOREIRA et al., 2001).
Porém, hoje existem leis de proteção ambiental com novas diretrizes no que tange à
gestão de lodos e resíduos para a sociedade na intenção de um desenvolvimento
sustentável. Portanto, é necessário o desenvolvimento e a implementação de métodos
alternativos e eficientes em substituição ao simples descarte desses resíduos em aterros.
A importância da destinação destes resíduos foi reconhecida pela Agenda 21 na
Conferência Mundial de Meio Ambiente - Rio 92, que no capítulo 21 incluiu o tema
“Manejo ambientalmente saudável dos resíduos sólidos e questões relacionadas com
esgotos” que definiu quatro programas como sendo prioritários: a redução da produção
de resíduos, o aumento ao máximo da reutilização e reciclagem, a promoção de
depósitos e tratamento ambientalmente saudável e a ampliação do alcance dos serviços
que se ocupam com os resíduos (FERNANDES et al., 1999).
Vários estudos, portanto, vem sendo realizados no sentido de reciclar estes
resíduos como uma matéria-prima para produção de outros materiais. De acordo com
GONÇALVES (2000), a utilização destes resíduos para produzir outros materiais pode
reduzir o consumo de energia, as distâncias de transporte que variam em função de
onde esteja localizado o resíduo e o mercado consumidor, e também contribuir para a
redução da poluição gerada. Dentre os diversos tipos de resíduos sólidos e líquidos
urbanos gerados, este trabalho aborda a necessidade de se aproveitar o lodo de esgotos,
2
um subproduto gerado nas Estações de Tratamento de Esgotos (E.T.E.). O crescente
aumento da população vem proporcionando um aumento no número de E.T.E’s e
atrelado a isso está o aumento da geração do lodo de esgotos. Uma vez que nos grandes
centros urbanos já se observa uma escassez de áreas para a implantação de aterros
sanitários, torna-se necessário buscar alternativas viáveis técnica e economicamente, ao
aproveitamento do lodo de esgotos. Segundo JAPAN SEWAGE WORKS AGENCY
(1990) apud GEYER (2001) três linhas básicas vem se destacando com relação ao
aproveitamento e destino final deste resíduo: Agricultura (A), Construção (C) e
produção de Energia (E) que foi denominado de “ACE Plan” Japonês. Neste plano
passou-se a pesquisar as possibilidades de utilização do lodo de esgotos na agricultura
na produção de energia e na construção civil.
Outra forma de reduzir o volume de lodos de esgotos gerados é a incineração
(redução em torno de 85% do volume inical). Este processo apesar de ser de custo
elevado, traz como benefício além de necessitar de uma menor área de disposição, a
possível utilização da cinza na construção civil devido a eliminação da matéria orgânica
bem como a possibilidade de gerar energia.
A indústria da construção civil tem procurado aproveitar vários resíduos que
desenvolvem reações pozolânicas quando adicionados ao cimento. Dentre os vários
resíduos disponíveis, os mais utilizados são a cinza volante, a escória de alto forno e a
sílica ativa (MEHTA & MONTEIRO, 1994). Estudos também vêm sendo realizados
com a cinza da casca de arroz e do bagaço da cana de açúcar (CORDEIRO et al., 2003)
e com argilas calcinadas (GONÇALVES, 2003). Outros resíduos tais como os finos da
produção de peças ornamentais, possuem elevado potencial para uso como filer em
matrizes a base de cimento. Nos últimos tempos pesquisas vêm sendo realizadas
visando a utilização da CLE para produzir tijolos (ALLEMAN & BERMAN , 1984;
TAYa, 1987; TAY et al., 2002) agregados para concretos (KHANBILVARDI &
AFSHARI, 1995; TAY et al., 2002) e fíler para concretos e pavimentos (TAY, 1986; AL
SAYED et al., 1994).
Neste trabalho procura-se avaliar as potencialidades da Cinza de Lodo de
Esgotos em substituição parcial ao cimento Portland para produzir argamassas e
3
concretos. Será investigado o uso da CLE como material suplementar e identificado o
seu potencial como fíler ou pozolana de baixa reatividade.
1.1 Importância da pesquisa
O término das obras dos programas de controle de poluição hídrica (Programa
de Despoluição da Baía de Guanabara, Baixada Viva, Esgotamento Sanitário da Barra
da Tijuca e Jacarepaguá) na Região Metropolitana da cidade do Rio de Janeiro (RMRJ)
prevê que a produção anual de lodo na região alcance, em 2010, 799.000 toneladas de
sólidos secos. No anexo 1 estão apresentadas as E.T.E’s inseridas na RMRJ com suas
respectivas massas de sólidos secos produzidas no ano de 2000 e com as previsões para
os anos de 2005 e 2010 (VOLSCHAN JUNIOR, 1999).
Como parte destas estações de tratamento de esgotos não dispõem de área para
depositar o lodo gerado, estes resíduos serão provavelmente encaminhados para o
aterro sanitário da cidade. Como este encontra-se com a sua capacidade praticamente
esgotada, vê-se a necessidade de se implantar alternativas para o uso deste resíduo
através de práticas que permitam uma disposição final adequada e segura devido a sua
composição conter compostos patogênicos que causam riscos ao meio ambiente e a
saúde da população.
1.2 Objetivo da pesquisa
Esta pesquisa tem por objetivo avaliar as potencialidades de utilização da cinza de
lodo de esgotos como material suplementar na produção de argamassas e concretos
com cimento Portland. Os teores de substituição, em massa, de cimento Portland por
CLE foram de 10-30% para as argamassas e 5-10% para os concretos de resistência
normal e de alto desempenho. Para isso verifica-se o desempenho e a durabilidade dos
concretos e argamassas através de suas propriedades mecânicas (resistência à
compressão, deformação de pico e módulo de elasticidade) e físicas (porosidade total e
absortividade). Além disso, serão realizados ensaios de lixiviação e solubilização na CLE
e no concreto com o objetivo de “dar” uma destinação final segura para este resíduo
4
através do seu encapsulamento na matriz cimentícia visto que a CLE possui em sua
composição poluentes perigosos que põe em risco o meio ambiente e a saúde pública.
1.3 Estrutura da dissertação
A dissertação é composta por oito capítulos e está organizada da seguinte
maneira:
Capítulo 1 – introdução referente ao reaproveitamento dos resíduos, com ênfase
em lodo de esgotos. Em seguida, apresenta-se a importância e o objetivo desta pesquisa
e a estrutura da dissertação.
Capítulo 2 – revisão bibliográfica sobre sistema de esgotamento sanitário
abordando desde a geração dos esgotos até o seu tratamento e disposição final.
Capítulo 3 – caracterização do lodo de esgoto “in-natura”, suas propriedades
físicas, químicas, microbiológicas e mineralógicas.
Capítulo 4 – caracterização da cinza de lodo de esgotos, suas propriedades físicas,
químicas e mineralógicas.
Capítulo 5 – aplicação do lodo de esgotos “in-natura” e incinerado nos dias de
hoje. Ao final, fez-se uma revisão bibliográfica sobre a utilização de aditivos minerais
em argamassas e concretos tanto no estado fresco como no estado endurecido.
Capítulo 6 – apresenta-se o programa experimental da pesquisa, os ensaios
realizados bem como a sua metodologia.
Capítulo 7 – apresentação e análise dos resultados. Ao final faz-se uma discussão
com resultados obtidos em outras pesquisas.
Capítulo 8 – conclusões desta pesquisa e sugestões para futuras pesquisas.
5
Capítulo 2 2
Sistema de Esgotamento Sanitário
2.1 Histórico
A prática do saneamento vem sendo desenvolvida conjuntamente com a
evolução dos povos. Dados relatam que civilizações existentes na Índia possuíam
banheiros, esgoto na construção, drenagem nas ruas, bem como a preocupação com a
qualidade da água, obtida através de fervura, filtração em areia e cascalho, dentre outras
(FNS, 1999).
Na Antigüidade, além da construção de aquedutos, banhos públicos e termas,
foi construída uma das obras mais importantes referentes ao saneamento devido a sua
concepção e dimensão: a Cloaca Máxima de Roma que tinha como função, receber os
esgotos provenientes das construções.
Em 1778 foi inventada a bacia sanitária com o uso da água. O lançamento dos
dejetos era feito nas sarjetas ou cursos d’água. Com o crescimento das cidades, estes
lançamentos começaram a trazer conseqüências danosas à população. A solução para
este problema surgiu na Inglaterra, em 1847, com a criação do sistema unitário de
esgotamento que recebia tanto a contribuição das águas pluviais como das águas
residuárias em um único coletor. O Rio de Janeiro foi uma das primeiras capitais do
mundo a implantar este tipo de sistema, tendo isso acontecido em 1857. Em 1879,
visando aspectos econômicos e práticos, foi proposta a construção de um sistema
separador absoluto onde as águas pluviais ficavam completamente separadas das águas
residuárias (CETESB, 1984).
No Brasil, o sistema de coleta de esgoto mais utilizado é o separador absoluto.
São partes constitutivas deste sistema a coleta e o transporte de esgotos, o tratamento e
a disposição final.
6
2.2 Coleta e transporte de esgotos
Os esgotos são coletados e conduzidos às Estações de Tratamento de Esgotos
(E.T.E.) por meio de tubulações. Essas tubulações normalmente funcionam como
conduto livre, podendo em alguns trechos, funcionarem como conduto forçado (linha
de recalque, emissário).
A etapa de coleta e transporte dos esgotos tem início nas edificações que
conduzem o efluente até a rede coletora através de ramais prediais. Em seguida, a rede
coletora recebe estes esgotos por meio de coletores secundários encaminhando-os ao
coletor tronco que recebe estas contribuições e transporta-os para um interceptor ou
emissário. O interceptor possui diâmetro maior que a rede coletora, pois recebe
contribuição de toda a sub-bacia. Já o emissário tem como função conduzir os esgotos
a uma Estação de Tratamento de Esgotos ou corpo receptor. Vale ressaltar que ele não
recebe nenhum tipo de contribuição.
2.3 Tratamento dos esgotos
O esgoto sanitário é constituído de 99,9% de água e 0,1% de sólidos totais
(orgânicos e inorgânicos; suspensos e dissolvidos), além de microorganismos. Devido a
este 0,1% de sólidos presentes no esgoto, é necessário tratá-lo (VON SPERLING,
1996a, TSUTIYA et al., 2001).
O tratamento dos esgotos pode ser dividido em duas fases: fase líquida e fase
sólida. A fase líquida pode ser composta por esgotos domésticos, águas de infiltração e
despejos industriais. A fase sólida é composta por subprodutos gerados durante o
tratamento da fase líquida.
7
2.3.1 Tratamento da fase líquida
Segundo SPERLING (1996a), a classificação do tratamento dos esgotos na fase
líquida é dada de acordo com os seguintes níveis: preliminar, primário, secundário e ,
eventualmente, terciário.
2.3.1.1 Tratamento preliminar
O tratamento preliminar consiste basicamente na remoção de sólidos grosseiros
e areia. Nesta fase pode-se também incluir uma unidade para medição da vazão. Esta
medição pode ser feita através de calhas parshall, de dimensões padronizadas,
vertedores retangulares ou triangulares.
A remoção dos sólidos grosseiros é feita, normalmente, por meio de grades.
Estas grades variam conforme as dimensões dos sólidos, podendo ser grossa, média e
fina. A utilização de uma ou de outra varia de acordo com a qualidade do esgoto
afluente. Nesta etapa, chamada de gradeamento, o resíduo com dimensões maiores do
que o espaço entre as barras fica retido.
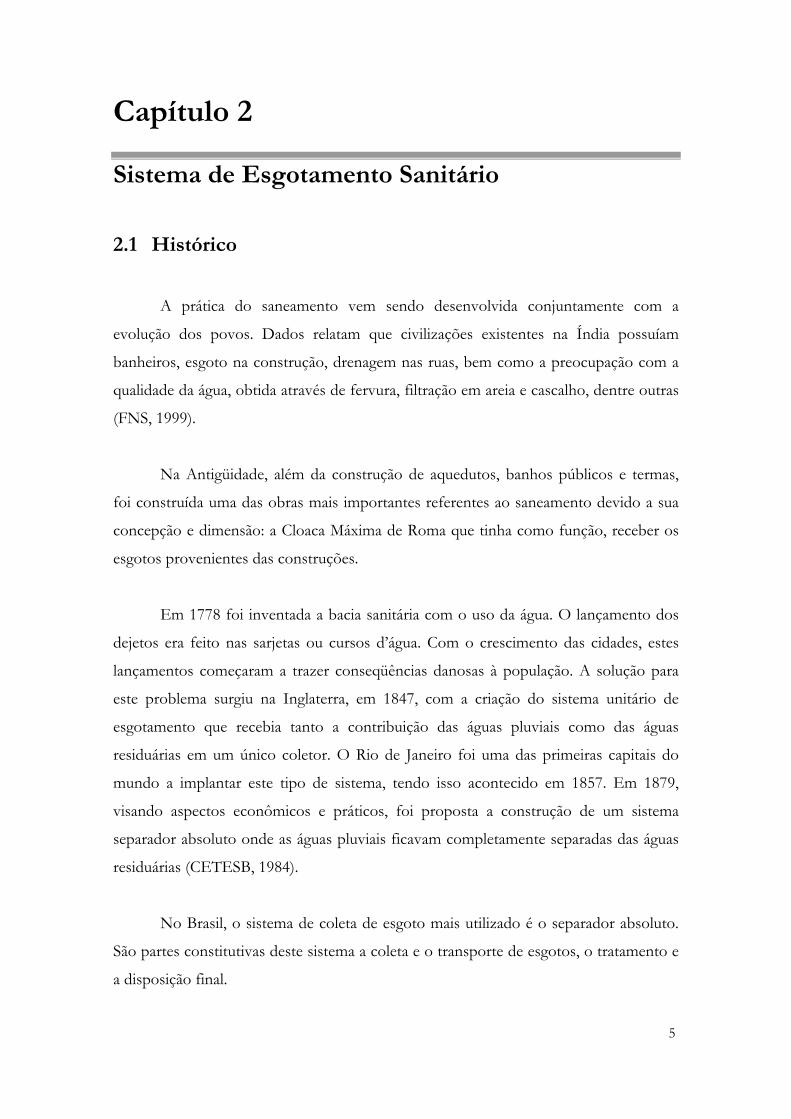
A remoção da areia é feita através de uma unidade denominada caixa de areia ou
desarenador. Estas unidades são dimensionadas para a remoção apenas deste sólido.
Neste processo, o grão de areia sedimenta no fundo da caixa por causa do seu tamanho
e densidade, enquanto a matéria orgânica permanece em suspensão no meio líquido,
seguindo para a unidade a jusante. Na Figura 2.1 encontra-se o desarenador da E.T.E.
Alegria (Estação onde foi coletado o lodo do presente estudo).
Normalmente, o material resultante deste tratamento preliminar é disposto em
aterros sanitários ou, segundo JORDÃO & PESSÔA (1995), a areia pode ser
aproveitada como material drenante nos leitos de secagem desde que esteja bem lavada
e bem selecionada.

8
Figura 2.1: Caixa de areia ou desarenador – E.T.E. Alegria
2.3.1.2 Tratamento primário
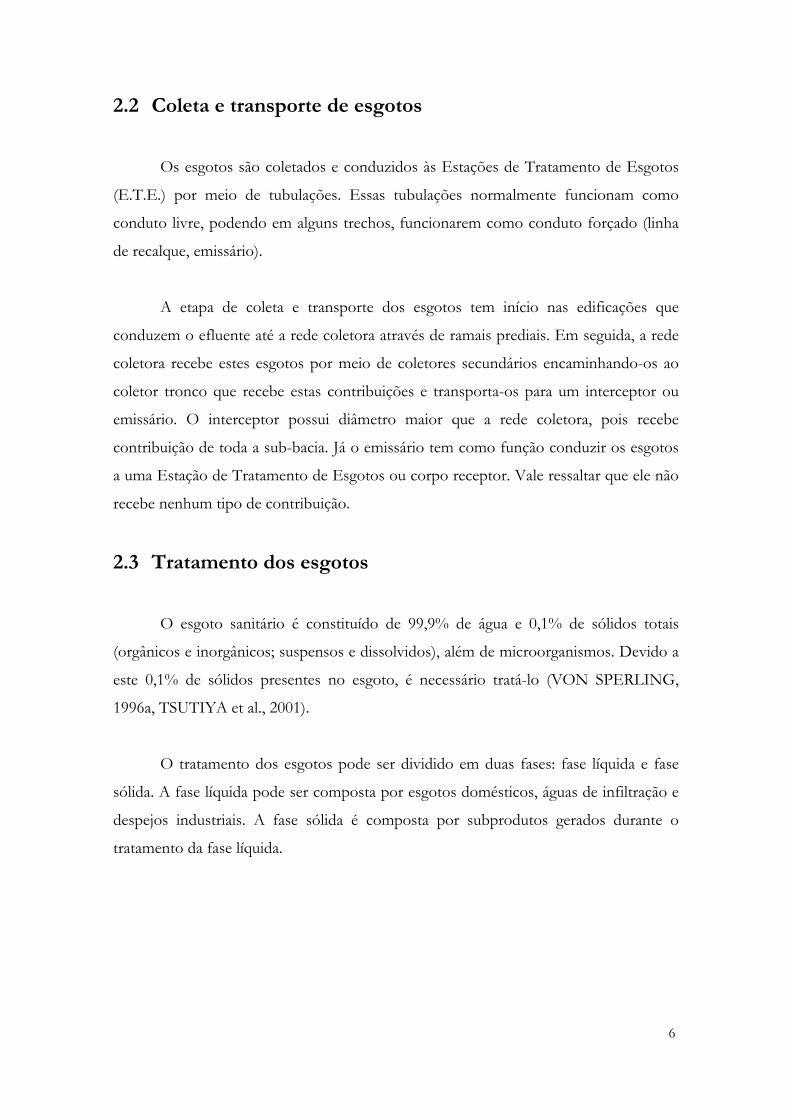
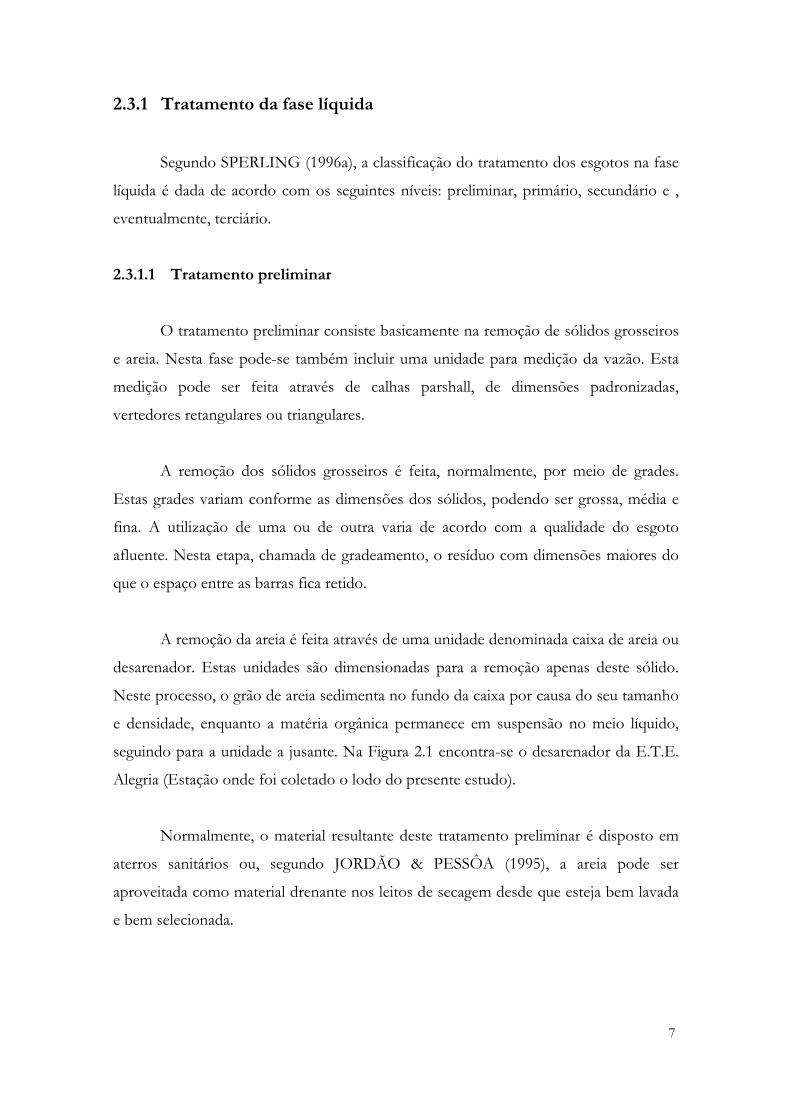
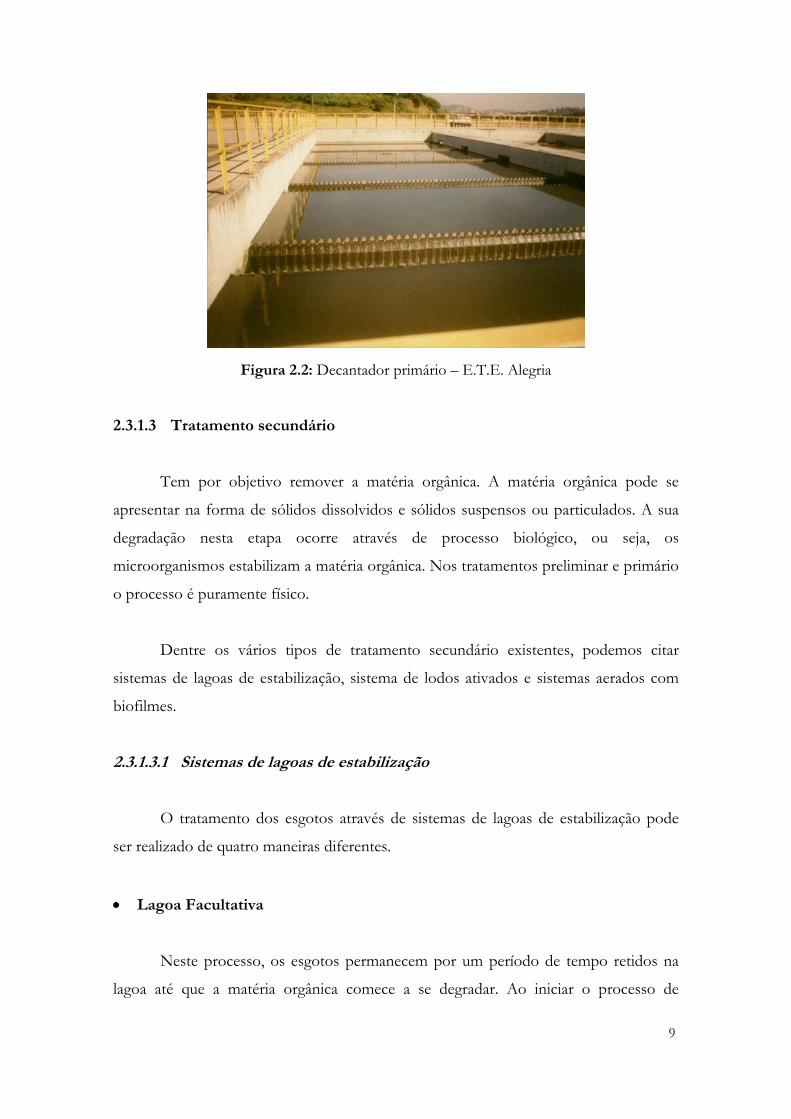
Tem por objetivo remover os sólidos em suspensão e os sólidos flutuantes. Esta
remoção é feita através de decantadores que podem ter o formato retangular ou
circular. Nesta unidade, os sólidos que possuem densidade maior do que a da massa
líquida vão se depositando lentamente no fundo do tanque e recebem o nome de lodo
primário. Em seguida, o efluente líquido é encaminhado para o tratamento secundário,
ou para o corpo receptor, e o lodo primário é encaminhado para o tratamento da fase
sólida, ambos por meio de tubulações. A Figura 2.2 ilustra o decantador primário da
E.T.E. Alegria.
O lodo primário, por ter em sua composição sólidos sedimentáveis orgânicos e
inorgânicos muito mais concentrados, é considerado mais agressivo do que o esgoto
(JORDÃO & PESSÔA, 1995). Os sólidos flutuantes (graxas, óleos), em função da sua
densidade, sobem para a superfície, onde são removidos, manualmente ou
mecanicamente, para tratamento posterior.
9
Figura 2.2: Decantador primário – E.T.E. Alegria
2.3.1.3 Tratamento secundário
Tem por objetivo remover a matéria orgânica. A matéria orgânica pode se
apresentar na forma de sólidos dissolvidos e sólidos suspensos ou particulados. A sua
degradação nesta etapa ocorre através de processo biológico, ou seja, os
microorganismos estabilizam a matéria orgânica. Nos tratamentos preliminar e primário
o processo é puramente físico.
Dentre os vários tipos de tratamento secundário existentes, podemos citar
sistemas de lagoas de estabilização, sistema de lodos ativados e sistemas aerados com
biofilmes.
2.3.1.3.1 Sistemas de lagoas de estabilização
O tratamento dos esgotos através de sistemas de lagoas de estabilização pode
ser realizado de quatro maneiras diferentes.
• Lagoa Facultativa
Neste processo, os esgotos permanecem por um período de tempo retidos na
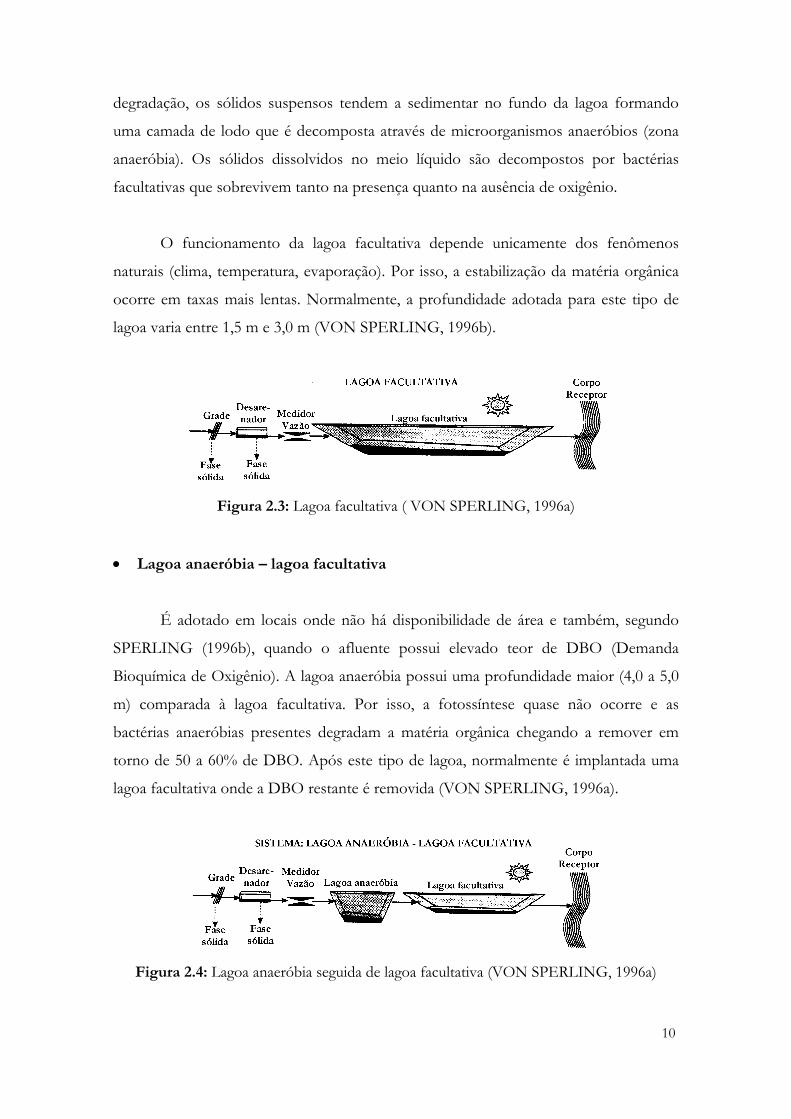
lagoa até que a matéria orgânica comece a se degradar. Ao iniciar o processo de
10
degradação, os sólidos suspensos tendem a sedimentar no fundo da lagoa formando
uma camada de lodo que é decomposta através de microorganismos anaeróbios (zona
anaeróbia). Os sólidos dissolvidos no meio líquido são decompostos por bactérias
facultativas que sobrevivem tanto na presença quanto na ausência de oxigênio.
O funcionamento da lagoa facultativa depende unicamente dos fenômenos
naturais (clima, temperatura, evaporação). Por isso, a estabilização da matéria orgânica
ocorre em taxas mais lentas. Normalmente, a profundidade adotada para este tipo de
lagoa varia entre 1,5 m e 3,0 m (VON SPERLING, 1996b).
Figura 2.3: Lagoa facultativa ( VON SPERLING, 1996a)
• Lagoa anaeróbia – lagoa facultativa
É adotado em locais onde não há disponibilidade de área e também, segundo
SPERLING (1996b), quando o afluente possui elevado teor de DBO (Demanda
Bioquímica de Oxigênio). A lagoa anaeróbia possui uma profundidade maior (4,0 a 5,0
m) comparada à lagoa facultativa. Por isso, a fotossíntese quase não ocorre e as
bactérias anaeróbias presentes degradam a matéria orgânica chegando a remover em
torno de 50 a 60% de DBO. Após este tipo de lagoa, normalmente é implantada uma
lagoa facultativa onde a DBO restante é removida (VON SPERLING, 1996a).
Figura 2.4: Lagoa anaeróbia seguida de lagoa facultativa (VON SPERLING, 1996a)

11
• Lagoa aerada facultativa
Neste tipo de lagoa é utilizado um equipamento denominado aerador. Este
equipamento introduz oxigênio dissolvido no meio líquido através do seu
turbilhonamento, fazendo com que a degradação da matéria orgânica ocorra mais
rapidamente. Porém, este turbilhonamento não é suficiente para manter os sólidos em
suspensão no meio, fazendo com que estes sejam depositados no fundo da lagoa onde
são decompostos anaerobicamente (VON SPERLING, 1996a).
Figura 2.5: Lagoa aerada facultativa (VON SPERLING, 1996a)
• Lagoa aerada de mistura completa – lagoa de decantação
Na lagoa aerada de mistura completa o nível de aeração é superior ao da lagoa
aerada facultativa, pois o turbilhonamento do meio líquido, além de permitir a sua
oxigenação, mantém todos os sólidos em suspensão. A elevada concentração de
bactérias aumenta a eficiência da unidade na estabilização da matéria orgânica. Porém,
como a biomassa permanece dispersa no efluente, torna-o impróprio para ser lançado
no corpo receptor. A implantação de uma lagoa de decantação a jusante desta unidade
pode ser uma alternativa para a sedimentação destes sólidos em suspensão (VON
SPERLING, 1996b).
Figura 2.6: Lagoa aerada de mistura completa seguida de lagoa de decantação
(VON SPERLING, 1996a)

12
2.3.1.3.2 Sistemas de lodos ativados
• Lodos ativados convencional
Este tipo de sistema recircula os sólidos do fundo do decantador secundário
para o tanque de aeração, elevando a sua concentração no meio. Devido a esta
recirculação, os sólidos permanecem no sistema por um tempo maior (4 a 10 dias) do
que o líquido (6 a 8 horas), garantindo, portanto, a sua eficiência através da estabilização
da matéria orgânica pelas bactérias. Como a entrada do esgoto no sistema é contínua,
há um excesso na reprodução das bactérias. Para que as unidades não fiquem
sobrecarregadas e o sistema seja mantido em equilíbrio é necessário remover uma
quantidade de lodo equivalente à que é produzida. Este lodo removido é denominado
de lodo biológico excedente, devendo ser encaminhado para posterior tratamento. É
necessário haver um decantador primário para remover os sólidos sedimentáveis do
esgoto bruto (VON SPERLING, 1996a).
Figura 2.7: Lodo ativado convencional (VON SPERLING, 1996a)
• Lodos ativados com aeração prolongada
Difere do convencional pelo fato da biomassa permanecer mais tempo no
sistema (20 a 30 dias). Como o sistema continua a receber a mesma carga de DBO de
esgoto bruto, há uma escassez de alimento para as bactérias, que para sobreviverem
utilizam sua própria matéria orgânica componente das suas células. Com isso, o lodo
excedente biológico já sai estabilizado, não havendo, portanto, a necessidade de
decantador primário a montante do reator (VON SPERLING, 1996a).

13
Figura 2.8: Lodos ativados com aeração prolongada (VON SPERLING, 1996a)
• Lodos ativados com fluxo intermitente
É chamado de fluxo intermitente pelo fato de todas as etapas acontecerem
dentro de um único tanque (reator de mistura completa), em seqüências diferentes, mas
com durações definidas. O descarte do lodo pode acontecer em qualquer destas fases
do processo: enchimento (aerador ligado), reação, sedimentação (aerador desligado),
esvaziamento e repouso. A duração de cada ciclo pode variar em função da vazão
afluente, das necessidades do tratamento e das características do esgoto e da biomassa
(VON SPERLING, 1996a).
Figura 2.9: Lodos ativados com fluxo intermitente (VON SPERLING, 1996a)
2.3.1.3.3 Sistemas aeróbios com biofilmes
• Filtros biológicos de baixa carga
Este processo não é similar aos anteriores pelo fato da biomassa crescer aderida
a um meio suporte, ao invés de dispersa no meio líquido. A entrada dos esgotos nos
filtros biológicos é feita por distribuidores rotativos em forma de gotas ou jatos, no qual

14
os esgotos percolam através do material de revestimento (pedras, ripas ou material
plástico) em direção aos drenos de fundo, contribuindo para o crescimento bacteriano
na superfície destes.
Este sistema é dito aeróbio, pois ocorre a circulação natural de ar em função dos
vazios existentes entre o material de revestimento. Porém, a medida em que a
população microbiana cresce na superfície das pedras, os espaços vazios vão sendo
reduzidos, contribuindo para um aumento da velocidade de escoamento dos esgotos
nestes poros promovendo um deslocamento do material aderido. Este fato provoca
uma redução natural da população microbiana no sistema. Estes sólidos são removidos
na unidade a jusante.
O sistema é eficiente na remoção da DBO, porém a quantidade de matéria
orgânica no meio é pequena, fazendo com que as bactérias utilizem do seu próprio
material celular para se alimentarem (VON SPERLING, 1996a).
Figura 2.10: Filtro biológico de baixa carga (VON SPERLING, 1996a)
• Filtros biológicos de alta carga
Os filtros biológicos de alta carga se diferenciam dos de baixa carga por
receberem uma quantidade de matéria orgânica maior, além de não conseguirem
estabilizar o lodo na unidade. Neste tipo de sistema deve-se ter o cuidado com o
revestimento de pedra, porque, devido à elevada concentração de matéria orgânica, os
espaços vazios são fechados por causa do crescimento em excesso das bactérias,
trazendo sérias conseqüências para a eficiência do sistema.
15
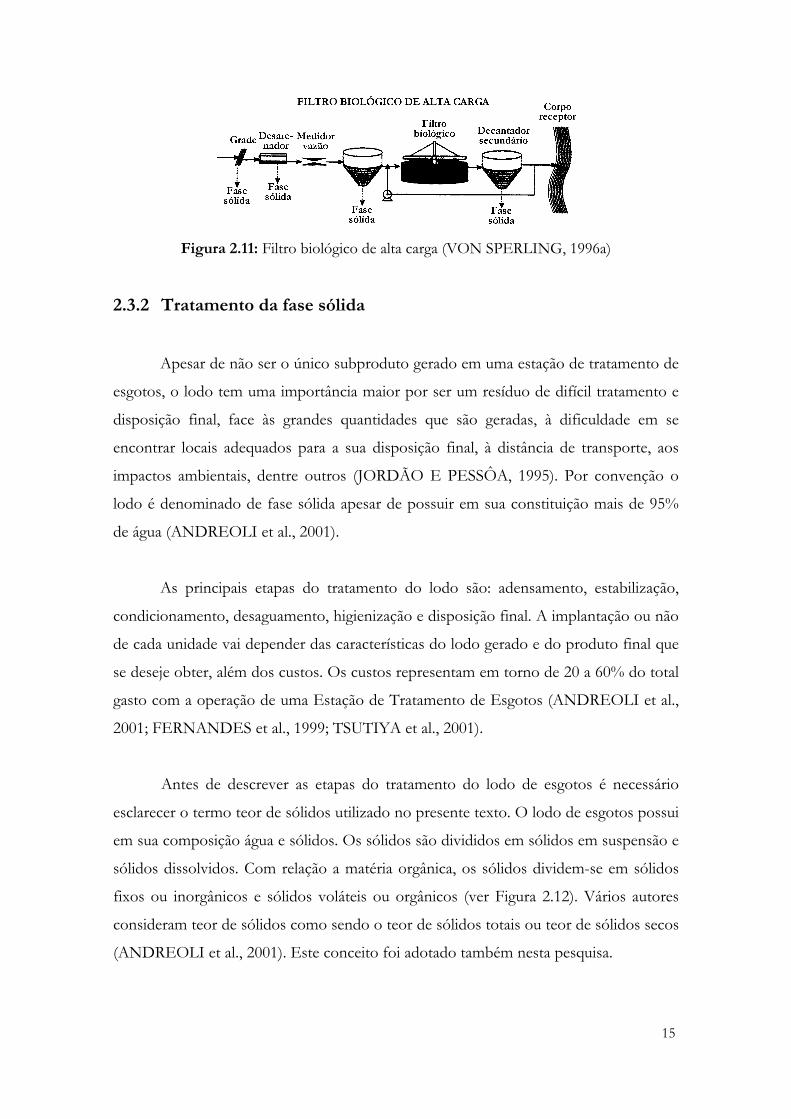
Figura 2.11: Filtro biológico de alta carga (VON SPERLING, 1996a)
2.3.2 Tratamento da fase sólida
Apesar de não ser o único subproduto gerado em uma estação de tratamento de
esgotos, o lodo tem uma importância maior por ser um resíduo de difícil tratamento e
disposição final, face às grandes quantidades que são geradas, à dificuldade em se
encontrar locais adequados para a sua disposição final, à distância de transporte, aos
impactos ambientais, dentre outros (JORDÃO E PESSÔA, 1995). Por convenção o
lodo é denominado de fase sólida apesar de possuir em sua constituição mais de 95%
de água (ANDREOLI et al., 2001).
As principais etapas do tratamento do lodo são: adensamento, estabilização,
condicionamento, desaguamento, higienização e disposição final. A implantação ou não
de cada unidade vai depender das características do lodo gerado e do produto final que
se deseje obter, além dos custos. Os custos representam em torno de 20 a 60% do total
gasto com a operação de uma Estação de Tratamento de Esgotos (ANDREOLI et al.,
2001; FERNANDES et al., 1999; TSUTIYA et al., 2001).
Antes de descrever as etapas do tratamento do lodo de esgotos é necessário
esclarecer o termo teor de sólidos utilizado no presente texto. O lodo de esgotos possui
em sua composição água e sólidos. Os sólidos são divididos em sólidos em suspensão e
sólidos dissolvidos. Com relação a matéria orgânica, os sólidos dividem-se em sólidos
fixos ou inorgânicos e sólidos voláteis ou orgânicos (ver Figura 2.12). Vários autores
consideram teor de sólidos como sendo o teor de sólidos totais ou teor de sólidos secos
(ANDREOLI et al., 2001). Este conceito foi adotado também nesta pesquisa.

16
Figura 2.12: Distribuição dos sólidos do lodo
2.3.2.1 Adensamento do lodo
São unidades que têm por objetivo reduzir a umidade do resíduo através de
processos físicos, aumentando a concentração de sólidos. Este processo de
adensamento torna as unidades subseqüentes mais compactas por causa da redução de
massa e volume do lodo. Os tipos de adensadores de lodo mais utilizados são os
adensadores por gravidade e os adensadores por flotação (TSUTIYA et al., 2001). Na
E.T.E. Alegria utiliza-se adensadores por gravidade conforme mostra a Figura 2.13.
2.3.2.1.1 Adensadores por gravidade
Apresenta melhor eficiência quando da utilização de lodo proveniente de
tratamento primário. Estas unidades são semelhantes a um decantador primário, no
qual o lodo sedimenta e adensa no fundo do tanque, sendo removido por raspadores e
encaminhados para a etapa de estabilização. O líquido sobrenadante retorna ao início
do processo de tratamento primário (JORDÃO E PESSÔA, 1995).
Figura 2.13: Etapa de adensamento por gravidade do lodo – E.T.E. Alegria
Teor de
sólidos totais =
Teor de sólidos
em suspensão
Fixos
Voláteis
+ Teor de sólidos
dissolvidos
Fixos
Voláteis

17
2.3.2.1.2 Adensadores por flotação
Utilizado com maior eficiência quando o lodo é proveniente de tratamento
secundário ou de lodo ativado (excedente). Este processo consiste na injeção de bolhas
de ar no meio líquido. Estas bolhas aderem às partículas sólidas, fazendo com que a sua
densidade diminua e as mesmas sejam arrastadas para a superfície, onde são removidas
por raspadores (JORDÃO E PESSÔA, 1995).
2.3.2.2 Estabilização do lodo
A etapa de estabilização do lodo é necessária porque, além de evitar a emanação
de maus odores, reduz a concentração de patógenos na massa de lodo devido à
degradação da matéria orgânica biodegradável.
O lodo pode ser estabilizado através de três processos: (1) estabilização
biológica: utiliza bactérias específicas para estabilizar a matéria orgânica biodegradável;
(2) estabilização química: estabiliza o lodo através da oxidação química da matéria
orgânica; (3) estabilização térmica: o calor age sobre a fração volátil em recipientes
hermeticamente fechados. Atualmente a mais utilizada é a estabilização biológica.
(ANDREOLI et al., 2001).
2.3.2.2.1 Estabilização biológica
Neste tipo de processo, a fração biodegradável da matéria orgânica é estabilizada
por meio de bactérias. O método mais empregado para estabilizar o lodo é a digestão
anaeróbia, porém existem outros métodos, tais como: digestão aeróbia, compostagem,
etc.
• Digestão anaeróbia
Neste tipo de digestão, o lodo bruto é encaminhado para o interior de digestores
biológicos totalmente fechados, onde bactérias anaeróbias e facultativas estabilizam a
matéria orgânica produzindo gás carbônico, metano, massa celular e outros

18
micronutrientes. A Figura 2.14 mostra o digestor anaeróbio da E.T.E. Alegria. Durante
a degradação, três grupos de bactérias participam do processo em fases distintas, mas
interdependentes entre si. São elas: bactérias acidogências, bactérias acetogênicas e
bactérias metanogênicas (ANDREOLI et al., 2001). Uma digestão eficiente, de acordo
com JORDÃO e PESSÔA (1995), é indicada por uma redução de sólidos voláteis que
deve ser em torno de 45% a 50%.
Figura 2.14: Etapa de disgestão anaeróbia do lodo – E.T.E. Alegria
2.3.2.3 Condicionamento do lodo
É um processo físico ou químico no qual partículas menores de lodo se unem a
partículas maiores formando agregados com dimensões superiores a estas partículas. O
condicionamento do lodo pode ser realizado através da utilização de polímeros
orgânicos, produtos químicos inorgânicos ou de tratamento térmico (ANDREOLI et
al., 2001).
Os polímeros orgânicos podem ser classificados em neutros, catiônicos e
aniônicos do ponto de vista das cargas de superfície. Destes, os polímeros catiônicos
são os mais utilizados no condicionamento dos lodos pelo fato do lodo possuir cargas
elétricas predominantemente negativas. Eles podem ser encontrados comercialmente
19
em pó ou em líquidos. Os produtos químicos inorgânicos são utilizados principalmente
quando a etapa posterior (desidratação) é realizada por filtro a vácuo ou filtro de
pressão. Atualmente, outros tipos de produtos inorgânicos vem sendo utilizados para o
condicionamento de lodos: resíduos de alto forno de cimento e de cal, carvão
pulverizado e cinza de incineradores (ANDREOLI et al., 2001).
Na Figura 2.15 está ilustrada o equipamento utilizado para adicionar
polieletrólito ao lodo.
Figura 2.15: Etapa de condicionamento do lodo – adição de polieletrólito - E.T.E. Alegria
2.3.2.4 Desidratação do lodo
A água está ligada aos sólidos nos lodos através de forças intermoleculares que
estão distribuídas em quatro classes distintas de acordo com a facilidade de separação:
(1) água livre – a sua remoção acontece por simples ação gravitacional ou por flotação;
(2) água adsorvida – pode ser removida por meio de processos mecânicos ou pelo uso
de defloculantes; (3) água capilar – permanece adsorvida à fase sólida por força
capilar. É removida através de processos mecânicos ou pelo uso de defloculantes
(forças de origem química). Este tipo de água difere da adsorvida por necessitar de uma
força maior para separá-la do sólido; (4) água celular – faz parte da fase sólida e só é
removida através de forças térmicas que gerem uma mudança no estado de agregação
da água (congelamento e evaporação).
20
A desidratação do lodo é um processo físico através do qual o teor de umidade
do lodo é reduzido. Os processos de desaguamento podem ser por secagem natural ou
por secagem mecânica.
2.3.2.4.1 Secagem Natural
Fazem parte do processo de desaguamento por secagem natural os leitos de
secagem e as lagoas de secagem de lodo.
• Leito de secagem
Tem como função reduzir a umidade do lodo que quando bem digerido,
apresenta bons resultados. Normalmente é utilizado para cidades de pequeno porte (até
20.000 habitantes) (ANDREOLI et al., 2001; TCHOBANOGLOUS et al., 1991).
O lodo é disposto normalmente em tanques retangulares com paredes de
alvenaria ou concreto e fundo de concreto, nos quais a água presente é drenada através
de dispositivos colocados no interior do tanque (soleira drenante, camada suporte e
sistemas de drenagem) e evaporada durante o período de secagem. Os leitos de
secagem podem ser instalados ao ar livre ou cobertos com o objetivo de proteger o
resíduo contra a influência das chuvas e geadas (ANDREOLI et al., 2001).
Este tipo de processo gera um lodo com um teor de umidade de
aproximadamente 60% para um tempo de detenção de 10 a 15 dias
(TCHOBANOGLOUS et al., 1991). Para JORDÃO E PESSÔA (1995), o lodo é
considerado apto para remoção e transporte após um período de detenção de 12 a 20
dias, quando sai com uma umidade em torno de 60 a 70%.
Na Tabela 2.1 estão listadas algumas vantagens e desvantagens dos leitos de
secagem.

21
Tabela 2.1: Vantagens e desvantagens dos leitos de secagem
Vantagens Desvantagens
Baixo valor de investimento Elevada área requerida
Torta com alto teor de sólidos Necessidade de elevada mão de obra para
retirada da torta seca
Simplicidade operacional. Elevado risco de liberação de odores
desagradáveis e de proliferação de moscas
Fonte: ANDREOLI et al. (2001)
• Lagoas de secagem de lodo
São escavações feitas no solo, ou posicionadas em depressões naturais do
terreno, onde o lodo é disposto, permanecendo por um período de tempo de 3 a 5
anos. Durante este tempo o lodo passa por várias fases: adensamento, estabilização e,
finalmente, a desidratação, que é realizada através da drenagem, evaporação e
escoamento superficial, sendo a evaporação, o processo que mais influencia. Este tipo
de alternativa para desidratação do lodo não é recomendado para lodos primários ou
mistos (TSUTIYA et al., 2001). Ao final, o lodo apresenta um teor de sólidos totais
entre 25 a 30% (ANDREOLI et al., 2001).
2.3.2.4.2 Secagem mecanizada
A secagem mecanizada é usada em Estações de Tratamento de Esgotos de
médio e grande porte em função da quantidade de lodo gerado. Este sistema é capaz de
produzir um lodo seco chamado de “torta de lodo”, onde a concentração de sólidos
totais fica em torno de 20 a 30%. Os equipamentos utilizados mais freqüentemente são:
filtro prensa, filtro esteira e centrífugas (JORDÃO e PESSÔA, 1995).
• Filtro prensa
São equipamentos que operam em batelada. O processo é iniciado com o
bombeamento do lodo para as câmaras, envelopadas por telas filtrantes. Este
bombeamento promove um aumento de pressão na câmara forçando o lodo a passar

22
através das telas. Neste momento, os sólidos são retidos sobre o meio filtrante,
formando a “torta”. Em seguida, o lodo é prensado e o filtrado é recolhido nos canais
das placas e pontos de drenagem.
Este equipamento de grande eficiência é utilizado quando se requer uma elevada
redução da umidade. Consegue-se uma torta com teor de umidade em torno de 65%,
ou seja, 35% de teor de sólidos, podendo este valor de teor de sólidos variar de 25% a
50%.
• Filtro esteira
A operação deste equipamento pode ser dividida em três etapas diferentes: zona
de separação por peneiramento, zona de baixa pressão e zona de alta pressão.
Na zona de separação por peneiramento o lodo é colocado sobre a tela superior
no qual, sob a ação da gravidade, a água livre percola através de furos existentes nesta
placa. Em seguida, o lodo é encaminhado para uma zona de baixa pressão onde por
entre as telas (inferior e superior), é suavemente comprimido e o restante da água livre é
removida. Na zona de alta pressão o lodo é comprimido novamente com o objetivo de
retirar a água intersticial.
Este equipamento não possui a mesma eficiência que o filtro prensa,
conseguindo obter uma “torta” com teor de sólidos entre 15 e 25% (75 e 85% de
umidade).
• Centrífugas
O processo de separação sólido/líquido ocorre através da ação de uma força
centrífuga. Na primeira etapa denominada de clarificação, as partículas sólidas do lodo
sedimentam a uma velocidade muito superior a da ação da gravidade. Na segunda etapa,
ocorre a compactação, no qual o lodo perde parte da água capilar devido à ação
prolongada da centrifugação.
23
Este tipo de equipamento vem se desenvolvendo nos últimos tempos. A
facilidade de operação e a ocupação de pequena área têm contribuído para este fim.
Consegue-se uma “torta de lodo” com um teor de sólidos em torno de 25 e 35% (65 e
75% de umidade). Na E.T.E. Alegria utiliza-se centrifuga para desisdratar o lodo (ver
Figura 2.16).
Figura 2.16: Etapa de desidratação do lodo – E.T.E. Alegria
2.4 Disposição final do lodo de esgotos
Como já mencionado anteriormente, existe uma preocupação crescente com
relação à disposição do lodo de esgotos, em decorrência da ampliação dos sistemas de
tratamento e das leis ambientais, que a cada dia tornam-se mais exigentes. Por
apresentar em sua composição germes patogênicos, metais pesados e outros compostos
tóxicos, mesmo após o processo de tratamento. Este resíduo quando disposto de
maneira inadequada, pode trazer danos ao meio ambiente e a saúde humana.
Atualmente, existem várias formas de disposição do lodo gerado nas estações de
tratamento de esgoto. Nesta pesquisa, serão comentadas seis maneiras de disposição
final do lodo de esgotos: aterro sanitário, uso agrícola, landfarming, recuperação de
áreas degradadas, incineração e disposição oceânica.
24
2.4.1 Aterro sanitário
O planejamento inadequado de um aterro sanitário pode causar diversos
impactos ambientais, tais como a poluição das águas subterrâneas e superficiais em
função da lixiviação e escorrimentos de líquidos percolados que podem conter
substâncias tóxicas, a poluição do ar através da produção de gases nos aterros e do solo.
Estes impactos podem ser evitados através da escolha de locais adequados, de um
projeto bem elaborado, monitoramento do aterro mesmo após o seu fechamento, e
elementos de proteção ambiental (ANDREOLI et al., 2001, TSUTIYA et al., 2001).
Para a disposição do lodo em aterros sanitários existem duas formas: aterros exclusivos
para o lodo, ou co-disposição com resíduos sólidos urbanos.
• Aterros sanitários exclusivos
Utilizado para a disposição de lodo desidratado ou seco termicamente. Devido à
umidade elevada ainda presente nas “tortas de lodo”, as mesmas não podem ser
submetidas a um processo de compactação. Por isso, ensaios geotécnicos realizados por
TSUTIYA et al. (2001), mostraram que adicionando outros materiais como, por
exemplo, a cal virgem a uma massa de lodo com 40% de teor de sólidos torna a mistura
adequada para a disposição nestes aterros.
Para FERNANDES et al. (1999) o lodo é disposto dentro de células
previamente impermeabilizadas, devendo ser recobertas no mesmo dia para evitar
problemas de odor e atração de vetores. Durante o processo a matéria orgânica é
degradada anaerobicamente devido à ausência de oxigênio. Em paralelo, ocorre a
produção de gases, devendo os mesmos serem drenados dentro do aterro e depois
queimados ou liberados para a atmosfera. Os aterros devem ser monitorados
constantemente, com o objetivo de se evitar a poluição das águas superficiais e
subterrâneas pela produção de percolados.

25
• Co-disposição com resíduos sólidos urbanos (RSU)
Esta forma de disposição mistura o lodo ao resíduo sólido urbano. Para
ANDREOLI et al. (2001), neste caso o teor de sólidos do resíduo deve ser de no
mínimo 20%, pois lodo com umidade muito elevada (acima de 80%) aumenta a
produção de chorume no aterro, reduzindo a estabilidade dos taludes, além de dificultar
a compactação do lixo por impedir a mobilidade do trator.
Esta prática está sendo aplicada em São Paulo através de um convênio entre a
SABESP e a Prefeitura Municipal de São Paulo (PMSP). Neste acordo a PMSP recebe
os resíduos de duas ETE’s (Barueri e Suzano) depositando-os em dois de seus aterros
(Bandeirantes e São João), ficando a cargo da SABESP receber e tratar o chorume
gerado nestes aterros. Vale salientar ainda que, para este acordo, o peso das tortas de
lodo não deve ultrapassar 5% do peso do resíduo sólido urbano e o teor de umidade
deve ser inferior a 60% (ANDREOLI et al., 2001, TSUTIYA et al., 2001).
2.4.2 Uso agrícola
Segundo ANDREOLI (2001), para se utilizar o termo biossólido é necessário
que o lodo biológico, ou secundário, seja composto principalmente de sólidos
biológicos, além de ter uma composição química e biológica compatíveis com alguma
utilização produtiva.
Países norte-americanos e europeus reconhecem a disposição de biossólidos no
solo como benéfica e, em especial a reciclagem agrícola, como uma excelente
alternativa. Porém, existem algumas limitações para a utilização deste resíduo que estão
associadas aos possíveis riscos de contaminação do solo por metais pesados e agentes
patogênicos, e contaminação do lençol freático e águas superficiais através da lixiviação
de nitrogênio e fósforo presentes no biossólido. Para utilizá-lo de forma segura é
necessário avaliar a qualidade do biossólido, além das características ambientais dos
locais de forma a se evitar possíveis contaminações do meio ambiente e da população.
Existe ainda uma outra recomendação para a utilização do biossólido, somente algumas
26
culturas podem ser beneficiadas com o seu uso sem que o mesmo não ofereça riscos à
população (ANDREOLI et al., 2001).
Os cereais são as culturas mais recomendadas, pois passam por processos
industriais antes de chegarem ao consumidor. As áreas de reflorestamento também são
boas opções visto que não apresentam riscos de consumo. As culturas que oferecem
mais riscos são aquelas em que o produto tenha um contato direto com o solo (alface,
repolho, cenoura, beterraba, cebola, nabo) e podem ser consumidas cruas
(ANDREOLI et al., 2001).
2.4.3 Disposição superficial no solo ou “Landfarming”
Nesse tipo de sistema o solo recebe quantidades elevadas deste resíduo e a sua
biodegradação bem como a retenção de metais ocorre através dos microorganismos
presentes no perfil arável e na camada superficial, respectivamente. Para esse tipo de
disposição, o lodo não é utilizado para fins agrícolas (ANDREOLI et al., 2001).
Durante a aplicação do lodo ao solo, a camada superficial deve ser
periodicamente revolvida, para facilitar a biodegradação e minimizar o problema de
odor e eventual atração de vetores (ANDREOLI et al., 1999). A taxa de aplicação de
lodo ao solo varia em função da existência ou não da camada impermeabilizante situada
a 60-70cm da superfície, da colocação de drenos e da coleta e tratamento dos
percolados. Trata-se de um sistema aberto que, se for mal planejado traz riscos
imediatos ao meio ambiente tais como: contaminação das águas superficiais,
subterrâneas, de alimento e do próprio solo (ANDREOLI et al., 2001).
Apesar do landfarming ser uma alternativa de baixo custo, se bem projetada e
monitorada, não existe experiência comprovada para a disposição do lodo de esgoto no
Brasil (ANDREOLI et al., 2001).

27
2.4.4 Recuperação de áreas degradadas
O lodo de ETE pode ser também utilizado para recuperação de áreas
degradadas, uma vez que ele possui em sua composição matéria orgânica e nutrientes
que contribuem em vários aspectos, como a formação de agregados, circulação de ar e
de água que promovem a aeração do solo, favorecendo a recuperação e o
reaparecimento de vegetação (ANDREOLI et al., 1999, TSUTIYA et al., 2001).
Porém, traz consigo também alguns impactos negativos como o acúmulo de
metais pesados, compostos orgânicos e agentes patogênicos no solo, lixiviação de
compostos resultantes da decomposição do lodo no solo, contaminação de corpos
hídricos e áreas adjacentes devido ao escorrimento superficial do material e volatilização
de compostos (ANDREOLI, et al., 2001).
A taxa de aplicação do lodo varia de acordo com a qualidade da matéria orgânica
e nutrientes necessários ao solo até que o ecossistema esteja novamente equilibrado.
Experiência sobre a prática desta alternativa foi registrada por TISUTIYA et al. (2001)
na cidade de Franca, no estado de São Paulo, onde o lodo produzido na ETE Franca
foi utilizado no perímetro urbano da cidade, para o controle de 14 áreas erodidas de
grande porte.
2.4.5 Disposição Oceânica
Durante muito tempo, vários países costeiros lançavam os lodos de esgoto nos
oceanos (TSUTIYA et al., 2001). Esta prática causava um grande impacto ambiental,
pois os elementos tóxicos presentes no lodo podiam sedimentar no fundo dos oceanos,
alterando a vida aquática e conseqüentemente trazendo danos futuros à saúde humana
através da ingestão de mariscos e peixes contaminados. Atualmente este tipo de
disposição foi proibido em vários países (ANDREOLI et al, 2001). ANDREOLI et al.
(1999) afirmaram que a partir de 2005 a disposição oceânica será totalmente proibida.
28
2.4.6 Incineração
Durante o processo de incineração, os sólidos voláteis são convertidos em gás
carbônico e água na presença de oxigênio e os sólidos fixos são transformados em
cinza. A incineração tem como principal vantagem a redução do volume de lodo que
chega a ser de aproximadamente 10 a 20% do volume total de lodos. Em contrapartida,
durante o processo de decomposição, apesar dos organismos patogênicos e compostos
orgânicos tóxicos serem eliminados, os metais pesados continuam presentes nas cinzas
e, portanto, torna-se necessária uma disposição final adequada para a mesma
(TSUTIYA et al., 2001).
Uma disposição inadequada das cinzas pode acarretar a lixiviação dos metais
presentes nas cinzas e estes serem absorvidos, posteriormente, pelas plantas. Por isso,
as cinzas de lodo devem ser dispostas em aterros sanitários, ou serem utilizadas como
co-incineradoras em fornos de cimento ou termoelétricas ou também em misturas com
o cimento que estão sendo realizadas atualmente no Japão e na Europa (ANDREOLI
et al., 2001). Estudos também vêm sendo realizados com o objetivo de aproveitar essa
cinza em substituição parcial ao cimento para a produção de argamassas e concretos
(GEYER, 2001, TAY, 1987b), além do presente estudo.
O controle na emissão de poluentes para a atmosfera, considerada por
ANDREOLI et al. (2001), como o principal impacto da incineração, pode ser obtido
através do aperfeiçoamento do processo de combustão e da utilização de sistemas de
filtros antes dos gases serem liberados para a atmosfera.
Atualmente existem dois tipos de incineradores que são utilizados para o
tratamento do lodo de ETE: Incinerador de câmaras múltiplas e incinerador de leito
fluidizado. Esta prática vem se tornando crescente em vários países. Nos países
membros da União Européia a incineração deverá subir de 10% em 1985 para 35% em
2005. No Japão a incineração já atinge 60% do lodo produzido e na Europa, devido à
competição por espaços em aterros, está havendo um crescimento na incineração
(ANDREOLI et al., 2001).
29
Embora a incineração seja considerada como um tipo de disposição final, isso
não deveria acontecer, uma vez que o processo gera resíduos que necessitam de uma
disposição segura e adequada por ainda conter em sua composição metais pesados. Por
isso, caso a CLE consiga ser retida na matriz cimentícia do concreto, esta pode ser a
solução mais segura.
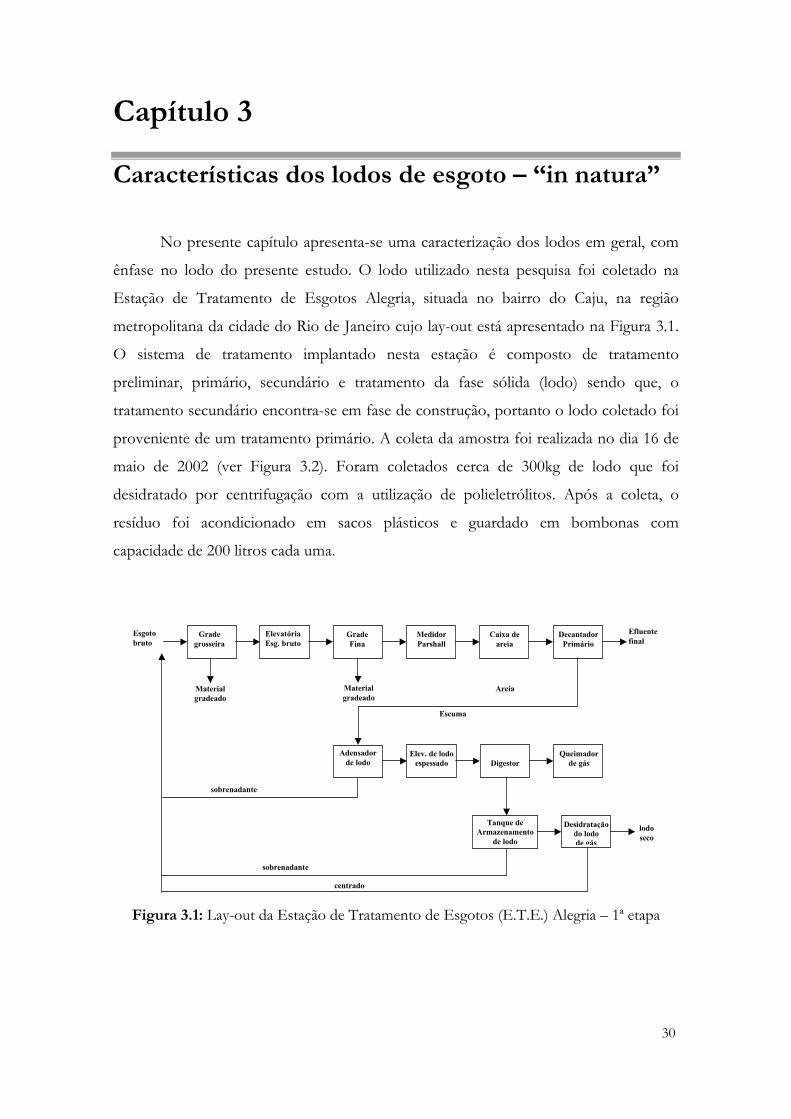
30
Capítulo 3 3
Características dos lodos de esgoto – “in natura”
No presente capítulo apresenta-se uma caracterização dos lodos em geral, com
ênfase no lodo do presente estudo. O lodo utilizado nesta pesquisa foi coletado na
Estação de Tratamento de Esgotos Alegria, situada no bairro do Caju, na região
metropolitana da cidade do Rio de Janeiro cujo lay-out está apresentado na Figura 3.1.
O sistema de tratamento implantado nesta estação é composto de tratamento
preliminar, primário, secundário e tratamento da fase sólida (lodo) sendo que, o
tratamento secundário encontra-se em fase de construção, portanto o lodo coletado foi
proveniente de um tratamento primário. A coleta da amostra foi realizada no dia 16 de
maio de 2002 (ver Figura 3.2). Foram coletados cerca de 300kg de lodo que foi
desidratado por centrifugação com a utilização de polieletrólitos. Após a coleta, o
resíduo foi acondicionado em sacos plásticos e guardado em bombonas com
capacidade de 200 litros cada uma.
Esgoto bruto
Grade grosseira
Elevatória Esg. bruto
Grade Fina
Medidor Parshall
Caixa de areia
Decantador Primário
Efluente final
Material gradeado
Material gradeado
Areia
Adensador de lodo
Elev. de lodo espessado
Digestor
Queimador de gás
Escuma
Tanque de Armazenamento
de lodo
Desidratação do lodo de gás
sobrenadante
sobrenadante
centrado
lodo seco
Figura 3.1: Lay-out da Estação de Tratamento de Esgotos (E.T.E.) Alegria – 1ª etapa

31
Figura 3.2: Lodo “in-natura” – E.T.E. Alegria
3.1 Características físicas
3.1.1 Teor de umidade
O teor de umidade na amostra de lodo da E.T.E Alegria foi de 66,2%, conforme
NBR 6457 (ABNT, 1986). Este ensaio foi realizado no Laboratório de Engenharia do
Meio Ambiente da Escola de Engenharia da UFRJ.
Tabela 3.1: Teor de umidade de lodos “in-natura” em algumas E.T.E’s
Estações de
Tratamento de Esgotos Sistemas de tratamento Teor de umidade (%)
Alegria (1) Lodo digerido anaerobicamente e
desidratado por centrífuga (polieletrólitos) 66,2
Venda Nova do
Imigrante (2) Tanque IMHOFF (anaeróbico) 64
EESC/USP (3) Reator UASB 93 – 98
Fonte: (1) Presente estudo; (2) PEREIRA et al., 1997; (3) MENDONÇA et al., (2000)
Na Tabela 3.1 observe que os teores de umidade da E.T.E. Alegria e Venda
Nova estão bem próximos, porém o mesmo não aconteceu com o lodo proveniente da
EESC/USP. Essa variação no teor de umidade do lodo está intrinsecamente ligada com
o tipo de sistema de tratamento adotado na E.T.E., bem como da tecnologia
32
empregada, pois a depender destes fatores, os teores de umidade variam bastante de
uma estação para outra.
3.1.2 Teor de sólidos totais
O lodo coletado foi proveniente de uma desidratação por centrifugação com a
utilização de polieletrólitos. O teor de sólidos totais foi de 37%. Este ensaio foi
realizado no Laboratório de Engenharia do Meio Ambiente da Escola de Engenharia da
UFRJ utilizando o método gravimétrico de acordo com a norma MF 436 (FEEMA,
1983).
Já era esperado um valor superior a 30%, visto que para a cidade do Rio de
Janeiro a destinação final dos resíduos no aterro sanitário deve atender a diretriz da
FEEMA (DZ - 1311, 1994) que estabelece que “será permitida a disposição direta em
aterros sanitários lodo de E.T.E.’s - Estação de Tratamento de Esgoto Sanitário e
resíduo da limpeza de fossas sépticas com teor de umidade inferior a 70%, desde que
previamente aprovado pela FEEMA”. Pode-se notar (ver Tabela 3.2) que o teor de
sólidos para as E.T.E’s. Penha e Ilha do Governador, situadas na RMRJ, também
atendem este requisito.
Tabela 3.2: Teor de sólidos de lodos “in-natura” em algumas E.T.E’s
Estações de Tratamento de Esgotos Teor de sólidos (%)
Alegria (1) 37
Penha (2) 35,2
Ilha do Governador (3) 35,1
Fonte: (1) Presente estudo; (2) e (3) VOLSCHAN JUNIOR, I. (2001)
3.2 Características químicas
3.2.1 Teor de matéria orgânica
Este ensaio também foi realizado no Laboratório de Engenharia do Meio
Ambiente da Escola de Engenharia do COPPE utilizando a norma MF 436 (FEEMA,
33
1983). A Tabela 3.3 mostra o resultado referente ao teor de matéria orgânica
encontrado no lodo “in-natura” da E.T.E. Alegria bem como de outras E.T.E’s do RJ e
ES.
Tabela 3.3: Teor de matéria orgânica de lodos “in-natura” de algumas E.T.E.’s
Estações de Tratamento de Esgotos Teor de matéria orgânica (%)
Alegria (1) 54,7
Penha (2) 52,5
Ilha do Governador (3) 53,4
Venda Nova (4) 55,50
Fontes: (1) Presente estudo; (2) e (3): VOLSCHAN JUNIOR, I. (2001); (4) PEREIRA JUNIOR, A.B.
(1997).
Com os resultados referentes ao teor de sólidos totais e matéria orgânica da
CLE, pode-se concluir que a quantidade de sólidos fixos, após processo de queima a
550ºC, é de aproximadamente 20%.
3.2.2 Composição química
Segundo ANDREOLI et al. (2001), a presença de metais no esgoto está ligada,
principalmente, aos despejos industriais que são lançados na rede coletora de esgotos
urbanos. A análise química do lodo foi realizada no Centro de Tecnologia Mineral
(CETEM), no Laboratório de Química Analítica. Os resultados desta análise química
no lodo “in-natura” da E.T.E. Alegria e também de outras E.T.E.’s localizadas em
outros estados,estão listados na Tabela 3.4.
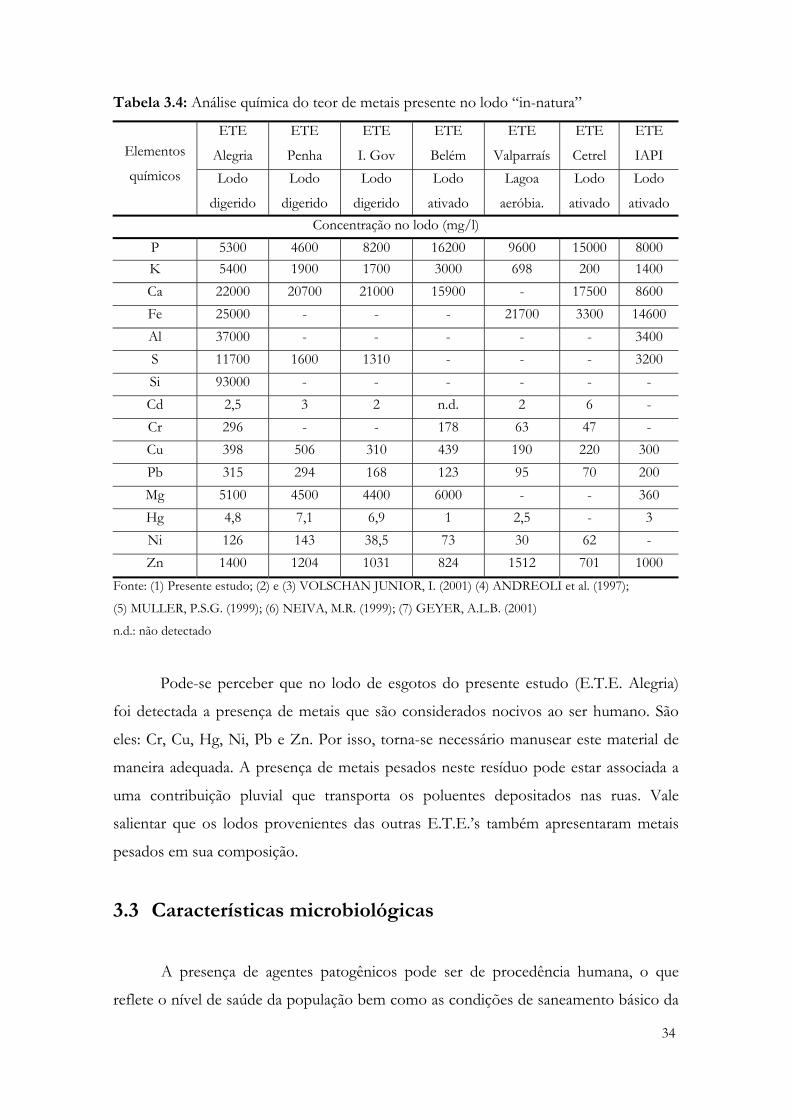
34
Tabela 3.4: Análise química do teor de metais presente no lodo “in-natura”
ETE
Alegria
ETE
Penha
ETE
I. Gov
ETE
Belém
ETE
Valparraís
ETE
Cetrel
ETE
IAPI Elementos
químicos Lodo
digerido
Lodo
digerido
Lodo
digerido
Lodo
ativado
Lagoa
aeróbia.
Lodo
ativado
Lodo
ativado Concentração no lodo (mg/l)
P 5300 4600 8200 16200 9600 15000 8000 K 5400 1900 1700 3000 698 200 1400 Ca 22000 20700 21000 15900 - 17500 8600 Fe 25000 - - - 21700 3300 14600 Al 37000 - - - - - 3400 S 11700 1600 1310 - - - 3200 Si 93000 - - - - - - Cd 2,5 3 2 n.d. 2 6 - Cr 296 - - 178 63 47 - Cu 398 506 310 439 190 220 300 Pb 315 294 168 123 95 70 200 Mg 5100 4500 4400 6000 - - 360 Hg 4,8 7,1 6,9 1 2,5 - 3 Ni 126 143 38,5 73 30 62 - Zn 1400 1204 1031 824 1512 701 1000
Fonte: (1) Presente estudo; (2) e (3) VOLSCHAN JUNIOR, I. (2001) (4) ANDREOLI et al. (1997);
(5) MULLER, P.S.G. (1999); (6) NEIVA, M.R. (1999); (7) GEYER, A.L.B. (2001)
n.d.: não detectado
Pode-se perceber que no lodo de esgotos do presente estudo (E.T.E. Alegria)
foi detectada a presença de metais que são considerados nocivos ao ser humano. São
eles: Cr, Cu, Hg, Ni, Pb e Zn. Por isso, torna-se necessário manusear este material de
maneira adequada. A presença de metais pesados neste resíduo pode estar associada a
uma contribuição pluvial que transporta os poluentes depositados nas ruas. Vale
salientar que os lodos provenientes das outras E.T.E.’s também apresentaram metais
pesados em sua composição.
3.3 Características microbiológicas
A presença de agentes patogênicos pode ser de procedência humana, o que
reflete o nível de saúde da população bem como as condições de saneamento básico da
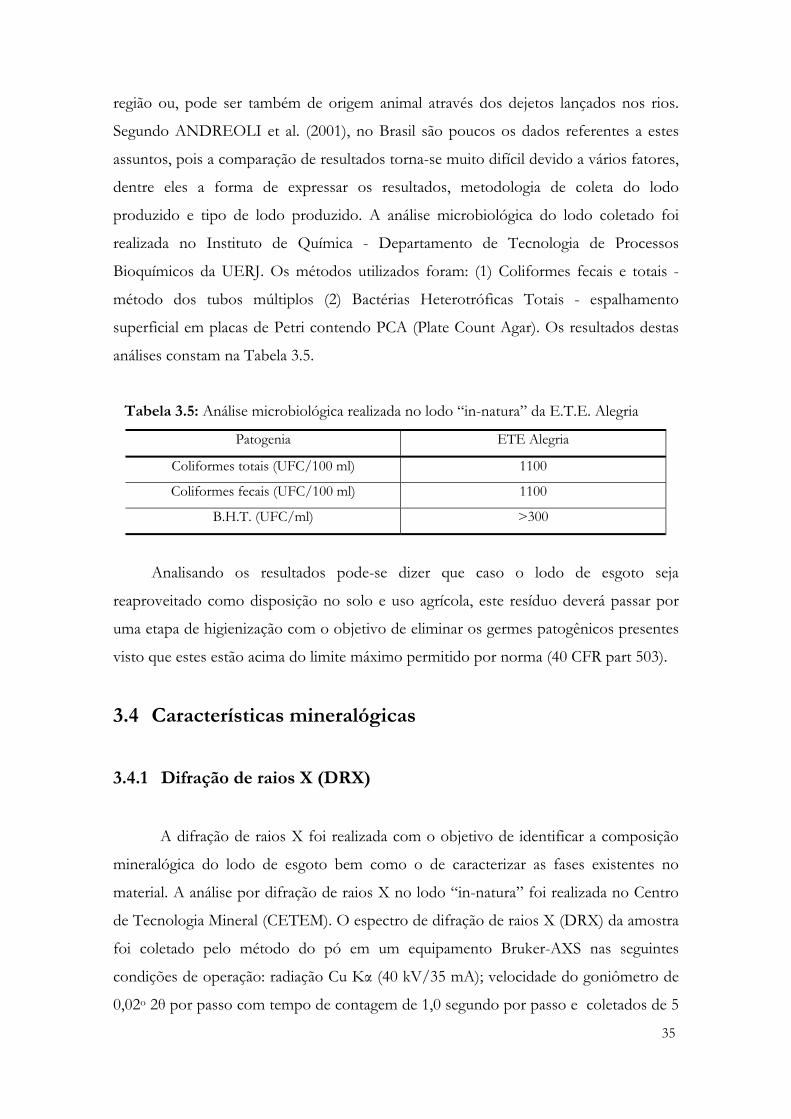
35
região ou, pode ser também de origem animal através dos dejetos lançados nos rios.
Segundo ANDREOLI et al. (2001), no Brasil são poucos os dados referentes a estes
assuntos, pois a comparação de resultados torna-se muito difícil devido a vários fatores,
dentre eles a forma de expressar os resultados, metodologia de coleta do lodo
produzido e tipo de lodo produzido. A análise microbiológica do lodo coletado foi
realizada no Instituto de Química - Departamento de Tecnologia de Processos
Bioquímicos da UERJ. Os métodos utilizados foram: (1) Coliformes fecais e totais -
método dos tubos múltiplos (2) Bactérias Heterotróficas Totais - espalhamento
superficial em placas de Petri contendo PCA (Plate Count Agar). Os resultados destas
análises constam na Tabela 3.5.
Tabela 3.5: Análise microbiológica realizada no lodo “in-natura” da E.T.E. Alegria
Patogenia ETE Alegria
Coliformes totais (UFC/100 ml) 1100
Coliformes fecais (UFC/100 ml) 1100
B.H.T. (UFC/ml) >300
Analisando os resultados pode-se dizer que caso o lodo de esgoto seja
reaproveitado como disposição no solo e uso agrícola, este resíduo deverá passar por
uma etapa de higienização com o objetivo de eliminar os germes patogênicos presentes
visto que estes estão acima do limite máximo permitido por norma (40 CFR part 503).
3.4 Características mineralógicas
3.4.1 Difração de raios X (DRX)
A difração de raios X foi realizada com o objetivo de identificar a composição
mineralógica do lodo de esgoto bem como o de caracterizar as fases existentes no
material. A análise por difração de raios X no lodo “in-natura” foi realizada no Centro
de Tecnologia Mineral (CETEM). O espectro de difração de raios X (DRX) da amostra
foi coletado pelo método do pó em um equipamento Bruker-AXS nas seguintes
condições de operação: radiação Cu Kα (40 kV/35 mA); velocidade do goniômetro de
0,02o 2θ por passo com tempo de contagem de 1,0 segundo por passo e coletados de 5

36
a 70º 2 θ. A interpretação qualitativa de espectro foi efetuada em software Bruker
DiffracPlus.
Figura 3.3: Difração de raios X do lodo “in-natura”
Nas bibliografias pesquisadas não foram encontrados praticamente dados sobre
DRX em amostras de lodo “in-natura”. Desta forma, a título de caracterização, optou-
se por fazer uma análise neste resíduo. Analisando a Figura 3.3 percebe-se que devido a
uma contagem baixa (picos de pequena intensidade), pode-se dizer que o material está
mal cristalizado. Os principais compostos identificados no lodo “in-natura” são o
quartzo, a caulinita, a muscovita e a goetita. Esta é uma análise apenas qualitativa.
3.4.2 Análises Térmica Diferencial (ATD) e Termogravimétrica (ATG)
A análise térmica diferencial (ATD) consiste no aquecimento do material a
velocidade constante, juntamente com um material inerte, geralmente o coridon,
registrando as diferenças de temperatura entre o material inerte e o material em estudo
(SANTOS, 1992). A análise termogravimétrica (ATG) controla a variação da massa
com o aquecimento do material. Normalmente esta análise é feita em conjunto com a
ATD e foi o que aconteceu neste estudo conforme mostra a Figura 3.4.

37
As análises termogravimétrica e termodiferencial (ATG/ATD) foram realizadas
no CETEM, em um equipamento TA Instruments - SDT 2960 nas seguintes condições
de operação: taxa de aquecimento de 10°C/min até 1000°C, porta-amostras de alumina,
10 mg de amostra, alumina calcinada como referência, atmosfera de ar sintético com
vazão de 100 mL/min.
Figura 3.4: Curvas de ATG, DTG e ATD do lodo proveniente da E.T.E. Alegria
Na ATD verificam-se transformações endotérmicas e exotérmicas. As
transformações endotérmicas se referem normalmente à desidratação (perda de
umidade, de água adsorvida). Já as transformações exotérmicas se devem à oxidação,
reconstrução da estrutura cristalina, etc. Analisando a Figura 3.4 pode-se dizer que
houve uma queima intensa de orgânicos em função do elevado teor de matéria orgânica
presente no resíduo. Essa transformação exotérmica ocorreu entre 200-400ºC,
registrando o seu máximo a 300ºC, além disso, ocorreu também a decomposição de
algum inorgânico, provavelmente a muscovita, em torno dos 650ºC. Esta reação intensa
ocorrida na ATD pode ser confirmada na ATG visto que a maior perda de massa
ocorre a uma temperatura entre 250ºC e 350ºC proveniente da queima da matéria
orgânica. Aos 700ºC verifica-se a perda total de massa a partir da qual a curva torna-se
constante.

38
Capítulo 4 4
Características da cinza de lodo de esgotos
4.1 Definição da temperatura de queima
Neste trabalho, foi feito um estudo para definir a melhor temperatura de queima
do lodo de esgoto. Com base nas análises de ATD e ATG (ver Figura 3.4) realizadas na
amostra bruta foram definidas três temperaturas: 450ºC, 550ºC e 650ºC. A escolha de
cada temperatura baseou-se nas seguintes considerações: (i) 450ºC – poderia haver ou
não a presença de matéria orgânica na composição da CLE, (ii) 550ºC – aparentemente
parecia a melhor opção por não apresentar nenhum pico indicando algum tipo de
transformação, (iii) 650ºC – devido ao surgimento de uma transformação exotérmica
(provavelmente a muscovita), nesta temperatura. Após esta etapa, decidiu-se por fazer
uma avaliação qualitativa da emissão dos poluentes para a atmosfera para as três
temperaturas.
4.1.1 Emissão dos poluentes
Esta análise foi feita no Programa de Engenharia Química do COPPE – Núcleo
de Catálise (NUCAT) por meio de Espectroscopia de Fluorescência de raios X com o
objetivo de se verificar os possíveis compostos que poderiam ser emitidos para a
atmosfera. O equipamento utilizado foi um Rigater Rix 3100 com tubo de rh (ródio)
(ver Figura 4.1).
Foi feita uma análise qualitativa dos metais presentes no lodo “in-natura”, e em
seguida, como se encontrava a composição destes metais na CLE para as temperaturas
de 450ºC, 550ºC e 650ºC. Os dados referentes a este estudo estão apresentados na
Tabela 4.1.

39
Figura 4.1: Equipamento Rigater Rix 3100
Tabela 4.1: Resultados referentes a emissão de gases na CLE
Poluentes lodo bruto 450ºC 550ºC 650ºC
C - 0,7298 0,5855 0,5079 Na2O 1,6128 0,0897 0,0996 0,0976 MgO 0,3926 0,4587 0,4821 0,5096 Al2O3 0,1686 2,5443 2,5691 2,5481 SiO2 1,0135 5,0110 5,0990 4,9453 P2O5 0,2396 0,8890 0,9162 0,9154 SO3 0,5854 1,0830 1,1152 1,1556 Cl 0,1025 0,0139 0,0185 0,0149
K2O 0,1202 0,3518 0,3594 0,3477 CaO 0,6322 1,7424 1,6872 1,8118 TiO2 0,1265 0,2816 0,2660 0,2746 Cr2O3 0,0088 0,0145 0,0127 0,0146 MnO 0,0103 0,0144 0,0125 0,0197 Fe2O3 0,9359 1,6136 1,6138 1,6636 NiO 0,0050 0,0077 0,0098 0,0080 CuO 0,0154 0,0284 0,0282 0,0288 ZnO 0,0531 0,0849 0,0867 0,0894
Ga2O3 0,0008 0,0000 0,0000 0,0000 Rb2O 0,0014 0,0027 0,0021 0,0022 SrO 0,0042 0,0062 0,0064 0,0071 Y2O3 0,0000 0,0000 0,0054 ZrO2 0,0064 0,0104 0,0091 0,0100
Nb2O5 0,0000 0,0000 0,0009 0,0000 SnO2 0,0000 0,0060 0,0050 0,0058 Ag2O 0,0162 0,0000 0,0000 0,0000 PbO 0,0109 0,0160 0,0148 0,0169
Outros* 93,9376 * Outros: gás carbônico e água
40
De acordo com os resultados apresentados na Tabela 4.1, verificou-se que
houve perda de massa para o sódio, cloro, gálio, prata e “outros”. A FEEMA tem uma
Norma, a NT.574.R-0 – Padrões de emissão de poluentes do ar, para processo de
destruição térmica de resíduos (FEEMA, 1993), que divide o padrão de emissão de
substâncias inorgânicas particuladas em três classes: Classe (1) – cádmio e seus
compostos, mercúrio e seus compostos e tálio e seus compostos; Classe (2) – arsênio e
seus compostos, cobalto e seu compostos, níquel e seus compostos, telúrio e seus
compostos, selênio e seus compostos; Classe (3) – antimônio e seus compostos,
chumbo e seus compostos, cromo e seus compostos, cianetos facilmente solúveis,
fluoretos facilmente solúveis, cobre e seus compostos, manganês e seus compostos,
platina e seus compostos, paládio e seus compostos, ródio e seus compostos, vanádio e
seus compostos e estanho e seus compostos. Apesar de algumas dessas substâncias
estarem presentes na CLE, com o aumento da temperatura, a sua concentração na CLE
também aumentou em comparação com o lodo “in-natura”. Pode-se dizer então que
provavelmente a volatilização de determinadas substâncias proporcionou o aumento na
concentração destes compostos, ficando estes retidos na CLE.
Existem algumas substâncias como, por exemplo, o cádmio e o mercúrio que
não estão presentes nesta análise, mas que foram detectadas na análise química do lodo
“in-natura”. Este fato se deve a precisão do equipamento, pois substâncias com
concentrações muito pequenas não são detectadas facilmente. Porém, os compostos
que estão em maior proporção na emissão dos gases (SiO2, Al2O3, Fe2O3, CaO e SO3),
estão coerentes com a análise química que também apresenta estes mesmos compostos
em maior proporção.
A partir desta análise decidiu-se por utilizar a temperatura de 550ºC, visto que
para a temperatura de 450ºC foi verificado, visualmente, durante a realização do ensaio,
a presença de matéria orgânica na sua composição e a de 650ºC tinha praticamente a
mesma composição final da massa de lodo de 550ºC e só iria propiciar um gasto maior
de energia durante a queima.

41
4.2 Processo de queima do lodo de esgoto
Conforme mencionado anteriormente, após processo de queima do lodo de
esgoto à temperatura de 550ºC, o volume de cinza gerado ficou em torno de 20% (ver
item 3.2.1), ou seja, para cada 10kg de resíduo, são obtidos cerca de 2kg de CLE.
Conseqüentemente, para obter uma quantidade considerável de CLE seria necessário
um forno de grande capacidade. Como o forno existente no laboratório possui um
volume pequeno, optou-se por fazer uma pré-queima do lodo “in-natura” fora do
laboratório com o objetivo de aumentar a eficiência da queima e de evitar possíveis
problemas com a emanação de odores.
A pré-queima foi realizada em um forno que normalmente é utilizado para
produzir carvão. As etapas para a realização desta pré-queima encontram-se na Figura
4.2. Para controlar a temperatura de queima para que esta não excedesse 550ºC, foi
utilizado um termopar. A temperatura máxima verificada foi em torno de 420ºC onde
se observou que a maior parte da matéria orgânica tinha sido eliminada. Desta forma,
pode-se dizer que o principal objetivo da pré-queima que era a redução de volume do
resíduo foi alcançado.
(a) Forno (b) Preparação do forno
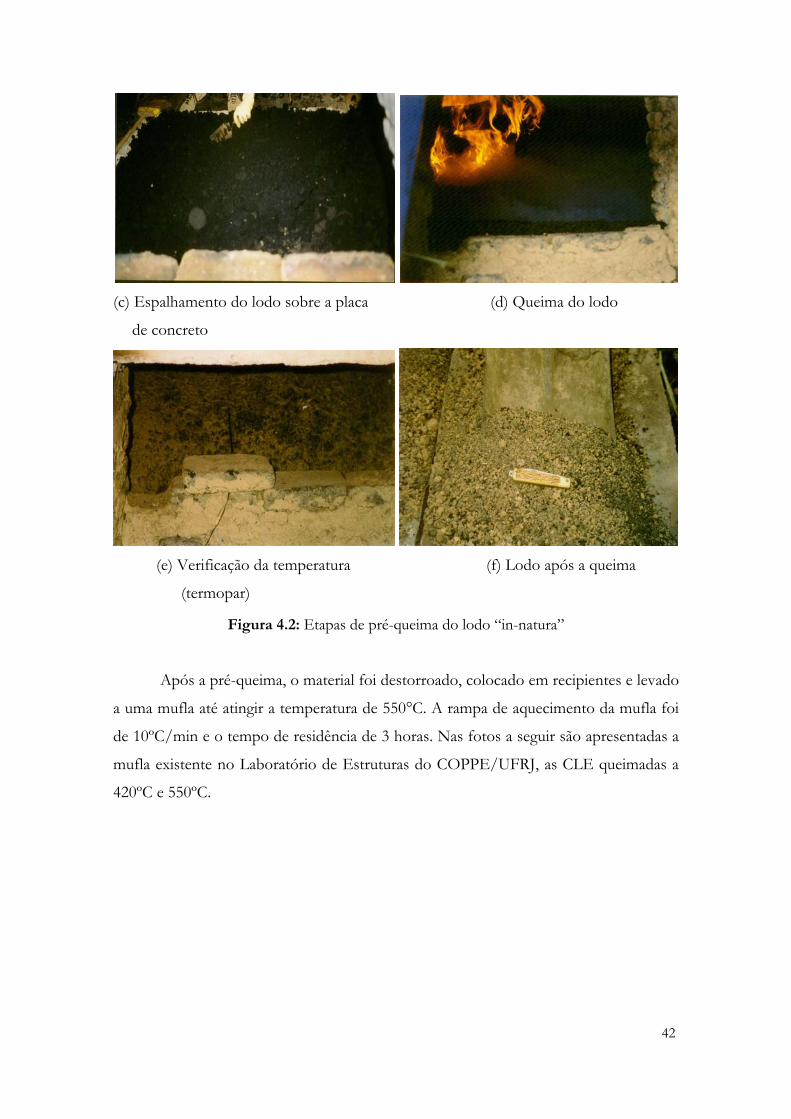
42
(c) Espalhamento do lodo sobre a placa (d) Queima do lodo
de concreto
(e) Verificação da temperatura (f) Lodo após a queima
(termopar)
Figura 4.2: Etapas de pré-queima do lodo “in-natura”
Após a pré-queima, o material foi destorroado, colocado em recipientes e levado
a uma mufla até atingir a temperatura de 550°C. A rampa de aquecimento da mufla foi
de 10ºC/min e o tempo de residência de 3 horas. Nas fotos a seguir são apresentadas a
mufla existente no Laboratório de Estruturas do COPPE/UFRJ, as CLE queimadas a
420ºC e 550ºC.

43
(a) Mufla
(b) CLE – 420ºC (c) CLE – 550ºC
Figura 4.3: Obtenção da CLE a 550ºC
4.3 Características químicas
4.3.1 Composição química da CLE
A análise química foi realizada no Centro de Pesquisa da Petrobrás (CENPES).
Os resultados estão apresentados na Tabela 4.2. Para efeito de comparação, são
apresentados os resultados da composição química da CLE de outras E.T.E.’s e os
limites máximos de metais fornecidos pela NBR 10004 – Classificação de resíduos
sólidos (ABNT, 1987).

44
Tabela 4.2: Concentração do teor de metais em várias cinzas de lodo de E.T.E.’s
Concentração na CLE (%)
Metais Amostra
estudada (1) (2) (3) (4) (5)
Limites
máximos
NBR 10004
1987
SiO2 39,02 54,0 50,6 20,8 22,5 Al2O3 19,09 17,0 12,8 14,9 20,0 CaO 10,12 7,8 1,93 31,3 1,8
Fe2O3 12,48 6,7 7,21 7,4 2,3 MgO 1,89 3,6 1,48 2,6 0,02 P2O5 4,94 2,6 1,67 6,7 - SO3 6,38 2,4 2,38 12,4 5,1 K2O 1,76 2,1 1,70 - 0,4 Na2O 1,26 0,8 0,32 - 2,3
Cr 0,21 0,27 0,564 - 0,01 0,01
Zn 0,45 0,24 2,62 - 0,18 Pb 0,07 0,18 0,18 - 0,02 0,1 Cu 0,02 0,08 1,09 - 0,05 Mn 0,09 0,07 0,44 - - Ni 0,20 tr 0,72 - 0,008 Se 0,06 - n.d. - - 0,01
As 0,00 - 0,023 - - 0,1 Cd 0,00 - - - 0,00 Hg 0,00 - - - - 0,01 Ba 1,46 - - - -
(1) Presente estudo – T = 550ºC; (2) GEYER, A.B. (2001) – T = 800ºC - tr: < 0,1% (2) PAN, S.C. et al.
(2003) – T = 700ºC; (4) MONZÓ, J. et al. (2003) – T = 600ºC; (5) AL SAYED, M.H. et al. (1994)
n.d.: não detectado
A CLE, segundo a NBR 10004 (ABNT, 1987) classifica o resíduo sólido em três
categorias com o objetivo de avaliar o seu risco ao meio ambiente e à saúde pública
para que os mesmos possam ser manuseados e dispostos adequadamente.
• Classe I – Resíduo perigoso: são resíduos que em função de suas propriedades
físicas, químicas ou infecto-contagiosa, podem oferecer riscos à saúde pública
ocasionando um aumento da mortalidade ou incidência de doenças (periculosidade)
e/ou riscos ao meio ambiente quando o resíduo é manuseado ou destinado de forma
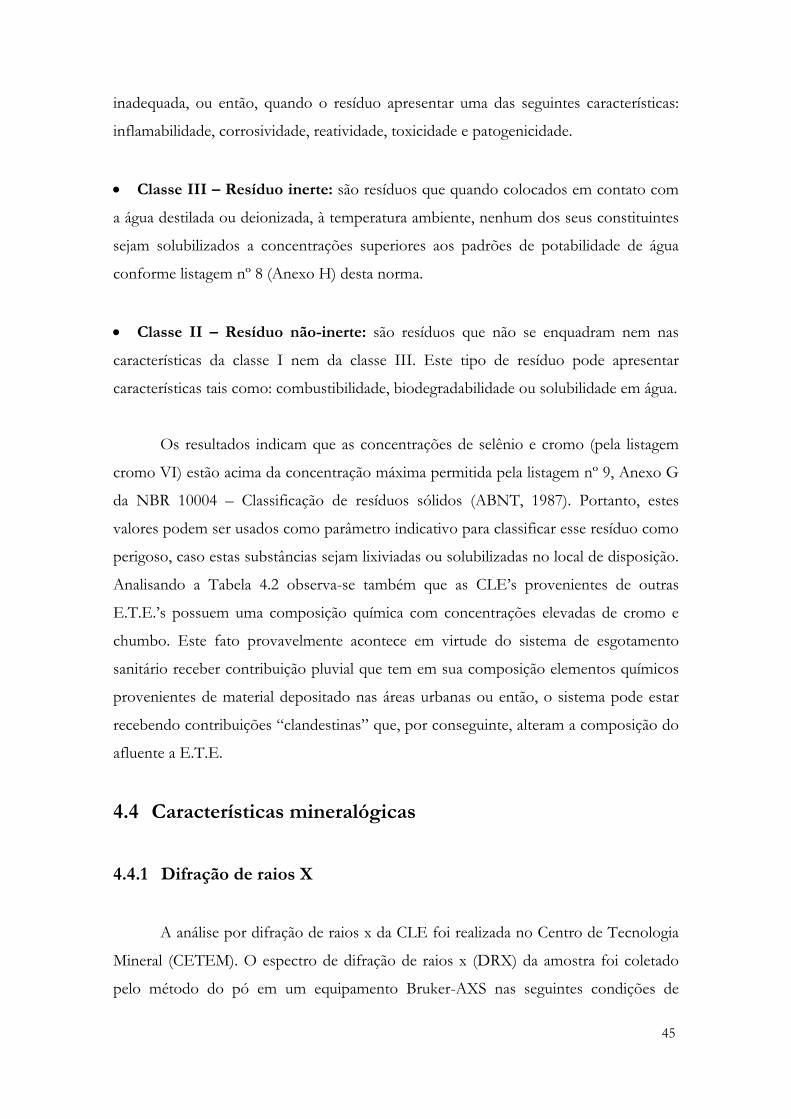
45
inadequada, ou então, quando o resíduo apresentar uma das seguintes características:
inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade.
• Classe III – Resíduo inerte: são resíduos que quando colocados em contato com
a água destilada ou deionizada, à temperatura ambiente, nenhum dos seus constituintes
sejam solubilizados a concentrações superiores aos padrões de potabilidade de água
conforme listagem nº 8 (Anexo H) desta norma.
• Classe II – Resíduo não-inerte: são resíduos que não se enquadram nem nas
características da classe I nem da classe III. Este tipo de resíduo pode apresentar
características tais como: combustibilidade, biodegradabilidade ou solubilidade em água.
Os resultados indicam que as concentrações de selênio e cromo (pela listagem
cromo VI) estão acima da concentração máxima permitida pela listagem nº 9, Anexo G
da NBR 10004 – Classificação de resíduos sólidos (ABNT, 1987). Portanto, estes
valores podem ser usados como parâmetro indicativo para classificar esse resíduo como
perigoso, caso estas substâncias sejam lixiviadas ou solubilizadas no local de disposição.
Analisando a Tabela 4.2 observa-se também que as CLE’s provenientes de outras
E.T.E.’s possuem uma composição química com concentrações elevadas de cromo e
chumbo. Este fato provavelmente acontece em virtude do sistema de esgotamento
sanitário receber contribuição pluvial que tem em sua composição elementos químicos
provenientes de material depositado nas áreas urbanas ou então, o sistema pode estar
recebendo contribuições “clandestinas” que, por conseguinte, alteram a composição do
afluente a E.T.E.
4.4 Características mineralógicas
4.4.1 Difração de raios X
A análise por difração de raios x da CLE foi realizada no Centro de Tecnologia
Mineral (CETEM). O espectro de difração de raios x (DRX) da amostra foi coletado
pelo método do pó em um equipamento Bruker-AXS nas seguintes condições de
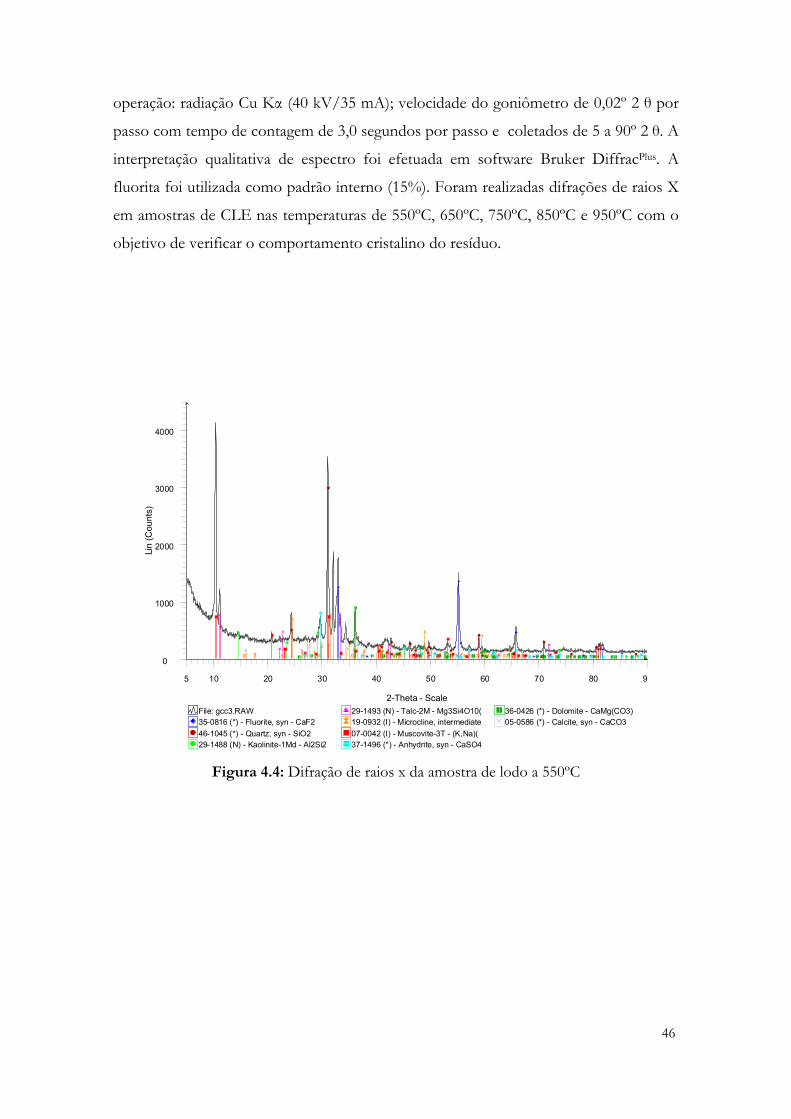
46
operação: radiação Cu Kα (40 kV/35 mA); velocidade do goniômetro de 0,02º 2 θ por
passo com tempo de contagem de 3,0 segundos por passo e coletados de 5 a 90º 2 θ. A
interpretação qualitativa de espectro foi efetuada em software Bruker DiffracPlus. A
fluorita foi utilizada como padrão interno (15%). Foram realizadas difrações de raios X
em amostras de CLE nas temperaturas de 550ºC, 650ºC, 750ºC, 850ºC e 950ºC com o
objetivo de verificar o comportamento cristalino do resíduo.
05-0586 (*) - Calcite, syn - CaCO336-0426 (*) - Dolomite - CaMg(CO3)
37-1496 (*) - Anhydrite, syn - CaSO407-0042 (I) - Muscovite-3T - (K,Na)(19-0932 (I) - Microcline, intermediate29-1493 (N) - Talc-2M - Mg3Si4O10(
29-1488 (N) - Kaolinite-1Md - Al2Si246-1045 (*) - Quartz, syn - SiO235-0816 (*) - Fluorite, syn - CaF2File: gcc3.RAW
Lin
(Cou
nts)
0
1000
2000
3000
4000
2-Theta - Scale
5 10 20 30 40 50 60 70 80 9
Figura 4.4: Difração de raios x da amostra de lodo a 550ºC
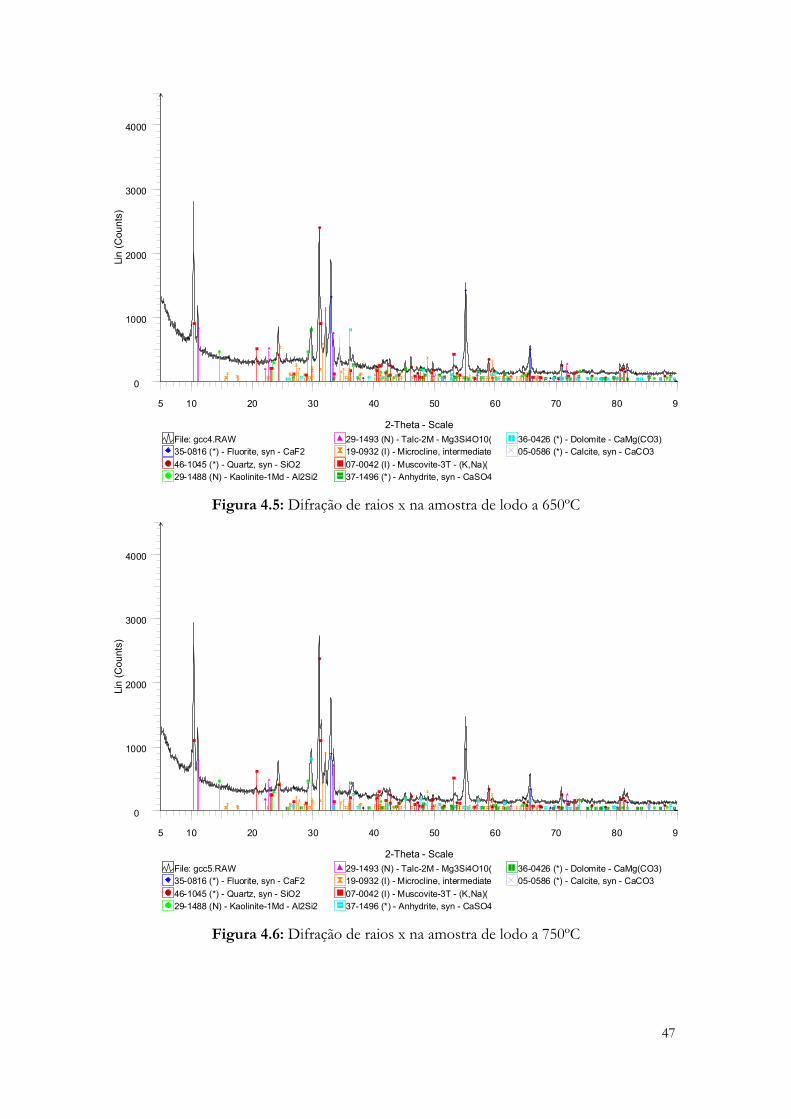
47
05-0586 (*) - Calcite, syn - CaCO336-0426 (*) - Dolomite - CaMg(CO3)
37-1496 (*) - Anhydrite, syn - CaSO407-0042 (I) - Muscovite-3T - (K,Na)(19-0932 (I) - Microcline, intermediate29-1493 (N) - Talc-2M - Mg3Si4O10(
29-1488 (N) - Kaolinite-1Md - Al2Si246-1045 (*) - Quartz, syn - SiO235-0816 (*) - Fluorite, syn - CaF2File: gcc4.RAW
Lin
(Cou
nts)
0
1000
2000
3000
4000
2-Theta - Scale
5 10 20 30 40 50 60 70 80 90
Figura 4.5: Difração de raios x na amostra de lodo a 650ºC
05-0586 (*) - Calcite, syn - CaCO336-0426 (*) - Dolomite - CaMg(CO3)
37-1496 (*) - Anhydrite, syn - CaSO407-0042 (I) - Muscovite-3T - (K,Na)(19-0932 (I) - Microcline, intermediate29-1493 (N) - Talc-2M - Mg3Si4O10(
29-1488 (N) - Kaolinite-1Md - Al2Si246-1045 (*) - Quartz, syn - SiO235-0816 (*) - Fluorite, syn - CaF2File: gcc5.RAW
Lin
(Cou
nts)
0
1000
2000
3000
4000
2-Theta - Scale
5 10 20 30 40 50 60 70 80 90
Figura 4.6: Difração de raios x na amostra de lodo a 750ºC
48
05-0586 (*) - Calcite, syn - CaCO336-0426 (*) - Dolomite - CaMg(CO3)
37-1496 (*) - Anhydrite, syn - CaSO407-0042 (I) - Muscovite-3T - (K,Na)(19-0932 (I) - Microcline, intermediate29-1493 (N) - Talc-2M - Mg3Si4O10(
29-1488 (N) - Kaolinite-1Md - Al2Si246-1045 (*) - Quartz, syn - SiO235-0816 (*) - Fluorite, syn - CaF2File: gcc6.RAW
Lin
(Cou
nts)
0
1000
2000
3000
4000
2-Theta - Scale
5 10 20 30 40 50 60 70 80 90
Figura 4.7: Difração de raios x na amostra de lodo a 850ºC
36-0426 (*) - Dolomite - CaMg(CO3)237-1496 (*) - Anhydrite, syn - CaSO407-0042 (I) - Muscovite-3T - (K,Na)(Al,Mg,Fe)2(Si3.1Al0.9)19-0932 (I) - Microcline, intermediate - KAlSi3O8
29-1493 (N) - Talc-2M - Mg3Si4O10(OH)246-1045 (*) - Quartz, syn - SiO235-0816 (*) - Fluorite, syn - CaF2File: gcc7.RAW
Lin
(Cou
nts)
0
1000
2000
3000
4000
2-Theta - Scale
5 10 20 30 40 50 60 70 80 90
Figura 4.8: Difração de raios x na amostra de lodo a 950ºC
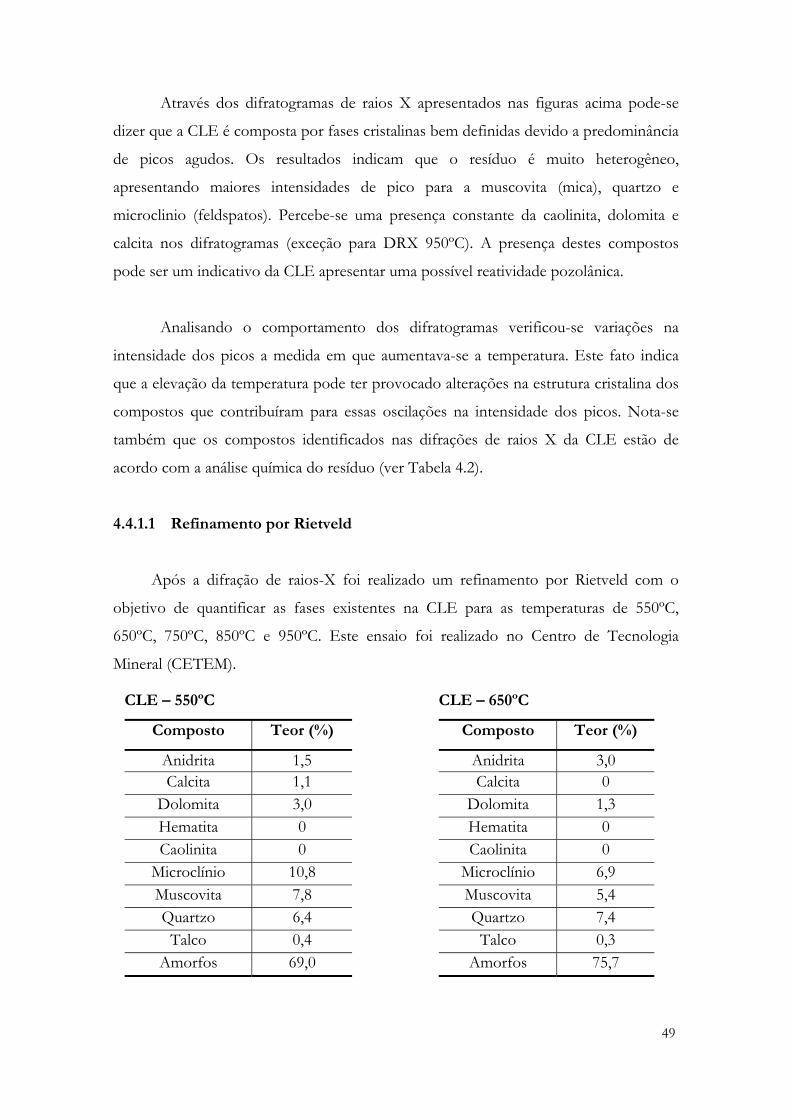
49
Através dos difratogramas de raios X apresentados nas figuras acima pode-se
dizer que a CLE é composta por fases cristalinas bem definidas devido a predominância
de picos agudos. Os resultados indicam que o resíduo é muito heterogêneo,
apresentando maiores intensidades de pico para a muscovita (mica), quartzo e
microclinio (feldspatos). Percebe-se uma presença constante da caolinita, dolomita e
calcita nos difratogramas (exceção para DRX 950ºC). A presença destes compostos
pode ser um indicativo da CLE apresentar uma possível reatividade pozolânica.
Analisando o comportamento dos difratogramas verificou-se variações na
intensidade dos picos a medida em que aumentava-se a temperatura. Este fato indica
que a elevação da temperatura pode ter provocado alterações na estrutura cristalina dos
compostos que contribuíram para essas oscilações na intensidade dos picos. Nota-se
também que os compostos identificados nas difrações de raios X da CLE estão de
acordo com a análise química do resíduo (ver Tabela 4.2).
4.4.1.1 Refinamento por Rietveld
Após a difração de raios-X foi realizado um refinamento por Rietveld com o
objetivo de quantificar as fases existentes na CLE para as temperaturas de 550ºC,
650ºC, 750ºC, 850ºC e 950ºC. Este ensaio foi realizado no Centro de Tecnologia
Mineral (CETEM).
CLE – 550ºC
Composto Teor (%)
Anidrita 1,5 Calcita 1,1
Dolomita 3,0 Hematita 0 Caolinita 0
Microclínio 10,8 Muscovita 7,8 Quartzo 6,4
Talco 0,4 Amorfos 69,0
CLE – 650ºC
Composto Teor (%)
Anidrita 3,0 Calcita 0
Dolomita 1,3 Hematita 0 Caolinita 0
Microclínio 6,9 Muscovita 5,4 Quartzo 7,4
Talco 0,3 Amorfos 75,7
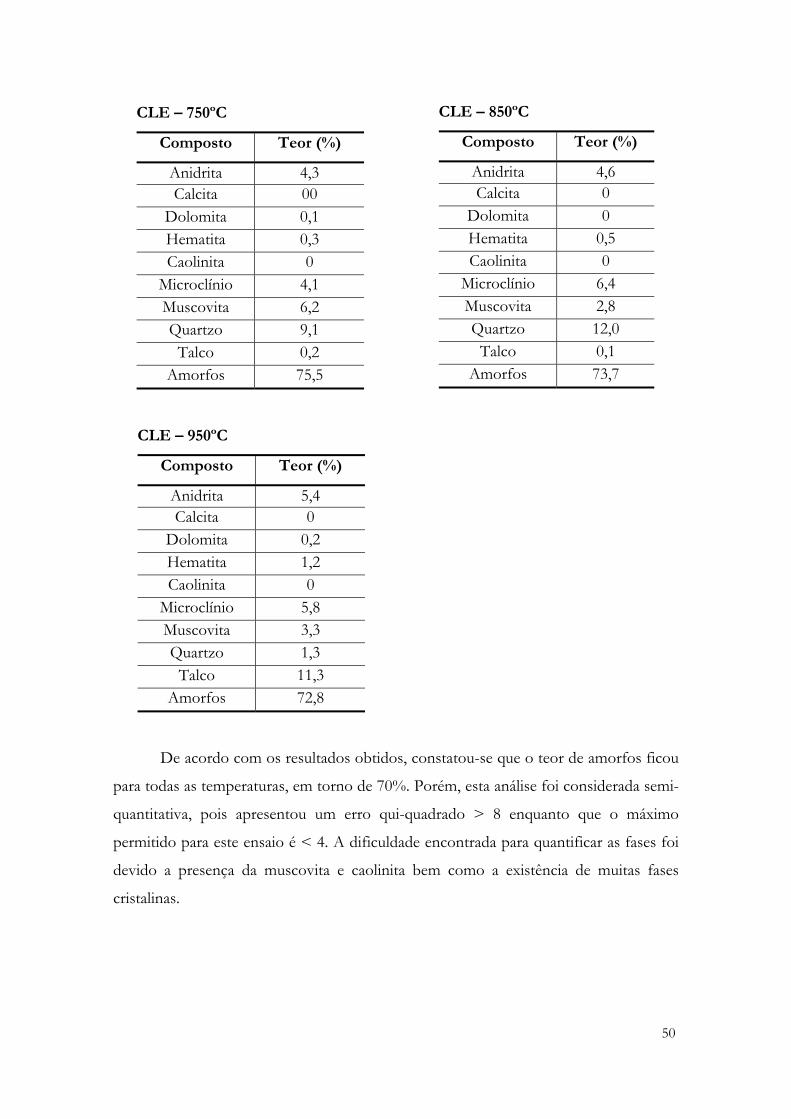
50
De acordo com os resultados obtidos, constatou-se que o teor de amorfos ficou
para todas as temperaturas, em torno de 70%. Porém, esta análise foi considerada semi-
quantitativa, pois apresentou um erro qui-quadrado > 8 enquanto que o máximo
permitido para este ensaio é < 4. A dificuldade encontrada para quantificar as fases foi
devido a presença da muscovita e caolinita bem como a existência de muitas fases
cristalinas.
CLE – 750ºC
Composto Teor (%)
Anidrita 4,3 Calcita 00
Dolomita 0,1 Hematita 0,3 Caolinita 0
Microclínio 4,1 Muscovita 6,2 Quartzo 9,1
Talco 0,2 Amorfos 75,5
CLE – 850ºC
Composto Teor (%)
Anidrita 4,6 Calcita 0
Dolomita 0 Hematita 0,5 Caolinita 0
Microclínio 6,4 Muscovita 2,8 Quartzo 12,0
Talco 0,1 Amorfos 73,7
CLE – 950ºC
Composto Teor (%)
Anidrita 5,4 Calcita 0
Dolomita 0,2 Hematita 1,2 Caolinita 0
Microclínio 5,8 Muscovita 3,3 Quartzo 1,3
Talco 11,3 Amorfos 72,8
51
4.5 Estudo de impacto ambiental na cinza
4.5.1 Introdução
O Conselho Nacional do Meio Ambiente (CONAMA-001/86) define impacto
ambiental como “qualquer alteração das propriedades físicas, químicas e biológicas do
meio ambiente, causada por qualquer forma de matéria ou energia resultante das
atividades humanas que, direta ou indiretamente, afetam: (i) a saúde, a segurança e o
bem-estar da população; (ii) as atividades sociais e econômicas; (iii) a biota; (iv) as
condições estéticas e sanitárias do meio ambiente e (v) a qualidade dos recursos
ambientais”.
A disposição final inadequada de resíduos pode ser considerado uma forma de
impacto ambiental. O lodo de esgotos disposto inadequadamente nos aterros sanitários,
em áreas degradadas, em áreas agrícolas pode trazer vários danos tanto ao meio
ambiente quanto a população. Desta forma, este trabalho procurou avaliar o impacto
ambiental seja ele positivo ou negativo causado pela calcinação do lodo de esgoto.
As principais vantagens em se queimar este tipo de resíduo está na sua redução
volumétrica, na completa eliminação de agentes patogênicos tornando-o adequado para
ser manuseado e no encapsulamento dos metais pesados quando utilizados em matrizes
cimentícias. As desvantagens estão na disposição da cinza gerada e na emissão dos gases
para a atmosfera. Devido a estas desvantagens procurou-se avaliar neste trabalho o
impacto ambiental que pode vir a ser causado por este resíduo através de uma análise
na emissão dos poluentes durante o processo de queima bem como ensaios de
lixiviação e solubilização que tem por objetivo classificar este resíduo quanto a sua
periculosidade. A emissão dos poluentes foi discutida no item 4.1.1.
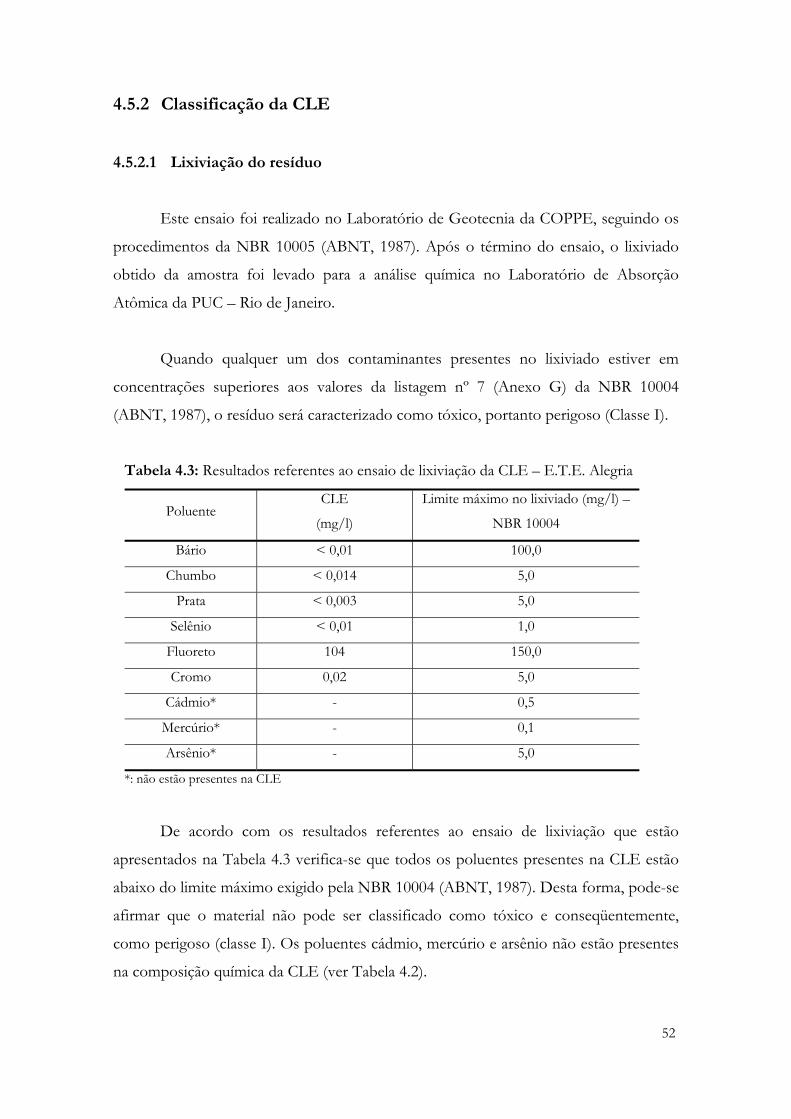
52
4.5.2 Classificação da CLE
4.5.2.1 Lixiviação do resíduo
Este ensaio foi realizado no Laboratório de Geotecnia da COPPE, seguindo os
procedimentos da NBR 10005 (ABNT, 1987). Após o término do ensaio, o lixiviado
obtido da amostra foi levado para a análise química no Laboratório de Absorção
Atômica da PUC – Rio de Janeiro.
Quando qualquer um dos contaminantes presentes no lixiviado estiver em
concentrações superiores aos valores da listagem nº 7 (Anexo G) da NBR 10004
(ABNT, 1987), o resíduo será caracterizado como tóxico, portanto perigoso (Classe I).
Tabela 4.3: Resultados referentes ao ensaio de lixiviação da CLE – E.T.E. Alegria
Poluente CLE
(mg/l)
Limite máximo no lixiviado (mg/l) –
NBR 10004
Bário < 0,01 100,0
Chumbo < 0,014 5,0
Prata < 0,003 5,0
Selênio < 0,01 1,0
Fluoreto 104 150,0
Cromo 0,02 5,0
Cádmio* - 0,5
Mercúrio* - 0,1
Arsênio* - 5,0
*: não estão presentes na CLE
De acordo com os resultados referentes ao ensaio de lixiviação que estão
apresentados na Tabela 4.3 verifica-se que todos os poluentes presentes na CLE estão
abaixo do limite máximo exigido pela NBR 10004 (ABNT, 1987). Desta forma, pode-se
afirmar que o material não pode ser classificado como tóxico e conseqüentemente,
como perigoso (classe I). Os poluentes cádmio, mercúrio e arsênio não estão presentes
na composição química da CLE (ver Tabela 4.2).
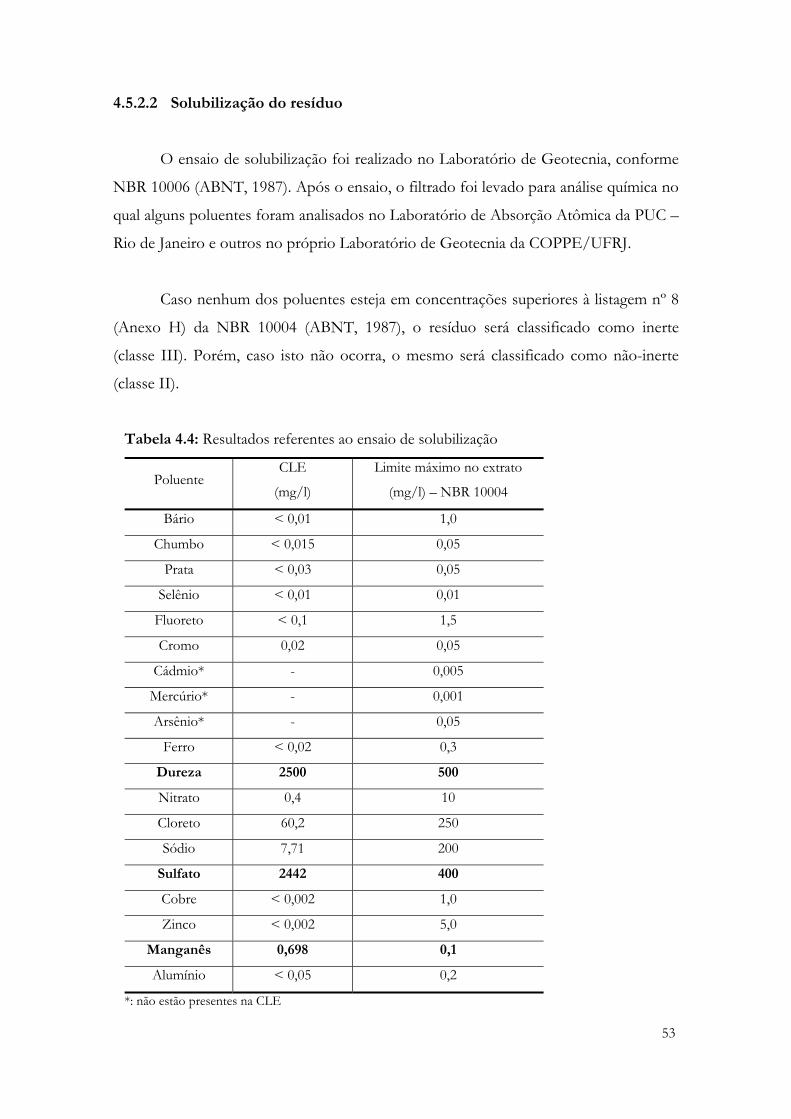
53
4.5.2.2 Solubilização do resíduo
O ensaio de solubilização foi realizado no Laboratório de Geotecnia, conforme
NBR 10006 (ABNT, 1987). Após o ensaio, o filtrado foi levado para análise química no
qual alguns poluentes foram analisados no Laboratório de Absorção Atômica da PUC –
Rio de Janeiro e outros no próprio Laboratório de Geotecnia da COPPE/UFRJ.
Caso nenhum dos poluentes esteja em concentrações superiores à listagem nº 8
(Anexo H) da NBR 10004 (ABNT, 1987), o resíduo será classificado como inerte
(classe III). Porém, caso isto não ocorra, o mesmo será classificado como não-inerte
(classe II).
Tabela 4.4: Resultados referentes ao ensaio de solubilização
Poluente CLE
(mg/l)
Limite máximo no extrato
(mg/l) – NBR 10004
Bário < 0,01 1,0
Chumbo < 0,015 0,05
Prata < 0,03 0,05
Selênio < 0,01 0,01
Fluoreto < 0,1 1,5
Cromo 0,02 0,05
Cádmio* - 0,005
Mercúrio* - 0,001
Arsênio* - 0,05
Ferro < 0,02 0,3
Dureza 2500 500
Nitrato 0,4 10
Cloreto 60,2 250
Sódio 7,71 200
Sulfato 2442 400
Cobre < 0,002 1,0
Zinco < 0,002 5,0
Manganês 0,698 0,1
Alumínio < 0,05 0,2
*: não estão presentes na CLE
54
Analisando os resultados na Tabela 4.4, referentes ao ensaio de solubilização
pode-se perceber que alguns poluentes apresentaram concentrações superior ao limite
máximo permitido pela NBR 10004 (ABNT, 1987) tais como: dureza, sulfato e
manganês. A presença destes poluentes nos resíduos sólidos indica que os mesmos
estão acima do limite permitido como Padrão de potabilidade da água. Porém, os
mesmos não oferecem riscos ao meio ambiente e a saúde pública.
De acordo com a NBR 10004 a CLE do presente estudo deve ser classificada
como resíduo não-inerte (Classe II).
55
Capítulo 5 5
Aplicações do lodo bruto e incinerado
Face ao aumento no volume de lodo gerado nas estações de tratamento de
esgotos, a falta de espaços para sua disposição devido aos aterros sanitários existentes
nas cidades já estarem com a sua capacidade praticamente esgotada, vários estudos vem
sendo realizados para viabilizar tecnicamente e economicamente a utilização deste
resíduo em áreas agrícolas, em recuperação de área degradadas, como insumo na
construção civil, dentre outros.
A indústria da construção civil vem utilizando vários tipos de resíduos, que
podem ser incorporados nas argamassas e concretos, na forma de cimento Portland
composto, aditivos minerais ou como fíler. Quando estes resíduos possuem atividades
pozolânica ou cimentante que melhorem o desempenho dos concretos, estes estão
sendo utilizados como substituto parcial do cimento. Além da cinza volante, da escória
granulada de alto forno, da sílica ativa, da cinza da casca de arroz, do bagaço da cana-
de-açúcar, a cinza de lodo de esgotos também vem sendo utilizada. A estabilização
desta em concretos torna-se uma alternativa viável (KHANBILVARD & AFSHARI,
1995). A seguir, apresenta-se as principais aplicações do lodo “in-natura” e da CLE na
indústria da construção civil.
5.1 Agregados leves para concretos
Os primeiros estudos quanto a utilização de lodo de esgotos para produzir
agregado leve foi realizado por BROSCH (1975). Neste estudo ele utilizou o lodo bruto
e em seguida o lodo digerido e desidratado da Estação de Tratamento Pinheiros, da
cidade de São Paulo, para produzir o agregado leve. O processo utilizado foi a
sinterização que consistiu nas seguintes etapas: secagem do lodo; pelotização e
transformação e agregados leves através de sinterização onde os aglomerados crus são
calcinados por autocombustão. A qualidade destes agregados foi considerada
56
satisfatória quanto ao ensaio de resistência à abrasão e de resistência mecânica ao
esmagamento.
MORALES & AGOPYAN (1992) também utilizaram o lodo de esgoto
produzido na cidade de Londrina, para produzir agregado leve. Dos estudos realizados
pode-se concluir que o produto final apresentou características compatíveis com os
requisitos e critérios estabelecidos pelas especificações brasileiras no que tange a
produção de elementos de concreto para alvenaria, produção de concreto estrutural ou
para isolamento térmico.
KHANBILVARD & AFSHARI (1995) incineraram o lodo produzido na
Estação de Tratamento de Esgotos de Bergen Point e avaliaram o comportamento dos
concretos devido a uma substituição parcial da areia natural por CLE. O teor de
substituição foi de até 30% onde puderam concluir que apesar da resistência à
compressão aos 28 dias ter reduzido a medida em que o teor de CLE aumentava (em
torno de 20% em relação ao concreto de referência), este valor atende as exigências do
ACI.
Segundo GEYER (2001) a produção de agregado leve tem encontrado
dificuldades em entrar no mercado, devido ao seu custo elevado em comparação com
as alternativas disponíveis.
5.2 Fíler para concreto asfáltico
Devido a falta de locais adequados para a disposição da CLE e em particular, a
falta de dados sobre a utilização deste resíduo em misturas asfálticas e em regiões áridas,
AL SAYED et al. (1994), resolveram pesquisar a possibilidade de uso da CLE. A cinza
de lodo de esgoto como fíler mineral na preparação de concreto asfáltico. Segundo os
autores todas as especificações foram atendidas e também a exposição destas misturas a
temperaturas entre 70ºC e 80ºC foram consideradas satisfatórias. Assim conclui-se que
o resíduo pode ser utilizado como fíler mineral na produção de misturas de concreto
asfáltico.
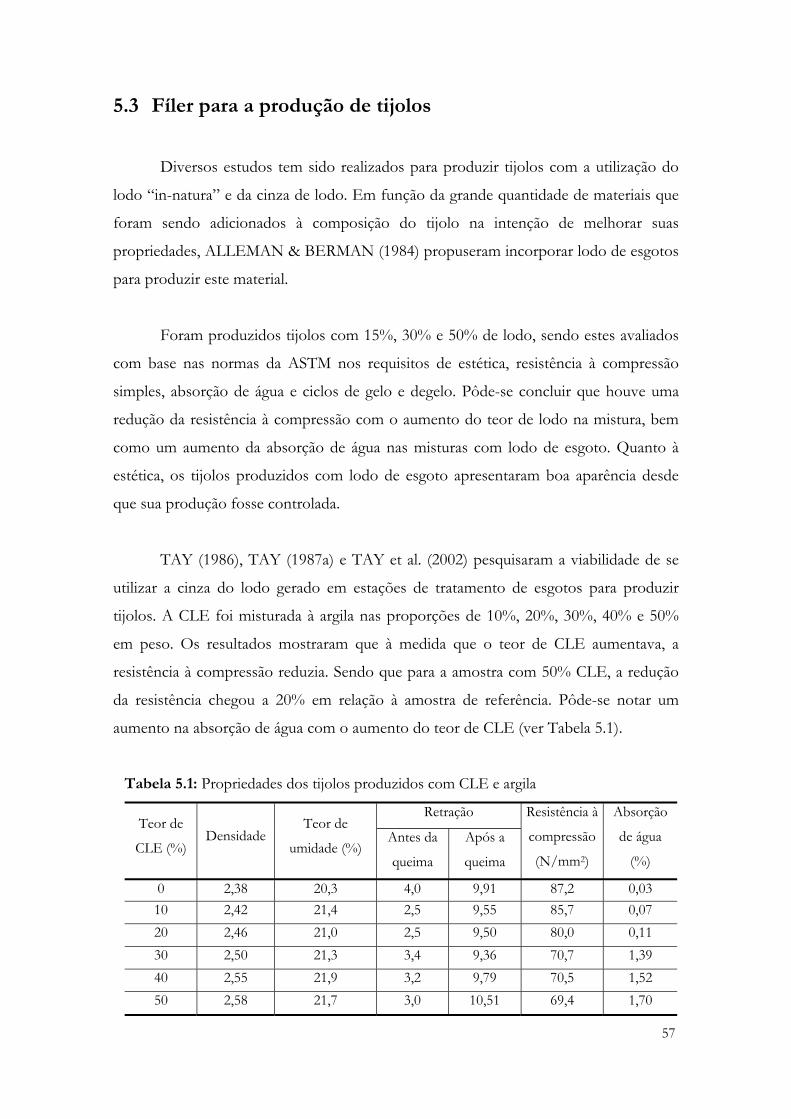
57
5.3 Fíler para a produção de tijolos
Diversos estudos tem sido realizados para produzir tijolos com a utilização do
lodo “in-natura” e da cinza de lodo. Em função da grande quantidade de materiais que
foram sendo adicionados à composição do tijolo na intenção de melhorar suas
propriedades, ALLEMAN & BERMAN (1984) propuseram incorporar lodo de esgotos
para produzir este material.
Foram produzidos tijolos com 15%, 30% e 50% de lodo, sendo estes avaliados
com base nas normas da ASTM nos requisitos de estética, resistência à compressão
simples, absorção de água e ciclos de gelo e degelo. Pôde-se concluir que houve uma
redução da resistência à compressão com o aumento do teor de lodo na mistura, bem
como um aumento da absorção de água nas misturas com lodo de esgoto. Quanto à
estética, os tijolos produzidos com lodo de esgoto apresentaram boa aparência desde
que sua produção fosse controlada.
TAY (1986), TAY (1987a) e TAY et al. (2002) pesquisaram a viabilidade de se
utilizar a cinza do lodo gerado em estações de tratamento de esgotos para produzir
tijolos. A CLE foi misturada à argila nas proporções de 10%, 20%, 30%, 40% e 50%
em peso. Os resultados mostraram que à medida que o teor de CLE aumentava, a
resistência à compressão reduzia. Sendo que para a amostra com 50% CLE, a redução
da resistência chegou a 20% em relação à amostra de referência. Pôde-se notar um
aumento na absorção de água com o aumento do teor de CLE (ver Tabela 5.1).
Tabela 5.1: Propriedades dos tijolos produzidos com CLE e argila
Retração Teor de
CLE (%) Densidade
Teor de
umidade (%) Antes da
queima
Após a
queima
Resistência à
compressão
(N/mm2)
Absorção
de água
(%)
0 2,38 20,3 4,0 9,91 87,2 0,03 10 2,42 21,4 2,5 9,55 85,7 0,07 20 2,46 21,0 2,5 9,50 80,0 0,11 30 2,50 21,3 3,4 9,36 70,7 1,39 40 2,55 21,9 3,2 9,79 70,5 1,52 50 2,58 21,7 3,0 10,51 69,4 1,70
58
5.4 Adições em argamassas e concretos
5.4.1 Introdução
O concreto é considerado o material mais utilizado na construção civil.
Inicialmente, para produzi-lo eram necessários somente três materiais: cimento,
agregado e água. Com o passar do tempo, o uso de adições minerais às misturas de
argamassas e concretos, tornou-se satisfatória em diversos aspectos. No aspecto da
engenharia, as adições minerais melhoram as propriedades dos concretos tanto no
estado fresco como no estado endurecido. No aspecto econômico, devido ao constante
aumento da energia e esta representar 40% a 60% do custo total na produção de
cimento, a substituição de parte do cimento por adições minerais que são encontradas
facilmente em depósitos naturais ou como subprodutos industriais, não necessitando de
praticamente nenhum processamento, reduz o custo do aglomerante e
conseqüentemente, do concreto. No aspecto ambiental, há uma redução do impacto
ambiental, pois alguns resíduos contem em sua composição, poluentes, que quando
dispostos de maneira inadequada são prejudiciais ao meio ambiente e a saúde humana.
A utilização destes como material suplementar para a produção de materiais de
construção, torna-se uma forma segura de disposição. Outro fator importante é a
redução na emanação de dióxido de carbono (CO2) para a atmosfera através das
indústrias de cimento. Para uma tonelada de cimento produzido são liberados cerca de
uma tonelada de CO2 para a atmosfera (NEVILLE, 1997; MALHOTRA & MEHTA,
1996 apud GEYER, 2001).
5.4.2 Adições minerais
Segundo MEHTA & MONTEIRO (1994), adições minerais são materiais
silicosos finamente moídos, no estado natural ou como subprodutos, podendo ter
reações pozolânica e/ou cimentante.
São chamados materiais naturais àqueles que são processados com o único
objetivo de produzir uma pozolana (ex.: vidros vulcânicos, argilas ou folhelhos
calcinados, terra diatomácea). Normalmente, as etapas de processamento são: britagem,
59
moagem e classificação por tamanho. Os subprodutos são materiais que não são tidos
como primários durante o processo industrial (ex.: cinza volante, escória granulada de
alto forno, microssílica e cinza de casca de arroz). Podem necessitar de processamento
ou não (MEHTA & MONTEIRO, 1994).
Segundo a ASTM 618-94 apud NEVILLE (1997), pozolana é “um material
silicoso ou sílico-aluminoso que, por si só, tem pouco ou nenhum valor cimentício,
mas, quando finamente subdividido e na presença de umidade, reage quimicamente
com o hidróxido de cálcio à temperatura ambiente formando compostos com
propriedades cimentícias”.
Dentre as adições minerais existentes e mais utilizadas atualmente, tem-se as que
possuem atividade pozolânica (fumo de sílica, cinza volante com baixo teor de cálcio,
cinza de casca de arroz), as que possuem atividade cimentante (cinza volante com alto
teor de cálcio), as que possuem tanto atividade cimentante quanto pozolânica (escória
granulada de alto forno) e as que não possuem nenhum tipo de atividade, denominados
fílers (pó de quartzo, pó de pedra) (MEHTA & MONTEIRO, 1994; GONÇALVES,
2000).
As adições minerais com atividade pozolânica atuam no concreto através da
reação química entre uma pozolana e o hidróxido de cálcio formando o silicato de
cálcio hidratado (C-S-H). As adições minerais que não possuem nenhum tipo de
atividade, são quimicamente inertes e atuam durante a hidratação como agentes
nucleadores contribuindo para uma densificação da matriz (GONÇALVES, 2000).
5.4.3 Influência das adições minerais nas propriedades do concreto
fresco e endurecido
A utilização de adições minerais no concreto proporciona efeitos benéficos em
suas propriedades tais como: melhora da resistência à fissuração térmica por causa do
baixo calor de hidratação, aumento das resistências e da impermeabilidade devido ao
refinamento dos poros e uma durabilidade maior aos ataques químicos, tais como,
águas sulfatadas e expansão álcali-agregado (MEHTA & MONTEIRO, 1994).

60
Para NEVILLE (1997) as várias adições minerais influenciam na evolução da
hidratação devido à composição química, reatividade, distribuição de tamanho e forma
das partículas.
5.4.3.1 Trabalhabilidade e demanda de água
A trabalhabilidade está associada a dois fatores: a consistência e a coesão. A
consistência descreve a fluidez do concreto enquanto que a coesão descreve a
resistência à exsudação e à segregação.
A segregação acontece quando os constituintes do concreto fresco são
separados de forma que a sua distribuição deixe de ser uniforme. A exsudação
conforme MEHTA & MONTEIRO (1994) é definida através do surgimento da água
na superfície do concreto após o mesmo ter sido lançado e adensado, porém antes de
iniciar a pega. Devido a estes dois fenômenos (segregação e exsudação), a incorporação
de partículas finamente divididas reduz o tamanho e o volume de vazios contribuindo
para uma melhora da trabalhabilidade.
Adições minerais como a cinza volante e a escória de alto forno tem influência
sobre a demanda de água e a trabalhabilidade. A adição de cinza volante à mistura de
cimento Portland sem adições proporciona uma redução de 5% a 15% na demanda de
água para uma mesma trabalhabilidade. Esta influência para ambas adições está
associada à forma das partículas bem como a sua finura (NEVILLE, 1997). Já o fumo
de sílica, por ter uma área superficial muito elevada, necessita de uma quantidade maior
de água. Por isso, em concretos com baixa relação a/c torna-se necessário a utilização
de superplastificantes (NEVILLE, 1997).
5.4.3.2 Hidratação
Para NEVILLE (1997), o calor de hidratação é a quantidade de calor, em joules
por grama de cimento não hidratado, liberada até a hidratação completa a uma
temperatura estabelecida. A hidratação dos compostos do cimento é exotérmica e chega
a liberar 500 J/g.
61
Segundo GEYER (2001), a reação de hidratação do cimento e a reação
pozolânica formam o mesmo composto: o C-S-H (silicato de cálcio hidratado). Porém,
a reação pozolânica forma este composto em uma etapa posterior à hidratação do
cimento, ou seja, a pozolana reage com o hidróxido de cálcio formado pelas reações de
hidratação do cimento, em presença de água.
A hidratação de qualquer tipo de cinza volante depende das propriedades do
cimento Portland utilizado. Além das reações químicas, a cinza volante possui um efeito
físico que promove um melhor arranjo das partículas com o agregado.Os produtos
gerados nas suas reações se assemelham muito ao C-S-H resultante da hidratação do
cimento portland (NEVILLE, 1997).
A escória de alto forno por ter em sua composição mais sílica do que o cimento
Portland puro, ao final da hidratação possui uma maior quantidade de C-S-H, tornando
a microestrutura da pasta mais densa. Vale ressaltar que inicialmente o seu processo de
hidratação é lento, pois depende da decomposição da fase vítrea, porém para idades
mais avançadas a velocidade torna-se maior (NEVILLE, 1997).
5.4.3.3 Resistência
A resistência à compressão do concreto pode ser afetada por diversos fatores:
propriedades dos materiais, traço do concreto, grau de adensamento, condições de cura
e principalmente da relação água/cimento. A incorporação de aditivos minerais em
substituição parcial ao cimento em condições normais de temperatura,, pode reagir com
o hidróxido de cálcio proveniente da hidratação do cimento e formar mais silicato de
cálcio hidratado (C-S-H) contribuindo para uma redução da porosidade da matriz e da
zona de transição e, conseqüentemente, para um aumento da resistência final (MEHTA
& MONTEIRO, 1994). Ainda segundo estes autores, os aditivos minerais são
particularmente eficazes para aumentar a resistência à tração dos concretos.
Com relação a cinza volante, a sua contribuição em relação à resistência do
concreto está associada ao efeito físico cuja ação principal é a acomodação das suas
partículas entre as partículas do cimento e às reações químicas que variam de acordo
com o cimento utilizado (NEVILLE 1997).

62
Para as escórias de alto forno a sua contribuição está na finura que permite uma
melhor evolução da resistência. Porém esta só ocorre em idades mais avançadas devido
à necessidade de ativação da escória. Se a intenção é obter uma resistência maior em
tempo menor, a proporção entre a escória e o cimento Portland deve ser de 1:1. A
relação entre a resistência à compressão e resistência à tração não alteram
significativamente devido a incorporação deste resíduo (NEVILLE, 1997).
A contribuição do fumo de sílica no desenvolvimento da resistência aos 7 dias
ocorre em função da sua alta finura (efeito fíler) que proporciona um melhor arranjo,
densificando a região interface/agregado (NEVILLE, 1997).
5.4.4 Avaliação do comportamento da CLE nas argamassas e concretos
Ultimamente pesquisas vêm sendo realizadas na intenção de analisar a
viabilidade da CLE como substituição parcial do cimento para produzir argamassas e
concretos (TAY, 1986; TAY, 1987, MONZÓ et al, 2003).
Face ao problema de disposição final gerado pelo lodo de esgoto devido à
escassez de áreas, TAY (1986), TAY (1987) e TAY et al. (2002) procuraram utilizar este
resíduo, após ser queimado a uma temperatura de 550ºC, como substituição parcial ao
cimento na produção de concretos. O teor de substituição variou entre 5% e 20%.
Analisando os resultados pode-se verificar que ao aumentar o teor de CLE, a resistência
à compressão reduziu chegando a 32% em relação à mistura de referência para a
amostra com 20% de CLE.
MONZÓ et al (1996), MONZÓ et al. (2003) avaliaram a trabalhabilidade e a
resistência das argamassas com teor de CLE de 7,5-30%. Os resultados estão
apresentados na Tabela 5.2.

63
Tabela 5.2: Resultados de consistência x teor de superplastificante (SP)
Consistência (mm)
200 ml de água 225 ml de água
Teor de CLE (%) Teor de CLE (%)
SP
(%)
7,5 15 22,5 30 7,5 15 22,5 30
0 113,2±1,9 107,0±1,6 106,0±1,8 102,5±1,3 124,5±1,1 117,5±1,1 115,5±1,7 109,0±1,1
0,25 117,5±1,5 113,0±1,3 nd nd 133,7±0,9 124,5±1,7 nd nd
0,5 123,0±1,8 114,0±1,2 111,5±1,0 105,5±1,7 145,2±0,9 132,0±1,8 128,2±1,4 120,7±1,0
0,75 129,7±1,2 118,7±1,5 nd nd 152,7±1,7 142,0±0,6 nd nd
1,0 133,2±1,0 121,2±1,5 119,0±0,4 109,5±1,7 157,5±1,0 153,0±1,1 138,0±1,4 131,5±1,2
Fonte: MONZÓ et al. (2003)
Analisando os resultados pode-se perceber que à medida em que o teor de SP
aumenta, a trabalhabilidade das misturas também aumenta, para um mesmo teor de
CLE. Porém, para um mesmo teor de SP, à medida em que se aumenta o teor de CLE a
trabalhabilidade foi reduzida.
Neste mesmo estudo foram feitas outras análises de dados, ou seja, o teor de SP
foi fixado em 1%, o teor de CLE e de água variaram entre 0% e 30% e 200 ml e 225 ml,
respectivamente. Percebeu-se que à medida que o teor de CLE aumentava para uma
mesma quantidade de água, a consistência reduzia. Por outro lado, à medida que a
quantidade de água aumentava e o teor de CLE mantinha-se constante, a consistência
aumentava. Pode-se concluir que a substituição parcial de cimento por CLE reduziu a
trabalhabilidade. Este fato pode ser explicado, segundo os autores, de duas maneiras: a
morfologia irregular da CLE e a alta absorção de água pelas partículas de CLE. O uso
de superplastificante proporcionou um aumento da trabalhabilidade das argamassas à
medida que o seu teor aumentava.
Outros estudos foram relizados por TAY et al (1994) e TAY et al (2002) na
tentativa de reaproveitar este resíduo como material cimentício, ou seja, o lodo digerido
e desidratado foi misturado com a cal e em seguida passaram por vários processos de
queima, moagem, peneiramento, até serem transformados em um cimento biológico
que foi denominado de “Bio-cimento”. Este novo cimento substituiu parcialmente o
cimento Portland na produção de argamassas. Foram estudadas várias proporções de
64
lodo e cal na produção do bio-cimento. As proporções utilizadas foram de 0,25:0,75;
0,40:0,60; 0,50:0,50; 0,60:0,40; 0,75:0,25 em peso. Ao analisar os resultados verificou-se
que até 30% de substituição de cimento por bio-cimento, a resistência ficou próxima da
argamassa controle sendo que até 10% esta ficou ligeiramente superior. A melhor
relação lodo:cal sugerida por estes trabalhos foi a de 0,50:0,50, a uma temperatura de
queima de 100ºC com um tempo de residência de 4h. Com isso, estes trabalhos
verificaram que é viável utilizar o “bio-cimento”.
PAN et al (2003) decidiram verificar a influência da finura da CLE através da
moagem, na produção das argamassas. Neste trabalho, pode-se perceber que para um
mesmo teor de CLE (20%) em substituição parcial ao cimento, à medida que a finura
aumentava, a trabalhabilidade também aumentava. Porém, os seus valores foram
inferiores ao da argamassa controle. Segundo os autores, este aumento da
trabalhabilidade foi causado pela mudança na morfologia das partículas devido à
moagem da cinza, proporcionando um efeito lubrificante. Verificou-se também que a
resistência à compressão aumentou com o aumento da finura. Com base nos resultados
de resistência à compressão, os autores concluíram que a CLE possui atividade
pozolânica.
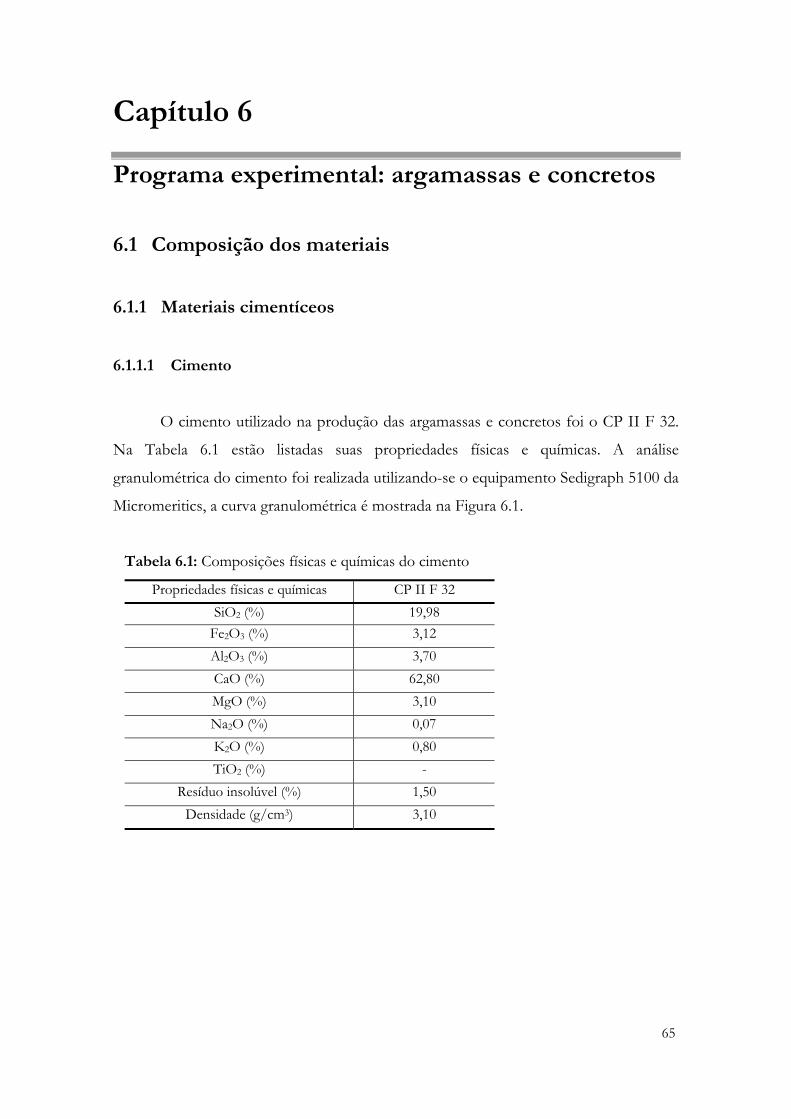
65
Capítulo 6 6
Programa experimental: argamassas e concretos
6.1 Composição dos materiais
6.1.1 Materiais cimentíceos
6.1.1.1 Cimento
O cimento utilizado na produção das argamassas e concretos foi o CP II F 32.
Na Tabela 6.1 estão listadas suas propriedades físicas e químicas. A análise
granulométrica do cimento foi realizada utilizando-se o equipamento Sedigraph 5100 da
Micromeritics, a curva granulométrica é mostrada na Figura 6.1.
Tabela 6.1: Composições físicas e químicas do cimento
Propriedades físicas e químicas CP II F 32 SiO2 (%) 19,98
Fe2O3 (%) 3,12 Al2O3 (%) 3,70 CaO (%) 62,80 MgO (%) 3,10 Na2O (%) 0,07 K2O (%) 0,80 TiO2 (%) -
Resíduo insolúvel (%) 1,50 Densidade (g/cm3) 3,10
66
6.1.1.2 Cinza de lodo de esgoto
6.1.1.2.1 Moagem
A moagem da amostra foi realizada no Laboratório de Tecnologia dos materiais
do Programa de Engenharia Metalúrgica e de Materiais do COPPE/UFRJ, em um
moinho de bolas de porcelana e carga de alumina. O moinho tem capacidade para 12
litros, com carga de 50% e três litros de amostra por batelada a uma velocidade de
35rpm. O tempo de moagem foi de 2 horas. Ao analisar a granulometria do material
moído (ver Figura 6.1) pode-se perceber que a CLE possui uma granulometria mais fina
que a do cimento. Esta afirmação pode ser confirmada, por exemplo, através da análise
dos valores de d10 (diâmetro do grão correspondente a 10% de material passante), d60
(diâmetro do grão correspondente a 60% de material passante) e d100 (diâmetro do grão
correspondente a 100% de material passante). Analisando a Figura 6.1, verifica-se que a
CLE apresenta valores de 0,4 µm para o d10, 12 µm para o d60 e 60 µm para d100.
Enquanto o cimento CP II F 32 apresenta valores superiores, 5 µm 30 µm e 300 µm,
respectivamente. Para este tempo de moagem, pode-se afirmar que a granulometria
atendeu as exigências físicas da NBR 12653 – Materiais pozolânicos (ABNT, 1992)1.
O ensaio para a determinação da massa específica da CLE foi realizado no
Laboratório de Geotecnia do COPPE/UFRJ de acordo com a NM 23 – Cimento
Portland e outros materiais em pó – Determinação da massa específica (NM, 2000). O
resultado encontrado foi de 2,68 g/cm3.
Para a determinação da superfície específica da CLE foi utilizado um forno
tubular EDG5P, o VacPrep 061 e o Gemini 2375 V. 5,0. O gás usado na adsorção foi o
nitrogênio e os ensaios foram efetuados na temperatura de 77K. A amostra foi
submetida a vácuo e aquecida a uma temperatura de 300ºC para de degaseificação e
eliminação de possíveis contaminantes superficiais. Este ensaio foi realizado no
Laboratório de Processamento Cerâmico – LPC do Departamento de Engenharia de
1 A NBR 12653 (ABNT, 1992) estabelece 34% de material retido na peneira 45 µm como limite máximo.
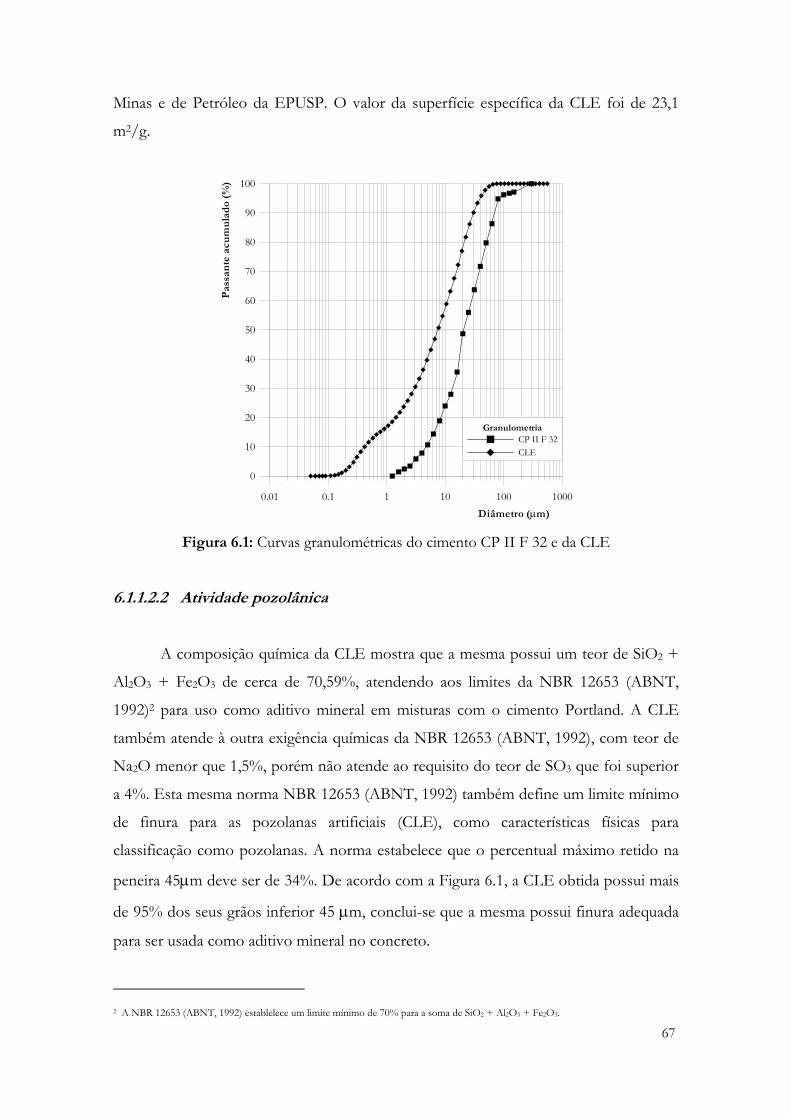
67
Minas e de Petróleo da EPUSP. O valor da superfície específica da CLE foi de 23,1
m2/g.
0.01 0.1 1 10 100 1000 Diâmetro (µm)
0
10
20
30
40
50
60
70
80
90
100
Pas
san
te a
cum
ula
do
(%)
GranulometriaCP II F 32CLE
Figura 6.1: Curvas granulométricas do cimento CP II F 32 e da CLE
6.1.1.2.2 Atividade pozolânica
A composição química da CLE mostra que a mesma possui um teor de SiO2 +
Al2O3 + Fe2O3 de cerca de 70,59%, atendendo aos limites da NBR 12653 (ABNT,
1992)2 para uso como aditivo mineral em misturas com o cimento Portland. A CLE
também atende à outra exigência químicas da NBR 12653 (ABNT, 1992), com teor de
Na2O menor que 1,5%, porém não atende ao requisito do teor de SO3 que foi superior
a 4%. Esta mesma norma NBR 12653 (ABNT, 1992) também define um limite mínimo
de finura para as pozolanas artificiais (CLE), como características físicas para
classificação como pozolanas. A norma estabelece que o percentual máximo retido na
peneira 45µm deve ser de 34%. De acordo com a Figura 6.1, a CLE obtida possui mais
de 95% dos seus grãos inferior 45 µm, conclui-se que a mesma possui finura adequada
para ser usada como aditivo mineral no concreto.
2 A NBR 12653 (ABNT, 1992) establelece um limite mínimo de 70% para a soma de SiO2 + Al2O3 + Fe2O3.

68
A atividade pozolânica de um aditivo mineral pode ser determinada através de índices
relativos de resistência através dos ensaios de atividade pozolânica com cimento (NBR
5752, ABNT 1992) ou com cal (NBR 5751, ABNT 1992) ou através de métodos
químicos, determinação da pozolanicidade de cimento pozolânico, conforme a NBR
5753 (ABNT, 1991) – Método Fratini e ou método de Chapelle. Neste trabalho a
atividade pozolânica da CLE foi avaliada através do método de Chapelle Modificado.
Este ensaio consiste em manter em ebulição, durante 16 horas, uma mistura de 1g de
óxido de cálcio e 1g de material pozolânico/água. O resultado é expresso pela
quantidade de óxido de cálcio consumido por grama de material pozolânico (mgCaO/g
da amostra).
A CLE apresentou 226 mgCaO/g. Este resultado indica que a CLE possui uma
capacidade de consumo de hidróxido de cálcio, caracterizando uma atividade
pozolânica. Para uma pozolana altamente reativa e comumente utilizada como a sílica
ativa, este valor é de 516 mgCaO/g. Diante disso, pode-se afirmar que a CLE possui
uma baixa atividade pozolânica.
6.1.2 Agregados
6.1.2.1 Agregado miúdo
O agregado miúdo utilizado na produção das argamassas foi uma areia quartzosa
de rio, com módulo de finura 3,02 e massa específica de 2,64 g/cm3 disponível
comercialmente. Sua curva granulométrica encontra-se na Figura 6.2.
Para produzir os concretos C25 e C50 foi utilizado uma areia lavada de rio, com
módulo de finura de 2,58 e massa específica de 2,65 g/cm3. As demais características
deste agregado encontra-se no anexo 2. A sua curva granulométrica está apresentada na
Figura 6.2.

69
0.01 0.1 1 10 Diâmetro (mm)
0
10
20
30
40
50
60
70
80
90
100
Pas
san
te a
cum
ula
do
(%)
Legenda
argamassaconcreto
Figura 6.2: Curva granulométrica dos agregados miúdos para as argamassas e concretos
6.1.2.2 Agregado graúdo
A curva granulométrica do agregado graúdo encontra-se na Figura 6.3. Para o
agregado graúdo foi utilizado uma brita 0, com módulo de finura de 5,85 e massa
específica de 2,67 g/cm3. As demais características estão apresentadas no anexo 2.
0.1 1 10 100 Diâmetro (mm)
0
10
20
30
40
50
60
70
80
90
100
P
assa
nte
acu
mu
lad
o (%
)
Figura 6.3: Curva granulométrica do agregado graúdo
70
6.1.3 Água
A água utilizada para a produção das argamassas foi proveniente da
concessionária de abastecimento da cidade do Rio de Janeiro/RJ.
6.1.4 Aditivo químico
6.1.4.1 Superplastificante (SP)
O superplastificante utilizado foi à base de naftaleno sulfonado, disponível no
mercado. O SP possui um teor de sólidos de 44,44%, sendo este, determinado pelo
ensaio de liofilização, realizado no Centro de Pesquisa da Petrobrás. O estudo da
compatibilidade e do ponto de saturação do SP com o cimento CP II F 32 foi
determinado através do ensaio de fluidez utilizando o cone de Marsh (ver item 6.3.3.1).
6.2 Programa experimental
Nesta pesquisa foi estudada a viabilidade de utilização de Cinza de Lodo de
Esgotos (CLE) como substituto parcial do cimento Portland para produzir argamassas
e concretos. Visando avaliar as potencialidades deste resíduo, foram realizados ensaios
físicos e mecânicos em todas as misturas.
6.2.1 Dosagem das argamassas
As argamassas foram produzidas com teores de CLE variando de 10% a 30%
em substituição ao cimento bem como uma mistura de referência no qual não houve a
utilização deste resíduo. Utilizou-se uma relação areia/material cimentício de uma
argamassa típica para a produção de concretos de alto desempenho. Esta relação foi de
1,5 para todas as misturas. O fator água/cimento foi de 0,5. Para avaliar o desempenho
das argamassas foram realizados ensaios mecânicos (resistência à compressão, módulo
de elasticidade e deformação de pico) e ensaios físicos visando avaliar a durabilidade
(absorção por imersão e absorção por capilaridade) no estado endurecido, em corpos-

71
de-prova cilíndricos com dimensões de 50 mm x 100 mm. No estado fresco, avaliou-se
a consistência das misturas através da mesa de consistência padrão. As composições das
misturas encontram-se apresentadas na Tabela 6.2.
Tabela 6.2: Traço e consumo das argamassas por m3
Mistura Traço em
massa
Cimento
(kg)
CLE
(kg)
Ag. Miúdo
(kg)
Água
(kg)
CLE0% 1:1,5:0,5 719,0 - 1.078,5 359,5
CLE10% 0,9:0,1:1,5:0,5 644,8 71,6 1.074,6 358,2
CLE15% 0,85:0,15:1,5:0,5 607,9 107,3 1.072,7 357,6
CLE20% 0,8:0,2:1,5:0,5 571,1 142,8 1.070,8 356,9
CLE30% 0,7:0,3:1,5:0,5 497,9 213,4 1.066,9 355,6
Utilizando-se o modelo de empacotamento compressível (MEC) proposto por
DE LARRAD (1999) e SEDRAN (1999), avaliou-se a influência da substituição parcial
do cimento por CLE na compacidade destas misturas. A compacidade ou densidade de
empacotamento (φ) é a fração de volume ocupado por partículas sólidas em um
determinado volume.
A compacidade da mistura varia em função do tamanho, da forma dos grãos e
da energia de compactação utilizada. A compacidade residual β(i) é a compacidade
virtual de cada material (i). O modelo de empacotamento compressível pode obter as
seguintes características da mistura: compactação máxima φ* e compactação real φ da
mistura. Para avaliar a compactação máxima, torna-se necessário determinar alguns
dados de entrada tais como: diâmetros di das classes granulares dos materiais;
compactações residuais βi dos componentes; frações volumétricas yi dos materiais
constituintes da mistura e parâmetro de compactação K. Os efeitos de afastamento e
parede são considerados no modelo e estimados por fórmulas semi-empíricas. O
coeficiente de compactação K é uma característica intrínseca do procedimento de
empacotamento, dependendo do método utilizado para compactar a mistura. Desta
maneira, quando o procedimento de empacotamento é feito apenas com um
lançamento simples K = 4,7, para o pilonamento K = 4,5, para lançamento e vibração
K = 4,75, para vibração e compactação com pressão de 10KPa K = 9 e para o
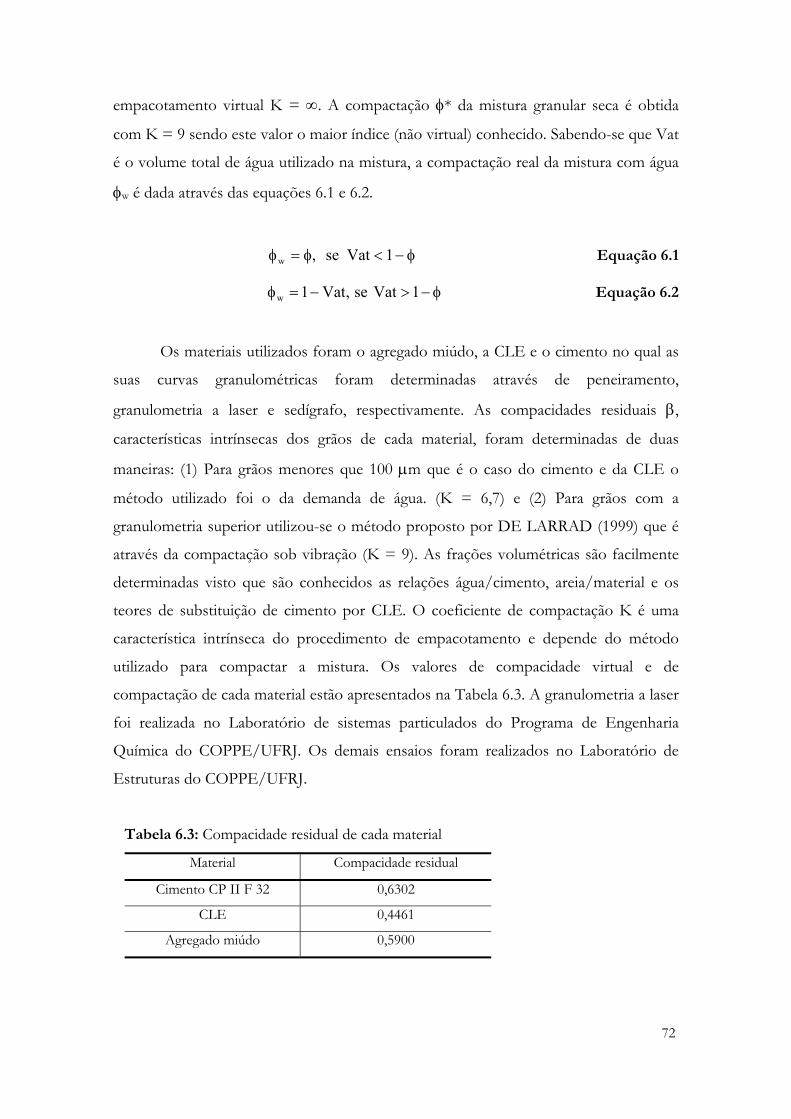
72
empacotamento virtual K = ∞. A compactação φ* da mistura granular seca é obtida
com K = 9 sendo este valor o maior índice (não virtual) conhecido. Sabendo-se que Vat
é o volume total de água utilizado na mistura, a compactação real da mistura com água
φw é dada através das equações 6.1 e 6.2.
φ−<φ=φ 1Vatse,w Equação 6.1
φ−>−=φ 1Vatse,Vat1w Equação 6.2
Os materiais utilizados foram o agregado miúdo, a CLE e o cimento no qual as
suas curvas granulométricas foram determinadas através de peneiramento,
granulometria a laser e sedígrafo, respectivamente. As compacidades residuais β,
características intrínsecas dos grãos de cada material, foram determinadas de duas
maneiras: (1) Para grãos menores que 100 µm que é o caso do cimento e da CLE o
método utilizado foi o da demanda de água. (K = 6,7) e (2) Para grãos com a
granulometria superior utilizou-se o método proposto por DE LARRAD (1999) que é
através da compactação sob vibração (K = 9). As frações volumétricas são facilmente
determinadas visto que são conhecidos as relações água/cimento, areia/material e os
teores de substituição de cimento por CLE. O coeficiente de compactação K é uma
característica intrínseca do procedimento de empacotamento e depende do método
utilizado para compactar a mistura. Os valores de compacidade virtual e de
compactação de cada material estão apresentados na Tabela 6.3. A granulometria a laser
foi realizada no Laboratório de sistemas particulados do Programa de Engenharia
Química do COPPE/UFRJ. Os demais ensaios foram realizados no Laboratório de
Estruturas do COPPE/UFRJ.
Tabela 6.3: Compacidade residual de cada material
Material Compacidade residual
Cimento CP II F 32 0,6302
CLE 0,4461
Agregado miúdo 0,5900
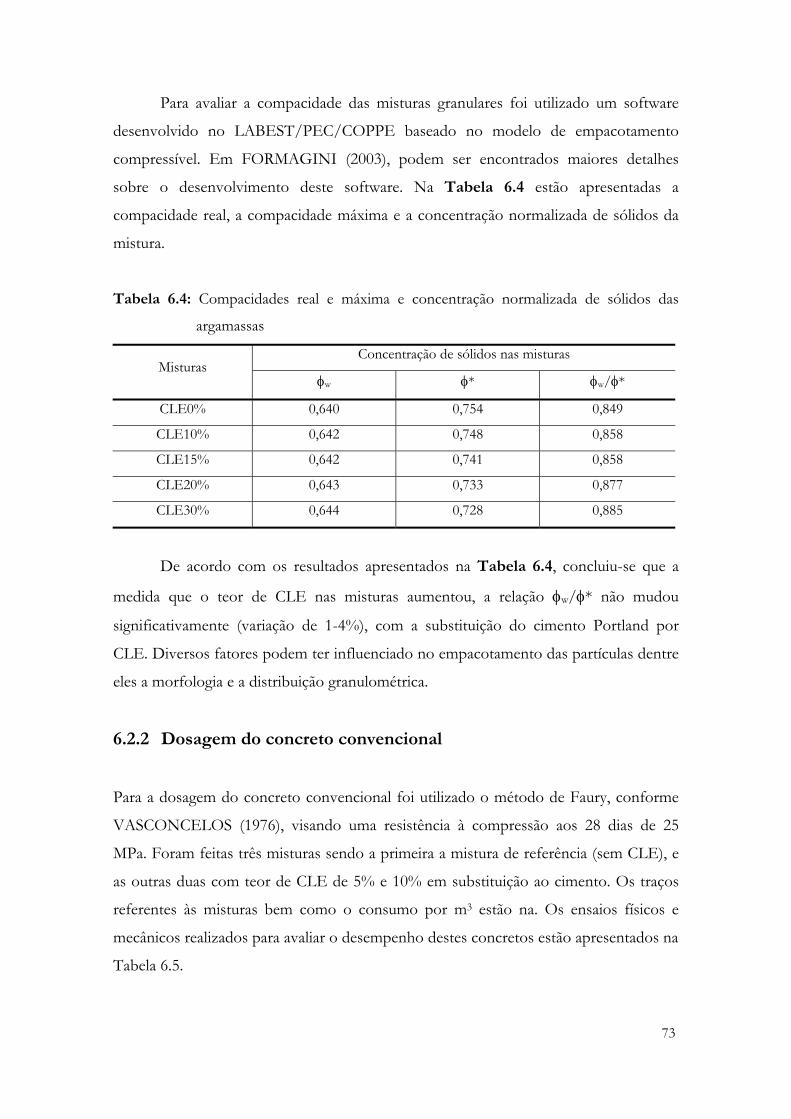
73
Para avaliar a compacidade das misturas granulares foi utilizado um software
desenvolvido no LABEST/PEC/COPPE baseado no modelo de empacotamento
compressível. Em FORMAGINI (2003), podem ser encontrados maiores detalhes
sobre o desenvolvimento deste software. Na Tabela 6.4 estão apresentadas a
compacidade real, a compacidade máxima e a concentração normalizada de sólidos da
mistura.
Tabela 6.4: Compacidades real e máxima e concentração normalizada de sólidos das
argamassas
Concentração de sólidos nas misturas Misturas
φw φ* φw/φ*
CLE0% 0,640 0,754 0,849
CLE10% 0,642 0,748 0,858
CLE15% 0,642 0,741 0,858
CLE20% 0,643 0,733 0,877
CLE30% 0,644 0,728 0,885
De acordo com os resultados apresentados na Tabela 6.4, concluiu-se que a
medida que o teor de CLE nas misturas aumentou, a relação φw/φ* não mudou
significativamente (variação de 1-4%), com a substituição do cimento Portland por
CLE. Diversos fatores podem ter influenciado no empacotamento das partículas dentre
eles a morfologia e a distribuição granulométrica.
6.2.2 Dosagem do concreto convencional
Para a dosagem do concreto convencional foi utilizado o método de Faury, conforme
VASCONCELOS (1976), visando uma resistência à compressão aos 28 dias de 25
MPa. Foram feitas três misturas sendo a primeira a mistura de referência (sem CLE), e
as outras duas com teor de CLE de 5% e 10% em substituição ao cimento. Os traços
referentes às misturas bem como o consumo por m3 estão na. Os ensaios físicos e
mecânicos realizados para avaliar o desempenho destes concretos estão apresentados na
Tabela 6.5.
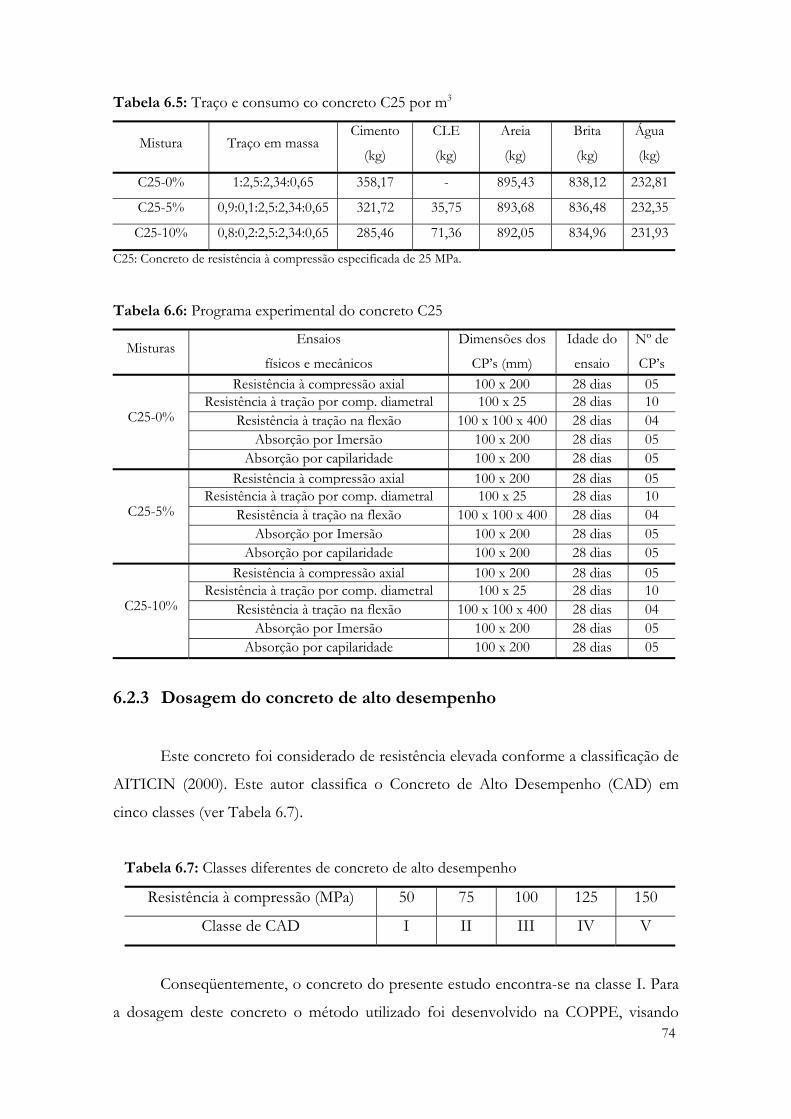
74
Tabela 6.5: Traço e consumo co concreto C25 por m3
Mistura Traço em massa Cimento
(kg)
CLE
(kg)
Areia
(kg)
Brita
(kg)
Água
(kg)
C25-0% 1:2,5:2,34:0,65 358,17 - 895,43 838,12 232,81
C25-5% 0,9:0,1:2,5:2,34:0,65 321,72 35,75 893,68 836,48 232,35
C25-10% 0,8:0,2:2,5:2,34:0,65 285,46 71,36 892,05 834,96 231,93
C25: Concreto de resistência à compressão especificada de 25 MPa.
Tabela 6.6: Programa experimental do concreto C25
Misturas Ensaios
físicos e mecânicos
Dimensões dos
CP’s (mm)
Idade do
ensaio
Nº de
CP’s Resistência à compressão axial 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C25-0%
Absorção por capilaridade 100 x 200 28 dias 05 Resistência à compressão axial 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C25-5%
Absorção por capilaridade 100 x 200 28 dias 05 Resistência à compressão axial 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C25-10%
Absorção por capilaridade 100 x 200 28 dias 05
6.2.3 Dosagem do concreto de alto desempenho
Este concreto foi considerado de resistência elevada conforme a classificação de
AITICIN (2000). Este autor classifica o Concreto de Alto Desempenho (CAD) em
cinco classes (ver Tabela 6.7).
Tabela 6.7: Classes diferentes de concreto de alto desempenho
Resistência à compressão (MPa) 50 75 100 125 150
Classe de CAD I II III IV V
Conseqüentemente, o concreto do presente estudo encontra-se na classe I. Para
a dosagem deste concreto o método utilizado foi desenvolvido na COPPE, visando
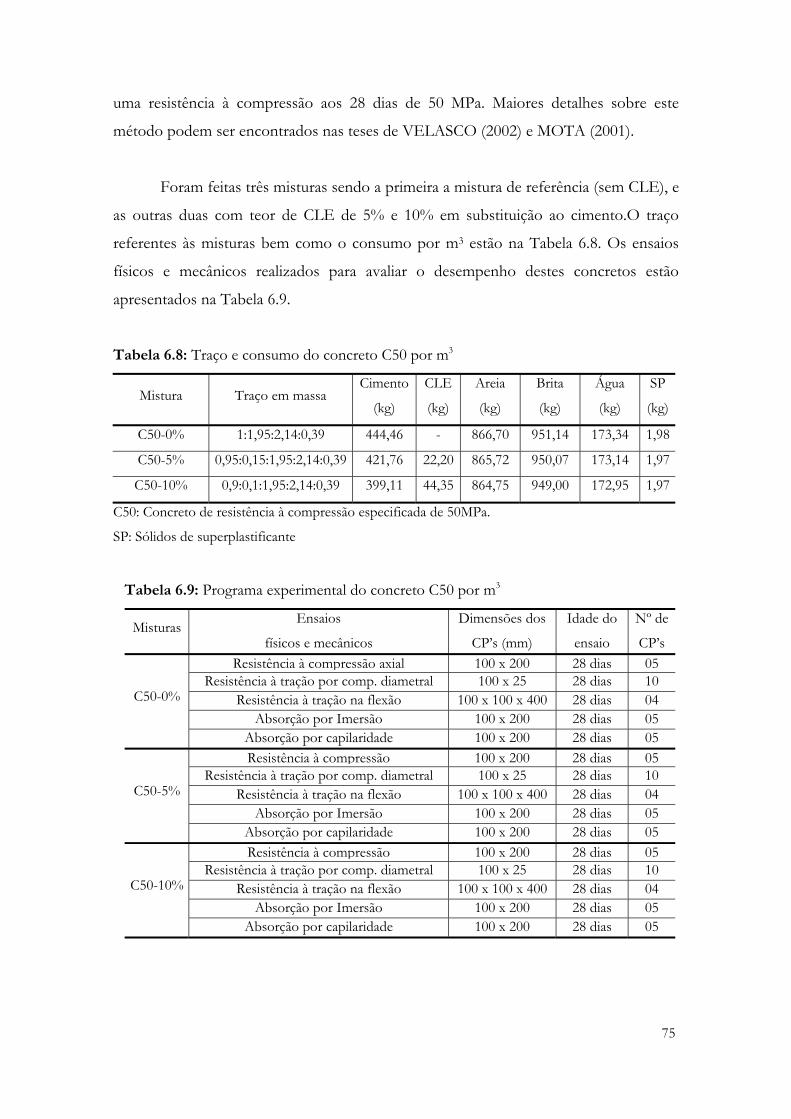
75
uma resistência à compressão aos 28 dias de 50 MPa. Maiores detalhes sobre este
método podem ser encontrados nas teses de VELASCO (2002) e MOTA (2001).
Foram feitas três misturas sendo a primeira a mistura de referência (sem CLE), e
as outras duas com teor de CLE de 5% e 10% em substituição ao cimento.O traço
referentes às misturas bem como o consumo por m3 estão na Tabela 6.8. Os ensaios
físicos e mecânicos realizados para avaliar o desempenho destes concretos estão
apresentados na Tabela 6.9.
Tabela 6.8: Traço e consumo do concreto C50 por m3
Mistura Traço em massa Cimento
(kg)
CLE
(kg)
Areia
(kg)
Brita
(kg)
Água
(kg)
SP
(kg)
C50-0% 1:1,95:2,14:0,39 444,46 - 866,70 951,14 173,34 1,98
C50-5% 0,95:0,15:1,95:2,14:0,39 421,76 22,20 865,72 950,07 173,14 1,97
C50-10% 0,9:0,1:1,95:2,14:0,39 399,11 44,35 864,75 949,00 172,95 1,97
C50: Concreto de resistência à compressão especificada de 50MPa.
SP: Sólidos de superplastificante
Tabela 6.9: Programa experimental do concreto C50 por m3
Misturas Ensaios
físicos e mecânicos
Dimensões dos
CP’s (mm)
Idade do
ensaio
Nº de
CP’s Resistência à compressão axial 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C50-0%
Absorção por capilaridade 100 x 200 28 dias 05 Resistência à compressão 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C50-5%
Absorção por capilaridade 100 x 200 28 dias 05 Resistência à compressão 100 x 200 28 dias 05
Resistência à tração por comp. diametral 100 x 25 28 dias 10 Resistência à tração na flexão 100 x 100 x 400 28 dias 04
Absorção por Imersão 100 x 200 28 dias 05 C50-10%
Absorção por capilaridade 100 x 200 28 dias 05

76
6.3 Produção das argamassas e concretos
6.3.1 Argamassas
Para a produção das argamassas foi utilizada uma argamassadeira com capacidade
de 25 litros. As etapas para a obtenção das misturas foram as seguintes:
1. Homogeneização do cimento e da CLE no misturador;
2. Adição de água (± 50%), em seguida misturava-se por cerca de 1 minuto;
3. Adição da areia e do restante da água;
4. Ao terminar a colocação de todos os materiais, misturava-se por 5 minutos.
Foram moldados 16 corpos-de-prova cilíndricos para cada mistura (5 cm x 10
cm). O índice de consistência foi determinado através da mesa de consistência padrão,
conforme a NBR 13276 (ABNT, 1995) (ver Figura 6.4).
Figura 6.4: Mesa de consistência padrão.
A compactação das misturas foi feita com o auxílio de uma mesa vibratória.
Após a moldagem, os corpos-de-prova foram cobertos por uma manta umedecida por
24 horas. Ao término deste período, foram desmoldados e encaminhados à câmara
úmida onde permaneceram até a data prevista para a realização dos ensaios físicos e
mecânicos.
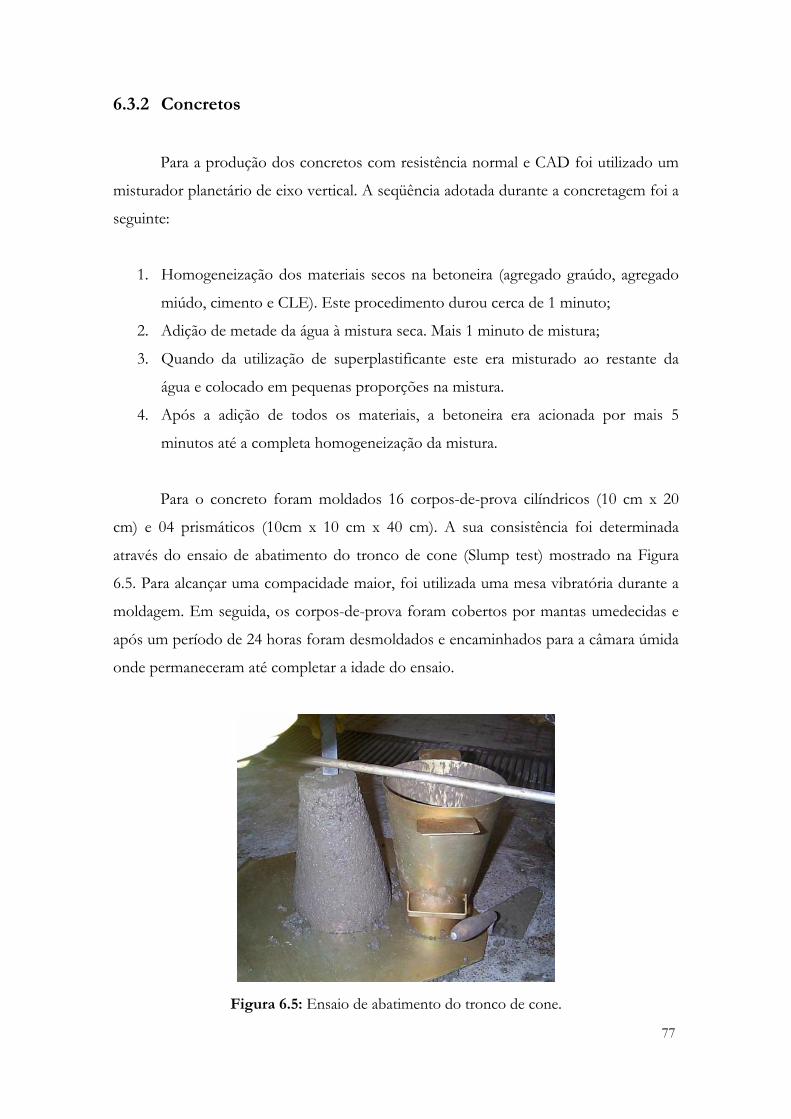
77
6.3.2 Concretos
Para a produção dos concretos com resistência normal e CAD foi utilizado um
misturador planetário de eixo vertical. A seqüência adotada durante a concretagem foi a
seguinte:
1. Homogeneização dos materiais secos na betoneira (agregado graúdo, agregado
miúdo, cimento e CLE). Este procedimento durou cerca de 1 minuto;
2. Adição de metade da água à mistura seca. Mais 1 minuto de mistura;
3. Quando da utilização de superplastificante este era misturado ao restante da
água e colocado em pequenas proporções na mistura.
4. Após a adição de todos os materiais, a betoneira era acionada por mais 5
minutos até a completa homogeneização da mistura.
Para o concreto foram moldados 16 corpos-de-prova cilíndricos (10 cm x 20
cm) e 04 prismáticos (10cm x 10 cm x 40 cm). A sua consistência foi determinada
através do ensaio de abatimento do tronco de cone (Slump test) mostrado na Figura
6.5. Para alcançar uma compacidade maior, foi utilizada uma mesa vibratória durante a
moldagem. Em seguida, os corpos-de-prova foram cobertos por mantas umedecidas e
após um período de 24 horas foram desmoldados e encaminhados para a câmara úmida
onde permaneceram até completar a idade do ensaio.
Figura 6.5: Ensaio de abatimento do tronco de cone.
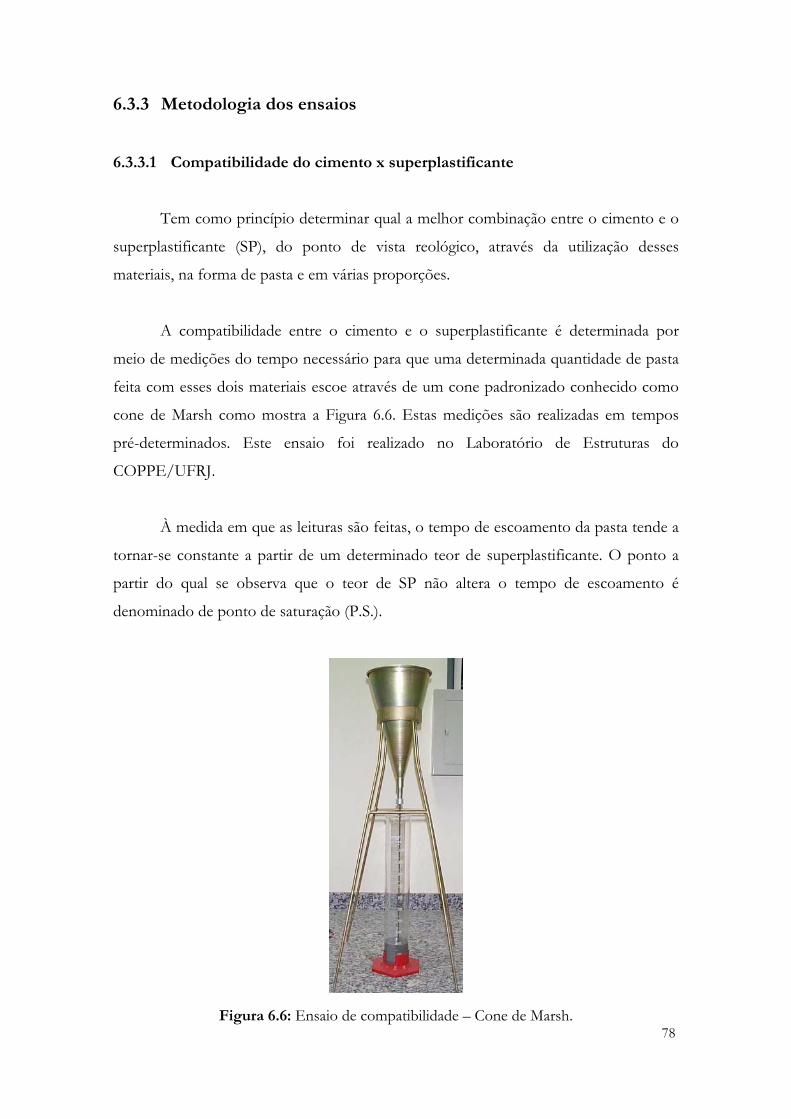
78
6.3.3 Metodologia dos ensaios
6.3.3.1 Compatibilidade do cimento x superplastificante
Tem como princípio determinar qual a melhor combinação entre o cimento e o
superplastificante (SP), do ponto de vista reológico, através da utilização desses
materiais, na forma de pasta e em várias proporções.
A compatibilidade entre o cimento e o superplastificante é determinada por
meio de medições do tempo necessário para que uma determinada quantidade de pasta
feita com esses dois materiais escoe através de um cone padronizado conhecido como
cone de Marsh como mostra a Figura 6.6. Estas medições são realizadas em tempos
pré-determinados. Este ensaio foi realizado no Laboratório de Estruturas do
COPPE/UFRJ.
À medida em que as leituras são feitas, o tempo de escoamento da pasta tende a
tornar-se constante a partir de um determinado teor de superplastificante. O ponto a
partir do qual se observa que o teor de SP não altera o tempo de escoamento é
denominado de ponto de saturação (P.S.).
Figura 6.6: Ensaio de compatibilidade – Cone de Marsh.
79
A seqüência do ensaio foi a seguinte:
1. Pesagem do cimento CP II F-32, superplastificante e água;
2. Adição de todos os materiais no liquidificador industrial;
3. Acionamento do liquidificador durante 1 minuto. Anotar o horário ao término
do tempo;
4. Medição do tempo de escoamento nos intervalos de 5, 30 e 60 minutos.
5. Deve-se bater a mistura por 30 segundos no liquidificador antes de iniciar a
leitura seguinte.
6.3.3.2 Resistência à compressão
As irregularidades na superfície de topo do corpo-de-prova provocam uma
distribuição não uniforme da tensão de compressão em determinados pontos da mesma
interferindo nos resultados de resistência. Neste trabalho, com o objetivo de se
conseguir superfícies planas (topo e base do corpo-de-prova) foi utilizado o
capeamento com o enxofre.
6.3.3.2.1 Procedimento do ensaio
Este ensaio foi realizado no Laboratório de Estruturas do COPPE/UFRJ. O
equipamento utilizado foi uma prensa SHIMADZU de 1000kN no qual os valores
obtidos para carga e deslocamentos são processados por um condicionador Shimadzu e
um microcomputador de 32 bits com capacidade de aquisição de cinco leituras por
milisegundo. Para a medição dos deslocamentos longitudinais utilizou-se dois
transdutores elétricos (LVDT´s A e B) diametralmente opostos, localizados na parte
central da amostra. O deslocamento longitudinal final foi obtido através da média entre
os LVDT´s A e B. Os ensaios foram realizados conforme NBR 5739 (ABNT, 1994).
80
Figura 6.7: Ensaio de resistência à compressão
6.3.3.3 Resistência à tração
Nesta pesquisa, os ensaios a seguir, foram avaliados somente nos concretos
(C25 e C50).
6.3.3.3.1 Por compressão diametral
Foram utilizados discos de concreto de 100 mm de diâmetro por 25 mm de
espessura. Para cada teor ensaiaram-se 10 discos. O disco de concreto foi encaixado em
um molde metálico e a carga foi aplicada continuamente na parte superior do molde, a
uma velocidade constante de aplicação de 0,3 mm/min até a sua ruptura (ver Figura
6.8). Os ensaios foram realizados segundo a NBR 7222 (ABNT, 1994)

81
Figura 6.8: Ensaio de tração por compressão diametral
6.3.3.3.2 Na flexão
Foi utilizado para este ensaio corpos-de-prova prismáticos com dimensões de 10
cm x 10 cm x 40 cm. Para cada teor de CLE foram ensaiados 04 CP’s. O procedimento
para este ensaio consistiu da aplicação de carregamentos em dois pontos simétricos do
vão até a ruptura, conforme mostra a Figura 6.9. Este ensaio é conhecido como
carregamento nos terços. A velocidade de aplicação da carga foi contínua e constante
no valor de 0,1 mm/min. A norma utilizada para este ensaio foi a NBR 12142 (ABNT,
1991).
Figura 6.9: Ensaio de tração na flexão
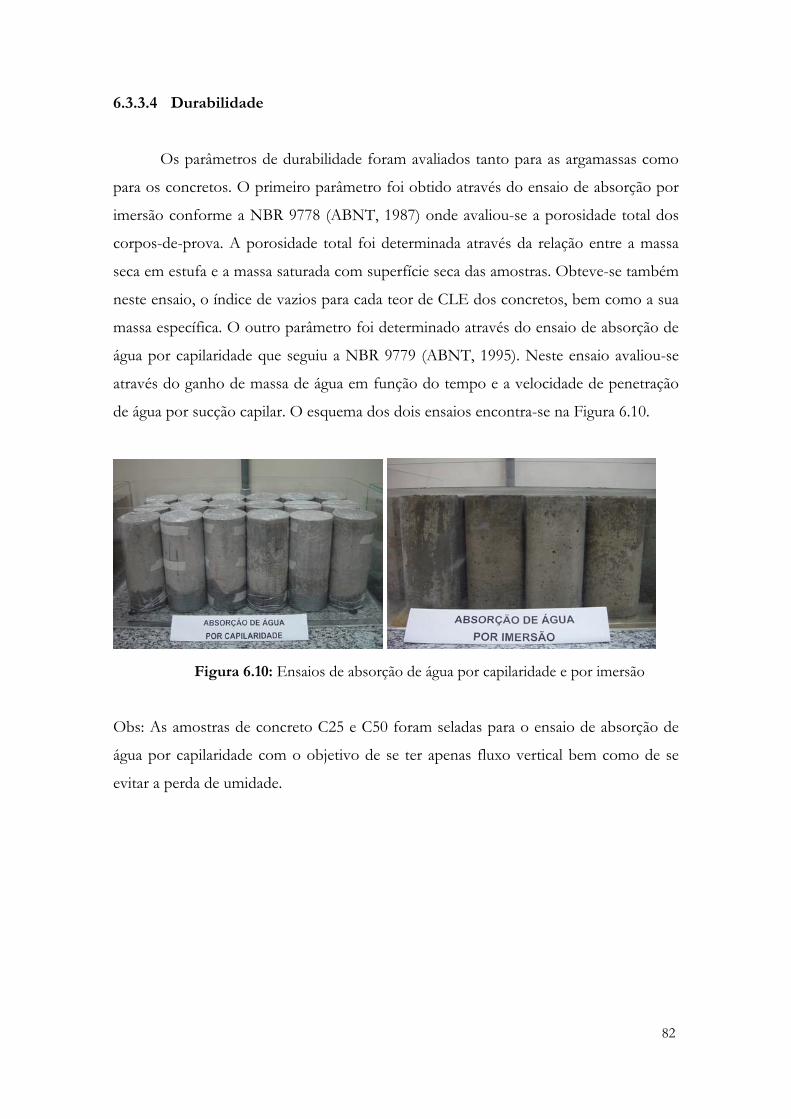
82
6.3.3.4 Durabilidade
Os parâmetros de durabilidade foram avaliados tanto para as argamassas como
para os concretos. O primeiro parâmetro foi obtido através do ensaio de absorção por
imersão conforme a NBR 9778 (ABNT, 1987) onde avaliou-se a porosidade total dos
corpos-de-prova. A porosidade total foi determinada através da relação entre a massa
seca em estufa e a massa saturada com superfície seca das amostras. Obteve-se também
neste ensaio, o índice de vazios para cada teor de CLE dos concretos, bem como a sua
massa específica. O outro parâmetro foi determinado através do ensaio de absorção de
água por capilaridade que seguiu a NBR 9779 (ABNT, 1995). Neste ensaio avaliou-se
através do ganho de massa de água em função do tempo e a velocidade de penetração
de água por sucção capilar. O esquema dos dois ensaios encontra-se na Figura 6.10.
Figura 6.10: Ensaios de absorção de água por capilaridade e por imersão
Obs: As amostras de concreto C25 e C50 foram seladas para o ensaio de absorção de
água por capilaridade com o objetivo de se ter apenas fluxo vertical bem como de se
evitar a perda de umidade.
83
Capítulo 7 7
Apresentação e análise dos resultados
No presente capítulo serão apresentados e discutidos os resultados obtidos nos
ensaios físicos e mecânicos das argamassas e concretos para os vários teores de CLE
utilizados em substituição parcial ao cimento Portland.
7.1 Argamassa
7.1.1 Trabalhabilidade
A trabalhabilidade das argamassas foi avaliada através do índice de consistência
cujos resultados estão apresentados na Tabela 7.1.
Tabela 7.1: Índice de consistência das argamassas
Misturas Consistência (mm)
CLE0% 295
CLE10% 300
CLE15% 285
CLE20% 280
CLE30% 265
A argamassa CLE0% apresentou uma consistência de 295 mm. Os resultados
referentes às misturas CLE10% e CLE 15% indicam que para teores de substituição de
Cimento Portland (CP) por CLE de até 15% os valores da consistência foram
praticamente iguais quando comparados ao valor da mistura de referência, pois aceita-se
uma variação de ± 10 mm nos resultados. Para as misturas com 20% e 30% de CLE em
substituição parcial ao Cimento Portland (CP) a trabalhabilidade foi reduzida em
relação à mistura de referência nos valores de 5% e 10%, respectivamente. Observe, no
entanto, que para 20% de substituição de CP por CLE a variação de ± 10 mm em

84
relação à sua média (280 mm) e a mistura de referência (295 mm), torna o índice de
consistência desta mistura dentro dos limites aceitáveis. Porém, a mistura CLE30% não
ficou entre os limites aceitáveis por norma.
Pode-se dizer então que até 20% de substituição de CP por CLE os valores
referentes ao índice de consistência foram praticamente iguais. Desta forma, não se
considerou necessário o uso de superplastificante. Com relação à mistura CLE30%
mesmo com a redução do índice de consistência, a mistura apresentou-se fácil de
trabalhar e com uma moldabilidade boa. Portanto, para as argamassas, não se utilizou
superplastificante.
7.1.2 Propriedades no estado endurecido
7.1.2.1 Comportamento das argamassas ao esforço de compressão uniaxial
Na Figura 7.1 são apresentadas as curvas de comportamento tensão x
deformação típicas das argamassas para os teores de 0% a 30% de substituição de CP
por CLE. Para as misturas CLE10%, CLE15% e CLE20% obteve-se apenas a carga
última, uma vez que o sistema de aquisição de dados utilizado apresentou problemas na
data do ensaio.
As propriedades mecânicas (resistência à compressão, deformação de pico e
módulo de elasticidade) das argamassas (médias e coeficientes de variação (C.V.)),
encontram-se na Tabela 7.2. Aos 7 dias de idade avaliou-se apenas a resistência à
compressão axial.
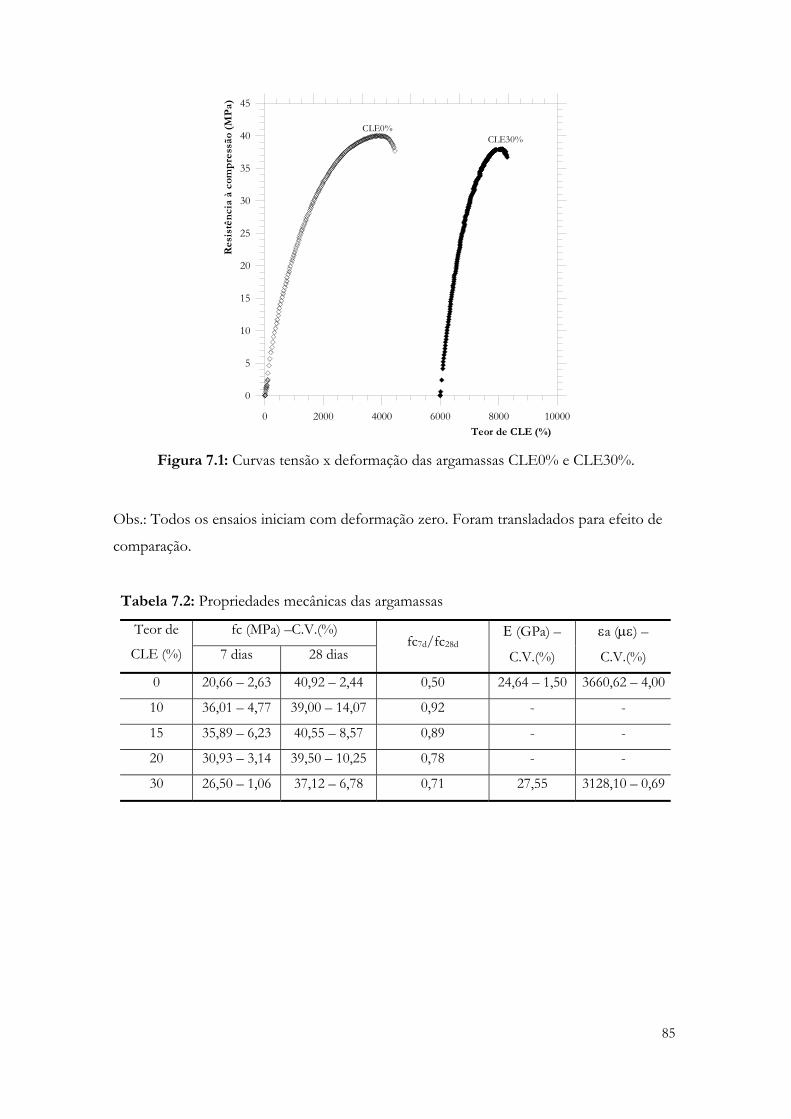
85
0 2000 4000 6000 8000 10000 Teor de CLE (%)
0
5
10
15
20
25
30
35
40
45
R
esis
tên
cia
à co
mp
ress
ão (
MP
a)
CLE0%CLE30%
Figura 7.1: Curvas tensão x deformação das argamassas CLE0% e CLE30%.
Obs.: Todos os ensaios iniciam com deformação zero. Foram transladados para efeito de
comparação.
Tabela 7.2: Propriedades mecânicas das argamassas
fc (MPa) –C.V.(%) Teor de
CLE (%) 7 dias 28 dias fc7d/fc28d
Ε (GPa) –
C.V.(%)
εa (µε) –
C.V.(%)
0 20,66 – 2,63 40,92 – 2,44 0,50 24,64 – 1,50 3660,62 – 4,00
10 36,01 – 4,77 39,00 – 14,07 0,92 - -
15 35,89 – 6,23 40,55 – 8,57 0,89 - -
20 30,93 – 3,14 39,50 – 10,25 0,78 - -
30 26,50 – 1,06 37,12 – 6,78 0,71 27,55 3128,10 – 0,69
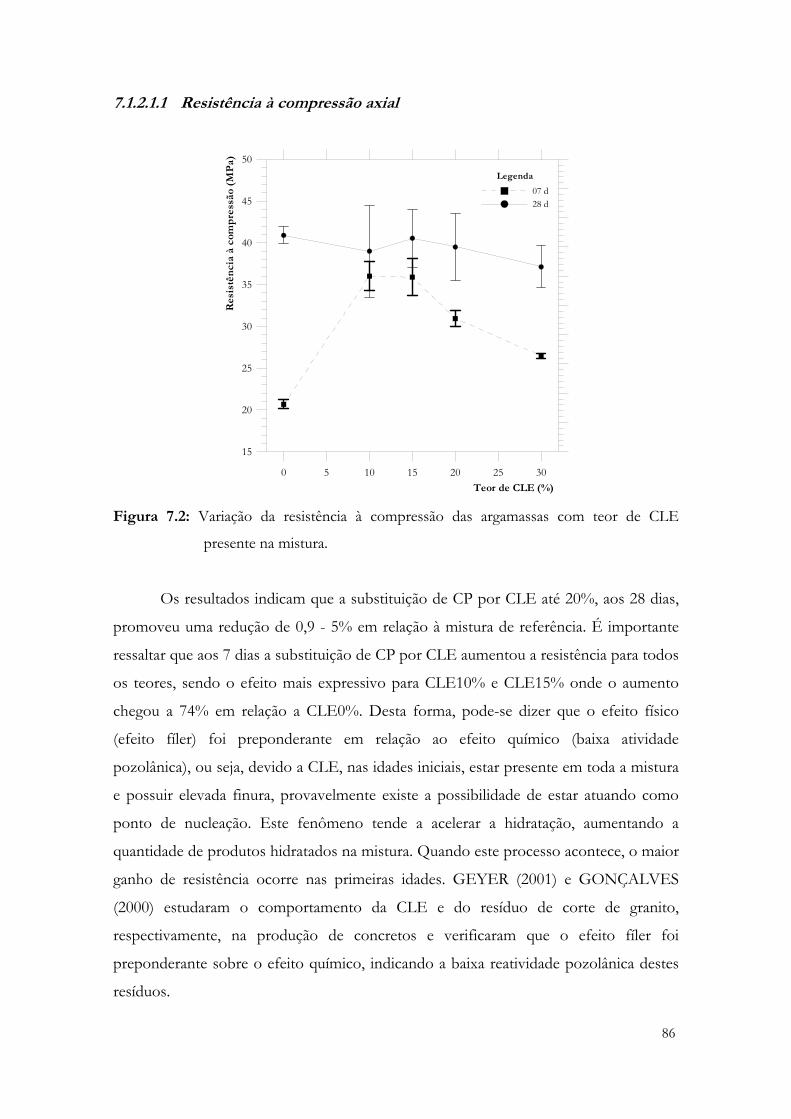
86
7.1.2.1.1 Resistência à compressão axial
0 5 10 15 20 25 30 Teor de CLE (%)
15
20
25
30
35
40
45
50
R
esis
tên
cia
à co
mp
ress
ão (
MP
a)
Legenda
07 d28 d
Figura 7.2: Variação da resistência à compressão das argamassas com teor de CLE
presente na mistura.
Os resultados indicam que a substituição de CP por CLE até 20%, aos 28 dias,
promoveu uma redução de 0,9 - 5% em relação à mistura de referência. É importante
ressaltar que aos 7 dias a substituição de CP por CLE aumentou a resistência para todos
os teores, sendo o efeito mais expressivo para CLE10% e CLE15% onde o aumento
chegou a 74% em relação a CLE0%. Desta forma, pode-se dizer que o efeito físico
(efeito fíler) foi preponderante em relação ao efeito químico (baixa atividade
pozolânica), ou seja, devido a CLE, nas idades iniciais, estar presente em toda a mistura
e possuir elevada finura, provavelmente existe a possibilidade de estar atuando como
ponto de nucleação. Este fenômeno tende a acelerar a hidratação, aumentando a
quantidade de produtos hidratados na mistura. Quando este processo acontece, o maior
ganho de resistência ocorre nas primeiras idades. GEYER (2001) e GONÇALVES
(2000) estudaram o comportamento da CLE e do resíduo de corte de granito,
respectivamente, na produção de concretos e verificaram que o efeito fíler foi
preponderante sobre o efeito químico, indicando a baixa reatividade pozolânica destes
resíduos.
87
A partir da Tabela 7.2 observou-se que para a mistura CLE10%, 92% da
resistência à compressão já é observada aos 7 dias de idade enquanto que para a mistura
de referência este valor ficou em 50%. Isto significa que as misturas que possuem CLE
em sua composição o maior ganho de resistência ocorre nas idades iniciais.
7.1.2.1.2 Módulo de elasticidade
O módulo de elasticidade foi calculado através do módulo secante para uma
tensão de 40% da tensão limite da curva tensão x deformação (ASTM C 469, 1994). O
módulo de elasticidade foi calculado conforme a Equação 7.1:
1e2e
1c2cEε−εσ−σ
= Equação 7.1
onde E é o módulo de elasticidade, σc1 e σc2 são, respectivamente, a tensão de
compressão correspondente a 40% da carga última e a tensão de compressão
correspondente a deformação axial εe1 no valor de 50 µε e εe1 e εe2 correspondem a
deformação axial no valor de 50 µε e deformação produzida pela tensão σ2. Os valores
referentes a este parâmetro encontram-se apresentados na Tabela 7.2.
Para a mistura CLE30% apenas o resultado referente a um ensaio foi
comparável ao da matriz de referência. O módulo de elasticidade obtido para esta
mistura possui valores típicos para o nível de resistência observado.
7.1.2.1.3 Deformação de pico
Os valores referentes a deformação de pico para as misturas CLE0% e CLE30%
estão apresentados na Tabela 7.2.
Com relação à mistura com 30% de CLE em substituição parcial ao CP,
observa-se que torna-se difícil analisá-lo visto que não se tem valores das outras
misturas para efeito comparativo. Pode-se dizer apenas que o valor obtido para a

88
deformação de pico da mistura CLE30% apresenta resultado típico para o nível de
resistência observado.
7.1.3 Durabilidade
A durabilidade do concreto pode ser definida como a vida útil de um material
sob determinadas condições ambientes. (MEHTA e MONTEIRO, 1994). A percolação
de líquidos, íons agressivos dentro de um sólido poroso pode, a depender da
intensidade, deteriorar a estrutura por processos físicos e/ou químicos. Segundo
NEVILLE (1997), este fenômeno de deslocamento, no concreto, pode ocorrer através
de três fenômenos: permeabilidade, difusão ou sorção.
A estrutura interna de um concreto é complexa e heterogênea. Ela é composta
por três fases: fase do agregado, fase da matriz e zona de transição. As fases da matriz e
do agregado são visíveis macroscopicamente já para a zona de transição é necessário o
uso de um microscópio. A zona de transição situa-se ao redor dos agregados e sua
espessura pode variar de 10 a 50 µm. Por ser uma região geralmente mais fraca que as
outras duas fases, exerce uma influência expressiva no comportamento mecânico do
concreto. A fase da matriz é composta por quatro fases sólidas principais: silicato de
cálcio hidratado, hidróxido de cálcio, sulfoaluminatos de cálcio e grãos de clínquer não
hidratado. Além destas fases sólidas, a pasta contém diferentes tipos de vazios,
originalmente são ocupados pela água (MEHTA & MONTEIRO, 1994).
Com o objetivo de avaliar a penetração da água nos materiais cimentíceos, a
pasta de cimento durante a sua hidratação forma vários tipos de vazios que são
importantes para este estudo: vazios interlamelares no C-S-H, vazios capilares e vazios
aprisionados.
Vazios interlamelares no C-S-H: segundo POWERS apud MEHTA & MONTEIRO
(1994) o espaço interlamelar é de 18 Å. Ele determinou que estes poros são
responsáveis por 28% da porosidade capilar no C-S-H sólido.

89
Vazios capilares: Estes vazios representam o espaço que não foi preenchido pelos
componentes sólidos da pasta. Desta forma, o volume e o tamanho dos vazios capilares
dependem da relação água/cimento e do grau de hidratação (MEHTA &
MONTEIRO, 1994).
Vazios aprisionados: Este tipo de vazio é aprisionado ao concreto durante a operação
de mistura. Sua dimensão varia de 50 a 200 µm. Esses vazios podem afetar
negativamente a resistência e a permeabilidade do concreto (MEHTA & MONTEIRO,
1994).
Além dos vários tipos de vazios presentes na pasta, é necessário saber como a
água se encontra dentro destes materiais cimentícios. Ela pode estar em diferentes
estados e está classificada de acordo com o grau de dificuldade ou de facilidade com
que pode ser removida: (1) água capilar – pode ser dividida em dois tipos: água em
vazios grandes (diâmetro > 50nm) pode ser denominada de água livre, pois a sua
remoção não causa nenhum tipo de variação de volume e água retida por tensão capilar
são retidas em capilares pequenos (5 a 50 nm) e a sua remoção pode causar a retração
do sistema; (2) água adsorvida – este tipo de água encontra-se fisicamente adsorvida
na superfície dos sólidos na pasta. A perda deste tipo de água pode causar retração da
pasta durante a secagem; (3) água interlamelar: este tipo de água está associado à
estrutura do C-S-H e quando esta é perdida, sua estrutura retrai consideravelmente. A
água interlamelar só é perdida por secagem forte; (4) água quimicamente
combinada: este tipo de água faz parte da estrutura de vários produtos hidratados do
cimento. Ela só é liberada quando os produtos hidratados são decompostos por
aquecimento (MEHTA & MONTEIRO, 1994).
O transporte de água dentro de um material cimentício pode acontecer por
difusão, permeabilidade e absorção. A difusão é um processo no qual um líquido, gás
ou íon pode passar através do concreto sob a atuação de um gradiente de concentração.
A permeabilidade é a facilidade com que um fluido pode passar através de um meio
poroso. A absorção é o processo pelo qual um fluido pode penetrar em um concreto
por sucção capilar e preencher os espaços vazios. Quando esta absorção ocorre em uma
única direção, é denominado de absortividade.
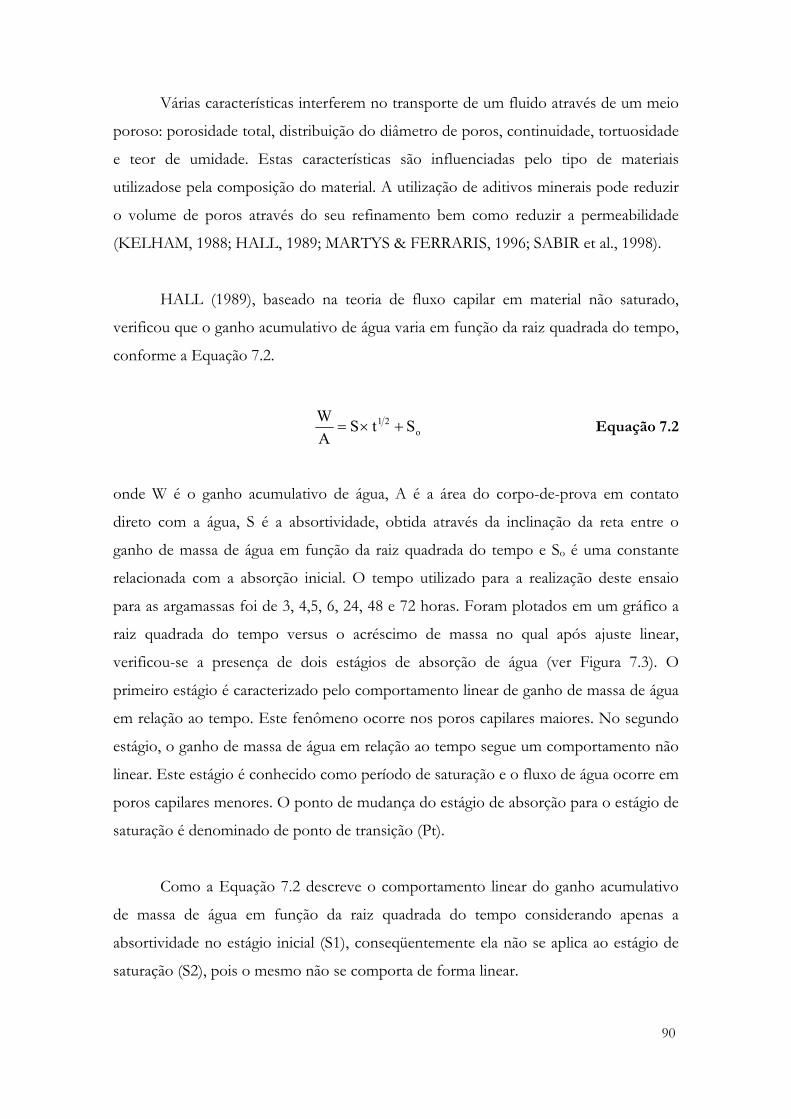
90
Várias características interferem no transporte de um fluido através de um meio
poroso: porosidade total, distribuição do diâmetro de poros, continuidade, tortuosidade
e teor de umidade. Estas características são influenciadas pelo tipo de materiais
utilizadose pela composição do material. A utilização de aditivos minerais pode reduzir
o volume de poros através do seu refinamento bem como reduzir a permeabilidade
(KELHAM, 1988; HALL, 1989; MARTYS & FERRARIS, 1996; SABIR et al., 1998).
HALL (1989), baseado na teoria de fluxo capilar em material não saturado,
verificou que o ganho acumulativo de água varia em função da raiz quadrada do tempo,
conforme a Equação 7.2.
o21 StS
AW
+×= Equação 7.2
onde W é o ganho acumulativo de água, A é a área do corpo-de-prova em contato
direto com a água, S é a absortividade, obtida através da inclinação da reta entre o
ganho de massa de água em função da raiz quadrada do tempo e So é uma constante
relacionada com a absorção inicial. O tempo utilizado para a realização deste ensaio
para as argamassas foi de 3, 4,5, 6, 24, 48 e 72 horas. Foram plotados em um gráfico a
raiz quadrada do tempo versus o acréscimo de massa no qual após ajuste linear,
verificou-se a presença de dois estágios de absorção de água (ver Figura 7.3). O
primeiro estágio é caracterizado pelo comportamento linear de ganho de massa de água
em relação ao tempo. Este fenômeno ocorre nos poros capilares maiores. No segundo
estágio, o ganho de massa de água em relação ao tempo segue um comportamento não
linear. Este estágio é conhecido como período de saturação e o fluxo de água ocorre em
poros capilares menores. O ponto de mudança do estágio de absorção para o estágio de
saturação é denominado de ponto de transição (Pt).
Como a Equação 7.2 descreve o comportamento linear do ganho acumulativo
de massa de água em função da raiz quadrada do tempo considerando apenas a
absortividade no estágio inicial (S1), conseqüentemente ela não se aplica ao estágio de
saturação (S2), pois o mesmo não se comporta de forma linear.

91
Figura 7.3: Gráfico típico do acréscimo de massa aparente em função da raiz quadrada do
tempo (GONÇALVES, 2003)
Admitindo que os materiais cimentícios possuem um estágio de absorção e um
de saturação e que estes são independentes e complementares, pode-se calcular o ganho
acumulativo de massa de água para os dois estágios conforme as duas equações a seguir.
TttparaStSAW
o21
1 ≤+×= Equação 7.3
TttparaCtCtSAW
3221
2 ≥+×−×= Equação 7.4
onde Tt corresponde ao tempo de transição entre os estágios S1 e S2, para qualquer
material cimentício e C2 e C3 são constantes. A Equação 7.3 corresponde ao ganho
acumulativo de massa de água de forma linear (estágio de absorção) até o tempo de
transição (Tt) e a equação 7.4 corresponde ao ganho acumulativo de massa de água de
forma não linear (estágio de saturação).
Na Figura 7.4 e Figura 7.5são apresentadas as curvas típicas do ganho
acumulativo de água por área (W/A) em função da raiz quadrada do tempo para as
argamassas nos vários teores de substituição de cimento por CLE e os resultados
S2
S1
Pt
Tt t1/2
W/A
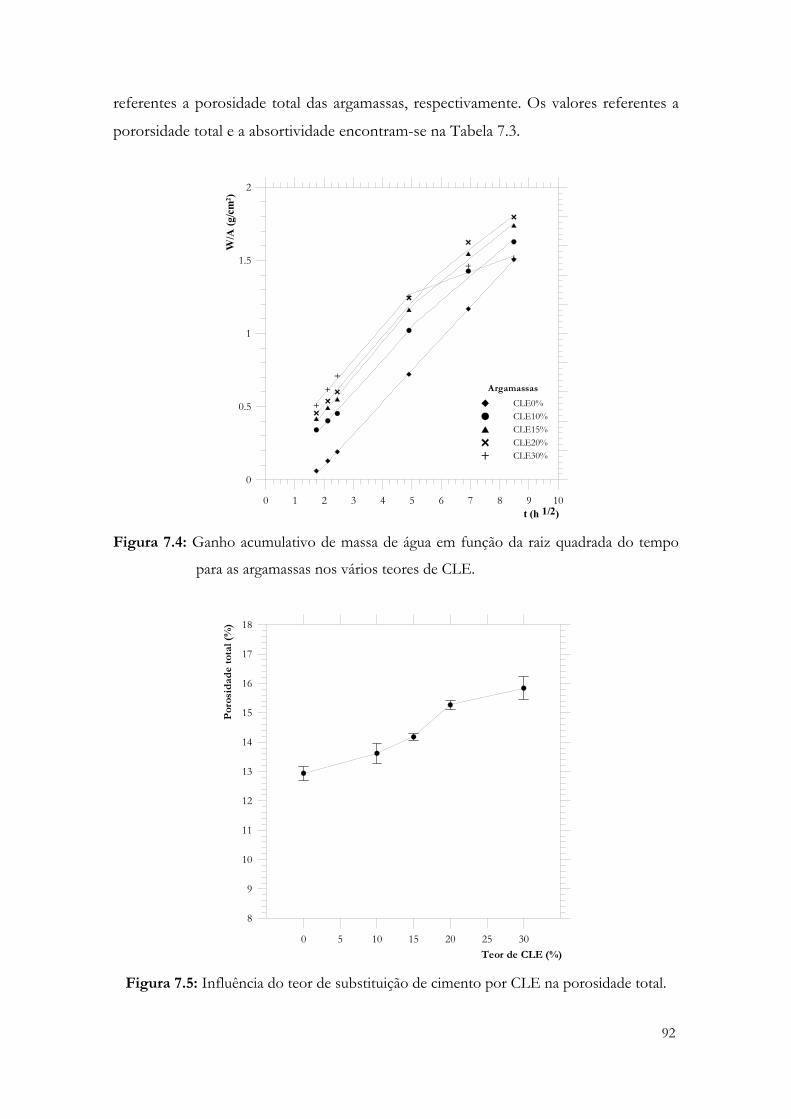
92
referentes a porosidade total das argamassas, respectivamente. Os valores referentes a
pororsidade total e a absortividade encontram-se na Tabela 7.3.
0 1 2 3 4 5 6 7 8 9 10 t (h 1/2)
0
0.5
1
1.5
2
W
/A (g
/cm
2 )
Argamassas
CLE0%CLE10%CLE15%CLE20%CLE30%
Figura 7.4: Ganho acumulativo de massa de água em função da raiz quadrada do tempo
para as argamassas nos vários teores de CLE.
0 5 10 15 20 25 30 Teor de CLE (%)
8
9
10
11
12
13
14
15
16
17
18
Por
osid
ade
tota
l (%
)
Figura 7.5: Influência do teor de substituição de cimento por CLE na porosidade total.

93
Tabela 7.3: Porosidade total e absortividade das argamassas com CLE
Absortividade (g/cm2.t1/2) Misturas Porosidade total – C.V. (%)
Estágio 1 Estágio 2 CLE0% 12,94 – 1,80 0,2156 -
CLE10% 13,62 – 2,51 0,2195 0,1706
CLE15% 14,18 – 0,83 0,2392 0,1625
CLE20% 15,27 – 1,01 0,2311 0,1556
CLE30% 15,84 – 2,39 0,2312 0,0749
Os resultados indicam que houve um aumento da porosidade total à medida que
a porcentagem de CLE na mistura também aumentava. Estes incrementos foram da
ordem de 5%, 10%, 18% e 22% para as misturas com 10%, 15%, 20% e 30% de
substituição de CP por CLE, respectivamente. Como o aumento da porosidade total
não influenciou negativamente na resistência à compressão das misturas, este acréscimo
pode ser atribuído provavelmente a um refinamento de poros (volume maior de poros
menores). Porém, para confirmar este fato, outros ensaios deverão ser realizados como,
por exemplo, porosimetria de mercúrio.
Com relação à absortividade pode-se dizer que no estágio de absorção (estágio
1) houve uma variação desta entre 1,8-10% se comparado com a mistura de referência.
Para o estágio de saturação somente entraram neste estágio as misturas com CLE em
sua composição, ou seja, a mistura de referência permaneceu no estágio 1 durante as 72
horas de duração do ensaio. Neste estágio houve uma redução na absortividade em
relação à mistura de referência que variou entre 20-65%, atribuída à presença da CLE
nas misturas que promoveu um refinamento de poros e consequentemente, uma maior
resistência à penetração de água na mistura tornando-as argamassas mais duráveis.

94
7.2 Concretos
7.2.1 Compatibilidade entre o cimento e o superplastificante
Na Figura 7.6 estão apresentadas as curvas referentes ao ensaio de
compatibilidade entre o cimento CP II F 32 e o superplastificante naftaleno sulfonado.
0.4 0.6 0.8 1.0 1.2 1.4 Teor de superplastificante (% de sólidos)
20
30
40
50
60
70
80
90
100
T
emp
o d
e es
coam
ento
(s)
5 min30 min60 min
Ponto de saturação
↓
Figura 7.6: Curvas tempo de escoamento x teor de superplastificante
Os resultados indicam que o tempo de escoamento aos 5 minutos é maior do
que o tempo de escoamento aos 30 e 60 minutos. Este comportamento indica que o
tempo de 5 minutos não foi suficiente para que o superplastificante fosse adsorvido à
superfície da partícula de cimento. Verifica-se também que há uma redução do tempo
de escoamento à medida que o teor de superplastificante aumenta, até o teor de 1%.
Desta forma, o ponto de saturação do SP utilizado com o CP II F 32 foi de 1%.
95
7.2.2 Propriedade no estado fresco
7.2.2.1 Ensaio de abatimento do tronco de cone (slump test)
Tabela 7.4: Resultados do ensaio de abatimento do tronco de cone
Misturas Slump test (mm)
C25-0% 50
C25-5% 30
C25-10% 25
C50-0% 60
C50-5% 50
C50-10% 20
Para a produção do concreto de alto desempenho (C50) foi utilizado
superplastificante. O teor de superplastificante adicionado foi de 1%, conforme
resultado obtido no ensaio de compatibilidade e ponto de saturação (ver item 7.2.1). A
utilização deste aditivo químico foi necessária para que este concreto atingisse uma
trabalhabilidade equivalente ao concreto C25 em função de ter um fator água/cimento
mais baixo.
Analisando a consistência dos concretos C25 e C50 verifica-se que o slump para
estas duas misturas são aproximadamente iguais. Porém, a medida em que a CLE
substitui parcialmente o cimento as reduções tornam-se mais expressivas, exceção deve
ser dada à mistura C50-5% no qual o seu slump ficou próximo da sua mistura de
referência. A mistura C25-5% e C25-10% sofreram reduções entre 40-50%. Para a
mistura C50-10% este valor ficou em 67%. Observe que mesmo tendo esta redução no
abatimento, as misturas apresentaram boa tarabalhabilidade e boa moldabilidade.
Estes resultados estão de acordo com outro estudo realizado por PAN et al.,
(2003), onde a medida que o teor de substituição de cimento por CLE aumentava, a
trabalhabilidade das misturas também reduzia.
Para o concreto C50 não era esperado acontecer uma redução na
trabalhabilidade em função da utilização de superplastificante (SP). Porém, para a
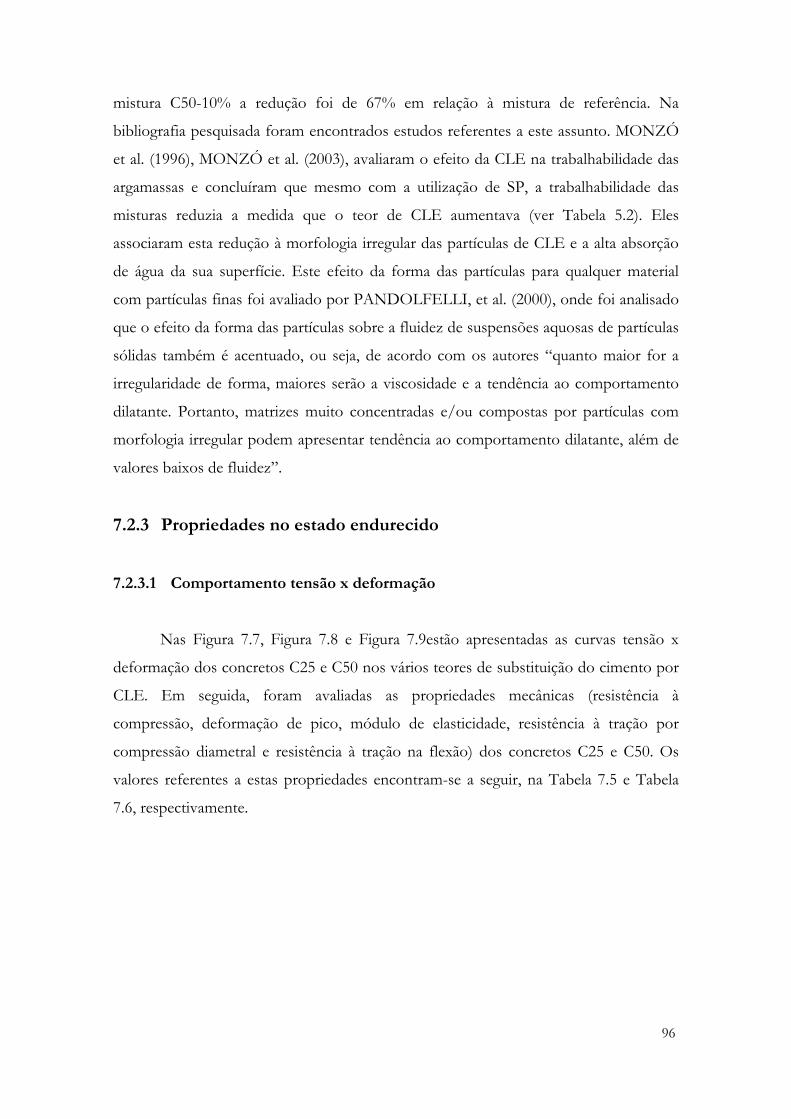
96
mistura C50-10% a redução foi de 67% em relação à mistura de referência. Na
bibliografia pesquisada foram encontrados estudos referentes a este assunto. MONZÓ
et al. (1996), MONZÓ et al. (2003), avaliaram o efeito da CLE na trabalhabilidade das
argamassas e concluíram que mesmo com a utilização de SP, a trabalhabilidade das
misturas reduzia a medida que o teor de CLE aumentava (ver Tabela 5.2). Eles
associaram esta redução à morfologia irregular das partículas de CLE e a alta absorção
de água da sua superfície. Este efeito da forma das partículas para qualquer material
com partículas finas foi avaliado por PANDOLFELLI, et al. (2000), onde foi analisado
que o efeito da forma das partículas sobre a fluidez de suspensões aquosas de partículas
sólidas também é acentuado, ou seja, de acordo com os autores “quanto maior for a
irregularidade de forma, maiores serão a viscosidade e a tendência ao comportamento
dilatante. Portanto, matrizes muito concentradas e/ou compostas por partículas com
morfologia irregular podem apresentar tendência ao comportamento dilatante, além de
valores baixos de fluidez”.
7.2.3 Propriedades no estado endurecido
7.2.3.1 Comportamento tensão x deformação
Nas Figura 7.7, Figura 7.8 e Figura 7.9estão apresentadas as curvas tensão x
deformação dos concretos C25 e C50 nos vários teores de substituição do cimento por
CLE. Em seguida, foram avaliadas as propriedades mecânicas (resistência à
compressão, deformação de pico, módulo de elasticidade, resistência à tração por
compressão diametral e resistência à tração na flexão) dos concretos C25 e C50. Os
valores referentes a estas propriedades encontram-se a seguir, na Tabela 7.5 e Tabela
7.6, respectivamente.
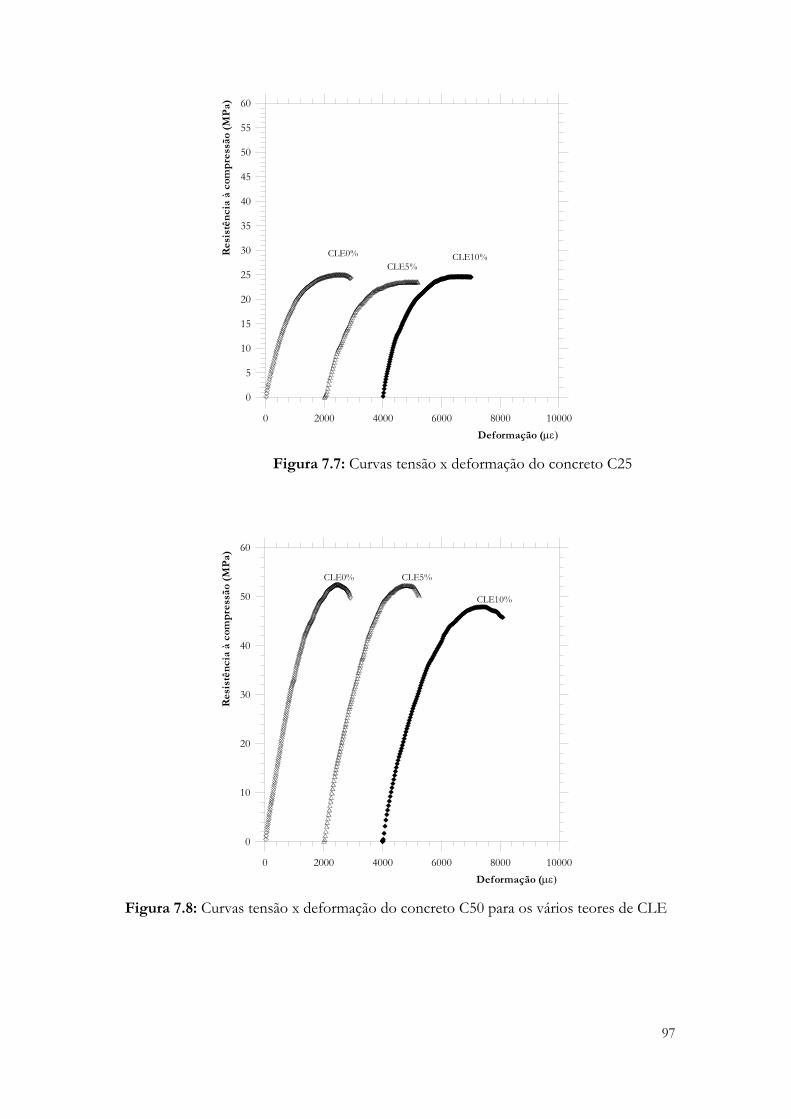
97
0 2000 4000 6000 8000 10000 Deformação (µε)
0
5
10
15
20
25
30
35
40
45
50
55
60
R
esis
tên
cia
à co
mp
ress
ão (
MP
a)
CLE0%CLE5%
CLE10%
Figura 7.7: Curvas tensão x deformação do concreto C25
0 2000 4000 6000 8000 10000 Deformação (µε)
0
10
20
30
40
50
60
Res
istê
nci
a à
com
pre
ssão
(M
Pa)
CLE0% CLE5%
CLE10%
Figura 7.8: Curvas tensão x deformação do concreto C50 para os vários teores de CLE
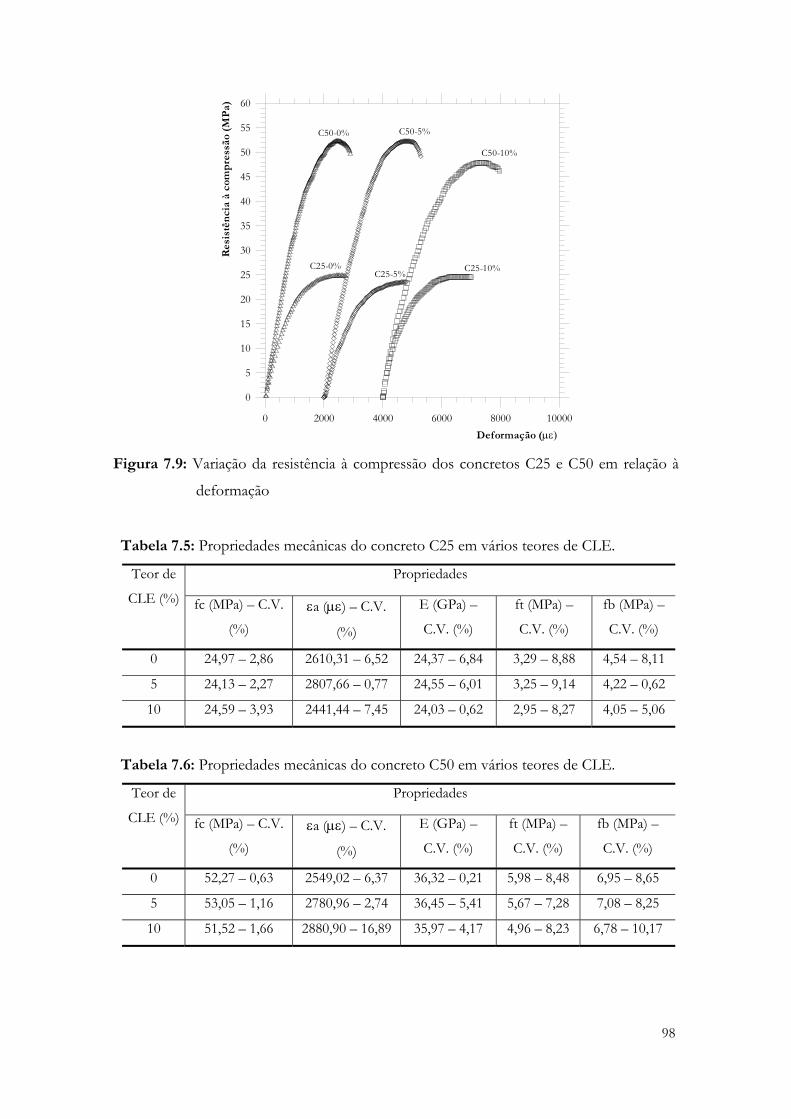
98
0 2000 4000 6000 8000 10000 Deformação (µε)
0
5
10
15
20
25
30
35
40
45
50
55
60
R
esis
tên
cia
à co
mp
ress
ão (
MP
a)
C50-0%
C25-0%
C50-5%
C25-5%
C50-10%
C25-10%
Figura 7.9: Variação da resistência à compressão dos concretos C25 e C50 em relação à
deformação
Tabela 7.5: Propriedades mecânicas do concreto C25 em vários teores de CLE.
Propriedades Teor de
CLE (%) fc (MPa) – C.V.
(%) εa (µε) – C.V.
(%)
E (GPa) –
C.V. (%)
ft (MPa) –
C.V. (%)
fb (MPa) –
C.V. (%)
0 24,97 – 2,86 2610,31 – 6,52 24,37 – 6,84 3,29 – 8,88 4,54 – 8,11
5 24,13 – 2,27 2807,66 – 0,77 24,55 – 6,01 3,25 – 9,14 4,22 – 0,62
10 24,59 – 3,93 2441,44 – 7,45 24,03 – 0,62 2,95 – 8,27 4,05 – 5,06
Tabela 7.6: Propriedades mecânicas do concreto C50 em vários teores de CLE.
Propriedades Teor de
CLE (%) fc (MPa) – C.V.
(%) εa (µε) – C.V.
(%)
E (GPa) –
C.V. (%)
ft (MPa) –
C.V. (%)
fb (MPa) –
C.V. (%)
0 52,27 – 0,63 2549,02 – 6,37 36,32 – 0,21 5,98 – 8,48 6,95 – 8,65
5 53,05 – 1,16 2780,96 – 2,74 36,45 – 5,41 5,67 – 7,28 7,08 – 8,25
10 51,52 – 1,66 2880,90 – 16,89 35,97 – 4,17 4,96 – 8,23 6,78 – 10,17

99
7.2.3.1.1 Resistência à compressão
Na Figura 7.10 estão apresentados os resultados obtidos no ensaio de resistência
à compressão dos concretos C25 e C50.
0 5 10 Teor de CLE (%)
15
20
25
30
35
40
45
50
55
60
65
70
R
esis
tên
cia
à co
mp
ress
ão (
MP
a)
Legenda
C25C50
Figura 7.10: Influência do teor de substituição de cimento por CLE na resistência à
compressão do concreto C25 e C50.
Analisando-se os resultados conclui-se que praticamente não houve diferença na
resistência à compressão dos concretos com CLE em relação às suas respectivas
misturas de referência (C25 e C50). Para os concretos C25-5% e C25-10% a variação
foi inferior a 3% em relação a C25-0%. Para os concretos C50-5% e C50-10% a
variação foi de apenas 1% em relação à mistura de referência. Assim, como já discutido
para as argamassas, a CLE atuou provavelmente como agente nucleador contribuindo
para que a resistência à compressão não abaixe significativamente bem como no
refinamento da estrutura de poros. Pode-se dizer então que o efeito físico (fíler) foi
preponderante ao efeito químico (atividade pozolânica).
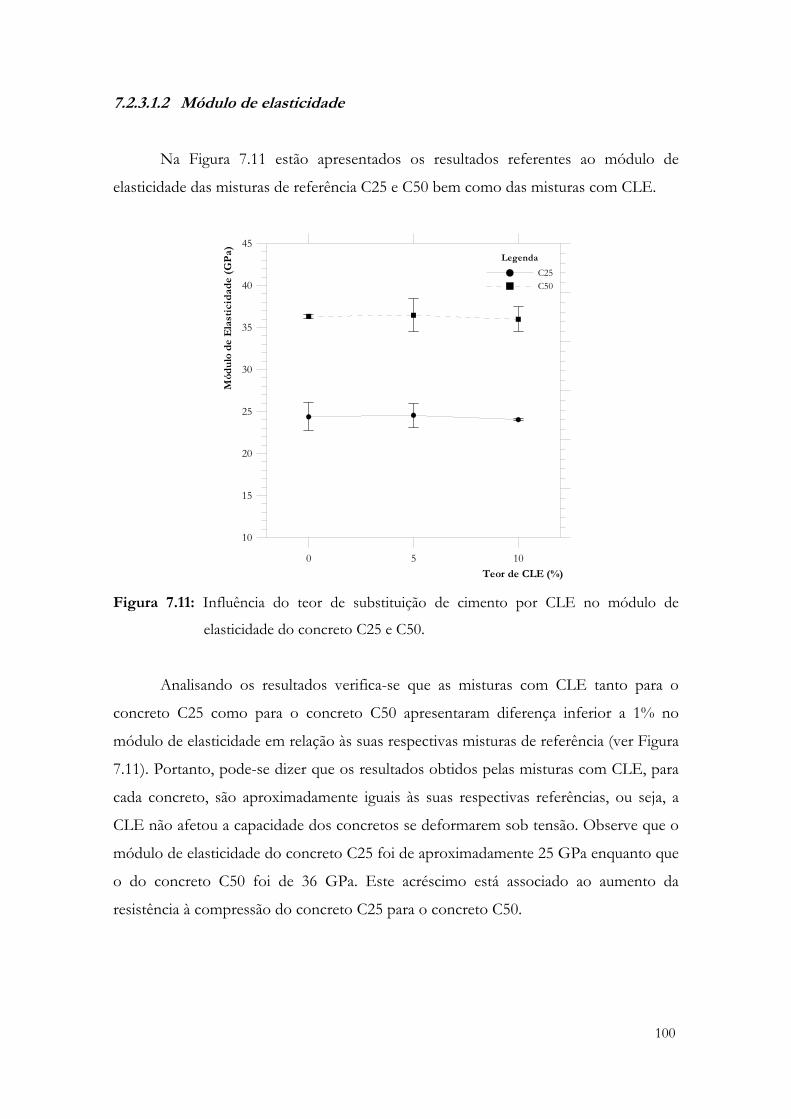
100
7.2.3.1.2 Módulo de elasticidade
Na Figura 7.11 estão apresentados os resultados referentes ao módulo de
elasticidade das misturas de referência C25 e C50 bem como das misturas com CLE.
0 5 10 Teor de CLE (%)
10
15
20
25
30
35
40
45
Mód
ulo
de
Ela
stic
idad
e (G
Pa) Legenda
C25C50
Figura 7.11: Influência do teor de substituição de cimento por CLE no módulo de
elasticidade do concreto C25 e C50.
Analisando os resultados verifica-se que as misturas com CLE tanto para o
concreto C25 como para o concreto C50 apresentaram diferença inferior a 1% no
módulo de elasticidade em relação às suas respectivas misturas de referência (ver Figura
7.11). Portanto, pode-se dizer que os resultados obtidos pelas misturas com CLE, para
cada concreto, são aproximadamente iguais às suas respectivas referências, ou seja, a
CLE não afetou a capacidade dos concretos se deformarem sob tensão. Observe que o
módulo de elasticidade do concreto C25 foi de aproximadamente 25 GPa enquanto que
o do concreto C50 foi de 36 GPa. Este acréscimo está associado ao aumento da
resistência à compressão do concreto C25 para o concreto C50.
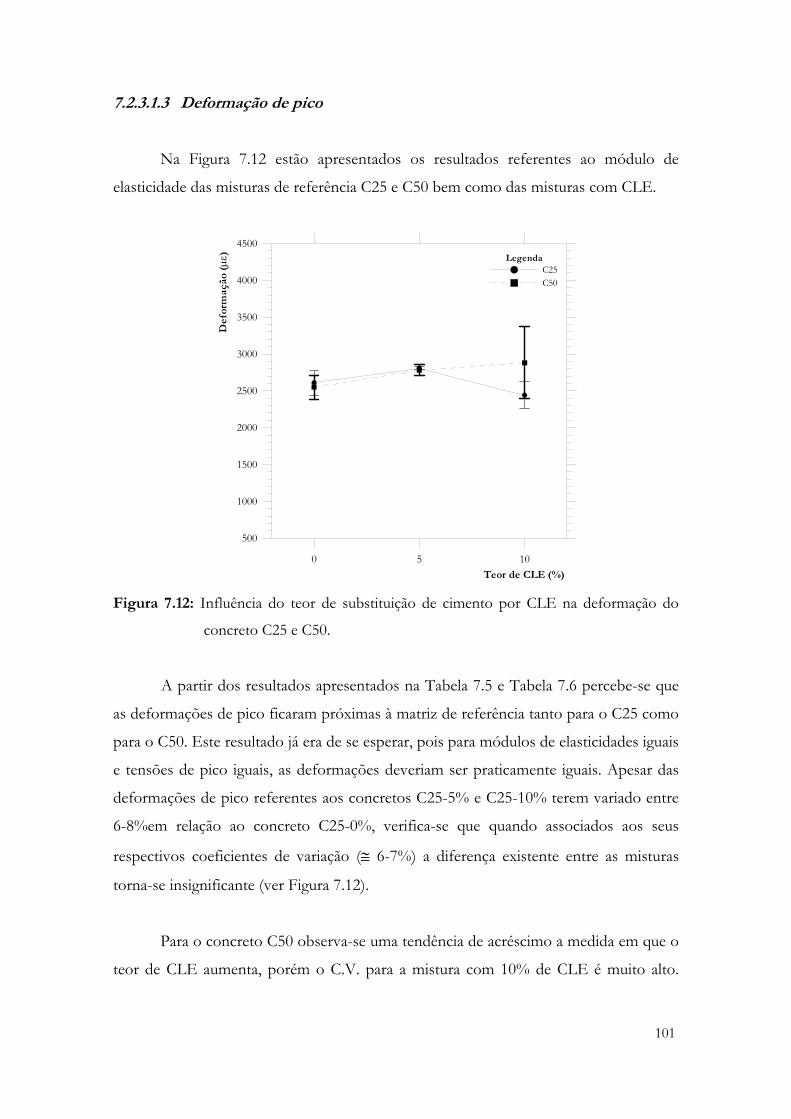
101
7.2.3.1.3 Deformação de pico
Na Figura 7.12 estão apresentados os resultados referentes ao módulo de
elasticidade das misturas de referência C25 e C50 bem como das misturas com CLE.
0 5 10 Teor de CLE (%)
500
1000
1500
2000
2500
3000
3500
4000
4500
Def
orm
ação
(µε
)
LegendaC25C50
Figura 7.12: Influência do teor de substituição de cimento por CLE na deformação do
concreto C25 e C50.
A partir dos resultados apresentados na Tabela 7.5 e Tabela 7.6 percebe-se que
as deformações de pico ficaram próximas à matriz de referência tanto para o C25 como
para o C50. Este resultado já era de se esperar, pois para módulos de elasticidades iguais
e tensões de pico iguais, as deformações deveriam ser praticamente iguais. Apesar das
deformações de pico referentes aos concretos C25-5% e C25-10% terem variado entre
6-8%em relação ao concreto C25-0%, verifica-se que quando associados aos seus
respectivos coeficientes de variação (≅ 6-7%) a diferença existente entre as misturas
torna-se insignificante (ver Figura 7.12).
Para o concreto C50 observa-se uma tendência de acréscimo a medida em que o
teor de CLE aumenta, porém o C.V. para a mistura com 10% de CLE é muito alto.
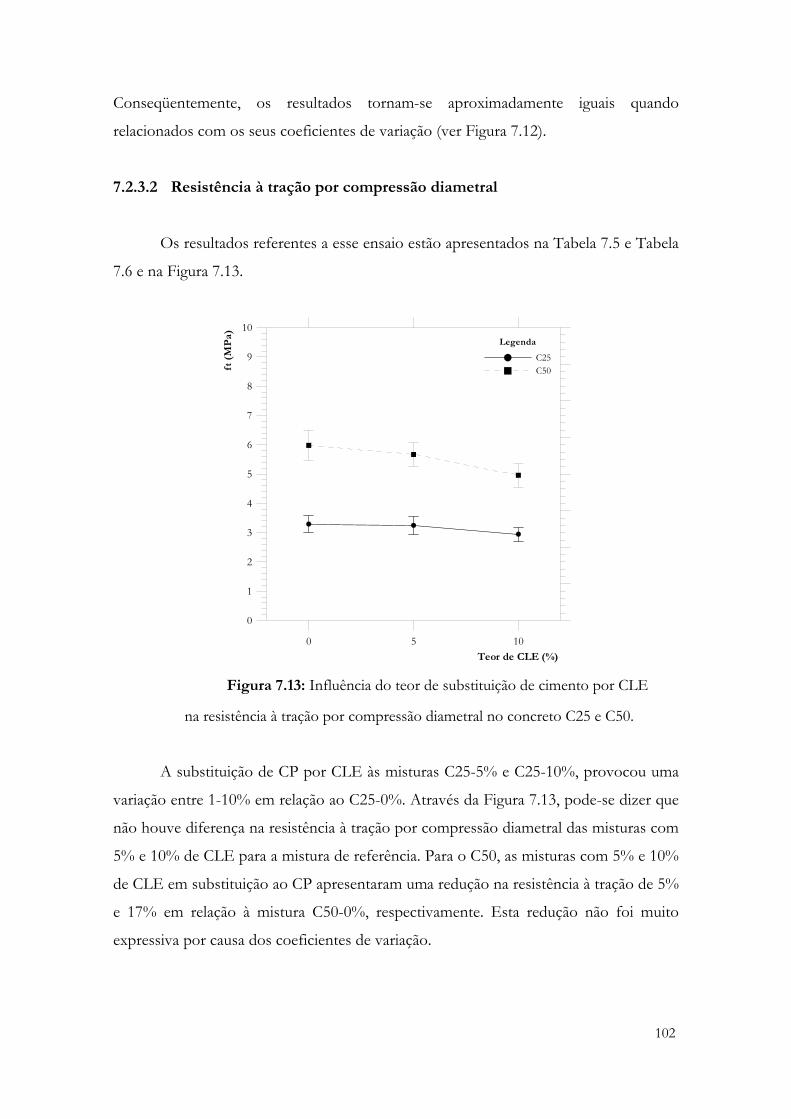
102
Conseqüentemente, os resultados tornam-se aproximadamente iguais quando
relacionados com os seus coeficientes de variação (ver Figura 7.12).
7.2.3.2 Resistência à tração por compressão diametral
Os resultados referentes a esse ensaio estão apresentados na Tabela 7.5 e Tabela
7.6 e na Figura 7.13.
0 5 10 Teor de CLE (%)
0
1
2
3
4
5
6
7
8
9
10
ft
(MP
a)
Legenda
C25C50
Figura 7.13: Influência do teor de substituição de cimento por CLE
na resistência à tração por compressão diametral no concreto C25 e C50.
A substituição de CP por CLE às misturas C25-5% e C25-10%, provocou uma
variação entre 1-10% em relação ao C25-0%. Através da Figura 7.13, pode-se dizer que
não houve diferença na resistência à tração por compressão diametral das misturas com
5% e 10% de CLE para a mistura de referência. Para o C50, as misturas com 5% e 10%
de CLE em substituição ao CP apresentaram uma redução na resistência à tração de 5%
e 17% em relação à mistura C50-0%, respectivamente. Esta redução não foi muito
expressiva por causa dos coeficientes de variação.
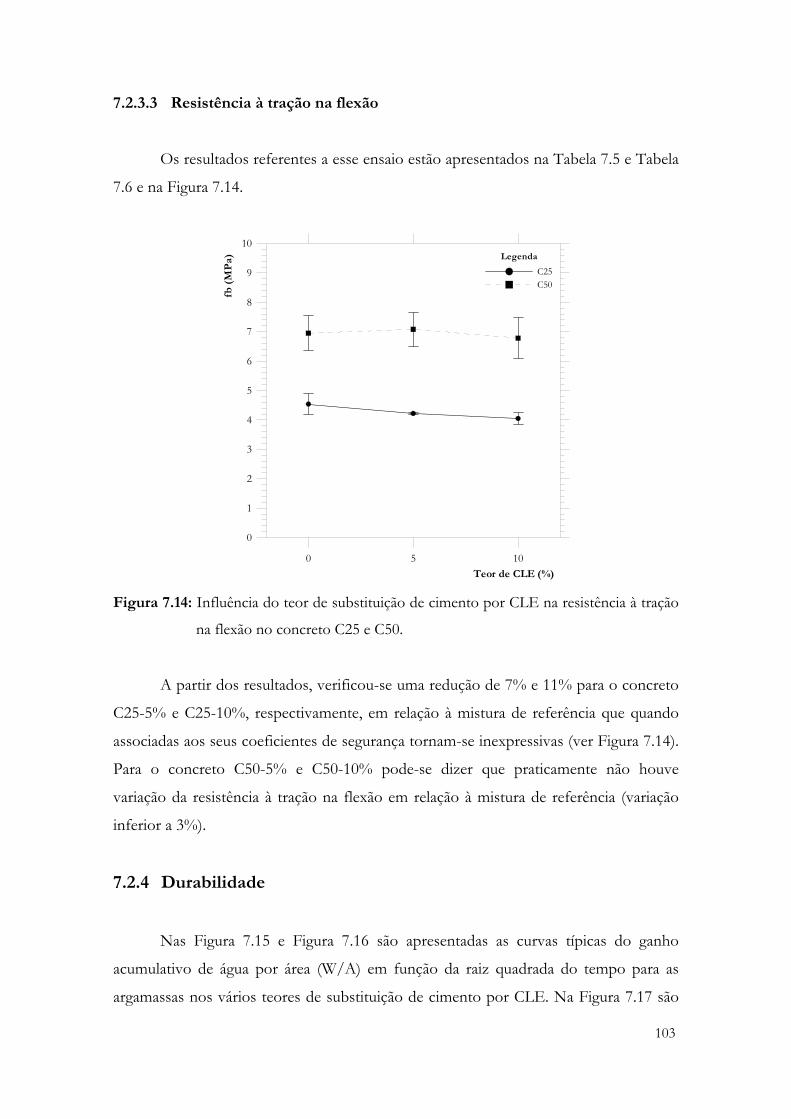
103
7.2.3.3 Resistência à tração na flexão
Os resultados referentes a esse ensaio estão apresentados na Tabela 7.5 e Tabela
7.6 e na Figura 7.14.
0 5 10 Teor de CLE (%)
0
1
2
3
4
5
6
7
8
9
10
fb
(M
Pa) Legenda
C25C50
Figura 7.14: Influência do teor de substituição de cimento por CLE na resistência à tração
na flexão no concreto C25 e C50.
A partir dos resultados, verificou-se uma redução de 7% e 11% para o concreto
C25-5% e C25-10%, respectivamente, em relação à mistura de referência que quando
associadas aos seus coeficientes de segurança tornam-se inexpressivas (ver Figura 7.14).
Para o concreto C50-5% e C50-10% pode-se dizer que praticamente não houve
variação da resistência à tração na flexão em relação à mistura de referência (variação
inferior a 3%).
7.2.4 Durabilidade
Nas Figura 7.15 e Figura 7.16 são apresentadas as curvas típicas do ganho
acumulativo de água por área (W/A) em função da raiz quadrada do tempo para as
argamassas nos vários teores de substituição de cimento por CLE. Na Figura 7.17 são
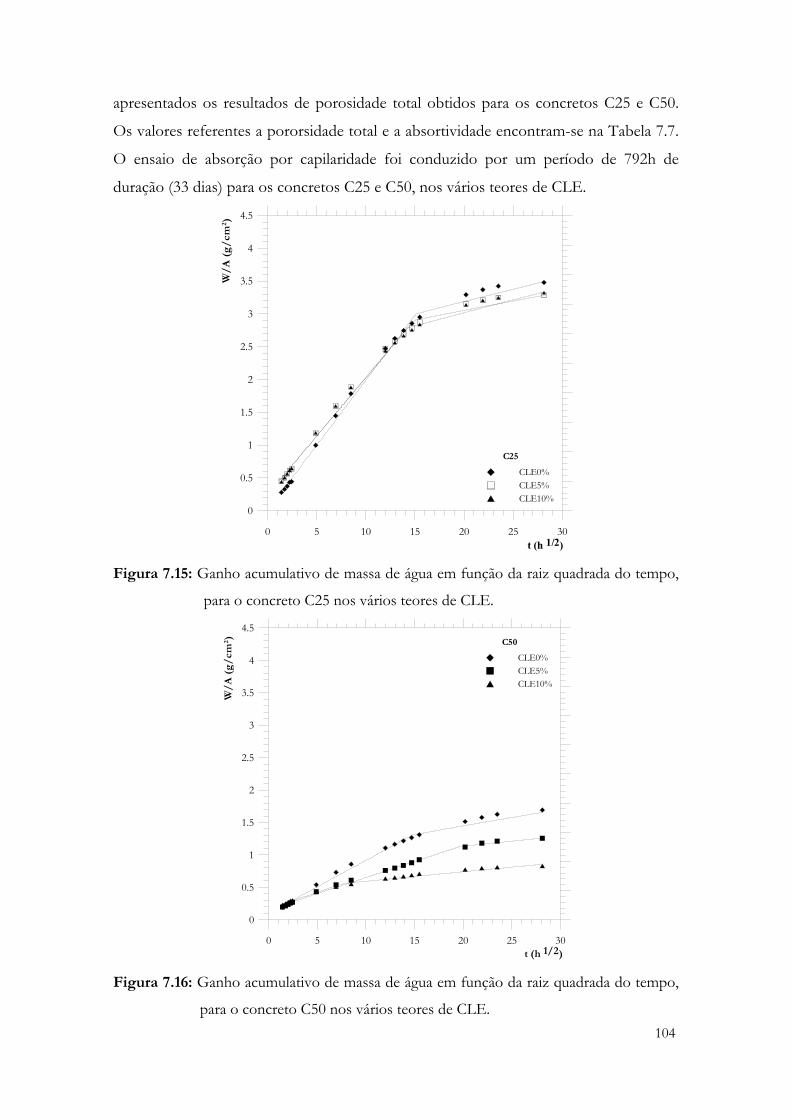
104
apresentados os resultados de porosidade total obtidos para os concretos C25 e C50.
Os valores referentes a pororsidade total e a absortividade encontram-se na Tabela 7.7.
O ensaio de absorção por capilaridade foi conduzido por um período de 792h de
duração (33 dias) para os concretos C25 e C50, nos vários teores de CLE.
0 5 10 15 20 25 30 t (h 1/2)
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
W/
A (
g/
cm2 )
C25
CLE0%CLE5%CLE10%
Figura 7.15: Ganho acumulativo de massa de água em função da raiz quadrada do tempo,
para o concreto C25 nos vários teores de CLE.
0 5 10 15 20 25 30 t (h 1/2)
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
W/
A (
g/
cm2 ) C50
CLE0%CLE5%CLE10%
Figura 7.16: Ganho acumulativo de massa de água em função da raiz quadrada do tempo,
para o concreto C50 nos vários teores de CLE.
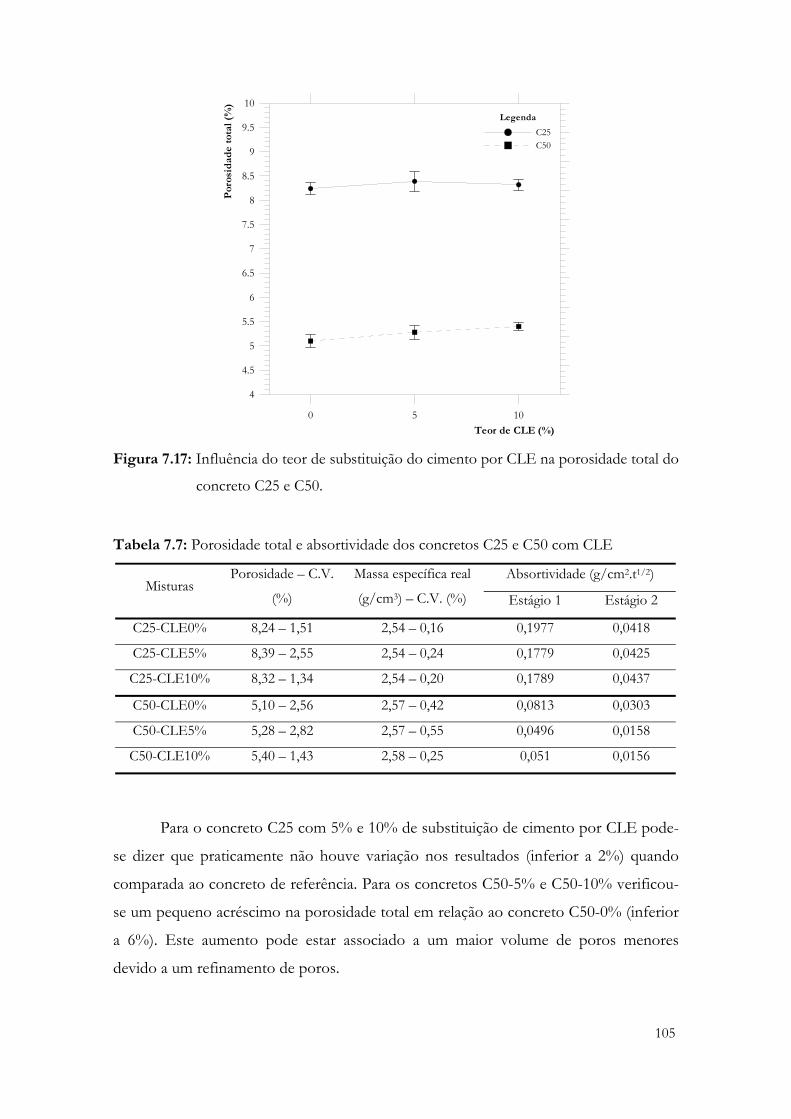
105
0 5 10 Teor de CLE (%)
4
4.5
5
5.5
6
6.5
7
7.5
8
8.5
9
9.5
10
Por
osid
ade
tota
l (%
)
Legenda
C25C50
Figura 7.17: Influência do teor de substituição do cimento por CLE na porosidade total do
concreto C25 e C50.
Tabela 7.7: Porosidade total e absortividade dos concretos C25 e C50 com CLE
Absortividade (g/cm2.t1/2) Misturas
Porosidade – C.V.
(%)
Massa específica real
(g/cm3) – C.V. (%) Estágio 1 Estágio 2
C25-CLE0% 8,24 – 1,51 2,54 – 0,16 0,1977 0,0418
C25-CLE5% 8,39 – 2,55 2,54 – 0,24 0,1779 0,0425
C25-CLE10% 8,32 – 1,34 2,54 – 0,20 0,1789 0,0437
C50-CLE0% 5,10 – 2,56 2,57 – 0,42 0,0813 0,0303
C50-CLE5% 5,28 – 2,82 2,57 – 0,55 0,0496 0,0158
C50-CLE10% 5,40 – 1,43 2,58 – 0,25 0,051 0,0156
Para o concreto C25 com 5% e 10% de substituição de cimento por CLE pode-
se dizer que praticamente não houve variação nos resultados (inferior a 2%) quando
comparada ao concreto de referência. Para os concretos C50-5% e C50-10% verificou-
se um pequeno acréscimo na porosidade total em relação ao concreto C50-0% (inferior
a 6%). Este aumento pode estar associado a um maior volume de poros menores
devido a um refinamento de poros.

106
Com relação a absortividade pode-se dizer que para o estágio 1 houve uma
redução de 10% para os concretos C25-5% e C25-10% quando comparados à mistura
de referência. No estágio 2 praticamente não houve variação entre as misturas.
Observa-se que do estágio de absorção (estágio 1) para o estágio de saturação (estágio
2) houve uma redução na absortividade atribuída a presença da CLE que propicia um
refinamento na estrutura de poros dificultando com isso, a penetração de água no
concreto. Para os concretos C50-5% e C50-10% houve uma redução na absortividade
na ordem de 39% e 37%, respectivamente em relação à mistura de referência. Fato
atribuído a presença da CLE que proporcionou um refinamento de poros, tornando as
estruturas mais duráveis.
7.2.5 Classificação ambiental
Para classificar ambientalmente as amostras de concreto, foram feitas análises de
lixiviação e solubilização. O concreto selecionado foi o C30-10%, por este possuir uma
porosidade maior em relação ao concreto C50 e também por ter um maior teor de CLE
em sua composição. Foram realizados ensaios com dois tipos de amostras: na primeira
foram utilizados placas de concreto (3,0 x 3,0)cm, com aproximadamente 5 mm de
espessura. Na segunda, o concreto foi triturado sendo o diâmetro máximo inferior a 9,5
mm.
Figura 7.18: Amostras referentes ao ensaio de solubilização e lixiviação
Placas de
concreto CLE Concreto
triturado
107
7.2.5.1 Ensaio de lixiviação
Os critérios adotados para a realização deste ensaio nas amostras de concreto
foram os mesmos utilizados para a CLE, seguindo a NBR 10005 (ABNT, 1987). O
ensaio foi realizado no Laboratório de Geotecnia da COPPE/UFRJ e a análise do
lixiviado foi feita no Laboratório de Absorção Atômica da PUC – Rio de Janeiro.
Tabela 7.8: Resultados referentes ao ensaio de lixiviação
Poluente Placas de concreto
(mg/l)
Limite máximo no lixiviado
(mg/l) – NBR 10004
Bário < 0,01 100,0 Chumbo < 0,014 5,0
Prata < 0,003 5,0 Selênio < 0,01 1,0
Fluoreto 37 150,0 Cádmio - 0,5
Mercúrio - 0,1 Arsênio - 5,0
Analisando os resultados da Tabela 7.8 referentes ao ensaio de lixiviação,
verificou-se que os todos os poluentes encontram-se abaixo do limite máximo
permitido pela NBR 10004, Anexo G, listagem nº 7. Pode-se concluir então que o
concreto com CLE em sua composição, não deve ser considerado um material tóxico e,
conseqüentemente perigoso, pois os poluentes presentes no resíduo foram retidos na
matriz cimentícia.
7.2.5.2 Ensaio de solubilização
Para o ensaio de solubilização os procedimentos adotados foram de acordo com
a NBR 10006, (ABNT, 1987). Este ensaio foi realizado no Laboratório de Geotecnia da
COPPE/UFRJ. A análise química de alguns poluentes foi feita no Laboratório de
Absorção Atômica da PUC – Rio de Janeiro e outros no próprio Laboratório de
Geotecnia da COPPE/UFRJ.
108
Tabela 7.9: Resultados referentes ao ensaio de solubilização
Poluente Placas de concreto
(mg/l)
Concreto triturado
(mg/l)
Limite máximo no extrato
(mg/l) – NBR 10004
Bário < 0,01 < 0,01 1,0 Chumbo < 0,015 < 0,015 0,05
Prata < 0,03 < 0,03 0,05 Selênio < 0,01 < 0,01 0,01
Fluoreto < 0,1 < 0,1 1,5 Cádmio - - 0,005
Mercúrio - - 0,001 Arsênio - - 0,05 Ferro < 0,02 < 0,02 0,3
Dureza 0 560 500
Nitrato 0,8 0,3 10 Cloreto 5,63 13,5 250 Sódio 107 104 200
Sulfato 9,52 7,47 400 Cobre < 0,002 < 0,002 1,0 Zinco < 0,002 < 0,002 5,0
Manganês < 0,002 < 0,002 0,1 Alumínio < 0,05 < 0,05 0,2
Pode-se verificar através da Tabela 7.9, que as amostras de concreto com CLE
conseguiram reter os poluentes considerados como perigosos segundo a NBR 10004,
Anexo I – Listagem nº9, confirmando que os poluentes ficaram retidos na matriz do
concreto.
Com relação ao Anexo H – Listagem nº 8 da NBR 10004 (ABNT, 1987),
verifica-se que para as placas de concreto todos os valores apresentaram-se abaixo do
limite máximo permitido podendo então ser classificado como material inerte. Para o
concreto triturado a dureza apresentou teor ligeiramente acima do limite. Isto não deve
ter sido ocasionado apenas pela presença da CLE, pois GEYER (2001), por exemplo,
encontrou valores acima do limite para concretos sem adição de CLE. Além disso, o
material só vai estar nessa forma (apresentando comportamento não-inerte) quando a
estrutura for demolida.

109
Vale ressaltar que o resultado de solubilização referente ao concreto triturado foi
excelente, pois os poluentes que são considerados como perigosos foram retidos na
matriz cimentícia e a dureza não se encaixa nesta classificação.
A partir dos ensaios de solubilização e lixiviação pode-se dizer que o concreto é
uma alternativa viável para dispor a CLE de forma adequada e segura visto que os
poluentes que são considerados como perigosos foram encapsulados na matriz
cimentícia do concreto.

110
Capítulo 8 8
Conclusões e sugestões futuras
8.1 Conclusões
As conclusões que podem ser obtidas a partir das análises dos resultados são as
seguintes:
Devido ao aumento na geração do lodo de esgoto, aliado a escassez de espaços
para a implantação e/ou ampliação de aterros sanitários vê-se a necessidade de
implantar alternativas para o seu aproveitamento.
A CLE do presente estudo foi classificada como resíduo não-inerte (Classe II).
Após o ensaio de solubilização alguns poluentes tais como: dureza, sulfato e manganês
apresentaram concentrações superior ao limite máximo permitido pela NBR 10004
(ABNT, 1987).
No que diz respeito a utilização da CLE em argamassas pode-se dizer que até
20% de substituição de CP por CLE os valores referentes ao índice de consistência
foram praticamente iguais. Com relação à mistura CLE30% mesmo com a redução do
índice de consistência, a mistura apresentou-se fácil de trabalhar e com uma
moldabilidade boa. Para a resistência à compressão os resultados indicaram que a
substituição de CP por CLE até 30%, aos 28 dias, promoveu uma redução de apenas
10% em relação à mistura de referência. É importante ressaltar que o efeito físico
(efeito fíler) foi preponderante em relação ao efeito químico (baixa atividade
pozolânica). A porosidade total aumentou para todas as misturas com CLE. Estes
incrementos variaram de 5-22%. Este acréscimo pode ser atribuído provavelmente a
um refinamento de poros (volume maior de poros menores). A absortividade para as
misturas com CLE reduziu em relação a mistura de referência. A presença da CLE nas
misturas proporcionou um refinamento de poros que reduz a velocidade de absorção,
tornando as estruturas mais duráveis.

111
Com relação ao concreto C25 e C50 pode-se dizer que a consistência reduziu
para os todos os teores, sendo mais expressiva nas misturas C25-5%, C25-10% e c50-
10%. Mesmo havendo esta redução, todas as misturas apresentaram boa
trabalhabilidade e boa moldabilidade. Para a resistência à compressão não houve
diferença entre os concretos com CLE e suas respectivas misturas de referência (C25 e
C50). O mesmo aconteceu para o módulo de elasticidade, deformação de pico,
resistência à tração por compressão diametral, resistência à tração na flexão. A
porosidade total, para o concreto C25, foi praticamente igual para todas as misturas.
Para o concreto C50 houve um ligeiro aumento para as misturas com 5% e 10% de
CLE (inferior a 6%), associado a um refinamento na estrutura de poros. Houve
também uma redução na absortividade atribuída à presença da CLE que propiciou um
refinamento na estrutura de poros, tornando-as mais duráveis.
No que diz respeito a classificação ambiental as amostras em placas de concreto
foram classificadas como material inerte. Para o concreto triturado a dureza apresentou
teor ligeiramente acima do limite, sendo, portanto, classificado como material não-
inerte.
Pode-se concluir, portanto, que a utilização da CLE em argamassas e concretos
é uma alternativa benéfica do ponto de vista ambiental e técnico visto que além de
conseguir encapsular em sua matriz cimentícia um resíduo que possui em sua
composição substâncias que são consideradas nocivas ao meio ambiente e à saúde
pública, conseguiu melhorar as propriedades físicas e mecânicas bem como reduzir o
consumo de cimento Portland nas misturas. Outros estudos precisam ser realizados
com o objetivo de propor o seu uso em larga escala.
112
8.2 Sugestões futuras
Com o objetivo de aprofundar os conhecimentos sobre este assunto, sugere-se
para trabalhos futuros:
1. Otimização da moagem da CLE visando obter o melhor efeito filer e atividade
pozolânica associado a um menor consumo de energia;
2. Avaliar a adição de argilas caoliníticas, com o objetivo de melhorar a reatividade
do material final – “bio-cimento”.
3. Avaliar a possibilidade de resfriamento brusco após processo de queima,
visando aumentar a atividade pozolânica da CLE;
4. Avaliação de outros parâmetros de durabilidade (resistência a sulfatos,
resistência a penetração de cloretos).
5. Verificar o comportamento do concreto ao ser submetido a altas temperaturas.

113
Capítulo 9
Referências bibliográficas
AÏTICIN, P.C., Concreto de alto de desempenho, 1ª ed. São Paulo, PINI, 2000.
AL SAYED, M.H., MADANY, I.M., BUALI, A.R.M., “Use of Sewage Sludge Ash in
Asphaltic Paving Mixes in Hot Regions”, Construction and Building Materials, v. 9, n.
1, pp. 19-23, 1994.
ALLEMAN, J.E., BERMAN, N.A., “Constructive Sludge Management: Biobrick”,
Journal of Environmental Engineering, v. 110, n. 2 (Apr), pp. 301-311, 1984.
ANDREOLI, C.V., BONNET, B.R.P., LARA, A.I., WOLTER, F.R., “Proposição de
plano de monitoramento da reciclagem agrícola do lodo de esgoto no estado do
Paraná”, In.: 19º Congresso Brasileiro de Engenharia Sanitária e Ambiental, pp. 232-244,
Foz do Iguaçu, 1997.
ANDREOLI, C.V. VON SPERLING, M.; FERNANDES, F., Lodo de esgotos: tratamento
e disposição final. 1ª ed. Belo Horizonte, DESA/UFMG e SANEPAR, 2001.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 5739: Ensaio de
compressão de corpos-de-prova de concreto cilíndricos. Rio de Janeiro, 1994.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 5751: Índice de
atividade pozolânica com cal. Rio de Janeiro. 1992.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 5752: Materiais
pozolânicos – Determinação de atividade pozolânica com cimento Portland – Índice de atividade
pozolânica com cimento. Rio de Janeiro. 1992.

114
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 5753: Cimento
Portland pozolânico: determinação da pozolanicidade. Rio de Janeiro, 1991.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 6457: Amostras de
solo – Preparação para ensaios de compactação e ensaios de caracterização. Rio de Janeiro,
1986.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 7217: Agregados –
Determinação da composição granulométrica. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 7222: Argamassa e
concreto - Determinação da resistência à tração por compressão diametral de corpos-de-prova
cilíndricos. Rio de Janeiro, 1994.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 9776: Agregado –
Determinação da massa específica de agregados miúdos por meio do frasco de chapman. Rio de
Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 9778: Argamassa e
concreto endurecido – Determinação da absorção de água por imersão – Índice de vazios e massa
específica. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 9779: Argamassa e
concreto endurecido – Determinação da absorção de água por capilaridade. Rio de Janeiro,
1995.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 9937: Agregado –
Determinação da absorção e água em agregados graúdos. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 10004: Resíduos
Sólidos – Classificação. Rio de Janeiro, 1987.

115
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 10005: Lixiviação de
Resíduos – Procedimento. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 10006: Solubilização
de Resíduos – Procedimento. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR12142: Concreto -
Determinação da resistência à tração na flexão em corpos-de-prova prismáticos. Rio de Janeiro,
1991
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 12653 Materiais
Pozolânicos - Especificação, Rio de Janeiro, 1992.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 13276: Argamassa
para assentamento de paredes e revestimento de paredes e tetos – Determinação do teor de água
para obtenção do índice de consistência-padrão. Rio de Janeiro, 1995.
ASTM C 469-94, Test for static modulus os elasticity and poisson’s ratio of concrete in compression.
BROSCH, C.D., “Fabricação de agregado leve a partir do lodo de esgoto”, In:Congresso
Brasileiro de Engenharia Sanitária, pp. 103-107, Rio de Janeiro, 1975.
CETESB – Companhia Estadual de Tecnologia De Saneamento Básico – CETESB,
Redes de esgotamento sanitário – Curso por correspondência, São Paulo, 1984.
CONAMA – Conselho Nacional do Meio Ambiente - Nº 001, de 23 de janeiro de
1986.
CORDEIRO, G.C., TOLEDO FILHO, R.D., FAIRBAIRN, E.M.R., TAVARES,
L.M.N. “Estudo do processo de moagem da cinza do bagaço da cana-de-açúcar
visando seu emprego como aditivo mineral para concreto”, In: Inter American
Conference on Non-Convencional Materials and Technologies in the Eco-Construction and
Infrastructure, IAC-NOCMAT, João Pessoa, November, 13-16th, 2003.
116
DE LARRAD, F., Concrete Mixture Proportionong: A Scientific Approach, Modern Concret
Technology Series, v. 9, pp. 421, London, E&FNSPON, 1999.
FEEMA - Fundação Estadual de Engenharia do Meio Ambiente, Manual do meio
ambiente-métodos, v. 2, Rio de Janeiro, Dicomt, 1983.
FEEMA - Fundação Estadual de Engenharia do Meio Ambiente – DZ-1311.R-4,
Diretriz da destinação de resíduos sólidos, Rio de Janeiro, 1994.
FEEMA - Fundação Estadual de Engenharia do Meio Ambiente – NT-0574.R-0,
Padrões de emissão de poluentes do ar para processo de destruição térmica de resíduos, Rio de
Janeiro, 1994.
FNS – FUNDAÇÃO NACIONAL DE SAÚDE, Manual de Saneamento, 3ª ed. Brasília,
1999.
FERNANDES, F., Uso e manejo do lodo de esgotos na agricultura, 1ª ed. Paraná, Companhia
de Saneamento do Paraná (SANEPAR), 1999.
FERNANDES, F., WEIGERT, W., IHLENFELD, R.G.K., ANDREOLI, C.V.,
“Reciclagem de lodo de esgoto – Experiência da região metropolitana de
Curitiba”, In: 21º Congresso Brasileiro de Engenharia Sanitária e Ambiental, pp. 1-5, João
Pessoa, Setembro, 2001.
FORMAGINI, S., Utilização do modelo de empacotamento compressível de partículas para
otimização de misturas granulares, Seminário de Tese de Doutorado, COPPE-UFRJ,
Rio de Janeiro, RJ, Brasil, 2003.
GEYER, A.L.B., Contribuição ao estudo da disposição final e aproveitamento da cinza de lodo de
estações de tratamento de esgotos sanitários como adição ao concreto. Tese de D.Sc., UFRGS,
Porto Alegre, RS, Brasil, 2001.

117
GONÇALVES, J.P., Utilização do resíduo de corte de granito (RCG) como adição para produção
de concretos, Tese de M.Sc., UFRG, Porto Alegre, RS, Brasil, 2000.
GONÇALVES, J.P., Argila calcinada como substitutivo parcial do cimento Portland: uma
alternativa sustentável para indústria do concreto. Exame de Qualificação,
COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2003.
HALL, C., “Water absortion of mortars and concrets: a review”. Magazine of concrete
in Research, v.41, n. 147, pp. 51-61, 1989.
JORDÃO, E.P.; PESSÔA, C.A., Tratamento de esgotos domésticos. 3ª ed. Rio de Janeiro,
Associação Brasileira de Engenharia Sanitária e Ambiental (ABES), 1995
KELHAM, S., “A Water Absorption Test for Concrete”, Magazine of Concrte Research, v.
40, n. 143 (Jun), pp. 106-110, 1988.
KHANBILVARDI, R., AFSHARI, S., “Sludge Ash as Fine Aggregate for Concrete
Mix”, Journal of Environmental Engineering, v. 121, n. 9 (Sep), pp. 633-638, 1995.
MARTYS, N.S., FERRARIS, C.F., , “Sorption of “Water in Mortars and Concrete”,
American Society of Civil Engineering (ASCE), v. 2 (Nov), pp. 1129-1138, 1996.
MEHTA, P.K., MONTEIRO, P.J.M. Concreto – Estruturas, Propriedades e materiais. 2ª ed.
São Paulo, Pini, 1994.
MENDONÇA, L.C., CAMPOS, J.R., “Caracterização física, química e biológica de
biossólidos provenientes de um reator UASB”, In: IX Simpósio Luso-Brasileiro de
Engenharia Sanitária e Ambiental, pp. 735-741, abril, Porto Seguro, BA, 2000.
MONZÓ, J., PAYÁ, J., BORRACHERO, M.V., CÓRCOLES, A., “Use of sewage
Sledge Ash (SSA)-Cement Admixtures in Mortars”, Cement and Concrete Research, v.
26, n. 9, pp. 1389-1398, 1996.
118
MONZÓ, J., PAYÁ, J., BORRACHERO, M.V., GIRBÉS, I., “Reuse of sewage
sludge ashes (SSA) in cement mixtures: the e.ect of SSA on the workability of
cement mortars”, Waste Management, v.23, pp. 373-381, 2003.
MORALES, G., AGOPYAN, V., “Caracterização do agregado leve obtido a partir do
lodo de esgoto da cidade de Londrina”, Boletim Técnico da Escola Politécnica da USP,
BT/PCC/64, pp. 1-20, 1992.
MOREIRA, A.H., OLIVEIRA, R.M., LIMA, P.D.S., “Efeito da adição de lodo de
águas residuais da indústria têxtil nas propriedades de materiais de construção”,
Cerâmica, v. 47, 303, pp. 158-162, 2001.
MOTA, M.C.O., , Dosagem, tenacidade e efeito escala na resistência à tração e compressão do
concreto de alto desempenho. Tese de M.Sc., COPPE/UFRJ, Rio de Janeiro, RJ, Brasil,
2001.
MÜLLER, P.S.G., PASSAMANI, F.R.F., GONÇALVES, R.F., “Características físico-
químicas e microbiológicas de lodos de lagoas facultativas e anaeróbias em
operação no Espírito Santo”, In: 20º Congresso Brasileiro de Engenharia Sanitária e
Ambiental, pp. 422-430, Rio de Janeiro, 1999.
NEIVA, M.R., “Reciclagem agrícola dos biossólidos da ETE CETREL – uma
experiência ambientalmente correta”, In: 20º Congresso Brasileiro de Engenharia
Sanitária e Ambiental, pp. 422-430, Rio de Janeiro, 1999.
NEVILLE, A.M. (1997). Propriedades do concreto. São Paulo, Ed. Pini, 2ª ed., 1997.
NORMA MERCOSUR – NM 23:2000 Cimento Portland e outros materiais em pó –
Determinação da massa específica. 2000.
PAN, S.C., TSENG, D.H., LEE, C., , “Influence of yhe fineness of sewage sludge ash
on the mortar properties”, Cement and Concrete Research, v. 33, n. 11 (Nov), pp.
1749-1754, 2003.
119
PANDOLFELLI, V.C., PILEGGI, R.G., STUDART, A.R., DE OLIVEIRA, I.R.,
Dispersão e empacotamento das partículas, São Paulo, Fazendo Arte Editorial, 2000.
PEREIRA JUNIOR, A.B., VALIM, M.C.A., SOUZA, J.L., GONÇALVES, R.F.,
“Utilização de lodo gerado em processo anaeróbio tipo tanque imhoff como
insumo agrícola para a cultura do milho (Zea mays L.)”, In: 19º Congresso Brasileiro
de Engenharia Ambiental e Sanitária, pp. 462-474, Foz do Iguaçu, 1997.
SABIR, B.B., WILD, S., O’FARREL, M., “A Water Sorptivity Test for Mortar and
Concrete”, Materials and Structures, v. 31 (Oct), pp. 568-574, 1998.
SEDRAN, T., Rhéologie et Rheométrie des Bétons. Aplication aux Bétons Autonivelants.
Doctoral Thesis of Ecole Nationale des Ponts et Chaussées, 1999.
TAY, J.H, “Potential Use of Sludge Ash as Construction Material”, Elsevier Science
Publishers B.V., v. 13 (May), pp. 53-58, 1986.
TAY, J.H, “Bricks Manufactured from Sludge”, Journal of Environmental Engineering, v.
113, n. 2 (Apr), pp. 278-285, 1987a.
TAY, J.H, “Sludge Ash as Filler for Portland Cement Concrete”, Journal of Environmental
Engineering, v. 113, n. 2 (Apr), pp. 345-351, 1987b.
TAY, J.H. & SHOW, K.Y., “Municipal Wastewater Sludge as Cementitious and
Blended Cement Materials”, Cement and Concrete Composites, v. 16 (Sep), pp. 39-48,
1994.
TAY, J.H, SHOW, K.Y., HONG, S.Y., “Potential Reuse of Wastewater Sludge for
Innovative Aplications in Construction Industry”, Bulletin of the College of
Engineering,N.T.U., n. 86 (Oct), pp. 103-112, 2002.
TCHOBANOGLOUS, G., BURTON, F.L. Wastewater Engineering: Treatment, Disposal
and Reuse. Singapore, McGraw-Hill, 1991.

120
TSUTIYA, M.T., COMPARINI, J.B., SOBRINHO, P.A., HESPANHOL, I.,
CARVALHO, P.C.T., MELFI, A.J., MELO, W.J., MARQUES, M.O., Biossólidos na
agricultura, 1ª ed. São Paulo, SABESP, 2001.
VASCONCELOS, R. F., Dosagem de concreto pelo método de Faury. PUC, Rio de Janeiro,
Brasil, 1976.
VELASCO, R.V., Concreto de alto desempenho reforçado com fibras de polipropileno e sisal
submetido a altas temperaturas. Tese de M.Sc., COPPE/UFRJ, Rio de Janeiro, RJ,
Brasil, 2002.
VOLSCHAN JUNIOR, I., Um modelo de programação linear para sistemas de destinação final do
lodo de estações de tratamento de esgotos, Tese de D.Sc., COPPE/UFRJ, Rio de Janeiro,
RJ, Brasil, 1999.
VOLSCHAN JUNIOR, I., JORDÃO, E.P., PAIXÃO, M.C.T., “Caracterização
qualitativa do lodo gerado por estações de tratamento de esgotos domésticos da
região metropolitana do Rio de Janeiro”, In: 21º Congresso Brasileiro de Engenharia
Sanitária e Ambiental, pp. 1-10, João Pessoa, Setembro, 2001.
VON SPERLING, M. Introdução à qualidade das águas e ao tratamento de esgotos. 2ª ed. Belo
Horizonte, Departamento de Engenharia Sanitária e Ambiental – Universidade
Federal de Minas Gerais (DESA/UFMG), 1996a.
VON SPERLING, M. Lagoas de estabilização. 1ª ed. Belo Horizonte, Departamento de
Engenharia Sanitária e Ambiental – Universidade Federal de Minas Gerais
(DESA/UFMG), 1996b
ANEXO 1

Tabela: Massa de sólidos secos anualmente produzida na RMRJ, em toneladas (VOLSCHAN JUNIOR, 1999)
ANO
2000 2005 2010
ETE Grau de
Tratamento
Qei *
(m3/s)
Qeo **
(m3/s)
Vl ***
(m3/ano)
Mss ****
(t/ano)
Qeo
(m3/s)
Vl
(m3/ano)
Mss
(t/ano)
Qeo
(m3/s)
Vl
(m3/ano)
Mss
(t/ano)
Alegria Primário 5 5 473.040 168.875 5 473.040 168.875 5 473.040 168.875
Penha Secundário 1,6 1,6 353.023 126.093 1,6 353.203 126.093 1,6 353.203 126.093
Pavuna/Meriti Primário 1 1 113.529 40.530 3 340.588 121.590 3 340.588 121.590
Sarapuí Primário 1 1 113.529 40.530 3 340.588 121.590 3 340.588 121.590
Joinville Secundário 0,1 0,1 22.075 7.880 0,1 22.075 7.880 0,1 22.075 7.880
Niterói Sul-Icaraí Primário 0,95 0,95 107.853 38.503 0,95 107.853 38.503 0,95 107.853 38.503
Niterói Centro
Norte Secundário 0,54 0,54 119.206 42.556 0,54 119.206 42.556 0,54 119.206 42.556
I. Governador Secundário 0,525 0,525 115.894 41.374 0,525 115.894 41.374 0,525 115.894 41.374
Paquetá Secundário 0,012 0,012 2.649 945 0,012 2.649 945 0,012 2.649 945
Barra da Tijuca Primário 1,5 1,5 141.912 50.662 1,5 141.912 50.662 1,5 141.912 50.662
São Gonçalo II Secundário 0,78 0,78 172.186 61.470 0,78 172.186 61.470 0,78 172.186 61.470
Acari Secundário 0,24 0,24 52.980 18.914 0,24 52.980 18.914 0,24 52.980 18.914
TOTAL 1.785.410 637.391 2.239.529 799.511 2.239.529 799.511
Qei *: vazão esgotos inicial Vl ***: volume anual de lodo
Qeo **: vazão esgotos anual Mss ****: massa anual de lodo
ANEXO 2
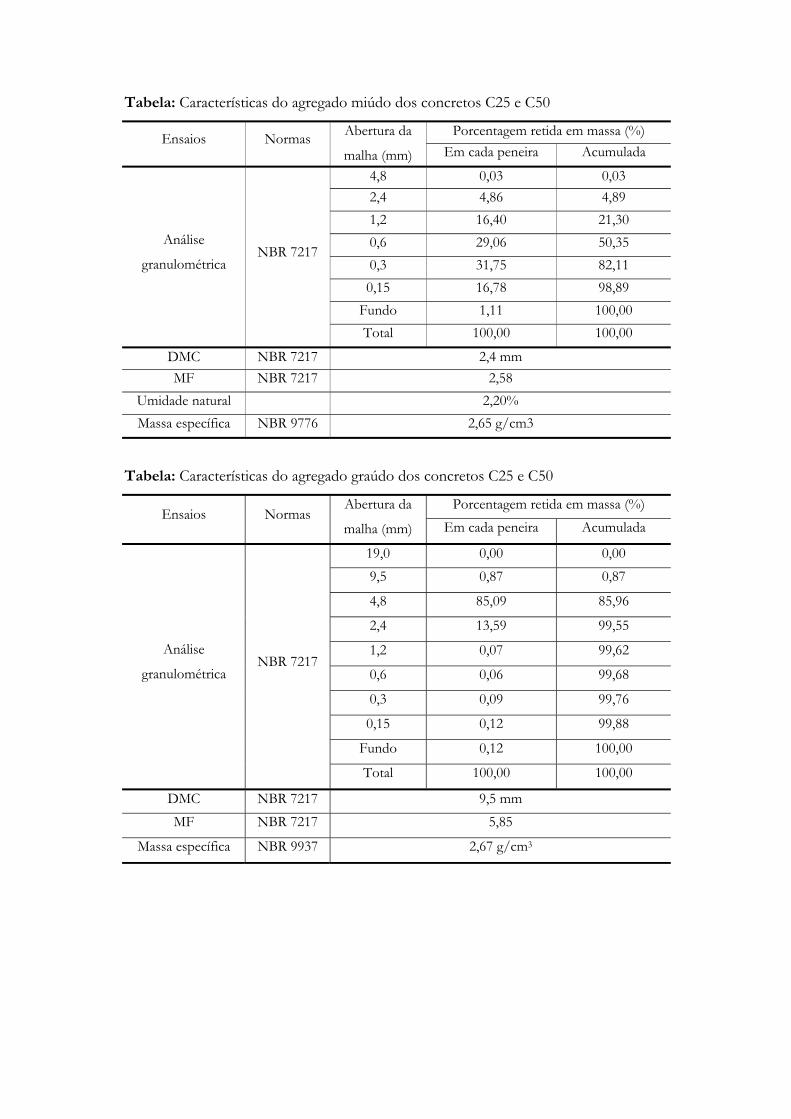
Tabela: Características do agregado miúdo dos concretos C25 e C50
Porcentagem retida em massa (%) Ensaios Normas Abertura da
malha (mm) Em cada peneira Acumulada
4,8 0,03 0,03 2,4 4,86 4,89 1,2 16,40 21,30 0,6 29,06 50,35 0,3 31,75 82,11 0,15 16,78 98,89
Fundo 1,11 100,00
Análise
granulométrica NBR 7217
Total 100,00 100,00
DMC NBR 7217 2,4 mm MF NBR 7217 2,58
Umidade natural 2,20% Massa específica NBR 9776 2,65 g/cm3
Tabela: Características do agregado graúdo dos concretos C25 e C50
Porcentagem retida em massa (%) Ensaios Normas
Abertura da
malha (mm) Em cada peneira Acumulada
19,0 0,00 0,00 9,5 0,87 0,87
4,8 85,09 85,96
2,4 13,59 99,55
1,2 0,07 99,62
0,6 0,06 99,68
0,3 0,09 99,76
0,15 0,12 99,88
Fundo 0,12 100,00
Análise
granulométrica NBR 7217
Total 100,00 100,00
DMC NBR 7217 9,5 mm MF NBR 7217 5,85
Massa específica NBR 9937 2,67 g/cm3
Recommended

















