Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Proyecto básico: Corrosión de estructuras de acero
Este documento describe el fenómeno, los ambientes interiores y exteriores y las estrategias para evitar anticipadamente los problemas de corrosión y los métodos de protección para estructuras de acero. Se proporciona una guía que especifica las pinturas y los revestimientos metálicos.
Contenido
1. Generalidades 2
2. Fundamentos de la corrosión 2
3. Especificaciones de protección para corrosión para construcción en general 3
4. Ambientes interiores y exteriores 4
5. Métodos de protección 5
6. Referencias 18
Página 1
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
1. Generalidades EN 1993-1-1 establece que las estructuras de acero deben ser diseñadas contra la corrosión, dependiendo del tipo de acción que afecte a la durabilidad y la vida útil de diseño. En §2.1.3, se tratan la vida útil de diseño y los problemas de durabilidad.
El objetivo del presente documento es proporcionar una visión general de la corrosión de las estructuras de acero. Se describen los principales métodos de protección: la influencia en el diseño, la preparación del área, los revestimientos de pintura y los revestimientos metálicos. Finalmente, se enfatiza la importancia del ambiente y los procedimientos de protección, mediante revestimientos de pintura, en estructuras de acero tanto en el interior como en el exterior.
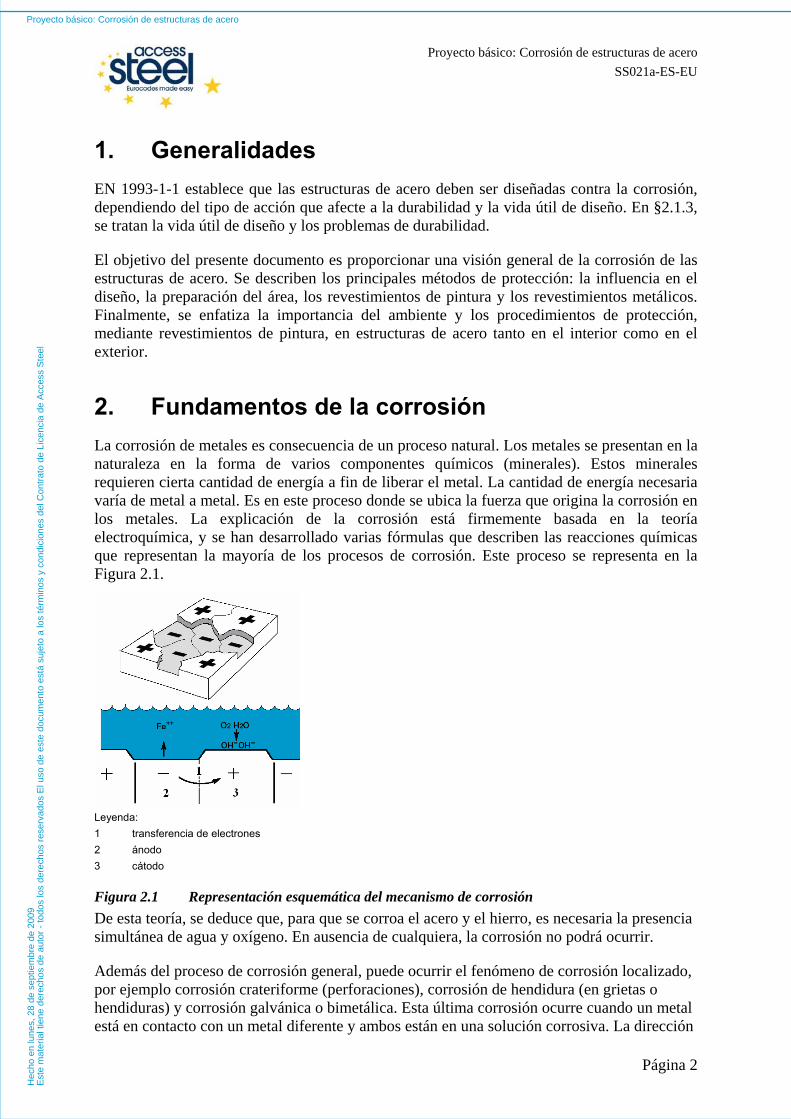
2. Fundamentos de la corrosión La corrosión de metales es consecuencia de un proceso natural. Los metales se presentan en la naturaleza en la forma de varios componentes químicos (minerales). Estos minerales requieren cierta cantidad de energía a fin de liberar el metal. La cantidad de energía necesaria varía de metal a metal. Es en este proceso donde se ubica la fuerza que origina la corrosión en los metales. La explicación de la corrosión está firmemente basada en la teoría electroquímica, y se han desarrollado varias fórmulas que describen las reacciones químicas que representan la mayoría de los procesos de corrosión. Este proceso se representa en la Figura 2.1.
Leyenda: 1 transferencia de electrones 2 ánodo 3 cátodo
Figura 2.1 Representación esquemática del mecanismo de corrosión De esta teoría, se deduce que, para que se corroa el acero y el hierro, es necesaria la presencia simultánea de agua y oxígeno. En ausencia de cualquiera, la corrosión no podrá ocurrir.
Además del proceso de corrosión general, puede ocurrir el fenómeno de corrosión localizado, por ejemplo corrosión crateriforme (perforaciones), corrosión de hendidura (en grietas o hendiduras) y corrosión galvánica o bimetálica. Esta última corrosión ocurre cuando un metal está en contacto con un metal diferente y ambos están en una solución corrosiva. La dirección
Página 2
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
de la corriente eléctrica generada entre ambos metales determina cuál se corroe, y se establece dependiendo de los potenciales de los metales involucrados.
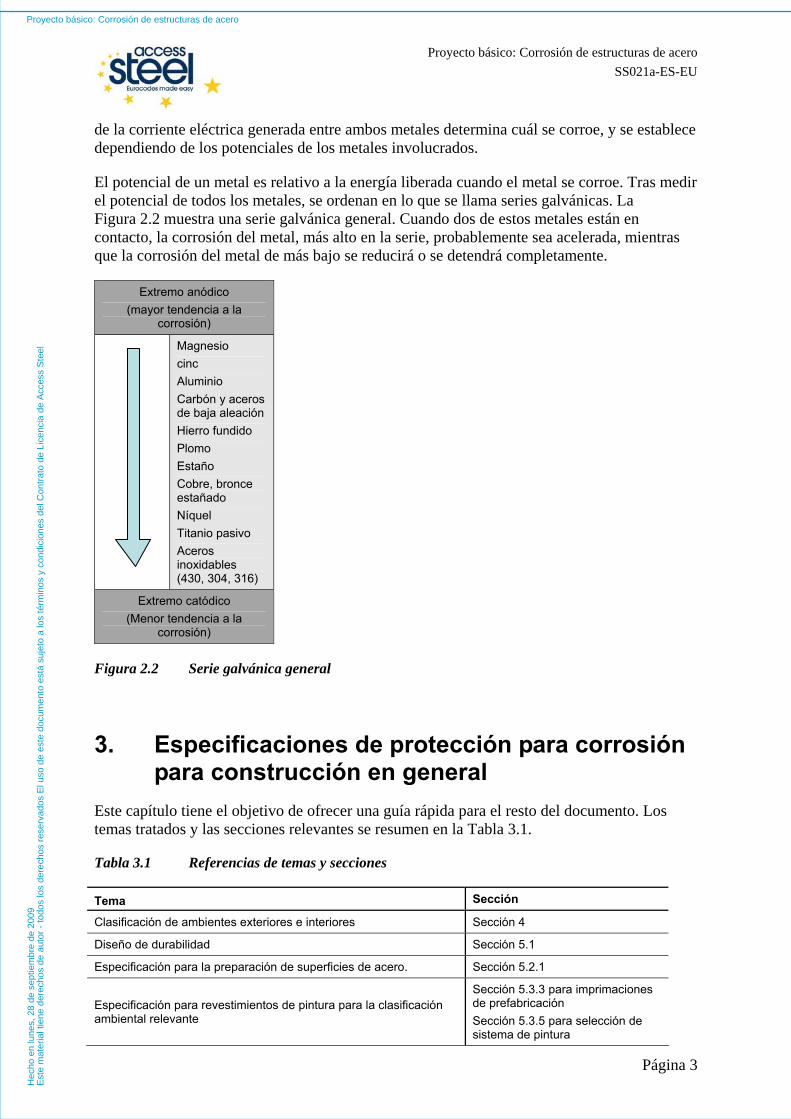
El potencial de un metal es relativo a la energía liberada cuando el metal se corroe. Tras medir el potencial de todos los metales, se ordenan en lo que se llama series galvánicas. La Figura 2.2 muestra una serie galvánica general. Cuando dos de estos metales están en contacto, la corrosión del metal, más alto en la serie, probablemente sea acelerada, mientras que la corrosión del metal de más bajo se reducirá o se detendrá completamente.
Extremo anódico (mayor tendencia a la
corrosión)
Magnesio cinc Aluminio Carbón y aceros de baja aleación Hierro fundido Plomo Estaño Cobre, bronce estañado Níquel Titanio pasivo Aceros inoxidables (430, 304, 316)
Extremo catódico (Menor tendencia a la
corrosión)
Figura 2.2 Serie galvánica general
3. Especificaciones de protección para corrosión para construcción en general
Este capítulo tiene el objetivo de ofrecer una guía rápida para el resto del documento. Los temas tratados y las secciones relevantes se resumen en la Tabla 3.1.
Tabla 3.1 Referencias de temas y secciones
Sección Tema
Clasificación de ambientes exteriores e interiores Sección 4
Diseño de durabilidad Sección 5.1
Especificación para la preparación de superficies de acero. Sección 5.2.1
Sección 5.3.3 para imprimaciones de prefabricación Especificación para revestimientos de pintura para la clasificación
ambiental relevante 5.3.5Sección para selección de sistema de pintura
Página 3
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Sección 5.3.4 para aplicación de especificaciones
4. Ambientes interiores y exteriores El acero expuesto en ambientes interiores y exteriores puede estar sujeto a corrosión, dependiendo de las características específicas del entorno.
La clasificación de ambiente puede ser determinada por el valor de la pérdida de masa del acero al carbono estandarizado o de muestras de cinc a lo largo de un año (para más detalles de muestras, vea ISO 9226). La extrapolación de los datos de pérdida de masa para períodos de corta duración no son fiables y su uso no es permitido. Un método alternativo es calcular la categoría a partir de los ejemplos dados en EN ISO 12944-2 para esas categorías. Esos ejemplos son:
Tabla 4.2 Ejemplos de ambientes exteriores y su categoría
C1 Se considera que ningún ambiente exterior corresponde a esta categoría
C2 Áreas rurales con baja polución de contaminantes
C3 Atmósferas industriales y urbanas con polución moderada de dióxido de azufre. Áreas costeras con baja salinidad
C4 Áreas costeras e industriales con salinidad moderada
C5I Áreas industriales con alta humedad y atmósferas agresivas
C5M Áreas costeras y fuera de la costa con alta salinidad
NOTA: Estos ejemplos son sólo informativos y pueden ser ocasionalmente engañosos.
Tabla 4.3 Ejemplos de los ambientes interiores y su categoría.
C1 Edificios con calefacción con atmósferas limpias, ej.: oficinas, tiendas, colegios, hoteles.
C2 Edificios sin calefacción donde puede ocurrir condensación, ej.: almacenes, centros deportivos.
C3 Edificios de fabricación con alta humedad y cierta polución en el aire, ej.: plantas de elaboración de alimentos, lavanderías,…
C4 Plantas químicas, piscinas de natación, astilleros.
C5I, C5M Edificios con condesaciones casi permanentes y alta polución. Estos edificios tienen atmósferas con un riesgo altos de corrosión.
NOTA: Estos ejemplos son sólo informativos y pueden ser ocasionalmente engañosos.
Según lo declarado en la Sección 5.1.2.1 de EN ISO 12944-5, las estructuras expuestas a la categoría de entornos C1 no requieren protección contra la corrosión. Si se requiere pintar por razones estéticas, se pueden usar sistemas de revestimiento para categoría C2.
El alcance de este documento está enfocado a edificios de una sola planta, situados en entornos industriales benignos y entornos interiores de bajo riesgo (por ejemplo, tiendas). Para entornos específicos (ej.: edificios de fabricación en entornos exteriores agresivos), se recomienda a los proyectistas buscar recomendaciones especializadas.
Página 4
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
5. Métodos de protección 5.1 La influencia en el diseño En la etapa de diseño del proyecto, debe tenerse un cuidado especial para asegurar una adecuada durabilidad de la estructura. Los aspectos más importantes que se deben tener en cuenta están enumerados a continuación:
1. Se recomienda una forma simple de los elementos estructurales y evitar una excesiva complejidad. Los procedimientos de transporte, la manipulación y el montaje de la estructura no deben reducir la eficiencia de los métodos de protección.
2. Reducir al mínimo el contacto entre las superficies de acero con el agua o suciedad
Evitar la formación de depósitos de agua, permitiendo una fácil evacuación e impidiendo el flujo del agua sobre las juntas.
Evitar las cavidades o hendiduras donde el agua pueda ser retenida.
Para interiores accesibles, se deben adoptar medidas para una ventilación y desagües adecuados.
Los interiores inaccesibles deberían sellarse para no permitir el ingreso de aire y humedad. Debería darse un espesor adicional para equilibrar los efectos de la corrosión durante la vida útil prevista de la estructura.
3. Prevenir, si fuera posible, la formación de pares galvánicos (conexiones bimetálicas) o aislar las superficies metálicas.
4. El diseño de productos, los cuales deben ser galvanizados, debe permitir el desagüe apropiado de todas las secciones. Los perfiles huecos se deben llenar rápidamente con cinc fundido. Los gases deben escapar y el cinc debe drenar completamente, a fin de proporcionar un revestimiento continuo y uniforme.
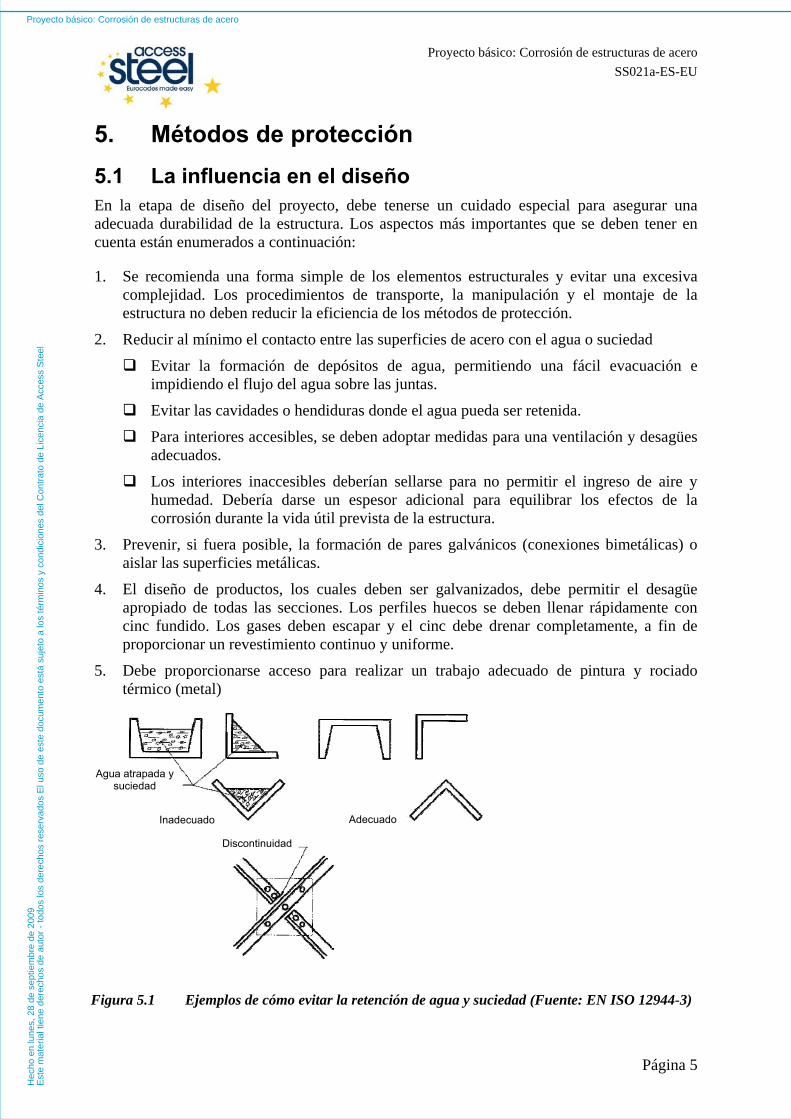
5. Debe proporcionarse acceso para realizar un trabajo adecuado de pintura y rociado térmico (metal)
Agua atrapada y suciedad
Adecuado Inadecuado
Discontinuidad
Figura 5.1 Ejemplos de cómo evitar la retención de agua y suciedad (Fuente: EN ISO 12944-3)
Página 5
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Dificultad para preparar la
superficie por limpieza a chorro
y para pintar Fácil de preparar
Diseño de soldaduras
Hendidura Inadecuado (la hendidura es difícil de proteger)
Soldaduras en ángulo Hendidura
cerrada Mejor
Óptimo (componente sólido)
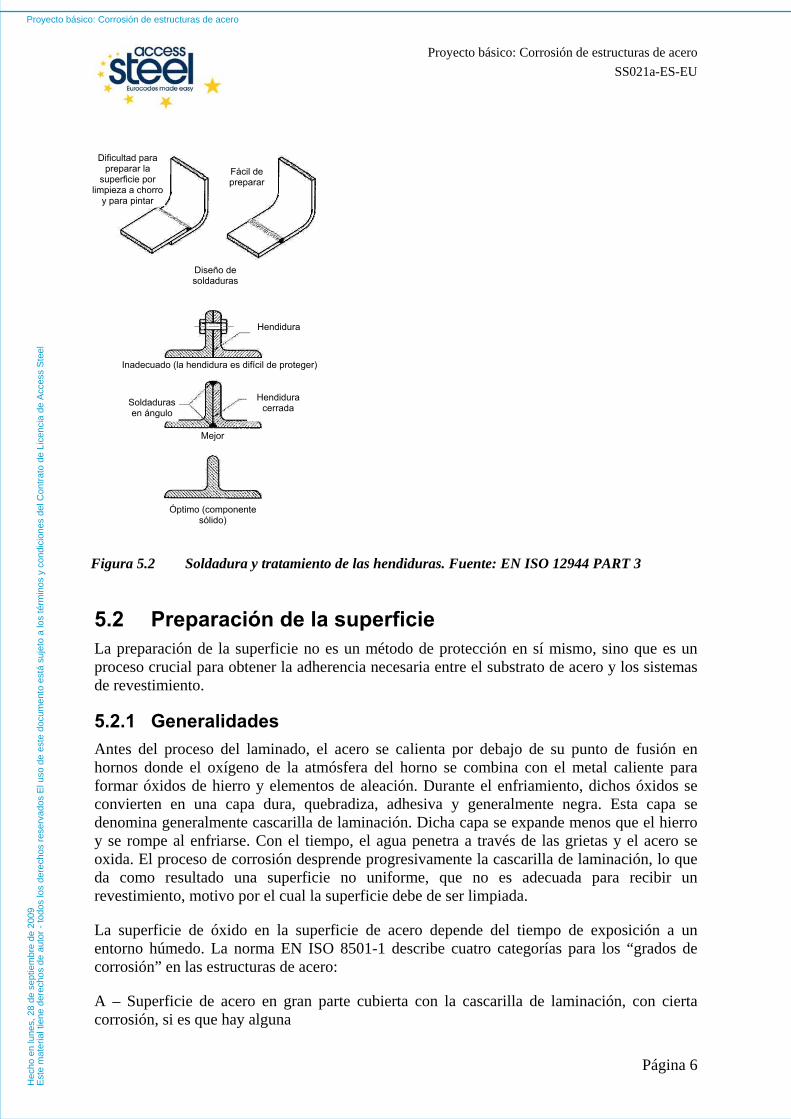
Figura 5.2 Soldadura y tratamiento de las hendiduras. Fuente: EN ISO 12944 PART 3
5.2 Preparación de la superficie La preparación de la superficie no es un método de protección en sí mismo, sino que es un proceso crucial para obtener la adherencia necesaria entre el substrato de acero y los sistemas de revestimiento.
5.2.1 Generalidades Antes del proceso del laminado, el acero se calienta por debajo de su punto de fusión en hornos donde el oxígeno de la atmósfera del horno se combina con el metal caliente para formar óxidos de hierro y elementos de aleación. Durante el enfriamiento, dichos óxidos se convierten en una capa dura, quebradiza, adhesiva y generalmente negra. Esta capa se denomina generalmente cascarilla de laminación. Dicha capa se expande menos que el hierro y se rompe al enfriarse. Con el tiempo, el agua penetra a través de las grietas y el acero se oxida. El proceso de corrosión desprende progresivamente la cascarilla de laminación, lo que da como resultado una superficie no uniforme, que no es adecuada para recibir un revestimiento, motivo por el cual la superficie debe de ser limpiada.
La superficie de óxido en la superficie de acero depende del tiempo de exposición a un entorno húmedo. La norma EN ISO 8501-1 describe cuatro categorías para los “grados de corrosión” en las estructuras de acero:
A – Superficie de acero en gran parte cubierta con la cascarilla de laminación, con cierta corrosión, si es que hay alguna
Página 6
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
B – Superficie de acero que ha empezado a corroerse y de la cual la cascarilla de laminación ha empezado a desprenderse
C – Superficie de acero en la cual la cascarilla de laminación se ha oxidado o puede rasparse, con ligeras picaduras que se distinguen a simple vista
D – Superficie de acero en la cual la cascarilla de laminación se ha desprendido y con picaduras en toda el área que se distinguen a simple vista
Las estructuras de acero relativamente nuevas figuran en A, B y ocasionalmente C. La condición de grado D generalmente aparece en las estructuras de acero que han sido almacenadas en el exterior durante largos períodos de tiempo.
La especificación de la preparación de la superficie se trata en EN ISO 12944-4. Hay dos tipos de preparación de superficie:
Preparación de la superficie de acero primaria (total): para substratos de acero sin revestimiento y substratos de acero después de eliminar todos los revestimientos previos, el grado de corrosión puede combinarse con los grados de limpieza a partir del método de limpieza de la superficie correspondiente, a fin de especificar la condición de preparación de la superficie (ej.: A Sa 2 ½).
Preparación de la superficie secundaria (parcial): en este caso, se deben aplicar los grados definidos en EN ISO 8501-2. Estos grados vienen indicados por el grado del método de limpieza precedido por la letra P, por ejemplo: P Sa 2 ½.
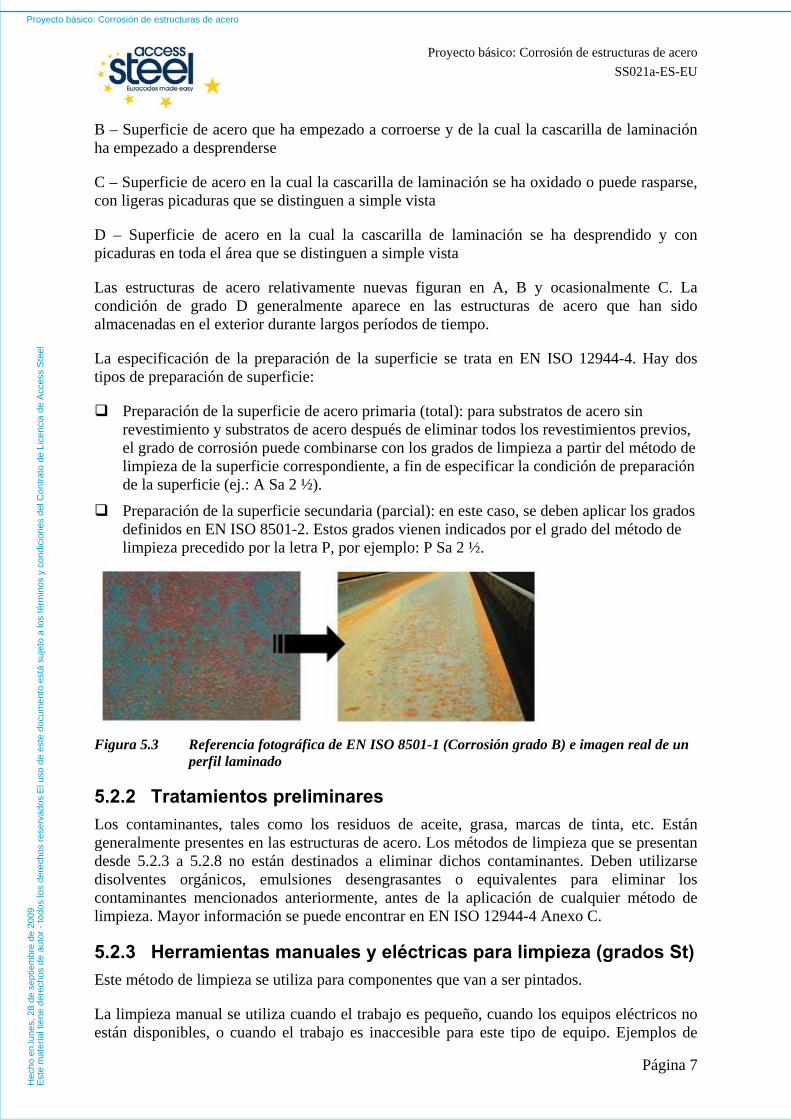
Figura 5.3 Referencia fotográfica de EN ISO 8501-1 (Corrosión grado B) e imagen real de un
perfil laminado
5.2.2 Tratamientos preliminares Los contaminantes, tales como los residuos de aceite, grasa, marcas de tinta, etc. Están generalmente presentes en las estructuras de acero. Los métodos de limpieza que se presentan desde 5.2.3 a 5.2.8 no están destinados a eliminar dichos contaminantes. Deben utilizarse disolventes orgánicos, emulsiones desengrasantes o equivalentes para eliminar los contaminantes mencionados anteriormente, antes de la aplicación de cualquier método de limpieza. Mayor información se puede encontrar en EN ISO 12944-4 Anexo C.
5.2.3 Herramientas manuales y eléctricas para limpieza (grados St) Este método de limpieza se utiliza para componentes que van a ser pintados.
La limpieza manual se utiliza cuando el trabajo es pequeño, cuando los equipos eléctricos no están disponibles, o cuando el trabajo es inaccesible para este tipo de equipo. Ejemplos de
Página 7
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
herramientas manuales incluyen cepillos de alambre, cinceles, rasquetas y cuchillos de forma especial. Estas herramientas no son efectivas cuando se debe eliminar una cascarilla de laminación u óxido muy adheridos.
El uso de equipo electromecánico requiere una selección adecuada de la amplia variedad de herramientas.
Los grados estándares de limpieza para herramientas manuales y electromecánicas definidos en EN ISO 8501 son:
St 2 Limpieza profunda manual o mecánica
St 3 Limpieza muy profunda manual o mecánica
5.2.4 Limpieza con chorro abrasivo (grados Sa) Este es el método más importante para la preparación de la superficie, en particular para superficies que van a ser pintadas.
Se introducen partículas abrasivas en un sistema de aire comprimido o expulsadas por máquinas centrífugas, con el fin de impactar en la superficie de acero. La preparación de la superficie por este método permite obtener una base para el sistema de pintura, obteniendo una superficie limpia, de rugosidad uniforme y un revestimiento con vida útil larga.
A continuación se enumeran los grados estándar de EN ISO 8501:
Sa 1 Limpieza con chorro ligera
Sa 2 Limpieza con chorro completa
Sa 2 ½ Limpieza con chorro a fondo
Sa 3 Limpieza con chorro para obtener acero limpio
5.2.5 Limpieza por llama (grados Fl) Este método también es aconsejable para superficies que van a ser pintadas.
Este método eliminar toda la escamación suelta, el óxido y otras materias extrañas perjudiciales, con llamas de oxiacetileno aplicadas a alta temperatura y velocidad sobre toda la superficie. Se recomienda un exceso de oxígeno (≈25%) para evitar el hollín. La expansión diferencial entre la escamación y la superficie de acero origina que el óxido se desprenda. Luego, el óxido suelto se puede eliminar mediante cepillos de alambre. Se debe tener especial cuidado cuando se utiliza limpieza con llama, ya que puede dañar los revestimientos (si hubiera alguno) en el lado opuesto de la superficie que se está limpiando.
5.2.6 Limpieza con chorro abrasivo húmedo Método recomendado para la limpieza y eliminación de revestimientos anteriores.
El proceso es básicamente el mismo que el de limpieza con chorro abrasivo, con la diferencia que el agua se introduce en el flujo del chorro abrasivo. El uso de agua tiene la ventaja de mejorar el control de la suciedad. Por otro lado, cuando se utilizan equipos de baja presión, pueden quedar partículas finas en la superficie del acero, que se deben eliminar con agua.
Página 8
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Algunos procesos utilizan inhibidores para prevenir la corrosión producida por el agua. Finalmente, con este método se puede lograr un alto nivel de limpieza a simple vista y es adecuado para eliminar grandes cantidades de sales solubles.
5.2.7 Chorro de agua a muy alta presión Método recomendado para limpieza y eliminación de revestimientos antiguos.
Este proceso puede eliminar también grandes cantidades de sales solubles y tiene la ventaja de no consumir abrasivos. Las altas presiones dejan la superficie caliente en la cual el agua residual se seca, pero la temperatura alcanzada no es tan grande para que produzca una tensión térmica en la superficie de acero.
Actualmente, está en desarrollo un nuevo estándar, relacionado con el chorro de agua a alta presión, EN ISO 8501-4.
5.2.8 Decapado con ácido Este método se aplica generalmente cuando las superficies tienen que ser galvanizadas.
El decapado con ácido es la inmersión de objetos en ácidos diluidos. Este baño disuelve o elimina los óxidos o escamaciones. Algunos ácidos usados en el decapado comercial son: ácido sulfúrico, hidroclorhídrico o muriático, fosfórico y mezclas de estos ácidos. Los ácidos adecuados para el decapado deben eliminar sólo la escamación del metal base, pero se puede gastar una gran cantidad disolviendo el propio metal. El desperdicio puede prevenirse con inhibidores adecuados.
5.2.9 Consideraciones sobre la amplitud de la superficie Aparte del grado de limpieza, la especificación del tratamiento de la superficie debe tener en cuenta la rugosidad superficial previa a la pintura. Los chorros abrasivos son adecuados para revestimientos finos, como imprimaciones de prefabricación, mientras que los abrasivos de arena producen una superficie áspera angular, necesaria para revestimientos de pintura y revestimientos metálicos rociados térmicamente.
5.2.10 Tratamientos de superficie adicionales Cuando se termina la limpieza con chorro abrasivo, es posible evaluar las imperfecciones de la superficie de acero originadas durante el proceso de fabricación. Estas imperfecciones aparecen en las soldaduras, filos de corte, etc. El tratamiento de tales imperfecciones se define en EN ISO 8501-3.
En entornos de bajo riesgo, es posible que dichas imperfecciones no dañen la calidad de la pintura. Para necesidades específicas de una estructura, puede ser necesario eliminar las imperfecciones de la superficie en general.
5.3 Revestimientos con pintura Los revestimientos con pintura son el método más importante para la protección del acero estructural contra la corrosión. El conocimiento disponible de la amplia variedad de pinturas es necesario para entender sus posibilidades y limitaciones. De esta forma, el proyectista será capaz de seleccionar la pintura específica que cumpla mejor con las condiciones del entorno y la pintura.
Página 9
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Las pinturas están compuestas por pigmentos dispersos en un aglutinante, el cual a su vez está disuelto en un disolvente o emulsificado en agua. Dichos componentes se describen a continuación:
Pigmentos: son partículas insolubles dispersas que proporcionan muchas de las propiedades de la pintura: color, opacidad, dureza, durabilidad e inhibición de la corrosión.
Aglutinante: es el componente formador de película en la pintura. Las aglutinantes son resinas, aceites o silicatos solubles que unen el pigmento con la película de pintura y hacen que la pintura se adhiera a la superficie (acero o un revestimiento previo)
Disolvente: la principal función de los disolventes es permitir que la viscosidad de la pintura baje lo suficiente como para facilitar la aplicación con brocha, rodillo o spray. Estos disolventes pueden seleccionarse de acuerdo a su velocidad de evaporación durante la aplicación. Por ejemplo, el rociado se mejora con un disolvente de rápida evaporación, mientras que las aplicaciones con pintura o rodillo requieren velocidades bajas de evaporación.
Cuando se aplican pinturas, antes de la evaporación del disolvente producen una “película húmeda”. Cuando el disolvente se evapora, el aglutinante y los pigmentos se mantienen en la superficie como una “película seca”. La especificación del espesor de la película se da generalmente en términos del espesor de la película seca.
5.3.1 Clasificación de las pinturas Las pinturas se aplican en varias capas, una sobre la otra. Generalmente, estas capas son la imprimación, las capas intermedias y la capa de acabado o acabado final.
Con respecto a su clasificación, las imprimaciones para acero generalmente se clasifican de acuerdo a los pigmentos que inhiben la corrosión, por ejemplo imprimaciones a base de fosfato de cinc e imprimaciones de cinc metálico. Además, cada uno de estos pigmentos puede utilizarse con una variedad de resinas aglutinantes que producen imprimaciones alquídicas de fosfato de cinc, imprimaciones epóxicas de fosfato de cinc, etc.
Las capas intermedias y de acabado se clasifican de acuerdo a su aglutinante, por ejemplo alquídicas, epóxicas,…
5.3.2 Sistemas de pinturas Los sistemas de pintura no se deben considerar sólo como varias capas superpuestas Deben considerarse los siguientes aspectos:
Condiciones de la superficie antes de aplicar la pintura (limpieza y preparación mecánica)
Selección de materiales de recubrimiento y composición del sistema.
Límites superior e inferior para el espesor de la película seca.
Condiciones ambientales durante la aplicación y secado de los materiales de recubrimiento.
Condiciones de exposición previstas, vida útil y coste.
La imprimación se aplica sobre la superficie limpia de acero y su función es humedecer la superficie, asegurar una buena adhesión para las siguientes capas e inhibir la corrosión.
Página 10
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Las capas intermedias constituyen el volumen del espesor del sistema de recubrimiento. Estas capas pueden ser capas selladoras que reducen la penetración de la humedad, o capas formadas que incrementan la protección en general al incrementar el espesor.
La capa final o capa de acabado es la primera barrera contra el entorno. Proporciona el color requerido, el brillo y una superficie resistente del sistema de recubrimiento.
5.3.3 Imprimaciones de prefabricación Cuando se ha limpiado una superficie de acero, es deseable pintarla tan pronto como sea posible para mantenerla libre de óxido hasta que se efectúe el pintado final. Esto se efectúa aplicando imprimaciones de prefabricación inmediatamente después del proceso de limpieza a chorro automática.
El proceso de fabricación no debería verse obstaculizado por estas imprimaciones. El fabricante de la imprimación debe suministrar un certificado de soldadura. Además de este certificado, debería disponer de un certificado de sanidad para asegurar que el humo emitido por la imprimación no exceda los límites apropiados de exposición.
En general, los tipos genéricos de imprimaciones de prefabricación son los siguientes:
Imprimaciones anticorrosivas: las imprimaciones anticorrosivas son productos a base de butiral polivinílico.
Imprimaciones epóxicas: las pinturas poliamidas son las más populares.
Imprimaciones epóxicas de cinc: cauchos clorados, resinas fenólicas o resinas epóxicas catalizadas.
Imprimaciones a base silicatos de cinc
5.3.4 Aplicación de las pinturas El sistema de revestimiento no se completa hasta que se efectúe la aplicación de la pintura Por consiguiente, la aplicación de la pintura es esencial para un buen resultado. En esta sección, se tratan ambos factores que afectan a las pinturas y los métodos de aplicación.
Factores que afectan:
Temperatura: se debe tener cuidado para evitar porosidades y la formación de ampollas. Cuando se aplica la pintura, ya sea en climas cálidos o fríos, se debe verificar el espesor obtenido. Se recomienda una temperatura de por lo menos 3°C por encima del punto de condensación.
Humedad (ambiente): la pintura no debe aplicarse bajo lluvia, viento, nieve, neblina o niebla.
Humedad (pintura): las pinturas cuyo curado se produce mediante la absorción de la humedad atmosférica necesitan una humedad mínima para completar el curado.
Cubierta: en clima frío, el acero debe pintarse bajo cubierta, a fin de proporcionar una condición adecuada de ventilación y temperatura.
Deterioro: las superficies de acero que presentan deterioro en la pintura deben prepararse nuevamente y repintarse.
Continuidad: cada capa debe ser continua, sin porosidad y con espesor uniforme.
Página 11
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Espesor: se debe cumplir con el espesor de película seca especificado.
Métodos de aplicación: en obra se aplica con brocha y rodillo, mientras que en fábrica se aplica con rociador de spray (principalmente con pistolas a presión o rociadores "sin aire")
Aplicación con brocha: este es el procedimiento más lento y costoso. Es particularmente adecuado para áreas pequeñas.
Aplicación con rodillo: los rodillos son bastante utilizados en áreas planas grandes. Los rodillos no requieren tanta destreza como la necesaria para la aplicación con spray y es más rápida que la brocha. La mayor desventaja es que no es tan efectiva como la brocha en la aplicación de pintura en superficies húmedas o difíciles.
Aplicación con spray: puede ser con spray o pistola a presión. La pistola a presión disminuye las pérdidas que pueden darse con la aplicación con spray (aproximadamente 20% a 40% en acero estructural).
5.3.5 Especificaciones de los métodos de pintura En esta sección se determina un sistema de pintura mediante un ejemplo, siguiendo EN ISO 12944-5.
Datos básicos
Almacenes de una sola planta, utilizando perfiles comerciales laminados en caliente en su estructura
Ambiente exterior: área industrial con polución moderada de dióxido de azufre
Ambiente interior: entorno de bajo riesgo, donde puede haber condensación
Durabilidad >15 años
Las categorías de corrosión son C3 para el entorno exterior y C2 para el entorno interior. En términos de durabilidad, EN ISO 12944-1 considera una duración de 15 años o más, como “alta”.
La Tabla A.1 de EN ISO 12944-5 Anexo A está representada en la Tabla 5.2 (véase la siguiente página). Esta tabla proporciona ejemplos de sistemas de revestimiento para categorías de corrosión entre C2 y C4. Las casillas sombreadas de la tabla indican los sistemas que proporcionan suficiente durabilidad; en cambio, las cajas ligeramente sombreadas indican los sistemas que no serían utilizados normalmente para esa categoría de corrosion. Los sistemas disponibles para este ejemplo se resaltan con un símbolo verde. El diseñador debe tener acceso a la documentación del proveedor de pintura, que confirme la idoneidad y durabilidad del sistema de revestimiento para la categoría de corrosión correspondiente.
Un sistema de pintura se especifica como sigue:
Para sistemas con el mismo aglutinante (ej.: S1.10): ISO 12944-5/S1.10
Para sistemas con diferentes aglutinantes (ej.: S1.15): ISO 12944-5/S1.15-AK/AY
Todos los espesores secos de pintura indicados en estas tablas son para aplicación con pistola a presión.
Alternativamente, el diseñador puede referirse a la tabla relativa al ambiente específico (Tabla A.2 para categoría C2 y Tabla A.3 para categoría C3). Estas tablas específicas no se presentan Página 12
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Página 13
en este documento. Se debe observar que todos los ejemplos dados en las Tablas A.2, A.3 y A.4 se han agrupado en la Tabla A.1.
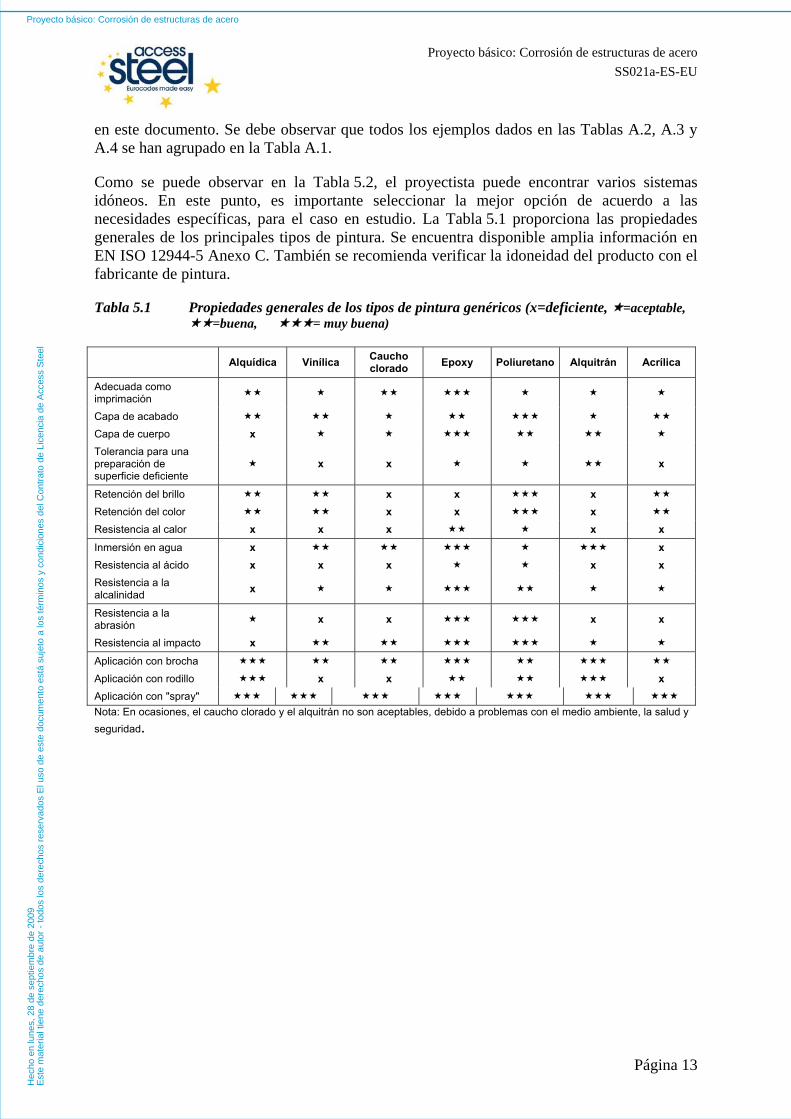
Como se puede observar en la Tabla 5.2, el proyectista puede encontrar varios sistemas idóneos. En este punto, es importante seleccionar la mejor opción de acuerdo a las necesidades específicas, para el caso en estudio. La Tabla 5.1 proporciona las propiedades generales de los principales tipos de pintura. Se encuentra disponible amplia información en EN ISO 12944-5 Anexo C. También se recomienda verificar la idoneidad del producto con el fabricante de pintura.
Tabla 5.1 Propiedades generales de los tipos de pintura genéricos (x=deficiente, =aceptable, =buena, = muy buena)
Alquídica Vinílica Caucho clorado Epoxy Poliuretano Alquitrán Acrílica
Adecuada como imprimación
Capa de acabado Capa de cuerpo x Tolerancia para una preparación de superficie deficiente
x x x
Retención del brillo x x x Retención del color x x x Resistencia al calor x x x x x
Inmersión en agua x x Resistencia al ácido x x x x x Resistencia a la alcalinidad x
Resistencia a la abrasión x x x x
Resistencia al impacto x
Aplicación con brocha
Aplicación con rodillo x x x Aplicación con "spray" Nota: En ocasiones, el caucho clorado y el alquitrán no son aceptables, debido a problemas con el medio ambiente, la salud y seguridad.
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
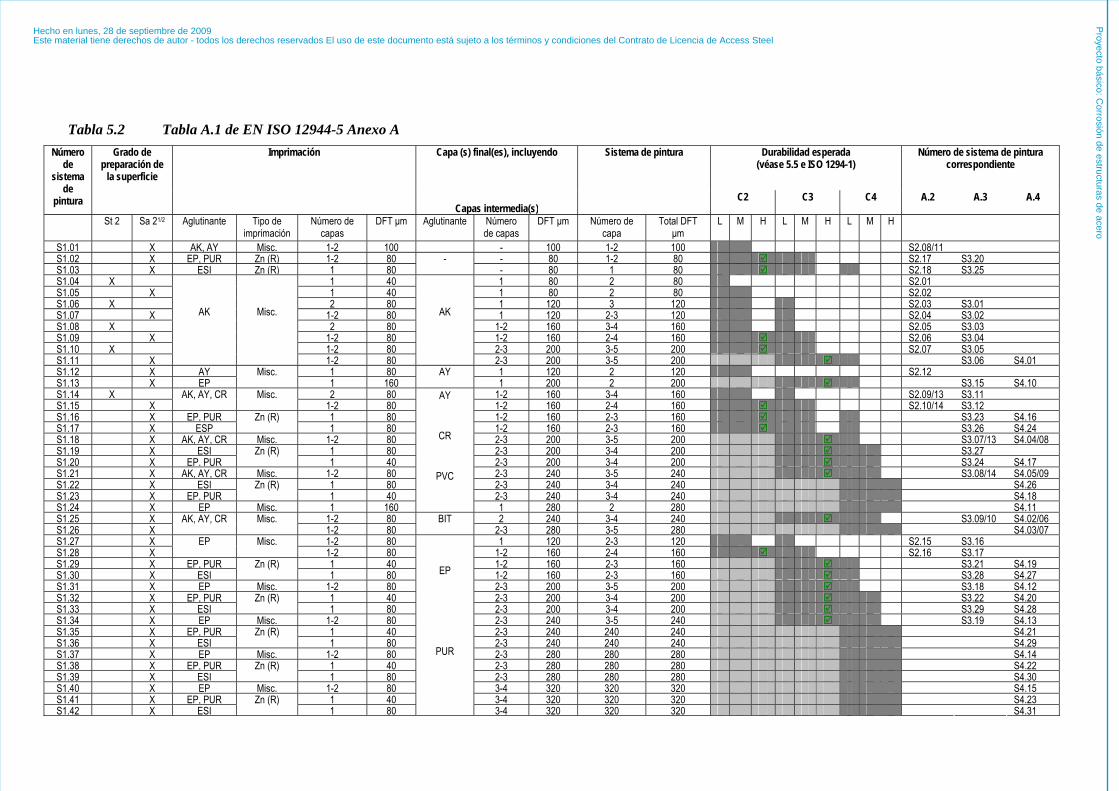
Tabla 5.2 Tabla A.1 de EN ISO 12944-5 Anexo A
Durabilidad esperada (véase 5.5 e ISO 1294-1)
Número de sistema de pintura correspondiente
Número de
sistema de
pintura
Grado de preparación de
la superficie
Imprimación Capa (s) final(es), incluyendo
Capas intermedia(s)
Sistema de pintura
C2 C3 C4 A.2 A.3 A.4
St 2 Sa 21/2 Aglutinante Tipo de imprimación
Número de capas
DFT μm Aglutinante Número de capas
DFT μm Número de capa
Total DFT μm
L M H L M H L M H
S1.01 X AK, AY Misc. 1-2 100 - 100 1-2 100 S2.08/11 S1.02 X EP, PUR Zn (R) 1-2 80 - 80 1-2 80 S2.17 S3.20 S1.03 X ESI Zn (R) 1 80
- - 80 1 80 S2.18 S3.25
S1.04 X 1 40 1 80 2 80 S2.01 S1.05 X 1 40 1 80 2 80 S2.02 S1.06 X 2 80 1 120 3 120 S2.03 S3.01 S1.07 X 1-2 80 1 120 2-3 120 S2.04 S3.02 S1.08 X 2 80 1-2 160 3-4 160 S2.05 S3.03 S1.09 X 1-2 80 1-2 160 2-4 160 S2.06 S3.04 S1.10 X 1-2 80 2-3 200 3-5 200 S2.07 S3.05 S1.11 X
AK Misc.
1-2 80
AK
2-3 200 3-5 200 S3.06 S4.01 S1.12 X AY 1 80 1 120 2 120 S2.12 S1.13 X EP
Misc. 1 160
AY 1 200 2 200 S3.15 S4.10
S1.14 X 2 80 1-2 160 3-4 160 S2.09/13 S3.11 S1.15 X
AK, AY, CR Misc. 1-2 80 1-2 160 2-4 160 S2.10/14 S3.12
S1.16 X EP, PUR 1 80 1-2 160 2-3 160 S3.23 S4.16 S1.17 X ESP
Zn (R) 1 80 1-2 160 2-3 160 S3.26 S4.24
S1.18 X AK, AY, CR Misc. 1-2 80 2-3 200 3-5 200 S3.07/13 S4.04/08 S1.19 X ESI 1 80 2-3 200 3-4 200 S3.27 S1.20 X EP, PUR
Zn (R) 1 40 2-3 200 3-4 200 S3.24 S4.17
S1.21 X AK, AY, CR Misc. 1-2 80 2-3 240 3-5 240 S3.08/14 S4.05/09 S1.22 X ESI 1 80 2-3 240 3-4 240 S4.26 S1.23 X EP, PUR
Zn (R) 1 40 2-3 240 3-4 240 S4.18
S1.24 X EP Misc. 1 160
AY
CR
PVC
1 280 2 280 S4.11 S1.25 X 1-2 80 2 240 3-4 240 S3.09/10 S4.02/06 S1.26 X
AK, AY, CR Misc. 1-2 80
BIT 2-3 280 3-5 280 S4.03/07
S1.27 X 1-2 80 1 120 2-3 120 S2.15 S3.16 S1.28 X
EP Misc. 1-2 80 1-2 160 2-4 160 S2.16 S3.17
S1.29 X EP, PUR 1 40 1-2 160 2-3 160 S3.21 S4.19 S1.30 X ESI
Zn (R) 1 80 1-2 160 2-3 160 S3.28 S4.27
S1.31 X EP Misc. 1-2 80 2-3 200 3-5 200 S3.18 S4.12 S1.32 X EP, PUR 1 40 2-3 200 3-4 200 S3.22 S4.20 S1.33 X ESI
Zn (R) 1 80 2-3 200 3-4 200 S3.29 S4.28
S1.34 X EP Misc. 1-2 80 2-3 240 3-5 240 S3.19 S4.13 S1.35 X EP, PUR 1 40 2-3 240 240 240 S4.21 S1.36 X ESI
Zn (R) 1 80 2-3 240 240 240 S4.29
S1.37 X EP Misc. 1-2 80 2-3 280 280 280 S4.14 S1.38 X EP, PUR 1 40 2-3 280 280 280 S4.22 S1.39 X ESI
Zn (R) 1 80 2-3 280 280 280 S4.30
S1.40 X EP Misc. 1-2 80 3-4 320 320 320 S4.15 S1.41 X EP, PUR 1 40 3-4 320 320 320 S4.23 S1.42 X ESI
Zn (R) 1 80
EP
PUR
3-4 320 320 320 S4.31
Proyecto básico: C
orrosión de estructuras de aceroHecho en lunes, 28 de septiembre de 2009Este material tiene derechos de autor - todos los derechos reservados El uso de este documento está sujeto a los términos y condiciones del Contrato de Licencia de Access Steel
(cont)
Pinturas (líquido) Pinturas (líquido)
Número de componente Número de componente
Aglutinantes para capa(s) de imprimación
1 componente 2 componentes
Posible uso en agua
Aglutinantes para capa(s) de acabado
1 componente 2 componentes
Posible uso marítimo
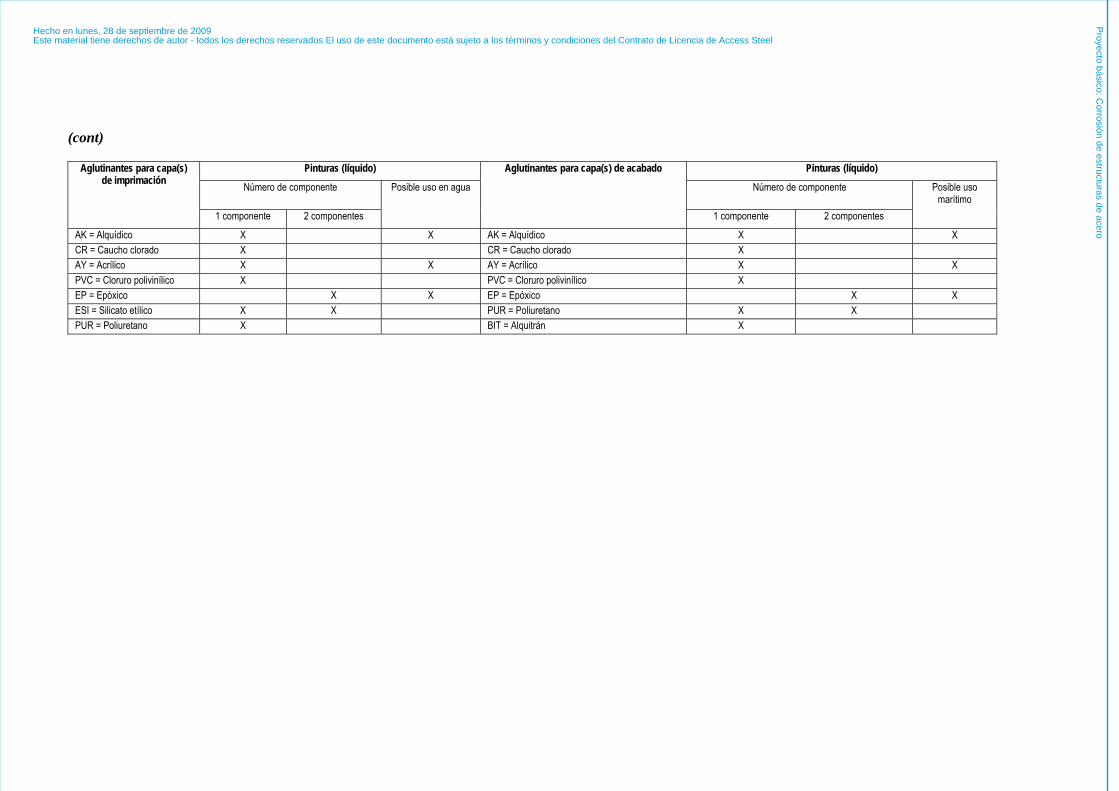
AK = Alquídico X X AK = Alquídico X X CR = Caucho clorado X CR = Caucho clorado X AY = Acrílico X X AY = Acrílico X X PVC = Cloruro polivinílico X PVC = Cloruro polivinílico X EP = Epóxico X X EP = Epóxico X X ESI = Silicato etílico X X PUR = Poliuretano X X PUR = Poliuretano X BIT = Alquitrán X
Proyecto básico: C
orrosión de estructuras de aceroHecho en lunes, 28 de septiembre de 2009Este material tiene derechos de autor - todos los derechos reservados El uso de este documento está sujeto a los términos y condiciones del Contrato de Licencia de Access Steel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
5.4 Revestimientos metálicos 5.4.1 Generalidades Para el acero estructural, los métodos más representativos de aplicación de revestimientos metálicos son la proyección térmica (no es económico para todos los elementos) y la inmersión galvánica caliente (especialmente adecuada para elementos completos, véase la Figura 5.4). Hay otros métodos, como la amalgamación con cinc o la electrodeposición , pero se utilizan generalmente para otros tipos de componentes (como conectores y sujeciones).
5.4.2 Inmersión galvánica caliente El proceso consiste en la aplicación de una capa de cinc mediante inmersión de los elementos de acero en un baño de cinc fundido. El proceso al detalle se describe a continuación:
1. Se debe eliminar cualquier resto de grasa o aceite, con agentes desengrasantes, tales como soluciones alcalinas o agentes ácidos desengrasantes. Generalmente no se utilizan los agentes orgánicos.
2. Después de eliminar la grasa, se lavan los componentes en un baño con agua, que evitan que las soluciones desengrasantes estén presentes en las siguientes etapas del proceso.
3. Limpieza con ácido: en esta etapa se elimina el óxido y la escamación. Se utilizan comúnmente inhibidores de ácido clorhídrico. Esta etapa se realiza a temperatura ambiente.
Figura 5.4 Celosías galvanizadas en baño caliente. Fuente: ATEG (Asociación Técnica Española de Galvanizado)
Página 16
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
4. Se limpian los componentes en agua nuevamente, para evitar la presencia de residuos de ácido en las siguientes etapas.
5. A continuación se sumerge el acero en un agente fundente para asegurar un buen contacto entre el cinc y el acero durante el proceso de galvanizado.
6. Se secan los elementos en un horno o con aire caliente
7. El acero es sumergido en un baño de cinc fundido a una temperatura que varía entre 440 ºC y 460 ºC. A estas temperaturas el cinc reacciona con el acero formando una aleación integral de cinc/hierro con la superficie de acero
8. Finalmente, el acero galvanizado puede ser enfriado en agua o al aire.
Las especificaciones de los estándares para el baño galvanizado en caliente para acero estructural se indican en EN ISO 1461. En esta norma se especifica el espesor medio mínimo de acuerdo al espesor del producto de acero.
Tabla 5.3 Espesor del revestimiento de cinc para muestras no centrifugadas (EN ISO 1461)
Espesor Valor mínimo en un punto (μm)
Valor promedio mínimo (μm)
Acero ≥ 6 mm 70 85
3 mm ≤ Acero < 6 mm 55 70
1,5 mm ≤ Acero < 3mm 45 55
Acero < 1,5 mm 35 45
Moldes ≥ 6 mm 70 80
Moldes ≥ 6 mm 60 70
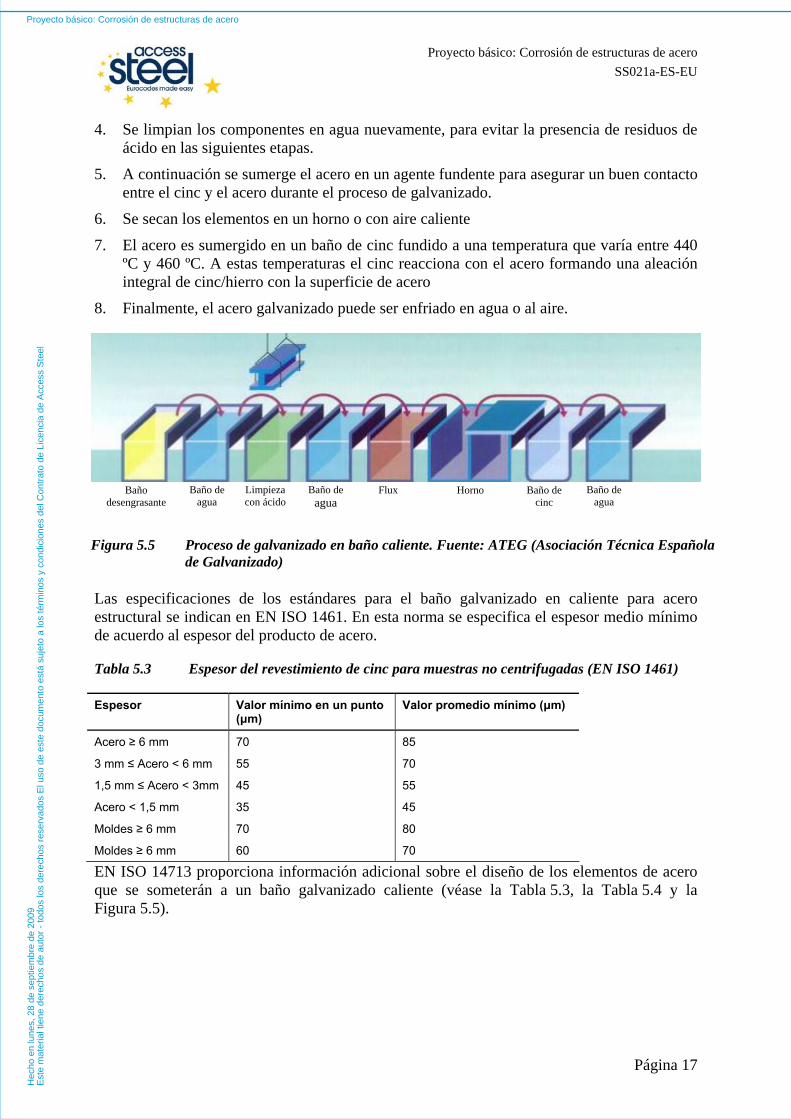
EN ISO 14713 proporciona información adicional sobre el diseño de los elementos de acero que se someterán a un baño galvanizado caliente (véase la Tabla 5.3, la Tabla 5.4 y la Figura 5.5).
Baño de
agua Limpieza con ácido
Baño de agua
Baño de agua
Flux Baño desengrasante
Horno Baño de cinc
Figura 5.5 Proceso de galvanizado en baño caliente. Fuente: ATEG (Asociación Técnica Española
de Galvanizado)
Página 17
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
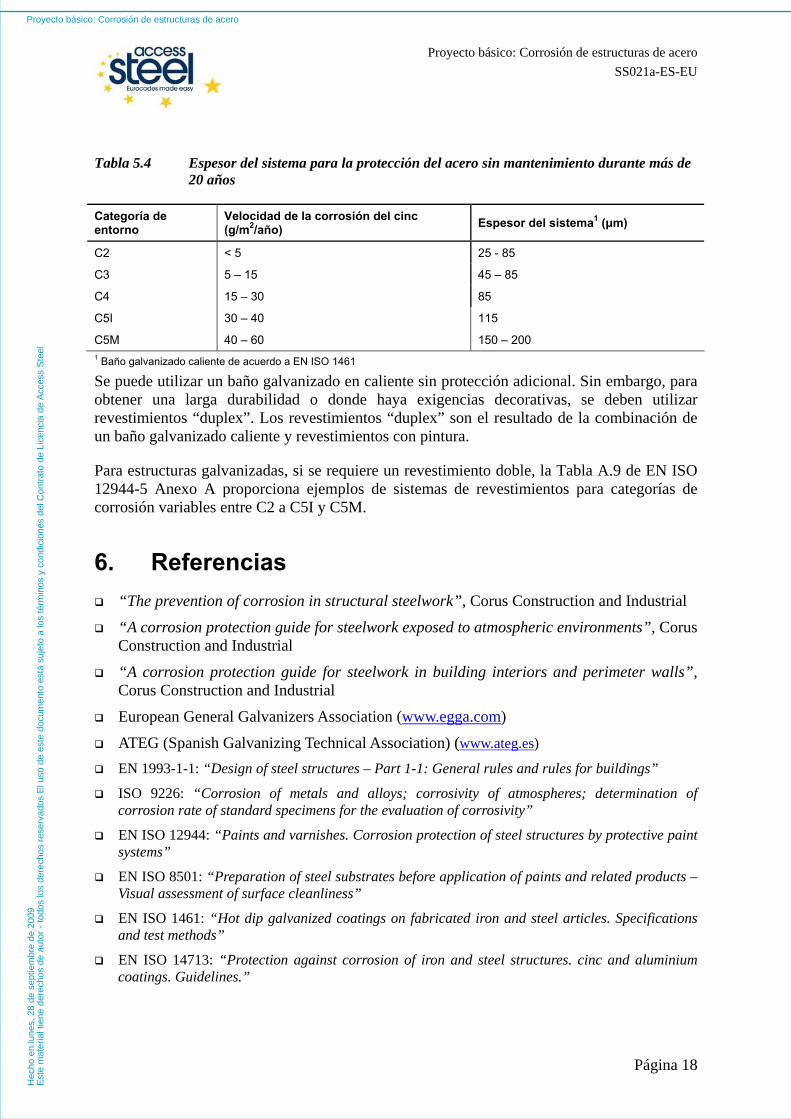
Tabla 5.4 Espesor del sistema para la protección del acero sin mantenimiento durante más de 20 años
Categoría de entorno
Velocidad de la corrosión del cinc (g/m Espesor del sistema1 (μm) 2/año)
C2 < 5 25 - 85
C3 5 – 15 45 – 85
C4 15 – 30 85
C5I 30 – 40 115
C5M 40 – 60 150 – 200 1 Baño galvanizado caliente de acuerdo a EN ISO 1461
Se puede utilizar un baño galvanizado en caliente sin protección adicional. Sin embargo, para obtener una larga durabilidad o donde haya exigencias decorativas, se deben utilizar revestimientos “duplex”. Los revestimientos “duplex” son el resultado de la combinación de un baño galvanizado caliente y revestimientos con pintura.
Para estructuras galvanizadas, si se requiere un revestimiento doble, la Tabla A.9 de EN ISO 12944-5 Anexo A proporciona ejemplos de sistemas de revestimientos para categorías de corrosión variables entre C2 a C5I y C5M.
6. Referencias “The prevention of corrosion in structural steelwork”, Corus Construction and Industrial
“A corrosion protection guide for steelwork exposed to atmospheric environments”, Corus Construction and Industrial
“A corrosion protection guide for steelwork in building interiors and perimeter walls”, Corus Construction and Industrial
European General Galvanizers Association (www.egga.com)
ATEG (Spanish Galvanizing Technical Association) (www.ateg.es) EN 1993-1-1: “Design of steel structures – Part 1-1: General rules and rules for buildings”
ISO 9226: “Corrosion of metals and alloys; corrosivity of atmospheres; determination of corrosion rate of standard specimens for the evaluation of corrosivity”
EN ISO 12944: “Paints and varnishes. Corrosion protection of steel structures by protective paint systems”
EN ISO 8501: “Preparation of steel substrates before application of paints and related products – Visual assessment of surface cleanliness”
EN ISO 1461: “Hot dip galvanized coatings on fabricated iron and steel articles. Specifications and test methods”
EN ISO 14713: “Protection against corrosion of iron and steel structures. cinc and aluminium coatings. Guidelines.”
Página 18
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Proyecto básico: Corrosión de estructuras de acero SS021a-ES-EU
Registro de calidad TÍTULO DEL RECURSO Proyecto básico: Corrosión de estructuras de acero
Referencia(s)
DOCUMENTO ORIGINAL
Nombre Compañía Fecha
Creado por Francisco Rey LABEIN Marzo 05
Contenido técnico revisado por Jose A. Chica LABEIN Junio 05
Contenido editorial revisado por
Contenido técnico respaldado por los siguientes socios de STEEL:
1. Reino Unido G.W. Owens SCI 07/04/06
2. Francia A. Bureau CTICM 07/04/06
3. Suecia A. Olsson SBI 07/04/06
4. Alemania C. Mueller RWTH 07/04/06
5. España J. Chica Labein 07/04/06
Recurso aprobado por el Coordinador técnico
DOCUMENTO TRADUCIDO
Traducción realizada y revisada por: eTeams International Ltd. 20/06/06
Recurso de traducción aprobado por: J. Chica Labein 10/07/06
Página 19
Proyecto básico: Corrosión de estructuras de aceroH
echo
en
lune
s, 2
8 de
sep
tiem
bre
de 2
009
Est
e m
ater
ial t
iene
der
echo
s de
aut
or -
todo
s lo
s de
rech
os r
eser
vado
s E
l uso
de
este
doc
umen
to e
stá
suje
to a
los
térm
inos
y c
ondi
cion
es d
el C
ontr
ato
de L
icen
cia
de A
cces
s S
teel
Recommended