LAPORAN AKHIR
DESAIN LAYOUT UNIT PENGOLAHAN IKAN
BALAI BESAR PENGEMBANGAN DAN PENGENDALIAN HASIL PERIKANAN
DIREKTORAT JENDERAL PENGOLAHAN DAN PEMASARAN
HASIL PERIKANAN
JAKARTA
2012

ii
LAPORAN AKHIR
DESAIN LAYOUT UNIT PENGOLAHAN IKAN
Pengarah Teknis : Ir. Harinto Wibowo,M.Si
Pembimbing Teknis : Sutimantoro, A.Pi, MM
Koordinator : Suwarti, A.Pi MM
Ketua Tim : M. Aditia Candra Dewa, ST
Anggota : Suwarti, A.Pi, MM
Darmadi
Sugiran
Ir. Endang Mindarwati, M.Si
Karso
Markam
Sutimantoro, A.Pi, MM
Junaedi Abdillah, ST
Harun, SSt.Pi. MP. (PH)
BALAI BESAR PENGEMBANGAN DAN PENGENDALIAN HASIL PERIKANAN
DIREKTORAT JENDERAL PENGOLAHAN DAN PEMASARAN
HASIL PERIKANAN
JAKARTA
2012

iii
LEMBAR PENGESAHAN
DESAIN LAYOUT UNIT PENGOLAHAN IKAN
Koordinator,
Ir. Tri Purwadi, M.Si
NIP. 19600410 198603 1 005
Ketua Tim,
M. Aditia Candra Dewa, ST
NIP. 19810321 201012 1 003
Mengetahui :
Pengarah Teknis,
Kepala BBP2HP,
Ir. Harinto Wibowo,M.Si
NIP. 19560513 197812 1 001
Penanggungjawab Teknis,
Kabid Teknologi Pengolahan
Hasil Perikanan,
Sutimantoro, A.Pi, MM
NIP.19590720 198503 1 001

iv
KATA PENGANTAR
Puji syukur kami ucapkan atas berkah, rahmat dan ridho-Nya atas
selesainya penyusunan laporan kegiatan Inovasi Desain Layout Unit Pengolahan
Ikan Tahun 2012 dibiayai oleh Anggaran Kegiatan Balai Besar Pengembangan
dan Pengendalian Hasil Perikanan Tahun Anggaran 2012. Laporan kegiatan ini
merupakan gambaran dari proses kegiatan yang dilakukan mulai dari tahap
perencanaan kegiatan sampai dengan hasil yang didapat.
Ucapan terima kasih disampaikan kepada Kepala BBP2HP sebagai
pengarah teknis, Kepala Bidang Pengolahan BBP2HP sebagai pembimbing teknis
dan Kepala Seksi Sarana dan Prasarana Bidang Pengolahan sebagai koordinator
serta tim kerja yang telah bekerja keras melaksanakan kegiatan hingga menyusun
laporan ini.
Kami menyadari bahwa laporan ini masih banyak kekurangan, untuk itu
saran dan kritik yang konstruktif sangat kami harapkan demi sempurnanya laporan
ini, akhirnya semoga laporan kegiatan ini bermanfaat bagi para pembaca,
khususnya yang berkecimpung dalam pasca panen hasil perikanan.
Jakarta, Januari 2013
Pelaksana
v
RINGKASAN
Visi Kementerian Kelautan dan Perikanan (KKP) adalah Pembangunan
Kelautan dan Perikanan yang Berdaya Saing dan Berkelanjutan untuk
Kesejahteraan Masyarakat. Kementerian Kelautan dan Perikanan melaksanakan
kegiatan untuk mengelola sumber daya kelautan dan perikanan secara
berkelanjutan, meningkatkan produktivitas dan daya saing berbasis pengetahuan,
serta memperluas akses pasar domestik dan Internasional.
Untuk mendukung program industrialisasi diperlukan perencanaan yang
baik untuk menghasilkan desain layout UPI yang baik dari segi penanganan dan
pengolahan hasil perikanan,melalui modernisasi sistem produksi dan manajemen
bahan baku yang baik, yang memperhatikan higenitas, kapasitas, kualitas dan
kemudahan perawatan dalam operasionalisasinya.
Desain layout UPI yang akan dikembangkan pada kegiatan Balai Besar
Pengembangan dan pengendalian hasil perikanan pada bidang pengolahan pada
Tahun Anggaran 2012 bertujuan untuk mendapatkan desain layout Unit
Pengolahan Ikan yang Ideal dan Standard sehingga dapat diterapkan pada UPI di
seluruh Indonesia yaitu UPI Fillet Ikan, UPI Fishjelly Product, UPI Pemindangan.
Dari kegiatan ini dihasilkan 3 ragam desain layout Unit Pengolahan Ikan
untuk pengolahan fillet ikan, pemindangan dan fish jelly product ikan dengan
kapasitas kapasitas 1-3 ton/hari yang Ideal dan standard sehingga dapat
diterapkan pada UPI skala UMKM di seluruh Indonesia. Diharapkan dengan
inovasi desain layout UPI yang matang yang sesuai kapasitas dan jenis
olahannya, serta modernisasi sistem produksi dan bahan baku, diharapkan misi
KKP untuk meningkatkan kesejahteraan masyarakat perikanan dan kelautan
dapat tercapai. Perlunya penyebaran inovasi desain layout Unit Pengolahan ikan
kepada masyarakat pelaku usaha/UMKM dan diterapkan pada UPI di seluruh
Indonesia. Perlu masukan yang konstruktif dari berbagai stakeholder, untuk
penyempurnaan desain layout yang berkelanjutan.

vi
DAFTAR ISI
halaman
HALAMAN JUDUL ...........................................................................
HALAMAN TIM PELAKSANA ..........................................................
LEMBAR PENGESAHAN ................................................................
KATA PENGANTAR ........................................................................
RINGKASAN ...................................................................................
DAFTAR ISI ...................................................................................
DAFTAR GAMBAR .........................................................................
DAFTAR TABEL .............................................................................
i
ii
iii
iv
v
vi
vii
ix
1. PENDAHULUAN
1.1. Latar Belakang .....................................................................
1.2. Tujuan...................................................................................
1.3. Sasaran................................................................................
1.4. Keluaran ..............................................................................
1.5. Dampak ...............................................................................
1.6. WaktudanTempat.................................................................
1.6.1. Waktu..........................................................................
1.6.2. Tempat........................................................................
2. TINJAUAN PUSTAKA.................................................................
2.1. Tata Letak (Lay out) dan Alur Produksi...............................
2.1.1. Pengertian Tata Letak Pabrik………………..…..….....
2.1.2. Kepentingan strategis keputusan tata letak………..…
2.1.3. Tujuan Perencanaan dan Pengaturan Tata Letak……
2.1.4. Prinsip Dasar Dalam Perencanaan Tata Letak UPI….
2.2. Detail Khusus Pada Unit Pengolahan Ikan..........................
2.3. Lokasi....................................................................................
2.4. Desain....................................................................................
2.4.1. Sistem Lingkungan Bangunan ..................................
3. METODOLOGI.............................................................................
3.1. Bahan dan Peralatan ...........................................................
3.2. Metode Pelaksanaan............................................................
1
1
2
3
3
3
3
3
3
4
4
4
5
5
6
7
9
9
9
12
12
12

vii
3.3. Langkah-Langkah Perencanaan Tata Letak ...............................
3.4. Langkah dalam perencanan.......................................................
4. HASIL DAN PEMBAHASAN...............................................................
4.1. Hasil Identifikasi Desain Layout Unit Pengolahan Ikan..............
4.1.1. Identifikasi desain layout unit pengolahan ikan di Jawa
Timur......................................................................................
4.1.2. Identifikasi desain layout unit pengolahan ikan di Banten
4.1.3. Identifikasi desain layout unit pengolahan ikan di Jawa
Barat.....................................................................................
4.1.4. Identifikasi desain layout unit pengolahan ikan di Jawa
Tengah................................................................................
4.2 Pembahasan...............................................................................
4.2.1 UPI Fillet Ikan Patin..........................................................
4.2.2 UPI Pemindangan...........................................................
4.2.3 UPI Fish Jelly Product.....................................................
4.3 Detail Umum...............................................................................
5. KESIMPULAN DAN SARAN............................................................
5.1 Kesimpulan................................................................................
5.2 Saran.........................................................................................
6 DAFTAR PUSTAKA ........................................................................
7 LAMPIRAN ......................................................................................
‘
13
14
15
15
15
19
20
22
25
25
33
37
38
40
40
40
41
42

viii
DAFTAR GAMBAR
Daftar gambar halaman
Gambar 1. Alur proses dasar pada suatu alir proses
Gambar 2. Tata letak proses UPI CV Risky Bersama Sejahtera
Gambar 3. Lay Out UPI Filet Ikan Patin
Gambar 4. Alur Proses Fillet Patin
Gambar 5. Denah lay out unit pengolah ikan (Fillet Ikan Patin)
Gambar 6. Meja untuk proses bleeding
Gambar 7. Meja untuk proses pemfilletan
Gambar 8. Ikan hasil proses trimming
Gambar 9. Meja untuk proses trimming
Gambar 10. Foto Maket Unit Pengolahan Ikan Fillet Patin
Gambar 11. UPI Pindang Ikan
Gambar 12. Diagram alur proses ikan pindang
Gambar 13. Lay Out Unit Pengolahan Ikan Pindang
Gambar 14. Desain tungku untuk proses pemindangan
Gambar 15. Desain UPI Fish Jelly Produk
7
21
25
27
28
29
30
30
31
32
33
34
36
37
37

ix
DAFTAR TABEL
Daftar tabel halaman
Tabel 1. Kebutuhan minimum untuk kamar mandi/cuci pekerja
11

1
I. PENDAHULUAN
1.1 Latar Belakang
Visi Kementerian Kelautan dan Perikanan (KKP) adalah Pembangunan
Kelautan dan Perikanan yang Berdaya Saing dan Berkelanjutan untuk
Kesejahteraan Masyarakat. Kementerian Kelautan dan Perikanan melaksanakan
kegiatan untuk memperkuat kelembagaan dan SDM secara terintegrasi,
mengelola sumber daya kelautan dan perikanan secara berkelanjutan,
meningkatkan produktivitas dan daya saing berbasis pengetahuan, serta
memperluas akses pasar domestik dan Internasional.
Usaha meningkatan produktifitas dan daya saing berbasis pengetahuan
dan memperluas akses pasar domestik dan internasional, maka diperlukan
standar mutu produksi hasil perikanan, yang sangat dipengaruhi oleh kualitas
sarana dan prasarana pengolahan hasil perikanan.dimana higienis menjadi kunci
dasar keamanan dan kualitas makanan, yang halur diterapkan mulai dari
penangkapan (harvesting), pengolahan (processing) sampai dengan distribusinya.
Program industrialisasi ini diharap bisa meningkatkan produksi hasil
perikanan di dalam negeri, dimana target produksi perikanan 2012 sebesar 13.8
juta ton. Angka itu terdiri dari :perikanan tngkap sebanyak 5.4 juta ton dan
perikanan budidaya 8.4 juta ton. Perubahan lingkungan strategis perikanan dan
kelautan sangat cepat, tapi sistem produksi perikanan kurang berkembang bahkan
kurang standard. Untuk itu diperlukan kebijakan strategis untuk merumuskan
konsep industrialisasi perikanan nasionalserta perencanaan yang baik untuk
menghasilkan desain layout UPI yang baik dari segi penanganan dan pengolahan
hasil perikanan,melalui modernisasi sistem produksi dan manajemen bahan baku
yang baik, yang memperhatikan higenitas, kapasitas, kualitas dan kemudahan
perawatan dalam operasionalisasinya.
Unit Pengolahan Ikan (UPI) halus memenuhi standard, baik dari sisi
hygiene (Pre Requisite Programs) melalui SSOP (StandardSanitation Operating
Procedure), GhdP (Good Handling Practices), GMP (Good
ManufacturingPractices) untuk menerapkanHACCP (Hazard Analysis and Critical
Control Points) , dan GDP (Good Distribution Practices).

2
Desain layout UPI yang akan dikembangkan pada kegiatan Balai Besar
Pengembangan dan pengendalian hasil perikanan pada bidang pengolahan pada
Tahun Anggaran 2012 adalah:
1. UPI Fillet Ikan
2. UPI Fishjelly Product (bakso)
3. UPI Pemindangan
Dengan desain layout UPI yang matang yang sesuai kapasitas dan jenis
olahannya, serta modernisasi sistem produksi dan bahan baku, diharapkan misi
KKP untuk meningkatkan kesejahteraan masyarakat perikanan dan kelautan
dapat tercapai.
Indonesia mempunyai potensi sumber daya kelautan yang sangat besar.
sehingga peranan Unit Pengolahan ikan sangatlah penting, dari identifikasi awal,
ada beberapa masalah yang umum terjadi padaUnit Pengolahan Ikan,antara lain
sebagai berikut :
a. Belum adanya Standarisasi Unit Pengolahan Ikan yang sesuai antara
kapasitas danfasilitas serta alur produksi pengolahan.
b. Belum diterapkannya standarisasi Persyaratan bangunan dan
peralatandan modernisasi sistem produksi dan bahan baku.
c. Belum diterapkannya standarisasi hygiene (Pre Requisite Programs),
SSOP (Standard Sanitation Operating Procedure), GHdP (Good Handling
Practices), GMP (Good ManufacturingPractices) dan GDP (Good
Distribution Practices) dari UPI yang sudah ada dan beroperasi.
d. Diperlukan Pengawasan Pengolahan, Pengangkutan dan Pemasaran
Ikanpada operasionalisasi UPI untuk menjagakualitas hasil olahan.
1.2 Tujuan
Mendapatkan desain layout Unit Pengolahan Ikan yang Ideal dan Standard
sehingga dapat diterapkan pada UPI di seluruh Indonesia.

3
1.3 Sasaran
Tersedianya desain layout Unit Pengolahan Ikan skala UMKM yang Ideal
dan sesuai dengan Standar.
1.4 Keluaran
Terciptanya 3 ragam desain layout Unit Pengolahan Ikan skala UMKM
untuk pengolahan Fillet ikan, Fishjelly product (bakso), dan Pemindangan.
1.5 Dampak
Terwujudnya standar baku minimum untuk desain layout Unit Pengolahan
Ikan skala UMKM untuk pengolahan Fishjelly product, Fillet dan Pemindangan
sesuai dengan kapasitasnya.
1.6 Waktu dan Tempat
1.6.1 Waktu
Kegiatan ini dilaksanakan mulai bulan Januari sampai dengan bulan
Desember 2012
1.6.2 Tempat
Kegiatan ini dilaksanakan sebagai berikut :
- Identifikasi dan inventarisasi data : Banten, Jawa Barat, JawaTengah
- Uji terap dan preferensi : diulas oleh nara sumber pengolahan

4
II. TINJAUAN PUSTAKA
2.1 Tata Letak (Lay out) dan Alur Produksi
Tata Letak (Lay out) unit pengolahan ikan adalah susunan penempatan
sarana produksi pengolahan ikan. Tata letak unit pengolahan ikan yang baik
diartikan sebagai penyusunan atau penempatan yang teratur dari semua sarana
produksi hasil perikanan, sarana produksi pengolahan mencakup bahan-bahan dan
alat-alat/mesin yang digunakan dalam proses produksi, termasuk tempat
penerimaan/penyimpanan bahan dan pengiriman/penyimpanan produk yang
bertujuan untuk mencapai alur proses produksi pengolahan hasil perikanan yang
efektif dan efisien termasuk didalamnya alur bahan sampai hasil, serta pergerakan
alat/mesin dan karyawan.
Terdapat dua pola penataletakan unit usaha berbentuk pabrik yakni
penetaletakan atas dasar proses (disebut process lay out) dan penataletakan atas
dasar alur (disebut flow/line lay out).
2.1.1 Pengertian Tata Letak Pabrik :
a. Menurut Elwood S. Buffa1
“Plant lay out is the integrating phase of the design of production system. The
basic objective of lay out is to develop a product system that meet requirement
of capacity and quality in the most economic way”. Dalam bahasa Indonesia,
“Plant Layout adalah suatu fase yang menyeluruh daripada desain system
produksi. Tujuan utamanya adalah untuk mengembangkan system produksi
yang diperlukan baik dalam kapasitas maupun kualitas dengan cara yang
menguntungkan”
b. Menurut Sritomo Wignjosoebroto2
“Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan fasilitas–
fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan
1 Buffa, Elwood S, 1996, Binarupa Aksara, Manajemen Operasi Produksi Modern alih bahasa
Agus Maulana 2 Wignjosoebroto, Sritomo, 2009, TataLetak Pabrik Dan Pemindahan Bahan

5
tersebut akan memanfaatkan luas area (space) untuk penempatan mesin atau
fasilitas penunjang produksi lainnya, kelancaran gerakanmaterial,
penyimpanan material (storage) baik yang bersifat temporer maupun
permanen, personil pekerja dan sebagainya”.
2.1.2 Kepentingan strategis keputusan tata letak
Tata letak merupakan satu keputusan penting yang menentukan efisiensi
sebuah operasi dalam jangka panjang. Tata letak memiliki banyak dampak strategis
karena tata letak menentukan daya saing perusahaan dalam hal kapasitas, proses
fleksibilitas, dan biaya, serta kualitas lingkungan kerja, kontak pelanggan, dan citra
perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai sebuah
strategi yang menunjang diferensiasi, biaya rendah, atau respon cepat.
Semua kasus desain tata letak harus mempertimbangkan bagaimana
untukdapat mencapai :
Utilisasi ruang, peralatan, dan orang yang lebih tinggi.
Aliran informasi, barang, atau orang yang lebih baik.
Moral karyawan yang lebih baik, juga kondisi lingkungan kerja yang lebih aman.
Fleksibilitas (bagaimanapun kondisi tata letak yang ada sekarang, tata letak
tersebut akan perlu diubah).
2.1.3 Tujuan Perencanaan dan Pengaturan Tata Letak3
Tata letak yang baik akan dapat memberikan keuntungan–keuntungan dalam
sistem produksi, yaitu :
1. Menaikkan output produksi.
Suatu tata letak yang baik akan memberikan keluaran (output) yang lebih besar
atau lebih sedikit, man hours yang lebih kecil, dan/atau mengurangi jam kerja
mesin (machine hours).
2. Mengurangi waktu tunggu (delay).
Pengaturan tata letak yang terkoordinir dan terencana baik akan dapat
mengurangi waktu tunggu (delay) yang berlebihan.
3 Wignjosoebroto, Sritomo, 2009, TataLetak Pabrik Dan Pemindahan Bahan

6
3. Mengurangi proses pemindahan bahan (material handling).
Proses perencanaan dan perancangan tata letak pabrik akan lebih menekankan
desainnya pada usaha–usaha mengurangi aktivitas–aktivitas pemindahan bahan
pada saat proses produksi berlangsung.
4. Penghematan penggunaan areal untuk produksi, gudang dan service.
Perencanaan tata letak yang optimal akan mengatasi masalah pemborosan
pemakaian ruangan yang disebabkan jalan lintas, material yang menumpuk, jarak
antara mesin–mesin yang berlebihan, dan lain–lain semuanya akan menambah
area yang dibutuhkan untuk pabrik.
5. Pendaya guna yang lebih besar dari pemakaian mesin, tenaga kerja,
dan/atau fasilitas produksi lainnya.
Faktor–faktor pemanfaatan mesin, tenaga kerja, dan lain–lain adalah erat
kaitannya dengan biaya produksi. Suatu tata letak yang terencana baik akan
banyak membantu pendayagunaan elemen–elemen produksi secara lebih efektif
dan lebih efisien.
2.1.4 Prinsip Dasar Dalam Perencanaan Tata Letak UPI 4
Berdasarkan tujuan, keuntungan dan aspek dasar dalam tata letak pabrik yang
terencana dengan baik, dapat disimpulkan 6 prinsip dasar sebagai berikut :
1. Prinsip Integrasi Secara Total.
Tata letak pabrik merupakan integrasi secara total dari seluruh elemen produksi
yang menjadi satu unit operasi yang lebih besar.
2. Prinsip Perpindahan jarak Yang Minimal.
Dalam proses pemindahan bahan dari satu operasi ke operasi berikutnya,
waktu dapat dihemat dengan mengurangi jarak perpindahan tersebut.
3. Prinsip Aliran Dari Suatu Proses Kerja.
Aliran kerja yang baik adalah aliran konstan dengan minimum interupsi,
kesimpangsiuran, dan kemacetan dalam proses produksi.
4 Wignjosoebroto, Sritomo, 2009, TataLetak Pabrik Dan Pemindahan Bahan

7
4. Prinsip Pemanfaatan Ruangan.
Pengaturan ruangan yang akan dipakai ssecara optimum dengan
memanfaatkan tiga dimensi ruang (cubic space).
5. Prinsip Kepuasan dan Keselamatan Kerja.
Suasana kerja menjadi menyenangkan dan memuaskan sehingga dapat
meningkatkan moral karyawan.
6. Prinsip Fleksibilitas.
Tata letak direncanakan fleksibel maka penyesuaian kembali dapat dilakukan
dengan lebih cepat dan murah.
Gambar 1. Alur proses dasar pada suatu alir proses
2.2. Detail Khusus Pada Unit Pengolahan Ikan.
1. Lantai
Menggunakan material yang tidak menyerap air, tidak menyimpan kotoran
dan mudah dibersihkan.

8
Material yang biasa dipakai adalah keramik dengan pemasangan nat setipis
mungkin. Lebih baik menggunakan keramik rectified. Pada grade yang lebih
tinggi menggunakan Floorhardenenr dengan finishing epoxy.
2. Dinding
Dilapisi dengan lapisan yang mudah diberdihkan setinggi minimal 160cm.
Pertemuan lantai dan dinding tidak boleh sudut tajam, harus dibuat
lengkungan atau diisi dengan keramik miring, untuk menghindari kotoran
tersimpan di sudut ruangan.
3. Saluran Air
Menggunakan saluran air terbuka, dengan tutup grill yang mudah diangkat
dan dibersihkan. Pada dasar saluran, berbentuk lengkung, akan sangat baik
menggunakan pipa PVC yang dibelah. Sehingga tidak ada rembesan air ke
bangunan.
4. Langit-langit
Menggunakan material yang tidak mudah rapuh, sehingga tidak
mengkontaminasi produk olahan.
5. Penghawaan
Menggunakan penghawaan mekanik, dengan cara menyedot udara panas
dari dalam ruangan menggunakan hood. Sehingga diruangan terjaga
suhunya sesuai kebutuhan.
6. Pencahayaan
Ruang workshop harus cukup terang untuk mengolah, agar bisa diminimalisir
kesalahan proses/perlakuan pada pengolahan.
7. Sumber Air Bersih
Dalam pengolahan menggunakan air bersih yang didapatkan dari tanah dan
mata air dengan perlakuan proses pengendapan. Waste Water Treatment
dilakukan secara sederhana dengan bak-bak resapan di tanah langsung.
Yang kemudian air sisanya dibuang ke saluran umum.

9
2.3. Lokasi 5
Dalam suatu perencanaan penempatan Unit Pengolah Ikan baru yang pokok
adalah pemilihan lokasi yang secara kritis, yang berujung pada keberhasilan atau
tidaknya. Pertimbangan penting yang harus diperhatikan untuk mengevaluasi
pemilihan suatu lokasi :
a. Suplay bahan Baku.
b. Suplay pekerja.
c. Suplay pelayanan penunjang ( listrik, air, pembuangan sampah).
d. Pembuangan effluents, offal (isi perut) dll.
e. Potensi pemasaran di masyarakat.
f. Faktor negative terhadap kepentingan umum (bau, suara, dll).
g. Biaya pengembangan lahan (pembersihan, perataan, pembangunan).
h. Kemungkinan untuk pengembangan lanjutan.
i. Aksesibilitas kepada, jalan, jalur kereta dan pelabuhan perikanan.
2.4 Desain
Pada tahap desain, sangat penting untuk menggambarkan diagram alir
sekuensial operasional, rencana dan usulan peralatan, kebutuhan sarana penunjang
(air, listrik, penyemprotan, pembuangan limbah).Yang sangat membantu dala
perencanaan untuk mencapai kinerja yang total. Pembuatan model/ maket juga bisa
sangat berguna dalam perencanaan tata letak (layout).
2.4.1 Sistem Lingkungan Bangunan6
Faktor dalam sistem lingkungan bangunan yang perlu dipertimbangkan dalam
membentuk kondisi UPI yang baik:
a. Sistem penghawaan (ventilation)
Untuk area dengan penghawaan standar, diperlukan udara 5 ltr/det/org
sbg standar pergantian udara diperlukan untuk menjaga kenyamanan pekerja.
5 http://www.fao.org/docrep/w0495e/w0495E06.htm
6 Neufert, Ernst, Data Arsitek 2002, erlangga jakarta, alih bahasa Sunarto Tjahjadi

10
Untuk area khusus yang membutuhkan pergantian udara dalam ukuran tertentu
seperti cold storage, laboratorium, ruang masak panas, ruang mesin.
b. Sistem pencahayaan alami dan buatan
Pencahayaan alami sebagai pilihan terbaik untuk mengurangi pemakaian
elemen penerangan buatan, dengan bukaan di atap maksimum 20%, akan
membantu penerangan bias/diffuse dalam ruang kerja. Namun untuk lokasi
gudang dengan material karton tidak disarankan pencahayaan dari atas, karena
dapat memudarkan warna karton.sebaiknya pencahayaan alami dilakukan
secara tidak langsung (indirect) dari sisi samping.
c. Sistem pengendalian kebakaran
Salah satu prasyarat pada area industri yaitu pengendalian bahaya
kebakaran. Dilakukan dengan cara: memperkirakan dan membatasi
penyebaran api di dalam dan diluar bangunan dengan membuat ruang
pembatas kedap api, melengkapi dengan peralatan deteksi dini dan pemadam
kebakaran, memilih material bangunan, dan dalam kejadian kebakaran, siap
jalur evakuasi serta pelatihan kesiapan pekerja.
Untuk bangunan yang besar dan tinggi , untuk area luasan tertentu pada
atapnya disiapkan lubang ventilasi yang menjadi jalur asap dan mengeluarkan
panas. Sebagai usaha menahan penyebaran api, sebelum Petugas Pemadam
kebakaran menyemprot dengan branwir, air hidran, busa atau gas CO.
Perencanaan pengendalian kebakaran harus melibatkan pemilik , pengguna
dan Pegawai ahli pemadam kebakaran. Untuk area dengan resiko kebakaran
tinggi, direncanakan di tempat yang mudah dicapai untuk mempermudah
deteksi dan lokalisir bahaya kebakaran.
d. Perancangan tempat kerja / workspace
Rancangan tempat kerja merupakan dasar penting untuk memperoleh
tingkatan produktifitas setinggi tingginya.

11
Ergonomi adalah ilmu tentang hubungan antara manusia dengan mesin dan
gerakan kerja yang sebaiknya sehingga dapat menghindarkan timbulnya
kelelahan dan mempertinggi keamanan kerja.
Penanganan secara mekanis meliputi peralatan pengangkat sederhana,
sistem hidrolik, dan manipulator keseimbangan yang dapat menggantikan
tenaga maniusia, sampai conveyor, bangku kerja bahkan otomatisasi robotika.
Organisasi kerja adalah pengelompokan pekerja sesuai tugasnya. Yang
mempengaruhi sistem alur produksi, sistem komunikasi dan perintah, serta
keluwesan produktivitas.
Lingkungan adalah kebutuhan positif pada suatu ruang unit pengolahan yaitu
suhu ruang yang sesuai dengan kegiatan kerja, pencahayaan .
e. Peralatan sanitari
Tabel 1. Kebutuhan minimum untuk kamar mandi/cuci pekerja
No Jumlah
KM/cuci/ urinoir
Untuk Jumlah orang
Keterangan
1. 1 20 Pekerja melakukan pekerjaan bersih
2. 1 10 Pekerja melakukan pekerjaan kotor
3. 1 5 Pekerja yang menangani zat kimia dan zat beracun
f. Pergudangan dan bongkar muat
Ada dua pilihan yaitu ditinggikan menyesuaikan kendaraan pengangkut,
atau setinggi tanah, pemilihannya disesuaikan dengan jenis kegiatan yang
dilakukan pada UPI tersebut. Ruang bongkar muat dipisahkan antara barang
masuk dan barang keluar.
Pada umumnya, untuk UPI besar, bahan baku lebih efisien dibongkar dari
sisi kendaraan pengangkut, sedangkan barang jadi dan peti kemas lebih
mudah dimuatkan ke kendaraan dari sisi belakang. Perlengkapan yang sering
digunakan adalah trolly, prosotan / papan bidang miring, dongkrak silang, dan
lifter.

12
III. METODOLOGI
3.1 Bahan dan Peralatan
1) Bahan
Bahan-bahan yang digunakan dalam desain layout UPI meliputi :
Bahan baku : kertas kerja/tracing.
Bahan pembantu : atk, bahan alat gambar, tinta printer.
Bahan tambahan : data internet, software desain
2) Peralatan
Peralatan yang digunakan dalam pembuatan Desain Layout Unit Pengolahan
Ikan antara lain Komputer, printer, alat gambar, alat ukur jarak laser, kamera
dan lain-lain.
3.2 Metode Pelaksanaan
Kegiatan ini dilakukan untuk 3 ragam kegiatan ini yaitu :
1) Desain layout UPI Fillet Ikan Patin
2) Desain Layout UPI Pemindangan
3) Desain layout UPI Fish Jelly Product
Secara umum metode pelaksanaan dalam penyusunan rencana desain layout
Unit Pengolah ikan adalah :
identifikasi dan verifikasi
Studi literature (SNI, buku acuan)
desain awal/draft
pembahasan internal
desain final
penyusunan laporan

13
identifikasi dan verifikasi kepada daerah daerah yang mempunyai potensi
besar terutama akan bahan baku dan ragam yang berkembang di daerah itu
Studi literature (SNI, buku acuan) menngali data data terkait dari Peraturan,
Standar nasional Indonesia, Buku acuan dan data teknis acuan
Desain awal/draft yaitu kegiatan mendesain UPI dalam tahap awal, untuk
kemudian dibahas bersama tim atau pihak yang kompeten
Pembahasan internal dilakukan bersama anggota tim dan nara sumber yang
kompeten
Desain final disusun dengan mengacu pada hasil pembahasan internal
Penyusunan laporan berupa laporan kegiatan akhir dan gambar hasil desain
3.3 Langkah-Langkah Perencanaan Tata Letak
Tata letak produksi berhubungan erat dengan segala proses perencanaan dan
pengaturan letak dari pada mesin-mesin, peralatan, aliran bahan, dan orang-
orangyang bekerja di tiap-tiap stasiun kerja yang ada.
Pengaturan semua fasilitas produksi direncanakan secara matang sehingga
diperoleh :
1. Transportasi yang minimum dari proses pemindahan bahan
2. Meminimumkan gerakan balik yang tidak perlu
3. Pemakaian area yang minimum
4. Pola aliran produksi yang terbaik
5. Keseimbangan penggunaan luas area yang dimiliki
6. Keseimbangan dalam lintasan area perakitan
7. Kemungkinan dan fleksibilitas untuk menghadapi ekspansi di masa mendatang.
3.4 Langkah dalam perencanan :
a. Analisa Produk
Menganalisa macam dan jumlah produk yang harus dibuat menggunakan
pertimbangan kelayakan teknis dan ekonomis.

14
b. Analisa Proses
Menganalisa macam dan urutan proses pengerjaan produksi yang telah
ditetapkan untuk dibuat.
c. Sigi dan Analisa Pasar
Mengidentifikasi macam dan jumlah produk yang dibutuhkan oleh
konsumen.untuk menentukan kapasitas produksi yang terkait banyaknya mesin
dan fasilitas produksi.
d. Analisa Macam dan Jumlah Mesin/Equipment dan Luas Area yang
Dibutuhkan
Dengan memperhatikan volume produk yang akan dibuat, waktu standard, jam
kerja dan efisiensi mesin maka jumlah mesin dan fasilitas yang diperlukan (juga
operator) dapat dihitung.
e. Pengembangan Alterantif Tata Letak
Sebelum menentukan tata letak terbaik yang harus dipilih, terlebih dahulu
dilakukan pengembangan alternative.

15
IV. HASIL DAN PEMBAHASAN
4.1 Hasil Identifikasi Desain Layout Unit Pengolahan Ikan
Identifikasi dilakukan di beberapa wilayah di Indonesia seperti di Jawa Timur,
Banten, DKI Jakarta dan Jawa Barat.
4.1.1. Identifikasi desain layout unit pengolahan ikan di Jawa Timur, pada
tanggal 6-9 Juni 2012 oleh Suwarti, A.Pi. MM nomor tugas
IK.350/BB.IV.1861/VI/2012
Secara nasional Jawa Timur adalah merupakan pemasok pangan yang
terbatas sehingga kegiatan pertanian merupakan lapangan usaha yang sangat
menentukan dalam struktur perekonomian Jawa Timur. Sektor lapangan usaha
lainnya yang juga potensial adalah perdagangan, hotel, restoran , serta sektor
industri pengolahan. Struktur kontribusi lapangan usaha yang demikian ini
menunjukkan bahwa perekonomian Jawa Timur sudah menampakkan
perkembangan kearah kemantapan, yaitu perkembangan industri dan jasa yang di
dukung oleh pertanian yang tangguh. Kemampuan perekonomian Jawa Timur yang
seperti diuraikan diatas pada hakekatnya memberikan implikasi adanya potensi
perkembangan dan pengembangan yang dapat dipacu lebih pesat pada masa -
masa mendatang, khususnya usaha di sektor perikanan melihat potensi yang cukup
besar.
Berdasarkan data produksi ikan Jawa Timur berfluktuasi.Selama periode 2004-
2006 terindikasi kenaikan dan selama 2006-2008 terjadi penurunan di tahun 2007
dan peningkatan di tahun 2008.
Pada bidang perikanan usaha kecil menengah (UKM) mengolah ikan secara
sederhana yang di lakukan seperti pendinginan, pembekuan, pengasinan,
pengasapan, perebusan dan pemasakan. Sedangkan perusahaan-perusahaan besar
menggunakan peralatan modern, seperti misalnya industri untuk pengalengan ikan
tuna dan udang. Pada saat ini terdapat 13 perusahaan sedang dan besar yang
beroperasi di bisnis pengalengan ikan di Jawa Timur, 74 perusahaan
pengasinan/pengeringan, 32 perusahaan pembekuan ikan, 62 perusahaan
pemindangan ikan dan 6 perusahaan yang bergerak di bidang pemrosesan dan

16
pengawetan lainnya termasuk produksi pakan ternak dari ikan (fishmeal) dan minyak
ikan.
Maka seiring dengan potensi yang di miliki oleh propinsi Jawa Timur, dengan
banyaknya perusahaan yang bergerak di pidang perikanan, maka Balai Besar
Pengembangan dan Pengendalian Hasil Perikanan pada kegiatan anggaran tahun
2012 melakukan kegiatan membuat desain lay out UPI fillt ikan ,fish jelly product dan
pemindangan. Melalui kegiatan ini maka dilakukan identifikasi dan invetarisasi
perusahan yang melakukan proses pengolahan tersebut.
Beberapa perusahaan yang di lakukan identifikasi dan verifikasi adalah
sebagai berikut:
1. PT Alam Jaya
PT Alam Jaya melakukan proses Fillet ikan Patin , kakap, kerapu dan jenis
ikan lain, produksi rata-rata perhari sebanyak 10 ton dengan jumlah karyawan
sebanyak 200 orang adapun alur proses yang di lakukan adalah
Bahan baku Ikan masuk kedalan ruang penerimaan.
Di lakukan sortasi ukuran dan mutu, dalam ruang sortasi, pencucian.
Di lakukan penyiangan, pencucian, pembuangan sisik,pemfilettan,
perapihan, penimbangan dan pembungkusan dalam plastic, proses
tersebut di lakukan dalam satu ruangan namun dalam meja yang berbeda
dengan arah memanjang.
Ikan yang telah di bungkus di masukan dalan wadah untuk di masukan
kedalam ruang pembekuan secara individual.
Ikan yang telah beku tersebut di lakukan penimbangan dan di pak dalam
ruangan penimbangan yang menjadi satu dengan ruang penggepakan
primer dan di masukan kedalam ruang penyimpanan beku sampai
menunggu produk tersebut akan di ekspor.
Ruang pengepakan produk yang akan di ekspor yang ruangannya
berdekatan dengan coutainer.
17
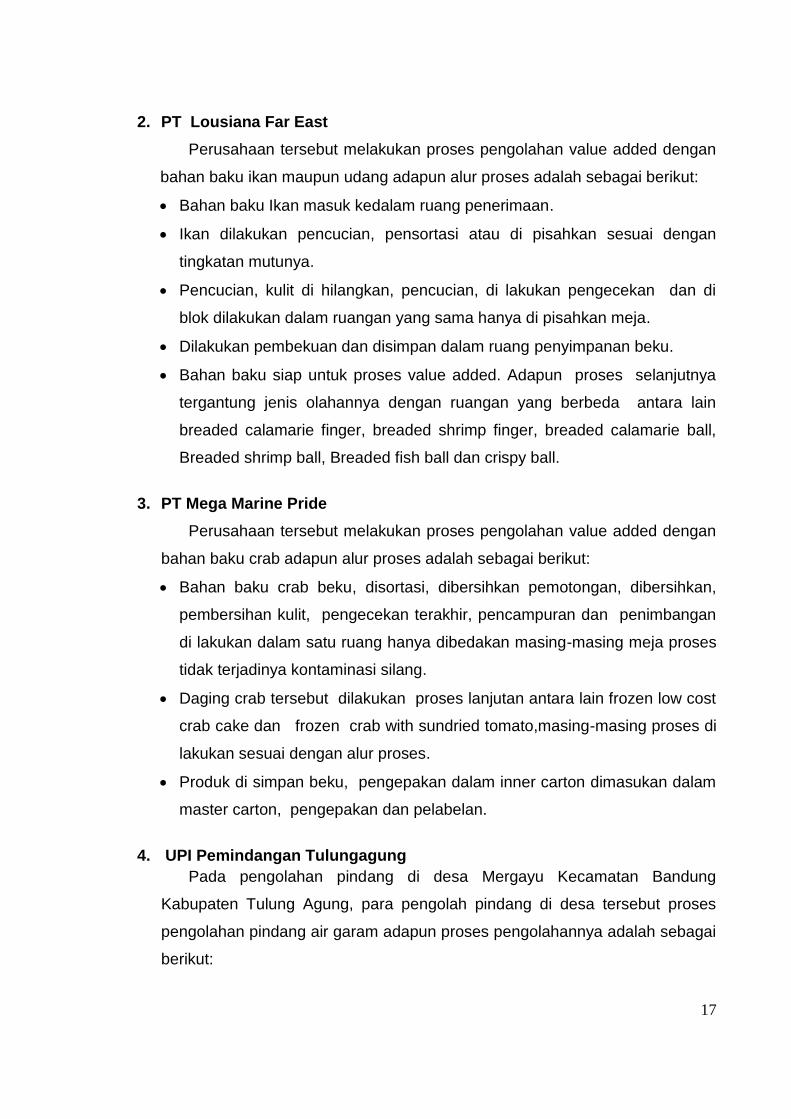
2. PT Lousiana Far East
Perusahaan tersebut melakukan proses pengolahan value added dengan
bahan baku ikan maupun udang adapun alur proses adalah sebagai berikut:
Bahan baku Ikan masuk kedalam ruang penerimaan.
Ikan dilakukan pencucian, pensortasi atau di pisahkan sesuai dengan
tingkatan mutunya.
Pencucian, kulit di hilangkan, pencucian, di lakukan pengecekan dan di
blok dilakukan dalam ruangan yang sama hanya di pisahkan meja.
Dilakukan pembekuan dan disimpan dalam ruang penyimpanan beku.
Bahan baku siap untuk proses value added. Adapun proses selanjutnya
tergantung jenis olahannya dengan ruangan yang berbeda antara lain
breaded calamarie finger, breaded shrimp finger, breaded calamarie ball,
Breaded shrimp ball, Breaded fish ball dan crispy ball.
3. PT Mega Marine Pride
Perusahaan tersebut melakukan proses pengolahan value added dengan
bahan baku crab adapun alur proses adalah sebagai berikut:
Bahan baku crab beku, disortasi, dibersihkan pemotongan, dibersihkan,
pembersihan kulit, pengecekan terakhir, pencampuran dan penimbangan
di lakukan dalam satu ruang hanya dibedakan masing-masing meja proses
tidak terjadinya kontaminasi silang.
Daging crab tersebut dilakukan proses lanjutan antara lain frozen low cost
crab cake dan frozen crab with sundried tomato,masing-masing proses di
lakukan sesuai dengan alur proses.
Produk di simpan beku, pengepakan dalam inner carton dimasukan dalam
master carton, pengepakan dan pelabelan.
4. UPI Pemindangan Tulungagung
Pada pengolahan pindang di desa Mergayu Kecamatan Bandung
Kabupaten Tulung Agung, para pengolah pindang di desa tersebut proses
pengolahan pindang air garam adapun proses pengolahannya adalah sebagai
berikut:

18
Bahan baku yang di gunakan pada saat identifikasi mengunakan ikan
sarden dalam kondisi masih segar dimana ikan masih ada yang dalam
kondisi beku tanpa mengunakan wadah, ikan langsung di lantai yang kotor
dan tertumpuk dalam
Ikan di lakukan pencucian langsung di susun dalam keranjang bamboo
yang ada di lantai tanpa alas, dimana masing masing keranjang terdiri dari
2 ekor
Keranjang yang telah berisi ikan langsung di lakukan pengepakan yaitu di
susun 2 pada masing-masing lapisan terdapat 6 keranjang lebar ,
kemudian di lakukan pengikatan sebanyak 8 kerajang panjang
Penyiapkan air perebusan yang sudah mengandung garam dalam bak
perebusan, tunggu sampai mendidih, ukuran bak dengan lebar 80 cm,
panjang 175 cm dan tinggi 30 cm yang terbuat dari seng Perebusan
dengan mengunakan kayu bakar,
ikan yang sudah tersusun di masukan kedalam air garam yang sudah
mendidih dan di beri pemberat agar ikan terendam seluruhnya, lama
perebuusan kurang lebih selama 20 menit atau sampai ikan di anggap
masak dengan terjadinya perubahan warna pada permukaan ikan.
Ikan di angkat dan di letakan di lantai yang kotor tersebut agar air rebusan
tiris tidak ada saluran pembuangan air di mana air tergenang yang
berdekatan dengan produk.
Tempat penyimpanan keranjang, tempat kayu bakar dan garam menjadi
satu ruangan yang terbuka kemungkinan binatang pengerat dapat mudah
masuk
Hasil survey adalah sebagai berikut :
Setelah di lakukan identifikasi dan verifikasi ke unit pengolah ikan (UPI)
maka untuk UPI modern ini sudah menerapkan sanitasi dan hygiene secara
baik dan benar dengan menerapkan konsep HACCP dengan baik, karena
merupakan salah satu sarat apabila perusahaan tersebut akan melakukan
ekspor.

19
Pada UPI sekala UMKM ini masih perlu pembenahan yang cukup serius
mengingat masih jauh dari memadai tidak ada ruangan yang terpisah
anatar ruang pemasakan penyimpanan dan pengepakan serta ruang bahan
bakar.
Sanitasi dan hygiene masih sangat jauh dan cenderung kotor tidak layak
unuk suatu unit pengolah ikan, dimana produknya akan di konsumsi
manusia.
4.1.2. Identifikasi desain layout unit pengolahan ikan di Banten, pada tanggal 25-28 Juli 2012 oleh M. Aditia Candra Dewa, ST nomor tugas TU.420/BB.IV.2359/VII /2012
1. UPI Fega Marine Cultura
Survey dilakukan ke Perusahaan pengolahan ikan di kota Tangerang
dengan Unit pengolahan ikan yang sudah terstandarisasi internasional yaitu
Cook & Thurber USA, dan BRC Eropa dan standarisasi Nasional dengan SKP
no.175/36/SKP/BK/VI/2011 serta HACCP no.361.a/SM/HACCP/PS/6/11.
Terimakasih kepada Bp. Syafril Bustaman, Kepala Pabrik dan Produksi PT
Fega Marikultura. Perusahaan ini mengolah fillet kakap putih, proses yang
dilakukan adalah :
Pekerja masuk dengan aturan persiapan yang berstandar. Setelah berganti
pakaian, mengenakan sepatu kerja, kemudian masuk ke ruang sanitasi untuk
mencuci kaki, mencuci tangan dan desinfektan serta mengeakan sarung
tangan karet.
Proses ikan, dimulai dari persiapan, yaitu, pencairan(thawing) untuk produk
raw yang masih beku, dilanjutkan dengan gutting, scaling, dan pencucian
yang dilakukan di ruang terpisah
Proses fillet dilakukan pada 2 lajur, dilanjutkan dengan trimming, produk fillet
kakap tidak dikupas kulitnya.
Setelah trimming, dilanjjutkan dnegan deboning, kemudian dicuci lagi dan
penimbangan untuk sortasi berdasarkan beratnya.
Pembekuan dilakukan sesuai dengan batch sortasi , fillet yang mempunyai
ukuran berat satuan seragam, dibekukan bersamaan dalam satu batch

20
menggunakan Individual Quick Freezing, setelah dibekukan cepat, kemudian
di glazing
Proses selanjutnya adalah pengemasan menggunakan kantong satuan, yang
kemudian disatukan dalam kardus dengan berat kemasan karton 10kg
Disimpan beku di ruang cold storage untuk kemudian didistriusikan
Penyebaran produknya adalah untuk pasar Eropa, amerika dan Horeca lokal.
Dilengkapi dengan fasilitras treatment air bersih dan fasilitas treatment air
limbah.
2. Pemindangan Rizky Cisadane Bp. AA.Rifai
Di perusahaan pengolah pindang milik Poklah Rizki Cisadane (A.A Rifai)
di kota Tangerang. Yang pada tahun 2011 memenangkan UPI Pemindangan
paling bersih di provinsi Banten, mempunyai kapasitas produksi 800 kg - 1 ton
per hari. Terimakasih kepada Bp. Agus dan Bp. Sulardi , Penyuluh perikanan
(PPTK) Kota. Tangerang yang telah membantu pelaksanaan kegiatan ini.
Hasil survey adalah sebagai berikut :
UPI PT Fega marikultura, sudah baik sebagai contoh UPI Fillet ikan
segar dan ikan beku. UPI pemindangan Rizki Cisadane (A.A Rifai) sudah
cukup bersih untuk dijadikan contoh pemindangan
4.1.3 Identifikasi desain layout unit pengolahan ikan di Jawa Barat, pada
tanggal 1-3 Oktober2012 oleh M. Aditia Candra Dewa, ST nomor
tugas TU TU.420 / BB.IV.2972 / IX/2012
Jawa Barat berhadapan dengan dua sisi lautan Jawa pada bagian utara dan
samudera Hindia di bagian selatan dengan panjang pantai sekitar 1000 km.
Berdasarkan letak inilah Provinsi Jawa Barat memiliki potensi perikanan yang
sangat besar. Untuk potensi perairan darat, tidak hanya dari sejumlah sungai
yang mengalir di Jawa Barat, Tetapi potensi ini juga diperoleh dari penampungan
air / DAM saguling di Cirata dan DAM Jatiluhur yang selain menghasilkan tenaga

21
listrik juga berguna untuk mengairi area pertanian dan industri perikanan air
tawar.
Sukabumi terletak pada bagian selatan tengah Jawa Barat, terletak di kaki
gunung Gede dan gunung Pangrango yang ketinggiannya 584 m diatas
permukaan laut.Batas wilayah Kabupaten Sukabumi 40 % berbatasan dengan
lautan. Panjang Pantai 117 Km, Produksi ikan di perairan laut Kabupaten
Sukabumi, Jawa Barat mencapai 6.035 ton.
Survey dilakukan ke Perusahaan Pengolahan Ikan Di Kabupaten Sukabumi.
Bersama dengan petugas dari dinas Perikanan dan kelautan kab Sukabumi, Ibu
Rikha Tababaka, petugas melakukan survey UPI ke CV Rizky Bersama Jaya.
Terimakasih atas ijin survey kepada Bapak Yudhi, pimpinan VC Rizky Bersama
Sejahtera.
Gambar 2. Tata letak proses UPI CV Risky Bersama Sejahtera
Alur dasar proses pengolahan Fish Jelly produk pada workshop:
1. Raw material/ bahan baku.
2. Pelumatan daging ikan
3. Pembuatan adonan
4. Pencetakan
5. Pemasakan, rebus , kukus dan goreng
6. Pendinginan dengan kipas
7. Pembekuan dengan freezeer standing
8. Pengepakan

22
9. Pengepakan sekunder/ karton
10. Pembekuan freezer
11. Distribusi
Hasil survey adalah sebagai berikut :
UPI CV Risky Bersama Sejahtera, sudah cukup baik sebagai contoh UPI pengolah
Fish Jelly Produk, dengan alur sederhana dapat diterapkan di UPI di masyarakat.
Sudah di standarisasi oleh KKP dengan diterbitkannya SKP dan mendapat sertifikasi
Halal dari MUI Jawa Barat.
4.1.4 Identifikasi desain layout unit pengolahan ikan di Jawa Tengah,
pada tanggal 9-11 Oktober 2012 oleh Junaedi Abdillah, ST.nomor
tugas TU 420/BB.IV/2966/X/2012 tanggal 09 Oktober 2012.
Jawa Tengah adalah sebuah provinsiIndonesia yang terletak di bagian
tengah Pulau Jawa. Provinsi ini berbatasan dengan Provinsi Jawa Barat di
sebelah barat, Samudra Hindia dan Daerah Istimewa Yogyakarta di sebelah
selatan, Jawa Timur di sebelah timur, dan Laut Jawa di sebelah utara. Luas
wilayahnya 32.548 km², atau sekitar 25,04% dari luas pulau Jawa. Provinsi Jawa
Tengah juga meliputi Pulau Nusakambangan di sebelah selatan (dekat dengan
perbatasan Jawa Barat), serta Kepulauan Karimun Jawa di Laut Jawa.
Pembangunan kelautan dan perikanan di Jawa Tengah merupakan bagian
yang tidak terpisahkan dari pencapaian visi dan misi Pemerintah Provinsi Jawa
Tengah. Usaha kelautan dan perikanan harus dapat menjadi sumber pendapatan,
sumber penghidupan dan sumber kesejahteraan nelayan dan pembudidaya ikan.
Pembangunan sektor kelautan dan perikanan di Jawa Tengah pada tahun
2010 telah menunjukkan kemajuan yang cukup baik. Berdasarkan atas data
statistik menunjukkan bahwa total volume produksi kelautan dan perikanan pada
tahun 2010 mengalami peningkatan rata-rata sebesar 9,03% per tahun, dari
358.311,90 ton pada tahun 2009 meningkat menjadi 390.658,25 ton pada tahun
2010.
Pada tahun 2011 dan 2012, Dinlutan Provinsi Jawa Tengah dalam upaya
akselerasi program prioritas pencapaian sasaran produksi akan memfokuskan
pada upaya pengembangan kawasan minapolitan, pengembangan pakan murah,

23
peningkatan konsumsi makan ikan. Selain itu pemberian dukungan terhadap
pengembangan produk benih melalui pengembangan broodstock center,
pemberdayaan usaha perikanan tangkap skala kecil, dukungan pengelolaan dan
pemasaran melalui pengembangan klaster pengolahan dan sentra
pemasaran, pengembangan sistem kerja dan pengelolaan, serta pengembangan
sarana prasarana 9 Pelabuhan Perikanan Pantai.
Berdasarkan hasil identifikasi dan verifikasi dapat dilaporkan sebagai berikut :
1. PT Indomina Cipta Agung
PT Indomina Cipta Agung Terletak di Kawasan Industri Wijaya Kusuma
Kec. Tugu Kota Semarang, Memproduksi aneka olahan fish jelly product seperti
Bakso Ikan, Tempura, Naget dan Sisik Ikan, Kaki Naga, dll. Gedung pabrik
relatif baru dan dengan lahan yang kurang lebih 2 hektar dan baru
dipergunakan setengahnya untuk pembangunan gedung sehingga cukup luas
dan baik. Untuk desain dan lay outnya sudah baik dan dilengkapi dengan
peralatan produksi yang canggih dan modern sehingga dalam satu hari bisa
memproduksi kurang lebih 20 Ton produk olahan.
Secara keseluruhan gedung sangat bersih dengan ruang produksi
menggunakan lantai granit/marmer sehingga sangat kuat dalam menopang
beban berat semisal mesin produksi dan alat angkut forklift. Dengan sistem
produksi yang modern sehingga sangat efisien dan maksimal dalam produksi,
dinding dalam pabrik yang menggunakan panel sehingga mudah bongkar
pasang jika terjadi perubahan lokasi.
Pabrik ini sudah dilengkapi lorong pengunjung yang dindingnya dipasang
kaca sehingga jika ada kunjungan tamu baik dari perwakilan customer, supplier
maupun dari pihak pemerintah dalam hal ini Dinas kelautan dan Perikanan
Provinsi Jawa Tengah. Pengunjung dengan bebas dapat melihat proses
produksi dari vahan baku sampai barang jadi semua terlihat transparan tanpa
harus memakai peralatan masker dan lain-lain karena tidak ada kontaminasi
dari luar sebab ada sekat antara ruang produksi dan lorong pengunjung.
Instalasi pengolahan limbah dikelola oleh Kawasan Wijayakusuma sehingga
aman dan bersih dan tidak mengganggu/mencemari lingkungan.

24
Dari segi kemasan produk sudah sangat baik dan modern serta daerah
pemarasan di Jawa Tengah di Pasar Tradisional serta Pasar Retail Modern.
Pabrik kedua indomina yang berada di Kabupaten Rembang sedang dalam
proses pembangunan yang rencanannya dibuat untuk UPI Surimi dan UPI Fillet
Ikan. Sebagai pelengkap data Layout PT Indomina Cipta Agung juga
dilampirkan sebagai data pendukung.
2. UD Zaki Putra Sejahtera
UD Zaki Putra Sejahtera merupakan usaha kelompok yang berlokasi di
Pelabuhan Ikan Juwana Pati.Usaha yang dilakukan adalah usaha pengolahan
Pindang Ikan. Dengan bahan baku rata-rata 2-3 Ton /hari ikan pindang.
Peralatan yang digunakan berupa wajan besar dan masih menggunakan kayu
bakar dimana pengolahannya masih sangat sederhana. Pindang ikan
dipasarkan ke sekitar kabupaten Banjarnegara, Purwokerto, Cilacap dan sekitar
Pati.
Produk belum ada kemasan yang baik dan masih menggunakan
keranjang ruangan relatif luas dan atap tinggi sehingga tidak terlalu panas,
namun masih menyatu antara pintu masuk bahan baku dan pintu keluar barang
jadi. Secara keseluruhan ruangan sudah baik, namun masih berdinding kayu
sehingga memang sangat tradisional.Ruangan dengan luas 20x16x4 Meter
belum dilengkapi dengan instalasi pengolahan limbah.Limbah dibuang
langsung ke sungai.
3. Pengembangan Sentra Pengolahan Pindang
Pemerintah Provinsi Jawa Tengah dalam hal ini diwakili oleh Dinas
Kelautan Perikanan Provinsi Jawa Tengah melakukan pembangunan
Pengembangan sentra pengolahan pindang yang terletak di Kabupaten Pati.
Pembangunan sudah mencapai 80% dan secara desain dan layout sudah baik
dan memenuhi standar yang ada sehingga diharapkan bisa dijadikan
percontohan sentra pengolahan pindang yang modern dan baik.

25
Hasil survey adalah sebagai berikut :
UPI Fishjelly dalam hal ini PT Indomina sudah baik dan dapat dijadikan
referensi untuk kegiatan desain layout UPI.
UPI Pemindangan masih jauh dari yang diharapkan, karena masih
menggunakan proses dan tempat yang tradisional.
Untuk pemindangan Pemprov Provinsi Jawa Tengah sedang membangun
sentra pengolahan pindang yang diharapkan bisa dijadikan percontohan bagi
pemindang tradisional.
4.2 Pembahasan
4.2.1 UPI Fillet Ikan Patin
Gambar 3. Lay Out UPI Filet Ikan Patin
Fillet Ikan Patin :
Fillet ikan adalah daging ikan tanpa sisik dan tulang (kadang-kadang juga
tanpa kulit) diambil dari kedua sisi badan ikan, kadang-kadang kedua potongan
saling bergandengan yang dikenal dengan nama butterfly fillet (Moeljanto, 1992).
Menurut Suparno (1993b), fillet ikan adalah bagian daging ikan yang diperoleh
dengan penyayatan ikan utuh sepanjang tulang belakang dimulai dari kepala

26
hingga mendekati ekor. Tulang belakang dari tulang rusuk yang membatasi
badan dengan rongga perut tidak terpotong pada waktu penyayatan. Belum ada
SNI fillet patin, namun dapat mengadopsi pada SNI 6161.1-2011 Fillet ikan ekor
kuning beku dan SNI 01-4103.1-2006 fillet nila (tilapia sp) beku. Setelah
melakukan identifikasi pada beberapa UPI fillet, maka didapatkan gambaran
untuk pembuatan Desainlayout UPI Fillet patin.
UPI Fillet Patin mempunyai spesifikasi khusus yang harus diperhatikan
yakni spesifikasi ikan patin sendiri yang mempunyai kulit tipis dan licin berlendir,
morfologi ikan patin berupa tube dengan susunan tulang nya, jenis- jenis patin,
yang mempunyai spesifikasi daging berbeda, begitu pula dengan perlakuan patin
sebelum di fillet, yaitu, melakukan pemberokan untuk mengurangi bau tanah
kolam, mengurangi lendir kulit, dan mempertahankan patin tetap hidup supaya
bisa dilakukan proses bleeding untuk mengeluarkan darah dari dagingnya.
Kapasitas UPI fillet patin dipengaruhi oleh :
1. Luasan Lahan Yang Tersedia,
2. Jenis Dan Ukuran Peralatan Yang Dipakai
3. Jumlah Tenaga Kerja
4. Modal Kerja,
5. Sistem Produksi
Untuk mempermudah proses pembuatan desain, ditentukan kapasitas UPI
yang dipakai adalah kapasitas produksi 1-3 ton/hari, dengan asumsi bahwa,
kapasitas ini adalah kapasitas pada UMKM.

27
Diagram Alir Proses Fillet Patin
Penerimaan bahan baku
Penimbangan I
Sortasi I
Bleeding/pengeluaran darah
Pencucian I
Fillet
Skinning / pengupas kulit
Trimming / perapihan+pembersihan
Leaching/ pencucian II
Weighing /Penimbangan
Sortasi II
Pembekuan cepat
Pengemasan
Pendeteksi logam
Penyimpanan beku
Distribusi
Penerimaan
kemasan
dan label
Gambar 4. Alur Proses Fillet Patin

28
Gambar 5. Denah lay out unit pengolah ikan (Fillet Ikan Patin)
Dari diagram alir diatas, dapat disederhanakan menjadi beberapa jenis
kegiatan dasar :
1) Persiapan
Dimulai dari penerimaan bahan baku, dimana ikan patin dalam kondisi hidup
yang dipanen dari kolam dimasukkan pada bak pemberokan, yaitu bak dengan
air yang mengalir, yang bertujuan untuk mempertahankasn ikan tetap hidup,
membersihkan lendir dan kotoran yang masih menempel pada ikan sehingga
tidak terjadi daging ikan yang bau tanah/lumpur, memuasakan ikan sementara.
2) Proses Kotor
Pada proses awal ini, ikan patin yang masih hidup, dilakukan proses
pengeluaran darah (bleeding) yang dilakukan dengan memutus saluran darah di
bagian bawah antara perut dan kepala, yang merupakan saluran darah dari
jantung ikan patin. Proses ini bertujuan untuk menghilangkan kandungan darah
dari daging ikan patin yang akan di fillet. Pada proses bleeding, dilakukan pada

29
alat berupa meja yang di desain khusus untuk menampung ikan yang masih
hidup, dan dilakukan proses bleeding.
Gambar 6. Meja untuk proses bleeding
Setelah bleeding, dilakukan pencucian pada bak pencucian, yang kemudian ikan
patin yang sudah siap di fillet, di masukkan ke dalam keranjang untuk dikirimkan
dengan meja transportasi berupa roller track menuju proses selanjutnya.
3) Proses Bersih
Dimulai dari poses fillet, yaitu pengambilan daging ikan patin mulai dari
punggung, dari belakang kelapa sampai ekordengan pisau fillet dengan tidak
memotong isi perut dengan tujuan memisahkan tulang ikan dari dagingnya.
Sisa ikan berupa kepala, tulang, dan ekor, dimasukkan pada keranjang offal
untuk diproses lagi terpisah. proses fillet ini dilakukan pada meja yang di desain
khusus untuk mempermudah pekerjaan fillet, yaitu berupa meja dengan bidang
yang cukup lebar, yang mempunyai saluran air untuk menyemprot daging dan
peralatan fillet dibuat berpasangan kiri dan kanan dengan roller track
diantaranya, untuk efisiensi ruang, dimana transportasi horizontal ikan
meminimalisir lalu lalang pekerja.
ikan hidup
jet spray ; membersihkan
darah ikan
saluran untuk pembuangan air semprotan pembersihan darah
conveyor belt, untuk bleeding ikan

30
Gambar 7. Meja untuk proses pemfilletan
Meja ini adalah meja yang modular, sehingga bisa disusun sesuai dengan jumlah
pekerja untuk proses fillet. Setelah proses fillet, dilakukan proses skinning atau
proses mengupas kulit ikan patin dengan alat pengupas kulit. Lalu dilanjutkan
dengan proses trimming yaitu perapihan daging ikan, dengan memotong bagian
fillet yang tidak rapi di pinggir-pinggir serta sekaligus menghilangkan lemak-
lemak yang menempel. Dengan menggunakan meja yang didesain khusus,
dengan mempertimbangkan by product, hasil perapihan masih bisa ditampung
dan dikumpulkan dengan grade yang sama.
Gambar 8. Ikan hasil proses trimming
roller track
meja fillet
jet spray
saluran air

31
Gambar 9. Meja untuk proses trimming
Setelah proses trimming, dilakukan pencucian dengan larutan STPP, untuk
menghasilkan fillet yang putih dan mempunyai tekstur yang lebih padat.
dilakukan dengan alat leaching. Setelah di leaching, fillet tersebut ditimbang
kembali untuk di kelompokkan sesuai dengan grade ukuran berat masing
masing.
4) Proses Beku
Sortasi yang dilakukan dengan penimbangan, menjadi pengelompokan batch
proses pembekuan, yang dilakukan dengan menggunakan IQF (Individual Quick
Freezing) equipment, yang membekukan daging pada cold contact plate, yang
membekukan daging secara cepat, sehingga menghasilkan lempengan fillet.
Untuk menjaga daging ini supaya tidak terjadi dehidrasi terus menerus, dilakukan
proses glazing, dengan mencelupkan lempengan fillet beku ke dalam bak air
dingin untuk melapisi lempengan daging ini.
5) Proses Pengepakan/Pengemasan
Lempengan beku fillet Ikan kemudian di kemas individual dan di seal untuk
kemudian di kemas menggunakan karton. Sebelum di masukkan ruang dingin
acrylic papan perapihan fillet
kolektor by product
keranjang fillet

32
cold storage, karton produk dilewatkan metal detector,untuk mengecek akhir
apakah ada logam yang tertinggal pada fillet dan kemasannya.
6) Penyimpanan dan Distribusi
Penyimpanan dilakukan pada cold strorage dengan suhu beku mencapai (minus)
- 28°C sampai (minus)- 40°C. tergantung spesifikasi produk yang ditetapkan.
Untuk proses penyimpanan, manggunakan pronsip FIFO yaitu first in first out,
yaitu barang yang disimpan lebih awal, secara sistematik akan dikeluarkan
terlebih dahulu sebelum produk lain yang masuk lebih belakangan., sehingga
tidak ada produk yang terlalu lama tersimpan.
Suatu Unit pengolahan ikan, harus memperhitungkan dilengkapi dengan Sistem
pendukung yang tidak dapat dilepaskan dari integrasi system pengolahan, yaitu :
sistem penanganan limbah, baik cair dan padatan, sistem penanganan air bersih,
sistem jalur transportasi, baik di lahan sendiri maupun di kawasan.
Pada kegiatan Desain layout UPI fillet Ikan Patin ini dilakukan dalam beberapa
tahap pembahasan, sehingga menghasilkan kosep desain layout yang
keemudian dibahas melalui fullboard meeting di bulan desember.
Selain gambar, kegiatan ini juga menghasilkan maket, yang digunakan untuk
sarana menjelasakan dan menyebarluaskan informasi mengenai Desain layout
unit pengolahan ikan fillet patin.
Gambar 10. Foto Maket Unit Pengolahan Ikan Fillet Patin

33
4.2.2 UPI Pemindangan
Gambar 11. UPI Pindang Ikan
Pindang merupakan ikan yang digarami dan dibumbui kemudian diasapi atau
direbus sampai kering agar dapat tahan lama. Pemindangan sudah lama menjadi
jenis olahan yang berkembang di jawa, namun kini olahan ini mulai berkembang
diseluruh Indonesia.
Pengolahan pindang yang konvensional, seringkali tidak dapat menjamin
kualitas ikan pindang yang dihasilkan. Dengan inovasi UPI, diharapkan akan ada
suatu standarisasi untuk pemngolahan ikan pindang, baik dari kualitas hasil,
maupun standar higienis yang harus diterapkan dalam setiap pengolahan hasil
perikanan dan kelautan.
SNI 2717.1:2009 Ikan pindang : spesifikasi
SNI 2717.2:2009 Ikan Pindang : persyaratan bahan baku
SNI 2717.3:2009 Ikan pindang :Penanganan dan pengolahan

34
Diagram Alir Proses Ikan Pindang
Pindang Air Garam
Penerimaan
Penyiangan
Pencucian
Perendaman dalam larutan
garam
Penyusunan
Perebusan
penyiraman
Pindang Garam
Penerimaan
Penyiangan
Pencucian
Penyusunan dan
penggaraman
Perebusan I
Perebusan II
pendinginan
Gambar 12. Diagram alur proses ikan pindang
Alur proses pada UPI Pemindangan
Pada pengolahan ikan pindang secara umum :
1. Penerimaan Bahan Baku
2. Penimbangan
3. Pencucian Dan Penyiangan
4. Penataan Ikan Pada Naya / Badeng
5. Penggaraman
6. Perebusan / Pemasakan
7. Penirisan Dan Pendinginan
8. Pengepakan
9. Check akhir
10. Distribusi
Pengolahan ikan pindang, muncul untuk mempertahankan umur simpan ikan,
sehingga nilai ekonomisnya tetap bertahan. Proses utamanya adalah kombinasi
perebusan dan pengaraman yang mematikan mikroba yang ada di dalam tubuh ikan.
35
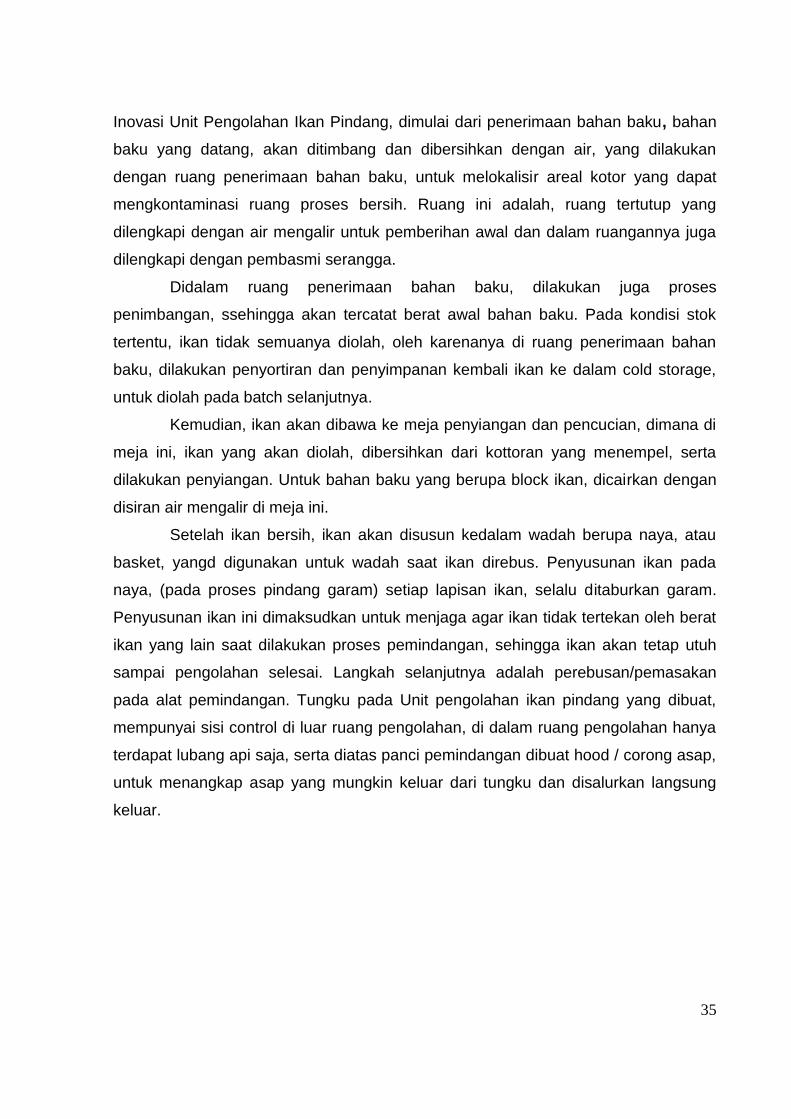
Inovasi Unit Pengolahan Ikan Pindang, dimulai dari penerimaan bahan baku, bahan
baku yang datang, akan ditimbang dan dibersihkan dengan air, yang dilakukan
dengan ruang penerimaan bahan baku, untuk melokalisir areal kotor yang dapat
mengkontaminasi ruang proses bersih. Ruang ini adalah, ruang tertutup yang
dilengkapi dengan air mengalir untuk pemberihan awal dan dalam ruangannya juga
dilengkapi dengan pembasmi serangga.
Didalam ruang penerimaan bahan baku, dilakukan juga proses
penimbangan, ssehingga akan tercatat berat awal bahan baku. Pada kondisi stok
tertentu, ikan tidak semuanya diolah, oleh karenanya di ruang penerimaan bahan
baku, dilakukan penyortiran dan penyimpanan kembali ikan ke dalam cold storage,
untuk diolah pada batch selanjutnya.
Kemudian, ikan akan dibawa ke meja penyiangan dan pencucian, dimana di
meja ini, ikan yang akan diolah, dibersihkan dari kottoran yang menempel, serta
dilakukan penyiangan. Untuk bahan baku yang berupa block ikan, dicairkan dengan
disiran air mengalir di meja ini.
Setelah ikan bersih, ikan akan disusun kedalam wadah berupa naya, atau
basket, yangd digunakan untuk wadah saat ikan direbus. Penyusunan ikan pada
naya, (pada proses pindang garam) setiap lapisan ikan, selalu ditaburkan garam.
Penyusunan ikan ini dimaksudkan untuk menjaga agar ikan tidak tertekan oleh berat
ikan yang lain saat dilakukan proses pemindangan, sehingga ikan akan tetap utuh
sampai pengolahan selesai. Langkah selanjutnya adalah perebusan/pemasakan
pada alat pemindangan. Tungku pada Unit pengolahan ikan pindang yang dibuat,
mempunyai sisi control di luar ruang pengolahan, di dalam ruang pengolahan hanya
terdapat lubang api saja, serta diatas panci pemindangan dibuat hood / corong asap,
untuk menangkap asap yang mungkin keluar dari tungku dan disalurkan langsung
keluar.

36
Gambar 13. Lay Out Unit Pengolahan Ikan Pindang
Sistem tungku ini, didesain untuk meningkatkan higienitas ruang pengolahan
yang diharapkan meningkat pula produk olahannya. Ruang pengolahan hanya
digunakan untuk menngolah ikan dan bahan bahan penunjangnya, sehingga akan
tetap bersih. Kontrol tungku yang diletakkan di luar ruangan, dekat dengan area
penyimpanan bahan baku, dimaksudkan untuk memisahkan antara kegiatan yang
bersentuhan langsung dengan makanan/olahan dan jenis kegiatan yang menunjang,
dan tidak langsung bersentuhan dengan bahan makanan. Setelah direbus, ikan
ditiriskan dan didinginkan. yang dilakukan di rak. setelah dingin, makan ikan pindang
siap untuk dikemas, dan didistribusikan.
Pengemasan dilakukan dengan mesin vaccum, sehingga ikan pindang yang
dihasilkan, akan lebih tahan lama. Pada area penyimpanan sementara, bisa
disiapkan freezer untuk menyimpan ikan yang telah dikemas dalam plastic vaccum
dalam kondisi dingin. Dalam ruang pengolahan, sangat penting diperhatikan
mengenai kemiringan lantai, yang harus diatur untuk memudahkan dalam
pembersihan. Untuk pembersihannya, disarankan dilengkapi dengan mesin pompa
air berkompresi, sehingga, sisa sisa daging ikan maupun bahan yang menetes di
lantai akan terangkat.

37
Gambar 14. Desain tungku untuk proses pemindangan
4.2.3 UPI Fish Jelly Product
Gambar 15. Desain UPI Fish Jelly Produk

38
Fish Jelly Product
merupakan olahan hasil perikanan dengan bahan baku ikan utuh atau lumatan
daging ikan, yang mempunya bentuk dasar jel yang dicetak dalam berbagai
bentuk.
SNI 01-7266.3-2006
Bakso merupakan produk olahan hasil perikanan dengan bahan baku ikan
utuh atau lumatan daging ikan yangmengalami perlakuan sebagai berikut:
penerimaan, penyiangan, pencucian, pengambilandaging, penghancuran
daging, pencampuran, pembentukan, perebusan, pendinginan,sortasi,
penimbangan dan pengemasan, pembekuan dengan atau tanpa
penggelasan,pengepakan, pengemasan, syarat penandaan dan
penyimpanan.
Alur proses pada UPI Fish Jelly Product
Pada pengolahan fishjelly product (bakso, nugget, sosis, dll) secara umum
dibagi :
1. ruang bahan baku
2. ruang persiapan (preparation),
3. ruang proses dingin,
4. ruang proses panas / pemasakan
5. ruang penyiapan pengemasan
6. ruang penyimpanan
4.3 Detail umum
Detail umum yang diterapkan sebagai standar pada unit pengolahan ikan.
1. Dinding Ruang Proses
Dinding pada ruang proses, merupakan dinding dengan spesifikasi :
Mempunyai permukaan yang licin, tidak berporous, tidak banyak
lipatan yang menyimpan kotoran, mudah dibersihkan, tidak
menyimpan air.

39
Alternatif yang bisa digunakan : insulated wall panel, homogenous
tiles, vinyl.
2. Lantai Ruang Proses
Mempunyai permukaan licin, tidak bergelombang, tidak berporous,
mudah dibersihkan, tidak menyimpan air.
Alternatif material yang bisa digunakan ; floor hardener dengan
epoxy paint, homogenous tile.
3. Langit langit ruang proses
Tidak menyimpan debu, mudah dibersihkan
4. Saluran air
Mempunyai kemiringan minimal 2%, mempunyai bottom yang mudah
dibersihkan, terbuka dengan grill atas untuk memudahkan
pembersihan
Alternatif; u shape gutter
5. Kemiringan lantai
Kemiringan lantai minimal 2% atau cukup untuk mengalirkan genangan
air secara alami.
6. Ruang Sanitasi
Terdiri dari : foot bath, hand wash, dispenser sanitasi dan sarung
tangan.
menggunakan alat sanitasi, alat untuk membersihkan kaki dengan
kolam chlorin, hand wash berupa hand basin dengan kran air sensor
otomatis atau menggunakan kaki untuk operasional, dispenser
sanitasi diletakkan tidak jauh dari area hand wash, sebelum
mengenakan gloves/ sarung tangan karet untuk bekerja.
7. Ruang Ganti
ruang ganti pria dan wanita yang dilengkapi loker untuk menyimpan
barang barang pribadi pekerja

40
V. KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Didapatkan 3 ragam desain layout Unit Pengolahan Ikan untuk
pengolahan fillet ikan, pemindangan dan fish jelly product ikan dengan
kapasitas kapasitas 1-3 ton/hari yang Ideal dan standard sehingga dapat
diterapkan pada UPI skala UMKM di seluruh Indonesia.
2. Diharapkan dengan inovasi desain layout UPI yang matang yang sesuai
kapasitas dan jenis olahannya, serta modernisasi sistem produksi dan
bahan baku, diharapkan misi KKP untuk meningkatkan kesejahteraan
masyarakat perikanan dan kelautan dapat tercapai.
5.2 Saran
Perlunya penyebaran inovasi desain layout Unit Pengolahan ikan kepada
masyarakat pelaku usaha/UMKM dan diterapkan pada UPI di seluruh
Indonesia. Perlu masukan yang konstruktif dari berbagai stakeholder, untuk
penyempurnaan desain layout yang berkelanjutan.

41
VI. DAFTAR PUSTAKA
Buffa, Elwood S, 1996, Binarupa Aksara Manajemen operasi/produksi
modern / Elwood S. Buffa; alih bahasa Agus Maulana
Haming, Murdifin, S.E.,M.Si dan Nurnajamuddin,S.E.,M.M.,Manajemen
Produksi Modern (Operasi Manufaktur dan Jasa), Bumi Aksara
http://www.fao.org/DOCREP/003/P3407E/P3407E00.HTM
Wignjosoebroto, Sritomo, 2009, TataLetak Pabrik Dan Pemindahan Bahan
42
VII. LAMPIRAN
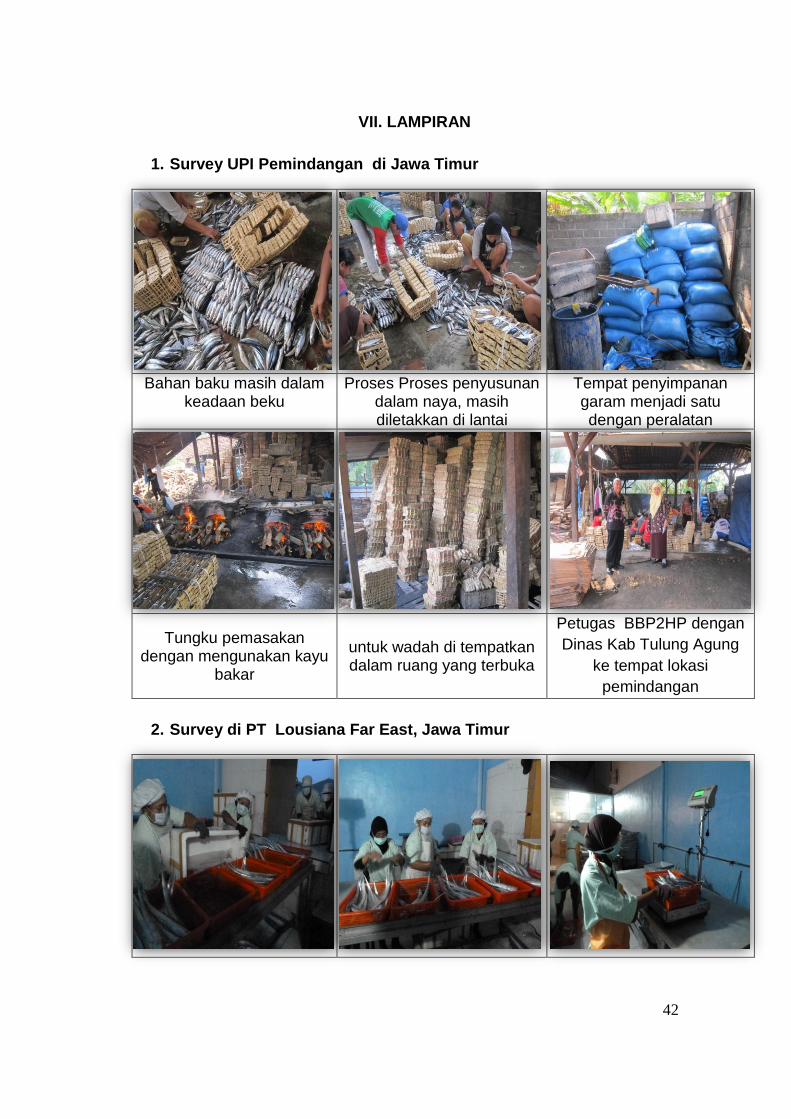
1. Survey UPI Pemindangan di Jawa Timur
Bahan baku masih dalam keadaan beku
Proses Proses penyusunan dalam naya, masih diletakkan di lantai
Tempat penyimpanan garam menjadi satu dengan peralatan
Tungku pemasakan dengan mengunakan kayu
bakar
untuk wadah di tempatkan dalam ruang yang terbuka
Petugas BBP2HP dengan
Dinas Kab Tulung Agung
ke tempat lokasi
pemindangan
2. Survey di PT Lousiana Far East, Jawa Timur

43
Tempat penerimaan bahan baku
Sortir bahan baku ikan
Proses penimbangan
Proses pencucian ikan
Proses pembekuan Pengepakan sebelum di
deteksi logam dan didistribusikan
3. Survey UPI di PT Indomina Provinsi Jawa Tengah
Petugas Dari BBP2HP didepan Kantor Dinas KP
Provinsi Semarang
Petugas Dari BBP2HP dikantor Dinas KP Provinsi
Semarang
Ruangan Penampungan produk PT Indomina
Jendela kaca untuk melihat ruang produksi
Dinding sekat dalam pabrik yang berupa panel
sehingga mudah bongkar pasang
Petugas PT Indomina dan DKP Prov Jateng

44
Area Loading / unloading
Tampak Samping Pabrik
Petugas PT Indomina, DKP Prov Jateng dan BBP2HP
Layout PT Indomina
Masterplant PT Indomina di Rembang
4. Survey Pemindangan di Jawa Tengah
Ruangan perebusan pindang
Ruangan proses pemindangan
Tempat air
Lantai pengolahan pindang
Tempat untuk menata ikan
Tempat penampungan pindang, dan keluar masuk
bahan baku/barang jadi

45
5. Survey UPI Fillet Ikan Patin di PT Fega Banten
Persiapan Sebelum Processing
Proses Scaling Proses Pemfilletan
Proses Trimming Proses Deboning Proses Washing
Proses Grading Proses Packaging Penyimpanan di Cold Storage
Instalasi treatment air bersih
Instalasi treatment air bersih

46
6. Survey UPI Pemindangan di Kota Tangerang, Banten
Poklah Rizki Cisadane Bahan baku pindang Proses Pencairan (thawing)
Pemisahan/grading Penyusunan dinaya Penggaraman
Proses pemindangan Tungku pemindangan Gudang bahan baku
Gudang Garam Gudang Besek Gudang Kayu Bakar
Recommended










![8 Desain Tata Letak (Layout)[1]](https://img.pdfslide.tips/doc/110x75/55cf9ade550346d033a3c9d8/8-desain-tata-letak-layout1.jpg)






