
1
EFISIENSI PENCETAKAN DOKUMEN DI PERKANTORAN DENGAN SIX SIGMA
Cahyani Windarto,ST Instruktur Pertama Departemen Otomotif BBLKI Surakarta
Abstrak
Kegiatan administrasi berupa pencetakan dokumen memberikan peluang cukup besar
terjadinya kecacatan akubat kesalahan yang terjadi ketika proses pencetakan dokumen. Oleh
karena itu optimalisasi kertas dalam rangka efisiensi dengan penerapan metoda six sigma
berusaha untuk menghilangkan pemborosan dan kesalahan yang terjadi yang pada akhirnya
akan meningkatkan efisiensi dan bisa menghemat anggaran.
Makalah ini bertujuan untuk menerapkan metoda six sigma yang dapat diaplikasikan
di perkantoran Balai Latihan Kerja dengan mengukur tingkat cacat (defect rate) yang timbil
akibat kesalahan pengguna maupun yang terjadi akibat kesalahan alat yang digunakan untuk
melakukan pencetakan dokumen.
Kapabilitas awal kegiatan pencetakan dokumen di sebuah Balai Latihan Kerja
berdasarkan analisa six sigma berada di level 2,809 sigma yang berada pada area A pada
diagram 4-Blok. Ini berarti fongsi control dan penggunaan teknologi masih jelek. Dengan
metode DMAIC ditentukan CTQ yang peling mempengaruhi proses pencetakan dokumen.
Untuk selanjutnya dilakukan upaya perbaikan pada proses pencetakan dokumen berupa
target control yang dijadikan sasaran perbaikan pada kegiatan pencetakan yang bersifat
teknis dan human error. Setelah dilakukan perbaikan didapat kapabilitas proses berada pada
level 4,525 yang berarti fungsi control proses dan penerapan teknologi sudah bagus.
Kata Kunci : Tingkat Cacat, Six Sigma, Titik Kritis Permasalahan (CTQ), DMAIC,Efisiensi
A. PENGENALAN SIX SIGMA SEBAGAI ALAT BANTU PERBAIKAN KINERJA
Six Sigma merupakan sebuah sistem yang komprehensif dan fleksibel untuk mencapai,
mempertahankan, dan memaksimalkan proses bisnis. Six Sigma secara unik dikendalikan
oleh pemahaman yang kuat terhadap kebutuhan pelanggan, pemakaian yang disiplin
terhadap fakta, data, dan analisis statistik, dan perhatian yang cermat untuk mengelola,
memperbaiki, dan menanamkan kembali proses bisnis.
1. Pengertian
Six sigma juga disebut sistem komprehensif karena memiliki strategi, disiplin ilmu,
dan alat untuk mencapai dan mendukung kesuksesan bisnis. Six Sigma disebut strategi

2 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
karena terfokus pada peningkatan kepuasan pelanggan, disebut disiplin ilmu karena
mengikuti model formal,yaitu DMAIC ( Define, Measure, Analyze, Improve, Control ) dan
alat karena digunakan bersamaan dengan yang lainnya, seperti Diagram Pareto (Pareto
Chart) dan Minitab sebagai alat hitung statistik. Kesuksesan peningkatan kualitas dan
kinerja bisnis, tergantung dari kemampuan untuk mengidentifikasi dan memecahkan
masalah. Kemampuan ini adalah hal fundamental dalam filosofi six sigma yang dapat
dijelaskan dalam dua perspektif, yaitu perspektif statistik dan perspektif metodologi.
a. Perspektif statistik, Six sigma dalam statistik dikenal sebagai standar deviasi yang
menyatakan nilai simpangan terhadap nilai tengah. Suatu proses dikatakan baik
apabila berjalan pada suatu rentang yang disepakati. Rentang tersebut memiliki
batas, batas atas atau USL (Upper Specification Limit) dan batas bawah atau LSL
(Lower Specification Limit) proses yang terjadi di luar rentang disebut cacat. Proses
Six Sigma adalah proses yang hanya menghasilkan 3.4 DPMO (defect permillion
opportunity).
b. Perspektif metodologi, Six Sigma merupakan pendekatan menyeluruh untuk
menyelesaikan masalah dan peningkatan proses melalui fase DMAIC (Define,
Measure, Analyze, Improve, Control). DMAIC merupakan jantung analisis six sigma
yang menjamin voice of costumer berjalan dalam keseluruhan proses sehingga
produk yang dihasilkan memuaskan pelanggan.
Define adalah fase menentukan masalah, menetapkan persyaratan-persyaratan
pelanggan, mengetahui CTQ (Critical to Quality).
Measure adalah fase mengukur tingkat kecacatan pelanggan (Y).
Analyze adalah fase menganalisis faktor-faktor penyebab masalah/cacat (X).
Improve adalah fase meningkatkan proses (X) dan menghilangkan faktor-faktor
penyebab cacat.
Control adalah fase mengontrol kinerja proses (X) dan menjamin cacat tidak muncul.
Six Sigma pun merupakan falsafah manajemen yang berfokus untuk menghapus
cacat dengan cara menekankan pemahaman, pengukuran, dan perbaikan proses. Cacat
(defect) ialah ciri yang dapat diukur dari suatu proses atau outputnya yang tidak berada
di dalam batas-batas yang dapat diterima pelanggan, yakni tidak sesuai dengan
spesifikasi. Enam sigma adalah praktik-praktik yang membantu perusahaan
menghilangkan cacat dan selalu menghasilkan produk dan jasa yang memenuhi
3
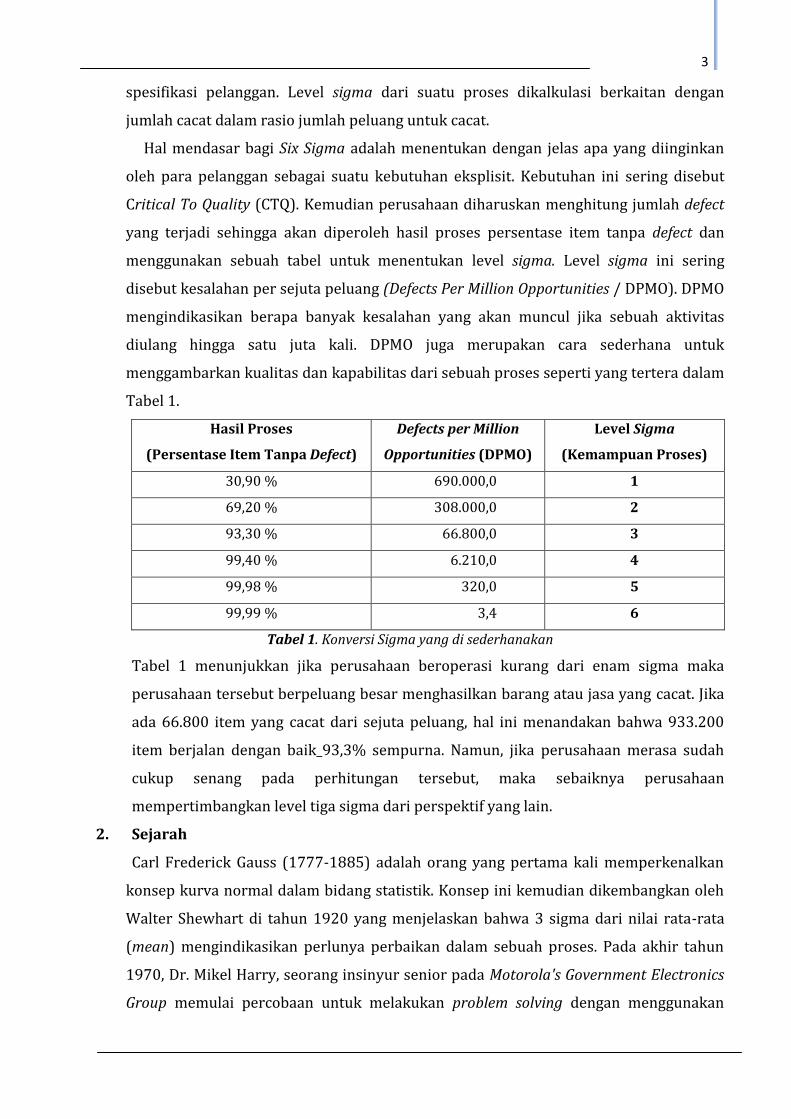
spesifikasi pelanggan. Level sigma dari suatu proses dikalkulasi berkaitan dengan
jumlah cacat dalam rasio jumlah peluang untuk cacat.
Hal mendasar bagi Six Sigma adalah menentukan dengan jelas apa yang diinginkan
oleh para pelanggan sebagai suatu kebutuhan eksplisit. Kebutuhan ini sering disebut
Critical To Quality (CTQ). Kemudian perusahaan diharuskan menghitung jumlah defect
yang terjadi sehingga akan diperoleh hasil proses persentase item tanpa defect dan
menggunakan sebuah tabel untuk menentukan level sigma. Level sigma ini sering
disebut kesalahan per sejuta peluang (Defects Per Million Opportunities / DPMO). DPMO
mengindikasikan berapa banyak kesalahan yang akan muncul jika sebuah aktivitas
diulang hingga satu juta kali. DPMO juga merupakan cara sederhana untuk
menggambarkan kualitas dan kapabilitas dari sebuah proses seperti yang tertera dalam
Tabel 1.
Hasil Proses
(Persentase Item Tanpa Defect)
Defects per Million
Opportunities (DPMO)
Level Sigma
(Kemampuan Proses)
30,90 % 690.000,0 1
69,20 % 308.000,0 2
93,30 % 66.800,0 3
99,40 % 6.210,0 4
99,98 % 320,0 5
99,99 % 3,4 6
Tabel 1. Konversi Sigma yang di sederhanakan
Tabel 1 menunjukkan jika perusahaan beroperasi kurang dari enam sigma maka
perusahaan tersebut berpeluang besar menghasilkan barang atau jasa yang cacat. Jika
ada 66.800 item yang cacat dari sejuta peluang, hal ini menandakan bahwa 933.200
item berjalan dengan baik_93,3% sempurna. Namun, jika perusahaan merasa sudah
cukup senang pada perhitungan tersebut, maka sebaiknya perusahaan
mempertimbangkan level tiga sigma dari perspektif yang lain.
2. Sejarah
Carl Frederick Gauss (1777-1885) adalah orang yang pertama kali memperkenalkan
konsep kurva normal dalam bidang statistik. Konsep ini kemudian dikembangkan oleh
Walter Shewhart di tahun 1920 yang menjelaskan bahwa 3 sigma dari nilai rata-rata
(mean) mengindikasikan perlunya perbaikan dalam sebuah proses. Pada akhir tahun
1970, Dr. Mikel Harry, seorang insinyur senior pada Motorola's Government Electronics
Group memulai percobaan untuk melakukan problem solving dengan menggunakan

4 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
analisa statistik. Dengan menggunakan cara tsb, Motorola mulai menunjukkan
peningkatan yang dramatis: produk didesain dan diproduksi lebih cepat dengan biaya
yg lebih murah. Metode tersebut kemudian ia tuliskan dalam sebuah makalah berjudul
"The Strategic Vision for Accelerating Six Sigma Within Motorola" Dr. Mikel Harry
kemudian dibantu oleh Richard Schroeder, mantan exekutive Motorola, menyusun
suatu konsep perubahan manajemen ( change management ) yang didasarkan pada
data. Hasil dari kerja sama tersebut adalah sebuah alat pengukuran kualitas yg
sederhana yg kemudian menjadi filosofi kemajuan bisnis, yg dikenal dengan nama Six
Sigma.
3. Perbedaan Six Sigma dan Total Quality Management (TQM)
Thomas Pyzdek, seorang konsultan implementasi Six Sigma dan penyusun buku "The
Six Sigma Handbook", pada bulan Februari 2001, menjelaskan adanya perbedaan
penting antara Six Sigma dan TQM yaitu, TQM hanya memberikan petunjuk secara
umum (sesuai dengan istilah manajemen yang digunakan dalam TQM). Petunjuk untuk
TQM begitu umumnya sehingga hanya seorang pemimpin bisnis yang berbakat yang
mampu menterjemahkan TQM dalam operasional sehari-hari. Secara singkat, TQM
hanya memberikan petunjuk filosofis tentang menjaga dan meningkatkan kualitas,
tetapi sukar untuk membuktikan keberhasilan pencapaian peningkatan kualitas.
Kemudian konsep Total Quality Control, di tahun 1950, menunjukkan bahwa kualitas
produk bisa ditingkatkan dengan cara memperpanjang jangkauan standar kualitas ke
arah hulu, yaitu di area engineering dan purchasing. Akan tetapi ada beberapa
kelemahan yang muncul pada pelaksanaan Total Quality Control yaitu :
a. Terlalu fokus pada kualitas dan tidak memperhatikan isu bisnis kritis lainnya.
b. Implementasi Total Quality Control menciptakan pemahaman bahwa masalah
kualitas adalah masalahnya departemen Quality Control, padahal masalah kualitas
biasanya berasal dari ketidakmampuan departemen lain dalam perusahaan yg sama.
c. Penekanan umumnya pada standar minimum kualitas produk, bukan pada
bagaimana meningkatkan kinerja produk.
Six Sigma dalam pelaksanaannya menunjukkan hal-hal menjadi solusi permasalahan
di atas :
a. Menggunakan isu biaya, cycle time dan isu bisnis lainnya sebagai bagian yg harus
diperbaiki.
b. Six sigma fokus pada penggunaan alat untuk mencapai hasil yg terukur.

5
c. Six sigma memadukan semua tujuan organisasi dalam satu kesatuan. Kualitas
hanyalah salah satu tujuan, dan tidak berdiri sendiri atau lepas dari tujuan bisnis
lainnya.
d. Six sigma menciptakan agen perubahan (change agent) yg bukan bekerja di Quality
Department. Ban hijau (Green Belt) adalah para operator yg bekerja pada proyek Six
Sigma sambil mengerjakan tugasnya.
4. Proses dalam Six Sigma
a. Fase menentukan masalah (Define)
Define adalah fase menentukan masalah, menetapkan persyaratan-persyaratan
pelanggan, dan membangun tim. fase ini tidak banyak menggunakan statistik, alat-
alat (tools) statistik yang sering dipakai pada fase ini adalah diagram sebab-akibat
(Cause and Effect Chart) dan diagram pareto (Pareto Chart). Kedua alat (tool)statistik
tersebut digunakan untuk melakukan identifikasi masalah dan menentukan prioritas
permasalahan.
b. Menentukan masalah
Aspek-aspek yang perlu diperhatikan dalam menentukan masalah adalah :
i. Spesifik, menjelaskan secara tepat apa yang salah, bagian proses mana yang salah
dan apa salahnya.
ii. Dapat diamati, menjelaskan bukti-bukti nyata suatu masalah. bukti-bukti tersebut
dapat diperoleh baik melalui laporan internal maupun umpan balik pelanggan
iii. Dapat menunjukkan lingkup masalah dalam suatu ukuran.
iv. Dapat dikendalikan, masalah harus dapat diselesaikan dalam rentang waktu
tertentu. Apabila masalah terlalu besar maka dapat dipecah-pecah sehingga dapat
lebih dikendalikan.
c. Pengukuran (Measure)
Measure adalah fase mengukur tingkat kinerja saat ini, sebelum mengukur tingkat
kinerja biasanya terlebih dahulu melakukan analisis terhadap sistem pengukuran
yang digunakan.
d. Analisis Sistem Pengukuran
Masalah yang muncul dalam pengukuran adalah variabilitas pengukuran yang
dinyatakan dalam varian( variance ). Varian total suatu pengukuran berasal dari
varian yang ditimbulkan oleh produk (part to part) dan varian akibat kesalahan
pengukuran (gage).

6 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
e. Analisis Kapabilitas Proses
Kapabilitas suatu proses menggambarkan seberapa pas (uniform) proses tersebut.
Analisis kapablitas proses dilakukan dengan memperbandingkan kinerja suatu
proses dengan spesifikasinya, suatu proses memiliki kapabilitas bila semua nilai
variabel yang mungkin, berada dalam batas spesifikasi. Fase analisis (analyze)
merupakan fase mencari dan menentukan akar atau penyebab dari suatu masalah.
Masalah-masalah yang timbul kadang-kadang sangat kompleks sehingga
membingungkan antara mana yang akan dan tidak kita selesaikan.
Untuk menganalisa bisa menggunakan alat-alat sebagai berikut :
i. Diagram Pareto (Pareto Chart)
Merupakan suatu grafik balok yang memecah suatu masalah menjadi kontribusi-
kontribusi yang berhubungan dengan komponen-komponennya. Nama Pareto
diambil dari nama penemunya yaitu seorang Ekonom Italia bernama Vilfredo
Pareto yang dikenal dengan konsep 80/20, yang berasumsi bahwa beberapa
unsur vital yang merupakan masalah 80% disebabkan oleh hanya 20% penyebab
masalah. Diagram Pareto digunakan untuk menstratifikasi data kedalam
kelompok-kelompok dari yang paling besar sampai yang paling kecil. Dengan
bentuknya berupa diagram batang. Diagram Pareto membantu perusahaan
mengidentifikasi kejadian-kejadian atau penyebab masalah secara umum.
Berkaitan dengan Six Sigma, Diagram Pareto dapat digunakan dalam
mengidentifikasi faktor-faktor dalam suatu proses yang mempunyai efek
akumulatif terbesar, sehingga perusahaan dapat berfokus pada beberapa faktor
vital. Setiap faktor yang ada dapat di plot dari yang paling penting sampai yang
kurang penting dalam bentuk urutan menurun berdasarkan frekuensi relatif.
Diagram pareto digunakan untuk melakukan prioritas terhadap masalah-masalah
yang harus ditangani.
ii. Diagram sebab-akibat ( Cause & Effect Chart )
Diagram sebab-akibat (Cause & Effect Chart)digunakan untuk mengorganisasi
hasil informasibrainstorming dari sebab-sebab suatu masalah. Diagram ini sering
disebut juga dengan diagram fishbone karena bentuknya yang mirip dengan
tulang ikan, atau diagram Ishikawa untuk menghormati sang penemu.
iii. Uji hipotesis rata-rata

7
Umumnya uji hipotesis rata-rata digunakan untuk menetapkan faktor kausatif (x)
dengan cara menginformasikan sumber-sumber variasi. Disamping itu,
digunakan juga untuk menunjukan perbedaan yang signifikan antara data awal
(baseline) dengan data yang diambil setelah perubahan (improvement),
dilakukan.
f. Pengembangan (Improve)
Adalah fase meningkatkan proses(x) dan menghilangkan sebab-sebab cacat. Pada
fase pengukuran (measure) telah dinetapkan variabel faktor (x) dan untuk masing-
masing variabel respons(y). Sedangkan pada fase pengembangan i(improve) banyak
melibatkan uji perancangan percobaan (Design of Experiment) atau disingkat DoE.
DoE merupakan suatu pengujian dengan mengubah variabel faktor sehingga
penyebab perubahan pada variabel respon diketahui.
g. Pengendalian ( Control )
Pengendalian terhadap proses akan membantu mengurangi variabilitas, memonitor
kinerja setiap saat dan memungkinkan proses koreksi untuk mencegah penolakan.
B. PENDEFINISIAN MASALAH (DEFINE)
1. Menentukan Voice of Customer (VOC)
Dalam melakukan proses pendefinisian yang harus diketahui terlebih dahulu adalah
keinginan customer (pelanggan). Customer di sini merujuk pada customer eksternal dan
customer internal. Keinginan customer tersebut disebut dengan Voice of Customer
(VOC). Namun dari sekian banyak keinginan customer tidak mungkin dapat dipenuhi
semua, dan pasti ada keinginan yang kritikal di mata customer, itu yang disebut Critical
Customer Requirement (CCR). Ada beberapa peralatan untuk mengetahui CCR ini
diantaranya yang paling mudah adalah dengan menanyakan langsung kepada customer,
baik dengan survey maupun dengan angket. Untuk sisi proses/bisnis sendiri juga perlu
mendefinisikan Critical Business Requirement (CBR). Setelah CCR dan CBR diketahui
langkah selanjutnya adalah mengkuantifikasinya, artinya membuat CCR dan CBR
tersebut menjadi sesuatu yang terukur, itu yang disebut Critical to Quality ato CTQ.
Mengumpulkan Voice of Customer & Voice of Business adalah mengumpulkan
persyaratan utama dari proses dari sudut pandang pelanggan dan Process Owner.
Menentukan CCR dan CBR, finalisasi dan menentukan prioritaskan suara pelanggan

8 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
atau bisnis yang paling kritikal. Langkah selanjutnya adalah bagaimana menuangkan
permintaan pelanggan tersebut ke dalam suatu metrik yang terukur.
Dalam Gambar 1 Voice of Business merujuk pada Instruksi Presiden melalui Inpres
No. 7 Tahun 2011 tentang Penghematan Belanja Kementerian/Lembaga yang
mengambil isu penghematan anggaran minima 10% pada Biaya Operasional
Perkantoran yang masih memungkinkan untuk dilakukan karena dampaknya tidak
akan dirasakan langsung oleh masyarakat.
Gambar 1. Matrik Voice of Business dan pendefinisian Critical Busines Requirement
Memahami kebutuhan serta perilaku pelanggan merupakan titik awal dari mana
perusahaan dapat mulai membangun petunjuk-petunjuk yang jelas bagi kinerja dan
kepuasan pelanggan. Dengan persyaratan yang telah ditentukan dengan konkret,
perusahaan/lembaga dapat mengukur kinerja aktual perusahaan dan menilai strategi
serta pasar perusahaan untuk berfokus pada permintaan dan ekspetasi pelanggan.
Dalam Gambar 2 Voice of Customer menggambarkan kurangnya minat masyarakat
untuk mengikuti pelatihan yang diselenggarakan oleh Balai Latihan Kerja. Salah satu
sebab utamanya adalah banyak alternatif pendidikan dan pelatihan yang ditawarkan
lembaga lain dengan fasilitas yang memadai. Sehingga menjadi tantangan bagi Balai
Latihan Kerja untuk memberikan kualitas pelatihan dengan harga yang lebih murah
bahkan gratis.
Gambar 2. Matrik Voice of Customer dan pendefinisian Critical Customer Requirement

9
2. Menentukan Critical to Quality (VOC)
Setelah semua varibel yang dipandang penting oleh pelanggan didapatkan selanjutnya
dipilih variabel kritikal yang diberi nilai terukur (varibel terukur tersebut disebut CTQ).
Dengan kata lain, CTQ adalah sebuah karakteristik dari sebuah produk atau jasa yang
memenuhi kebutuhan pelanggan ( internal ataupun eksternal). Titik kritis kualitas atau
CTQ pada makalah ini merupakan unsur yang secara signifikan mempengaruhi proses
bisnis Balai Latihan Kerja dan keinginan masyarakat. Di dapat CTQ berupa “Efisiensi
Biaya Operasional Perkantoran”.
3. Menentukan fokus kegiatan prioritas.
Seperti yang sudah kita ketahui, metodologi Six Sigma punya berbagai macam
perangkat untuk melakukan process improvement. SIPOC Diagram adalah sebuah
perangkat yang digunakan dalam metodologi Six Sigma, yakni suatu gambar visual yang
mendeskripsikan tentang bagaimana proses dapat memberikan pelayanan kepada
pelanggan. Perangkat SIPOC ini bermanfaat ketika terdapat ketidakjelasan dalam hal :
a. Siapa yang menyediakan input untuk proses?
b. Spesifikasi apa yang ditetapkan untuk input?
c. Siapa yang menjadi pelanggan dalam proses?
d. Apa persyaratan yang ditetapkan oleh pelanggan?
Adanya SIPOC diagram dapat membantu tim yang menjalankan proses Six Sigma dalam
memahami tujuan dan ruang lingkup proses. SIPOC diawali dengan cara
mengidentifikasi suara pelanggan (voice of customer), kemudian memberikan gambaran
kepada proses input (variabel X) yang kemudian menghasilkan dampak kepada output
(variabel Y).Selanjutnya mengidentifikasi output, input, customer dan supplier.
Pembuatan map ini dilakukan oleh tim yang telah ditunjuk untuk melakukan perbaikan
berdasarkan brainstorming yang mendetail mengenai keseluruhan proses. Selama
proses berlangsung, supplier (S) menyediakan input (I) untuk proses (P). Proses yang
dilakukan ini berusaha untuk meningkatkan value added (nilai tambah), dan
menghasilkan output (O) yang memenuhi bahkan melampaui ekspektasi dari
customer/pelanggan (C).

10 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Sumber :http://www.bblkiserang.com/forumadmin/upload/rencana%20umum%20pengadaan.pdf
Gambar 3. Proses Brainstorminguntuk menentukan variabel X yang berpengaruh pada Y
Proses brainstorming yang ditunjukkan pada Gambar 3 merupakan brainstorming
sederhana yang efektif dengan mengikuti pilihan Do (Lakukan) dan Don’t (Tidak
Lakukan). Sesi seperti ini akan menghasilkan banyak ide-ide atau solusi yang kreatif
dan menampung banyak aspirasi. Seperti ide untuk melakukan efisiensi pada
Penyelenggaraan Operasinal dan Pemeliharaan Perkantoran, dimana hal ini cukup
memungkinkan karena efisiensi biaya yang dilakukan tidak akan bedampak secara
langsung pada masyarakat. Ada beberapa sektor yang memungkinkan untuk dilakukan
efisiensi, diantaranya :
a. Efisiensi pemeliharaan fasilitas gedung dan lingkungan
b. Efisiensi pemeliharaan gedung kantor
c. Efisiensi pemeliharaaan kendaraan operasional
d. Efisiensi administrasi perkantoran
Penulis memilih untuk mengambil permasalahan “Efisiensi Pencetakan Dokumen di
Perkantoran dengan Six Sigma” karena dianggap paling mudah untuk dilakukan dengan
cara efisiensi pada Belanja Keperluan Sehari-hari Perkantoran.
C. PENGUKURAN (MEASURE)
1. Mengumpulkan Data
Mengumpulkan data sangatlah rumit. Banyak orang berpikir data dapat didapat dengan
mudah dan bahkan dimanipulasi. Namun dengan six sigma akan dapat diketahui
apakah data yang diambil dengan pengukuan yang valid, dengan alat ukur yang valid

11
dan cara pengukuran yang valid pula. Dalam pengumpulan data ada 5 (lima) langkah
yang perlu diperhatian, yaitu :
a. Mengklarifikasi tujuan pengumpulan data,
b. Mengembangkan definisi operasional dan prosedur,
c. Validasi sistem pengukuran,
d. Mulai pengumpulan data,
e. Lanjutkan sistem pengukuran untuk meningkatkan dan memastikan orang
mengikuti panduan pengumpulan data.
Masalah yang muncul dalam pengukuran adalah variabilitas pengukuran yang
dinyatakan dalam varian (variance). Varian total suatu pengukuran berasal dari varian
yang ditimbulkan oleh produk (part to part) dan varian akibat kesalahan pengukuran
(gage).
Dari rencana efisiensi untuk efisiensi pada belanja keperluan sehari-hari pada
perkantoran difokuskan pada efisiensi penggunaan kertas untuk mencetak dokumen di
perkantoran dengan asumsi tingkat cacat (Deffect Rate) sebesar 10%. Dan penerapan
Paper Less Office bisa mengurangi 50% konsumsi kertas.
Berikut perhitungan yang bisa dikumpulkan yang bisa memberikan gambaran besarnya
dampak efisiensi yang terjadi dengan mengurangi jumlah kertas yang cacat pada saat
mencetak dokumen di perkantoran.
• Gaji Pegawai (Staff) : Rp.2.000.000.
• Gaji Karyawan Rp. 3.02/Detik (23 Hari kerja/bulan, 8 jam/hari)
• Harga Tinta Refill HP LJ P1102 / Lembar :Rp. 150.000/2500 lbr = Rp. 60
• Harga Kertas / Lembar : Rp. 35000/500 = Rp. 70
• Waktu Pencetakan Dokumen/lembar: 5 Detik (Tidak Termasuk waktu Checking)
• Waktu Kerja Pegawai : 8 Jam / Hari
Biaya Pencetakan / Lembar = Harga Kertas + (Gaji Karyawan per Detik * Lama
Print)+Harga Tinta per Lembar.
Biaya Pencetakan / Lembar = 70+(3.02x5)+70 = Rp. 155
Konsumsi Kertas per Bulan : 15 Rim (7500 Lembar)
Total Cacat per bulan sebesar 10%x7500 lembar = 750 lembar (1.5 Rim Kertas).
Sehingga biaya :
a. Yang Timbul akibat Defect 10%
Biaya : Rp. 155 x (10%x7500) = Rp. 116.250 per Bulan = Rp. 1.395.000 per Tahun

12 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
b. Yang bisa di hemat dengan Paper Less Office 50%
Biaya : Rp. 155 x (50%x7500) = Rp. 581.250 per Bulan = Rp. 6.975.000 per Tahun
TOTAL PENGHEMATAN PER BULAN : Rp 116.250 + Rp. 581.250 = Rp. 697.500
TOTAL PENGHEMATAN PER TAHUN : Rp. 697.500 x 12= Rp. 8.370.000/Tahun
2. Diagram Pareto
Apakah Pareto Chart dan bagaimana digunakan dalam Six Sigma? Ini adalah
pertanyaan yang sangat bagus. Hal ini juga diketahui bahwa Six Sigma adalah salah satu
pilihan paling baik digunakan untuk bisnis produksi manufaktur dan yang lainnya untuk
bekerja secara ramping dalam proses produksi atau pelayanan jasa. Dan dengan proses
Six Sigma, ada banyak langkah dan banyak tool yang disertakan dalam rangka untuk
mencapai tingkat efisiensi usaha tertinggi. Salah satu alat dalam Six Sigma adalah Pareto
Chart. Pareto Chart digunakan untuk menentukan penyebab yang cenderung menjadi
masalah mayoritas keluhan yang berhubungan dengan produk atau jasa. Pareto Chart
diciptakan sama untuk sebagian besar grafik lainnya. Bahkan mereka dapat dengan
mudah dibuat di Excel.
Dari beberapa data – data diatas, maka diklasifikasikan permasalahan yang bisa
menyebabkan cacat ketika pencetakan dokumen di perkantoran yaitu :
No Penyebab Jumlah Cacat
1 Perubahan Konsep 202
2 Printer Error 143
3 Salah Tanggal 108
4 Tinta Habis 90
5 Salah Ukuran Kertas 86
6 Salah Setting 63
7 Margin Error 42
8 Salah Nama 25
9 Salah Gelar 17
Jumlah 776
Tabel 2. Klasifikasi Masalah
Pengukuran / Measure dilakukan dengan Pareto Chart di dalam aplikasi Minitab,
seperti terlihat pada Grafik 1 di bawah ini, bahwa perubahan konsep dan printer error
mendapat porsi 44,5% lebih dari total penyebab kesalahan, sehingga yang menjadi
prioritas utama dalam perbaikan adalah pada proses tersebut. Sedangkan untuk

13
penyebab yang lainnya (7 penyebab) tidak jadi prioritas perbaikan, namun akan
dilaksanakan setelah kedua prioritas utama selesai diperbaiki.
Grafik 1. Diagram Pareto penyebab kesalahan cetak dokuman
3. Menentukan Kapabilitas Proses
Kapabilitas proses yang ditunjukkan dengan besarnya nilai sigma akan menentukan
arah analisa dan improvement yang akan dilakukan. Untuk menentukan nilai
kapabilitas proses menggunakan alat berupa software Minitab. Data realisasi besarnya
jumlah kertas yang cacat pada pencetakan dokumen selama sebulan akan disimulasikan
untuk mengetahui nilai Defect per Unit (DPU), Defect per Opportunity (DPO), Defect per
Million Opportunity (DPMO), Yield (Yrt) dan Level Sigma, sebagaimana ditunjukkan
pada Tabel 3 berikut ini :
Nama Rumus Hasil Defect Def 750
Unit U 7500 DPU Def/U 0,1 DPO (Def/U)*Opportunity 0,01
DPMO DPO*1.000.00 10.000 Yrt 2,718(-DPU) 0,904837 Zlt Zinverse(Yrt) 1,30962
Zshift 1,5 1,5 Sigma Level (Zst) Zst=Zlt + Zshift 2,80962
Tabel 3. Menentukan Kapabilitas Proses
Setelah mendapatkan Sigma Level kemudian di gunakan pada 4-Blok Diagram yang
menunjukkan tingkat Kontrol (Zshift) dan pengaruh Teknologi (Zst). terdiri atas :

14 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
a. Area A, menunjukkan area dengan kontrol jelek dan teknologi jelek (Bad Control
& Bad Technology)
b. Area B, menunjukkan area dengan kontrol bagus dan pengaruh teknologi cukup
(Good Control & Proper Technology)
c. Area C, menunjukkan area dengan kontrol bagus namun penggunaan teknologi
jelek (Good Control & Bad Techology)
d. Area D, menunjukkan area dengan kontrol bagus dan teknologi bagus (Good
Control & Good Technology)
Gambar 4 menunjukkan letak kapabilitas poses awal berada pada area A (kontrol jelek
dan penggunaan teknologi kurang), sehingga harus didorong dengan improvement
positif agar menuju area D.
Gambar 4. Kapabilitas Proses Awal
D. ANALISA (ANALYZE)
1. Diagram Sebab Akibat (Cause Effect Diagram)
Cause Effect Diagram akan membantu menampilkan banyak penyebab potensial
suatu masalah atau efek. Ketika berusaha untuk memecahkan masalah, sering ada
banyak pendapat mengenai akar penyebab masalah itu. Salah satu cara untuk
menangkap ide-ide yang berbeda dan merangsang pegawai melakukan brainstorming
tentang akar penyebab adalah diagram sebab dan akibat (cause effect), yang biasa
disebut sebuah Fishbone atau tulang ikan. Cause Effect Diagram akan membantu secara
visual untuk menampilkan banyak penyebab potensial terjadinya suatu masalah
tertentu. Hal ini sangat berguna dalam pengaturan kelompok masalah dan untuk situasi
di mana sedikit data kuantitatif yang mungkin tersedia untuk bisa dilakukan analisis.
Cause Effect memiliki manfaat tambahan agar orang-orang dengan alam pikirannya bisa
mendapatkan hak untuk menentukan apa yang harus dilakukan tentang masalah, ini

15
dapat membantu mengeksplorasi secara lebih menyeluruh dari isu dibalik masalah
tersebut - yang akan mengarah pada solusi yang lebih kuat.
2. Diagram Sebab Akibat dari 2 Penyebab yang Menjadi Prioritas
a. Diagram sebab akibat dari “Perubahan Konsep”
Perubahan konsep yang terjadi akan menimbulkan cacat pencetakan dokumen. Ada
2 faktor yang bisa menyebabkan perubahan konsep, yaitu orang dan metode.
Dalam Gambar 5 dijelaskan penyebab yang berkaitan dengan faktor orang, yaitu
pengalaman dan pendidikan. Sedangkan pengecekan dokumen merupakan penyebab
yang berkaitan dengan faktor metode.
Gambar 5. Diagram sebab akibat dari “Perubahan Konsep”
Langkah selanjutnya adalah memberikan nilai dari kemungkinan penyebab dengan
ketentuan ;
i. Nilai 10 untuk penyebab yang memiliki efek tinggi dan penerapan mudah
ii. Nilai 20 untuk penyebab yang memiliki efek rendah dan penerapan mudah
iii. Nilai 30 untuk penyebab yang memiliki efek tinggi dan penerapan sulit
iv. Nilai 40 untuk penyebab yang memiliki efek rendan dan penerapan sulit.
No Potensial X Nilai 1 Pengalaman 10 2 Pendidikan 10 3 Pengecekan dokumen 10
Tabel 4. Skoring penyebab ptensial (X) dari “Perubahan Konsep” b. Diagram sebab akibat dari “Printer Error”
Printer error akan menimbulkan cacat/kerusakan pada pencetakan dokumen. Ada 3
faktor yang bisa menyebabkan printer error yaitu orang, mesin dan metode. Dalam
Gambar 6 dijelaskan beberapa penyebab yang berkaitan dengan faktor tersebut.

16 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Gambar 6. Diagram sebab akibat dari “Printer Error”
Langkah selanjutnya adalah memberikan nilai dari kemungkinan penyebab dengan
ketentuan ;
i. Nilai 10 untuk penyebab yang memiliki efek tinggi dan penerapan mudah
ii. Nilai 20 untuk penyebab yang memiliki efek rendah dan penerapan mudah
iii. Nilai 30 untuk penyebab yang memiliki efek tinggi dan penerapan sulit
iv. Nilai 40 untuk penyebab yang memiliki efek rendan dan penerapan sulit.
No Potensial X Nilai 1 Kemampuan TI 10 2 Perawatan 10 3 Sistem Jaringan 10
Tabel 5. Skoring penyebab ptensial (X) dari “Printer Error”
3. Menentukan Faktor Vital yang benar-benar merupakan penyebab
Permasalahan (Uji Hipotesis)
Sebelum melakukan uji hipotesis untuk menentukan faktor vital, perlu diketahui
bahwa data ada 2 macam, yaitu data kontinyu (merupakan hasil pengukuran) dan data
diskrit (merupakan hasil penghitungan). Uji hipotesis untuk data kontinyu dilakukan
dengan metode average (t-test & ANOVA), metode dispersion (F-test), metode
correlation (correlation analyze). Sedangkan untuk data diskrit dilakukan dengan
metode ratio (proportion & chi-square)
Data yang diperoleh dari penyebab yang mungkin timbul adalah data hasil
penghitungan merupakan data diskrit, sehingga uji hipotesis yang dilakukan dengan
metode ratio dengan menggunakan 2-proportion test, yaitu membandingkan rasio dari
dua group.

17
a. 2-proportion test “Pengalaman Pegawai Terhadap Perubahan Konsep”
Jenis Pegawai OK NG TOTAL
Belum Pengalaman 6 12 18
Pengalaman 2 16 18 Tabel 6. Data cacat akibat pengalaman pegawai
Data yang diperoleh harus dilakukan uji normalitas apakah data mengikuti distribusi
normal atau tidak. Apabila P-Value (tingkat signifikasi) lebih besar dari 0,05 maka
kesimpulannya data mengikuti distribusi normal. Sebaliknya apabila P-Value lebih
kecil dari 0,05 maka kesimpulannya data tidak terdistribusi secara normal. Dengan
menggunaka Minitab akan diperoleh hasil seperti dalam Grafik 2, P-Value sebesar
0,100 (P-Value > 0,05). Kesimpulannya data pengalaman pegawai terdistribusi
secara normal.
Grafik 2. Uji Normalitas terhadap data Pengalaman Pegawai
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1
(Hipotesis Alternatif).
i. Ho : Perubahan Konsep dipengaruhi oleh perbedaan pengalaman pegawai
ii. H1 : Perubahan Konsep tidak dipengaruhi oleh perbedaan pengalaman
pegawai
Gambar 7. 2-Proportion test terhadap Pengalaman Pegawai

18 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Dari Gambar 7 didapat P-Value sebesar 0,228. Karena P-Value > 0,05 maka Ho
DITERIMA, artinya faktor “Pengalaman Pegawai” merupakan FAKTOR VITAL.
b. 2-proportion test “Pendidikan Terhadap Perubahan Konsep”
Jenis Pendidikan OK NG TOTAL
Non Teknik 2 8 10
Teknik 1 9 10 Tabel 7. Data cacat akibat pendidikan pegawai
Dengan menggunaka Minitab diperoleh hasil seperti dalam Grafik 3, P-Value sebesar
0,197 (P-Value > 0,05). Kesimpulannya data pengalaman pegawai terdistribusi
secara normal.
Grafik 3. Uji Normalitas terhadap data Pendidikan Pegawai
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1
(Hipotesis Alternatif).
i. Ho : Perubahan Konsep yang terjadi antara Pegawai dengan Pendidikan Teknik
dan Pendidikan Non Teknik Sama
ii. H1 : yang terjadi antara Pegawai dengan Pendidikan Teknik dan Pendidikan Non
Teknik Tidak Sama
Gambar 8. 2-Proportion test terhadap Pendidikan Pegawai

19
Dari Gambar 8 didapat P-Value sebesar 0,531. Karena P-Value > 0,05 maka Ho
DITERIMA, artinya faktor “Pendidikan Pegawai” BUKAN merupakan FAKTOR
VITAL.
c. 2 proportion test “Pengecekan Dokumen Terhadap Perubahan Konsep”
Pengecekan OK NG TOTAL
Tanpa Pengecekan 6 9 10
Dengan Pengecekan 1 14 10 Tabel 8. Data cacat akibat pengecekan dokumen
Dengan menggunaka Minitab diperoleh hasil seperti dalam Grafik 4, P-Value sebesar
0,865 (P-Value > 0,05). Kesimpulannya data pengecekan dokumen terdistribusi
secara normal.
Grafik 4. Uji Normalitas terhadap data Pengecekan Dokumen
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1.
i. Ho : Perubahan Konsep yang terjadi antara Dokumen Tanpa Pengecekan dan
Dengan Pengecekan Sama
ii. H1 : Perubahan Konsep yang terjadi antara Dokumen Tanpa Pengecekan dan
Dengan Pengecekan Tidak Sama
Dari Gambar 9 didapat P-Value sebesar 0,031. Karena P-Value < 0,05 maka Ho
DITOLAK, artinya faktor “Pengecekan Dokumen” merupakan FAKTOR VITAL.
Gambar 9. 2-Proportion test terhadap Pengecekan Dokumen

20 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
d. 2 proportion test “Kemampuan Teknologi Informasi (TI)”
Pegawai OK NG TOTAL
Belum memahami TI 12 13 25
Sudah memahami TI 3 22 25 Tabel 9. Data cacat akibat kemampuan TI pegawai
Dengan menggunaka Minitab diperoleh hasil seperti dalam Grafik 5, P-Value sebesar
0,542 (P-Value > 0,05). Kesimpulannya data kemampuan TI terdistribusi secara
normal.
Grafik 5. Uji Normalitas terhadap data Kemampuan TI
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1
(Hipotesis Alternatif).
i. Ho : Tidak ada perbedaan antara pegawai yang belum memahami TI dan yang
sudah Memahami TI
ii. H1 : Ada perbedaan antara pegawai yang belum memahami TI dan yang sudah
Memahami TI
Dari Gambar 10 didapat P-Value sebesar 0,005. Karena P-Value < 0,05 maka Ho
DITOLAK, artinya faktor “Kemampuan TI” merupakan FAKTOR VITAL.
Gambar 10. 2-Proportion test terhadap Kemampuan TI

21
e. 2 proportion test “Kondisi Printer terhadap Printer Error”
Kondisi Printer OK NG TOTAL
Terawat 2 13 15
Tak Terawat 11 4 15 Tabel 10. Data cacat akibat kondisi printer
Dengan menggunaka Minitab diperoleh hasil seperti dalam Grafik 6, P-Value sebesar
0,359 (P-Value > 0,05). Kesimpulannya data kondisi printer terdistribusi secara
normal.
Grafik 6. Uji Normalitas terhadap kondisi printer
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1
(Hipotesis Alternatif).
i. Ho : Tidak ada perbedaan antara Printer yang terawat dan yang terawat
ii. H1 : Ada perbedaan antara Printer yang terawat dan yang terawat
Dari Gambar 11 didapat P-Value sebesar 0,001. Karena P-Value < 0,05 maka Ho
DITOLAK, artinya faktor “Kondisi Printer” merupakan FAKTOR VITAL.
Gambar 11. 2-Proportion test terhadap Kondisi Printer

22 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
f. 2 proportion test “Sistem Jaringan terhadap Printer Error”
Jaringan OK NG TOTAL
LAN 3 12 15
Single 4 11 15 Tabel 11. Data cacat akibat sistem jaringan
Dengan menggunaka Minitab diperoleh hasil seperti dalam Grafik 7, P-Value sebesar
0,147 (P-Value > 0,05). Kesimpulannya data kondisi printer terdistribusi secara
normal.
Grafik 7. Uji Normalitas terhadap sistem jaringan
Selanjutnya dilakukan 2-proportion test terhadap data pengalaman pegawai. Dimana
ditentukan terlebih dahulu 2 macam hipotesis, yaitu Ho (Hipotesis Nol) dan H1
(Hipotesis Alternatif).
i. Ho : Tidak ada perbedaan antara Sistem Jaringan dan Single
ii. H1 : Ada perbedaan antara Sistem Jaringan dan Single
Dari Gambar 12 didapat P-Value sebesar 0,666. Karena P-Value > 0,05 maka Ho
DITERIMA, artinya faktor “Sistem Jaringan” BUKAN merupakan FAKTOR VITAL.
Gambar 12. 2-Proportion test terhadap Sistem Jaringan

23
4. Rangkuman Vital Faktor dari Uji Hipotesis terhadap penyebab
Dari uji hipotesis dengan 2-proportion test didapat rangkuman X yang menjadi faktor
vital yang berpotensi menyebabkan cacat ketika pencetakan dokumen adalah :
No X yang mungkin Uji Hipotesis Kesimpulan 1 Pengalaman Pegawai 2-proportion test Faktor Vital 2 Pendidikan Pegawai 2-proportion test Bukan Faktor Vital 3 Pengecekan Dokumen 2-proportion test Faktor Vital 4 Kemampuan TI 2-proportion test Faktor Vital 5 Perawatan Printer 2-proportion test Faktor Vital 6 Sistem Jaringan 2-proportion test Bukan Faktor Vital
Tabel 12. Skoring penyebab ptensial (X) dari “Printer Error”
E. PERBAIKAN (IMPROVEMENT)
1. Menentukan Pemecahan Masalah
Tahap Improve menjadi yang paling menyenangkan dan pada saat yang sama
menjadi yang paling sulit. Setelah menemukan penyebab masalah yang ditentukan
dalam tahap analisa, tim yang telah ditunjuk akan menemukan solusi kreatif perbaikan
dan mengidentifikasi apa yang akan terjadi jika perbaikan yang dibutuhkan tidak dibuat
dan apa yang akan terjadi jika perbaikan memakan waktu terlalu lama. Berdasarkan
hasil analisa akan ditentukan pemecahan masalah yang bisa diimplementasikan. Salah
satu alat yang digunakan adalah Quick Win. Quick Win adalah ide solusi yang
dikembangkan terkait dengan akar penyebab sudah diketahui. sehingga, hal itu
memungkinkan untuk melakukan implementasi/eksekusi karena telah diberikan
wewenang untuk melakukan perubahan.
Kriteria Quick Win untuk improve, diantaranya :
a. Quick Wins memiliki minimal atau tidak ada belanja modal
b. Low Risk (rendah resiko)
c. Sempit dan ruang lingkup terfokus (mereka tidak berusaha untuk memperbaiki
seluruh proses, hanya sebagian kecil)
d. Buy-in untuk semua Stakeholder (solusi diterima semua pihak)
e. Kepastian (sekitar 70-80 kepercayaan%) bahwa perubahan akan menghasilkan
dampak positif
f. Perbaikan dalam waktu cepat
g. Memiliki wewenang untuk melakukan perubahan yang diinginkan
h. Akar penyebabnya diketahui dan solusi yang jelas untuk semua.

24 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Berdasarkan kriteria Quick Win, maka dalam maklah ini ada 3 (tiga) solusi yang
merupakan Quick Win yang disetujui untuk bisa diimplementasikan dalam rangka
efisiensi penggunaan kertas di perkantoran, yaitu :
a. Memberikan tugas dan tanggung jawab sesuai dengan pengalaman pegawai
b. Melakukan standar pengecekan dokumen sebelum dicetak
c. Peawatan printer secara berkala.
No Solusi Mudah Cepat Murah Wewenang
penuh Kesimpulan
1 Tugas dan tanggung jawab sesuai dengan pengalaman
√ √ √ √ OK
2 Melakukan standar pengecekan dokumen
√ √ √ √ OK
3 Pelatihan Teknologi Informasi untuk pegawai
√ X X √ Not OK
4 Perawatan printer secara rutin √ √ √ √ OK Tabel 13. Matrik pemecahan masalah dengan Quick Win
2. Melakukan desain kombinasi pemecahan masalah yang paling efektif
Untuk mendesain kombinasi pemecahan masalah dilakukan dengan Design of
Experimental (DoE), yaitu metode penentan awal mengenal pengambilan dat dari
proses eksperimen dan analisa data sehingga didapat informasi yang akurat melalui
eksperimen. Dalam Minitab, DoE dilakukan dengan desain faktorial untuk mencari
kombinasi terbaik yg menimbulkan cacat pencetakan terkecil, seperti yang terlihat
pada Gambar dibawah ini.
Gambar 13. Kombinasi dalam DoE untuk mengatasi cacat percetakan dokumen

25
Gambar 14 dibawah ini menunjukkan cobe plot dengan Minitab terhadap 3 solusi yang
dihasilkan.
Gambar 14. Cube Plot desain faktorial terhadap kombinasi pengalaman. Pengecekan dan perawatan
Apabila di transformasikan ke dalam bentuk tabel akan menjadi seperti tabel 14.
No Pengalaman Pengecekan Perawatan Nilai 1 Pengalaman < 1 Thn 2 Kali 1 Bulan 26,5 2 Pengalaman > 3 Thn 2 Kali 1 Bulan 15,5 3 Pengalaman < 1 Thn 3 Kali 1 Bulan 28,5 4 Pengalaman > 3 Thn 3 Kali 1 Bulan 21,0 5 Pengalaman < 1 Thn 2 Kali 3 Bulan 13,5 6 Pengalaman > 3 Thn 2 Kali 3 Bulan 11,5 7 Pengalaman < 1 Thn 3 Kali 3 Bulan 14,0 8 Pengalaman > 3 Thn 3 Kali 3 Bulan 12,0
Tabel 14. Matrik kombinasi pemecahan masalah dengan Quick Win
Kombinasi antara Pengalaman Pegawai, jumlah pengecekan dan Frekuensi Perawatan
Printer yang digunakan untuk menghasilkan jumlah salah cetak paling minimal adalah :
a. Pengalaman Operator >3 Tahun
b. Pengecekan 2 Kali
c. Perawatan Printer 3 Bulan Sekali
Kombinasi tersebut akan mengasilkan prosentase pemecahan masalah yaitu
pengurangan cacat pada pencetakan dokumen sebesar 80 % sebagaimana yang
ditunjukkan oleh perhitungan Minitab pada Gambar 15 berikut ini :

26 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Gambar 15. Besarnya dampak pemecahan masalah yang timbul
F. PROSES KONTROL
1. Melakukan Kontrol Kualitas, Standarisasi dan Pengendalian
Tahap terakhir dari DMAIC adalah kontrol, yang merupakan tahap untuk
memastikan bahwa proses terus bekerja dengan baik, menghasilkan efisiensi seperti
yang diinginkan, dan menjaga tingkat kualitas. Terdapat empat aspek yang harus
diperhatikan, yaitu:
a. Kontrol Kualitas
Tujuan utama dalam kontrol adalah jaminan keseluruhan bahwa standar kualitas yang
tinggi terpenuhi. Harapan pelanggan tergantung pada ini, jadi kontrol secara
menyeluruh berkaitan dengan kualitas. Karena tujuan Six Sigma adalah
meningkatkan proses secara keseluruhan dengan mengurangi cacat. Oleh karena itu
pengendalian kualitas adalah metode penting untuk menjaga seluruh proses berada
pada jalurnya, karena memungkinkan siapa saja untuk menemukan masalah dan
memperbaikinya, dan menilai seberapa efektif perbaikan dilaksanakan. Kualitas
adalah core (inti) filosofi Six Sigma. Mengurangi cacat dilakukan secara menyeluruh
dan didukung semua pihak untuk mencapai kualitas tebaik seperti yang diinginkan
pelanggan.
b. Standarisasi
Salah satu cara untuk memastikan proses berjalan dengan kontrol yang baik adalah
memberikan standarisasi proses. Dalam lingkungan industri ditetapkan nilai

27
standarisasi yang menjadi acuan bagi sebuah proses untuk berjalan sesuai standar
tersebut. Oleh karena itu perlu perlu diberikan nilai standar kontrol untuk proses
sehingga sebagian besar pekerjaan sebisa mungkin dikelola secara standar.
c. Metode Pengendalian & Alternatif
Pengembangan proses baru dari setiap perubahan proses yang ada memerlukan
pengembangan prosedur untuk mengendalikan alur kerja. Ketika proses tidak dapat
dikelola dengan cara biasa, maka perlu dengan alternatif yang bisa diterima semua
pihak tanpa mengganggu standar yang telah ditetapkan.
d. Menanggapi ketika kerusakan terjadi
Langkah terakhir dalam proses kontrol adalah mengetahui bagaimana merespon
ketika cacat ditemukan. Dalam sistem terbaik yang dirancang, cacat dapat dikurangi
menjadi mendekati nol, sehingga dapat benar-benar percaya bahwa Six Sigma dapat
dicapai. Sehingga perlu untuk mengendalikan proses yang baru diperbaiki dan
membuat rencana tindakan untuk memastikan proses baru mempertahankan kinerja
sigma ditingkatkan.
2. Kapabilitas Proses setelah Dilakukan Perbaikan untuk Mengurangi Cacat
Akibat Kesalahan dalam Mencetak Dokumen
Kapabilitas proses yang setelah dilakukan perbaikan untuk mengurangi cacat akibat
kesalahan dalam mencetak dokumen ditunjukkan pada Tabel 15 berikut ini :
Nama Rumus Hasil Defect Def 17 Unit U 220 DPU Def/U 0,08 DPO (Def/U)*Opportunity 0,008 DPMO DPO*1.000.00 8000 Yrt 2,718(-DPU) 0,9987 Zlt Zinverse(Yrt) 3,0245 Zshift 1,5 1,5 Sigma Level (Zst) Zst=Zlt + Zshift 4,5245
Tabel 15. Kapabilitas Proses setelah Perbaikan
Setelah mendapatkan Sigma Level kemudian di gunakan pada 4-Blok Diagram yang
menunjukkan tingkat Kontrol (Zshift) dan pengaruh Teknologi (Zst). Gambar 16
menunjukkan letak kapabilitas poses setelah pebaikan berada pada area D (kontrol
bagus dan penggunaan teknologi bagus).

28 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
Target
Gambar 16. 4-Blok Diagram Kapabilitas Poses setelah Perbaikan
G. KESIMPULAN DAN SARAN
1. Kesimpulan
a. Institusi Balai Latihan Kerja perlu melakukan efisiensi dalam rangka meningkatkan
kualitas pelayanan kepada masyarakat.
b. Penerapan dan penggunaan metode six sigma dapat dilakukan dalam konteks
peningkatan efisiensi dan kualitas proses dan kinerja. kegiatan yang berlangsung di
lingkungan perkantoran. Peningkatan kualitas kinerja pada salah satu perkantoran
berdasarkan perspektif six sigma berada di level 4,52. Ini berarti efisiensi dengan
mengurangi cacat akibat kesalahan cetak dokumen cukup tinggi.
c. Efisiensi yang cukup tinggi ini terjadi karena fungsi kontrol yang bagus dan didukung
penguasaan teknologi yang baik.
d. Selain itu penerapan teknologi informasi yang mendukung paper less office akan
memberikan kontribusi positif terhadap peningkatan efisiensi penggunaan kertas
sebagai media cetak dokumen. Diantara best practices penerapan teknologi informasi
yang mendukung paper less office adalah :
2. Saran
a. Semua pegawai di Kemenakertrans melalui Balai Latihan Kerja harus memberikan
kontribusi dalam penghematan anggaran sesuai Inpres No. 7 tahun 2011 melalui
efisiensi dalam kegiatan administrasi pencetakan dokumen di perkantoran.
b. Balai Latihan Kerja mengkampanyekan best practices yang bias dilakukan dalam
lingkungan perkantoran seperti :

29
i. Pemberian tugas dan wewenang pembuatan dokumen kepada pegawai yang sudah
berpengalaman. Apabila ada pegawai baru hendaknya mendapatkan bimbingan
dalam pembuatan dokumen.
ii. Fungsi kontrol terhadap dokumen dengan melakukan pengecekan minimal 2 kali
sebelum dokumen dicetak.
iii. Perawatan kepada perangkat cetak dokumen seperti printer untuk menjamin
kehandalan kerja perangkat tersebut.
iv. Penggunaan electronic mail (e-mail) sebagai pengganti surat formal maupun non
formal. Untuk surat formal yang memerlukan kepala surat bisa dilakukan dengan
menyetting e-mail agar tampak seperti surat resmi.
v. Penggunaan electronic fax (i-fax) sebagai pengganti mesin faksimil konvensional.
vi. Penggunaan laporan electronik (e-reporting) yang terintegrasi dengan sistem tata
kelola kelembagaan.

30 Efisiensi Pencetakan Dokumen di Perkantoran Dengan Six Sigma
DAFTAR PUSTAKA
1. BBLKI Serang, Rencana Umum Pengadaan BBLKI Serang,
http://www.bblkiserang.com/forumadmin/upload/rencana%20umum%20pengada
an.pdf
2. LG Electronics Indonesia. Modul Training Six Sixma untuk Green Belt, Jakarta :
Penerbit Training Center LGEIN
3. Wikipedia, Six Sigma, Mei 2012, http://id.wikipedia.org/wiki/Six_Sigma
4. TP, Six Sigma Tutorial, http://www.tutorialspoint.com/six_sigma
5. http://www.brighthub.com/office/project-management
6. SSCX, Six Sigma, http://www.sixsigmaindonesia.com/six-sigma/
7. Gaspersz V. 2001. Metode Analisis untuk Peningkatan Kualitas. Jakarta : Penerbit
PT Gramedia Pustaka Utama
8. Deliveri. 2005. Total Quality Management. www.deliveri.org
9. Inpres No. 7 Tahun 2011. Penghematan Belanja Kementerian/Lembaga Tahun
Anggaran 2011
10. Setiawan,Hendra, Metode Six Sigma dan Kepuasan
Pelanggan,www.materikuliah.com
11. Anonim, Six Sigma Quality:Six Sigma,TQM,Balance Scorecard
12. Anonim, Manajemen Kualitas Proyek
13. Rahmat Taufiq Sigit, Efisiensi Surat Menyurat di Perumnas, HRD PT Perumnas,
Jakarta, 2012
Recommended

















