28/06/2012
1
ENGENHARIA DA QUALIDADE
Professor: Eng. de Produção Filipe de Medeiros Albano, Me.
Autor: Albano (2012) e Pizzolato (2011)
Programa: 2
Análise de Sistemas de Medição;
Exatidão e Precisão
Estudos de Repetitividade e Reprodutibilidade
Estudo Rápido
Estudo Formal
Atributos
Referência Principal: Albano & Raya-Rodriguez. Validação
e Garantia da Qualidade de Ensaios Laboratoriais. RMRS:
Porto Alegre, 2009.
28/06/2012
2
Autor: Albano (2012) e Pizzolato (2011)
Docente: 3
Eng. de Produção (UFRGS)
Professor FENG/PUCRS – área: qualidade e planejamento;
Doutorando PPGEP/UFRGS – área da Qualidade
Gerente da Qualidade da Rede Metrológica RS
Contato: [email protected]
Autor: Albano (2012) e Pizzolato (2011)
Introdução 4
Do que depende a validade da análise do
desempenho dos processos industriais?
Depende da validade dos dados
A que se deve a variação de uma medição
extraída de um processo?
Variação das partes/peças
Variação natural do processo
Variação do SM
28/06/2012
3
Autor: Albano (2012) e Pizzolato (2011)
Introdução 5
A variação do SM pode ser maior que a variação natural do processo ou das parte?
De onde pode vir a variação associada ao SM?
do equipamento de medição (Instrumento + dispositivo + .....)
Instalações
Treinamento do operador ou técnico
Método de medição, etc.
O que é analisar a variação associada ao SM?
Avaliar as propriedades do SM assegurando sua adequabilidade para seu uso pretendido
Autor: Albano (2012) e Pizzolato (2011)
Introdução 6
Quando analisar a variação do SM?
Sempre que for iniciado ou revisado um processo produtivo
O que verificar no SM?
Confirmar se o SM tem: consistência, exatidão se e é capaz de discriminar a diferença natural existente entre as partes/peças
O que a análise do SM pode dizer?
se o SM é capaz de discriminar adequadamente a diferença entre os itens
se o SM se apresenta-se estável ao longo do tempo
se o SM apresenta-se exato e preciso
28/06/2012
4
Autor: Albano (2012) e Pizzolato (2011)
7
Um viscosímetro é capaz de discriminar
adequadamente a viscosidade de diferentes
amostras de tinta?
A escala precisa ser periodicamente recalibrada
para que a balança seja capaz de preencher
todos os pacotes de batata com exatidão?
O termômetro é capaz de medir adequadamente
todas as temperaturas usadas durante um processo?
Autor: Albano (2012) e Pizzolato (2011)
O que se pode fazer com os dados do SM?
8
Entender o processo de medição
Determinar o erro total do SM
Avaliar o quanto o SM é adequado para controle dos produtos e processos
Promover entendimento e a melhoria do processo de medição para: Reduzir sua variabilidade
Investigar onde estão as causas da variabilidade
Tomar medidas para sua correção
Entender a magnitude do erro e verificar se ele está dentro dos limites aceitáveis
28/06/2012
5
Autor: Albano (2012) e Pizzolato (2011)
Tipos de sistemas de medição (1) 9
Sistemas de medição de variáveis
aquele SM que fornece dados contínuos de um
característica de qualidade: uma cota de uma peça;
um parâmetro de processo
Autor: Albano (2012) e Pizzolato (2011)
Tipos de sistemas de medição (2) 10
Sistemas de medição de atributos
é aquele SM que dados categóricos ou discretos:
defeituoso ou não defeituoso; passa ou não passa;
conforme ou não conforme
28/06/2012
6
Autor: Albano (2012) e Pizzolato (2011)
O que avaliar num SMV? 11
Capacidade do SM de detectar pequenas
mudanças da característica em estudo
A localização dos dados obtidos por um SM
A variabilidade dos dados obtidos por um SM
Autor: Albano (2012) e Pizzolato (2011)
Conceitos - VIM
Erro Sistemático
Erro Aleatório
Erro de Medição
Repetitividade
Reprodutibilidade
Exatidão
Precisão
12
28/06/2012
7
13
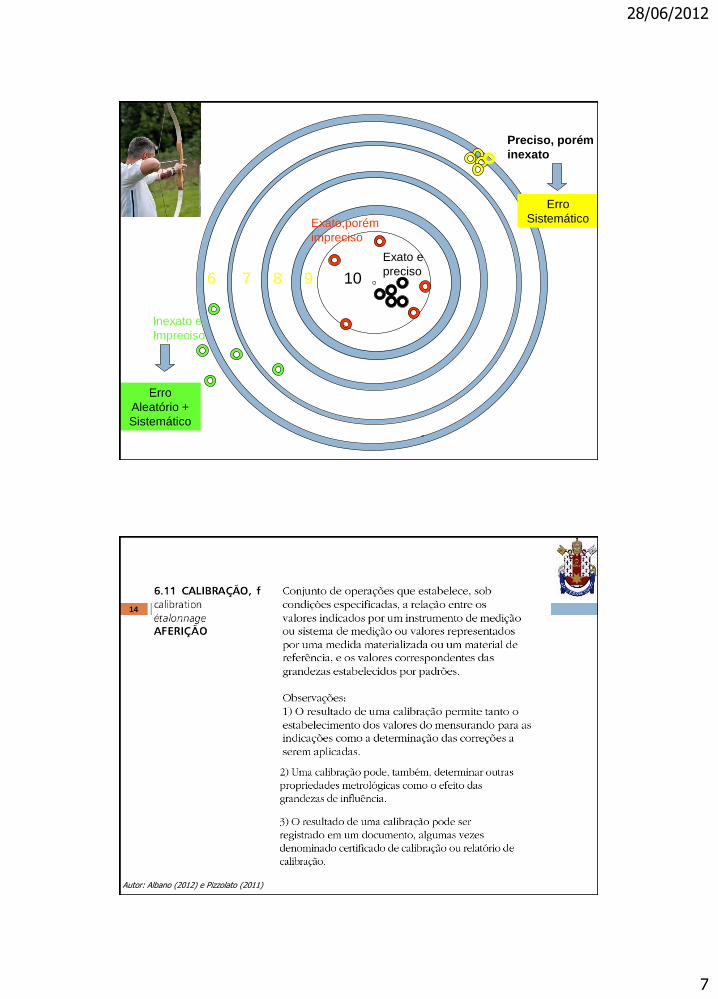
6 7 8 9 10
Preciso, porém
inexato
Exato e
preciso
Exato,porém
impreciso
Inexato e
Impreciso
Erro
Sistemático
Erro
Aleatório +
Sistemático
Autor: Albano (2012) e Pizzolato (2011)
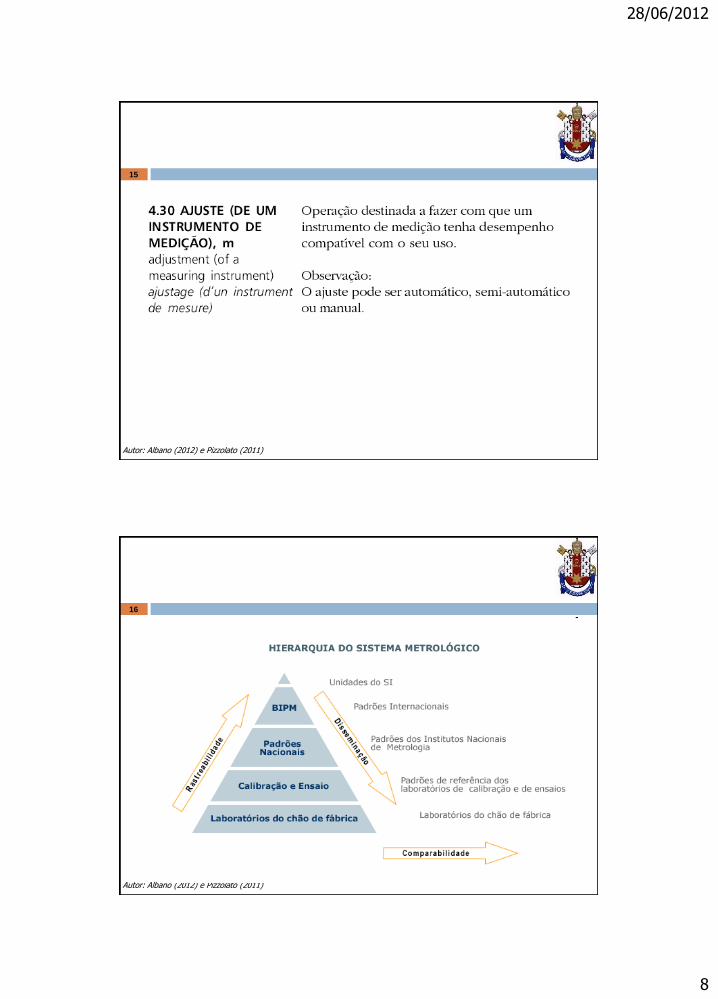
14
28/06/2012
8
Autor: Albano (2012) e Pizzolato (2011)
15
Autor: Albano (2012) e Pizzolato (2011)
16
28/06/2012
9
Autor: Albano (2012) e Pizzolato (2011)
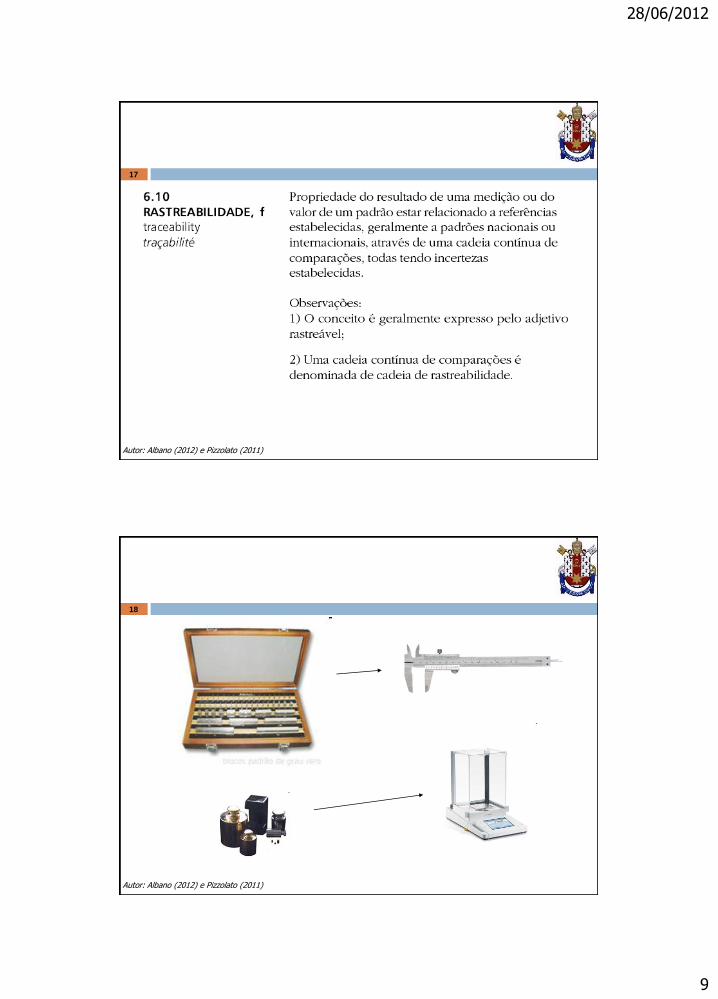
17
Autor: Albano (2012) e Pizzolato (2011)
18
28/06/2012
10
Autor: Albano (2012) e Pizzolato (2011)
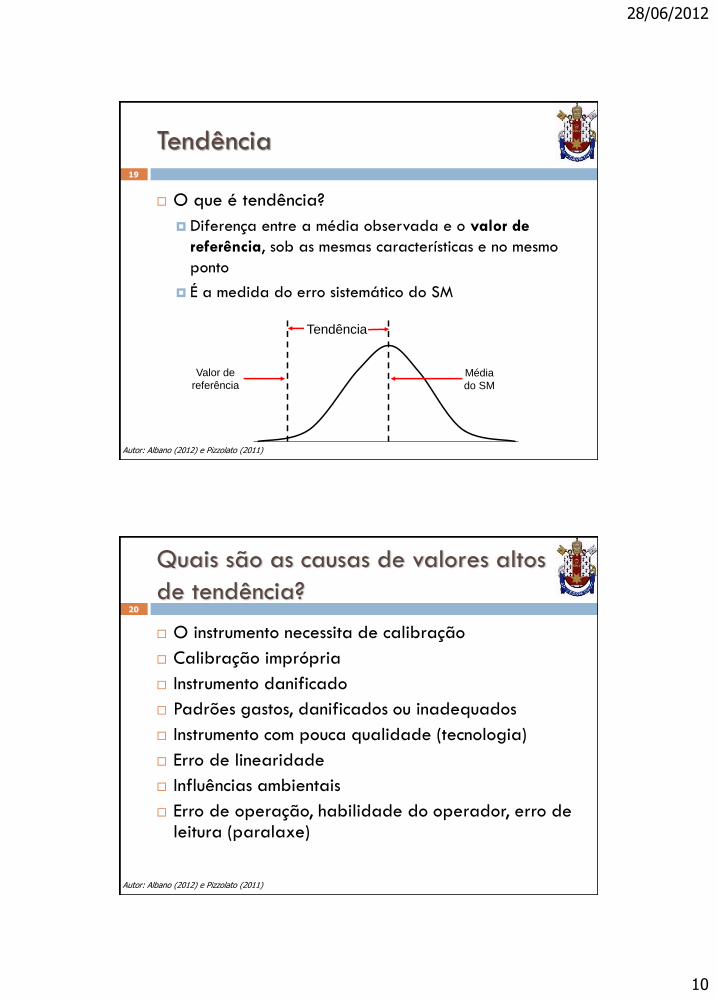
Tendência 19
O que é tendência?
Diferença entre a média observada e o valor de
referência, sob as mesmas características e no mesmo
ponto
É a medida do erro sistemático do SM
Tendência
Média
do SM
Valor de
referência
Autor: Albano (2012) e Pizzolato (2011)
Quais são as causas de valores altos
de tendência? 20
O instrumento necessita de calibração
Calibração imprópria
Instrumento danificado
Padrões gastos, danificados ou inadequados
Instrumento com pouca qualidade (tecnologia)
Erro de linearidade
Influências ambientais
Erro de operação, habilidade do operador, erro de leitura (paralaxe)
28/06/2012
11
21
QUANDO EXISTE UM VALOR
PADRÃO ESTABELECIDO
(CONHECIDO)
Sistemas de
Garantia da
Qualidade II -
Eng. Filipe
Albano, Msc.
Autor: Albano (2012) e Pizzolato (2011) 22
Erro sistemático
(tendência da medição)
Calcular o erro de medição (valor medido – valor do
padrão);
Calcular o erro médio;
Analisar o % do erro médio em relação ao valor de
referência (padrão);
IDEAL: < 5%
28/06/2012
12
Autor: Albano (2012) e Pizzolato (2011) 23
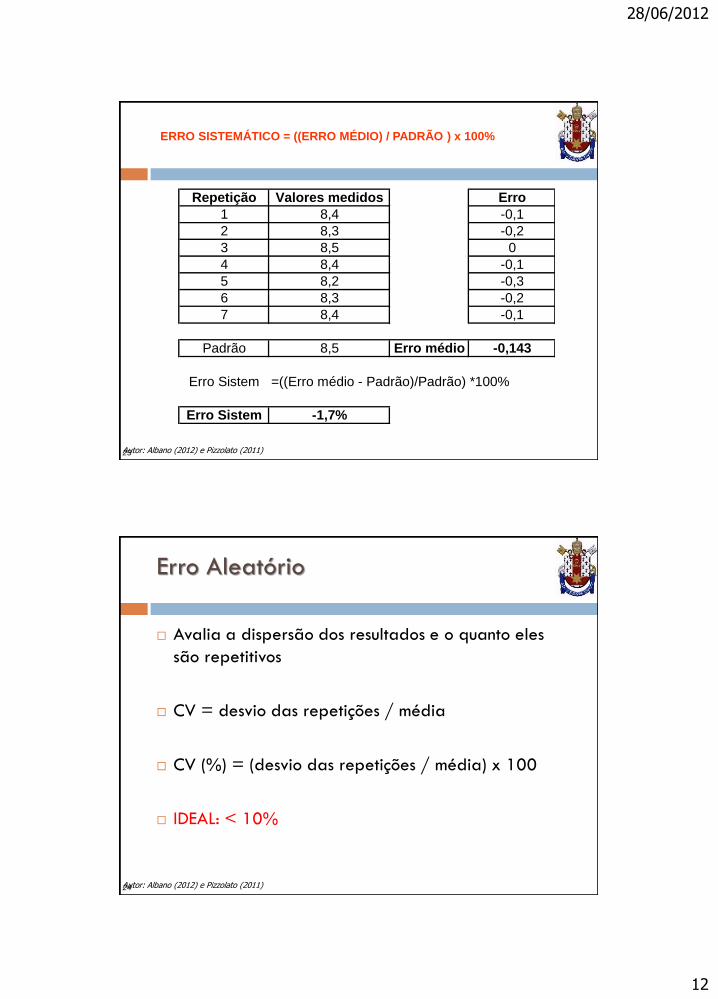
Repetição Valores medidos Erro
1 8,4 -0,1
2 8,3 -0,2
3 8,5 0
4 8,4 -0,1
5 8,2 -0,3
6 8,3 -0,2
7 8,4 -0,1
Padrão 8,5 Erro médio -0,143
Erro Sistem =((Erro médio - Padrão)/Padrão) *100%
Erro Sistem -1,7%
ERRO SISTEMÁTICO = ((ERRO MÉDIO) / PADRÃO ) x 100%
Autor: Albano (2012) e Pizzolato (2011) 24
Erro Aleatório
Avalia a dispersão dos resultados e o quanto eles
são repetitivos
CV = desvio das repetições / média
CV (%) = (desvio das repetições / média) x 100
IDEAL: < 10%
28/06/2012
13
Autor: Albano (2012) e Pizzolato (2011)
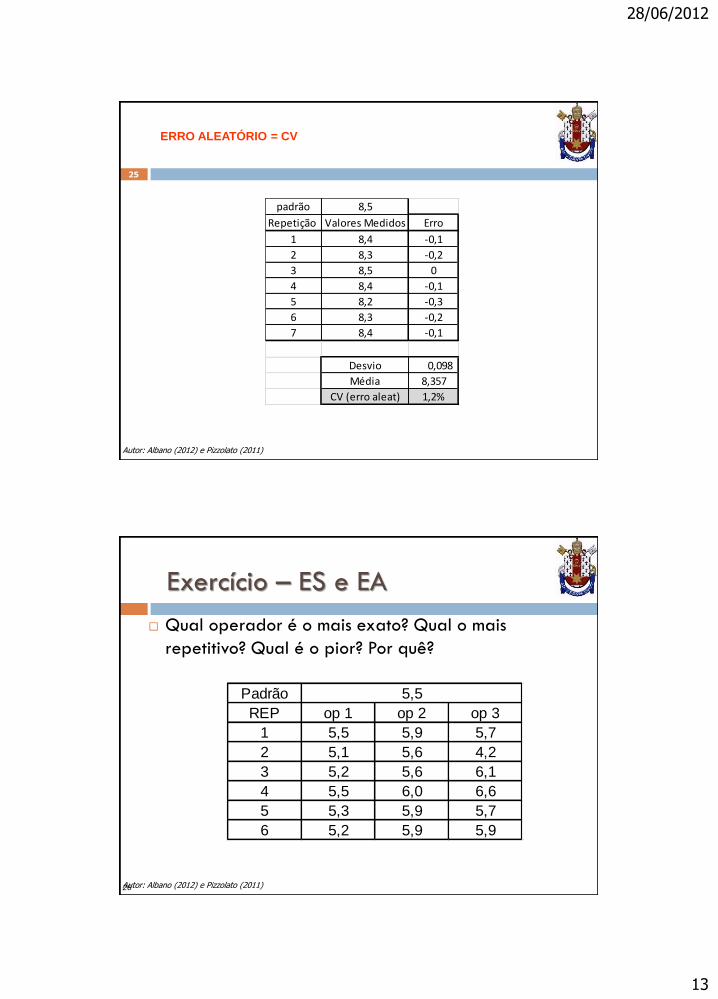
25
padrão 8,5
Repetição Valores Medidos Erro
1 8,4 -0,1
2 8,3 -0,2
3 8,5 0
4 8,4 -0,1
5 8,2 -0,3
6 8,3 -0,2
7 8,4 -0,1
Desvio 0,098
Média 8,357
CV (erro aleat) 1,2%
ERRO ALEATÓRIO = CV
Autor: Albano (2012) e Pizzolato (2011) 26
Exercício – ES e EA
Qual operador é o mais exato? Qual o mais
repetitivo? Qual é o pior? Por quê?
Padrão
REP op 1 op 2 op 3
1 5,5 5,9 5,7
2 5,1 5,6 4,2
3 5,2 5,6 6,1
4 5,5 6,0 6,6
5 5,3 5,9 5,7
6 5,2 5,9 5,9
5,5
28/06/2012
14
Autor: Albano (2012) e Pizzolato (2011) 27
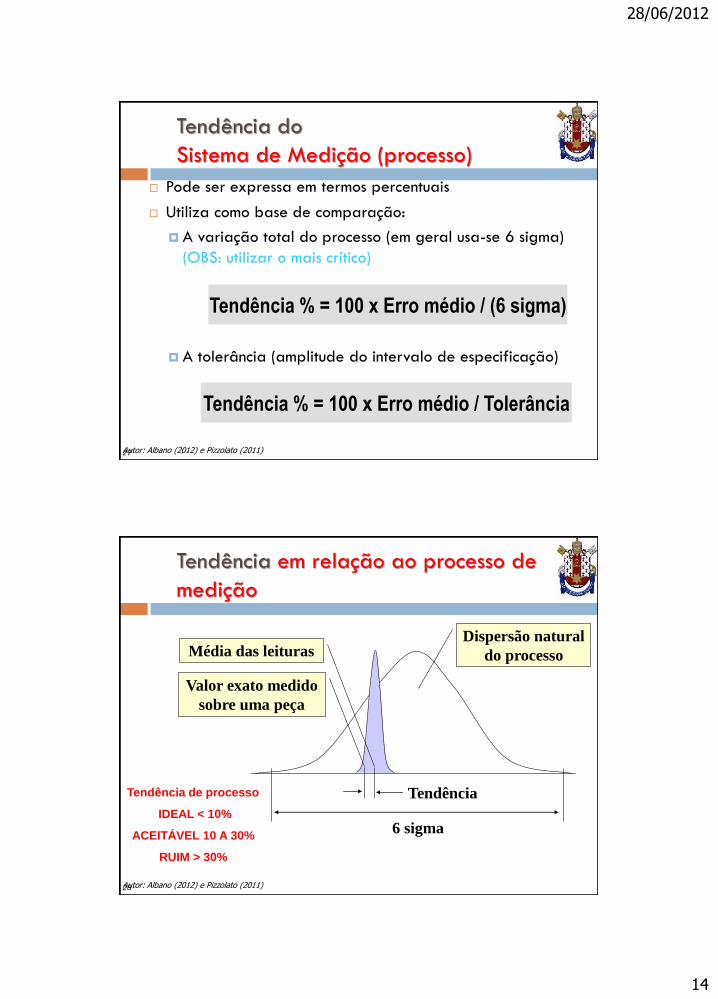
Tendência do
Sistema de Medição (processo)
Pode ser expressa em termos percentuais
Utiliza como base de comparação:
A variação total do processo (em geral usa-se 6 sigma)
(OBS: utilizar o mais crítico)
A tolerância (amplitude do intervalo de especificação)
Tendência % = 100 x Erro médio / (6 sigma)
Tendência % = 100 x Erro médio / Tolerância
Autor: Albano (2012) e Pizzolato (2011) 28
Tendência em relação ao processo de
medição
Tendência
6 sigma
Valor exato medido
sobre uma peça
Média das leituras Dispersão natural
do processo
Tendência de processo
IDEAL < 10%
ACEITÁVEL 10 A 30%
RUIM > 30%
28/06/2012
15
Autor: Albano (2012) e Pizzolato (2011) 29
Cálculo tendência em relação ao processo
de medição
Calcular o erro médio;
A) DIVIDIR por 6 vezes o desvio padrão do processo;
OU
B) DIVIDIR pela tolerância;
Multiplicar por 100%
Autor: Albano (2012) e Pizzolato (2011) 30
Lógica:
(Tendência relacionada ao processo):
% do erro em relação ao
PROCESSO DE MEDIÇÃO
28/06/2012
16
Autor: Albano (2012) e Pizzolato (2011) 31
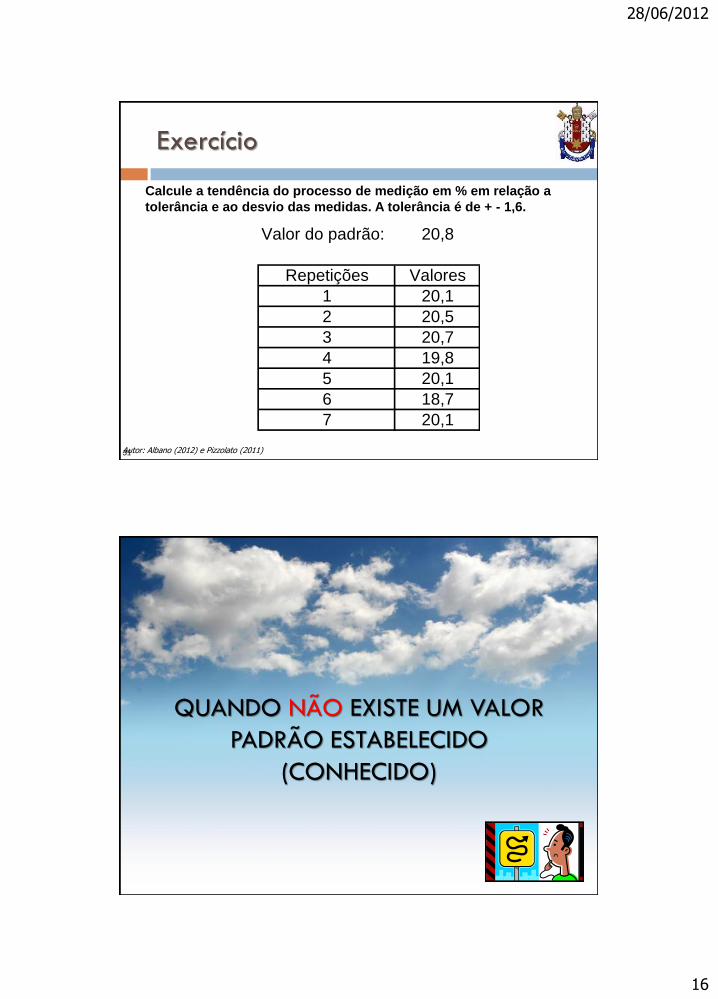
Exercício
Valor do padrão: 20,8
Repetições Valores
1 20,1
2 20,5
3 20,7
4 19,8
5 20,1
6 18,7
7 20,1
Calcule a tendência do processo de medição em % em relação a
tolerância e ao desvio das medidas. A tolerância é de + - 1,6.
32
QUANDO NÃO EXISTE UM VALOR
PADRÃO ESTABELECIDO
(CONHECIDO)
28/06/2012
17
Autor: Albano (2012) e Pizzolato (2011) 33
Z - Score
Controle entre equipamentos, laboratórios,
operadores, analistas, métodos, etc;
É possível avaliar os dados MESMO SEM A
EXISTÊNCIA DE UM PADRÃO!!
Autor: Albano (2012) e Pizzolato (2011) 34
Cálculo do Z - Score
xi é a medida obtida em um ensaio ou medição;
Val.referência é o valor do padrão ou da média do grupo;
S é o desvio padrão das medidas.
s
referênciavalxZ i .
28/06/2012
18
Autor: Albano (2012) e Pizzolato (2011)
Classificação segundo Escore Z
Se |Z| ≤ 2 = Satisfatório
Se 2 < |Z| < 3 = Questionável
Se |Z| ≥ 3 = Insatisfatório
36
MEDIDAS ROBUSTAS:
MEDIANA E IQN
28/06/2012
19
Autor: Albano (2012) e Pizzolato (2011)
37
Sistemas de Garantia da Qualidade II - Eng. Filipe Albano, Msc.
VALOR ALVO
Código do
Laboratório
1ª via
% base
seca
2ª via
% base
seca
3ª via
% base
seca
Média das
vias
% base seca
CV da médiaEscore Z da
média
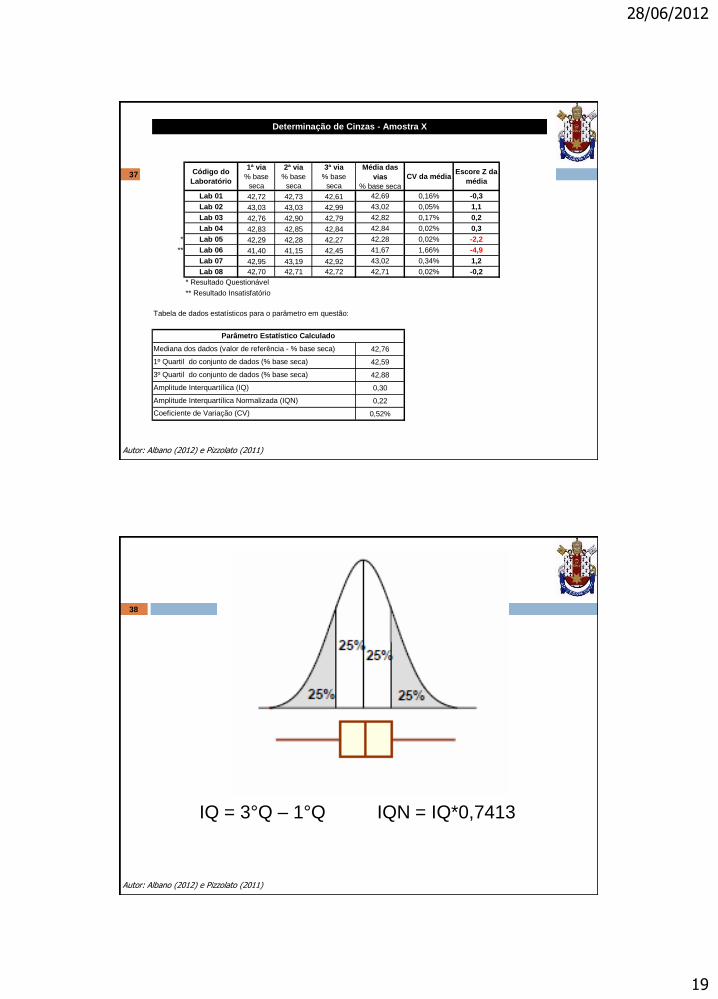
Lab 01 42,72 42,73 42,61 42,69 0,16% -0,3
Lab 02 43,03 43,03 42,99 43,02 0,05% 1,1
Lab 03 42,76 42,90 42,79 42,82 0,17% 0,2
Lab 04 42,83 42,85 42,84 42,84 0,02% 0,3
* Lab 05 42,29 42,28 42,27 42,28 0,02% -2,2
** Lab 06 41,40 41,15 42,45 41,67 1,66% -4,9
Lab 07 42,95 43,19 42,92 43,02 0,34% 1,2
Lab 08 42,70 42,71 42,72 42,71 0,02% -0,2
42,76
42,59
42,88
0,30
0,22
0,52%
Determinação de Cinzas - Amostra X
Tabela de dados estatísticos para o parâmetro em questão:
Parâmetro Estatístico Calculado
* Resultado Questionável
** Resultado Insatisfatório
Mediana dos dados (valor de referência - % base seca)
1º Quartil do conjunto de dados (% base seca)
3º Quartil do conjunto de dados (% base seca)
Amplitude Interquartílica (IQ)
Amplitude Interquartílica Normalizada (IQN)
Coeficiente de Variação (CV)
Autor: Albano (2012) e Pizzolato (2011)
38
IQ = 3°Q – 1°Q IQN = IQ*0,7413
28/06/2012
20
Autor: Albano (2012) e Pizzolato (2011)
IQN
medianaxZ i
Autor: Albano (2012) e Pizzolato (2011) 40
Avaliação da Dispersão (precisão)
COEFICIENTE DE VARIAÇÃO (CV)
CV = (variação / medida de tendência central) * 100%
GRUPO (REPRO) CV = (IQN / Mediana)*100%
OU
INTERNO (REPE) CV = (Desvio / Média)*100%
Ideal:
CV interno < 10%
CV grupo < 30%
28/06/2012
21
Autor: Albano (2012) e Pizzolato (2011) 41
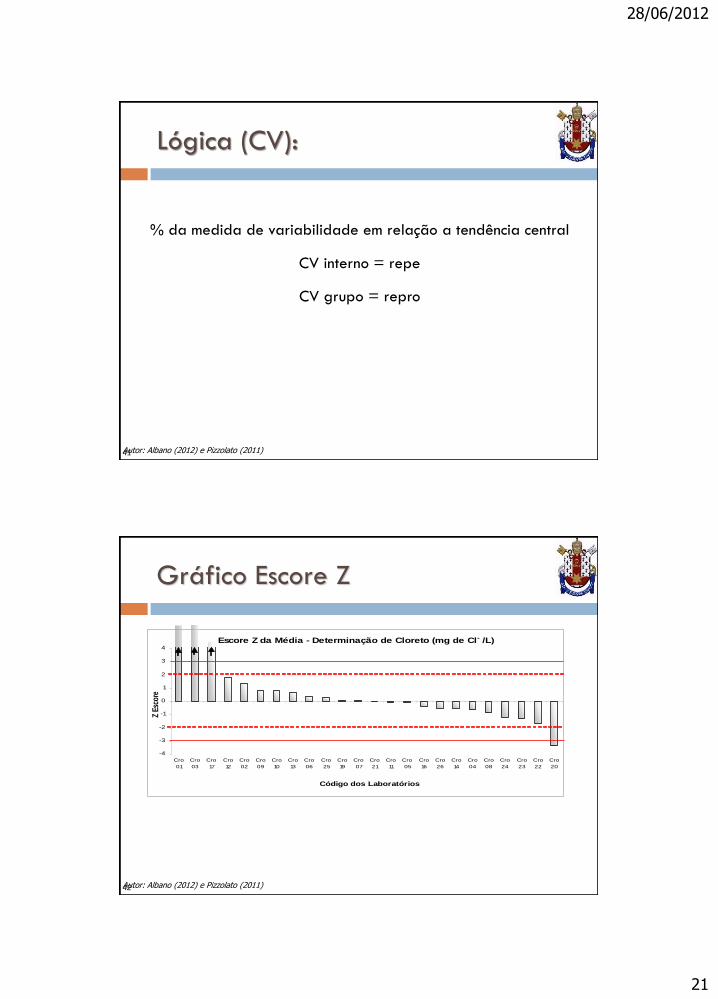
Lógica (CV):
% da medida de variabilidade em relação a tendência central
CV interno = repe
CV grupo = repro
Autor: Albano (2012) e Pizzolato (2011) 42
Gráfico Escore Z
Escore Z da Média - Determinação de Cloreto (mg de Cl- /L)
-4
-3
-2
-1
0
1
2
3
4
Cro
01
Cro
03
Cro
17
Cro
12
Cro
02
Cro
09
Cro
10
Cro
13
Cro
06
Cro
25
Cro
19
Cro
07
Cro
21
Cro
11
Cro
05
Cro
16
Cro
26
Cro
14
Cro
04
Cro
08
Cro
24
Cro
23
Cro
22
Cro
20
Código dos Laboratórios
Z Es
core
28/06/2012
22
Autor: Albano (2012) e Pizzolato (2011)
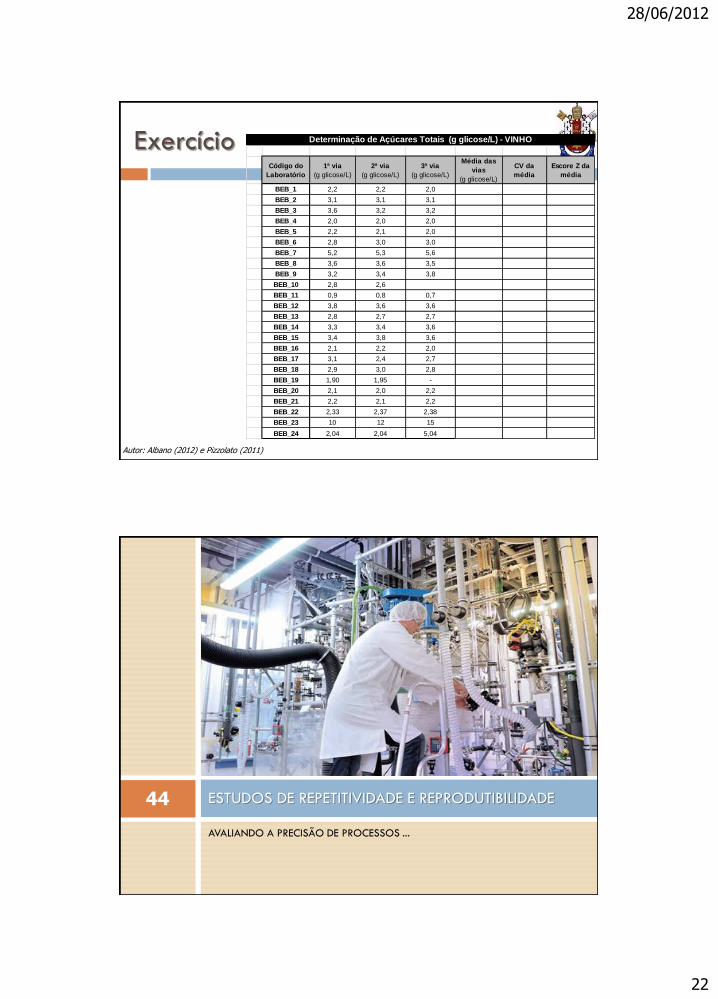
Exercício Código do
Laboratório
1ª via
(g glicose/L)
2ª via
(g glicose/L)
3ª via
(g glicose/L)
Média das
vias
(g glicose/L)
CV da
média
Escore Z da
média
BEB_1 2,2 2,2 2,0
BEB_2 3,1 3,1 3,1
BEB_3 3,6 3,2 3,2
BEB_4 2,0 2,0 2,0
BEB_5 2,2 2,1 2,0
BEB_6 2,8 3,0 3,0
BEB_7 5,2 5,3 5,6
BEB_8 3,6 3,6 3,5
BEB_9 3,2 3,4 3,8
BEB_10 2,8 2,6
BEB_11 0,9 0,8 0,7
BEB_12 3,8 3,6 3,6
BEB_13 2,8 2,7 2,7
BEB_14 3,3 3,4 3,6
BEB_15 3,4 3,8 3,6
BEB_16 2,1 2,2 2,0
BEB_17 3,1 2,4 2,7
BEB_18 2,9 3,0 2,8
BEB_19 1,90 1,95 -
BEB_20 2,1 2,0 2,2
BEB_21 2,2 2,1 2,2
BEB_22 2,33 2,37 2,38
BEB_23 10 12 15
BEB_24 2,04 2,04 5,04
Determinação de Açúcares Totais (g glicose/L) - VINHO
AVALIANDO A PRECISÃO DE PROCESSOS ...
ESTUDOS DE REPETITIVIDADE E REPRODUTIBILIDADE 44
28/06/2012
23
Autor: Albano (2012) e Pizzolato (2011)
Repetitividade do SM (MSA, 2002)
45
Variação nas medições obtidas com um instrumento de
medição quando utilizado várias vezes por um mesmo
avaliador quando mede uma mesma característica de uma
mesma peça
variabilidade inerente
capacidade do instrumento
Se refere as causas comuns, ao erro aleatório de sucessivas
repetições sob condições de medição definidas
É a variação dentro do SM quando as condições de medição
são definidas e fixadas
Autor: Albano (2012) e Pizzolato (2011)
Causa de valores elevados de
repetitividade do SM 46
Peça a ser medida: forma, posição, acabamento da
superfície, consistência da amostra
Instrumento de medição: manutenção, tecnologia, consertos
Método de medição: técnica, fixação, variação no set up
Técnico: habilidade, experiência, treinamento, fadiga,
posição
Ambiente: temperatura, umidade, vibração, iluminação,
limpeza
28/06/2012
24
Autor: Albano (2012) e Pizzolato (2011)
Reprodutibilidade do SM (MSA, 2002)
47
Variação na média de medições realizadas por diferentes
avaliadores utilizando o mesmo instrumento de medição
quando se mede uma mesma característica de uma mesma
peça
Essa variação existe geralmente em instrumentos “manuais”,
influenciados pela habilidade do avaliador
Em processos de medição automáticos essa variação não
existe ou é muito pequena já que o avaliador não é a maior
fonte de variação
Se refere a variação da média entre os SM ou entre
condições de medição
Autor: Albano (2012) e Pizzolato (2011)
Causas de valores elevados de
reprodutibilidade do SM 48
Entre amostras: diferença na média quando se mede diferentes peças utilizando os mesmos instrumento, avaliador e método
Entre instrumentos: diferença na média de diferentes instrumentos para utilizando os mesmos avaliadores, peças e ambiente
Entre padrões: média influenciada pela diferença na definição de padrões
Entre métodos: diferença na média causada pela mudança de SM automático para SM manual, ajuste do zero
Entre operadores: diferença na média de medições realizadas por diferentes avaliadores
Entre ambientes: diferença na média ao longo do tempo causada por ciclos ambientais
28/06/2012
25
Autor: Albano (2012) e Pizzolato (2011)
R&R – repetitividade e reprodutibilidade
49
É uma estimativa que combina a variação devida a repetitividade com a reprodutibilidade
É a variância do sistema de medição
É a soma das variâncias dentro do SM com a variância entre SM
Dois métodos serão apresentados para realizar estudos de R&R, quais sejam:
O Método da amplitude
O Método da média e amplitude
Autor: Albano (2012) e Pizzolato (2011)
Método da amplitude (estudo rápido) 50
Fornece uma noção geral do SM;
Não decompõe a variabilidade em repetitividade
e reprodutibilidade;
Tem potencial de detecção se o SM tem problemas
de R&R:
80% com uma amostra de tamanho 5;
90% com uma amostra de tamanho 10.
28/06/2012
26
Autor: Albano (2012) e Pizzolato (2011)
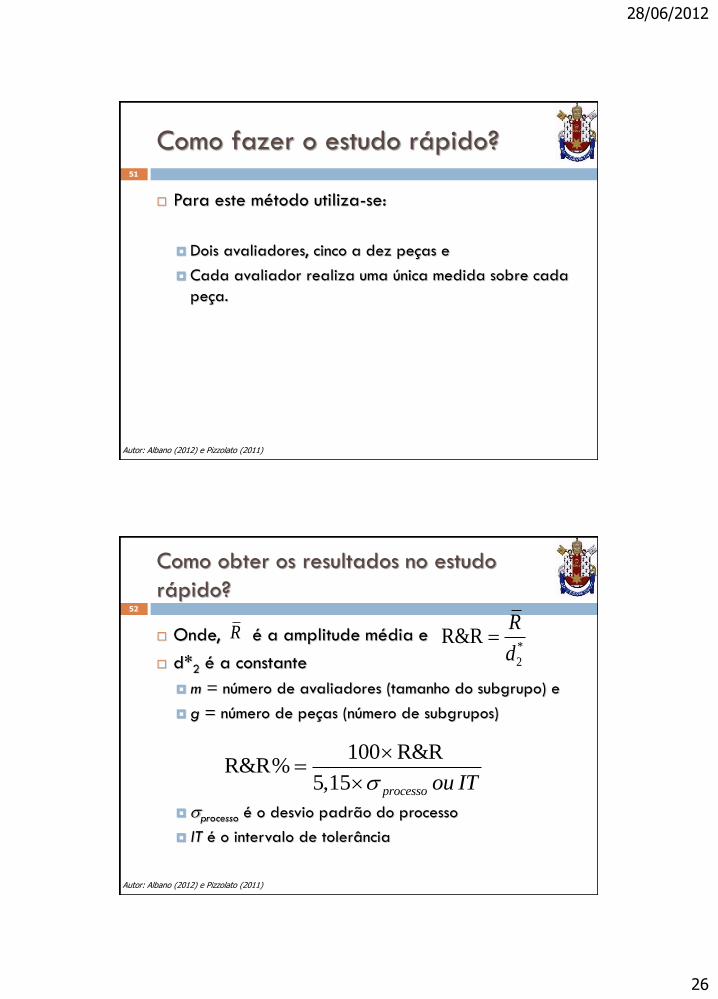
Como fazer o estudo rápido? 51
Para este método utiliza-se:
Dois avaliadores, cinco a dez peças e
Cada avaliador realiza uma única medida sobre cada
peça.
Autor: Albano (2012) e Pizzolato (2011)
Como obter os resultados no estudo
rápido? 52
Onde, é a amplitude média e
d*2 é a constante
m = número de avaliadores (tamanho do subgrupo) e
g = número de peças (número de subgrupos)
sprocesso é o desvio padrão do processo
IT é o intervalo de tolerância
*
2
R&RR
d
100 R&RR&R%
5,15 processo ou ITs
R
28/06/2012
27
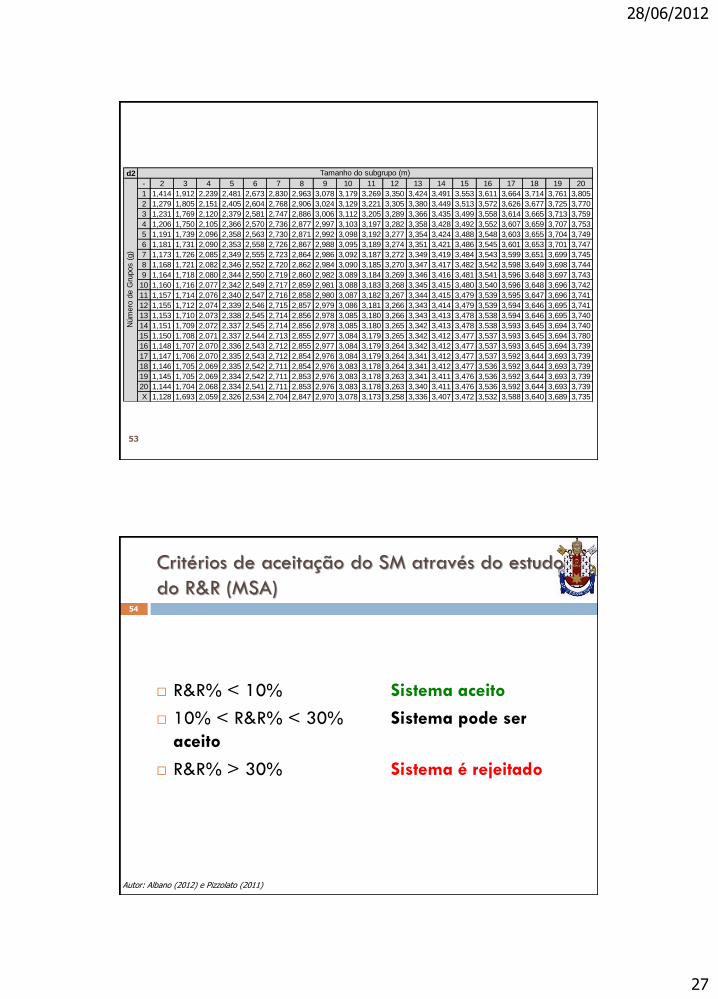
53
d2
- 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1 1,414 1,912 2,239 2,481 2,673 2,830 2,963 3,078 3,179 3,269 3,350 3,424 3,491 3,553 3,611 3,664 3,714 3,761 3,805
2 1,279 1,805 2,151 2,405 2,604 2,768 2,906 3,024 3,129 3,221 3,305 3,380 3,449 3,513 3,572 3,626 3,677 3,725 3,770
3 1,231 1,769 2,120 2,379 2,581 2,747 2,886 3,006 3,112 3,205 3,289 3,366 3,435 3,499 3,558 3,614 3,665 3,713 3,759
4 1,206 1,750 2,105 2,366 2,570 2,736 2,877 2,997 3,103 3,197 3,282 3,358 3,428 3,492 3,552 3,607 3,659 3,707 3,753
5 1,191 1,739 2,096 2,358 2,563 2,730 2,871 2,992 3,098 3,192 3,277 3,354 3,424 3,488 3,548 3,603 3,655 3,704 3,749
6 1,181 1,731 2,090 2,353 2,558 2,726 2,867 2,988 3,095 3,189 3,274 3,351 3,421 3,486 3,545 3,601 3,653 3,701 3,747
7 1,173 1,726 2,085 2,349 2,555 2,723 2,864 2,986 3,092 3,187 3,272 3,349 3,419 3,484 3,543 3,599 3,651 3,699 3,745
8 1,168 1,721 2,082 2,346 2,552 2,720 2,862 2,984 3,090 3,185 3,270 3,347 3,417 3,482 3,542 3,598 3,649 3,698 3,744
9 1,164 1,718 2,080 2,344 2,550 2,719 2,860 2,982 3,089 3,184 3,269 3,346 3,416 3,481 3,541 3,596 3,648 3,697 3,743
10 1,160 1,716 2,077 2,342 2,549 2,717 2,859 2,981 3,088 3,183 3,268 3,345 3,415 3,480 3,540 3,596 3,648 3,696 3,742
11 1,157 1,714 2,076 2,340 2,547 2,716 2,858 2,980 3,087 3,182 3,267 3,344 3,415 3,479 3,539 3,595 3,647 3,696 3,741
12 1,155 1,712 2,074 2,339 2,546 2,715 2,857 2,979 3,086 3,181 3,266 3,343 3,414 3,479 3,539 3,594 3,646 3,695 3,741
13 1,153 1,710 2,073 2,338 2,545 2,714 2,856 2,978 3,085 3,180 3,266 3,343 3,413 3,478 3,538 3,594 3,646 3,695 3,740
14 1,151 1,709 2,072 2,337 2,545 2,714 2,856 2,978 3,085 3,180 3,265 3,342 3,413 3,478 3,538 3,593 3,645 3,694 3,740
15 1,150 1,708 2,071 2,337 2,544 2,713 2,855 2,977 3,084 3,179 3,265 3,342 3,412 3,477 3,537 3,593 3,645 3,694 3,780
16 1,148 1,707 2,070 2,336 2,543 2,712 2,855 2,977 3,084 3,179 3,264 3,342 3,412 3,477 3,537 3,593 3,645 3,694 3,739
17 1,147 1,706 2,070 2,335 2,543 2,712 2,854 2,976 3,084 3,179 3,264 3,341 3,412 3,477 3,537 3,592 3,644 3,693 3,739
18 1,146 1,705 2,069 2,335 2,542 2,711 2,854 2,976 3,083 3,178 3,264 3,341 3,412 3,477 3,536 3,592 3,644 3,693 3,739
19 1,145 1,705 2,069 2,334 2,542 2,711 2,853 2,976 3,083 3,178 3,263 3,341 3,411 3,476 3,536 3,592 3,644 3,693 3,739
20 1,144 1,704 2,068 2,334 2,541 2,711 2,853 2,976 3,083 3,178 3,263 3,340 3,411 3,476 3,536 3,592 3,644 3,693 3,739
X 1,128 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,078 3,173 3,258 3,336 3,407 3,472 3,532 3,588 3,640 3,689 3,735
Tamanho do subgrupo (m)
Núm
ero
de G
rupos (
g)
Autor: Albano (2012) e Pizzolato (2011)
Critérios de aceitação do SM através do estudo
do R&R (MSA) 54
R&R% < 10% Sistema aceito
10% < R&R% < 30% Sistema pode ser
aceito
R&R% > 30% Sistema é rejeitado
28/06/2012
28
Autor: Albano (2012) e Pizzolato (2011)
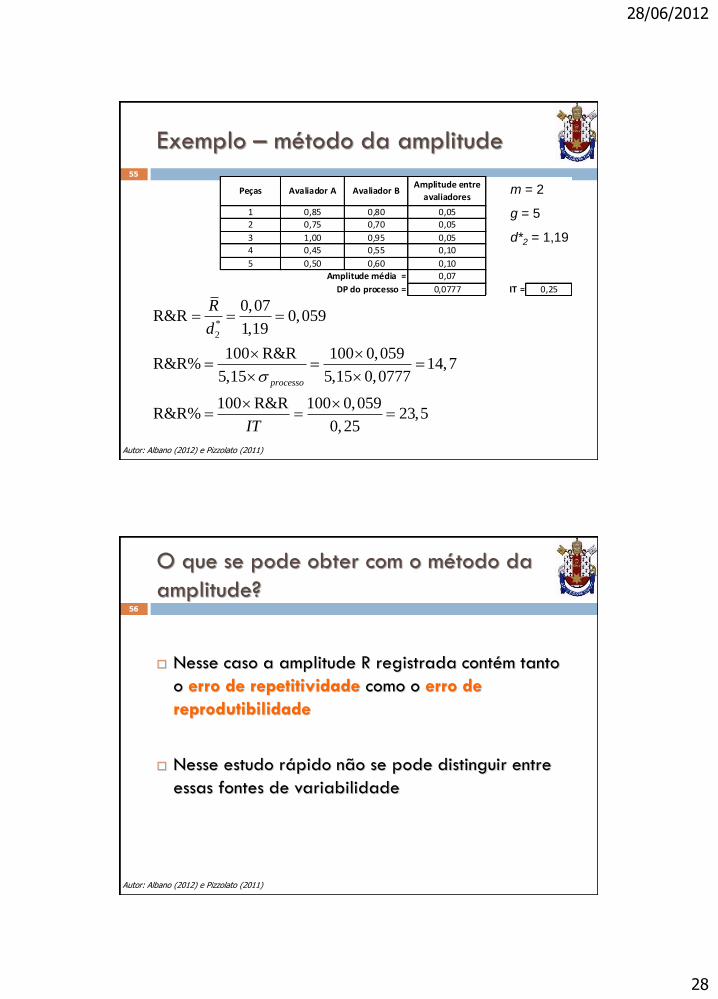
Peças Avaliador A Avaliador BAmplitude entre
avaliadores
1 0,85 0,80 0,05
2 0,75 0,70 0,05
3 1,00 0,95 0,05
4 0,45 0,55 0,10
5 0,50 0,60 0,10
Amplitude média = 0,07
DP do processo = 0,0777 IT = 0,25
Exemplo – método da amplitude 55
m = 2
g = 5
d*2 = 1,19
*
2
0,07R&R 0,059
1,19
100 R&R 100 0,059R&R% 14,7
5,15 5,15 0,0777
100 R&R 100 0,059R&R% 23,5
0,25
processo
R
d
IT
s
Autor: Albano (2012) e Pizzolato (2011)
O que se pode obter com o método da
amplitude? 56
Nesse caso a amplitude R registrada contém tanto
o erro de repetitividade como o erro de
reprodutibilidade
Nesse estudo rápido não se pode distinguir entre
essas fontes de variabilidade
28/06/2012
29
Autor: Albano (2012) e Pizzolato (2011)
Método da média e amplitude (estudo
formal) 57
Permite estimar a repetitividade e a
reprodutibilidade do SM
Possibilita decompor a variação do SM em
repetitividade e reprodutibilidade
Não permite quantificar a interação entre elas
Autor: Albano (2012) e Pizzolato (2011)
Método da média e amplitude 58
Investigando as causas da variabilidade do SM
para obter informações que orientarão as medidas
a serem tomadas para sua melhoria.
Repetitividade for ruim:
Treinamento geral dos avaliadores
Adquirir instrumentos de medição mais exatos
Reprodutibilidade for ruim:
Padronizar os procedimentos de medição
Treinamento específico para alguns avaliadores
28/06/2012
30
Autor: Albano (2012) e Pizzolato (2011)
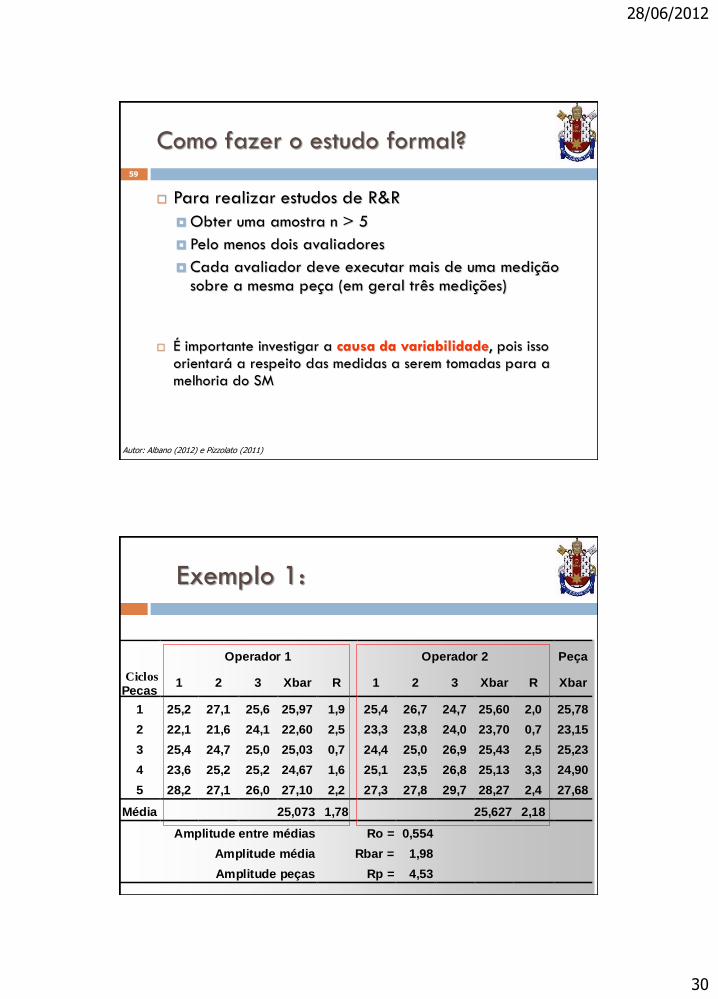
Como fazer o estudo formal? 59
Para realizar estudos de R&R
Obter uma amostra n > 5
Pelo menos dois avaliadores
Cada avaliador deve executar mais de uma medição sobre a mesma peça (em geral três medições)
É importante investigar a causa da variabilidade, pois isso orientará a respeito das medidas a serem tomadas para a melhoria do SM
Autor: Albano (2012) e Pizzolato (2011)
Exemplo 1:
Operador 1 Operador 2 Peça
Ciclos
Peças1 2 3 Xbar R 1 2 3 Xbar R Xbar
1 25,2 27,1 25,6 25,97 1,9 25,4 26,7 24,7 25,60 2,0 25,78
2 22,1 21,6 24,1 22,60 2,5 23,3 23,8 24,0 23,70 0,7 23,15
3 25,4 24,7 25,0 25,03 0,7 24,4 25,0 26,9 25,43 2,5 25,23
4 23,6 25,2 25,2 24,67 1,6 25,1 23,5 26,8 25,13 3,3 24,90
5 28,2 27,1 26,0 27,10 2,2 27,3 27,8 29,7 28,27 2,4 27,68
Média 25,073 1,78 25,627 2,18
Amplitude entre médias Ro = 0,554
Amplitude média Rbar = 1,98
Amplitude peças Rp = 4,53
28/06/2012
31
Autor: Albano (2012) e Pizzolato (2011)
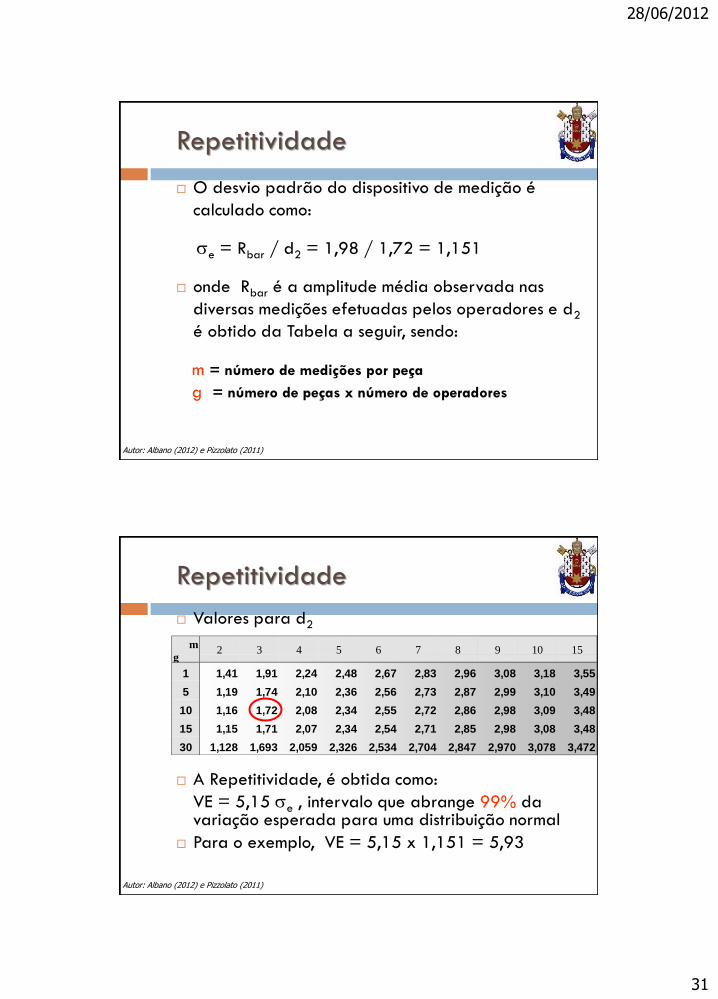
Repetitividade
O desvio padrão do dispositivo de medição é
calculado como:
se = Rbar / d2 = 1,98 / 1,72 = 1,151
onde Rbar é a amplitude média observada nas
diversas medições efetuadas pelos operadores e d2
é obtido da Tabela a seguir, sendo:
m = número de medições por peça
g = número de peças x número de operadores
Autor: Albano (2012) e Pizzolato (2011)
Repetitividade
Valores para d2
A Repetitividade, é obtida como:
VE = 5,15 se , intervalo que abrange 99% da variação esperada para uma distribuição normal
Para o exemplo, VE = 5,15 x 1,151 = 5,93
m
g2 3 4 5 6 7 8 9 10 15
1 1,41 1,91 2,24 2,48 2,67 2,83 2,96 3,08 3,18 3,55
5 1,19 1,74 2,10 2,36 2,56 2,73 2,87 2,99 3,10 3,49
10 1,16 1,72 2,08 2,34 2,55 2,72 2,86 2,98 3,09 3,48
15 1,15 1,71 2,07 2,34 2,54 2,71 2,85 2,98 3,08 3,48
30 1,128 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,078 3,472
28/06/2012
32
Autor: Albano (2012) e Pizzolato (2011)
Reprodutibilidade das medições
Grau de concordância entre os resultados das medições de um mesmo mensurando, efetuadas sob condições variadas de medição.
Para que uma expressão da reprodutibilidade seja válida é necessário especificar as condições que foram alteradas como: Princípio de medição;
Método de medição;
Observador;
Instrumento de medição;
Local;
Condições de utilização;
Tempo.
Autor: Albano (2012) e Pizzolato (2011)
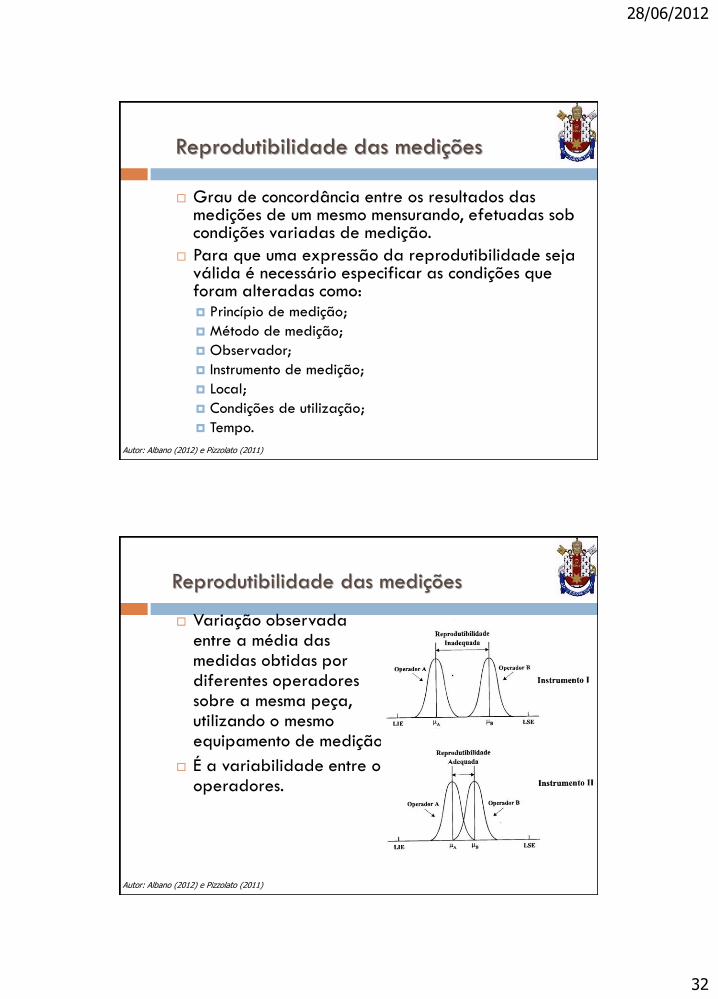
Reprodutibilidade das medições
Variação observada entre a média das medidas obtidas por diferentes operadores sobre a mesma peça, utilizando o mesmo equipamento de medição.
É a variabilidade entre os operadores.
28/06/2012
33
Autor: Albano (2012) e Pizzolato (2011)
Reprodutibilidade
A reprodutibilidade refere-se a diferenças que
podem existir entre as medidas de diferentes
operadores, em geral resultado de procedimentos
específicos adotados por cada operador.
Para estimar essa variabilidade, determina-se a
média para cada operador e em seguida calcula-
se a amplitude, subtraindo-se a menor média da
maior:
Ro = Xbar max - Xbar min = 25,627 - 25,073 =
0,554
Autor: Albano (2012) e Pizzolato (2011)
Reprodutibilidade
O desvio padrão é estimado usando-se
so=Ro /d2
e a reprodutibilidade é estimada como
5,15 x so
que representa um intervalo que abrange 99% da variação esperada para uma distribuição normal.
d2 é obtido da Tabela 2, usando m = número de
operadores e g = 1 (número de vezes que a
amplitude foi calcula).
28/06/2012
34
Autor: Albano (2012) e Pizzolato (2011)
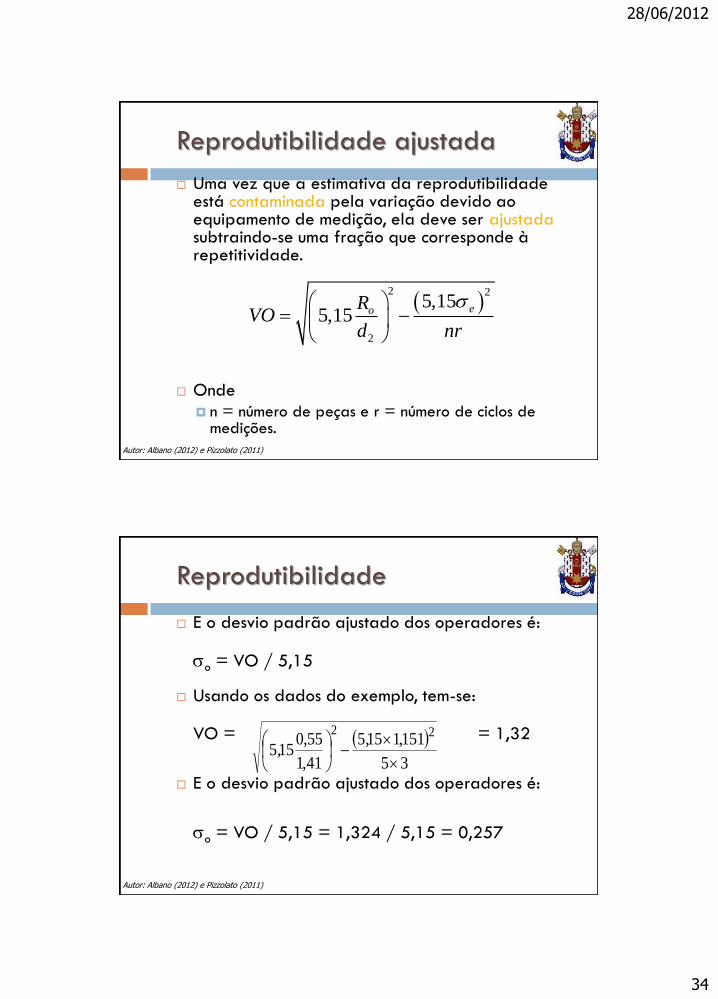
Reprodutibilidade ajustada
Uma vez que a estimativa da reprodutibilidade está contaminada pela variação devido ao equipamento de medição, ela deve ser ajustada subtraindo-se uma fração que corresponde à repetitividade.
Onde
n = número de peças e r = número de ciclos de medições.
2 2
2
5,155,15
eoRVO
d nr
s
Autor: Albano (2012) e Pizzolato (2011)
Reprodutibilidade
E o desvio padrão ajustado dos operadores é:
so = VO / 5,15
Usando os dados do exemplo, tem-se:
VO = = 1,32
E o desvio padrão ajustado dos operadores é:
so = VO / 5,15 = 1,324 / 5,15 = 0,257
35
151,1155
41,1
55,0155
22
,,
28/06/2012
35
Autor: Albano (2012) e Pizzolato (2011)
R&R
Conhecida a variabilidade devido a repetitividade
(equipamento) e a reprodutibilidade (operadores),
a variabilidade do sistema de medição é calculada
como:
R&R = = = 6,08
(unidade do SM)
Em termos de desvio padrão, tem-se:
sm = = = 1,18
22 VOVE 22 32,193,5
22oe ss 2 21,151 0,257
Autor: Albano (2012) e Pizzolato (2011)
Variação peça-a-peça
O desvio padrão das peças (variabilidade entre
peças) pode ser determinado através de um
estudo independente do processo ou pode ser
obtido a partir dos dados do estudo do sistema de
medição
Usando-se os dados do estudo, inicia-se calculando
a média para cada peça e, na sequência, a
amplitude das médias:
Rp = média da maior peça - média da menor peça
28/06/2012
36
Autor: Albano (2012) e Pizzolato (2011)
Variação peça-a-peça
O desvio padrão das peças é calculado como:
sp = Rp / d2
d2 é obtido da Tabela anterior usando m = número
de peças e g = 1
A variação total da peça é estimada usando
5,15 sp
(99% das peças devem estar nesse intervalo,
supondo distribuição normal).
Autor: Albano (2012) e Pizzolato (2011)
Variação peça-a-peça
Para os dados do exemplo, tem-se:
Rp = Xbar max - Xbar min = 27,68 - 23,15 = 4,53
sp = Rp / d2 = 4,53 / 2,48 = 1,83
VP = 5,15 x sp = 5,15 x 1,83 = 9,40
28/06/2012
37
Autor: Albano (2012) e Pizzolato (2011)
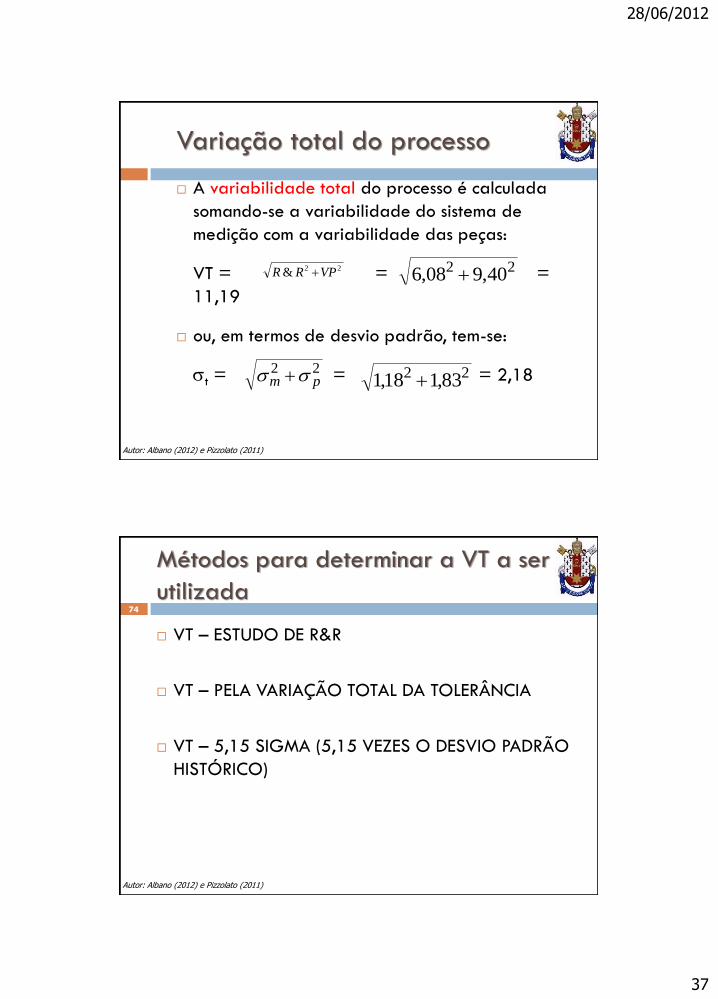
Variação total do processo
A variabilidade total do processo é calculada
somando-se a variabilidade do sistema de
medição com a variabilidade das peças:
VT = = =
11,19
ou, em termos de desvio padrão, tem-se:
st = = = 2,18
22& VPRR 22 40,908,6
22pm ss 22 83,118,1
Autor: Albano (2012) e Pizzolato (2011)
Métodos para determinar a VT a ser
utilizada 74
VT – ESTUDO DE R&R
VT – PELA VARIAÇÃO TOTAL DA TOLERÂNCIA
VT – 5,15 SIGMA (5,15 VEZES O DESVIO PADRÃO
HISTÓRICO)
28/06/2012
38
Autor: Albano (2012) e Pizzolato (2011)
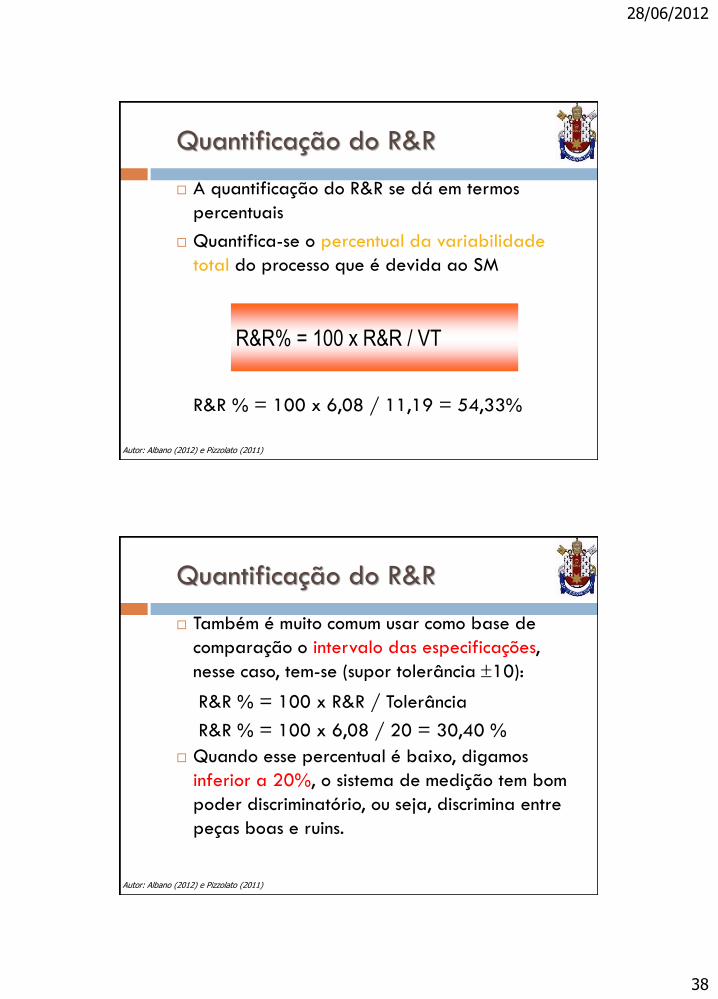
Quantificação do R&R
A quantificação do R&R se dá em termos
percentuais
Quantifica-se o percentual da variabilidade
total do processo que é devida ao SM
R&R % = 100 x 6,08 / 11,19 = 54,33%
R&R% = 100 x R&R / VT
Autor: Albano (2012) e Pizzolato (2011)
Quantificação do R&R
Também é muito comum usar como base de
comparação o intervalo das especificações,
nesse caso, tem-se (supor tolerância 10):
R&R % = 100 x R&R / Tolerância
R&R % = 100 x 6,08 / 20 = 30,40 %
Quando esse percentual é baixo, digamos
inferior a 20%, o sistema de medição tem bom
poder discriminatório, ou seja, discrimina entre
peças boas e ruins.
28/06/2012
39
Autor: Albano (2012) e Pizzolato (2011)
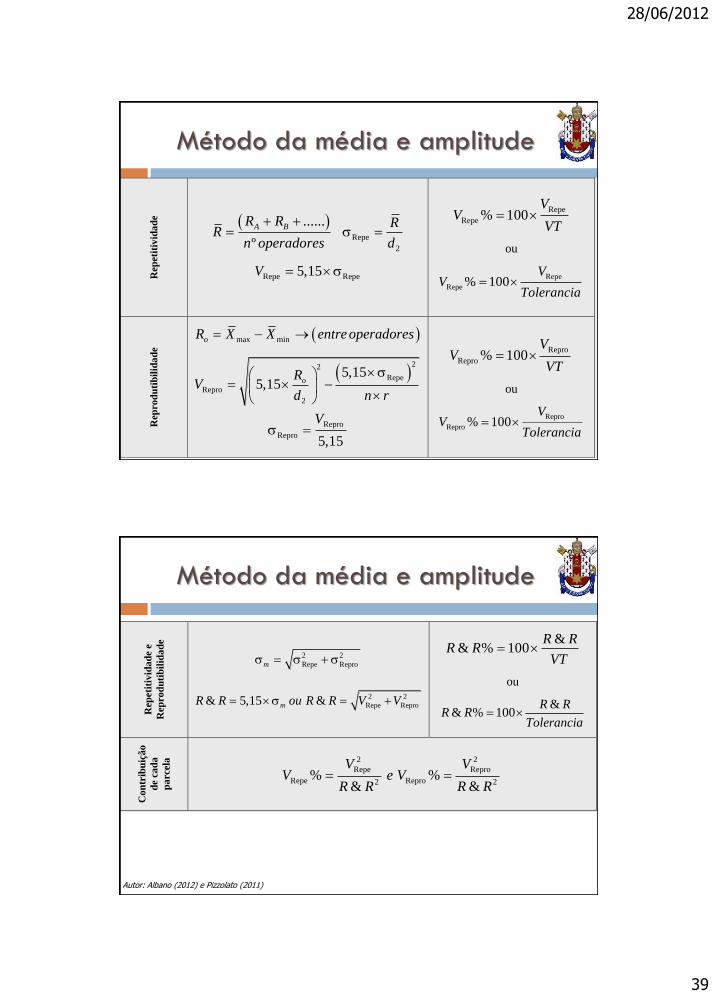
Método da média e amplitude
Rep
etit
ivid
ad
e
......
º
A BR RR
n operadores
Repe
2
R
ds
Repe Repe5,15V s
Repe
Repe % 100V
VVT
ou
Repe
Repe % 100V
VTolerancia
Rep
rod
uti
bil
ida
de
max minoR X X entreoperadores
22
Repe
Repro
2
5,155,15 oR
Vd n r
s
Repro
Repro5,15
Vs
Repro
Repro % 100V
VVT
ou
Repro
Repro % 100V
VTolerancia
Autor: Albano (2012) e Pizzolato (2011)
Método da média e amplitude
Rep
etit
ivid
ad
e e
Rep
rod
uti
bil
ida
de
2 2
Repe Reproms s s
2 2
Repe Repro& 5,15 &mR R ou R R V V s
&& % 100
R RR R
VT
ou
&& % 100
R RR R
Tolerancia
Con
trib
uiç
ão
de
cad
a
pa
rcel
a
2 2
Repe Repro
Repe Repro2 2% %
& &
V VV e V
R R R R
28/06/2012
40
Autor: Albano (2012) e Pizzolato (2011)
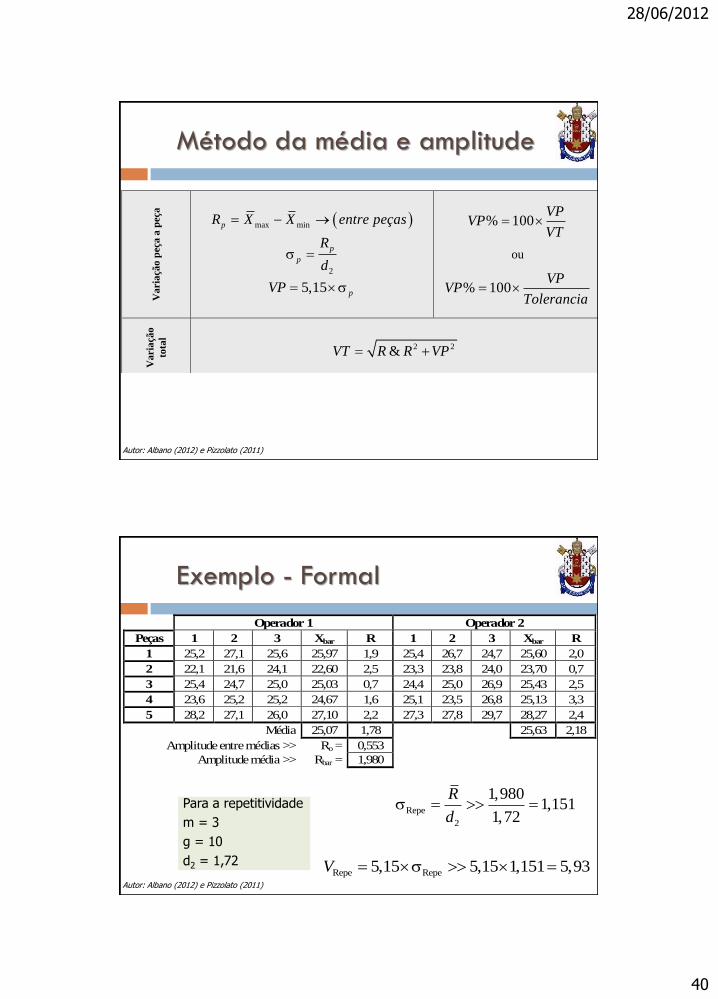
Método da média e amplitude V
ari
açã
o p
eça
a p
eça
max minpR X X entre peças
2
p
p
R
ds
5,15 pVP s
% 100VP
VPVT
ou
% 100VP
VPTolerancia
Va
ria
çã
o
tota
l
2 2&VT R R VP
Autor: Albano (2012) e Pizzolato (2011)
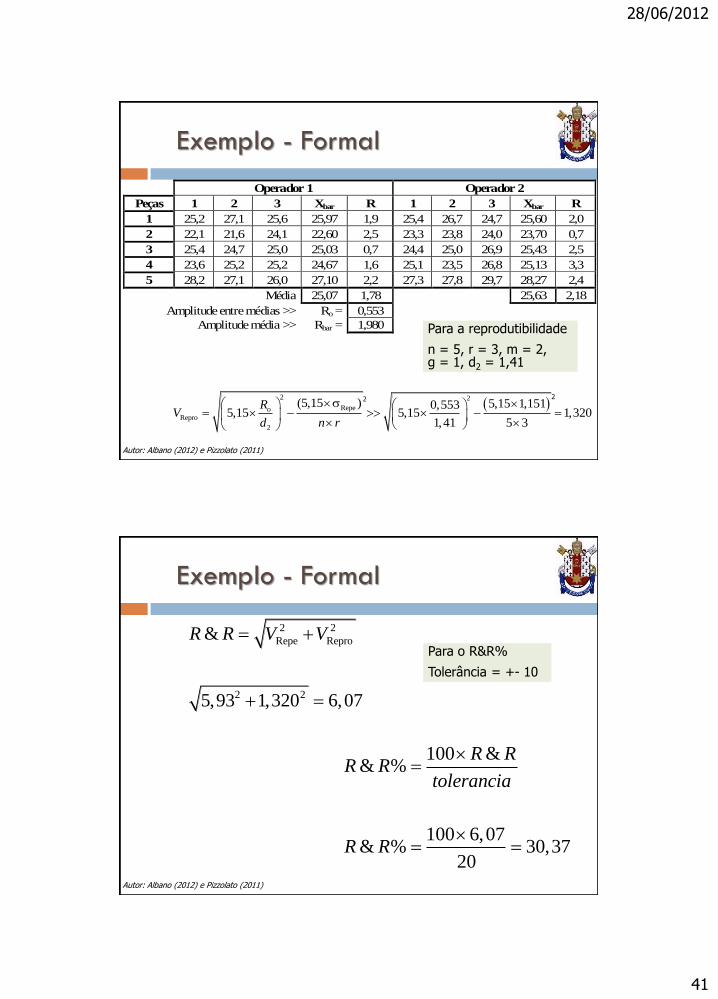
Exemplo - Formal
Operador 1 Operador 2
Peças 1 2 3 Xbar R 1 2 3 Xbar R
1 25,2 27,1 25,6 25,97 1,9 25,4 26,7 24,7 25,60 2,0
2 22,1 21,6 24,1 22,60 2,5 23,3 23,8 24,0 23,70 0,7
3 25,4 24,7 25,0 25,03 0,7 24,4 25,0 26,9 25,43 2,5
4 23,6 25,2 25,2 24,67 1,6 25,1 23,5 26,8 25,13 3,3
5 28,2 27,1 26,0 27,10 2,2 27,3 27,8 29,7 28,27 2,4
Média 25,07 1,78 25,63 2,18
Amplitude entre médias >> Ro = 0,553
Amplitude média >> Rbar = 1,980
Repe Repe5,15 5,15 1,151 5,93V s
Para a repetitividade
m = 3
g = 10
d2 = 1,72
Repe
2
1,9801,151
1,72
R
ds
28/06/2012
41
Autor: Albano (2012) e Pizzolato (2011)
Exemplo - Formal
Operador 1 Operador 2
Peças 1 2 3 Xbar R 1 2 3 Xbar R
1 25,2 27,1 25,6 25,97 1,9 25,4 26,7 24,7 25,60 2,0
2 22,1 21,6 24,1 22,60 2,5 23,3 23,8 24,0 23,70 0,7
3 25,4 24,7 25,0 25,03 0,7 24,4 25,0 26,9 25,43 2,5
4 23,6 25,2 25,2 24,67 1,6 25,1 23,5 26,8 25,13 3,3
5 28,2 27,1 26,0 27,10 2,2 27,3 27,8 29,7 28,27 2,4
Média 25,07 1,78 25,63 2,18
Amplitude entre médias >> Ro = 0,553
Amplitude média >> Rbar = 1,980
2 2
Repe
Repro
2
(5,15 ) 5,15 1,1510,5535,15 5,15 1,320
1,41 5 3
oRV
d n r
s
Para a reprodutibilidade
n = 5, r = 3, m = 2, g = 1, d2 = 1,41
2 2
Autor: Albano (2012) e Pizzolato (2011)
Exemplo - Formal
100 && %
100 6,07& % 30,37
20
R RR R
tolerancia
R R
2 2
Repe Repro
2 2
&
5,93 1,320 6,07
R R V V
Para o R&R%
Tolerância = +- 10
28/06/2012
42
Autor: Albano (2012) e Pizzolato (2011)
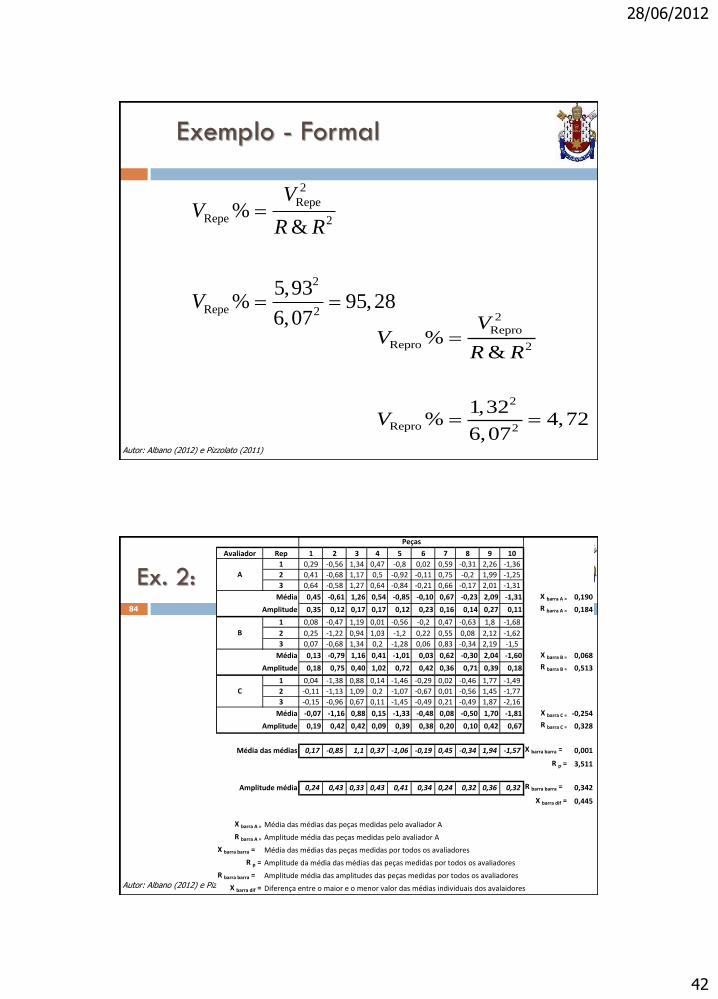
Exemplo - Formal
2
Repro
Repro 2
2
Repro 2
%&
1,32% 4,72
6,07
VV
R R
V
2
Repe
Repe 2
2
Repe 2
%&
5,93% 95,28
6,07
VV
R R
V
Autor: Albano (2012) e Pizzolato (2011)
Ex. 2: 84
DEPROT - ENG09007 - Morgana Pizzolato ENG09007 - Metrologia e Ensaios - Morgana Pizzolato
Avaliador Rep 1 2 3 4 5 6 7 8 9 10
1 0,29 -0,56 1,34 0,47 -0,8 0,02 0,59 -0,31 2,26 -1,36
2 0,41 -0,68 1,17 0,5 -0,92 -0,11 0,75 -0,2 1,99 -1,25
3 0,64 -0,58 1,27 0,64 -0,84 -0,21 0,66 -0,17 2,01 -1,31
0,45 -0,61 1,26 0,54 -0,85 -0,10 0,67 -0,23 2,09 -1,31 X barra A = 0,190
0,35 0,12 0,17 0,17 0,12 0,23 0,16 0,14 0,27 0,11 R barra A = 0,184
1 0,08 -0,47 1,19 0,01 -0,56 -0,2 0,47 -0,63 1,8 -1,68
2 0,25 -1,22 0,94 1,03 -1,2 0,22 0,55 0,08 2,12 -1,62
3 0,07 -0,68 1,34 0,2 -1,28 0,06 0,83 -0,34 2,19 -1,5
0,13 -0,79 1,16 0,41 -1,01 0,03 0,62 -0,30 2,04 -1,60 X barra B = 0,068
0,18 0,75 0,40 1,02 0,72 0,42 0,36 0,71 0,39 0,18 R barra B = 0,513
1 0,04 -1,38 0,88 0,14 -1,46 -0,29 0,02 -0,46 1,77 -1,49
2 -0,11 -1,13 1,09 0,2 -1,07 -0,67 0,01 -0,56 1,45 -1,77
3 -0,15 -0,96 0,67 0,11 -1,45 -0,49 0,21 -0,49 1,87 -2,16
-0,07 -1,16 0,88 0,15 -1,33 -0,48 0,08 -0,50 1,70 -1,81 X barra C = -0,254
0,19 0,42 0,42 0,09 0,39 0,38 0,20 0,10 0,42 0,67 R barra C = 0,328
0,17 -0,85 1,1 0,37 -1,06 -0,19 0,45 -0,34 1,94 -1,57 X barra barra = 0,001
R p = 3,511
0,24 0,43 0,33 0,43 0,41 0,34 0,24 0,32 0,36 0,32 R barra barra = 0,342
X barra dif = 0,445
X barra A = Média das médias das peças medidas pelo avaliador A
R barra A = Amplitude média das peças medidas pelo avaliador A
X barra barra = Média das médias das peças medidas por todos os avaliadores
R p = Amplitude da média das médias das peças medidas por todos os avaliadores
R barra barra = Amplitude média das amplitudes das peças medidas por todos os avaliadores
X barra dif = Diferença entre o maior e o menor valor das médias individuais dos avalaidores
Média
Amplitude
Média das médias
Amplitude média
A
B
C
Peças
Média
Amplitude
Média
Amplitude
28/06/2012
43
Autor: Albano (2012) e Pizzolato (2011)
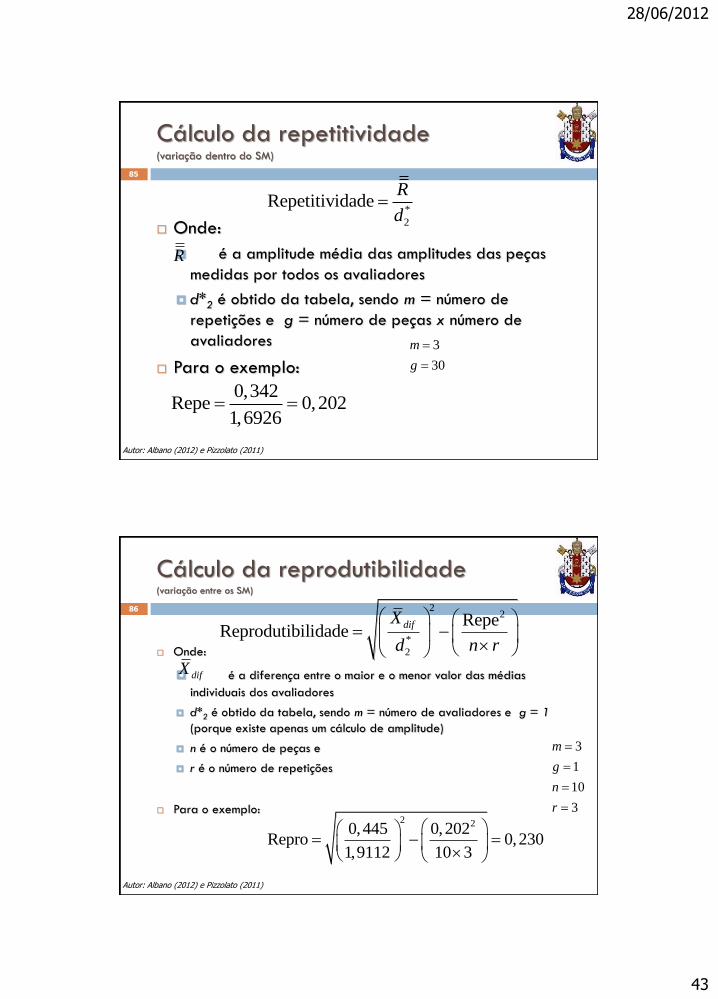
Cálculo da repetitividade (variação dentro do SM)
85
Onde:
é a amplitude média das amplitudes das peças
medidas por todos os avaliadores
d*2 é obtido da tabela, sendo m = número de
repetições e g = número de peças x número de
avaliadores
Para o exemplo:
*
2
RepetitividadeR
d
R
0,342Repe 0,202
1,6926
3
30
m
g
Autor: Albano (2012) e Pizzolato (2011)
Cálculo da reprodutibilidade (variação entre os SM)
86
Onde:
é a diferença entre o maior e o menor valor das médias
individuais dos avaliadores
d*2 é obtido da tabela, sendo m = número de avaliadores e g = 1
(porque existe apenas um cálculo de amplitude)
n é o número de peças e
r é o número de repetições
Para o exemplo:
22
*
2
RepeReprodutibilidade
difX
d n r
difX
2 20,445 0,202Repro 0,230
1,9112 10 3
3
1
10
3
m
g
n
r
28/06/2012
44
Autor: Albano (2012) e Pizzolato (2011)
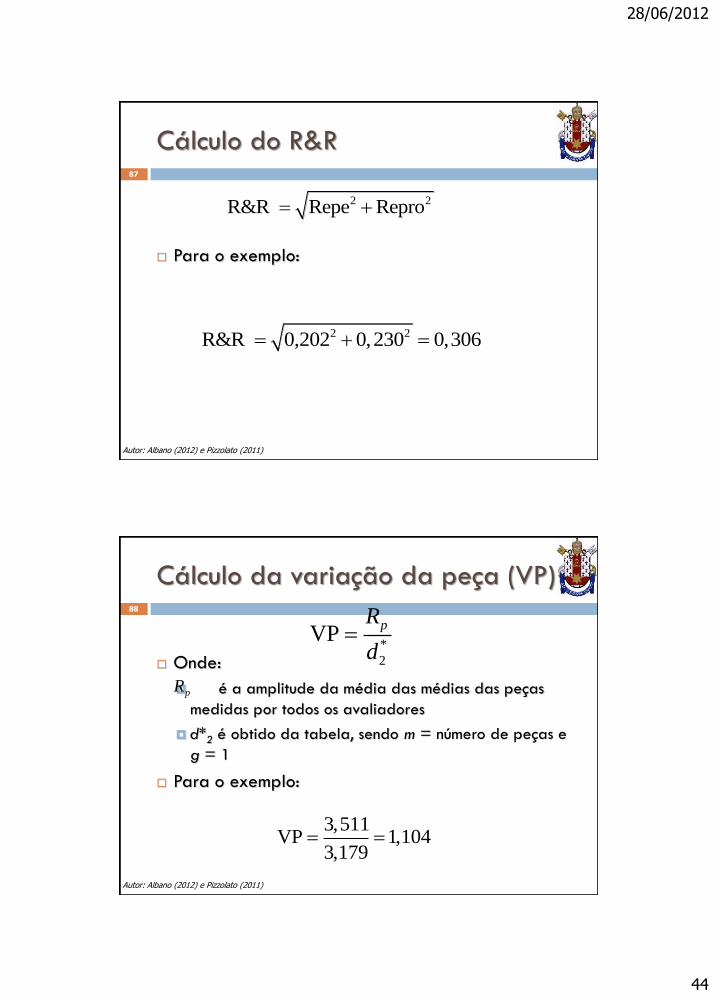
Cálculo do R&R 87
Para o exemplo:
2 2R&R Repe Repro
2 2R&R 0,202 0,230 0,306
Autor: Albano (2012) e Pizzolato (2011)
Cálculo da variação da peça (VP) 88
Onde:
é a amplitude da média das médias das peças
medidas por todos os avaliadores
d*2 é obtido da tabela, sendo m = número de peças e
g = 1
Para o exemplo:
*
2
VPpR
d
pR
3,511VP 1,104
3,179
28/06/2012
45
Autor: Albano (2012) e Pizzolato (2011)
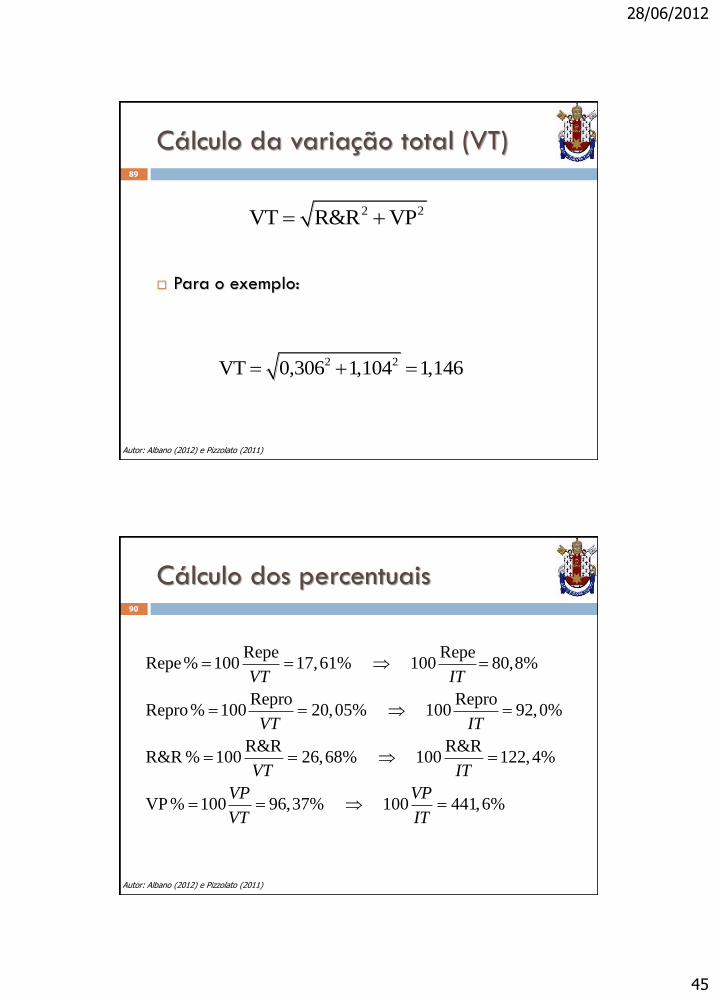
Cálculo da variação total (VT) 89
Para o exemplo:
2 2VT R&R VP
2 2VT 0,306 1,104 1,146
Autor: Albano (2012) e Pizzolato (2011)
Cálculo dos percentuais 90
Repe Repe
Repe% 100 17,61% 100 80,8%
Repro ReproRepro% 100 20,05% 100 92,0%
R&R R&RR&R % 100 26,68% 100 122,4%
VP % 100 96,37% 100 441,6%
VT IT
VT IT
VT IT
VP VP
VT IT
28/06/2012
46
Autor: Albano (2012) e Pizzolato (2011)
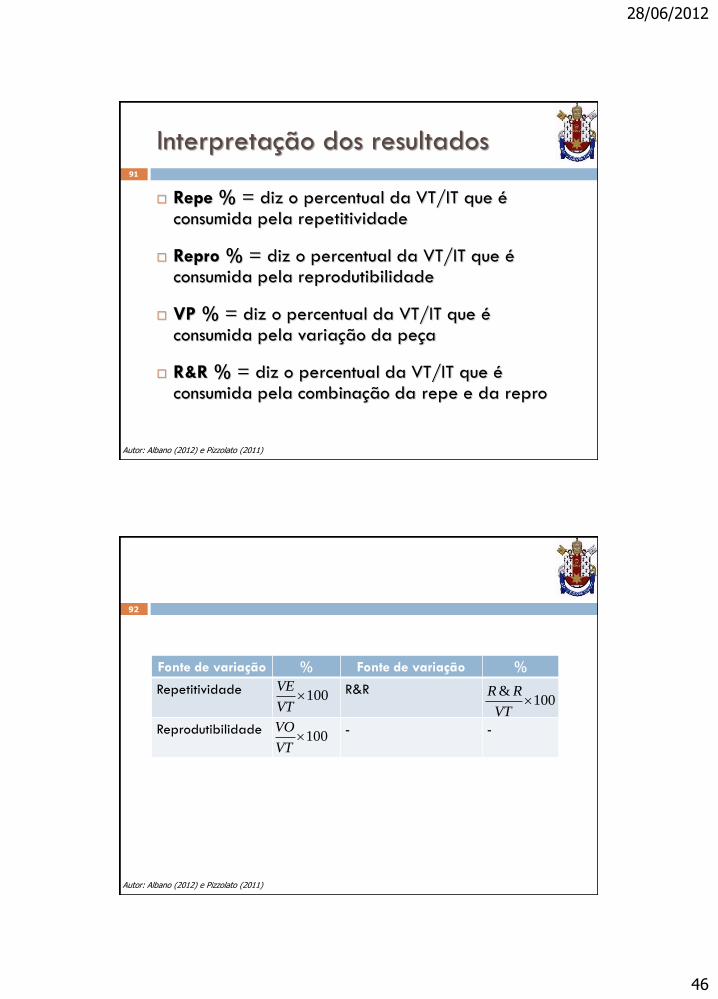
Interpretação dos resultados 91
Repe % = diz o percentual da VT/IT que é consumida pela repetitividade
Repro % = diz o percentual da VT/IT que é consumida pela reprodutibilidade
VP % = diz o percentual da VT/IT que é consumida pela variação da peça
R&R % = diz o percentual da VT/IT que é consumida pela combinação da repe e da repro
Autor: Albano (2012) e Pizzolato (2011)
92
Fonte de variação % Fonte de variação %
Repetitividade
R&R
Reprodutibilidade
- -
100VE
VT
100VO
VT
&100
R R
VT
28/06/2012
47
Autor: Albano (2012) e Pizzolato (2011)
4/8/2011
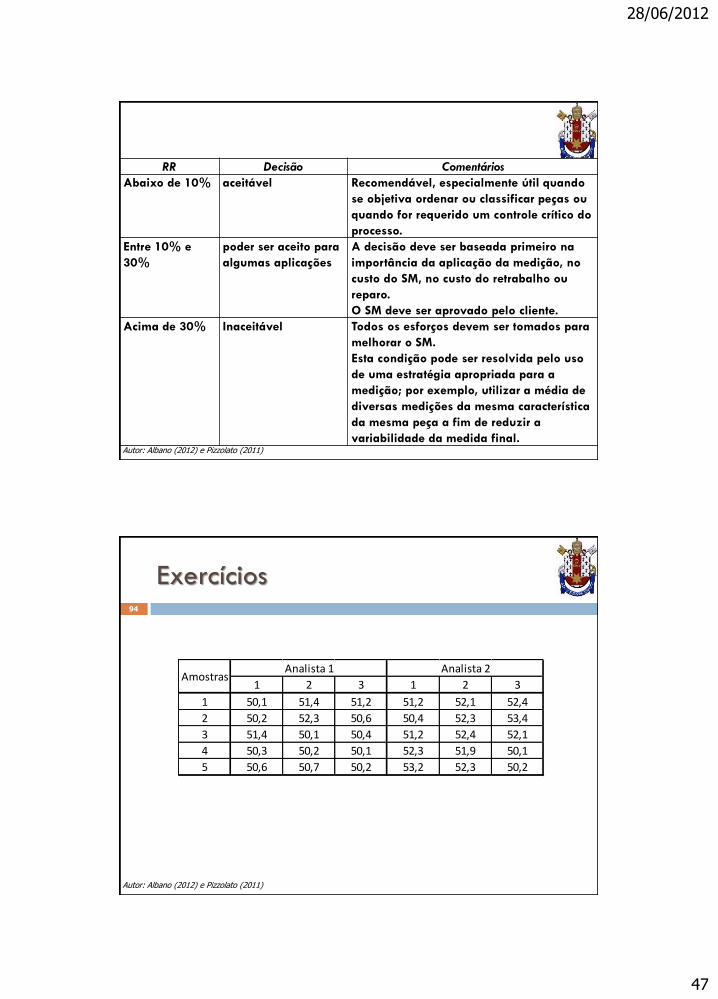
93 RR Decisão Comentários
Abaixo de 10% aceitável Recomendável, especialmente útil quando
se objetiva ordenar ou classificar peças ou
quando for requerido um controle crítico do
processo. Entre 10% e
30% poder ser aceito para
algumas aplicações A decisão deve ser baseada primeiro na
importância da aplicação da medição, no
custo do SM, no custo do retrabalho ou
reparo.
O SM deve ser aprovado pelo cliente. Acima de 30% Inaceitável Todos os esforços devem ser tomados para
melhorar o SM.
Esta condição pode ser resolvida pelo uso
de uma estratégia apropriada para a
medição; por exemplo, utilizar a média de
diversas medições da mesma característica
da mesma peça a fim de reduzir a
variabilidade da medida final.
Autor: Albano (2012) e Pizzolato (2011)
Exercícios 94
1 2 3 1 2 3
1 50,1 51,4 51,2 51,2 52,1 52,4
2 50,2 52,3 50,6 50,4 52,3 53,4
3 51,4 50,1 50,4 51,2 52,4 52,1
4 50,3 50,2 50,1 52,3 51,9 50,1
5 50,6 50,7 50,2 53,2 52,3 50,2
Analista 1 Analista 2Amostras
28/06/2012
48
AVALIAÇÃO DE ATRIBUTOS 95
Autor: Albano (2012) e Pizzolato (2011)
Sistemas de medição de atributos (MSA, 2002)
96
SMA são uma classe de sistemas de medição onde
o valor medido é um de um número finito de
categorias.
O SMA mais comum é o dispositivo passa-não-passa
(PNP), o qual tem apenas dois resultados possíveis.
Esse dispositivo não diz quanto bom ou quanto ruim
é a parte que está sendo “medida”, mas apenas se
a parte é aceita ou rejeitada.
4/8/2011
28/06/2012
49
Autor: Albano (2012) e Pizzolato (2011)
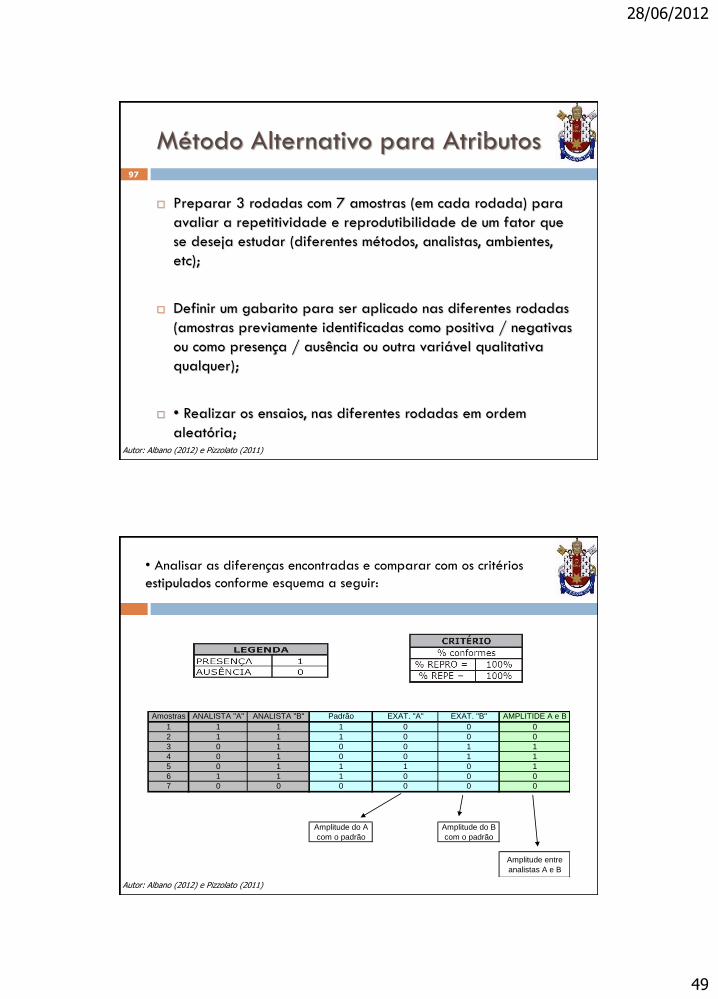
Método Alternativo para Atributos 97
Preparar 3 rodadas com 7 amostras (em cada rodada) para
avaliar a repetitividade e reprodutibilidade de um fator que
se deseja estudar (diferentes métodos, analistas, ambientes,
etc);
Definir um gabarito para ser aplicado nas diferentes rodadas
(amostras previamente identificadas como positiva / negativas
ou como presença / ausência ou outra variável qualitativa
qualquer);
• Realizar os ensaios, nas diferentes rodadas em ordem
aleatória;
Autor: Albano (2012) e Pizzolato (2011)
• Analisar as diferenças encontradas e comparar com os critérios
estipulados conforme esquema a seguir:
Amostras ANALISTA "A" ANALISTA "B" Padrão EXAT. "A" EXAT. "B" AMPLITIDE A e B
1 1 1 1 0 0 0
2 1 1 1 0 0 0
3 0 1 0 0 1 1
4 0 1 0 0 1 1
5 0 1 1 1 0 1
6 1 1 1 0 0 0
7 0 0 0 0 0 0
Amplitude do A
com o padrão
Amplitude do B
com o padrão
Amplitude entre
analistas A e B
28/06/2012
50
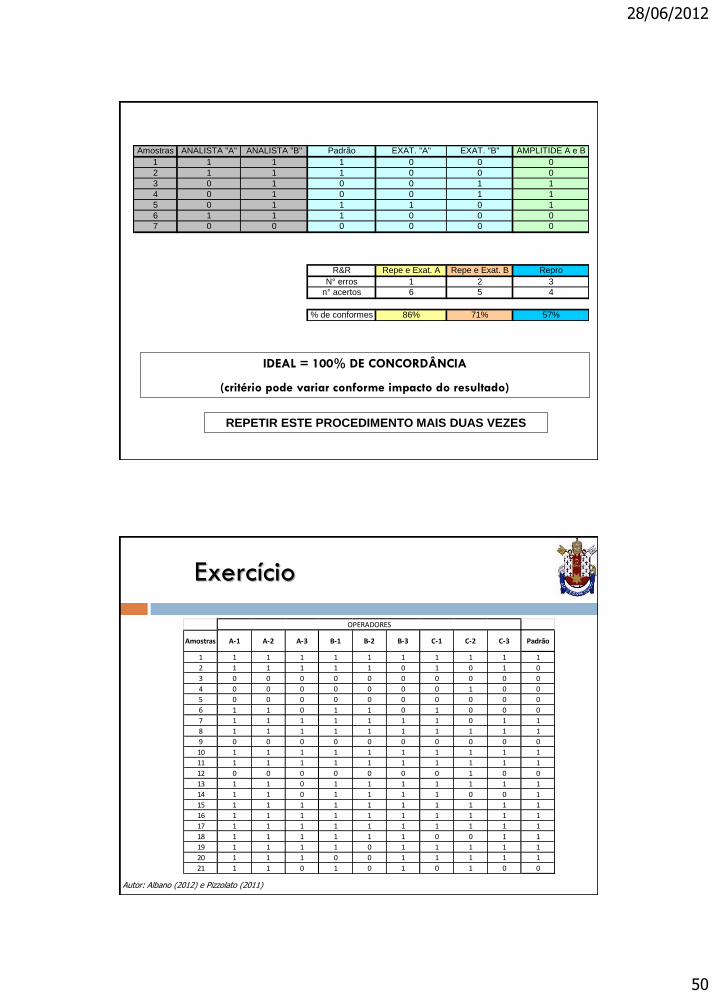
Amostras ANALISTA "A" ANALISTA "B" Padrão EXAT. "A" EXAT. "B" AMPLITIDE A e B
1 1 1 1 0 0 0
2 1 1 1 0 0 0
3 0 1 0 0 1 1
4 0 1 0 0 1 1
5 0 1 1 1 0 1
6 1 1 1 0 0 0
7 0 0 0 0 0 0
R&R Repe e Exat. A Repe e Exat. B Repro
N° erros 1 2 3
n° acertos 6 5 4
% de conformes 86% 71% 57%
IDEAL = 100% DE CONCORDÂNCIA
(critério pode variar conforme impacto do resultado)
REPETIR ESTE PROCEDIMENTO MAIS DUAS VEZES
Autor: Albano (2012) e Pizzolato (2011)
Exercício
Amostras A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 Padrão
1 1 1 1 1 1 1 1 1 1 1
2 1 1 1 1 1 0 1 0 1 0
3 0 0 0 0 0 0 0 0 0 0
4 0 0 0 0 0 0 0 1 0 0
5 0 0 0 0 0 0 0 0 0 0
6 1 1 0 1 1 0 1 0 0 0
7 1 1 1 1 1 1 1 0 1 1
8 1 1 1 1 1 1 1 1 1 1
9 0 0 0 0 0 0 0 0 0 0
10 1 1 1 1 1 1 1 1 1 1
11 1 1 1 1 1 1 1 1 1 1
12 0 0 0 0 0 0 0 1 0 0
13 1 1 0 1 1 1 1 1 1 1
14 1 1 0 1 1 1 1 0 0 1
15 1 1 1 1 1 1 1 1 1 1
16 1 1 1 1 1 1 1 1 1 1
17 1 1 1 1 1 1 1 1 1 1
18 1 1 1 1 1 1 0 0 1 1
19 1 1 1 1 0 1 1 1 1 1
20 1 1 1 0 0 1 1 1 1 1
21 1 1 0 1 0 1 0 1 0 0
OPERADORES
28/06/2012
51
Autor: Albano (2012) e Pizzolato (2011)
Método da análise de risco 101
Teste de hipótese >> Cross tabulation >> Kappa
Exemplo: Uma amostra aleatória de 50 partes foi retirada
do processo de forma a obter elementos de toda a faixa de
produção. Cada parte foi avaliada 3 vezes por 3 avaliadores
diferentes:
Um resultado 1 indica que a parte foi aceita,
Um resultado 0 indica que a parte foi rejeitada.
A decisão de referência é conhecida, ou seja, sabe-se quais as
partes devem ser aceitas e quais as partes devem ser
rejeitadas.
Autor: Albano (2012) e Pizzolato (2011)
2 - Determinar a extensão da concordância
entre os avaliadores 102
Utiliza-se a medida kappa
Mede a concordância entre os avaliadores
Só considera a concordância
kappa = 1 >> concordância perfeita
kappa = 0 >> sem concordância
Onde:
po = soma das proporções observadas
pe = soma das proporções esperadas
1
o e
e
p pkappa
p
28/06/2012
52
Autor: Albano (2012) e Pizzolato (2011)
2 - Determinar a extensão da concordância
entre os avaliadores 103
kappa ≥ a 0,75 indica concordância boa a excelente
kappa < 0,40 indica concordância ruim
Indica que todos os avaliadores tem boa concordância entre si.
É necessária para determinar se existem diferenças entre os avaliadores
mas não diz quanto o SMA é bom para classificar partes.
Recommended

















