
UNIVERSIDADE DO VALE DO RIO DOS SINOS - UNISINOS
CURSO DE ESPECIALIZAÇÃO EM GESTÃO DA MANUTENÇÃO INDUSTRIAL
ÉLIO JÚNIOR FERREIRA DA SILVA
EQUIPAMENTOS CRíTICOS NAS INDÚSTRIAS AUTOMOBILÍSTICAS -
METODOLOGIA DE DECISÃO
SÃO LEOPOLDO
2013

Élio Júnior Ferreira da Silva1
EQUIPAMENTOS CRíTICOS NAS INDÚSTRIAS AUTOMOBILÍSTICAS -
METODOLOGIA DE DECISÃO
Artigo apresentado como requisito parcial para
a obtenção do título de Especialista em Gestão
da Manutenção Industrial, pelo Curso de
Especialização em Gestão da Manutenção
Industrial da Universidade do Vale do Rio dos
Sinos - UNISINOS.
Orientador: Prof. Me. Sidnei Lopes Dias2
São Leopoldo
2013
1 Élio Júnior Ferreira da Silva – Tecnologo em Automação Industrial pela Faculdade de Tecnologia SENAI
Porto Alegre - SENAI, 2010. E-mail: [email protected] 2 Sidnei Lopes Dias – Mestre em Meio Ambiente pela Universidade Luterana do Brasil - ULBRA, 2005;
Especialista em Gestão da Qualidade pela Universidade Vale do Rio dos Sinos - UNISINOS, 1998; e Bacharel
em Administração de Empresas pela UNISINOS, 1994. E-mail: [email protected]

1
RESUMO
A disponibilidade dos equipamentos é o principal objetivo da manutenção, principalmente nas indústrias automobilísticas. Para isso é importante definir a melhor estratégia de manutenção para cada equipamento, visando minimizar o impacto das atividades na disponibilidade dos mesmos e maximizar o uso dos recursos disponíveis. Pensando nisso, verifica-se a importância dos equipamentos críticos na definição das estratégias de manutenção, adequadas com a criticidade dos equipamentos. Este artigo tem como objetivo apresentar uma metodologia de decisão para definir os equipamentos críticos nas indústrias automobilísticas. A metodologia de decisão proposta neste artigo é dividida em duas etapas: na primeira, a análise e pontuação dos equipamentos quanto à criticidade dos atributos e dos aspectos analisados; e na segunda, a classificação dos equipamentos quanto à classe dos equipamentos (“A”, “B” ou “C”). Classificados os equipamentos temos definidos os EQUIPAMENTOS CRÍTICOS nas indústrias automobilísticas.
Palavras-chave: manutenção, equipamentos críticos, indústrias automobilísticas.
1. INTRODUÇÃO
No cenário empresarial de alta competitividade a importância da manutenção
é cada vez maior nas indústrias de manufatura, pois elas estão cada vez mais
trabalhando nos limites das necessidades dos seus processos. Esta situação é
devido ao aumento do consumo de produtos industrializados, estreitando suas faixas
operacionais e qualquer interrupção pode comprometer a produção. Considerando
que os ativos industriais estarão operando nos seus limites de capacidade, o grande
desafio da manutenção é manter um alto índice de disponibilidades desses
equipamentos.
As indústrias automobilísticas operam em linha de produção de fluxo
contínuo, qualquer interrupção impactará fortemente na disponibilidade, pois quando
os equipamentos fazem parte de uma linha, normalmente a parada de um deles
implicará na parada geral da linha. Considerando esta característica de processo
produtivo a classificação dos equipamentos críticos passa a ser um fator
determinante para o gerenciamento estratégico das atividades de manutenção,
sempre alinhado ao objetivo de garantir a máxima disponibilidade dos
equipamentos.

2
É importante destacar que para garantir que os equipamentos operem dentro
de certo grau de confiabilidade é importante identificar seu nível de criticidade dentro
do sistema, ou seja, qual o impacto que sua interrupção ocasionará. Para tanto
existem algumas metodologias de definição dos equipamentos críticos. Esse
trabalho começou pela necessidade de classificar os equipamentos, a fim de
melhorar o desempenho da Manutenção da Pintura, priorizando o atendimento aos
equipamentos classificados como: equipamentos críticos. Então foi reunido um
grupo de trabalho multidisciplinar, das várias áreas da manutenção, num workshop
de manutenção. Onde foram definidos os critérios de análise dos equipamentos.
Neste cenário, será apresentado um estudo em que define uma metodologia
de decisão para definir os equipamentos críticos no prédio da Pintura (Paint shop)
da General Motors do Brasil (GM), na fábrica de Gravataí. O caso faz parte das
atividades do grupo de Planejamento e Controle da Manutenção (PCM) do
departamento de Manutenção da Pintura.
Considerando a importância da definição dos equipamentos críticos na
formulação das estratégias de manutenção, surge o seguinte questionamento, como
definir de forma científica a classificação dos equipamentos críticos?
O objetivo principal deste artigo é apresentar uma metodologia de decisão
para definir os equipamentos críticos nas indústrias automobilísticas. Os objetivos
específicos estão divididos em duas etapas que são:
- Analisar os seguintes atributos: segurança (risco potencial); qualidade
(retrabalho, rejeito); capacidade de resposta (impacto na produção,
paradas, velocidade de ciclo, vital e único); custo (reparo / inventário); meio
ambiente (resíduos / riscos); e indicar como pontuar cada um dos atributos
e seus aspectos, conforme a análise de criticidade proposta: grave, média,
leve ou não se aplica.
- Definir a classe dos equipamentos: “A”, “B” ou “C”.
A definição da classe do equipamento é conseguida através da pontuação
total, obtida na análise do equipamento; e comparando-a com as linhas d’água da
classificação dos equipamentos. Classificados os equipamentos é importante definir

3
qual classe é tida como: EQUIPAMENTOS CRÍTICOS para priorizar o atendimento
destes equipamentos.
A metodologia utilizada para o desenvolvimento do artigo foi uma pesquisa
bibliográfica e um estudo de caso, o trabalho esta estruturado da seguinte forma:
introdução; referencial teórico; estudo de caso da metodologia de decisão e análise
dos resultados.
A principal contribuição deste artigo é a apresentação de uma metodologia de
decisão para classificar os EQUIPAMENTOS CRÍTICOS, que associado ao
gerenciamento estratégico das atividades de manutenção, poderá garantir a
disponibilidade dos equipamentos.
2. REFERENCIAL TEÓRICO
2.1. OBJETIVOS DA MANUTENÇÃO
Cada vez mais os conceitos e os objetivos da manutenção ganham destaque
no cenário empresarial, pois ela deixou de ser um centro de custos e passou a
exercer uma função estratégica dentro das organizações.
Para Nepomuceno (1989) e Branco Filho (2008), a manutenção tem a
finalidade de conservar os equipamentos e as instalações nas melhores condições
produtivas para que a empresa tenha a maior lucratividade possível.
Mas Kardec e Nascif (2007) aprofundam mais conceito, a missão da
manutenção é garantir a disponibilidade da função dos equipamentos e das
instalações de modo atender a produção ou serviço, com: confiabilidade, segurança,
preservação do meio ambiente e custos adequados.
Segundo Siqueira (2005), “antes a manutenção buscava preservar o
equipamento, desativando-o, atuando em todos os itens e realizando tudo que era
possível ser feito”.
Na visão de Moubray (2000), a manutenção tem que “assegurar que os ativos
físicos continuem a fazer o que os seus usuários querem que ele faça”.

4
Então Moubray (2000) e Siqueira (2005), conduzem à Manutenção Centrada
na Confiabilidade (MCC ou RCM – Reliability Centred Maintenance) que propõe,
segundo a norma IEC 60300-3-113 e o relatório ATA MSG-34:
- Preservar as funções dos equipamentos, com a segurança requerida;
- Restaurar sua confiabilidade e segurança projetada, após a deterioração;
- Otimizar a disponibilidade;
- Minimizar o custo do ciclo de vida;
- Atuar conforme os modos de falha;
- Realizar apenas as atividades que precisam ser feitas;
- Agir em função dos efeitos e consequências da falha; e
- Documentar as razões para escolha das atividades.
Percebe-se pelas definições dos autores a importância da manutenção no
contexto das organizações, no próximo tópico é apresentado os tipos de
manutenção.
2.2. TIPOS DE MANUTENÇÃO
Para efeito de estudo a manutenção pode ser classificada de várias formas e
existem denominações diferentes, mas no fundo o objetivo normalmente é o mesmo.
Para Nepomuceno (1989), Kardec e Nascif (2007) os tipos de manutenção
indicam a maneira pela qual é realizada a intervenção nos equipamentos.
E tanto Moubray (2000) como Siqueira (2005) apontam que os tipos de
manutenção tem relação como são tratadas as falhas: de modo a prevenir o item de
entrar em um estado de falha, ou tratam o estado da falha; ou de acordo com a
forma de programação e o objetivo das tarefas executadas.
Na visão de Branco Filho (2008), “os tipos de manutenção mais usados, são:
corretiva, preventiva e preditiva”. E nisso todos os autores concordam.
3 IEC 60300-3-11, Guestion de la sureté de fonctionnement – Part 3-11: Guide de application –
Maintenance base sur la fiabilité. Commission Electrotechnique Internationale, Geneva, Switzerland 4 ATA, MSG-3 – Operador/Manufacturer Scheduled Maintenance Development, Air Transport
Association of American. Washington, DC, USA.

5
2.2.1. Manutenção Corretiva
Para Nepomuceno (1989), manutenção corretiva consiste em reparar ou
eliminar um enguiço que apareceu de forma inesperada.
E Siqueira (2005), Branco Filho (2006), Kardec e Nascif (2007), acrescentam
que a manutenção corretiva é a atuação para a correção da falha ou do
desempenho menor que o esperado; a manutenção corretiva não é
necessariamente, a manutenção de emergência.
Ainda de acordo com Branco Filho (2006), Kardec e Nascif (2007), ela pode
ser: não planejada se não há tempo para preparação do serviço, e se não puder ser
adiada deve ser considerada manutenção de emergência; ou planejada se por
decisão gerencial, isto é, pela atuação em função de acompanhamento preditivo ou
pela decisão de operar até a quebra.
Do ponto de vista de Moubray (2000), se a falha for evidente e se não afetar a
segurança ou o meio ambiente, a decisão é não fazer manutenção programada,
nestes casos, os itens são deixados em serviço até a falha funcional ocorrer, quando
então, são reparadas.
1.2.1. Manutenção Preventiva
Para Nepomuceno (1989), a manutenção preventiva consiste na substituição
de peças em períodos regulares; ou seja, periódica para verificação do estado de
seus componentes.
Tanto para Siqueira (2005) como Kardec e Nascif (2007), ela tem o propósito
de reduzir ou de prevenir e evitar as consequências das falhas; obedecendo a um
plano previamente elaborado, baseado em intervalos definidos de tempos.
E Branco Filho (2008), acrescenta que são todo o trabalho de manutenção
realizado equipamentos que estejam em condições operacionais, ainda que com
algum defeito, devido à detecção da degradação de parâmetro do equipamento; e
sistemática se por tempo transcorrido, se por quilometro rodados ou qualquer outra
variável.

6
Moubray (2000), define que as tarefas preventivas implicam em restaurar a
capabilidade inicial de um ativo ou componente no, ou antes, do limite de tempo
especificado, sem considerar sua condição aparente no momento; e que as tarefas
de descarte programado implicam em descartar um ativo ou componente no, ou
antes, do limite especificado de idade, sem considerar a sua condição no momento.
E as frequências de tarefas são pela idade na qual o ativo ou componente mostra
um rápido aumento na probabilidade condicional de falha.
1.2.2. Manutenção Preditiva
Para Nepomuceno (1989), Branco Filho (2008) e Siqueira (2005), a
manutenção executada no momento adequado e antes que se processe o
rompimento ou falha qualquer; medindo e acompanhando os parâmetros
operacionais que indiquem a evolução da falha a tempo de ser corrigida.
Mas a melhor definição é de Kardec e Nascif (2007), a manutenção preditiva
é a atuação realizada com base em modificação de parâmetros de condição ou de
desempenho, cujo acompanhamento obedece a uma sistemática: seu objetivo é
prevenir falhas nos equipamentos ou sistemas através de acompanhamento de
parâmetros diversos, permitindo a operação contínua do equipamento pelo maior
tempo possível; e privilegia a disponibilidade á, pois as medições e verificações são
efetuadas com os equipamentos produzindo; quando o grau de degradação se
aproxima ou atinge o limite previamente estabelecido, é tomada a decisão de
intervenção.
E Moubray (2000), acrescenta que as tarefas preditivas sob condição exigem
monitoração das falhas potenciais de modo que a ação pode ser tomada para
prevenir a falha funcional ou evitar as suas consequências; e que os itens
inspecionados são deixados em serviços sob condição para que continuem a
desenvolver os padrões de desempenho desejado.
1.2.3. Outros Tipos de Manutenção
Os autores citam também outros tipos de manutenções:
A Manutenção de Rotina que consiste em verificar e completar o nível de
lubrificante; execução da manutenção diária; fabricação e ajuste de pecas novas

7
para substituir as peças que se desgastam ou que estão em fase de desgaste. Ou
seja, conservar o equipamento funcionando (NEPOMUCENO, 1989).
A Manutenção Produtiva que garante a melhor utilização e maior
produtividade dos equipamentos; e a Manutenção Proativa, onde a experiência é
utilizada para otimizar o processos e o projeto de novos equipamentos, em uma
atitude proativa de melhoria contínua (SIQUEIRA, 2005).
A Manutenção Detectiva é a atuação efetiva em sistemas de produção
buscando detectar falhas ocultas ou não perceptíveis ao pessoal de operação e
manutenção; são sistemas de aquisição de dados, controladores lógicos
programáveis (CLP), sistemas digitais de controle e distribuição (SDCD); e é
primordial para garantir a confiabilidade, em sistemas complexos (KARDEX E
NASCIF, 2007).
Os autores citaram vários tipos de manutenção, no próximo tópico será
apresentado como gerencia-los, através do gerenciamento estratégico da
manutenção.
2.3. GERENCIAMENTO ESTRATÉGICO DA MANUTENÇÃO
As organizações devem decidir qual a melhor estratégia de manutenção
utilizar em seus equipamentos, aplicando a manutenção mais adequada a cada
modo de falha, com a finalidade de diminuir os custos e ter a equipe atuando para
evitar que ocorram falhas.
Para Nepomuceno (1989), é importante estabelecer o porquê a manutenção é
indispensável, indicando o objetivo da mesma; e evitar que o custo de manutenção
supere as vantagens que a mesma pode oferecer. Com finalidade de diminuir os
custos, a manutenção deve compatibilizar o programa de parada para manutenção
geral com as necessidades ou programa de produção.
Tanto Siqueira (2005) quanto Moubray (2000) tem a visão do RCM, aderindo
a adoção dos métodos de inspeção (em substituição à revisão), os quais procuram
identificar condições de falhas potenciais, se possível sem intervenção, tentando
explorar ao máximo a vida útil do item; em muitos casos, concluiu-se que seria

8
desejável deixar o item operar até a falha, quando as consequências fossem
aceitáveis os mais favoráveis, do que intervir no processo de manutenção; e aplicar
a manutenção mais adequada a cada modo de falha.
De acordo com Kardec e Nascif (2007), a manutenção deve ter a equipe
atuando para evitar que ocorram falhas, e não manter esta equipe atuando, apenas,
na correção rápida destas falhas,
Na visão de Branco Filho (2008), o melhor rendimento da manutenção é a
estratégia de aplicação das manutenções: corretiva, preventiva e preditiva,
devidamente balanceadas para cada caso, para cada empresa, onde a sensibilidade
do administrador é que deverá dosar adequadamente. E os equipamentos são
classificados considerando diversos critérios: a consequência da falha, a
necessidade de manutenção e a qualidade do produto.
Exposto o gerenciamento estratégico da manutenção, no próximo tópico será
apresentada a Manutenção Centrada na Confiabilidade.
2.4. CONFIABILIDADE, MANTENABILIDADE E DISPONIBILIDADE
A definição dos termos confiabilidade, mantenabilidade e disponibilidade são
importantes para definir a eficiência da manutenção.
Confiabilidade entende-se pela probabilidade que um item possa
desempenhar a função requerida, por um intervalo de tempo estabelecido, sob
condições definidas de uso. A equação (1) demostra a predição da confiabilidade de
um equipamento: (KARDEX E NASCIF, 2007).
tetR )( (1)
Onde: “R” é a probabilidade do item executar a missão que lhe foi confiada de
maneira plenamente satisfatória; “t” é o tempo previsto de operação, e “ƛ” a taxa de
falhas que o componente apresenta durante o período “t”, e “e” é o logaritmo
neperiano que tem valor igual a 2,303.

9
Mantenabilidade ou manutenabilidade é o grau de facilidade em se realizar as
atividades de manutenção sobre um determinado equipamento ou instalação. A
equação (2) representa a mantenabilidade: (KARDEX E NASCIF, 2007).
tetM 1)( (2)
Onde: “M” é a probabilidade de que o equipamento com falha seja consertado
dentro de um determinado tempo; “t” é o tempo previsto para o reparo, e “µ” é a taxa
de reparos (números de reparos efetuados / tempo total de reparo da unidade), e “e”
é o logaritmo neperiano que tem valor igual a 2,303.
Disponibilidade consiste numa medida que indica a proporção do tempo no
qual equipamento esta à disposição para operar em condições de produzir
(KARDEX E NASCIF, 2007).
Para determinar a disponibilidade, primeiro precisamos conhecer dois
indicadores importantes para a manutenção: TMEF – Tempo Médio Entre Falhas
(mais conhecido pelo termo em inglês: MTBF - Mean Time Between Failures); e o
TMPF – Tempo Médio Para o Reparo (mais conhecido pelo termo em inglês: MTTR -
Mean Time To Repair). Neste estudo vamos utilizar o termo em inglês por ser mais
usual. As equações (3 e 4) representam os indicadores acima citados:
n
i
iFn
MTBF1
1 (3)
Onde “ F” é os tempos entre as falhas consecutivas, e “n” é número de vezes
que o equipamento entrou em falha.
n
i
iRn
MTTR1
1 (4)
Onde “R” é os tempos para reparo das falhas, e “n” é número de vezes que o
equipamento foi reparado.
A partir destes indicadores podemos calcular a disponibilidade (em
percentagem), com a equação (5):
10
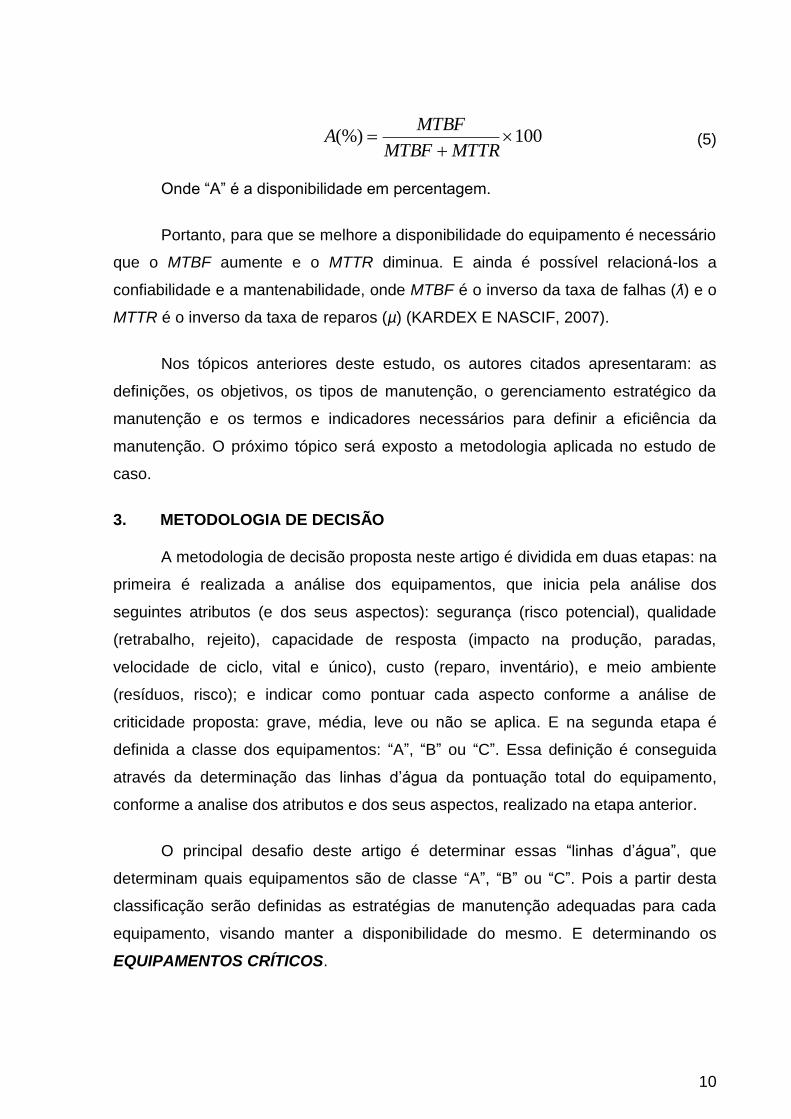
100(%)
MTTRMTBF
MTBFA (5)
Onde “A” é a disponibilidade em percentagem.
Portanto, para que se melhore a disponibilidade do equipamento é necessário
que o MTBF aumente e o MTTR diminua. E ainda é possível relacioná-los a
confiabilidade e a mantenabilidade, onde MTBF é o inverso da taxa de falhas (ƛ) e o
MTTR é o inverso da taxa de reparos (µ) (KARDEX E NASCIF, 2007).
Nos tópicos anteriores deste estudo, os autores citados apresentaram: as
definições, os objetivos, os tipos de manutenção, o gerenciamento estratégico da
manutenção e os termos e indicadores necessários para definir a eficiência da
manutenção. O próximo tópico será exposto a metodologia aplicada no estudo de
caso.
3. METODOLOGIA DE DECISÃO
A metodologia de decisão proposta neste artigo é dividida em duas etapas: na
primeira é realizada a análise dos equipamentos, que inicia pela análise dos
seguintes atributos (e dos seus aspectos): segurança (risco potencial), qualidade
(retrabalho, rejeito), capacidade de resposta (impacto na produção, paradas,
velocidade de ciclo, vital e único), custo (reparo, inventário), e meio ambiente
(resíduos, risco); e indicar como pontuar cada aspecto conforme a análise de
criticidade proposta: grave, média, leve ou não se aplica. E na segunda etapa é
definida a classe dos equipamentos: “A”, “B” ou “C”. Essa definição é conseguida
através da determinação das linhas d’água da pontuação total do equipamento,
conforme a analise dos atributos e dos seus aspectos, realizado na etapa anterior.
O principal desafio deste artigo é determinar essas “linhas d’água”, que
determinam quais equipamentos são de classe “A”, “B” ou “C”. Pois a partir desta
classificação serão definidas as estratégias de manutenção adequadas para cada
equipamento, visando manter a disponibilidade do mesmo. E determinando os
EQUIPAMENTOS CRÍTICOS.
11
3.1. ANÁLISE DOS EQUIPAMENTOS
Para facilitar a análise dos equipamentos foi preparada a tabela dos
equipamentos críticos, veja tabela a seguir.
A tabela tem nas duas primeiras colunas os atributos (e seus aspectos) e
serem analisados: segurança (risco potencial), qualidade (retrabalho, rejeito),
capacidade de resposta (impacto na produção, paradas, velocidade de ciclo, vital e
único), custo (reparo, inventário), e meio ambiente (resíduos, risco); e as quatro
colunas a seguir indicam a pontuação indicada de acordo com a criticidade: se
grave, três (3) pontos; se média, (2) pontos; se leve, (1) ponto; ou se não se aplica,
(0) ponto.
A análise do equipamento é realizada respondendo as perguntas que
constam nas células, referente ao atributo e aspecto da linha analisada, se a
resposta for positiva, pontuar de acordo com a pontuação indicada de acordo com a
criticidade da coluna.
Após todos os atributos e aspectos serem analisados, a soma dos pontos
será utilizada para classificar os equipamentos no próximo tópico.

12
Tabela 1 – Tabela Equipamento Critico
EQUIPAMENTO CRÍTICO
ATRIBUTOS ASPECTOS
ANALISADOS
CRITICIDADE
GRAVE MÉDIA LEVE NÃO SE APLICA
3 2 1 0
SEGURANÇA RISCO
POTENCIAL
A FALHA DO EQUIPAMENTO PROVOCA RISCO
AO HOMEM, E O EQUIPAMENTO ESTA LOCALIZADO EM ÁREA
CONFINADA E/OU CLASSIFICADA.
A FALHA DO EQUIPAMENTO PROVOCA RISCO
AO HOMEM E O EQUIPAMENTO ESTA
LOCALIZADO EM ÁREA RESTRITA.
A FALHA DO EQUIPAMENTO PROVOCA RISCO
AO HOMEM.
A FALHA DO EQUIPAMENTO NÃO PROVOCA RISCO
AO HOMEM.
QUALIDADE SCRAP /
RETRABALHO
A FALHA DO EQUIPAMENTO AFETA A QUALIDADE
E GERA SCRAP.
A FALHA DO EQUIPAMENTO AFETA A QUALIDADE
E GERA RETRABALHO
PESADO.
A FALHA DO EQUIPAMENTO AFETA A QUALIDADE
E GERA RETRABALHO.
A FALHA DO EQUIPAMENTO NÃO AFETA A QUALIDADE
E NÃO GERA
SCRAP E/OU RETRABALHO.
CAPACIDADE DE RESPOSTA
IMPACTO NA PRODUÇÃO
A FALHA DO EQUIPAMENTO PROVOCA A INTERRUPÇÃO DO PROCESSO PRODUTIVO.
A FALHA DO EQUIPAMENTO PARALISA UM SISTEMA
IMPORTANTE E REDUZ
O PROCESSO PRODUTIVO.
A FALHA DO EQUIPAMENTO REDUZ
O PROCESSO PRODUTIVO
A FALHA DO EQUIPAMENTO NÃO AFETA
O PROCESSO PRODUTIVO
PARADAS
A FALHA DO EQUIPAMENTO GERA MUITAS
PARADAS DE IMPACTO (MAIS DE UMA POR MÊS) COM TEMPO SUPERIOR
AO TEMPO DE CAPACIDADE DE RESPOSTA(*).
A FALHA DO EQUIPAMENTO GERA MUITAS
PARADAS DE IMPACTO (MAIS DE UMA POR MÊS)
COM TEMPO INFERIOR AO TEMPO DE CAPACIDADE
DE RESPOSTA(*).
A FALHA DO EQUIPAMENTO GERA ALGUMAS
PARADAS DE IMPACTO (MENOS DE UMA POR MÊS)
COM TEMPO INFERIOR AO TEMPO DE CAPACIDADE
DE RESPOSTA(*).
A FALHA DO EQUIPAMENTO NÃO GERA
PARADAS DE IMPACTO.
VELOCIDADE DE CICLO
O CICLO DO EQUIPAMENTO NÃO GARANTE
O PROCESSO PRODUTIVO.
O CICLO DO EQUIPAMENTO GARANTE
O PROCESSO PRODUTIVO.
O CICLO DO EQUIPAMENTO ESTA
SOBREDIMENSIONADO OU NÃO AFETA
O PROCESSO PRODUTIVO.
VITAL E ÚNICO
O EQUIPAMENTO É VITAL E ÚNICO
NO PROCESSO PRODUTIVO.
O EQUIPAMENTO É VITAL
E NÃO É ÚNICO NO PROCESSO PRODUTIVO.
O EQUIPAMENTO
NÃO É VITAL NO PROCESSO PRODUTIVO.
CUSTO REPARO /
INVENTÁRIO
O CUSTO COM REPARO /
INVENTÁRIO É ALTO
E/OU AS PEÇAS DE EPOSIÇÃO
SÃO DE DIFÍCIL AQUISIÇÃO.
O CUSTO COM REPARO / INVENTÁRIO
É ALTO, MAS AS PEÇAS DE REPOSIÇÃO
SÃO DE FÁCIL AQUISIÇÃO.
O CUSTO COM REPARO / INVENTÁRIO
É BAIXO E AS PEÇAS
DE REPOSIÇÃO SÃO DE FÁCIL AQUISIÇÃO
O CUSTO COM REPARO /
INVENTÁRIO NÃO É SIGNIFICATIVO.
MEIO AMBIENTE
RESÍDUOS / RISCO
A FALHA DO EQUIPAMENTO GERA RESÍDUOS
OU COLOCA EM RISCO O MEIO AMBIENTE
A FALHA DO EQUIPAMENTO NÃO GERA RESÍDUOS
E NÃO COLOCA EM RISCO O MEIO AMBIENTE
(*) TEMPO DE CAPACIDADE DE RESPOSTA DA PRODUÇÃO5
Fonte: o Autor
5 Tempo de capacidade de resposta da produção é o tempo definido para avisar as lideranças, da
manutenção e produção, sobre a parada; pois causará impacto no objetivo da produção, e esse tempo no prédio da Pintura da GM, na fábrica de Gravataí é de dois e meio (2,5) minutos para informar o líder; e de cinco (5) minutos para informar o superintende auxiliar (SA).

13
3.2. CLASSIFICAÇÃO DOS EQUIPAMENTOS
A classificação dos equipamentos é definida através da pontuação total do
equipamento, obtida na análise do equipamento, visto no tópico anterior; e
comparando-a com as linhas d’água da classificação dos equipamentos.
As linhas d’água definem a classe dos equipamentos em “A”, “B” ou “C”.
O fluxograma abaixo mostra as linhas d’águas da classificação dos
equipamentos, que definem a classe dos equipamentos em “A”, “B” ou “C”.
Figura 1 - Fluxograma Equipamento Crítico
Fonte: o Autor
Os valores das linhas d’água da classificação dos equipamentos mostrado no
fluxograma acima foram definidos a partir da pontuação total máxima obtida na
tabela de análise dos equipamentos, vinte e quatro (24) pontos; e inicialmente
dividido igualmente por três (3), que é o número de classes de equipamentos (“A”,
“B” ou “C”);
Os equipamentos são classificados conforme os valores das linhas d’água da
classificação dos equipamentos: se maior ou igual à quinze (15) pontos, o
AA
≥ 15
PONTOS DO
EQUIPAMENTO
BB CC
≥ 8
N
S
N
S

14
equipamento é de classe “A”; se maior ou igual à oito (8) pontos, o equipamento é
de classe “B”; se não o equipamento é de classe “C”.
Os valores acima não são definitivos, pois como foi dito: “inicialmente dividido
igualmente por três (3)”, que é o número de classes de equipamentos (“A”, “B” ou
“C”); mas após a análise de todos os equipamentos do setor, e comparando-os com
as linhas d’água da classificação dos equipamentos, pode se identificar que algum
equipamento deveria estar numa classe superior e não esta. Isto depende da
experiência do planejador e de seu conhecimento do setor produtivo; então, os
valores das linhas d’água da classificação dos equipamentos podem ser ajustados
para atender essa necessidade. O que ocorreu acima com o valor da linha d’água
dos equipamentos de classe “A” que deveria ser inicialmente dezesseis (16) pontos
pela divisão proposta inicialmente, mas foi necessário ajuste da linha d’água para
quinze (15) pontos para incluir os equipamentos com essa pontuação.
Classificados os equipamentos é importante definir qual classe é tida como
equipamentos críticos para priorizar o atendimento destes equipamentos. No prédio
da Pintura da GM, na fábrica de Gravataí, foi definido que os EQUIPAMENTOS
CRÍTICOS são os de classe “A”, que serão priorizados na definição das estratégias
de manutenção, sendo atendidos pela manutenção preditiva e preventiva; os
equipamentos de classe “B” que são menos críticos, serão atendidos manutenção
preventiva; e os equipamentos de classe “C”, serão atendidos pela manutenção
corretiva.
No próximo tópico será demostrado a análise e a classificação de um
equipamento para exemplificar a metodologia de decisão dos equipamentos críticos.
3.3. EXEMPLO DA METODOLOGIA DE DECISÃO
Para exemplificar a metodologia de decisão para definir os equipamentos
críticos, será demonstrada a análise e classificação de um equipamento. O
equipamento escolhido: robô Fanuc P500 P1 da cabine de pintura (aplicação de
Base Coat6), do prédio da Pintura da GM, na fábrica de Gravataí.
6 . Base Coat: termo em inglês para cobertura de tinta principal da cor do carro.

15
A análise do equipamento é realizada respondendo as perguntas que
constam nas células da tabela de análise dos equipamentos, referente ao atributo e
aspecto da linha analisada, se a resposta for positiva, pontuar de acordo com a
pontuação indicada de acordo com a criticidade da coluna. No exemplo, será
mostrada a questão positiva e sua pontuação.
Segurança
Risco potencial: a falha do equipamento provoca risco ao homem, e o
equipamento esta localizado em área confinada e/ou classificada?
Sim, então, é grave, três (3) pontos.
Qualidade
Rejeito / retrabalho: a falha do equipamento afeta a qualidade e gera
rejeito? Sim, então é grave, três (3) pontos.
Capacidade de resposta:
Impacto na produção: a falha do equipamento reduz o processo
produtivo? Sim, então é leve, um (1) ponto.
Paradas: a falha do equipamento gera muitas paradas de impacto
(mais de uma por mês) com tempo superior ao tempo de capacidade
de resposta (*)? Sim, então é média dois (2) pontos.
Velocidade de ciclo: o ciclo do equipamento garante o processo
produtivo? Sim, então é média dois (2) pontos.
Vital e único: O equipamento é vital, mas não é único no processo
produtivo? Sim, então é média dois (2) pontos.
Custo
Reparo / inventário: o custo com reparo / inventário é alto e/ou as
peças de reposição são de difícil aquisição? Sim, então é grave, três
(3) pontos.

16
Meio Ambiente
Resíduos / risco: a falha do equipamento gera resíduos ou coloca em
risco o meio ambiente? Sim, então é grave, três (3) pontos.
A classificação dos equipamentos é definida comparando a pontuação total
do equipamento com as linhas d’água da classificação dos equipamentos, conforme
mostrado no fluxograma, e assim definindo a classe dos equipamentos em “A”, “B”
ou “C”.
Após de todos os atributos e os aspectos serem analisados, a pontuação total
do robô Fanuc P500 P1 atingiu dezenove (19) pontos, superior ao valor da linha
d’água da classificação dos equipamentos de classe “A” (maior ou igual à quinze
(15) pontos); então é de classe “A”, ou seja, é um EQUIPAMENTO CRÍTICO.
4. ANÁLISE DOS RESULTADOS
A metodologia de decisão para definir os equipamentos críticos apresentada e
exemplificada no tópico anterior, foi aplicada em todos os equipamentos do prédio
da Pintura da GM, na fábrica de Gravataí.
Após a análise e a classificação dos equipamentos, foi observado que o valor
da linha d’água dos equipamentos de classe “A” que deveria ser inicialmente
dezesseis (16) pontos pela divisão proposta inicialmente, mas foi necessário ajuste
da linha d’água para quinze (15) pontos para incluir os equipamentos com essa
pontuação, pois esses equipamentos estavam abaixo da linha d’água e são
importantes para atingimento dos objetivos da produção, são eles: as taliscas das
cabines de pintura (aplicação de Primer Coat7 , Base Coat8 e Clear Coat9), alguns
elevadores de unidades e bombas do Paint Mix10. Na linha d’água dos equipamentos
de classe “B” ou “C” não foi necessário ajuste, ficando em oito (8) pontos.
O resultado obtido é mostrado na figura 2:
7 Primer Coat: termo em inglês para cobertura de tinta de fundo para preparar a superfície para
receber a cobertura de tinta principal, Base Coat. 8 Base Coat: termo em inglês para cobertura de tinta principal da cor do carro.
9 Clear Coat: termo em inglês para cobertura tinta de verniz para proteger e ressaltar a cobertura de
tinta principal, Base Coat 10
Paint Mix: termo em inglês para sala de mistura de tintas.

17
Figura 2 – Gráfico Classe dosEquipamentos
CLASSE DOS EQUIPAMENTOS
487
44%
183
17%
423
39%
A B C
Fonte: o Autor
E analisando o resultado obtido acima, observa-se que os percentuais são
adequados à estratégia da manutenção dos equipamentos do prédio da Pintura da
GM, na fábrica de Gravataí.
Onde foi definido que os EQUIPAMENTOS CRÍTICOS são os de classe “A”,
que serão priorizados na definição das estratégias de manutenção, sendo atendidos
pela manutenção preditiva e preventiva.
Já os equipamentos de classe “B” que são menos críticos serão atendidos
pela manutenção preventiva; e os equipamentos de classe “C” serão atendidos pela
manutenção corretiva.
Garantindo que se melhore a disponibilidade dos EQUIPAMENTOS
CRÍTICOS aumentando o MTBF e diminuindo o MTTR, ou seja, aumentando a
confiabilidade e a mantenabilidade dos equipamentos, conforme demonstraram
Kardex e Nascif (2007) e conduzindo à Manutenção Centrada na Confiabilidade,
conforme indicam Moubray (2000) e Siqueira (2005).

18
4.1. CONCLUSÕES
O objetivo principal deste artigo foi apresentar a metodologia de decisão para
classificar os equipamentos e definir os EQUIPAMENTOS CRÍTICOS na indústria
automobilística; e utilizada no prédio da Pintura da GM, na fábrica de Gravataí.
A principal contribuição desta metodologia de decisão foi a tabela de
EQUIPAMENTO CRÍTICO para análise dos equipamentos, que indica como pontuar
cada um dos atributos e seus aspectos, conforme a análise de criticidade proposta;
com a utilização desta tabela a análise do equipamento se mostrou simples, clara e
objetiva.
E a classificação do equipamento conseguida através da pontuação total,
obtida na análise do equipamento; e comparando-a com as linhas d’água de
classificação dos equipamentos; permite que após todos os equipamentos serem
classificados, a linha d’água pode ser ajustada conforme a necessidade para que
todos os equipamentos importantes no atingimento dos objetivos da produção sejam
classificados como EQUIPAMENTOS CRÍTICOS.
A metodologia de decisão exemplificada e os resultados obtidos neste artigo
mostram que os objetivos foram alcançados; e que método é assertivo, pois
demonstrou a realidade dos equipamentos do prédio da Pintura da GM, na fábrica
de Gravataí; e pode ser utilizada em qualquer indústria automobilística.
ABSTRACT
CRITICAL EQUIPMENTS IN THE AUTOMOTIVES INDUSTRIES -
DECISION METHODOLOGY
Equipment availability is the main goal of the maintenance mainly in automotives industries. For this is important define the best maintenance strategic for each equipment, aiming minimize the impact of the activities in the availability of the equipment and maximize the use the available human resource. Thinking about it, check the important of the critical equipment in the definition of the maintenance of the strategic, appropriate with the criticity of the equipment. This article has the objective present a decision methodology for define critical equipment in automotive industries. The decision methodology in this article is dividing in in twice: first, the equipments´ analysis and score when the criticity of the attributes and aspects analyzed; and second, the equipment´ classification when the equipments´ class (“A”,

19
“B” or “C”). Classified the equipments have defined the CRITICAL EQUIPMENTS in the automotives industries.
Main key: maintenance, critical equipment, automotives industries.
REFERÊNCIAS
BRANCO FILHO, Gil. A Organização, o Planejamento e o Controle da Manutenção. Rio de Janeiro: Editora Ciência Moderna LTDA., 2008.
_________________. Indicadores e Índices de Manutenção. Rio de Janeiro: Editora Ciência Moderna LTDA., 2006.
_________________. Dicionário de Termos de Manutenção, Confiabilidade e Qualidade. Rio de Janeiro: Editora Ciência Moderna LTDA., 2006.
KARDEX, A.; NASCIF , J.. Manutenção: Função Estratégica. Rio de Janeiro: Qualitymark, 2007.
MOUBRAY, John. Reliability-Centred Maintenance (RCM). Tradução Kleber Siqueira. Lutterworth, United Kingdom: Aladon Ltd, 2000.
NEPOMUCENO, Laur Xavier. Técnicas de Manutenção Preditiva. São Paulo: Edgard Blucner, 1989.
SIQUEIRA, Iony Patriota de. Manutenção Centrada na Confiabilidade: Manual de Implementação. Rio de Janeiro: Qualitymark, 2005.
YIN, Robert K. Estudo de Caso: planejamento e métodos. Porto Alegre: Bookman, 2010.
HELMANN, Kurtt S.; MARÇAL, Rui Francisco. M. Método Multicritério de apoio à decisão na gestão da Manutenção: Aplicação do Método Electre I na seleção de equipamentos críticos para processo. Revista Gestão Industrial. Universidade Tecnológica Federal do Paraná – UTFPR, Ponta Grossa, v. 3, n. 1, p. 123-133, 2007. Disponível em: <http://revistas.utfpr.edu.br/pg/index.php/revistagi/article/view/86>. Acesso em: 20 mai. 2012.
MANTESE, Gabriel C. Análise da Eficácia do Plano de Manutenção e do Sistema de Tratamento de Falhas em Equipamento Crítico de uma Empresa de Fluxo Contínuo. Universidade de SãoPaulo, São Carlos, 2011. Disponível em: <http://www.tcc.sc.usp.br/index.php?option=com_jumi&fileid=11&Itemid=172&id=87A644B54FB8>. Acesso em: 30 jul. 2012.
Recommended





![Estructura tecnologo mtto_electromecanico[1]](https://img.pdfslide.tips/doc/110x75/559ab51f1a28abaf378b47b6/estructura-tecnologo-mttoelectromecanico1-559c0a49ce53a.jpg)











