
ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA ELÉCTRICA
TESIS DE GRADO.
DESCRIPCIÓN DEL FUNCIONAMIENTO DE UN HORNOCONTINUO SUPERVISADO POR COMPUTADOR E
IMPLEMENTACION DE UN CONTROL DE TEMPERATURA.
Tesis previa a la obtención del título de:
INGENIERO ELECTRÓNICO.
ESPECIALIZACIÓN CONTROL.
Adrián Raúl Borja Cevallos.
1999.

CERTIFICACIÓN:
Certifico que la presente Tesisha sido desarrollada en
su totalidad por el autor.

DEDICATORIA
A Diospor estar siempre conmigo.
A mi madre y hermanaspor su constante apoyo.

AGRADECIMIENTO
Allng. Luis Barajas porsu ayuda e interés mostradoen la dirección de esta Tesis.
CONTENIDO.
CAPÍ:
GENERALIDADES. Pag.
1.1.-INTRODUCCIÓN 1
1.2.- DESCRIPCIÓN DEL PROCESO 4
1.2.1.- EL PROCESO DE COCCIÓN 8
1.2.2.- DIAGRAMA DE COCCIÓN. 9
1.3.- DESCRIPCIÓN SUMARIADEL HORNO 12
1.3.1.- IMPLANTE DE COMBUSTIÓN PARA COMB. LÍQUIDO 16
1.3.2.- IMPLANTE ELÉCTRICO DEL HORNO 17
CAP II:
DESCRIPCIÓN DE LA OPERACIÓN Y CONTROL IMPLEMENTADOS EN EL
HORNO DE RODILLOS.
2.1.- FUNCIONAMIENTO 21
2.2.- CONTROL E INSTRUMENTACIÓN 27
2.2.1.- DESCRIPCIÓN DE CIRCUITOS PRINCIPALES
DEL CONTROL SUPERVISOR DEL HORNO. 29
2.2.2,- INSTRUMENTACIÓN 34

2.3.- OPERACIÓN DEL HORNO 42
2.3.1.- ENCENDIDO DEL HORNO 42
2.3.2.- APAGADO DEL HORNO 45
2.4.- DESCRIPCIÓN DE PRUEBAS DE VERIFICACIÓN Y REGULACIÓN
DEL EQUIPO. 48
2.4.1.- VERIFICACIÓN DE LA MESA DE ALIMENTACIÓN 48
2.4.2.- PRUEBAS VENTILADORES 49
2.4.3.- PRUEBAS MOTOVARIADORES 49
2.4.4.- PRUEBA OSCILACIÓN 50
2.4.5.- PRUEBA DE CONTROL DEL GENRADOR DE EMERGENCIA. 51
2.4.6.- VERIFICACIÓN DE LA ENTRADA EN FUNCIONAMIENTO DEL
GENERADOR. 52
2.4.7.- PRUEBA Y SETEO DE LOS DEPRESÓSTATOS Y PRESOSTATOS. 52
2.4.8.- PRUEBA DE LA ELECTRO VÁLVULA GENRAL DE
COMBUSTIBLE. 53
2.4.9.- PRUEBA Y REGULACIÓN DE LA CENTRALINA PRINCIPAL
DE COMBUSTIBLE. 54
2.4.10.- VERIFICACF+ON DEL IMPLANTE DE COMBUSTIBLE. 56
2.4.11 .-PRUEBA DEL CABLE COMPENSADO PARA TERMOCUPLAS. 56
2.4.12.- PRUEBA SENSORES DE REGULACIÓN DE VELOCIDAD
TRAMOS. 58
2.4.13.- PRUEBA DE LOS PULSANTES PARA TRABAIO MANUAL
DEL COMANDO DE VELOCIDAD VARIADORES. 59
2.4.14.- PRUEBA FOTOCÉLULA ANTIAMONTONAMDENTO. 59
2.5.- MANTENIMIENTO. 60
2.5.1.- MANTENIMIENTO ORDINARIO.. 60

2.5.2.- MANTENIMIENTO EXTRAORDINARIO, 73
2.6.-USO DEL COMPUTADOR EVM 200. 78
2.6.1.- INFORMACIÓN GENERAL. 78
2.6.2.- DESCRIPCIÓN DE LAS OPCIONES DEL MENÚ PRINCIPAL. 81
2.6.2.1.- PÁGINA REGULADORES. 81
2.6.2.2.- ESCRITURA DE UNA RECETA DE COCCIÓN 82
2.6.2.3.- CURVA DE COCCIÓN 84
2.6.2.4.- TREND. 86
2.6.2.5.-PARÁMETROS REGULADORES. 86
2.6.2.6.-ALARMAS. 90
2.6.2.7.- PRODUCCIÓN. 91
2.6.2.8.- ENCENDIDO (ARRANQUE ) DEL HORNO. 91
2.6.2.9.- INSTRUMENTO ASCOM XM. 92
CAP HI:
CARACTERÍSTICAS Y OPERACIÓN DEL REGULADOR DE TEMPERATURA.
3.1.- GENERALIDADES. 93
3.1.1.- CARACTERÍSTICAS PRINCIPALES. 93
3.1.2.- CONFIGURACIÓN. 94
3.2.-INSTALACIÓN. 94
3.2.1.- CONEXIÓN DEL REGULADOR XM. 95
3.3.-DATOS TÉCNICOS. 95
3.4.- INSTRUCCIONES DE OPERACIÓN. 98
3.4.1.- FUNCIONES DE LAS TECLAS Y DEL VISUALIZADOR. 98
3.4.2.- SELECCIÓN DEL MODO DE FUNCIONAMIENTO. 100

3.4.3.- CONFIGURACIÓN DEL REGULADOR. 101
3.4.3.1.- CONFIGURACIÓN AUTOREGULADOR ASCOMXM. 102
3.5.- OPTIMIZACIÓN DE LOS PARÁMETROS DE REGULACIÓN. 104
3,5.1.- MÉTODOS DE PRIMERA APROXIMACIÓN. 105
3.5.1.1.- PRIMER MÉTODO: RESPUESTA EN AUTOMÁTICO
A UN GRADIENTE DE SET POINT. 105
3.5.1.2.- SEGUNDO MÉTODO: RESPUESTA EN MANUAL
A UN GRADIENTE DE SALIDA. 106
CAP IV:
PROTOTIPO DE CONTROL DE TEMPERATURA
4.1.- INTRODUCCIÓN. 108
4.1.1.-DESCRIPCIÓN DE LA PLANTA. 109
4.2.- DESCRIPCIÓN DEL PROCESO. 112
4.2.1.- ANÁLISIS DEL COMPORTAMIENTO DE LA PLANTA. 113
4.3.-DESCRIPCIÓN DEL PROTOTIPO. 118
4.3.1.- DESARROLLO DEL PROTOTIPO. 121
4.4.- CONFIGURACIÓN EIMPLEMENTACIÓN. 135
4.4.1.- EL PROTOTIPO DE CONTROL. 136
4.4.2.- DISEÑO DE LA CAÍA METÁLICA. 137
4.4.3.- DISEÑO DEL ESQUEMA ELÉCTRICO-SECUENCIA DE
ENCENDIDO. 139
4.4.4.- DISEÑO DEL CONTROL DE LLAMA. 142
4.4.4.1.- CALIBRACIÓN DEL CONTROL DE LLAMA. 144

4.4.5.- SETEO Y ACONDICIONAMIENTO DEL GRUPO
ACTUADOR-VÁLVULA-SERVOMOTOR. 146
4.4.6.- CONFIGURACIÓN DEL REGULADOR DE TEMPERATURA. 147
4.5.- PRUEBAS Y RESULTADOS. 148
4.5.1.- RESPUESTAEN AUTOMÁTICO AUN GRADIENTE
DESETPOINT. 148
4.5.2.- COMPORTAMIENTO DEL SISTEMA ANTE PERTURBACIONES. 151
4.53.- PRUEBA DEL CONTROL PRESENCIA LLAMA. 153
CAPV:
CONCLUSIONES Y RECOMENDACIONES.
5.1.-CONCLUSIONES.
5.2.- RECOMENDACIONES.
155
157
BIBLIOGRAFÍA. 159
ANEXOS:
- ANEXO A.
MENÚ DEL COMPUTADOR EVM 200
- ANEXO B.
MANUAL DEL REGULADOR DE TEMPERATURA.
- ANEXO C.
CARACTERÍSTICAS DE LOS PRINCIPALES COMPONENTES ELECTRÓNICOS
- ANEXO D.
EL SERVOMOTOR "CONTROLLF.

CAPÍTULO L
GENERALIDADES.
1.1.-INTRODUCCION.
El Control de Procesos, es una materia cada vez más extensa y nueva en base a la continua
sofisticación de instrumentos y equipos para medición y control. Por lo que3 en este tema
se hará un enfoque práctico de la utilización de la ingeniería de control en un proceso
industrial, partiendo y dando conceptos durante el desarrollo y análisis de la planta. Antes,
se debe notar que siempre se ha realizado control, de procesos, ya sea con el fin, de obtener
mayor producción, mejor calidad y o mayor eficiencia, lo que se consigue mediante el. uso
de analogías matemáticas que parten de un mejor conocimiento del proceso. Estos
controles, tradicionalmente se hacían en base a la experiencia acumulada y a la observación ,
creando pautas y separando etapas, definiendo instancias para el paso de una a otra,
identificando variables o muestras , definiendo condiciones, dándonos .una idea de la
evolución del proceso, luego formando teorías para explicar el funcionamiento del proceso,
todo esto con el fin de obtener ventajas en el resultado final.
Con el estudio se van definiendo variables de interés y variables manipuladas, en base a lo
cual se diseñan máquinas capaces de cumplir con las exigencias del proceso y se busca la
forma de realizar el control de dichas variables, sensándolas y midiéndolas para lo cual nos
servimos de la instrumentación.

Luego, con el conocimiento del proceso y Ja forma de controlarlo, se busca disminuir el
consumo de energía al mínimo, obteniendo al mismo tiempo mejor calidad y bajo costo,
esto se hace posible mediante un CONTROL DEL PROCESO.
PROCESO,- consiste §n xura acción que ha sido desarrollada para llevar a cabo un objetivo
determinado.
VARIABLES DE INTERÉS.- Son las variables que reflejan si el proceso está
cumpliéndose.
VARIABLES MANIPULADAS.- Son variables que inciden en el proceso y que pueden
ser controladas.
En un inicio, se realizaban procesos DISCONTINUOS, es decir, los que se llevan a cabo
con una cantidad de material fija, sin que se cargue material adicional durante la acción y
operación, sino basta que el proceso haya terminado. Luego, con el dominio del proceso,
el avance de la tecnología y la mayor demanda, se da el proceso CONTINUO que es el cual
por un lado ingresa material y por el otro salen productos, sin restricción de períodos ni
tiempos. Los dos procesos tienen sus ventajas y desventajas, por ejemplo el proceso
discontinuo es mas barato en su estructura e irnp]ernentación, se tienen menos pérdidas de
material y su instrumentación y control es más simple, debido a su alta capacitancia, lo que
lo hace menos susceptible a cambios de carga y perturbaciones, en cambio, se tiene un
consumo elevado de energía para lograr el estado final deseado, requiere de un control
dinámico y su producción es menor. El proceso continuo en cambio, aprovecha al máximo
la energía, se tiene controles estáticos de las variables por sectores^ su producción es mayor
y los problemas son de inmediata detección , pero, su estructura e implementación es más

caro ya que su instrumentación y control es más compleja, debida a su baja capacitancia, es
un sistema muy susceptible a perturbaciones y variaciones de carga.
Por su relación costo beneficio, los procesos continuos en la actualidad son los más
utilizados por su alto rendimiento, pero necesitan de mayor cuidado por lo susceptibles a
perturbaciones, para lo cual , se han implementado cada vez más tipos de control y
compensaciones, implemenlándolos en la planta en una combinación desde el más simple y
clásico lazo de control cerrado, en cascada, control directo, predictivo, selectivo, de lazos
rmiltivariables» etc. y diferentes tipos de compensaciones de dos posiciones, tres posiciones,
proporcional, proporcional integral, proporcional integral derivativo, etc, de tal manera
coordinados, haciendo un control total, más aún con el uso del computador, se puede
obtener ventajas no solo a nivel de control» sino también de supervisión, optimización,
indicación, .información, registros de alarmas, manejo de datos, producción, costos, etc.
En conclusión, tenemos que en una planta se podría tener combinaciones de lazos y tipos de
control y que es fundamental el conocimiento total del proceso, así como de la
infraestructura para este propósito, con el fin de cumplir de la mejor manera con el control
del proceso.
A continuación, para ilustrar el proceso y como llevar su control, analizamos la planta. Se
hará un detalle de la fabricación de cerámica plana, concentrándonos en la parte de cocción
de esmalte, ya que para esta parte se desarrollará toda la explicación de la maquinaria,
instrumentación y control implementados en un horno continuo de rodillos.

1.2.-DESCRIPCIÓN DEL PROCESO.
La producción de cerámica plana para pavimento y revestimiento, tiene varios tipos de
procesos en función de sus características, materias primas y aplicaciones, existiendo varias
clases de cerámica como por ejemplo, MAYÓLICA, COTTOFORTE, PASTA BLANCA,
MONOPOROSA, en este trabajo se tratará el proceso para la fabricación de
MONOPOROSA, que lo dividiremos en los siguientes puntos:
a) PREPARACIÓN DE PASTA.
b) PRENSADO.
c) ESMALTADO.
d) COCCIÓN.
e) CLASIFICACIÓN Y EMBALAJE.
Cabe anotar que cada punto se podría considerar como un proceso independiente, pero
relacionados entre sí, como se ilustra amas adelante en el esquema de la figura 1.2.1.
a).- PREPARACIÓN DE PASTA.- La materia prima utilizada básicamente está compuesta
por arcillas, arena cuarzosa, feldespatos, carbonato de calcio y agua, las cuales son
mezcladas en porcentajes fijos ya calculados por las características de los materiales y las
pruebas hechas en laboratorio, estas son pesadas y depositadas en un molino, generalmente
se usan molinos de bolas, para someterse al proceso de molienda por alrededor de 14 horas,
resultando en una pasta líquida, denominada barbotina, la cual es tamizada y depositada en
cisternas de almacenamiento provistas de agitadores para evitar la sedimentación, para
luego ser enviadas mediante bombas a realizar un proceso que se

FLU
JO
DE
P
RO
CE
SO
PA
RA
E
LAB
OR
AC
IÓN
D
E
BA
LDO
SA
DO
SIF
ICA
CIÓ
N
XO
USV
DA
D
E
PAST
A
DD
VA
T.Pf
tíM.
IMP
OR
TAD
AS
DO
SIF
ICA
CIÓ
N
MO
LIN
O
DS
ESM
AL
TE
S
CLA
SIF
ICA
DO
RA
EN
CA
RTQ
XA
HO
RA
F
AL
£T¡Z
AD
OR
¿P
RE
B
OD
EG
AB
OD
EG
A
DE
E
LA
BO
RA
DO
S
FIG
. 1.2
.1.

denomina ATOMIZACIÓN que no es más que la pulverización de la pasta y extracción de
la humedad en exceso, dando como resultado un polvo fino y granulado con porcentaje de
humedad de alrededor del 6 a 7% , este polvo es almacenado en grandes silos para dejarlos
reposar por un tiempo mínimo de 24 horas, resultando la pasta en polvo para el siguiente
proceso.
b).- PRENSADO ,- El polvo atomizado es prensado en moldes de la forma, espesor y
tamaño del azulejo a ser producido mediante prensas hidráulicas, a una presión específica de
200 a 250 Kg/cm2, las piezas son expulsadas y recogidas en secaderos verticales continuos
de ciclo de alrededor de 45 minutos, en los cuales serán sometidas a temperaturas de
alrededor de 180 grados centígrados, para endurecer la pieza y sacar la humedad en exceso,
saliendo del secadero, el producto a una temperatura de aproximadamente 80 grados y con
una humedad del 1% quedando listo para pasar al siguiente proceso.
c).-ESMALTADO.- La fase de esmaltado es uno de los momentos más delicados de todo el
proceso, porque la aplicación del esmalte debe ser casi perfecta, la aplicación de la capa de
esmalte base, así como su secado debe ser sobre la línea sin sufrir cambios de velocidad,
para luego poder aplicar las decoraciones y posteriormente ser cargados en boxes de
almacenamiento para luego pasar al horno.
d).-COCCIÓN.- La cocción es la fase central del proceso , el producto aquí se transforma
en un .material duro, resistente, su esmalte se cristaliza y obtiene su brillo y definición. Este
proceso es caracterizado por un conjunto bastante complejo de transformaciones físicas y
reacciones químias que es necesario conocer para poder gestionar y controlar este proceso.

Para, adquirir e] conocimiento del conjunto de transformaciones físico-químicas que se
producen en el cuerpo cerámico expuesto a cocción, nos servimos de instrumentos de
laboratorio que nos permiten seguir una serie de análisis que son la base de partida para
definir los parámetros de cocción de cada material cerámico.
e),- CLASIFICACIÓN Y EMBALAJE.- luego del proceso de coción, obtenemos ya el
producto terminado, el cual, debe someterse a unprceso de selección, en el que se verificará
el cumplimiento de ciertas normas establecidas internacionalmente, tanto de tamaño, según
el formato a realizarse, de planaridad y matiz, resultando de esta selección las calidades y
calibres del producto, así por ejemplo, calidad exportación, superior, comercial, terceras y
bajas, en estas están inmersas los diferentes tamaños o calibres, pudiendo ser calibre O,
calibrel o calibre 2. Este proceso se realiza de la siguiente manera, una persona dará un
código a la pieza, con un marcador fluorescente, en ñinción de la apariencia de la superficie,
un segundo código entregará una máquina llamada Calibro, que mide el tamaño de cada una
de las piezas y en función del tamaño, asigna al calibre correspondiente, así como sus
posibles defectos de escuadría y paralelismo, más un tercer código, que entregará una
máquina llamada Planar, que mide en cada pieza la planaridad y sus defectos como son, la
concavidad o convexidad. Todos estos códigos son procesados en la máquina de selección
y las diferentes baldosas son agrupadas y encasilladas en cantidades predefinidas (metros
cuadrados) y enviadas con su respectivo código definitivo a una máquina encartonadora, en
la que se empacará, e imprimirá el nombre del producto, la calidad, el matiz, la fecha de
elaboración y el código del operador de selección. A continuación, estas cajas, serán
enviadas a un robot paletizador, el que las agrupará en tableros, para ser luego llevadas a la
prebodega, revisadas y luego ingresadas a la bodega general de producto elaborado.

1.2.1.- EL PROCESO DE COCCIÓN.
Nuestro trabajo, se desarrollará en una de las partes principales de todo el proceso de
fabricación de cerámica plana, como es la COCCIÓN. Es oportuno dar un,a indicación de
aquellos fenómenos más importantes que se producen, en un cuerpo cerámico durante la
cocción, ya que en. función del análisis de éstos, se define el proceso y se diseña y ajusta el
sistema para adecuarse a estas condiciones.
Para cada material a cocer, se determina una curva (temperatura/tiempo) que, teniendo en
cuenta los puntos críticos típicos del material, fija el ciclo y el gradiente térmico en cada
fase de la cocción para asegurar un buen resultado. Analizaremos una curva de cocción
relativa a diversos tipos de azulejos para monoporosa.
Las condiciones ideales de cocción se tienen cuando sea posible expulsar completamente eí
anhídrido carbónico a una temperatura que el esmalte está todavía permeable al gas o
conserva todavía una viscosidad tal que no puede ser deformado por la presión. Se debe
buscar el intervalo mínimo de temperatura en el que se de una expulsión suave y completa
del anhídrido carbónico en un tiempo compatible con las exigencias productivas. Es
necesario además, tener presente, que no son posibles, drásticas intervenciones sobre el
esmalte dado que su composición está impuesta por la temperatura de inicio de fusión y de
la baja viscosidad que debe alcanzar en la zona de máxima temperatura. Análisis
termogravimétricos de laboratorio de muestras de pastas, han puesto en evidencia,
imponiendo un gradiente térmico de 100 °C/min., que la eliminación del anhídrido
carbónico empieza cerca de los 700 °C y continua basta los 870 °C con una velocidad

máxima de desprendimiento más allá de 820 °C. Además de este desarrollo del CO2 del
carbonato, es necesario tener presente otros gases que se han formado durante la cocción
rápida de la pieza cerámica. La diferencia de temperatura que se establece entre el exterior
y el interior de la baldosa durante el calentamiento, no es fácilmente medible, pero con la
velocidad de calentamiento impuesta y la escasa conductividad térmica de los materiales
empleados es verdaderamente muy considerable y es tal que la reacción endotérmica de
eliminación del agua del material arcilloso se inicia rápidamente antes del proceso de
eliminación del CO2. Industrialícente se ha visto, que los defectos derivados de la
eliminación de estos gases (C02 y vapor acuoso), desaparecen totalmente con permanencia
de cerca de -7 - -10 min. a la temperatura de 800 a 900°C.
1,2.2.- DIAGRAMA DE COC1ON.
T(°C)
10 15 20 25 30 35
FIG. 1.2.2
CURVA DE COCCIÓN PARA MONOPOROSA

10
Todo lo expuesto en el punto anterior, ha sugerido la construcción de un diagrama de
cocción a zonas típicas para la porosa, que aplicado industrialmente, da óptimos resultados
y en Ja figura 1.2.2 se muestra el gráfico.
El diagrama resulta estar dividido en cinco zonas que son:
- Zona A.- Aumento muy rápido de la temperatura en la fase de precalentamiento. Se
alcanzan los 800°C en 12min. de entrada en el horno la pieza.
Zona B.- Estacionamiento del material a temperatura comprendida entre los 800 °C y
los 900 °C por un tiempo de 7 - lOmin., para hacer que la temperatura sea uniforme en
cada punto de la baldosa y se permita, por tanto, la completa expulsión del gas
precedentemente mencionado.
- Zona C.- Posterior rápido aumento de la temperatura hasta llegar a la máxima
temperatura de cocción. Esta operación se realiza en cerca de 4 min.
.- Zona D.- Permanencia en la misma temperatura por un tiempo de cerca de 4 min.
- Zona E.- Enfriamiento rápido y natural del material hasta alcanzar la salida del horno en
aproximadamente lOmin.
Es importante decir que el calentamiento del material en las zonas A, B y parte de C, suele
hacerse a través de los quemadores situados debajo del plano de los rodillos, de modo que
creo uno ciertn diferencio de temperatura entre la parte baja y alta del horno, de manera que

11
mantiene frío y permeable el esmalte durante la fase de salida de los gases. Sucesivamente
en las zonas C y D, la temperatura viene uniformada a través de los quemadores superiores.
El sistema de cocción adoptado requiere regulación muy sofisticada, pero realizable, en
cuanto que los hornos pueden ser equipados con computadoras y microprocesadores que
permiten el control y la regulación del homo en las varias zonas, realizando constantemente
la curva prefijada.
El diagrama de cocción teórico, constituido en la tabla sobre la base de los conocimientos
sacados de las pruebas de laboratorio, y por tanto en base a nuestro conocimiento del
material a cocer, no corresponde nunca perfectamente al diagrama real, ósea aquel que se'
llega a obtener regulando oportunamente el horno de cocción.
La curva de cocción real, se traza tomando la temperatura de las distintas zonas del aparato
registrador conectado a los termopares colocados a lo .largo de la pared del horno o sobre la
bóveda. Es evidente que el diagrama estará más detallado cuando más termopares sean
instalados, teniendo en. cuenta, que la temperatura que leemos es, en general, la del
producto de la combustión o sea de los humos en. el interior del horno, y no la temperatura
del producto que estamos cociendo, en efecto las dos temperaturas no coinciden
prácticamente nunca, en el sentido de que hay siempre, un cierto retraso en el material
respecto a la temperatura del horno mismo. Esto necesitamos tenerlo en cuenta en la
regulación del horno especialmente cuando el ciclo de cocción es muy corto.
Examinando los materiales de pavimento y revestimiento prensado, la elección del horno, es
hoy prácticamente obligada, excepto para materiales extremadamente particulares. En este
pnrUcUlñr sector, pe puede ofjrmorj que el 99% de los hornos de nueva construcción son

12
hornos rápidos de rodillos, que en los últimos tiempos han sustituido al tradicional horno
túnel. La única actual aplicación de hornos a túnel cociendo a pilas, es prácticamente la
cocción de bizcocho tipo poroso o sea de materiales semi elaborados, destinados a una
segunda cocción que se efectúa generalmente sobre hornos de rodillos.
Hay todavía en funcionamiento algunos túneles de monococción, equipados con casillas y
cobertura refractaria, pero los problemas se multiplican; desuniformidad de temperaturas en
las varias secciones, alto consumo energético, alto costo de manutención, dificultad de
automatización del proceso, escasa flexibilidad en cuanto a formatos, bajo rendimiento de
selección. Aunque estos hornos están destinados a ser sustituidos por hornos rápidos de
rodillos.
Nuestro estudio, !Q haremos analizando un horno de rodillos fabricado por la SACM
IMPIANTI, particularizando en sus componentes pero tratando de dar un enfoque general
1.3.-DESCRIPCION SUMARIA DEL HORNO.
A continuación se describe la estructura general del homo en cuanto a su conformación, en
forma general, para luego, hacer una descripción más detallada de sus implantes principales
como son el de combustión y el eléctrico.
A continuación, se muestra una foto escaneada de un horno de rodillos. Fig 1.3.1.

13
FIG. 1.3.1.- HORNO A RODILLOS (MARCA SACMI)
El horno a rodillos, en su estructura general, está constituido de:
A.- ESTRUCTURA
El horno de rodillos se compone de una estructura metálica modular portante externa en
perfil de acero electrosoldado, de la manipostería suelo-paredes-bóveda de ejecución mixta
refractaria-aislante y fibra cerámica, con espesor de pared variable según la zona del horno.
Todo el conjunto está caracterizado por tener una masa extremadamente reducida de un
elevado poder aislante y óptima resistencia al choque térmico. Todo esto reduce al
mínimo la inercia térmica del horno que actúa en favor tanto de la rapidez de
calentamiento/enfriamiento del horno. Tales factores permiten una gestión verdaderamente
flexible de la instalación.

14
B.- MOVIMENTACION
El avance en crudo del material a cocer está mandado por una transmisión motorizada
compuesta por tubos de acero y/o tubos cerámicos transversales y paralelos con
características optimizadas para todas las temperaturas previstas de trabajo, puestos en
rotación, por una motorización, lateral, transportando el material tratando de que
permanezca normalmente apoyado directamente sobre el rodillo.
El sistema de movimentación de rodillos está fraccionado en varios tramos, motorizados
por motovariadores independientes para conseguir el rendimiento óptimo del ciclo de
cocción. De tal forma es posible recuperar de hecho los espacios entre fila y fila creados
tanto por la contracción del material en cocción como del aumento de diámetro de los
rodillos por dilatación térmica. Obviamente, cuando se corre el riesgo de que se
amontonen las piezas de distintas filas sucesivas es posible distanciar las filas entre sí. Tal
solución ofrece una posibilidad suplementaria para un perfecto avance de la carga.
En la realización más sofisticada los motovariadores, servocomandados, pueden ser
conducidos por el ordenador de la dotación del horno.
C.- SISTEMA DE COMBUSTIÓN
Un implante de combustión dedicado a la producción de la energía térmica necesaria para
el proceso de cocción y al conseguimiento de una temperatura al interior del horno
siguiendo cierta curva prefijada mediante la arquitectura de regulación. La energía térmica
necesaria para el proceso viene compuesta de un conjunto de pequeños quemadores, de

15
potencia unitaria máxima de 35 a 47 Kw. según el tipo, distribuidos oportunamente sobre y
bajo el plano de rodillos y reagrupados como regulación en grupos de 4 a 8 unidades.
Cada batería está alimentada por una única tubería de combustible derivada del colector
común. Cada batería es independiente en cuanto al dispositivo de regulación del
combustible tanto en manual como en automático y poseen dispositivos automáticos de
regulación de temperatura. Esta regulación es realizada mediante un sistema medidor-
autoregulador-modulador servoasistido que manda la alimentación de combustible del
quemador.
Como ye §e comentó para la movimentacióri, también para el control de temperatura se
puede utilizar el ordenador.
D.-S1STEMA ELÉCTRICO.
Implante eléctrico y de regulación delegado a la alimentación de motores en campo y al
control y manejo de varias arquitecturas y seguridad. La unidad de comando se encuentra
en un cuadro general provisto de un computador, panel sinóptico, instrumentación de
regulación, registro de temperatura y visualización del estado de alarma.
E.-SISTEMA DE AIRE
Ventiladores centrífugos instalados sobre la estructura y sostenidos por medio de
antivibrantes para cumplir las siguientes funciones:
a) Aspkación humos
b) Alimentar el aire necesario para la combustión de los quemadores

16
c) Alimentar a una primera zona de enfriamiento rápido del material de cocción.
d) Alimentar la última zona de enfriamiento final del material.
e) Aspiración de aire caliente proveniente de la zona de enfriamiento final.
f) Alimentar el aire necesario para la atomización del combustible líquido.
1.3.1,- IMPLANTE DE COMBUSTIÓN PARA COMBATIBLE LIQUIDO
(DIESEL O KEROSENE),
El implante de combustión está constituido de una ceníralina principal que tiene la función
de llevar por medio de una bomba el combustible líquido a un reservorio auxiliar y enviarlo
a una presión de cerca de 1,3 bares al colector principal del horno. La centralina estándar
está provista de doble filtro, dos bombas centrífugas (una en stand by), reservorio separador
de sedimento, válvula de máxima presión, contador volumétrico, presóstato de máxima y
mínima presión^ electroválvula de interacción y manómetro, como se ilustra posteriormente
enlafig. 2.4.1.
La regulación de la potencialidad térmica del reagrupamiento de quemadores se lo hace por
la variación de la cantidad de combustible líquido, mientras el aire comburente y de
atomización permanecen fijos y deberán ser seteados a un valor lo suficientemente alto para
garantizar una segura y completa combustión.
El encendido de los quemadores debe ser realizado manualmente por medio de una antorcha
adecuada.

17
En la zona del horno donde se prevé temperaturas operativas alrededor o bajo los 750
grados centígrados, todos los quemadores son provistos de estructura de control de llama
mediante el sistema ultravioleta (U.V.).
Cada quemador en esta zona es provisto de una electroválvula de interacción que en caso
de ausencia de Uama, falta de consenso o de tensión bloquea inmediatamente la emisión de
combustible.
1.3.2.- IMPLANTE ELÉCTRICO DEL HORNO.
A) CUADRO ELÉCTRICO.
El cuadro eléctrico está construido de lámina y perfil presoplegado y las puertas son
cen-adas con guarnición para garantizar un cerrado mínimo con protección anti polvo y
humedad , según normas establecidas.
Al interior del cuadro están montados toda la estructura de comando y control.
Todos los comandos son accesibles desde el frente del cuadro, como se muestra en la fig.
1.3.2.

18
FIG. 1.3.2
PANEL DE CONTROL DEL HORNO.
El cuadro eléctrico está construido según normas internacionales y comprende:
Interruptor general de sobrecarga con fusibles limitadores de corriente de cortocircuito
de 100 KA, maniobrable desde el exterior.
Transformador para alimentar a circuitos de comando y de control.
- Protección a motores de ventiladores con fusibles para cortocircuito, relés térmicos
diferenciales para sobrecarga y falta de fase.

- Protección a motores de la movimentación con interruptores magneto - térmicos para
cortocircuito y sobrecarga.
B) CABLEADO ELECTRICO.-
cables son puestos parte en canaleta metálica, parte sn tubería metálica y @1 rosto son
utilizados con vainas de protección y acoples.
Todos los cables son de forma muídpolar y utilizan el tercer o cuarto hilo como conductor a
tierra.
La canaleta portacables y la tubería no son utilizados como conductor de tierra, únicamente
como protección mecánica de conductores.
El material plástico de protección (vaina, acoples, etc.) son del tipo autoestinguible según
normas internacionales.
C) ALIMENTACIÓN ELÉCTRICA
El cuadro eléctrico y la relativa instrumentación de regulación y seguridad, son garantizados
con el correcto funcionamiento, solo bajo las siguientes condiciones importantes:
1) Temperatura ambiente inferior a 37 grados centígrados;

20
2) Ambiente no polvoroso (polvo < = 5 mgr/m3) y humedad relativa del ambiente menor al
85 %;
3) Tolerancia máxima sobre el valor nominal de ]a tensión entre fase y fase, de la
alimentación trifásica principal: +/- 5% ;
4)Tolerancia máxima sobre la frecuencia de la alimentación principal: +/- 1 %;
5) A parte de las tres fases es esencial tener en la red de alimentación del cuadro eléctrico
un conductor de tierra, independiente del eventual neutro, que presente una impedancia
máxima de 5 ohm;
6) Debe estar asegurada la alimentación eléctrica sin rnicrointerrupciones, picos de tensión y
disturbios.

21
CAPÍTULO II.
DESCRIPCIÓN DE LA OPERACIÓN Y CONTROL IMPLEMENTADO EN EL
HORNO DE RODILLOS.
2.1.-FUNCIONAMIENTO
FrGV2.1.1.
ESQUEMA DEL HORNO
El horno de rodillos, está compuesto por una cámara en forma de túnel, en la cual están
instalados grupos de quemadores, ventiladores y sistema de movimentación en forma
adecuada para poder cumplir con un proceso de quema continuo del producto en base a una
curva de cocción prefijada.
Al momento de proceder con la puesta en marcha del horno, mediante el arranque y

funcionamiento del sistema de movimeníación y del ventilador de humos se produce un.
lavado de gases del homo, formando una depresión en el interior de la cámara de
aproximadamente 25 m.c.a. (milímetros de columna de agua), lo que servirá para extraer los
gases residuales hacia el exterior, producto ya sea de una mala combustión o los que se
desprenden del material procesado, evitando- así, posibles acumulaciones de gases
inflamables que podrían producir explosiones o fugas, además, existe un sistema de alarma y
bloqueo para controlar el correcto funcionamiento del ventilador, a continuación se activa el
ventilador de aire de combustión, el cual proveerá la oxigenación necesaria para una buena
combustión, este aire mediante tuberías será alimentado directamente a las cámaras de los
quemadores, y posee reguladores individuales para cada uno de estos de manera de
controlar manualmente la perfecta combustión. A continuación se enciende el ventüador
de atomización, el cual provee una presión de aproximadamente ISOm.c.a., aire que servirá
para alimentar a las boquillas de los quemadores con el fin de pulverizar el combustible para
una correcta combustión, luego de hecho esto, se activará la válvula principal de
alimentación cíe combustible, el cual será aumentado a tuberías y colectores a una presión de
1,3 bares aproximadamente, a continuación, manualmente se encenderán, los quemadores
para realizar un calentamiento lento hasta una temperatura apropiada, a partir de la cual ya
pueda estabilizarse el homo y pueda ser controlado automáticamente, para esto,; mediante el
computador se ingresan los datos de la curva de cocción del horno por tramos y la
velocidad de transporte de los rodillos o ciclo del horno, llegada a una temperatura casi
ideal a la curva predispuesta, se procede a ingresar carga al horno, la cual ingresa en forma
de filas de una cantidad prefijada de piezas, con lo que el horno con la variación de carga
regulará automáticamente todas sus zonas para cumplir con la curva establecida , entonces
se deberá activar el ventilador de enfriamiento rápido, cuya presión es controlada

23
automáticamente para poder cumplir con la temperatura establecida en dicha zona
Finalmente, se puede ya activar los ventiladores de enfriamiento final y aspiración de aire
caliente, los cuales sirven únicamente para enfriar el producto en su fase final con el fin de
que a su salida pueda ser manipulado.
Dentro de los controles implementados, se tiene un control secuencia! del encendido del
horno, de alarma de temperatura de zonas, de funcionamiento de ventiladores, de
amontonamiento, de cuerda de seguridad de emergencia, con su correspondiente señal
auditiva de alarma y su respectiva acción de bloqueo y señalización, además un circuito de
televisión para chequeo de ingreso de carga y un control continuo por fotocelda de vacíos o
suspensiones de carga.
En el esquema general del homo, fig.2.1.1. se prevé un primer tramo definido como
PREHORNO con aislamiento en fibra cerámica, dadas las bajas temperaturas de ejercicio
(200-400 °C ). Excento de quemadores, está calentado por los gases de la combustión
aspirados de la zona de precalentamiento - cocción mediante el ventilador de evacuación de
humos. Las tomas de aspiración son regulables tanto sobre corno bajo el plano de rodillos,
así como al principio o al final del prehorno.
La función específica del prehorno es el secado completo del material crudo, eliminando k
humedad residual después del ciclo de secado-esmaltado y almacenado. Con el fin de
evitar roturas del material a cocer por una evaporación del agua demasiado violenta debida
a las altas temperaturas que pueden haber ya en la primera zona de precalentamiento.

24
El prehorno permite además un racional intercambio térmico entre el material a cocer y los
humos, antes de que estos sean evacuados del horno, propiciando un sensible aumento del
rendimiento térmico de la instalación lo cual mejora el consumo energético.
El segundo tramo, denominado como ZONA DE PRECALENTAMIENTO , está
caracterizado por un tipo de aislamiento adaptado a las ya relativamente altas temperaturas.
Para tal fin se utiliza un sistema mixto de refractario aislante y fibra cerámica. Refiriéndose a
la curva de temperaturas, se considera como zona de precalentamiento la fracción inicial de
la curva hasta los 900 °C aproximadamente. Con una apropiada regulación del horno en
esta zona se interviene para resolver algunos problemas característicos de la cocción del
producto cerámico, como la eliminación del agua de constitución, transformación del
cuarzo, combustión de las substancias orgánicas y descomposición de los carbonatos, Para
disponer del margen de regulación lo más amplio posible, porque de la total o parcial
evacuación de los gases producidos en las reacciones químico - risicas depende gran parte
de los buenos resultados de la cocción, la instalación de combustión en la zona de
precalentamiento está constituida de una manera particular. Esta prevé quemadores
posicionados debajo del plano de rodillos e inyectores de aire sobre el plano de rodillos,
para retardar la fusión del esmalte aplicado en la pieza cerámica y de esta forma prolongar
el tiempo de permeabilidad de las piezas a los gases.
El tercer tramo, denominado, ZONA DE COCCIÓN, está caracterizado por un tipo de
aislamiento en refractario y fibra cerámica específicas para altas temperaturas de ejercicio
previstas. Refiriéndonos a las curvas de temperaturas se considera como zona de cocción la
iracción del diagrama comprendido entre los 900 °C y el inicio del enfriamiento.

25
El posicionamiento de los quemadores sobre y bajo el plano de rodillos, con notable
fraccionamiento en pequeñas baterías de quemadores, permite la realización de curvas de
cocción muy elaboradas. Tal maniobrabüidad del horno en la zona de cocción es
fundamental, considerando que preferentemente en esta fase se resuelven, con la apropiada
regulación, problemas como; defectos de planaridad, desuniformidad e inconsistencia
dimensional, desuniformidad y deshomogeneidad en el grado de gresificación y tonalidad en
los esmaltes.
El cuarto tramo definido como ZONA DE ENFRIAMIENTO RÁPIDO, está caracterizado
por un tipo de aislamiento similar a ]a zona de cocción pero reducido en el espesor.
Refiriéndose a la curva de temperatura se considera como zona de enfriamiento rápido la
fracción comprendida entre la temperatura de cocción y los 600 °C. De longitud limitada
(generalmente 4 metros) está compuesta de dos partes de las cuales la primera, denominada
enfriamiento indirecto, está provista de un intercambiador de calor posicionado bajo la
bóveda del horno alimentado por el ventilador de aire de combustión, procede, además del
enfriamiento de la zona del horno en el cual esta instalado, al calentamiento del aire de
combustión para los quemadores.
A continuación del intercambiador trabaja un segundo sistema de enfriamiento directo,
realizado mediante el soplado de aire a temperatura ambiente directamente sobre y bajo el
material de producción a través de tubos agujereados de acero pasantes a la sección del
horno. La alimentación del aire a este sistema está modulada por un conjunto de válvula de
ferfalla-servomotor-autoregulador de temperatura pilotado por un sensor de temperatura
(termocupla) y producida en el ambiente del horno.
26
El quinto tramo, definido como ZONA DE ENFRIAMIENTO NATURAL, posee un
aislamiento mixto refractario-fibra cerámica de espesor sensiblemente inferior respecto a Ja
zona precedente por lo cual también toda la estructura portante del aislamiento está
dimensionado diferentemente.
Refiriéndose a la. curva de temperaturas se considera zona de enfriamiento natural, la
fracción, del diagrama comprendida entre los 650 - 600 y 500 - 450 °C.
La misión de tal tramo es la consecución de un. gradiente lo suficientemente bajo de
disminución de temperatura para que el proceso de transformación del cuarzo se produzca
de manera que no provoque roturas del material.
El tipo de aislamiento, bastante pesado, con empleo de materiales refractarios, está
empleado precisamente para que teniendo una masa notable mayor que la de la fibra
cerámica normal, ejerce una acción de PULMÓN TÉRMICO. Esto es normalmente
suficiente para mantener el ambiente a temperaturas próximas a las de funcionamiento
normal, aunque se produzcan vacíos en la alimentación del material, evitando así dañar al
material que avanza después del vacío.
El sexto tramo, definido como ZONA DE ENFRIAMIENTO FINAL, prevé un aislamiento
ligero de fibra cerámica adaptado a la temperatura más bien baja en dicha zona.
Refiriéndonos a la curva de temperaturas se considera zona de enfriamiento final al tramo
con temperaturas por debajo de los 500 °C. La misión de este tramo es el enfriamiento
rápido del. material para que llegue a la salida del homo a una temperatura lo
suficientemente baja para hacerlo manejable. Esta provisto de un sistema de enfriamiento

27
directo, realizado mediante soplado de aire ambiente directamente sobre y bajo el material
en producción a través de tubos agujereados pasantes a la sección del horno.
A .fin de evitar la introducción de tal volumen en la zona de enfriamiento natural y que no
salga el aire caliente por los laterales del homo, se a previsto un sistema de extracción del
aire calentado a través de una capa sobre la bóveda y conectada a un ventilador.
Una adecuada regulación de tal sistema, soplado-respiración permite conducir hacia la
salida del horno el volumen de aire introducido en el enfriamiento rápido, que, calentado
por el intercambio térmico del material en producción, permite optimizar en la zona de
enfriamiento natural, el gradiente de disminución de la temperatura para eliminar eventuales
problemas causados por la transformación del cuarzo,
2.2.-CONTROL E INSTRUMENTACIÓN
A continuación se realiza en base al análisis del implante, una descripción del control y la
instrumentación implernentados en el homo continuo de rodillos instalado por la SACM,
tratando de generalizar.
Además, se realiza un inventario de la instrumentación principal impleraentada, en la cual se
realiza un esquema general del horno, y la localización de lazos unitarios de
instrumentación, ya que para cada anillo de quemadores, la instrumentación es la misma,
luego se realiza un bosquejo ilustrativo, para ampliar los ejemoplos. A continuación, se
realiza en una tabla el inventario y la descripción de la instrumentación, en la que se describe
el número de lazos idénticos.

28
— Impresora
MUXYALS
\r
Analógico
ESQUEMA Y FLUJO DE DATOS DEL CONTROL SUPERVISOR DEL HORNO
FIG 2.2.1

29
2.2.1.- DESCRIPCIÓN DE CIRCUITOS PRINCIPALES DEL CONTROL-
SUPERVISOR DEL HORNO.
En Ja figura 2.2.1 se muestra esquemáticamente, en diagrama de bloques la relación control
- supervisor y flujo de datos del homo a rodillos, en el cual, se puede definir los siguientes
lazos principales:
- LAZO DE CONTROL DE TEMPERATURA.
LAZO DE CONTROL DE TEMPERATURA.
FIG.2.2.2
En este lazo, el computador actúa como control supervisor, el control directo, lo realizan
los autoreguladores de temperatura, los cuales se comunican en forma serial con el
computador, recibiendo los datos en forma remota del set point de trabajo, para cada zona
o anillo de quemadores, y ellos a su vez, transmiten los valores de las medidas de

30
temperaturas correspondiente a cada zona, así como la posición del grado de apertura del
servomotor, los cuales son procesados y presentados en tabías o pantallas gráficas, además
el computador, compara los datos recibidos con el set point fijado y saca diferencias, dando
una alarma si estas son mayores a las permisibles. Por medio del computador es posible
manejar los autoreguladores con variaciones del set point y tiempos de ejecución,
pudiéndose programar curvas de cocción y ejecutar las mismas en forma inmediata, por
tramos o realizar pruebas con variaciones pequeñas. Estas curvas pueden granearse y
compararse con el fin de realizar un análisis para llegar a una curva óptima para la cocción
de cada producto. Otra de las opciones que presenta el computador es el programa
AUTOSET, con el cual se puede encender o apagar el horno (subir o bajar la temperatura)
en forma gradual y automática, pudiendo dársele fecha y hora de inicio y fin del ciclo, el
computador realizará automáticamente el cálculo del gradiente necesario para cumplir con
lo requerido.
El sensor utilizado por los autoreguladores de temperatura es una termocupla, del tipo S
para las zonas de cocción y del tipo K para las demás zonas.
El autoregulador. en función del error correspondiente a la diferencia entre el valor medido
y el set point impuesto comandará al servomotor, que sirve como transmisor y que variará
el actuador que en este caso es una válvula de regulación de combustible. Al mismo
tiempo, como retro alimentación al autoregulador tenemos la señal de un potenciómetro
aplicado al eje del servomotor, con el cual sabemos el porcentaje de apertura de la válvula
de control del combustible, dato que es importante para la correcta calibración de los anillos
de quemadores, con el fin de que puedan tener Ja capacidad suficiente para poder cumplir

con e] set point propuesto, esta capacidad se puede variar, encendiendo o apagando un
número determinado de quemadores en cada anillo.
Cabe anotar, que los autoreguladores, en su trabajo de control funcionan en forma
independiente del computador, y que para el caso de falla del computador, estos pueden
funcionar en forma local, ingresando los valores de set point manualmente a cada
autoregulador por el teclado incorporado en estos.
- LAZO DE REGISTRO DE TEMPERATURA
En este lazo, el computador solo detecta mide y registra los valores de temperatura, ya
que no tienen ningún, control automático, está destinado a la vigilancia de la temperatura en
las zonas que no se tiene quemadores y que se puede controlar la temperatura solo por la
variación del flujo de temperatura de los gases absorbidos para su evacuación por la tubería
de humos. Este control se lo realiza en forma manual, variando la apertura de la compuerta
tipo mariposa instalado en dichas tuberías, este control no debe ser demasiado preciso, por
lo que no amerita que sea automático.
La adquisición de datos lo realiza el computador por medio de conversores analógico
digitales del tipo RV56 a los que van conectadas las respectivas termocuplas. El
computador recibe la señal, digitalizada, la linealiza y transforma a su equivalente en
temperatura, mostrando los datos en el monitor, y de igual forma, comparándolos con los
valores impuestos para dar o no su respectiva señal de alarma al salirse fuera del rango
permisible.

32
Además, paralelo e independiente al computador, se tiene un REGISTRADOR ANÁLOGO
DE TEMPERATURA, el cual presenta periódicamente ios datos de las temperaturas en un
display a la vez que los gráfica en papel en forma continua en el tiempo, de esta forma, se
tiene un control de la temperatura por zonas y su variación en el tiempo para su respectivo
análisis del comportamiento del horno a toda hora y la posible detección de causas de fallas
o defectos en el producto. El registrador de temperatura también tiene una salida de
alarma que se comunica con el computador en caso de sobretemperatura de alguna zona del
homo. El computador en este caso bloqueará todas las válvulas de combustible y apagará
el horno, además de su respectiva alarma visual y audible.
- LAZO DE CONTROL DE VELOCIDAD
INTERFAZ DESALIDA
MOVIMENTACIONHORNO
FIG. 2.23
LAZO DE CONTROL DE VELOCIDAD.

33
En este lazo, el computador realiza un control - supervisor - directo, mediante el uso de
sensores inductivos acoplados a ruedas dentadas localizadas en la transmisión de
movimiento a los rodillos del homo, ingresan pulsos por medio de una interfaz de entrada,
los cuales son detectados por el computador, transformados y calculadas las velocidades de
cada uno de los tramos independientes de rodillos del horno y presentado el dato en la
pantalla en revoluciones por minuto. El valor del set point calculado para cada tramo
calcula el computador en forma automática, al ingresarse el valor del ciclo deseado para la
curva de cocción a trabajar, El computador internamente, tiene un controlador PID
discreto, el que dará la correspondiente señal de salida para el accionamiento de pequeños
motores remotos que manejan motovanadores mecánicos de velocidad acoplados a cada
transmisión de la movimentación de los rodillos. De igual forma, existe supervisión de
todos los datos para generación de alarmas de ñiera de rango, falla por disparo térmico,
detención de algún tramo de rodillos y de darse el caso, el horno al mismo tiempo en que da
la alarma visual y audible, pone en oscilación los tramos anteriores al problema con el fin de
evitar acumulaciones y amontonamientos de carga en el interior del horno.
- CONTROLES EXTRAS
Además de los controles principales explicados, el computador, supervisa la planta, por
medio de sensores on/off, vigilando variables o fallas tales como presión de aire
(combustión., atomización) mediante presóstatos, depresión de aire (humos) mediante
depresóstatos, disparo térmico de motores, mediante contactos auxiliares localizados en los
relés térmicos y/o contactores, presencia de presión de combustible, control de secuencias
de encendido, etc.

34
Otra opción que presenta el implante es por medio de un circuito cerrado de televisión el
control visual del ingreso de la carga al horno así como, el conteo del .material que ingresa
al horno y el control de presencia de carga en el interior del horno, grafícándose en forma
continua en el computador y detectándose los vacíos que pueden darse y como
consecuencia la variación de carga en el horno y su correspondiente perturbación, llevando
un conteo y control estadístico de la producción del horno, todos los datos son guardados
en memoria en forma estadística, guardándose las 100 últimas alarmas producidas en el
homo así como, los datos de producción por turno, diario, semanal, mensual y por recetas.
Es importante anotar que dado que el computador supervisa y en gran parte controla todo
el horno, se tiene un menú llamado CONTROL DE ESTADO DE ENTRADAS Y
SALIDAS del horno con el cual se puede observar el estado de todas las entradas y/o
salidas físicas del horno, en posición de activado o desactivado , lo que ayuda y facilito, el
mantenimiento y arreglo de alguna falla en el implante o la detección de algún problema.
2.2.2.- INSTRUMENTACIÓN
La instrumentación implementada, se gráfica en la fig. 2.2.5. Cabe hacer notar, que en el
horno de rodillos, se tiene n lazos idénticos de control de temperatura y velocidad, por lo
que, para el ejemplo, se lo hará de uno solo. En la tabla de descripción de la
instrumentación, se incluirá el número de lazos iguales.

35
ESQUEMA GENERAL DEL HORNO DE RODILLOS

HG
. 2.2
.4.-
ESQ
UE
MA
GE
NE
RA
L D
EL
HO
RN
O D
E R
OD
ILL
OS.
36
VR
F :
VE
NT
ILA
DO
R D
E E
NFR
IAM
IEN
TO F
INA
LV
AA
C :
VE
NT
ILA
DO
R D
E A
SP
IRA
CIÓ
N D
E A
IRE
CA
LIE
NT
EV
F :
VE
NT
ILA
DO
R D
E H
UM
OS
VA
C :
VE
NT
ILA
DO
R D
E A
IRE
DE
CO
MB
US
TIÓ
NV
RR
: V
EN
TIL
AD
OR
DE
EN
FRIA
MIE
NTO
RÁ
PID
OT
Rn
: TR
AM
OS
DE
RO
DIL
LOS
An,
Fn,
Hn
: GR
UP
O D
E A
NIL
LO D
E Q
UE
MA
DO
RE
S
VA
AC
TR
1T
R2
TR
3T
R4
TR
5T
R6
TR
7T
R8

37
INSTRUMENTACIÓN DEL HORNO DE RODILLOS.

INT
ER
FA
Z D
EE
NT
RA
DA
INT
ER
FA
Z D
ES
AL
IDA
TR
1T
R2
TR
3T
R4
TR
5T
R6
TR
7T
R8
FIG
2.2
.5.-
IN
STR
UM
EN
TA
CIÓ
N D
EL
HO
RN
O D
E R
OD
ILL
OS.

CO
MP
UT
RA
DO
R
AN
ILL
O D
EQ
UE
MA
DO
RE
SA
n-H
X1—
D<h
QU
EM
AD
OR
SU
PE
RIO
R
QU
EM
AD
OR
INFE
RIO
R
TC
RO
DIL
LO C
ER
ÁM
ICO
HO
RN
O
MO
VIM
EN
TA
C10
NT
RA
MO
N
FIG
. 2.
2.6.
- E
SQ
UE
MA
ILU
ST
RA
TIV
O D
E L
AIN
STR
UM
EN
TA
CIO
N D
EL
HO
RN
O D
E R
OD
ILL
OS
LO vo

TA
BLA
DE
DE
SC
RIP
CIÓ
N D
E L
A I
NS
TR
UM
EN
TA
CIÓ
N (M
PLE
ME
NT
AD
A E
N E
L H
OR
NO
DE
RO
DIL
LOS
.
Nro
Laz
000
i 1
CÓ
DIG
O
U.I.
RA
C
402
403
404
403
500
501
DE
SC
RIP
CIÓ
N
CO
NT
RO
L S
UP
ER
VIS
AD
O
PO
R
CO
MP
UTA
DO
R.
P.I.
C.H
.O
P.I.
C.U
C
PJ.
C.H
/
P.i.
C.L
X
F.CA
B
UT
.B
CO
MB
US
TIB
LE
CO
NTR
OL
BA
JA P
RE
SIÓ
N
AIR
E V
EN
TIL
AD
OR
ES
CO
NTR
OL A
LTA
PR
ES
IÓN
AIR
E V
EN
TIL
AD
OR
ES
CO
NT
RO
L B
AJA
PR
ES
IÓN
AIR
E V
EN
TIL
AD
OR
ES
CO
NT
RO
L D
E
PR
ES
EN
CIA
LLA
MA
QU
EM
AD
OR
SE
NS
OR
PR
ES
EN
CIA
LLA
MA
DE 'QUE
MADO
R
CAN
T
01 1 6 6 6 16 16
UN
IDA
D
DE
ME
DtC
.
(RA
NG
O)
0-13
00
°C
/'
ELE
VE
N
PR
IMA
R.
T.I.
C.B
AL1
M
SI
Hg.
BU
LBA
Hg..
BU
LBA
Hg.
SU
LBA
Hg.
L,T
,B
SE
NS
OR
UV
.
TR
AN
SM
.
RA
NG
0-
1300 °C
NO
NO
NO
NO SI
SI
BA
R
0-10
0
mea
.
0-10
0
mea
.
0-10
0
mea
OU
T
Mv OF
F
ON
/
OF
F
ON;
OF
F
ON;
OFF
ON
/
OF
F
mV
.
IND
ICA
CIÓ
N
CE
NT
l,R/v
LOC
. I ! i I '
CO
NT
RO
LAD
OR
M i N
M A X
CO
NT
.
AC
TÚ
AD
OR
U.I.
RAC
U.i.
RA
C
U.I.
RAC
U.I.
RAC
ELC
TR
O
VÁ
LVU
LA
OB
SE
RV
AC
ION
ES
Rec
ibe d
atos
de re
gula
d.
Y lo
s pr
oces
a y
pre
sent
a.
AC
CIÓ
N Y
ALA
RM
A
CO
MP
UTA
DO
R E
JEC
UT
A
AC
CIÓ
N Y
ALA
RM
A
CO
MP
UTA
DO
R E
JEC
UTA
AC
CIÓ
N Y
ALA
RM
A
CO
MP
UTA
DO
R E
JEC
UT
A
• A
CC
IÓN
Y A
LAR
MA
SIS
TE
MA
DE
SE
GU
RID
AD
LOC
AL,
SO
LO E
N P
RE
HO
RN
O
SE
NS
OR
ULT
RA
VIO
LET
A
I

41
SIMBOLOGIA:
PRIMERA LETRA.
-U: MULTÍVARIABLE.- T: TEMPERATURA.-F: FLUJO.-S: VELOCIDAD.- P: PRESIÓN.- L: LLAMA
LETRAS SUCESIVAS.
-1: INDICACIÓN.-C: CONTROL.-T: TRANSMISOR.- R: REGISTRADA.- A: ALARMA.- L: BAJO.- H: ALTO.
ULTIMA LETRA.
- C: COMPUTADOR.- B: QUEMADOR.-N: MOVIMENTACIÓN.-O: COMBUSTIBLE.- X: AIRE.
41

42
2.3.-OPERACION DEL HORNO
2.3.1.- ENCENDIDO DEL HORNO.
Para proceder al encendido del horno se debe seguir el siguiente procedimiento:
1),- Dar tensión a la cabina eléctrica:
a) Girar el interruptor general de seguridad puesto sobre la puerta de la cabina.
b) Girar el interruptor de llave localizado en la parte frontal de la cabina.
2).« Energizar los motovariadores de Ja raovimentación del sistema de rodillos,
3).- Antes de activar los ventiladores asegurarse que:
a) Los cojinetes estén adecuadamente lubricados
b) Toda la tornillería este correctamente ajustada
c) Que no existan cuerpos extraflos atascando las transmisiones
d) Que el sentido de rotación de los ventiladores sea el indicado en la placa
e) Activar el motor y controlar que no calienten los cojinetes excesivamente
í) Verificar el ajuste de la tornillería después de dos horas de funcionamiento
g) Controlar el correcto tensionamiento de las bandas de transmisión después de 2—
4 - 8 horas de funcionamiento.
4).- Activar el ventilador de aspiración humos. Para el motor de este ventilador está
provisto un arranque estrella-triángulo. Con el consenso del contactor de este motor y del

depresóstato instalado sobre la tubería de aspiración humos, se puede pasar a la fase
siguiente.
5).- Activar el ventilador de aire de combustión y el de atomización. La desaparición de la
alarma "presión aire de combustión" y "presión aire de atomización" señala la correcta
intervención del presóstato de mínima y máxima, Solo con el consenso del contactor de los
motores y de los presóstatos, puede activar un temporizador que no permitirá el paso a la
fase sucesiva por un tiempo mínimo de tres minutos, durante este tiempo se pone en
práctica el lavado del canal del horno. Terminado el tiempo de lavado es posible pasar a la
fase sucesiva.
6).- Activar la electroválvula de seguridad general. El encendido del panel sinóptico indica
su activación.
7).- Proceder.al encendido de los quemadores de la zona baja de cocción, para esto
proveerse de una antorcha y encenderlos manualmente, luego proceder a la regulación de la
presión de la centralina de combustible en el colector a una presión de cerca de un bar.
Controlar nuevamente con todos los quemadores encendidos.
Solo personal adecuadamente preparado y adiestrado, propuesto para la operación del
homo, deberá encender cada grupo de quemadores partiendo de la zona de cocción,
verificando el correcto encendido de los quemadores, sobrevigilando la presencia y la
condición de la llama, lentamente hasta llegar a una temperatura de seguridad mínima al
interior del homo de al menos 750 °C5 para garantizar en todo caso la automática
combustión del combustible.

8),- Calentamiento con e], uso del programa AUTOSET del computador:
a.- Ingresar los valores de temperatura de la curva de cocción, y el gradiente de temperatura
respectivo, prever la partida del programa AUTOSET a una temperatura inicial de
alrededor de 500 °C.
b.- Encender los quemadores sobre el plano de rodillos, controlar la estabilidad de la llama y
el correcto encendido.
c.~ Luego del encendido de los primeros quemadores, activar el ventilador de aspiración de
aire caliente de la zona de enfriamiento final. Parte de aire caliente de la zona de cocción,
viene aspirado y calienta las paredes del módulo de enfriamiento. Esto es para no tener un
bajón de temperatura muy rápido del material que llega primero. La desaparición de la
alarma ASPIRACIÓN DE AIRE CALIENTE, señala la actuación del presóstato y el
funcionamiento del ventilador.
d.- Cuando el set point dinámico del programa autoset no siga la temperatura real de la
parte alta del horno y si se han superado los 750 °C, encender los quemadores de la parte
alta de la zona de cocción partiendo del final de la zona y dirigiéndose hacia la entrada del
horno. Puede ser necesario, para no recalentar en modo excesivo el prehorno y el ventilador
de aspiración humos., dejar apagada la primera zona de quemadores bajos donde la curva de
cocción prevé una temperatura de cerca de los 850 °C.
Esta zona deberá ser encendida apenas se inicia a alimentar el horno con el producto a
cocerce.
e.- Cuando el homo haya llegado a Ja prevista temperatura máxima en la zona de cocción,
se aconseja mantener al horno en esta temperatura por cerca de una hora antes de iniciar la
producción, esto para permitir la estabilización de la temperatura en toda la sección del
horno.
f.- Activar el ventilador de enfriamiento rápido solo cuando la temperatura en esta zona
haya llegado a su valor normal.
g.- Activar el ventilador de enfriamiento final cuando e] primer azulejo se presente a la
salida del horno.
h.- El control y la sobrevigilancia del homo deberá permanecer durante el encendido y el,
funcionamiento no solo de las condiciones de combustión de quemadores sino también de
las condiciones de presión del laboratorio del homo. La aspiración de humos deberá ser
siempre suficiente para garantizar una completa evacuación y mantener una depresión
máxima en la zona de cocción, medida sobre el plano de rodillos, de 0,2 mmx.a.
(milímetros de columna de agua). Si no se tiene problemas de cocción, la condición ideal
sería presión nula o ligeramente negativa.
2.3.2.- APAGADO DEL HORNO.
ENFRIAMIENTO CON USO DEL PROGRAMA AUTOSET DEL COMPUTADOR
a.- Ingresar un programa de autoset al computador con un gradiente de descenso de la
temperatura igual a—3 °C / 1 min.

~4'6~
ingresar como temperatura final de mantenimiento 150 °C. Durante el desarrollo de tal
programa, los quemadores trabajaran a potencialidad térmica muy baja y la operación y el
bloqueo cíe combustión de los quemadores se enfriarán con una buena gradualidad. Todos
los autoreguladores que gobiernan la temperatura de la zona de enfriamiento deben ser
excluidos cíe la gestión del autoset y deben permanecer impuestos al valor del set point de
funcionamiento. Si el programa del computador no prevé tal posibilidad, seleccionar
funcionamiento LOCAL para cada autoreguladqr de enfriamiento.
Durante e] funcionamiento del programa, la válvula servocomandada de enfriamiento se
posicionará automáticamente en apertura mínima, permitiendo un pasaje mínimo de aire por
los tubos para impedir el recalentamiento y el daño de estos. Actuando de esta manera, no
se corre el riesgo que la válvula servocomandada se pueda abrir durante el enfriamiento
soplando en el laboratorio del horno volúmenes de aire frío no requeridos,
b.- Apagar la máquina de carga horno.
c.- Es absolutamente necesario para todas las fases sucesivas a la suspención de la
alimentación del material del horno tener controlada la temperatura de humos al camino.
Por precaución, para impedir que supere la temperatura de segundad de humos (<3dreá?<fc.
350 °C ) apagar uno o más grupos de quemadores en la zona de precalentamiento apenas
haya pasado el último material en avance.
Es necesario abrir parcialmente las puertas localizadas sobre el plano de rodillos al ingreso
del horno para aspirar mayor volumen de aire ambiente.
d.- Comandar el STAUT al programa AUTOSET cuando la cola del material en avance del
horno haya sobrepasado la zona del. enfriamiento rápido. Se debe tener una atenta

47
Vigilancia de parte del personal sobre todo durante toda la fase de baja de temperatura para
evitar que el combustible no combustionado proveniente de los quemadores que
accidentalmente se han apagado pueda explotar en el horno.
e.- Apagar el ventilador de enfriamiento final inmediatamente después que el último material
del horno haya salido.
f.- Cuando la ejecución del programa de enfriamiento haya llevado a la temperatura máxima
interna a cerca de 800 °C apagar la electro válvula del combustible de la centralina principal,
el ventilador de aire de combustión, atomización y enfriamiento rápido. Dejar en marcha los
ventiladores de aspiración humos y el de aspiración de aire caliente, asegurando asi un
régimen de depresión en el horno tal que no surja riesgo de sobrecalentamiento de las partes
metálicas de los quemadores, tubos de enfriamiento rápido y de la cobertura externa. El
gradiente de temperatura durante el enfriamiento será tal que no influya sobre la integridad
de la constitución del aislamiento.
g.- A] llegar la zona de cocción a una temperatura de 450-500 °C, apagar el ventilador de
humos y el de aspiración de aire caliente. El horno perderá temperatura muy lentamente y
con uniformidad.
h.- Llegada ]a temperatura interna cerca de 200-250 °C se podrá parar la motorización. Si
es necesario extraer los rodillos cerámicos del horno se aconseja hacerlo solo cuando se ha
llegado a este nivel de temperatura, para minimizar el choque térmico y reducir al mínimo el
riesgo de rotura de estos.

SUSPENSIÓN DE LA ALIMENTACIÓN DE LA ENERGÍA ELÉCTRICA.
En caso de suspención de energía eléctrica, se cien-a inmediatamente todas las válvulas de
seguridad de paso de combustible y se paran todos los ventiladores. Entra instantáneamente
en fimcionamiento, en forma automática el generador de emergencia para la alimentación de
los motovariadores de la movimentación.
En tal situación, permitirá al operador accionar el dispositivo para OSCILACIÓN
RODILLOS, para dañar al mínimo el material dentro del horno. En el caso de contar con un
generador de emergencia con la capacidad de manejar al horno completo, se debería
proceder al cambio de energía y encendido del horno.
2.4.-DESCRIPCION DE PRUEBAS DE VERIFICACIÓN Y REGULACIÓN DEL
EQUIPO.
2.4.1.- VERIFICACIÓN DE LA MESA DE ALIMENTACIÓN DEL IMPLANTE
Voltaje entre líneas debe estar dentro del +/- 5% del voltaje de funcionamiento
Comprobar el correcto ajuste de horneras de la totalidad del cuadro eléctrico
- Comprobar el correcto ajuste y contacto de Risibles y porta fusibles
- Verificar la eficiencia de la red de tierra, impedancia debe ser menor o igual a 5 Ohmios
- Comprobar la conexión de todo el implante y cíe toda la estructura metálica (módulos,
cabina del cuadro eléctrico, ventiladores, etc.) , a la red de tierra, se debe tomar en
cuenta que los ventiladores están apoyados en antivibrantes de goma, por lo que hay
que asegurarse de que la base, el motor, el ventilador, la transmisión, y las protecciones
estén conectadas a tierra.

Controlar la polaridad de la alimentación de corriente continua, que alimenta a
fotoceldas y sensores.
2.4.2.- PRUEBA VENTILADORES
Para motores con arranque directo, setear los relés térmicos del cuadro eléctrico a la
corriente de carga para el voltaje de funcionamiento indicado sobre la placa del motor.
Para motores con arranque estrella triángulo, el térmico va seteado a 0,58 veces la
corriente de carga.
Setear el tiempo del temporizador de conmutación estrella-triángulo a 15 segundos.
- Realizar el control visual de tensionamiento de las bandas y tensarlas si es necesario.
Controlar la lubricación de rodamientos.
Controlar el sentido de rotación.
Verificar la ausencia de vibraciones debido a desequilibrios de la girante
Verificar la ausencia de rumorosidad debida a cojinetes defectuosos.
Controlar la absorción de comente del motor, tomando en cuenta que, el ventilador
trabaja caliente, y que ya en funcionamiento normal tendrá una notable baja de
consumo.
Al menos para el ventilador de aspiración humos, es aconsejable, al momento del
arranque, hacerlo con la compuerta cerrada, con el fin de reducir la potencia absorbida.
2.4.3.- PRUEBA MOTOVARIADORES
Setear los relés térmicos en el cuadro eléctrico a la corriente de carga, para la
alimentación de funcionamiento indicada en la placa del motor.

50
Controlar engranajes, lubricación y transmisión.
Controlar el nivel de aceite en el motovariador.
Controlar el correcto sentido de rotación.
Controlar el. consumo de corriente del motor.
2.4.4.- PRUEBA OSCILACIÓN
Setear el temporizador T4 y T6, los cuales establecen el tiempo que los rodillos giran
en. avance (T4) y el tiempo que los rodillos giran en retroceso (T6). Este tiempo debe
ser seteado de 10 a 15 segundos o el tiempo mínimo para permitir un giro completo del
rodillo. Los temporizadores T4 y T6 deben ser seteados con el mismo tiempo para
evitar acumulaciones de carga ya sea en avances o en retroceso.
- Setear los temporizadores T5 y T7, los cuales establecen el tiempo de pausa entre el
avance, retroceso y viceversa, a 2 segundos.
- Setear el temporizador TÍO, el cual provoca la cerrada de la válvula de combustible, si
el horno permanece en oscilación por un tiempo superior. Este tiempo se setea en
función del tipo de material que se trabaja y de la longitud del horno. El seteo
aconsejable está entre 15 y 30 minutos. Se podrá excluir esta intervención solo en el
caso en que el material en oscilación no sufra daño o se tunda si permanece un largo
tiempo en la zona de más elevada temperatura.

- Activar los moto variad ores desde el panel de control rodillos e iniciar la prueba de
oscilación, accionando cada interruptor de tramo uno a la vez y controlando que los
rodillos inviertan efectivamente la marcha. En caso de que uno o más tramos no
inviertan el sentido de marcha, proceder como sigue:
L- Posicionar el interruptor del grupo electrógeno en STOP.
2.- Retirar la energía del cuadro eléctrico, accionando el interruptor general de
potencia.
3.- Invertir las fases sobre el contactor de retroceso del tramo de interés,
intercambiando los cables de conexión de Ll con L2 sobre el contactor mencionado.
2.4.5.- PRUEBA DE CONTROL DEL GENERADOR DE EMERGENCIA.
Control de voltaje y frecuencia del generador de emergencia.
Posicionar el interruptor de selección del modo de funcionamiento del generador en
manual.
Activar el generador presionando el pulsante de marcha.
Con el generador activado verificar con los instrumentos montados en el panel del
generador que el voltaje y la frecuencia sean las correctas.
Apagar el generador presionando el pulsante de paro.

52
2.4.6.- VERIFICACIÓN DE LA ENTRADA EN FUNCIONAMIENTO
AUTOMÁTICO DEL GENERADOR.
- Posicionar el interruptor de selección del modo de funcionamiento del generador en
automático.
- Retirar la energía eléctrica del cuadro del horno, accionando el interruptor general de
potencia.
Contemporáneamente a la falta de energía eléctrica del cuadro del horno debe ponerse
en marcha el generador.
Con el generador en marcha, controlar que los motovariadores roten en el sentido
correcto.
Poner todos los motovariadores en oscilación y comprobar que el generador entregue la
suficiente energía para el funcionamiento en esta condición.
Controlar que el voltaje y la frecuencia sean las correctas.
Quitar los motovariadores del íuncionamiento en oscilación.
Alimentar el cuadro eléctrico del horno accionando el interruptor general de potencia;
después de algunos segundos, se debe detener el grupo electrógeno.
2.4.7.- PRUEBA Y SETEO DE LOS DEPRESOSTATOS Y PRESOSTATOS.
Setear el depresóstato y los presóstatos a ¡os valores a continuación indicados:
Depresóstatos humos a 0,7 mbar.(milibar).

53
Presóstato mínimo aire de combustión a 12 mbar.
Presóstato de máxima presión de aire de combustión a 20 mbar.
Presóstato de mínima presión de aire de atomización a 120 mbar.
Presóstato de máxima presión de aire de atomización a 160 mbar.
Presóstato de enfriamiento rápido a 10 mbar.
Presóstato de enfriamiento final a 5 mbar.
Depresóstato de aspiración de aire caliente a Imbar.
Activar los ventiladores respectivos y verificar que los leds de alarma del panel sinóptico
se apaguen.
Apagar el ventilador, debe reaparecer la alarma del presóstato.
2.4.8.- PRUEBA DE LA ELCTROVÁLVULA GENERAL DE COMBUSTIBLE.
La electroválvula general de combustible se puede activar solo si se cumplen los siguientes
consensos:
- Marcha ventilador de bumos y depresósíato activado.
Marcha ventilador de aire de combustión y presóstato de mínima activado y de máxima
desactivado.\ Marcha ventilador de aire de atomización y presóstato de mínima activado y de máxima
desactivado.
- Marcha motovariadores.
Consenso presóstato de mínima presión de combustible activado.

Consenso presóstato de máxima presión de combustible desactivado.
Consenso de alta temperatura registrador.
Temporizador de lavado de canal de cocción del horno a fin de tiempo.
Consenso de temporizador cerrado combustible por oscDación desactivado.
Consenso de la alimentación eléctrica de termoreguladores.
- Consenso de la alimentación eléctrica a las válvulas modulantes.
Con todas las condiciones presentes se puede activar la electroválvula de interacción y
seguridad puesta sobre la centralina principal.
2.4.9.- PRUEBA Y REGULACIÓN DE LA CENTRALINA PRINCIPAL DEL
COMBUSTIBLE.
Para la regulación de la centralina general de combustible se debe proceder de la siguiente
manera (referirse al diseño ilustrativo fig. 2.4.1).
RETORNO HI
AUMENTACIÓN
PURGA
FIG. 2.4.1.- CENTRALINA PRINCIPAL DE COMBUSTIBLE.
55
DESCRIPCIÓN:
1.- FILTRO DE COMBUSTIBLE.2.- BOMBA DE COMBUSTIBLE3.- SEP ARADOR DE SEDIMENTO.4.- REGULADOR DE PRESIÓN DE COMBUSTIBLE.5.- ELECTROVALVULA.6.- PRESOSTATO7.- MEDIDOR DE COMBUSTIBLE.8.-MANÓMETRO
a) Abrir la válvula de paso de una de las dos ramificaciones con filtro (dejar cerrada la otra
para tener un filtro de reserva), para permitir la aspiración del combustible del reservorio
auxiliar.
b) Abrir la válvula de paso de una de las dos ramificaciones con bomba (dejar cerrada la
otra como reserva), y verificar que este cerrada la válvula de paso inferior de purga.
c) Setear el presóstato de mínima y máxima presión respectivamente a 0,6 y a 1,6 bares.
d) Es aconsejable antes del encendido por primera vez del horno realizar una purga de todo
el implante, descargando una cierta cantidad de combustible en la extremidad final del
colector principal. Muy importante es la eliminación para cada grupo de quemadores del
aire contenido en las tuberías, se efectuará a través del depósito de purga.
e) Con la tromba en funcionamiento y la electroválvula de paso activada, abrir la válvula de
máxima presión lentamente hasta obtener una presión en la red de cerca de 1,3 bares.
f) Controlar la perfecta sellada de toda la tubería del funcionamiento de todas las válvulas .
56
g) Después de haber procedido al encendido con una antorcha manual de cerca de un tercio
de los quemadores, controlar y regular eventualmente de nuevo la presión del colector
cerca de 1.3 bares. Controlar nuevamente con todos los quemadores encendidos.
h) Ajustar y sellar la cabeza de acceso a la válvula de regulación de máxima presión.
2.4.10.- VERIFICACIÓN DEL IMPLANTE DE COMBUSTIBLE
Verificar el sellado de la tubería, válvulas, llaves, etc. por eventuales fugas
Verificar la eficiencia de todos los aparatos de seguridad y regulación
Verificar el seteo del presóstato de mínima presión de combustible a 0.6 bares, con una
presión de referencia de 1.3 bares de presión en el colector, activar la bomba centrífuga
y comprobar que la alarma se apague.
Setear el presóstato de máxima presión de combustible a 1.6 bares, activar la bomba
centrífuga y hacer activar el led de alarma aumentando la presión, interviniendo sobre la
válvula de máxima presión o, bajando momentáneamente el seteo del presóstato y
comprobando la eficiencia del mismo.
- Probar la válvula modulante del combustible, para esto activar al autoregulador de la
válvula en la posición manual, presionar los pulsantes de aumenta y disminuye en el
instrumento y la válvula debe abrir y cerrar respectivamente.
2.4.11.- PRUEBA DEL CABLE COMPENSADO PARA TERMOCUPLAS
Si se tiene dudas de la polaridad del cable compensado, proceder en el modo siguiente:
Conectar un tramo de cable a cualquier indicador o regulador digital

57
A la otra extremidad, pelar el cable y cortocircuitar
Calentar con llama el cable cortocircuitado y el indicador digital debe mostrar la
temperatura.
Si la temperatura marca en negativo, la polaridad del cable está invertida
La SACMIFORNI utiliza un coloración de cables según la norma DIN 43710
K:Cable al cromo
(Cr):
S:Cable al platino
(Pt):
Vaina externa verdePositivo rojo
Negativo verde
Vaina externa blancaPositivo rojo
Negativo blanco
TABLA COLORES PARA LOS CABLES COMPENSADOS SEGÚN NORMAS
TERMOCUPLA
T Rodio Constantan
J Hierro Constantan
K Níquel CromoNíquel Aluminio
R Platino/platino13% Rodio
S Platino /platino10% Rodio
S Cromel Constantan
B Platino 3 0% Rh/Platino 6% Rh
INGLATERRABS 1843+ Blanco- Azul#Azul+ Amarillo- Azul# Negro+ Café- Azul#Rojo+ Blanco-Azul# Verde+ Blanco-Azul# Verde+ Café- Azul#Café
AMERICAANSÍ MC 9651+ Azul-Rojo#Azul+ Blanco- Rojo# Negro+ Amarillo- Rojo# Amarillo+ Negro-Rojo# Negro+ Negro-Rojo# Negro+ Violeta- Violeta# Violeta+ Gris-Rojo#Gris
ALEMANIADIN 437104- Rojo-Café#Café+ ROJO-Azul#Azul+ ROJO- Verde# Verde+ ROJO- Blanco# Blanco+ Rojo- Blanco# Blanco
FRANCIANFE 18-001+ Amarillo- Azul#Azul+ Amarillo- Negro# Negro+ Amarillo- Púrpura# Amarillo+ Amarillo- Verde# Verde+ Amarillo- Verde# Verde
# LA ULTIMA FILA DE CADA GRUPO SE REFIERE A LA VAINA EXTERNA

58
2.4.12.- PRUEBA SENSORES DE REGULACIÓN DE VELOCIDAD TRAMOS
FIG. 2.4.2.
ESQUEMA DE MONTAJE DEL SENSOR INDUCTIVO.
El sensor debe estar montado perfectamente centrado junto a la rueda dentada, a una
distancia de 1 mm.
Al alinearse, el sensor junto con el diente de la rueda dentada, el led de indicación del
sensor se encenderá.
Posicionar en modo correcto el sensor, verificar el buen funcionamiento y la regularidad
de los impulsos, mirando el led montado sobre el sensor, y la lectura de la velocidad
sobre el monitor del computador, este control se debe realizar meticulosamente para
cada tramo, y cuando el horno está en funcionamiento.

2.4.13.- PRUEBA DE LOS PULSANTES PARA TRABAJO MANUAL DE
COMANDO DE VELOCIDAD VARIADORES.
- Conmutar a manual el control de velocidad sobre el panel de comando rodillos
- Verificar, presionando el comando de "Aumenta", la excitación del conductor de
aumento de velocidad tramos.
Seguir la misma verificación para el comando "Disminuye"
Si las funciones son invertidas, intercambiar los cables sobre el pulsante.
Sólo después de esta verificación, controlar que presionando los comandos respectivos,
auipenta y disminuye la velocidad, revisar esto para cada tramo,
2.4.14.- PRUEBA DE LA FOTOCÉLULA ANTIAMQNTONAMIENTO
Colocar el emisor a nivel a una distancia respecto a la parte superior de los rodillos de
25 mm.
Colocar el cuerpo del emisor perfectamente vertical para poder tener un haz emisor
horizontal
Acercar el receptor al haz emitido por el emisor, con el horno en temperatura y vacío.
El receptor se debe centrar hasta que el led rojo se encienda y no parpadee.
Terminado el centrado mecánico, probar el funcionamiento oscureciendo el receptor..\s de un retardo impuesto anteriormente, se debe activar la alarma acústica y
visual.

60
- La fotocélula al ingreso del horno, va montada lo más lejana posible de la boca para
evitar que resulte dañada por la salida de humos calientes, por la eventual faUa, por
ejemplo del ventilador de humos.
2.5.-MANTENIMIENTO
Todas las operaciones de mantenimiento y de manejo y operación del horno deben ser
realizadas por personal adecuadamente preparado, consciente de los peligros posibles en
función del tipo de intervención a efectuarse.
A continuación se da los pasos a seguir para el correcto mantenimiento del horno
convirtiéndole en la más fiable y simple para el trabajo.
Se pueden considerar dos tipos diferentes de mantenimiento:
- MANTENIMIENTO ORDINARIO.- que consiste en mantener al horno en perfecta
eficiencia de control con operación y con intervención con el fin de prevenir la
manifestación de inconvenientes y daños graves.
- MANTENIMIENTO EXTRAORDINARIO.- que consiste en eliminar los inevitables
desgastes o inconvenientes de largo plazo.
2.5.1 MANTENIMIENTO ORDINARIO
a) SISTEMA DE MOVIMENTACION RODILLOS
a.l) La motorización de rodillos está subdividida en zonas denominadas tramos, está
manejada por motovariadores, el sistema transmite el movimiento en base a piñones
helicoidales como se muestra en la figura 2.5.1.

61
MOVUVffiNTACION RODILLOS
FIG. 2.5.1
El motovariador está compuestos por tres partes: el variador, el reductor y engranaje; y el
motoreductor piloto, como se muestra en la fig. 2.5.2.
REDUCTOR
VARIADOR
MOTORPILOTO
MOTOVARIADOR.
FIG. 2.5.2.
a.2) VARIADOR
iEl cmematismo que compone el variador es exclusivamente metálico, luego necesita una
lubricación constante. La lubricación del variador viene realizada por salpicadura o goteo
de aceite.
Luego del montaje del variador sobre la máquina a comandar se debe proceder a Lis
siguientes verificaciones:
Para favorecer a la duración del variador, es aconsejable la sustitución de la carga de acei':e
después de un primer período de rodaje de cerca de tres meses ( dos mil horas ) y luego
cada seis meses ( cerca de cuatro mil horas), asegurándose en cada caso que el aceite esté
siempre presente en el depósito espía del nivel.
Una temperatura de la carcasa de 75 a 80 grados centígrados en las primeras cien horas de
funcionamiento se puede considerar como normal.
a.3) REDUCTOR
El reductor viene llenado completamente de grasa. Después de cerca de dos años (
alrededor de 16.000 horas), efectuar el cambio de grasa previo una buena limpieza
a.4) MOTOREDUCTOR PILOTO
El motoreductor piloto viene completamente lleno de lubricante sintético; vienen lubricados
de por vida por tanto no requiere lubricaciones sucesivas.

a.5) Medir cada mes el consumo de corriente eléctrica del motor de los tramos. Una
eventual medida de absorción de corriente superior a la normal, son índices de peligro. Rn
tal caso es oportuno controlar toda la transmisión relativa.
a.6) Pérdida de aceite o baja de nivel en tiempos muy breves, representan una señal de
desgaste del motovariador.
a.7) La grilla posterior cíe protección del ventilador del motor eléctrico debe ser mantenida
limpia medíante aire comprimido, elirninarido eventuales acumulaciones de polvo,
permitiendo el necesario y suficiente enfriamiento del motor.
a. 8) CADENAS DE TRANSMISIÓN
-Tienen la función de transmitir el movimiento del motovariador al eje de transmisión
principal.
Verificar mensualmente el correcto tensionamiento de la cadena, regulando si es necesario y
lubricar si hace falta.
Como norma de seguridad es aconsejable sustituir la cadena de transmisión cada año
(alrededor de 8.000 horas) de funcionamiento.
a.9) SOPORTE CON COJINETE
Tiene la función de sostener el eje de transmisión. Verificar mensualmente el ajuste de los
oring que tienen la función de .fijar el anillo interno del cojinete al eje de transmisión.
Lubricar con grasa cada cerca de seis meses de funcionamiento ( 4.000 horas).

64
a. 10) SOPORTE CON PERNO PORTARODJLLOS
Tiene la función de sostener . fijar los rodillos y transmitir el movimiento de rotación.
Resulta una buena norma verificar mensualmente el juego existente entre el engranaje
sujetado al eje y el engranaje del perno portarodillos; este juego debe resultar apenas
perceptible al tacto. Para corregir este juego se debe levantar o bajar la mesa de soporte del
eje. Un acoplamiento demasiado estrecho da como resultado la formación de polvo ferroso
y de un desgaste muy acentuado en los dientes helicoidales de la rueda en presión.
Uno o más engranajes separados de la posición inicial del eje que porta el movimiento, es
otra señal de anomalía debido al escaso juego entre la rueda, la cual opone una resistencia
anormal que se opone a la rotación del rodillo. Si todo un tramo entra en vibración, lo más
probable significa que el engranaje en esta zona tiene un acoplamiento muy estrecho .
El soporte con perno portarodiJlo debe ser lubricado con grasa a través del depósito
engrasador cerca de cada seis meses (4.000 Horas) de funcionamiento. Es de gran
importancia que la grasa sea completamente limpia para evitar el bloqueo del cojinete.
La lubricación del engranaje helicoidal está asegurada por el lubricante contenido en una
bandeja para lubricación, en la cual está semi inmersa la rueda dentada sujeta al eje motriz.
Controlar semanalmente el nivel del lubricante.
Sustituir por lo menos cada año de funcionamiento el aceite .
a. 11) COJINETES DEL LADO LIBRE

65
Controlar frecuentemente estos cojinetes, sustituyéndolos si se encontraran bloqueados o
rotando con dificultad. Lavar y lubricar los cojinetes sernanalmente.
b) CHICARES.
Son construidos en fibra cerámica regulables en altura y alojados en depósitos abiertos en
el techo del horno.
Verificar visualmentc la completa integridad; la rotura de uno de los chicanes es
normalmente señalada al presentarse a la salida de] horno .
Particular importancia presentan los chicanes puestos para separar la zona de cocción de la
zona de enfriamiento rápido por la solución de problemas referidos al enfriamiento del
material. La presencia de defectos localizados sólo sobre un lado de la carga tiene
generalmente origen en una anomalía de estos chicanes.
Es indispensable proveer después de cada intervención a los chicanes de un buen
taponamiento con fibra cerámica de las fisuras que viene a crearse entre chicanes y techo del
homo, de manera de evitar con el horno en presión la salida del calor y, con el horno en
depresión, una entrada de aire frío.
c) Indispensable resulta un mantenimiento atento y continuo de la zona de pasaje rodillos
ya sea para verificar la integridad y la posición de los bloques pasa rodillos que sostienen la
parte alta de la paredes laterales del horno , controlando el buen sellado y operación de la
fibra cerámica dispuesta en torno a los rodillos. Un buen sellado neumático de esta zona,
evita la salida de humos caliente de la zona en presión y entonces eventuales daños por
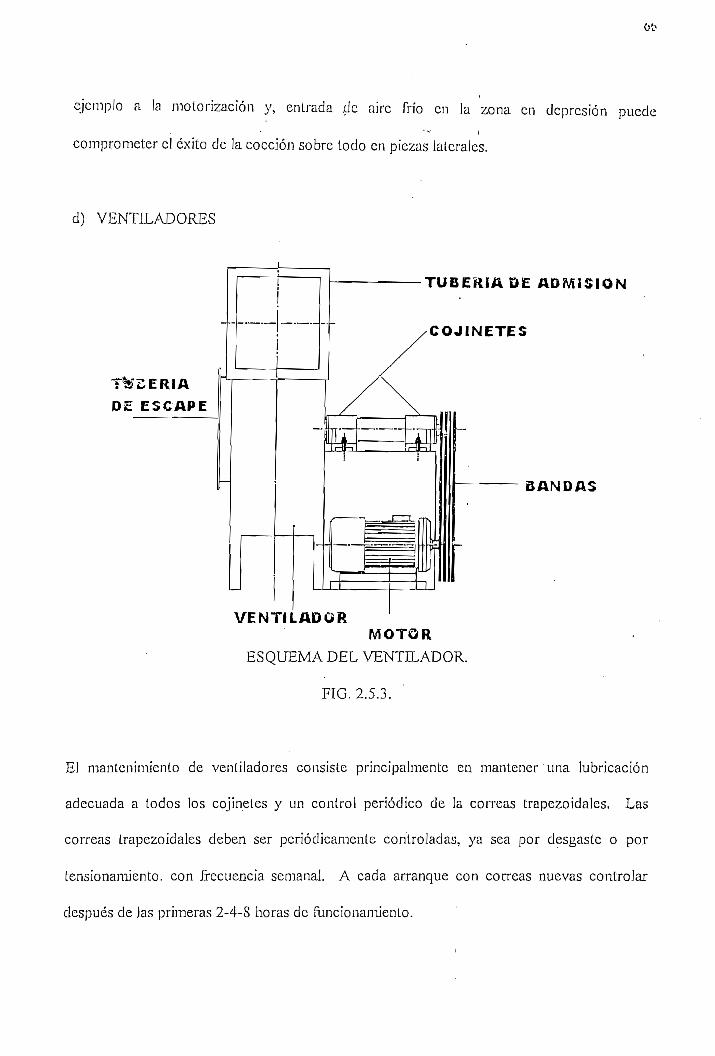
ejcmplo a la motorización y, entrada .de aire frío en la zona en depresión puedei
comprometer el éxito de la cocción sobre todo en piezas laterales.
d) VENTILADORES
TfcfóERIA
De ESCAPE
TUBERÍA DE ADMISIÓN
COJINETES
BANDAS
VENTILADORMOTOR
ESQUEMA DEL VENTILADOR.
FIG. 2.5.3.
El mantenimiento de ventiladores consiste principalmente cu mantener una lubricación
adecuada a todos los cojinetes y un control periódico de la correas trapezoidales. Las
correas trapezoidales deben ser periódicamente controladas, ya sea por desgaste o por
tensionamiento. con frecuencia semanal. A cada arranque con correas nuevas controlar
después de las primeras 2-4-8 horas de funcionamiento.

67
Para ios cojinetes de todos los ventiladores, excepto en aquellos en el cual está directamente
acoplado el ventilador que poseen cojinetes lubricados de por vida, se deberá proveer por
los primeros dos meses de funcionamiento a la lubricación con frecuencia semanal. No se
debe sobrepasar como punto de referencia de grasa en un tercio de la capacidad total del
soporte, ya que una cantidad excesiva de lubricante puede causar un sobrecalentamiento.í.
Para el ventilador de aspiración de humos, que es el que más soporta térmicamente, después
del período de rodaje de 750 horas de funcionamiento, lubricar los cojinetes.
Para los otros ventiladores, lubricar los cojinetes cada dos meses (1.500 horas) de
funcionamiento. Para garantizar la buena duración de las correas de transmisión, se debe
controlar cada tres meses que estén tensadas correctamente. El control del ajuste tensión se
obtiene aplicando una fuerza F, como se indica en el esquema de la fig. 2.5.4 y obteniendo
un desplazamiento f==16 mm. a una separación entre ejes de A^l.OOO mm.
ESQUEMA DE COMPROBACIÓN TEN SIGNAMIENTO BANDAS.
FIG. 2.5.4.

6S
Si hay presente silenciadores sobre la boca del ventilador, controlar mensuaJmente para
verificar si eslán presentes acumulaciones de polvo, si existen ñllros, verificar mensualmeníe
cada semana el estado del grado de atascamiento y realizar una medida de la caída cíe
presión que se tiene en el filtro mediante un manómetro a columna de agua. Una caída de
presión a 30mm. de columna de agua (cerca de 3 mbar.) se debe considerar como un índice
de filtro atascado y se procederá entonces a sustituirlo. Después de haberlo desmontado, se
debe remover el polvo acumulado por medio de aire comprimido. La aparición de anómalas
vibraciones del ventilador (especialmente aquellos de elevados números de revoluciones)
puede ser causada por depósito de polvo sobre la aleta de la girante. Si ocurre, limpiar la
girante con una aspiradora de aire comprimido, naturalmente con el ventilador apagado.
Los rodillos montados sobre el horno pueden ser de varios materiales según la temperatura
y la probleir.ática particular relativa a la cocción. Son colocados cada tipo en función del
límite de temperatura de trabajo y la zona en la cual están normalmente localizados.
e.!) RODILLOS EN ALEACIÓN
Aleación en carbono sin soldadura con temperatura límite de 400 grados centígrados, con
posibilidad de empleo en el prehorno y en la última parte de enfriamiento final.
A1ST 310 S, indicados por su coloración verde con temperatura límite de empleo de 1.080
grados centígrados (con carga baja) para hornos de bicocción, y cerca de 900 grados
centígrados para monococción. ,

69
e.2) RODILLOS CERÁMICOS
Usados para temperaturas de ejercicio de alrededor de 1.200 grados centígrados (rodilJos
normales) y de alrededor de 1.300 grados centígrados (rodillos especiales), sirven en forma
general para todas las zonas del horno y especialmente la zona de enfriamiento, donde a
causa del reducido coeficiente de dilatación térmica producen desalineamientos del .material
inferior a los producidos por los rodillos metálicos.
Se debe tener la máxima precaución, al sustituir un rodillo, de usar un rodillo de la misma
calidad ( o superior calidad ), ya que un cambio de la curva de cocción, puede llevar a
temperaturas superiores en una zona en la cual no se tenía previsto. En tal caso, proceder
inmediatamente a la sustitución del rodillo con rodillos de calidad superior.
e.3) LIMPIEZA RODILLOS.
La necesidad de una limpieza de rodillos viene señalada por:
Anómalo desorden de los azulejos a la salida del horno
Trozos de fragmentos de pasta colados en la marca del azulejo
Irregulares defectos de planaridad nías o menos marcado
- Pequeños amontonamientos entre azulejos que van aumentando en intensidad y
frecuencia.
La frecuencia de la necesaria operación de limpieza de rodillos está determinada de ios
siguientes elementos:

70
Limpieza del azulejo obtenido con la adopción de limpiadores automáticos,
rcbarbadores y una constante limpieza de la correa de transporte sobre la línea de
esmaltación.
En monococción son indispensables rebarbadores a Ja sab'da de prensa.i
Es siempre aconsejable para disminuir el ensuciamiento de los rodillos, engobar la
caramuro. Un engobe que a dado aceptables resultados está compuesto por lo
siguiente:
MAGNESITA 79%ALUMINA 20%CMC (Colante carbosimetil celulosa) 1%AGUA lo suficiente para darle una densidad de 1.5-1.6 kg. por litro
f) SOPLADORES DEL ENFRIAMIENTO RÁPIDO
Verificar cada tres meses de funcionamiento la integridad de los tubos de enfriamiento
rápido y limpiarlos. En particular los tres primeros sopladores altos que son los
normalmente afectados térmicamente y pueden oxidarse y corroerse, contaminando con
pequeñas partículas metálicas la superficie esmaltada del azulejo.
g) LIMPIEZA Y MANTENIMIENTO DEL CANAL DE COCCIÓN, TECHO, PARED
AJ paso del producto cocido, por defectos, inevitablemente,, puede caer del techo
condensaciones, y no es posible por exigencia de producción apagar el horno para una
radical limpieza del canal del cocción, luego es posible realizar lo siguiente, siempre y
cuando se considere de absoluta emergencia;
Suspender la carga del material, aumentar en el prehorno la temperatura, en medida tal y
por tanto tiempo que permita la volatilización por sublimación de gran parte de la
acumulación de la condensación. El aumento de la temperatura deberá ser realizado con
mucha cautela y bajo estrecha vigilancia, por cuanto, sí están presentes agresiones químicas,
sobre lodo alcalinas, podrían resultar dañinas a la estructura refractaria, causando Ja baja del
punto de Fusión.
Es oportuno, en el caso de tal operación . tener muy en cuenta el control de la temperatura
del ventilador de humos (máximo 300 grados centígrados) para no comprometer la
funcionalidad.
Es necesario actuar sobre la compuerta puesta para el enfriamiento de humos, haciendo
extraer aire ambiente en aspiración. En el caso en el cual la condensación acumulada
presenta la tendencia a caer en forma cíe gotas sobre los rodillos, es oportuno operar el
aumento de temperatura después de haber hecho avanzar a la zona azulejo refractario, y
poner la movimentación en oscilación.
Es importante saber en el caso de cocción de esmalte e! contenido de elevadas cantidades de
plomo, boro y álcali, y productos con fuertes cantidades de esmalte, se puede encontrar
entonces ataques químicos muy graves sobre las paredes. Esta agresión química produce la
baja de punto de ñjsión del refractario y puede causar la fusión de la superficie expuesta.
Deberán ser entonces particularmente frecuentes las inspecciones del interior del horno y
limpieza (refacción) del techo y de las paréeles en la zona expuesta al fenómeno (850 - 1.000
grados centígrados).

72
h) ASPIRACIÓN HUMOS
Durante el funcionamiento del horno, si se presenta un aumento de presión no justificado a
particulares maniobras efectuadas y un ligero injustificado gradual aumento de la
temperatura en la zona de enfriamiento, es oportuno verificar entre los depósitos de las
puertas que la aspiración baja del camino no está obstruida por acumulaciones de polvo o
suciedad.
Si en la pasta está presente una sensible porcentual de sulfato o sulfuro o si se utiliza
combustible líquido o gaseoso que contiene sulfa (anhídrido, cíe) se debe verificar en la
zona de más baja temperatura la formación de condensación líquida o sólida que puede
obstaculizar, el interior de la tubería de aspiración del flujo de humos.
Es aconsejable controlar cada mes la tubería de aspiración de humos.
i) PISO DEL HORNO
Con frecuencia al menos mensual , verificar el grado de limpieza del fondo del horno por
medio de las puertezuelas dispuestas; intensificar tales controles en el caso de apreciables
porcentuales de rotura de azulejo en el prehorno o en el enfriamiento; la acumulación de
este material podría alterar el flujo de humos al camino de aire en enfriamiento, o al
atascamiento entre los rodillos al paso del azulejo.
j) QUEMADORES

73
Se deberá realizar continuamente un control del estado de suciedad y desgaste presente
sobre Ja cabeza de atomización de combustible. Puede formarse depósitos carbonosos que
obstaculizan la salida fuera del combustible y del aire de atomización que llegan en presión
al quemador (800-1.200 mm. c.a.).
2.5.2 PVÍANTENIMIENTO EXTRAORDINARIO
La operación de mantenimiento extraordinario viene seguida a intervalos programados ( al
menos una vez al año) en la cual se para la producción y es posible revisar todo el implante
con la debida calma, aunque a la luz de la experiencia madurada en el año, sin el presente
asilo de la cotidiana exigencia de producción.
Tales operaciones pueden ser así retomadas:
a) CUERPO DE LABORATORIO
Abrir todas las puertas de inspección., extraer todos los rodillos para una buena limpiez.a y
valoración del grado de desgaste de ellos. Inspeccionar atentamente el interior de todo el
laboratorio prestando particular atención a la condición de la piezas de pasaje rodillos, a la
integridad de los bloque de los quemadores, chicanes y termocuplas. Todos esos
elementos, más la visión clara de la formación de condenso, cumpliendo siempre a los
hechos de elementos útiles para una mayor compresión del horno. Se recomienda en tal
circunstancia proveer una completa limpieza del techo, paredes y el piso con una aspiración
adecuada. Particular atención se deberá dar a la presencia de zonas del horno que

74
muestren en su interior superficies lizas, verificar su coloración. Esta condición puede ser la
premisa de un ataque químico que podría Uevar a la fusión del estrato refractario, o
alteraciones superficiales.
Es importante, revisar y rellenar, todo el aislamiento de fibra cerámica, taponando todos los
orificios en forma correcta
b) TUBERÍAS
Abrir completamente todas las compuertas, poner en funcionamiento los ventiladores y
agitar la tuberías por toda su extensión de modo de remover incrustaciones y depósitos de
polvo.
Antes de continuar tal operación para el aire de combustión, es oportuno bloquear la
conexión a los quemadores para no correr el riesgo de depositar polvo en los quemadores
apagados.
c) IMPLANTE DE COMBUSTIBLE LIQUIDO
c. 1) Controlar el perfecto sellado de la tubería al menos cada cinco meses.
c.2) Destapar los tubos flexibles y controlar la integridad al menos cada seis meses.
c.3) Controlar si en la tubería principal de distribución está presente suciedad y polvo,
limpiar por lo menos cada seis meses.
c.4) Controlar y eventualmente limpiar el filtro y la red metálica puesto en la centralina
principal y los que están puestos en cada quemador de la alimentación del combustible al
menos cada mes.

75
c.5) Controlar y cvenlualmentc limpiar el .ñlíro y la red metálica puestos sobre el aire de
atomización ds cada quemador cada mes .
c.6) Controlar y verifícsr la perfecta eficiencia de todas las electroválvulas de interacción y
de los presóstalos, al menos cada seis meses.
c.7) Verificar el funcionamiento de la válvula mecánica de máxima presión y el estado de
desgasíe al menos cada seis meses.
Deberán sustituirse todas aquellas partes que presente daños y degradaciones de
envejecimiento o ataque químico, y cuando ocurra se debe cambiar completamente,
d) MOVIMENTACION
Limpiar toda la movknentación, lavar las bandejas de lubricación, sustituir el aceite a los
motovariadores.
Seguir todos los controles y reparaciones reportados en el mantenimiento ordinario y
verificar el correcto ajuste de la tomillería. Controlar en cada caso el estado de desgaste de
satélites del variador, si se encontrase presente algún movimiento con cierta rumorosidad.
Una revisión completa del variador resulta indispensable después de cerca de 15.000-20.000
horas de funcionamiento.
c) REVISIÓN DE VENTILADORES
Es necesario una vez al año, efectuar una completa revisión de cojinetes,
e.l) Lavar los soportes y cojinetes con petróleo ligero o neutro.

76
e.2) Controlar el estado de los anillos de la gabbie, de las esferas y de los rodillos
e.3) Remojarlas en bencina solvente (eptario)
e.4) Sumergir y lavar solo los cojinetes en líquidos ENSIS FLUID 254 de la Shell.
e.5) Lubricar con grasa nueva
e.6) Controlar la girante y limpiarla si presente incrustaciones.
Es necesario sustituir el cojinete cuando estén presente aunque pequeñas señales de fatiga o
de desgaste de la pista o del cuerpo envolvente.
Es aconsejable la sustitución de los cojinetes en cada caso después del período de
funcionamiento de cerca de dos años (16.000 horas)
O Es aconsejable un control frecuente del estado de tensionamiento y desgaste de las
correas trapezoidales de los ventiladores y proceder a la sustitución después de cerca de un
año de trabajo (8.000 horas).
g) MANTENIMIENTO DEL CUADRO ELÉCTRICO.
a) Antes de ingresar alimentación al cuadro eléctrico ya sea la primera vez o después de un
largo período de paro, verificar lo siguiente:
Si se nota presencia de humedad o condenso, secar con aire caliente no superior a 70
grados centígrados toda la arquitectura y en particular las bobinas de relés, timers y
contadores.
Controlar que las tapas portafusibles estén bien cerradas
- Controlar que las horneras de salida y la varias horneras de la arquitectura estén bien
ajustadas

77
Verificar que la tensión cíe alimentación esté dentro de -I-/- 5% del valor predispuesto
para el funcionamiento de la arquitectura
Verificar el estado de seíeo de los relés térmicos, en base a los datos de absorción del
motor.
b) OPERACIÓN A EFECTUAR DESPUÉS DE LA PRIMERA SEMANA DE
FUNCIONAMIENTO
Controlar que el cerrado de las tapas portafusibles esté correcto
Controlar que Jas horneras de salida y las demás estén bien ajustadas
c) MANTENIMIENTO A EFECTUARSE CADA MES.
Aspirar los depósitos de polvo de toda la arquitectura
Verificar que el sistema de bloqueo mecánico de relés auxiliares, contactores, y timers
sean eficientes
Limpiar con aire comprimido los filtros de los ventiladores de enfriamiento
d) CONTROL A EFECTUARSE CADA SEIS MESES.
Verificar el estado de desgaste de los contactos de los telerruptores y relés auxiliares,
eventualmente proceder a la sustitución, si están muy desgastados. En caso de
sustitución, hacerlo siempre el elemento completo y no solo el contacto.
e) RECOMENDACIONES PARTICULARES.

78
Sustituir una vez cada año los fusibles y lámparas de señalización, aunque parezcan en
buen estado, tienen un envejecimiento y un desgaste natural.
- No usar nunca aceite, grasa, solvente, agua para limpiar la arquitectura. Pava la
limpieza de panel sinóptico, usar una tela de lino (no sintético) ligeramente impregnado
de alcohol y asegurarse que esté bien limpio.
2.6.-USO BEL COMPUTADOR EVM 200
2.6.1.- INFORMACIÓN GENERAL
Externamente el computador está compuesto de los siguientes módulos:
Rack de las tarjetas que compone el computador
Rack de los conversores A/D Rv 56
- Monitor videográfíco a color
Teclado alfanumérico
Teclado a membrana
Impresora
TECLAS:
Fl Retorna al MENÚ PRINCIPAL
F9 Retorna a la página precedente
I(15 Imprime la página

79
LECTURA V REGULACIÓN DE TEMPERATURA Y VELOCIDAD
La lectura y la regulación de la temperatura es hecha, de dos modos:
1.- Realizado por el computador ( a través de los módulos de ingreso analógicos y
digitales)
2.- P-ealizacIo por los instrumentos conectados al computador a través de la linea serial
(autoreguiador ASCOM X M). En este caso el computador recibe la temperatura
respectiva y el porcentaje del actuador y este transmite el set pcint de trabajo.
La lectura y regulación de la velocidad es realizada por el computador mediante el ingreso
digital de sensores instalados en los trens.
En el computador cuando se cambia el SET POINT se prepara también un programa
interno de accionamiento del sct point utilizado para la regulación, del llamado SET POINT
DINÁMICO. La velocidad de SUBIDA o DESCENSO del set point dinámico
normalmente debe ser comprendido entre 1-10 grados centígrados por minuto.
Los reguladores en el computador tienen tres modos de trabajo: LOCAL, REMOTO,
DESCONECTADO.
En estado LOCAL O REMOTO la relación COMPUTADOR INSTRUMENTO es
establecida y el computador recibe del instrumento el valor de la temperatura y el porcentaje
de apertura del servomotor de regulación.
En estado LOCAL el computador NO ENYJA el set point al instrumento, el cual, regula
en función de! valor ingresado al autoreguiador por su teclado. En estado REMOTO el
instrumento regula en base al sct point enviado por el computador por vía serial.
En estado DESCONECTADO significa que el computador no recibe ni envía datos al
autoreguiador (por mai funcionamiento o por que el instrumento está apagado)

El computador presenta un programa con un Menú Principal que pone a disposición del
usuario las siguientes opciones, tal como se muestra en el Anexo A, pág. 1.
MENÚ PRINCIPAL
Página Reguladores
- Parámetros Reguladores.
Recetas de Cocción.
Curvas de Cocción.
Trend.
Autoset.
/-Marinas Presentes.
Alarmas Regresadas.
Datos de Producción.
Producción por Recetas.t
Mensajes a Operadores.
Menú de Configuración.
- Help,
Todas estas opciones, son muy útiles, tanto para el personal de mantenimiento, como para
el departamento de producción, ya que en base a ios datos presentados por el computador,
se puede realizar análisis, tanto del correcto •funcionamiento del horno, como del
rendimiento del mismo. Una breve descripción de las opciones previstas, se hace a
continuación. Para la visualrzación de cada página, referirse al Anexo A.

2,6.2.- DESCRIPCIÓN DE LAS OPCIONES DEL MENÚ DEL PROGRAMA.
2.6,2.1.- PÁGINA REGULADORES.
En esta pagina el computado]' muestra los siguientes datos detallados en las columnas.
Referirse al anexo A pág.2.
Lado superior izquierdo.
N: número clcí regulador
DESC: descripción
CJM: unidad de medida
SEN: valor medido.
IMF: valor impuesto (set point)
A: presencia o no de alarma..
Ademas, se describe en la parte superior derecha de la página, los datos concernientes al
control de velocidad de los tramos, donde:
T: número de tramo.
SEN: valor medido de velocidad ( impulsos/min.)
IMP: valor impuesto (set point).
CICLO SEN: ciclo del horno, medido en minutos.
CICLO 1MP: ciclo impuesto.
Al pie de todas las págmas, se describe el nombre de la receta en uso, el formato y un menú
de ¡as teclas de función habilitadas para cada caso, así como en la parte superior indica la
fecha y hora actual.

2.6,2.2.- ESCRITURA DE UNA RECETA DE COCCIÓN .
Las varias recelas de cocción utilizadas para la diversa producción son mcmorizadas en el
computador hasta treinta recetas. Referirse al anexo A pág.3.
Entrando en la página RECETA DE COCCIÓN se accede en realidad al DIRECTORIp DE
RECETAS en la cual se tienen las treinta recetas (máximo) dando:
DESCRIPCIÓN, CICLO, FORMATO. Se puede seleccionar la deseada con el cursor y
presionar ENTER.
La receta cíe cocción está compuesta de los siguientes da^os.:
Para un número de carióles de temperatura desde la 32
- N : Número del regulador
- DES: Descripción del regulador
- UVE? : Valor impuesto (set point)
- A - : Alarma de mínimo (respecto al S.P.)
- A+ : Alarma de máximo (respecto ál~S.P.)
Para un número de canales de VELOCIDAD entre 1-24
- TR : Número del Lren
- IMP : Valor impuesto (set point)
- A- : Alarma de minimo (respecto al S.P.)
- A+ : Alarma de máximo (respecto al S.P.)
Los set points y cada alarma son modificables mediante la tecla ENTER . Mediante la tecla
F3 es modificable: DESCRIPCIÓN DE RECETA, FORMATO, CICLO.

¿5
Se debe notar que la variación del sct point de velocidad causan una variación del ciclo y
viceversa. E3 ciclo no puede ser modificado con el comando F3 en la receta 1 que funciona
de receta de referencia.
En la receta 1 el ciclo puede ser variado solo modificando el sel point, mientras en la otra
receta el ciclo puede ser modificado con Ja tecla F3. Esto causa un recálculo del set point
utilizado como referencia de la receta 1.
Para cada receta, el operador tiene a disposición una página de mensajes e instrucciones,
recuperables de ia página RECETA DE COCCIÓN mediante la tecla F7.
Para facilitar la operación de escritura receta, en la página DIRECTORIO RECETA está
disponible el comando F6 que permite la copia de una recela en otra.
CAMBIO DE RECETA DE COCCIÓN
Con F3 se ingresa el Número de la receta que se va a poner en ejecución en el campo
reservado de la receta B.
Con F8 se procede al START de la receta B, pudienclo ser.
- INMEDIATO (presionar F9)
- POR TRAMOS (presionar ENTER)
El Starí, inmediato consiste en el cambio contemporáneo de todos los sct points.
El. avance de Ja recctn puede ser interrumpido en cualquier momento en la página
reguladora mediante la tecla F8. En este caso regresa la receta anterior.
Notar que cuando se oprime F8 para efectuar el STAJIT RECETA, el computador efectúa
el siguiente control.
- Verifica que el primer tren esté vacío.

84
- Verifica que el vacio formado en el horno sea el suficiente en relación a la diferencia de
ciclo entre la nueva y la vieja receta para evitar se monte el material.
SÍ estas condiciones no son satisfechas el computador lanza un mensaje en el cual se pide la
confirmación del START en. presencia de esta anomalía.
2.6.2.3.- CURVA DE COCCIÓN.
Es posible la visualización de seis curvas de las cuales dos son de la curva ALTA Y BAJA
de la temperatura medida, mientras las otras son curvas de Ja temperatura ingresada en la
página RECETAS DE COCCIÓN. Referirse al anexo A Pág.4-5.
La página CURVA DE COCCIÓN está subdividida en dos partes:
1.- Ingreso del número de reguladores y de la distancia a lo que componen la curva.
Función de la curva que se va a granear.
Notar que Jas seis curvas son visualizadas en tres páginas diversas recuperables mediante las
teclas UP y DOWN.
CURVA 1
CURVA 2
CURVAS
CURVA4
CURVA MEDIDA ALTATERCERA PAGINA
CURVA MEDIDA BAJA
2." Visualización del gráfico de la temperatura en función de la distancia o del tiempo.

85
Al punto 1 se ingresa con los siguientes comandos:
- ENTER Se ingresa el número y la distancia del regulador que compone la curva. Esto
se lo hace una sola vez al instalar el implante.
- F3 Ingresar el número de la receta que va a ser graneado.i
Recuperada la receta, se visualiza las temperaturas relativas, y el ciclo. Es posible,
mientras se está en modificación con F3, variar el ciclo (sin variar la receta en el archivo)
para observar sucesivamente el comportamiento del gráfico en presencia de un ciclo
diverso.
Una vez salido de la modificación de F3 es posible modificar con ENTER una simple
temperatura (sin variar la receta) y observar el gráfico con esta modificación.
Al punto 2 se accede con el siguiente comando
F7 visualiza la curva de la temperatura en función del tiempo. Referirse Anex. A, pág.
6.
- F8 visualiza la curva de Ja temperatura en función de la distancia, Ref. Anex. A,pág 7.
La página a la cual se accede permite la visualización contemporánea de todas las 6 curvas
simultáneamente o particularmente cada una, de acuerdo a lo que el operador haya
seleccionado mediante la tecla ENTER, se puede excluir al menos la visualización de una
curva y además cargar los siguientes valores:
- Tnicio-Fin de escala para distancia y tiempo
- Inicio-Firi de escala parta temperaturas
Modificando estos valores la curva puede ser visualizada con mayor o menor resolución
evidenciando la parte de interés.

2.6.2.4.-TREND.
Para cada regulador de TEMPERATURA O VELOCIDAD está prevista una página en la
cual son graneados los siguientes parámetros. Reí Anex. A, pág 8-9:
1.- Valor medido
2.- Selpoint
3.- Porcentaje de apertura del servomotor
En la página del TREND se puede ingresar mediante el ENTER los siguientes parámetros:
- MUESTREO.- Significa cada cuantos segundos el computador capta un dato y lo
memo riza.
Ya que son memo rizados 720 puntos (para los parámetros 1, 2, 3), la curva del trend
presenta una historia más o menos grande en el tiempo en dependencia del MUESTREO
ingresado.
- ESTADO DE LA CURVA Posibilidad de visualizar ai menos las curvas 1, 2, 3, o no.
- Inicio-Fin de escala de TEMPERATURA o VELOCIDAD.
Permitiendo variar el intervalo de temperatura o velocidad dentro del cual es visualizado el
trend.
2,6,¿.5.- PARÁMETROS DE LOS REGULADORES.
El computador prevé una página de parámetros para cada regulador de temperatura o
velocidad. Referirse al anexo A. pág. 10-11.

87
Se visualizan, varios parámetros relativos al regulador, en particular es ingresable los
parámetros del algoritmo PID previsto para cada canal de temperatura o velocidad regulado
del computador.
En esta página algunos parámetros son solo visualizados, mientras los siguientes son
ingresados mediante la tecla ENTER
- DESCRIPCIÓN Campo alfanumérico que identifica el canal
- SETPOINT Valor ingresado
- ALL MÍNIMO Alarma de mínimo (respecto al S.P.)
- ALL MÁXIMO Alarma de máximo (respecto al S.P.)
Estos valores son llevados de la página "RECETA DE COCCIÓN cada vez que se enciende
el computador o cuando se efectúa un cambio de receta.
- Banda Prop.
- Tiempo Deriv.
- Tiempo Integ.
Estos valores son típicos del algoritmo PID
- Offset
Offset Sup.
Determinan un entorno del set point sobre y bajo del cualestá excluso la parte integral del algoritmo control PID.

(3) OFFSETSUPERIOR
(2)SET POINT
(2)
(1)
OFFSET"INFERIOR
FIG. 2.6.6.- BANDA DE ACCIÓN DEL CONTROL
Si el valor medido cae en la zona 1 o 3 se excluye la parte integral del control PID. Por la
particularidad del control integral, el cual resulta útil en proximidad del set point, más pierde
significado cuando está lejano del valor impuesto.
- Banda inf.
- Banda sup. Valor de banda proporcional usada al interior de la zona 1 y 3
Se debe notar que en el algoritmo .PJD ingresado, AUMENTANDO el valor de Banda
Proporcional se DISMINUYE el valor en nsec, de la salida de regulación.
- Carrera del Actuador. En sec. es el tiempo ingresado del servomotor de regulación para
dar el inicio y fin de escala.
- Muestreo. Expresado en segundos indica cada cuantos segundos adquiere temperatura o
velocidad, lleva condición de alarma, efectúa la regulación. Se debe notar que si el canal es

conectado a un instrumento externo, ta! parámetro determina únicamente cuantos segundos
es medida la condición de alarma.
- Gradiente positivo y Gradiente negativo.- Son los parámetros ingresados al computador
para e] trabajo del set point dinámico. Cada minuto el computador incrementa o
decrcmcnla el set point dinámico.
- Alarma positiva y Alarma negativa.- Esta alarma, a diferencia de la inferior y superior no
son referidas a la receta de cocción, pero son características del regulador. SÍ en 1 minuto
la temperatura o velocidad AUMENTA o DISMINUYE de un valor superior a las dos
alarmas, el computador genera una ALARMA ORAD, que indica un mal Funcionamiento
grave (generalmente una rotura del transmisor).
Para los canales de velocidad son modificables los siguientes parámetros.
- Diámetro del rodillo
- Impulsos - Giro
- Largo tramo
Tales valores permiten la medición de la velocidad de los trens expresada en metros/minutos
o giros/minutos
En la página de parámetros son visualizados otros parámetros:
- Valor medido
El valor medido, comparado al set point, es grafipado en histrograma al centro de la página
para ver la sensación de la distancia entre los dos parámetros.
- Inicio Escala Referente a la variable del proceso
- Fondo escala
- posición Actuador: Reporte en el hislograma a la derecha.

90
Tal valor es comprendido entre 0% y 100%. En el caso de que el canal sea conectado a un
instrumento externo es un valor medido mientras si el computador regula el canal resulta
un valor calculado en base a los impulsos de incremento o decremento.
- N. Receta Referido a la receta de cocción utilizada.
- Estado Receta Referido a la receta de cocción utilizada.
- LOCAL - REMOTO Para canales regulados por instrumentos externos
- OFF - ON Para canales regulados por el computador
Para cambiar se usa F8. Mediante F6 es posible cumplir esta operación en todos los
canales.
Medíante F3 es posible copiar la página del parámetro regulador en cualquier otro.
2.6.2.6.- ALARMAS.
El computador gesta alarmas de dos tipos:
1.- Alarma referida a la medida de temperatura o velocidad
- Alarma de valor mínimo o máximo
- Alarma de gradiente positivo o negativo
- Alarma de tramo averiado
2.- Alarma causada por ingreso externo.
- Falta alimentación
- Térmico Tramo
- Térmico ventilador
- Prpsóslato Ventilador. Etc.
Todo el conjunto de alarmas generadas, se presentan en dos páginas. Ref. Anexo A, pág.12.

Página de Alarmas Présenles.
Página de Alarmas Regresadas (Las 100 últimas alarmas producidas).
2.6.2,7.-PRODUCCIÓN.
En esta página el computador, gracias a sus contadores implementados puede mostrar: Ref.
anexo A pág. 13-14.
1.- GASÓLEO: Consumo de combustible.
2.- METER: Produción en metros cuadrados.
3.- KG: peso del producto por metro cuadrado.
4.- Kcal/Kg: Rendimiento del horno.
Estos datos, son mostrados en forma acumulada, presentando reportes diarios por turno de
trabajo, semanal, mensual. Además, existe una página que muestra la producción
acumulada por recetas de coción usadas.
2A2.8.- ENCENDIDO (ARRANQUE) DEL HORNO.
Si durante el funcionamiento del horno se da interrupción de tensión, al retomo, el
computador puede proceder al arranque automático del ventilador.
Por razones de seguridad se debe proceder manualmente a la apertura de la válvula de gas y
al start de la ccntralina de los quemadores.
El estado de varios órganos del horno, como derivaciones de un procedimiento de arranque
automático, es visualizado en la página MARCHA. Ref. anexo A pág. 1.6.

2.6.2.9.- INSTRUMENTO ASCOM XM.
Cualquiera sea Ja regulación mediante Termoreguladores tipo ASCOM XM es previsto un
coloquio serial entre el instrumento y el computador, los parámetros a ingresar son:
- Ad: Indirizo (0-63)
- Br: Batid rate (4) Correspondiente a 4800 baudios
Cada instrumento envía al computador:
- Valor medido
- % posición del servomotor
Cada instrumento recibe del computador:
- Set point dinámico

CAPÍTULO III.
CARACTERÍSTICAS Y OPERACIÓN DEL REGULADOR DE TEMPERATURA.
3.1.- GENERALIDADES
.A continuación se describe las características y operación del regulador de temperatura
que se utilizará en la implementación del prototipo del control de temperatura. En el anexo
B, se adjunta la información de] manual general del regulador de temperatura, existiendo en
este información de la mayoría de autoreguladores disponibles en la marca ASCOM.
3.1.].- CARACTERÍSTICAS PRINCIPALES:
- Marca: ASCOM.
- Nombre: Regulador coafigurable por microprocesador serie XM a 3 posiciones para
servomotor.
- Tipo: XM-MO-1/KS.
- Precisión: 0,25% .
Predisposiciones: Por comando del set poínt y de los parámetros de regulación.
Indicación: Visualización contemporánea de la varinble regulada del error y salida.
Regulación principal: a acción P, PD, Pí o PJD con neutralización de la acción integral
y acción predictiva (reíronlimentación).
Salida principal: discontinua a relé a 3 posiciones para el comando de servomotores
eléctricos.
Protecciones: memorización a tiempo ilimitado de parámetros de regulación y de Ja
configuración.
- Estado Auto/Man.
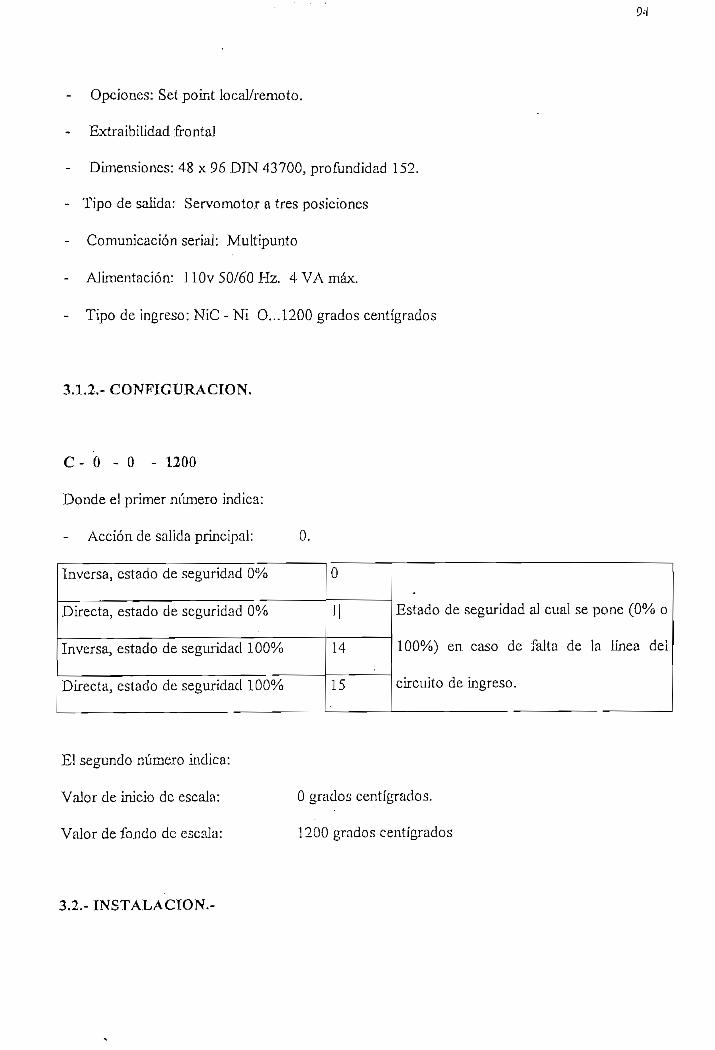
Opciones: Set point local/remoto.
Extraibilidad frontal
- Dimensiones: 48 x 96 DIN 43700, profundidad 152.
- Tipo de salida: Servomotor a tres posiciones
- Comunicación serial: Multipunto
- Alimentación: HOv 50/60 Hz. 4VAmáx.
- Tipo de ingreso: NiC - NI O...1200 grados centígrados
3.1.2.- CONFIGURACIÓN.
C- O - O - 1200
Donde el primer número indica:
- Acción de salida principal: 0.
Inversa, estado de seguridad 0%
Directa, estado de seguridad 0%
Inversa, estado de seguridad 100%
Directa, estado de seguridad 100%
0
11
14
15
Estado de seguridad
100%) en caso de
circuito de ingreso.
al cual se pone (0% o
falta de la línea del
El segundo número indica:
Valor de inicio de escala:
Valor de fondo de escala:
O grados centígrados.
1200 grados centígrados
3.2.-INSTALACIÓN.-

3.2.1.- CONEXIÓN DEL REGULADOR XM.
95
Sct remata -i2H-11D-ÜDV
JH—i
ServoTnatar
3.3.- DATOS TÉCNICOS.
* INGRESO
FIG. 3.3.1
POR TERMOCUPLA: K, S.
- Calibración según DIN 43710 ' . - - •
- Compensación de ia unión fría incorporada
- Resistencia de Jínea 150 oJunios máx.
- Tolerancia de la .medida: +A 0,25% +/- 1 °C a 25 °C temperatura ambiente.

90
- Deriva de la medida: menor o igual a 3uv/°C por variación de la temperatura ambiente y
menor o igual a 5uv/10 ohmios de la variación de la resistencia de línea. No apreciable
para variación + 10% de la tensión de alimentación.
- Seguridad: En caso de interrupción de la linea, la salida principal se pone aJ estado de
seguridad preseleccionada en k fase de configuración.
- SALIDA PUNTO PRINCIPAL
- Versión para servomotor (M)
A 3 posiciones, con dos contactos interbloqueados de 5A/250 Vac máx.
*SETPOINT
-SETPOINT LOCAL
Ingreso: Se incrementa con A y se decrementa con V sólo después de haber
presionado contemporáneamente A y V
Resolución: 1 paso
- SET POINT REMOTO
Ingreso: O..J OVdc a 25 Koluns
Tolerancia: -i-/- 0.1% de la amplitud de escala
Resolución: 0,05% de la amplitud de escala
Comando: Conmutación setLocaJ/Reinoto incorporado
Señalización: es indicada por el lecl REM encendido
'ESTACIÓN Auto/Man '
- Comando: conmutación Automático/Manual incorporada
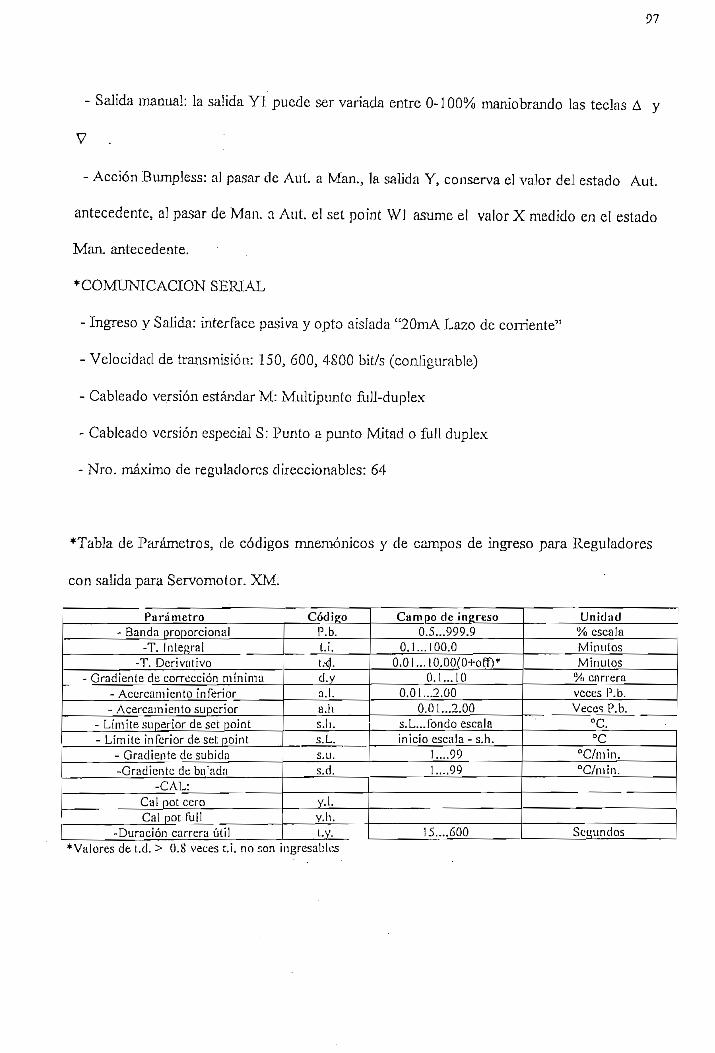
97
- Salida manual; la salida Yl puede ser variada entre 0-100% maniobrando las teclas A y
V .
- Acción Bumpless: al pasar de Auí. a Man., la salida Y, conserva el valor del estado Aut.
antecedente, al pasar de Man. a Aut. el set point Wl asume el valor X medido en el estado
Man. antecedente.
"COMUNICACIÓN SERIAL
- Ingreso y Salida: interface pasiva y opto aislada "20mA Lazo de corriente1'
- Velocidad de transmisión: 150, 600, 4800 bií/s (configurable)
- Cableado versión estándar M: Multipunto full-duplex
- Cableado versión especial S: Punto a punto Mitad, o full dúplex
- Nro. máximo de reguladores direccionables: 64
*Tabla de Parámetros, de códigos mnemónicos y de campos de ingreso para Reguladores
con salida para Servomotor. XM.
Parámetro- Banda proporcional
-T. Integral-T. Derivativo
- Gradiente de corrección mínima- Acercamiento inferior- Acercamiento superior
- Límite superior de set point- Límite inferior de sel; point
- Gradiente de subida-Gradiente de bajada
-CAL:Cal pot ceroCal pot full
-Duración carrera útil
CódigoP.b.l.i.txf.d.Va.l.a.hs.h.s.L.s.u.s.d.
y-i.v.h.t.y.
Campo de ingreso0.5...999.9
G.l . . . 100.00.01...lO.OO(0-H>rD*
0.1...100.01...2.00
O.ÜL.,2.00s.L... fondo escalainicio escala - s.h.
1....991....99
15....600
Unidnd% escalaMinutosMinutos
% carreraveces P.b.Veces P.b.
°C.°C
°C/min.°C/min.
Segundos^Valores de t.d. > 0.8 veces t.i. no non ingresables

*Parámetro I.S. (Input shift)
Este parámetro, que aparece al final de la secuencia de parámetros resulta accesible solo si
el puente de protección 13 de ia tarjeta es extraído. Permite trasladar toda la escala de
forma tal que alinea la medida X del regulador con la medida efectuada con algún
instrumento de referencia en el punto más efectivo del proceso.
Al abrir el código I.S. en el display inferior se presenta I.S. y en el superior un índice
convencional que es "0"si no ha sido modificado. Para modificarlos, presionar las teclas A
o V , presionando nuevamente esta tecla se presenta, al lugar del índice el valor medido X.
Para hacerlo coincidir con el valor X de referencia, hacerlo con las teclas A o V
Presionando la tecla P aparece el nuevo índice convencional ( se debe anotar). Presionando
ahora la tecla? se sale del procedimiento de ingreso parámetros.
3.4.-INSTRUCCIONES DE OPERACION.-
3.4.1.- FUNCIÓN DE LAS TECLAS Y DEL VISUALIZADOS
11
FIO. 3.4.1.-
VISTA FRONTAL DEL AUTOREGULADOR.

99
DESCRIPCIÓN:
1.- Indicador de error Xvv.- Está constituido por dos leds rojos y 3 verdes, para indicar la
cantidad de error y la polaridad.
Led verde centra] prendido solo, Xw < +/» 0,5% de la amplitud de escala.
Led verde central y rojo encendidos a la vez, Xw 0,5 ... 2%.
Led rojo prendido solo, Xw 2 5%
Led rojo y verde lateral prendidos, Xw 5..... 10%.
Led verde lateral encendido solo, Xw>10 %de la amplitud de la escala.
2.- Visualizado!' principal de 4 cifras, color verde, indica la medida de la temperatura
expresada en grados centígrados. Además, presionando la tecla P, aparecen sucesivamente
los 'Valores" parámetros del regulador, presionando a la vez y aparece el set point
principal.
Si la medida supera el valor del fondo de escal aparecerá unas líneas superiores.
Si la medida es inferior al límite inferior de la escala aparecerán unas líneas inferiores.
3.- Visualizado!' auxiliar de dos cifras, color verde, indica eí porcentaje de apertura de la
salida Yl, al presionar la tecla P aparecerán los mnemónicas de los parámetros del
autoregulador.
4.- Led indicador 1, no disponible.
5.- Led indicador 2, no disponible.

100
6.-Led indicador MAN, se enciende cuando se selecciona el funcionamiento en manual.
7.-Espacio oscuro, a] quedar este espacio oscuro, indica el funcionamiento en automático.
8.- Led indicador REM, se enciende cuando funciona en estado remoto.
9.- Tecla de incremento,
10.- Tecla de decremento.
11.- Tecla de ingreso a visualizar Parámetros.
12.- Tecla de selección del modo de funcionamiento.
13.- Tarjeta de identificación del modelo y de los mnemónicos de los paráitientros de
regulador.
3.4.2.- SELECCIÓN DEL MODO DE FUNCIONAMIENTO.
El regulador puede funcionar en Automático o en Manual. El funcionamiento en
automático presupone un valor de Set Point que en algunos modelos puede ser
seleccionado (en alternativa al ingresado) como Sct Point Remoto (opción W) o como Set
Point programado (opción P)

NOTA: 1) En la transición de AUTO a MAN, la salida Yl conserva el valor
antecedente (acción Bumpless). Para variarla, presionar las teclas A e V .
2) En la transición de MAN a AUTO, el sel point Wl asume el valor de la medida
uX"(acción Bumpless).
"«REGULADOR CON SELECCIÓN AUTO-MAN Y SET REMOTO
Los tres modos de funcionamiento seleccionarles son:
- En AUTOMÁTICO con set point local (A. L.) Ingresable con las teclas A e V .
- En MANUAL (Man)
- En AUTOMÁTICO con set point P.emoto (A.R.)
La selección del modo de funcionamiento se lo hace presionando la tecla "MAN" ,
apareciendo en el dispiay principal superior la palabra SEL. y encendiéndose cíclicamente
las luces espías MAN, ninguna y RM respectivamente. Para confirmar el"estado de
funcionamiento, dejar en la posición deseada y presionar la tecla " ? " dentro de 5
segundos, sino el modo de funcionamiento no se altera, y el visualizador regresa a indicar la
medida X.
3.4.3.- CONFIGURACIÓN DEL REGULADOR
El regulador viene configurado de fábrica, luego la necesidad de recoañgurarlo se presenta
solo en el caso en el cual sea cíe ingreso de tipo universal (UN) o en el caso que se quiera
modificar la configuración inicial
La configuración se efectúa por teclado y comprende:

102
- La característica de ingreso ((Termocupla, termo resistencia, lineal)
- El tipo de acción (Directo o Inversa) y el estado de seguridad al cual se pone h salida Yl
en caso de anomalía del circuito de ingreso.
3.4.3.1.- CONFIGURACIÓN AUTOREGULADOR ASCOM XM
INGRESO A TERMOCUPLA CON COMPUTADOR. AUTOREGULADOR XM
NUEVO
1.- Extraer el cuerpo del XM de la caja
2.- Retirar el puente 13 de la tarjeta
3.- Poner el puente 2 si se usa una TC tipo K (Ni/NiCr) o el puente 4 si se usa una TC tipo
S(Pt/PtRhlO°/o)
4.- Verificar si la tarjeta de alimentación del instrumento está predispuesta a la tensión de
aliroeníación correcta.
5.- Reingresar el cuerpo de XJyí en la caja
6,- Colocar el instrumento en el tablero y energi^arlo
7.- Presionar la tecla "P".
Aparecerán en el display inferior todos los parámetros en secuencia; cuando aparezca la
palabra "CONF" soltar la tecla [P]. Presionando al mismo tiempo las teclas [ A ] y [ V ]
se ingresa a los parámetros de configuración, Presionando [P] se accederá al siguiente
parámetro:
DiSPLAY INFERIOR DISPLAY SUPERIOR OBSERVACIONES
In
(tipo de ingreso)
1 (tipo K, Ni/NiCr)
3 ( t ipoS,Pt/PtRhlO%)

103
0.1
(acción de regulación)
Br (baude rate)
0
15
4
(Si pertenece a zona de
calentamiento)
(Si pertenece a zona de
enfriamiento)
Después de esto presionar la tecla [P] y aparecerá la palabra "CAL". Presionar nuevamente
[P] y el proceso de configuración está terminado..
8.- Apagar el instrumento y extraerlo del tablero
9. -Extraer el cuerpo de la caja, e insertar el puente 13
10." Insertar el instrumento en su caja y tablero
11.- Insertar los parámetros del sistema:
El Ingreso de parámetros del sistema debe ser efectuado luego de haber configurado el
instrumento.
Normalmente el instrumento visualiza el valor leído y la porcentual del aeUia
Presionar [P] aparecerán en el display los parámetros de regulación.
Presionando [P] se confirman los valores de los parámetros que van apareciendo y pasará al
parámetro sucesivo.
Presionando al mismo tiempo las teclas [ A ] y [V ] se entrará a variar el valor de los
parámetros.
Después de la configuración y el ingreso de parámetros es necesario controlar el correcto
funcionamiento del regulador (temperatura, grado de apertura de la válvula correcta del
servomotor)
Para ingresar el set point presionar al mismo tiempo las teclas [ A ] y [ V ].

lO'l
Una vez ingresado el valor deseado será suficiente no modificar el dato por 5 segundos para
que éste sea memorizado automáticamente.
SETEO DEL POTENCIÓMETRO DE RETROACCIÓN
Partiendo de la condición de funcionamiento normal es necesario presionar la tecla [P] para
acceder a los parámetros de regulación.
Presionando repetidamente [P] se podrá escoger todos los parámetros hasta que aparezca
en el display la palabra "CAL"
En este punto es necesario presionar contemporáneamente las teclas [ Á ] y [ V ] para
ingresar a la calibración.
Presionando [P] e] regulador comanda al servomotor al fin de carrera inferior. Una vex
registrada el límite inferior de la carrera útil deberemos presionar nuevsj»ente [?] para
memorizar el valor inferior y para comandar al servomotor al fin de carrera superior.
Presionando [P] luego de llegar al límite superior de la carrera útil, completaremos el seteo.
Durante este procedimiento podrá modificarse el parámetro ty y si es necesario se
reingresará un nuevo valor.
3.5.- OPTIMIZACION DE LOS PARÁMETROS DE REGULACIÓN
Las tres acciones clásicas P5I,D son ajustables en modo continuo dentro de un amplio
campo.

105
Pueden ser excluidos para obtener un algoritmo de regulación más simple del tipo P, PD o
PI, que mejor se adapte a la característica del proceso a regular.
Los parámetros que más específicamente definen la regulación son:
- La banda proporcional P. b.
- El tiempo de acción integral t.Í.
- El tiempo de acción derivativa t.d.
- La distancia de acercamiento a.l. y a.h.
3.5.1.- MÉTODO DE PRIMERA APROXIMACIÓN
Se sugiere dos métodos empíricos (Derivadas de Zieglers - Nichols) que en base al
comportamiento del proceso, en la condición típica de trabajo, consienten atribuir una
primera tenia de valores P.b, ti, t.d. que sucesivamente podrá ser modificada para mejorar
la rapidez o la precisión de la regulación.
3.5.1.1.- PRIMER MÉTODO: RESPUESTA EN AUTOMÁTICO A UN
GRADIENTE DE SET POINT.
- Asignar los siguientes valores:
Para el regulador por servomotorXM: P.b. = 0.5; t.i. = t.d. = 0;
a.L.=a.lv-0.5;d.y.=l
- Asignar al Set Point \V, el valor típico de trabajo y efectuar un accionamiento cri
Automático. Registrar los valores de la medida regulada X en el tiempo, como se
muestra en la fig 3.5.1.

106
w
RESPUESTA EN AUTOMÁTICO A UN GPJ\DIENTE DE SET POINT.
FIG. 3.5.1.
Medir T en minutos y A en % de la amplitud de la escala del regulador.
Adoptar la terna de primera aproximación: P.b. =A; t.i. = T; t.d. = T/5.
3.5.1.2.- SEGUNDO MÉTODO: RESPUESTA EN MANUAL A UN GRADIENTE
DE SALIDA
- Asignar en funcionamiento Manual'-la salida Yi(%) que podrá presumiblemente Uevar la
medida X en proximidad del punto de trabajo X3.
- Registrar la subida de la medida X en el tiempo.

107
X3
X2
X1
Xo
X1 = Xo + 0.29 ( X3 - Xo )
X 2 = X o + Q . 4 ( X 3 - X o )
ti t2
RESPUESTA EN MANUAL A UN GRADIENTE DE SUBIDA.
FIG.-3.5.2.
- Evaluar el tiempo ti, y t2 correspondientes a XI y X2 y calcular los valores:
Tu = 2,8xt l -1.8xt2
Tg = 5 5 5x ( í2 - t l )
K - (X3 - Xo*) en % de la amplitud de la escala x 100
Yl en % de la máxima salida
En relación al tipo de regulación escoger la terna de valores de primera aproximación.
Tipo de regulación
P.b. (%)
t.i. (min)
t.d. (min)
P
KxTu/Tg
0
0
PD
0.8KxTu/Tg
0
0,25 Tu
PI
1.2KxTu/Tg
3Tu
0
PÍD
0.8KxTu/Tg
•2Tu
0,4 Tu

108
CAP IV : PROTOTIPO DE CONTROL DE TEMPERATURA
4.1.- INTRODUCCION.-
Considerando que dentro del proceso de cocción, el lazo de control de temperatura es uno
de los más importantes, se decidió, usando un autoregulador, implementar un prototipo de
control de temperatura en el horno del Laboratorio de Instrumentación similar al
implementado industrialmente en el horno de rodillos, para lo cual, se procede a realizar una
descripción de la planta, en su estructura, para luego analizar el proceso a desarrollarse y
realizar un análisis del comportamiento de la planta y así poder implementar el control de
temperatura deseado.
QUEMADOR
TUBERÍA DE
HUMOS
CAVIDAD
PARA
TERMOCUPLA
PUERTA DE
CÁMARA
FIG. 4.1.1.-ESQUEMA DEL HORNO.

4.1.1.- DESCRIPCIÓN DE LA PLANTA
La planta en la cual se va a desarrollar el proceso de instrumentación y control es un horno
que sirve para simular tratamientos de temperatura en el laboratorio de instrumentación, y
funciona en base al calentamiento por medio de la combustión de gas licuado de petróleo en.
presencia de aire; el que está constituido por Jas siguientes parles que se ilustran en la figura
4.1.1.
Los materiales que lo conforman se distribuyen a través de paredes angostas, se caracterizan
por ser materiales malos conductores de la energía calórica, es decir, buenos aislantes
térmicos, poseen bajo calor específico, baja densidad, etc. como se muestra en la figura
4.1.2.
Cemento
refractado
¿lisiantef-hroccmcnt®
Aislante fibra
cerarüica
Placa rte aceroinoxidable
MATERIALES QUE COMPONEN EL HORNO.
FIG.4.1.2

10
El interior del horno está constituido por las siguientes partes, las cuales se muestran en
esquema de la fig 4.1.3.
CHIMENEA
MUFLA
CÁMARA
PRECAKARA
ENTRADA DFLQUEMADOR
PARTES DEL HORNO.
FIG. 4.1.3
- LA MUFLA permite realizar pruebas y es donde se coloca los elementos que van a ser
sometidos a experimentación o a algún proceso; su forma es cilindrico con el fm uniformizar
la concentración del calor.
- LA CÁMARA almacena la energía calórica, resultante de la combustión del G.L.?. Está
constituido de material refractario que soporta altas temperaturas. . .
- LAPRECAMARA permite producir la combustión propiamente dicha del gas licuado de
petróleo

111
- LA CHIMENEA es un conducto de evacuación de los gases resultantes de la combustión
por circulación natural debida a la diferencia de combustiones entre cámara y medio
ambiente.
- LA ENTRADA DEL QUEMADOR es el lugar donde se ubica el quemador atmosférico
para la combustión del gas licuado del petróleo y está en la parte inferior del horno.
EL QUEMADOR se emplea un quemador atmosférico de gas, por la facilidad prestada
para su instalación y economía de operación, como se Ilustra en la figura 4.1.4 Posee
tres anillos concéntricos con sus respectivas válvulas de media vuelta para regular el
ingreso del combustible, y operan en forma independiente.
Anillo interior
Anillo central
Anille exterior
egulailor de aire
Válvula de raed¡$ vuelta
Ingresa lie
QUEMADOR
FIG.4.1.4

El ingreso de aire se regula a través del respectivo dispositivo tipo Venturi, del cual permite
obtener los excesos de aire requeridos para una óptima combinación entre comburente y
combustible.
El quemador es de tipo industrial por disponibilidad en el mercado; según estudios
realizados por los diseñadores, posee una capacidad energética mínima de 112.623,4
BTU/Hora.
- LLAMA PILOTO es una entrada de gas regulada manualmente con el fin de proveer una
llama mínima para asegurar el encendido continuo del quemador.
- FUENTE DE COMBUSTIBLE el combustible seleccionado es el gas licuado de petróleo
(GLP), cuyas características son:
- Posee mayor poder de combustión con respecto a sólidos y líquidos
- Fácil regulación de la relación aire/combustible
- Se combustión?, casi completamente
- No requiere precalentamiento
«.-DESCRIPCIÓN DEL PROCESO
El horno en el cual se va a implementar la instrumentación y control, es un horno con unes
educativos, desarrollado para la simulación de procesos de temperatura, para estos casos el
horno generalmente se eleva a una temperatura de alrededor de los 500 grados centígrados,

113
y se le somete a perturbaciones, variaciones de carga o una simulación de esto, tal como,
ingreso de aire frío debido a Ja apertura de la puerta del homo, con el fin de analizar el
comportamiento del proceso de control e instrumentación implementado. Además, al
horno se le puede elevar en función de gradientes de temperatura definidos, mantener su
temperatura constante o darle escalones de incremento de temperatura.
El horno se calienta en base a la combustión de gas licuado de petróleo (GLP) por medio de
un quemador de tres anillos concéntricos independientes y regulados en función del paso de
aire natural por medio de sus compuertas tipo veníuri, con el fin de conseguir una óptima
relación aire/comburente. Se debe anotar que el único aire para la combustión es el natural
entregado por el medio ambiente, además se tiene una tubería y conducto para escape de
gases aprovechando la diferencia de presiones cámara/ambiente, obteniendo así un flujo de
gases natural y controlado por una compueita manual tipo mariposa, la cual para nuestro
caso permanecerá abierta completamente.
4.2.1.- ANÁLISIS DEL COMPORTAMIENTO DE LA PLANTA
Para nuestro análisis, se partió de! hecho de trabajar a una presión de gas regulada constante
de aproximadamente 20 PSI. Además, el horno estuvo en las peores condiciones, ya que,
tenía la chimenea sin tubería de humos, es decir libre.
Luego del análisis de la planta (Sin control), se obtuvieron los siguientes resultados:

GRADIENTE MÁXIMA DE SUBIDA DE TEMPERATURA DEL HORNO
Para esta prueba, se abrió en lo máximo de la medida de lo posible la apertura de gas, con
una presión P=20 PSI, obteniéndose la siguiente tabla con sus respectivos gradientes en
función del tiempo y los rangos de temperatura.
GRADIENTE MÁXIMO DE SUBIDA
Gradiente máximode subida:
FIG 4.2.1.
0-300°C= 122°C/min.
300-400°C = 40°C/min.
400 - 456 °C = 7 °C/min.

456 - 600 °C = 5 C/min.
NOTA.- Luego de realizar las pruebas, se nota que la potencia del quemador, es mayor a
la que podría absorber la planta, ya que al obtener aperturas de la válvula de gas superiores
a los 45 grados, se observa que el aire de combustión ya no es suficiente para mantener la
llama al interior de la cámara del horno y empieza a extinguirse la llama y ;;i salir hacia el
medio ambiente por las paredes, por lo que para nuestro caso (alrededor do 5Oí) grados de
set point cíe trabajo), trabajaremos con 10 PSl de presión y limitaremos !a apertura de la
válvula de control, de tal forma que no suceda este inconveniente. Con estas condiciones,
se obtuvieron las características que se detallan en el gráfico de la FIO 4.2.2. , con lo que
obtenemos un gradiente de trabajo de :
0-220°C = 37.2°C/min.
220-300 °C = 27.3 °C/min.
300-330°C = 25°C/min.
330-400°C = 7°C/min.
400-500°C = 2°C/min.
500 - 600 °C = 1.4 °C/min.
Suficiente para nuestros propósitos y además no se corre el riesgo de apagado o incendio
del horno por falta de aire de combustión. Este valor de gradiente, podría servir como
referencia, pudiéndose trabajar dentro de valores cercanos a estos.

Además, se debe notar, que al cerrar la compuerta de paso de gas al mínimo, cí quemado*-
se apaga, quedando únicamente encendida la llama piloto, y al instante de subir la
temperatura, se producía una pequeña explosión al interior del horno, por el encendido de
los anillos, para evitar esto, se limitó además, el cierre mínimo de la válvula, de tal manera
que permita, mantener apenas encendidos los anillos, es decir, a llama mínima.
GRADIENTE MÁXIMO DE SUBIDA LIMITADO
FIG 4.2.2
GRADIENTE MÁXIMO DE BAJADA DE TEMPERATURA DEL HORNO
Para nuestro caso, no tenemos control en la bajada de temperatura del horno, ya que es
fimción del enfriamiento nntunil riel hnrnn. rlehidn a cnnriieinne.íí amhienínlfis. enmantes de

117
aire y capacitancia de la carga, al interior del horno y del horno mismo. Además, se tiene
una llama mínima en el quemador, para no permitir que éste se apague.
Para nuestras pruebas se las realizó con el horno sin carga y a una temperatura ambiente de
alrededor de los 16 grados centígrados. F!G. 4.2.4.
GRADIENTE MÁXIMO DE BAJADA
FÍG 4.2.4.
GRADIENTE MÁXIMO DE BAJADA =* 0.4-1 °C/min.
OBSERVACIONES.-
Luego de los resultados obtenidos se puede observar , por la. curva de reacción, gráfico de
gradiente de subida, que es un sistema cíe primer orden y que para la subida de

118
temperatura, tenemos un horno de muy baja capacitancia, es decir, es un sistema muy
rápido, variable y sensible a perturbaciones del flujo del quemador, además posee un
quemador sobredirnensionado para la capacidad de combustión del homo. Mientras que,
para la bajada de temperatura es un sistema de alta capacitancia, es decir, es un sistema
lento.
Para nuestro trabajo debemos considerar el siguiente rango de gradientes tanto de subida,
como de bajada:
GRAD. SUB. - 1 °C/min - 5 °C/min.
GRAD.BAJ. = 0.4 °C/min - 1 °C/min.
4.3.- DESCRIPCIÓN DEL PROTOTIPO
El sistema a ser implementado en el horno, es un sistema de control continuo de
temperatura como se muestra en el gráfico No, 4.3.1. Cuyo funcionamiento se basa en la
utilización de un autoregulador marca Ascom, que controlará la temperatura al interior del
horno, sensada por medio de una termocupla tio K, y controlará la cantidad calórica
entregada por la combustión de GLP del quemador, por medio de una vájvula de esfera que
variará el flujo de gas alimentado a una presión constante de 10 PSI por medio de un
regulador de presión y manómetro de visualízación.
Dicha válvula será controlada por el autoregulador, en base al manejo automático de un
servomotor y acoples mecánicos a la manija de Ja válvula. El sistema, tiene control además
de la posición de apertura de la válvula gracias a la realimentación de posición, que se la
realiza por medio de un potenciómetro acoplado al eje del servomotor, dicho valor, se

presenta en forma continua en el display inferior del autoregulador, en medida porcentual de
la carrera máxima.
GAS80 PSI
VÁLVULADIÍ CONTROL
REGULADORDE PRESIÓN
ESQUEMA FUNCIONAL DEL SISTEMA DE CONTROL DE TEMPERATURA.
FIG. 4.3.1
Además, el sistema, Independiente, del lazo de control, se realizará un control de llama y
bloqueo de paso de combustible en caso de ausencia de la misma, así como el respectivo
control eléctrico de secuencia de activado y un panel sinóptico de señalización de apertura
de válvula, cierre de válvula, presencia de llama y alarma en caso de ausencia de la misma.
Para la conducción del combustible se emplea manguera para gas que soporta presiones
superiores a los 90 PSI (presión de la fuente es de 90 PSI aproximadamente en
condiciones iniciales), la cual sirve para realizar las Interconexiones entre los diferentes
elementos tales como regulador de presión, electroválvula, válvula de control y quemador,

para esto, se emplean conectares diseñados para el propósito y se sujetan las mangueras con
abrazaderas, además se coloca cinta Jdingerflond y permatex para sellar Jas junturas y roscas
y evitar así cualquier tipo de íiiga de gas.
CONTROLDE LLAMA
SI
GAS
ELECIROVALVULADE SEGURIDAD
SENSORDE LLAMA
HORNO
ESQUEMA FUNCIONAL DEL SISTEMA DE CONTROL DE LLAMA.
FIG. 4.3.2
A continuación se muestra un esquema de cómo quedará el prototipo construido y acoplado
al sistema. FIG. 4.3.3.
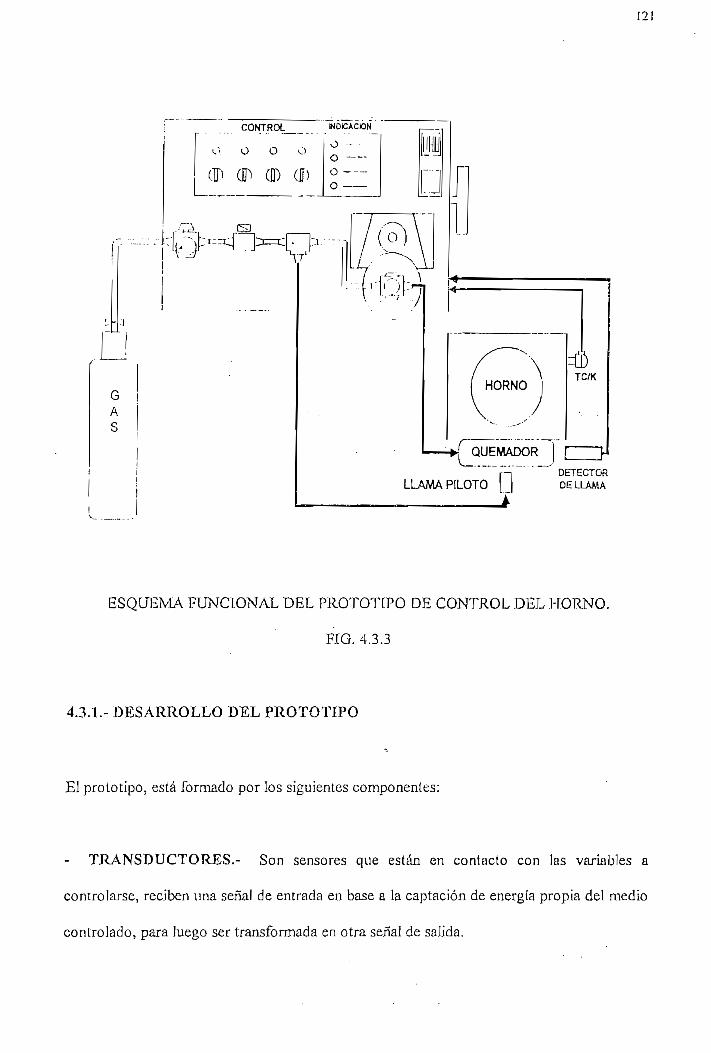
121
G
A
S
CONTROL W01CAC10N_
O - •O O G
i OP on (D> (i)o —o —o —
-*-
/"
TC/K
QUEMADOR
r-PILOTO [
DETECTORDELUMA
ESQQEMA FUNCIONAL DEL PROTOTÍPO DE CONTROL DEL HORNO.
FIG. 4.3.3
4.3.1.- DESARROLLO DEL PROTOTIPO
El prototipo, está formado por los siguientes componentes:
- TRANSDUCTORES.- Son sensores que están en contacto con las variables a
controlarse, reciben una señal de entrada en base a la captación de energía propia del medio
controlado, para luego ser transformada en otra señal de salida.

122
Para el presente proyecto es necesario emplear transductores de temperatura y de llama.
- SENSOR DE TEMPERATURA- Para la detección de la variable controlado
(temperatura), el sensor a emplearse es un termopar o termocupla, encargado de sensar la
temperatura en cualquier de los puntos del horno según su aplicación, como se ¡lustra en la
figura No, 4.3.4.
oo
P2
Pl: PEECÁMÁEA.
P2 : PARED HOIUTO
P3: CÁMARA
POSICIONES PARA SENSAR TEMPERATURA.
FIG. 4.3.4
Los puntos Pl, P2, y P3 permiten sensar la temperatura en la precámara, paredes del horno
y cámara respectivamente. Para nuestro caso es de interés, solamente la temperatura en la
cámara del horno.
El termopar seleccionado es de tipo K (cromo-alumel) y su rango de trabajo es de menos

123
termopar con el equipo autoregulador de temperatura, se usa cable compensado para
tennocupla tipo K, con el fin de eliminar uniones frías que se reflejarían en un. error en la
medición de temperatura.
Este tipo de termocupla es útil en atmósferas no oxidantes, en caso de atmósferas
oxidantes, como para garantizar su vida útil, el termopar debe ser protegido por una vaina
de protección, propia para cada proceso industrial, para nuestro caso nuestra termocüpia
estará sin vaina de protección, ya que no tenemos atmósferas oxidantes y además, por ser
un sistema muy rápido, debemos tratar de disminuir cualquier tipo de demora de la señal,
por retardo de transporte. A continuación en la fg 4,3.5. se muestra, una termocupla, con
sus partes principales, como son : Cabeza], rácord de sujeción, vaina de protección y
termopar.
Cabezal RácordTernaopísr
• -. ^
Vaina deprotección
TERMOCUPLA.
FIG. 4.3.5
- SENSOR DE LLAMA.- Al producirse la combustión del gas licuado de pcíróleo,!a
llama emite radiaciones de carácter monocromático dentro del espectro visible.
124
El color de la luz emitida por la llama, resultado por la combustión del gas licuado de
petróleo es aproximadamente azul, para la detección de la llama, los sensores diseñados con
esta finalidad basan su operación en el calor emitido por la llama, ionización, radiación, etc.
Aprovechando la energía radiante emitida por .la combustión de gas licuado de petróleo,
existen varios elementos fotoelectrónícos capaces de convertir este tipo de energía en
información eléctrica, tales como: fotodiodo, foto transistor, fotoresistencia, fotocélula, ele.
LA FOTORESISTENCIA.- Es el elemento seleccionado para este propósito. Al incidir
energía radiante en el .semiconductor, ioniza los enlaces covalentes, generándose par
electrón huecos que se añaden a los térmicamente generados, este incremento de los
portadores, reduce la resistencia del material, es decir aumenta su conductividad, Lns
principales características son:
- Buena capacidad de disipación
- Excelente sensibilidad al espectro visible
- Rapidez de respuesta
En la oscuridad absoluta la resistencia puede elevarse a valores superiores a 2 mega ohms.
en cambio con la luz natural del día su resistencia es prácticamente nula. Para el caso de la
variación producida por la llama el valor de resistencia varia en función de la intensidad de
la llama conjuntamente con la tonalidad del color de la misma, su valor está en el orden de
100 kohm a 400 kohm aproximadamente.
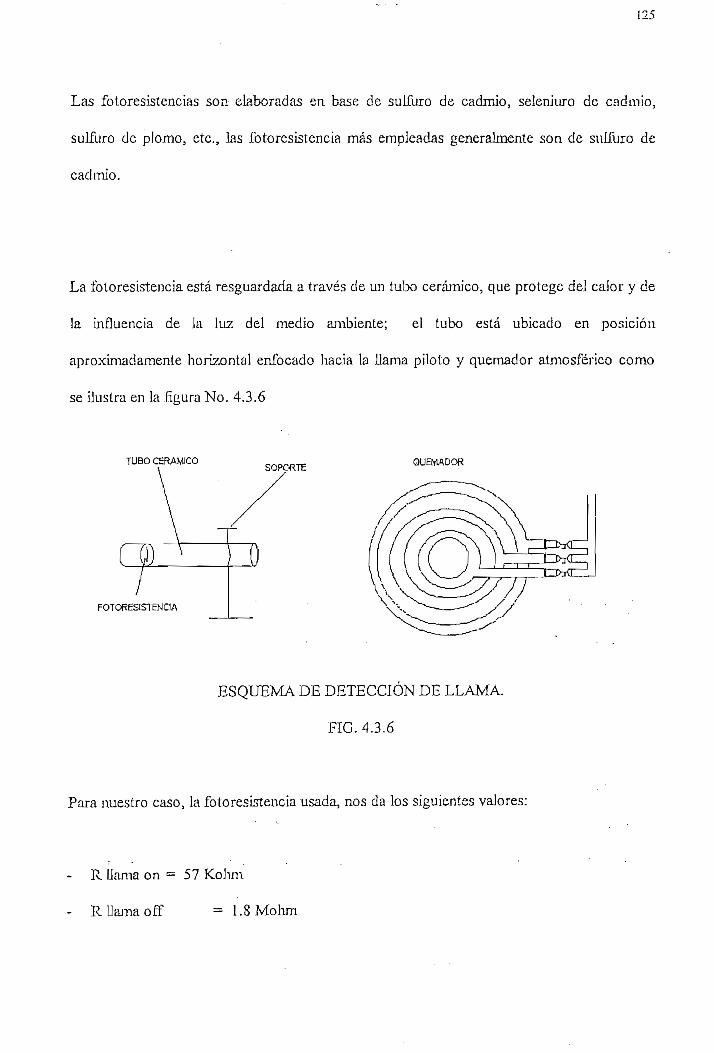
Las fotoresistencias son elaboradas en base de sulfuro de cadmio, seleoiuro de cadmio,
sulfuro de plomo, etc., las fotoresistencia más empleadas generalmente son de sulfuro de
cadmio.
La fotoresistencia está resguardada a través de un tubo cerámico, que protege del calor y de
la influencia de la luz del medio ambiente; el tubo está ubicado en posición
aproximadamente horizontal enfocado hacia la llama piloto y quemador atmosférico como
se ilustra en la .figura No. 4.3.6
TUBO CERÁMICOSOPORTE
QUEfílADOR
FOTORESISTENCIA
ESQUEMA DE DETECCIÓN DE LLAMA.
FIO. 4.3.6
Para nuestro caso, la fotoresistencia usada, nos da los siguientes valores:
R llama on - 57 Kohm
R llama off = l.SMohm

126
- ACTUADORES.- Los actuadores son también llamados elementos ñnales de control,
reciben la señal proveniente del controlador para mantener o modificar la variable
controlada del proceso (temperatura) a través de la variable manipulada (flujo de gas) en
nuestro caso el actuador empleado es una válvula de esfera, se empleó este tipo de válvula,
por ser de bajo costo y están a disposición en forma común en el mercado, pero, por no ser
lineales dan problemas en la sensibilidad de la misma.
VÁLVULA DE ESFERA (DE MEDIA VUELTA)
Son válvulas de dos vías y mediante una palanca que gira en un ángulo comprendido entre O
y 90 grados se puede regular el flujo de-gas de salida desde O hasta el valor deseado en
función de la presión primaria como se esquematiza en la figura 4.3.7.
A
VÁLVULA DE ESFERA.
FÍO. 4.3.7
El émbolo es semiesférico, al girar la palanca se forma una abertura entre la pared interna, y
el émbolo, que permitirá el paso del flujo según el ángulo de giro.
127
- ANÁLISIS DEL COMPORTAMIENTO DE LA VÁLVULA DE ESPERA.
* • ' t- ;•- • . •
LINEALIDAD:
Para nuestro caso, se realizó pruebas por su defecto de linealidad y zona muerta,
encontrándose experimentalmente, un rango útil de 4 a 16 grados de apertura.
Considerando, que para 4 grados de apertura, el quemador quede con un mínimo de llama,
suficiente para que no se apague y, para valores mayores a 16 grados, la válvula, ya no
presentaba sensibilidad, es decir, ya no se obserbaba mayor variación de flujo.
SENSIBILIDAD:
Por el hecho, de que nuestro elemento de control, válvula, tenía apenas alrededor de 15
grados de zona útil, aproximadamente lineal, para mejorar (ampliar su 'campo) su
sensibilidad, se hizo necesario la construcción de una transmisión mecáruca,en base a
piñones, con relación de 1 a 5, construyéndose, un piñón pequeño de 12 dientes y otro de
60 dientes, se los realizó en aluminio, para evitar problemas de peso, al colocar en la
estructura, de esta manera, al colocar el piñón pequeño al eje del servomotor, y el grande al
eje de la válvula de esfera, ampliamos el rango útil y la sensibilidad del paso del acluador de
15 grados a aproximadamente 75 grados cíe carrera del servomotor. Esta relación, fiíe la
óptima tomando en cuente tañíanos, pesos y el. módulo (paso) mínimo de la fresa a
disposición del mercado, para la construcción de los ENGRANAJES.

DISEÑO - CONSTRUCCIÓN DE LOS ENGRANAJES.
128
VISTAS Y COTAS DE LOS ENGRANAJES.
FIO. 4.3.8
Para el diseño de los engranajes, se consideró que el rango de sensibilidad de la válvula de
esfera era de apenas 15 grados, y que la carrera útil del servomotor, era de 90 grados
aproximadamente, por lo que, considerando, el tamaño, módulo (paso) de la fresa

129
disponible en el mercado y peso, se determinó la relación aceptable entre los engranes.
Obteniéndose:
Paso mínimo de fresa, módulo 1,5.
Diámetro del eje al que va a acoplarse el piñón, 25 mm.
Con estos datos, y las consideraciones antes dichas, mas un márjen de espesor del engrane
menor, se obtuvo una relación de 1 a 5, resultando las medidas que en la figura sé 4.3.8 se
indican, con lo que se convierten los 15 grados de carrera de la válvula, en 75 grados de
carrera del actuador, valor satisfactorio para nuestros propósitos.
- EL SERVOMOTOR.
El servomotor empleado para nuestro caso, es de marca CONTROLLI, empleado para
manejar termoventiladores y válvulas de compuerta, en el que se le acondicionó al eje, una
extensión de acero para el montaje del piñón pequeño, que se engranará al piñón grande y
soportes para la válvula de esfera.
CARACTERÍSTICAS CONSTRUCTIVAS.
El servocomando está constituido de un cárter en aluminio presoñindido que contiene:
Motor eléctrico tipo bidireccionul de elevado torque ds salida
Motoreductor a engranajes , con dispositivo de comando AUTO - MANUAL
Tarjeta de ingreso - salida de señales con borneras de ajuste
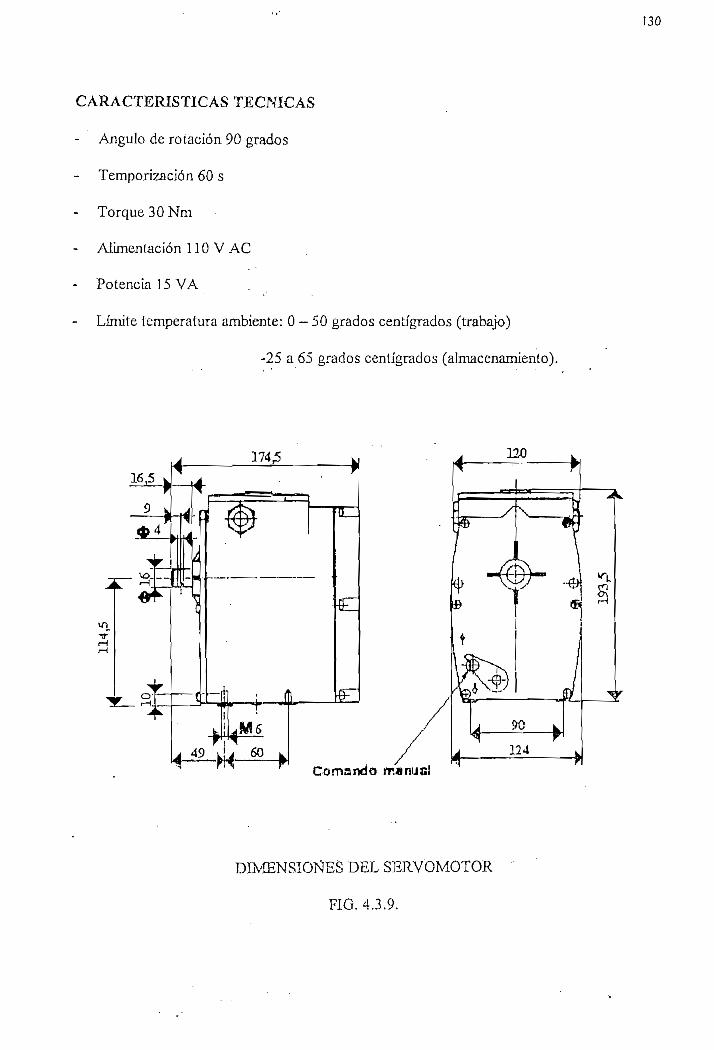
130
CARACTERÍSTICAS TÉCNICAS
- Ángulo de rotación 90 grados
Temporización 60 s
Torque 30Nm
- Alimentación 110 V AC
Potencia 15 VA
Límite temperatura ambiente: 0-50 grados centígrados (trabajo)
-25 a 65 grados centígrados (almacenamiento).
174,516,5
Comando manucl
DIMENSIONES DEL SERVOMOTOR
FIG. 4.3.9.

ip LUINIAAMUS .jo-
VI TjI CAKUJ3ÍA|—M/vV I'F
o-*—r
MOTOR. X s*5
V
POTENCIÓMETRODE
RESPUESTA
-o C-
-o A
o M
—o V
o B
R
BOBINA FRENO
ALIMENTACIÓN120V60ÜZ
L L1B R
>
ALRTGÜÍiABOJR
ESQUEMA DE CONEXIÓN ELÉCTRICA
FIG. 4.3.10
- EL REGULADOR DE PRESIÓN.- Es una válvula reductora de'presión de trabajo
deseada, o presión secundaria á'-un-valor constante, que debe ser independiente a la presión
primaria. Existen válvulas reguladores de varios tipos tales como: válvula de diaíragjna,
válvulas tipo aguja, etc.
La válvula reguladora tipo-aguja, presenta'mejores características de regulación, incluyendo
precisión y estabilidad respecto de la válvula reguladora tipo diafragma, por tal razón lia
sido seleccionada. . , - .
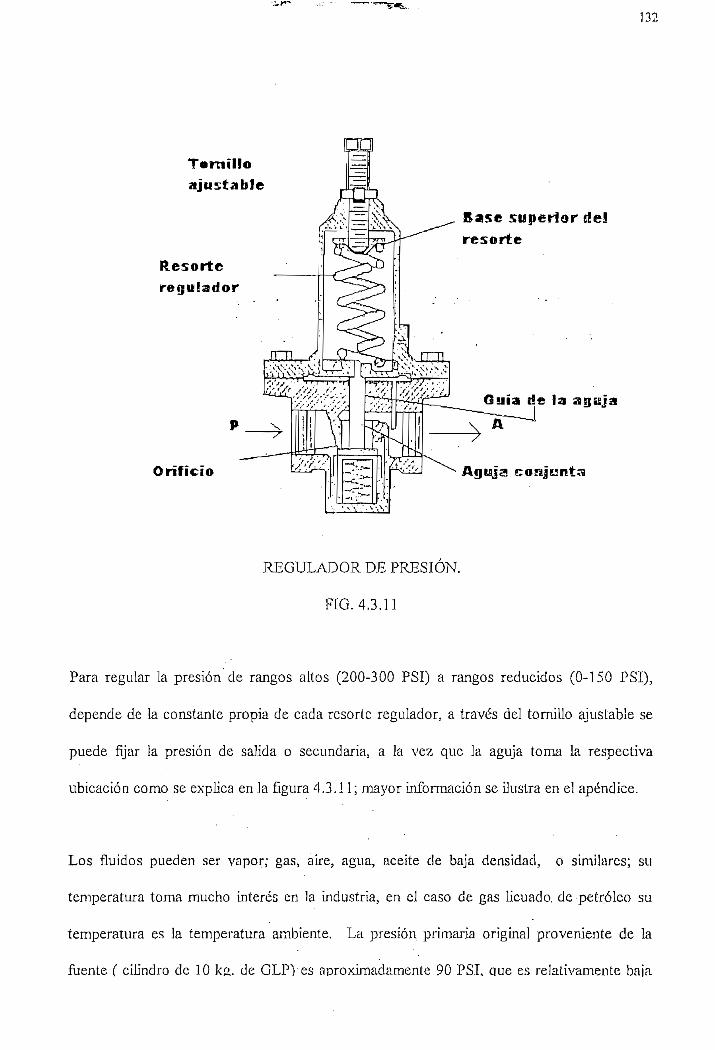
Tornillo
ajustabie
Resorteregulador
Orificio
Base superior de!resorte
Guia de la atguja
Aguja conjunta
REGULADOR DE PRESIÓN.
FIG.4.3.11
Para regular la presión de rangos altos (200-300 PSI) a rangos reducidos (0-150 PSI),
depende de la constante propia de cada resorte regulador, a través del tornillo ajustabie se
puede fijar la presión de salida o secundaria, a la vez que la aguja toma la respectiva
ubicación como se explica en la figura 4.3.11; ma3'or información se ilustra en el apéndice.
Los fluidos pueden ser vapor; gas, aire, agua, aceite de baja densidad, o similares; su
temperatura toma mucho interés en la industria, en el caso de gas licuado, de petróleo su
temperatura es la temperatura ambiente. La presión primaria original proveniente de la
fuente ( cilindro de 10 ka. de GLPYes aproximadamente 90 PSI, Que es relativamente baja

133
con respecto a un proceso industrial; la presión secundaria es regulada a través del tornillo
ajuslable según el valor deseado que se indica en el manómetro de salida,
El regulador de presión y todos los acoples, de eléctroválvula, válvula de esfera, etc, etc.
Poseen una rosca de 3/8 de pulgada de diámetro para poder incorporar en el circuito
neumático, ver figura 4.3.12.
10rnm
ACOPLE PARA MANGUERA DE GAS.
FIG. 4.3.12
Es necesario emplear a los respectivos acoples, tubería de gas de 10 mm de diámetro.
CIRCUITO DE PROTECCIÓN EN CASO DE AUSENCIA DE LLAMA.
El circuito de protección de la planta es aquel que en caso de ausencia de llama,
independiente del nivel de temperatura, o el flujo o presión de combustible, bloquea el paso
del mismo, a través del paso general eVl como se ilustró en la figura 4.3.2.

U'l
CONTROLADOR."
Para nuestro caso, -el controlador usado es un autoregulador Ascom, en el cual se tiene la
posibilidad de programar un control P í D y como salida el manejo de un servomotor, como
se explicó en el Cap. 111 y en el que se dan todas sus características y operación.
PRUEBA DE PRECISIÓN- CALIBRACIÓN.
En base a un Calibrador de termocupias, marca Analog, se comprobó el error de medición
del autoregulador, resultando la siguiente tabla, para un rango de 30 — 700 grados
centígrados.
ANA LOO
30
6090
120150
180210
240
270300330360390420
450480
510540570600
AUTOltr.CULADOK
30
60
90
120
150
180
210
240
270300330360390420
450480
510
540570600
E R R O R ( % )
0
0
0
00
00
ü000
00
0
00
000
0
OBSERVACIONES
El. AUTOREGULADOR
TI EN E UN A
SENSIBILIDAD DE UNIDADES, APROXIMADAS
PARA PRESENTACIÓN EN EL
DISPLAY.
I1RBSICIÓN = 0,25%
TABLA 2.
De la tabla, se observa que el error es de 0%, con lo que no se hace necesario calibrar el
equipo.

135
ELECTROVALVULA DE SEGURIDAD DE PASO GENERAL
El circuito de seguridad, en caso de ausencia de llama, con el fin de evitar fuga de gas y una
consecuente explosión, se centra en el cierre automático de la electroválvula de seguridad,
la cual bloquea instantáneamente el paso de gas al quemador y llama piloto. •
CARACTERISTICAS.-
MARCA: SCEM
TIPO: . - . . YB09
PRESIÓN: 1.47-147PSI
VOLTAJE: 11OV 50/60 Hz +/- 10 %
POTENCIA: 9W
NOTA.- TEMPERATURA.
La electroválvula, está provista de una bobina de servicio continuo. E! calentamiersío
producido en la superficie de la bobina después de una excitación prolongada, no permite el
contacto con las manos, siendo sin embargo, esta una situación normal E! calentamiento
peligroso se manifiesta por la aparición de humo u olor característico.
4.4 .-CONFIGURACIÓN E IMPLEMENTACION

4.4.1.- EL PROTOTIPO DE CONTROL.-
La infraestructura necesaria para la implementación del presente proyecto se basa en la
utilización del grupo horno-quemador ya existente, un circuito neumático de alimentación-
regulación de presión de gas, más el uso de un autoregulador microprocesado marca
Ascom, que manejará un servomotor el cual controlará una válvula de esfera acoplada al eje
del mismo , por medio de la transmisión de engranajes construida para el propósito, la
medición de la temperatura se la hará mediante una termocupla, como se muestra en el
esquema a continuación.FIG. 4.4.1.
GAS
Auto ControlLínea Regulador de llama
O O O
LLAMA PILOTO/HORNO
QUEMADOR/ (11HORNO
ESQUEMA DEL PROTOTIPO DE CONTROL DE TEMPERATURA DEL HORNO
FIG. 4.4.1

137
Para ñnes de montaje, se construyó una caja metálica, en la figura se observan, la forma de
distribución y montaje de las partes del prototipo, donde:
1.- REGULADOR DE PRESIÓN
2.- ELECTROVALVULA DE SEGURIDAD
3.- RUEDA DEL ENGRANAJE- " . . . - , . .
4.- VÁLVULA. DE ESFERA -
5.» PIÑÓN DEL ENGRANAJE
6.- SERVOMOTOR (SE ENCUENTRA EN EL INTERIOR DE LA CAJA)
7.- AUTOREGULADOR
8.- BASE PARA SOPORTE DE TERMOCUPLA
9.- PANEL DE CONTROL DE ENCENDIDO
10.-PANEL SINÓPTICO DE INDICACIÓN
11.-DETECTOR DE LLAMA ( EN EL .INTERIOR SE ENCUENTRA LA
CIRCUITERIA DEL CONTROL DE LLAMA).
4.4.2.- DISEÑO DE LA CAJA METÁLICA.
La. caja está construida en tol de 2mm de espesor, de 600 rnm de largo por 400 mm de
ancho y 400 mm de profundidad y fue diseñada con las medidas indicadas en la figura
4.4.2. Posee una puerta trasera para permitir el acceso al interior del equipo.

138
DISEÑO DE CAJA METÁLICA.
FIG. 4.4.2.
Esta contiene en su interior al servomotor, tarjeta de fuente de poder, tarjeta de control de
llama.
En su panel frontal, va montado el autorregulador, para su acceso libre a sus mandos, el
regulador de presión con manómetro indicativo, la electroválvula de seguridad, los acoples
y respectiva tubería para gas.
Además, tiene un abertura para la salida del eje del servomotor para acoplar los engranajes,
los cuales , están montados en ejes, el piñón, sujeto al servomotor, mediante un acople y la
rueda dentada, apoyada en una chumacera y fijada en la pared del equipo. Mediante un
139
acople de dicho eje, se realiza rosca a! extremo opuesto, donde se enrosca la válvula de
esfera, para su control de movimiento y esta, es fijada, por unos platos metálicos, .mas
empaques de caucho que permiten su perfecto aprisionamiento a unas bases de aluminio
sujetas a la estructura, esto con el fin de'aislar y fijar la válvula en forma independiente al
giro del motor, consiguiéndose así su apertura o cierre.
4.4.3.- DISEÑO DEL ESQUEMA ELÉCTRICO- SECUENCIA DE ENCENDIDO.
El circuito debe cumplir con las siguientes condiciones:
1.- Energizar al sistema, permitiendo la disposición de energía. En el tablero se debe
encender la respectiva luz indicadora.
2.- Energizar el autoregulador, de tal manera de poder maniobrar en él y así dar las
condiciones iniciales al sistema.
3.- Tener la capacidad de excluir o no, el control de llama, permitiéndonos el paso de
combustible, para encender el quemador y/o la llama piloto.
4.- Controlar el paso de combustible, en forma manual.
5.- Además, la circuitería debe proveer las conexiones respectivas del control para el control
y alimentación del servomotor, así como la energía para la fuente de alimentación a la
tarjeta electrónica del control de Dama.
6.- Proveer Jas protecciones necesarias tanto de sobrecorriente, como de sobrevoltajes, así
como su respectiva conexión a tierra.
7.- El circuito debe trabajar para 110 V 60 Hz +/- 10 %.

DESARROLLO
El circuito, está diseñado, para trabajar a 110 V 60 Hz. Y a la entrada se prevee una
protección cíe fusible- Movaristor, de una capacidad de 2 A - 120 V. Como se muestra en
la figura 4.4.3.
Mediante el selector SB1, manualmente permitimos la energización general del sistema, y
paralelamente se encenderá la lámpara indicadora Ll.
Con el selector SB2, mediante una derivación de la línea principal, se obtiene la energía para
el autoregulador, así como para el servomotor. Se enciende en paralelo la correspondiente
luz indicadora L2.
Con el selector SB3, con un contacto normalmente abierto en paralelo al contacto AG del
control de llama, excluimos la ftmción del control. Se encenderá o armgnrfi Ifl respectiva
luz indicadora L3 en cada caso, respectivamente. Esta parte del circuito controla la bobina
del relé R3, el cual, con uno de sus contactos normalmente abiertos , activa o desactiva la
bobina EVO de la electroválvula de paso general de combustible.
Para el caso, de la energización de la fuente de alimentación del circuito de control de llama,
se obtiene una derivación que pasa por un fusible F2 de A que alimenta al transformado"-
y fuente de alimentación del circuito de control de llama.
La circuitería del conjunto autoregulador - servomotor, se dio anteriormente, lo único extra
es que usando los contactos de los relés Rl y R2, de apertura y cierre de válvula,
encendemos los respectivos leds de indicación de maniobra de cada relé.

SB1
POT
~J MOT
OR
ESQ
UEM
A E
LÉC
TRIC
O D
EL C
ON
TRO
L D
E TE
MP
ER
ATU
RA
11
12FT
R C
ON
TRO
L DE
LLA
MA

4.4.4.- DISEÑO DEL CONTROL DE LLAMA.
El circuito debe cumplir con las siguientes condiciones:
Debe detectar la presencia y/o ausencia de llama.
Debe eliminar en la medida de lo posible, falsas alarmas como por ejemplo, parpadeo de
la llama.
En caso de ausencia de llama rea], el circuito debe suspender el paso de combustible, en
forma inmediata.
DESARROLLO
En este caso, para la detección de presencia de llama, se utiliza una fotoresistencia, la cual
formando un divisor de voltaje, ingresa a un comparador, con referencia ajusüiblc, en
función de la cantidad de iluminación percibida por la fotoresistencia, se configura para que
nos entregue un pulso en bajo, al no existir llama y permanecerá en alto, cuando exista
presencia de llama. Estos pulsos, necesariamente, no pueden ser precisos, ni de forma
cuadrada, como se muestra en la figura 4.4.4. s por lo que, para delectarlos y
transformarlos a pulsos bien definidos, usaremos un timer 555 trabajando como
-monoestable, generándonos un pulso, de una amplitud mínima, cada vez que exista ausencia
de llama, y un valor en alto constante, en caso de ausencia de llama real.
Estos pulsos, debemos interpretar para diferenciar, entre pulsos de falsa alarma y el pulso
real de alarma, lo que haremos mediante un integrador, el que, comparado con una señal de
referencia, fijada por nosotros, la que tendrá relación directa con la duración del pulso de
alarma, será interpretado como falsa alarma o real y así, resultará una señal definitiva en
función del caso.

143
Esta salida del comparador, se la adecuará y aislará por medio de un optoacoplador y un
relé, el cual, manejará la potencia necesaria para bloquear el paso de gas mediante una
electroválvula.
En la figura 4.4.4. se se muestra el diagrama de estados y tiempos, la secuencia de
operación del circuito. A continuación, se muestra en la fig. 4.4.5. el circuito en diagrama
de bloques y en la fig. 4.4.6 el circuito del diseño electrónico del control dellama.
Además, el circuito, está provisto de las respectivas señalizaciones, utilizando salidas de las
respectivas etapas, para el encendido o apagado de leds indicadores de presencia de llama y
alarma, en caso de ausencia real de la misma.
ON
MONOESTABUE
OFF
INTEGRAD OR
ON
COMPARADOR
OFF
. REFERENCIA
FIG. 4.4.4.- DIAGRAMA DE TIEMPOS Y ESTADOS.
DEtECXORRRSSEIÍCIALLAMA
MOFO-EST ABIJE
OTEE-GRABOR
COMPA-HADOR SAXIDA
Ref.=VAR. t = VAR. t=VAR. Ref.-VAR.
FIG. 4.4.S DIAGRAMA DE BLOQUES DEL DISEÑO DEU COHTROU DE LUAMA

144
4.4.4.1.- CALIBRACIÓN DEL CONTROL DE LLAMA.
1.- Para las pruebas, desactivar con el selector el control de llama. Alinear y enfocar el
detector de llama (fotoresistencia), en la condición de llama mínima.
2.- Variando el potenciómetro Pl, encontrar la condición de salida del comparador Ul.l, en
alto, referirse a la fig. 4.4.6., esto se puede observar con el encendido del ledl ubicado en el
panel sinóptico, presencia llama, dejarlo calibrado de tal forma que el valor del
potenciómetro se ajuste justo el momento de ponerse en alto, interrumpir el paso de luz a la
fotoresistencia, para comprobar que el comparador se dispare en bajo, el led 1 se debe
apagar.
3.- Al ponerse en alto el comparador Ul.l, se observará el led color verde de salida del
monoestable, en la tarjeta de control que mientras exista llama permanece apagado, estado
en bajo del monoestable, si no existe llama, dará un pulso mínimo de 1 segundo, si es un
parpadeo o falsa alarma, y permanecerá en alto mientras no exista presencia de llama. Si el
tiempo de ausencia llama es mayor a 3 segundos aproximadamente, (tiempo controlado por
P2 en el comparador U1.2), el comparador se disparará y desactivará el relé de salida
desconectando la electroválvula de seguridad y por consiguiente apagando el quemador del
horno, al mismo tiempo, se encenderá el Ied2, de indicación de alarma.

+ V
cc+
Vcc
R,
+V
cc
FT
HrV
CG
RLM
324N
1+
u.
+V
cc
+V
cc
LED
1
R0
= 2
Mfi
R6 -
1
w2
7
EC
G 9
55M
6
R4
= 6
70 O
P3
= 5
00 K
fiR
0 =
67
0 n
R
= 6.
7 K
Q
Wcc
*5r^
W
1R5
rAm
H
R3
r^V
An ¿
D1
U _Vcc
^^
P
AG
OP
TO
LED
2
+ V
CC
1
%/f
R,
R5 =
1R3
= 67
0 nR
7 =
670
Q
DIS
EÑ
O D
EL
CO
NT
RO
L D
E L
LA
MA
FIG
. 4.
4.6

120
V60
Hz
NTE
967
12
V(+
Vcc
)
NTE
966
-12
V(-
Vcc
)
DIS
EÑ
O D
E F
UE
NT
E D
EA
LIM
EN
TA
CIÓ
NF
IO. 4
.4.6
A

4.4.5.- SETEO Y ACONDICIONAMIENTO DEL GRUPO ACTUADOR
VALVULA-SERVOMOTO.R
Para la calibración del grupo válvula - servomotor, se posee, en-primer lugar dos
microswilches que limitan la carrera del servomotor entre O a 90 grados, debiendo ubicarse,
la posición cero del micro a la apertura mínima de la válvula de esfera, para conseguir la
mínima llama, que permita mantener encendido el quemador y el micro de máxima, a la
apertura de máximo de la válvula de esfera, esto se lo realizará exprerimentfilmente,
fijándose en la variación de la intensidad de la llama del quemador y poniendo, el
autoregulador en manual y abriendo o cerrando manualmente la válvula. Para ayuda extra,
los engranajes, están sujetos a los ejes por medio de prisioneros, los cuales pueden aflojarse,
permitiendo el movimiento libre de los engranajes, asi como el desacople de los mismos.
Hecho esto, se procederá a ajustar los micros y toda la tornillería, a continuación se
trabajará en el autoregulador, realizando una autocalibración de la carrera del servomotor,
de la siguiente forma, mantener presionado en el teclado de membrana del autoregulador, la
tecla P hasta que aparezca la palabra CAL en el display, presionar a continuación las teclas
__A_ y _V a la vez, confirmando la operación, aparecerá en el display Yh, confirmar con
la tecla " P ", el autoregulador automáticamente abrirá al servo hasta detectar el micro del
máximo y asumirá este valor como porcentaje de apertura 100%, luego presionar la tecla P,
en el display aparecerá Yl, presionar la tecla P, el servo, automáticamente cerrará a la
posición de mínimo del micro, asumiendo este valor como 0% y 'grabando la carrera del
actuador como O - 99%, además, registrará el tiempo que le toma al servo en ir de O a 99%.
Confirmar la operación con la tecla P, aparecerá en el display e! tiempo de carrera del
actuador lY, asumir un valor inferior a la carrera total, para darle al nctuador la carrera útil
de funcionamiento.

100%
•CABRERA TOTAL -
F1G. 4.4.7.- ESQUEMA DE LA CARRERA ÚTIL DEL SERVOMOTOR,
4.4.6.- CONFÍGtfR&eiON I>EL REGULADOR DE TEMPERATURA
El regulador, viene configurado, para trabajar con la termocupla tipo K, luego, los únicos
parámetros a configurar, son los de trabajo y se los asume de la siguiente manera.
PARÁMETRO.
ASUMIDOS
VALORES
SP (Set Point). .Variable (depende del trabajo)
Pb (Banda Proporcional) ....Depende del sistema
Ti (tiempo integral)....... ...Depende del sistema
Td (tiempo derivativo). ........Depende del sistema
DY ( grado de corrección mínima).......... Da la sensibilidad de apertura o cierre
AÍ (acercamiento inferior) ...Depende del sistema
AH ( acercamiento superior) .............Depende del sistema
Sh (fondo de escala) .1250 grados centígrados
148
Si (inicio de escala) ...O grados centígrados
Su (gradiente de subida) .Depende de las condiciones de trabajo
Sd (gradiente de bajada) Depende de las condiciones de trabajo
Ty (carrera útil) ....Depende de la calibración
Ad (índice del regulador)......... Solo para comunicación serial
La manera, de asumir cada uno de los parámetros, se explicó ya en el capítulo III, la forma
práctica, se observa en el siguiente punto.
4.5.- PRUEBAS Y RESULTADOS
4.5.1 .- RESPUESTA EN AUTOMÁTICO A UN GRADIENTE DE SET POINT
Para la realización de las pruebas, se definen los siguientes valores para la configuración del
autoregulador.
SP (Set Point)....,... 600 grados centígrados
Pb (Banda Proporcional) 0,5
Ti (tiempo integral) O
Td (tiempo derivativo) .0,1
DY ( grado de corrección mínima).... 1
AÍ (acercamiento inferior).... 0,5
AH ( acercamiento superior) ..0,5
Sh (fondo de escala).... ................1250 grados centígrados
Si (inicio de escala) ...........O grados centígrados

Su (gradiente de subida) , ..99
Sd (gradiente de bajada) 99
Ty (carrera útil) , ...15
Ad (índice del regulador) ...O
- Presión del regulador de gas =10 PSí
600 °C 14°C
Los valores obtenidos en estas condiciones, se graftcan a continuación.
FIG. 4.5.1
RESULTADOS PRUEBA ler MÉTODO.
Del gráfico se obtienen los siguientes resultados:

T = 33 segundos = 0,55 minutos
A = 14 grados = 1,867 ( en porcentaje de la amplitud de escala.)
De donde resulta en primera aproximación : Pb = 1.87 ; ti - 0,55 ; tcl = 0,11.
Asumiendo estos valores, se obtienen los siguientes resultados.
600 °C 9°C
FÍG. 4.5.2.
RESULTADOS CON LOS PARÁMETROS PID APROX.
Se obtiene un sistema oscilante de amplitud +4 y -5 grados centígrados, es decir una
amplitud de error de 9 grados centígrados, aplicando los criterios de afinamiento se
obtienen los siguientes resultados:
- Pb = 2 ; ti = 1 ; td - 0,5 ; ah = 2 ; al - 1 .
Con lo que, se consigue un error de 2 grados de amplitud , en un sistema oscilante, de
período largo.
El eiTor en porcentaje del valor del set point equivaldría al 0.33 %, que es un valor bueno.

15!
4.S.2.-COMPORTAM1ENTO DEL SISTEMA ANTE PERTURBACIONES.
J.- CAMBIO DE CARGA (SIMULACIÓN ABRIENDO COMPUERTA DE CÁMARA)
Para nuestro caso, mantuvimos regulado el sistema a 600 grados centígrados y se procedió
a abrir un poco la compuerta de la cámara dando la siguiente curva:
600 °C••MDf-*-s. C
RG. 4.5.3.
RESPUESTA ANTE CAMBIO DE CARGA.
Como se observa, el sistema reacciona automáticamente, volviendo a la posición del set
point en aproximadamente 200 segundos y estabilizándose con el mismo error en
aproximadamente 1,0 minutos

2.- CAMBIO DEL VALOR DE SET POíOT.
Para este caso se dio un gradiente de subida y luego se realizó otra prueba dándole un
gradiente de bajada.
650 °C
600 °C
2°C
SP1
FIG. 4.5.5.
RESPUESTA ANTE CAMBIOS DE SET POINT.
*De los gráficos obtenidos, se observa, que cumple con el valor de gradiente impuesto, en
tiempo*y en estabilidad.
De estos valores, la configuración final para el sistema del regulador es la siguiente.
SP (Set Point) 600 grados centígrados

153
Pb (Banda Proporcional) 2
Ti (tiempo integral).............. ..1
Td (tiempo derivativo)..... 0,5
DY ( grado de corrección mínima) 1
Ai (acercamiento inferior) 1
Aíi ( acercamiento superior) '...2
Sh (fondo de escala). ..1250 grados centígrados
Si (inicio de escala).... .0 grados centígrados
Su (gradiente de subida). .' .O(EXCLUIDO)
Sd (gradiente de bajada) ....O(EXCLUIDO)
Ty (carrera útil) 15
Ad (índice del regulador) ....O
4.5.3.- PRUEBA CONTROL DE PRUDENCIA DE LLAMA.
Para esta prueba, se trató de enfocar el sensor de llama, diríjido a la llama piloto, pero en el
eventual caso, de no conservar el quemador la llama mínima, y apagarse, antes que la llama
piloto, pueda volver a encender el quemador, se producía fuga de gas la que se acumulaba
al interior de la cámara del horno, produciéndose así una pequeña explosión al encenderse el
quemactor, esto se debe, a una mala configuración de la llama piloto, en cuanto a su
posición (bajo el quemador), para tratar de corregir este problema, se trató de alargar la
llama piloto, de tal manera que siempre abrace la llama al quemador, pero la potencialidad
mínima, se incrementaba y, para valores de set point bajos, alrededor de los 400 grados
centígrados, la temperatura se incrementaba, a pesar de el regulador estar trabajando al
mínimo, por tal motivo, se enfocó el sensor de llama al quemador, y se eliminó la llama
piloto, debido a su mal funcionamiento.
Al enfocar el sensor de llama, al quemador en llama mínima, se tubo problemas en la
detección, debido al color azul de la llama, producto de un gas correctamente
combustíonado. La emisión de radiación de la llama azul, era muy inferior a la de la llama
amarilla (luz piloto), por lo que se hizo necesario recalibrar el sensor de llama,
precediéndose a reajustar el nivel del voltaje de referencia, de la etapa de detección, con el
sensor en detección de llama mínima. Luego de este ajuste, se comprobó el correcto
funcionamiento del control implementado.

CAPITULO V.
CONCLUSIONES Y RECOMENDACIONES
5.1.-CONCLUSIONES:
El sistema de control de temperatura implementado en el Laboratorio de
Instrumentación cumple con los objetivos y espectativas planteadas en este proyecto.
El proyecto permite familiarizarse con el manejo de elementos y equipo industrial, tanto
de regulación y medición de presión, como de control, y es un claro ejemplo de
aplicación y adaptación industrial práctica.
Es necesario, el conocimiento y funcionamiento tanto del sistema de control, como del
implante del proceso, para poder regular y calibrar (adaptar) el control, así como parfl la
detección de posibles fallas o mal funcionamiento de la acción de regulación, que puede
no ser resultado de la influencia de los parámetros del controlador, sino también causa
de desajustes o desgaste de partes del implante o sistema de control
El autoregulador es muy versátil y por medio de programación, se puede controlar
fácilmente al sistema, tanto en sus variaciones de parámetros de su control PID, para
optimización de resultados, como en modificaciones del valor del set point, permitiendo
así analizar el comportamiento del sistema y control especificado, ante perturbaciones.
156
El autoregulador por programación, permite dar gradientes de subida o bajada de
temperatura, pudiéndose programar una curva de tiempo de llegada del set point final a
un tiempo predeterminado.
Las condiciones del medio ambiente influyen en el desarrollo y por consiguiente en los
resultados del pro ceso.
El control de llama, gracias a la posibilidad de variar tiempos y niveles de referencia,
resulta fácil su calibración ante la variación de las condiciones de iluminación y del color
e intensidad de la llama, y para esto, se lo debe hacer, con la llama del quemador al
mínimo, ya que es la peor condición.
El horno construido en Ingeniería Mecánica, es un sistema altamente capacitivo, con
pocas pérdidas por lo que resulta fácil calentarlo, pero difícil de enfriar en forma natural.
En el desarrollo de las pruebas para la determinación de los parámetros del regulador
PID, no es posible ejecutar el segundo método, respuesta en manual a un gradiente de
subida, ya que analizando la curva de reacción del horno, fig. 4.2.1 y 4.2.2, se observa
que para este sistema, no tenemos en la curva punto de inflexión, razón por la que no es
aplicable este método.
La respuesta del horno ante perturbaciones como, cambios en la carga o en el set point
es estable, aunque se produzcan oscilaciones que de ninguna manera serán crecientes,
obteniéndose oscilaciones que mantienen su amplitud, trabajándose así en el límite de la

157
inestabilidad, siendo estas de bajo valor pico, lo que asegura que la respuesta está
dentro de la región de estabilidad.
- Debido al efecto capacitivo del horno, este tiene una inercia que hace que se eleve la
temperatura , a pesar de que la potencia del quemador se encuentre al rnínirno o
apagado, dando como resultado que cuando se producen oscilaciones, el pico positivo
sea siempre mayor que el pico negativo.
El equipo implementado será una herramienta útil para la enseñanza en el Laboratorio
de Instrumentación y análisis en control de procesos.
El quemador implementado tiene una capacidad superior a la que puede absorber el
homo, por lo que se debe trabajar con presiones reducidas aproximadamente similares a
10 PSI, para asegurar una correcta combustión del gas al interior del horno.
5.2.- RECOMENDACIONES:
- Se recomienda colocar un manómetro de presión a la salida de la fuente de gas (luego
de la válvula de gas del cilindro), antes del regulador de presión, para observar la
cantidad de gas disponible restante en el cilindro y así poder aproximar el tiempo de
funcionamiento restante.

Por ser un sistema rápido, se recomienda siempre usar termocuplas sin vaina de
protección, para tratar de reducir al mínimo los retardos de información por tiempo de
transporte.
Para mejorar el sistema implementado, se debería trabajar, a cambio de la válvula de
esfera ( no lineal), con una válvula lineal, ganándose en sensibilidad y linealidad al
actuador.
La calibración , regulación y mantenrmiento del equipo, debe ser realizada solamente
por una persona autorizada y que tenga pleno conocimiento del sistema.
No es recomendable trabajar con presiones de gas mayores a los 20 PSI, ya que la llama
del quemador no se combustiona correctamente con el aire natural, al interior del horno,
escapando al exterior, lo que puede causar daños al equipo o injurias personales.

159
BIBLIOGRAFÍA:
Control de Temperatura de Sólidos mediante la utilización de termocuplas. Tesis de
grado E.P.N. Quito, Diciembre de 1989. Tapia Luis.
Diseño y Construcción del Control de Temperatura de un Horno a Gas. Tesis de grado
E.P.N. Quito, Julio de 1992. Cerón Jhon.
Diseño y construcción de un Simulador de Temperatura de Gases. Tesis de grado
E.P.N. Quito, 1989. Quiroga J.~ Villacís L.
Dalla Tecnología alie Macchine ai Forni per la Piastrella . SACMT. Tomos 1 y 2 .
Italia. 1986.
Forno a rulli: Uso e Manutenzione. Manual Italia. 1991. SACML
Inslruccioiis for the use of computer EVM 200 . Manual. Italia. 1993. SACMI
FORNI
Instrumentación Industrial. Marcombo S.A. Barcelona 1985. CREUS A.
Ingeniería de Control Moderno, Prentice Hall Internacional, Buenos Aires 1984. Ogata
Katsuhito.
•m>

ECO. Semicoflductors. Manual Técnico. Volunten 1 y 2. 1981
Linear Aplication. National Semiconductor Corpqraiion.

ANEXO A
MENÚ DEL COMPUTADOR EVM 200

*ECUATORIANA 0-22074 MENÚ PRINCIPAL Míe 20 53 30-06-99
^Pag i na reguladoresParámetros reguladoresRecebas de cocc ionCurvas de cocciónTr endAutosetAlarmas presentesAlarmas regresadosDatos de produce ionProducción por recetasMensajes a los operadoresMenú de ConfiguraciónHelp
PW216 16 46
•le Selec. Pagina d Dentro Pagina F4 Dn/Off Passuord FIO Menú Princip.

^ECUATORIANA C. 22074N. DESC.1 Fl2 F23 F34 F45 F56 F67 A78 AS9 A910 A1011 All1,2 A 1213 A1314 A1415 A1516 A16
N.REC. A 16REC . B 0
PW216
6 Mod. S.P
UM SEN. IMP. Aec 569 600eC 623 700 :
(5C 694 680 'eC 837 840eC BU 7BO,eC 890 900eC 880 860 'eC 919 920eC 951 950eC 960 960ec 1050 losoeC 1060 1060eC 1135 1135eC 1 135 1 135SC 1 135 1 135eC 1135 1135
N. DESC17 A1718 A1019 F1920 H2021 H2122 H2223 H^S24 H24
''
DESCRIPCIÓN RECETABALO 31X31 MONF
i
F3 Mod . Rec . B FB
PAGINA REGULADÜRESUM
ececececececec
SEN.1 1291 1 305B9636574512
IMP -1 t 301 130590600550480340160
FORMADO ESTADO31,0x31,0 ON
T.1
4567B91011
SEN1,627 i,6281, 627 1,£281,662 1,6641,6G4 1,6641,689 1,6891,6B9 1,GB91,742 1,7141,713 1,7141,813 J,0141,913 1,9141,916 1,914
Mié 20 53 30-06-99IMP- T. SEN. IMP.
CICLO SEN. 4& CICLO !MP. 46REMOTO GN ÜFFLOCAL DESACTIVADODESENSAMBL. ALARMA
FB Start/Stop Rec. B F7 Instrucc.JG 4G
F6 Of fseU Req.

-K-ECUATORIANA C. 22074 DIRECCIÓN RECETAS fue 20 56 30-OS-99
N. DESCRIPCIÓN1 COCC. BALO. MON.2 COOC. BALD. MON.3 PRUEBA bal. MON-4 COCCIÓN. BALD.5 BALO 20X25 MOPF£ COCCIÓN BALD. MON7 COCCIÓN BALD MON,8 COCCIÓN BALD MON,9 Az.20x25 44 Min.10 BALD 15X20 MOPF11 BALD 25X25 MONF12 SALD 25X25 MONF13 BALD 25X25 MONF14 BALD 25X25 MONF15 BALD 25X25 MONF
N. ESTADO
CICLO FORMADO47 25,0x25,055 25,0x25,0B5 25,0x25,O50 25,0x25,O44 20,0x25,O40 20,0x25,O44 25,0x25,O40 25,0x25,O44 20,0x250,44 15,0x20,OSO 25,0x25,O55 25,0x25,044 25,0x25,048 25,0x25,046 25,0x25,O
DESCRIPCIÓNBALD 31X31 MONFBALD 15x20 MOPFBALD31X31 Cíe.52ENGOBE 32 MDQFBALD 31x31 CVMÜFBALD MOQ 31X31BALD 25X25 MOQF
CICLO FORMADO4646
M 5249464244
1 00.1 00í 001 001 001 001 001 OO
31,15,31 ,31,31,31,25,20,20,20,2O20,20,20 ,•i-o,
0x31 ,Ox2(.i,0x31 ,0x3.1 ,0x31 ,0x31 ,0x25,0x20,0x20 ,0x20,0x20,0x20,0x20,0x20,Ox2O,
000o000000(")001")I.)
RECETA ARECETA BPW2
áé
N.1
N.12
45S7S•310111213141516
160
QN
1GSel ec - Receta >".< Dentro Receta;CUATORIANA C. 22074 RECETA DEDESCRIPCIÓN RECETAcace.DES.FiF2F3F4F5F6A7ASA9A10AllA12A13A14AISA16
BALDIMP.1 001001001 001 001001 001 0 01 001 001 001001001 00100100
. MON.A- A+ N.1001 001001 001001 001001 001 00too1 001 001 00100100100
100 17100 191 00 1 9100 20100 21 '100 22100 23100 241 001001 001 001001 001 00100
DES.A17AISF19H20'H21H22H23'H24
IMP.1001 001001001 0010040O200
A-1001001 0 01 001 0 01 00i 001 00
16 46F6 r:,-,pia Recetas FIO Menú Princíp.
COCCIÓN Mié 20:57 30-06-99FORMADO Ccmxcfiü PESO <Kcj/mq3
C"=: i-i . S r*i 1O. OOO
A +1 001001001001 00i oí:»1 001 00
T.12LJ
4567B91011
J-W, -.-.
IMP. A-1 , 5641 , 5641 , 6001 , 6001 , 625t , 6251 , 6501 , 6501 , 7501 , 85"1 , 850
1.1 , tM0, 040 , 040 , 040 , 040, 040 , 040, 040 , 040 , 040, 04
C I CLO C m i n 3
REMOTOLOCAL
A+ T. IMP. A- A+0 , 04C) , 040 , 040, 040 , 040, 040 , 040, 040 , 040, O 40 , 04
47
DNQFF
PW216
áé Cambio Ree. Mod. S.P.-Al armas Mod. Dése.-Form.-Ciclo16 4 &
F7 Tnsbruce -

^ECUATORIANACURVA 1
! RECETAZONA N. DESC.
= • 1 02 23 H233 1 Fl4 3 F35 5 F56 7 A77 9 A9B 11 AH9 13 Al 310 15 A1511 17 A17
. 12 19 F1913 21 H2114 22 H2215 016 0
LONGITUDPW216
6-F3 Medí ficac
^ECUATORIANACURVA 3RECETA
ZONA N. DESC.1 02 23 H233 1 Fl4 . 3 F35 5 F56 7 A77 9 A9a i í AI i9 13 Al 310 15 AIS11 17 A1712 19 F1913 21 H2i14 22 H221 5 0i 6 o
LONGITUDPW216
6-F3 Modi ficac.
C. 22 07 4
14DIST- Cm0 , 0 04 , 209,20 '4,20 •4,20 .4 , 204,204 , 204 , 204 , 204 , 205 , 204 , 206, 3017,100, 00
79, SO
áé
C. 2207 4
1.6DIST. Cm)0 , 004 , 2O9,204, 204 , 204,204 , 204 , 204 , 204,204,205, 204 , 20G 3O
17, 100 , 00
79, 80
áé
CURVAS DE
CICLO 48 niin!) @C CICLOCsec
0 0300 151600 332680 151780 151900 151940 1S11020 1511145 1511175 1511120 151590'- 187550 151480 2270 6170 0
Sel ec . Curvas
CURVAS DE 11
CICLO 46 min.@C CICLDCsec )0 0
300 145600 31 B680 145
. 800 145880 145 •95O 1451040 1451129 1451129 1451125 145590 179550 145
1 480 2170 59 10 0
Se lee. Curvas
COCCIÓNCURVA 2RECETA
:> ZONA N. DEBC.1 02 03 2 F24 4 F45 6 F66 8 A87 10 A108 12 A 129 14 A1410 16 Al 611 18 AIS12 20 H201 3 01 4 015 016 0
LONGITUD
F7 Curva Tiempo
COCCIÓNCURVA 4RECETA
ZONA N. DESC.1 02 03 2 F24 4 F45 6 F66 8 AS7 10 A108 12 A129 14 Al 410 16 At611 I B A I S12 20 H201 3 014 015 016 0
LONGITUD
F7 Curva Tiempo
Mié 20 57 30-OG-99
14 CICLO 48 min.D I ST . C m y SC C I CLO (. sec í0, 00 0 00, 00 0 013, 10 7 «10 4724,20 840 1514, 20 880 1514,20 960 1514 , 20 1 (XiO 1 5 14,20 1060 .1514,20 1M5 1514, 20 1 175 15.14,20 1170 1515, 60 600 20227,50 0 9920, 00 0 00 , 00 0 00, 00 0 0
79, SO
16 46F8 Curva Dist.
Mié 20:58 30-06-99
16 CICLO 46 min.DIST. un :> @C CICLOCsec)0, 00 O O0, 00 0 0
13, 10 6£!0 4534,20 840 1454,20 SSO 1454,20 9SO 1454,20 930 1454,20 106O 1454,20 1129 1454,20 1129 1454, 20 1 120 1455, 60 600 193
27, 50 0 9510 , 00 0 00 , 00 0 00, 00 0 079, 80
16 46FS Curva Disb.

^ECUATORIANA C.22074 CURVAS DE COCCIÓN Míe 20:58 30-06-99
CURVA DETEC. ALTAZONA N.
12345G7a910111213141516
023
13579
11131 5171921220O
DEBC.
H23FlF3F5A7A9AllA13AIS.A17F19H21H22
LONGITUD
*~F3
PW216Hcidi f i cae .
DIST. Cm0, 004 , 209,204 r 204 , 204 , 204,204 , 204 , 204, 204 , 205 , 204 , 20S, 3017, 100 , 00
79, BO
áé
CICLO.•) ec
ooo45613689S07B79
( 9511 0491135.1 1 341 1 3 1 •-59057451200
46 min. CURVA DETEC. BAJACICLOCsec
C)14531B1451451451451451451451451791452175910
:í ZONA1234567B9101 11213141516
N.00246S10121416IB200000
DEBC.
F2F4F6ASA10A12A14AJ6AISH20
LONGITUD
Se lee. Curvas F7 Curva Tiempo
CICLO 46 (n i nDIST. CnO <3C CICLOCsec0 , 000, 0013, 104,204,204,204, 204 , 204,204,204,205, GO27 , 500 , 0 00, 000, 0079, SO
FB
00
623B3i894920959
1 0591134113511316390000
Curva Dist
00
4531451451451451451 4 51451451939510O0
16 46.

7
*EC
Ufl
TO
RIf
lNfl
C. 2
20
74
C1
D
=1
I l
1 I
1 1
I
I |
1 I
t
1 I
1
1 1
1
|
I I
1 l
I I
1 1
T |
1 I
t
r ?- E ^-
„.-;£
""''
= __
_—-:-
-"•"
~__
__—
— ~~~
_..
--•'
— _•"
" _-~
""•—
/ ••**
""
fc-
/br
>•
¡
//
-^~
/'
*'"
= //
=
.£>"
- -'f
1- ,/x
7t:
..-
/E
/"
/
1- //
E
-' /
^
,-' /
IT/
-
-
-
^
-S
/
v
i ~*
v
, V
v
v
£E"l
( 1
! f
! I
I 1
1 1
1
f !
I !
) i
1 í
1 I
1 1
' 1
I 1
!
í i
1
8
18
2
3
' 3
8I A
! n
i.i n
S¿¿3*
gpw
i-*
">
-J
^ i
i
i i
1 6
' ,
t
C2
a C
3n
C4
a fi
* ,(!
>
Mié
2
1
87
30
-06
-99
°C
13
89
i i
i i i i
I i
i i
i i
i i
i i
j í
i ¡
i í i
i i
i i
¡ i
i i
i i
i i
i i i
i i i
i i
i i
i _
11
11
=
.
v k
—
_^
\J
^
'\
frt'
1
\
\'/.
f -
ii
=
\! ^
«-I
\ [>
¡V
X
>
=—
— —
x^-
t~*
"~"~
~~--_
^ í
12
80
11
80
1030 98
8
S8
0
78
0
¿no
O U
U
\"""
"~"-x
>|
58
0""
X
*X
='"v
. —
X,
\
_=\
V
. k =
X\ "
••: \=
'"'•-
. N
. =
'•- \
43
8
38
0
28
0
^
^
^
^
~
^ |
18
8~
v
i ^
V
~
v
v
( "x
^ 3
1 >
1 F
i l
1 !!
1 i
I I
' 1
I i
I I
I | i
i I
i i
1 I
i I
i f
| I
1 I
1 I
l I
I i
<!
>''
-
8
48
58
63
7G
88
m .
^^^-K
sa^aí^
^^^^sas^^a&
BK
s^
^^T
"^"-^
. —
1
6
46
J ModiFicacion
ti Distancia-Tiempo
F 9
P a .q i n a P r e c e d .
F1 8 Menú
P r i n c i p ,

• di
7 V
7
WW
:HH
%® n n
£ i
LJ U
V
08
' 1
^sei
-es
¿8
3*
3U
T W /
Ws
ou
TJ
d n
usw
B
U
'in
b-g
y • o
aia
s tl-¿
J
UO
TOP
OT-
J tp
o[,
|| i
' '
' *
' '
' ^
T
T
• ,
—
r
1 1
1
1
1
1
1
i
i
.
"k
>
* '
) e
wje
iy
so
2M
d™
8£
: ^
BB
:£
Be
:^
00
"9
B£
:¿
8B
:6
B£
:8l
80
T—
..,.
-. _ .
_
_ —
_ — _
.„-"
' —
~
™
~~- —
"
.-
wn
•» :
^£^
'i-ra
«a
ió
£i
'(rn
^ uH
'd
's
e3s
69
aais
anw
od
ion
r 21
(*

I- *E
CUfi
TORI
flHa C.g£074
ITREN!)
REGULRBOR
M .
3 F3
TIEMPO
MUESTRE
60 seg
S.P. • 680-sn
U.D.
094
Mis
D . M .
17 3Q-8Ó-99
UM
°C ' 1368
130B
100*
18:30
9 :OQ
7:30
6:80
4:38
3:80
1 :3Q
8 0.0*.
HH:MM
16
46+l
Modificación
F7~t4 Selec. Re
.qul
.F1 O Menú
P r i n c i p.

••I
xi I ftc ID-
TJ
03 P
N)
ífl t— *
ÍD a
Ul n a» M o
UTL
U/U
J t
Co
m.
Es
ca
le
§ 3 x 3
W O
Í1J
-*i
H
-sa m
ÍÜ
ID rt-
r c
TJ
TJ o
ea e
"ñ
X 3
• X
~n 3
JTJ
i—
Offs
et
Inf
Ba
nd
a
Inf
¿
Cíl
éfl
X 3
• x
~n 3
¡TI
H.
H H. ro 3 TJ 0 W ro n
Tie
mp
o
De
r
Ul
10 n
to (U a TI n T
J co -X Rl
i-- >
—OJ
£u
2 n
QJ
M.
X
D i
22
) m
/min
) m
/min
c en
cu ro
i— c
t
D T
JID ü
rt-
>-•
ro 3
n
rt-
i- t
-
tú u
j 1 m
/min
3 m
/min
03 TJ o - LÜ
UIU
Í/U
J
t
o •
H a
'"
Ü) u
f~,
l^l
~ T
JU C
c m
•2. t
n H 2?
a
x m
. -i en
m Ul rr fll n. ij "H en D u i Al
3 X O •—i 7 ~ n
m m rt-
Oi a o 70 íü n ID rt-
ÍU G Z
2
J>.
>— •
QJJ^ '
(D M ra -
z.rt-
fB
•b 'D &i íf H-
< Q ^ -~ en'-' O
tr- o 3 x 3
Q Z
>"í
*— '
[U
(Ua
•• 2
T
I
ÍD
0iD
Si
lpj
>-•
ti- t^
-*-•
!-••
< <
0 O
„ „
" ~"
en u
\ oo o
3 3
x x
5
5
ÜJ
T Ü) £T_
• TJ,
n ai !-•• er
^->
< !J _
»"
t.1 Q o = x 3
12 C ÍD !íl rt-
-í 15 o tP o Ui ID n
r 0 3 '0 H« rt- c CL
H ~í ÍD ^ GD ji. o n 3
>-< 3 u r; i— •
W 0 Ul i •c c ID >— (T •u í— 0"-
a (-•• Oí g ÍD rt-
-í Ti
TT1
0 Q-
¡~"
t_i
" 41.
fO - o = 3
L J
EU T ~í ro T Qj
I- Ti rt-r 5 d o -—i ÍO Ul íD M
TI
n iíl 1— n • TJ n CT r- Di a. o h-- 10 X " m
¡T¡
ü?
í~ i O o ni en ^T i-1- M OT
Ü?
í W

*ECUATORIANA C.22074
N. DESCRIPCIÓNi FI
s. P.SetVal -Ala.Ala.
D i n -PoíntDetec.M i n.Max.
PARÁMETROS REGULADORES1 OOX
ESTADOREMOTO
GOO <scGOO (üC569 SCi oo eci oo @c
Mié 20 55 3O-06-99ÍOOX.
Posic. Actuador 99 "/FE
Com- EscalaFin Escala
PW2
O @C1300 @C
Muesfcreo 10 «secGr ad - Pos i t i vo 4, O (§CAla. Positivo 50 @CGrad. Negativo 4,0 @CAla. Negativo 50 <§CN- Receta 1GEstado Receta ON
F7-áé Sel. Reg. * Mod. 'Par. F8 Mod. Estado FG On-Rein/Of f-Loc16 4&
Copia Par.

1 ¿.
^ECUATORIANA C.22074N. COMIEN
ALARMAS PRESENTESADQUIS ÓRGANO
M i é 21 19 30-OG-99TIPO ALARMA
PW216
F7-F8 Camb io Faq ina áé Selec- Alarma Adquisición1G 4G
FIO Menú Princip.
*ECUATORIANAN.838485B687aa8990913233949596379 a99100
C. 2207 4COM I EN14:14:14:14:14:15:15:15:15:15:15:16:.17:17:18:13:21 :21 :
27494954570007OB10133836373909100311
30-063 O- 0630-0630-0630-0630-0630-063 O -0630-0630-0630-0630-0630-0630-0630-0630-0630-0630-06
ALARMAS REGRESADOSADQUIS REGRE.00:00 :OO:00:n n «00 :00 :00 :00 :00 :00 :00 :00:00:00 :00:00:00 :
0000OO00no000000000 000000 0000 0000000
14:14:14:14:14:15:15:15:15:15:15:16:17:17:18:18:21 :21 :
274950565B01091315183937394109100312
ÓRGANOTR. 7FotocélulaFotocel ul aF3F5A 7FlF3F5A7ANILLOA7F5A7ANILLOANILLOANILLORodil los
PW21G
F7-FB Cambio Pagina
Mié 21 19 30-06-99TIPO ALARMAAla. Valor MassimoAl arma FofcocelulaAlarma F'o b o e e L u 1 aAla.Ala.Ala.Ala.Ala.Ala.Ala.
ValorValorValorValorValorVal orValor
Mas simoMas simoMass i moMassimoMassimoMassimoMassimo
ALARMA QUEMADORESAla. Valor MassimoAla. Valor MassimoAla. Valor MassimoALARMA QUEMADORESALARMA QUEMADORESALARMA QUEMADORESAl arma de Ose 111ac ion
16 46FIO Menú Princip.

* ECUATORIANA C. 22Ü7.4 DATOS DE PRODUCCIÓN MÍE? 21 20 30--OÍ¿-9':í
N. DESCRIP.1 GASÓLEO2 METER3 KG4 KCAL/KG
NMC: @C -mbarMQ : cm X cm MORAR.Utl COEF. ACT.
OMQI 31,0x31,0 119KSI 19,000 2261
O
J O R N A L E R OTURNO i
O1114
211660
TURNQ20
100019000
0
TURNOS0
112721413
0
ACT -0
2 11440166
0
PREC -0
316760173
0
PW216
Cambio Pagina16 46
F7-FB Produc. Turnos* Mod. Coeficientes FIO Menú Princip.
^ECUATORIANA C.22074 DATOS DE PRODUCCIÓN
N. DESCRIP.1 GASÓLEO2 METER3 KG4 KCAL/KG
NMCMQUM
ec -mbarc m x c mLCOEF.
MQI 31,0x31,0KGI ,13,000
MORAR,ACT -
O119
226 1O
JORNALEROACT. PREC.
O2116
Mié 21 21 30-06-99
SEMANELACT. PREC.
O OS663 1B157
MENSUALACT. PREC.
O O743S2 73418
60173 16-1597 3449(33 1412B7S 1394942o o o o o
PW216
Cambio Pagina16 46
F7-F8 Produc. Turnos* Mod. Coefici entes FIO Menú Pr incip.

^ECUATORIANA C.22074 DATOS DE PRODUCCIÓNNMC: @C -mbarMQ : cm x cm HORAR.
Mié 21:22 30-06-99
N. DESCRIP.1 GASÓLEO2 METER3 KG4 KCAL/KG
Uh CÜEF.
MQI 31,0x31,0KGI 19,000
M E N S U A LACT.
0119
22610
TURNO 10
2577450B706
0
TURN020
2533048 1270
0
TURNOS0
22 2 58422902
0
ACT. PREC.o o
74363 734181.412897 1394942
0 O
PW216
áé Cambio Paqina16 46
F7-F8 Produc. Turnos^ Mod. Coef iclentes FIO Menú Pr inci p.
^ECUATORIANA C.22074 DATOS DE PRODUCCIÓN Mié 21 22 30-06-99
N. DESCRIP.1 GASÓLEO2 METER
• 3 KG4 KCAL/KG
NMC: («C -mbarMQ : cm x cmUM COEF.
MQI 31,0x31,0KGI 19,000
HORAR .ACT.
0130
24700
TURNO 10
3319G306 1
C>
S ETURN02
03006SB634
0
M A N A LTURNOS
0226042940
0
ACT .0
S&&6164654
0
PREC.0
181573<I4983
0
PW216
Cambio Pagina1 £ 46
F7-FB Produc. Turnos.;. Mod. Coeficientes FIO Menú Princip.

-«-ECUATORIANA C. 22074 PRODUCCIÓN POR RECETAS - Míe 21 23 30--Üb--99
CONSUMON.16161614131 51515221521211619161O
RECETABALOBALOBALOBALOBALDBALOBALDBALDBALDBALDBALDBALDBALD
31X31 MO31X31 MO31X31 MO25X25 MU25X25 MO25X25 MO25X25 MO25X25 MO25X25 MQ25X25 MOMOQ 31X3MOQ 31X331X31 MO
EN80BE 32 MQQBALDBALD
31X31 MO15X20 MO
PECHA8:4414: Q14:2414:34B: 11B : 2212: 08: 2510:3711:229: 239:268: 216: 5B: 07: 9
con.14-8-7-1-
2B-'"JC _-¿,0
25-20-19-1 •"?—3Q-29-21-20—19-19-
6-996-996-996-995-995-995-995-995-995-994-994-994-994-994-994-93
FECHA21:23B : 4414: B14:241 4 : 348: 118: 22
1 2 : 0B:2510:371 1 : 229:239:26B: 216: 58: 0
PIN30-14-
—7-1-28-26-25-20-19-12-30-29-21-20-19-
6-996-996-996-996-995-995-995-995-995-995-994-994-994-994-994-99
Nmc000000000000000o
PKÜDUC'CIÜNMq45058153B99B4
11544909772203035107563336
i '1 629290353264
1 0 i 0219134371
1
Ql i 10.85&129231BG1847145511554851720o'.?«JOO
234056&S62019193G38300
:/Iíg0i".)00C)00o000ü0o00
PW216
F7 Reset Produce ion F'D Pagina Preced.1& 4&
FIO Menú Princip.

-«•ECUATORIANA C.22O74 MARCHA Mié 21 32 3Q-O6-99
CARACTERÍSTICAS HORNODESC. *ECUATORIANA C. 22074COMBUSTIBLE NAFTA
TIPO DE PUESTA EN MARCHA
Tipo PUESTA en MARCHA MANUALD.HOYO 20 D.ESTA.RECETA de OSCILLACIONAlarme TR. PARADO CseciOscillac. si TR. PARADOCorrección HOYD ' 1,ING.ÜSC. 0 SAI. OSC.Espera Rec . Ose i 1 . Csec )Me 1 Mq '2 Kq 3 KcVentilador RÁPIDON. Termop. on/off
200010
OFF000004
, Espera ACTIVACIÓN0 Espera ACTIVACIÓN
req. TEMP. y PREreg. VELOCIDAD
90 sec150 sec
Ventilador FINALN. Termop. on/off
PW21G
Medíficae ion F9 Pagina Preced.16 46
FIO Menú Princip.

oCL
CD
TU
-n CN ro•H-nainH-o
H-MrrQJ
nH-OíI
v_-.CU
CU'£)H-
Oí
"a
oa.
CD
-o
S- io -*H- CNU
•UCN
CD
roCD
toCD
CD
CN
H-
i¡ mi i i i i i i ni n i i j i i 111111 iii nrnrjnmirjTTiTTrirfr rmrrmTpTrrripTirrir[imirnr|
X.
'X
miinl[i in[jii[n_mj]]]_[[[in ni Jn ni nf ji lini'l Jlinnn Ji 111 lutijín ni i J |in in 11 ii| M;I i j ¡i(i|i i| j n[ ¡uiü.
rnoc:
-io
:D
tn
-Pw
C~J__l,
ao
a
coG
o
a
ID
fu
-*. ro co j^ en CN -o co -o CD -<• r\C D C D C D C D C D C D C D C D C D C D C D C D
CD
H-(ü
CDCO
co
ICD
I
ND

ANEXO B.
MANUAL DEL REGULADOR DE TEMPERATURA.


1 - GENERALITA'
I regolatori della serie X appartengono alia nuova gonerazione di regolatorí bnsali sull'impicgodel microprocessore. Pur essendo moho compattl, sonó parUcolarmente poientí sia per presta-zioni di rcgolazlone che per capacho di configurazIotiG, L'intertaccia con l'operalore é sempltcee funzíonale. Sonó ídonei per macchine o processi indusiriali in cu!, ollre ad un alto grado diprecísione e alfidabtlítá síano richleste sempticitá d'uso e flessibílita ncl configurare le caratteri-süche del regolalorí par adatlarli alie esigenze del processo da controllare.
1.1 CarattoristichG principal!— Clnsso di pracislono: 0,25%.- PradlipoiUlona numérica del Sal point e del parnmclri üi reyolazione.— Indlcazionn: vísunlizznzione contemporánea dolía vorltibfle regó la In, doll'erroro o doll'uscltn;
e su comando, del Sel point e dei paramelrí di regolazíone.— Ingrcsso: per termocoppie J, K, R, S; per icrmoresistenza Pll00, in córtente o in tensione.
Tipo di caratteristíca e scola configurabilí o mezzo tastíora e ponticellí interni.- Reflolazlono prlnclpaln ad azione On-Of f , P, PD, Pl oppure PID con neutralizzazione dell'a-
zione intégrale (Approach) e azione predHtivo ( Peed-Forward).— Uscita principela discontinua a reía o In lenslone con lempo del ciclo regolabile oppurc con-
tinua in corrente o in lensione e a 3 posizioni per ¡I comando di servomotor! ElcUrici.— Intdrvento ausilmrio ad azione On-Ofí con uscíta a relé. Set point Indipendcntc, Asservito o
Asscrvito Simmelrico e modo d'intervenlo di Massíma o di Mínima configurabili da tastiera.— Protezioni: memorizzazione a lempo illimilato dai parametri d¡ regolazione e della configu-
razione; cambiamenti d! Sel point e di paramelri, protetti contro manovre indesíderaic;possibil'ilá di físsare i limiti inferiore e superiore del Set point.
— Stnzjone Auto/Man incorpórala nd azione bumpless.- Opzioni: Sel point Lócale/Remolo; Sel point Programmíibllu In funzionodel lempo (sólita
permanenza edtscesa/ .— Estrnibititfl frontale.- Dlmonslonf 48x9G DIN 13700, profondHá 152.
1.2 Modelli disponibili o confígurazionü
Alcune caralteristichc dí funzionamento del rcgolatoro sonó configurabili. Lo slrumento vienegiá fornilo "configúralo" come richioslo in laso di oidinazione. E' tuuavia consenlilo di ricon-figurarlo per mezzo della tast íora f ronta le segucndo le piocedurc descrítte al capilolo 1,6.II modello e la configurazione sonó identíEicabili dalle sigle riporlate sulla taighclta laterale esoltó lo sportello fronlale.
Importante: per i modelli con comunicaziono seríale, consultare il relativo supplemento delpresente manuale d'íslruziono.
1.2.1 Sigla del modello: X
Tipo di uscíta:Relé. 5A/250VacLógica, 0-24 VdcCorrente, 4...20mAdcTensione, 0... 10 VdcServomotor! a tre posmoniSet Remoto: (1 )non previsto0...10VdcComunicaziona Serióle: (1)MultipuntoPunto-puntoSel Programmobíle: (1)non previstoprevisto
D-DD-D/D1 T
RUAV~M
'_o]wj
MS
[—0p
. 1 Tipo íF3K252*
'RZ~~P9PÍO
MA5
VIOUN
___
2
Fe- CeNiCr-PUO'*Pt139iptioaPI10CCorreCorreTensicTensicUníveAlime24 V,110V220 V
Tipo di ingresso e scala:0...600"C
0...1200°C-Pt 0...1600°C-Pt 0... 160Q"C
-200...GOO°C-99,9...99,9°C
O ... 20mA lineare4 ... 20mA lineareO ... ÍOV lineara
12)(2)(2)
lOOmV lineare (2)
50/GOHz, 50/GOHz
Esempio: regolalore modello XR-WO-2/A5. A 2 punlí U'intervento, usctla punto principale arelé, stazione Auto/Man incorpórala, Set point Lócale/Remolo, alímenlazione a220Vac, inyresso in correnle 4...20mAdc esca la (vedi configurazione).
Note: 1) Le opzioní W, P, S e M, sonó ¡n alternativa; Puna esclude l'allra.2) Per ingressi in corrente e in tensione sonó disponibili allri valori a richíesla.3) Sui modelli con ingresso universale UN, sí puó sclczionare una scala tra le seyuenlí
Fj, Ki, Si, R j , P9, P í o , Aj e V-j sposlando alcuni ponlicelli ínlerni.3

1.2.2 Configuraz-ione (vedi capítulo 4.G)1) 1 modclli con ¡ngrcsso universaln IUN) implicano In scelia della contiguiazione circuttala
odalto al tipo d¡ ingresso etfett ívarnente uUIizzalo. Se la sigla dalla contigurazione non e spe-cificaia, il reyolatore viene tornílo con la conligurazione standard:C-0-0 pergli ingressi a Icnuocoppía o termoresisteiizaC-0 -O -0,0-100,0 per gil ingressi ¡n córreme o in tensionc
2) Per l'uscita príncipale, la configurazíone stabilísce ¡I tipo di azíone {Diretta o Inversa) E losiato di Sicurezza in cui si porta 10% oppure 100%) in caso di anomalía sulla linca del cir-cuito d'ingresso. E' possíbile configurare siatí di sicurezza compres! tra 0% e 100%.
3) Por quanto riguarda 1'Íntervento ausiliario, la contigurazione siabiliscc ¡I tipo di Sct point(Asservito, Indipendente o Asservílo Simmetrico rispello al Sel point principale Wi ) e ilmodo d'intervenlo (di Massima equivale a relé eccHolo sollo la soglia o di Mínima equivalea relé eccitato sopra la soylia).Noí modulli con comunicnziono snriala M o S, 1'Íntervanto ausiliario non é disponibile.In queslo caso si deve indicare, nclla sigla della conligurazione, al posto del códice del punióausiliario, íl códice rclalivo alia vclocité di trasmissione.
A] Per i reyolalori con ingresso ¡n corrente o ín tensione, la contigurazione slabilisce Í valoridi inizio e di fondo scala corrispondenli ríspaltivamente ai valori interiore e supertore del-l'ingresso. 11 limite ínleríote della scala é -999, 99,9 o 9,99 mentre quello superiore é 9999,999,9 o 99,99. La dilterenza Ira i valori di inizio e fondo scala non púa essere superiore a4000 passí na interiore a 100 passj.
5) Sigla dolía
Aziono doU'uiciía princlpnln: (2)Inversa, slalo di sicurezza 0%Diretto, stato di sicurezza 0%Inversa, stato di sicurezza 100%Dirclta, stato di sicurezza 100%
Sal ad Intervonlo del punto ausiliario (3)Asservilo, di MínimaAsservito, di MassimaIndipendente, di MínimaIndlpendenie, di MassimaAsservito Simmelrico, di MínimaAsservito Simmetrico, di Massima
Valora di ínízío scala (4)
Valoro di fondo scala (4)
s - P - n - a
D-D-
Esempio di configurazíone: C-0-2-0000-1500. Uscita del punto príncípale con azionc inversae stato di sicurezza a 0% nel caso di anomalía dell'ingresso. Intervento del punto ausiliario conSet point Indipendenie e con reló eccítalo ni superamenlo della soglia. Scala (Sel point W[ eindicazione X i ) da 0000 a 1500 unita ingegnerlstiche.
Strumento semíestratto
1 Tirante di lissaggío a quadro
2 Visualízzalori e spíe di segna-lazione
3 Tasii Aumcma - Diminuísceper variare ü Set point e i para-meiri di regolgzione
4 Tasii Parametri e Sclezione dalmodo di lunzionarnenlo pro-letli da manovre índesiderate
5 Sporlello di proiezíone con lar-ghelta d'idenliticazíone e codí-ci mnemonici deí paramelri diregolazione

2 - INSTALLAZIONE E COLLEGAMENTl
2.1 Dimensión! d'ingombro e íorntura pannello .Lo strumento ó previsto per il montogijio o quadro. II Ironlnlo 6 a icnuln di polvero e di siirtu-zo, la temperatura srnbíenLe ammissihiíe é compresa Ira 0° e 50°C. Al fine di assícurarc un cor-relto funzío ñámenlo del regolalore é buona norma:— Evitare la polvere, I gas corrosiv! e t'umtditá.— Evitare la vicinanza di sorgentí di calore.— AUenersi alie prescrlzioni consigliale per i collcgamentí Bletlrici.
Dimensioni d'ingombro
1...9152
9G
Foratura pannello
Por H riiontoggiodi 1 solo slrumento
Pur il montaggio din. strunicnti aí/inn-cali in un únicoblocco.
A = (96 x n) - A
B =148 x n) - 4
Montaggio
II recjolatorc va inscrito null'appo-sito loro dalla parte íronlale e fis-salo con 2 tiranli, alloaüialt nelleapposítB scanalalurs.
2.2 Collegamenti elettrici
Vista della morsettiera posteriore
1 Tirante dt (íssagglo
2 Morsetto per collegamento a v¡le ocon altacclii faslon 6,35
3 Cavallotto 3° lilo: da toglierc per e(-leliuare il collegamento a 3 fili dellatermoresistenza PUDO
A Piastra di prolezione trasparente canschema di collegamento
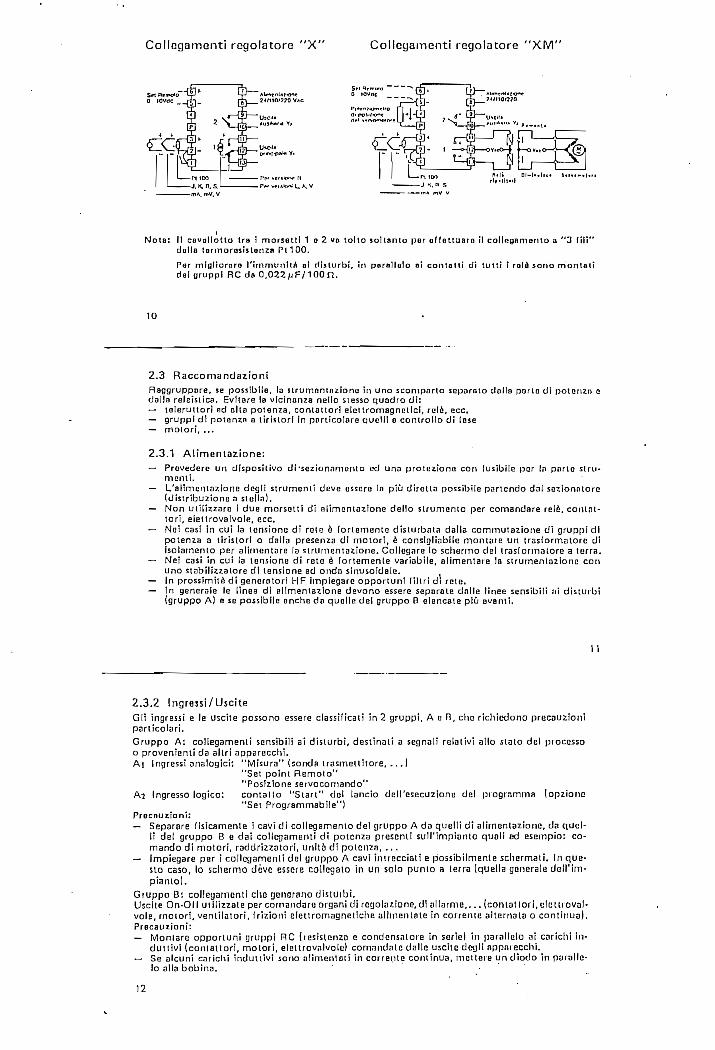
Collegamenti rogolatore "X" Coliecjamenti regolatore "XM"
Nota: II cavnllotlo tra i marsatlt 1 o 2 vn tollo solíanlo per o f fe l tuaro ti collegamonio a "3 fui"della tarmorosistenza PlIOO.
P«r miglíornro l'immunitn al dislurbí, ¡n pnrnllolo ai contatti dí lutit I rolé sonó m'onlatide! gruppí RC do 0,022 fiF/1 00 n.
10
2.3 RaccomandaziontRaggruppare, se possibile, la strumonlazlone In uno scomporlo separólo dolía parlo di potenza odalla releislica. Evitare la vicinonza nello slesso quadro di:— teleruuori ad olla potenza, contattori eloUromagnclici, relé, ecc.— gruppi di potenza a tiristorí ¡n parlicolore quellí a conlrollo di tase— motor!, ...
2.3.1 AlimerUazione:— Prevedere un dispositivo di'sezionamento cd unn proiezione con lusibile per la parle siru-
menti.— L'alimcniazione degli strumenü deve essere la píü dírelia possibile pariendo dal sazionatorc
Idisiríbuzione a slella).— Non utilízzare I due morsetti di alimentazione dello sirumenlo per comandare relé, contat-
tori, eleltrovalvole, ecc.— Nei casi in cu¡ la tensíone di relé é (ortemente distúrbala dalla commutazione di gruppi di
polenza a tirístori o dalla presenza di motorí, é consigliabile montare un trasformatore diisolamenio per alimentare la strumentazione. Collegare lo scherrno del Irasformalore a ierra.
— Neí casi in cuí la tensione di rete é [enemente variabile, alimentare la strumenlazione conuno stabilízzatore di tensione ad onda sinusoidale.
— In prossímita di genarotori HF ¡mpiegare opporlunl futr í di relé.— ln genérale le linee di allmeniazione devono essere sepárale dalle linee sensibili ai disturbi
(gruppo A) e se possibile anche da quelle del gruppo B elencale piú avanii.
U
2.3.2 Ingrassi/UsciteGli ingressi e le uscite possono essere classiiicati in 2 gruppi, A e B, che ríchícdono precauzioníparlicolari.Gruppo A: collegamenti scnsíbílí aí dísiurbi, destinat! a segnalí relalivi alio stato del proccssoo provenienti da allri apparecchi.Ai Ingressi analogici: "Misura" (sonda irasmeltitore, ...)
"Sel poini Remoto""Posizíone servocomando"
Ai Ingresso lógico: contallo "Start" del láñelo dell'esecuzione del programma (opzionc"Set Programmabíle")
Precau/Joni:— Separare físicamenle i caví di collegamento del gruppo A da quellí dí alimenlazionc, da qucl-
li del gruppo B e daí collegamenti di polenza presenil sull'impianto quali ad esempío: co-mando di motor!, raddrízzatori, unitá di polenza, ...
— Impiegare per i collegamenli del gruppo A caví intrecciali e possíbilmenle schermati. In que-slo caso, lo scherrno déve essere collegato in un solo punió a Ierra (quella generala dell'im-pianto).
Gtuppo B: collegamenti che generarlo distuibí.Uscite On-Oll ulilizzale per comandare organí di rcgolazione, di aliarme,.., (conlatlori.elüUroval-volé, rnolori, ventilalori, (rizioni elettromagnetíche aliméntate m corrente altérnala o continua).Precauzioni:— Montare opportuni gruppi RC (resistcnzn e condensnlore in serie) in parallelo ai carichi in-
duttivi (contaltori, motori, eletlrovnlvole) comándale dalle uscitc dcyli appnrecchi.— Se alcuni carichi índuuivi sonó alimenialí in corrente continua, metiere un diodo in paralle-
lo alia bobina. ' •
12

3. DATI TECNICI
3.1. Ingrcsso
Per tormocoppia J, K, R e S— Calibrazfone secondo DIN 437 10— Compensazíone del gíunlo Ireddo incor-
pórala— Resístenza di línea 150n max— Tolleranza misura:
± 0,25% ± 1°C a 25°C Icrnpcrotura am-biente
— Deriva misura:^ 3¿jV/°C variazione lemperalura am-bienle^5/jV/lOn variazione resisienza dí lineanon apprezzabile per variazione ±10%tensione d¡ alimenlazione
— Sicurezza: in caso di Ínterruzione dellalínea, l'usciía princípale si porta nellosta-to di sicurezza prescello in fase di conli-gurazíone.
Por tormoresislanza PUOO.TZ a 0°C— Caübrazione secondo DIN 43760— Collegamento: a 2 o 3 lili— Resistenza di línea: 20fl max per il col-
tegumento a 3 lili— Tolleranza misura:
± 0,2% a 25°C temperatura ambiente— Derivo misura:
< 0,1°C/10DC vorlazlono tcmporoturnambiente^ 0,5°C/10n resistenza línea per colle-gamenlo a 3 lilinon apprezzabile per variazionídi ±10%lensione di alimenlazione
— Sicurezza: ín caso di inlerruzione o dicorto-circuito della linea, l'usciía princi-póle s¡ porta nello slato di sicurezza pre-scelto in fase di confígurazíone
13
In córranlo continua— Resistenza d'ingresso: ion— Tollcranzd misura:
±0,2% a 25°C temperatura ambiente— Deriva misura:
< 0,1% /20°C voriazione temperaturaambientenon apprezzabile por variazíone dí ± 1 0%lensione di allmentazione
— Sicurezza: Ín caso d'ínlerruzione della lí-nea, l'uscita principáis si porta nollo sta-to di sícurezza prescello in fase dí confi-gurazlone
In tensiona continua— Resistenza d'ingresso:
25kn perscala V9 (0...10Vdc|1Mn perscala VIO |0...100mVdc)
— Tolleranza misura:±02% a 25°C temperatura ambiente
— Deriva misura:±0,1%/20°C variazione temperatura am-bientenon apprezzabile per variazione di ± 10%lenslone di alimentazione
3.2. Uscita punió principólo
L'usciía príncipale Y| é disponibíle Ín 5 ver-sión! e II suo valore é permancnlemcnte vi-sualízzíito:— Vorsíono n rolé (R)
Un contatio di scambío isolato da 5A/250Vac max
— Versiono Logicn Ín tonsíono ÍL)0-24Vdc±20%; 20mA maxnon isolata, alta a pilotare relé e contat-tori statíci
— Vorsíone in córranlo continun (A)4 ...20mA su 600n max, non isolala.Risaluzione: 0,1%
— Variíono in tensione continua (V)0...10V; 20mA max, non isolata.Risoluzíone: 0,4%
— Versíone per sarvomotori (M)a 3 posízioni, con 2 contatlí ínterblocca-tí da 5A/250Vac max
L3.3 Inlorvenlo ausiliario
L'uscita auslliaria Y2 é a Relé con azíone On-OÍÍ.In fase di contigurazione si puó selezíonare:— ¡1 modo d'intervento: di Mínima o dí Massima,— ¡I tipo di Sel point: Assarvito AW^, Asservito
Stmmatrico ÍAW^I o Indlpondante Wj rispettoal Set point princípale Wi.
— Uscita: 1 conlalto N.A. isolalo da 5A/250Vac— Isteresi d'ínlervento HÍ : 0,1 ...10% amp. scala- Set Asservito AW? : -300...+300 passo— Set Asservito Simmetrico lAWjl: O...Í300
passo— Set Indipendente W? : da inízio a fondo scala— Sicurezza:. ¡n caso di inlerruzione del circuito
d'ingresso, l'uscita assume lo stato corrisponden-le a temperatura niévala troppo alia (solo perIngressi a termocoppla e termoresislenza)
Nota: U campo d'imposlaziono del Set point ausi-linrío non 6 limítalo dal limíti supariore ad infarto-re dai Sot point principáis W j , ma solíanlo dagliestremi dalla scala.
-JQOl-no 4JOOp*iw>
S«!po!ni M!D*od"Ht n,w. o^
-" ©!
ftWi
1t
• ©íí'loH
0-
C"
1 M^L ky^M K*''
HoltlWt - Sít polnl pilntlptlf
.15

3.4 Set point
Pu6 essere applicalo In 3 modi diversí evie-ne accettaio solíanlo entro i limilí (superio-re ed interiore) fissati in [ase d'íinposiazíonedeí parametri.
Sol polnt Lócale— tmpostazione: si incremenln con t¿)"e si
decremenla con B solo dopo aver pre-muto conlemporaneamenlü (r] e (3
— Risoluzíone: 1 passo
Sol point Romoto— Ingresso: O ...10 Vdc su 25 kn— Tolleranza: ±0,1% ampiezza scala— Risoluzione: 0,05% ampiezza scala— Comando: commutazíone Set Lócale/
Remolo incorpórala— Segnalazione: ¡I funzlonamcnto Sel Re-
mólo é indícalo dalla spia REM acccsa
Sel Progrmnmato— Comando: commutazionc Sel Lócale/
Programmaio incorpórala.— Sagnalazíone: il funzionamenlo Sel Pro-
grommato é ¡ndicaio dalla spia P.SP. ac-cesa.
— Rampa di salila: 1 ...9999 sccondi/passo.— Sel poínt permanenza: ímposlazione en-
iro i limili consenilli e duraln da 1...9999 minuil, divenla illimilala Imposlan-do zara.
— Rampa dí discesa: 1 ...9999 secondi/passo.
3.5. Stazione Auto/Man— Comando: commulazione Automático/
Manuale Incorpórala.— Scgnalazíone: II funzíonamenio Manuale
é indícalo dalla spia Man accesa.— Usciía manuale; I'uscíla YI púa essere
varíala ira O e 100% monovrando í lastíHe H.
16
— Azione Bumpless: nel passaggío da Auioa Man, Tuscíta Y| conserva il valore dol-ió s ta to Auto antecédeme, Nel passagyioda Man a Auto il Set point Wj ¡mumc ilvalore X misuralo nello s t a t o Man anle-cedenle.
3.6 Comunicazione ser ía le— Ingresso e Uscíta: inierlaccia passíva e
optoisolala "20 mA Currenl loop"— Velocílá di trasmissionc: 150, GOO o
4800 bil/s (configurabíle)— Collegamemo versione standard M: Mul-
tlpunlo tull-duplex.— Collegamento versione speciale S: Punto-
pumo halt o full-duplex.— N° max di regolatori indirizzabili: 64
3.7 Caratterisiiche general!
- Allmontnzlone: nO/220V±10%,50/60 Hz, 4 VA max selezionabile a niez-zo poniicelli interni; su richiesin 24 Vac.
— Gruppo isolamenio: C secondo VDE0110
— Gruppo climático: KVF secondo DIN40040
— Temperatura ambiente: 0...50°C max.— Pro tez Jone secondo DIN 40050:
(tonlale: IP52custodia: IP20morsettiera: IP10materinle autoestinguentc: 94 V1
— Peso: 0,6 kg círca— Dimensión!: 48 x9G DIN 43700, protón-
dita 152 mm.
17

4, ISTRU2IONI OPERATIVE
4.1 Funiione dei tasü e de! vísualizza-tori
1 - Indicntoro d! orroro XwE' cosliluito da 2 led rossi e 3 v/erdi porIndicare l'entiiá e la polaritá dell'ertore.
Led V acceso da solo: Xw < ± 0,5%amp. scalaLed V e R accesí Insieme: Xw 0, 5. ..2%a.s.
Led R acceso da solo: Xw 2... 5% arnp.scalaLed R e V i accesí ¡lisíeme: Xw 5. ..10%a.s.Led V j acceso da solo: Xw>10%amp,scala.
- Vísualizznlorij principóle a 4 cifre verdi.E' dedícalo in permancnza allagrandez-za misurala X espressa in unitá ingegne-risliche. Premendo il tasto H o [I] com-pare Ü Sel princípale Wl . Premendo IItasto 00 , vengono visualizzati in suc-
cessiono i "valor!" do! porometri di re-golozíone.Se la misurtí X supera ¡I limite superíomdcllo scnlo compnre: flfififíSe lo mlsurn X scende solio íl limito In-teriore delta scola compare: 6098 '
3 - Visualizzatora ausllíarlo a 2 cllre verdi.E' dedícalo in permanenza oll'uscítaYi , espressa in percentuale do O...99%.Premendo il tasto (3, por o f fc t tunre Inverifica o l'lnipostaztone dei paromelridi regolazione, vengono visuolizzati insuccessione i rolatlvi "codici mncmo-nici".
4 -Spia •• 1; gcccsa Índico che l'uscitoYi e "On". Per ¡ regolalorí con uscilacontinua in mA o in voll é disobilitala.
A a - Spia Á. -i-: sí occendc quanclo Íl contal-to "Aumenta" si chiude (per reyolalo-ri XM).
4b -Spín T -: si occende quando ÍI contal-lo "Díminuisce" si chiude (per regola-lori XM).
5 -Spia •• 2: accesa indica che Íl contal-lo ausiliarto Ya é chíuso "On".
18
6 -Spín MAN: acceso indica che II regola-lore é in Slato "Manuale",
7 -Spis P.SP: accesa índica che II Sel poinlprincipáis Wi é progrommoto c genéra-lo internamenle.
8 -Spin REM: accesa indico che ¡I Selpoinl príncipale W| é "Remolo".
9 -Taito [3 Aumenta: Incrementa il Selpoint Wi o U valore del parámetro indi-cato nel visualizzatore principóle 2.
10 -Tasto ® Diminuísce: decremenla il Setpoinl Wi o il valore del parámetro indí-calo nel visualizzalore principóle 2.
11 -Tasto (B Paramotri: consente di indi-care In sequenza,_ su! vtsualizzatori prin-cipoli 2 (volori) 'c ausiliario 3 (códice)1 paramelrl di regolazione oppure laconMgurazione dello sirumento a scopodi verifica o modifica.
12 -Tasto D selaziona del modo di funzio-namento, consente di sceglierc:Funzíonamento Automático o MonualeSet point Wi Lócale o RemotoSet poinl W| Lócale o Programmalo
13 -Targhetta di ídentificaziona del model-lo e dei codici ninemonici dei parame-tri di regolazione.
-Vilo por l'oslrázione frontalo del rego-lalore.
JMAHl ?u¡T|H!.".n»j"—[nEM] • »-i—« t—**i
19

4.2 introduziono e modifica de! valori impostatiL'introduzione o la modifica dei volori numerici (Set point, paramelri di regolazione^, ecc.) sie f fe t tuano medíante i lasti Aumenta H e Díminuisce [r]: le variazioni awengono nci vari casiín 2 modi: a passi unitarí o a passl vía vin cresccnti. In questo socondo caso tenendo somprc pro-mulo un tasio, inlzia a variare la cifra meno significativa (la piü a destral: alia transizionc 9-0(o 0-9) la vorlozlone passa alia cifra di peso 10 voltn magglore od II ritmo rállenla. Rllasclando IItasto, la sequcnza si inlorrompe, por riprandcrc dalla ci fra meno significativa se sí preme nuovo-mcnte l'uno o I'altro dei due lasii. La procedura consígliata é la seguente:— Premere il tasto (3 o H a seconda che il valore visualizzato debba essere decremenlalo o_Ín-
crementato. Tenerlo premuto finché si ragglunge il valore desideralo sulla cifra piü significa-tiva da cambiare,
— Interrompere l'azione sul taslo e riprenderla, se necessario, per modificare le altre cifre, unadopo l'altra da sinistra a deslra.
— Esempío: modificare íl valore.1109 a 13681 premere il taslo H finché II valore diviene 13002 premere il tasto [I] finché II valore diviene 13603 premere il tasto .[!) finché II valore diviene 1368
4.3 VisualizzozJone ed ímpostazione del Set poínl Wi— Visualízzazione: premere il tasto EJ o O . Nel visuolizzatore príncipale compare Íl valore, Ín
quello ausiliario compare la scrilta "S.P.".— ímpostazione o modifica: premere contemporáneamente i lasti |rj o H . Agiré suí tasti 0
o [Z) fino a raggiungere il nuovo valore desiderato. Quesl'ullímo díviene e f íe t t ívo 5 secondidopo ¡1 definitivo rilascio dei tasti. II visuaiizzatore principóle torna quindí ad indicare il va-lore "Misura X" e quello ausiliario il valore della "Uscíta Y] ".
20
4.4 Vísuolízzazione od imposlazíonG dei paramelri di regolazíoneL'accesso a¡ paramctri di regolazlono, a scopo di verif ico o di modifica, si oltienc premendo iltasto E sitúalo sotto lo sportello. Nel visualizzalore superiore compare ti "valore" del paráme-tro, inentre in quello inferiere compare II "códice mnemonico". Da questo momento ['opéralo-re dispone di 5 secondi per Inizlare (mediante I tasti 0 o fZJ) 1'inlroduziono del valore deside-rato.Per passare da un paramelro all'altro si deve agiré sul taslo [3; l'azfono puó essere continua oIntermitiente: In ogni caso ¡ parametri si succedono uno dopo l'altro alia velocitá massima diuno al secondo. Non premendo nessun tas to II paramelro rímanc visualizzato (e modificabile) perBs círca; pol il valo're visualizzato diviene e f f e t t i vo e si esce dalla scquenza di impostazione deiparamelri. I visuafízzatori ritornano ad indicare la "Misura X" e la "Uscita YI ".
Note:
1 - I valor! impostati vengono acceitati solíanlo se entro i límlli consentíti, Se si fuoríesce dalcampo consentito, viene preso e accettalo ¡I valore limite.
2 - La sequenza con la quale si succedono i paramelri di regolazione dipende dal modello e dal-la presenza o meno dell'opzlone "Set Programmalo". La sequenza del paramelri con i reía-tivi codici mnemonici e campí d'impostazíone é riporiaia nelle tabelle scguentí:
21

4.4.1 Tabella dei parametri, dei codici mnemonici e dei campi d'impostazioneper regolatori con uscita discontinua (XR, XL)
Parámetro
Banda ProporcionóleTompo IntegróleTempo DerivativoAwlcinamonio InlerioicAwiclnnmcnla SuporloroPeed ForwardTempo del ciclohieres! d'inlervento 1
Sel polnt d'lniervenlo 2
litcresi d'ínlorvonto 2Limite iiiperiore di WiLimite inícrioin di WiSet poinl peimancnia W]Pendenzo mitin W|
Tempo di pcimancnzn W|
PcrxJenífi dhccsn Wi
Codlco
P.b.
t.l.
l.d.
a.l.
a.h.F.F.l.c.
M.l.
S.2.,
H.2,
S.h.
S.I.P.S.
P.u.
P.t.
P.d.
Cimpo iClmpoilditonn
0,5, ..999,9 (0 = OI(]
0.1. ..100,0 (OssOII)0.01. ..10,00 (0 = 0(0*0,01. ..7,000,01. ..2,001...500 10=s Olí)
1...2000,1. .,10,0-300. ..t 300 peí AWi
±300 pci IAW3 11U lutln In icnln pai Wj0.1. ..10,0S.I. ... ÍOJKÍO icnln¡nielo icnln...S.li.S.I, ...S.h.1...Q999
I...9990 tO^llllmtinla)1...9999
Unlli
% icnloinlnuilminutl
vollc P.b.vollc P.b.% Yl/jcnln
tccondi% iCnla
°C. ...c, > .
°c, ...% icnla°C, ..,
°C, ...°c, ...iccondi/pnsioinlnuti
sccomli/pnsso
Note
Painmetii cho non1O[*Q pteienll qunndoP.b.= 0
por otloncic unntcmpllco nzloncOn-Oll.
Solo so P.b. = 0
Pninmotil preseniliolo sut icgolaloit
con Sel Ptogrnminnto
* Valoii d! l.d. !> 0,8 vollc I.i. non sonó ímpoitnbHl.
22

4.4.2 Tabello dei parametri, dei coclicl mnemonicí o dei campí d'impostazione. per regolatori con uscita continua (XA, XV)
Parámetro
Bnndn Proporcionólo
Tcmpo Integrólo
Tcmpo Dctlvntlyo
Awlcfntimenlü tnlorloio
Awicinnmcnto Supeiloirj
Peed Forword
Sol polni d'tmorvonlo 2
litetcil d'ínlervcnlo 2
Limito lupcriore di VV j
Umile inlerioie di W|
Sul poini pcrmnncn/a W|
Pcndonzo itillln W j
Tcmpo pHimnncmn Wi
Pendcnín dhcesa Wi
Cocí le n
P.b. .1. 1.l.d.
B.I.
o.h.F.F.S.2.
H.2,s.h.s.i.P.S.
P.u.p.l.P.d.
C«mpo d'lrnpo»lBílono
0,5. ..999,9
0,1... 100,0 (OasOMI
0.01. ..10,00 10 = OII]*
0,01. ..2,00
o.oi. ..2,ro1...500 (O^OII)
-300... (300 pnr AW3
±300 per 1AW3 1
iu lutln In icnln por W]
0,1... 10,0
S,I. ..'. fondo «silo
íniílo ícnln ...S.h,
S.!....S.h.
1...9999
Í ...9099 ÍO-lllimUnlo)
1...9999
Unll*
% scnlo
iTiinUtí
miniili
vollo P.b.
volia P.b. .
% Yi icnln
°C. ...
°C. ...°C, ., .
% jcolo
°C. ...°C. ...°C
íccoi>d!/pnjso
rninuii
iccondi/pniio
NDIB
PnronicUi piuscnll
tolo mi rcyointori
con Sel ptoginnininto
* Valofl di t.d. > 0,8 volio i,í. non sonó impoMnblli.
23

4.4.3 Tabella dei parametri, dei codici mnemonici e dei campi d'imposinzioneper regolatori con uscita per servomotor! (XM)Parámetro
Banda Ptoporzlonale
Tempo Intégrale
Tempo Derivativo
Gradíno di corroiione mln.
Avviclnamento Inferiora
Avvicinamento Supertore
Sel poínt d'lntervento 2
IsteresI d'intervcnto 2
Limite superíote di W|
Limite inferióte di Wi
Set poinl peimnnenza Wi
Pcndenzn selita W|
Tempo permoncnza W|
Pendcrua díscesn W|Fino corsa inferióte
Fine corsa lupcrioro
Durólo corsa uillo
Códice
P.b.t.I.
l.d.
dYa.I.
a.h.
S.2;
H.2.
S.h.
S.l.P.S.
P.u,
P.t.
P.d.
vi.vh.t.v.
Campo d'lmpoitnttono
•0,5. ..999,9
0,1. ..100,0
0,01... 10,00 (0 = O f O *
0,1 ...10
0,01 ...2,00
0,01 ...2.00
-300. .. + 300 por AW3
±300 per t AWi 1
su lulta la scalo per W?
0,1 ...10,0
S.l. ... fondo scala
inizio scata ...S.h.
S.l. ...S.h.
1...9999
1...9999 (0=illlmilalo)
1...9999
15.. .000
Uili*
% scaln
mlnutl
minuti
% coi'in att. —
vollc P.b.
vohc P.b.
DC, ...
°C, ...
°C, ...
% scala
°C, ...
°C, ...
C, ...secondi/posso
mínuti
sccondi/pnsio
iccondi
Noto
Z.o.a
-2-oC\C\^ i'*L\ í-
C. $
0, i
c-Pammclri presentí
solo su¡ rcyolniorl
con Set Prograrnmoto
Cfllibiaílone ed
Impostnzlonc
nulomattcn ( 1)
* Volor! di l.d. > 0,8 volle t.I. non »ono irnpoiiablM.
24
Notn 1 : Alio scopo di evitar o vnrinzionl involontoriij, quosto gruppo dt painnictiíé preceduto dolía comparsa dello scrltla C.a.I. (Colibraziono), nel visunlizzoiore su-pcríore. Per accederé nlla colíbrazionc occorrc premere contemporanonmente Í lo-sli S e H.A questo punto, promendo il tasto LS , il rcgolntoro comniidn II servomotorc finoal ragglungtmento de! suo fine corsa Inleríore yl., Premendo nuovamenle ¡I tas toE il regolatorc e f f o t l u a \a colibrazionc di yl. o comanda il sorvomotoro fino al rag-gíungimento del suo fine corsa superíore yh., Premcndo Immediatamcnle il insto[F] il regolatore e f f e t t u a la calíbrazione d¡ yh, e conteggia la durata della corsa ut¡-le t.y. In^ogní caso quesl'uUimo parámetro puó essere impóstalo manualmente.Per moggiore comodiiá yl., yh. e t.y. rlmangono accessibili a lempo illímílalo.
r.h.f 1¡I
-J--J
I4.4.4 Parámetro I.S. (Inpul shi f t )Questo parámetro, che compare alia fine della scquenza dei Patametri, rísulta accessibile solo soil ponticello di prolezione n. 13, posio sulla sebéela XR, G eslrotto. Consenle di "Iraslare" tut tnla scola alio scopo di "allmcare" la misura "X" eí tc t tua la dal rtxjolatore con In misura el lct luntada uno slrumenlo di rilerimcnto nel punió piü significativo del processo. Pcrmetie dunqua dieliminare la díf ferenza, tra la misura-regolaiore e la misura-campione, dovuia alia combinazio-ne delle lolleranze in gioco Iposízlonamenio e tolleranza della sonda linea, regolatore} agendosulla calibrazione. I.S. va percíó modilicnto con molla cautela, solo sa índispensabílc.All'apparire del códice I.S. nel visualizzatore interiore compare, ín quello superioic, un Índicoconvenzjonale che ó "O" se non 6 mal sloio modifícalo (se si vuole nzzerarlo, per nlornate aliacalibra/Jone origínale, premere contemporáneamente i tasli [r] e [I]). Per modificarla, agirá su!tasti S o ® ; premendo nuavamente questi tasii si presenta, al posto dell'indictj, il valore m¡-suralo X. Per farlo coincidere con il valore X di rilerimenlo. agiré su¡ tasli (rj o [Á] .Premendo ¡I t a s t o [F] compare il nuovo índice convenzionale Ido onnotarel. Premcndo ancora iltasto [£] 5! esce dalla procedura di Imposlazlone dei Paramelri.

4.5 Selezione dol modo di funzionamontoII rcgolalore puó funzionare ín Automático o in Manualo (impostoziona dtrotlo dell'usclta). II(unzionnmento ¡n Automático presuppone un valore di Sal point che In alcuni modellf puó es-sere selezionolo (in alternativa a quedo impóstalo) coma Sal poinl Remólo (opzíonnW) o coinnSel point Programmato (opzione P),La scelta del modo di íunzionamenlo viene effettuata mediante l'apposito tasto Q (12) shuntosoUo lo sportello frontale. Agendo npctutamentc su questo tasto, compaiono successivamenloe cíclicamente delle scrit te sul visualízzalore prlncipaln supcriore e sí accendono lo spic luminosaMAN, REM e P,SP corrlspondenti al modo di funzionamento selezlonato. Questo si at tua pre-mendo íl tasto Q3 . In caso contrario, dopo 5 secondi le scrilte scompaiono ed íl modo di fun-zionamenlo non viene altéralo.
4.5.1 Regolalorí standard con sola Slazíonc Auto-Man. Modcllo: X [°]-D/DStato e scelta del
modo dí funzio ñámenlo
Sla íunzíonando in AUTOPassaggio da AUTO a MAN
Sla lunzionando ín MANPassaggio da MAN ad AUTO
Azíona
nessunapremcre ¡I tasto (MANentro 5 secondipremere il tasto QDse trascorsi 5 secondinessunapremere il lasto IMÁN]entro 5 secondipremere ¡I tasto 0se trascorsi 5 secondl
Visualizzaloreprincipale
misura í'X"scrílta SEL.misura "X"
misura "X"misura "X"scritta SEL.
misura "X"
misura "X1'
Spia MAN
spentaacccsa
accesa
spentaaccesaaccesa
spenta
accesa
Funzíoiwimento
Ín AutomalicoÍn Automáticoin Manuale
in Automáticoin Manualein Manuale
in Automático
in Manuale
26
Note: 1) Nello transízione do AUTO a MAN, l'uscila Yi conserva ¡I valore omecedcnte (azioneBumpless). Per variarla, premere i tas ti [r] e ®.
2) Nella transizione da MAN nd AUTO, II Sel point W j assume il valore della misura "X"iazíone Bumpless),
4.5.2 Regolatori conStazíone Auto-Man e Set Remoto. Modello: X D-fiSl [oJ-D/DI 3 modi di [unzionamento selezionnbilí sonó:— In Automático con Sot polnt Lócalo (A.L.) Impóstalo con i tast! H e IH .— In Manualo (Man)— In Automático con Set point Remoto (A.R.)Premendo ripetutamente il taslo J;,';¡ , si presentano cíclicamente i funzionamanli (A.L.)-—«-(Man)—»-(A(R.)-^tA.L.)—^-(Man)—^ecc. e si accendono rispetlivamenle le spie MAN e REM,menlre nel visualizzatore principale superlore compare la scritta SEL.Per oitenere il modo di (unzionamenlo desiderato:— premere Íl lasto ",'-; osservando le spie relalíve MAN e REM— confermare il modo di lunzionamenlo scello premendo i! taslo 0..entro 5 secondi. Diversa-
mente ¡I modo di funzionamento preesistente rimarte ed Íl visualizzatore principóle ritornaad indicare la misura "X".-'
Ñola: le iransizioní AUTO -MAN-AUTO avvengono con azione Bumpless.
4.5.3 Regolatori con Slazione Auto-Man e Set Programmabile.Modello: X O-[§)t3-D/Q
I 3 modi di funzionamcnlo selezionabilí sonó:— In AutomaliCo con Sel poinl Lócale (A.L.) Impóstalo con i tasli 0 e [I].— In Manuale (Man) •— In Automático con Sel point Programmalo (A.P.).
27

L'esccuzione del progromma puó essere nvvlata ín tre modi:— Con uri contntto che melle Ín cortocircuito i morsetti 5 c 6; partenza del progrtimniü dal-
l'ínizio.— Da tastiera, portóme dol progrnmma düU'intiio (compare sul visuolizzatore principalc supo-
rlore lo serillo Strt.l— Da tastiern, dal punto ín cul ara stntn interrottn (comparo sul vlsualízzatore In serillo Cont,),
E' possibile arrestare t'esecuzlone del programma passando in íunzionamonto Manuole o Au-tomático con Sel point Impóstalo e riprendcre successivamenle I'esecuzlone tjia programma-ta dal punto Ín cut era s ta ta interrotta.
Premendo rlpetutamente II tasto ["«], si presenlano cíclicamente I modi di (unzíonamenlo so-condo questa sequenza: (A.L.)—"-(Maní——(A.P. dall'inizio)—*-(A.P. continua)—*~(A.L.)—»-ecc.Per ottenere ¡I modo di funzionamenlo desíderalo:— premere ¡I laslo | ], osservando le spie MAN e P.SP e la scrltle che compaíono sul visualiz-
zalore principale,— coníermare íl modo di [unzionamento scclto premcndo U tasto 0 entro 5 secondí. Diversa-
mente ¡I modo dí funzíonamenlo preeslstenle rímane ed II vlsualizzatore principale ritornaod indicare la misura "X".
Soquonza dei modi di funzíonninento pramondo rípotutomonts ¡1 tasto [r"]:
Funzíonamento
AutomáticoManualeAulomalicoAutomáticoAutomático
Con Sel point
impóstalo_ „programmato (daU'inízio)proqrammalo [continuozionelimpóstalo
VisuaHízaloroprineipale
SEL.SEL.Strt.Cont.SEL.
SpíaMAN
speniaaccesaspentaspcnlaspenta
SpiaP.SP
spentaspenlaaccesaaccesaspenta
28
Note: 1) Le transizlonl AUTO-MAN-AUTO sonó con azione Bumplcss.2) L'esecuzione Inizía sempre dal valore misuralo "X".3) In caso d'ínterruzíone della tensione di alimentazione durante la [ase di salila o di di-
scesa, al ritorno dclla tensione, il rcgolalorc riparle con la pendenza impóstala (P.u. oP.d.) dal valore mísurato "X". Se l'interruzione awiene durante la permanenzn, il re-golatore riprende imponendo il Sel point programmato (P.S.) e la durata complessivadella permanenza (P.t.l non viene aheiata.
4) Si momorizza il programma desíderalo (P.S., P.u., P.d., P.l.,) alio slcsso modo concui si ímpostano i parametri di regolazione.
Set Programmato
Note:
1 Salíla: ¿vT/AW: da 1 ...9999 s/passo.Inizia dal valore misuralo "X" al momento delláñelo,
2 Permonenza: W| ímpostabile entro i MmUi su-periorn ed inleriore.Duróla Tjft/i : 1 ...9999 minuti (oppurc illimilo-ta impostando zero).
3 Discesa: AT/AW: da 1 ...9999 s/passo.Termina sul limite interiore di W i (S.I.).
29

4.6. Configuraxione del regolatore
II regolaiore viene fornHo giá configurólo come richíesto In fose d'ordinozione (veclí png. 31.La neccssitá di configurara il rcgolatore si presenln solo nei casi in cui questo é con ingresso ditipo unívefsale (UN) o in caso In cui s¡a necessario modlficarB la cíonfigurazione ¡nlziale.
La coníigurazíonG si e f fe t tua da toallero a riguarda:— La caralterislica d'ingresso (Termocoppia, TBrmoratlstBnzH, Linonrn). E' ponlbilp confian-
raro II tipo d'lngrosso solo por I modelll con Ingresso unlversole (UN), prima paró occarrepersonalízzare la scheda XR posizionandone alcuni ponücelli come indícalo al punió 4.6.3pag. 35.
— II tipo di Azfone (Direlta o Inversa) c lo stato di sicurezza in cui s¡ porto Tuscíta Y| ín casodi anomalío del circuito d'ingresso.
— II tipo di Sel point (Asservito, IndípcndentG o Asservilo Símmetrico) e ¡I Modo d'Intervcnlo(di Mínima o di Massíma) deH'uscíta ausiliaria Yi.
— La Scala in unítá ingegneristiche, per i soli modellí con ¡ngrcsso línaare Ín corrente o Ín ten-sione.
30
4.6.1 Proceclura di configurazione
1 Estrarre il ponlicello 13 siluato sul bordo Inferiere dolía scheda XR, che impedísce l'accossoalia configurazíone (per evitare manomissíoni).
2 Con strumento aliméntalo, premere il tasto 0 finché, al termine dell'ultirno parámetro díregolazione I.S., compare sul visUBlizzalors principóle suponore lo scrllla Conf.. A questopunió rilascíare immcdíatamenie il tasto [S B premare contemporáneamente i tostí E e (I).
3 Premere II tasto^E). Comparirá nel vísuoüzzatore ousiliario ínferiore la scrilta In. e Ín quelloprinclpale superiore un códice numérico co/npreso ira O ... 1 1 che identifico la caratterísticad'ingresso.
T«b«||!i d«gíl Indlcl Humarle! ch« ld«nllHc«no U c*i«tl.rlulc» d'\ngr***oIndica
0
1
233
6
7§
01011
Ingenuo
Teftnocoppla J (Fe-Con)
Tcrmocoppin K (ÑiCr-Nl)Tefrtiocoppla R (Pt 13% Rh-Pl)
TBrmocopptd S (Pt 10% Rh'-Pt)
Tetmore Iilenzn' PÍ~ÍOO '
~3TTT50 1A (llnen e)
4 ... 20 lA (Unen e)
4 ...20 nA (linón e0... 10 V (linea e)
0 ...Ib V- (linea e)
0... 10 V (llnno el
Sc.l*
0... BOO°C0... t2ÓO*C
0...1GOO°C0... 1600°C
-200... 600°Ci.h.
r.l..,.r.h.r.h.i.h.
. ....r.h.i.h.
nltoluilona
I°C16C1°CI°C
1°C1 unllí
0^1 unllA0.01 un! (i
1 unilA.0,] untlá
0,01 Unltd
Neí modelli con íngresso unlversole UN, selBzionore la caralteristíca desiderata agendo sui tasliE e B.
31
Premere II lasto E . Comparirá nel visuolizzatore ausiliarío interiore lo scrilln 0.1 e in quellosupenore un índice numérico compreso tra O... 15 che determina I'azione della rogolíizioiiGdel punto príncipale (Inversa o Díretta) e il valore di Sicurezza assunto dall'uscita del punióprincipale Yi (nel caso di emergenza per un'anomalia nel circuito d'íngresso).La scelta si e l fe t tua agendo suí lasli H e ® .
Tabella degla il valore di
í indícl numericí cha identificano l'azíone dalla regolazione del punió principáisSícurazzB assunta da YI
índice
01234567
* 8. 9
101112131415 .
Azíona
InversaDirettaInversaDireltaInversaDirettaInversaDirettaInversa
. DirettaInversaDirettaInversaDireltaInversaDirelta
Sicurezza(Y i in %)
00
111126264141575772728787
100100
Ñola: l'uscita si porto in slato di Sicurezzotn caso di:
— Valorí mísuralí leggerniBnte fuori dallascala (per tutti gli ingressí)
— Interruzione dalla termocoppía
— Interruzlono o cortocircuito dolía termo-resístenza
— Interruziono e cortocircuito del sugnalopar ¡ngrosso 4... 20mA (A5)
32

5 Premere ¡I insto [FJ. Comparirñ nel vísualizzatore aiisüinrio mlcriorc la scrit ta 0.2. a ín qtiol-lo superlare un Índice numérico compreso tro 0...5 che stabillsce il tipo di Sel point G il Mo-do d'lniervento del punió ausíliario 2.
Noí modolli con co-muMÍcnziona so ría I oM o S si deve tntro-durro al posto del có-dice dol punto nusi-liarío quollo relativonlln velocíta di trn-smissionn (vedi sup*píamente del presen-te manualc).
índice
0
1
2
3
1
5
Tipo di Sot point
Asservito
Asservtto
IndipendenieIndipcndenlBAsscrvito SirnniBlrícoAsservito Simmctrico
Modo d'lntervonto
dí Minimn (altivo al to)di Massima (allivo basso)di Mínima (atuvo alto)di Massima (altivo bosso)
di Mínima (altivo alio)d¡ Mossima (altivo bosso)
6 Premere íl tas to O. Compariró ncl visualizzatorc principóle superíore la sentía CAL.. C¡6significa che le operazioní di conlígurazione sano termínate. Prcniando ancora il tasto 0 ilregolatore presentera íl primo Parámetro di regolazione (P.b.). Tutli i Parametrí d¡ regolazío-ne dovranno essere verlf icoti con cura Gd evenluolmente reimpostali dopo ogní intervento diriconlígurazioiíG.
Nel caso in cu i sía s ta to solazionata un ingrcsso Mnoare (In, = da G n 11), si presentera, pri-ma d¡ uscíre dalla confígurazionc, il parámetro r.l. e premendo nuovamenle Íl insto [r], [| pa-rameiro r.h. che siabíliscono rispettivamenlG i valori di inizio c fondo scala del retjolalore.Essí vanno impostati entro i limili conscnlilí (vedi pag. 34) promondo [ tastí [?} o &J.
33
4.6.2 Riopilogo della sequenza di confígurazione
Tasti dapremere
0
S 0 fflassieme
mmtstaE-D3
E
Scritta del vísualizzntore
principóle
Conf.
índiceíndiceíndiceValore inizio scalaValore fondo scalaCal.
Valore banda Prop.
austliario
I.S.
In.
0,1
0,2
r.l.
r.h.
P.b.
Operazions
Ultimo parámetro regol.Fine parametri regolaz.
Inizío confígurazione
Input
Outpui 1
Output 2Range lowRange highFine conligurazíoneInizio verílica deíparnmeiri di regolozíonc
Campo
. d'imposlaziono
0...11
0...15
0...5
-999 a 9999r.l. +100 a 9999
34
4.6.3 Configurazíone dei regolatori con ¡ngrcsso universale UN a mezzo ponlicellí1 ponticelli sonó siluoti lungo il bordo inleriore della scheda XR (scheda verticalu dGstrn guar-dando lo slrumento donialmenie) e sonó numeral! da 1 a 12. II segno X indica la presenza deiponticelli a forma dí spinolto.
Tipo di ingrasso e scala
Termocoppía J Fe-Cost 0... 600°CTermocoppia K NiCr-N¡ 0...1200°CTerrnocoppia R P t 1 3 % R h - P t 0...1600°CTermocoppia S PHO%Rh-Pl 0 ... 1600°CTcrmoresistenza PllOO -S9,9... 99,9°CTermoresistenza PHOO -200... GOO°CCórreme 0 ... 20 mA LineareCorrente A ...20 mA LineareTcnsione 0 ... 10 V LínoareTcnsione 0 . . . 100 mV Lineare
1•
—
2
•
—
3
•
4
•
—
5
•
—
6
•
7
*•*•
a
••
9
•
•
10
*
11
••
12
•
4.6.4 Modifica della tcnsione di alimentazioneI regolatori a límenla ti a 110Vgc o a 220 Vac possono essere tras formal!, l'uno nell'allro, uliliz-zando 3 cavallolü di coriocircuilo situad sulla scheda XAC o XAD (schedn vertícale sínistraguardando lo strumenlo (ronlalmenle, in prossímtlá del trasformatore di alimentazíone TRP).
110 B—H Alimenlazione220 13 Q a 110Vac110 0 H
110 ID 13220 m—al íos m
Alimentazionea 220 Vac
35

4.7 Calibrazione
II regolaiore viene fornilo gia perfellamente calibrólo. Se lutlavla, per qualsiasí ragione, si ron-desse necessario ricalibrarlo, attenersí a quonto segué:
Al termine delle operazioni di conligurazione nel vísualizzalore superiore compare la scrilla Cnl.— Premere simultáneamente i lasti 0 B H succcssívamenlG ¡1 tasto 0, nel visualizzatore Iníe-
ríore comparirá la scritla c.l. (calibrazione low).— Applicore all'lngresso un valore (di tcnsione, di córreme, üi f.e.m. o di ros.istenza ín retazione
al lipo d'ingresso) corrispondenle a quello di inizio scata, l'indicazione nel visualizzatore su-pertore sí arresterá dopo qualche secondo.
— Confarmare premondo contemporáneamente I tas t i Ir] H B, il visualizzatora suporíora indi-cherá "O", diversamente si dovronno premere ancoro Í tasti S e ffl ,
— Premere il tasto [r] par passare olla calíbrazione del fondo scalo C.h. (calíbraziono high).— Applicore all'ingresso un valore corríspondente al fondo scala; la calibrazlone si effet luerá
nello stesso modo di quella dell'inlzio scala.
Nei regolalori con Set Remoto (opzíone W), prometido di seguho ¡I lasto [B si accederá alia ca-Jibracione daM'inizio scala c.l. e del fondo scala c.h, del set Remoto, al quale si dovrá applicarerispeltivamenle la tensione O e la tensione 10Vdc. La calibrazione si ef fe l tuerá nel modo prece-dente.Nota; Nei regolatori universal! e con ¡ngrcsso a termocoppifl, prometido ancora il losto fJ3 sí
(aranno comparire nei visuolízzatori la scritla co. ed un Índice numérico compreso iraO... 15, che non dovrá mai essere cambíalo. Alia fine premendo il tasio [7] , si uscirá dal-la calibrazione.
36
5. OTTIMIZZAZIONE DEI PARAMETRI DI REGOLAZIONE
Le clossiche 3 ozioni P, I, D, sonó oggíustabili in modo continuo entro un ampio campo.Possono essere escluse per ottenere un algoritmo di regolazione píü semplíce di lipo P, PD o Pl,che meglío si adattí alie carotleristiche del processo da regolare. Ncí regalntori con uscita di-scontinua, é consentito anche ¿'impostare una sompüce regolazione On-Oll con isteresi regola-bile.I parametri cha piú speciflentamente ríguardono la rcgolazione sonó:— la banda proporzionale P.b.—• II lempo dell'azione intégrale t.i.— ¡I lempo dell'azione derivativa i.d.— le dístanze d! awicinamento a.I. e a.h.— II guadagno dell'azione predittiva Peed Forward F.F.
5.1 Metodi di prima approssímatione
Suggeriamo 2 metodi ampiríci (dcrivati da Zieglcr • Nichols) che In base al comporlamenlo delprocesso, nelle condízioni tipiche di lavoro, consentono d¡ attríbulre una prima lerna di valor!P.b,, I.I., t.d., che successivamente potro essere modifícala per migliorare la rapiditá o la prcci-sione della rcgolazione.
37
5.1.1 Io método: Risposta in Automático ad un gradino di Set point
- Assegnare i segueniivalorU a.l. = a.tí. = 0.5; F.F.=0;per J regolatori disconlinulXR e XL. P-°--"' ":=^' = 0. a.|. = a.h. = 0,5; F.F.=0;per i regolatori conimuí XA e xv . r.o. —u,a, . . •"• ; . „ . _n c. F p — o-per i regolatori per servomotor! XM: P.b. = 0,5; l...= t.d.= 0; a.l. - a.h. - 0,b, h.i-. u,
d.v.= 1;d.v-=i;- Assegnare al Set point W! il valore lipico di lavoro ed elfet tuare un avviamenlo i
Registrare ('andamento della grandezza regolata X nel lempo.
in Auloma-
Rilevare T in minuti e A in % dell'ampiezza scala del regolaiore. _ TAdollare la lerna di prima approssimazione: P.b. — A; t.i. - i, u". 5
38
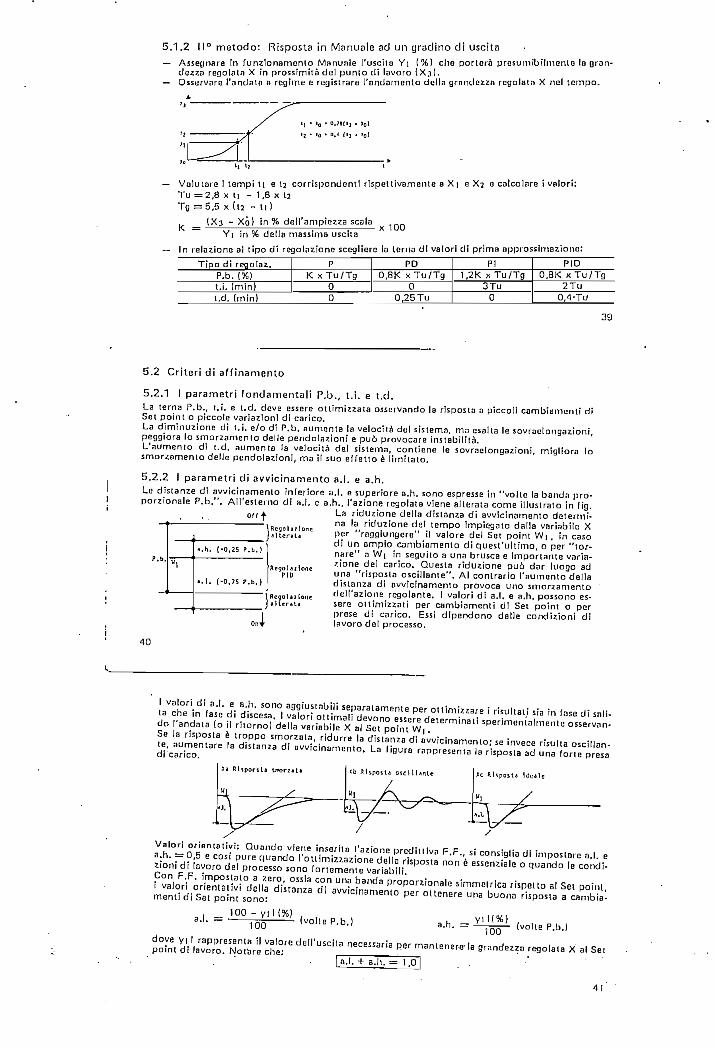
5.1.2 IIo método: Risposta ¡n Manuale ad un gradino di usclta- Assegnare in funzlonamonlo Manuale l'uscila Yi (%) che portera presumibilmente la gron-
dezzo regolata X in prossimitá del punió di lavoro (X^).- Osservars l'andain a rcglme e registrare ['andamento della grandezza regolala X nal tompo.
- Valutarei tempili o tj corrispondontt rlspeUlvamente a Xi e X2 a calculare I valori:
Tu =2,8 x ti - 1,8 x 12Tg =5,5 x (t2 - t i )
_ (X j - Xó) in% dell'ampiezza scala 10Q
YI in % della massirna uscita
- In relazione al tipo di regolazione scegliere lo torna di valori di prima approssímazione
Tipo di regolaz.P.b. (%)t.¡. (min)t.d. (min).
PK x Tu/Tg
00
PD0,8K x Tu/Tg
00,25 Tu
Pl1.2K x Tu/Tg
3 Tu0
PID0,8K x Tu/Tg
2 Tu0,1 -Tu
39
5.2 Criteri di aff inamento
5.2.1 I parametri fondamentali P.b., t.Í. e t.d.La terna P.b., l.í. e t.d. deve essere otl imizzata osservando la risposla a piccolí cambíamcnti díSet point o piccole variazioni di carleo.La dimínuzione di t.i. e/o di P.b. aumenta la velocitá del sistema, ma esalta le sovradlongazioni,peggiora lo smorzamento delle pendolazioni e puó provocare ¡nslabílilá.L'aumento di t.d. aumenta la velocitá del sistema, contiene le sovraelongazíoní, mígliora losmorzamento delle pendolazioni, ma il suo e f fe t l o é limiíato.
5.2.2 I parametri di avvicinamento a.I. e a.h.Le dislanze di avvicínamenlo inleriore a.I. e superiore a.h. sonó espresse in "volte la banda pro-porzionale P.b.", AU'esterno di a.I. e a.h., l'azione regolata viene altérala come ¡Ilústralo in fig.
níf * La riduzione della distanza dí avvicinamento determi-na la riduzione del lempo impíegato dalla varíabile Xper "raggiungere" il valore del Set point W j , in casodí un ampio cambiamento dí quest'ultimo, o per "tor-nare" a W| in seguho a una brusca e Importante varía-zione del carleo. Questa riduzione puó dar luogo aduna "risposto oscíllante". Al contrario l'aumenlo delladistanza di avvicinamento provoca uno smorzamentodell'azione regolante. I valori di a,I, e a.h. possono es-sere oltímizzalí per cambíamenlí di Set point o perprese di carleo. Essi dipendono dalle condízíoni di
On+ lavoro del processo.
40
P.b.UI
*.h. (-0,25 P.b.)
s.I. (-0.75 P.b.)
Regol ai lone
RegolaílonePID
I Rcgolailoneílleríti
I valori di a.l. e a.h. sonó aggiustabílí separatamente per ottimizzare i risultali sia in fasedisali-ta che in fase di discesa I valori ottlmall devono essere delerminati sperímenialmente osservan-do I andata (o il nlorno) della varíabile X al Set point W j .Se la risposta é troppo smorzata, ridurre la distanza di avvicinamenlo; se invece risulta oscillan-te, aumentare la distanza di ovvjcinamento. La figura rappresenta la risposla ad una forle presadicanco.
Rliponla smoríítj Ib HlsposU oictlUnle ic fllsposte Idéale
Valori orientativi: Quando viene inscrita l'azione preditllva F.F., si consiglia di impostare a I ea.h. =05 e cosí puré quando l'ouimizzazione della risposla non é essenzíale o quando le condi-zioni di lavoro del processo sonó fortemente variabili.Con F.F. impóstalo a zero, ossia con una banda proporzionale simmelrica rispelto al Sel poinli valori onentalivi della distanza di avvicinamento per oltenere una buona risposla a cambia-menti di Set point sonó:
. „ 100 - y i l ( % )a.l. —100 (volte P.b.)
100P.b.,
dove yi I rappresenta il valore dell'uscita necessaria per manlenere la grandezza regolala X al Setpoint di lavoro. Notare che: •. ' .

5.2.3 L'azione prediUiva F.F.(Feod Forward)
Essa (ornisce all'uscita un contributo pro*porzíonale alia dilferenza Ira II valore di SetWi e quello di inízio scala:
W[ - Inizio scala x F.F., . v v | — M I I L I U a\,<i iYFFlin%) = AmpiezzB scola
Quindi per un regolniore con sola azlonaproporzíonale P, se ferrara Xw = W j - X anullo, si avra che YI = Ypp come indícaloin figura.
Caratteristíca 1: FF = 100%Carallerisvica 2: FF = 150%CaraUerislica 3: FF=200%Caratleristíca 4'. FF =300%Caratterist ica 5: FF = 400%CaralteristicB 6: FF = 25%Caraileristica 7; FF = 0% (azlona Esclusa)
42
M . -i i r.- iu t i f-r- insí Y i (%) x Ampiezza scalaNote:1) Si pub colcolare FF(%) = — ~— - r~~-, - ¡ - •W| - Inizio scala
dove Y| é II valore ríchíesto dal processo per mantenersí a X = Wj
Esempío: Se un (orno richiede YI = 60% per manlenere la temperatura regálalaX = 900°C e la regolazione é elíeltuata da uno strumenlo con fondo sca-la d¡ 1200°C
(2) L'BZÍone predittíva Feed Forward risulla elíicace nella maggior parto do¡ processi, cont caratterisiica lineare, che ríchledono ampie variazioni di Set polnt (ad esempio pro-
grammato in funzione del lempo), ma che non sonó soggelti a forli periurbazíoni(prese di carico, ..,). InlatU assegnando un adegualo valore a F.F., é possíbile elimi-nare l'azione I e miglíorare la rísposta dinámica della regolazione. Si raccomanda lui-tavia di non escludere lolalmente l'azione I alio scopo di tener como della non linea-ritá del processo e di eventual! varíazioni delle condizioni di (unzionamenlo. Si con-siglia t.i. = 3, ..10 volle II valore oUimale ricavalo con I melodi precedentemente il-lustrati.
5.2.4 H lempo del ciclo t.c. (regolatori con alione discontinua XR e XL)Per i regolatori con uscita a relé XR, t.c. sará ¡I piú elévalo consentilo dal lempo di risposta delprocesso al fine di ridurre la (requenza d'ínlervento dell'elemento finale di conlrollo e l'usuradel contallo del relé del regolalore. Per processi lermici típici, il valore oricntativo di t.c. é com-preso tra 20 e 40 secondi. Si consiglia di impostare un valore iniziale d¡ t.c. = 10 secondí e diaumenlarlo (o ridurlo) gradatamente fino ad ottenere un bubn compromesso tra la stabililá del-la regolazione (assenza di pendolazioní dovute 3 t.c. troppo lungo) e la (requenza d'inlcrvenlo.
Per Í regolalori con uscita lógica XL per 11 comando di contattori stalici, sí consiglia di imposta-re t.c. tra 2 e 10 secondi.
5.2.5 II gradino mínimo di correzionG dy (regolatori per servomotor! XM)Qunndo il regolntoro XM omnlto un Impulso di comando al scrvomotore (chiusurn di "Aumen-ta" o d! "Diminuisce"), quest'ultimo si sposta almeno di un valore dy % della suo cor,sa utile.Minore é dy, migllore é la risoluzione nel posizíonamento dell'altuatore ma maggiore é la [re-quenza d'intervento.Si tralta di trovare il giusto compromesso tra la siabílilá di regolazione (assenza o ampiezza dipendolazioni acccttabili dovuta a dy troppo elévalo) e la (requenza d'inlervento.

Per processi termici tipici, il valore oricntatlvo di dy é compreso tra 0,5 G 3%. Inlzlare condy = 1% e variarlo se necessario, per gíungere al compromesso cu¡ sopra.
Ñola: Si puó ridurre notevolmente dy senza aumentare cccossivamenle lo frequenzn d'inlerven-lo se il processo accelta una regolaztone con azione derivativa esclusa o ridolta.Meglío ancora se sí lavora con azioni P + FF+ I ímolto limítala).
•15
ÍNDICE GENÉRALE
1 - Genaraliti
1.1 CaraUerísiiche principal!1.2 Modelll
Pag.
12
2 - Initallnzione e collegamontl
2.1 Dimensión! d'tngombro e foratura pannello . . 72.2 Collegamenl! elellríci 92.3_ Raccomandazioni 11
3 - Datl tecnicl . 13
4 - litruzionl operativa4.1 Funzione de¡ tast i e dei visualizzatori T 84.2 Impostazione dei valor! numericl 204.3 Vísualízzazione ed ¡mpostazione del Set point 204.4 Visualízzazione ed impostazione dei parametri di regolazíone 214.5 Selezione del modo di íunzíonamento 264.6 Confígurazione 304.7 Calibrazíone , 36
5 - Oulmtzzaziona da! parametri di ragolazlona5.1 Metodi di prima approsslmazione , 375.2 Críteri di aífinamento 40

ANEXO C.
CARACTERÍSTICAS DÉLOS COMPONENTESELECTRÓNICOS PRINCIPALES.

(f
Foa
ture
s
.
Co
mp
atib
le w
íth a
ll ío
rms
oí
log
ic
• P
ow
er
dra
in a
uit
ab
la f
or
ba
ne
ryo
pe
ralío
n
• In
tern
ally
fre
qu
en
cy c
om
pe
ns
ate
d fo
r
unlry
ga
in
. U
rg*
OC
vo
lta
ga
ga
ín —
100
dB
. W
id*
ba
nd
wid
th lunity
ga
in)
— 1 M
Hi
(¡•m
pe
raiu
re c
om
pe
nia
ted
)
• VY
ida
po
wa
r a
up
ply
ra
ng
s:S
ing
la s
up
ply
3 V
0c l
o 3
3 V
oc
or d
ua
lau
pp
lieí
±1.5
Vo
c to
±15
Vo
c
• V
iry l
ow
ju
pp
fy c
un
on
t dra
ín [
800
jiA]
— e
jsantia
liy I
nd
ep
en
da
n:
of
su
pp
lyvo
ltjg
a 1
1 m
W/o
p a
mp a
l +
5
VD
C)
« Lo
w í
nput
bia
sin
g c
urr
en
! —
45
nA
oc
lltm
pe
ratu
ro c
om
pe
niflto
d)
• Lo
w input
off
sat
volt
ag
a 2 m
Vo
c4n
d o
rí je
t cu
rre
nt
5 n
Ao
c
• In
put
com
mo
n-m
od
a v
olt
ag
a ra
ng
o in
-cf
udes
gro
un
d
• D
iHa
ren
tial i
nput
vofl
ag
a ra
ng
a *q
ual
to i
he
po
we
r su
pp
ly v
olt
ag
a
• La
rga
ou
tpu
t vo
lta
go
aw
ing
— O
VQ
C
to
V-1
.5 V
DC
The
EC
G38
7 co
nsis
ta o
í fo
ur in
dependen!,
híoh
o*n
, in
tem
aliy
fre
quen
cy c
om
oensa
ted
oo«n«xi
al
ampl
ifíer
a w
hic
h w
&re
desi
gned
spec
jfxal
ry t
o o
péra
te f
rom
a s
ingl
a po
wer
supp
ty o
vef
a w
idfl
rang
a o
f vo
itagea.
Opera
-tíc
xi fr
om s
pd't
pow
er jupnj«
a a
bo p
ots
ible
and
th«
!ow
pow
er s
uppf
y cu
rren
t dra
in b
in-
deoa
nden
t of
the
mag
nitu
de o
f th
e p
ow
er
supp
íy v
olta
ge.
App
JIcJ
Don
are
aa Ind
ude
tra
rtsd
ucer
ampT
rfwra
, D
C g
ain
Woc
fc a
nd a
ll th
e co
n-
venc
iona
l op
am
p c
ircuía
whic
h n
ow
can
be
mor
e «
s>'ly
impl
emen
ted in
sin
gle p
ove
r su
p-
. po
r B
xam
ple,
the
EC
G33
7 ca
n
EC
G98
7Q
uad
Op
Am
plif
ier
13
12
II
KJ
1 I
.2B
O"(
7.I1
)u
xx
. 200"¡
3.0
8]
-4
1—.O
O'U
.Ml
TTP.
r r
r .
»r>
-*t i «ni r
«*
l I'
t'
iwl ;'
—
-»t r
»»rm
I
T»
—<
•
-'•I
be d
irect
íy o
peía
ted
off
the s
tandard
pow
er s
uppr
y vo
ltage
whíc
h b
use
<J in
dig
hal
syst
ema
and w
ill a
asiíy
pro
víde
the
r&
quire
din
terf
aca
eíe
ctro
nka
wíthout
requlri
ng
the
ad-
dítí
onal
¿15 V
oc
pow
w s
upplie
s.
¿
ln t
he li
near
mod
a t
he in
put
com
mon-m
ode
.; -
volta
ge r
anga
ínc
iude
s g
round
and
ihe
ouip
ut
Vvo
ltage c
an a
bo s
win
g t
o g
round,
even
ihough
opera
ted fro
m o
nfy
a s
ingle
pow
ersu
ppry
volta
ga.
The
uni
t ga
in c
rosa
fre
queocy
and
input
bías
curr
en!
ara
tem
pera
tura
com
pensa
ted.
Circu
it S
ch
am
atic
Ab
iolu
t» M
áxim
um
Ra
tin
gs
Sup
pry
Voftage. V
* ..
....
.. .......
....
....
. .
32 V
DC w
±1
6V
DC
Drr
fBre
ntía
l Inpul V
otta
ge
...............
...
.............
32
Vrj
cIn
oui V
ohag
e
....................
. .......
-0.3
VDc
to -r 32
VD
CP
ower
Dís
sipa
oon
[N
ote
11
..........
....
...... ,,
____ ,.
570
mW
Outp
ut S
hort
-Circu
it to
GN
O (
No
te 2
) ... .......
. . ____
Cononuous
V*<
lSV
oc
an
dT
A-2
S°C
Ope
rarin
g T
em
pera
tura
Ran
ga ........ ........ . t .
. 0
°C lo
-!-70°C
Sto
rao^T
em
pefa
rure
Ran
go .....
.. ...
.......
. —
K°C
to
4-
150°
CLa
ad T
empe
ra tu
re (
Sold
erin
g,
lOse
c)
.........
.. ---
- ......
3X
°C
No
ta 1
: F
or
opera
ting
at
hig
h t
em
oera
ture
a,
the
EC
G33
7 m
ust
be
dera
ted b
ased
on
a
•4-1
2S°C
máx
imum
¡uncr
ion
tem
oera
tunj
and
ath
efm
al
resí
stance
oí
175°C
/W w
hic
h a
oplie
s fo
r th
e d
evi
caso
lder
ed in
a p
rinte
d d
rcuh
board
, ooera
bng in
a s
rill
aír am
bíe
rit.
No
ta 2
: S
hort
a'rc
utts
fro
m t
he o
utp
ut
to V
* ca
n c
ause
exc
ess
íve
h^a
ring a
nd
eve
ntua
l dest
njc
tion.
The
máxi
mum
outo
ut
current
aappro
xim
ate
íy ¿
O m
A in
dependen!
of
the m
agnitu
de
oí
V ".
At
valú
es o
í su
ppfy
voh
age
ín
exc
esa
oí
-t- 1
5 V
DC
connnuous s
hort-
dro
jits
can
eic
e«d
the
pow
er d
issi
pabon
rarin
gs a
nd
cau
setu
aí d
est
ruct
íon.
EUct
r*c»
J C
h^-*
ct»m
lia
Ve*
!*?.
IV '1
- S
V. T
* -
S~C i
CK
»r»-
ct»r
Uci
c
Inoul
Qtt»
«l V
ort
*9«
Oat
out
Vo
ft*?
« S
-*T
g
Inoo
l C
cxTu
norv
-Moo
*V
cttx
?» f
Ur«
5«
Iroul
Ofh
*t Q
xreo
t
loo
cl B
íft C
ufia
n
OUQ
XJ!
Ciu
rwrt
[S
<xx
t«l
OJC
DUI C
um
m (
S>i|
LKT«
Síg
rW V
tVt»
7« G
**i
Cor
rwTX
xvM
oo»
fl*i*c
txxi
R*t
M
Po-r
*- S
UOC*
Y R
«!*C
WX1
FU D
a
An
xAíw
» 10
- A
írc
*f*r
Sym
txW
V0
Vr>
«
Vo
.
lo 1« lo !o A,
CW
RR
PS
RR
Tn
t C
oo
dtt
io*!
No
» 5
RL-2
<2
No
t» *
. V
-X
V
ti-
-li-
li-
or
V*.
Non
3
V,- -
1 V
. V,~
-0
V.
V-
-I5
V
V,-
-O
V, V
i- -
1 V
.V
-1
5V
Vi*
-0
V.
Vt-
- 1
V,
V0 •
200
mV
RL>
ZlíQ
f V
- - 1
5 V
(Fof
Ui
* V
0 i
ww
iq)
oc DC
J-
] ro
20
VH
i llr
ou
t
Mín - 0 0 - - 20 10 12 88 65 6S _
Tyn
2 - - S «S «a 2D 50 ICO
70 ICO
-123
NU
x
7
v-
-u
V -
- 1
.5
50 233
- - - - - - -
UlM
t
mV V V nA nA
mA
mA
^A dS OB
da da

Inoü
t O
ffset
Vol
taga
Tem
pera
tura
Coe
rfíá
ent
ofIn
put
Offs
et V
olta
ge
Inou
t O
ffset
Cur
ren!
Tsfn
Der
auJr
B C
oaffí
dent
oí
Inpu
t O
ffset
Cur
renl
Inou
t BU
S C
urrs
nt
Suo
oV C
urre
nt
nout
Com
mon
-Mod
e
Voita
-g*
ñang
a
larg
e-S
igna
l Vol
tage
Gaí
n
Oui
put
Vof
tage
Sw
ing
H'*g
rvLs
vd
low
-Lertl
Out
wt
Cur
rent
Sour
ce
Sin
k
Drff
eren
üal I
nput
Vot
uge
V10
aV
,0
Ira u!lO lie 1-
V.C
R A VOH
VOL
lo lo
TA
-O t
o7
0°C
Not
e 5
RS=
0
i- -Ir
i* o
r li~
\=>
°o O
n A
ll A
mos
V=
30
V
RL>
2kQ
. V
~=
15
V[F
or l
arge
VQ
Sw
ing}
Ri 2
JcS
. V *
= 3
0 V
Ri
= 1
0 VQ
RL=
10
k2
V,+
=l
VDC
. V
r=0
.V
- =
15 V
Vr
= l
VDC,
V|-
=0
,V '
= 1
5 V
Not
a 4
- - -- - - - 0 E3 26 2? — 10 5 -
-- 7 - 10 - 0.8 - - _ 23 3 20 8 -
9 ,--
150 - SCO 2
V--
2
- _ - 20 - - v-
mV
^v/°
c
nA
pA
/°C
nA
mA V dB V mV
mA
mA V
Not
a 3:
Dua
to
the
p-rv
p in
put
stag
a th
e di
rect
ion
oí
the
ínou
t cu
rren
! a
out
oí t
he I
C.
No
load
ing
cha
nga
eib
ts o
n th
e in
put
linea
bec
aus*
ihb
cun
ent
is e
ssen
tialry
con
stan
t, in
depe
nden
tof
ir*
sta
te o
f th
e ou
tput
.N
ote
4: T
he i
nout
iígn
al v
olta
ges
and
thc
inpui
com
mon
-mod
e vo
ttage
sho
utd
not
be a
llow
edlo
go
nega
trveÍ
Y b
y m
oro
than
0.3
V.
The
pos
ñrve
Hm
ii oí
th«
com
moo
-mod
e vo
ltage
ran
ga b
V"
- 1.
5 V
, bu
t eh
her
or b
oth
inou
ts c
an g
o 1
0 -«
-32
V w
ithou
t da
mag
e.
Noti
S:
VQ
= 1.
4 VD
C, R
s =
0 Q
wiih
V'
from
5 V
lo
X
V;
and
over
tha
rul
i in
put
com
mon
-m
odí
voJt
age
rang
a (O
V to
V
- 1.
5 V
I.
ícal
Por
form
ancB
Cha
r»ct
eris
tics
Input
Cu
rro
nt
vs T
am
pa
raru
ra
Su
pp
ly C
urr
snt
vs V
olu
ga
1 v
Typ
ica
l P
erf
orm
an
ce C
ha
racta
ristica
Vo
lLíijt G
*¡n
v» V
et
1
Co
mm
on M
od
» R
*t«cxio
n R
*uo
— S
up
ply
Vo
ltjg
a (
Vc
c]
Ap
plica
tío
n H
ínts
Th«
EC
G96
7 op
am
p w
hích
ope
raie
a w
ith o
n-ry
a s
ingl
a p
ower
sup
píy
volta
ge.
KM
tru
c-dí
ffere
ntia
l ín
pots
. an
d r
emai
ra in
th«
line
arm
oda
wfth
an
inpu
t co
mm
otvm
odc
vofta
goof
O V
QC
. Th
a am
pTrfw
r op
wat
ca o
ver
a w
ide
rang
a o
f pc
v*w
sup
píy
voha
ges
with
Ittt
iach
anga
in p
«río
rman
ce c
hara
cter
ístic
s. A
t2S
°C a
moJ
ífíer
ocx
ratío
n a
pos
s/bí
fl do
wn
to
a m
ínim
um lu
ppry
voí
taga
oí
2.3
VDC
.
The
pin
ouü
of
tha p
acta
ge K
ava
been
desí
gned
to
aim
plrfy
PC
boa
rd tayo
ua.
Inve
r-tín
g ín
puts
ara
adf
acan
t to
outp
otj
íor
all o
fth
fl am
plifi
era a
nd th
« outp
uu
hav
« ab
o b
e*n
plac
ed a
t th
a c
orna
rs o
f trw
pac
kage
(pi
ra 1
,7,
8 a
nd 1
4).
Pre
caut
iofís
sho
uíd
b«
take
n lo
insu
re t
hat
(ha
po>v
«f s
upof
y fo
f th
a ín
tegr
aied
drc
uit
neva
r beco
ma
rev
erae
d in
pot
anty
or
that
ihfl
unit
b n
ot in
adve
nenr
fy ins
talle
dba
ckw
anáa
in
a te
st s
ocke
t aa
an
unlim
ited
curr
ent
surg
a th
roug
h t
ha reulti
ng
forw
ard
dkxá
a w
ithín
th*
IC
coü
ld c
ausa
fus
ing
of
the
¡mem
a! c
ondu
ctor
a a
nd r
esui
í in
a d
estro
yed
Larg
e dr
ffere
ntia
l inp
ut v
otla
gca
can
b«
acco
mm
odat
ed a
nd,
as ínp
ut c
üffe
rent
iaí
voíta
ge p
rote
ctio
n o
Ood
es a
re n
ot n
eede
d, n
oU
nja
inp
ut c
urr
cno
res
urt
from
la/
yo d
rfíen
>rv
¿al in
put
vofta
ges.
Thf
l di
fÍBre
ntia
í ín
put
vofta
ge m
a-y
ba la
rgor
tha
n V
* w
írhou
tda
mag
ing
th«
dev
íca.
Pro
tect
ion s
houí
d b
spr
ovíd
ad lo
pre
vent
th«
Ínp
ut v
ohag
ea f
rom
goín
g n
egat
iva m
oro
tha
n —
0.3
VD
C (a
t25
°CJ.
An
Ínpu
t da
rnp
cor
tsáo
ng o
f a
dkxi
e-co
nnec
t&d
NP
N tra
nsis
tor
|C-B
sí>
onj
can b
aus
«d.
To r
educ
e th
a p
owef
sup
ory
curm
nt d
rain
,th
e a
mpT
rfíer
a ha
va a
da«
A o
utp
ut
stsg
« f
orim
all
sign
a! le
véis
wh»
ch c
onvw
ts lo d
ais
Bin
a b
rga s
igna
! m
oda.
Thí
s aK
osva
the
ampl
rfíe
rj to
bot
h s
ourc
a a
/xi sin
lc la
rgc
out-
put
curr
efit
s. T
hem
fofa
bot
h N
Pf¿
and
PN
Pex
tem
aJ c
urre
nt b
oost
tra
nsb
too
can
be
uscd
to a
xtef
xí t
ha p
oww
cap
abiü
ty o
í th
« b
asx:
ampl
rfTef
s. T
he o
utpu
t vo
r&ge
nse
cb t
o r
aba
apor
oxirr
atoí
y 1
díod
e d
rop a
oovu
gro
und
to
bia
í th
e o
n-ch
íp v
ertka
l P
NP
íran
smor
for

por
AC
app
Üca
tions
, w
ñera
ihe !cs
d a
capa
cítiv
ery
coup
ted
to t
he o
utpu
t oí
the
amoÜ
fíer,
a-r
ect
or
shou
ld b
a us
ed,
from
the
oum
ut o
{ th
a am
plK
íef
lo g
roun
d to
inc
raas
ath
a ci
ass
A b
iaa
om
ent
and
ptav
ent
acss
over
dís
toni
on.
Whe
re i
he lo
ad is
dire
ct-
]y c
oupl
ed.k
a ¡n
oc
app
ticat
íona
, ih
era
ís n
oi
cros
sove
r di
sior
tíon.
Cap
aciti
va lo
ada
whi
ph a
ra a
pplíe
d di
rect
rv l
o"tí
ie o
utpu
t oí
the
am
piríí
er r
&ouc
a th
e lo
opst
abilii
y m
argi
n. V
alúe
s of
50
pF c
an b
e ac
-co
mm
odat
ad u
sing
tha
wor
si-c
asa
non-
Ünv
eftin
g un
iry g
aín
conn
ectio
n. L
arga
clo
sed
¡oop
gai
ns o
r re
sist
iva
isol
atio
n sh
ould
be
ua-
ed rf
larg
or lo
ad c
apad
tanc
e m
ust
be d
riven
by t
he a
mpl
ifíer
.
Tha
bías
net
wor
it oí
the
£C
G98
7 es
tabl
íshe
s a
crai
n cu
rren
t w
nich
a in
depe
nden
! oí
the
mag
nitu
de o
f th
a po
war
sup
pry
volta
ge o
ver
tha
rang
a oí
fro
m 3
VQ
C 10
30
VDC-
Out
out
shon
circ
uiti
eith
er t
o gr
ound
or
toth
e po
sitiv
a po
wer
suo
p'ry
sho
uld
be o
f sh
ontim
a du
ratio
n. U
níü
can
be
dest
roye
d, n
ot a
sa
resu
lt of
Iha
sho
rt c
ircui
t cu
rren
t ca
usin
gm
etal
fus
ing,
bul
rat
her
due
to t
he la
rga
ín-
crea
se ¡
n IC
chi
p di
ssic
atio
n w
hich
will
cau
sa
Typ
icsl
Sln
gle-
Sup
ply
Ap
plic
jtío
na
(V
* =
even
tual
fai
lurs
dúo
to
exce
ssrv
e ju
nctio
oie
mpe
tatu
res.
Pur
ting
dire
ct s
hon-c
ircuia
on
mor
e th
an o
ne a
mpl
ifier
at
a tim
e w
ill in
-cr
easa
the
tot
a! !
C p
cwer
dís
sipa
tíon
to
dest
njct
ive l
eveb
, tf
not
prop
eríy
pro
tect
edw
ith e
xter
na!
diss
ipat
ion
üm
iting
res
isto
n in
sane
s w
ith t
he o
utp
ui l
aads
of
tha
ampl
ifier
a.T
ha l
arga
r va
lué
oí o
utpu
t so
urce
cur
reni
whi
ch ¡
s va
ilabl
e at
25°
C p
rovi
des
a la
rger
outD
ut c
urre
nt c
apab
ility
at
elev
ated
lefT
ioer
atur
es (
see
typ'
cal
p^no
rman
cach
arac
teris
licsl
tha
n a
stan
dard
IC
op
amp.
The
circ
uits
pre
sent
ad in
the
sec
tíon
onry
pica
l app
lícat
ions
am
phas
iie o
pera
tion
onon
ty a
sin
gle
pow
er s
uppi
y vo
ftage
. If
com
-pl
emen
tar/
pow
er s
uppr
tes
are
avai
labl
e, a
l!of
the
sta
ndar
d OQ
am
p drc
uits
can
be
used
.in
gen
eral
, in
trod
ucin
g a
pse
udo-
grou
nd (
abi
as v
olta
ga r
efer
ence
of
V-/
2)
wrtl
aüo
wop
erat
ion
abov
e an
d be
iow
thi
s va
lué
insi
ngle
pow
er s
uppl
y sv
stem
s. M
any
aopÜ
ca-
tion
circ
uits
are
sho
wn
whi
ch t
ake
adva
ntag
aof
the
wid
e in
put
com
mon
-mod
a v
olta
gera
nge
whic
h in
cluü
es g
roun
d. I
n m
ost
case
s,in
put
bias
ing
is n
ot r
equi
red
and
inpu
tvo
ítage
s w
hícn
ran
ge t
o gr
ound
can
eas
iry b
aac
com
mod
aied
.
Typ
ica
l Sin
gls
-Su
pp
íy A
pp
licat
ion
s (V
- =
5 V
DC
) (C
ont.)
EC
G38
7

I #'.'
ai S
ng
lo-S
up
píy
Ap
plic
ati
on
s (V '
=5
VD
CJ
(Con
t.)
EC
G3S
7
Typ
ícal
Sin
glB
-Sup
ply
App
lica
tion
s (V
* =
5 V
Dc)
ÍC
ont.)
EC
G38
7
¡LT
Ul
Vo
Él-
>.
Co
nlr
olU
d O
wlU
lo'
(VC
QI
*rf
J*T
**'
EC
G74
XX

i,
DE
SC
RIP
T10N
I)w
E
CC
91
S"
r«
tcnuo"i
ir
n t
t»*
V
l d
rOíit
TI i
hily
ítí
tf
icxw
tu
IIITM
o
^if
U
C
y.
Fo
trro
iH
CE
mnS
Ua
«*W
i t"
« o
r»*r^
rf
wo
m Jm
l c<
r«
CíO
nalo
f.
FS
AT
UR
ES
• T
IWN
G F
*C
« W
CR
OS
EC
OíC
B tH
RO
UC
M H
OO
RJ
• O
tRA
TtS
IN
W
TM
X
ST
*B
Lt
AN
DU
OiC
SIA
RL
E
• A
QJU
ST
AM
.E O
UT
r C
YC
LE
•
HC
W
CU
RW
EN
I C
XJT
TU
T
CA
X IO
JR
CE
0«
IIN
K
• ournJT
C
AÁ
O
RIV
E
TT
L
• «
«M
AL
LY
C
*
AN
O
NO
ftW
AL
LY
O
FF
(X
JTT
UT
«T
UC
AU
OiS
FV
Ltt C
tNE
RA
IlC
»
HO
utu
nA
Ln^xc
H*<
DC
LA
Y G
EN
ÍRA
TK
X
UC
TO
41T10W
MO
OU
LA
IIO
N
BWM
: ru
ut o
encT
t»
EC
G95
5ME
LE
CT
RIC
AL
CH
AR
AC
TE
RIS
TIC
S |T
A -
2S
°C
V
CG
• -5
V ID
+ 1
5 u
nlra
Qn>rr
~it* io
*af¡
.dl
— <T
»S
-w
^V
»,^
.
SuE
JO
T O
x**-<
T-Í-W
Í E
rro'
l«.ti* A
cw
o,
D»
«i—
m T
~x-r..«..
D"v
ITI"~
'TVo'"
*"T
.^rV
«Z
""
. Ti-m
. C
-«—
<
Br-<
Vo
«w
W«
iC—
TW
T>—
«-O
Co"~
«
Co—
o-
Vott-p
. L
—rf
OK
.IOW
Vo»»*. 0
«>
IK
*-I
I :
fl™
T— .
oí
O.IC
K.I
f-r—
-O
-«M
,
Ttf
TC
OW
OlT
IOM
Í
VC
C"*
V ^L
'00
VO
T- is
v R
L-O
O
Lo- S
u ti,
«oí, |
«A
,ftB
•
KO
lo \O
Q<
¿1
C-O
.l ,F
N
o»
7
«ce
- is
vV
cc
- >
v
f*o«
3
Vc
c-lS
V
vcc-
syV
cc
- 1S
V
ISIN
C-
ItV
M
'siN
»:-
1^^*
lSIN«
-l«
yn
A
v^K. 5
V
'UN
PC
' »
*
'yn
<-i«
*
'SO
OR
CE ->
*>
~A
Vc
c-n
v
'SO
UH
CÍ
- 100
*
vcc* !*
v
Vc
c-
5V
EC
G9
5S
M
MI»
rr
r0 Q
4
9.0
7.6
"
I7.ÍÍ
2.7
1
3
10
1
»
0.01
3/3 1.
67
OJ
0.7
Q.l
0.1
10 3-33
Q.l
Q.*
2.0
"
.Tí
12-i
13.3 13
IDO
IDO
MA
X
lí
e i& 1.0 j*
ti ^ .35
.JS
7J JS
UN
IT3
V r-A
mA
•i
pow
°C
WM
V V «A V mA
>A V V V V V V V V
n~t
~<
NO
TE
S
3. I
, „
«c
e-
W.
I>»
—•«
>
*(P
I n
•
TC »
EQ
UIV
AL6N
T C
IRC
UIT
•IT
-< ->-5i">
TY
PIC
AL
CH
AR
AC
TE
RIS
TiC
S
MÍN
IMU
M P
ULS
E W
IDT
H
RE
QU
IRE
D F
OR
T
RIG
GE
RIN
G
475

SUPP
LY C
UR
RE
NT
TI S
UPP
LY V
OLT
AG
E
HIG
H O
UTP
UT
VO
LTA
GE
ti O
UTP
UT
SO
UR
CE
CU
RR
EN
T
LOW
OU
TPU
T V
OLT
AG
En
OU
TPU
T S
INK
CU
RR
EN
T
"|
i '
¡I
1
I *«
•»•
LOW
OU
TPU
T V
OLT
AG
E«
OU
TP
UT
SIN
K C
UR
RE
NT
i M
^/r
¿==
fT
~Tf/|
j;f.j_
M_
10
LOW
OU
TPU
T V
OLT
AG
E».
OU
TPU
T S
IN K
CU
flRE
NT
D6L
AY
T1M
E»!
SUPP
LY V
OLT
AG
Ei 1 1 1 1 ¡\ r' i !
¡—
• — i
i-T
" 1
«i £D
EL
AY
TIM
Eri
TE
MP
ER
AT
UR
E
i i
-n
-*•
*n
010*
«in
II—
t«H
L—
» -
X
AP
PLIC
AT
ION
S I
NF
OR
MA
TIO
N
MO
N03T
A»C
£ O
^tftA
TlO
N
(ti ^fi
fn
otJ
» oí
oo
-ioor. !"•
tim
*r l
vio
t.
Rrt»nin
9
lo
K**«
I*
tr«*
««
t
•Jií
-ÍI" •
xjr
xx
t o(
* p
»g»t
nr«
triq
^r p
^t*
lo
9*1
2. c
r»n
t*i
*n*n
ff*
«Mn
tTM u
wi
cnrv
t X
3O&
trw
cvucitar
jrat
drrun
tT
W o
uio
ut
h^rv
T
S*
rMU
q*
« c
xuoto
r. n
•^: Ji ir» l
ríri
l^í
I
lo< «Jtu
't
2/3
utru
l T
O i
d l
eo
mo
«r»
tor
rnvn
tr
w
flip
-rto
o
(T>«
acu
otO
' rx
xtf
y
KX
] O
rr**
i
ni
ffv« m
od*
e
f:-
—~
¡-"ai:!
PR
OP
AG
ATI
OM
3ELA
YTI
VO
LTA
GE
2VE
LO
FTR
IGG
ER
ÜU
LSE
on i
f m
oul
Wg
nJ
líi»
oreu
u\
tmi
un
ol
DH
UC
B
fTw r
t tü
ow
d.
«»»n ll
ti
JQ»ii
duon
B
ium
*rt«
[. T
hr
tiro»
H
UÍ
ffn
utD
ui
n m
tr*
F>
^\i
ug»<
by
I •
1.
1 ñ
x1- in
d c"
1
oí m
ourq
> rin
. >nd
tr»
boO
l O
ir
•ntt
rré
Id
C-«
n
vrt tm
vud
(p
tfi Ik
imnq
D%
< O
TTM
^ C
r3«
0»-
tf>*
nta
rrid
CK
^aaond
CJL
IWI
DM
Cyc
W t
u iort
Th» D
ITW
Í qrc
»»*B
r*
c»
ex"T
vr*
nc» on
tfw
i of
ff*
f*»»I £•«
. &
Jno?
Tft
O
(Tn t
n* r
url
xftl.
crw
oücrx
il IB
BW
I lo
ID
lo* t
!>ti
.
. RB
"m
*y
D*
EC
G9S
5M

AP
PL
ICA
TIO
NS
IN
FO
RM
AT
ION
IC
on
i'dl
moo«
oí
OCM
T ilio
n.
tr* U
MO
tcr
cfu
rn
vxJ
Oí»
-
n b
»r-
wn
1/
D V
CQ
»°a
2/3
VQ
C-
Ai
m ih«
mg
pK
td
ivT
*. nm
n.
wxl tíim
loii ir»
»no
Um
moa»
oí
I t
irrv
loo fu
t ^nl n
^>
*n b
y
Ij -0
.68
SIR
A-
Rg
'C
icnjtpt
nn>«
(o
wto
ui l<
y«t
oy:
OÍ m
oN
iliO
n rl
tfwn
1.
FR
EE
RU
HN
l«<3
FH
EO
UE
NC
Y
AP
PLI
CA
TIO
NS
IN
FO
RM
AT
ION
(c—
r<i]
MíS
SIN
C H
JL
SE
DE
TE
CT
OR
\}v
r*)
Pt
cu
cy
il
oí
Fijjn li.
Ifti
nm
inq
cyd«
n
eon
tmu
Okj
Uy
trv
*i
&r
tfw
in
txJt
aulw
ir«n.
A cn
vx
t in
lrro
u«x
. íx i r
rntu
nq pulu
. ill
ow
v eo^io
ltlio
^
o(
ir>»
tinitru
cre
í» -<
i<n
O
uvn i
eK
ut
«1
ir>*
C
Mtd
ul lrr*
Í.
Fcr
mu
*o
o-£
juo
n.
£T»« un*
o>í»
y
woukS
D
* M
I tn
bt
tlt^
iny lo
"*'
tr»
»"
tr>*
OQ
ÍITY
Í( tim
* S
rpm
ttn
P
OÍV
TL
piflu
fi
3S
-yio
v-i
ffx
«eojíí «n
tlo
m i«
m m
líin
m
oa
* o
í
«á •
UW
Íl.
C-
3J <
'
ÍIC
UR
l *.
In
DM
i to
ciiatio
'v
tn*
tin
w n
mo
't (T
xxJt
n in
o-n
m fl
n S
».
Tt*
« C
-TS
JK n
tn79rr
«3
-.in i «
mtir
ujo
ui
pj)w
tr
»u
i irxi
n%*
svn
r>o
td v
oii»
9i n
nxxx»[«
t«3
try
o**
M
?ri*
í *o
oí«
d
to ir»
axitrr
t ^oít*?
.
|»frn.n
*l
lom
51.
Th
rt h«
ff>« rtt«
o
OÍ
moO
ulinnf
tt%<
pj)
«
— K
Jtn n
ff*
Ctv
MT
o' ">[«
)• .«0*1
. F
ltff
it
56
»rx
>— i
tn*
»cnjJ
— w
rlo
nm
fl^-m
lrd
w
»tf
l pw
i C
KX
XIIU
for
MU
O>« lír»-
PULS
E «S
ITIO
* M
OOOL
ATIO
HT
1!.! i
oo-c
nio
n u
wi
tr* tin**
' M
X
'iinoin
^í
epíW
itxso.
Fi
irt
6*. »«iíi
i*.n
»oo4«<j to
trv
» e
ontroí
>a<
t>^ r
»rtT
Nrt*í
. N
o—
ff»« p
ulw
^o
tilio
o .iri«
«m
tT
n m
ooulfti"!
vq
rui. u
ncí
tri«
nvr»
-
f-O
tá
rtytK
pi
XX
I h»nc«
F* tlT
» O
H*y
rl t»
*i«tl.
Fi
j'«
Sb
lr>o-fl
tr>«
-•
•íto
'mi
ow
^«-»
i*tí
(e
x a
ítn
jtt
«••
n nxxsul»
-
I II
TÍS
T S
EO
UE
NC
ER
P-
kf»
7 i/v
wn
M
^TT
W
tvíT
.
n
ll*f
Trd
by
n>O
«T
*nt*
ril¥
co™
v«3ir%
cw
n 7
ID
tinl
yo
u
cya*.
i¡
ley
ID m
rz.
Al
ffw
»r
n3
oí
id tm
w>q
* l*c
onc o
rtu
il i»n-O
l ru
n»
ley
SO m
uc.
mu
O
fTn
. D
x
trirfO
cifO
Jil 1
1
cm
fyfr
tú.
N<
xt
pw
i i»
r^ r
rviion
»nd c
*o*o
tori
can c
» ty
o-jr«
frw
r>»c O
«9t»
íty
cru
i fíC
fi a
rajit
couíd
itu
ly t
r*ff
*f if
rffi
i otn
«r
Din
vi
*n c
orc
o<r»
n( i»
ou»ricn-
«IC
«C
JtT
479
EC
GB
S5M

ANEXO D.
EL SERVOCOMANDO ((CONTROLE!".

ot í rvocomanai per ser rande
• .., « " KV*Í" * ** *;.. -.#•''•.-•'vtVt, ,,..
-- v;*v. . * ,>?..-<•....j-V i -s ' ,'- *fc.
DESCRIZIONE GENÉRALE
1MPIEGO1 servocomsndi Irovano impiego in irnpianli di condizionamenlo, termoventilazlonefrlscaldurríento e processo industríale per l'azlonomenlo di serrondq e valvole a íarfalla.-
CARATTERISTICHE COSTRUTTIVEI servocomnndl sonó cosliluiti da: un cárter in lega pressolusa contenente;'.'.- molore elclliico di tipo bidirezionale ad elévala coppia di s unto •' •- moloridullore ad ingranaggi silenzloso con dispositivo di comanao AÜTO-M/^NUALE
(non operativo su servocomandi con rilorno a molla). '- scheda di ingresso segnale di comando con morselliera.
CARATTERISTICHE TECNICHEAngolo di rolozione 90°.
,r f c~V' v .urf v. .-V*'- V''*'*' • • •': «i** . , <%*:
""'&'£& • *".'
, • códice
4012-074012-00
-40'12-OD4012-254012-264012-104012-114012-124012-164012-174012-184012-224012-234012-24
inoclollo
SL 291SL 292SL 293SL 294SL 295SL 296SL 297SL 298SL 391SL 392SL 393SL 591SL 592SL 593
lempotlíz.s
124060.4060124060
124060124060
coppiaNm
618301830
61830
61830 .
6 ;10 ;30
loijá indialoInnx (i
'500
,600(500 ,. '¡500 'pop •500 '500J500500[500}500500500feoo
nllmcnlaí. V(50-60 Hí)
?i 24. , 24
24. 110. 100
220220220
242424
,. ,24'sR 24 •
24
• ipolomn nss.
VA \5
15 -. • '15 -
15 i' 15
151515191919 -19 ;>,
'• • -J 9"1 9 ; -
1 aounnlo di cuiilnfido . e , . ,
'. ';••.: -.í-^'í^ , V V . - ' - '• v .
'.'.•fr4::i<V \^ .-V-'v.;^-'' ' -^Va~?3:poslzioni ".-'.;. *'•'&'' :&*V> •Linea' 200 ' ' *4;,.j" -','. ,* .
i * ." " * t > • '•
a varfazione polenzlomelrlcaLinea 300
o variazlono di lonsiono (1) ocorrente
-LÍncb"*500-" u'' " ".',*.»— lí r.. .:
• >.'*',
Angolo di rotozione 160° - Con rilorno a molió: RC orarlo, R/^j onliorarío
40C8-014038-044038-024038-054030-034030-06
SL-HC 212SL-RA 212SL-RC 312SL-RA 312SL-RC 512SL-RA 512
70 (45)*70 (45)'70 (45)'70 (45)*70 (45)*70 (45)'
6 !
6
6666
500500500500500|500
2424
24242424
1919
tu191919
a 2-3 posizioni ,MLinea 200n vnilürtono ohmicaLinca 300n vatínziono di tensioneLineo 500
* I valori Ira párenles! sonó n'lenli al ritorno o molla.
CARATTERISTICHE COMUNI A TUTTI 1 SERVOCOMANDILImili lomperaluraambiente
Alboro
O •*• 50 °C—25 -s- 65 °C (iiniimgazzinarnenlo)0 16 rnm con loro spina o 4 imn
VARIANII
SU2 cod. 4056-01 - Doppin uscilo albcio 0 1 2 - co'pplfmax 4 Nm solo servocomandi SL
SL b.L cod. 4110-01 - per íunzíonomenlo a basso temperatura -40 -4- 50 °C servocomandi SL
SLR b.L cod. 4 1 10-02 - per lunxJonarnenlo n btissa lampera-tura -12 + 50 ^C scivocoiníindi SL RC/HA
ACCESSORI
D2 cod. 4014-01 - Dúo micioinlcrrultoii nusilinn n dovinlo|reunipolaie 10(3) A-250V c.o.icQoIal)ill sull'inlcia corsa
SLR-D 2 nod. 4 i 50-02 - c.s. monlali su SL RC/RA jS 10 cod. 4016-01 -Lova azionamenlo serrando (biaccio
regolabile 4 3 - ^ - 7 4 mm). j
(1) Campi di lavoro 6 -t- 9; 4 7; 8 •*-11 V c.c..aoíjnnutabllicampo. Por allil compi di lovoro in V c.c. e mA.VCcJerc vnitunll pa^.
Possacovo
ProlozionoPeso
3 loppi in nyloii r.or.UUiibillcon boccholloni prosmicnvo PG 13.5IP 54 (DIN 40050)SL 4 kfi; SL HC/I1A 5,3 ky
YS 7 cod. 300009 - Ülspnr.lllvn nomniido acMinrwIo In ñu-giunla a levo S 10 - Cosliluilo dn: snodi, n.sln di collón»-monto in accialo o ü muí. tunrjhoz?n 500 mm, lovn \wiolbcro .serrando 0 12. logolnbílo (73 -i- OH nim).
TL 1 cod. 300600 -TfOíiformnloic di nlimnnlnziono snivo-corhandi 220-300/24 V c.n. - 20 VA.
TL 2 cod. 30060 I''- c.s. - 720-300/24 V c.n. - 45 VAY 10 cod. 40ü2:Ü2 - Slülfti poi monlnuuin n píiinUiAF 12 cod. 4010-02 -SUilla di nolloüninonla [ini vnlvnln ;i
lorlnlInVF-G 10 di diámetro supciioro a 100. Le vulvoluVF-G 10 di dinmelro inleiloie sonó Q\ti clolnlcj di stallri dicollegamcnlo.
ACCESSORI SL 200 o SL 300P 140-9 cocí. 4015-06 - Polon/Iomolio misiliniln cfn t'H) ohmP 300-9 cocí. 401G-0? - Poloiixiomolio nusiliniin dn 300 ohni;
ulilizznbiic per ¡ndicntoic di postzinnu IP 300P1000-9 cod. 4015-04 - Polenzlomclio ausiliaiio da 1000 ohm.
"( CZ -iV._ ,~' J
Q.p.
^.i L j i r\\ i ! ^— jj 1 1\ LJ \ LJ LJ i_J \
A.
^^Tl I"! I"! n tlrio/lono o sliibilimcnlo, 1 1 | 1 II . 1GÜ1IJ (ii'novn
' 1 . i 1 .7 — J U sniil'otr uto • vin c. lovl.Kilol. 010-711-101iL'lt'Iox 010-7M525lelox 27.1217 conlgc -
52
liliatr:20155vln n.
' nnl.'ini)kiilinciLiH. Oí'
lelül. 02-11)3011 ritl/7.1/ 75/79lutelax 07-403. Olí. ÜI
1
ltH;itf001 /-Ivf.Y lile
intiinÍU l'llll GI'KIIKI
It'Iül OU 7.1Ü-1I7HIclclnx 06- 7 -1Ü-1:1.'J8
'. 7tJ ')/.1IJ-10(ifi

SGivocomdndi SL 300 1Espni'irn nli ollaccií'monli in conlorrnilo ngli schomi riporlali suibolIoU'hi di ti relalivi regolalori Linca 300.Per í col'egamonli usare cavelli di sozíone mínima i mm7.Alimcnlnre i sfirvocornandi ai morsotti L c L1 con unn lensiono di'P.'l V o.íi. ilLjlI'.jrnn/n ninx-t I Olí) n mn^n di Irn.slonnnloro di po-lo n/a ndoyuíiln. Mai usuro aulotrasformntorl.Per íl dimensíonnmnnln doi hnnlomialori di olimonln/iono o nncancnrio rom;ii;un (|ü íinsoiliimonli diíi KOivocoinnmlt fmpiuijnli.So i collo()íimonli olullrici yniifjono ruíilix/alí in coníormíla aijlischcmi ripoflíili sui bullclliui lücnici doi rogolnloii, oworo rnorsul-jlíHR VduIrcMolalnrcnirispollivlniofsalliUn Vdolsorvocomnn-,do. (¡íroslo ultimo ruóla ¡n sonso ornrip por aumcnlo dolía varíabi-Ío e 1.1 sonso anliornrio par dírninuzíonc. |Per invofíirc ¡I sonso di rolazionc ó noccssnrio scnmbiaio Ira loro ¡!morselli O o V nol sorvocomnndo. i
TELI-POSIZIONAronC: comando manuíilo a dislnn/ü I11 comando manunlc o dislanzn di un sorvocornnndo o ronlizzabi-Ic ulilizzarido il loleposizionalore CM 350 collogalo come da,schorna indícalo a lolo.
1NDICA2IONE DI POS12IOMEL'indlcaziono n disinn/a dolía poslzionc di un scrvncomnndo 6¡roalí/zabilo colloganüo al poíenzíomeUo susiliano P 300 monlo-,lo sul sorvocomnndo, l'indicalore di posizione IP 300 como dascfiorna indícalo a Inlo.
Servocomando
— - --. . . _ - .
Í-onlntHIno coisn 1
f„ vvvw 1 j
1 1
Motoro 1 t '
L- — _ ... v-i/vv i
00 ,.-.f3"l -•r> * '•!'-. i?'
- .0 V ' " i1 i '
1 0 U
iuN
' o -' ° ll
íiaE' lí-l'.-l'.'l'/iyJ -: g1^
S *O "m ,
Polonzlomolio rt Uní cuín; tona idi tlsposln 7-lV-ÜOllí '
i
i
i Gvonllinlni\pot«iwloi' ' niDtlIlnilo
1 _ At n.MinlnU'in
Linón ,100
T»lopotlilonnlar«CM 350
2- íV -SOM/
Allmtiutn/luiui
IP3ÜÜ
MV hlzin
2'lV'x-
11 Al niuisnlll
} ditl pülon/lomulio
íiuslllnilo P3UÜ
£01 /ocomondl SL 500Esocmire gli allocrinmonli in conlonnila agli schomi fipoiloli suijhollotlini dei rolnlivi rcgolatori o/o modulí ausiliari a variazionc di(lensiono Linón 500.Por i colltícjrmicnli usare cnvclli di sesione como indícalo in labellnj
Allliitllrntnrntil pon. tPiJllll
1
1.5
2,5
lnii()lnt//a Jiinx rnvolliDUivuctunaniío • inyuliiloru
150220370
Allenzione: i cavotli di collcgnmonlo al sorvocomando dcvonocssore separali da quolli di collegamenlo sonde-regolalori o nondovono ossere allognti ¡n lubi olios porlanli lince in lonsione.Aümenlaro i sorvocomnndi ai morsolli 1 e 2 con una lonsiono di24 V c.n. (tolloranza max ± 10"Hj oltenuta con Iraslormaloro dipolenza adeguala.I mortGlII ?. c 3 sonó cavnllollali o cosliluíscono ii nlcriipenlo O,consücjuonlomento plimoniando con único Iraslornialoro sia ilsorvdconrindo che íl regolalore é nocossario rispollare le lasi(por regolJlori Linea 500: 1 del rcgolalpre con 1 del servoco-moi.Jo. idum por il 2). 11 scgnnle doi rogolalore dovo ossorc por-Inlü il nijrsello 5 del sorvocomando.Ai mcrsctli 3-'l ó disponibilc la lonsionc 15 V c.c. (inax 100 mA).¡Mai usare aulotrasformalorí.Per íl dimensionamonlo del Iroslormalprc di olimenlazione e no-cessario ¿ommare gli assorbimenli clei servocomandi impiegali,;leñando prccenle che un Irasformolore dcve alimenlare al mas-¡simo iiu Lioivocomandi. 'Irnpiogando piü sorvocomandi assicurarsi che In slossa ínso sin¡uolteciah a lulli i morsolli 1 e la reslanle laso a lulíi i rnoisolli 2 doi'sorv' -ornandi.II sa'vocodiando viono lomilo ad aliono diiolla (sonso di tola^io-nc oi.irio por scgnale in aumento). 'Poi iiivóiliro il sonno di ioln;ionc e sulficicnlo invoiliie l'n;ioncdol rcriolnioro collognncíosi ni morsollo 5 aiuichó al moisollo 5.-'Nol-c*:so cJi.iililt77o di |)iú norvocoinntuii n/irinnti d;i un nniex) ro-3ola!u:'j ó ronsiejliahilo invoiliro il sonso di roln/iono nol soivoco-
..,ifniir.iiinKlíift/lllfil
i AMIIIU
11 n M A G U y N ¡n-li
di fbposln
rnnndo slosno girniuln ['invorcorn tli intn/ionn di 1HO".Por cambiare il campo cJi Irwom (fin<jupn?n) cslNiun ilnpliMtoip P nmotilarlo con (recela posi/ionnln sul cnmpo dor.itltMíilo Inrnndd nitcnziono, che iqualltoloiminalisi.'inobenoirinosl.'ilísulconnolUJio.
NOHME DI ISrnUZIONE PCR SLHVOCOMANÜl SI. 5UU CONVARIANTI CLVaríanti per Azionotori con Scgnale di Ingresso in V c.c.Indipendenlemenle dnl lipo di vnrianle, il morsollo 5 clnll'nríonn-loro risulla "polniizznlo", cioo nrnsonln In usciln unn [(.Misiono nvuolo di 7,5 V c.c. in yrndo di oiognio 0,7 inA voríio innnsn.Lo sladio di uscitn doi rogolaloie elevo nnnatn in Qindn di r.nppoi -íaro. son7n dnnníifKjinrííi n hlocrnini, In Innnlunn ili"ji"lnn//¡i/iono" pnrl o 7,5 V c.c. ;;npminiIic.'Un ti ílnv» puit'r niíHinin nlindiuiuna correntc di i.5 rnA suirimpotlcn^n di 5.000 Üiim.CL 9 -ArionnloíO con cnmpn ili Invciio 2 + 10 V c.c.CL 10 - Azionaloro con cnmpo di Invoro 0.**- 10 V n.c. >CL 55 - A/ionnkiin i nn r.'iinpn di Invoio tninbitu mil vnltun <li
p;iitPM/n o.neU'f.'nlili'i 3 -: lü V c.c.

; VAfílANTl PER SL 5CO
.' Por campf cJI ¡nvoro in V c.c.CL 9 poi satínalo d'lngíncso 2 -(- 10 V c.c,CL 10 por Lorjnnlo d'íngrocso O •*• 10 V c.c.CL 55 valoro di Inicio campo regolabllo O + 1 O Vc.c., ampioz-
za campo regolabilo 3 -f- 1G V c.c.
Por cumpi di lavoro ín mA
CL 31' A -f- 12 mA (Impodcnza di Ingrosso GOO Ohm)CL ,12' 13 •*• 20 mA (impodonzo di Ingrosso 500 Ohm)CL 5G 4 *• 20 mA
* Da ulílizzaisl solo per soqucnzo (mal singolarmcnle)
- INSTALLAZIONE.
^f.-í
ACCOPPlAMt-NTO SERHANDE-'Scrvoco,ma:idl a 90° di rotozione
Ficsarc la lova G 10 sull'albcro del scrvocomando con l'cipposilaGpina.Monlmo II norvorornr.ndo nul Inlaio dolía sonando nvoncln curacho l'alhoro nln sompio olí/?anlaln c clin non uln notKlulln n v¡-bra/.fonl.
ilnourifo In lüvu dol dÍGponilivo YG 7* suH'alboro iltilla nnoniuln•.' bloccondola non il suo grano, quindí ruolnio l'nlbcro dolln soiran-I do ad un cclrcrno dolía corsa corfispondcnlG a qualla del sutvo-i comando. *!f Montare ¡I gi-jnlo elenco dol dispositivo YS 7 nclln loriloia dullat lova nul Gcrvrcoinandn con bracclo mínimo, quindí slríngorc nio-' dcratnmonto i dadi do¡ dúo piunli síorici cho btoccnito l'nnta inmodo cho quv'.ilo posun scorrero In caso di oirnln royiotiaziunu.
' Foto ruolnta il Gctvocomanda ncí dúo scnr.i cd acceiírusi ni u: lasorranda comr'n ríril» :'i osciifcíono angolarc, so COGÍ non IOHÜCoumonLifo il braccio 'Iclln leva sul sürvocomando, spoctandu il
/¡(•tu i ;
Sorvocomandl u 100° di rolozlono (SL HC/MA) jSoouuo In r.oimn di inslalta/bnc copra tnülcíilo. if ío l r.oivoccinnnili run niurno a molla la sufinrulíi üúvu un uní uiitílla poci. ifiip IH lii'í.tn In mnncaiua di lonr.íonu. •In Inso di larnlur.t dul dlcposilivo YG 7, ó nocussutlu chu II biaccio
CQI.LEGAMENTI ELETIHICI^ ..... '. j ___ -..i
Sorvocomnndl SL 200
í:ü nlInCGÍfiínonll nntnn da nnliontn n lalo indicatu ud in'conlormil 'i .'-"o imnitu vffjimh.
Por I colí"íi:nnnnli umro cnvotl! d¡ r.ií/.iono minimn 1 innt7.AlintünlafO itiorvocoinnndi ai tnornulli L e L1 uon lonniono ¡ndico-In nullo cnrailüiir.licliQ loculclto.Nol Cíi.notliaiiiiinnla/ionn a ?-1 Vc.a.:l: lO'Jd, (|tHü:!a duvn ÍLISUIOollolUinln n inn//o di linnlüiinnlüín di polnn/n adémala.Por il diiiinnr.ionamnnlo dol liaíiloimalofi di alinictila/inno i1- IKÍ-CüBOMíifj «oniiiiíun u1' níífitHltiiiiíiMlí dcí .ifíivocnniandi irnpií.'uali.So I collnciniiiciili ülulliicí vontionn io:ili//:ill ¡n conloiinilrt alkíschninn [¡ijorlnioovvnio mrtir.olHDn Vdcl rotiítlnloiníiiriniicMlivIMioiKtii'i 13 !1 V dol r.nivrjconmnili). (jiKisUi tillimo IIIDIÍI in .".i¡ji:uiomrío |njr nuniodlo duila vaiiabiln o in KOIIÜO anliDiaiiu por dinn-tuulonu.Pul invoiliroil^(Mi!H)(liiu!;i/iiiiirM''niii:í!!:.':niiu¡u:;inibiaii!lial(in)i
ní'Jlli U u V nú! üoivucnniandt).
1NDICATORE DI POSIZIOMEIn sicluim ovo sia tichiustn t'mdica^ionc a dialonza dolíano di.' sGivocnrunndu scguirc gli sclicmí o Inlo.
IIIDICAIOni DI POSIZIONU
IP 300 t:od. 'IOOG-0'l - I ipu annloi)lco - Gt:nla U-Mu - Alímnii.irulono 3-1 V c.n. - Monl;u|(jin lionlo tiuadro; purSL 20Ü/300
IP 500 cud. - lOlü-ül - lípn íinnloulcu • Ücnln O H- lü - Aulualimonlnlo - Monlaugio liunlo quatlio; por SL 500 .
TCLtlPOGIZlOWAIOHIpui coinanüuinnnunlo. vuüüioD.T.CM-IlM
CM 350 Scnla 0 4 - 1 0 - Munlaggio liunlo quaclto; por SL 3ÜÜCM 511 Campo di Invoro G •+• 9 V c;.c. por SL 50UCM SI1-1 Campo d¡ lavoio -I -4- 7 V c.c.CM 5II-2 Campo di IIWOIQ O -f- 11 V c.c.
U (vudu)ü liyuín) uia puilalíj ni mínimo ondú ovilaiu «lvocDiiinnüo ágil uuliumi di po^UIunu soimnda.fnccndo ruulnio il -iPivocutnruuld Muí dúo nnnr.l nunionlnbraccio U t|indtiítlfMiMilt) ín nunln rlio la lunanda cDtiipin rior.cuiGionó anyolaio son/a impüilimoiili.N.ll. - 1 r.t'ivdcomnndi pfj!:¡:niio iT.üntc lii!;lnll;ili in iinnlütaiii;i{im; pinchó l'uüíaüi nlljcni nstilli üninpin i)n//iiii[aln.
UVA sA S I A
UVA MUU
PCI munlaíjuio cnnlíilli o tnit*! i i /H)i i ip|f i ;ur;ili;iii. iiiniiiiliMi.'iinii'(irdinana i¡ r.liaoidinana veden; l)ull(jllnm"MUI IMI. I J'UíUJ I MA-MUIEN/IÜNE GLUVÜCÜMAMIJI SL - líl U".
All'li"
I II1! iy
AHrnonliiílori/j
IP300
IfL LJ?-1Á1
Al HH>,
1 ti»!, poiiirnuslliot lo
Hll1/loitflfO
PDOO

fi i QucstQ varlanll si Impiogano por il comando dí un singólo aziona-'¡ loro,
•;V L'lmpodon/í» iJníla singólo schcdo 6 di 5.000 Ohm,l¡*.- II ioc;olnlotü dpup nvoio un cofjnnlo di comnncJo 2 •*• 10 V n,c. (pur.. CL ÍJ; o ü -r 10 V ao. (CL 10) c un'iinpcdQiizn Inloiioio a 500 Ohm.
•• Varlanll ucr Azlonalorl con Segnalo di Ingrosso In rnA
•' CL 3 - Aüíonalofo con campo di lovoro '1 -í- 20 mACL 56 -Azionalore con campo di Invoco tarabilo nol valore di
pailuiiza üd entiló di campo.' L'ínipcdunía dolía schodn CL 3 ó di 102 Olim por cul l'ulllizzo di
azíoníilori ccn dolle vnrinnlí líchícdc rogololori con sognale di co-maneto da A -H 20 mA su dí un'impodenza di cacico sino a GOO Ohm.
" II cnorsollo 5 doll'azionntore rapprosonla il posilivo (scgnalo di
'í';,iTGLEPOSIZION/\ronE: comando rnnnunlo a dislmun,--; II comando manualo a dislnnzn di un sorvocomnndo ó rcnlizznbl-,£';'. ¡o ulilizzbnt'o il Iolcf'.jüÍziojinlo(Q CM 5 1 1 coltnynlp como do' ' sclioma indicólo n Into. ' '••
ln In fliilialn) od II moisotlo 3 ¡I nuyallvo (scgnalo di canonlü iii uscila).
CL 31 - AzionnloiG con cnmpt) di Invíim •! -i- I I tnACL 32 - Arlonnluic con anni|io di Invoio \;\ '¿u mA
Outinlo v.'ifinnll ni impiooniu) pin II cnimuidu in i;nttuoii7íi di tJittnziütiíilüfi u patinillo dovono csscro ulíliüall In copplo.L'iiMpcclGnzadoIloninyoloüGliGdoCLai -GL 32 ó ill I.ÍJOO Ohtipoichó I dúo nzlonnlonvoiígoito collnfinll in pninllcla, rimpodonza cornplossIvQ risulln assciu di GUU Ohm.II rcgolaloro dovo overo sognalo clí comando 4 •*• 20 mA su üun'impedenzo di carico sino a ÜOÜ Ohm.I rnorsolli 5 dagli nzionntorl rnppiosonlnnu il posilivcj (.nutinnlu dcotronle in cnlcaln) o i inorsolU O II ncgnlivo (sognalo di cotrcnlin usciln).
Allmnnlnílono
/-50H* Al f«Qo|nloil
Un o o 500
S«r*ocorriifido•,, CM 511
:i',;{-,
iNDICATCnE DI POSIZIONE ' ]LMndicnloro a dislanza dolía posí/.iono di un scrvoconinndo 6loallzznbile collcgand^difolinmenlo ad esno l'indicalptc di posi-ziono IP 500 come da schcma indícalo o loto.
invorlfro l'indicíuíono dcllo slrumonlo, collcgnjo il ( + )."dG|lo slrumonlo ni niorcollo C o il (-) al rnorscllo U.
$jj$MESSA ¡N ¿ERVIZIO' "
í/ '.v± lO'JO dol valuio di !ni(jn." ; Atlonzlono: co alímcnlnlo con lonciuno suiíuiioio ni dnnnrujrjiíiy- sorvocomandc o rctjülíituio. ,. j
/ '.i. - VoiilicniQ rocnttn osucuzlone dci collcgaincnll clollrici dol si-','' ' Glorna dt ioyM'1/iono. ^ ¡ • • r - , / ¡
;¡ • ' - .I-'*- •' \. , », w* . -f t
í DIMENSIÓN!. DI ÍNGOMBRO (mn)?... ... . \
(Idiiliull.'iiü ((lnl|flr.:imriil'l ctio ríitlifro del r-iTViiciiiitni (jiiiMit'll 'ititOiM t'iUMiimottiSUKjnlMtrt iM>l(lti(t;:i.Mi!¡Iin(|tiiiint|'M(tt)llinr]coinnukM|itt:iot:ltnl;i5:tHi;i(t(l;ii;ii|t|[iiii(iíi lc«:tim|)|Mi:;i/ion¡ tJi n|M!iHitn n r:hiu:;iii¡i !i'.:.i;¡(;ui:m(lnr.Í clin tjli ni:t;d|piíimunli simio st.'ili nsoiniili concllrunniiti! u non o.'iunino inpodimonli dovuli n cntltvo nlliiin;inionlo.
Swvocum.'indo IJIM r.iMifi
Comcndo mnnomirsio nwl ifrvocomnndlSL-n con dl»po«lt lvo di
Lo cninllniir.lir.lnj íonlunulc in quonln i»ut»l>iira/>i»no porr-nno ri'.i'tv ti'c'il-l>cali scnrn iitfavvipn
'¿Á!'- B.p./X.
Gistt'ini cl¡ fccjolíi/ii'itn niilñmnlirít pnc-cüMdi¿¡cnia[nniilíj/riscnlíl;iniüipioccsso lormico lnduslitíilu.
Recommended

















